Rapport Ismail Khouloud
42
Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013 1 Rapport de stage Asment de Temara 2013 Thème : Etude d’un doseur à bande BENSERHIR Khouloud MERSIOUI Ismail ENTREPRISE : ASMENT TEMARA Route de Casablanca Ain Atig Maroc Tél. :(+212) 0537 74 07 77
-
Upload
houssam-atif -
Category
Documents
-
view
549 -
download
47
Transcript of Rapport Ismail Khouloud

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
1
Rapport de stage Asment de Temara
2013
Thème : Etude d’un doseur à bande
BENSERHIR Khouloud
MERSIOUI Ismail
ENTREPRISE : ASMENT TEMARA
Route de Casablanca Ain Atig
Maroc
Tél. :(+212) 0537 74 07 77

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
2
Remerciements
Au terme de ce stage, on tient d’abord à adresser nos remerciements les plus sincères à
Monsieur Ibrahim LARAQUI directeur général d’ASMENT TEMARA de nous avoir
accordé sa confiance et pour l’opportunité qu’il nous a offerte afin d’effectuer ce stage au
sein de cette entreprise de grande envergure.
On tiens à remercier pour le bon déroulement du stage :
Mr Abdellah OUBRIK notre résponsable administratif chef de service
d’automatisme, pour son accompagnement tout au long des 4 semaines en entreprise , pour la
confiance qu’il nous a accordée, et pour les perspectives qu’il nous a offertes.
Mr Nabil KARIMI Ingénieur- Automatismes et notre Encadrant au sein d’ASMENT
TEMARA, de nous avoir fait profiter de son savoir, ses compétences scientifiques et de son
temps, sa collaboration, le partage de son expertise technique et ses précieux conseils.
Nos remerciements ne seraient pas complets si on ne remerciait pas l’ensemble du
service automatisme pour leur bonne humeur et leur sympathie,

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
3
Sommaire Remerciements ....................................................................................................................................... 2
Introduction ............................................................................................................................................. 5
I. Présentation d’organisme d’accueil ................................................................................................ 6
1. Groupe VOTORANTIM CIMENTOS ............................................................................................... 6
2. Asment Temara ........................................................................................................................... 6
1) Fiche d’identité ........................................................................................................................ 7
2) Historique ................................................................................................................................ 8
3. Organisation de l’entreprise : ...................................................................................................... 9
II. Processus de fabrication du ciment : ........................................................................................... 15
1. Les différents procédés de fabrication du ciment : ................................................................... 16
2. Le procédé de fabrication à l’usine ASMENT TEMARA : ........................................................... 17
1) Les Matières Premières : ....................................................................................................... 17
2) Les combustibles utilisés : ..................................................................................................... 17
3) Description du procédé : ....................................................................................................... 18
III. Etude du doseur ........................................................................................................................ 25
1. Généralités sur les différents doseurs utilisés en industrie : .................................................... 25
1) Doseur gravitaire: .................................................................................................................. 25
2) Doseur par agitateur : ........................................................................................................... 25
3) Doseur à goulotte vibrante : .................................................................................................. 25
4) Doseur à vis et doseur à double vis: ...................................................................................... 26
5) Doseur à bande : ................................................................................................................... 26
2. Construction et principe de fonctionnement d’un doseur à bande :........................................ 27
1) Principe de fonctionnement: ................................................................................................. 27
2) Structure et fonction de la partie pesage : ............................................................................ 28
3) Les différents composants utilisés dans le doseur : .............................................................. 29
3. Principes de régulation d’un doseur à bande : .......................................................................... 30
4. Principe du régulateur PI : .......................................................................................................... 31
1) Les variables linguistiques : ................................................................................................... 32
2) Les règles d’inférences : ........................................................................................................ 33
5. Régulation du débit (Asment Témara) : .................................................................................... 35
6. Exploitation et maintenance des doseurs et de leurs électroniques : ...................................... 36

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
4
1) Les dispositifs de sécurité de la partie pesage : .................................................................... 36
2) Sécurité de transport et du montage : .................................................................................. 36
3) Sécurité contre surcharge : ................................................................................................... 37
4) Alignement du rouleau de mesure par rapport aux rouleaux limiteurs : ............................. 38
5) Alignement des rouleaux limiteurs par rapport au rouleau de mesure :.............................. 39
6) Contrôle du capteur à jauges de contrainte : ........................................................................ 40
7) Démontage de la partie pesage compacte : .......................................................................... 41
8) Implémentation de la partie pesage compacte : .................................................................. 41
Conclusion ............................................................................................................................................. 42

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
5
Introduction
L’industrie connaît, aujourd’hui, un développement spectaculaire grâce aux nouvelles
technologies de plus en plus utilisées pour faire face à un contexte marqué par une
concurrence farouche, une libéralisation des marchés et une clientèle très exigeante. De ce
fait, le positionnement dans le marché exige une bonne productivité, une efficacité et une
efficience des processus de production. Dans ce cadre, les nouvelles technologies se révèlent
un levier puissant de croissance et d’expansion.
En effet, l’introduction des systèmes automatisés très performants et de haute
technologie permet d’améliorer la qualité des produits tout en optimisant la production et
en contribuant à une réduction des coûts.
Dans le cadre de notre projet, on s’intéresse à l’étude d’un doseur pondéral à bande qui
est un équipement électronique modulaire, à usages multiples, pour les techniques de pesage
et de dosage.
Le présent rapport décrit ces différents composants, le premier chapitre présentera
l’organisme d’accueil et le procédé de fabrication du ciment chez celui-ci, dans le deuxième
on abordera l’étude d’un des six doseurs présents a l’usine, quant au troisième il portera sur
une conclusion générale de notre travail.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
6
I. Présentation d’organisme d’accueil
1. Groupe VOTORANTIM CIMENTOS Votorantim est un groupe brésilien fondée en 1918 à São Paulo, présent dans 16 pays, c’est l'un
des plus grands conglomérats industriels d'Amérique Latine, présent dans les secteurs du ciment et
béton, extraction minière et métallurgie (aluminium, acier, nickel et zinc), Energie et électricités,
pulpe et papier, jus de fruit et produits chimiques et des services
financiers, parmi d'autres.
Votorantim Cimentos, l'unité Ciment et Béton du groupe, se situe
parmi les dix premières entreprises mondiales de ciment, béton et
granulats. Au Brésil, elle est leader sur son marché, En Février
2010, le Groupe Votorantim achetés par l'intermédiaire de sa filiale
Votorantim Cimentos 21,2% des Portugais cimentier Cimpor, dont
17,3% ont été achetés auprès de la société française de ciment
Lafarge et 3,9% à partir du Portugais Cinveste.
2. Asment Temara ASMENT TEMARA est une cimenterie filiale du Groupe
international Brésilien Votorantim, localisé à 15 km de RABAT, dans
la zone industrielle de TEMARA sur le territoire commercial AIN
ATIQ, sur la route nationale n°1 reliant RABAT et CASABLANCA.
Avec une superficie de 28 hectares, l'usine s'alimenta de deux carrières
d'environ 200 hectares : l'une fournissant le calcaire et l'autre le schiste.
Sa situation géographique avantageuse, la disponibilité des matières à
proximité de l'usine sont deux facteurs favorables à la rentabilité
d’ASMENT.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
7
1) Fiche d’identité
a) Activité principale
L’usine d’ASMENT DE TEMARA assure la production de deux types de ciment à la
norme marocaine NM 1001004 classés selon leur composition d'une part, et selon leur
résistance d'autre part, afin de répondre à la demande croissante de la région. Les produits
fabriqués sont le CPJ 35 et le CPJ 45. Le tableau suivant récapitule la composition et
l’utilisation des deux types :
Raison sociale : ASMENT de TEMARA
Activité : Production et vente du ciment
Statut juridique : Société Anonyme (S.A.)
Date de création : 1976 pour une durée de 99 ans
Capital : 171.875.000 DH
Chiffre d'affaires : 1000 Mdh
Numéro de la patente : 28.305.020
Identité fiscale : 03375420
Registre commerce : 247-41
N-CNSS : 1584433
Effectif employé : 183 personnes
Capacité de production : 1 278 000 tonnes par an
Adresse : Route de Casablanca Ain Atig Maroc
Tél : (+212) 0537 74 07 77
E-mail : [email protected]
Site Internet : http://www.asment.co.ma/

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
8
2) Historique Le déroulement chronologique de la réalisation de la cimenterie ASMENT DE TEMARA peut
être schématisé comme suit :
1976 : Lancement du projet ASMENT DE TEMARA avec une capacité annuelle de
production de 640.000 tonnes du ciment.
1979 : Mise en service de l’usine.
1986 : La combustion au fuel est remplacée par la combustion au charbon et au coke de
pétrole. Un atelier de broyage de charbon est mis en place.
1989 : Acquisition d’un concasseur primaire de 800 tonnes/heure anticipant le projet
d’extension de l’usine.
1996 : Le Groupe LARAQUI cède ses parts au « Cimentier portugais » CIMPOR qui
prend le contrôle d’ASMENT.
1998 : Le Président de la République portugaise, Monsieur JORGE SAMPAIO, donne le
coup d’envoi de la 1ére phase du projet de doublement de la capacité de production de l’usine
lors de sa visite le 15 mai. En cette même occasion, le broyeur à ciment n°2 est inauguré.
2000 : Achèvement de la première phase du projet d’extension de l’usine : la capacité
annuelle de production passe de 640.000 à 820.000 tonnes de ciment.
2003 : deuxième phase d’extension de l’usine. La capacité de production annuelle devrait
ainsi être portée à 1,2 millions de tonnes de ciment.
Produit Composition Résistance à la compression
Utilisation
CPJ 45 - 70% clinker - Cendre, pouzzolane et filler. - 4% de Gypse
Maximale : 55 MPa Minimale : 32 MPa
-Béton armé fortement sollicité (structures porteuses). -Préfabriqué : poutres et poutrelles. -Béton routier et travaux en grande masse.
CPJ 35
- 65% clinker - Cendre, pouzzolane et filler. - Adjonction du Gypse nécessaire pour régulariser la prise.
Maximale : 45 MPa Minimale : 22 MPa
-Travaux de maçonnerie. -Béton courant (non ou faiblement armé).
Tab.1 : Caractéristiques de chaque type du ciment

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
9
2004 : troisième phase de l’extension de l’usine. La production journalière du Clinker devrait
passe de 2000 tonnes à 2800 tonnes
2005 : obtention du label de certification environnementale ISO 400 version 2004.
2007 : Asment Témara a vendu plus de million de tonnes de ciment ;ce qui constitue un
record absolu dans les 30ans d’histoire de l’entreprise.
2009 : Asment Témara a mis en service en septembre un 3éme broyeur à ciment d’une
capacité de 50 tonnes/heure
2010: Asment Témara a dépassé les 1200000 tonnes de ventes en 2009.
2011 : le projet de réalisation d’un nouveau silo de stockage baptisé’’ silo 5 ’’.
2013 : Le Groupe CIMPOR cède ses parts au « Cimentier Brésilien » Votorantim qui prend le
contrôle d’ASMENT.
3. Organisation de l’entreprise :
Organigramme descriptif des différentes directions d’ASMENT TEMARA

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
10
La direction générale : Joue le rôle de coordinateur entre les différentes directions, elle donne
des directives sur la gestion globale de la société pour ceci elle prend des décisions à un plus
haut niveau. L’organisme d’ASMENT comporte les directions suivantes : La direction
d’usine, La direction financière, La direction commerciale et La direction des ressources
humaines.
La direction d’usine :
Coiffe deux grands départements :
Département maintenance.
Département production.
Elle a pour mission la gestion de production de l’usine, dés l’exploitation de la carrière
jusqu’à l’ensachage, elle supervise la marché de tous les ateliers en assistance des chefs de
départements.
A. Département maintenance :
Structure :
Consciente du rôle de la maintenance pour assurer la continuité de la production. ASMENT
TEMARA a placé le département de la maintenance au même niveau hiérarchique que le
département production.
Cette organisation présente les avantages suivants :
Le chef de département maintenance peut faire valoir sa décision concernant
toutes les activités d’entretien et aux choix importants concernant l’usine.
Une coordination entre les différents services de maintenance
Les services subordonnés au département :
Afin d’assurer le bon déroulement des travaux de la maintenance, ASMENT TAMARA a mis
à la disposition du département maintenance plusieurs services.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
11
a) Bureau Technique Au sein du bureau technique on trouve :
Visiteurs :
Sont les visiteurs mécaniciens et électriciens. Ils sont chargés de :
-Faire la visite et les contrôles de l’ensemble des installations de l’usine suivant un planning
préétabli et Etablir les rapports de visite.
-Emettre et préparer les ordres de travail (OT) sur la base de ses rapports.
-Suivre les travaux important (déroulements des travaux de maintenance).
Préparateurs :
Leur mission est de :
Planifier les travaux ;
Préparer le planning du préventif ;
La mise à jour des dossiers machines et du manuel de nomenclature des
pièces de rechange ;
Suivre l’état du stock lié à la maintenance ;
Analyser les pannes (à travers une étude des historiques)
Département maintenance
Service mécanique
Section chaudronnerie
Section mécanique
Unité graisseurs
Unité révision
Entretien carrière
Bureau technique
Cellule GMAO
Cellule préparation ordonnancement et lancement
Cellule visites mécaniques
Cellule visites et préparation électrique
Cellule sous-traitance
Service électrique
Section électrique
Service automatisme
Section automatisme
et régulation
Organigramme descriptif du département Maintenance

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
12
Equipe GMAO :
Grâce au progiciel SAP installé à ASMENT TEMARA, cette équipe assure l’enregistrement
des interventions dans le progiciel SAP, les ordres de travails, contrôle le retour de
l’information, analyse les historiques des interventions et édite le rapport mensuel de l’activité
maintenance, etc. …
Responsable de la sous–traitance
Il est chargé de :
Préparer et suivre les travaux de sous-traitance avant et après les arrêts.
Faire des rapports de travaux de sous–traitance.
b) Service mécanique : Il s’occupe des interventions mécaniques proprement dites. Ses activités concernent aussi
bien la remise en bon état des équipements défaillant que les travaux de récupération et
d’usinage de pièces.
Ce service se divise à 4 sections :
Section chaudronnerie et machines outils
Section mécanique
Unité de graissage
Unité de révision
c) Le service électrique et le service automatisme : Ils sont responsables de la maintenance de l’usine cotée électrique et automatisme, et ils
assurent :
Les travaux de régulation, automatisation et instrumentation.
L’entretien des équipements : réparation, dépannages travaux préventifs.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
13
B. Département production :
a) Service exploitation de la carrière :
Il assure l’extraction des matières premières qui entrent dans la fabrication du ciment
de deux carrières qui appartiennent à la cimenterie, la 1 ère est à proximité de l’usine, elle
fournit 90% du calcaire et elle s’étend sur une surface de 250 hectares, la seconde est située à
OUD IKKEM et elle permet de s’approvisionner en schiste contenant 22%d’aluminium et
56% de silice. Ciment=calcaire +fer+aluminium+silice+chaux.
b) Service fabrication :
Après la réception des blocs de calcaire traités par les concasseurs, ils passent à l’atelier pré
homogénéisation ou le calcaire est travaillé pour ensuite passer au broyeur cru pour corriger
sa contenance insuffisante en pyrrhotine.
Le produit résultant passe aux silos d’homogénéisation qui permet un bon mélange de tous les
constituants et une réduction de sa granulométrie, avec une puissance de 1700 t/h.
Un échantillonnage est naturellement pris pour contrôler la qualité du produit et qui ira à la
cuisson, cette dernière se fait dans un four spécial qui demande beaucoup d’attention.
Vus sa fragilité, car il a besoin d’être entretenu avec soin, et de changer ses briques tous les
six mois. Le ciment cuit passe au refroidisseur, pour ensuite passer dans les broyeurs
malaxeurs, le produit fini est alors mis en sacs et prêt à être vendu.
c) Service laboratoire :
Cette unité intervient tout au long du processus de production en analysant des échantillons
avant l’entée et après la sortie de la matière traitée afin de prévenir le service concerné de
l’anomalie à corriger. Ces corrections suivent les normes marocaines qui garantissent au
consommateur la sécurité, c’est pourquoi plusieurs analyses (physiques et chimiques)
permettant de contrôler la quantité et la granulométrie se font au niveau de ce service. Le chef
du service laboratoire veille à ce que tous les résultats obtenus soient classés en cas de
problèmes ultérieurs ou à être prêt à tout contrôle du ministère de l’équipement.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
14
d) Service magasin :
Le magasin constitue un dépôt de tout le matériel qui n’est pas directement utilisé par les
services utilisateurs. Le rôle du magasinier est d’assurer le rangement et la conservation des
pièces dont il assure la garde, il dispose à ce titre de plusieurs locaux de stockage (un parc de
stockage pour le matériel volumineux, un local avec ensacheur d’air pour les moteurs et les
cartes électroniques, un local pour la sacherie et les briques réfractaires).
La distribution se fait 24h sur 24h par des agents postés (8 heures chacun) qui, et au du bon de
sortie visés par les responsables concernés, livrent les marchandises et le matériel nécessaire.
Chaque pièce porte en plus d’un code de nomenclature, un code de rangement qui précise ses
coordonnés géographiques dans le magasin et possède une fiche sur lequel le magasinier
mentionne ses entrées et ses sorties, ce qui mène à une meilleur gestion du matériel.
e) Direction financière : Le directeur financier est chargé de diriger les activités financières et comptables, la trésorerie
et le contrôle de gestion, aussi il intervient dans la politique général de l’entreprise et dans
plusieurs services
f) Direction commerciale : Les charges liées à cette direction sont :
-Assurer la commercialisation de deux types de ciments à savoir CPJ 35 en sacs et CPJ 45 en
sacs et en vrac.
-Faire les procédures de vente du ciment.
g) Direction ressources humaines et organisation :
Elle oriente, avec la direction générale, la politique et les relations sociales de l’entreprise
et les met en œuvre. Ils ‘agit du recrutement, de la gestion des carrières, de la formation, des
régimes sociaux et des salaires. Elle veille à l’adéquation de la politique de l’entreprise et des
besoins du personnel.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
15
II. Processus de fabrication du ciment : Le ciment est généralement fabriqué en introduisant des mélanges de calcaire et
d’argile dans un four à une température d’environ 1450°C. On obtient alors des modules durs
appelés Clinker ; c’est en broyant très finement ceux-ci, additionnés d’un peu de gypse, qu’on
produit le ciment Portland. D’autres peuvent être obtenus en mélangeant ce clinker broyé avec
des constituants, broyés également, qui présentent des propriétés hydrauliques ou
pouzzolaniques : Ce sont soit des laitiers de hauts fourneaux granulés, soit des cendres
volantes ou des pouzzolanes naturelles ou artificielles.
La fabrication du ciment est un processus très complexe, dans laquelle les matières
premières subissent des transformations physico-chimiques successives pour l’obtention du
produit fini.
Figure 1 : Composants du Ciment

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
16
1. Les différents procédés de fabrication du ciment : Il existe quatre procédés de fabrication du ciment qui différent entre eux par la nature du
produit qui alimente le four. On trouve :
La voix humide : La matière première, après son concassage, est délayée dans l'eau puis
broyée en humide. La pâte obtenue est soigneusement dosée et homogénéisée pour alimenter
le four après. Ce procédé le plus ancien est presque totalement abandonné à cause de la
grande consommation énergétique qu’il occasionne.
La voix semi-humide : La pâte obtenue, de la même manière que dans le procédé de la voix
humide, est débarrassée d’une grande partie de son eau par filtration avant son introduction
dans le four.
La voix semi-sèche : La matière première, après son concassage, est broyée à sec,
homogénéisée puis granulée par ajout d'eau à l'entrée du four.
La voix sèche : Après son concassage, la matière première est broyée à sec et
homogénéisée, puis acheminée directement à l’entrée du four sous forme de farine. Ce
procédé est le moins onéreux par sa faible consommation calorifique. C’est la voie adaptée
par l’usine d’Asment Temara. En résumé les avantages et les inconvénients de ce procédé
sont :
Avantage :
Récupération optimale de la chaleur sensible des fumées,
Faible consommation thermique spécifique,
Grande facilité de conduite,
Possibilité des capacités de production élevées.
Inconvénients :
Très grande sensibilité à la présence d’éléments mineurs (alcalins, chlore, soufre,
Etc.…).

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
17
2. Le procédé de fabrication à l’usine ASMENT TEMARA : Le processus de fabrication du ciment est relativement complexe du fait des nombreuses
transformations subies par les matières premières. Les cimenteries, qui profitent très
largement du progrès actuel, sont entièrement automatisées, de telle sorte qu'il suffit de
quelques opérateurs pour faire fonctionner 24h sur 24, l'intégralité de l'installation.
Suivons maintenant le processus de fabrication du ciment étape par étape, afin de bien
comprendre les transformations subies par les matériaux.
1) Les Matières Premières : Le constituant principal du ciment est le clinker, qui est obtenu à partir de la cuisson
d'un mélange approprié de calcaire (riche principalement en carbonate de calcium) et de
schiste (composé de : silice, alumine, fer), en proportion moyenne 80% et 20%. Il comprend
également l'ajout de gypse et de constituants secondaires lors des différentes étapes de la
fabrication tels que les laitiers de haut fourneau, le calcaire, les cendres volantes (calcaires ou
siliceux) de centrales thermiques à charbon, les pouzzolanes (naturelles ou artificielles) et les
fillers.
Les constituants du ciment présentent les propriétés suivantes :
- des propriétés hydrauliques, c'est-à-dire qu'ils forment par réaction avec l'eau des composés
hydratés stables très peu solubles dans l'eau.
- des propriétés pouzzolaniques, c'est-à-dire qu'ils ont la faculté de former à température
ordinaire, en présence d'eau, par combinaison avec la chaux, des composés hydratés, stables
(les argiles et pouzzolanes).
- des propriétés physiques qui améliorent certaines qualités du ciment telles que la
maniabilité, la compacité… (Les constituants secondaires).
2) Les combustibles utilisés : Les combustibles utilisés sont le fuel et le coke de pétrole. Le premier sert à chauffer le
four lors du démarrage vu son pouvoir calorifique élevé. Tandis que le deuxième constitue le
combustible principal en régime permanent.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
18
3) Description du procédé : Avant d’obtenir du ciment, la matière première passe par diverses étapes de transformation
physico-chimiques de l’extraction à l’expédition.
a) L'extraction des matières premières de la carrière : Les carrières sont de vastes terrains dont on exploite les strates les unes après les autres, au
rythme actuel d'exploitation, les réserves sont estimées à plus de 30 ans.
Figure 2 : cycle de production du ciment
Figure 3 : Extraction des métiers premiers de la carrière

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
19
Les matières premières sont des extraites des parois rocheuses de la carrière à ciel ouvert par
abattage à l’explosif introduit dans des trous de mine forés avec une sondeuse, encore par
ripage au bulldozer, ensuite elles sont chargées dans de gros camions très robustes, appelés
dumpers d’un gabarit de 30 tonnes et transportées vers un atelier de concassage.
La carrière d’Asment Temara est exploitée sur un front de taille d'une hauteur de 12 à 16
mètres et l'explosif le plus utilisé est le nitrate-fuel (mélange de nitrate d'ammonium
pulvérulent et de fuel-oil). A « Asment Temara on distingue deux carrières:
La carrière du calcaire: se trouve à Ain Attiq à 3 Km de l'usine, sur une superficie de 200ha
et elle fournit près de 80% de calcaire.
la carrière du schiste: se trouve à Oued Yqem à 5km de la station de concassage, elle permet
de s’approvisionner 10% de schiste, l’exploitation est sous traitée par compagnes. Ce
schiste est transporté par camion vers le concasseur.
Pour produire des ciments de qualités constantes, les matières premières doivent être très
soigneusement échantillonnés, dosées et mélangées de façon à obtenir une composition
parfaitement régulière dans le temps.
b) Concassage
C’est la première étape du processus, il consiste à réduire la granulométrie de la matière
première en fragments de faibles dimensions (25 à 40 mm). Il assure également un certain
mélange des matières premières arrivant de la carrière (calcaire et schiste).
Figure 4 : Concassage des métiers premiers

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
20
c) pré homogénéisation
Elle a pour but de former un tas pré-mélangé (Calcaire et Schiste), la capacité du hall est
de deux tas linéaires de 20.000T chacun, l’un en reprise et l’autre en
formation. Le hall de pré-homogénéisation contient deux zones :
Zone du verseur: contient un chariot qui effectue des mouvements de va et vient sur un demi
cercle produisant des couches surmontées l’une par l’autre.
Zone de roue pelle : Grâce à ses godets et sa herse, elle assure la reprise de la matière vers le
broyeur cru.
Des convoyeurs à bande assurent le transport de la matière pré homogénéisée vers la trémie
centrale du broyeur cru.
d) Broyage cru
Les matières premières doivent être finement broyées pour faciliter les réactions chimiques
au cours de la cuisson dans le four. La qualité du produit issu de cette étape exige la maitrise
des pourcentages des matières entrant au broyeur. Elles passent donc par les doseurs qui
alimentent le broyeur sécheur. La fonction de séchage est nécessaire pour diminuer le taux
d’humidité de la matière. En plus du séchage et de la fragmentation, le broyeur assure le
mélange des différents minerais apportés par les matières premières et les ajouts de
correction.
Figure 5 : pré homogénéisation
Figure 6 : Broyage de la matière pré homogénéisée

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
21
e) Homogénéisation
En sortant du broyeur, le cru doit être malaxé et
homogénéisé une nouvelle fois afin de réduire les écarts de
composition chimique et améliorer la régularité de la cuisson et
aussi pour que le mélange acquière sa rhéologie optimale avant
introduction dans le four.
Pour cela, la farine est transportée vers deux silos
d'homogénéisation. Le premier silo a deux étages (un pour le
stockage et l'autre pour l'homogénéisation) ; tandis que dans le
deuxième silo, le stockage et l’homogénéisation se déroulent en parallèle.
L’homogénéisation s’effectue en provoquant un mouvement aussi intense que possible dans
une chambre de mélange avec de l’air séché fourni par des suppresseurs
f) Cuisson La ligne de cuisson se compose de trois étapes principales qui s’effectuent dans la tour à
cyclones, le four rotatif puis le refroidisseur.
Tour échangeur a cyclones
C’est un échangeur à chaleur à voie sèche constitué de cinq étages. Elle permet
d’effectuer un échange thermique à contre courant entre les gaz chauds (850°C) sortant du
four et la farine froide (50 à 60°C). Les gaz parcourent l’édifice de bas en haut alors que la
matière le parcourt en sens inverse.
Four rotatif:
C’est une grande enceinte circulaire rotative dans laquelle on injecte le combustible
sous pression pour produire une flamme. Il est en fait un échangeur de chaleur à contre
courant dans lequel la flamme et les gaz récupérés du refroidisseur cèdent leur chaleur à la
Figure 7 : homogénéisation
Figure 8 : les étapes principales de cuisson

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
22
farine qui arrive en sens inverse. Il est constitué d’une virole en acier et protégé par un
revêtement intérieur en matériaux réfractaires.
Refroidisseur:
Situé à l’aval du four, Il est un refroidisseur à grilles horizontales, à commande
hydraulique. Le refroidissement est assuré par neuf ventilateurs. L’air produit par ces
ventilateurs est insufflé sous les grilles par des chambres de soufflage.
g) Broyage ciment
Après refroidissement, les granulats de clinker sont ensuite broyés avec addition de gypse.
Cette addition a pour but de régulariser la prise du ciment, notamment de ceux qui
contiennent des proportions importantes d’aluminate tricalcique (3CaO, Al2O3) et aussi de
conférer au ciment des propriétés spécifiques correspondant aux différentes qualités du ciment
cité auparavant (GPJ35, GPJ45)
h) Ensachage et expédition
Des systèmes de transport mécaniques (vis-élévateur à godets) et pneumatiques (aéroglisseur)
sont utilisés pour acheminer le ciment vers les silos de stockage afin d’empêcher son
Figure 9 : broyage ciment
Figure 10 : Stockage et livraison

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
23
hydratation.
ASMENT TEMARA dispose de 4 silos de stockage d’une capacité de 4500 tonnes chacun.
Deux silos 1 & 3 pour le CPJ 45. Deux silos 2 & 4 pour le CPJ 35
Ensachage
L’atelier Ensachage est constitué de :
- 3 ensacheuses HAVER (8 becs) rotatives avec un débit nominal de 100
-1 ensacheuse HAVER (12 becs) rotatives avec un débit nominal de 160 T/h. Une ligne de
livraison en vrac.
Le ciment extrait est acheminé vers un élévateur qui alimente la trémie sur ensacheuse en
passant à travers un crible et une trémie d’ensachage.
Le CPJ35 est distribué uniquement en sac qui est chargé directement sur les camions des
clients.
Expédition
Livraison du ciment en sac : Est obtenue à l’aide des machines automatiques de Remplissage
et de pesage au niveau desquelles l’ouvrier fait pénétrer la valve du sac sur un bec conçu pour
la recevoir. Le débit à travers le bec est de l’ordre de 50 T/h. la capacité d’un sac est
standardisée, et vaut 50 kg.
Livraison en vrac : Une manche télescopique ayant un débit de 250 T/h, permet le remplissage
direct des réservoirs des camions. Le principe du mode opératoire consiste à la fluidisation et
la propulsion par pompes ou aéroglisseurs. Ce type de livraison est appelé en vrac.
Produit fini
La cimenterie fabrique conformément aux normes marocaines NM 10 1 004 deux types de
ciment distingués par leur composition, leur résistance et leur usage et bénéficient du label de
certification ISO 9002 version 1994, ISO 9001 version 2000 et ISO 14001 version 2004, il
s’agit du :
CPJ35 :
Asment Temara produit le CPJ35 qui est livré uniquement en sac de 50Kg, il est employé
dans la maçonnerie (divers enduits), le béton courant (non ou faiblement armé, remplissage
fondations et décoffrage différé) et pour la stabilisation des sols et graves
ciment.(65%Clinker+25%Calcaire+5%cendre)

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
24
CPJ45
Asment Temara produit également le CPJ45 qui est livré
en vrac et en sac de 50Kg, il est plutôt utilisé pour le
Béton armé fortement sollicité (structures porteuses),
le préfabriqué : hourdis, agglos, poutres et
poutrelles, le béton précontraint et routier ainsi que
pour les travaux en grande masse (barrages, ouvrages
d'art) .(75%Clinker+16%Calcaire+4%cendre)
Figure 11 : CPJ35 & CPJ45

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
25
III. Etude du doseur
1. Généralités sur les différents doseurs utilisés en
industrie :
Le système d'alimentation en produit est le pilier central du processus de pesage. Afin de
déterminer le système de dosage le plus approprié, il faut connaître de manière précise les
propriétés d'écoulement ainsi que les caractéristiques de matériaux.
Nous choisirons le système de dosage qui convient afin de garantir une manipulation
appropriée des produits, en tenant compte des facteurs comme la cadence, la précision, la
dégradation du produit et le nettoyage.
1) Doseur gravitaire: Le doseur gravitaire « G » est utilisé pour une alimentation
continue de matériaux à écoulement libre, comme les
granulés de plastiques, l'engrais granulaire, les céréales, le
riz, le sucre. La quantité pesée pendant les modes
d'alimentation en grand et petit débits dépend des
caractéristiques de l'écoulement du produit et de la distance
de la porte de retenue réglable. Les sections de passage du
produit et les quantités sont réglables.
2) Doseur par agitateur : Le doseur « A » est identique au doseur de type « G », il est en
plus doté d'un agitateur. Ce type de doseur alimente le système
en produit qui n'est pas à écoulement parfaitement libre. Les
matériaux traités à faible cadence sont habituellement les
granules, le son et la nourriture pour animaux. L'agitateur est
motorisé.
3) Doseur à goulotte vibrante : Doseur à goulotte vibrante de type « V »
On préférera l'utilisation de la goulotte vibrante dans le cas
des matériaux difficiles à manipuler. Habituellement, ces
matériaux ne sont pas à écoulement libre et sont pulvérulents,
concassés, lamellés ou granulés, comme des herbes séchées,
de la résine, des granules de caprolactame, du charbon, du
coke ou des minéraux. Le doseur de type « V » se nettoie
facilement et s'adapte à divers matériaux grâce à l'ajout de
Figure 12 : Doseur gravitaire
Figure 14 : Doseur à goulotte vibrante
ante
Figure 13: Doseur par agitateur
CPJ45

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
26
différent traitement de surface. L'alimentation en produit peut se faire en modes grand et petit
débits.
4) Doseur à vis et doseur à double vis: Il existe différents types de doseurs à vis pour l'alimentation
continue en matériaux pulvérulents ou farineux qui ne sont pas
à écoulement libre, comme la farine, les prés mélanges
d'aliments, la poudre de lait et les minéraux. Selon la cadence
voulue, un dispositif à vis simple ou double peut être fourni.
Lorsque les matériaux ensachés doivent respecter des normes
d'hygiène et de pureté, l'accès facile au système pour un
nettoyage en profondeur s'avère une caractéristique importante,
par exemple, grâce à l'intégration de portes prévues pour le
nettoyage, une configuration réversible pour les vis, des
clapets de refoulement pour l'élimination des résidus, des
options de lavage, etc.
5) Doseur à bande : Les doseurs à bande de type « B » sont utilisés pour peser les
matériaux qui ne sont pas à écoulement parfaitement libre et qui
doivent être manipulés avec soin afin de maintenir leur structure,
comme la nourriture pour animaux et les granules. Le doseur à
bande peut être utilisé avec une variété de matériaux à cadence
moyenne et produit des quantités extraordinairement précises. La
quantité de produit dépend de la vitesse de la bande ainsi que de
la section de passage du produit du doseur qui est ouverte par le
régulateur d'épaisseur de couche.
Figure 15,16 : Doseur à vis et à double vis
Figure 17 : Doseur à bande

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
27
2. Construction et principe de fonctionnement d’un doseur
à bande :
Les matières premières doivent posséder une composition chimique déterminée. Le
laboratoire de contrôle de l’usine, qui connaît la composition optimale des divers constituants
premiers, fixe les proportions de correction dans le but de se rapprocher de la composition
recherchée. La correction se fait par le biais des quatre silos de dosage :
Doseur pré-homo qui alimente le broyeur par la matière qui arrive du pré-homo.
Doseur de calcaire riche dont la fonction permet la correction de la matière
provenant du pré-homo quand son titre en CaCO3 est faible.
Doseur de schiste: sa fonction permet la correction de la matière provenant du
pré-homo quand son titre est élevé.
Doseur de pyrothine: sa fonction est la correction de la matière provenant de la pré-homo
quand sa teneur en fer est faible. L’ajout est d’environ 1% des cendres de pyrothine.
Les doseurs utilisés à l’usine d’Asment sont des doseurs à bande pondéral de type schenck
dont nous verrons dans la suite de ce rapport leur principe de fonctionnement, leur entretien et
leur régulation.
1) Principe de fonctionnement:
Dans un doseur à bande peseuse, le produit est approvisionné
sur une bande continue sur une courroie de transport, par une
vanne guillotine d'entrée ou un pré-doseur automatique. Un
capteur de charge situé sous la bande mesure, en continu, le
poids des produits sur une longueur définie de la bande.
Le dispositif de commande compare, en continu, le poids réel
avec le poids de consigne, et ajuste automatiquement le régime
du moteur, soit pour augmenter, soit pour réduire la vitesse de
la bande, afin de maintenir un débit constant. Toute variation
de la densité de la matière est reflétée comme un changement
de la charge de la bande, qui est compensé par un ajustement de
la vitesse de la bande.
Les doseurs à bande peseuse peuvent être placés directement
sous une trémie, ce qui en fait des appareils d'extraction
convenables pour les produits alimentaires, les aliments pour Figure 18,19 : Doseur alimenté en matière

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
28
animaux, les détergents et les pastilles de matières plastiques. La vanne d'admission idéale a
une largeur réglable, de telle sorte que le profil (et donc le volume) des matières déchargées
puisse varier pour s'adapter aux besoins de l'application.
Pour la gestion des stocks ou la mesure, la Bande Peseuse Intelligente peut être placée dans
une configuration de vitesse constante afin de mesurer ou de totaliser la quantité
approvisionnée dans le procédé.
2) Structure et fonction de la partie pesage : La partie pesage du doseur à bande se compose
de 2 parties pesage compactes et du rouleau de
mesure. Celui-ci trouve disposé entre les deux
rouleaux porteurs limitant le parcours de
mesure avec leur cote d’écartement "L". Le
profil de charge de la charge sur bande agit, sur
toute la longueur du parcours de mesure, avec
la charge mesurée "Q" et L/2 sur deux capteurs
à jauges de contrainte.
Le rouleau de mesure est guidé latéralement à
l’aide de ses tourillons dans les dispositifs de
réception de l’introduction de la charge
mesurée. Ainsi, la charge mesurée Q passe des
deux tourillons, via les introductions de la
charge mesurée, aux deux capteurs des parties
pesages compactes.
Figure 20 : Structure de la partie pesage

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
29
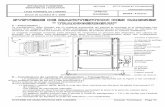
3) Les différents composants utilisés dans le doseur :
A : Bouton Arrêt d’urgence
B : Tablier de pesage
C : Commande marche/arrêt manuel
D : Moteur entrainant le mouvement de la bande
Figure 22 : Capteur de poids
A
B
C
D
Figure 21 : Vue de l’ensemble des composants du doseur tout-venant

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
30
3. Principes de régulation d’un doseur à bande :
L’armoire électrique gérant les
doseurs de l’usine est munie
d’une supervision locale d’un
variateur de vitesse et d’un
module de pesage électronique
permettant l’asservissement du
doseur grâce à une régulation
en PI.
Figure 23 : Armoire d’alimentation et de régulation de 4 doseurs.
Figure 24 : Supervision locale. Figure 25 : Module de pesage électronique
Figure 26 : Variateur de vitesse.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
31
4. Principe du régulateur PI :
En définissant la commande comme combinaison linéaire de l'erreur et de la somme des
erreurs du système, on arrive à obtenir un asservissement avec une erreur statique finale nulle.
La formulation d'un tel régulateur est :
Commande = Kp * erreur + Ki * somme (erreurs)
Cette formulation fait intervenir le proportionnel et l'intégrateur en parallèle :
(Commande = erreur + intégrale de l'erreur)
Une autre formulation du régulateur PI peut être trouvée écrivant :
Variation de la commande = intégrale de (la dérivé de l'erreur + l'erreur)
Ainsi, la formule : Commande = Kp * erreur + Ki * somme (erreurs)
Se transforme en :
Commande(k) = commande (k-1) + Kp * variation (erreur) + Ki * erreur
Ainsi, la formule : Commande = Kp * erreur + Ki * somme (erreurs)
Se transforme en :
Commande(k) = commande (k-1) + Kp * variation (erreur) + Ki * erreur
C'est cette seconde formulation que l'on utilisera pour concevoir notre système flou.
Ainsi, on a : u(k) = u (k−1) +Δu
Δu = Kp.Δe + Ki.e
e = c − y
Δe = e(k) − e (k−1)
Avec :
u(k) : la commande à l'instant k
Δu : la variation de la commande
e : l'erreur (e(k), l'erreur à l'instant k)
Δe : la variation de l'erreur (e(k) - e(k-1))

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
32
c : la consigne à respecter
y : la mesure de la réponse du système à la consigne donnée
On voit bien que tout ce que l'on a à faire, c'est trouver la variation de la commande à
appliquer à chaque instant en fonction de l'erreur et de sa variation. L'utilisation d'un système
flou va nous permettre de ne pas nous soucier des coefficients Kp et Ki qui seront
automatiquement déterminés en fonction des réglages que l'on aura fait sur notre système
flou.
1) Les variables linguistiques :
Les données que l'on a en entrées sont l'erreur et la variation de l'erreur.
Chacune de ses entrées sera représentée par trois variables linguistiques.
(erreur_négative, erreur_nulle, erreur_positive,variation_erreur_négative, variation_erreur_
nulle et variation_erreur_positive).
Les fonctions d'appartenances sont de simples triangles ou fonctions linéaires :
Ici, on devra fixer E et ΔE des fonctions d'appartenances par essais/erreurs en fonction du
système.
Enfin, pour la sortie, on choisira trois variables linguistiques représentant la variation de la
commande
(variation_commande_négative, variation_commande_nulle, variation_commande_positive).
Les fonctions d’appartenances sont représentées ci-dessous :

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
33
De même que pour les fonctions d'appartenances des variables linguistiques d'entrée, ΔU sera
à déterminer expérimentalement.
2) Les règles d’inférences : Il est temps maintenant de déterminer les diverses règles à entrer au système. Comme il y a
deux données d'entrées à trois variables linguistiques chacune, il y aura donc au
maximum 3²=9 règles d'inférences.
Ces neuf cas sont représentés schématiquement ci-dessous :
Figure 14 : Schéma de régulation du doseur
ante

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
34
A. Cas un :
Dans ce premier cas, l'erreur est positive, ce qui veut dire que la réponse est inférieure à la
consigne et la variation de l'erreur est nulle, ce qui veut dire que la réponse n'évolue pas. Dans
ce cas, pour que la réponse atteigne la consigne, il faut augmenter la commande. La variation de
la commande sera donc positive.
B. Cas deux :
A l'inverse, ici la réponse est supérieure à la consigne et n'évolue pas au cours du temps. Il faut
donc diminuer la commande pour que la réponse atteigne la consigne. La variation de la
commande est donc négative.
C. Cas trois :
Dans ce cas, la réponse n'évolue plus et vaut exactement la consigne. Dans ce cas-là, le
système est asservit et il ne faut donc plus toucher à la commande. La variation de la commande
est nulle.
D. Cas quatre :
Ici, la réponse est inférieure à la consigne, mais plus le temps passe et plus elle se rapproche de
celle-ci. Il ne faut donc pas toucher à la commande. La variation de la commande sera nulle.
E. Cas cinq :
Dans ce cas-là par contre, la réponse est supérieure à la consigne (erreur négative) et elle
continue à augmenter (donc à s'éloigner de la réponse). Ici, il faut diminuer fortement la
commande. La variation de la commande sera donc négative.
F. Cas six :
L'erreur est nulle dans ce cas. Par contre, la réponse à tendance à vouloir dépasser la consigne.
Il faut donc diminuer la commande. La variation de la commande est négative.
G. Cas sept :
Ici la réponse est bien en dessous de la consigne (erreur positive) et celle-ci diminue (variation de
l'erreur négative). Il faut augmenter fortement la commande. La variation de la commande sera
donc positive.
H. Cas huit :
Dans ce cas, la réponse est au-dessus de la consigne, mais elle tend à se rapprocher de celle-ci.
Il ne faut donc pas toucher à la commande. La variation de la commande est nulle.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
35
I. Cas neuf :
Enfin, dernier cas. La réponse est égal à la consigne, mais elle tend à diminuer. Pour contrer
cela, il faut augmenter la commande. La variation de la commande sera positive.
Voilà. On a donc nos neuf règles prêtes à être utilisés !
SI erreur positive ET variation_errreur nulle ALORS variation_commande positive
SI erreur négative ET variation_errreur nulle ALORS variation_commande négative
SI erreur nulle ET variation_errreur nulle ALORS variation_commande nulle
SI erreur positive ET variation_errreur positive ALORS variation_commande nulle
SI erreur négative ET variation_errreur positive ALORS variation_commande négative
SI erreur nulle ET variation_errreur positive ALORS variation_commande négative
SI erreur positive ET variation_errreur négative ALORS variation_commande positive
SI erreur négative ET variation_errreur négative ALORS variation_commande nulle
SI erreur nulle ET variation_errreur négative ALORS variation_commande positive
5. Régulation du débit (Asment Témara) :
Grâce à l’installation du paramètre P 10.01 "Optimisation régulateur" on obtient le schéma de
Régulation valable pour chaque utilisation souhaitée.
L’optimisation régulateur "Standard" est prévue tout spécialement pour les doseurs
gravimétriques régulés en vitesse. Le schéma de régulation est représenté dans la figure
suivante :

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
36
6. Exploitation et maintenance des doseurs et de leurs
électroniques :
1) Les dispositifs de sécurité de la partie pesage : Afin d’assurer la protection du capteur à jauge de contrainte, chaque partie pesage compacte
est équipée d’une sécurité de transport et de montage, ainsi que d’une sécurité contre
surcharge.
2) Sécurité de transport et du montage : Afin d’assurer la protection du capteur, par principe, à chaque transport du doseur et à chaque
implantation d’une nouvelle partie pesage compacte, il faut utiliser la sécurité d’après les
indications suivantes. Les prismes de sécurités existants des deux côtés font sortir le rouleau
de mesure – selon le type de doseur - de l’introduction de la charge mesurée.
NOTE IMPORTANTE : Afin de protéger les capteurs, il ne faut pas desserrez les
sécurités de transport qu’immédiatement avant de mettre le doseur à bande en service.
Figure 14 : Schéma de régulation du doseur
ante

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
37
3) Sécurité contre surcharge : La sécurité contre surcharge protège le capteur contre le dépassement du parcours de mesure
H dans le sens de chargement pas le rouleau de mesure. La sécurité contre surcharge ne peut
empêcher la détérioration de capteur(s) en cas d’influence de forces transversales ou de
torsion qui sont à leur charge limite admissible.
La sécurité contre surcharge est assurée à résistance élevée afin que le parcours de mesure H
reste inchangé.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
38
4) Alignement du rouleau de mesure par rapport aux rouleaux
limiteurs : A l’état de livraison du doseur à bande, le rouleau de mesure est aligné par rapport aux
rouleaux limiteurs moyennant la vis de réglage aux parties pesage compacte d’après les
indications suivantes ; les vis de réglages sont assurées à résistance élevée. Ces mesures
doivent garantir l’invariabilité de l’alignement du rouleau de mesure pendant le
fonctionnement.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
39
5) Alignement des rouleaux limiteurs par rapport au rouleau de
mesure : Des
effets d’usure aux rouleaux limiteurs et au rouleau de mesure peuvent rendre nécessaire
l’alignement des rouleaux limiteurs par rapport au rouleau de mesure.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
40
6) Contrôle du capteur à jauges de contrainte :
Pour contrôler les capteurs à jauges de contrainte, chaque point d’introduction de la charge
mesurée est muni d’un crochet pour y accrocher des poids étalon.

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
41
7) Démontage de la partie pesage compacte : Le capteur même ne peut pas être démonté de la partie pesage compacte. Ses surfaces de
montage sont collés contre le corrosion en fissures, et toutes les vis de fixation sont assurées à
résistance élevée par de LOCTITE 270. Ces mesures doivent garantir un fonctionnement libre
de perturbations, et permettre – dans le cas d’un facteur défectueux - le remplacement rapide
de toute la partie pesage compacte, tel que décrit ci-après.
8) Implémentation de la partie pesage compacte :

Benserhir Khouloud Mersioui Ismail Rapport de stage du 10/07/2013 au 10/08/2013
42
Conclusion
Ce stage a été une expérience très enrichissante qui a répondu à nos attentes. En étant
impliqués dans le déroulement de plusieurs interventions d’entretien et de maintenance au
sein de l’usine, on a beaucoup appris sur la gestion des ressources, la répartition des tâches et
des responsabilités en fonction des profils et compétences.
La société Asment Temara nous a apporté son savoir-faire et son savoir-être, ainsi, On a
appris comment un grand groupe industriel s’organise et gère son personnel.
La confiance que le personnel de Asment Temara nous a accordée lors du stage, a également
participé à consolider notre autonomie.
Ce stage nous a permis d’observer de près le travail en équipe et que dans ce genre de travail,
il est nécessaire de communiquer entre chacun pour faire évoluer plus rapidement le système
vers le but que l’on veut atteindre. Au fil de cette période de stage, on a su me montrer
capable de réutiliser l’expérience acquise lors de nos de formations universitaires dans le
domaine de l’électrotechnique.
On voudrait terminer ce rapport en remerciant une nouvelle fois l’ensemble du personnel
Asment Temara, en particulier M Abdellah OUBRIK et Mr Nabil KARIMI, pour avoir
contribué à faire de ce stage une expérience enrichissante.