PLASMACUT 65 - wuithom.fr · Lors de la découpe d’aluminium sous l’eau ou sur une table à...
20
PLASMACUT 65 MANUEL D’INSTRUCTIONS ZI "La Côte", n°1 Montalier - 33210 PREIGNAC - Tél. : 05 56 63 68 88 - Fax : 05 56 63 68 80 - S.A.S. au capital de 150 000 € - RCS BORDEAUX B382 824 696 - n° SIRET 382 824 696 000 35 - NAF 4649Z avril 2017
Transcript of PLASMACUT 65 - wuithom.fr · Lors de la découpe d’aluminium sous l’eau ou sur une table à...

PLASMACUT 65MANUEL D’INSTRUCTIONS
ZI "La Côte", n°1 Montalier - 33210 PREIGNAC - Tél. : 05 56 63 68 88 - Fax : 05 56 63 68 80 - S.A.S. au capital de 150 000 € - RCS BORDEAUX B382 824 696 - n° SIRET 382 824 696 000 35 - NAF 4649Z
avril 2017

B

1
Postes de soudure1. Sécurité P 02
2. Schéma des principes électriques P 06
3. paramètres techniquesdonnées techniques P 07principe de fonctionnement du circuit principal P 08caractéristiques P 08
4. INSTALLATION ET RÉGLAGESCONNEXIONs des entrées d’alimentation P 09CONNEXIONs du gaz P 09
5. UTILISATIONdescription des panneaux P 10PRÉPARATION POUR LA COUPE P 11COUPE P 11
6. ENTRETIENENTRETIEN du mécanisme DE LA TORCHE DE COUPE P 12
7. milieu et avertissement d’utilisation milieu d’utilisation P 13avertissement d’utilisation P 13
8. résolution des problèmes P 13

2
1. Sécurité
Les dégâts dû au procédé ARC.La soudure peut infliger des blessures graves à l’opérateur et/ou à son entourage. Veuillez prendre les mesures de protection nécessaires. La découpe plasma et la soudure à l’arc produisent des émissions électriques et magnétiques intenses qui peuvent interférer avec le bon fonctionnement des stimulateurs cardiaques, des aides auditives et d’autres appareils électroniques médicaux. Les personnes qui travaillent près des systèmes de découpe ou de soudure doivent consulter un professionnel de santé, ainsi que le fabricant de l’appareil électronique médical pour déterminer si des risques existent.Seuls les professionnels qualifiés sont autorisés à installer, à utiliser et à réparer l’équipement.Pendant l’utilisation, les personnes tierces et les enfants en particulier doivent être tenues à l’écart.N’effectuez pas de maintenance ou de réparations lorsque la machine est connectée au réseau électrique. Pour votre sécurité, lisez attentivement les instructions de ce manuel et suivez les mesures de sécurité de votre employeur.
Les chocs électriques peuvent tuer.Déconnectez la source d’alimentation avant d’effectuer tout entretien ou réparation. Ne touchez jamais les parties sous tension non-isolées. Réparez ou remplacez toutes les pièces d’isolation usées ou endommagées. Veuillez porter des gants et des vêtements adaptés pour vous isoler électriquement. Assurez vous que l’appareil soit correctement installé, la pièce à souder reliée à la terre comme expliqué dans le manuel d’utilisation. Soyez particulièrement vigilant dans des espaces étroits et humides. Installez et réglez toujours correctement l’appareil avant de l’allumer.Une fois l’appareil allumé, l’électrode et les circuits sont sous tension. Ne touchez pas les pièces avec votre peau ou des vêtements humides. Portez des gants secs, sans trous pour isoler vos mains. En mode de soudure semi-automatique ou automatique, l’électrode, la bobine, la tête de soudure ou la lance de soudure sont également sous tension. Assurez-vous toujours que le câble soit correctement relié à la pièce à souder. La connexion doit être le plus près possible de la zone de soudure. Assurez-vous que le matériel soit en bon état avant son utilisation. Remplacez les éléments endommagés si nécessaire. Ne trempez jamais
Les personnes portant un appareil cardiaque doivent rester à l’écart de l’arc de soudage.

3
l’électrode dans l’eau pour la refroidir.Ne touchez jamais simultanément les parties sous tension des supports d’électrode de deux postes à souder car la tension entre les deux peut être le total de la tension en circuit ouvert des deux postes. Veillez à disposer l’équipement sur un support plat et stable, sans risque de chute.
Les fumées et les gaz toxiques Les gaz et fumées produits lors du soudage ou de la découpe plasma peuvent être extrêmement dangereux pour votre santé. Gardez votre tête à l’écart des fumées de découpe ou de soudage. Utilisez une ventilation adaptée et/ou des évacuateurs d’air afin de rejeter les fumées et les gaz toxiques en-dehors de la zone de travail. Le type de fumées et de gaz dépend des différents procédés de soudage ou de découpe, du type de métal et de son revêtement. Veuillez faire particulièrement attention avec les métaux qui contiennent les éléments suivants : Antimoine, Chrome, Mercure, Béryllium, Arsenic, Cobalt, Nickel, Plomb, Baryum, Cuivre, Sélénium, Argent, Cadmium, Manganèse, Vanadium.Veuillez toujours lire la Fiche Technique sur la Sécurité des Substances (FTSS) qui doit être fournie avec le matériau soudé ou découpé. Ces FTSS (Anglais: MSDS) fournissent les informations relatives au type et à la quantité de fumées et gaz émis et nuisibles pour votre santé.Les gaz de soudure à l’arc en forte concentration peuvent engendrer des blessures graves ou mortelles. Dans les espaces confinés et à l’extérieur dans certains cas, l’utilisation d’un système ventilé adapté est obligatoire. Ne soudez pas près des vapeurs d’hydrocarbure chloré provenant des opérations de dégraissage, de nettoyage ou de peinture. La chaleur et le rayonnement de l’arc peuvent réagir avec les vapeurs des solvants et émettre des gaz irritants comme du phosgène, un gaz hautement toxique.Pour la découpe plasma, utilisez des équipements spéciaux, tel que des tables de coupe à débit d’eau ou à courant descendant pour capter les fumées et les gaz.
Les risques d’incendie ou d’explosion.Enlevez tous les éléments inflammables autour de la zone de soudure. Si cela n’est pas possible, couvrez-les d’une toile isolante afin d’empêcher les étincelles de soudure ou la flamme de découpe de déclencher un incendie. Souvenez-vous que les étincelles de soudure et les particules incandescentes peuvent facilement jaillir en-dehors de la zone de soudage. Lorsque du gaz comprimé doit être utilisé sur le lieu de travail, des précautions spéciales doivent être prises afin de prévenir les risques. Lorsque vous ne soudez pas ou ne découpez pas, assurez-vous qu’aucune partie du circuit de l’électrode ou de la torche plasma ne touchent la pièce de travail ou le sol. Un contact accidentel pourrait causer une surchauffe et provoquer un incendie.Videz et nettoyez les moulures, réservoirs, cylindres ou récipients creux avant de les chauffer, couper ou souder. Prenez toutes les dispositions nécessaires afin d’éviter tous risques d’incendie

4
ou d’explosion en raison des substances contenues à l’intérieur. La soudure à l’arc émet des étincelles et des projections incandescentes. Pour votre sécurité, portez des vêtements de protection exempts d’huile tels que des gants en cuir, des vestes épaisses, des pantalons sans revers, des bottes et une protection faciale adaptée. Si c’est nécessaire, disposez des écrans de protection afin d’isoler la zone de soudage et de protéger les environnants.Connectez le câble de masse le plus près possible de la zone à souder. Les câbles connectés à la structure du bâtiment ou éloignés de la zone de soudage peuvent entrainer une diffusion du courant de soudure à travers les chaines de levage, les câbles de grue ou autres circuits et augmentent ainsi les risques de surchauffe et d’incendie.Ne versez pas de carburant près de l’arc de soudure, de la flamme ou de l’appareil en marche. Arrêtez le moteur et laissez-le se refroidir avant de verser du carburant afin d’éviter que celui-ci ne se vaporise au contact des pièces chaudes et ne prenne feu. Si du carburant a été accidentellement déversé en dehors d’un réservoir, essuyez le et laissez le moteur éteint jusqu’à ce que les fumées se dissipent.N’utilisez pas le poste à souder ou plasma pour dégeler quoique ce soit.Lors de la découpe d’aluminium sous l’eau ou sur une table à débit d’eau, de l’hydrogène peut être émis. NE PAS couper les alliages d’aluminium sous l’eau ou sur une table à débit d’eau tant que l’hydrogène n’a pas été éliminé ou dissipé. Si l’hydrogène trappé est allumé, il causera une explosion. Assurez-vous qu’un extincteur se trouve à votre portée.
Le bruit Le bruit peut causer une perte d’audition permanente. La découpe plasma engendre parfois des niveaux sonores excessivement élevés, au-dessus des limites réglementaires et sûres. Protégez-vous du bruit pour prévenir une perte d’audition. Portez des boules Quies de protection auditive et/ou des casques antibruit pour protéger votre ouïe. Protégez également les autres personnes présentes sur le lieu de travail. Les niveaux sonores doivent être mesurés pour s’assurer que les décibels (son) ne dépassent pas les niveaux réglementaires.
Les rayons lumineux et les projections incandescentes. Le procédé ARC émet une lumière infrarouge et des rayons ultra-violets très puissants. Sans protection, les rayons provenant de la soudure ou de la découpe plasma peuvent blesser les yeux et brûler la peau. Utilisez un écran ou un casque avec filtre de protection afin de protéger vos yeux des étincelles et des rayons lumineux. Maintenez votre casque ou vos lunettes de protection en bon état. Remplacez les verres fissurés, ébréchés ou sales. Portez des vêtements protecteurs appropriés et résistants aux flammes afin de protéger votre peau des particules incandescentes et des rayons de l’arc. Protégez le personnel aux alentours des rayons lumineux et du métal en fusion avec des cabines ou des écrans de protection non inflammables.

5
Les dangers liés aux éléments rotatifs et sous pression. Gardez tous les dispositifs de protection et le châssis de l’appareil en place et en bon état. Gardez vos mains, cheveux, vêtements et outils à l’écart des courroies, engrenages, ventilateurs ou tous autres pièces mobiles lors de l’allumage, l’utilisation ou la réparation de l’équipement. Ne placez pas vos mains près du ventilateur du moteur. Lorsque le moteur est en marche, n’essayez pas d’ajuster le modérateur de vitesse ou le rouleau-tendeur en poussant sur la commande des gaz.Utilisez seulement des bouteilles d’air comprimé contenant le gaz protecteur approprié au procédé de soudage. Utilisez des régulateurs appropriés au type de gaz et à la pression.Gardez toujours les bouteilles en position verticale fermement enchaînées à un châssis ou à un support fixe.Les bouteilles doivent être tenues à l’écart des endroits où elles peuvent être accidentellement percutées ou endommagées ainsi qu’à une distance sûre de l’arc de soudure ou de la flamme et de toutes autres sources de chaleur, d’étincelles ou de flammes. Ne laissez jamais l’électrode, le support d’électrode ou toutes autres pièces sous tension toucher la bouteille. Gardez votre tête à distance de la valve de la bouteille lorsque que vous ouvrez celle-ci. Après utilisation, les bouchons protecteurs de valve doivent toujours être fermement visés et fermés.
Les Champs Magnétiques et Electriques (CEM). Le courant électrique qui circule dans tout conducteur engendre des Champs Electriques et Magnétiques (CEM). Les effets des CEM sont encore étudiés dans le monde entier. Jusqu’à maintenant, aucune preuve matérielle n’atteste que les CEM peuvent avoir des effets nocifs sur la santé. Cependant, la recherche sur ces effets est toujours en cours. En attendant de connaître les conclusions exacts, vous devez minimiser l’exposition aux CEM autant que possible.Afin de minimiser les CEM, suivez les procédures suivantes : Assemblez l’électrode et les câbles ensemble – Attachez-les avec du ruban adhésif si possible. Tous les câbles doivent être éloignés de l’utilisateur. N’enroulez jamais le câble d’alimentation autour de votre corps. Assurez vous que le poste à souder et le câble d’alimentation soient le plus loin possible de l’utilisateur. Connectez le câble de masse à la pièce à souder le plus près possible de la zone à souder.

6
ØØ
Ø Ø Ø
IGBT
AIG
BTB
MU
R
abso
rbBO
ARD
PANE
L BOA
RD
Air
R
HALL
Torch
Air
VM
3-380V
L1
Fuse
Tr
BI
IGBT
5IG
BT6
IGBT
7IG
BT8
IGBT
3
IGBT
4
IGBT
1 IGBT
2
0V
AC
AC
230V
380V
415V
BLA
CKBL
ACK
P Pos
itive
ST S
ofts
tart
K Sw
itch
Tr M
ain
tran
sfor
mer
VM B
arom
eter
D1 D2 F
ast r
ecov
er d
iode
L Mai
n in
duct
ance
L1 E
MC
indu
ctan
ce
QF A
ir co
ntro
l val
ve
C1 C2 P
rimar
y ca
paci
tor
F1 F
an
B1 C
ontr
ol tr
ansf
orm
er
BLU
E
BLU
E
ORA
NG
E
GRA
Y
WH
ITE
WH
ITE
BRO
WN
BRO
WN
YELL
OW
WH
ITE
RED
YELL
OW
EMC
11
2
34
56
2
34
56
KST
R2 C4C4
C2R2
C2
D1
R1 R2 D2 F1
QF
C1C3
L
P
R3C2
D1D2D3D4
MA
IN C
ON
TRO
L
LEA
DPOW
ER O
UT
SHOR
TTES
T DST
POW
ER 2
FAN
Pre
Gun
test
WV
DRI
VEH
VIN
POW
ERY
QF
WA
POW
ER O
UT
DRI
VESH
ORT
EST
POW
ER 3
DST
PILO
T A
RC B
OA
RD
LEA
DCUT
TEST
R1 C3C3
C1R1
C1
D1 D2D4D3
Turn
arc
det
ecti
on Hal
l
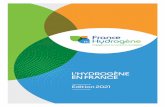
2. ScHéMA DES PriNciPES éLEctriQuES

7
3. PArAMètrES tEcHNiQuESdonnées techniques
Référence PLASMACUT65 - PT606M
Méthode PLASMA
Nature du courant AC 380 V ± 10 % - 3 ph
Puissance nominale d’entrée 7,8 kW
Courant nominal d’entrée 17,4 A
Fusible 25 A
Tension à vide 300 V
Plage de courant PLASMA 20 A (88,0 V) - 65 A (106,0 V)
Facteur de marche PLASMA à 40 °C65 A (106,0 V) à 90%61 A (104,0 V) à 100%
Compatible générateur (+/- 15 %) 18 kVA
Indice de protection IP23
Classe d’isolation H
Méthode d’amorçage de l’arc Arc pilot
Séparation (mm) ≤ 35
Découpe nette (mm)Acier ≤ 25Alu ≤ 20Cuivre ≤ 14
Pression d’air d’utilisation 6 bar
Flux d’air d’utilisation 160 l/m
Connecteurs 35 / 50
Dimensions L x I x H 640 x 240 x 445 MM
Poids 24 kg
Accessoires inclus 6 mPT60/65
3 m10 mm2

8
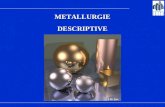
principe de fonctionnement du circuit principalLe principe de fonctionnement du système découpe plasma à air du PLASMACUT 65 est décrit sur la figure suivante. Le signal 380V AC triphasé est redressé en courant continu (environ 530V), qui est ensuite converti en courant alternatif (AC) de moyenne fréquence (environ 20KHz) par un onduleur (IGBT). Après une réduction de la tension par un transformateur moyenne tension (transformateur principal), et un redressement par un redresseur à fréquence moyenne (diodes à récupération rapide), le signal est sorti à travers un filtre inductif. Le circuit utilise une boucle de retour de courant pour assurer la stabilité du courant de sortie. Le courant peut être ajusté continuellement pour les besoins de la découpe.
Diagramme du principe de fonctionnement
redressé invertermoyenne
fréquence transformée
boucle de courant
moyenne fréquence
lissée
contrôle du courant
triphaséac
AC AC DC DC
380v - 50hz
DC
caractéristiques1 - Technologie de balance du courant par IGBTs montés en parallèle et technologie de contrôle numérique.2 - Une flexibilité plus large de la tension d’entrée fournit une performance maximale même sous des conditions variables (±15%) et assure une découpe régulière.3 - Le filtre EMI réduit l’intensité des interférences électromagnétiques.4 - Démarre sans hautes fréquences afin de ne pas interférer avec les contrôles ou les ordinateurs.5 - Le contrôleur de l’arc pilote améliore les capacités et les vitesses de la découpe, permet de couper des pièces de travail irrégulières et augmente la durée de vie de la buse.5 - Plusieurs fonctions de protection et d’alerte pour la surchauffe et la surintensité permettent une résolution des problèmes plus rapide, éliminant les temps d’arrêt inutiles.6 - Le système de BACK STRIKING stabilise l’arc, accroît la qualité de découpe et prolonge la durée de vie de la buse et de l’électrode.

9
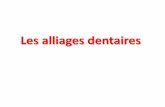
4. iNStALLAtioN Et régLAgESconnexions des entrées d’alimentationLa connexion de l’entrée d’alimentation du poste PLASMACUT 65 est montrée sur le schéma suivant.1 - Vérifiez que votre source d’alimentation a une tension adaptée avant de brancher ou connecter l’appareil.2 - La source d’alimentation inclut un cordon d’alimentation et une prise qui sont adaptés à l’alimentation d’entrée triphasée 380V AC.3 - Si la tension de l’alimentation dépasse continuellement la gamme de tension de l’appareil, la durée de vie du poste sera réduite. Les mesures suivantes peuvent être utilisées : Changez la source d’alimentation. Connectez le poste à un distributeur d’alimentation stable. Réduisez le nombre de machines utilisant en même temps la même alimentation. Ajoutez un dispositif de stabilisation de tension devant l’entrée du câble d’alimentation.
connexion de l’alimentation principale
1 ENTRéE D’ALIMENTATIoN
2 FIL SoUS TENSIoN
3 CâBLE DE MISE à LA TERRE
4 CoRDoN D’ALIMENTATIoN
5 FIL SoUS TENSIoN
6 CâBLE DE MISE à LA TERRE
7 BoRNE D’ENTRéE D’ALIMENTATIoN
3∼380VPANNEAUARRIèRE
DISTRIBUTEUR
INTERRUPTEURD’ALIMENTATIoN
3
4
5
6
7
1
2
connexions du gaz1 - Connectez la source d’air à l’appareil.2 - Connectez le tuyau d’air à la borne d’entrée du filtre à gaz sur le panneau arrière.3 - Contrôlez la qualité de l’air. Mettez l’interrupteur RUN/SET en position SET (en bas), et vérifiez s’il y a de l’huile ou de l’humidité dans l’air.

10
1 - Bouton de régulation pour ajuster le courant lors de la coupe.2 - Témoin d’alimentation.3 - Témoin d’alerte de surintensité et de surchauffe.4 - Témoin d’avertissement mauvais branchement de la torche et pression d’air trop faible. s’allume lorsqu’un court-circuit survient de façon anormale entre l’électrode et la buse de la torche. L’air s’alimente de façon intermittente. s’allume lorsque la torche n’est pas équipée d’électrode ou de buse. L’air s’alimente de façon intermittente. clignote lorsque le bouclier de coupe n’est pas installé. s’allume lorsque la pression de l’air est trop basse.
5. utiLiSAtioNdescription des panneaux
10 11 123 4 56
78
9
1
2

11
5 - Le témoin s’allume lorsque la torche fonctionne et génère un courant continu.6 - RUN / SET : sélectionner RUN pendant la découpe et SET pour effectuer un test de gaz.7 - Connecteur de la torche plasma.8 - Câble de sortie positive, connecté à la pièce de travail.9 - Connecteur d’air comprimé.10 - Baromètre afin de s’assurer qu’il n’y a pas d’impureté, ni d’humidité dans l’air comprimé11 - Cordon d’alimentation.12 - Interrupteur d’alimentation, pour allumer ou éteindre l’appareil.
PRÉPARATION POUR LA COUPE1 - Branchez le cordon d’alimentation à la prise électrique murale. Pour la tension d’entrée, veuillez vous référer à la section 3. PArAMètrES.2 - Connectez le tuyau d’alimentation d’air, et accrochez le câble de masse à la pièce de travail.3 - Appuyez sur l’interrupteur d’alimentation sur la position ON, le témoin d’alimentation s’allume.4 - Mettez l’interrupteur RUN/SET en position SET, l’air s’écoule. Ajustez la pression de l’air entre 3,5 et 6 bar.5 - Mettez l’interrupteur RUN/SET en position RUN, ajustez le courant après l’arrêt de l’écoulement de l’air.
COUPE1 - Si le témoin d’alerte s’allume pendant la coupe, relâchez la gâchette de la torche jusqu’à ce que le témoin s’éteigne. Vous pouvez ensuite appuyez sur la gâchette pour continuer le travail.2 - Rien ne se passe lorsque vous appuyez sur la gâchette de la torche de découpe pendant le test automatique du gaz.3 - Après une utilisation prolongée, la surface de l’électrode et de la buse peuvent être oxydées. Veuillez remplacer l’électrode et la buse. Pendant l’installation du capuchon de retenue, le témoin d’alerte s’allumera et l’appareil cessera de fonctionner.
allumezl’alimentation
appuyez sur la gâchette
l’arc pilote s’amorce
l’arc pilote s’arrête
10 s de post-gaz
contact avec la pièce : l’arc pilote
devient un arc de coupe
la torche se déconnecte de la pièce de travail,
l’arc de coupe redevient un arc pilote
relâchez la gâchette de
la torche

12
1 PT-60 TêTE DE LA ToRCHE 70°
1A JoINT ToRIQUE
2 MANCHE AVEC GâCHETTE
2A GâCHETTE
3 - 8 ELECTRoDES
4 DISTRIBUTEUR DU GAz
5 - 6 - 7 TUyèRES
9 - 10 TUyèRES
11 BUSE DE RETENUE 6 TRoUS
12 PIèCE DE DISTANCE AVEC 2 PoINTES
6. ENtrEtiENentretien du mécanisme de la torche de coupePendant une utilisation normale de la torche, une petite quantité de gaz s’échappe à travers l’espace entre le capuchon de retenue et le manche de la torche. Ne serrez pas le capuchon trop fort ou des dégâts irréversibles des composants internes pourraient survenir.
Vérifiez les pièces consommables. Si celles-ci sont usées, remplacez-les.Eteignez l’alimentation avant toute vérification ou avant de remplacer les pièces de la torche.

13
7. MiLiEu Et AvErtiSSEMENt D’utiLiSAtioNmilieu d’utilisation1 - L’altitude au dessus du niveau de la mer doit être inférieure à 1000 m.2 - Gamme de température d’utilisation : -100° C~+ 40 °C.3 - L’humidité relative doit être inférieure à 90% (20 °C)4 - Veuillez ne pas dépasser une inclinaison de 15° de l’appareil au dessus du sol.5 - Protégez l’appareil de la pluie ou dans un climat très chaud, contre la lumière directe du soleil.6 - Le niveau de poussière, d’acide et de gaz corrosif dans l’air ou substance environnante ne doit pas dépasser les normes standards.7 - Assurez-vous qu’il y a une ventilation adéquate pendant la soudure. Laissez au moins 30 cm entre l’appareil et les murs.
avertissement d’utilisation1 - Veuillez lire la section 1. Sécurité attentivement avant d’utiliser cet équipement.2 - Connectez l’appareil au conducteur de terre directement.3 - Assurez-vous que l’alimentation est monophasée : 50 / 60 Hz, 380V ±10%.4 - Veuillez-vous assurer que personne ne se trouve aux alentours avant l’utilisation de l’appareil. Ne regardez pas l’arc sans protection oculaire.5 - Une bonne ventilation de l’appareil peut améliorer le facteur de marche.6 - Eteignez le moteur lorsque l’utilisation est terminée afin d’économiser de l’énergie.7 - Quand la machine s’arrête automatiquement en raison d’une erreur, ne la redémarrez pas tant que le problème n’est pas résolu. Auquel cas le problème peut s’aggraver.8 - En cas de problème, contactez votre revendeur ou le personnel d’entretien autorisé.
8. réSoLutioN DES ProbLèMESLes niveaux de tension et de puissance dans cet appareil sont extrêmement dangereux. N’essayez pas d’identifier un problème ou d’effectuer une réparation, si vous n’avez pas reçu une formation poussée en électronique. Pour votre sécurité lors de l’entretien de l’appareil, veuillez éteindre l’alimentation et attendre 5 minutes, jusqu’à ce que la tension accumulée dans les condensateurs devienne inférieure à 36V.

14
Avaries Solutions
Les témoins d’alimentation et de température sont allumés.
Le débit d’air est bloqué. Vérifiez que rien ne bloque la ventilation de l’appareil.
Vérifiez si le ventilateur est bloqué et corrigez le problème
L’appareil surchauffe. Laissez-le refroidir pendant au moins 5 minutes. Assurez-vous que l’appareil n’a pas été utilisé au-delà de la limite du facteur de marche. Référez-vous à la
section 3. PArAMètrES
Des composants de l’appareil sont endommagés. Retourner l’appareil pour le faire réparer, ou faites le faire par un technicien qualifié en suivant le manuel d’entretien.
La torche ne peut pas amorcer l’arc lorsque vous appuyez sur la gâchette.
Des pièces de la torche sont endommagées. Inspectez les et changez-les si nécessaire.
La pression du gaz est trop élevée ou trop basse. Réglez la pression.
Des composants de l’appareil sont endommagés. Retournez l’appareil pour le faire réparer ou faites le faire par un technicien qualifié selon le manuel d’entretien.
Pas de sortie de coupe.La torche est activée, l’alimentation allumée; le gaz s’écoule et le ventilateur tourne.
La torche n’est pas correctement connectée à la source d’alimentation. Verifiez que les brides de la torche soient correctement connectées à l’alimentation.
Le câble de masse n’est pas connecté à la pièce de travail, ou il y a une mauvaise connexion. Assurez-vous que le câble soit correctement connecté sur une surface propre et sèche.
Des composants de l’appareil sont endommagés. Retourner l’appareil pour le faire réparer, ou faites le faire par un technicien qualifié selon le manuel d’entretien.
La torche est endommagée. Retournez la pour la faire réparer, ou faites la réparer par un technicien qualifié.
Faible puissance de coupe
Mauvais réglage du courant (A). Vérifiez et réglez le courant de coupe.
Des composants de l’appareil sont endommagés. Retournez l’appareil pour le faire réparer, ou faites le réparer par un technicien qualifié.

15
Problèmes d’amorçage
Les consommables de la torche sont usés. Coupez l’alimentation. Retirez et inspectez les pièces de la torche : capuchon de retenue, buse et électrode. Remplacez l’électrode ou la buse si elles sont usées, remplacez le capuchon de retenue s’il est recouvert de projections.
L’arc s’arrête pendant l’utilisation, l’arc ne redémarre pas quand vous appuyez sur la gâchette.
L’alimentation est en surchauffe (Témoin oC/oT allumé). Laissez l’appareil refroidir pendant au moins 5 minutes. Assurez-vous que l’appareil n’a pas été utilisé au-delà du facteur de marche.
Référez-vous à la section 3. PArAMètrES pour les données sur le facteur de marche.
La pression du gaz est trop basse. Vérifiez que la source génère au moins 4 bar / 60 psi. ouvrez le châssis de l’appareil et réglez si nécessaire.
Les consommables de la torche sont usées. Vérifiez le capuchon de retenue, la buse et l’électrode. Remplacez-les si nécessaire.
Des composants de l’appareil sont endommagés. Retourner l’appareil pour le faire réparer, ou faites le réparer par un technicien qualifié selon le manuel d’entretien.
Pas de débit d’air, le témoin d’alimentation est allumé, le ventilateur tourne.
Le tuyau d’amenée d’air n’est pas connecté ou la pression est trop basse. Vérifiez les connexions. Réglez la pression si nécessaire.
Des composants de l’appareil sont endommagés. Retourner l’appareil pour le faire réparer, ou faites le réparer par un technicien qualifié.
La torche coupe, mais la qualité de coupe est mauvaise.
Le courant (A) est trop faible, augmentez l’intensité du courant.
La torche se déplace trop rapidement sur la pièce, réduisez la vitesse de coupe.
Niveau d’huile ou d’humidité excessif dans la torche. Tenez la torche à 3mm d’une surface propre lors du nettoyage et observez l’accumulation d’huile ou d’humidité (n’appuyez pas sur la gâchette). Des filtres supplémentaires peuvent être requis, si l’air est contaminé.

16

17

W U I T H O M - Z I « L a C ô T e » - N ° 1 M O N T a L I e r - 3 3 2 1 0 P r e I G N a CT e L . ( 0 ) 5 5 6 6 3 6 8 8 8 - f a x . ( 0 ) 5 5 6 6 3 6 8 8 0
I N f O @ W U I T H O M . f r - W W W . W U I T H O M . f r