PRÊT POUR LE FUTUR - helmut-fischer.com · PRÊT POUR LE FUTUR | De la manufacture à l'usine de...
20
LE MAGAZINE DES TECHNOLOGIES DE MESURE HELMUT FISCHER 01 | 2018 PRÊT POUR LE FUTUR : DE LA MANUFACTURE A L'USINE DE POINTE ÉGALEMENT DISPONIBLE AU FORMAT E-MAGAZINE: HELMUT-FISCHER.COM/ FSM
Transcript of PRÊT POUR LE FUTUR - helmut-fischer.com · PRÊT POUR LE FUTUR | De la manufacture à l'usine de...

LE MAGAZINE DES TECHNOLOGIES DE MESURE HELMUT FISCHER
01 | 2018
PRÊT POUR LE FUTUR : DE LA MANUFACTURE A L'USINE DE POINTE
ÉGALEMENT DISPONIBLE AU
FORMAT E-MAGAZINE:
HELMUT-FISCHER.COM/FSM

02 Fischerscope 01 | 201802
LES NOTIONS STATISTIQUES LES PLUS IMPOR-TANTES
ULTRASONS | Rendre visible ce qui est caché
CIRCUITS IMPRIMES | Des avancées notables
ST 200 | Revêtements en matériaux durs soumis au scratch-test
PRÊT POUR LE FUTUR | De la manufacture à l'usine de pointe
04NOUVEAUTÉS DANS LE MONDE DE LA MESURE
SOMMAIRE
AVANCÉES
TECHNOLOGIE
EN PRATIQUE DANS LES COULISSES
POINT INFO
RédactionPour toutes questions ou demandes, veuillez contacter Maria Kiel, Tél. : +49 (0) 7031 [email protected]
18
12
610
16
03Fischerscope 01 | 2018
CHÈRE LECTRICE, CHER LECTEUR,
Dr. Wolfgang BabelDirecteur général
EDITORIAL
En 1953, à l'âge de 22 ans seulement, Helmut Fischer fondait sa première entreprise à Stuttgart et devint ainsi un pionnier et un artisan des technolo-gies de mesure. C'est dans un petit atelier que sont fabriqués à la main des appareils de mesure extrêmement sensibles. 60 ans et de nombreux brevets plus tard, Fischer a posé de nombreux jalons dans le domaine de la mesure d'épaisseur de revêtements et de l'analyse de matériau. L'entreprise à quatre mains est devenue un acteur global comptant plus de 600 collaborateurs à travers le monde.
Le siège de Fischer se trouve aujourd'hui à Sindelfingen. En tant qu'orga-nisation certifiée ISO 9001: 2015, nous sommes attachés à notre structure orientée processus. Pour transformer une manufacture en usine de pointe, nous avons organisé notre production selon le principe du lean manage-ment. Nous sommes ainsi en mesure de répondre rapidement aux souhaits particuliers de nos clients. Venez jetez un coup d'œil dans nos coulisses en page 16.
Le but d'Helmut Fischer était et demeure d'apporter une valeur ajoutée du-rable à nos clients. C'est pourquoi les solutions Fischer sont systématique-ment le résultat d'une collaboration étroite de l'entreprise avec son client – collaboration multisectorielle et mondiale. Nos appareils spéciaux pour l'industrie électronique en sont un bon exemple. Notre article "En pratique" page 12 évoque la collaboration avec Graphic Plc.
Je vous souhaite une agréable lecture
04 Fischerscope 01 | 2018
NEWS
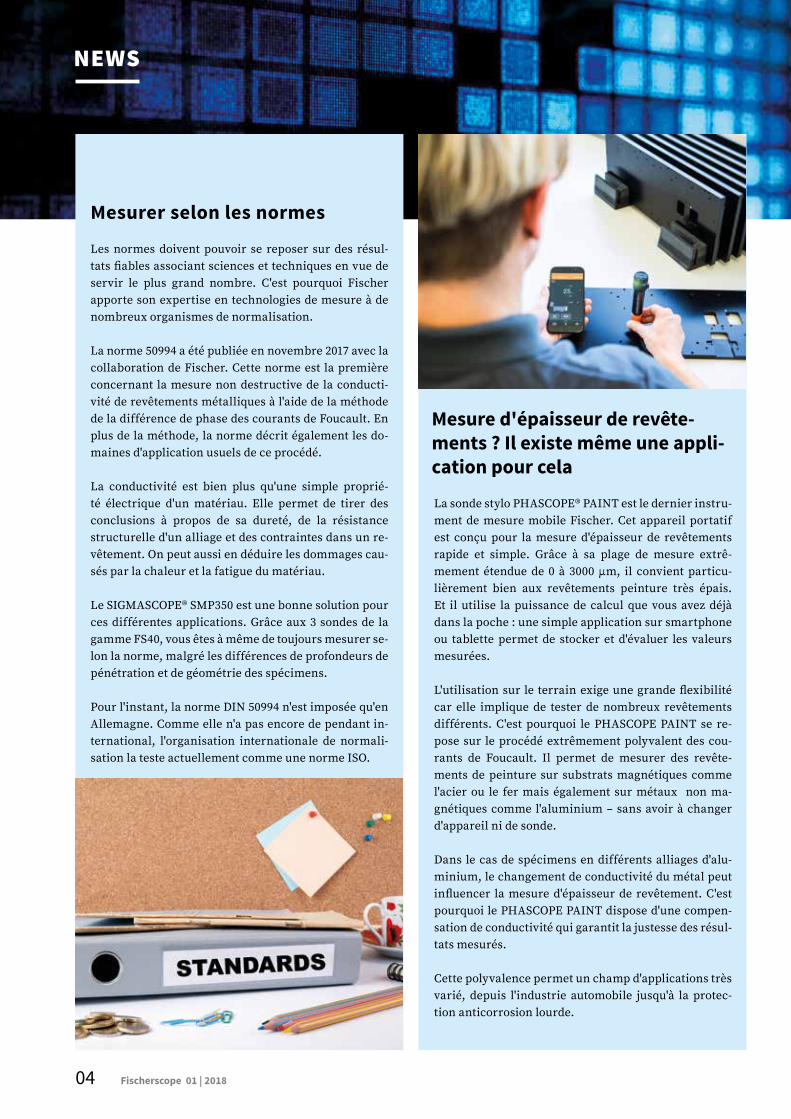
La sonde stylo PHASCOPE® PAINT est le dernier instru-ment de mesure mobile Fischer. Cet appareil portatif est conçu pour la mesure d'épaisseur de revêtements rapide et simple. Grâce à sa plage de mesure extrê-mement étendue de 0 à 3000 μm, il convient particu-lièrement bien aux revêtements peinture très épais. Et il utilise la puissance de calcul que vous avez déjà dans la poche : une simple application sur smartphone ou tablette permet de stocker et d'évaluer les valeurs mesurées.
L'utilisation sur le terrain exige une grande flexibilité car elle implique de tester de nombreux revêtements différents. C'est pourquoi le PHASCOPE PAINT se re-pose sur le procédé extrêmement polyvalent des cou-rants de Foucault. Il permet de mesurer des revête-ments de peinture sur substrats magnétiques comme l'acier ou le fer mais également sur métaux non ma-gnétiques comme l'aluminium – sans avoir à changer d'appareil ni de sonde.
Dans le cas de spécimens en différents alliages d'alu-minium, le changement de conductivité du métal peut influencer la mesure d'épaisseur de revêtement. C'est pourquoi le PHASCOPE PAINT dispose d'une compen-sation de conductivité qui garantit la justesse des résul-tats mesurés.
Cette polyvalence permet un champ d'applications très varié, depuis l'industrie automobile jusqu'à la protec-tion anticorrosion lourde.
Mesure d'épaisseur de revête-ments ? Il existe même une appli-cation pour cela
Mesurer selon les normes
Les normes doivent pouvoir se reposer sur des résul-tats fiables associant sciences et techniques en vue de servir le plus grand nombre. C'est pourquoi Fischer apporte son expertise en technologies de mesure à de nombreux organismes de normalisation.
La norme 50994 a été publiée en novembre 2017 avec la collaboration de Fischer. Cette norme est la première concernant la mesure non destructive de la conducti-vité de revêtements métalliques à l'aide de la méthode de la différence de phase des courants de Foucault. En plus de la méthode, la norme décrit également les do-maines d'application usuels de ce procédé.
La conductivité est bien plus qu'une simple proprié-té électrique d'un matériau. Elle permet de tirer des conclusions à propos de sa dureté, de la résistance structurelle d'un alliage et des contraintes dans un re-vêtement. On peut aussi en déduire les dommages cau-sés par la chaleur et la fatigue du matériau.
Le SIGMASCOPE® SMP350 est une bonne solution pour ces différentes applications. Grâce aux 3 sondes de la gamme FS40, vous êtes à même de toujours mesurer se-lon la norme, malgré les différences de profondeurs de pénétration et de géométrie des spécimens.
Pour l'instant, la norme DIN 50994 n'est imposée qu'en Allemagne. Comme elle n'a pas encore de pendant in-ternational, l'organisation internationale de normali-sation la teste actuellement comme une norme ISO.

05Fischerscope 01 | 2018
Ces dernières années, la méthode dynamique a com-plété de plus en plus souvent la nanoindentation clas-sique dans les essais des matériaux. De façon similaire à l'analyse mécanique dynamique (DMA), elle permet d'analyser les propriétés viscoélastiques des matériaux et de déterminer le module d'indentation en fonction de la profondeur.
Les nouvelles têtes de mesure HT pour les systèmes de nanoindentation de Fischer permettent de déterminer de façon rapide et simple des propriétés telles que le module élastique et les modules de mémoire et de dissi-pation. Alors que la DMA se concentre sur le test de ma-tériaux pleins, le mode dynamique de Fischer permet également la caractérisation de matériaux dans des dimensions bien plus petites, comme par exemple des revêtements de type laque automobile. Pour ce faire, un indenteur appuie à la surface avec un effort sinusoï-dal croissant et décroissant – à une amplitude de seule-ment quelques nanomètres.
Un autre domaine d'application du mode dynamique de Fischer réside dans la caractérisation de polymères à différentes températures. Pour ce faire, on peut équi-per les systèmes automatisés HM 500 et HM 2000 de la table chauffante SHS 200 qui, équipée de capteurs dans la table et directement sur le spécimen, permet de tou-jours garantir les bonnes conditions de mesure.
Mode dynamique – la nanoindentation polyvalente

06 Fischerscope 01 | 2018
TECHNOLOGIE
Les ultrasons rendent visible ce qui est caché
Les structures métalliques forment le squelet-te des villes modernes. Elles assurent la cohé-sion des immeubles et gratte-ciel. Des ponts en acier et béton raccordent les métropoles. Les conduites d'eau et oléoducs sont les artères de cet organisme géant : une défaillance, et c'est la panne d'alimentation.
Pour que ces „organes“ vitaux assurent leurs fonctions avec fiabilité pendant des décennies, il faut les contrôler régulièrement. Dans le do-maine médical comme dans celui de la protecti-on anticorrosion lourde, on utilise volontiers la même méthode discrète : le test par ultrasons.

08 Fischerscope 01 | 2018
TECHNOLOGIE
Une large gamme applicative… Les ultrasons sont des ondes acoustiques à des fréquences entre 20 kHz et 1 GHz. Ils se situent ainsi au-dessus de la pla-ge audible par l'homme. La première application technique des ultrasons date de plus d'un siècle : juste avant le naufrage du Titanic, on tentait de localiser les icebergs. De nos jours, la méthode par ultrasons a conquis des domaines très variés : de l'imagerie médicale aux tests de matériaux non intrusifs.
La propagation de l'onde dans un support dépend en premier lieu de la constitution de la matière : plus elle est rigide, plus l'impédance acoustique est élevée, et plus l'onde se propage rapidement. C'est pourquoi l'air et d'autres gaz transmettent bien moins bien l'onde que les matières solides comme par exemple l'acier.
C'est exactement sur ces différences que se base la mesure non intrusive d'épaisseur de parois avec les appareils de la gamme UMP de Fischer. L'impédance change lors de la tran-sition de matériaux, par exemple entre la paroi en acier d'une cuve et le fluide qu'elle contient. Cela a pour conséquence qu'une partie des ultrasons sont réfléchis à cette frontière – un écho se crée. L'UMP calcule l'épaisseur de la paroi sur la base de l'association du retard temporel entre le signal émis et l'écho à la vitesse de l'onde.
De nombreux autres facteurs viennent, en plus de l'impé-dance, influencer la propagation de l'onde. La températu-re joue, par exemple, un rôle important. Une différence de quelques degrés peut déjà biaiser le résultat de la mesure.
C'est pourquoi il convient d'étalonner l'appareil systémati-quement dans les conditions de mesure réelles.
… des ampoules …
Le test par ultrasons est extrêmement flexible : des mesures très précises sur du verre jusqu'à l'analyse de cuves en acier lourdement corrodées – des domaines d'application extrê-mement variés sont possibles. Pour prendre en compte des besoins polyvalents, la gamme UMP intègre deux types de sondes fondamentalement différentes : uni- ou bipolaires.
L'UMP 150 utilise des sondes unipolaires. Dans ce cas, l'élé-ment piezo qui initie l'impulsion d'ultrasons est aussi le récepteur. Cela permet une détermination très précise de l'épaisseur avec une résolution de 1 μm. La plupart du temps, ces appareils sont utilisés pour l'assurance qualité, la pro-duction ou l'entrée des marchandises. En production auto-mobile, il permet par exemple de tester des blocs moteurs aux ultrasons. Le chaussant est déterminant avec les alésa-ges de cylindres.
L'UMP 150 permet non seulement de tester les métaux, mais aussi quasiment toute autre matière solide transformée, même du plastique ou du verre. Pour les spécimens particu-lièrement fins, comme les ampoules par exemple, le signal et l'écho sont très proches l'un de l'autre. Cependant, la sonde a besoin d'un peu de temps après avoir émis le signal pour se "remettre" avant de pouvoir "écouter" l'écho. C'est pourquoi

09Fischerscope 01 | 2018
on utilise dans ces cas précis un dispositif de retardement. Ce dispositif allonge la distance entre l'élément piezo et le spécimen et diffère ainsi l'écho afin que la sonde soit en me-sure de le réceptionner.
… aux conteneurs maritimes
Pour mesurer avec précision, les sondes unipolaires néces-sitent des surfaces parallèles lisses. Avec une paroi arrière accidentée, les ondes acoustiques arrivant perpendiculai-rement sont dispersées dans toutes les directions : le signal est perturbé. Ce phénomène survient surtout avec les parois internes corrodées de cuves et tuyaux. Pour contrer ce pro-blème, Fischer propose un autre type de sondes pour la pro-tection anticorrosion : des sondes bipolaires.
Une sonde bipolaire est équipée de deux éléments piezo. L'émetteur et le récepteur sont inclinés l'un par rapport à l'autre et forment ainsi un angle par rapport à la surface testée. Grâce à l'inclinaison de l'émetteur, les ondes sont for-ment un faisceau tendanciel et se reflètent ainsi mieux vers le récepteur.
Ce type de sondes équipe les gammes 20 à 100 de l'UMP qui sont dédiées à une utilisation en protection anticorrosion. Elles permettent de déterminer l'épaisseur restante des pa-rois, même avec des surfaces fortement accidentées, rouil-lées et attaquées, et de garantir que les poutrelles en acier, ponts, cuves et oléoducs n'ont rien perdu de leur stabilité.
Toujours adapté
En plus de ces exemples applicatifs, la gamme UMP repré-sente la solution idéale pour de nombreuses autres applica-tions et pour tous les budgets. Le plus petit appareil disponi-ble sur le marché avec la totalité des fonctionnalités séduit par sa simplicité d'utilisation exceptionnelle. Un guidage par menu intuitif et des signaux de défaut permettent à un per-sonnel non formé d'obtenir les bons résultats de mesure en toute simplicité. Si vos besoins en mesure évoluent avec le temps, vous pouvez très simplement mettre les appareils à jour. Vous pouvez activer de nombreuses options logicielles et modes de mesure directement à l'aide du clavier de l'ap-pareil. Ainsi, les appareils de mesure UMP de Fischer off-rent toutes les fonctionnalités d'une mesure d'épaisseur de revêtements professionnelle et performante dans un boîtier compact et convivial.
Sonde
Revê
tem
ent
Paro
i
Mesure écho-écho
Signal d'origine
1. Echo 2. Echo
Flui
de
// //
Mesure écho - échoCertaines applications, comme par exemple les structures ou les cuves en acier peint, nécessitent la détermination de l'épaisseur d'une paroi métallique tout en ignorant le revête-ment peinture. La vitesse de l'onde est bien inférieure dans la peinture que dans l'acier. Cela implique qu'un revêtement, même relativement fin, peut fortement altérer le résultat de la mesure.
Pour ne mesurer que l'épaisseur du métal et ignorer la pein-ture, les appareils de la gamme UMP sont équipés d'un mode écho-écho. Comme pour la mesure d'épaisseur classique, la sonde émet une impulsion d'ultrasons qui est réfléchie, mais plusieurs fois. Le premier écho se crée à la transition entre la peinture et le métal. Le second écho trouve ensuite son origine à la limite entre la paroi du métal et le milieu qui se trouve derrière. En mode écho-écho, l'UMP enregistre les deux réflexions, et peut ainsi déduire l'épaisseur du revête-ment à partir de l'épaisseur totale.
Le balayage A indique tous les retours d'échos. Le choix des temps morts (vides) permet de filtrer les échos pertinents

AVANCÉES
10 Fischerscope 01 | 2018
Rayures, fissures, écaillesRevêtements en matériaux durs soumis au scratch-test
[A]cheter bon marché n'est pas toujours synonyme d'économies : cet adage s'applique particulièrement aux ou-tils. La pointe d'un foret bon marché peut être entièrement usée après seulement quelques perçages. Pour éviter cela, les outils de coupe professionnels de haute qualité sont équipés de revêtements en carbure. Le test de ce type de re-vêtements est un cas d'école pour le scratch-testeur.
Le fait que le revêtement fonctionnel d'un foret ait une longue durée de vie ou que la dorure d'une montre continue à briller après de longues années dépend des propriétés adhésives et cohésives du revêtement. Lorsqu'un vernissage s'use, le pro-blème peut parfois résider dans le matériau du revêtement. De nombreuses fissures et dommages apparaissent souvent à la limite entre le revêtement et le matériau substrat.
Le scratch-test est une méthode mondialement reconnue permettant de simuler en laboratoire les contraintes aux-quelles est soumis un revêtement au cours de son utilisation quotidienne. Pour ce faire, on tire un indenteur diamant à pointe arrondie (Rockwell) à vitesse constante sur le spéci-men. Les rayures apparaissant à la surface sont une indica-tion du comportement qu'aura le revêtement au quotidien.
Test de différents matériaux
Le FISCHERSCOPE® ST200 est le premier système de scratch-test de Fischer. L'appareil intègre plusieurs modes de mesu-re. Il permet notamment de maintenir constant l'effort de test exercé par l'indenteur sur la surface, ou de l'augmenter.
On utilise généralement le scratch-test à effort constant pour déterminer la résistance aux rayures ou aux éraflures. Cependant, on utilise bien plus souvent le mode progressif. Il permet d'augmenter l'effort exercé à la surface soit par pas soit de façon linéaire.
L'indenteur commence par se déplacer sur le revêtement avec une charge très faible. L'effort augmentant, il pénètre de plus en plus dans le revêtement. La sollicitation du maté-riau augmente avec la profondeur de pénétration, jusqu'à sa défaillance à partir d'un effort donné – la charge LC critique : des fissures se forment et le revêtement s'effrite.
Il convient de choisir judicieusement l'effort d'essai pour que le test soit significatif. Avec des efforts trop faibles, on sollicite à peine le revêtement ; en cas d'efforts trop éle-vés, l'indenteur pénètre dans le substrat et risque ainsi l'endommagement.
Les revêtements en métaux durs, comme par exemple le nitrure de titane ou le DLC (carbone amorphe), nécessitent souvent des efforts de test supérieurs à 30 –50 N afin de dé-clencher des effritements de grande superficie. Des matéri-aux plus mous comme la peinture exigent en revanche des efforts de test plus faibles car le revêtement lâche souvent bien plus tôt.
Pour être en mesure de gérer différents revêtements, le ST 200 offre une large gamme d'efforts de test entre 0,1 et 200 N. Il convient donc parfaitement aux mesures de revêtements
11Fischerscope 01 | 2018
en matériaux durs, mais permet également de tester des re-vêtements peinture plus épais.
Evaluation : un œil averti est nécessaire
Le scratch-test est un procédé comparatif qui repose systé-matiquement sur des mesures de référence. Son évaluation est tout d'abord optique. L'expérimentateur constate grâce au microscope haute résolution à partir de quel effort les premières fissures sont apparues ou quand le revêtement s'est complètement écaillé.
En complément de l'évaluation microscopique, le ST 200 peut également acquérir les émissions acoustiques (c'est à dire le grésillement) et l'effort tangentiel (c'est à dire la résistance) que le matériau exerce sur l'indenteur. Le raclage a-t-il fait plus de bruit ? Ou le diamant avance-t-il soudain plus fort à travers le revêtement ? Ces deux signes sont une indication de la défaillance du matériau.
L'interface utilisateur intuitive du logiciel WinSCU® rassem-ble les trois paramètres en une seule évaluation : l'enregis-trement microscopique, le signal acoustique et la modifica-tion de l'effort tangentiel. Quelques clics de souris suffisent ensuite à définir la charge critique.
D'autres testeurs de fissures prévus
Le ST 200 complète la gamme à destination de l'industrie des machines-outils. En l'associant aux systèmes de nano-indentation et à l'appareil à fluorescence de rayons X XDAL, Fischer propose une solution complète pour l'assurance qua-lité de tous les revêtements TiN et DLC.
Nous prévoyons un autre système de scratch-test pour la me-sure de matériaux mous comme les polymères et les plasti-ques. Le FISCHERSCOPE ST 30 sera présenté mi 2018.
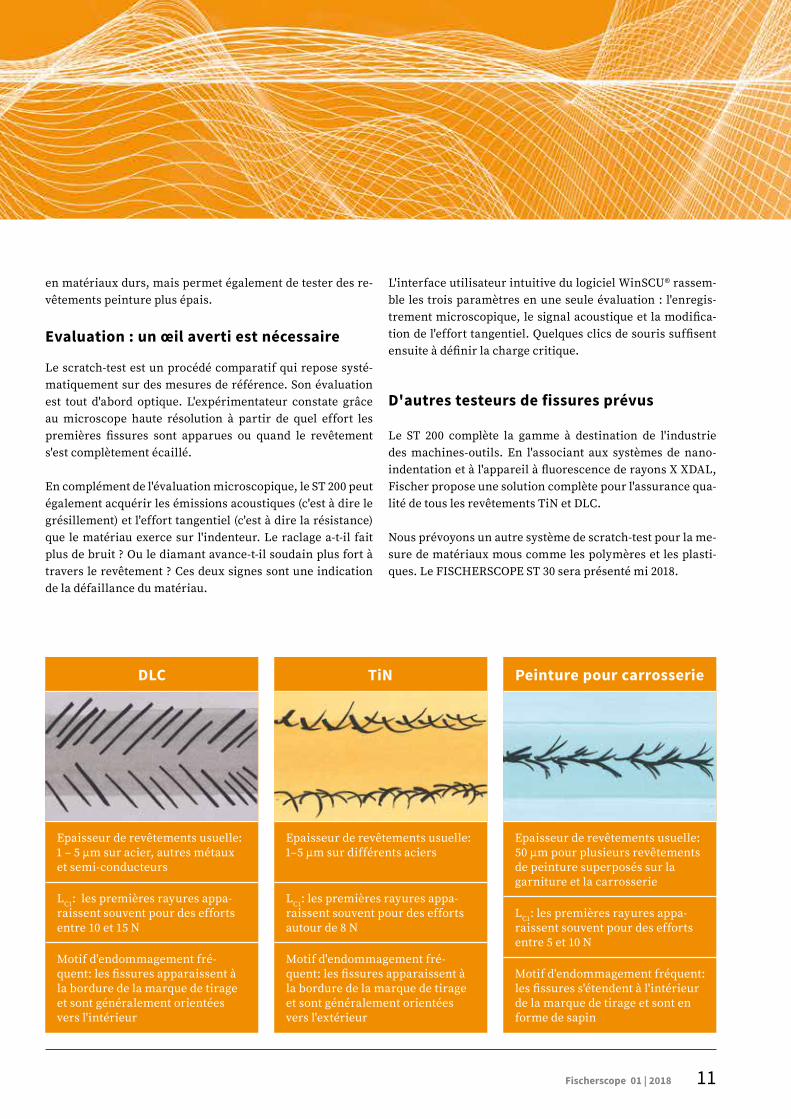
DLC
Epaisseur de revêtements usuelle: 1 – 5 μm sur acier, autres métaux et semi-conducteurs
LC1: les premières rayures appa-raissent souvent pour des efforts entre 10 et 15 N
Motif d'endommagement fré-quent: les fissures apparaissent à la bordure de la marque de tirage et sont généralement orientées vers l'intérieur
TiN
Epaisseur de revêtements usuelle: 1–5 μm sur différents aciers
LC1: les premières rayures appa-raissent souvent pour des efforts autour de 8 N
Motif d'endommagement fré-quent: les fissures apparaissent à la bordure de la marque de tirage et sont généralement orientées vers l'extérieur
Peinture pour carrosserie
Epaisseur de revêtements usuelle: 50 μm pour plusieurs revêtements de peinture superposés sur la garniture et la carrosserie
LC1: les premières rayures appa-raissent souvent pour des efforts entre 5 et 10 N
Motif d'endommagement fréquent: les fissures s'étendent à l'intérieur de la marque de tirage et sont en forme de sapin

12 Fischerscope 01|2017
EN PRATIQUE
[ D ]es ordinateurs possédant plus de pu-issance de calcul que ceux utilisés lors de la mission sur la lune – autrefois de la taille d'une pièce entière - se sont réduits au format poche que nous appelons aujourd'hui smartphones. L'histoire de la miniaturisation est presque aus-si vieille que l'électronique elle-même. Les cir-cuits imprimés toujours plus compacts ne sont pas pour rien dans ces avancées. Un des plus anciens fabricants de circuits im-primés encore actif aujourd'hui est le grou-pe Graphic. L'entreprise a été fondée par Rex Rozario, un protégé de Paul Eisler, l'inventeur des circuits imprimés. Au cours des 50 der-nières années, Graphic a donc été un acteur du développement de cette industrie et a suivi son évolution des premiers circuits imprimés simple face jusqu'à la dernière technologie de pointe High-Density-Interconnect, les PCBs si compacts.
Les PCBs multi-couches du Devon au sud de l'Angleterre commandent aujourd'hui des cen-trales électriques, sauvent des vies dans les ap-pareils médicaux et relient, grâce aux satellites, des millions de personnes à travers le monde.
Graphic s'est forgé une réputation grâce à des PCBs clé – ses clients comptent parmi les uti-lisateurs finaux prédominants. Une industrie particulièrement à l'affût de systèmes élector-niques fiables est l'aéronautique. C'est pour-quoi Graphic est fournisseur de quelques gros avionneurs.
Dans le ciel, une panne électronique peut coûter la vie à de nombreuses personnes. Les circuits imprimés de pointe nécessitent donc des révê-tements de pointe. A cet effet, Graphic se fie au procédé ENIG (nickelage chimique immersion or - Electroless Nickel Immersion Gold). La pis-te en cuivre est revêtue d'un revêtement d'une épaisseur de 3–6 μm par nickelage chimique. Ce dernier est recouvert de 50–100 nm d'or dans un procédé par immersion. Les PCBs revêtus de cette façon possèdent d'excellentes proprié-tés conductrices et se conservent bien jusqu'au montage des composants.
On obtient les meilleurs résultats en ajoutant un revêtement palladium intermédiaire entre le nickel et l'or : ENEPIG. Cette finition avancée convient parfaitement aux câblages par fil en or et en aluminium.
Circuits imprimés - des avancées notables

14 Fischerscope 01 | 2018
Au tournant de l'assurance qualité Pour obtenir des connexions soudées fiables et les meilleu-res propriétés de stockage possibles, les épaisseurs de revê-tements des différents matériaux doivent être cohérentes. Graphic est un fabricant reconnu de circuits imprimés clé. Les attentes qualitatives sont extrêmement élevées dans ce domaine. „Fischer nous fournit des technologies de mesure ayant la précision requise pour nous permettre de garantir la qualité supérieure de nos produits“, indique Paul Comer, Directeur technique de Graphic.
Graphic apprécie également la fiabilité des instruments Fischer. La maison mère du Devon exploite un système XDL® depuis déjà 20 ans. L'appareil aurait pu, grâce à une bonne maintenance, continuer à rendre de bons services en assu-rance qualité. Mais les normes ont évolué.
Les clients exigeants des industries aéronautique et as-tronautique ne comptent pas seulement sur la fiabilité des PCBs. Les circuits imprimés doivent aussi être homogènes. Pour que chaque étape de transformation ultérieure se pas-se sans à-coup, les composants doivent être aussi uniformes que possible. C'est pourquoi, depuis 2017, la nouvelle norme IPC 4552 réglemente très strictement le procédé ENIG : le re-vêtement or doit présenter une épaisseur n'excédant pas la plage de 40 à 100 nm.
De telles contraintes laissent entrevoir l'importance d'avoir des technologies de mesure de pointe.
Chez Fischer, la relation client ne finit par avec la vente de l'appareil – c'est là qu'elle débute.
Pour s'assurer que les seuils de 40 et 100 nm définis par la nor-me sont respectés dans tous les cas, le procédé de revêtement est soumis à des limites encore plus strictes, 55 et 85 nm par exemple. La taille de cette „distance de sécurité“ dépend de la cohérence du procédé de revêtement. Plus l'épaisseur du revê-tement se disperse, plus elle doit être importante pour respec-ter en tous points les exigences de la norme. Généralement, on choisit une distance de 3 écarts types.
L'écart type mesuré ne dépend cependant pas que du procédé de revêtement lui-même : les technologies de mesure y jouent également un rôle. Lorsqu'un appareil n'est pas suffisamment répétable, l'écart type apparaîtra élevé malgré un processus de revêtement très cohérent.
C'est pour cette raison que la nouvelle norme demande de surveiller la qualité des circuits imprimés avec des ap-pareils à fluorescence de rayons X équipés de détecteur
Paul Comer, Directeur technique chez Graphic
EN PRATIQUE

15Fischerscope 01 | 2018
En plus des appareils X-Ray, Fischer propose d'autres instruments spéciaux pour l'industrie des circuits imprimés. Les différentes couches des PCBs mul-ti-couches sont reliées par un trou métallisé débou-chant. Pour en vérifier le revêtement, Graphic utilise le PHASCOPE®
semi-conducteurs comme le détecteur à dérive silicium (SDD). La précision des tubes compteurs proportionnels utilisés par le passé ne suffit plus à contrôler le procédé de revêtement.
Taillé sur mesure pour la branche
Dans l'optique de l'actualisation de la norme, Fischer a déve-loppé le nouvel appareil à fluorescence de rayons X XDAL® 237 SDD et l'a dévoilé fin 2016. La version SDD de cet inst-rument reconnu permet une manipulation confortable et rapide des gros circuits imprimés flexibles ; elle permet éga-lement d'analyser des revêtements d'une épaisseur de seule-ment 100 nm.
Graphic a mis en service un des premiers appareils de la nouvelle gamme en décembre 2016. Avant la livraison, nous avons préréglé et personnalisé l'appareil. Comme Fischer connaissait les produits et applications Graphic depuis long-temps, l'appareil leur allait comme un gant. „L'instrument sur mesure correspond parfaitement à notre processus d'as-surance qualité et nous aide à optimiser nos produits“, expli-que Paul Comer.
La collaboration étroite de Graphic et Fischer a continué même après l'installation. Paul Cave, Ingénieur applicatif senior chez Fischer, soutient Graphic dans la mise en œuvre de leurs applications. Le but commun est de conserver la ca-dence malgré l'évolution des besoins.
16 Fischerscope 01 | 2018
ont eu l'occasion de réaménager tables et étagères selon la règle des 5S afin qu'elles offrent de meilleurs conditions de travail.
8 mois Que ce soit pour les appareils à fluorescence de rayons X, à nanoindentation ou à induction électromagnétique, toutes les lignes de production avaient un potentiel d'amélioration. Un des premiers projets lancés par Fischer a été la fabrica-tion des supports de sondes.
Le support est l'emplacement auquel le cœur électronique de la sonde et sa pointe mécanique s'assemblent. La pointe en permenorm et carbure est façonnée grâce à plus de 20 opéra-tions successives afin d'obtenir les meilleurs résultats.
Ces différentes opérations avaient lieu autrefois dans des ateliers séparés : recuit à l'atelier de trempe, lavage à la laverie ; le meulage était externalisé. Cela entraînait de longues distances à parcourir et de nombreuses transitions de responsabilité. Certains services ne savaient pas ce qui se jouait réellement à la prochaine étape. Les différentes stations traitaient aussi d'autres comman-des. Conséquence : des temps d'attente à chaque étape,
[N] ous avons toujours fait comme ça. Vous avez peut-être déjà eu l'occasion de lever les yeux au ciel en entendant cette phrase. Ne négligeons pas les traditions. Mais dans un monde en pleine mutation, il peut devenir problématique de ne pas remettre en question l'existant. C'est la raison pour laquelle Fischer transforme son outil de production et s'équipe pour les prochaines décennies.
Les chiffres sont réjouissants, la tendance est à la croissan-ce – et la production chez Fischer suit cette croissance. C'est pourquoi, l'année écoulée a été celle de la transformation.
Etant une manufacture classique, Fischer produisait les inst-rument selon le principe du Push. Les appareils étaient produ-its pour alimenter un stock, puis vendus par la suite. Résultat : des délais de livraison fluctuants et un stock important. Depuis 2017, nous appliquons le principe du Pull : les appa-reils et composants sont fabriqués sur commande. Un systè-me Kanban permet de gérer le flux de matières. Si des pièces viennent à manquer quelque part, des conteneurs vides sont envoyés au poste en amont afin de déclencher la livraison. Et pour que le travail soit plus fluide, les postes de travail ont également été optimisés. Au cours d'un atelier, les employés
DANS LES COULISSES
De la manufacture à l'usine de pointe Fischer se prépare au futur

17Fischerscope 01 | 2018
parfois quelques jour, parfois une semaine. Au total, plus de 100 jours de période d'attente en chaîne. Il fallait souvent 250 jours, soit plus de 8 mois, pour finir effectivement un support.
20 jours Il fallait tout simplement que cela aille plus vite ! C'est pour-quoi Fischer a décidé de changer les choses, et a établi une fabrication par cellule. Toutes les opérations hors norme ont été réunies dans une seule pièce et sous la direction d'Andre-as Rauthe.
Ce faisant, le risque était que certaines opérations interfèrent les unes avec les autres. Par exemple, le four de recuit et la la-veuse génèrent beaucoup de chaleur et de vapeur ce qui rend une opération délicate comme la soudure quasiment impos-sible à proximité directe. Pourtant, une installation de ven-tilation correctement dimensionnée a permis de garantir un environnement de travail adéquat.
Les fournisseurs externes jouent également un rôle import-ant dans le déroulement temporel. Nous avons donc établi avec eux un échéancier de livraison fixe. Plutôt que de procé-der en fonction des besoins, Fischer envoie maintenant des petits lots à intervalles régulier ; ceux-ci reviennent au bout d'une semaine – six fois plus vite qu'avant. Cela sécurise le planning pour tous. Le retour sur investissement dans la transformation se fait déjà sentir : il n'y a plus de période d'attente en chaîne et des responsables ont la vue d'ensemble. A ce jour, 6 mois après le lancement du projet, une pointe de sonde sort au bout de seulement 20 jours – une amélioration d'à peu près 90 %.
15 projets Jusqu'ici, Fischer a mené 15 projets d'optimisation dans
différents services : en fabrication, en administration des ventes et en logistique – de nombreux autres projets sont prévus pour l'année à venir. Le but visé est d'optimiser l'en-semble de la chaîne de valeur ajoutée selon les méthodes du lean management.
Pour l'atteindre, une des étapes importantes consiste à élar-gir le système Kanban à l'ensemble de la production et à transformer l'approvisionnement des matières premières selon le principe Just-in-Sequence. Nous sommes ainsi en mesure de répondre rapidement aux souhaits particuliers de nos clients. Un plan cadencé fonctionne correctement lorsque chacun agit de concert. C'est pourquoi Fischer atta-che beaucoup d'importance à la formation de ses employés. Des ateliers permettent de retravailler ensemble les pro-cessus optimaux et de former chacun aux principes du lean management.
La production à flux tendus ne commence cependant pas avec le montage, mais dès l'ébauche du développement pro-duit. Fischer se concentre donc dès le développement d'un appareil sur la facilité de construction et de maintenance.
REGLE DES 5S
La règle des 5S est un instrument du lean management permettant de concevoir des postes de travail de façon sécurisée et structurée
Seiri: supprimer l'inutile (supprimer tout ce qui n'est pas directement nécessaire)
Seiton: situer les choses (chaque chose se trouve à un emplacement défini et identifié)
Seiso: (faire) scintiller (dépoussiérer, découvrir toutes les anomalies)
Seiketsu: standardiser les règles et utiliser des éti-quetages cohérents
Shitsuke: suivre et progresser (recherche de la discipline et de l'amélioration continue) (Kaizen)
S'affranchir des anciens schémas et repenser entière-ment la production – un vrai travail d'équipe.
Andreas Rauthe, Responsable fabrication chez Fischer
18 Fischerscope 01|2017
POINT INFO
[Q]ue l'on mesure l'épaisseur de revêtements, la con-ductivité ou la composition d'un matériau : il y aura toujours des fluctuations. C'est pourquoi une seule valeur mesurée ne peut représenter à elle seule la réalité. Plusieurs mesures ainsi qu'une analyse statistique sont nécessaires. Les appa-reils Fischer simplifient cette analyse, et un logiciel perfor-mant prend l'évaluation en charge. Voici les grandeurs sta-tistiques les plus importantes.
[ Moyenne ] La moyenne x est la valeur moyenne des diffé-rentes valeurs mesurées. La façon la plus simple de calculer une moyenne est d'additionner toutes les valeurs et de divi-ser cette somme par le nombre de valeurs. Il s'agit ici d'une moyenne arithmétique. Il y a aussi d'autres façons de calcu-ler une moyenne, mais elles sont rarement utilisées.
[ Etendue ] L'étendue R indique la distance entre la valeur mesurée la plus faible et la valeur mesurée la plus élevée. Pour calculer l'étendue, on soustraie simplement la valeur mesurée la plus faible de la valeur mesurée la plus élevée. Les valeurs aberrantes peuvent fortement biaiser l'étendue ; cette dernière n'a donc de sens qu'en présence de peu de valeurs mesurées. L'écart type est plus significatif avec de grosses quantités de données.
[ Ecart type ] L'écart type σ indique dans quelle proportion les valeurs mesurées se dispersent autour de la moyenne. Un écart type élevé indique que les valeurs mesurées se diffé-rencient fortement les unes des autres. L'écart type est faible lorsque les valeurs se situent toutes à proximité de la moyen-ne. La conformité de la moyenne et de l'écart type à la réalité dépend entre autres du nombre de valeurs mesurées : plus il y a de valeurs mesurées, plus ces grandeurs sont significatives.
Les notions statistiques les plus importantes
[ Coefficient de variation ] La valeur de l'écart type ne dépend pas seulement de la dispersion des valeurs mesurées, mais également de l'ordre de grandeur des valeurs – une moyenne plus élevée entraîne bien logiquement un écart type plus éle-vé. Pour contrer ce problème, on indique souvent l'écart type relatif – le coefficient de variation V en pourcentage. Pour ce faire, on divise l'écart type par la moyenne arithmétique. Comme pour l'écart type, une valeur élevée indique une forte dispersion des valeurs mesurées.
On mesure un revêtement fin et un revêtement épais. La couche de peinture fine n'est pas régulière et présente un écart type d'environ 1 μm pour une épaisseur moyenne de 10 μm. Cela correspond à un coefficient de variation de 10 %. Le revêtement plus épais est plus uniforme et présente aussi un écart type de 1 μm pour une épaisseur de 100 μm. Dans ce cas, le coefficient de variation est 1 %. Dans cet exemple, le coefficient de variation souligne bien mieux la différence de qualité de revêtement que l'écart type.
Deux séries de mesures donnent les valeurs [1 ; 2 ; 3] et [1,5 ; 2 ; 2,5]. Dans les deux cas, la moyenne est 2. L'écart type est cependant différent : dans le premier cas, il est de 1, dans le second de 0,5. L'écart type permet donc d'iden-tifier que les valeurs mesurées sont plus proches de la moyenne dans le second cas.
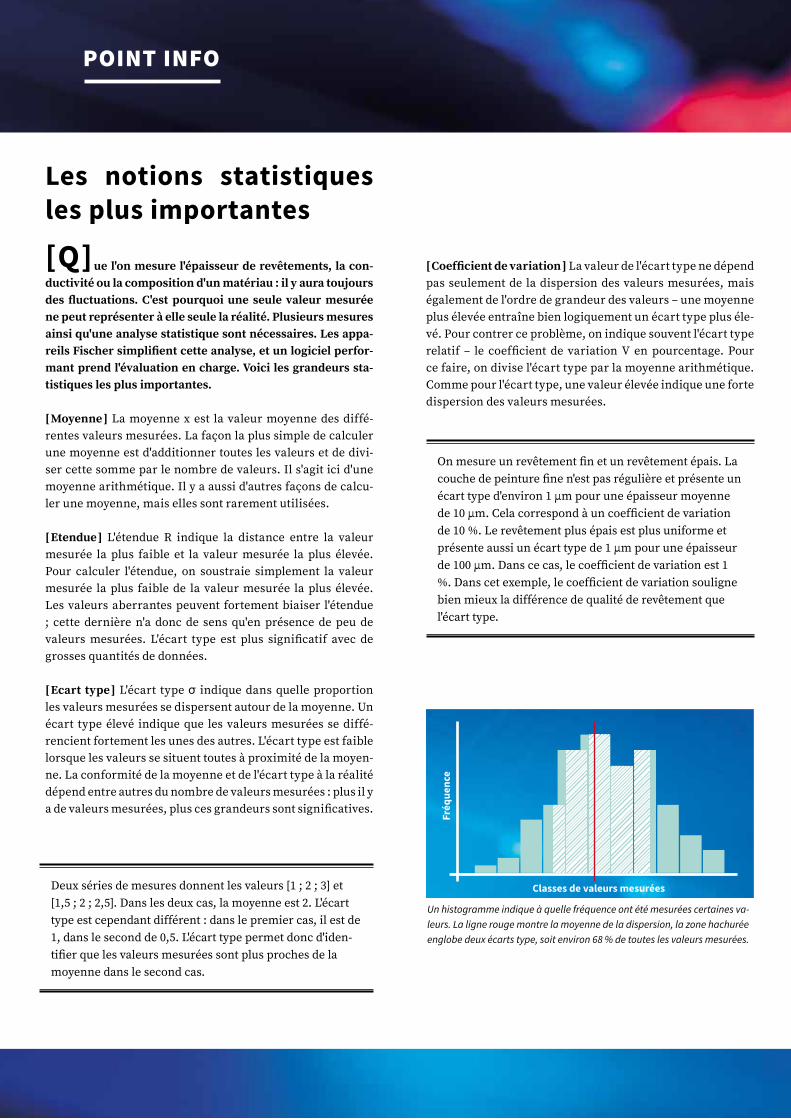
Un histogramme indique à quelle fréquence ont été mesurées certaines va-leurs. La ligne rouge montre la moyenne de la dispersion, la zone hachurée englobe deux écarts type, soit environ 68 % de toutes les valeurs mesurées.
Classes de valeurs mesurées
Fréq
uenc
e
19Fischerscope 01|2017
Salons
ÉVÉNEMENTS
24 – 27 avril 2018Control, Stuttgart Salon international pour l'assurance qualité, la mesure d'épaisseurde revêtements, l'analyse de matériaux et la nanoindentationwww.control-messe.de/en
5 – 7 décembre 2018Metal Japan, TokyoSalon des matériaux métalliques hautement fonctionnels, des équipements de traitement et d'analyse www.metal-japan.jp/en/Home/
4 – 6 décembre 2018SF China, GuangzhouSalon professionnel de la finitionwww.sfchina.net/
12 aout 2018IIJS, MumbaiSalon international de bijouteriewww.iijs.org/
6 – 8 novembre 2018FABTECH, Atlanta, GASalon du formage, de la fabrication, de la soudure et de la finition métalliqueswww.iijs.org/
Japon6 – 8 juin 2018JPCA, TokyoSalon des solutions totales pour les équipements électroniqueswww.jpcashow.com/show2018/en/
Chine20 – 22 mars 2018CPCA Show, ShanghaiSalon international des circuits impriméswww.cpcashow.com/en/
Inde8 – 10 mars 2018Paint India, MumbaiSalon global des industries des peintures, revêtements, encres, produits chimiques de construction et des colles et masticswww.paintindia.in/
USA4 – 6 juin 2018SUR / FIN, Cleveland, OHSalon dédié spécifiquement aux technologies de surface http://www.nasfsurfin.com/
Allemagne 17h – 20 avril 2018PaintExpo, KarlsruheSalon international pour les technologies de peinture industriellewww.paintexpo.de/en

Global SalesGlobal ApplicationGlobal Service
www.helmut-fischer.com
Helmut Fischer GmbH Institut für Elektronik und Messtechnik Industriestraße 21 71069 SindelfingenGermany
Global SalesGlobal ApplicationGlobal Service
Headquarters:Helmut Fischer GmbH Institut für Elektronik und Messtechnik Industriestraße 21 71069 SindelfingenGermany
helmut-fischer.com
993
-052
0
1/18