polycopie_boukebbab_BM

of 42
-
Upload
zakaria-bettioui -
Category
Documents
-
view
344 -
download
0
Transcript of polycopie_boukebbab_BM
REPUBLIQUE ALGERIENNE DEMOCRATIQUE ET POPULAIRE MINISTERE DE LENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE SCIENTIFIQUE UNIVERSITE MENTOURI CONSTANTINE FACULTE DES SCIENCES DE LINGENIEUR DEPARTEMENT DE GENIE MECANIQUE
Ralis par : Dr Salim BOUKEBBAB
PRFACE
Ce cours est bas sur le programme denseignement en vigueur destin aux tudiants de cinquime anne ingnieur option construction mcanique. Le plan gnral de ces chapitres, leur division en leons permet graduellement ltudiant de passer des rudiments la connaissance des plus rcentes techniques de fabrication. Les illustrations abondantes, compltes par des figures offrent une meilleure assimilation nos lves ingnieurs. Cela na pu tre concrtis quaprs cinq annes denseignement du module aux lves de 5me anne Ingnieur option Construction Mcanique. Quils trouvent ici toute ma gratitude.
Dr S. BOUKEBBAB
TABLE DES MATIERES
CHAPITRE I : Organisation du processus dindustrialisation I.1. Introduction I.2 Analyse du processus lmentaire dindustrialisation. I.3. Notion sur lorganisation du travail I.3.1 Comment rsoudre un problme dorganisation de travail.
01 01 01 03 03 03 04 04 04 04 04 05 06 06 06 06 07
I.4. Les exigences lis la conception des systmes mcaniques...I.5 Etablissement dun cahier des charges (principe et dmarche).. I.5.1 Recherche prliminaire... I.5.2 Le calcul. I.5.3 La conception. I.5. 4 Le Dossier Technique I.6 Le prix forfaitaire dune tude I.6.1 Fonction conception I.6.2 Fonction gestion de production... I.6.3 Fonction Mthodes. I.6.4 Fonction Production (Fabrication).. I.7 Rfrences bibliographique du chapitre I
CHAPITRE II : Les mises en position 09 II.1 Introduction aux mises en position II.2 Les degrs de libert dun solide dans lespace. II.3 Isostatisme et lhyperstatisme II.4 La mise en position gomtrique... II.5 La mise en position technologique. II.5.1 Symbolisation II.5.2 Exemples dillustrations II.6 Matriels de maintien en position. II.6.1 Type de serrage. II.6.2 Les modes de serrage. II.6.2.1 Serrage sur mandrin de centrage expansible..... II.6.2.2 Serrage sur bague expansible.... II.7 Rfrences bibliographiques du chapitre II... 09 10 10 12 14 14 15 18 18 19 19 19 20
CHAPITRE III : Chronologie des oprations dusinage.. 22 III.1 Rappel et Gnralits III.2 Les paramtres de coupe.. III.3 Temps de fabrication .. III.3.1 Temps manuels Tm. III.3.2 Temps technico-manuels Ttm III.3.3 Temps masqu Tz 22 22 23 23 23 23
III.3.4 Temps srie Ts. III.3.5 Temps technologique Tt... II.4. Formulation Mathmatique des paramtres de coupe . II.4.1. Loi de Taylor III.4.2. Loi du Commandant Denis ou "loi du dbit constant" ... III.5 Ordonnancement des oprations dusinage.. III.5.1 La gamme gnrale.. III.5.2 Fiche suiveuse.. III.5.3 Le bon dexcution travail III.6 Dfinition de quelques termes.. III.7 Les contraintes dusinage. III.7.1 Contraintes technologiques.. III.7.2 Contraintes gomtriques et dimensionnelles.. III.7.3 Contraintes conomiques.. III.8 Rfrences bibliographiques du chapitre II.....
23 23 24 24 26 28 28 28 29 30 30 31 31 32 33
REFERENCES BIBLIOGRAPHIQUES .. 35
Organisation du processus dindustrialisation
Chapitre I : Organisation du processus dindustrialisation
I.1. Introduction Dans un monde en perptuelle volution, les industries de la mcanique doivent sadapter aux contraintes de la mondialisation qui entranent une concurrence accrue. Les critres de choix du client sont la qualit, le prix et la disponibilit du produit (figure 1). Si les prix et la disponibilit sont des critres chiffrables et ne prtent pas de confusion, la qualit reste dans notre socit, autant pour le consommateur que pour le fabricant, une notion trs vague et complexe.Qualit du produit
Dlai de mise disposition
Prix de revient
Figure 1 : Triangle de qualit
Louverture des frontires aux produits et service, impose par lconomie de march, fait que le champ de comptition entre les entreprises ne va plus se limiter une rgion ou a un pays, mais stendra lchelle mondiale [1]. La plus grosse part du march reviendra incontestablement lentreprise qui saura le mieux satisfaire les exigences du client sur les caractristiques techniques et le prix du produit propos. I.2 Analyse du processus lmentaire dindustrialisation Pour chaque fonction intervenant dans le processus lmentaire dindustrialisation, nous allons tudier ses interfaces et le trajet du flux fonctionnel dans sa structure en essayant de lister les outils utiliss pour le canaliser [2]. La conception ralise par le Bureau dEtudes traduite sur des dessins densembles et de dfinitions est transmise au Bureau des Mthodes pour analyse et faisabilit. Ce dernier va crer un modle de dfinition gomtrique, pour choisir ses propres surfaces de rfrences, reprer les surfaces usiner et dfinir les cotes de fabrication (CBM) ainsi que leurs intervalles de tolrance pour respecter les conditions du Bureau dEtudes (Figure 2).
Surface rfrence Condition Surface usine Bureau Intervalle de tolrance Mthode caractristiques: Rfrentiel usinage Surfaces brutes: Mthodes de transfert -Vectorielle -Dl -....
Surface relle rfrence Surface relle dfauts Procd -gomtrique -macro-gomtrique -micro-gomtrique -contraintes de surface -.... Condition de coupe lubrification outils
Surfaces usines
Figure 2: Fonction production
La fonction mtrologie (Figure 3) a pour rle principal : la caractrisation des surfaces relles afin de rguler la production. Le mtrologue est alors amen associer (avec optimisation) chaque ensemble de points une surface modle qui permet de chiffrer les carts entre les cotes spcifies et les dimensions relles [3].
1
Chapitre I : Organisation du processus dindustrialisation
Il en rsulte forcment un recouvrement flou de la ralit. Cependant, des recherches sont menes pour rsoudre le problme dincertitude sur les rsultats mtrologiques. En proposant de nouveaux algorithmes bass sur les mthodes doptimisation sous contraintes et non plus sur la construction dlments gomtriques [2].
Surface rfrence ass Surface spcif. ass. carts
Surface associe
Surface rfrence chantillonne Surface Surface spcifie chantillonne relle ch
Thorie de l'chantillonnage Modle mathmatique Outil optimisation chantillon reprsentatif prise de risque .... Surface relle Surface chantillonne
Modle mathmatique
Optimisation suivant le critre : -de Gauss -des moindres carrs -de la norme 2 Optimisation suivant le critre: -de Tchbichef - de la norme infini Optimisation suivant le critre: -de la norme 1
Surface relle Exemple: 2 2 2 x+ y=r Cercle Cercle trilob r=ro + dr sin (3 a + ao)
Figure 3 : Fonction mtrologie
La fonction contrle (Figure 4) a pour but principal de vrifier si le modle fonctionnel donn par le Bureau dEtudes est bien respect par le rel. Pour cela, il serait prfrable de dfinir au mieux lenveloppe de chaque surface usine, puis de construire un gabarit soit matriellement (tampon entre nentre pas) soit par loutil informatique (gabarit virtuel). Ceci afin de vrifier si la zne dassemblage est libre, ce qui permet de sassurer du respect des conditions fonctionnelles dfini par le concepteur [2].
Surface env rfrence Surface env relle
Surface relle env.
Surface gab. r frence Surface gab. spcif.
Gabarit
Usure
Enveloppe statique enveloppe to Gabarit matriel
Gabarit
Gabarit virtuel ou soft
enveloppe t1 N'entre pas R T Entre
A
Figure 4 : Fonction contrle
La varit des modles gomtriques utiliss dans les diffrentes fonctions du processus lmentaire dindustrialisation entrane souvent une rupture du flux dinformation par le manque dune rfrence commune entre les diffrents services de lentreprise.
2
Chapitre I : Organisation du processus dindustrialisation
La partie qui nous concerne dans cette partie du cours est la ralisation de la fonction globale du produit. Par une tude de conception, le projeteur donne du volume aux schmas cinmatiques fonctionnels, ensuite la phase de dimensionnement / tolrancement est active. Aprs cette tape, la majeure partie du cot final du produit est potentiellement dfinie. Cependant, la matrise du cot dpend en grande partie de la clairvoyance avec laquelle ces implications seront comprises et gres [4]. Une telle dmarche suppose le partage des informations et la coordination entre les multiples acteurs (diffrents : services, dpartements, Directions....etc.) ayant des objectifs et des systmes de rfrence diffrents, ce qui implique une organisation rigoureuse du travail. I.3. Notion sur lorganisation du travail Elment essentiel de la prosprit industrielle, est la science de la production optimale. Elle permet dconomiser la sant des travailleurs et dobtenir des produits de qualit dfinie, dans le plus court dlai et au prix de revient le plus bas. Cette science, base sur lanalyse de la mesure des tches professionnelles, conduit la dcouverte des meilleurs procds [5]. I.3.1 Comment rsoudre un problme dorganisation de travail En rgle gnrale, un problme bien analys est un problme moiti rsolu. Or, pour faire une analyse il existe un procd qui consiste se poser une srie de questions par les interrogations suivantes [5] : quoi ? Qui ? O ? Quand ? Comment ? Assorties de la question gnrale pourquoi . Pour cela, la mthode ciaprs permet de rsoudre les problmes dorganisation du travail : 1. Fixer des limites bien dfinies au problme rsoudre 2. Faire abstraction de toute ide prconue 3. Dcomposer le problme en parties lmentaires et tablir un diagnostic 4. Etudier chacun des facteurs lmentaires 5. Faire une synthse des lmentaires amliors 6. Vrifier que lon obtient les rsultats escompts Noter que dans tout problme a rsoudre, il y a certains facteurs qui ont une influence prpondrante sur le rsultat escompt : cest ce quon appelle les facteurs dominants . Ce sont ceux-l que lon doit tudier en premier lieu en laissant de ct, peut-tre dune faon dfinitive, les autres facteurs.
I.4. Les exigences lis la conception des systmes mcaniquesLa conception de produits est un domaine trs vaste dans la mesure o le terme produit rassemble normment de notions. Par exemple, un vtement est considr comme produit dans les entreprises de confection ; la ralisation dun ptrolier, un four industriel rsistance, un sige avant de voiture, un vhicule, un logiciel,.etc. Cette varit rend trs difficile la ralisation dun outil de conception automatique utilisable dans tous les corps de mtiers [6]. Dans le domaine de la mcanique, la conception ainsi que le dveloppement des ensembles mcaniques a des exigences lies leurs fonctionnements rels ainsi qu limpossibilit de fabriquer des pices de gomtrie parfaite. Cela, est d essentiellement limprcision invitable des procds dusinages (figure 5).Modele CAO Pice thorique Pice fabrique
Figure 5 : Principe dlaboration dune pice
3
Chapitre I : Organisation du processus dindustrialisation
Cet tat de fait, contraint la mise en place dune mthodologie en vue damliorer la performance du systme de production, qui ne peut se limiter rduire les disfonctionnements organisationnels et la gestion de production, elle doit aussi concerner la fonction Conception et inclure la matrise des fonctions Production, Contrle et Vrification ; ainsi sont apparus de nouveaux mots, de nouvelles dfinitions dans chaque corps de mtier (figure 6) : MSP/SPC, AQF et AQP, Audit interne, Gestion des moyens de contrle, Cot de la non qualit, Traitement des non-conformits internes et externes, Interface GPAO, Outils d'exploitation et d'interface bureautique ainsi que la Gestion des documents et manuels qualit [7].
Figure 6 : Organisation dun systme de production
I.5 Etablissement dun cahier des charges (principe et dmarche) Selon les directifs de la hirarchie et en fonction du besoin exprim des clients, on peut diviser la mthodologie servant ltablissement dun cahier des charges en quatre dmarches principales [8]: I.5.1 Recherche prliminaire Recherche de toutes les informations et les donnes possibles telles que : Dnomination Fonctions globales (FG) Fonctions principales (FP) Type de produit Caractristiques techniques, ..etc.
En fonction de ces informations, le concepteur du Bureau dEtude dfini correctement les conditions fonctionnelles (CF) respecter pour que le produit ralise de faon correcte les fonctions globales et principales souhaites. I.5.2 Le calcul Le calcul est le point cl de toute conception soit pour dterminer ou vrifier des caractristiques (forme, vitesse, couple, dimension, matire,.etc.). I.5.3 La conception Sur le dessin tabli par le projeteur (ingnieur du BE), les surfaces de rfrence fonctionnelles (S rf. fonc.), les surfaces nominales (S Nom) et les intervalles de tolrance (IT) sur chaque cote doivent tre dfinis (Cte Bureau Etude CBE ) et mentionns. I.5. 4 Le Dossier Technique A la fin de chaque conception un document technique doit tre tabli, ce dernier accompagne les dessins tablis par le concepteur. Ce document est essentiel et indispensable car il est descriptif, justificatif et consultatif pour toute la suite dindustrialisation du produit.
4
Chapitre I : Organisation du processus dindustrialisation
Cependant, ces quatre points principaux demandent la mise en place de moyens (Humains et Matriels) permettant de faire un suivi correcte et efficace. Ce qui implique que, les ingnieurs et techniciens des Bureaux dEtudes et Mthodes doivent tre forms au courant de ltat davancement de la technologie. Ils doivent disposer dun matriel moderne et complet, dinstruments perfectionns et prcis ainsi quune documentation abondante, moderne, varie, complte et prcise pour une bonne gestion de projet (figure 7).Dfinition des objectifs
Informer le personnel du BE
Lieu : Salle BE + atelier rvision + usinage
Formation de groupe de travail
Analyse
Dfinition des actions mener
1 Mois
Validation des actions
Etude et mise en uvre
6 9 Mois
Suivi de la productivit du BE
Bilan
Poursuite
Extention
Figure 7 : Elaboration dun projet dtude
Cela ne peut se faire du jours au long demain cest un travail de longue dur continu avec une volont et un vouloir faire de tous acteurs prsents dans le secteur conomique. I.6 Le prix forfaitaire dune tude Le prix forfaitaire de revient dune tude est calcul sur la base suivante [8] :
n X cot = k ( p t p + d t d ) + r Fg + Fo N Avec : k : coefficient de correction (1,1 : 1,5) n : nombre de jours ouvrables ncessaires pour faire ltude N : nombre de jours ouvrables dans lanne
5
Chapitre I : Organisation du processus dindustrialisation
p : charge pay par jours ouvrables pour un projeteur (ingnieur) d : charge pay par jours ouvrables pour un dessinateur (Technicien Suprieur) r : coefficient de rajustement de la conception (0 : 1) Fg : somme totale des frais gnraux pour une anne (N : jours ouvrables) Fo : frais occasionnels ou spciaux (dplacement, mission, documentation particulire,etc.) tp, td : temps totale de ltude pour le projeteur et le dessinateur. Cependant, on ne peut pas valuer la productivit du Bureau dEtude et Mthode par des formules ou des procds mathmatiques, cest un travail purement intellectuel, long et intensif car sa valeur nest pas lie simplement une quantit mais la qualit. Tandis que, ce que lon peut valuer cest laccroissement de la productivit qui dpend de: dune organisation rigoureuse (rpartition des taches, collaboration, ..etc.) le comportement et comptence du personnel les moyens matriels (quantit, diversit, qualit,etc.)
Nanmoins, il est souligner que la matrise du cot dpend en grande partie de la clairvoyance avec laquelle ces implications seront comprises et gres. Dans ce cadre, et selon une dmarche productique en fait appel principalement quartes fonctions essentielles : I.6.1 Fonction conception La tche principale de la fonction conception est de rpondre aux besoins des clients en faisant ltude et la ralisation de documents techniques sur la base du cahier des charges pralablement tabli. I.6.2 Fonction gestion de production Elle comporte notamment [9]: - La planification stratgique : Elle gre les dlais et les stocks des produits finis. Elle reoit les commandes des clients ainsi que les prvisions et elle fournit le plan directeur de production. - La planification des composants : Elle gre les dlais et les stocks des composants. Elle reoit le plan directeur de production et les nomenclatures et elle fournit les ordres de fabrication et dachats. - Lordonnancement : Il gre les postes de travail au niveau des ateliers. Il reoit les gammes, temps, ordre et disponibilits des postes de travail. Il fournit lengagement des postes dateliers. I.6.3 Fonction Mthodes
Le Bureau des Mthodes numre et ordonne les oprations ncessaires lobtention de chaque pice par une rdaction de gamme de fabrication ainsi quil prpare les moyens de production et decontrle additivement cela il : - Conoit et fait raliser les outillages ; - Amnage les postes de travail ; - Programme et rgle les machines ; - Planifie la fabrication ; - Suit lexcution et modifie si ncessaire le planning pour respecter les dlais. I.6.4 Fonction Production (Fabrication) Elle comporte en particulier : - Le suivi de production : Il a pour tche le suivi et la surveillance de lexcution des ordres. Il reoit les documents et programmes de fabrication et il fournit les donnes de suivi.
6
Chapitre I : Organisation du processus dindustrialisation
- Les ateliers et les postes de fabrication : Ils excutent les diffrentes oprations de ralisation des pices. Ils reoivent les ordres de fabrications (O.F.) et les donnes techniques (contrats de phase, programmes CN, fiches de rglage,etc.). Ils fournissent diffrents tats, notamment celui de lavancement des travaux. - La maintenance : En plus des actions de maintenance, elle contribue la fabrication des moyens. Elle reoit les messages des postes de fabrication et elle fournit les donnes de ltat de la maintenance. I.7 Rfrences bibliographique du chapitre I [1] C. Marty, J.M Linares, Contrle et gestion des processus , Herms Science Publication, Paris, 1999. [2] J.M Linares, Contribution ltude de la cotation fonctionnelle par une approche systmique Thse de doctorat, Institut National des Sciences Appliques de Lyon, Anne 1996. [3] J.M Linares, J.M Sprauel, C. Marty, Analyse du processus lmentaire de mesure , Revue pratique de contrle industriel, n 205, Anne 1997. [4] S. Boukebbab Contribution ltude des discontinuits prsentes dans les mcanismes en vue dune ingnierie cooprative Thse de doctorat, Ecole Nationale Suprieure des Arts et Mtiers Aix-en-Provence, Anne 1998. [5] A. Chevalier , collection des fabrications mcaniques , librairie delagrave, Paris 1968, FranceEnfin, nous terminons par une conclusion et perspectives. [6] C. Mnich, D. Pallez, Vers des outils informatiques dassistance aux phases amant de la conception, tat de lart Revue Internationale de CFAO et dinformatique graphique, Volume 14n 2, pp 177-206, Dcembre 1999. [7] Braesch C. et Haurat la Modlisation systmique en entreprise . Paris Hermes, 1995, nb. pages.288. [8] Hoding Tong, Cours de Bureau dEtudes, 5me Anne Construction , Institut de Gnie Mcanique, Universit Mentouri Constantine, Algrie, Novembre 1993. [9]Centre National de Ressource en Productiques Mcanique, Lille, France, site : www.ac-lille.fr
7
Les mises en position
Chapitre II : Les mises en position
II.1 Introduction aux mises en position On appelle usinage toute opration de mise en forme par enlvement de matire laide dune machine-outil destine confrer une pice des dimensions et un tat de surface (cart de forme et rugosit) situs dans un intervalle de tolrance donn (Figure 8).Brute
Transformation Matire
Pice usine
Figure 8 : Principe de lusinage L'enlvement de matire est obtenu par une action mcanique de compression jusqu cisaillement mettant en uvre un outil coupant en contact avec la pice usiner (Figure 9), o le phnomne de coupe ne peut tre obtenu que si loutil est plus dur que la pice qui doit tre compltement immobilise lors de la coupe [11.Cisaillement par Compression F Fmax Surface brute de la pice Fmax Copeau Outil Surface coupe Surface engendre
F
Figure 9 : Principe de lenlvement de matire Pour cela, les moyens dobtention des pices sont trs varis et l'on peut avoir produire des pices par quantit plus ou moins grandes savoir [12]: - Production unitaire : 1 10 pices - Production en srie : * Petite srie : 10 200 pices * Moyenne srie : 200 1000 pices * Grande srie : 1000 5000 pices - Production de masse : plus de 5000 pices - Production continue en chane : lorsque les postes de travail sont occups en permanence pour la mme pice. Dans cette optique, les procds de mise en forme des matriaux par enlvement de matire nont cess dtre remis en question afin de rpondre aux exigences industrielles imposes, quelles soient conomiques o cologiques, etc. Aujourdhui, lingnieur de fabrication se doit donc de pouvoir rpondre une multitude de questions tel que : Quel type de machine faut-il utiliser et suffira-t-elle en terme de puissance et de prcision ? Quelles sont les conditions de coupe utiliser pour minimiser l'endommagement des outils ou du matriau usin ? Quelles sont les solutions adopter lors de la conception des outils et dans quels matriaux doivent-ils tre fabriqus pour amliorer leur dure de vie et/ou la qualit des tats de surface des pices usines ?
9
Chapitre II : Les mises en position
Quelles sont les proprits mcaniques de la pice aprs usinage ? Est-il possible dusiner sans apport de lubrifiant ? Afin de raliser rapidement des pices mcaniques avec la qualit demande et moindre cot [13]. II.2 Les degrs de libert dun solide dans lespace Dans lespace euclidien, un solide possde six degrs de libert 03 translations suivant x, y, z : Tx, Ty, Tz ; et 03 rotations autour de x, y, z : Rx, Ry, Rz. Si lon associe un repre orthonorm (o, x,y,z) lespace, les six degrs de libert du solide sont (figure 10) :
Z
Rz Tz
Tx Rx RyXFigure 10 : Solide dans lespace A chaque degr de libert correspond la possibilit dun mouvement relatif de rotation ou de translation entre deux solides. Lors de lusinage, la pice doit tre compltement immobilise. Cest dire que chaque degr de libert doit tre supprim par rapport au porte pice. Limmobilisation de la pice est faite en deux temps [14] : - un positionnement supprimant chaque degr de libert dans une direction. - un maintien de mise en position pour que la pice garde sa position sous leffet des efforts de coupe. II.3 Isostatisme et lhyperstatisme Sur la figure 11, chaque flche (1, 2, 3, 4) reprsente un appui ponctuel perpendiculaire la surface. Le contact entre lappui et la pice est suppos sans frottement.Z
Ty Y
4Y
3
X Figure 11 : Positionnement dun plan
1
2
Si lon place quun seul appui (le 1), on supprime un seul degr de libert : Tz.
10
Chapitre II : Les mises en position
Si lon place deux appuis (1 et 4), on supprime deux degrs de libert : Tz et Ry Si lon met en place que 3 appuis (1, 4 et 3), on supprime trois degrs de libert : Tz, Ry et Rx. Lajout du quatrime appui (2), ne supprime pas de degr de libert supplmentaire puisque cet appui ne soppose ni Tx, ni Ty, ni Rz. Si la surface de la pice est un plan parfait, et si les quatre appuis sont parfaitement de niveau, le quatrime appui est en surplus. Cependant, limpossibilit de fabriquer des pices de gomtrie parfaite d essentiellement limprcision invitable des procds dusinages, ne permet pratiquement pas davoir quatre appuis de niveau (figure 12).Surface relle enveloppe to Usure
enveloppe t1
Figure 12 : Configuration relle Ainsi lorsquon place la pice sur quatre appuis, on est incapable de savoir sur quels appuis repose la pice. Il y a une incertitude sur sa position. On dit alors que la mise en position est hyperstatique. On dira que la mise en position est isostatique si elle nautorise la pice quune seule position possible dans le montage. Conclusion : Une mise en position est principalement assure par une seule surface de rfrence o le nombre de normales affectes cette surface ne peut tre suprieur aux degrs de libert que la surface peut liminer [12]. Nombre de degrs de libert pouvant tre supprims par type de surface par rapport au repre (figure 13) Plan de faibles dimensions : 1T (Ty) Plan o la largeur et faible par rapport la longueur : 1T, 1R (Tx et Rz) Plan de larges dimensions : 1T, 2R (Tz, Rx et Ry) Cylindre long (l/d > 01,5) : 2T, 2R (Tz, Tx, Rz et Rx) Cylindre court (l/d < 1) : 2T ((Tz et Tx) Sphre : 3T (Tx, Ty et Tz)Plan de larges dimensions Cylindre long L>>D
z y
Cylindre de faible paisseur
o Plan de faibles dimensions Plan o la largeur et faible par rapport la longueur
x
Figure 13 : Nombre de ddl par type de surface
11
Chapitre II : Les mises en position
II.4 La mise en position gomtrique La vocation dans une gamme dusinage ntant pas de reprsenter avec prcision le systme de mise en position, dune manire gnrale les techniciens du bureau des mthodes se contentent de prciser, par des symboles appels normales de reprage, sur quelles surfaces de la pice on supprime les degrs de libert [15].Vue de droite Vue de gauche
Vue de face
Figure 14 : Normales de reprage Une normale de reprage correspond la llimination d'un seul degr de libert. Elle est toujours reprsente perpendiculairement la surface de mise en position de la pice (surface de rfrence), et est numrote de 1 6 au maximum. Exemple 1 : Lexemple traite le cas dune opration de chariotage sur tour parallle [16]. Les surfaces usines sont reprsentes en trait fort, les autres en trait fin.
La mise en position est la suivante: - Centrage long dans un mandrin 3 mors durs serrage concentrique: suppression de 4 degrs de libert (normales 2, 3, 4 et 5). - Arrt en translation sur une bute de broche: suppression d'un degr de libert (normale 1). Le sixime degr de libert, qui correspond la rotation autour de son axe, est supprim par adhrence.
1
2
3
1
2-3
4
5Figure 15 : Reprsentation normalise
4-5
12
Chapitre II : Les mises en position
Exemple 2 : Dans ce deuxime exemple qui reprsente la ralisation dun paulement sur fraiseuse verticale [16].
La mise en position est la suivante: - Appui plan sur la table de la fraiseuse. - Orientation sur deux piges places dans une rainure de la table. Seules les normales de reprage l'origine d'une cotation ont t reprsentes : - Les normales I et 2 sont 1'origine de la cote CF1 et garantissent un paralllisme entre deux surfaces. - Les normales 3, 4 et 5 sont 1'origine de la cote CF2 et garantissent aussi un paralllisme: entre les deux surfaces. Le sixime degr de libert, est supprim par adhrence. La pice n'est donc pas positionne rigoureusement dans la direction x correspondant au mouvement latrale queffectue la machine. On ne reprsente pas de normale dans cette direction.CF2 CF1
4 1-2 4
5 3 5
4-5 1 z 2 3
2
3 x
1Figure 17 : Reprsentation normalise NB : il est possible dutiliser une reprsentation dite contracte ; lorsque plusieurs symboles se trouvent sur une mme surface condition qui ny aura pas dambigut dans la comprhension du systme de mise en position.
13
Chapitre II : Les mises en position
II.5 La mise en position technologique La mise en position technologique consiste dfinir les solutions technologiques adopter pour mettre et maintenir en position et une pice mcanique en cours de fabrication. Cela aprs que l'avant projet de gamme soit satisfaisant. II.5.1 Symbolisation La symbolisation utilise dans la mise en position technologique doit donne les renseignements prcis et claire sur le systme de mise en position (figure 18).
technologie employe Nature de la surface de mise en position
Fonction technologique de l lment dappui
Symbole indiquant le type dappui
Figure 18 : Type de symbolisation Chaque symbole est constitu de 4 sous symboles (figure 19):
Symbole de la touche
Nature de la surface de mise en position appartenant la pice
Toche surfacique Touche ponctuelle Contact stri Contact dgag Cuvette Pointe fixe Pointe tournante V Palonnier
Surface usine Surface bruteSymbole de la technologie employe
Appui fixe Centreur fixe Serrage Serrage concentrique Appui rglage inversible Appui rversible
Figure 19 : Symboles de la mise en position technologique Dans certains cas, afin dviter toute ambigut, il est ncessaire de complter le symbole par une indication crite, et de coter la position du symbole. NB : Llment technologique est reprsent par un triangle quilatral, de couleur en noir (plein) ou en blanc (vide) en vue de face et par un contour rempli de quadrillage ou d'une croix en vue en bout, qu'il soit vu ou cach.
14
Chapitre II : Les mises en position
On utilise la symbolisation triangle noir (ou plein) lorsque le systme de mise en position est en relation directe avec la cotation fabrication.
On utilise la symbolisation triangle blanc (ou vide) lorsque le systme de mise en position na aucune relation avec la cotation de fabrication
240 0,1 180 0,1 4
CF1
CF2
1
5
2 0,05
3
Figure 20 : Exemple de cotation de fabrication II.5.2 Exemples dillustrations Les exemples suivants expliquent l'utilisation de quelques symboles et montrent principalement la diffrence existante entre les deux types de reprsentation de l'lment technologique savoir triangle blanc ou noir. Exemple 1 : Lexemple concerne le cas de surfaage sur fraiseuse ou seule la surface suprieure de la pice est usine au cours de la phase. La pice est positionne sur le fond de ltau sur deux cales, et est oriente par le mors fixe avec un arrt longitudinalement en translation par une bute. Le maintien en position (serrage) est ralis par le mors mobile.
Vue de face Figure 21 : Exemple 1
Vue de dessous
15
Chapitre II : Les mises en position
Les deux cales ralisent simultanment un appui plan avec la partie infrieure de la pice, elles sont reprsentes en triangles pleins, le fait du rapport direct avec la cotation de fabrication. L'orientation ralise par le mors fixe et le positionnement longitudinal par la bute ne sont en rapport avec aucune cote, ce qui implique que, leurs triangles doivent tre reprsents en blanc. Exemple 2 : Dans cet exemple, on usine un paulement sur la partie suprieure de la pice (toujours en fraisage). La mise en position est la mme que pour l'exemple 1. Cependant, nous avons deux cotations de fabrication qui doivent tre respectes la fin de la phase dusinage.
CF2
Surface 2
Surface 1
CF1
Figure 22: Exemple 2 La surface 1 est positionne par rapport la surface infrieure de la pice et l'autre (surface 2) par rapport la surface se trouvant en appui sur le mors fixe. L'appui plan et l'orientation par rapport au mors fixe sont en rapport direct avec la cotation, leurs triangles sont reprsents en noir. Le positionnement longitudinal tant sans rapport avec la cotation, son triangle est en blanc. Exemple 3 : Dans cet exemple, la pice est usine sur un tour parallle quip d'un mandrin 3 mors durs serrage concentrique et d'une bute de broche touche bombe.57 [mm]
Figure 23 : Exemple 4
16
Chapitre II : Les mises en position
La pice est en centrage long dans le mandrin 3 mors durs serrage concentrique. La surface du cylindre de mise en position de la pice est brute, donc la queue du symbole est double. Le triangle est noir car il y a une coaxialit implicite entre le cylindre usin et le cylindre de mise en position. La pice est positionne longitudinalement par une bute de broche. Le triangle est noir car cet appui est l'origine de la cote de longueur. Exemple 4 : La pice est ralise en tournage sur une machine quipe d'un mandrin 3 mors durs serrage concentrique d'une bute de broche et d'une contre-pointe tournante.
57 [mm]
Figure 24 : Exemple 4
Nous sommes devant une configuration ou le mandrin ralise un centrage long, ce qui implique une suppression de 4 degrs de libert. Le triangle est noir car il y a une coaxialit implicite entre le cylindre usin et le cylindre de mise en position. La bute de broche est l'origine de la cotation longitudinale son triangle est noir. La contre-pointe ne participe pas la mise en position c'est pourquoi le triangle est blanc. Par contre la pice tant longue, elle est ncessaire afin d'viter la flexion de la pice sous leffet des efforts de coupe. Les efforts de coupe forment un tridre trirectangulaire (figure 25) et dpendent de la rsistance spcifique la rupture par compression Rr de la matire travaille et de son usinabilit, des dimensions du copeau, de l'outil utilis ainsi que du mode de travail [17].
Figure 25 : Efforts de coupe
17
Chapitre II : Les mises en position
II.6 Matriels de maintien en position Maintenir une pice en position dusinage implique quil faut garantir un bon contact entre les surfaces dappui avec celles du porte-pice ; ainsi quune opposition aux sollicitations imposes la pice. Pour cela, Les matriels de maintien en position dpendent : de la morphologie des pices, de la qualit des surfaces sur lesquelles ils glissent, pour lintensit du type dusinage envisag et de la position de lusinage envisag par rapport aux appuis. Deux cas d e figures se prsentes [18] : Cas 1 : La surface suprieure usiner est compltement concerne par lusinage (aucun obstacle). La bride rglable sans paliers assurent laccessibilit sur toute la surface et permet de compenser les diffrences de hauteur de serrage (figure 27).
Figure 27: Brides rglable sans paliers [19] Cas 2 : La surface suprieure nest pas entirement concerne par lusinage, pour cela, il existe plusieurs bridages qui peuvent faire appel des actions mcaniques ou hydrauliques (figure 28).
Figure 28: Deuxime cas [19] II.6.1 Type de serrage On distingue quatre types de serrage : - Les serrages mcaniques : par vis, cames, taux, mandrins, sont trs utiliss en travail et en petite srie. Leffort de serrage est fonction de lopration, il nest pas constant. - Les serrages hydrauliques et pneumatiques : ils sont de plus particulirement rservs aux travaux de srie. Le serrage est fourni par un fluide sous pression. Leffort peut tre dos avec prcision. - Les serrages magntiques : ils sont surtout destins aux travaux de rectification. - Les serrages par aspiration : pour la fixation des pices de grandes dimensions (usinage des panneaux en aviation).
18
Chapitre II : Les mises en position
II.6.2 Les modes de serrage Les modes de serrage sont varis et trs nombreuses, on distingue principalement : II.6.2.1 Serrage sur mandrin de centrage expansible Ils assurent simultanment la mise en position radiale du cylindre de rfrence dappui et le maintien en position (figure 32).
Figure 32 : Mandrin expansible [19] II.6.2.2 Serrage sur bague expansible Elles assurent simultanment la mise en position radiale du cylindre de rfrence et le maintien en position.
Figure 33 : Serrage avec bague expansible [19]
En thorie, il faudrait pour limiter les risques de flexion, que les serrages soient opposs aux appuis, en pratique on rduit leur nombre pour diminuer les temps de serrage, on veille donc particulirement ce quils [18] : - Ne sexercent pas sur les parties dformables ; - Sopposent la chute et au basculement de la pice avant ou pendant lusinage ; - Soient perpendiculaires aux surfaces dappui.
19
Chapitre II : Les mises en position
II.7 Rfrences bibliographiques du chapitre II [11] Norme ISO 3002, Notion de base sur lusinage. [12] A. Chevalier, J. Bohan, Guide du technicien en productique Edition Hachette Technique, 19951996, France. [13] R. Laheurte, Application de la thorie de second gradient a la coupe des mtaux , thse de doctorat, Universit de Bordeaux I, France. [14] D. Gelin, M. Vincent Elments de fabrication , Edition Ellipses Paris 1995, France. [15] L. Pimbaud, G. Layes, J. Moulin, Guide pratique de l'usinage tome 1, Edition Hachette 2003, France. [16] Alexandre Toumine, Cours dusinage , Groupe conception production, INSA de Lyon, France. [17] L. Pimbaud, G. Layes, J. Moulin, Guide pratique de l'usinage tome 1, Edition Hachette 2003, France [18] R. Butin, M. Pinot, Fabrications mcaniques , Tome II, Les Editions Foucher, 1981. [19] site http://www.norelem.de
20
Chronologie des oprations dusinage
Chapitre III : Chronologie des oprations dusinage
III.1 Rappel et Gnralits L'usinage s'effectue dans le but de donner aux pices brutes la forme, les dimensions et la prcision ncessaire demande par le concepteur dans son dessin de dfinition, par enlvement de copeau (surpaisseur) sur des machines-outils appropries [20]. En fonction de la forme donner la surface et du type de la machine-outil, on distingue les oprations de coupe suivantes : le tournage, le perage, la rectification, le fraisage, le rabotage, etc. * Opration de tournage : Pendant le tournage, la pice tourne autour de son axe, tandis que l'outil s'engage dans sa surface une profondeur dtermine. L'outil est anim d'un mouvement d'avance continu parallle ou perpendiculaire l'axe de la pice. Le tournage seffectue sur machine dite tour. * Opration perage : Pendant le perage, la pice est fixe tandis que l'outil est anim de deux mouvements continus simultans, le mouvement de coupe et le mouvement d'avance suivant l'axe de l'outil. Le perage s'effectue sur des machines percer appeles perceuses. * Opration rectification : Au cours de la rectification, l'outil de coupe appel meule est anim d'un mouvement de rotation, la pice se dplace en translation (rectification plane) ou tourne autour de son axe tout en se dplaant en translation le long de son axe (rectification cylindrique). La rectification se fait sur des rectifieuses planes et cylindriques. * Opration fraisage : Au fraisage le mtal est travaill avec un outil spcial appel fraise. La coupe s'effectue en faisant tourner la fraise et en amenant par un mouvement rectiligne la pice. L'usinage des pices au fraisage se fait sur des machines-outils appeles fraiseuses. * Opration rabotage : Lors du rabotage, le mouvement rectiligne intresse soit la pice, soit l'outil. Sur une raboteuse, on met en mouvement la pice tout en dplaant latralement l'outil d'une certaine quantit. Sur un tau limeur, c'est l'outil qui effectue un mouvement rectiligne en revenant l'origine la suite de chaque course de travail, tandis que la pice se dplace latralement d'une quantit gale l'avance dsire. Le rabotage s'effectue sur des machines outils appeles raboteuses ou taux-limeurs. * Opration mortaisage : Le mortaisage est une opration analogue au rabotage, seulement le mouvement de l'outil se fait verticalement, et ce mode d'usinage sintresse gnralement au travail des surfaces intrieures. III.2 Les paramtres de coupe Pour obtenir un travail satisfaisant (bon tat de la surface usine, rapidit de lusinage, usure modre de loutil, ...) on doit rgler les paramtres de la coupe ; o, il y a plusieurs critres qui permettent de dfinir les paramtres de la coupe, comme illustr sur figure suivante :
Figure 34 : Les choix des paramtres de coupe [16] Suivant le type dopration raliser, il faut choisir la mthode dusinage, et donc choisir la machine utiliser. Donc il faut choisir entre tournage, fraisage ou perage.
22
Chapitre III : Chronologie des oprations dusinage
Pour ce qui est de la puissance de la machine, une question se pose : Pourquoi existe-t-il plusieurs motorisations pour un type de vhicule. Sur lautoroute, vous prfrez conduire une Renault 4 ou 307 HDI (et pourquoi donc ?). La puissance de la machine influe donc sur les performances. Dans le cas de lusinage, il y a deux grands cas de figure [16] : * Usinage en bauche : on cherche enlever un maximum de matire en un minimum de temps, lobjectif est dans ce cas daugmenter au maximum le dbit de copeaux. Mais la machine doit tre suffisamment puissante, ainsi que lattachement pice/porte-pice, sinon la machine peut caler ou la pice peut voler. * Usinage en finition : cette fois, cest la qualit de ralisation qui est importante. La surface doit tre lisse, les cotes doivent tre correctes Comme les efforts en jeu sont plus faibles que pour une bauche, la puissance de la machine nest pas un critre primordial. Pour la matire il est vident que les efforts de coupe ne sont pas les mmes si vous usinez une pice en polystyrne ou en acier. Donc la matire influe sur des choix relatifs la puissance machine (entre autre). En se qui concerne lOpration dusinage cest la mme ide que pour le type de machine. Idem pour la Forme de loutil. Cependant, la matire de loutil influe sur lusure de loutil et sa dure du fait que cest loutil qui doit usiner la pice et non linverse. Tous ces critres sont intimement lis et tant donn que lobjectif final est dobtenir une pice usine dans de bonnes conditions. Pour cela, il faut dterminer certains paramtres spcifiques : La vitesse de coupe : Vc La vitesse davance : f (ou Vf) La profondeur de passe : a
III.3 Temps de fabrication III.3.1 Temps manuels Tm C'est la dure d'un travail physique ou mental dpendant uniquement de l'oprateur ; il est exprim en centime de minutes [Cmin]. III.3.2 Temps technico-manuels Ttm C'est la dure pendant laquelle le travail dpend des actions composantes et simultanes de l'oprateur et de la machine. III.3.3 Temps masqu Tz C'est la dure d'un travail humain ou machine accompli pendant l'excution d'un travail prdominant. III.3.4 Temps srie Ts C'est la dure des oprations ncessaires pour quiper le poste (mise en place du montage porte-pice, montage et rglage des outils), ainsi que celles intervenant lors du montage du poste de travail. III.3.5 Temps technologique Tt C'est la dure pendant laquelle le travail effectu dpend uniquement des moyens matriels.
23
Chapitre III : Chronologie des oprations dusinage
II.4. Formulation Mathmatique des paramtres de coupe II.4.1. Loi de Taylor [Amricain, 1907] L'exprience de Taylor consistait tudier la dure de l'outil de coupe en acier rapide en faisant une opration de chariotage pour une ensemble de pices en acier, sans arrosage, avec des conditions de coupe de base : f = 0,5 mm/tr comme avance et une profondeur de passe a =5 mm, qui restaient inchanges [21]. A partir de cette exprience la Loi de Taylor surgit : Vc T = Kt = Constante dite "Loi de Taylor" , qui signifie que la vitesse de coupe Vc adopter pour que l'outil ait une dure T entre les afftage est donne par la relation : Vc = Kt / T o : Kt : est un coefficient qui dpend essentiellement des conditions de coupe : est un exposant qui caractrise surtout l'outil. Il est variable dun acier a un autre comme suit : * Acier rapide ordinaire : = 0,12 0,14 * Acier rapide suprieur : = 0,15 0,18 * Alliages couls dits "STELLITE" ou " TANTUNG" : = 0,22 0,25 * Carbures fritts : = 0,28 0,32 NB : Lors de l'utilisation d'un outil a profil curviligne (arte tranchante arrondie), les rsultats obtenus ne sont pas applicables directement pour un outil de coupe arte rectiligne (car pour un outil profil curviligne l'paisseur du copeau n'est pas constante). La relation Vc .T = Kt ne permet de dterminer Vc en fonction de T, ou rciproquement que si l'on connat la fois la valeur de la constante Kt et de l'exposant , toutes les autres conditions de coupe restant invariables. Il est donc ncessaire pour chaque cas particulier de se livrer deux essais minimums ; le premier donnera la dure T1 de l'outil pour la vitesse Vc1 et le deuxime donnera la dure T2 de l'outil pour la vitesse Vc2. On pourra alors crire : Vc1 T1 = Vc2 T2 = Kt
D'o la relation : [ln(x.y) = lnx + lny] ln Vc1 + ln T1 = lnVc2 + lnT2 ln Vc1 + ln T1 = lnVc2 + lnT2 ( ln T1 - ln T2) = lnVc2 - lnVc1= lnVc2 - lnVc1 ln T1 - ln T2
Avec cette relation, nous pouvons calcul la valeur de , do la constante Kt ainsi que la vitesse de coupe Vc adopter pour que l'outil ait une dure une dure de vie T souhaite. On peut calculer aussi le dbit de loutil D qui reprsente le volume de coupeaux dtacher normalement entre deux afftage. Il est exprim en dcimtre et se dduira des valeurs de Vc et T en utilisant la relation suivante :
24
Chapitre III : Chronologie des oprations dusinage
D = f x a x Vc x T x 0.001 [dm3] Avec : f : avance [mm/tr] a : profondeur de passe [mm] Vc : Vitesse de coupe [m/min] T : dure de l'outil [min]
Exemples dapplications : a) Soit une pice en acier (sa rsistance la traction R est gale 56 dan/mm2), qui doit subir une opration de chariotage sur un tour parallle, laide dun outil en acier rapide suprieur, avec une avance f = 0,6 mm/tr et une profondeur de passe a = 1,8 mm. Nous avons obtenus les rsultats suivants : ESSAIS 1er 2me Nous dduirons : = ln 53 - ln 70 lnVc2 - lnVc1 ----------------- = ------------------ = 0,14987 0,15 ln T1 - ln T2 ln 30 - ln 192 Kt1 = Vc1 T1 = 70 x 300.15 = 116,591 Kt2 = Vc1 T2 = 53 x 1920.15 = 116,619 On prend : Kt = moyenne (Kt1 , Kt2) = 116,605 Si nous souhaitons que l'outil ait une dure T3 = 90 min, nous adopterons la vitesse de coupe Vc3 donne par la relation : Vc = Kt / T = 116,605 / 90 0,15 = 59,372 [m/min] En supposant que la machine outil ne permette pas d'obtenir cette vitesse, mais seulement la plus approchante Vc4 = 58 m/min, par exemple, la dure T4 correspondante de l'outil sera donne par la relation : T4 = Kt / Vc4 = 116.605 / 58 = 2,010 D'o : [T4] 0.15 = 2 T4 = 102 [min] b) Tracer la courbe caractristique VC,T dans le cas dune pice en acier ordinaire qui doit subir une opration de chariotage sur un tour parallle, laide dun outil en acier rapide suprieur, avec une avance f=0,7mm/tr et une profondeur de passe a = 0,5 mm. Les deux essais sont les suivants : ESSAIS 1ER 2EME VC VC1= 80 [m/min] VC2 = 63 [m/min] T T1= 35 [min] T2= 201 [min] Vitesses de Coupe "Vc" 70 m/min 53 m/min Dure "T" 30 min 192 min
Daprs la Loi de TAYLOR : Vc = Kt / T Vc1 .T1 = Vc2 .T2 = Kt
25
Chapitre III : Chronologie des oprations dusinage
lnVc2 - lnVc1 = ------------- = ln T1 - ln T2
ln 63 - ln 80 ------------ = 0,136 ln 35 - ln 201
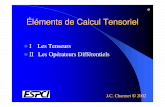
Kt1 = Vc1 T1 = 80 x 35 0.136 = 129,74 Kt2 = Vc2 T2 = 63 x 201 0.136 = 129,59 On prend : Kt = moyenne (Kt1 , Kt2) =129,665 Ti = Kt / Vc i Ti = [ Kt / Vc i ] 1/
D'o : VCI TI 50 1104,17 60 288,95 70 93,02 80 34,85 90 14,66 100 6,75
La courbe obtenue est la suivante :1200 1000 800 600 400 200 0 50 60 70 80 90
T
Vc100
Figure 35 : Courbe caractristique Vc, T III.4.2. Loi du Commandant Denis ou "loi du dbit constant" [Franais, 1920] Le Commandant Denis s'est livr a des essais systmatiques de dbit de l'outil dans des conditions les plus diverses. Il a utilis un outil charioter arte rectiligne [22]. Les conclusions de ses travaux peuvent se rsumer ainsi : * Toutes les autres conditions de coupe restant les mmes, le dbit de l'outil varie lorsque la vitesse de coupe varie. * Le dbit maximal de l'outil conserve la mme valeur lorsque la section du copeau varie, mais seulement si l'avance f, la profondeur a et la vitesse de moindre usure Vc0 restent lies par la relation : f02 a0 Vc03 = f12 a1 Vc13 = f22 a2 Vc23 = .... = Constante Dite "Loi du dbit Constant".
26
Chapitre III : Chronologie des oprations dusinage
A lissu de cette loi Le Commandant Denis a fait ressortit des tableaux comportants les valeurs des dbits maximums correspondant des vitesses de moindre usure V0 et des conditions type d'avances f, de profondeur de passe a, d'outil, de matire bien dfinies. Exemple : On relve sur l'un des tableaux du Commandant Denis un dbit maximal D0 = 23 dm3, pour un outil en acier rapide suprieur chariotant sec de l'acier dont la charge de rupture est de 40 daN/mm2, avec une avance f0 = 0,5 mm/tr et une profondeur de passe a0 = 5 mm pour la vitesse de coupe Vc0 = 31 m/min.
La dure correspondante T0 de l'outil est obtenue par la formulation suivante : D0 = f0 a0 Vc0 T0 x 0,001 Qui conduit : T0 = 1000 D0 / f0 a0 Vc0 Soit : T0 = 1000 23 / 0,5 x 5 x 31 = 296 [min] 1) Pour avoir le mme dbit D1 = D0 avec f1 = 0,5 et a1 = 4 , par exemple, il faudra adopter une vitesse de coupe Vc1 telle que : f02 x a0 x Vc03 = f12 x a1 x Vc13 Soit : Vc1 =3
f02 x a0 x Vc03 --------------f12 x a1
Vc1 = 29,5 [m/min]
La dure correspondante de T1 serait T1 = 1000 x D0 x [ a1 x f1 x Vc1 ]-1 T1 = 1000 x 23 x [ 0,6 x 4 x 29.5 ]-1 T1 325 [min]
2) Pour avoir le mme dbit D2 = D0 avec une profondeur de passe a2 = 3 mm et une vitesse de coupe Vc2 = 42 m/min., que il faudra adopter comme avance f2 ? f02 x a0 x Vc03 = f22 x a2 x Vc23 Soit : f2 La dure correspondante de T2 serait : T2 = 1000 x D0 / f2 x a2 x Vc2 = 1000 x 23 / 0,4 x 3 x 42 T2 = 456 [min] 3) Que faudra adopter comme vitesse de coupe Vc3, avance f3 et une profondeur de passe a3 pour avoir une dure d'outil T3 = 360 min ?2
f02 x a0 x Vc03 =-------------------- ; Vc23 x a2
f2 = 0,4 [mm/tr]
27
Chapitre III : Chronologie des oprations dusinage
Nous avons selon la loi du dbit : T3 = 1000 x D0 x [f3 x a3 x Vc3 ]-1 Do : Vc3 = 1000 x D0 x [f3 x a3 x T3]-1 (Eq a)
Dautres part selon la loi du dbit constant : f02 x a0 x Vc03 = f22 x a2 x Vc23 Ce qui conduit : Vc3 = Vc0 x3
f02 x ao x [f32 x a3]-1 (Eq b)
On galisant les deux quations [Eqa = Eqb] : Vc3 = 1000 x D0 x [f3 x a3 x T3]-1 = Vc0 x Aprs transformation on aura : f3 x a32 = (1000 x D0)3 . [(T3 x Vc0 ) 3 . f02 x ao ]-1 f3 x a32 = (1000 x 23) 3 x [(360 x 31 ) 3 x 0,52 x 5 ]-1 = 7,0029 [mm3] Comme la profondeur de passe est gnralement impose par l'paisseur de la couche enlever, soit a3 = 4,7 [mm], par exemple, nous devons adopter une avance f3 telle que: f3 x (4,7)2 = 7,0029 [mm3] f3 = 0,317 [mm/tr] La vitesse de coupe correspondante sera : Vc3 = 1000 x D0 [f3 x a3 x T3] = 1000 x 23 [0,317 x 4,7 x 360] = 42,88 [m/min] III.5 Ordonnancement des oprations dusinage Au dpart dune nouvelle activit datelier une gamme dusinage dite gnrale ou fiche suiveuse, un dessin de dfinition de produit ainsi quun bon dexcution de travail sont transmissent par les techniciens du bureau des mthodes aux responsables des ateliers. Ils ont pour objet de : - garantir la qualit exige par le dessin de dfinition de produit ; - rduire les cots de fabrication ; - respecter les dlais. III.5.1 La gamme gnrale Cest un document qui reste au Bureau de mthodes et qui prcise la suite ordonne des diffrentes tapes qui interviendront dans le processus dexcution dun ou plusieurs pices. III.5.2 Fiche suiveuse Copie conforme de la gamme gnrale suit la pice chaque poste de travail. Elle collecte toutes les informations ncessaires au suivi de la fabrication.3
f02 x ao x [f32 x a3]-1
28
Chapitre III : Chronologie des oprations dusinage
Figure 36 : Modle de fiche suiveuse [23]
III.5.3 Le bon dexcution travail Document comptable qui prcise pour la phase concerne, le travail ainsi que le nombre de pices raliser, les temps prvus pour la ralisation (figure 37). Il accompagne les pices lissue de la tche et est exploit par : - les services mthodes, pour contrler lavancement des travaux ; - les services comptables, pour laborer les prix de revient.
Figure 37 : Modle bon dexcution de travail [23]
29
Chapitre III : Chronologie des oprations dusinage
III.6 Dfinition de quelques termes (figure 38) La phase : cest lensemble des oprations lmentaires effectues au mme poste de travail par les mmes personnes et les mmes outillages. La sous phase : cest une fraction de phase dlimite par des prises de pices diffrentes. Lopration : cest une transformation de la pice qui met en uvre un seul des moyens dont est dot le poste de travail47+1 40+2
M20
28f7
40 O 140
80
Figure 38 : Exemple dapplication [23] III.7 Les contraintes dusinage Lordre des oprations dusinages doit rpondre des impratifs que lon dsigne sous le nom de contraintes et qui sont dordre : Technologique ; Gomtrique, dimensionnel ; Economique.
30
Chapitre III : Chronologie des oprations dusinage
III.7.1 Contraintes technologiques Elles sont imposes par les moyens de fabrication savoir : outillages, dispositifs de maintien, encombrement machineetc., titre dexemple si lon souhaite raliser la fente 4 avant les trous 2 et 3 , il faut imprativement placer une cale dpaisseur gale E pour viter la flexion de la pice lors du perage (figure 38). 4 E 3 2
1
Figure 38 : usinage dune fente
Un deuxime exemple, o lon nous demande de raliser un taraudage non dbouchant (figure 39) dans se cas le filetage interne ne peut tre entrepris quaprs finition du diamtre enveloppe de 2 ajout cela, il faut imprativement raliser la gorge 1 pour cause de tomb doutil.
Figure 38 : usinage dun taraudage III.7.2 Contraintes gomtriques et dimensionnelles Elles sont lies aux respects des spcifications de formes et de positions imposes par le concepteur sur le dessin de dfinition. Exemple : la surface B est une surface de rfrence qui serre comme surface de mise en position pour lusinage de la surface de A (figure 39). Se qui implique que la surface B doit tre ralise en priorit.
31
Chapitre III : Chronologie des oprations dusinage
A
Figure 39 : Condition gomtrique III.7.3 Contraintes conomiques Elles sont lies aux impratifs de rduction des cots dusinage. Principalement lorsquil sagit le cas dune finition qui cote cher, se qui implique que le maximum de matire doit tre enlev en bauche avant de lengager (figure 40).Rz 16
Profil darbre Cannel
R=4
Figure 40 : Rduction du temps dusinage Ajout cela un outil de finition cote lui aussi cher pour cela il ne doit pas attaquer ni dboucher sur une surface brute.
32
Chapitre III : Chronologie des oprations dusinage
III.8 Rfrences bibliographiques du chapitre III [18] R. Butin, M. Pinot, Fabrications mcaniques , Tome II, Les Editions Foucher, 1981 [20] G. Spinnler, Conception des machines principes et applications Tome 3 Edition : Presses polytechniques et universitaires romandes -1998. [21] E. Ferkous Amlioration des proprits mcaniques des outils de coupe par dpt des couches de Nitrure de Titane dop au fer, Thse de doctorat dtat, Dpartement de Gnie Mcanique, Universit Mentouri Constantine, Juin 2004. [22] I. Amara Support de cours : Fabrication Mcanique et Mtrologie TEC 363, Dpartement de Gnie Mcanique, Universit Mentouri Constantine, Anne 2000-2001. [23] Documents entreprise nationale de production de machines outils, oued hamimime Constantine Algrie.
33
Rfrences bibliographiques
Rfrences bibliographiques
Rfrences bibliographiques [1] C. Marty, J.M Linares, Contrle et gestion des processus , Herms Science Publication, Paris, 1999. [2] J.M Linares, Contribution ltude de la cotation fonctionnelle par une approche systmique Thse de doctorat, Institut National des Sciences Appliques de Lyon, Anne 1996. [3] J.M Linares, J.M Sprauel, C. Marty, Analyse du processus lmentaire de mesure , Revue pratique de contrle industriel, n 205, Anne 1997. [4] S. Boukebbab Contribution ltude des discontinuits prsentes dans les mcanismes en vue dune ingnierie cooprative Thse de doctorat, Ecole Nationale Suprieure des Arts et Mtiers Aix-en-Provence, Anne 1998. [5] A. Chevalier , collection des fabrications mcaniques , librairie delagrave, Paris 1968, FranceEnfin, nous terminons par une conclusion et perspectives. [6] C. Mnich, D. Pallez, Vers des outils informatiques dassistance aux phases amant de la conception, tat de lart Revue Internationale de CFAO et dinformatique graphique, Volume 14n 2, pp 177-206, Dcembre 1999. [7] Braesch C. et Haurat la Modlisation systmique en entreprise . Paris Hermes, 1995, nb. pages.288. [8] Hoding Tong, Cours de Bureau dEtudes, 5me Anne Construction , Institut de Gnie Mcanique, Universit Mentouri Constantine, Algrie, Novembre 1993. [9]Centre National de Ressource en Productiques Mcanique, Lille, France, site : www.ac-lille.fr [11] Norme ISO 3002, Notion de base sur lusinage. [12] A. Chevalier, J. Bohan, Guide du technicien en productique Edition Hachette Technique, 19951996, France. [13] R. Laheurte, Application de la thorie de second gradient a la coupe des mtaux , thse de doctorat, Universit de Bordeaux I, France. [14] D. Gelin, M. Vincent Elments de fabrication , Edition Ellipses Paris 1995, France. [15] L. Pimbaud, G. Layes, J. Moulin, Guide pratique de l'usinage tome 1, Edition Hachette 2003, France. [16] Alexandre Toumine, Cours dusinage , Groupe conception production, INSA de Lyon, France. [17] L. Pimbaud, G. Layes, J. Moulin, Guide pratique de l'usinage tome 1, Edition Hachette 2003, France [18] R. Butin, M. Pinot, Fabrications mcaniques , Tome II, Les Editions Foucher, 1981 [19] site http://www.norelem.de [20] G. Spinnler, Conception des machines principes et applications Tome 3 Edition : Presses polytechniques et universitaires romandes -1998. [21] E. Ferkous Amlioration des proprits mcaniques des outils de coupe par dpt des couches de Nitrure de Titane dop au fer, Thse de doctorat dtat, Dpartement de Gnie Mcanique, Universit Mentouri Constantine, Juin 2004.
35
Rfrences bibliographiques
[22] I. Amara Support de cours : Fabrication Mcanique et Mtrologie TEC 363, Dpartement de Gnie Mcanique, Universit Mentouri Constantine, Anne 2000-2001. [23] Documents entreprise nationale de production de machines outils, oued hamimime Constantine Algrie.
36