RAPPORT DE STAGE -...
24
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1 ––––––––––––––––––––––––––––––––––––––––––––––––––––– RAPPORT DE STAGE STAGE D’EXECUTION ET DE CONNAISSANCE DE L’ENTREPRISE Stage effectué Du 2 juin 2003 au 13 juillet 2003 A SEW-Eurodrive GmbH & Co Ernst Blickle Str. 42 76646 Bruchsal Allemagne ––––––––––––––––––––––––––––––––––––––––––––––––––––– - 1 -
Transcript of RAPPORT DE STAGE -...
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
RAPPORT DE STAGE
STAGE D’EXECUTION ET DE CONNAISSANCE DE L’ENTREPRISE
Stage effectué Du 2 juin 2003 au 13 juillet 2003 A
SEW-Eurodrive GmbH & Co Ernst Blickle Str. 42 76646 Bruchsal Allemagne
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 1 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Remerciements Je tiens à remercier sincèrement :
- Monsieur Soder, directeur de l’usine de Bruchsal qui m’a permis d’effectuer ce stage dans son usine
- Monsieur Konrad, mon contact français sur place
- Messieurs Peter Niess et Stephane Kunst, responsables du secteur où j’ai
travaillé et qui m’ont encadré - Mes collègues pendant ce stage : Thomas, Viola, Mathias, André, Manfred
qui m’ont intégré dans leur équipe
- Madame Hamman du bureau des relations internationales de l’INSAS, grâce à qui j’ai pu trouver facilement un logement sur place
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 2 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Résumé
Elève à l’INSAS, Institut National Sciences Appliquées de Strasbourg, en section mécatronique, mon enseignement englobe les domaines de la mécanique, de l’électronique et de l’automatique. J’ai effectué mon stage d’exécution au sein de l’entreprise SEW-EURODRIVE GmbH & Co à Bruchsal, Allemagne, maison mère du groupe SEW. Ce stage s’est déroulé du 2 juin 2003 au 13 juillet 2003. Ma principale motivation pour cette entreprise a été le rapport direct entre son domaine d’activité et mon enseignement. En effet, SEW-Eurodrive est le leader mondial de la fabrication de systèmes d'entraînement par moto-réducteurs et le site de Bruchsal se consacre aux parties électroniques permettant la gestion et le paramétrage de ces moto-réducteurs. Au cours de ce stage, j’ai pu établir un premier contact avec le monde de l’entreprise et découvrir une partie de la complexité de la gestion et de l’organisation d’un établissement de cette ampleur. Le rapport est composé de la présentation générale de l’entreprise, du détail des taches effectuées au cours de ses six semaines et pour finir, d’une synthèse de ce que m’a apporté le stage dans le cadre de ma formation.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 3 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Sommaire Remerciements………………………………………………………………………... 2 Résumé…………………………………………………… …………………………... 3 Sommaire……………………………………………………………………………… 4 Index des figures………………………………………………………………………. 5 Partie 1 : Présentation d’SEW Eurodrive………………………………………………. 6
A. Généralités……………………………………………………………………… 6 1. Situation d’SEW…………………………………………………………. 6 2. Les produits et leurs applications………………………………………… 7 3. Historique………………………………………………………………. 10
B. Organisation et philosophie…………………………………………………… 12 C. Sa politique à l’égard de la sécurité et de l’organisation du travail………………. 13
1. Limiter les risques liés aux machines et aux équipements………………...13 2. Développer l’esprit de sécurité par la formation et l’information………... 14 3. Faire respecter les règles de sécurité……………………………………...14
Partie 2 : Analyse du travail………………………………………………………….... 16
A. Situation……………………………………………………………………….. 16 1. Hiérarchique…………………………………………………………….16 2. Fonctionnelle…………………………………………………………… 16 3. Relationnelle……………………………………………………………. 16
B. Description du travail………………………………………………………….. 17 1. Le poste de travail………………………………………………………. 17
a. Situation dans l’usine………………………………………………... 17 b. Description………………………………………………………….. 18
2. Les taches exécutées……………………………………………………. 20 3. La sécurité……………………………………………………………… 22 4. La qualité………………………………………………………………..22 5. La propreté du poste…………………………………………………… 23
Partie 3 : Conclusion………………………………………………………………… 24
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 4 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Index des figures
Figure 0 : Situation géographique de Bruchsal………………………………………… 6 Figure 1 : Classement des embaucheurs allemands pour l’année 2002………………….. 6 Figure 2 : Moto-réducteur à engrenage cylindrique…………………………………….. 7 Figure 3 : Vis sans fin………………………………………………………………….. 7 Figure 4 : Moto-réducteur à arbres parallèles…………………………………………...7 Figure 5 : Frein…………………………………………………………………………7 Figure 6 : Réducteur MC………………………………………………………………. 7 Figure 7 : Réducteur M…………………………………………………………………7 Figure 8 : Réducteur CN………………………………………………………………. 7 Figure 9 : MOVITRAC®……………………………………………………………….8 Figure 10 : MOVIDRIVE®……………………………………………………………. 8 Figure 11 : MOVIDYN®………………………………………………………………. 8 Figure 12 : MOVIMOT® …………………………………………………………….... 8 Figure 13 : MOVI-SWITCH® ………………………………………………………… 8 Figure 14 : Déplacement d’un chariot………………………………………………….. 8 Figure 15 : Déplacement d’une grue…………………………………………………… 9 Figure 16 : Gestion d’une chaîne de montage…………………………………………...9 Figure 17 : Attraction sensationnelle………………………………………………… 10 Figure 18 : Ernst Blickle……………………………………………………………… 11 Figure 19 : Prix IMS…………………………………………………………………...11 Figure 20 : Site de Bruchsal, Allemagne………………………………………………. 12 Figure 21 : Site de Forbach, France………………………………………………….... 12 Figure 22 : Site de Lyman, USA………………………………………………………. 12 Figure 23 : Philosophie d’SEW……………………………………………………….. 12 Figure 24 : Schéma du hall de réception marchandises………………………………... 17 Figure 25 : Schéma du poste de travail………………………………………………... 18
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 5 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Partie 1 :
Présentation d’SEW-EURODRIVE
A. Généralités
1. Situation d’SEW SEW-EURODRIVE est aujourd’hui constitué de 11 usines de production et de 56 sites de
montage\assemblage répartis sur l’ensemble du globe : Allemagne, France, Etats-Unis, Chine, Amérique du Sud, etc. La maison mère se trouve à Bruchsal, au nord de Karlsruhe, Allemagne. Cette position géographique, dans une région de l’Allemagne – le Bade-Wurtemberg – très industrialisée est au centre des axes de communications de l’Europe.
Figure 0 : Situation géographique de Bruchsal
Le nombre de ses salariés s’élève ainsi à environ 8600 (juin 2003) dont 3000 allemands. Pour l’année 2002, SEW s’est placé au 27ème rang des embaucheurs allemands avec 174 postes créés (cf. figure 1). Sa clientèle est essentiellement constituée d’industriels et avec la vente de ses produits, le groupe a pu réaliser un chiffre d’affaire avoisinant les 980 millions d’euros pour l’année 2001/2002.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 6 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
• Direction d’SEW
A la tête de l’entreprise se trouvent les personnes suivantes : Présidents
Rainer et Jürgen Blickle
Direction des affaires
Recherche et développement Reiner Vonderschmidt
Finances Friederich Mayer
Production Michel André Muntzenhuter
La direction générale possède ses quartiers à Bruchsal, maison mère du groupe.
2. Les produits et leurs applications
SEW-EURODRIVE est une entreprise qui évolue dans les domaines de l’électrotechnique et de
l’électronique, plus précisément dans le secteur de l’entraînement et des systèmes de commande. SEW propose une large gamme de moteurs et moto-réducteurs dont voici quelques modèles :
- Moto-réducteur à engrenage cylindrique (figure 2) - Vis sans fin (figure 3) - Moto-réducteur à arbres parallèles (figure 4) - Frein (figure 5)
Notons que l’ensemble de ces moteurs est paramétrable par les systèmes de commandes cités ci-après.
Voici quelques réducteurs :
- Type MC (figure 6) - Type M (figure 7) - Type CN (figure 8)
Ils se caractérisent par une grande résistance grâce à leur carter monobloc compact et s’utilisent dans une plage de couple allant jusqu’à 65000 Nm
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 7 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
En ce qui concerne l’électronique, les produits phares sont :
- MOVITRAC® : une gamme de convertisseurs de fréquence permettant de réguler électroniquement la vitesse des moto-réducteurs et des moteurs-frein asynchrones triphasés (figure 9)
- MOVIDRIVE® : une gamme de variateurs couvrant une plage de puissance allant jusqu'à 90kW (figure 10)
- MOVIDYN® : une gamme de servo-contrôleurs (figure 11) On trouve également des unités complètes :
- MOVIMOT® : un moto-réducteur avec son variateur de fréquence intégré (figure 12)
- MOVI-SWITCH® : un moto-réducteur entièrement paramétrable possédant plusieurs modules intégrés; possibilité de changer le sens de rotation par exemple (figure 13)
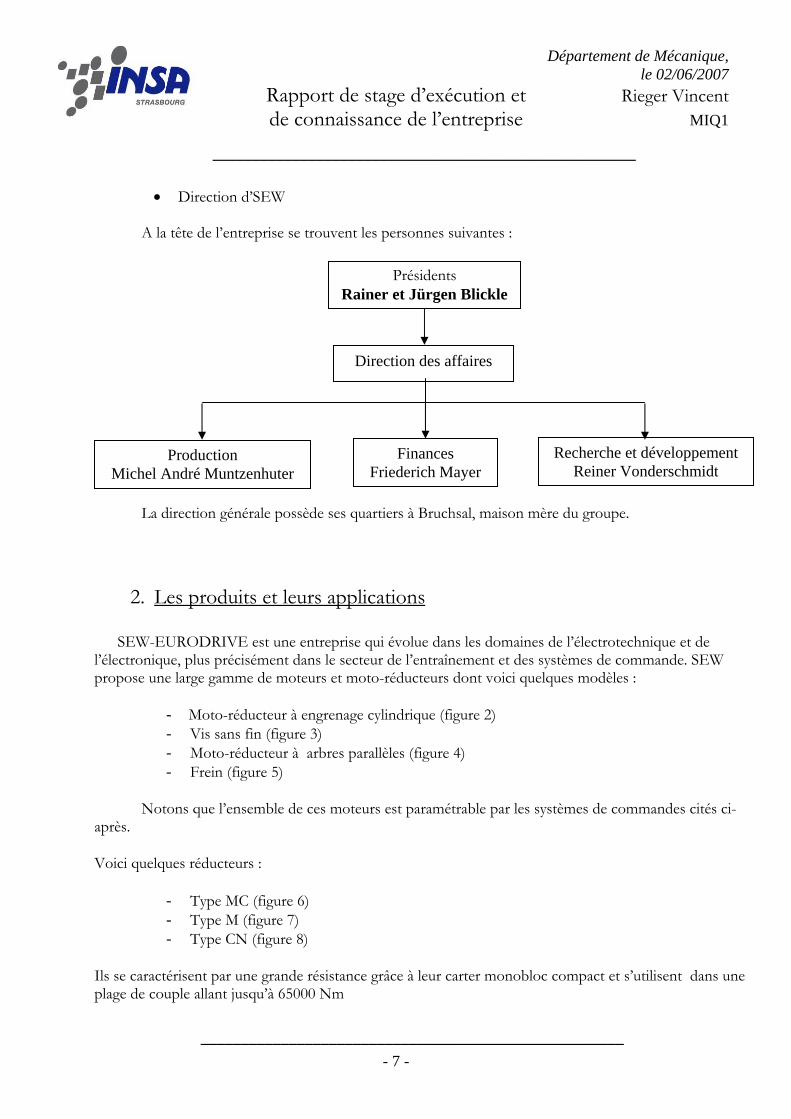
Les applications de ces produits sont essentiellement industrielles. Je présente ici rapidement quelques
exemples :
- Déplacement \ Positionnement d’un chariot sur un rail
Figure 14 : Déplacement d’un chariot
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 8 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
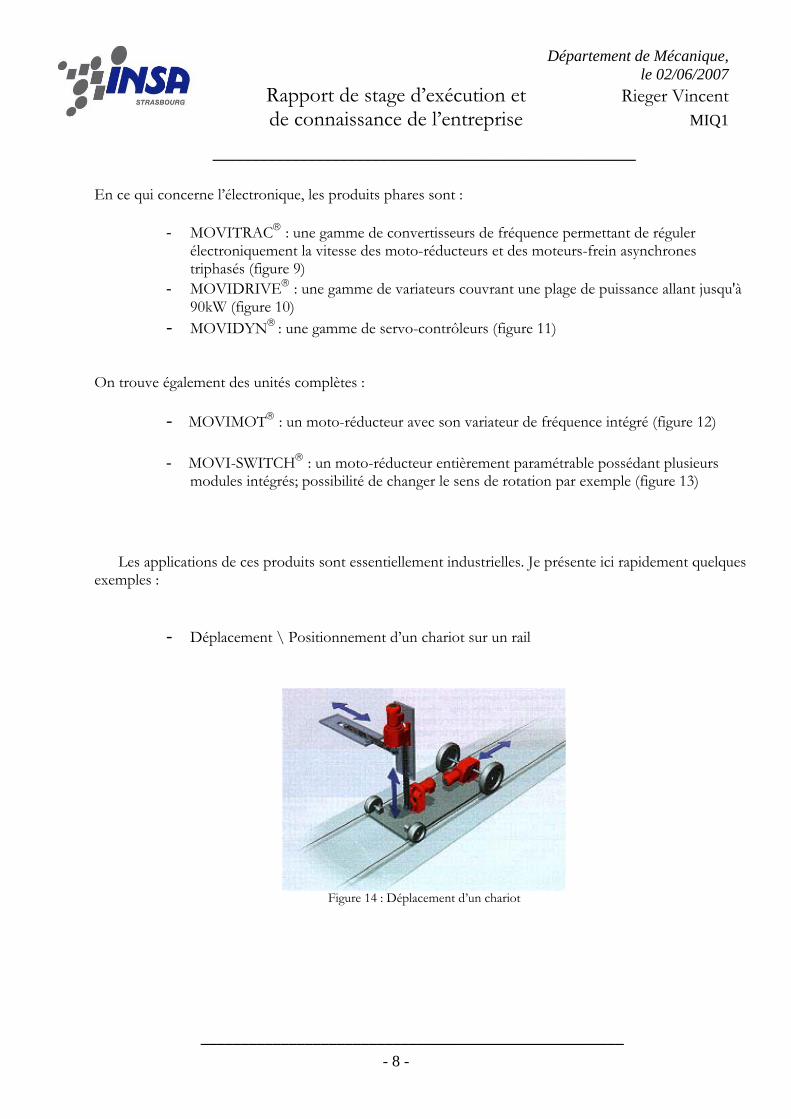
- Déplacement \ Positionnement d’une grue sur un rail
Figure 15 : Déplacement d’une grue
- Gestion d’une chaîne de montage
Figure 16 : Gestion d’une chaîne de montage
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 9 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
- Attraction de parc loisir
Figure 17 : Attraction sensationnelle
3. Historique
SEW est aussi une entreprise familiale qui existe depuis près de 50 ans, voici son historique…
• 1931 Fondation de Süddeutsche Elektromotoren-Werke par Cristian Pähr
• 1945 Ernst Blickle prend la tête du groupe • 1960 Fondation de SEW-USOCOME Haguenau (France) • 1968 A partir de 1968, fondation et développements de sites en dehors de l’Allemagne
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 10 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
• 1975 Fondation de SEW-DO BRASIL Motores-Redutores LTDA, Sao Paulo (Brésil) • 1983 Fondation de SEW-EURODRIVE INC, Lyman (USA)
Figure 18 : Ernst Blickle
• 1986 Mort du directeur général Ernst Blikle
• 1987 Ses fils Rainer et Jürgen Blickle prennent sa succession • 1989 Création du groupe SEW-EURODRIVE • 1992 Fondation de SEW-EURODRIVE S.A., Forbach (France) • 1994 Fondation de SEW-EURODRIVE Co. Ltd., Tianjin (Chine)
• 1999 Investissements dans de nouveaux sites d’assemblage dédiés à l’électronique à Bruchsal
(Allemagne) • 2000 Le site de Bruchsal reçoit le prix national de « Meilleure
usine de l’année » • 2001 Prix TOP-Newcomer 2001 (TOP = technology oriented
visitor and information programs) • 2002 Pfeffer & Partner Getriebebau GmbH est renommé SEW-
EURODRIVE Östringen GmbH • 9 Avril 2003 Prix IMS Research “European Motor Drive Vendor
of the year 2003“ (figure 19)
• 10 Septembre 2003 Inauguration du nouveau centre de recherche et développement à Bruchsal
Figure 19 : Prix IMS
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 11 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
B. Organisation et philosophie du groupe
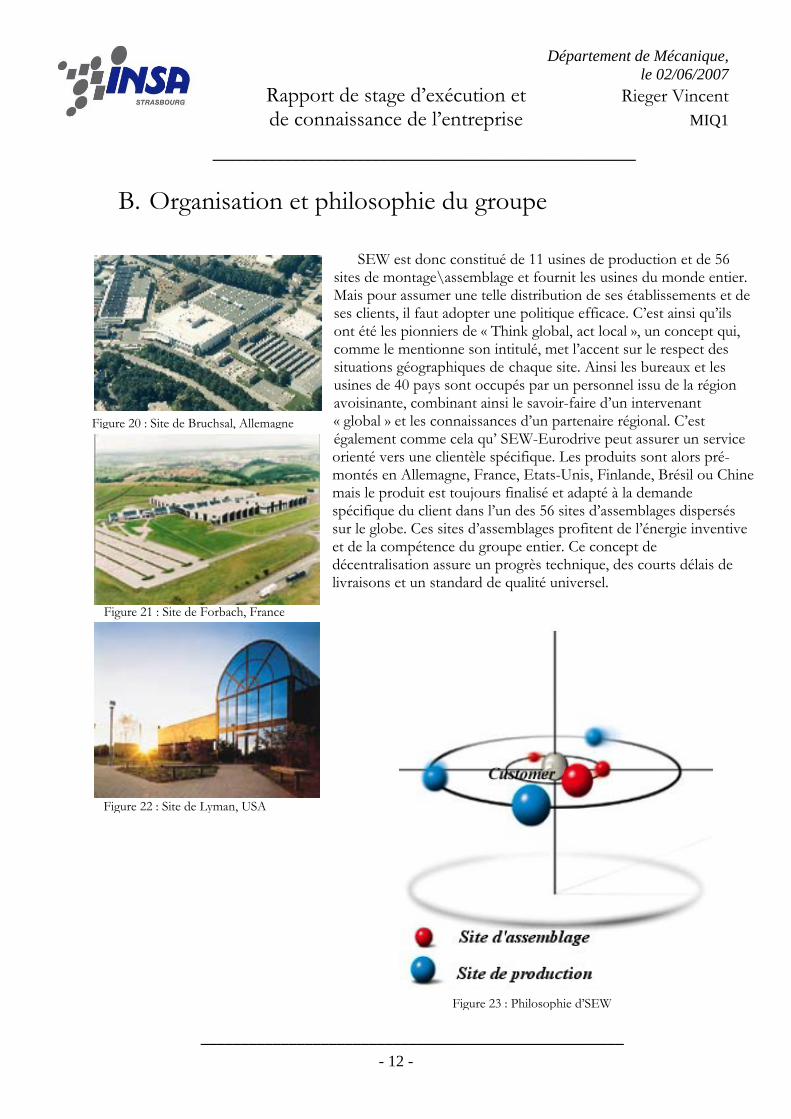
SEW est donc constitué de 11 usines de production et de 56 sites de montage\assemblage et fournit les usines du monde entier. Mais pour assumer une telle distribution de ses établissements et de ses clients, il faut adopter une politique efficace. C’est ainsi qu’ils ont été les pionniers de « Think global, act local », un concept qui, comme le mentionne son intitulé, met l’accent sur le respect des situations géographiques de chaque site. Ainsi les bureaux et les usines de 40 pays sont occupés par un personnel issu de la région avoisinante, combinant ainsi le savoir-faire d’un intervenant « global » et les connaissances d’un partenaire régional. C’est également comme cela qu’ SEW-Eurodrive peut assurer un service orienté vers une clientèle spécifique. Les produits sont alors pré-montés en Allemagne, France, Etats-Unis, Finlande, Brésil ou Cmais le produit est toujours finalisé et adapté à la demande spécifique du client dans l’un des 56 sites d’assemblages dispersés sur le globe. Ces sites d’assemblages profitent de l’énergie inventive et de la compétence du groupe entier. Ce concept de décentralisation assure un progrès technique, des courts délais de livraisons et un standard de qualité universel.
Figure 20 : Site de Bruchsal, Allemagne
Figure 21 : Site de Forbach, France
hine
Figure 22 : Site de Lyman, USA
Figure 23 : Philosophie d’SEW
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 12 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
C. Sa politique à l’égard de la sécurité et de l’organisation du
travail
Comme de nombreuses entreprises aujourd’hui, SEW a compris l’importance de la sécurité pour sa position concurrentielle. Le groupe a donc mis en place une série de règles destinées à préserver les sites de fabrication de tout incident qui altérerait le rendement général. Ces règles peuvent se répartir en 3 catégories :
1. Limiter les risques liés aux équipements et aux machines Cette catégorie peut encore une fois se diviser en 4 sous-parties :
• Transports et circulation Une autorisation de conduite est nécessaire pour l’utilisation des engins de manutention et de
levage (type FENUIT). Il en est de même pour l’utilisation des voitures de service. La circulation a l’intérieur de l’enceinte du site est réglementée par des panneaux de signalisation.
• Machines Les interventions sur les machines et équipements sont confiées à un personnel autorisé.
Les conditions de sécurité ne peuvent être modifiées sans l’accord du « Service Sécurité ». Dans cet esprit, le fait :
de neutraliser un contacteur de sécurité, de s’introduire derrière une barrière de sécurité ou de permettre un tel acte, de nettoyer des organes en mouvement ou de faire exécuter de telles interventions, etc.… constitue des manquements susceptibles d’être sanctionnés.
• Hygiène Des installations sanitaires et collectives (WC, vestiaires, etc.…) sont mises à la disposition du
personnel.
• Protections Dans le but de renforcer la sécurité des salariés, le port de protections de sécurité est obligatoire
pour tout employé de l’entreprise dans les situations suivantes : - Pour tous les employés travaillant de façon permanente dans les ateliers, les chaussures de sécurité
sont obligatoires - Pour les employés travaillant à tout poste de travail où le niveau sonore est supérieur à 85 dB, le
port de protections individuelles (casque et bouchons d’oreilles) est obligatoire
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 13 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Le non-respect de ces règles de sécurité est sanctionné. Ces dispositions ne découlent pas d’une volonté de réprimer, mais doivent aider à protéger les salariés.
2. Développer l’esprit sécurité par la formation et l’information
• Former Les fiches de sécurité au poste de travail contiennent les consignes de sécurité. Les chefs de
services et les gérants utilisent ces fiches pour la formation de leur personnel. Les procédures de sécurité sont portées à la connaissance du personnel concerné (exemple : travail en hauteur, conduite en cas d’accident, etc..).
• Informer L’information du personnel se fait par affiches, notes de service, entretiens individuels et collectifs,
etc.…
3. Faire respecter les règles de sécurité L’employeur peut exercer son pouvoir disciplinaire pour obtenir le respect des règles de sécurité en vigueur dans l’établissement.
• Droit de retrait et d’alerte Tout salarié a le droit de se retirer d’une situation de travail dont il a un motif raisonnable de
penser qu’elle présente un danger imminent pour sa santé. Tout salarié signale à son superviseur direct, toute situation de travail dont il a un motif raisonnable de penser qu’elle présente un danger imminent pour sa santé.
• Accès à l’établissement Pour pouvoir entrer dans l’établissement, chaque salarié possède une carte magnétique qui lui sert
de passe. Le personnel n’a accès aux locaux de l’établissement que pour l’exécution de son contrat de travail. Il n’a aucun droit d’entrer ou de se maintenir sur les lieux du travail pour une autre cause, sauf s’il peut se prévaloir d’une autorisation de la Direction.
• Organisation du travail Hormis certains cas prévus, tout fait ou acte de nature à désorganiser le travail peut être
sanctionné. Exemples : refus de travail, détérioration du matériel, sabotage, mauvaise exécution du travail, abandon de poste, etc.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 14 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
• Présence, absence et incapacité temporaire L’employeur compte sur la présence régulière de ses salariés, afin de permettre l’organisation du
travail et de ne pas créer une gêne pour les collègues de travail. En conséquence, toute absence non justifiable sera sanctionnée. La gestion des flux des salariés s’opère vient une carte magnétique permettant un pointage rapide et une surveillance en temps réel de l’absentéisme et des retards. Il est évidemment interdit de se soustraire au contrôle de présence par une manœuvre frauduleuse. D’autre part, afin de permettre sa réintégration dans l’établissement, le salarié en absence de longue durée pour quelque motif que ce soit (maladie, maternité, etc.) doit avertir l’employeur de la date prévue de la reprise. Dans le cas où il serait impossible de maintenir un salarié à son poste de travail pour des raisons qui lui sont directement imputables, l’intéressé sera dirigé impérativement vers le service médical pour examen.
• Alcool Les conséquences de la consommation excessive d’alcool portent préjudice à l’intéressé ainsi qu’à
son environnement. La consommation d’alcool est donc interdite pendant les heures de présence et seule l’eau minérale est autorisée au poste de travail. Les sanctions engrangées par le non-respect de ces règles vont de l’avertissement verbal au licenciement. La vérification de l’application du règlement est effectuée par un responsable « Sécurité » qui effectue des contrôles durant les heures de travail. Muni d’un appareil numérique, il peut photographier les infractions relatives au rangement ou détérioration d’un poste par exemple. C’est moyen efficace pour cibler les problèmes provenant délibérément de fautes du personnel ou provenant d’erreurs d’organisation ou d’information. Cette politique vise à limiter et même supprimer tous les accidents du travail qui affectent de manière négative le rendement de l’usine et l’image du groupe auprès de ses propres salariés, ses clients et ses concurrents.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 15 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Partie 2 :
Analyse du travail
A. Situation J’ai effectué mon stage dans l’usine de montage et assemblage de Bruchsal qui représente également la maison mère du groupe et qui emploie près de 1300 personnes.
1. Hiérarchique
Du point de vu hiérarchique, ma position d’ouvrier stagiaire se trouve au plus bas de l’échelle. Mes responsabilités sont moindres. Je suis sous la tutelle des ouvriers de l’équipe « Réception marchandise », dirigée par Monsieur Peter Niess, responsable de ce secteur, lui-même sous la direction de Monsieur Soder directeur en chef de l’usine de Bruchsal.
2. Fonctionnelle
Du point de vu fonctionnel, mon travail se situe au tout départ de la chaîne de production (cf. B.Description du travail). Il ne requiert aucune qualification particulière et le niveau d’étude de mes collègues est inférieur à l’ « Abitur » (version allemande du baccalauréat). Ce poste fait la transition entre l’arrivée des marchandises conditionnées et affrétées par camion et la chaîne de production proprement dite.
3. Relationnelle
Du point de vu relationnel, je fais parti de l’équipe « Réception marchandise ». Cette équipe est composée de 8 personnes ayant toutes le même statut et dirigée par Monsieur Niess. C’est l’ouvrier le plus expérimenté, Thomas Ambruster, qui s’est chargé de ma tutelle pendant la durée du stage. Au sein de cette équipe, chaque salarié possède un poste qui lui est propre mais peut aussi s’adapter aux besoins suivant les départs en congés ou les arrivages fluctuants de marchandises. C’est ainsi que se forment parfois des binômes ou que certains peuvent changer de poste.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 16 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
B. Description du travail
1. Le poste de travail
a. Situation dans l’usine
Mon poste de travail fait partie de la zone de réception des marchandises qui se situe juste en face de
celle des expéditions des produits finis. Ce rassemblement permet de n’avoir qu’un seul point d’échange avec les camions.
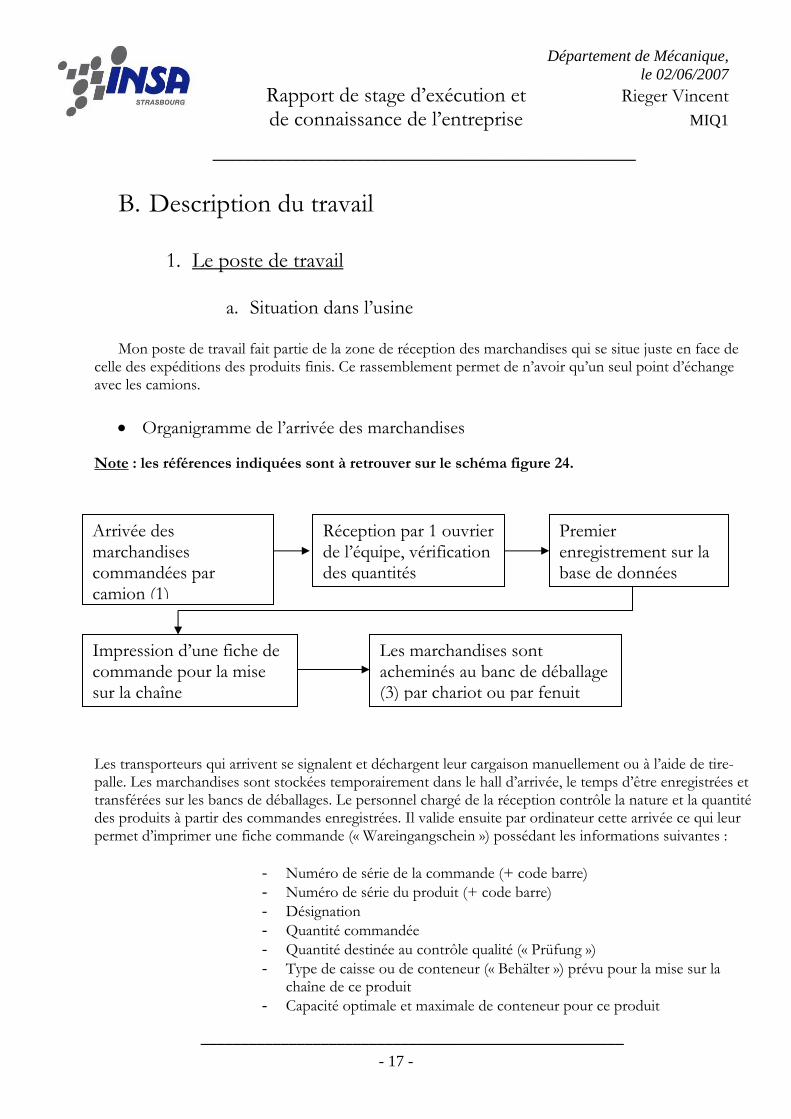
• Organigramme de l’arrivée des marchandises
Note : les références indiquées sont à retrouver sur le schéma figure 24.
Arrivée des marchandises commandées par camion (1)
Réception par 1 ouvrier de l’équipe, vérification des quantités
Premier enregistrement sur la base de données
Impression d’une fiche de commande pour la mise sur la chaîne
Les marchandises sont acheminés au banc de déballage (3) par chariot ou par fenuit
Les transporteurs qui arrivent se signalent et déchargent leur cargaison manuellement ou à l’aide de tire-palle. Les marchandises sont stockées temporairement dans le hall d’arrivée, le temps d’être enregistrées et transférées sur les bancs de déballages. Le personnel chargé de la réception contrôle la nature et la quantité des produits à partir des commandes enregistrées. Il valide ensuite par ordinateur cette arrivée ce qui leur permet d’imprimer une fiche commande (« Wareingangschein ») possédant les informations suivantes :
- Numéro de série de la commande (+ code barre) - Numéro de série du produit (+ code barre) - Désignation - Quantité commandée - Quantité destinée au contrôle qualité (« Prüfung ») - Type de caisse ou de conteneur (« Behälter ») prévu pour la mise sur la
chaîne de ce produit - Capacité optimale et maximale de conteneur pour ce produit
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 17 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Il peut ensuite transférer les marchandises aux bancs de déballage à l’aide d’un chariot pour les petites quantités ou par fenuit pour les palettes. En cas de litige (par exemple : un produit non commandé ou non référencé sur la base de données arrive), le poste de réception est en ligne direct avec le bureau chargé des commandes. Notons que le schéma est incomplet puisque par exemple la place réservée pour le stockage temporaire s’étend également aux abords de la zone de déballage lorsque les bancs sont pleins ou que l’acheminement du produit n’est pas urgent.
b. Description du poste
• Description physique Lorsque que les marchandises ont été réceptionnées, elles arrivent à mon poste (« Umpackplatz
1,2,3 » : Poste de déballage numéro 1,2 ou 3 ; cf. figure 25). Comme on peut le voir sur le schéma, les petites quantités sont déposées sur un banc à rouleaux automatique (jalonné de capteurs infrarouges de position) qui avance au fur et mesure qu’on le remplit ou qu’on le vide. Parallèlement à celui-ci, on retrouve un banc plus imposant mais dans le même esprit destiné lui à accueillir les palettes. Ce banc (et cela n’est pas représenté sur le schéma), est constitué de 2 étages : un étage inférieur pour les palettes pleines, qui avance automatiquement lorsque la position la plus en avant est vide et un étage supérieur, qui ramène les palettes vides au départ du banc. L’ouvrier qui remplit les bancs peut ainsi en un seul voyage déposer des palettes pleines et récupérer les palettes vides. Le centre de mon poste (repéré par l’étoile sur le schéma) se situe au bout des bancs. Il est constitué d’un poste informatique possédant un lecteur de code barre et situé au-dessus de la rampe de lancement sur la chaîne. La rampe de lancement est un banc sur rouleaux automatique que l’on déclenche avec un bouton lorsqu’une caisse à envoyer est prête. Sur la droite de mon poste, on retrouve le banc de caisses vides et une série de 3 poubelles (a, b et c) destinées au tri des déchets : polystyrène, plastiques et divers. Je partage ces 2 éléments avec le poste numéro 2. D’autre part, il n’est pas représenté sur le schéma le tapis roulant pour les déchets cartons et papiers, parallèle et surélevé par rapport à la chaîne, il descend vers le hall des bennes à déchets. Enfin, au-dessus du banc sur rouleaux est suspendu un aspirateur pour les petits éléments de polystyrène souvent utilisés pour le conditionnement des marchandises dans les colis. Avec cet aspirateur, on remplit un réservoir fixé au plafond de l’usine, ce dernier met alors directement le polystyrène à disposition de l’équipe des expéditions qui elle en remplit les colis.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 18 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Sur l’ensemble de mon poste, on retrouve les boutons actionneurs suivant (positions géographiques : voir figure 25) :
• Sur le poste :
Bouton d’arrêt d’urgence
Mise en marche du tapis roulant (déchets papiers, cartons) Stop Tapis roulant Lancement de la caisse sur la chaîne Réamorcer la rampe de lancement
Remarque : La rampe de lancement est équipée d’une balance électronique qui pèse les caisses et empêche celles trop lourdes d’être envoyées sur la chaîne. Lorsque l’on essaye de lancer une caisse en surpoids (appui sur le bouton noir), la rampe ne se déclenche pas mais le bouton blanc clignote. Le seul moyen de relancer une caisse est alors de réamorcer la rampe après avoir retirer la caisse trop lourde.
• Sur les bancs
Lancement cycle palette vide : lorsque la palette à coté du poste est vide, ce bouton fait monter la plate-forme supportant la palette, la fait passer sur l’étage supérieur (retour au début du banc), redescend la plate-forme et fais avancer la palette suivante Fait monter la plate-forme palette Fait descendre la plate-forme
Remarque : Les 3 boutons en même temps font avancer le banc, lorsque qu’il y a une place vide par exemple. Avance du banc à rouleaux
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 19 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Remarque : Le banc palette fonctionne par « case », chaque « case » accueille une palette. Lorsque l’on fait avancer le banc, on décale l’ensemble d’une case. Les cases sont délimitées par des capteurs infrarouges de position pour ne pas faire de carambolage. Les palettes sont déplacées sur des chaînes et doivent être de dimensions normalisées.
Le banc petites quantités fonctionne de la même manière mais sur des rouleaux et la disposition des colis peut être aléatoire.
• Description des conditions de travail Les horaires de travail étaient : de 7 heures à 15 heures 45 avec 2 pauses officielles de 8 heures à 8
heures 30 et de 12 heures à 12 heures 30, enfin une pause de 5 minutes était tolérée durant l’après midi. Le nombre de personnes travaillant sur un poste est de 2 au maximum : une déballe pendant que l’autre enregistre et envoie. Pour ma part après 2 semaines d’acclimatation, j’ai travaillé seul la plupart du temps. L’autonomie au niveau de ce poste est importante, aucune cadence n’est imposée, il faut s’adapter au flux d’arrivée des marchandises. D’un point de vu général, le banc à palettes permet de réguler ce flux. En effet, les marchandises en petites quantités sont prioritaires sur les palettes (sauf indication) et c’est lorsque le banc à rouleaux est vide que l’on enchaîne sur les palettes.
2. Les taches exécutées
Mon travail consistait donc en l’ouverture des colis déposés sur mes bancs et à transférer les produits dans les conteneurs pour leur mise sur la chaîne. Pour chaque lot, il faut consulter la fiche commande imprimée en amont pour connaître le type de conteneur à utiliser. Il y a 3 types de conteneur : 46, 48, 49. Le 46 est le plus grand, sa largeur est celle de la chaîne : environ 60 centimètres, pour une longueur et une profondeur de 40 centimètres. Cette hauteur de caisse est le maximum admissible pour la chaîne, ainsi les pièces ne doivent en aucun cas dépasser du conteneur. Ce dernier est destiné aux pièces les plus grandes (ex : barrettes de composants) et aux pièces plastiques en grandes quantités (ex : capots). Le 48 fait la moitié du 46 : 30*40*40 centimètres cube et le 49 est moins haut que le 48 : 30*40*15 centimètres cube. Le 49 est utilisé pour les petites pièces types visserie ou câble. Chacune des caisses possède un code barre qui permet de les diriger sur la chaîne.
• Missions confiées
Ma mission consiste donc à transférer les pièces de leur colis vers chaîne d’assemblage par le biais des conteneurs et suivant les directives indiquées sur les fiches produit. Ces dernières concernent donc la commande en question, le type de caisse et la quantité qu’elle peut contenir. Avant de remplir une caisse, il faut ouvrir la commande sur la base de données de l’ordinateur, on peut alors consulter sur l’ordinateur du poste la quantité commandée (en accord avec celle de la fiche commande), la quantité déjà mise sur la chaîne (zéro pour une nouvelle commande) et la quantité qui reste à rentrée. Puis pour chaque caisse remplie, on scanne son code barre et on indique la quantité de pièces qu’elle contient si celle-ci est différente de la quantité optimale prédéfinie. On enregistre ensuite la caisse dans la base de données ce qui permet d’imprimer une fiche de conteneur ( « Materialbereitskarte » ) pour le suivi ultérieur, on joint la fiche à la caisse et on peut l’envoyer sur la chaîne. Ainsi pour un travail est correctement effectué, on enregistre et on envoie la quantité commandée. Enfin on peut fermer la commande et passer à la suivante.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 20 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Autour de cette mission principale, s’articulent quelques compléments : tout d’abord, il faut enregistrer dans une base de données indépendante chacune des commandes dont les produits ont été déballés d’un colis. En effet certains fournisseurs de l’usine expédient leurs produits déjà conditionnés dans les conteneurs références. Dans ces cas (rares), le gain de temps au niveau de mon poste est important, la commande passe sur la chaîne en un minimum de temps. Cet enregistrement permet entre autre à la direction de connaître les fournisseurs qui n’ont pas passé de tels accords avec eux. Une facette différente de cette mission concerne une autre sorte d’arrivée de produits, il s’agit du service après-vente et des retours marchandises ( « Kundenruckwäre » ). Ainsi parmi les colis de mon banc, une partie étaient des produits défectueux destinés à la réparation, ils ne possèdent pas de fiche commande et il suffit de les déballer, de les mettre dans une caisse 46 munis de leur facture puis d’enregistrer la caisse et de la lancer sur la chaîne. Dans ce cas, le code barre de la caisse est associé à l’îlot de réparation et le conteneur y sera dirigé.
• Difficultés rencontrées Il n’y a pas de grosses difficultés sur ce poste si l’on ne se trompe pas dans l’enregistrement de la
caisse et que l’on sait compter. Les imprévus les plus souvent rencontrés sont l’absence d’un conteneur recommandé pour un certain produit ou alors une quantité optimale par conteneur non-réaliste. Je faisais alors appel à mon chef ouvrier ayant les droits informatiques pour modifier ces valeurs. Il faut tout de même savoir qu’une fois qu’un conteneur est enregistré, on ne peut plus modifier les valeurs de ses paramètres comme le nombre de pièces contenu dans celui-ci. Or une faute de frappe sur l’ordinateur est vite arrivée et avec l’habitude on enregistre sans vérifier. Cependant si les paramètres conteneur/contenu sont correctement renseignés, une quantité maximale empêche d’enregistrer des valeurs supérieures à celle-ci : on ne peut donc pas enregistrer 500 pièces pour un conteneur de capacité optimale de 50 et maximale de 60. Mais dans le cas ou les données sont mal renseignées, il est possible d’enregistrer notre caisse avec soi-disant 500 pièces à l’intérieur. Pour ma part cela ne m’est pas arrivé. Ce qui m’est arrivé par contre plusieurs fois, c’est que je pensais avoir mal compté les pièces d’une commande incomplète alors que le reste était seulement livré le lendemain ou tout simplement déposé au poste 2. Parmi les difficultés, on peut également citer : les bouchons sur la chaîne qui empêchaient tout simplement de lancer les conteneurs, le non retour des caisses vides ou encore le retour de caisses mal enregistrées ou mal réinitialisées (lorsqu’une caisse est vidée dans un atelier, on réinitialise son statut dans la base de données, on détruit sa fiche et elle est alors retournée en zone déballage). Mais de manière générale, les problèmes liés à l’informatique (base de données etc.) se réglaient très facilement et lorsque les caisses venaient à manquer, il y avait un stock sur le poste suivant ou dans le hall. Enfin, la cadence n’est pas imposée directement, il n’y a donc pas de difficultés liées à ce paramètre.
• Conclusion Ce travail ne requiert pas de compétences particulières. L’autonomie qu’il procure est cependant
agréable, notamment au niveau de la cadence, et compense son aspect répétitif (exemple de commande classique : 2000 capots de plastiques à déballer, ranger, enregistrer et envoyer 50 par 50). L’aspect relationnel est également intéressant puisqu’on pouvait s’entre aider pour les commandes lourdes et ainsi les traiter plus vite. Les interactions avec d’autres services étaient réduites à celles de l’îlot contrôle-qualité que je décris plus bas dans le paragraphe Qualité.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 21 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
3. La sécurité Concernant la sécurité au niveau de mon poste, on notera la présence de 3 boutons d’arrêt d’urgences : au niveau de la rampe, sur le banc de conteneurs vides et sur la plate-forme palette. Une barrière interdit de passer derrière le poste de travail pour aller manipuler des conteneurs sur la chaîne. D’autre part, rien ne doit traîner autour du poste, ainsi les outils nécessaires au nettoyage (balai, balayette, pelle) sont accrochés à cotés des bacs de tri et les outils d’utilisation rare, comme le pied de biche ou la pince coupante, possèdent un rangement spécifique sous le banc a rouleaux. Enfin le cutter utilisé pour découper le carton est un cutter de sécurité dont la lame se rétracte automatiquement (rappel par ressort).Quant aux protections personnelles, les chaussures de sécurité anti-statiques sont obligatoires de même que le port d’une blouse de travail. L’utilisation de gants pour la manipulation de certaines pièces métalliques était recommandée. D’un point de vu global, mon poste ne présentait pas de situations à risques (les seuls risques possibles sont liés à des imprudences délibérées ou de grosses maladresses). Enfin le rangement du poste fait également partie de la sécurité, c’est pourquoi les superviseurs mettent clairement l’accent dessus. Pour faire respecter ces consignes, le responsable sécurité en plus d’un passage quotidien rapide dans notre secteur, procède à des contrôles tous les mois. Muni de son appareil numérique, il évalue l’application des règles et prend en photo toutes les infractions relevées. Ces photos pourront ensuite servir aux décrets de sanctions si les fautes se renouvellent trop souvent. Pour ma part, je n’ai observé sur mon poste qu’un seul de ces contrôles de sécurité durant les 6 semaines mais cette stratégie oblige les employés à se soumettre aux consignes de sécurité.
4. La qualité
La qualité n’est pas directement liée à mon poste si ce n’est que je ne contribue pas à la détérioration des composants électroniques (pas d’électricité statique grâce aux chaussures de sécurité anti-statiques) et que je ne dois en aucun cas altérer les pièces manipulées. Cependant, sur les fiches commandes on peut trouver une indication correspondant au contrôle-qualité : il s’agit en fait du nombre de pièces du lot qui seront vérifiées.
En effet la stratégie adoptée par SEW dans ce domaine est une stratégie basée sur l’échantillonnage : on prélève une proportion de pièces pour les tester. Cette proportion varie selon les fournisseurs : par exemple les pièces provenant d’autres usines SEW ou de fournisseurs dits de qualité ne sont pas ou très peu tester alors que d’autres sont systématiquement tester sur 100% de la commande. Lorsqu’une partie d’un lot devait être approuvé, il fallait que je joigne la fiche commande à la première caisse envoyée. Cette dernière était alors acheminée à l’îlot contrôle-qualité géographiquement situé juste en aval des postes déballage 1, 2, 3 et 4 (cf. schéma figure 25 ).
Remarque : Les ouvriers de cet îlot possédaient donc des quotas de pièces défectueuses et lorsque l’un d’entre eux était dépassé, le lot entier était déclaré défectueux et donc non utilisable. Ils posaient alors la première caisse du lot (la seule qui leur était parvenue) sur une étagère avec seulement 4 places. Ainsi il était facile pour les superviseurs de voir si tout allait bien (étagère vide) ou pas (étagère pleine).
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 22 -

Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
5. La propreté du poste
La propreté du poste de travail était quelque chose d’important. En effet, l’ouverture quotidienne de nombreux colis engendre beaucoup de saletés, ainsi on se devait à la fin de chaque journée de vider les poubelles de tri et de nettoyer le poste au balai et à la balayette. Le nettoyage de la plate-forme palette, moins accessible, s’opère une fois par mois avec un aspirateur. D’autre part, la disposition du tapis des déchets papiers et des poubelles de tri permet une évacuation rapide des emballages en grande quantité. Enfin l’aspirateur à polystyrène empêche au maximum l’éparpillement de ces éléments.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 23 -
Département de Mécanique, le 02/06/2007 Rapport de stage d’exécution et Rieger Vincent de connaissance de l’entreprise MIQ1
–––––––––––––––––––––––––––––––––––––––––––––––––––––
Partie 3 : Conclusion
Au vu des missions que j’ai eues à effectuer et aux conditions de travail qui s’y rapportent, j’ai été marqué par l’efficience recherchée par cette entreprise. Ainsi, rien que l’agencement et l’automatisation de mon poste rend le travail stéréotypé et rapide. Les supports papiers accompagnant les marchandises renvoient les informations importantes et limitent les erreurs possibles malgré une quantité importante de commandes à traiter chaque jour. On se rend compte alors de l’utilité de l’outil informatique pour enregistrer les manipulations, centraliser les données et effectuer un travail de contrôle.
L’utilisation d’un tel outil possède également ses inconvénients : des conflits sur le réseau informatique ont ainsi bloqué le travail de l’équipe à plusieurs reprises. L’automatisation du poste présente elle aussi ses défauts : par exemple, lorsque la chaîne n’arrive plus à gérer le flux de caisses ou que l’une d’elle vient à se coincer, on ne peut plus en envoyer et les vides ne reviennent plus : les postes sont bloqués. Mais l’intervention efficace d’un groupe spécialisé remet rapidement le système sur pied.
Le management est quant à lui bien rodé : la visite quotidienne sur un ton sympathique (lorsque
tout va bien) du responsable du secteur et du responsable sécurité motive les ouvriers et leurs donne conscience du rôle qu’ils jouent dans l’entreprise.
Un tel stage permet donc de mesurer la complexité de la conception d’un poste de travail
permettant à l’opérateur un traitement le plus rapide possible de sa mission. Il donne également conscience de l’importance du management et du relationnel au sein d’une entreprise si l’on veut être compétitif.
D’autre part, on sent également que l’apprentissage d’un métier s’effectue sur le terrain et non par
des cours théoriques. Le stage d’exécution est donc un passage indispensable pour la formation d’ingénieur. Il permet de s’immerger dans le monde de l’entreprise au niveau de l’ouvrier et ainsi plus tard fort de cette expérience de mieux concevoir les process.
Du point de vu de la formation à l’INSAS, je trouve que l’enseignement dispensé ne fait pas assez
référence à l’entreprise en tout cas pour ma filière : le contenu des cours est instructif mais reste très théorique et souvent abstrait. De plus, nous n’avons pas effectué de visite d’usine en dehors du cycle sécurité qui lui n’est pas orienté vers la technique. J’espère que le voyage d’étude palliera à ce manque.
Enfin, un stage en Allemagne renseigne beaucoup sur les codes de conduite en vigueur au sein de
l’entreprise; des codes qui sont bien différents de ceux rencontrés en France. C’est un plus important pour pouvoir éventuellement s’intégrer plus tard dans une entreprise allemande.
––––––––––––––––––––––––––––––––––––––––––––––––––––– - 24 -










![The distribution of square-free numbers of the form [nc] · 2019-10-07 · 288 The aim of this paper is to further improve Rieger s range 1 c 1.5 by the method of exponential sums.](https://static.fdocuments.fr/doc/165x107/5f57f116ca830c58c4308ba5/the-distribution-of-square-free-numbers-of-the-form-nc-2019-10-07-288-the-aim.jpg)