Panneaux laqués PerfectSense - egger.com · Description du produit panneaux laqués PerfectSense...
12
Panneaux laqués PerfectSense Recommandations de mise en œuvre / Stockage
Transcript of Panneaux laqués PerfectSense - egger.com · Description du produit panneaux laqués PerfectSense...

Panneaux laqués PerfectSense
Recommandations de mise en œuvre / Stockage

Description du produit panneaux laqués PerfectSense
Notre produit „PerfectSense“ est une nouvelle catégorie de traitement de surface pour panneaux laqués décoratifs. Grâce
à un process innovant par technologie laque UV, et sur la base d’un panneau support MDF mélaminé, les décors proposés
sont disponibles soit avec une impression de profondeur extrême et un effet brillant miroir (Gloss), soit avec un aspect
visuel mat et une texture unique (Matt).
Recommandations de mise en œuvre des panneaux laqués PerfectSense
Les recommandations de mise en œuvre suivantes ont été élaborées à partir d'une série d'essais divers ayant produit
d'excellents résultats d'usinage, réalisés en collaboration avec la société Leitz GmbH & Co. KG.
Leitz GmbH & Co. KG
www.leitz.at
Recommandations générales d'usinage
Pour l'usinage des panneaux laqués EGGER PerfectSense, il convient de prendre en compte les valeurs indicatives figurant
dans le tableau de sélection de la vitesse de coupe (vc) et de l'avance par dent (fz) en fonction du procédé d'usinage choisi.
Procédé d'usinage Vitesse de coupe vc m/s
Sciage 60 – 90
Déchiquetage 60 – 80
Fraisage 50 – 70
Perçage 0,5 – 2,0
Procédé d'usinage Avance par dent fz mm
Sciage 0,05 – 0,12
Déchiquetage 0,12 – 0,16
Fraisage 0,50 – 0,8
Perçage 0,10 – 0,15
Ces paramètres dépendent du diamètre de l'outil (D), du nombre de dents (Z), de la vitesse de rotation (n) et de la vitesse de
l'avance (vf) de la machine utilisée pour l'usinage. De la sélection judicieuse de ces paramètres dépend la qualité d'usinage
obtenue.
2

Pour le calcul de la vitesse de coupe, de l'avance par dent et de la vitesse de l'avance, il convient d'utiliser les formules
suivantes :
vc – vitesse de coupe [m/s] vc = D • π • n / 60 × 1000
D – diamètre de l'outil [mm] n – vitesse de rotation de l'outil [min-1]
fz – avance par dent [mm] fz = vf • 1000 / n • z
vf – vitesse de l'avance [m/min]
n – vitesse de rotation de l'outil [min-1] z – nombre de dents
vf – vitesse de l'avance [m/min-1] vf = fz • n • z / 1000
fz – avance par dent [mm]
n – vitesse de rotation de l'outil [min-1] z – nombre de dents
Matériau de coupe
En principe, il est possible d'utiliser des outils au carbure (HW) et des outils au diamant (DP-diamant polycristallin).
Cependant, pour prolonger la durée de vie des outils si la fréquence de coupe est élevée, il est recommandé d'utiliser des
outils au diamant (DP-diamant polycristallin).
Généralités sur les outils
Pour l'usinage des panneaux laqués EGGER PerfectSense, il est recommandé d'utiliser des outils de coupe neufs ou en parfait
état pour garantir une qualité de chant optimale.
Découpe des panneaux à l'aide de lames de scie circulaire
GénéralitésAttention :
→ Face visible (décor avec film) vers le haut → Prendre en compte le dépassement de la lame de scie (voir le tableau) → Adapter la vitesse de rotation et le nombre de dents à la vitesse de l'avance → Emploi recommandé d'un inciseur pour une découpe propre de la face arrière du panneau
Les angles d'entrée et de sortie, et donc la qualité de l'arête de coupe, varient selon le déport de la lame de scie. Si l'arête de
coupe supérieure n'est pas propre, la lame de scie doit être réglée plus haut. Si c'est l'arête de coupe inférieure qui n'est pas
propre, la lame de scie doit être réglée plus bas. Voilà comment régler au mieux la hauteur.
Pour les scies à panneaux et à format, il convient de régler le déport de la lame de scie S en fonction du diamètre D comme suit :
Diamètre de lame de scie circulaire D : Dépassement S :
250
Env. 5 – 10 mm
300
350
400
450
Pour une qualité d'usinage satisfaisante, il est généralement recommandé d'utiliser des lames de scie comportant un
nombre de dents élevé.
Avec une scie circulaire, la vitesse de coupe vc recommandée s'élève à 60 – 90 m/s.
Ü
3

Dentures Recommandées
FZ/TR (denture plate/trapèze) HZ/DZ (denture gouge/toit) TR/TR (denture trapèze/trapèze)
Scies à format Le formatage à l'aide d'une denture gouge/toit (HZ/DZ) donne les meilleurs résultats de coupe. La denture plate/trapéze
(FZ/TR) permet d'obtenir des résultats de coupe satisfaisants pour une durée de vie de l'outil plus longue par rapport à une
denture gouge / toit (HZ/DZ).
Scies à panneaux Avec une scie à panneaux, il est recommandé d'utiliser des dentures combinées, comme une denture plate/trapèze (FZ/TR)
ou une denture trapèze/trapèze (TR/TR). Le modèle de scie Leitz RazorCut (TR/TR) permet d'obtenir la meilleure qualité de
coupe.
DimensionsD × SB × Bo
Denture Nombre de dents ZVitesse de rotation n (min-1)
Vitesse de l'avance vf (m/min)
300 × 3,2 × 30 FZ/TR 96 4000 Avance manuelle
303 × 3,2 × 30 HZ/DZ 68 4000 Avance manuelle
380 × 4,8 × 60 FZ/TR 72 4500 20 – 40
380 × 4,8 × 60 TR/TR 72 4500 20 – 40
Dimensions D × SB × Bo = Diamètre (D) / Largeur de coupe / (SB) / Alésage (Bo)
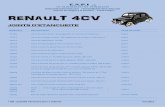
Lames pour scie circulaire à entaillerPour obtenir une bonne qualité d'arête de coupe côté sortie de la denture avec les panneaux laqués EGGER PerfectSense,
il est recommandé d'utiliser un agrégat d’incision. La largeur de coupe de l’inciseur doit être réglée de façon à être très
légèrement supérieure à celle de la scie circulaire principale, pour que côté sortie, la dent de la scie principale ne puisse
plus toucher l'arête de coupe. Il est recommandé d'utiliser des inciseurs avec les scies circulaires principales.
Presseur
Inciseur
Lame de scie principale
Retour sous table
Dégagement
Sciage
Scie à panneaux avec inciseur et dispositif de pression
Largeur de coupe de la scie principale=
Largeur référence de coupe de l'inciseur
La largeur d'incisiondépend aussi de laprofondeur d'incision
Schéma représentant l'action d'une lame de scie circulaire à
entailler conique. Pour la remise en état des outils (toujours
pas à pas), les largeurs de coupe doivent correspondre l'une
avec l'autre.
4

Dressage sur toupie d'établi ou ligne continue Pour éviter tout éclatement des chants au niveau du parement du panneau, il convient d'équiper les outils de dressage d'un
angle d’axe alterné. Il est pour cela recommandé d'utiliser des porte-outils à diamant tels que le WhisperCut de Leitz avec un
angle d'axe de 30° à 50°. L'enlèvement de copeaux doit être aussi réduit que possible et ne pas dépasser 2 mm.
Pour favoriser un bon résultat de dressage, il est recommandé d'employer des outils ayant un niveau élevé de concentricité et
d'équilibrage, que l'on peut atteindre en utilisant des interfaces de centrage comme des systèmes de serrage hydraulique, des
raccords HSK ou des systèmes de frettage Pour un usinage avec avance manuelle sur toupie d'établi, seuls des outils portant
les désignations « MAN » ou « BG-Test » peuvent être utilisés. En outre, pour des raisons de sécurité, il convient de respecter la
plage de vitesses de rotation indiquée sur l'outil. Les outils pour avance manuelle ne doivent être utilisés que contre l’avance
De préférence, il convient d'utiliser des outils diamant afin de garantir une durée de vie de l'outil suffisamment élevée, et ainsi
obtenir une haute qualité de chant pendant longtemps. Les outils doivent présenter un angle d’axe de min. 30° à max. 50°.
L'enlèvement de copeaux doit être aussi réduit que possible et ne pas dépasser 2 mm.
Les paramètres de l'outil de dressage doivent être réglés de façon que l'avance par dent fz se situe entre 0,4 et 0,7 mm.
DimensionsD × SB × Bo [mm]
Vitesse de rotation n [min-1]
Nombre de dents Z
Vitesse de l'avance vf (m/min)
Réf Leitz Diamaster DT PlusMachine
LL RL
85 × 43 × 30 12000 3 15 – 20 192076 192077 Ott
100 × 43 × 30 2 10 – 15 192082 192083 Stefani, Holz Her
192080 192081 Hebrock, EBM
3 15 – 20 192088 192088 Biesse
90885 90886 Brandt
100 × 32 × 30 192090 192091 IMA
125 × 32 × 30 9000 3 14 - 20 192092 192093 IMA
125 × 43 × 30 75627 75627 Homag, Biesse
192094 192095 IMA
Outils d'enlèvement de copeaux pour ligne continue
Il est recommandé d'utiliser des déchiqueteurs compact diamant, qui génèrent un frottement et une pression de coupe moins
élevés. Le modèle Leitz Diamaster DT PLUS monté sur un système de serrage hydraulique est parfaitement adapté pour une
concentricité et une planéité supérieures, une excellente qualité d'usinage et une longue durée de vie des outils. La vitesse
de coupe (vc) est de 80 m/s pour la vitesse de rotation standard (n) 6 000 min-1 et un diamètre (D) de 250. Les paramètres de
réglage et le nombre de dents doivent être sélectionnés de façon que l'avance par dent (fz) se situe entre 0,12 et 0,16 mm.
DimensionsD × SB × Bo [mm]
Vitesse de rota-tion n [min-1]
Nombre de dents ZVitesse de l'avance vf [m/min]
250 × 10 × 60 6000 24 15 – 24250 × 10 × 60 6000 36 25 – 35250 × 10 × 60 6000 48 35 – 45250 × 10 × 60 6000 60 45 – 55
Dimensions D × SB × Bo = diamètre (D) / largeur de coupe / (SB) / alésage (Bo) Déchiqueteur compact Leitz Diamaster
DT Plus
5

Usinage de chants avec film de protectionLors de l’usinage, si le film de protection se décolle lors de l'usinage sur des lignes continues, il est recommandé de contrô-
ler et de nettoyer le palpeur et d'utiliser un lubrifiant, pour limiter le frottement entre le film de protection et le palpeur. Le
film de protection doit être uniquement retiré lors de l'assemblage final pour protéger aussi longtemps que possible le chant
contre les influences extérieures. Le nettoyage peut être effectué à l’aide de détergents du commerce.
L'usinage de chants PerfectSense Gloss et PerfectSense Matt est possible sur des lignes continues et sur des centres
d'usinage. Il est impératif de respecter les recommandations générales de mise en œuvre des chants thermoplastiques ABS
EGGER disponible sur notre site internet.
Racleurs sur les plaqueuses de chants Il convient de régler les racleurs sur les plaqueuses de chants de sorte qu'ils n'entrent pas en contact avec le panneau
support et n'endommagent pas le film de protection.
Racleurs en forme directeLes racleurs en forme directe doivent de préférence être inclinés de 10° minimum
entre chant et panneau et ne pas entrer en contact avec le film de protection.
Racleurs profilésLes racleurs profilés sont équipés d'une sortie profilée et peuvent parfaitement être
utilisés lors du post-traitement de panneaux laqués PerfectSense lorsqu'ils sont
correctement réglés.
Pour éviter d'éventuels dommages au niveau du film de protection, il est recomman-
dé d'utiliser les racleurs dotés d'une sortie profilée élargie (6 à 15°).
Racleurs platsLes racleurs plats doivent de préférence être inclinés de 2 à 4° entre chant et pan-
neau et ne pas entrer en contact avec le film de protection.
6

Usinage de rainuresPour une qualité de chant optimale lors de l'usinage de rainures, il convient d'utiliser de préférence des outils dotés d'un
nombre de dents élevé. Pour un usinage avec l’avance (GLL), l'avance par dent fz doit être comprise entre 0,03 et 0,06 mm.
Diamètre D [mm] Vitesse de rotation n [min-1] Nombre de dents Z Vitesse de l'avance vf [m/min]
180 6000 36 7 – 14
200 6000 48 8 – 16
Machines stationnaires CNCPour l'usinage sur des défonceuses et des centres d'usinage, les fraises à tourillon en carbure monobloc (VHW) ou les
défonceuses à diamant (DP) sont particulièrement recommandées.
Il convient de veiller à la tension suffisante des pièces à usiner sur la machine. En complément des ventouses à vide, il est
possible d'utiliser des tendeurs mécaniques supplémentaires au besoin. Il est recommandé de recourir à des mandrins à
fretter stables et rigides, comme le Thermo-Grip® de Leitz, pour une concentricité, un équilibrage et une qualité de coupe op-
timaux. Pour une bonne qualité d'usinage, il convient de veiller à ce que la machine soit suffisamment rigide. Les machines
rigides à portique s'avèrent particulièrement adaptées.
Recommandations d'utilisation :Vitesse de rotation n = 20 000 – 24 000 min-1
Avance (vf) en coupe plein bois :
Z1 = 8 m/min
Z2 = 16 m/min
Z3 = 24 m/min
DimensionsD × NL × S [mm]
Nombre de dents Z Sens de rotation Modèle ID Leitz
16 × 28 × 20 2 + 2 RL Diamaster Pro 191042
20 × 28 × 20 2 + 2 RL Diamaster Quattro 91235
20 × 28 × 20 3 + 3 RL Diamaster Plus³ 191051
12 × 24 × 12 2 + 2 RL Diamaster Pro, Nesting 191060
Dimensions D × NL × S [mm] = diamètre (D) / longueur utile (NL) / diamètre de queue (S)
D'autres dimensions sont disponibles sur demande.
7

PerçagePour le perçage, il convient d'utiliser une mèche à tourillon ou une mèche à percer hélicoïdale ou une mèche pour logement
de ferrure en carbure monobloc (VHW). Avec les centres d'usinage CNC, il est recommandé d'utiliser la mèche pour ferrure
dans la broche principale plutôt que dans la poutre. Pour les perçages à la tourillonneuse et à la mèche pour ferrure,
l'usinage est réalisé sur le contre-balancement.
Tourillon
Vitesse de rotation n [min-1] 4000 – 6000
Vitesse de l'avance vf [m/min] 0,5 – 2
Pour les perçages à la tourillonneuse, il convient d'utiliser de préférence une mèche à tourillons en carbure monobloc,
ainsi que des outils générant une pression de coupe réduite. En ce qui concerne le choix de l'outil et la qualité de chant
correspondante, il revient à l'utilisateur d'évaluer la faisabilité technique.
Mèche pour logement de ferrure
Vitesse de rotation n [min-1] 3000 – 4500
Vitesse de l'avance vf [m/min] 0,5 – 2
Pour les perçages réalisés à la mèche à façonner, il convient d'utiliser de préférence une mèche à façonner en carbure
monobloc présentant une géométrie angulaire modifiée au niveau des araseurs. Pour cela, il est recommandé d'utiliser les
outils Leitz suivants :
DimensionsD × NL × GL [mm]
Nombre de dents Z ModèleID LeitzLL
ID LeitzRL
15 × 70 Z 2 / V2 Mèche pour ferrure en carbure monobloc 37203 37204
20 × 70 Z 2 / V2 Mèche pour ferrure en carbure monobloc 37205 37206
25 × 70 Z 2 / V2 Mèche pour ferrure en carbure monobloc 37207 37208
26 × 70 Z 2 / V2 Mèche pour ferrure en carbure monobloc 37209 37210
30 × 70 Z 2 / V2 Mèche pour ferrure en carbure monobloc 37211 37212
35 × 70 Z 2 / V2 Mèche pour ferrure en carbure monobloc 37213 37214
Dimensions D × NL × GL [mm] = diamètre (D) / longueur utile (NL) / longueur totale (GL)
Durée de vie des outilsLa durée de vie des outils dépend d'un grand nombre de facteurs ; ainsi, il n'est pas possible de déduire des présentes
consignes d'usinage des droits ou des promesses quant à la durée de vie des outils. Les indications relatives aux outils
et aux paramètres d'usinage sont des recommandations données à titre indicatif. Les configurations des machines ou de
fonctionnement peuvent conduire à un réglage différent. Un réglage optimal de la machine, de l'outil et du matériau et une
adaptation aux exigences spécifiques au client ne peuvent être effectué que sur place, avec l'intervention d'un conseiller
technique Leitz. En raison des exigences de qualité élevées et des propriétés de surface spéciales des panneaux laqués
EGGER PerfectSense, et en tenant compte des facteurs cités ci-avant, on peut s'attendre à une plus longue durée de vie de
l'outil par rapport aux panneaux revêtus EGGER classiques.
8

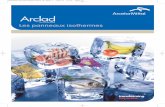
StockageStockage Horizontal / Empilage
→ L'empilage doit être réalisé sur un support plan et porteur. (Illustration 1) → Le support doit présenter une épaisseur constante, et sa longueur doit
correspondre à la largeur d'empilage des panneaux. → L'espacement des lambourdes dépend de l'épaisseur des panneaux.
(Illustration 1) → Épaisseur du panneau ≥ 15 mm : l'espacement ne doit pas dépasser
800 mm. Dans tous les cas, pour les demi-formats (l = 2 800 mm), il est
recommandé d'utiliser au moins 4 éléments. → Épaisseur du panneau < 15 mm : l'espacement doit être inférieur à 800
mm. On peut retenir la formule suivante : espacement = 50 * épaisseur du
panneau (mm). → Pour protéger la surface des panneaux, il est indispensable d’utiliser un panneau protecteur. → Dans le cas de colis cerclés à l’aide de feuillards, il convient de prévoir une protection suffisante pour les chants. Cette
protection peut être assurée à l'aide de carton spécial ou par l'utilisation de panneaux de protection. → Si plusieurs piles (maximum 4) sont stockées les unes sur les autres, il convient d'utiliser des cales et de les aligner les
unes sous les autres de façon à former une ligne verticale. (Illustration 2) → Les panneaux de même format stockés en piles doivent être bien alignés. (Illustration 2)
1
Faux
4
Correct
3
Stockage vertical
→ Le stockage vertical ne doit être employé que pour un nombre très réduit de panneaux laqués PerfectSense ; le stockage
horizontal est dans tous les cas à privilégier. → En cas de stockage vertical, il convient de prêter une attention particulière à la fixation des panneaux laqués
PerfectSense, qui doit être suffisante. → Pour cela, il est possible d'utiliser des racks de stockage fermés, des magasins ou des étagères. → Les compartiments de stockage ne doivent pas dépasser une largeur de 500 mm. → Si les racks de stockage utilisés sont des racks ouverts, la surface d'appui doit présenter une inclinaison minimum
d'env. 10°. (Illustration 3) → Les panneaux laqués PerfectSense stockés dans un rack ouvert doivent tous être du même format.
Correct Faux Faux2
9

Manipulation et transport → Les conséquences négatives d'une exposition à l'humidité doivent être évitées dès la phase du transport (p. ex. par une
protection contre les intempéries à l'aide d'un film de protection ou d'une bâche). → Pour le transport, le chargement doit être protégé contre le risque de glissement et de renversement à l'aide d'un
dispositif de fixation adapté (sangles, bandes de serrage, etc.). → Afin d'éviter que le chargement ne glisse, il convient d'utiliser des tapis
antidérapants. → Pour le transport manuel de panneaux de grandes dimensions, ces derniers
doivent être portés verticalement afin d'éviter une forte déformation. L'emploi
de porte-panneaux est recommandé. Pour prévenir toute blessure, le port de
gants de protection et de chaussures de sécurité est obligatoire. → Les panneaux ne doivent pas être poussés sur le sol, sauf revêtement textile
spécial. → Si les panneaux doivent être levés, il convient d'éviter de faire glisser les faces
décoratives les unes contre les autres. (Illustration 5)
Recommandations générales
→ Les panneaux laqués PerfectSense doivent être conservés ou mis en œuvre dans un entrepôt ou un atelier fermé dans
lequel règnent des conditions climatiques constantes (T ≥ 10 °C pour une humidité relative d'env. 50 à 60 %). → Les conditions ambiantes du lieu de stockage et de mise en œuvre doivent correspondre à celles dans lesquelles les
panneaux seront utilisés. → Pour garantir une planéité optimale, il est nécessaire d'éviter que le panneau ne soit exposé aux influences négatives
suivantes lors des phases de transport, de stockage et de mise en œuvre : → Stockage à proximité immédiate d'un dispositif de chauffage ou d'une source de chaleur. → Exposition directe à un dégagement de chaleur ou aux rayons du soleil. → Conditions climatiques variables avec une humidité de l'air très fluctuante.
→ Les panneaux isolés ainsi que les panneaux situés sur le dessus ou le dessous d'une pile réagissent plus vite aux
fluctuations de l'environnement (climat) que les autres panneaux de la pile. → Avant le montage/la mise en œuvre, les panneaux laqués PerfectSense doivent être stockés pendant une durée
suffisante dans des conditions ambiantes similaires à celles de leur utilisation ultérieure prévue. → Avec les surfaces laqués PerfectSense, le film de protection doit être retiré immédiatement après la mise en œuvre, et au
plus tard 5 mois après la livraison, afin de garantir qu'il ne laisse aucun résidu. Les produits filmés ne doivent pas être
exposés à la lumière directe du soleil (rayonnement UV). → Ces informations ne dispensent pas l'utilisateur / l'acheteur de son devoir de vérifier la compatibilité du matériau et la
faisabilité d'une mise en œuvre professionnelle et correcte avec l'application souhaitée et l'usage prévu. → En raison de l'évolution continue des panneaux laqués PerfectSense, ainsi que des modifications apportées à la
technologie des outils et machines, certains paramètres d'usinage peuvent évoluer. C'est la raison pour laquelle nous
recommandons de consulter régulièrement ce document directement sur notre site internet accessible à l'adresse
suivante : http://www.egger.com/perfect-sense
5
10

Documentation complémentaire
Fiche technique : Panneaux laqués PerfectSense Brillant / Mat
Conseils de mise en œuvre : Chants thermoplastiques ABS
Remarque sur le caractère provisoire du contenu :
Les présentes recommandations d'usinage ont été élaborées avec un soin particulier. Sous réserve de fautes, d'erreurs
d'impression ou de norme. En raison de l'évolution continue des panneaux laqués PerfectSense, ainsi que des
modifications apportées aux normes et autres documents légaux, certains paramètres techniques peuvent évoluer. Pour ces
raisons, le contenu de la présente fiche technique ne peut être utilisé comme notice d'utilisation, ni servir de document à
valeur juridique.
11

FR_
1158
512_
03/1
6So
us ré
serv
e de
mod
ifi c
atio
ns te
chni
ques
ou
d’er
reur
s d’
impr
essi
on.
ALLEMAGNE
EGGER Holzwerkstoffe Brilon
GmbH & Co. KG
Im Kissen 19
59929 Brilon
Allemagne
t +49 2961 770-0
f +49 2961 770-62222
AUTRES PAYS
FRITZ EGGER GmbH & Co. OG
Holzwerkstoffe
Weiberndorf 20
6380 St. Johann in Tirol
Autriche
t +43 50 600-10159
f +43 50 600-90159
FRANCE
ZOOM Assistance
t +33 811 701 100
Service 0,06 €
+ prix d’un appel
SUISSE
EGGER Holzwerkstoffe
Schweiz GmbH
Rosenstrasse 2 / Postfach 1350
6011 Kriens
Suisse
t +41 41 349 50 00
f +41 41 349 50 01
BELGIQUE
EGGER Benelux GCV
Engelse Wandeling 2 K4 V
8500 Kortrijk
België
t +32 5 624 78 20
f +32 5 624 78 40
Pour plus d’informations, contactez
Voir la vidéo et découvrez les panneaux laqués PerfectSense.
www.egger.com/zoom