Qualite Des Assemblages Soudes
30
1 QUALITE DES ASSEMBLAGES SOUDES Claude PHILIP ENSAM (CER de Bordeaux) Objectifs du cours : Les défauts influencent différemment les différents types de ruines que peuvent présenter les joints soudés. La qualité d'une soudure ou d'un assemblage ne peut être examinée qu'en fonction : du type de sollicitations auquel est soumis le joint soudé, le risque de ruine encouru par la construction. L'élaboration de critères précis d'acceptabilité des défauts, compte tenu des facteurs qui conditionnent leur importance a débouché sur la mise en place de classe de qualité des joints soudés. La détermination d'une classe de qualité d'une soudure entraîne les spécifications concernant : la fabrication du joint soudé, le type et la sévérité du contrôle. Prérequis : Notion de soudage Version : 25/09/07 Qualité des assemblages soudés Claude PHILIP - ENSAM
Transcript of Qualite Des Assemblages Soudes

1
QUALITE DES ASSEMBLAGESSOUDESClaude PHILIP
ENSAM (CER de Bordeaux)
Objectifs du cours :
Les défauts influencent différemment les différents types de ruines que peuvent présenter les joints soudés. La qualité d'une soudure ou d'un assemblage ne peut être examinée qu'en fonction :
du type de sollicitations auquel est soumis le joint soudé,le risque de ruine encouru par la construction.
L'élaboration de critères précis d'acceptabilité des défauts, compte tenu des facteurs qui conditionnent leur importance a débouché sur la mise en place de classe de qualité des joints soudés.
La détermination d'une classe de qualité d'une soudure entraîne les spécifications concernant :
la fabrication du joint soudé,le type et la sévérité du contrôle.
Prérequis :
Notion de soudage
Version :
25/09/07
Qualité des assemblages soudés Claude PHILIP - ENSAM

2
SOMMAIRE
Classes de qualité d'une soudure p. 3Généralités p. 3Définition de la qualité d'une soudure P. 3Exigences fixées par les classes de qualité P. 6
Mode opératoire de soudage P. 9Définitions P. 9Descriptif d'un mode opératoire de soudage (DMOS) P. 9Qualification d'un mode opératoire de soudage (QMOS) P. 10Epreuve de qualification P. 11
Contrôle des assemblages soudés P. 13Généralités P. 13Contrôle avant soudage P. 14Contrôle pendant soudage P. 14Contrôle après soudage P. 15
Essais mécaniques des assemblages soudés P. 16Rôles des essais mécaniques P. 16Essais de traction P. 17Essais de pliage P. 18Essais de résilience P. 19Essais de dureté p. 20Autres essais p. 20
Essais de soudabilité P. 21Rôles des essais P. 21Classification des essais P. 21Essais mécaniques P. 23Essais de fissuration P. 23
Lexique P. 29
Bibliographie P. 30
Qualité des assemblages soudés Claude PHILIP - ENSAM

3
1 Classe de qualité d'une soudure
1.1 Généralités
On détermine pour chaque soudure une classe de qualité qui fixe les conditions nécessaires et suffisantes, à prescrire à la conception et à respecter à la fabrication, pour obtenir un assemblage capable de supporter sans dommage les contraintes en service, ainsi que celles qui peuvent résulter de la fabrication.
D'une façon générale, la définition d'une classe de qualité doit tenir compte :d'une part, des sollicitations en service auxquelles est soumis le joint soudé,d'autre part, de l'emplacement et de l'importance du joint soudé dans la construction.
Dans un ensemble soudé chaque joint soudé, ayant une importance propre et ‚tant soumis à des sollicitations différentes, doit faire l'objet d'une étude particulière comportant la détermination d'une classe de qualité qui lui est propre.
La classe d'une soudure doit être définie au moment de la conception et non à la fabrication. Elle détermine :
le programme de soudage,le degré d'aptitude des soudeurs et des opérateurs,l'étendue des contrôles,la sévérité des contrôles,les conditions particulières à respecter au cours de la fabrication et du contrôle.
Les normes indiquent suivant la destination de la construction la méthodologie pour définir la classe de qualité d'une soudure, ainsi que les exigences qui en découlent.
1.2 Définition de la qualité d'une soudure
Afin d'expliciter un peu ce concept, nous avons choisi de détailler le cas des ensembles mécanosoudés, à partir de la norme NF E 83-1001.Afin de déterminer la classe d'un joint soudé, il faut estimer :
les risques encourus en cas de défaillance de la soudure,les sollicitations en service.
1.2.1 Risques encourus
On classe les risques encourus en trois grades, suivant les conséquences d'une défaillance :R1 risques importants,R2 risques de moyenne importance,R3 risques faibles.
Le tableau 1 donne les critères de détermination du risque.
Qualité des assemblages soudés Claude PHILIP - ENSAM

4
Risques encourusExtrait de la norme NF E 83-100-1
TABLEAU 1
1.2.2 Type de sollicitations
Les assemblages mécanosoudés sont classés en fonction des sollicitations auxquelles ils sont soumis :
assemblages non calculés,assemblages calculés non soumis à un calcul de fatigue,assemblages calculés soumis à un calcul de fatigue.
1.2.3 Choix des classes de qualité de soudure
En fonction des éléments précédents et du tableau 2, les joints soudés sont classés en trois qualités A, B et CChaque joint d'un ensemble mécanosoudé doit faire l'objet d'une étude particulière.
Choix des classes de qualitéExtrait de la norme NF E 83-100-1
TABLEAU 2
Qualité des assemblages soudés Claude PHILIP - ENSAM

5
1.2.4 Exemple de détermination (Extrait de la norme NF E 83-100-1)
Détermination de la classe de qualité de soudures d'un bâti moteur (Figure 1) :Soudure 1 : soudure principale entre plaque-support et cloisons de palier; travail en traction. Soudure sur rechargement - Joint à pleine pénétration.Soudure 2 : soudure entre cloisons de palier et semelles de fixation sur massif. Joint à pleine pénétration.Soudure 3 : soudure principale entre cloisons-semelles (section F) et cloisons de paliers-tôles latérales de palier. Joint à pleine pénétration.Soudure 4 : soudure entre les tôles médianes avec la plaque support et le toit. Joint à pleine pénétration.Soudure 5 : soudure entre les tôles inférieures des carters d'arbres à cames. Joint à pénétration partielle.
Bâti de moteurExtrait de la norme NF E 83-100-1
FIGURE 1
Détermination des grades de risquesSoudures 1,2,3 Une défaillance en service entraîne l'arrêt immédiat du moteur.Grade de risque R1Soudures 4 et 5 Une défaillance en service n'entraîne pas l'arrêt immédiat du moteur; le dépannage sur site est difficileGrade de risque R2
Qualité des assemblages soudés Claude PHILIP - ENSAM

6
Détermination du type de sollicitations en serviceSoudure 1Assemblage calculé soumis à un calcul en fatigueEtendue des contraintes calculées : ∆σ = 49 MPaL'assemblage se rapproche du type N°16 défini dans l'annexe A, dont la classe d'étendue des contraintes à 2 106 est de ∆σa = 71 MPaSoudures 2,3,4Assemblages non calculés, sollicitésSoudure 5Assemblages non calculés, peu sollicités
Détermination de la classe de qualité des souduresSoudure 1 à 4 Classe ASoudure 5 Classe B
1.3 Exigences fixées par les classes de qualité
La définition d'une classe de qualité impose des exigences sur :la qualification du soudage,la préparation et l'exécution du soudage,le contrôle des joints soudés.
1.3.1 Exigences sur la qualification du soudage
Suivant la classe de qualité de soudure et le type de la construction (Voir norme), le constructeur peut à avoir à établir, préalablement à la fabrication, un programme de soudage comprenant :
la gamme de fabrication (Préparation, séquence de soudage,...),le descriptif des modes opératoires de soudage (DMOS) suivant la norme en vigueur,la qualification des modes opératoires de soudage (QMOS) ,la qualification des soudeurs et des opérateurs de soudage.
1.3.2 Exigences sur la préparation et l'exécution du soudage
Pour la préparation des assemblages soudés, la définition d'une classe entraîne des exigences sur :
la préparation de la surface (Elimination des graisses, des peintures, de l'humidité, des oxydes,...),le type et la dimension des chanfreins,le type de joints (A titre d'exemple la figure 2, donne un exemple extrait de la norme NF E 83-100-2),les précautions à prendre dans la réalisation des joints en fonction du procédé, afin d'éviter ou de limiter :○ les zones écrouies dans le cas du cisaillage,○ les inclusions de cuivre et de carbone pour le gougeage,○ les effets thermiques pour l'oxycoupage,○ les examens et retouches à effectuer sur les préparations des joints.
Pour la réalisation des assemblages soudés, la définition d'une classe peut entraîner des exigences sur :
le positionnement et le maintien des pièces,les conditions de pointage et de reprise (Elimination des laitiers,...),l'amorçage et l'extrémité (Présence de cratères) de la soudure,les traitements thermiques (Préchauffage, postchauffage,...) et mécaniques (Martelage,...).
Qualité des assemblages soudés Claude PHILIP - ENSAM

7
Préparation des jointsExtrait de la norme NF E 83-100-2
FIGURE 2
1.3.3 Exigences sur le contrôle
En fonction des normes, la classe de qualité d'une soudure fixe les exigences sur les contrôles en précisant :
l'organisation des contrôles (Responsabilité, conditions, d'exécution, fiches,...),l'étendue des contrôles,les conditions techniques des contrôles,les tolérances et les critères d'acceptation pour les défauts pour les examens :○ examen visuel, par ressuage et magnétoscopie (Tableau 3),○ examen par radiographie (Tableau 4),○ examen par ultrasons (Tableau 5).
Critères d'acceptation des défauts - Examen visuelExtrait de la norme NF E 83-100-4
TABLEAU 3
Qualité des assemblages soudés Claude PHILIP - ENSAM

8
Critères d'acceptation des défauts - Contrôle radiographiqueExtrait de la norme NF E 83-100-4
TABLEAU 4
Critères d'acceptation des défauts - Contrôle par ultrasonsExtrait de la norme NF E 83-100-4
TABLEAU 5
Qualité des assemblages soudés Claude PHILIP - ENSAM

9
2 MODE OPERATOIRE DE SOUDAGE
La planification des opérations de soudage et le contrôle de qualité en cours de fabrication demande l'établissement d'un mode opératoire donnant des informations et directives sur :
l'identification de la construction et du constructeur,le métal de base,le procédé de soudage,la préparation de l'assemblage,les conditions d'exécution de la soudure.
Un descriptif de mode opératoire de soudage (DMOS) doit être établi en conformité avec les normes en vigueur.L'établissement d'une mode opératoire conduit bien souvent à la réalisation d'une qualification du mode opératoire envisagé (QMOS).Elle s’appuie sur les normes EN 288-1, EN 288-2, EN 288-3.
2.1 Définitions
Mode opératoire de soudage (MOS)Programme d'actions à suivre pour l'exécution d'un assemblage soudé incluant la référence des matériaux, la préparation, la méthode de soudage, son contrôle et les traitements thermiques avant et après soudage, ainsi que l'équipement indispensable.
Descriptif d'un mode opératoire de soudage (DMOS)Document décrivant en détail les variables nécessaires à une application spécifique pour assurer la répétitivité.
Qualification d'un mode opératoire de soudage (QMOS)La réalisation, le contrôle, l'examen et l'essai d'un assemblage représentatif de la fabrication effectués dans le but de prouver la faisabilité d'un mode opératoire. Cette qualification donne lieu à l'établissement d'un procès-verbal (PV-QMOS).
Assemblage de qualificationAssemblage réalisé lors de l'épreuve de qualification.
EpreuveSérie d'opérations qui comporte l'exécution d'un assemblage de qualification suivie d'examens non destructifs et d'essais destructifs, ainsi que la consignation des résultats.
2.2 Descriptif d'un mode opératoire de soudage (DMOS)
Toutes les opérations de soudage doivent être correctement planifiées.Un descriptif doit être établi pour fournir les détails sur les conditions d'exécution d'une opération de soudage. Le DMOS dépend du procédé de soudage ainsi que du matériau de base.
D'une façon générale, il doit comprendre des indications sur :la construction et le constructeur,le métal de base,le procédé de soudage,la préparation,les conditions de soudage.…
Qualité des assemblages soudés Claude PHILIP - ENSAM

10
La figure 3 donne un exemple de DMOS extrait de la norme EN 288-2.
Descriptif d'une mode opératoire de soudageExtrait de la norme EN 288-2
Figure 3
2.3 Qualification d'un mode opératoire de soudage (QMOS)
La méthode de qualification d'un mode opératoire dépend :de la destination de la construction soudée,du procédé de soudage,du matériau de base,éventuellement des matériaux d'apport.
La qualification peut être obtenue selon l'un des modes suivants :l'expérience acquise en soudage (A condition que des documents prouvent la validité du soudage antérieur),l'utilisation de produits consommables de soudage agrées (Réservé aux cas où le métal de base n'est pas dégradé par le soudage),épreuve de qualification (Exécutée en conformité avec des normes),référence à un mode opératoire standard.
Qualité des assemblages soudés Claude PHILIP - ENSAM

11
2.4 Epreuve de qualification
Une épreuve de qualification d'un mode opératoire doit comprendre :la définition d'un assemblage de qualification (Figure 4),les conditions de préparation et de soudage de l'assemblage,l'étendue des contrôles et essais (Tableau 6),le positionnement et le prélèvement des éprouvettes (Figure 5),les méthodes d'application des contrôles destructifs,les méthodes d'application des contrôles non destructifs,le domaine de validité de l'épreuve par rapport :○ au constructeur,○ au matériau,○ à la procédure,l'établissement d'un procès-verbal (Figure 6).
Exemple de définition d'un assemblage de qualificationExtrait de la norme EN 288-3
Figure 4
Etendue des contrôles, examens et essaisExtrait de la norme EN 288-3
Tableau 6
Qualité des assemblages soudés Claude PHILIP - ENSAM

12
Exemple de prélèvement des éprouvettesExtrait de la norme EN 288-3
Figure 5
Procès-verbal de qualification d'un mode opératoire de soudageExtrait de la norme EN 288-3
Figure 6
Qualité des assemblages soudés Claude PHILIP - ENSAM

13
3 CONTRÔLE DES ASSEMBLAGES SOUDES
Dans une construction soudée, la détection des défauts et l'évaluation de leur gravité sont indispensables. Il est nécessaire de mettre en place une procédure de contrôle avant, pendant et après le soudage.Pour cela, il faut :
définir un critère d'acceptabilité (Taille, forme et position des défauts),choisir un moyen de contrôle en fonction du matériau, de la construction et des défauts à détecter,interpréter les résultats de ces essais.
3.1 Généralités
3.1.1 Définitions
ContrôleVérification de la conformité à des données préétablies, suivie d'un jugement. Le contrôle peut entraîner :
une activité d'information,une décision,des actions correctives.
ContrôleurPersonne physique chargée d'effectuer les opérations de contrôles. Elle peut dépendre du constructeur, du responsable du marché ou d'un organisme extérieur spécialisé.
InspectionActivité de surveillance s'exerçant dans le cadre d'une mission définie.
3.1.2 Principes du contrôle
La qualité des joints soudés dépend de :la bonne application du procédé de soudage,la soudabilité métallurgique du métal de base,la qualité des produits d'apport,la préparation des pièces avant soudage,la conception des montages de soudage,....
Le contrôle doit s'effectuer sur toutes ces fonctions et à tous les stades de la fabrication de l'ensemble soudé, c'est-à-dire :
à la conception et la préparation de la fabrication,avant la fabrication (réception des produits, qualification des soudeurs,...),en cours de fabrication,avant parachèvement de la construction,après fabrication complète (traitements thermiques, usinage,...).
Qualité des assemblages soudés Claude PHILIP - ENSAM

14
3.2 Contrôles avant soudage
Ils concernent toutes les mesures à prendre afin d'assurer une bonne exécution de la construction.Ces contrôles concernent :
le matériau avec :○ analyse chimique,○ contrôle des propriétés mécaniques,○ vérification de l'adéquation du matériau avec la procédure de soudage (Essais de
soudabilité),les produits à assembler avec détection des défauts internes aux produits par :○ examen macrographique permettant de mettre en évidence les ségrégations et les
impuretés,○ examen par ultrasons pour détecter le dédoublement des tôles,le métal d'apport qui doit faire l'objet d'un contrôle :○ à l'état de livraison (Vérification des électrodes, des fils,...),○ à l'état déposé,les produits de protection,la qualification des soudeurs et opérateurs de soudage,le mode opératoire de soudage,les mannequins de pointage et les montages de soudage.
3.3 Contrôles pendant soudage
3.3.1 Contrôle de la préparation des éléments
Le contrôle doit permettre de vérifier :la qualité des matériaux,la géométrie des bords à assembler (Ouverture des chanfreins,...),le positionnement des pièces à assembler (Ecartement, dénivellement,...),les défauts de préparation,...
3.3.2 Contrôle en cours de soudage
Ce contrôle a pour but de vérifier que les conditions d'exécution prévues sont effectivement respectées, comme :
la nature et les diamètres des fils ou électrodes utilisés,la température de préchauffage si nécessaire, le matériel de soudage (Générateurs, positionneurs,...),les paramètres de soudage (Nature des courant, intensité,...),les séquences de soudage (Disposition des passes, nombre de passe,...),les cycles de soudage (Température entre passes, vitesse de refroidissement,...),les déformations (Contrôle dimensionnel intermédiaire), la propreté et la forme des passes.
3.3.3 Contrôle des traitements thermiques
Si un traitement thermique est prévu, il faut contrôler :la mise en place de la construction (Contrôle de la limitation des déformations),la protection éventuelle de zones sensibles, l'atmosphère de traitement,les cycles thermiques.
Qualité des assemblages soudés Claude PHILIP - ENSAM

15
3.4 Contrôles après soudage
Pour mettre en évidence des défauts éventuels, on peut utiliser une ou plusieurs des méthodes suivantes :
essais destructifs,contrôle semi-destructif,contrôle non destructif,épreuve d’étanchéité,contrôle dimensionnel.
3.4.1 Contrôle destructif
Il s'agit d'essais mécaniques ou métallographiques conduisant à la destruction de la construction. Ce type d'essais peuvent être conduits sur :
des constructions coûteuses ou de sécurité, afin de connaître la limite de leurs performances,des pièces prélevées dans le cas d'une fabrication en série,des échantillons de soudure.
3.4.2 Contrôle semi-destructif
Il consiste à apprécier localement la qualité de la soudure (Pénétration, liaison des bords, compacité,...) en effectuant une entaille dans la soudure par :
perçage ou trépannage,fraisage ou sciage,meulage,fusion.
Cette méthode doit être utilisée en vérifiant que :la réparation soit possible,les caractéristiques du produit fini ne soient pas affectées.
3.4.3 Contrôle non destructif
Il s'agit d'une méthode qui permet d'obtenir sans destruction, ni altération de la construction des informations sur les défauts et anomalies présents dans une construction soudée.Les principaux contrôles utilisés sont :
contrôle visuel,contrôle par ressuage,contrôle magnétique,contrôle par radiographie,contrôle par ultrasons.
En dehors de ces méthodes classiques, il existe des méthodes moins générales (Détection de la formation des fissures par émission acoustique par exemple).
3.4.4 Epreuve
Certaines constructions (Appareils sous pression,...) doivent faire l'objet d'épreuves sous pression (ou dépression) pour vérifier l'étanchéité ou la résistance des appareils.La mise sous pression peut faire appel :
soit à un liquides (eau, pétrole,...),soit à un gaz (ammoniac, hélium, fréon,...).
Qualité des assemblages soudés Claude PHILIP - ENSAM

16
4 ESSAIS MECANIQUES DES ASSEMBLAGES SOUDES
Les essais mécaniques des soudures dérivent des techniques conventionnelles, mais elles doivent être adaptées. Initialement établies pour des produits homogènes, elles sont mises en oeuvre sur des produits hétérogènes présentant :
des discontinuités de formes,des hétérogénéités de structures (Zone fondue, zone affectée thermiquement,...),des défauts internes éventuels.
Les essais mécaniques ont pour objet :de contribuer à l'évaluation de la qualité d'un assemblage,de caractériser l'interaction entre un matériau et un procédé de soudage,de fournir des données quantitatives sur le comportement des assemblages soudés.
4.1 Rôles des essais mécaniques
Les essais mécaniques assurent, en général, plusieurs rôles :
Etude du comportement des matériauxLe but est d'étudier les phénomènes qui interviennent durant la réalisation ou lors du service d'une construction soudée.
Homologation de produitsOn cherche à éprouver les performances des produits de soudage (Métal d'apport, par exemple) avant d'en autoriser l'utilisation pour un certain type de construction.
Réception de produitIl s'agit de vérifier que les produits approvisionnés (Electrodes par exemple) sont conforme avec la spécification demandée.
Qualification des soudeursIl s'agit de vérifier l'aptitude des soudeurs ou des opérateurs de soudage a réaliser des assemblages soudés préalablement définis et répondant aux critères de qualité requis.
Qualification d'un mode opératoireIl s'agit de vérifier que le mode opératoire choisi convient en fonction :
de la destination des assemblages,des matériaux de base et d'apport,du procédé de soudage.
Il s'agit de la simple transposition des essais mécaniques classiques aux assemblages soudés. Cela demande certaines modifications afin de tenir compte :
de l'hétérogénéité des structures dans le joint soudés,de la localisation de ces structures.
Les essais devront être adaptés à la destination de la construction. A titre d'exemple la figure 8 donne la disposition des éprouvettes pour la qualification du mode opératoire de soudage (Norme EN 288-3).
Qualité des assemblages soudés Claude PHILIP - ENSAM

17
Essais mécaniques - Prélèvement des éprouvettesFIGURE 8
4.2 Essais de traction
Les conditions générales de réalisation (Définitions des caractéristiques de traction, réalisation des éprouvettes, conditions d'exécution de l'essai, exploitation de l'essai) de l'essai de traction sont définies par la norme EN 10002-1.
Suivant l'utilisation prévue des résultats (Caractérisation de l'assemblage, du métal d'apport,...) le prélèvement des éprouvettes peut se faire (Figure 9) :
transversalement à la soudure (Norme NF A 89-200),longitudinalement dans le métal fondu (Norme NF A 89-201)
Il faut noter que la détermination des caractéristiques de traction (Limite de rupture, allongement) est difficile, voire impossible à cause de l'hétérogénéité des structure et des dimensions faibles des différentes zones (Zone fondue, zone affectée thermiquement,...) sollicitées.
Qualité des assemblages soudés Claude PHILIP - ENSAM

18
Essai de tractionFIGURE 9
4.3 Essais de pliage
L'essai consiste à soumettre une éprouvette à l'action de pliage d'un outil composé d'un poinçon et de deux rouleaux (Figure 10).On distingue :
le pliage transversal (poinçon parallèle à la soudure),le pliage longitudinal (poinçon perpendiculaire à la soudure),le pliage envers (poinçon à l'endroit de la soudure),le pliage endroit (poinçon à l'envers de la soudure).
La mise en oeuvre du pliage est donnée par les normes NF A 89-203 et NF A 89-204. La sévérité de l'essai est fonction de :
de la dimension du poinçon par rapport à l'épaisseur de l'éprouvette,de l'écartement des rouleaux.
La caractéristique d'un assemblage correct est un angle de pliage de 180°. Une rupture peut intervenir avant le pliage total dans les cas suivants :présence de défauts (soufflures, inclusions,...),métal déposé fragile.
Qualité des assemblages soudés Claude PHILIP - ENSAM

19
Essai de pliageFIGURE 10
4.4 Essais de résilience
L'essai de résilience permet d'évaluer l'aptitude d'un joint soudé de résister aux chocs (ou la sensibilité à la rupture fragile). Plusieurs méthodes permettent d'évaluer cette aptitude, la plus utilisée est la flexion par choc sur éprouvette Charpy définie par la norme EN 10045.
L'essai consiste a soumettre une éprouvette dont la partie centrale est entaillée à une charge d'un mouton pendule tombant d'une certaine hauteur (Figure 11). On enregistre l'énergie absorbée par la rupture de l'éprouvette en Joules.Le prélèvement des éprouvettes est caractérisé par :
la position de l'éprouvette dans l'épaisseur du cordon,la position et l'orientation de l'entaille par rapport aux différentes zones d'un cordon.
Essai de résilienceFIGURE 11
Qualité des assemblages soudés Claude PHILIP - ENSAM

20
4.5 Essais de dureté
L'essai de dureté sous cordon permet de caractériser les différentes zones d'une soudure. La mesure de la dureté sous cordon (Figure 12) fait l'objet de la norme NF A 81-460.
L'essai consiste à :prélever par usinage une éprouvette constituée par une section droite du joint considéré,réaliser un polissage micrographique afin d'identifier la zone à gros grains du métal de base thermiquement affecté,effectuer, dans cette zone, une série de mesures de dureté Vickers sous une charge de 49,2N .
La valeur à retenir pour la dureté sous cordon est la moyenne des trois valeurs les plus élevées.
Essai de dureté sous cordonFIGURE 12
4.6 Autres essais
En fonction de la destination de la construction soudée, du procédé de soudage des essais spécifiques peuvent être utilisés, comme par exemple :
Essai de mécanique à la rupture (Mesure du K1c, mesure du COD)Essai de résistance à la fatigueEssai de déboutonnage pour le soudage par pointsEssai de torsion pour le soudage par pointsExamen macrographique....
Qualité des assemblages soudés Claude PHILIP - ENSAM

21
5 ESSAIS DE SOUDABILITE
La notion de soudabilité rassemble des composantes diverses, comme :le matériau défini par sa composition chimique,le procédé de soudage défini par la nature de la source thermique et la protection,la procédure de soudage,la destination de la construction soudée.
Lorsque le comportement au soudage d'un matériau est trop complexe pour être prévu, soit par sa composition chimique, soit par ses propriétés mécaniques classiques, on doit faire intervenir des essais dits de soudabilité qui tendent à intégrer les effets des différents facteurs.Le but de cette fiche est de présenter une classification des différents essais de soudabilité. Un exemple de chaque type d'essais sera donné.
5.1 Rôles des essais
Les essais de soudabilité assurent en général plusieurs rôles :
Etude du comportement des matériauxLe but est d'étudier les phénomènes qui interviennent durant la réalisation ou lors de la mise en service d'une construction soudée.
Homologation de produitsOn cherche à éprouver les performances des produits de soudage (Métal d'apport, par exemple) avant d'en autoriser l'utilisation pour un certain type de construction.
Réception de produitIl s'agit de vérifier que les produits approvisionnés (Electrodes par exemple) sont conforme avec la spécification demandée.
Mise au point d'un mode opératoire de soudageIl s'agit de vérifier que le mode opératoire (Température de préchauffe, par exemple) choisi est adapté :
à la destination des assemblages,aux matériaux de base et d'apport,au procédé de soudage.
Afin d'être exploitable, le mode opératoire de ces essais doit être fixé de manière précise. Le tableau 7 donne les renseignements à recueillir pour les essais de fissuration.
5.2 Classification des essais
La diversité des essais de soudabilité impose un classement en fonction de leurs buts ou de leurs réalisations.
Essais sur assemblages soudésIls mettent en oeuvre des joints soudés réels pour les soumettre à des sollicitations ou à des conditions d'épreuve préalablement définies. Ces essais ont le mérite de correspondre parfaitement à ce que sera le comportement réel de l'assemblage soudé (Etude de mécanique de la rupture par exemple), mais présentent l'inconvénient de ne pas avoir une dimension générale.
Qualité des assemblages soudés Claude PHILIP - ENSAM

22
Essais de fissurationTABLEAU 7
Essais sur éprouvettesCe sont des essais plus généraux que les premiers car ils ne sont pas dédiés à une construction. On distingue :
les essais qui demandent la réalisation d'une soudure. Les observations se font, soit en cours d'exécution (mesure du cycle thermique par exemple), soit après réalisation (mesure de la dureté sous cordon par exemple).les essais obtenus par simulation du cycle thermique (chauffage par induction par exemple) afin de reproduire, soit la fusion, soit les changements de structures lors du soudage.
Essais indépendants de l'opération de soudageCe sont des essais généraux sur le comportement du matériau (trempabilité, corrosion), qui peuvent fournir de façon indirecte des renseignements sur la soudabilité de ce matériau.
Qualité des assemblages soudés Claude PHILIP - ENSAM

23
5.3 Essais mécaniques
Il s'agit de la simple transposition des essais mécaniques classiques aux assemblages soudés. Cela demande certaines modifications afin de tenir compte :
de l'hétérogénéité des structures dans le joint soudés,de la localisation de ces structures.
Les principaux essais mécaniques effectués sur joints soudés sont les suivants :essais de traction,essais de pliage,essais de résilience,essais de dureté,autres essais.
Les essais devront être adaptés à la destination de la construction en application des normes en vigueur.
5.4 Essais de fissuration
L'objet de ces essais est de caractériser le comportement du joint soudé (ZF ou ZAT) lors de l'apparition des contraintes liées au soudage. Ces essais peuvent être classés, soit en fonction du mode de mise en contrainte, soit en fonction du type de fissuration étudiée.
5.4.1 Mode de mise en contrainte
Le mode de mise en contrainte permet d'établir la classification suivante :
5.4.1.1 Mise en contrainte par bridage
La mise en contrainte du joint soudé est provoqué par le blocage des déformations lors du soudage. Deux types de bridage sont alors utilisés :
5.4.1.1.1 Essais sur pièces autobridées
Le bridage est, dans ce cas, réalisé par la rigidité de l'éprouvette elle-même.Les principaux essais sont :
Essai en croixEssai CTSEssai TEKKENEssai LEHIGHEssai en HEssai circulaire
Etude de l'essai TEKKENL'essai de fissuration est pratiqué sur une éprouvette chanfreinée en Y (Figure 13) dont le bridage est assuré par deux cordons d'extrémité. Un cordon est déposé dans diverses conditions de soudage et de préchauffage.Suivant le métal d'apport utilisé, on recherche soit des fissures à froid, soit à chaud par :
examen visuel,ressuage,magnétoscopie,examen métallographique sur des coupes.
Qualité des assemblages soudés Claude PHILIP - ENSAM

24
Essai TEKKENFIGURE 13
5.4.1.1.2 Essais sur pièces bridées par montage
Dans ce cas, la rigidité est donnée par un montage sur lequel s'opère le soudage de l'érouvette.Les principaux essais sont :
Essai RDEssai SCHNADT-FISCO
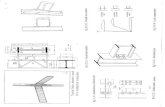
Etude de l'essai RDL'essai de fissuration est pratiqué sur une soudure bout à bout dans laquelle le retrait transversal et la déformation angulaire sont empêchés par un bridage des tôles d'essai sur une plaque support rigide (Figure 14).Un cordon est déposé dans diverses conditions de soudage et de préchauffage.Suivant le métal d'apport utilisé, on recherche soit des fissures à froid, soit à chaud par :
examen visuel,ressuage,magnétoscopie,examen métallographique sur des coupes.
Essai RDFIGURE 14
Qualité des assemblages soudés Claude PHILIP - ENSAM

25
5.4.1.2 Mise en contrainte par sollicitation extérieure
Les essais précédents présentent les inconvénients suivants :dépendance de la contrainte, soit aux épaisseurs et dimensions des éprouvettes, soit au montage utilisé,méconnaissance du niveau de contrainte.
D'où la mise au point d'essais ou une contrainte indépendante du soudage et du montage est appliquée durant et après le soudage.Les principaux essais sont :
Essai sur implantEssai varestraintEssai KSLAEssai MUREX
Etude de l'essai VARESTRAINTL'essai consiste à exécuter une ligne de fusion TIG avec ou sans métal d'apport. Durant l'opération, un dispositif provoque la flexion de l'éprouvette (Figure 15).On cherche à mettre en évidence les fissures à chaud dans la zone fondue et dans la zone de transition, par examen visuel et métallographique.
Essai VARESTRAINTFIGURE 15
5.4.2 Type de fissuration
Les essais peuvent également être classés en fonction du type de fissuration étudiée.
5.4.2.1 Fissuration à froid
Le mécanisme de fissuration à froid dépend de trois facteurs :la présence d'hydrogène liée au procédé et à la protection,la présence d'une structure fragile liée au cycle thermique,la présence de contrainte.
Les essais devront précisé comment sont obtenus et contrôlés ces paramètres.
Qualité des assemblages soudés Claude PHILIP - ENSAM

26
Les principaux essais sont :Essai en croixEssai CTSEssai TEKKENEssai en HEssai circulaireEssai RDEssai sur implant
Etude de l'essai CTSL'essai CTS (Essai de sévérité thermique contrôlée) s'exécute sur deux plaques de l'acier à tester (Figure 16). La procédure est la suivante :
serrage par boulon des deux plaques,solidarisation des deux plaques par les deux soudures de fixation F1 et F2,réalisation des cordons d'essais C1 et C2,prélèvement et analyse des échantillons sur C1 et C2.
Le régime thermique peut être plus ou moins sévère suivant :l'énergie de soudage,la géométrie du joint qui peut être "bi-thermique" ou "tri-thermique".
Les résultats de l'essai CTS peuvent être rendus relativement quantitatif par la notion de sévérité thermique.
Essai CTSFIGURE 16
5.4.2.2 Fissuration à chaud
Dans ce cas les fissures s'amorcent lors du refroidissement à partir de l'état liquide. Ceci impose une mise en contrainte dès la réalisation du cordon de soudure.Les fissures sont s'amorcent toujours dans la zone fondue et sont débouchantes. Leur examen peut se faire par :
un contrôle visuel (loupe),un contrôle avec liquide pénétrant (ressuage, magnétoscopie),un contrôle micrographique.
Qualité des assemblages soudés Claude PHILIP - ENSAM

27
Les principaux essais sont :Essai LEHIGEssai HOULDCROFTEssai VARESTRAINTEssai KSLAEssai MUREX
Etude de l'essai MUREXL'essai consiste à exécuter une soudure d'angle sur deux plaques bridées selon la Figure 17. Après amorçage de l'arc, une des plaques est mise en rotation, jusqu'à parcourir un angle de 30°.On cherche à mettre en évidence les fissures à chaud dans la zone fondue. La fissuration dépend de la vitesse de rotation.
Essai MUREXFIGURE 17
5.4.2.3 Arrachement lamellaire
Des essais de soudage ont été étudiés pour évaluer la sensibilité à l'arrachement lamellaire,. On distingue ;
les essais en conditions réelles,les essais de traction dans les sens travers courts (Essai en H, essai FARRAR,...),les essais de pliage (Essais Cranfield,...),les essais de résilience.
Etude de l'essai en HOn produit un effort d'arrachement sur la peau d'une éprouvette, par le retrait transversal d'une soudure multipasses en V, bridée dans un bâti en forme de cadre rectangulaire (Figure 18). Des mesures extensométriques sont effectuées sur une des pièces auxiliaires, pour évaluer les efforts globaux durant et après le soudage.
Qualité des assemblages soudés Claude PHILIP - ENSAM

28
Essai en HFIGURE 18
5.4.2.4 Fissuration au réchauffage
De nombreux essais existent, prenant en compte :les interactions complexes des déformations et des contraintes résiduelles (niveaux, répartition, triaxialité, relaxation),les transformations microstructurales induites par le traitement thermique,les facteurs de soudage.
Les essais sont classés de la façon suivante :essais sur assemblages soudés complets,essais sur éprouvettes comportant une soudure (essai de relaxation sur éprouvette à double implants),essais sur éprouvettes comportant une ZAT simulée.
Qualité des assemblages soudés Claude PHILIP - ENSAM

29
6 LEXIQUE
Arrachement lamellaire Lamellar cracking or tearingClasses de qualité Quality classesClasse de qualité de soudure Weld quality classContrôle Inspection, testingContrôle des soudures Welding inspectionContrôle magnétique Magnetic-particle inspectionContrôle non destructif Non destructive inspectionContrôle par ressuage Liquid-penetrant inspectionContrôle par ultrasons Ultrasonic inspectionContrôle radiographique Radiographic inspectionContrôle visuel Visual inspectionCritères d'acceptation Acceptance criteriaDéfauts de soudure Weld defectsEssai de dureté Hardness testEssai de pliage Bend testEssai de traction Tensile testEssai mécanique Mechanical testExamen métallographique Metallographic examinationFissuration à chaud Hot crackingFissuration à froid Cold crackingFissuration au réchauffage Reheat crackingMode opératoire de soudage Welding procedurePliage endroit Face bendPliage envers Root bendQualification d'un mode Qualification of welding opératoire de soudage procedureSoudabilité Weldability
Qualité des assemblages soudés Claude PHILIP - ENSAM

30
7 BIBLIOGRAPHIE
R. BAUS, W. CHAPEAUApplication du soudage aux constructionsEYROLLES
J. CORNUTraité de soudage automatique - Notions fondamentalesHERMES
H. GRANJONBases métallurgiques du soudagePublication de la Soudure AutogèneEYROLLES
MécanosoudageFabricationPublication du CETIM
Metals HandbookVolume 6Welding and brazing
NormesSoudage et techniques connexesNF EN 10002-1; NF A 89-200; NF A 89-201NF EN 10045-1; NF A 89-202NF A 03-157; NF A 89-203; NF A 89-204NF A 81-460
A. VALLINIJoints soudés - Contrôle, métallurgie, résistanceDunod
Qualité des assemblages soudés Claude PHILIP - ENSAM