Rapport de stage Licence -...
34
MOUTTE Ophélie Rapport de stage 2003/2004 Page 1 sur 1 REMERCIEMENTS
Transcript of Rapport de stage Licence -...
MOUTTE Ophélie Rapport de stage 2003/2004 Page 1 sur 1
REMERCIEMENTS
MOUTTE Ophélie Rapport de stage 2003/2004 Page 2 sur 2
REMERCIEMENTS
Je remercie la société JML et en particulier M. LAVOISIER, directeur de l’entreprise qui m’a
fait bénéficier, durant cette période, d’une formation de Brevet de Technicien en Réalisation
d’Ouvrages Chaudronnés.
Je sais que cette formation a suscité quelques perturbations, au sein de l’entreprise et c’est
pourquoi, je remercie tout le personnel qui m’y a accueillie et particulièrement M. MENOU
Nicolas.
Je remercie aussi M. BROCHARD Daniel, directeur d’exploitation de la Fonte Ardennaise qui m’a
permis de rentrer chez JML.
Je remercie également mes professeurs, M. BIDOT, M. MEZIERES, M. HABLOT qui m’ont
soutenu tout au long de ma formation.
MOUTTE Ophélie Rapport de stage 2003/2004 Page 3 sur 3
CONVENTION DE STAGE
MOUTTE Ophélie Rapport de stage 2003/2004 Page 4 sur 4
MOUTTE Ophélie Rapport de stage 2003/2004 Page 5 sur 5
CARTE D’IDENTITE DE L’ENTREPRISE
MOUTTE Ophélie Rapport de stage 2003/2004 Page 6 sur 6
Situation géographique Dénomination : JML
Adresse : 6, rue Jean-Jacques Rousseau
08330 VRIGNE-AUX-BOIS
Téléphone : 03/24/52/13/97. Télécopieur : 03/24/52/20/16. E-mail : [email protected]
Président Directeur Général : M. LAVOISIER Jean-Michel
Administrateur : Mme LAVOISIER Marie-Line Administrateur : M. LAVOISIER Michel
Statut juridique : Société Anonyme à conseil d’administration (S.A)
Capital social : 152449 € soit 1000000 F
Principale activité : Chaudronnerie et Tuyauterie
CARTE D’IDENTITE DE L’ENTREPRISE
MOUTTE Ophélie Rapport de stage 2003/2004 Page 7 sur 7
PRESENTATION DE LA SOCIETE
MOUTTE Ophélie Rapport de stage 2003/2004 Page 8 sur 8
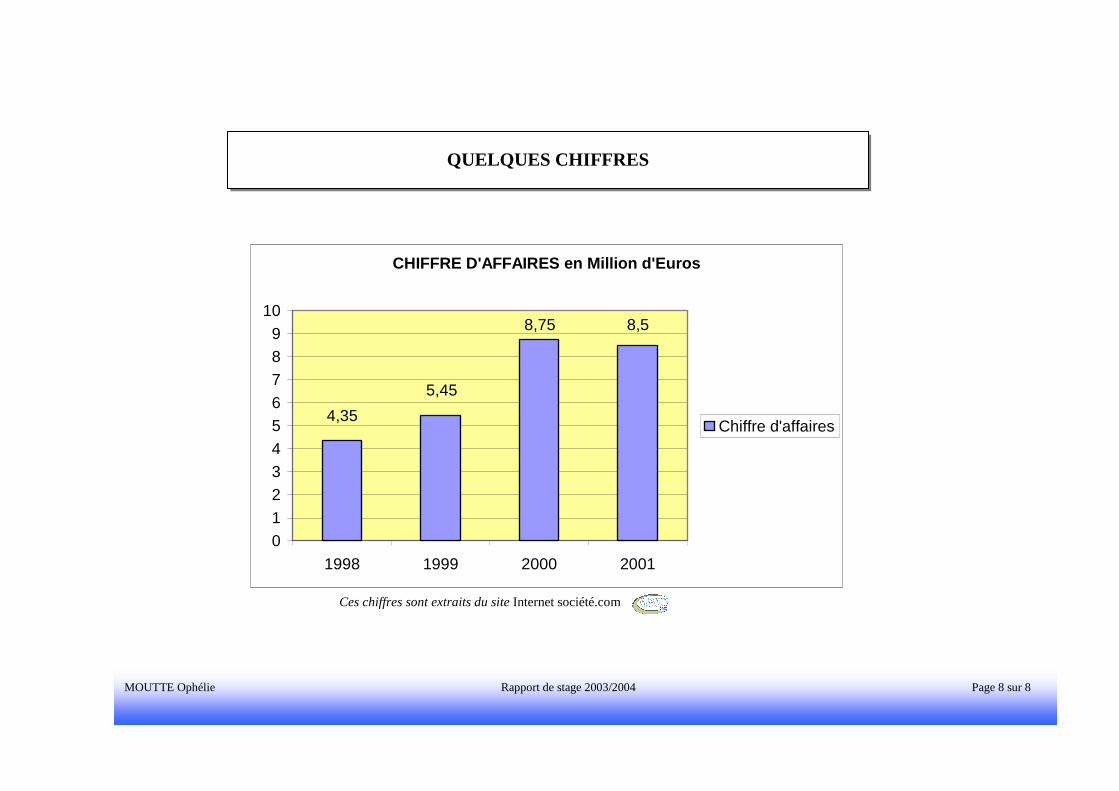
Ces chiffres sont extraits du site Internet société.com
QUELQUES CHIFFRES
CHIFFRE D'AFFAIRES en Million d'Euros
01
23456
789
10
1998 1999 2000 2001
Chiffre d'affaires
8,75 8,5
5,45
4,35
MOUTTE Ophélie Rapport de stage 2003/2004 Page 9 sur 9
� PSA Peugeot Citroën
� Fonderie Ardennaise
PRINCIPAUX CLIENTS
MOUTTE Ophélie Rapport de stage 2003/2004 Page 10 sur 10
� Acier
� Inox
MATIERES PREMIERES UTILISEES
MOUTTE Ophélie Rapport de stage 2003/2004 Page 11 sur 11
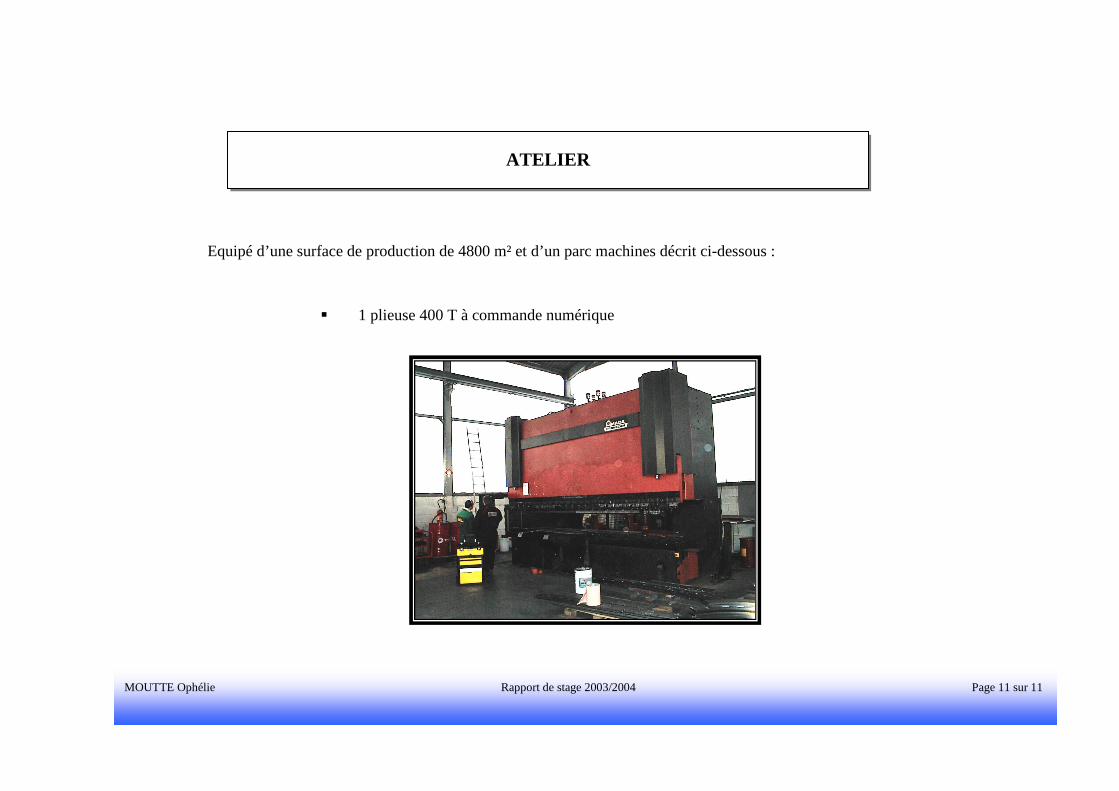
Equipé d’une surface de production de 4800 m² et d’un parc machines décrit ci-dessous :
� 1 plieuse 400 T à commande numérique
ATELIER
MOUTTE Ophélie Rapport de stage 2003/2004 Page 12 sur 12
� 1 plieuse 160 T
MOUTTE Ophélie Rapport de stage 2003/2004 Page 13 sur 13
� 1 banc de perçage à commande numérique
MOUTTE Ophélie Rapport de stage 2003/2004 Page 14 sur 14
� 1 banc de sciage à commande numérique
MOUTTE Ophélie Rapport de stage 2003/2004 Page 15 sur 15
� 2 cisailles
MOUTTE Ophélie Rapport de stage 2003/2004 Page 16 sur 16
� 2 perceuses traditionnelles
MOUTTE Ophélie Rapport de stage 2003/2004 Page 17 sur 17
� 1 tronçonneuse
� 1 encocheuse
� 1 oxycoupeur à commande numérique
MOUTTE Ophélie Rapport de stage 2003/2004 Page 18 sur 18
� 1 scie à ruban
MOUTTE Ophélie Rapport de stage 2003/2004 Page 19 sur 19
� 1 cintreuse
� plusieurs postes à souder
� 4 ponts roulants de 3,2 à 5 Tonnes en atelier
MOUTTE Ophélie Rapport de stage 2003/2004 Page 20 sur 20
� diverses autres machines
� parc à peinture
MOUTTE Ophélie Rapport de stage 2003/2004 Page 21 sur 21
� Il est assuré par une équipe de six dessinateurs et projecteurs
� Il est équipé de 7 stations informatiques et du logiciel AUTOCAD.
LE BUREAU DES METHODES
MOUTTE Ophélie Rapport de stage 2003/2004 Page 22 sur 22
projet dessin
d’ensemble et de
définition
feuilles de
débit
feuilles de débit
commande des pièces
usinées
découpe des
pièces
débite les pièces
pièces commandées
livraison
(installation)
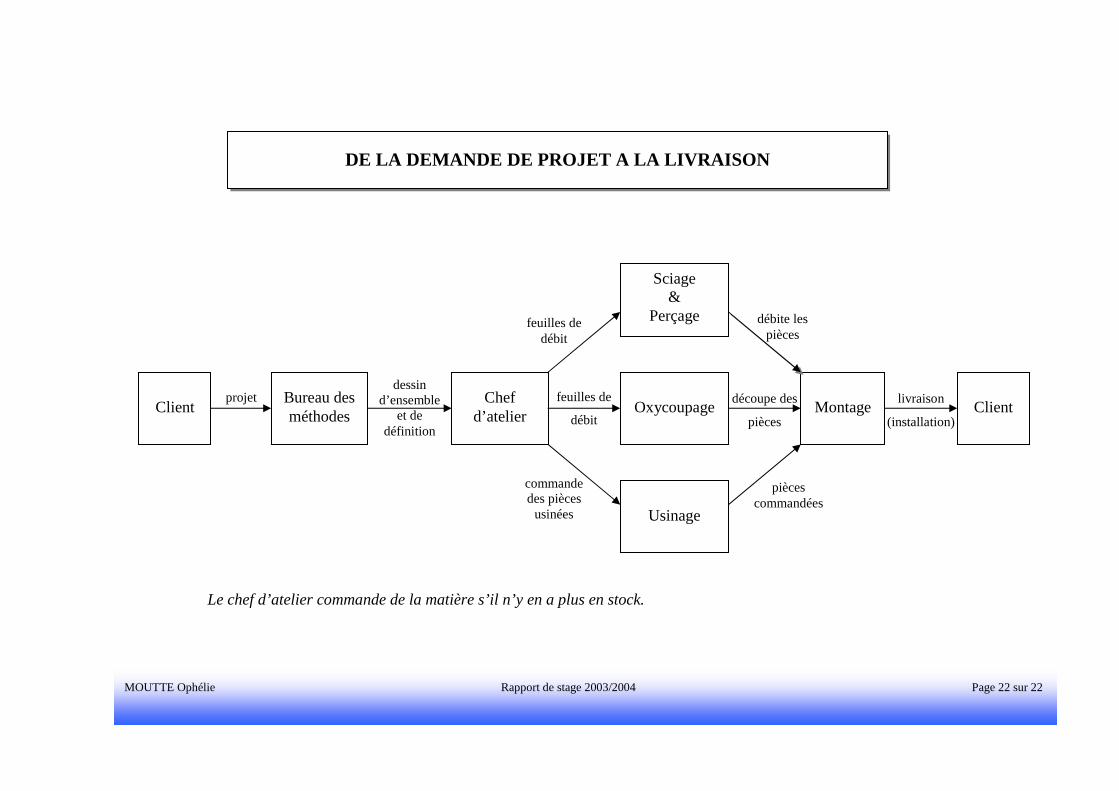
Le chef d’atelier commande de la matière s’il n’y en a plus en stock.
Client Bureau des méthodes
Chef d’atelier
Oxycoupage
Sciage &
Perçage
Usinage
Montage Client
DE LA DEMANDE DE PROJET A LA LIVRAISON
MOUTTE Ophélie Rapport de stage 2003/2004 Page 23 sur 23
Une fois que le client a donné ses consignes à propos de son projet, le bureau des méthodes dessine les diverses
pièces qui le constituent à l’aide du logiciel AUTOCAD. Une fois terminé, le projet est imprimé sur des feuilles
de différentes tailles puis étudié par le chef d’atelier. Celui-ci, à l’aide des feuilles de débit, traite les pièces à
découper par la scie et l’oxycoupeur. Il inscrit leur provenance c’est à dire le plan au quel elles appartiennent
ainsi que leur numéro d’affaire, leur profilé, leur longueur ainsi que leur quantité. Ensuite, les feuilles débit sont
destinées à la scie, l’oxycoupeur ou l’usinage. Une fois les pièces débitées, coupées ou commandées, elles sont
ensuite assemblées par les ouvriers dans l’entreprise ou sur place, puis livrer au client. Si un problème intervient
au long de son utilisation, le client peut demander à la société de venir régler le ou les problèmes en envoyant les
ouvriers.
MOUTTE Ophélie Rapport de stage 2003/2004 Page 24 sur 24
MA FONCTION AU SEIN DE LA SOCIETE
MOUTTE Ophélie Rapport de stage 2003/2004 Page 25 sur 25
Lors de mon arrivée dans l’entreprise, le lundi 12 mai 2003, un casier était mis à ma disposition afin d’y
entreposer mes outils de travail. Ensuite M. MENOU m’a accueilli dans son bureau. Il m’a expliqué en quoi consistait
son travail et me l’a fait partager. C’est un travail à responsabilité puisqu’il n’y a pas le droit à l’erreur. Après avoir
reçu les dessins de définition du bureau des méthodes, il faut les analyser à l’aide des feuilles de débit. Une feuille de
débit permet de détailler les pièces qui composent un plan, elle permet également de définir la découpe d’une pièce.
J’ai donc fait ce travail durant les trois premières semaines. J’ai repéré les différentes pièces sur le plan donné, inscrit
le numéro du plan ainsi que le numéro de provenance de la pièce. Comme il y a plusieurs machines mise à disposition,
j’ai recherché la manière de débiter les pièces. Ensuite j’ai dû compter et inscrire le nombre de pièces nécessaire au
plan. Je me suis également servie du logiciel « Compaction Converter » pour réaliser les mises en tôle des pièces.
Lors de la 4e semaine, M. MENOU m’a confié à Christophe, le responsable de la scie et de la perceuse à
commande numérique. Son travail consistait dans un premier temps à couper les pièces dans différents profilés. Les
longueurs étant données par les feuilles de débit. Ensuite, elles peuvent être percées selon la demande. Il m’a
également montré le fonctionnement des deux machines afin que je puisse travailler de façon autonome.
MA FONCTION AU SEIN DE LA SOCIETE
MOUTTE Ophélie Rapport de stage 2003/2004 Page 26 sur 26
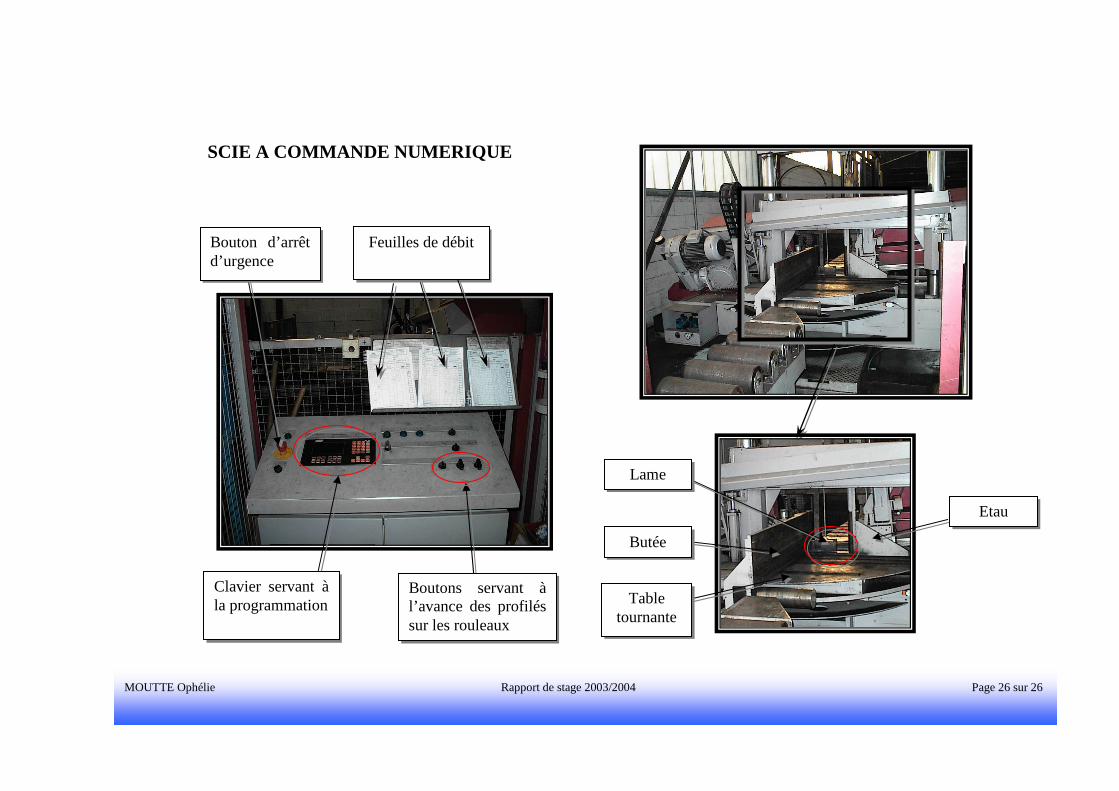
SCIE A COMMANDE NUMERIQUE
Boutons servant à l’avance des profilés sur les rouleaux
Feuilles de débit
Clavier servant à la programmation
Bouton d’arrêt d’urgence
Butée
Lame
Table tournante
Etau
MOUTTE Ophélie Rapport de stage 2003/2004 Page 27 sur 27
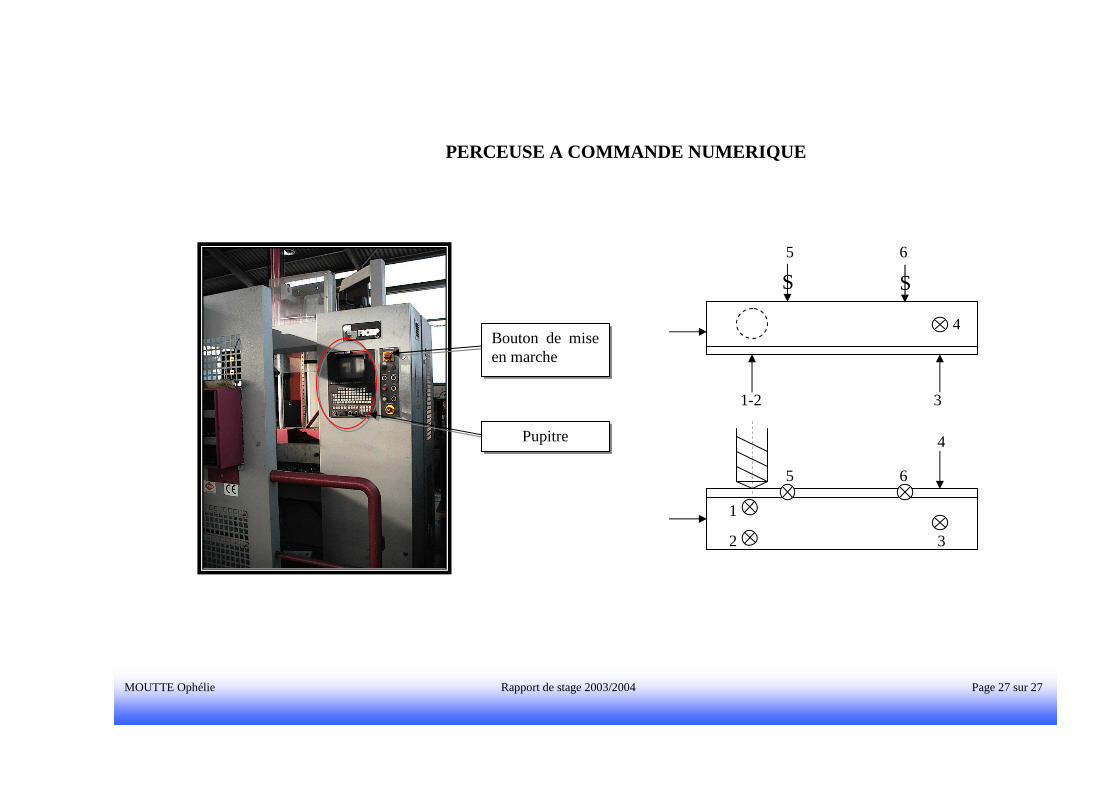
PERCEUSE A COMMANDE NUMERIQUE
Bouton de mise en marche
Pupitre
S S
1-2 3
1
2 3
4
4
5
5
6
6
MOUTTE Ophélie Rapport de stage 2003/2004 Page 28 sur 28
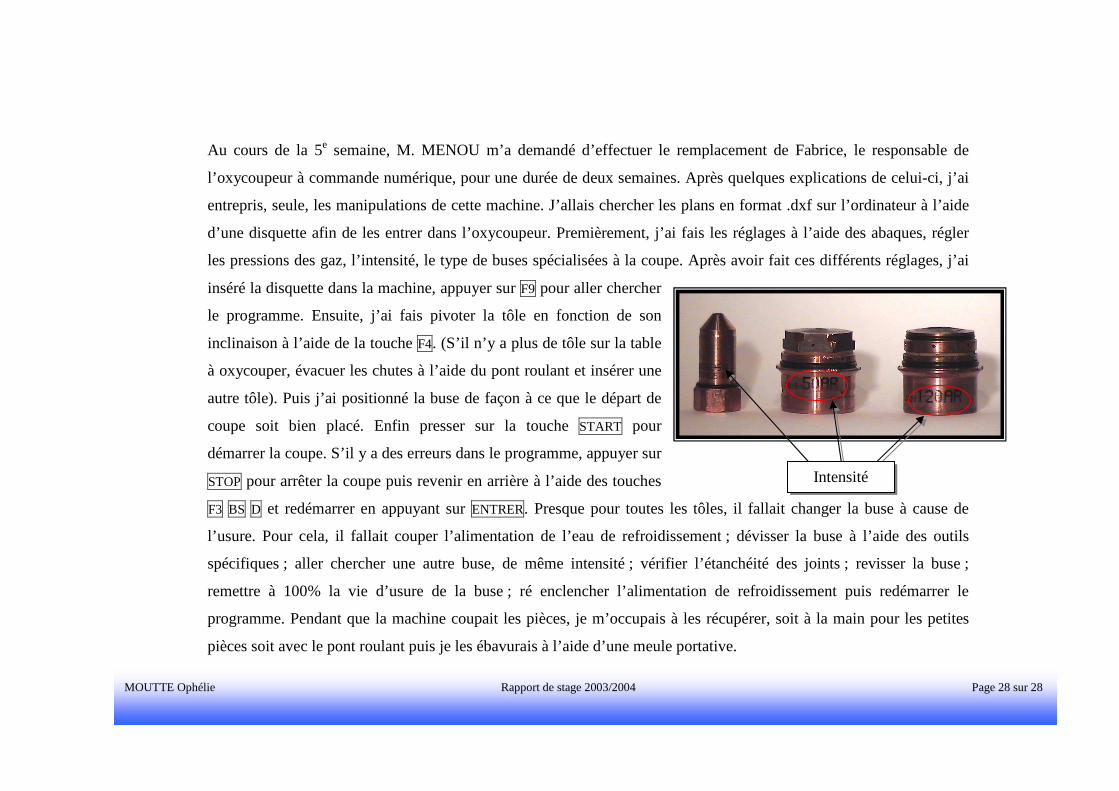
Au cours de la 5e semaine, M. MENOU m’a demandé d’effectuer le remplacement de Fabrice, le responsable de
l’oxycoupeur à commande numérique, pour une durée de deux semaines. Après quelques explications de celui-ci, j’ai
entrepris, seule, les manipulations de cette machine. J’allais chercher les plans en format .dxf sur l’ordinateur à l’aide
d’une disquette afin de les entrer dans l’oxycoupeur. Premièrement, j’ai fais les réglages à l’aide des abaques, régler
les pressions des gaz, l’intensité, le type de buses spécialisées à la coupe. Après avoir fait ces différents réglages, j’ai
inséré la disquette dans la machine, appuyer sur F9 pour aller chercher
le programme. Ensuite, j’ai fais pivoter la tôle en fonction de son
inclinaison à l’aide de la touche F4. (S’il n’y a plus de tôle sur la table
à oxycouper, évacuer les chutes à l’aide du pont roulant et insérer une
autre tôle). Puis j’ai positionné la buse de façon à ce que le départ de
coupe soit bien placé. Enfin presser sur la touche START pour
démarrer la coupe. S’il y a des erreurs dans le programme, appuyer sur
STOP pour arrêter la coupe puis revenir en arrière à l’aide des touches
F3 BS D et redémarrer en appuyant sur ENTRER. Presque pour toutes les tôles, il fallait changer la buse à cause de
l’usure. Pour cela, il fallait couper l’alimentation de l’eau de refroidissement ; dévisser la buse à l’aide des outils
spécifiques ; aller chercher une autre buse, de même intensité ; vérifier l’étanchéité des joints ; revisser la buse ;
remettre à 100% la vie d’usure de la buse ; ré enclencher l’alimentation de refroidissement puis redémarrer le
programme. Pendant que la machine coupait les pièces, je m’occupais à les récupérer, soit à la main pour les petites
pièces soit avec le pont roulant puis je les ébavurais à l’aide d’une meule portative.
Intensité
MOUTTE Ophélie Rapport de stage 2003/2004 Page 29 sur 29
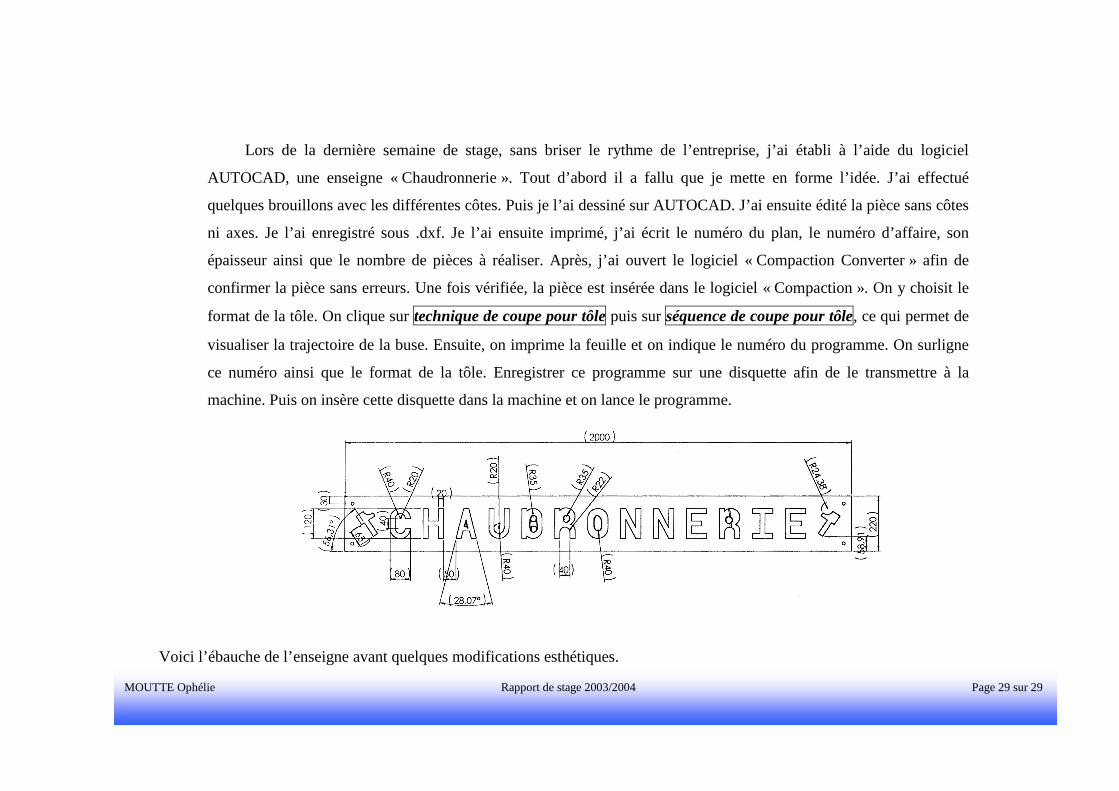
Lors de la dernière semaine de stage, sans briser le rythme de l’entreprise, j’ai établi à l’aide du logiciel
AUTOCAD, une enseigne « Chaudronnerie ». Tout d’abord il a fallu que je mette en forme l’idée. J’ai effectué
quelques brouillons avec les différentes côtes. Puis je l’ai dessiné sur AUTOCAD. J’ai ensuite édité la pièce sans côtes
ni axes. Je l’ai enregistré sous .dxf. Je l’ai ensuite imprimé, j’ai écrit le numéro du plan, le numéro d’affaire, son
épaisseur ainsi que le nombre de pièces à réaliser. Après, j’ai ouvert le logiciel « Compaction Converter » afin de
confirmer la pièce sans erreurs. Une fois vérifiée, la pièce est insérée dans le logiciel « Compaction ». On y choisit le
format de la tôle. On clique sur technique de coupe pour tôle puis sur séquence de coupe pour tôle, ce qui permet de
visualiser la trajectoire de la buse. Ensuite, on imprime la feuille et on indique le numéro du programme. On surligne
ce numéro ainsi que le format de la tôle. Enregistrer ce programme sur une disquette afin de le transmettre à la
machine. Puis on insère cette disquette dans la machine et on lance le programme.
Voici l’ébauche de l’enseigne avant quelques modifications esthétiques.
MOUTTE Ophélie Rapport de stage 2003/2004 Page 30 sur 30
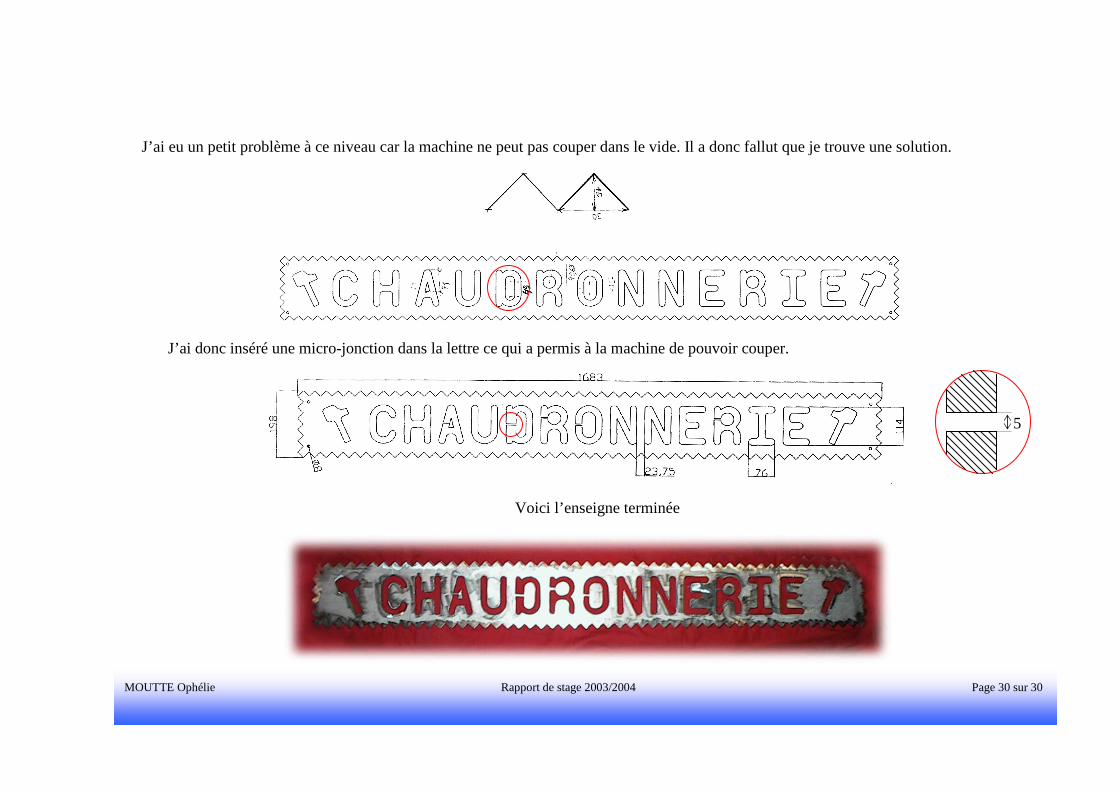
Voici l’enseigne terminée
J’ai eu un petit problème à ce niveau car la machine ne peut pas couper dans le vide. Il a donc fallut que je trouve une solution.
J’ai donc inséré une micro-jonction dans la lettre ce qui a permis à la machine de pouvoir couper.
5
MOUTTE Ophélie Rapport de stage 2003/2004 Page 31 sur 31
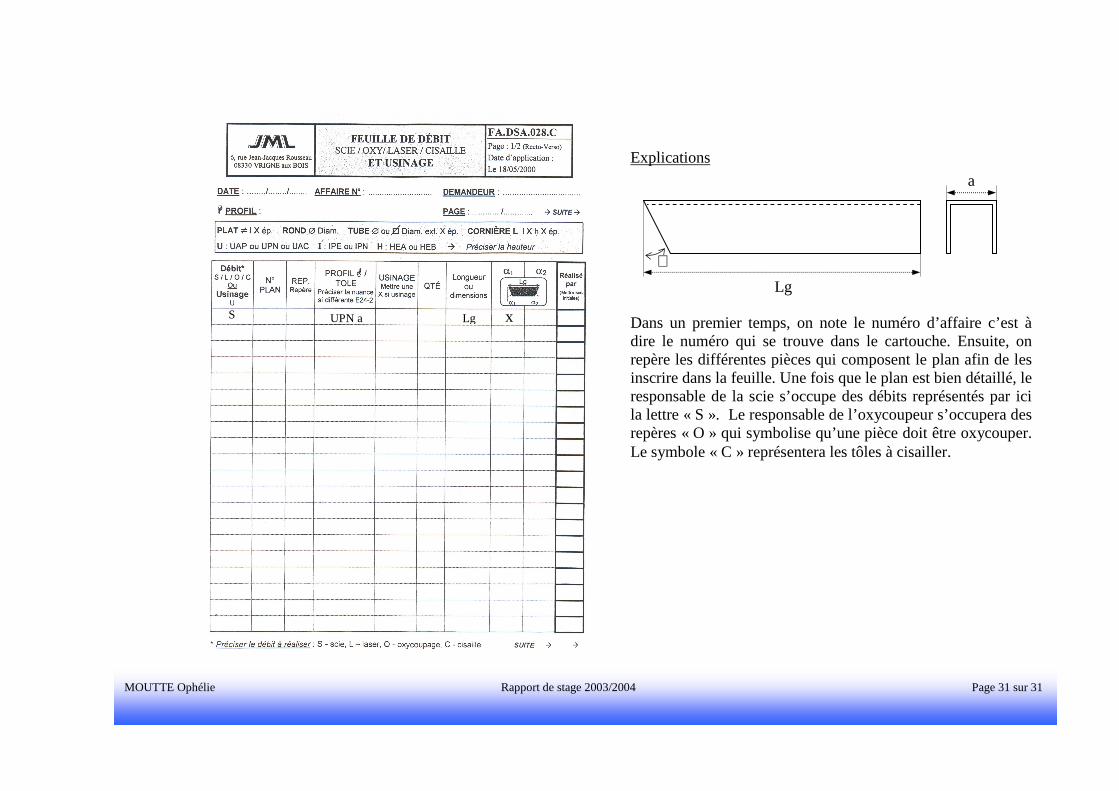
Explications Dans un premier temps, on note le numéro d’affaire c’est à dire le numéro qui se trouve dans le cartouche. Ensuite, on repère les différentes pièces qui composent le plan afin de les inscrire dans la feuille. Une fois que le plan est bien détaillé, le responsable de la scie s’occupe des débits représentés par ici la lettre « S ». Le responsable de l’oxycoupeur s’occupera des repères « O » qui symbolise qu’une pièce doit être oxycouper. Le symbole « C » représentera les tôles à cisailler.
Lg
∝
a
UPN a Lg x S
MOUTTE Ophélie Rapport de stage 2003/2004 Page 32 sur 32
LES PROBLEMES RENCONTRES
MOUTTE Ophélie Rapport de stage 2003/2004 Page 33 sur 33
J’ai rencontré quelques problèmes pour trouver un stage. J’ai envoyé des lettres de motivations, pris des rendez-vous,
téléphoné à plusieurs dizaines d’entreprises sans rien trouver. Pas de personnel féminin dans la société, pas de vestiaires
féminins, pas assez de travail dans l’entreprise, déjà plusieurs stagiaires embauchés, ont été les différentes excuses.
M.BROCHARD Daniel m’a recommandé à cette société afin que je puisse y rentrer..
Dans cette entreprise, je n’ai eu ni problème d’insertion, ni problème de compréhension. Les relations avec le personnel
m’ont été très agréable.
LES PROBLEMES RENCONTRES
MOUTTE Ophélie Rapport de stage 2003/2004 Page 34 sur 34
QUELQUES PLANS


















