Optimisation de générateurs thermoélectriques pour la ... · allant en faveur dun renforcement...
205
THESE PRESENTEE A L’UNIVERSITE DE PAU ET DES PAYS DE L’ADOUR ECOLE DOCTORALE DES SCIENCES EXACTES ET DE LEURS APPLICATIONS Par Camille FAVAREL POUR OBTENIR LE GRADE DE DOCTEUR Spécialité : GENIE ELECTRIQUE/ÉNERGÉTIQUE Optimisation de générateurs thermoélectriques pour la production d’électricité Soutenue le 2 juillet 2014 Devant la commission d’examen constituée de : M G. FRAISSE Professeur - Université de Savoie - Rapporteur M. C. GOUPIL Professeur - Université Paris Diderot ENSICAEN- Rapporteur M. B.MULTON Professeur - ENS Rennes M. P. PIGNOLET Professeur - Université de Pau et des Pays de l’Adour M. J. P. BÉDÉCARRATS Professeur - Université de Pau et des Pays de l’Adour M. D. CHAMPIER Maitre de Conférences - Université de Pau et des Pays de l’Adour
Transcript of Optimisation de générateurs thermoélectriques pour la ... · allant en faveur dun renforcement...
THESE
PRESENTEE A
L’UNIVERSITE DE PAU
ET
DES PAYS DE L’ADOUR
ECOLE DOCTORALE DES SCIENCES EXACTES ET DE
LEURS APPLICATIONS
Par
Camille FAVAREL
POUR OBTENIR LE GRADE DE
DOCTEUR
Spécialité : GENIE ELECTRIQUE/ÉNERGÉTIQUE
Optimisation de générateurs thermoélectriques
pour la production d’électricité
Soutenue le 2 juillet 2014
Devant la commission d’examen constituée de :
M G. FRAISSE Professeur - Université de Savoie - Rapporteur
M. C. GOUPIL Professeur - Université Paris Diderot ENSICAEN- Rapporteur
M. B.MULTON Professeur - ENS Rennes
M. P. PIGNOLET Professeur - Université de Pau et des Pays de l’Adour
M. J. P. BÉDÉCARRATS Professeur - Université de Pau et des Pays de l’Adour
M. D. CHAMPIER Maitre de Conférences - Université de Pau et des Pays de l’Adour

2
3
Remerciements
Je voudrais tout d’abord commencer par remercier les investigateurs de ces travaux, et
également directeurs de thèse Messieurs Jean-Pierre BÉDÉCARRATS et Daniel CHAMPIER
pour toute la confiance qu’ils m’ont apportée pendant ces trois années, ce fut un véritable
plaisir de travailler avec eux. J’ai appris beaucoup à leur contact et je tiens à souligner la
qualité de leur encadrement et leur très grande disponibilité qui m’a permis de réaliser ces
travaux dans les meilleures conditions possibles. Je tenais également à saluer la collaboration
entre les deux laboratoires qui m’ont accueilli, le LaTEP et le SIAME, elle m’a permis de
bénéficier de compétences complémentaires essentielles à la bonne conduite de ce projet.
Je tiens ensuite à remercier vivement Messieurs Christophe GOUPIL et Gilles FRAISSE pour
avoir accepté de rapporter cette thèse. Je tiens également à faire des remerciements
particuliers aux autres membres du jury, Monsieur Pascal PIGNOLET qui m’a accueilli dans
son laboratoire et m’a donné ma toute première expérience de recherche il y a 6 ans et
Monsieur Bernard MULTON qui lors de mon passage à l’ENS Cachan m’a convaincu de
poursuivre mes études en thèse.
Je voudrais également remercier Tarik KOUSKSOU, le quatrième membre de notre équipe
thermoélectricité, pour ses conseils concernant le code numérique et la mécanique des fluides.
Je remercie aussi Youssef ZERAOULI, Cécile ARRONDO et Jean-Luc SAUBATTE de
l’IUT GTE de Pau ainsi que Ivan PUJOL de l’ONG Planète Bois pour leur aide et leur
expertise en particulier sur le prototype de cuisinière bois autonome.
Un grand merci à Thierry MESPLOU CANDAU et Patrick PLOURABOUE pour leur aide
lors de la fabrication des cartes électroniques.
Je remercie également Laurent MARLIN, Michel MANGIN, Arnaud COTEL et Patrick
GELIZE de l’atelier de Physique générale de l’Université de Pau pour leurs nombreux
conseils et leur disponibilité.
Je remercie aussi Robert RUSCASSIE pour les nombreuses séances de piscines où j’ai pu de
me décontracter en particulier pendant la période de rédaction.
Je n’oublie pas mes directeurs de laboratoire, Pierre CEZAC et Christian LABORDERIE
ainsi que l’ensemble des membres des deux laboratoires qui m’ont permis d’effectuer ces
travaux dans une excellente ambiance, Antoine, Laurent, Thierry, Anca, Marc, Cécile, Emilie,
Cédric, Stéphane, Erwin, Didier, Frédéric et ceux que j’oublie, je me suis toujours senti chez
moi dans chacun des laboratoires.
Merci à tous les doctorants que j’ai pu côtoyer durant cette thèse, Romain, Justin, Charly,
Sonia, Lorenzo, Adrien, Éric, William, Jean-Baptiste et tous les autres, merci pour votre
soutient.

4
Enfin je veux remercier ma famille qui m’a soutenu pendant ces années et particulièrement
ma compagne Océane et ma fille Hélina qui depuis plusieurs années me font avancer. Merci
pour tout ce que vous m’apportez, je ne vous le dirai jamais assez.
5
Table des matières
Remerciements ........................................................................................................................... 3
Introduction générale .................................................................................................................. 9
I. Etude bibliographique ....................................................................................................... 13
I.1 Historique et effets thermoélectriques ....................................................................... 13
I.1.1 Historique ........................................................................................................... 13
I.1.2 Effets thermoélectriques ..................................................................................... 15
I.1.3 Association de matériaux thermoélectriques ...................................................... 17
I.2 Générateur thermoélectrique ..................................................................................... 18
I.2.1 Module thermoélectrique ................................................................................... 18
I.2.2 Echangeurs de chaleur ........................................................................................ 19
I.2.3 Facteur de mérite ................................................................................................ 19
I.3 Applications ............................................................................................................... 22
I.3.1 Production d’électricité en milieu extrême ........................................................ 22
I.3.2 Générateur thermoélectrique utilisant de la chaleur perdue ............................... 28
I.3.3 Application aux milieux décentralisés ............................................................... 32
I.3.4 Micro production pour capteurs et micro-électronique ...................................... 38
I.3.5 Solaire thermoélectrique .................................................................................... 41
I.4 Modèles et optimisations des générateurs thermoélectriques .................................... 41
I.4.1 Modèles de module TE ..................................................................................... 41
I.4.2 Optimisation de TEG ......................................................................................... 42
I.5 Conclusion de l’étude bibliographique ...................................................................... 43
II. Caractérisation des modules thermoélectriques et des convertisseurs .......................... 45
II.1 Caractérisation des modules thermoélectriques ........................................................ 45
II.1.1 Modélisation d’un module thermoélectrique et caractéristique ......................... 45
II.1.2 Présentation du système ..................................................................................... 46
II.1.3 Protocole de mesure ........................................................................................... 48
II.1.4 Résultats ............................................................................................................. 49
II.1.5 Comparaison en puissance des différents constructeurs .................................... 58
II.1.6 Comparaison module/barreau thermoélectrique ................................................ 61
II.2 Convertisseur DC/DC à MPPT .................................................................................. 65
II.2.1 Introduction ........................................................................................................ 65
6
II.2.2 Présentation et rôles du convertisseur ................................................................ 66
II.2.3 Cahier des charges et choix de la structure du convertisseur ............................. 66
II.2.4 Optimisation du rendement DC/DC convertisseur ............................................. 68
II.2.5 Choix des composants ........................................................................................ 69
II.2.6 Présentation de l’algorithme MPPT ................................................................... 69
II.2.7 Optimisation des paramètres de l’algorithme MPPT ......................................... 71
II.2.8 Fabrication de la carte électronique.................................................................... 76
II.3 Caractérisation des convertisseurs DC/DC à MPPT ................................................. 77
II.3.1 Première version du dispositif de mesure .......................................................... 77
II.3.2 Protocole expérimental ....................................................................................... 78
II.3.3 Analyse des résultats .......................................................................................... 79
II.3.4 Deuxième version du dispositif de mesure ........................................................ 81
II.4 Conclusion des différentes caractérisations ............................................................... 83
III. Boucle thermoélectrique ............................................................................................... 85
III.1 Introduction ............................................................................................................... 85
III.2 Boucle thermoélectrique ............................................................................................ 85
III.2.1 Objectif et cahier des charges ............................................................................. 85
III.2.2 Générateur thermoélectrique .............................................................................. 86
III.2.3 Boucle chaude .................................................................................................... 86
III.2.4 Boucle froide ...................................................................................................... 90
III.2.5 Instrumentation (mesure de température)........................................................... 94
III.3 Campagne expérimentale .......................................................................................... 95
III.3.1 Définitions préalables ......................................................................................... 95
III.3.2 Protocole expérimental ....................................................................................... 97
III.3.3 Essais de sensibilité ............................................................................................ 98
III.3.4 Résultats expérimentaux de la campagne ........................................................... 99
III.4 Conclusion sur la boucle thermoélectrique ............................................................. 106
IV. Modélisation et validation ........................................................................................... 107
IV.1 Nomenclature ........................................................................................................... 107
IV.2 Introduction ............................................................................................................. 109
IV.3 Comparaison des différents modèles ....................................................................... 109
IV.3.1 Introduction ...................................................................................................... 109
IV.3.2 Cadre de la comparaison .................................................................................. 109
7
IV.3.3 Description des modèles ................................................................................... 110
IV.3.4 Résultats ........................................................................................................... 113
IV.3.5 Conclusion sur les modèles thermoélectriques ................................................ 114
IV.3.6 Intégration des modèles dans le code numérique ............................................. 114
IV.4 Code Boucle thermoélectrique ................................................................................ 115
IV.4.1 Méthodologie et équations thermoélectriques .................................................. 115
IV.4.2 Code 1D ............................................................................................................ 116
IV.4.3 Hypothèses ....................................................................................................... 118
IV.4.4 Structure du code .............................................................................................. 118
IV.4.5 Transferts thermiques ....................................................................................... 120
IV.4.6 Détermination des coefficients d’échanges convectifs des échangeurs ........... 122
IV.4.7 Code 2D ............................................................................................................ 124
IV.5 Comparaison code/ essai expérimentaux ................................................................. 127
IV.5.1 Choix du maillage ............................................................................................ 127
IV.5.2 Paramètres d’ajustement .................................................................................. 129
IV.5.3 Paramètres d’entrée du code............................................................................. 131
IV.5.4 Température de sortie ....................................................................................... 133
IV.5.5 Comparaison avec la configuration à 68% ....................................................... 133
IV.5.6 Comparaison avec la configuration τ=34% en Ligne....................................... 139
IV.5.7 Comparaison avec la configuration τ=34% en Quinconce............................... 142
IV.5.8 Bilan de la comparaison code/expérimentation................................................ 144
IV.6 Conclusion ............................................................................................................... 145
V. Optimisations .............................................................................................................. 147
V.1 Introduction ............................................................................................................. 147
V.2 Optimisations analytiques ........................................................................................ 147
V.2.1 Sources de températures idéales ....................................................................... 147
V.2.2 Source de température réelle ............................................................................ 148
V.3 Méthode d’optimisation ........................................................................................... 156
V.3.1 Structure de l’optimisation ............................................................................... 156
V.3.2 Algorithme génétique ....................................................................................... 157
V.3.3 Paramètres de l’optimisation ............................................................................ 159
V.4 Optimisation Bi2Te3 pour divers débits d’air et diverses températures ................... 160
V.5 Optimisation multi-matériaux .................................................................................. 165
8
V.6 Optimisation multi-constructeurs ............................................................................ 168
V.6.1 Dm=30 kg/h ...................................................................................................... 168
V.6.2 Dm=50 kg/h ...................................................................................................... 169
V.6.3 Dm=68 kg/h ...................................................................................................... 170
V.6.4 Dm=86 kg/h ...................................................................................................... 171
V.6.5 Bilan de l’optimisation multi-constructeur ...................................................... 171
V.7 Conclusion ............................................................................................................... 173
Références .............................................................................................................................. 177
Annexe I. Documentation Thermonamic ............................................................................... 183
Annexe II. Cuisinière bois Planète Bois ................................................................................. 185
Annexe III. Dimensionnement convertisseur DC/DC ............................................................ 195
Annexe IV. Plans de fabrication ............................................................................................ 197
Annexe V. Etalonnage des thermocouples ............................................................................. 199
Annexe VI. Evolution de la température du gaz à l’entrée et à la sortie du TEG .................. 201
9
Introduction générale
L’alimentation et le chauffage sont des besoins fondamentaux de l’être humain. Il y a très
longtemps la maîtrise du feu lui a permis d’améliorer ses conditions de vie. Depuis il a
cherché à diversifier ses moyens de production d’énergie thermique, puis à diversifier les
formes d’énergie. Aujourd’hui les êtres humains cherchent principalement à gérer les énergies
et leurs utilisations dans des perspectives de développement durable. C’est dans ce contexte
que s’inscrivent les diverses directives de la Commission Européenne qui peuvent se résumer
par l’objectif dit « 20-20-20 » adopté en 2008. L’objectif « 20-20-20 » vise pour 2020 à :
Diminuer de 20 % les émissions de Gaz à Effet de Serre (GES) par rapport aux
émissions de 1990 ;
Réduire de 20 % la consommation d'énergie par le biais de l'amélioration de
l'efficacité énergétique;
Atteindre 20 % d'énergies renouvelables dans le bouquet énergétique.
Très récemment, le 22 Janvier 2014, une nouvelle proposition de la Commission Européenne
allant en faveur d’un renforcement de cette politique énergie-climat a été publiée. Il s’agit
d’atteindre une réduction des GES de 40 % et un taux de 27% d'énergies renouvelables à
l’horizon 2030.
C’est dans ce cadre que la thermoélectricité prend son essor actuellement en permettant
essentiellement d’améliorer l’efficacité énergétique.
Au départ, la principale source d’énergie thermique était la biomasse (bois, excréments
d’animaux …) avec le feu. Cela a évolué tout au long de l’histoire avec par exemple
l’utilisation des énergies fossiles. Les sources se sont ensuite diversifiées au fil des
découvertes et des progrès techniques pour être aujourd’hui multiples : l’énergie mécanique
via les frottements et les chocs, l’énergie nucléaire via la fission, l’énergie rayonnante via des
capteurs solaires ou encore l’énergie géothermique permettent, entre autres de produire de la
chaleur. Cette multitude de sources permet à l’énergie thermique d’être abondante et
relativement bien répartie sur la Terre.
Néanmoins, la production de chaleur n’est pas toujours souhaitée. Une grande partie est
inexploitée et rejetée directement dans l’atmosphère. Cette énergie perdue peut être valorisée
afin d’augmenter les rendements énergétiques des systèmes. Par exemple, la chaleur dégagée
par un procédé peut être récupérée et acheminée vers des zones qui nécessitent d’être
chauffées (habitations, bâtiments du secteur tertiaire,…). La récupération directe de la chaleur
pour le chauffage n’est pas toujours pertinente, essentiellement parce que la quantité d’énergie
et le niveau de température ne sont pas suffisants. Ce problème est accentué quand les zones
à chauffer sont trop éloignées du point de production de la chaleur.
Une autre solution est de convertir cette chaleur perdue en électricité à l’aide de dispositifs de
conversion thermique/électrique. Les principaux dispositifs mettent en jeu un moteur à apport
externe de chaleur ou une turbine couplés à un alternateur. A partir de l’énergie thermique, un
10
travail mécanique va être produit. Il sera ensuite converti en électricité via un alternateur. Si
de plus, de l’énergie thermique peut être récupérée au niveau de l’installation pour par
exemple chauffer, on parle alors de cogénération. L’utilisation de tels systèmes n’est
cependant pas toujours pertinente, parce que la quantité de chaleur perdue est trop faible et
donc l’investissement d’un tel dispositif n’est pas rentable.
Parmi les autres systèmes de conversion, les générateurs thermoélectriques (TEG
Thermoelectric Generators) commencent à se développer à grande échelle. Leurs faibles
rendements ne leur permettent pas d’être compétitifs pour des puissances thermiques
importantes. Cependant, ils disposent d’atouts non négligeables à faible puissance comme une
excellente robustesse ou une très bonne intégration dans les systèmes compacts.
Aujourd’hui, beaucoup de laboratoires travaillent sur les matériaux en cherchant à maximiser
leurs propriétés thermoélectriques. Or, dans le domaine des applications, ce n’est pas le seul
critère. La conversion optimale de l’énergie thermique en électricité nécessite des matériaux
certes performants mais surtout des matériaux optimisés sur une large gamme de température
ainsi qu’une approche système de la production d’électricité par une optimisation de
l’ensemble du système, des échangeurs à l’isolation en passant par les contacts.
Les applications de la thermoélectricité, actuelles et à venir, nécessitent donc d’acquérir une
flexibilité de conception aujourd’hui absente. Le but des travaux de cette thèse est d’explorer
les stratégies d’intégration des modules thermoélectriques dans les ensembles définis par les
utilisateurs finaux en utilisant une méthodologie basée sur une modélisation complète des
systèmes, du flux de chaleur à la production électrique.
Pour atteindre cet objectif, les principales caractéristiques et contraintes des générateurs
thermoélectriques seront étudiées. Cela permettra dans un premier temps de les modéliser
correctement, puis, dans un second temps, de les optimiser. Tout code numérique doit être
validé avant d’être utilisé. C’est pourquoi, un dispositif expérimental a été conçu. Des
mesures ont été effectuées afin de vérifier que les résultats fournis par le dispositif sont en
accord avec ceux prédits par le modèle.
Nous commencerons par présenter une étude bibliographique (chapitre I). Elle débutera par
un historique de la thermoélectricité, présentera les principaux effets thermoélectriques
jusqu’à introduire le concept de générateur thermoélectrique. Par la suite, un large inventaire
des applications sera donné avec les contextes et les perspectives.
Nous poursuivrons par une analyse approfondie des principaux éléments qui effectuent la
conversion d’énergie thermoélectrique (chapitre II). Elle traitera tout d’abord de la
caractérisation des modules thermoélectriques, puis, de la conception, de l’optimisation et de
la caractérisation des convertisseurs électriques nécessaires au fonctionnement en charge d’un
tel générateur.
Puis, nous décrirons le dispositif expérimental de la boucle thermoélectrique qui servira à
valider la modélisation (chapitre III). Ses différents éléments seront décrits et justifiés. Cette
partie sera conclue par l’analyse des résultats obtenus lors de la campagne expérimentale.
11
La structure du code numérique développé sous MATLAB®, sera décrite en détail après avoir
expliqué notre choix du modèle thermoélectrique (chapitre IV). La comparaison des résultats
du code avec la campagne expérimentale sera également abordée.
Pour finir, nous traiterons des différentes optimisations effectuées (chapitre V). Nous
expliquerons la méthode utilisée et présenterons les résultats pour trois optimisations
différentes. La première n’utilisant qu’un seul matériau thermoélectrique (le tellure de
bismuth Bi2Te3), la deuxième plusieurs matériaux et la troisième un même matériau usiné et
dopé de façon différente par deux constructeurs.
Ce projet a été financé par le conseil Régional d’Aquitaine et le conseil général des Pyrénées
Atlantiques. Il s’inscrit dans le cadre d’une thèse ASN (Allocation Spéciale Normalien)
effectuée au sein de deux laboratoires, le LaTEP (Laboratoire de Thermique, Énergétique et
Procédés) et le SIAME (Sciences de l’Ingénieur Appliquées à la Mécanique et au génie
Électrique). Ce projet a été agréé par le pôle Aerospace Valley dans le domaine d'activité
stratégique « Equipements, Motorisation, Propulsion, Energie & Accès à l'Espace».


I. Etude bibliographique
13
I. Etude bibliographique
Cette étude bibliographique vise à décrire l'orientation choisie dans ce travail de thèse. Après
la présentation de généralités sur les effets thermoélectriques, le fonctionnement d’un
générateur thermoélectrique est décrit. Une revue des applications est ensuite réalisée. La
modélisation des générateurs thermoélectriques fait l'objet de la dernière partie.
I.1 Historique et effets thermoélectriques
I.1.1 Historique
En 1794, Alessandro Volta [1], met en évidence l’apparition de « forces » sous l’influence de
la différence de température. La Figure 1 présente un schéma de son expérience.
Figure 1 Schéma de l'expérience de Volta. A -arc en métal (fer), B - verres remplis d'eau, C et D - parties de
grenouilles plongées dans les verres d'eau
En 1821, un physicien allemand Thomas Johann Seebeck remarque qu’un circuit formé par
deux conducteurs métalliques différents dont les deux jonctions sont soumises à une
température différente dévie une aiguille métallique (Figure 2) [2]. Seebeck pense à tort que
cet effet est dû au champ magnétique induit par la différence de température et qu’il doit être
relié au champ magnétique terrestre. Peu de temps après, en 1825, Oersted donne la bonne
explication. Il s’aperçoit qu’en réalité, la différence de température crée une différence de
potentiel qui, si le circuit est fermé permet le passage du courant et donc induit un champ
magnétique.
Figure 2 Expérience originale de Thomas Johann Seebeck

I. Etude bibliographique
14
En 1834, Jean Peltier, physicien et horloger, découvre que la circulation d’un courant
électrique peut soit produire, soit absorber de la chaleur à la jonction de deux matériaux
différents [3]. C’est en 1838 que Lenz a expliqué le phénomène en concluant que le chauffage
ou le refroidissement dépendaient du sens de circulation du courant. Pour se faire, il a
cristallisé de l’eau autour d’une jonction bismuth-antimoine, et, en inversant le sens de
circulation du courant, a fait fondre la glace. Un peu plus tard, dans les années 1840, James
Prescott Joule démontre l’existence d’un phénomène irréversible lorsqu’un courant circule
dans un matériau, c’est l’effet Joule. Ce dernier indique que la quantité de chaleur produite
par la circulation du courant est proportionnelle au carré de son intensité.
Ce n’est qu’en 1851, avec William Thomson, anobli Lord Kelvin, que l’on lie les effets
Seebeck et Peltier avec les relations de Kelvin. Ce dernier prédit même un troisième effet
thermoélectrique connu sous le nom d’effet Thomson qui ne nécessite pas l’existence de 2
matériaux et d’une jonction. La Figure 3 présente une chronologie des pionniers de la
thermoélectricité.
Figure 3 Chronologie des personnages importants de la thermoélectricité
Au siècle suivant, en 1909, un thermodynamicien allemand, Edmund Altenkirch, calcule pour
la première fois correctement l'efficacité énergétique d'un générateur thermoélectrique fondé
sur l'effet Seebeck [4]. Deux ans plus tard, il étend son calcul au refroidissement et décrit les
conditions optimales de fonctionnement.
Après avoir introduit la thermoélectricité dans son contexte historique, attardons nous plus
précisément sur les trois principaux effets thermoélectriques : l’effet Seebeck, l’effet Peltier et
l’effet Thomson. A ceux-ci peut s’ajouter l’effet Joule qui convertit directement l’électricité
en chaleur.

I. Etude bibliographique
15
I.1.2 Effets thermoélectriques
I.1.2.1 Effet Seebeck
Un champ électrique est généré si l’on soumet un barreau uniquement à un gradient de
température. Cet effet est illustré Figure 4 et se traduit par l’équation locale I-1 suivante :
I-1
Figure 4 Illustration de l’effet Seebeck
Avec le champ électrique généré, le coefficient Seebeck du matériau, et le gradient de
température. On utilisera plus spécifiquement l’équation globale I-2 :
I-2
Avec le champ électrique généré et la différence de température.
On peut d’ores et déjà affirmer que pour obtenir un champ électrique fort, et donc une tension
électrique importante, il faut avoir un coefficient Seebeck important (caractéristique
intrinsèque du matériau thermoélectrique) et/ou un gradient thermique important (dépend de
l’ensemble du dispositif).
I.1.2.2 Effet Peltier
Un gradient de potentiel engendre à la fois un flux de charge et un flux de chaleur. On peut
alors écrire l’équation locale :
I-3
Avec le flux surfacique de chaleur, π le coefficient Peltier et le flux de charges. Ce
phénomène peut se comprendre qualitativement en remarquant que les particules qui
conduisent le courant sont également celles qui transportent l’énergie. Ainsi, si un courant
électrique apparait alors les particules se déplacent entrainant avec elles leur énergie. On
utilisera l’équation globale I-4 :
I-4

I. Etude bibliographique
16
Avec Q le flux de chaleur, I le courant électrique, πa et πb respectivement les coefficients
Peltier des matériaux a et b représentés Figure 5.
Figure 5 Illustration de l'effet Peltier
On peut y voir les deux matériaux thermoélectriques notés a et b mis en contact. La
circulation du courant I entraine ici au niveau de la jonction un échauffement (cas πa > πb). En
inversant le sens du courant ou en ayant πa < πb, on aurait obtenu un refroidissement.
I.1.2.3 Effet Thomson
Cet effet combine les deux précédents. En effet, il affirme qu’un échange de chaleur a lieu
avec l’extérieur lorsqu’un matériau est traversé par un courant électrique et est soumis à un
gradient de température. On peut quantifier le flux de chaleur émis ou absorbé par unité de
volume avec la formule locale I-5 suivante :
I-5
Avec τ, le coefficient Thomson. Cet effet étant une combinaison des deux précédents effets, il
n’est pas étonnant que ce dernier coefficient soit lié aux coefficients Seebeck et Peltier. Lord
Kelvin a ainsi montré les égalités suivantes :
I-6
La relation I-6 montre que moins le coefficient Seebeck sera dépendant de la température et
moins l’effet Thomson sera important. En pratique la variation du coefficient avec la
température a une allure de parabole. Ainsi, en travaillant autour du maximum on peut
négliger ce phénomène.
I.1.2.4 Effet Joule
La circulation d’un courant électrique à travers un matériau résistif entraine la création d’un
flux de chaleur qJ par unité de surface. On a alors I-7 :
I-7
I. Etude bibliographique
17
Avec ρ la résistivité électrique du matériau.
Le flux de charge apparait ici au carré et la résistivité électrique est toujours positive ce qui
impose un flux de chaleur qJ>0. Contrairement aux effets Peltier et Thomson, l’effet Joule est
irréversible et ne peut que créer de la chaleur et non l’absorber.
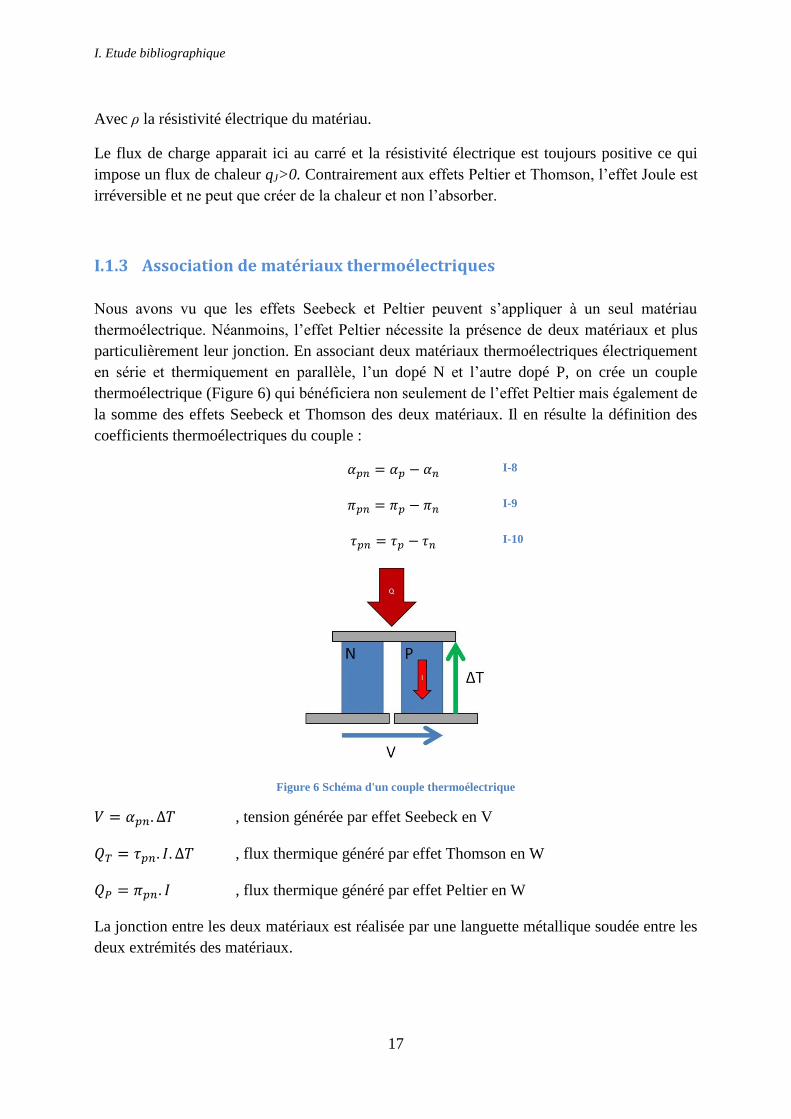
I.1.3 Association de matériaux thermoélectriques
Nous avons vu que les effets Seebeck et Peltier peuvent s’appliquer à un seul matériau
thermoélectrique. Néanmoins, l’effet Peltier nécessite la présence de deux matériaux et plus
particulièrement leur jonction. En associant deux matériaux thermoélectriques électriquement
en série et thermiquement en parallèle, l’un dopé N et l’autre dopé P, on crée un couple
thermoélectrique (Figure 6) qui bénéficiera non seulement de l’effet Peltier mais également de
la somme des effets Seebeck et Thomson des deux matériaux. Il en résulte la définition des
coefficients thermoélectriques du couple :
I-8
I-9
I-10
Figure 6 Schéma d'un couple thermoélectrique
, tension générée par effet Seebeck en V
, flux thermique généré par effet Thomson en W
, flux thermique généré par effet Peltier en W
La jonction entre les deux matériaux est réalisée par une languette métallique soudée entre les
deux extrémités des matériaux.
I. Etude bibliographique
18
I.2 Générateur thermoélectrique
I.2.1 Module thermoélectrique
Le passage des caractéristiques locales des couples thermoélectriques à l’utilisation par
l’ingénieur de convertisseurs thermoélectriques rajoute plusieurs contraintes technologiques.
La première d’entre elles est la compatibilité des deux matériaux dopés P et N. Ils doivent
avoir des propriétés physiques proches de manière à ce que la géométrie des branches soit
similaire. Ils sont connectés par des languettes conductrices. Cette connexion n’est pas directe
sinon le matériau conducteur diffusera dans les semi-conducteurs. Une étape appelée
nickelage est donc nécessaire. A cela s’ajoute la liaison languette/barreau qui est réalisée via
une brasure à bas point de fusion (PbSn ou BiSn).
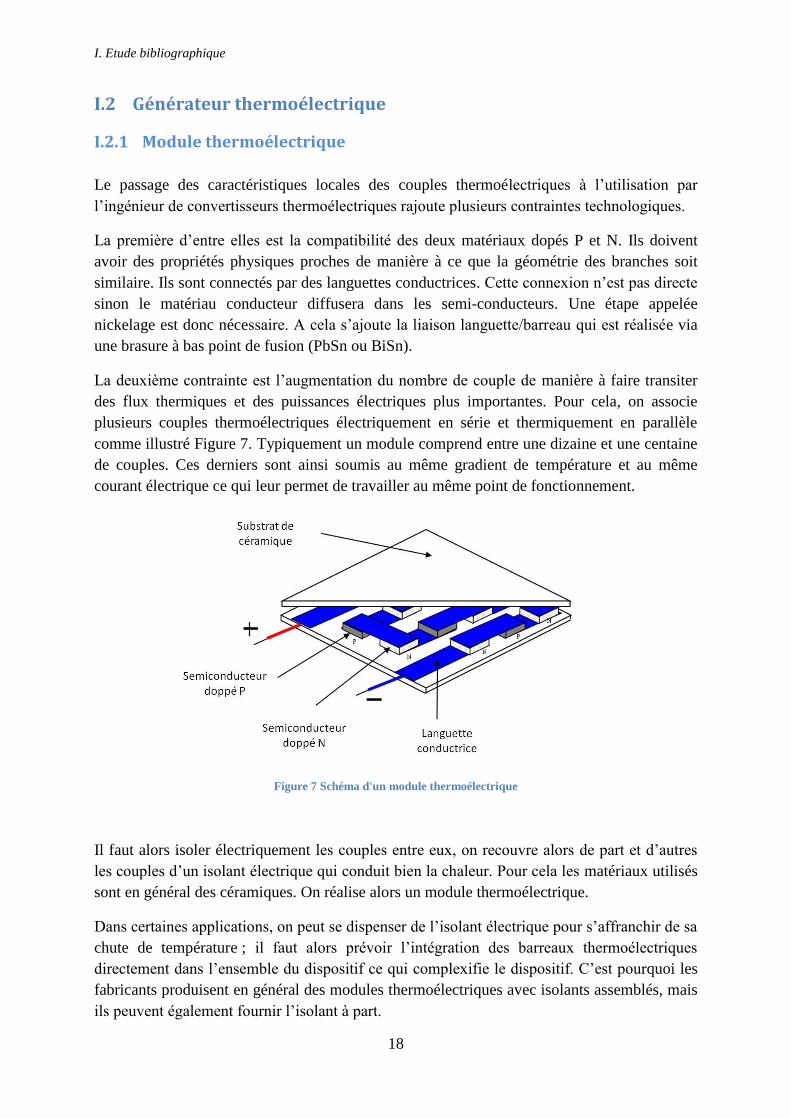
La deuxième contrainte est l’augmentation du nombre de couple de manière à faire transiter
des flux thermiques et des puissances électriques plus importantes. Pour cela, on associe
plusieurs couples thermoélectriques électriquement en série et thermiquement en parallèle
comme illustré Figure 7. Typiquement un module comprend entre une dizaine et une centaine
de couples. Ces derniers sont ainsi soumis au même gradient de température et au même
courant électrique ce qui leur permet de travailler au même point de fonctionnement.
Figure 7 Schéma d'un module thermoélectrique
Il faut alors isoler électriquement les couples entre eux, on recouvre alors de part et d’autres
les couples d’un isolant électrique qui conduit bien la chaleur. Pour cela les matériaux utilisés
sont en général des céramiques. On réalise alors un module thermoélectrique.
Dans certaines applications, on peut se dispenser de l’isolant électrique pour s’affranchir de sa
chute de température ; il faut alors prévoir l’intégration des barreaux thermoélectriques
directement dans l’ensemble du dispositif ce qui complexifie le dispositif. C’est pourquoi les
fabricants produisent en général des modules thermoélectriques avec isolants assemblés, mais
ils peuvent également fournir l’isolant à part.

I. Etude bibliographique
19
I.2.2 Echangeurs de chaleur
Même s’ils ne participent pas directement à la conversion d’énergie thermique en électricité,
les échangeurs jouent un rôle primordial dans un générateur thermoélectrique. En effet, ils
permettent d’apporter ou d’évacuer la chaleur du module. Le mauvais choix d’un seul
échangeur peut faire chuter les performances de l’ensemble du générateur. Plusieurs études
ont montré l’intérêt de les optimiser, essentiellement en réduisant la valeur de leur résistance
thermique [5]. Par exemple [6], à volume donné, il vaut mieux avoir un échangeur court et
large que long et étroit. Néanmoins, la réduction de la résistance thermique d’un échangeur
s’accompagne souvent d’une augmentation de l’encombrement ou encore des pertes de
charges dans les circuits hydrauliques.
En assemblant les modules thermoélectriques à des échangeurs, on réalise ainsi un générateur
thermoélectrique.
I.2.3 Facteur de mérite
Un TEG (Thermoelectric Generator, Générateur Thermoélectrique en français) peut être vu
comme une sorte de moteur thermique qui fonctionne en transférant de l’énergie d’une source
chaude vers un dissipateur (source froide) en convertissant une partie de cette énergie
thermique en électricité. Le rendement ηTE d’un module thermoélectrique est défini par le
rapport de la puissance électrique produite Pe, sur le flux thermique qui traverse la face
chaude QC. Son expression est donnée ci-dessous I-11 [7], [8]. Cette formule a été obtenue en
utilisant les hypothèses suivantes :
Les propriétés thermoélectriques des matériaux sont constantes ;
La température de chaque côté du module est uniforme ;
Tout le flux thermique transitant de la source chaude à la source froide traverse les
matériaux thermoélectriques (les résistances parasites et les résistances de contact sont
négligées) ;
Les contacts électriques entre les matériaux thermoélectriques sont supposés parfaits.
I-11
Avec ΔT la différence de température entre le côté chaud et le côté froid du module, TC, la
température du module côté chaud, m le rapport de la résistance électrique de charge sur la
résistance électrique interne du module thermoélectrique. Le facteur de mérite du matériau
thermoélectrique, Z (K-1
) s’exprime comme suit :
I-12
I. Etude bibliographique
20
Avec λn et λp respectivement les conductivités thermiques des matériaux thermoélectriques
dopés n et p, et ρn, ρp les résistivités électriques des matériaux thermoélectriques dopés n et p.
Les propriétés de ces matériaux varient de manière significative avec la température,
particulièrement en génération thermoélectrique où le gradient de température entre les deux
faces du module est important. L’expression de ce rendement devra donc être utilisée avec
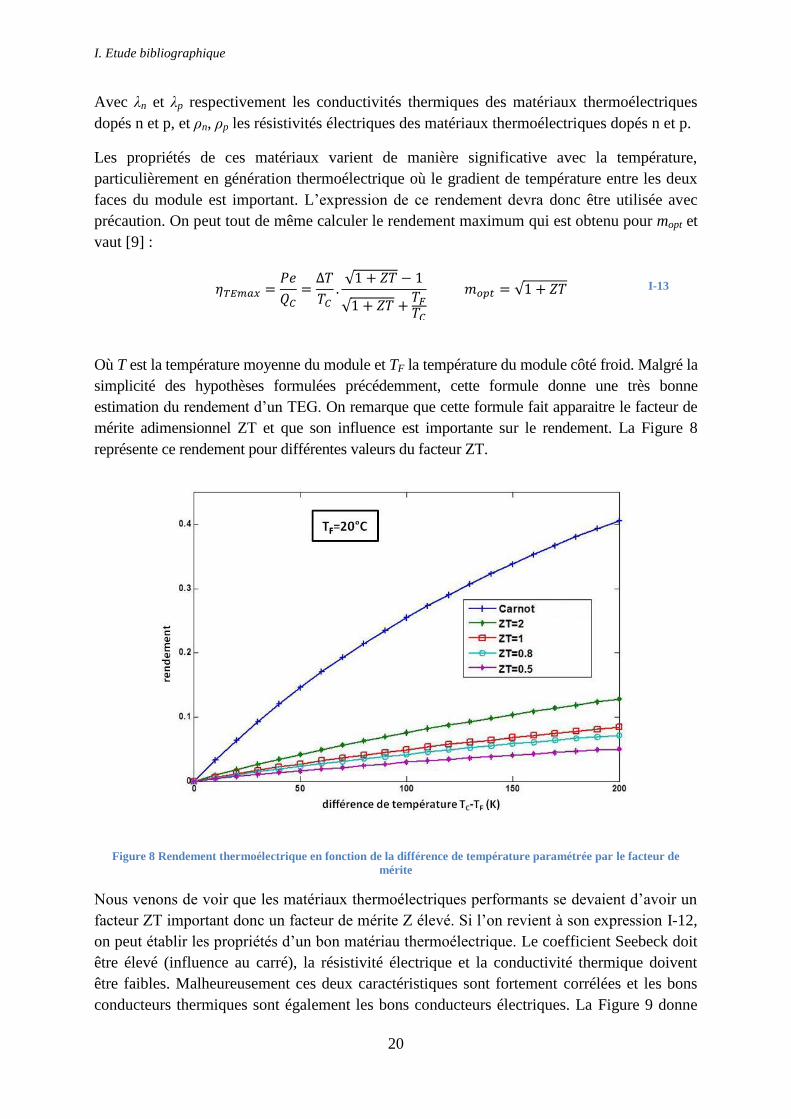
précaution. On peut tout de même calculer le rendement maximum qui est obtenu pour mopt et
vaut [9] :
I-13
Où T est la température moyenne du module et TF la température du module côté froid. Malgré la
simplicité des hypothèses formulées précédemment, cette formule donne une très bonne
estimation du rendement d’un TEG. On remarque que cette formule fait apparaitre le facteur de
mérite adimensionnel ZT et que son influence est importante sur le rendement. La Figure 8
représente ce rendement pour différentes valeurs du facteur ZT.
Figure 8 Rendement thermoélectrique en fonction de la différence de température paramétrée par le facteur de
mérite
Nous venons de voir que les matériaux thermoélectriques performants se devaient d’avoir un
facteur ZT important donc un facteur de mérite Z élevé. Si l’on revient à son expression I-12,
on peut établir les propriétés d’un bon matériau thermoélectrique. Le coefficient Seebeck doit
être élevé (influence au carré), la résistivité électrique et la conductivité thermique doivent
être faibles. Malheureusement ces deux caractéristiques sont fortement corrélées et les bons
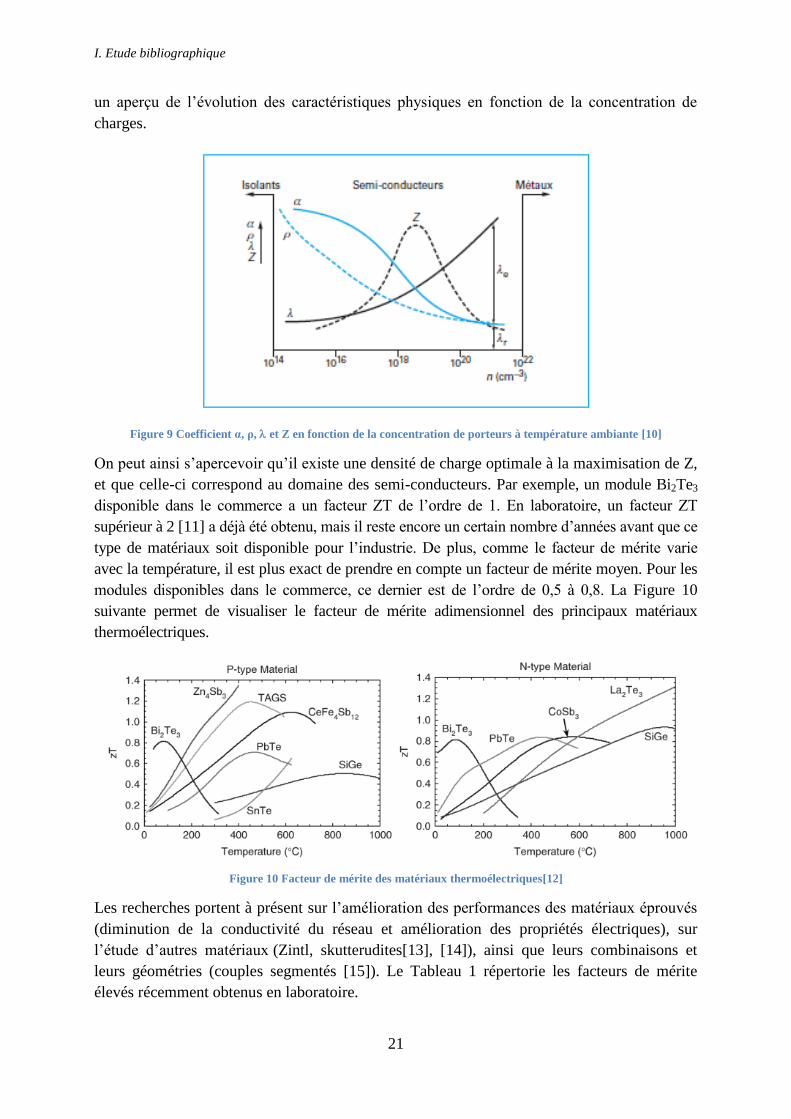
conducteurs thermiques sont également les bons conducteurs électriques. La Figure 9 donne
I. Etude bibliographique
21
un aperçu de l’évolution des caractéristiques physiques en fonction de la concentration de
charges.
Figure 9 Coefficient α, ρ, et Z en fonction de la concentration de porteurs à température ambiante [10]
On peut ainsi s’apercevoir qu’il existe une densité de charge optimale à la maximisation de Z,
et que celle-ci correspond au domaine des semi-conducteurs. Par exemple, un module Bi2Te3
disponible dans le commerce a un facteur ZT de l’ordre de 1. En laboratoire, un facteur ZT
supérieur à 2 [11] a déjà été obtenu, mais il reste encore un certain nombre d’années avant que ce
type de matériaux soit disponible pour l’industrie. De plus, comme le facteur de mérite varie
avec la température, il est plus exact de prendre en compte un facteur de mérite moyen. Pour les
modules disponibles dans le commerce, ce dernier est de l’ordre de 0,5 à 0,8. La Figure 10
suivante permet de visualiser le facteur de mérite adimensionnel des principaux matériaux
thermoélectriques.
Figure 10 Facteur de mérite des matériaux thermoélectriques[12]
Les recherches portent à présent sur l’amélioration des performances des matériaux éprouvés
(diminution de la conductivité du réseau et amélioration des propriétés électriques), sur
l’étude d’autres matériaux (Zintl, skutterudites[13], [14]), ainsi que leurs combinaisons et
leurs géométries (couples segmentés [15]). Le Tableau 1 répertorie les facteurs de mérite
élevés récemment obtenus en laboratoire.
I. Etude bibliographique
22
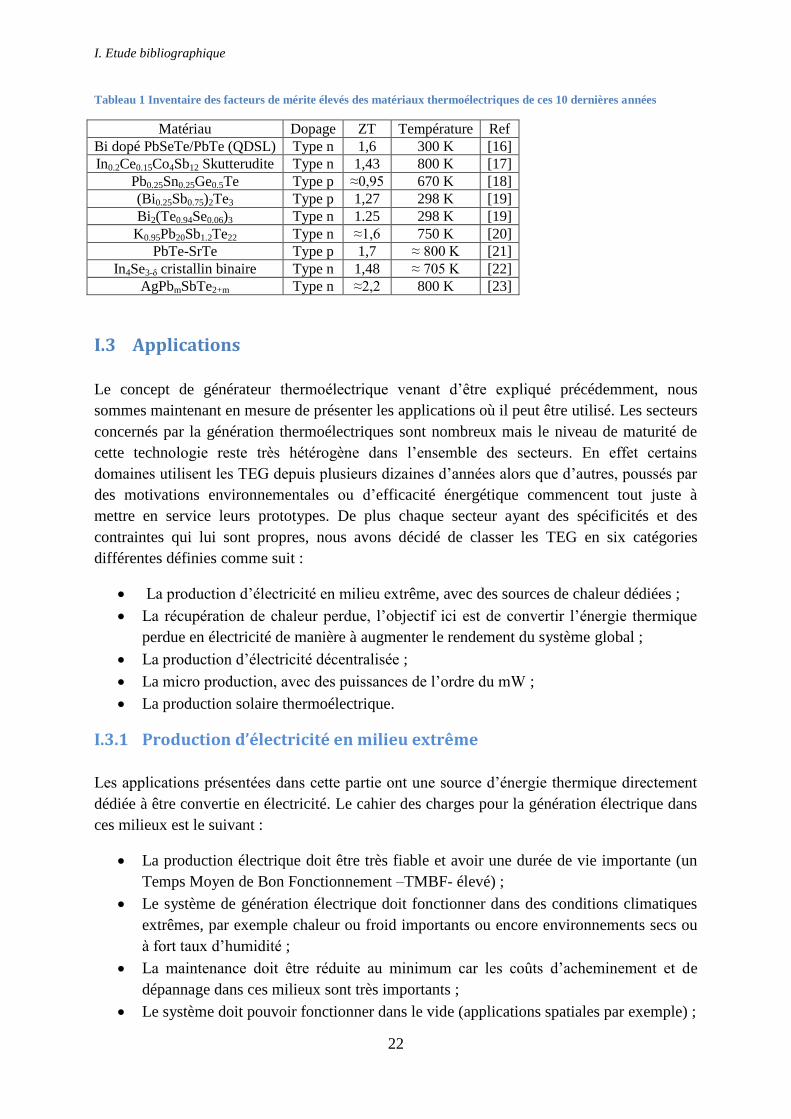
Tableau 1 Inventaire des facteurs de mérite élevés des matériaux thermoélectriques de ces 10 dernières années
Matériau Dopage ZT Température Ref
Bi dopé PbSeTe/PbTe (QDSL) Type n 1,6 300 K [16]
In0.2Ce0.15Co4Sb12 Skutterudite Type n 1,43 800 K [17]
Pb0.25Sn0.25Ge0.5Te Type p ≈0,95 670 K [18]
(Bi0.25Sb0.75)2Te3 Type p 1,27 298 K [19]
Bi2(Te0.94Se0.06)3 Type n 1.25 298 K [19]
K0.95Pb20Sb1.2Te22 Type n ≈1,6 750 K [20]
PbTe-SrTe Type p 1,7 ≈ 800 K [21]
In4Se3-δ cristallin binaire Type n 1,48 ≈ 705 K [22]
AgPbmSbTe2+m Type n ≈2,2 800 K [23]
I.3 Applications
Le concept de générateur thermoélectrique venant d’être expliqué précédemment, nous
sommes maintenant en mesure de présenter les applications où il peut être utilisé. Les secteurs
concernés par la génération thermoélectriques sont nombreux mais le niveau de maturité de
cette technologie reste très hétérogène dans l’ensemble des secteurs. En effet certains
domaines utilisent les TEG depuis plusieurs dizaines d’années alors que d’autres, poussés par
des motivations environnementales ou d’efficacité énergétique commencent tout juste à
mettre en service leurs prototypes. De plus chaque secteur ayant des spécificités et des
contraintes qui lui sont propres, nous avons décidé de classer les TEG en six catégories
différentes définies comme suit :
La production d’électricité en milieu extrême, avec des sources de chaleur dédiées ;
La récupération de chaleur perdue, l’objectif ici est de convertir l’énergie thermique
perdue en électricité de manière à augmenter le rendement du système global ;
La production d’électricité décentralisée ;
La micro production, avec des puissances de l’ordre du mW ;
La production solaire thermoélectrique.
I.3.1 Production d’électricité en milieu extrême
Les applications présentées dans cette partie ont une source d’énergie thermique directement
dédiée à être convertie en électricité. Le cahier des charges pour la génération électrique dans
ces milieux est le suivant :
La production électrique doit être très fiable et avoir une durée de vie importante (un
Temps Moyen de Bon Fonctionnement –TMBF- élevé) ;
Le système de génération électrique doit fonctionner dans des conditions climatiques
extrêmes, par exemple chaleur ou froid importants ou encore environnements secs ou
à fort taux d’humidité ;
La maintenance doit être réduite au minimum car les coûts d’acheminement et de
dépannage dans ces milieux sont très importants ;
Le système doit pouvoir fonctionner dans le vide (applications spatiales par exemple) ;

I. Etude bibliographique
23
Le système doit être résistant aux vibrations et aux radiations.
Lorsque tous ces éléments sont pris en compte, on constate que le coût du Watt n’est plus
essentiel et que c’est bien la fiabilité et la durée de vie du système dans un environnement
extrême qui comptent le plus.
On peut scinder l’utilisation de ces générateurs en deux familles, l’exploration spatiale et les
applications terrestres.
I.3.1.1 Secteur spatial
Secteur historique des générateurs thermoélectriques, l’exploration spatiale a permis aux TEG
de se développer rapidement. Le système de production électrique est appelé générateur
thermoélectrique à radio-isotopes (RTG) [11]. Il est composé d’un générateur
thermoélectrique complété par un générateur thermique à source nucléaire. Il ne s’agit ni de
fusion, ni de fission nucléaires qui exigeraient des contraintes importantes sur le système mais
de la désintégration naturelle d’un atome radioactif. En se désintégrant, les atomes radioactifs
libèrent de la chaleur dont une partie est directement convertie en électricité.
Le noyau radioactif utilisé est le plutonium 238 qui en se désintégrant naturellement libère de
la chaleur. Le schéma suivant montre la pastille de plutonium et l’environnement du TEG
Figure 11.
Figure 11 Photo d’une pastille de combustible et schéma de son environnement
Historiquement, ce sont ces types de générateurs qui ont été les premiers générateurs
thermoélectriques à se développer, le premier datant de 1961 avec des modules
thermoélectriques au PbTe pour le satellite de navigation Transit de l’U.S. Navy. Ce
générateur a fourni environ 2,7 W pendant plus de 15 ans [24].
Pour ces applications, on souhaite avant tout garantir une alimentation électrique stable sur
une période la plus longue possible, typiquement 14 ans. Le rapport énergie/poids doit être
élevé car le moindre kilo supplémentaire se paye très cher. De plus, la taille des modules
thermoélectriques est facilement ajustable et ils possèdent une caractéristique tension/courant
linéaire ce qui rend leur contrôle plus simple. Le principal intérêt de cette technologie
I. Etude bibliographique
24
comparativement au solaire photovoltaïque est son indépendance aux conditions extérieures.
En effet au fur et à mesure que l’on s’éloigne du soleil le flux solaire diminue, de 1373 W/m²
en moyenne au niveau de la Terre à 1 W/m² au niveau de Pluton. De plus dans le cas des
panneaux solaires, le dispositif de conversion d’énergie se situe à l’extérieur du système à
alimenter et est donc plus vulnérable.
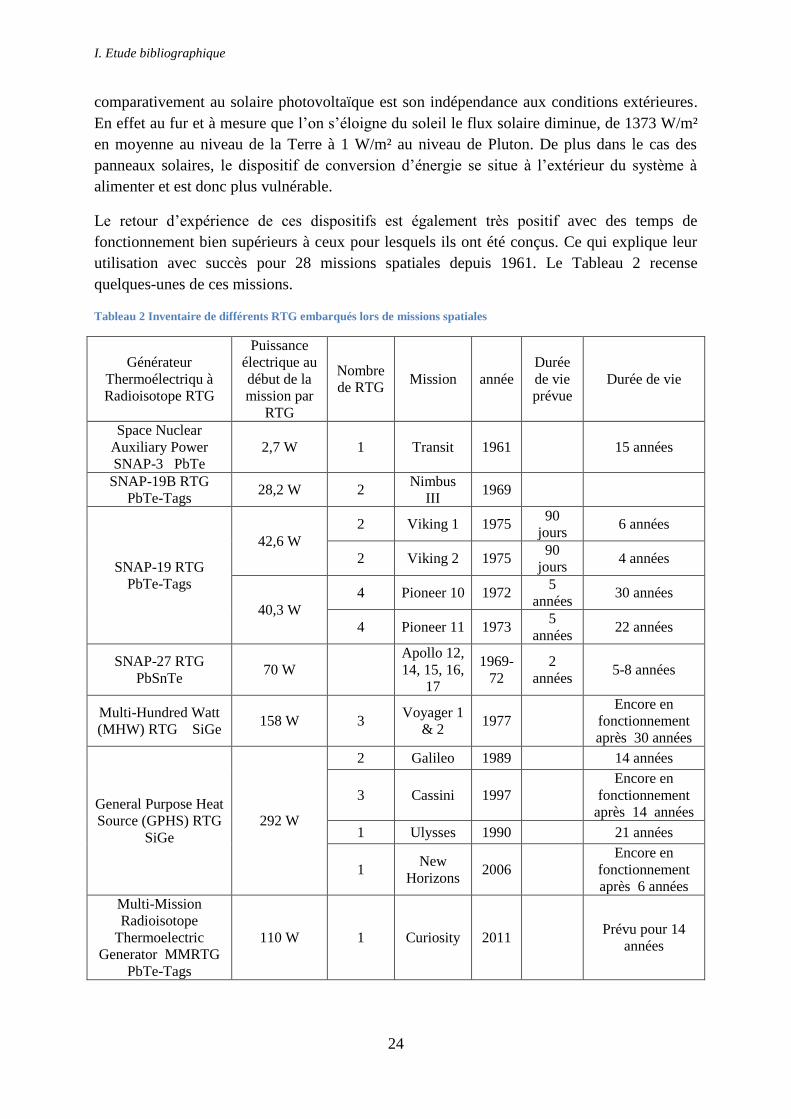
Le retour d’expérience de ces dispositifs est également très positif avec des temps de
fonctionnement bien supérieurs à ceux pour lesquels ils ont été conçus. Ce qui explique leur
utilisation avec succès pour 28 missions spatiales depuis 1961. Le Tableau 2 recense
quelques-unes de ces missions.
Tableau 2 Inventaire de différents RTG embarqués lors de missions spatiales
Générateur
Thermoélectriqu à
Radioisotope RTG
Puissance
électrique au
début de la
mission par
RTG
Nombre
de RTG Mission année
Durée
de vie
prévue
Durée de vie
Space Nuclear
Auxiliary Power
SNAP-3 PbTe
2,7 W 1 Transit 1961
15 années
SNAP-19B RTG
PbTe-Tags 28,2 W 2
Nimbus
III 1969
SNAP-19 RTG
PbTe-Tags
42,6 W
2 Viking 1 1975 90
jours 6 années
2 Viking 2 1975 90
jours 4 années
40,3 W
4 Pioneer 10 1972 5
années 30 années
4 Pioneer 11 1973 5
années 22 années
SNAP-27 RTG
PbSnTe 70 W
Apollo 12,
14, 15, 16,
17
1969-
72
2
années 5-8 années
Multi-Hundred Watt
(MHW) RTG SiGe 158 W 3
Voyager 1
& 2 1977
Encore en
fonctionnement
après 30 années
General Purpose Heat
Source (GPHS) RTG
SiGe
292 W
2 Galileo 1989
14 années
3 Cassini 1997
Encore en
fonctionnement
après 14 années
1 Ulysses 1990
21 années
1 New
Horizons 2006
Encore en
fonctionnement
après 6 années
Multi-Mission
Radioisotope
Thermoelectric
Generator MMRTG
PbTe-Tags
110 W 1 Curiosity 2011
Prévu pour 14
années

I. Etude bibliographique
25
Les photographies suivantes présentent trois de ces générateurs, successivement sur la Lune
(Figure 12), avant son montage sur Cassini (Figure 13) et sur le rover Curiosity (Figure 14).
Figure 12 RTG utilisé lors de la mission Apollo 14 Figure 13 RTG de Cassini avant montage
Figure 14 RTG du rover Curiosity pour mission sur Mars
Trois technologies de modules thermoélectriques se partagent l’ensemble de ces missions, les
modules PbTe-TAGS, PbSnTe et SiGe. Le choix des matériaux se faisant essentiellement sur
la température de fonctionnement du système.
Les modules thermoélectriques composés de Telluride sont les plus efficaces lorsqu’ils
travaillent entre la température ambiante et 600 °C. Les modules à base de SiGe ont été
développés pour augmenter la puissance spécifique (rapport de la puissance électrique sur le
poids total du système) et fonctionner à des températures allant jusqu’à 1000 °C et ayant un
maximum pour la figure de mérite dans les températures élevées.
Comme nous avons pu le voir, à l’heure actuelle les générateurs thermoélectriques à radio-
isotopes sont extrêmement fiables et ont des avantages non négligeables notamment leur
compacité.
I. Etude bibliographique
26
I.3.1.2 Sites isolés
Même si aujourd’hui l’utilisation des RTG dans les milieux isolés sur Terre n’est plus
vraiment d’actualité, principalement à cause de la présence de matériaux radioactifs, elle a
permis dans le seconde moitié du XXème siècle d’alimenter des phares et des balises de
navigation de manière extrêmement fiable dans des zones reculées. Pour la plupart, la source
de chaleur était fournie par la désintégration du 90
Sr. Les zones concernées étaient
essentiellement situées au Canada et dans l’ancienne URSS. Ces générateurs sont constitués
d’un bouclier en acier renfermant le noyau radioactif avec des ailettes à l’extérieur.
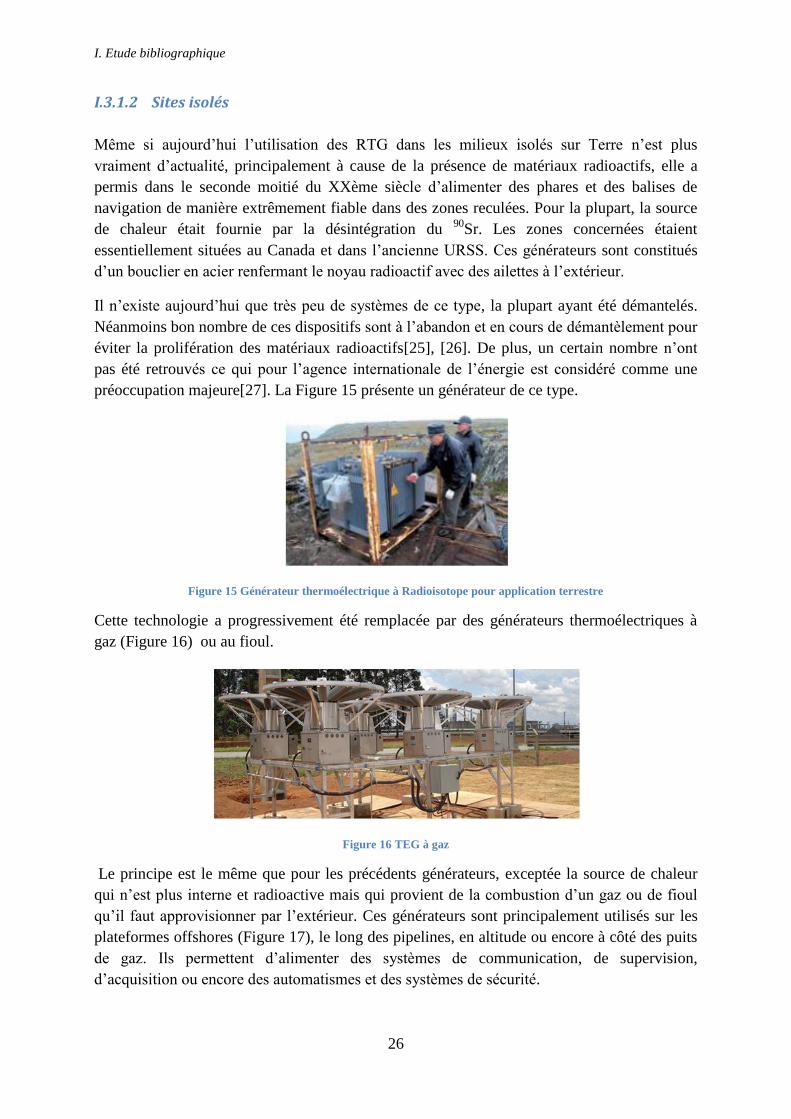
Il n’existe aujourd’hui que très peu de systèmes de ce type, la plupart ayant été démantelés.
Néanmoins bon nombre de ces dispositifs sont à l’abandon et en cours de démantèlement pour
éviter la prolifération des matériaux radioactifs[25], [26]. De plus, un certain nombre n’ont
pas été retrouvés ce qui pour l’agence internationale de l’énergie est considéré comme une
préoccupation majeure[27]. La Figure 15 présente un générateur de ce type.
Figure 15 Générateur thermoélectrique à Radioisotope pour application terrestre
Cette technologie a progressivement été remplacée par des générateurs thermoélectriques à
gaz (Figure 16) ou au fioul.
Figure 16 TEG à gaz
Le principe est le même que pour les précédents générateurs, exceptée la source de chaleur
qui n’est plus interne et radioactive mais qui provient de la combustion d’un gaz ou de fioul
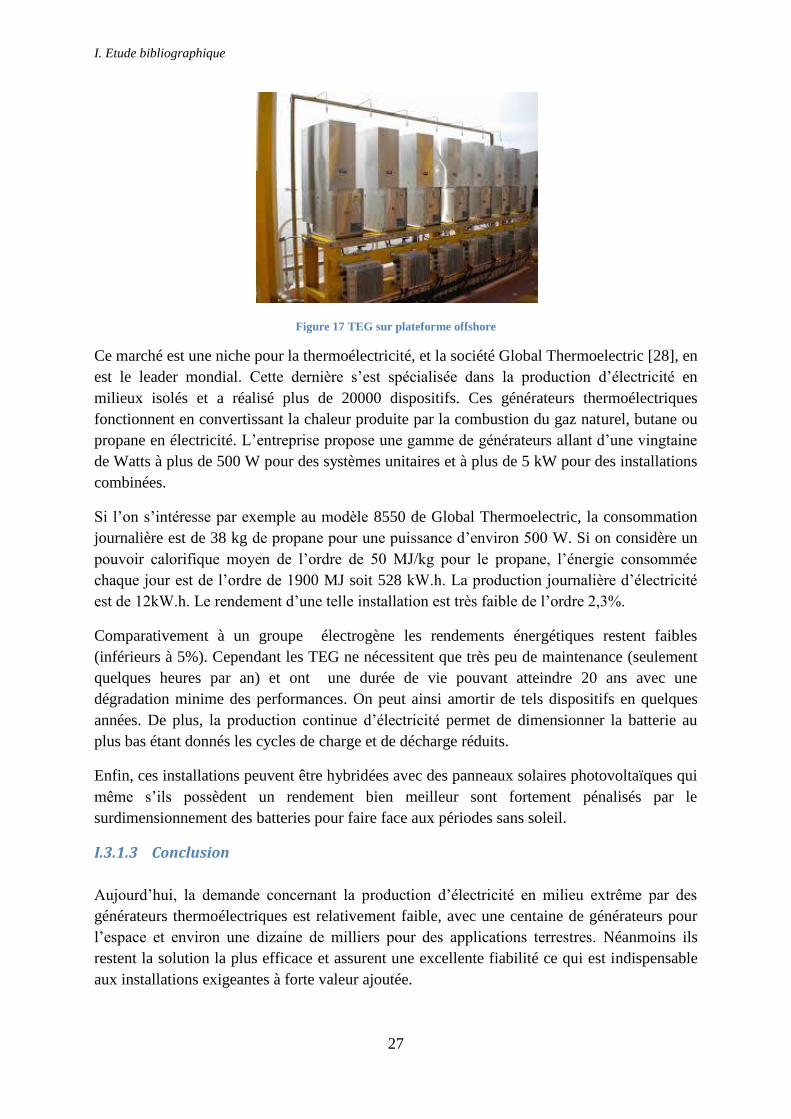
qu’il faut approvisionner par l’extérieur. Ces générateurs sont principalement utilisés sur les
plateformes offshores (Figure 17), le long des pipelines, en altitude ou encore à côté des puits
de gaz. Ils permettent d’alimenter des systèmes de communication, de supervision,
d’acquisition ou encore des automatismes et des systèmes de sécurité.
I. Etude bibliographique
27
Figure 17 TEG sur plateforme offshore
Ce marché est une niche pour la thermoélectricité, et la société Global Thermoelectric [28], en
est le leader mondial. Cette dernière s’est spécialisée dans la production d’électricité en
milieux isolés et a réalisé plus de 20000 dispositifs. Ces générateurs thermoélectriques
fonctionnent en convertissant la chaleur produite par la combustion du gaz naturel, butane ou
propane en électricité. L’entreprise propose une gamme de générateurs allant d’une vingtaine
de Watts à plus de 500 W pour des systèmes unitaires et à plus de 5 kW pour des installations
combinées.
Si l’on s’intéresse par exemple au modèle 8550 de Global Thermoelectric, la consommation
journalière est de 38 kg de propane pour une puissance d’environ 500 W. Si on considère un
pouvoir calorifique moyen de l’ordre de 50 MJ/kg pour le propane, l’énergie consommée
chaque jour est de l’ordre de 1900 MJ soit 528 kW.h. La production journalière d’électricité
est de 12kW.h. Le rendement d’une telle installation est très faible de l’ordre 2,3%.
Comparativement à un groupe électrogène les rendements énergétiques restent faibles
(inférieurs à 5%). Cependant les TEG ne nécessitent que très peu de maintenance (seulement
quelques heures par an) et ont une durée de vie pouvant atteindre 20 ans avec une
dégradation minime des performances. On peut ainsi amortir de tels dispositifs en quelques
années. De plus, la production continue d’électricité permet de dimensionner la batterie au
plus bas étant donnés les cycles de charge et de décharge réduits.
Enfin, ces installations peuvent être hybridées avec des panneaux solaires photovoltaïques qui
même s’ils possèdent un rendement bien meilleur sont fortement pénalisés par le
surdimensionnement des batteries pour faire face aux périodes sans soleil.
I.3.1.3 Conclusion
Aujourd’hui, la demande concernant la production d’électricité en milieu extrême par des
générateurs thermoélectriques est relativement faible, avec une centaine de générateurs pour
l’espace et environ une dizaine de milliers pour des applications terrestres. Néanmoins ils
restent la solution la plus efficace et assurent une excellente fiabilité ce qui est indispensable
aux installations exigeantes à forte valeur ajoutée.
I. Etude bibliographique
28
I.3.2 Générateur thermoélectrique utilisant de la chaleur perdue
Tout système de conversion d’énergie possède un rendement inférieur à 100% et donc admet
des pertes. Dans la majorité des cas ces pertes sont de nature thermiques et sont évacuées
naturellement ou par un système dédié vers l’extérieur. L’objet de cette partie est de
répertorier les domaines où il existe des pertes thermiques importantes et où la
thermoélectricité peut être compétitive.
Avant de parler plus spécifiquement de chaque secteur en particulier, intéressons-nous de
manière globale aux pertes thermiques. Si l’on prend comme exemple l’estimation de
l’énergie utilisée par les Etats-Unis en 2009 par le Lawrence Livemore national Laboratory,
on obtient les chiffres significatifs suivants (l’unité utilisée est le quad qui vaut environ
293.109
kWh soit 293 millions de MW.h.) :
La production d’électricité pour le résidentiel, le commercial et le tertiaire
représente environ 38,2 quads, qui sont répartis en 12,1 quads d’électricité et
26,1 quads d’énergie thermique rejetée.
Le secteur des transports consomme 25,3 quads dont 20,2 quads sont gaspillés sous
forme de chaleur rejetée. Ces résultats montrent la marge de progrès qu’il est possible
d’espérer sur cette récupération d’énergie.
Au sein des transports, il convient d’étudier séparément les secteurs automobile, aéronautique
et maritime, chacun de ces secteurs ayant des contraintes particulières.
I.3.2.1 Secteur automobile
Le domaine le plus actif pour cette récupération d’énergie est le secteur de l’automobile où la
compétition vers des voitures toujours plus propres est très dynamique et très encouragée par
les gouvernements. Depuis 2009, l’Union Européenne a instauré des normes contraignantes
pour les voitures neuves avec des émissions à hauteur de 130 g de CO2 (5,2 l/100km) par km
à partir de 2015 et 95 g de CO2/km (3,7l/100km) dès 2020 (régulation No 443/ 2009.) Au-delà
de ces seuils, les fabricants de voiture doivent payer des amendes de l’ordre de 20€ par
gramme supplémentaire depuis 2012. Ces amendes monteront, à partir de 2020 à 95€ par
gramme.
En plus de ces normes, le prix des carburants continuera à augmenter à cause de la demande
croissante des marchés émergents.
Ces deux derniers points obligent les constructeurs des marchés européens à innover de
manière à satisfaire aux normes précédemment citées et à réduire la consommation de
carburant. Plusieurs technologies sont étudiées, elles doivent répondre à un ou plusieurs des
critères suivants :
Performance (W/kg, W/m3, W.h/kg, W/m
3, W/€) ;
Coût ;
Robustesse et durée de vie (15 ans) ;
I. Etude bibliographique
29
Adaptation, la technologie doit pouvoir s’adapter facilement sur toute la flotte
de véhicules, d’une voiture particulière à un camion ou encore au type de
carburant utilisé (gaz, diesel ou essence) ;
Intégration, la technologie doit s’intégrer pleinement dans le système
énergétique du véhicule ;
Autres avantages (améliorer le confort du conducteur, réduire le bruit dans
l’habitacle,…).
L’utilisation d’un générateur thermoélectrique permettrait de compléter l’alternateur des
véhicules conventionnels et ainsi de réduire ses dimensions.
L’évolution des prototypes automobiles équipés de générateurs thermoélectriques est très
importante depuis ces 10 dernières années. Par exemple, le prototype de BMW est passé
d’une production de 80 W avec des modules Bi2Te3 en 2003 à plus de 600 W avec des
modules PbTe en 2011 [29]. Le gain de carburant serait alors de l’ordre de 1,2%. Les
perspectives envisagées sont l’implantation du TEG sur le système de recirculation des gaz
d’échappement. Ce système, diminue l’oxyde d’azote produit mais pour fonctionner
correctement, les gaz d’échappement doivent être refroidis. Pour cela, il est équipé d’un
échangeur et d’une vanne qui permet de contrôler la température des gaz. L’intégration de
module thermoélectrique ne nécessitera donc que peu de modifications et n’entrainera pas
d’augmentation importante des coûts.
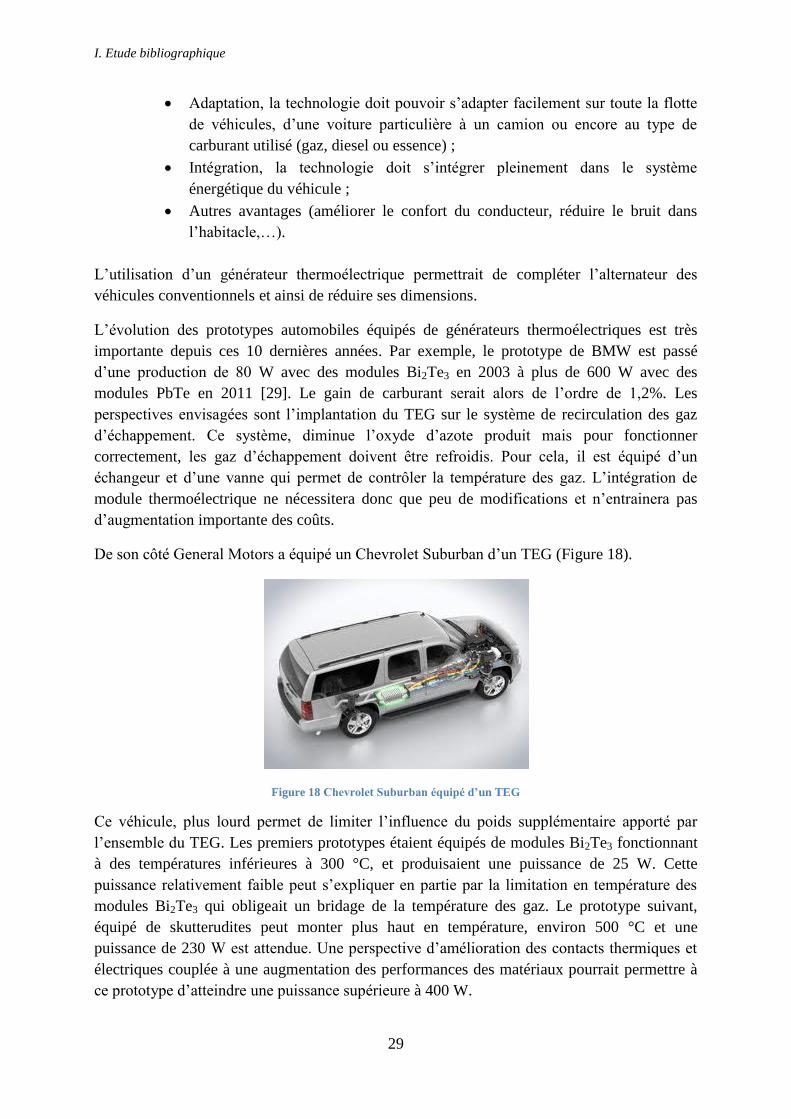
De son côté General Motors a équipé un Chevrolet Suburban d’un TEG (Figure 18).
Figure 18 Chevrolet Suburban équipé d’un TEG
Ce véhicule, plus lourd permet de limiter l’influence du poids supplémentaire apporté par
l’ensemble du TEG. Les premiers prototypes étaient équipés de modules Bi2Te3 fonctionnant
à des températures inférieures à 300 °C, et produisaient une puissance de 25 W. Cette
puissance relativement faible peut s’expliquer en partie par la limitation en température des
modules Bi2Te3 qui obligeait un bridage de la température des gaz. Le prototype suivant,
équipé de skutterudites peut monter plus haut en température, environ 500 °C et une
puissance de 230 W est attendue. Une perspective d’amélioration des contacts thermiques et
électriques couplée à une augmentation des performances des matériaux pourrait permettre à
ce prototype d’atteindre une puissance supérieure à 400 W.
I. Etude bibliographique
30
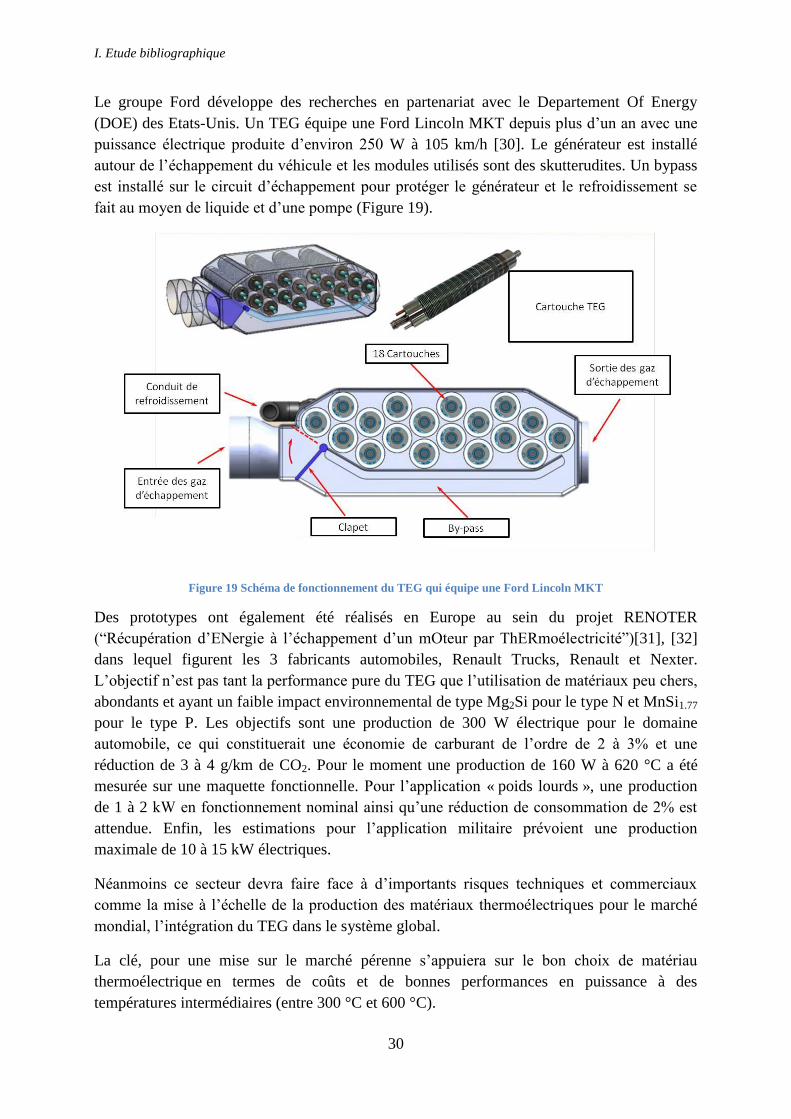
Le groupe Ford développe des recherches en partenariat avec le Departement Of Energy
(DOE) des Etats-Unis. Un TEG équipe une Ford Lincoln MKT depuis plus d’un an avec une
puissance électrique produite d’environ 250 W à 105 km/h [30]. Le générateur est installé
autour de l’échappement du véhicule et les modules utilisés sont des skutterudites. Un bypass
est installé sur le circuit d’échappement pour protéger le générateur et le refroidissement se
fait au moyen de liquide et d’une pompe (Figure 19).
Figure 19 Schéma de fonctionnement du TEG qui équipe une Ford Lincoln MKT
Des prototypes ont également été réalisés en Europe au sein du projet RENOTER
(“Récupération d’ENergie à l’échappement d’un mOteur par ThERmoélectricité”)[31], [32]
dans lequel figurent les 3 fabricants automobiles, Renault Trucks, Renault et Nexter.
L’objectif n’est pas tant la performance pure du TEG que l’utilisation de matériaux peu chers,
abondants et ayant un faible impact environnemental de type Mg2Si pour le type N et MnSi1.77
pour le type P. Les objectifs sont une production de 300 W électrique pour le domaine
automobile, ce qui constituerait une économie de carburant de l’ordre de 2 à 3% et une
réduction de 3 à 4 g/km de CO2. Pour le moment une production de 160 W à 620 °C a été
mesurée sur une maquette fonctionnelle. Pour l’application « poids lourds », une production
de 1 à 2 kW en fonctionnement nominal ainsi qu’une réduction de consommation de 2% est
attendue. Enfin, les estimations pour l’application militaire prévoient une production
maximale de 10 à 15 kW électriques.
Néanmoins ce secteur devra faire face à d’importants risques techniques et commerciaux
comme la mise à l’échelle de la production des matériaux thermoélectriques pour le marché
mondial, l’intégration du TEG dans le système global.
La clé, pour une mise sur le marché pérenne s’appuiera sur le bon choix de matériau
thermoélectrique en termes de coûts et de bonnes performances en puissance à des
températures intermédiaires (entre 300 °C et 600 °C).
I. Etude bibliographique
31
I.3.2.2 Secteur aéronautique
L’aéronautique se penche aussi vers l’utilisation des gaz chauds rejetés par les réacteurs
d’avions et les turbomachines d’hélicoptères. L’intérêt autour des TEG dans ce secteur se
traduit surtout par le dépôt de brevets [33] car le nombre d’études reste minime. Le
constructeur Boeing a estimé qu’une économie de 0,5% du carburant était envisageable avec
l’utilisation de générateurs thermoélectriques [34]. Cela se traduirait par une réduction
mensuelle des coûts de 12 millions de dollars pour les USA. Néanmoins, leur intégration dans
un environnement relativement petit à haute température pose encore problème ce qui ne peut
faire de la technologie des TEG qu’une source complémentaire à d’autres énergies. Pour
qu’une technologie soit intéressante dans le secteur aéronautique, le seuil de 0,15 kW/kg doit
être franchi, or une autre étude SWAFEA (Sustainable Way for Alternative Fuels and Energy
for Aviation) [35], estime la densité de puissance des générateurs thermoélectriques à
0,5 kW/kg. En laboratoire, Kousksou et al. [36] ont montré que cette densité de puissance
théorique était difficile à obtenir. L’étude en question portait sur l’intégration de générateurs
thermoélectriques sur une tuyère de turbine d’hélicoptère. Ne pouvant pas modifier l’intérieur
de la tuyère sans modifier les pertes de charges ainsi que la dynamique des gaz, seul
l’échangeur froid pouvait être amélioré, cependant, le poids de ce dernier fait chuter
grandement la densité de puissance.
Contrairement au secteur automobile, les TEG ne sont pas encore prêts à investir le domaine
de l’aéronautique, et ce manque de maturité devra être comblé par de nouvelles études.
Cependant, et comme nous le verrons dans la partie micro production, ce secteur ne délaisse
pas la technologie thermoélectrique bien au contraire.
I.3.2.3 Secteur maritime
Le milieu extérieur, dans le transport maritime, offre certainement les perspectives les plus
intéressantes pour les TEG. La présence d’une source froide gratuite, quasi constante (eau
douce, eau de mer) avec des propriétés d’échanges thermiques particulièrement bonnes rend
favorable leur utilisation. Néanmoins, jusqu’à aujourd’hui, les normes environnementales
dans ce secteur ne sont pas ou très peu contraignantes. Cela devrait changer dans les
prochaines années et accélérer le développement des TEG.
Bien que les moteurs équipant actuellement les gros navires produisent beaucoup de chaleur,
cette énergie n’est toutefois pas totalement perdue. Elle sert notamment à préchauffer les fuels
lourds, chauffer l’ensemble du bateau et produire de l’eau douce. Ainsi la température des gaz
chaud en sortie est relativement faible.
D’autres sources de chaleurs sont également disponibles : les moteurs auxiliaires et
l’incinérateur. Bien qu’elles soient toutes deux intermittentes, Kristiansen et Nielsen [37] ont
démontré dans leur étude qu’il est préférable d’installer un TEG au niveau de l’incinérateur
plutôt que sur les moteurs auxiliaires. En effet, l’incinérateur fonctionne en brûlant les résidus
de combustibles de soute de la salle des machines soit environ 2% du combustible total
consommé par le navire ce qui n’est pas négligeable. Deux études ont été menées par les
I. Etude bibliographique
32
auteurs afin de chiffrer les productions électriques de TEG équipant l’incinérateur. La
première étude a montré que sur un vraquier disposant d’un moteur de 7,8 MW, une
production de l’ordre de 10 kW de puissance électrique pouvait être envisageable. Dans la
seconde, la puissance de l’incinérateur était de 850 kW pour une production estimée de
38 kW. Dans ces conditions, le coût de revient était de 2,7 US$/W.
Comparativement à une technologie du type turbine/alternateur, les performances sont
actuellement inférieures. Néanmoins la nature intermittente des sources de chaleurs précitées
impose une intervention humaine pour la phase de démarrage de la turbine et donc une
augmentation des coûts dus au personnel (les coûts d’équipage représentent un des postes les
plus élevés des coûts d’exploitation). Par ailleurs la maintenance des TEG est quasi nulle le
poids et la taille ne sont pas une contrainte à la différence des secteurs automobile et
aéronautique.
La technologie thermoélectrique est également très intéressante lorsqu’elle est couplée à
d’autres dispositifs de récupération de chaleur. Par exemple, Shu et al [38] ont montré
l’intérêt d’utiliser un TEG couplé avec un Cycle de Rankine organique. Dans cette étude, le
faible rendement de la génération thermoélectrique n’est pas un problème. Le TEG, en
prélevant de la chaleur permet de diminuer la température des gaz d’échappement ce qui
permet d’utiliser correctement le fluide organique.
I.3.2.4 Conclusion
De tous les domaines traitant de la récupération d’énergie thermique perdue par générateur
thermoélectrique, le domaine automobile est celui qui connait l’expansion la plus importante.
Des prototypes existent depuis plusieurs années sur des véhicules de séries et permettent de
compléter la production de l’alternateur. Les résultats prometteurs obtenus permettent
d’envisager une production à plus grande échelle dans quelques années. Ces développements
devraient pouvoir profiter à la marine où le potentiel est prometteur et où les constructeurs
devront prochainement s’adapter aux nouvelles contraintes environnementales. En ce qui
concerne l’aéronautique, les recherches en amont doivent encore se poursuivre pour s’adapter
à un cahier des charges plus exigeant. Pour les systèmes fonctionnant par intermittence
comme les incinérateurs par exemple, les TEG sont très intéressant car ils limitent la
maintenance qui pénalise souvent les rendements économiques.
I.3.3 Application aux milieux décentralisés
De nos jours, disposer de l’énergie électrique est pratiquement indispensable pour faire
fonctionner la plupart des équipements domestiques. Néanmoins, il existe de nombreux
endroits qui n’ont pas accès au réseau électrique, soit parce que la population n’a pas un
niveau de revenus qui lui permet de consommer suffisamment pour être reliée à un réseau,
soit parce que la connexion au réseau n’est pas la solution économique la plus intéressante.
On peut donc scinder la production d’électricité décentralisée en 2 catégories, l’une qui
concerne les pays en développement et l’autre, les pays développés.
I. Etude bibliographique
33
I.3.3.1 Pays en développement
Selon l’agence internationale de l’énergie, (International Energy Agency IEA), 1,3 milliard de
personnes vivent sans électricité dans les zones les plus pauvres du globe. La consommation
énergétique reste faible et peu diversifiée tant au niveau des sources avec principalement la
biomasse (bois, charbon de bois, déchets de l’agriculture et fientes animales …) que de
l’utilisation (cuisson, chauffage et eau chaude). Ces populations ont cependant besoin d’avoir
accès à l’électricité pour s’éclairer la nuit en remplacement des lampes à pétrole, pour
recevoir les émissions radios et donc l’éducation et pour recharger les téléphones portables
afin de communiquer (En Inde par exemple le pourcentage de la population ayant l’électricité
était seulement de 66% fin 2009 [39] alors qu’en avril 2011 le pourcentage de la population
équipée de téléphones était de 72%).
La présence d’électricité permet également d’améliorer l’efficacité d’un certain nombre de
dispositifs. Par exemple, l’ajout d’un ventilateur sur les systèmes d’évacuation des fumées des
cuisinières, poêles à bois et chaudières permet d’améliorer les performances globales des
chambres de combustion en augmentant le rapport air/combustible et aussi de diminuer le
rejet de particules nocives dans les fumées. Selon l’organisation internationale de la santé,
l’utilisation du bois et des déchets pour la cuisson et le chauffage est la cause de 400 000
morts prématurées par an en Inde, principalement des femmes et des enfants. A titre de
comparaison, dans une maison en Inde utilisant la biomasse pour la cuisson, la quantité de
particules est supérieure à 2000 µg/m3 alors que le standard aux USA est de 150 µg/m
3 [40]–
[42]. De plus, l’amélioration des rendements énergétiques des dispositifs de combustion
permet aussi de réduire très nettement la consommation et donc de limiter la déforestation. En
effet si la biomasse est bien une énergie renouvelable en Europe grâce à un programme de
plantation efficace, c’est moins vrai dans un certain nombre de pays.
Le raccordement au réseau électrique des villages et maisons sans électricité représente un
coût important que l’on peut diviser en deux catégories : le prix de l’installation de nouvelles
lignes électriques et le coût de la distribution électrique sur de grandes distances. Une étude
effectuée par la banque internationale pour la reconstruction et le développement
(International Bank for Reconstruction and Development) [43] a permis d’évaluer le coût de
l’installation de nouvelles lignes dans l’état de Bahia au Brésil. Ce calcul se base sur une
estimation du nombre de poteaux électriques par foyers. Ce coût varie de 300 dollars pour des
villages où les habitations sont concentrées à plus de 4000 dollars pour des villages où les
habitations sont dispersées. Ce coût doit aussi être majoré lorsque la distance vis-à-vis du
réseau augmente ou que le terrain est accidenté. Le coût de la distribution de l’électricité a été
étudié en Inde par Nouni [44]. Il varie entre 0,07 dollar et 5,1 dollars en fonction du pic de
puissance demandé et de la consommation moyenne. Le pire cas est celui d’un village éloigné
de 20 km de la ligne 11 kV, demandant des pics de puissance de 5 kW et ayant un facteur de
charge (rapport entre la puissance moyenne et le pic de puissance) de 0,1. Cela correspond à
un village où l’électricité est principalement utilisée quelques heures la nuit pour l’éclairage
(village avec peu de maisons en région montagneuse sans activité commerciale ni
industrielle).
I. Etude bibliographique
34
On peut ainsi affirmer que le raccordement au réseau n’est pas toujours viable pour des
populations à très bas revenus.
Dans ce cas, on se tourne vers la production d’électricité décentralisée par le biais de systèmes
autonomes. L’énergie solaire pourrait être une solution envisageable si elle ne nécessitait pas
de disposer d’importantes capacités de stockage pour les périodes sans soleil (nuit, brouillard,
mousson …).
Sur ce dernier point, la production d’électricité par des générateurs thermoélectriques utilisant
la combustion de la biomasse est une solution qui s’annonce très prometteuse et plusieurs
laboratoires effectuent ou ont effectué des recherches pour installer des modules
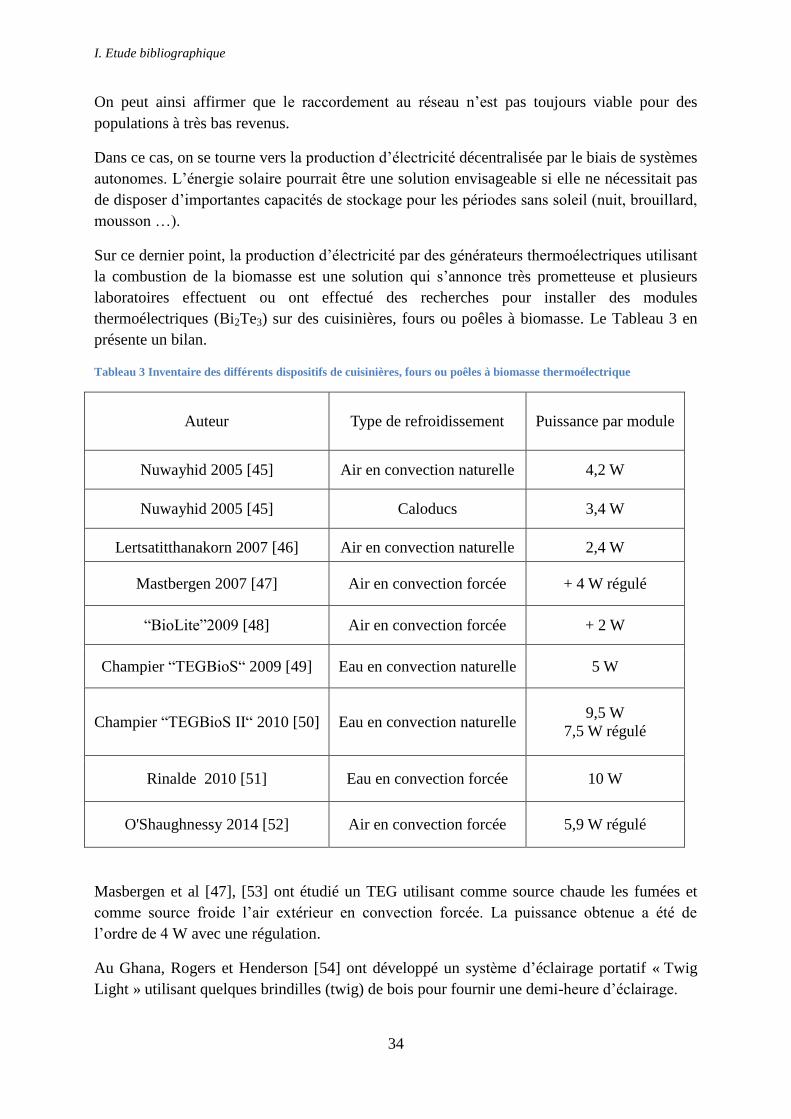
thermoélectriques (Bi2Te3) sur des cuisinières, fours ou poêles à biomasse. Le Tableau 3 en
présente un bilan.
Tableau 3 Inventaire des différents dispositifs de cuisinières, fours ou poêles à biomasse thermoélectrique
Auteur Type de refroidissement Puissance par module
Nuwayhid 2005 [45] Air en convection naturelle 4,2 W
Nuwayhid 2005 [45] Caloducs 3,4 W
Lertsatitthanakorn 2007 [46] Air en convection naturelle 2,4 W
Mastbergen 2007 [47] Air en convection forcée + 4 W régulé
“BioLite”2009 [48] Air en convection forcée + 2 W
Champier “TEGBioS“ 2009 [49] Eau en convection naturelle 5 W
Champier “TEGBioS II“ 2010 [50] Eau en convection naturelle 9,5 W
7,5 W régulé
Rinalde 2010 [51] Eau en convection forcée 10 W
O'Shaughnessy 2014 [52] Air en convection forcée 5,9 W régulé
Masbergen et al [47], [53] ont étudié un TEG utilisant comme source chaude les fumées et
comme source froide l’air extérieur en convection forcée. La puissance obtenue a été de
l’ordre de 4 W avec une régulation.
Au Ghana, Rogers et Henderson [54] ont développé un système d’éclairage portatif « Twig
Light » utilisant quelques brindilles (twig) de bois pour fournir une demi-heure d’éclairage.
I. Etude bibliographique
35
Rinalde et al [51] ont étudié un TEG utilisant comme source chaude les fumées et comme
source froide une circulation d’eau. La puissance obtenue en laboratoire avec un module
Bi2Te3 était de l’ordre de 10 W. Néanmoins, la consommation de la pompe n’a pas été
précisée et le dispositif de stockage de l’électricité n’était pas encore opérationnel.
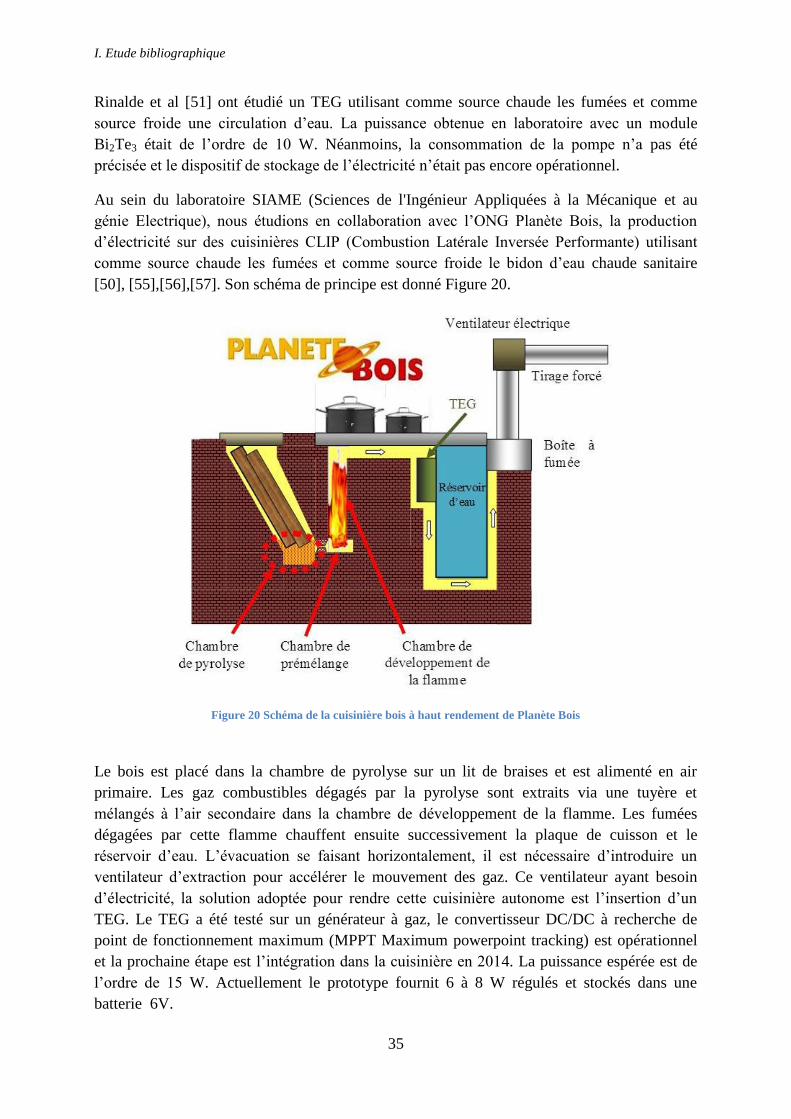
Au sein du laboratoire SIAME (Sciences de l'Ingénieur Appliquées à la Mécanique et au
génie Electrique), nous étudions en collaboration avec l’ONG Planète Bois, la production
d’électricité sur des cuisinières CLIP (Combustion Latérale Inversée Performante) utilisant
comme source chaude les fumées et comme source froide le bidon d’eau chaude sanitaire
[50], [55],[56],[57]. Son schéma de principe est donné Figure 20.
Figure 20 Schéma de la cuisinière bois à haut rendement de Planète Bois
Le bois est placé dans la chambre de pyrolyse sur un lit de braises et est alimenté en air
primaire. Les gaz combustibles dégagés par la pyrolyse sont extraits via une tuyère et
mélangés à l’air secondaire dans la chambre de développement de la flamme. Les fumées
dégagées par cette flamme chauffent ensuite successivement la plaque de cuisson et le
réservoir d’eau. L’évacuation se faisant horizontalement, il est nécessaire d’introduire un
ventilateur d’extraction pour accélérer le mouvement des gaz. Ce ventilateur ayant besoin
d’électricité, la solution adoptée pour rendre cette cuisinière autonome est l’insertion d’un
TEG. Le TEG a été testé sur un générateur à gaz, le convertisseur DC/DC à recherche de
point de fonctionnement maximum (MPPT Maximum powerpoint tracking) est opérationnel
et la prochaine étape est l’intégration dans la cuisinière en 2014. La puissance espérée est de
l’ordre de 15 W. Actuellement le prototype fournit 6 à 8 W régulés et stockés dans une
batterie 6V.
I. Etude bibliographique
36
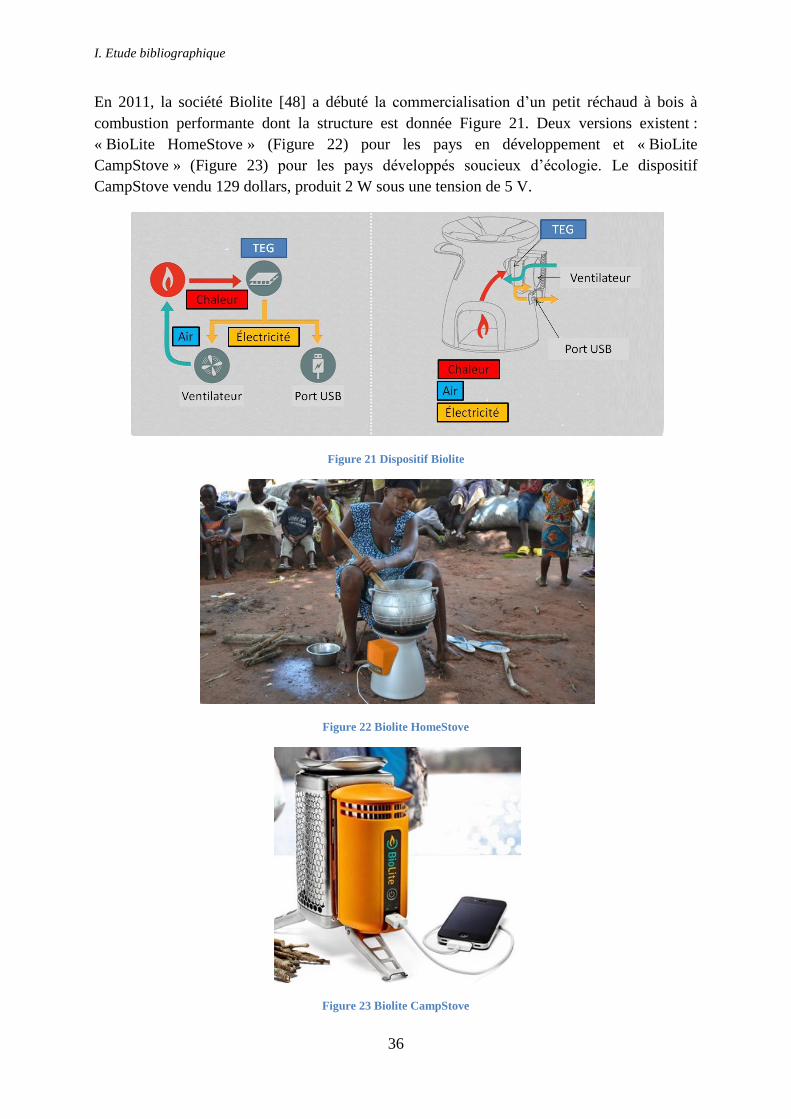
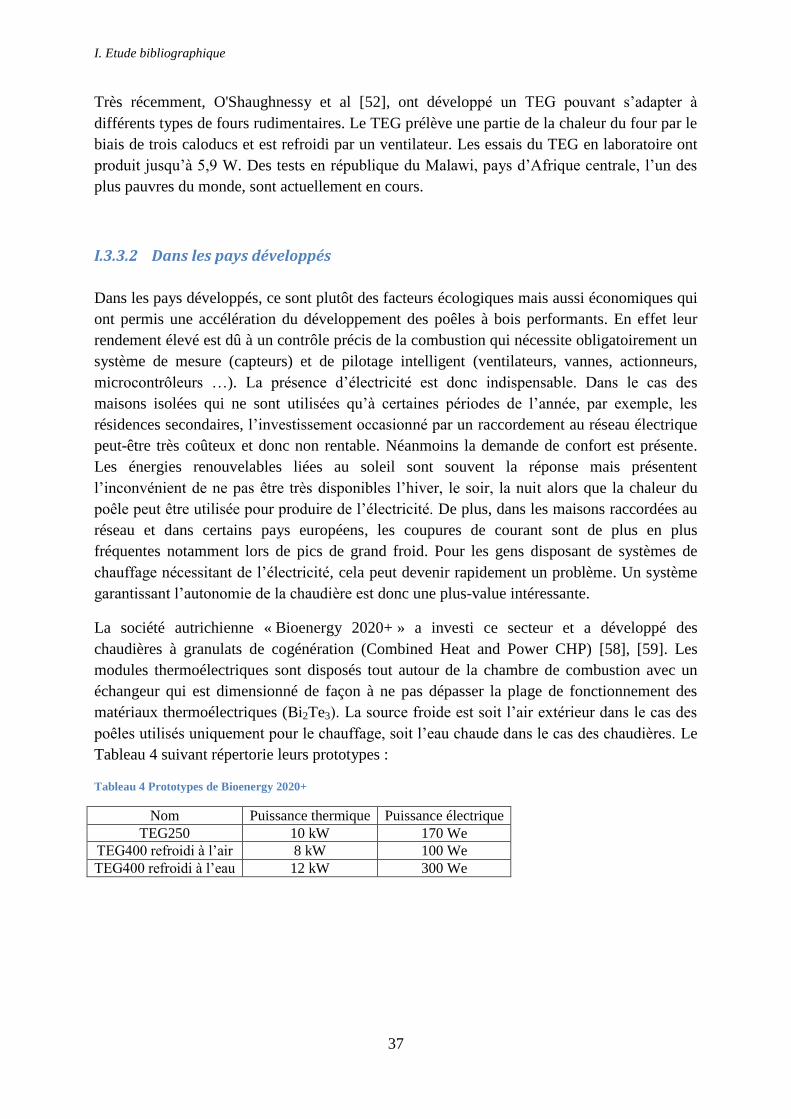
En 2011, la société Biolite [48] a débuté la commercialisation d’un petit réchaud à bois à
combustion performante dont la structure est donnée Figure 21. Deux versions existent :
« BioLite HomeStove » (Figure 22) pour les pays en développement et « BioLite
CampStove » (Figure 23) pour les pays développés soucieux d’écologie. Le dispositif
CampStove vendu 129 dollars, produit 2 W sous une tension de 5 V.
Figure 21 Dispositif Biolite
Figure 22 Biolite HomeStove
Figure 23 Biolite CampStove
I. Etude bibliographique
37
Très récemment, O'Shaughnessy et al [52], ont développé un TEG pouvant s’adapter à
différents types de fours rudimentaires. Le TEG prélève une partie de la chaleur du four par le
biais de trois caloducs et est refroidi par un ventilateur. Les essais du TEG en laboratoire ont
produit jusqu’à 5,9 W. Des tests en république du Malawi, pays d’Afrique centrale, l’un des
plus pauvres du monde, sont actuellement en cours.
I.3.3.2 Dans les pays développés
Dans les pays développés, ce sont plutôt des facteurs écologiques mais aussi économiques qui
ont permis une accélération du développement des poêles à bois performants. En effet leur
rendement élevé est dû à un contrôle précis de la combustion qui nécessite obligatoirement un
système de mesure (capteurs) et de pilotage intelligent (ventilateurs, vannes, actionneurs,
microcontrôleurs …). La présence d’électricité est donc indispensable. Dans le cas des
maisons isolées qui ne sont utilisées qu’à certaines périodes de l’année, par exemple, les
résidences secondaires, l’investissement occasionné par un raccordement au réseau électrique
peut-être très coûteux et donc non rentable. Néanmoins la demande de confort est présente.
Les énergies renouvelables liées au soleil sont souvent la réponse mais présentent
l’inconvénient de ne pas être très disponibles l’hiver, le soir, la nuit alors que la chaleur du
poêle peut être utilisée pour produire de l’électricité. De plus, dans les maisons raccordées au
réseau et dans certains pays européens, les coupures de courant sont de plus en plus
fréquentes notamment lors de pics de grand froid. Pour les gens disposant de systèmes de
chauffage nécessitant de l’électricité, cela peut devenir rapidement un problème. Un système
garantissant l’autonomie de la chaudière est donc une plus-value intéressante.
La société autrichienne « Bioenergy 2020+ » a investi ce secteur et a développé des
chaudières à granulats de cogénération (Combined Heat and Power CHP) [58], [59]. Les
modules thermoélectriques sont disposés tout autour de la chambre de combustion avec un
échangeur qui est dimensionné de façon à ne pas dépasser la plage de fonctionnement des
matériaux thermoélectriques (Bi2Te3). La source froide est soit l’air extérieur dans le cas des
poêles utilisés uniquement pour le chauffage, soit l’eau chaude dans le cas des chaudières. Le
Tableau 4 suivant répertorie leurs prototypes :
Tableau 4 Prototypes de Bioenergy 2020+
Nom Puissance thermique Puissance électrique
TEG250 10 kW 170 We
TEG400 refroidi à l’air 8 kW 100 We
TEG400 refroidi à l’eau 12 kW 300 We
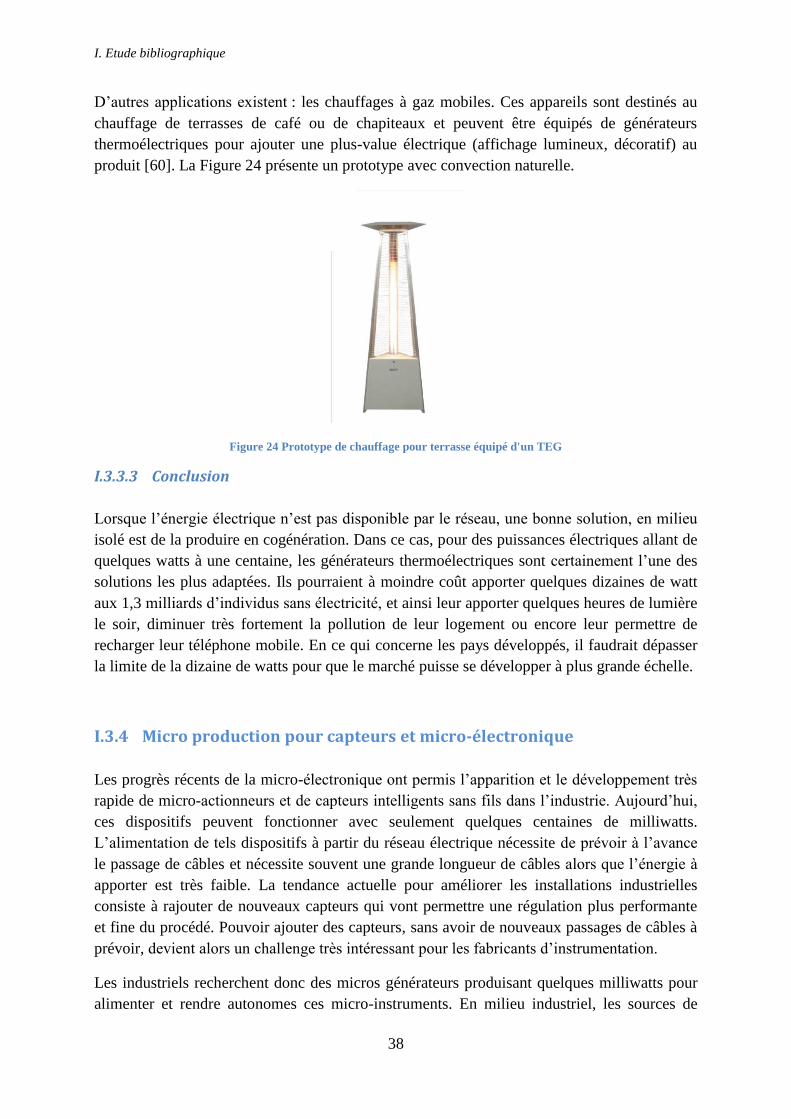
I. Etude bibliographique
38
D’autres applications existent : les chauffages à gaz mobiles. Ces appareils sont destinés au
chauffage de terrasses de café ou de chapiteaux et peuvent être équipés de générateurs
thermoélectriques pour ajouter une plus-value électrique (affichage lumineux, décoratif) au
produit [60]. La Figure 24 présente un prototype avec convection naturelle.
Figure 24 Prototype de chauffage pour terrasse équipé d'un TEG
I.3.3.3 Conclusion
Lorsque l’énergie électrique n’est pas disponible par le réseau, une bonne solution, en milieu
isolé est de la produire en cogénération. Dans ce cas, pour des puissances électriques allant de
quelques watts à une centaine, les générateurs thermoélectriques sont certainement l’une des
solutions les plus adaptées. Ils pourraient à moindre coût apporter quelques dizaines de watt
aux 1,3 milliards d’individus sans électricité, et ainsi leur apporter quelques heures de lumière
le soir, diminuer très fortement la pollution de leur logement ou encore leur permettre de
recharger leur téléphone mobile. En ce qui concerne les pays développés, il faudrait dépasser
la limite de la dizaine de watts pour que le marché puisse se développer à plus grande échelle.
I.3.4 Micro production pour capteurs et micro-électronique
Les progrès récents de la micro-électronique ont permis l’apparition et le développement très
rapide de micro-actionneurs et de capteurs intelligents sans fils dans l’industrie. Aujourd’hui,
ces dispositifs peuvent fonctionner avec seulement quelques centaines de milliwatts.
L’alimentation de tels dispositifs à partir du réseau électrique nécessite de prévoir à l’avance
le passage de câbles et nécessite souvent une grande longueur de câbles alors que l’énergie à
apporter est très faible. La tendance actuelle pour améliorer les installations industrielles
consiste à rajouter de nouveaux capteurs qui vont permettre une régulation plus performante
et fine du procédé. Pouvoir ajouter des capteurs, sans avoir de nouveaux passages de câbles à
prévoir, devient alors un challenge très intéressant pour les fabricants d’instrumentation.
Les industriels recherchent donc des micros générateurs produisant quelques milliwatts pour
alimenter et rendre autonomes ces micro-instruments. En milieu industriel, les sources de
I. Etude bibliographique
39
chaleur sont très nombreuses : canalisations de fluide chaud, fours, conduites de vapeur,
moteurs, air conditionné, chauffage, roulements… Les générateurs thermoélectriques sont
donc un candidat de choix pour ce challenge. La faible maintenance et le bon comportement
dans des ambiances difficiles sont alors des atouts importants pour les TEG. Un schéma de
principe est donné ci-dessous Figure 25.
Figure 25 Schéma de principe d'un capteur auto-alimenté par un TEG
Ce type de dispositif peut se décomposer en trois parties :
La production d’énergie électrique (à gauche) ;
La gestion et le stockage de cette énergie (au centre) ;
L’acquisition et la communication (à droite).
Le cahier des charges impose de pouvoir réaliser un dispositif complet incluant les échangeurs
thermiques, le module TE, un convertisseur DC/DC ayant un bon rendement et un minimum
de stockage de l’énergie électrique.
La société Micropelt [61] développe des dispositifs de ce type dont le module MPG-D751 est
présenté dans la Figure 26.
Figure 26 Photographie, dimensions et caractéristique du module MPG-D751 de Micropelt
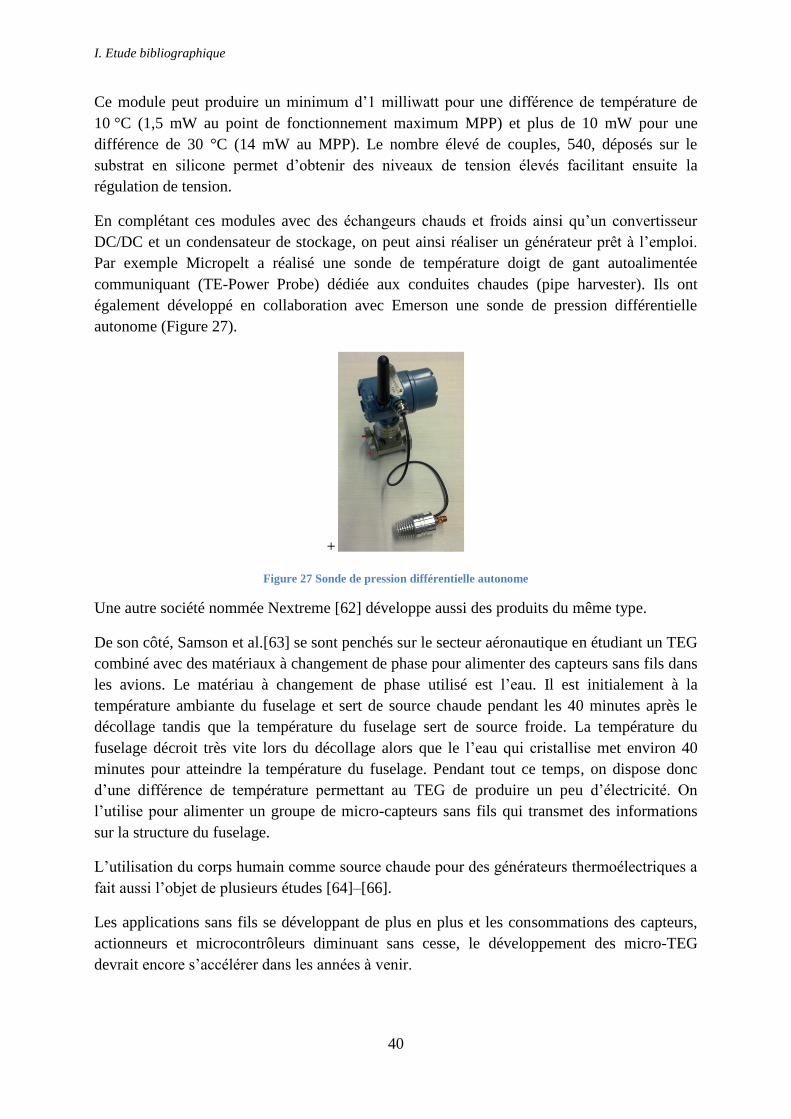
I. Etude bibliographique
40
Ce module peut produire un minimum d’1 milliwatt pour une différence de température de
10 °C (1,5 mW au point de fonctionnement maximum MPP) et plus de 10 mW pour une
différence de 30 °C (14 mW au MPP). Le nombre élevé de couples, 540, déposés sur le
substrat en silicone permet d’obtenir des niveaux de tension élevés facilitant ensuite la
régulation de tension.
En complétant ces modules avec des échangeurs chauds et froids ainsi qu’un convertisseur
DC/DC et un condensateur de stockage, on peut ainsi réaliser un générateur prêt à l’emploi.
Par exemple Micropelt a réalisé une sonde de température doigt de gant autoalimentée
communiquant (TE-Power Probe) dédiée aux conduites chaudes (pipe harvester). Ils ont
également développé en collaboration avec Emerson une sonde de pression différentielle
autonome (Figure 27).
+
Figure 27 Sonde de pression différentielle autonome
Une autre société nommée Nextreme [62] développe aussi des produits du même type.
De son côté, Samson et al.[63] se sont penchés sur le secteur aéronautique en étudiant un TEG
combiné avec des matériaux à changement de phase pour alimenter des capteurs sans fils dans
les avions. Le matériau à changement de phase utilisé est l’eau. Il est initialement à la
température ambiante du fuselage et sert de source chaude pendant les 40 minutes après le
décollage tandis que la température du fuselage sert de source froide. La température du
fuselage décroit très vite lors du décollage alors que le l’eau qui cristallise met environ 40
minutes pour atteindre la température du fuselage. Pendant tout ce temps, on dispose donc
d’une différence de température permettant au TEG de produire un peu d’électricité. On
l’utilise pour alimenter un groupe de micro-capteurs sans fils qui transmet des informations
sur la structure du fuselage.
L’utilisation du corps humain comme source chaude pour des générateurs thermoélectriques a
fait aussi l’objet de plusieurs études [64]–[66].
Les applications sans fils se développant de plus en plus et les consommations des capteurs,
actionneurs et microcontrôleurs diminuant sans cesse, le développement des micro-TEG
devrait encore s’accélérer dans les années à venir.

I. Etude bibliographique
41
I.3.5 Solaire thermoélectrique
Thermiquement, la source la plus abondante est sans nul doute le soleil, c’est pourquoi il
apparait naturel de l’envisager comme source de chaleur pour un TEG. Le principal problème
de cette technologie est son flux thermique relativement faible (autour de 103W/m² en
moyenne) qui oblige la mise en place d’un système de concentration de flux pour atteindre
des rendements satisfaisant. Par exemple, une concentration optique du rayonnement solaire
(lentille) permet de focaliser la puissance thermique en un point particulier et ainsi atteindre
des niveaux bien plus élevés. On peut également utiliser une concentration thermique du flux
de chaleur en utilisant un collecteur de type ailettes.
Les chercheurs du Massachusetts Institute of Technology [67] ont montré que les STEG (solar
thermoelectric generators) peuvent fournir un rendement de l’ordre de 10% avec un facteur de
concentration du soleil de l’ordre de 45.
I.4 Modèles et optimisations des générateurs thermoélectriques
L’étude bibliographique précédente montre les très nombreux domaines d’utilisation des TEG
et donc l’intérêt de mettre en œuvre une méthodologie pour les étudier et les optimiser. Nous
décrirons tout d’abord les principaux modèles thermoélectriques de la littérature, puis nous
présenterons des optimisations de systèmes.
I.4.1 Modèles de module TE
La plupart des modèles combinent les équations de transferts thermiques avec les équations
standards de la thermoélectricité qui prennent en compte les effets Seebeck, Fourrier et Joule.
Cette approche, proposée initialement par Ioffe en 1957 [68], repose sur un bilan de puissance
au niveau d’un matériau thermoélectrique. On qualifiera ce modèle de standard. Les équations
I-14 I-15 I-16 suivantes décrivent le phénomène de génération thermoélectrique dans un
module thermoélectrique. Une illustration est donnée Figure 28.
Avec Qc et Qf les flux respectivement absorbé côté chaud et apporté côté froid, R la résistance
électrique du module, Rmod est la résistance thermique du module, α le coefficient Seebeck
global du module. L’équation I-16 nous permet d’assimiler un module thermoélectrique à un
générateur de tension Eo=α(Tc-Tf) et de résistance interne R.
I-14
I-15
I-16
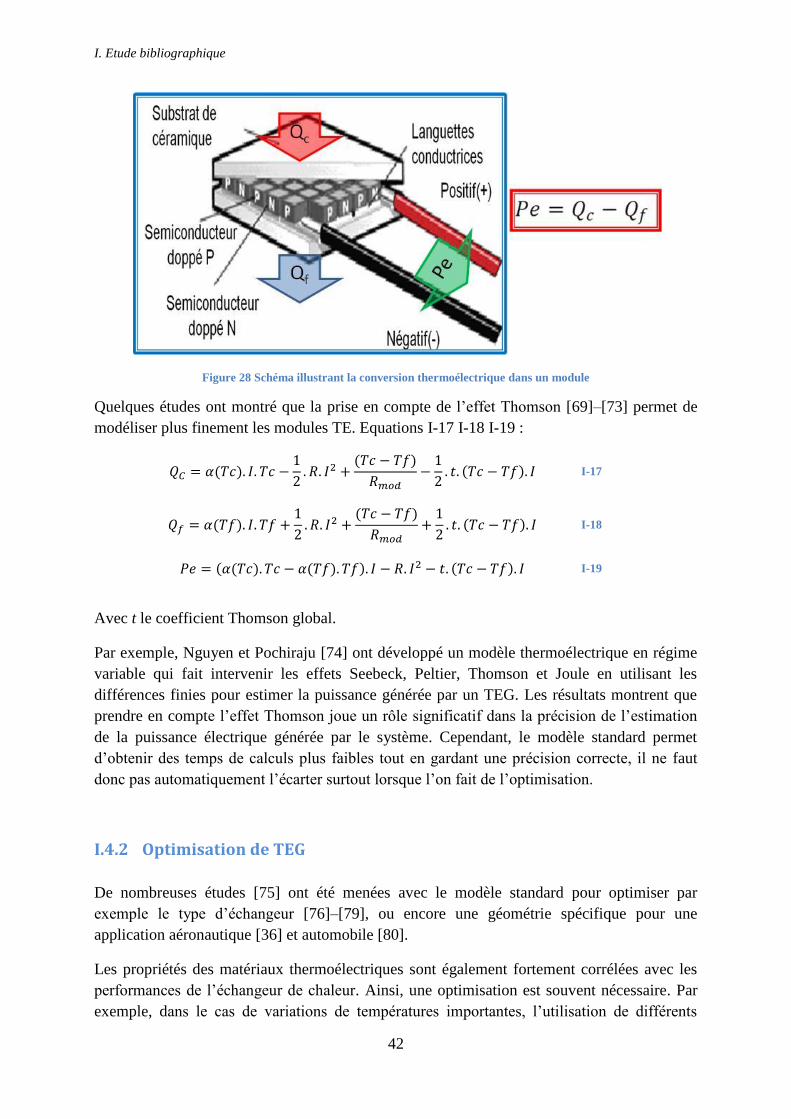
I. Etude bibliographique
42
Figure 28 Schéma illustrant la conversion thermoélectrique dans un module
Quelques études ont montré que la prise en compte de l’effet Thomson [69]–[73] permet de
modéliser plus finement les modules TE. Equations I-17 I-18 I-19 :
Avec t le coefficient Thomson global.
Par exemple, Nguyen et Pochiraju [74] ont développé un modèle thermoélectrique en régime
variable qui fait intervenir les effets Seebeck, Peltier, Thomson et Joule en utilisant les
différences finies pour estimer la puissance générée par un TEG. Les résultats montrent que
prendre en compte l’effet Thomson joue un rôle significatif dans la précision de l’estimation
de la puissance électrique générée par le système. Cependant, le modèle standard permet
d’obtenir des temps de calculs plus faibles tout en gardant une précision correcte, il ne faut
donc pas automatiquement l’écarter surtout lorsque l’on fait de l’optimisation.
I.4.2 Optimisation de TEG
De nombreuses études [75] ont été menées avec le modèle standard pour optimiser par
exemple le type d’échangeur [76]–[79], ou encore une géométrie spécifique pour une
application aéronautique [36] et automobile [80].
Les propriétés des matériaux thermoélectriques sont également fortement corrélées avec les
performances de l’échangeur de chaleur. Ainsi, une optimisation est souvent nécessaire. Par
exemple, dans le cas de variations de températures importantes, l’utilisation de différents
I-17
I-18
I-19
I. Etude bibliographique
43
types de matériaux thermoélectriques est pertinente. Par exemple, pour des températures
supérieures à 300 °C, le matériau Bi2Te3 commence à se dégrader. Espinosa et al. [81] ont
étudié une architecture de générateur thermoélectrique simple composée de Mg2Si/Zn4Sb3
(pour la haute température) suivie de matériaux à base de Tellure de Bismuth le long d’un
échangeur de chaleur fixé. Ils ont optimisé la proportion de matériaux haute température à
utiliser ainsi que le nombre de thermo-éléments pour maximiser les performances du TEG.
Les paramètres d’entrées utilisées sont issus d’un ensemble de points de fonctionnement tirés
d’un cycle typique de moteur de camion. En présentant deux connections différentes des
modules thermoélectriques (en série ou séparés), ils ont pu analyser l’influence des
connections. Kumar et al. [82] ont conçu divers échangeurs de chaleur optimisés pour des
applications automobiles en utilisant comme précédemment une configuration hybride
(combinaison de Tellure de Bismuth avec des Skutterudite) de manière à augmenter la
puissance électrique de sortie du système pour un profil thermique à l’intérieur du TEG fixé.
Néanmoins, bien que la modélisation pour bien comprendre les différents phénomènes qui ont
lieu dans un TEG soit largement répandue, on ne peut pas en dire autant pour son utilisation
dans l’optimisation réelle des TEG. Quelques optimisations ont déjà été réalisées [83]–[85]
mais elles ne prenaient pas en compte les variations des propriétés thermoélectriques avec la
température alors qu’elles peuvent devenir significatives dans certaines conditions, par
exemple dans le cas de larges gradients de température.
I.5 Conclusion de l’étude bibliographique
La thermoélectricité n’est pas un phénomène nouveau, néanmoins pour la production
d’électricité, il connait depuis une dizaine d’années un regain d’intérêt. En effet la conversion
directe de la chaleur en électricité par les modules thermoélectriques permet de limiter à la
fois le nombre et la complexité des éléments qui composent le TEG. C’est donc l’un des
systèmes de conversion d’énergie le plus robuste.
Son faible rendement ne lui permet pas toujours de rivaliser avec d’autres technologies,
néanmoins comme nous l’avons vu, pour certains secteurs, sa fiabilité et son intégration sont
suffisantes pour faire de lui une alternative intéressante voir la solution la plus adaptée. Pour
rendre cette technologie encore plus compétitive il est nécessaire d’optimiser les TEG ce qui
jusqu’à présent n’a pas été beaucoup étudié.
L’objectif de la thèse est donc de créer un outil de modélisation puis d’optimisation de TEG.
Avant de créer cet outil, il est essentiel de bien caractériser les éléments qui seront utilisés
dans un TEG. C’est l’objet du chapitre II.
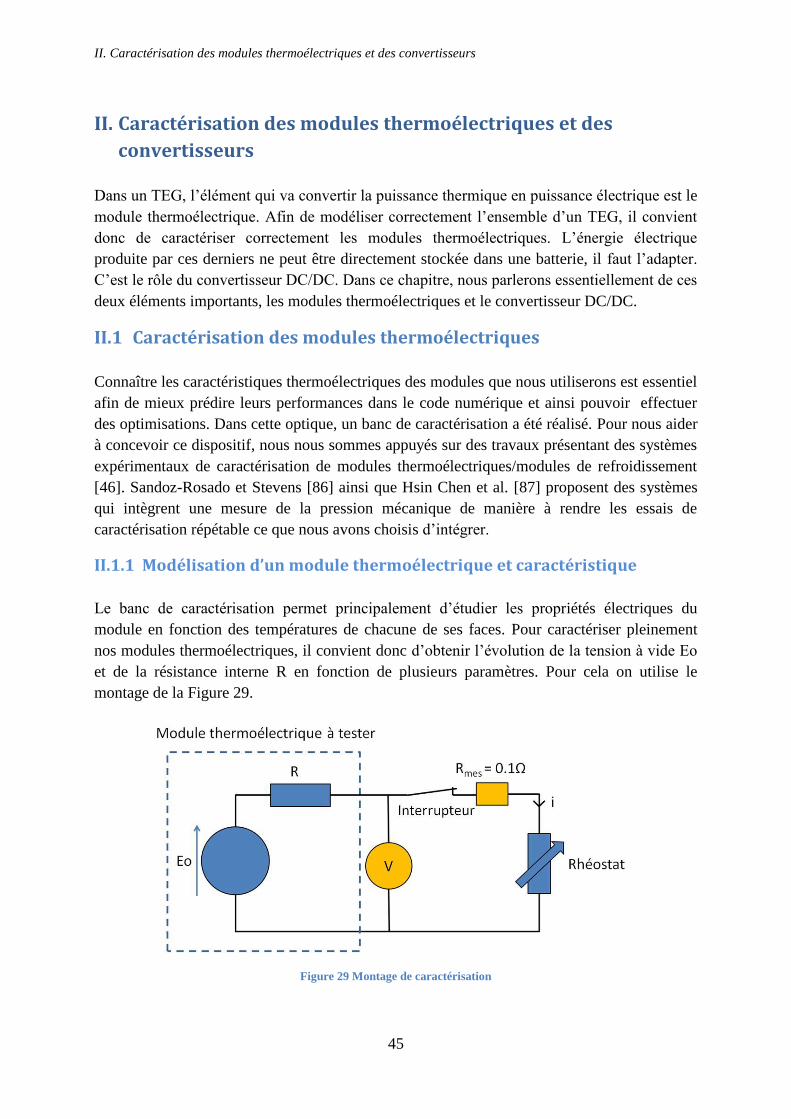
II. Caractérisation des modules thermoélectriques et des convertisseurs
45
II. Caractérisation des modules thermoélectriques et des
convertisseurs
Dans un TEG, l’élément qui va convertir la puissance thermique en puissance électrique est le
module thermoélectrique. Afin de modéliser correctement l’ensemble d’un TEG, il convient
donc de caractériser correctement les modules thermoélectriques. L’énergie électrique
produite par ces derniers ne peut être directement stockée dans une batterie, il faut l’adapter.
C’est le rôle du convertisseur DC/DC. Dans ce chapitre, nous parlerons essentiellement de ces
deux éléments importants, les modules thermoélectriques et le convertisseur DC/DC.
II.1 Caractérisation des modules thermoélectriques
Connaître les caractéristiques thermoélectriques des modules que nous utiliserons est essentiel
afin de mieux prédire leurs performances dans le code numérique et ainsi pouvoir effectuer
des optimisations. Dans cette optique, un banc de caractérisation a été réalisé. Pour nous aider
à concevoir ce dispositif, nous nous sommes appuyés sur des travaux présentant des systèmes
expérimentaux de caractérisation de modules thermoélectriques/modules de refroidissement
[46]. Sandoz-Rosado et Stevens [86] ainsi que Hsin Chen et al. [87] proposent des systèmes
qui intègrent une mesure de la pression mécanique de manière à rendre les essais de
caractérisation répétable ce que nous avons choisis d’intégrer.
II.1.1 Modélisation d’un module thermoélectrique et caractéristique
Le banc de caractérisation permet principalement d’étudier les propriétés électriques du
module en fonction des températures de chacune de ses faces. Pour caractériser pleinement
nos modules thermoélectriques, il convient donc d’obtenir l’évolution de la tension à vide Eo
et de la résistance interne R en fonction de plusieurs paramètres. Pour cela on utilise le
montage de la Figure 29.
Figure 29 Montage de caractérisation

II. Caractérisation des modules thermoélectriques et des convertisseurs
46
Le paramètre prépondérant est la différence de température entre les faces du module. La
température moyenne joue aussi un rôle important : en effet, les caractéristiques physiques
des matériaux (thermoélectriques, soudures, isolants) dépendent de la température. La
pression exercée sur le module influence les résistances thermiques de contact et donc le flux
thermique qui va traverser le module. Il est important de remarquer que tous ces paramètres
sont liés ce qui rend l’étude complexe. Par exemple, une augmentation de la pression
mécanique appliquée au module engendre une réduction des résistances thermiques de contact
et donc une augmentation du flux thermique traversant le module thermoélectrique. Il en
résulte un changement du profil de température. On s’efforcera donc, au cours des études
suivantes de limiter ces effets de couplages en veillant à ne pas trop s’éloigner du point de
fonctionnement initial. De plus l’effet Peltier nécessitant la circulation d’un courant
électrique, il conviendra de faire des essais pour différentes intensités de ce courant.
II.1.2 Présentation du système
Caractériser un module thermoélectrique, c’est le caractériser à la fois thermiquement et
électriquement. Pour la partie thermique, il faut disposer d’une source chaude pour fournir la
puissance thermique nécessaire, d’une source froide pour l’évacuer et d’un système de mesure
permettant de relever les températures de chaque côté du module. Pour connaitre l’influence
de la pression et avoir des informations sur les contacts thermiques, il faut insérer un capteur
de force. Pour la partie électrique, une mesure du courant et de la tension module est
nécessaire ainsi qu’un dispositif permettant de faire varier le point de fonctionnement.
Nous avons donc réalisé le montage suivant représenté dans le schéma Figure 30 et la
photographie Figure 31.
Figure 30 Schéma du montage de caractérisation Figure 31 Photographie du montage de caractérisation
La source froide est un cryothermostat de marque Huber et de type Unistat qui fait circuler de
l’éthanol dans un échangeur froid tubulaire. La régulation de température est assurée en
interne dans le cryothermostat.

II. Caractérisation des modules thermoélectriques et des convertisseurs
47
La source chaude est un bloc d’aluminium dans lequel sont insérées quatre cartouches
chauffantes de 100 W chacune. La régulation de température est assurée par un régulateur de
type RKC CB100 qui réalise des trains d’ondes.
Le système est mis en pression par deux vis sans fin serrées par des écrous. Le serrage se fait
alternativement sur chaque écrou avec une clé dynamométrique. La pression est mesurée par
un capteur de force. Les températures sont mesurées par des thermocouples insérés dans des
perçages dans les blocs d’aluminium. Des feuilles de graphite, placées sur les faces du
module, sont utilisées pour limiter les résistances de contact thermique. Les feuilles graphites
ont été préférées à de la pâte conductrice thermique en raison de la plus grande
reproductibilité des assemblages. L’ensemble est isolé avec de la laine de roche. Un rhéostat
permet de faire varier le courant dans le module thermoélectrique.
Les mesures sont effectuées avec une centrale d’acquisition (Agilent 34972A). Le courant est
mesuré avec une résistance étalonnée de 0,1 Ω et le flux thermique est estimé en mesurant la
puissance électrique des cartouches chauffantes avec une sonde différentielle. La température
chaude est contrôlée par un régulateur PID type RKC CB100 et la température du fluide froid
(éthanol) est régulée par le cryothermostat. L’inventaire du matériel utilisé pour cette
expérience est répertorié dans le Tableau 5. Les précisions des appareils de mesure sont
indiquées dans le Tableau 6:
Tableau 5 Inventaire du matéiriel pour l’expérience caractérisation des modules TE
Matériel Référence
Cryothermostat Huber Unistat 390 W
Régulateur chaud RKC CB100
Cartouches chauffantes VULSTAR DIA 10 L=50
REF. : 10165.21 Puis(W):100 Tension(V):230
Rhéostat ECO 3,3 Ω 10 A Imax=14 A/15min
Sonde différentielle GE 1800
Oscilloscope Tektronix TDS 3034B
Centrale d’acquisition Agilent 34972A
Capteur de pression 1-800-23-FLUKE
Tableau 6 Précision des mesures
Précision sur la mesure du courant 0,1 A
Précision sur la mesure de tension 0,00002% de la mesure +0,0001% du calibre
Précision mesure de température avec thermocouple +/- 1,5 K
Précision sur la pression mécanique < 0,027 MPa
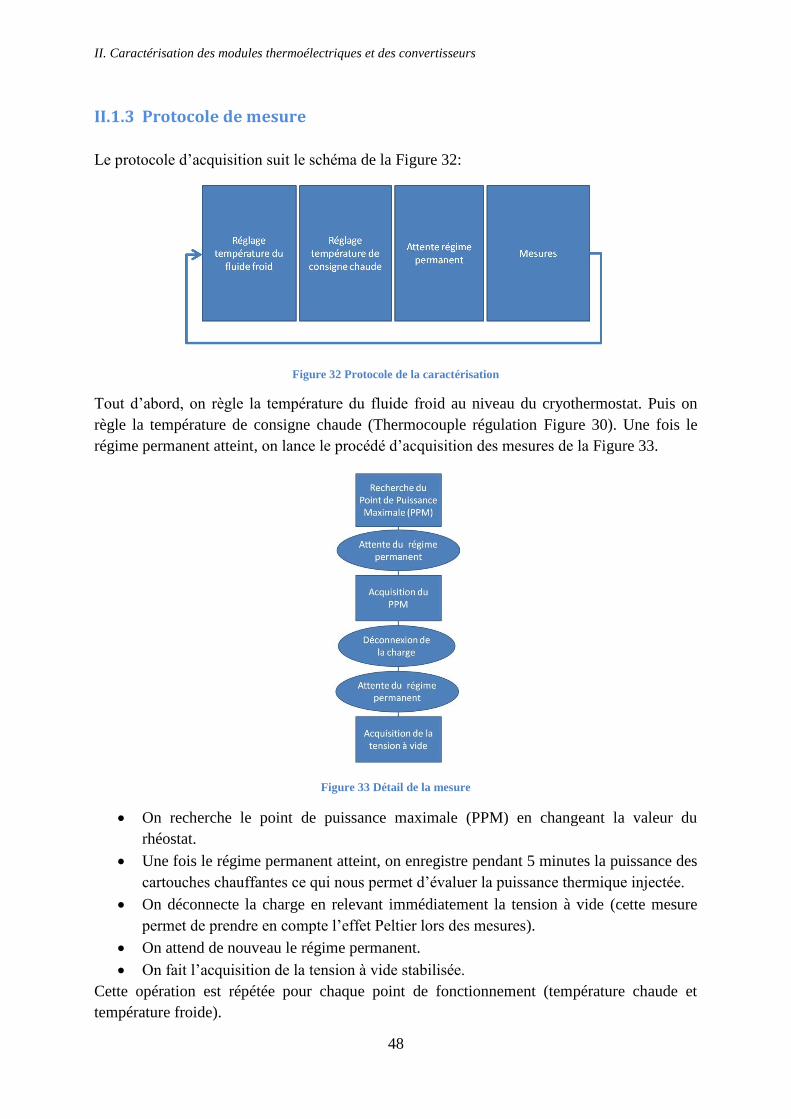
II. Caractérisation des modules thermoélectriques et des convertisseurs
48
II.1.3 Protocole de mesure
Le protocole d’acquisition suit le schéma de la Figure 32:
Figure 32 Protocole de la caractérisation
Tout d’abord, on règle la température du fluide froid au niveau du cryothermostat. Puis on
règle la température de consigne chaude (Thermocouple régulation Figure 30). Une fois le
régime permanent atteint, on lance le procédé d’acquisition des mesures de la Figure 33.
Figure 33 Détail de la mesure
On recherche le point de puissance maximale (PPM) en changeant la valeur du
rhéostat.
Une fois le régime permanent atteint, on enregistre pendant 5 minutes la puissance des
cartouches chauffantes ce qui nous permet d’évaluer la puissance thermique injectée.
On déconnecte la charge en relevant immédiatement la tension à vide (cette mesure
permet de prendre en compte l’effet Peltier lors des mesures).
On attend de nouveau le régime permanent.
On fait l’acquisition de la tension à vide stabilisée.
Cette opération est répétée pour chaque point de fonctionnement (température chaude et
température froide).
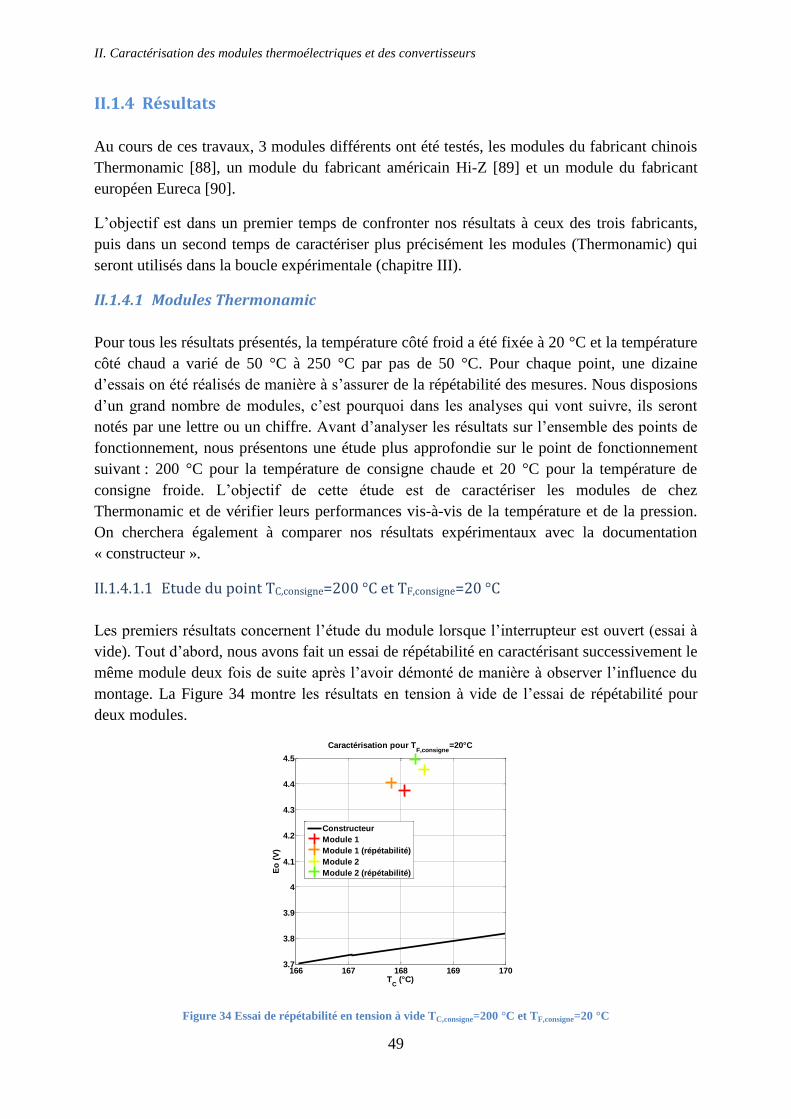
II. Caractérisation des modules thermoélectriques et des convertisseurs
49
II.1.4 Résultats
Au cours de ces travaux, 3 modules différents ont été testés, les modules du fabricant chinois
Thermonamic [88], un module du fabricant américain Hi-Z [89] et un module du fabricant
européen Eureca [90].
L’objectif est dans un premier temps de confronter nos résultats à ceux des trois fabricants,
puis dans un second temps de caractériser plus précisément les modules (Thermonamic) qui
seront utilisés dans la boucle expérimentale (chapitre III).
II.1.4.1 Modules Thermonamic
Pour tous les résultats présentés, la température côté froid a été fixée à 20 °C et la température
côté chaud a varié de 50 °C à 250 °C par pas de 50 °C. Pour chaque point, une dizaine
d’essais on été réalisés de manière à s’assurer de la répétabilité des mesures. Nous disposions
d’un grand nombre de modules, c’est pourquoi dans les analyses qui vont suivre, ils seront
notés par une lettre ou un chiffre. Avant d’analyser les résultats sur l’ensemble des points de
fonctionnement, nous présentons une étude plus approfondie sur le point de fonctionnement
suivant : 200 °C pour la température de consigne chaude et 20 °C pour la température de
consigne froide. L’objectif de cette étude est de caractériser les modules de chez
Thermonamic et de vérifier leurs performances vis-à-vis de la température et de la pression.
On cherchera également à comparer nos résultats expérimentaux avec la documentation
« constructeur ».
II.1.4.1.1 Etude du point TC,consigne=200 °C et TF,consigne=20 °C
Les premiers résultats concernent l’étude du module lorsque l’interrupteur est ouvert (essai à
vide). Tout d’abord, nous avons fait un essai de répétabilité en caractérisant successivement le
même module deux fois de suite après l’avoir démonté de manière à observer l’influence du
montage. La Figure 34 montre les résultats en tension à vide de l’essai de répétabilité pour
deux modules.
Figure 34 Essai de répétabilité en tension à vide TC,consigne=200 °C et TF,consigne=20 °C
166 167 168 169 1703.7
3.8
3.9
4
4.1
4.2
4.3
4.4
4.5
TC (°C)
Eo
(V
)
Caractérisation pour TF,consigne
=20°C
Constructeur
Module 1
Module 1 (répétabilité)
Module 2
Module 2 (répétabilité)
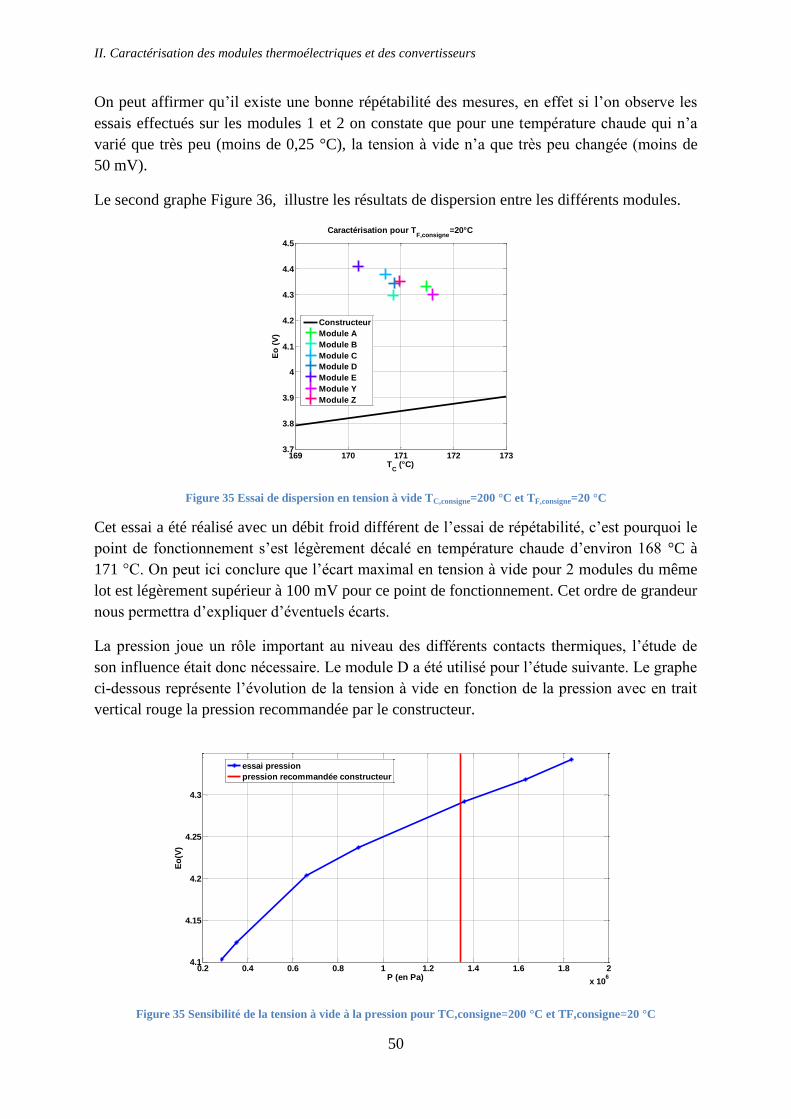
II. Caractérisation des modules thermoélectriques et des convertisseurs
50
On peut affirmer qu’il existe une bonne répétabilité des mesures, en effet si l’on observe les
essais effectués sur les modules 1 et 2 on constate que pour une température chaude qui n’a
varié que très peu (moins de 0,25 °C), la tension à vide n’a que très peu changée (moins de
50 mV).
Le second graphe Figure 36, illustre les résultats de dispersion entre les différents modules.
Figure 35 Essai de dispersion en tension à vide TC,consigne=200 °C et TF,consigne=20 °C
Cet essai a été réalisé avec un débit froid différent de l’essai de répétabilité, c’est pourquoi le
point de fonctionnement s’est légèrement décalé en température chaude d’environ 168 °C à
171 °C. On peut ici conclure que l’écart maximal en tension à vide pour 2 modules du même
lot est légèrement supérieur à 100 mV pour ce point de fonctionnement. Cet ordre de grandeur
nous permettra d’expliquer d’éventuels écarts.
La pression joue un rôle important au niveau des différents contacts thermiques, l’étude de
son influence était donc nécessaire. Le module D a été utilisé pour l’étude suivante. Le graphe
ci-dessous représente l’évolution de la tension à vide en fonction de la pression avec en trait
vertical rouge la pression recommandée par le constructeur.
Figure 35 Sensibilité de la tension à vide à la pression pour TC,consigne=200 °C et TF,consigne=20 °C
169 170 171 172 1733.7
3.8
3.9
4
4.1
4.2
4.3
4.4
4.5
TC (°C)
Eo
(V
)
Caractérisation pour TF,consigne
=20°C
Constructeur
Module A
Module B
Module C
Module D
Module E
Module Y
Module Z
0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
x 106
4.1
4.15
4.2
4.25
4.3
P (en Pa)
Eo
(V)
essai pression
pression recommandée constructeur
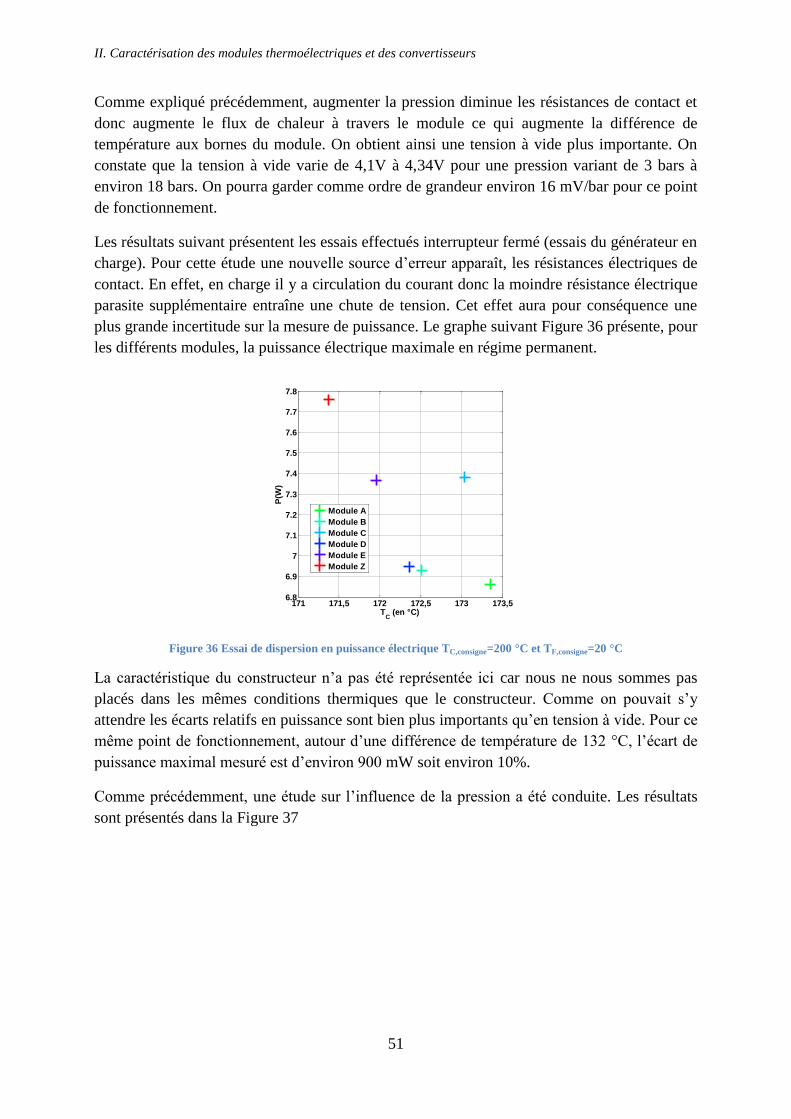
II. Caractérisation des modules thermoélectriques et des convertisseurs
51
Comme expliqué précédemment, augmenter la pression diminue les résistances de contact et
donc augmente le flux de chaleur à travers le module ce qui augmente la différence de
température aux bornes du module. On obtient ainsi une tension à vide plus importante. On
constate que la tension à vide varie de 4,1V à 4,34V pour une pression variant de 3 bars à
environ 18 bars. On pourra garder comme ordre de grandeur environ 16 mV/bar pour ce point
de fonctionnement.
Les résultats suivant présentent les essais effectués interrupteur fermé (essais du générateur en
charge). Pour cette étude une nouvelle source d’erreur apparaît, les résistances électriques de
contact. En effet, en charge il y a circulation du courant donc la moindre résistance électrique
parasite supplémentaire entraîne une chute de tension. Cet effet aura pour conséquence une
plus grande incertitude sur la mesure de puissance. Le graphe suivant Figure 36 présente, pour
les différents modules, la puissance électrique maximale en régime permanent.
Figure 36 Essai de dispersion en puissance électrique TC,consigne=200 °C et TF,consigne=20 °C
La caractéristique du constructeur n’a pas été représentée ici car nous ne nous sommes pas
placés dans les mêmes conditions thermiques que le constructeur. Comme on pouvait s’y
attendre les écarts relatifs en puissance sont bien plus importants qu’en tension à vide. Pour ce
même point de fonctionnement, autour d’une différence de température de 132 °C, l’écart de
puissance maximal mesuré est d’environ 900 mW soit environ 10%.
Comme précédemment, une étude sur l’influence de la pression a été conduite. Les résultats
sont présentés dans la Figure 37
171 171,5 172 172,5 173 173,56.8
6.9
7
7.1
7.2
7.3
7.4
7.5
7.6
7.7
7.8
TC (en °C)
P(W
)
Module A
Module B
Module C
Module D
Module E
Module Z
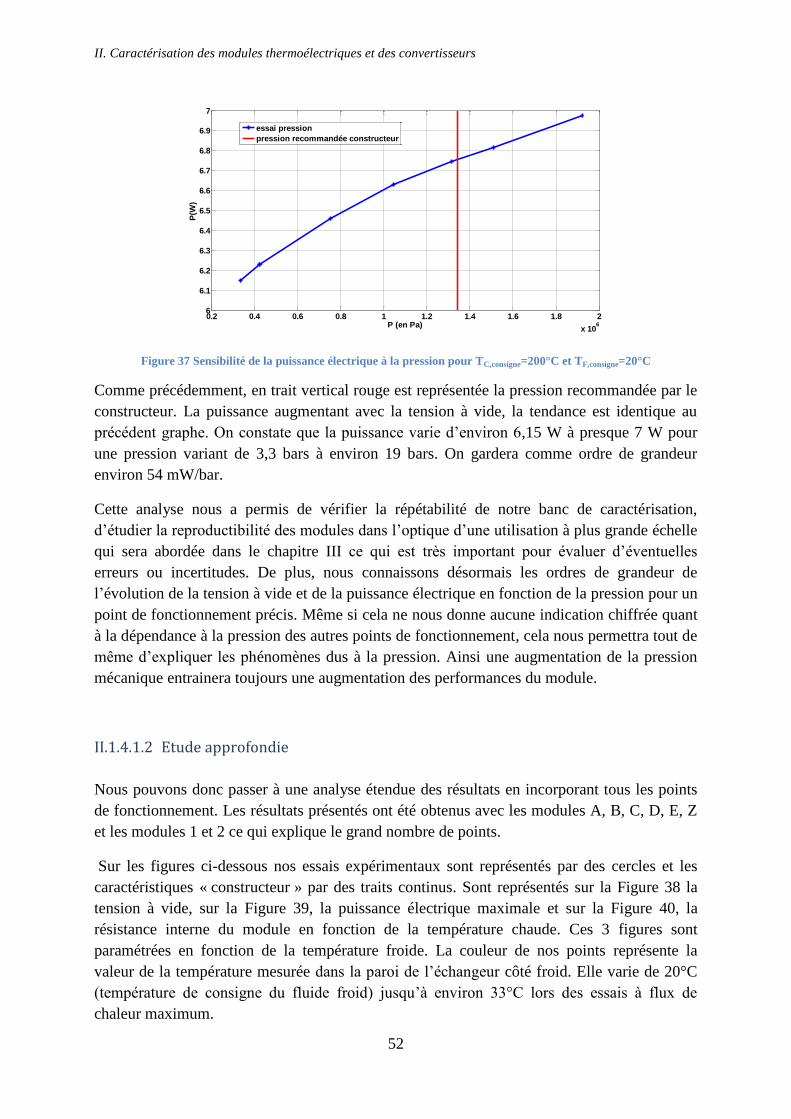
II. Caractérisation des modules thermoélectriques et des convertisseurs
52
Figure 37 Sensibilité de la puissance électrique à la pression pour TC,consigne=200°C et TF,consigne=20°C
Comme précédemment, en trait vertical rouge est représentée la pression recommandée par le
constructeur. La puissance augmentant avec la tension à vide, la tendance est identique au
précédent graphe. On constate que la puissance varie d’environ 6,15 W à presque 7 W pour
une pression variant de 3,3 bars à environ 19 bars. On gardera comme ordre de grandeur
environ 54 mW/bar.
Cette analyse nous a permis de vérifier la répétabilité de notre banc de caractérisation,
d’étudier la reproductibilité des modules dans l’optique d’une utilisation à plus grande échelle
qui sera abordée dans le chapitre III ce qui est très important pour évaluer d’éventuelles
erreurs ou incertitudes. De plus, nous connaissons désormais les ordres de grandeur de
l’évolution de la tension à vide et de la puissance électrique en fonction de la pression pour un
point de fonctionnement précis. Même si cela ne nous donne aucune indication chiffrée quant
à la dépendance à la pression des autres points de fonctionnement, cela nous permettra tout de
même d’expliquer les phénomènes dus à la pression. Ainsi une augmentation de la pression
mécanique entrainera toujours une augmentation des performances du module.
II.1.4.1.2 Etude approfondie
Nous pouvons donc passer à une analyse étendue des résultats en incorporant tous les points
de fonctionnement. Les résultats présentés ont été obtenus avec les modules A, B, C, D, E, Z
et les modules 1 et 2 ce qui explique le grand nombre de points.
Sur les figures ci-dessous nos essais expérimentaux sont représentés par des cercles et les
caractéristiques « constructeur » par des traits continus. Sont représentés sur la Figure 38 la
tension à vide, sur la Figure 39, la puissance électrique maximale et sur la Figure 40, la
résistance interne du module en fonction de la température chaude. Ces 3 figures sont
paramétrées en fonction de la température froide. La couleur de nos points représente la
valeur de la température mesurée dans la paroi de l’échangeur côté froid. Elle varie de 20°C
(température de consigne du fluide froid) jusqu’à environ 33°C lors des essais à flux de
chaleur maximum.
0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
x 106
6
6.1
6.2
6.3
6.4
6.5
6.6
6.7
6.8
6.9
7
P (en Pa)
P(W
)
essai pression
pression recommandée constructeur
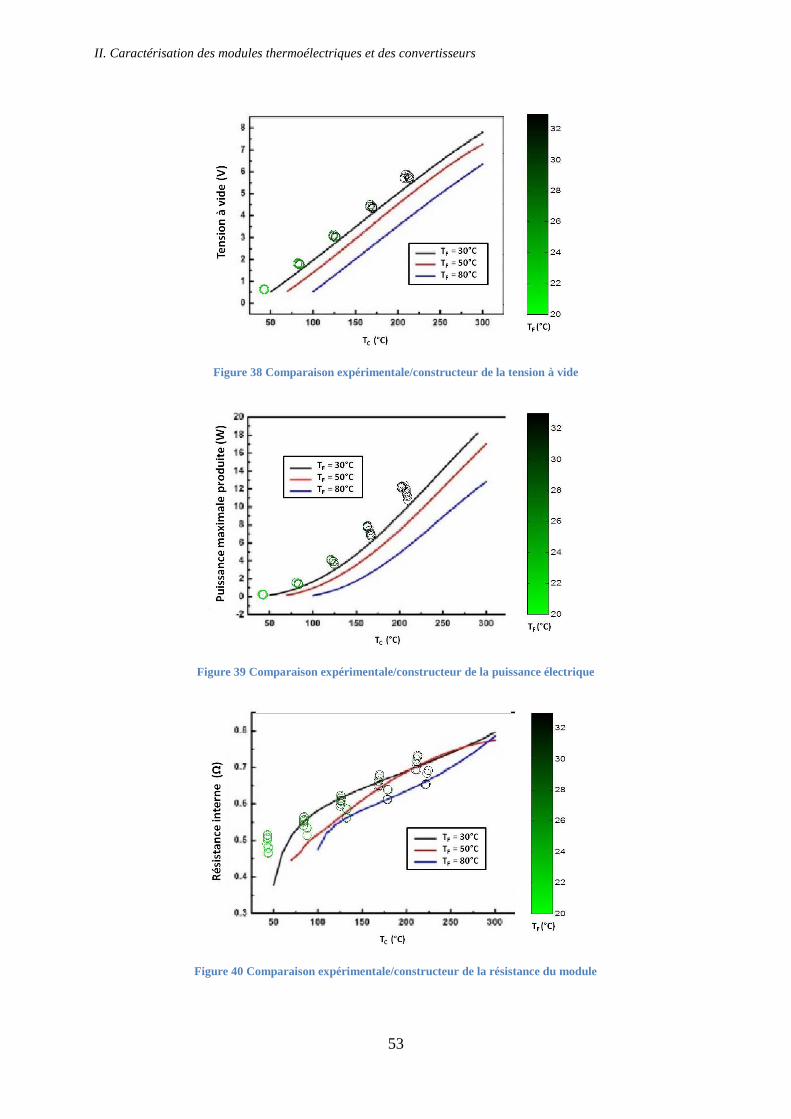
II. Caractérisation des modules thermoélectriques et des convertisseurs
53
Figure 38 Comparaison expérimentale/constructeur de la tension à vide
Figure 39 Comparaison expérimentale/constructeur de la puissance électrique
Figure 40 Comparaison expérimentale/constructeur de la résistance du module
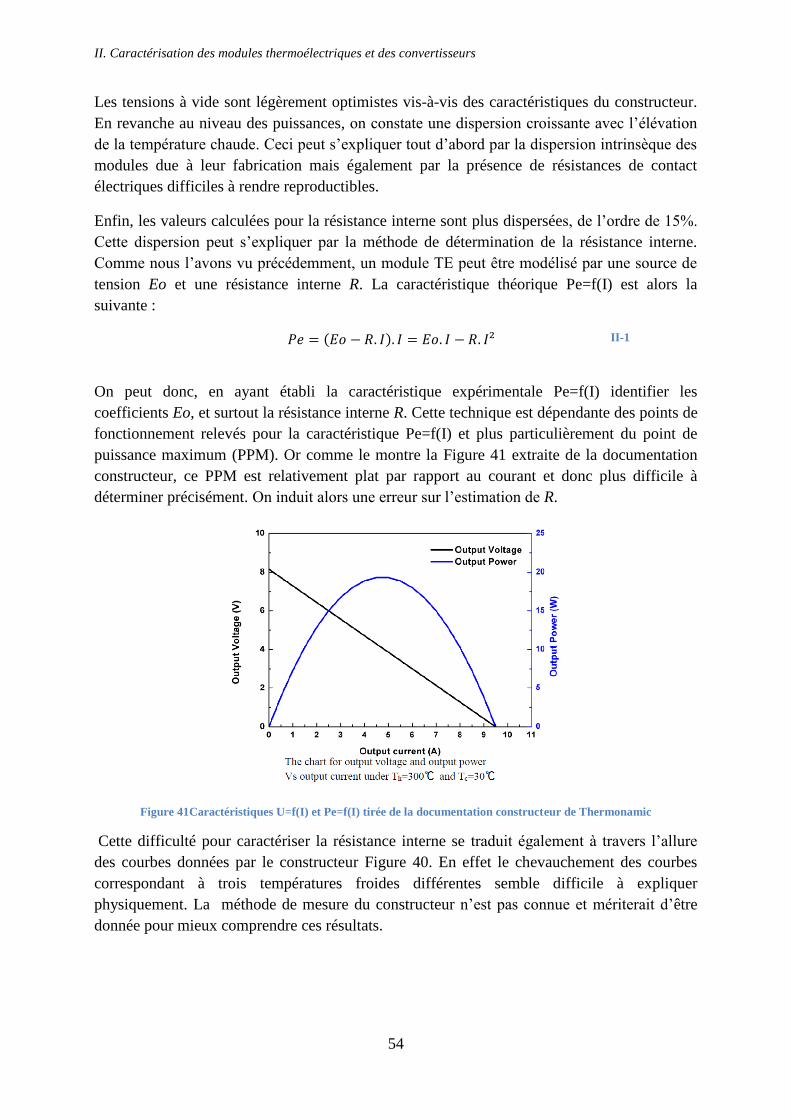
II. Caractérisation des modules thermoélectriques et des convertisseurs
54
Les tensions à vide sont légèrement optimistes vis-à-vis des caractéristiques du constructeur.
En revanche au niveau des puissances, on constate une dispersion croissante avec l’élévation
de la température chaude. Ceci peut s’expliquer tout d’abord par la dispersion intrinsèque des
modules due à leur fabrication mais également par la présence de résistances de contact
électriques difficiles à rendre reproductibles.
Enfin, les valeurs calculées pour la résistance interne sont plus dispersées, de l’ordre de 15%.
Cette dispersion peut s’expliquer par la méthode de détermination de la résistance interne.
Comme nous l’avons vu précédemment, un module TE peut être modélisé par une source de
tension Eo et une résistance interne R. La caractéristique théorique Pe=f(I) est alors la
suivante :
II-1
On peut donc, en ayant établi la caractéristique expérimentale Pe=f(I) identifier les
coefficients Eo, et surtout la résistance interne R. Cette technique est dépendante des points de
fonctionnement relevés pour la caractéristique Pe=f(I) et plus particulièrement du point de
puissance maximum (PPM). Or comme le montre la Figure 41 extraite de la documentation
constructeur, ce PPM est relativement plat par rapport au courant et donc plus difficile à
déterminer précisément. On induit alors une erreur sur l’estimation de R.
Figure 41Caractéristiques U=f(I) et Pe=f(I) tirée de la documentation constructeur de Thermonamic
Cette difficulté pour caractériser la résistance interne se traduit également à travers l’allure
des courbes données par le constructeur Figure 40. En effet le chevauchement des courbes
correspondant à trois températures froides différentes semble difficile à expliquer
physiquement. La méthode de mesure du constructeur n’est pas connue et mériterait d’être
donnée pour mieux comprendre ces résultats.
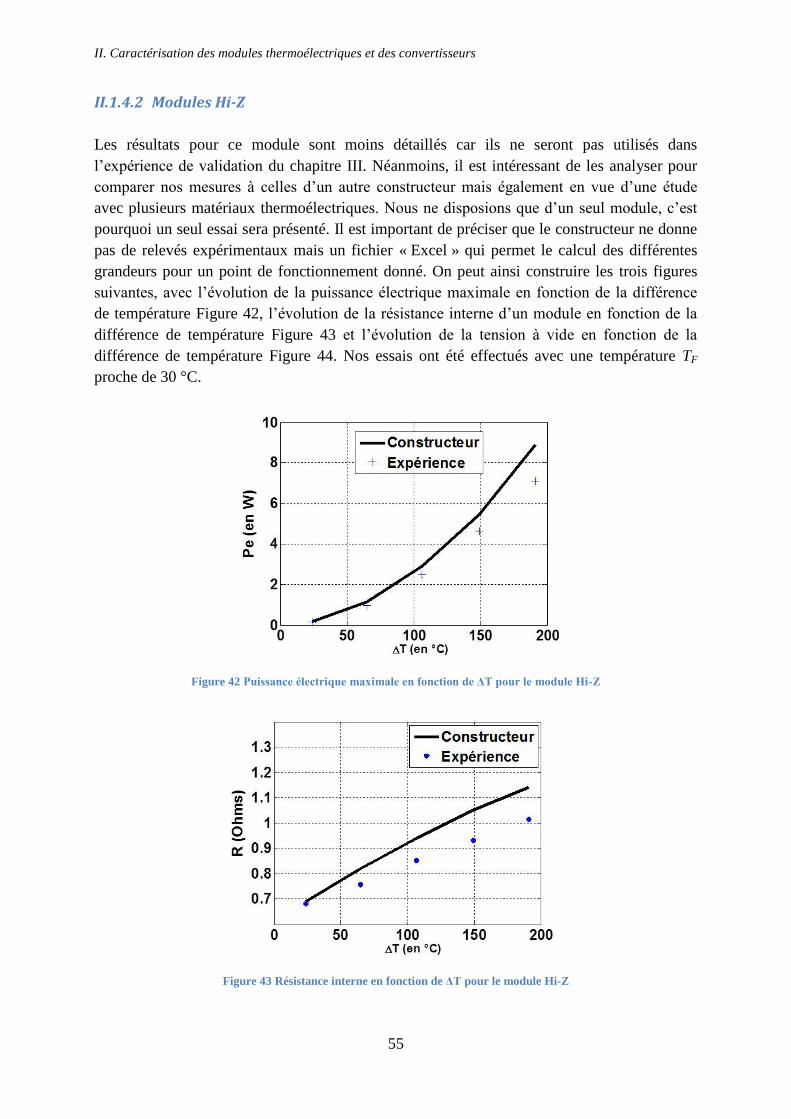
II. Caractérisation des modules thermoélectriques et des convertisseurs
55
II.1.4.2 Modules Hi-Z
Les résultats pour ce module sont moins détaillés car ils ne seront pas utilisés dans
l’expérience de validation du chapitre III. Néanmoins, il est intéressant de les analyser pour
comparer nos mesures à celles d’un autre constructeur mais également en vue d’une étude
avec plusieurs matériaux thermoélectriques. Nous ne disposions que d’un seul module, c’est
pourquoi un seul essai sera présenté. Il est important de préciser que le constructeur ne donne
pas de relevés expérimentaux mais un fichier « Excel » qui permet le calcul des différentes
grandeurs pour un point de fonctionnement donné. On peut ainsi construire les trois figures
suivantes, avec l’évolution de la puissance électrique maximale en fonction de la différence
de température Figure 42, l’évolution de la résistance interne d’un module en fonction de la
différence de température Figure 43 et l’évolution de la tension à vide en fonction de la
différence de température Figure 44. Nos essais ont été effectués avec une température TF
proche de 30 °C.
Figure 42 Puissance électrique maximale en fonction de ΔT pour le module Hi-Z
Figure 43 Résistance interne en fonction de ΔT pour le module Hi-Z
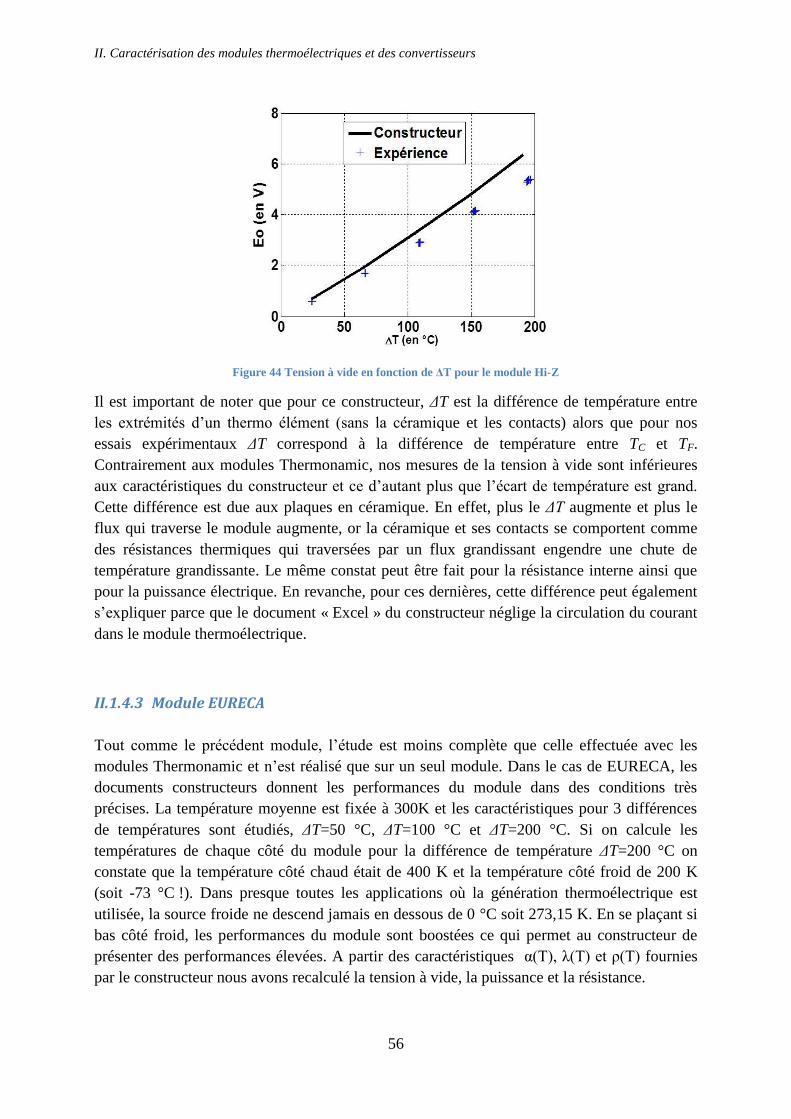
II. Caractérisation des modules thermoélectriques et des convertisseurs
56
Figure 44 Tension à vide en fonction de ΔT pour le module Hi-Z
Il est important de noter que pour ce constructeur, ΔT est la différence de température entre
les extrémités d’un thermo élément (sans la céramique et les contacts) alors que pour nos
essais expérimentaux ΔT correspond à la différence de température entre TC et TF.
Contrairement aux modules Thermonamic, nos mesures de la tension à vide sont inférieures
aux caractéristiques du constructeur et ce d’autant plus que l’écart de température est grand.
Cette différence est due aux plaques en céramique. En effet, plus le ΔT augmente et plus le
flux qui traverse le module augmente, or la céramique et ses contacts se comportent comme
des résistances thermiques qui traversées par un flux grandissant engendre une chute de
température grandissante. Le même constat peut être fait pour la résistance interne ainsi que
pour la puissance électrique. En revanche, pour ces dernières, cette différence peut également
s’expliquer parce que le document « Excel » du constructeur néglige la circulation du courant
dans le module thermoélectrique.
II.1.4.3 Module EURECA
Tout comme le précédent module, l’étude est moins complète que celle effectuée avec les
modules Thermonamic et n’est réalisé que sur un seul module. Dans le cas de EURECA, les
documents constructeurs donnent les performances du module dans des conditions très
précises. La température moyenne est fixée à 300K et les caractéristiques pour 3 différences
de températures sont étudiés, ΔT=50 °C, ΔT=100 °C et ΔT=200 °C. Si on calcule les
températures de chaque côté du module pour la différence de température ΔT=200 °C on
constate que la température côté chaud était de 400 K et la température côté froid de 200 K
(soit -73 °C !). Dans presque toutes les applications où la génération thermoélectrique est
utilisée, la source froide ne descend jamais en dessous de 0 °C soit 273,15 K. En se plaçant si
bas côté froid, les performances du module sont boostées ce qui permet au constructeur de
présenter des performances élevées. A partir des caractéristiques α(T), λ(T) et (T) fournies
par le constructeur nous avons recalculé la tension à vide, la puissance et la résistance.
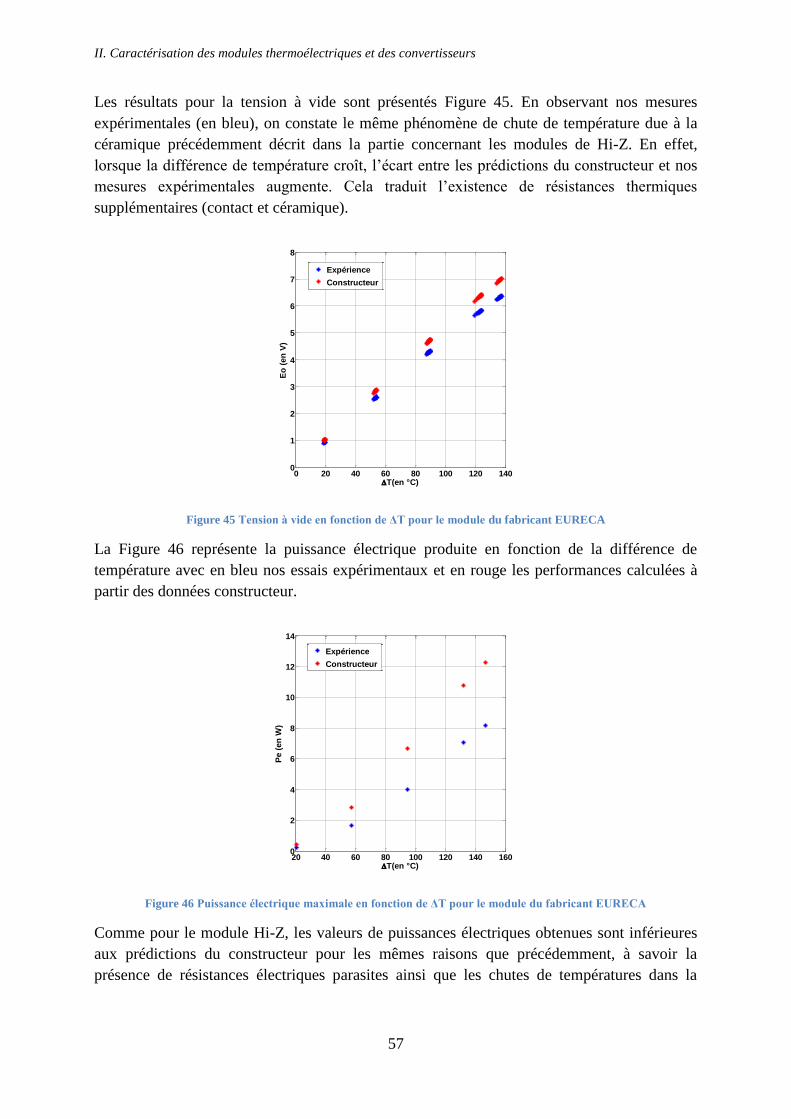
II. Caractérisation des modules thermoélectriques et des convertisseurs
57
Les résultats pour la tension à vide sont présentés Figure 45. En observant nos mesures
expérimentales (en bleu), on constate le même phénomène de chute de température due à la
céramique précédemment décrit dans la partie concernant les modules de Hi-Z. En effet,
lorsque la différence de température croît, l’écart entre les prédictions du constructeur et nos
mesures expérimentales augmente. Cela traduit l’existence de résistances thermiques
supplémentaires (contact et céramique).
Figure 45 Tension à vide en fonction de ΔT pour le module du fabricant EURECA
La Figure 46 représente la puissance électrique produite en fonction de la différence de
température avec en bleu nos essais expérimentaux et en rouge les performances calculées à
partir des données constructeur.
Figure 46 Puissance électrique maximale en fonction de ΔT pour le module du fabricant EURECA
Comme pour le module Hi-Z, les valeurs de puissances électriques obtenues sont inférieures
aux prédictions du constructeur pour les mêmes raisons que précédemment, à savoir la
présence de résistances électriques parasites ainsi que les chutes de températures dans la
0 20 40 60 80 100 120 1400
1
2
3
4
5
6
7
8
T(en °C)
Eo
(en
V)
Expérience
Constructeur
20 40 60 80 100 120 140 1600
2
4
6
8
10
12
14
T(en °C)
Pe (
en
W)
Expérience
Constructeur

II. Caractérisation des modules thermoélectriques et des convertisseurs
58
céramique. La Figure 47 présente la résistance électrique en fonction de la différence de
température.
Figure 47 Résistance interne en fonction de ΔT pour le module du fabricant EURECA
Expérimentalement, on relève une résistance interne supérieure à la résistance donnée par le
constructeur, preuve de la présence de résistances électriques parasites.
II.1.5 Comparaison en puissance des différents constructeurs
La géométrie des 3 modules est représentée dans la Figure 48 :
Figure 48 Géométrie des 3 modules testés
20 40 60 80 100 120 140 160
0.7
0.8
0.9
1
1.1
1.2
1.3
1.4
T(en °C)
R (
Oh
ms)
Expérience
Constructeur
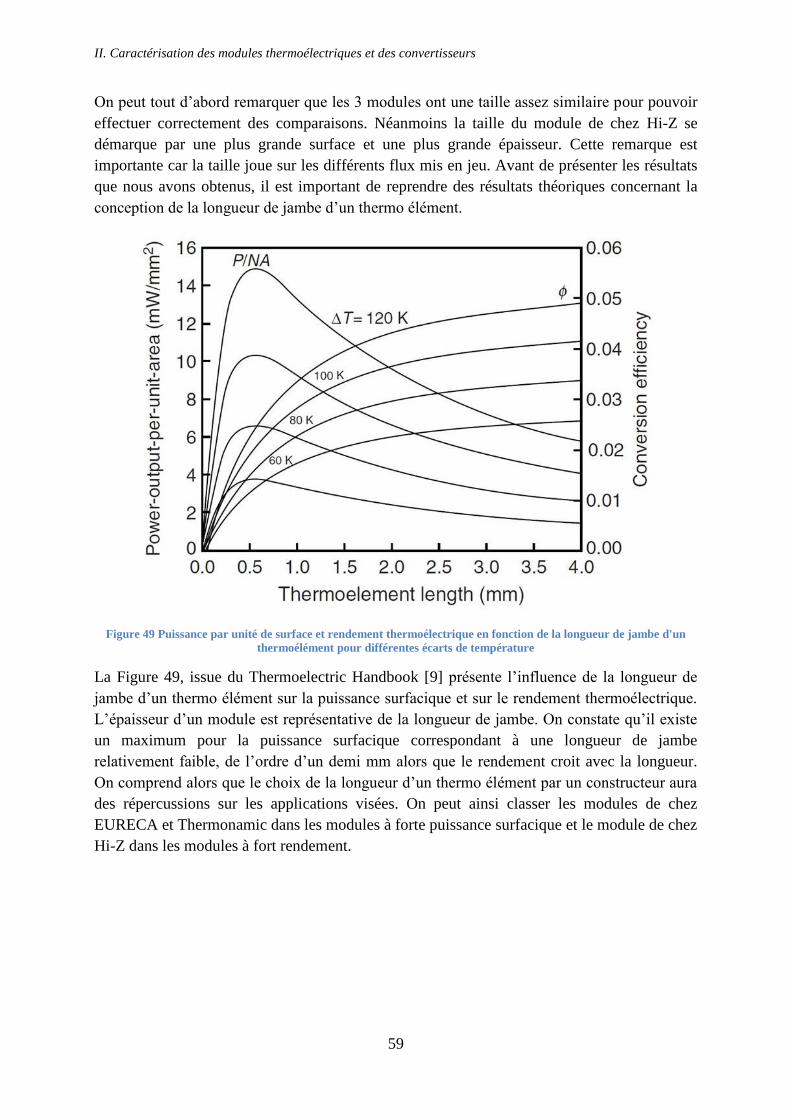
II. Caractérisation des modules thermoélectriques et des convertisseurs
59
On peut tout d’abord remarquer que les 3 modules ont une taille assez similaire pour pouvoir
effectuer correctement des comparaisons. Néanmoins la taille du module de chez Hi-Z se
démarque par une plus grande surface et une plus grande épaisseur. Cette remarque est
importante car la taille joue sur les différents flux mis en jeu. Avant de présenter les résultats
que nous avons obtenus, il est important de reprendre des résultats théoriques concernant la
conception de la longueur de jambe d’un thermo élément.
Figure 49 Puissance par unité de surface et rendement thermoélectrique en fonction de la longueur de jambe d'un
thermoélément pour différentes écarts de température
La Figure 49, issue du Thermoelectric Handbook [9] présente l’influence de la longueur de
jambe d’un thermo élément sur la puissance surfacique et sur le rendement thermoélectrique.
L’épaisseur d’un module est représentative de la longueur de jambe. On constate qu’il existe
un maximum pour la puissance surfacique correspondant à une longueur de jambe
relativement faible, de l’ordre d’un demi mm alors que le rendement croit avec la longueur.
On comprend alors que le choix de la longueur d’un thermo élément par un constructeur aura
des répercussions sur les applications visées. On peut ainsi classer les modules de chez
EURECA et Thermonamic dans les modules à forte puissance surfacique et le module de chez
Hi-Z dans les modules à fort rendement.
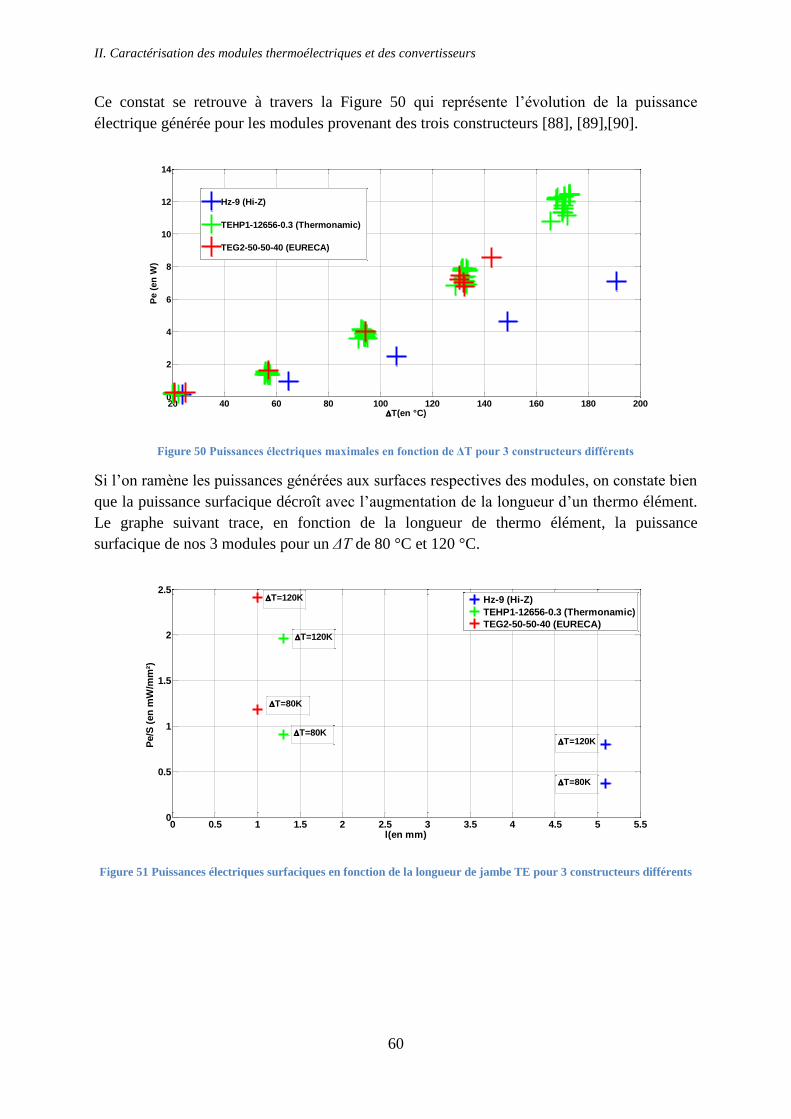
II. Caractérisation des modules thermoélectriques et des convertisseurs
60
Ce constat se retrouve à travers la Figure 50 qui représente l’évolution de la puissance
électrique générée pour les modules provenant des trois constructeurs [88], [89],[90].
Figure 50 Puissances électriques maximales en fonction de ΔT pour 3 constructeurs différents
Si l’on ramène les puissances générées aux surfaces respectives des modules, on constate bien
que la puissance surfacique décroît avec l’augmentation de la longueur d’un thermo élément.
Le graphe suivant trace, en fonction de la longueur de thermo élément, la puissance
surfacique de nos 3 modules pour un ΔT de 80 °C et 120 °C.
Figure 51 Puissances électriques surfaciques en fonction de la longueur de jambe TE pour 3 constructeurs différents
20 40 60 80 100 120 140 160 180 2000
2
4
6
8
10
12
14
T(en °C)
Pe (
en
W)
Hz-9 (Hi-Z)
TEHP1-12656-0.3 (Thermonamic)
TEG2-50-50-40 (EURECA)
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.50
0.5
1
1.5
2
2.5
l(en mm)
Pe/S
(en
mW
/mm
²)
Hz-9 (Hi-Z)
TEHP1-12656-0.3 (Thermonamic)
TEG2-50-50-40 (EURECA)
T=120K
T=80K
T=80K
T=80K
T=120K
T=120K
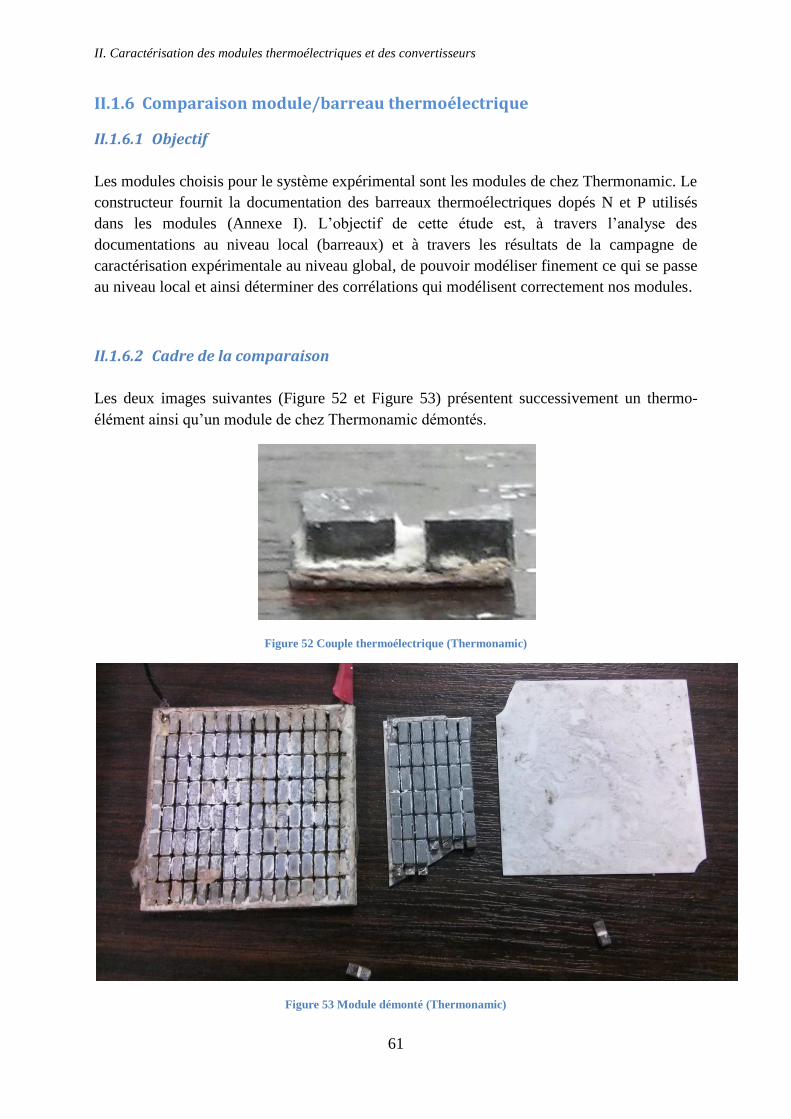
II. Caractérisation des modules thermoélectriques et des convertisseurs
61
II.1.6 Comparaison module/barreau thermoélectrique
II.1.6.1 Objectif
Les modules choisis pour le système expérimental sont les modules de chez Thermonamic. Le
constructeur fournit la documentation des barreaux thermoélectriques dopés N et P utilisés
dans les modules (Annexe I). L’objectif de cette étude est, à travers l’analyse des
documentations au niveau local (barreaux) et à travers les résultats de la campagne de
caractérisation expérimentale au niveau global, de pouvoir modéliser finement ce qui se passe
au niveau local et ainsi déterminer des corrélations qui modélisent correctement nos modules.
II.1.6.2 Cadre de la comparaison
Les deux images suivantes (Figure 52 et Figure 53) présentent successivement un thermo-
élément ainsi qu’un module de chez Thermonamic démontés.
Figure 52 Couple thermoélectrique (Thermonamic)
Figure 53 Module démonté (Thermonamic)

II. Caractérisation des modules thermoélectriques et des convertisseurs
62
Nous pouvons ainsi caractériser le module par les éléments suivants :
126 couples thermoélectriques
Surface céramique 56*56 mm²
Longueur de la jambe d’un thermo élément 1,3 mm
Surface de la jambe d’un thermo élément 2,7*2,7 mm²
Longueur conducteur métallique 6,3 mm
Epaisseur conducteur métallique 0,7 mm
Largeur conducteur métallique 2,7 mm
A ce stade, nous ne connaissons que les caractéristiques géométriques des composants d’un
module thermoélectrique. Il nous faut maintenant trouver les caractéristiques physiques des
différents constituants hors couple thermoélectrique, à savoir les résistances de contact
thermiques et les résistances de conduction. Le modèle physique proposé d’un module
thermoélectrique est représenté Figure 54. On suppose que la totalité du flux thermique
traverse les couples thermoélectriques : les transferts thermiques dans les cavités entre
couples sont négligés.
Figure 54 Modélisation thermique réelle d’un module
Notre objectif étant une modélisation correcte au niveau du module thermoélectrique, il
n’était pas nécessaire de connaitre exactement la contribution de chaque phénomène sur le
comportement global du module thermoélectrique. Nous avons négligé la résistance de
contact côté chaud et côté froid par rapport aux contacts graphites et nous avons négligé la
résistance de conduction des soudures par rapport à celle des céramiques. Nous avons donc
obtenu pour le module thermoélectrique le schéma équivalent suivant Figure 55 :
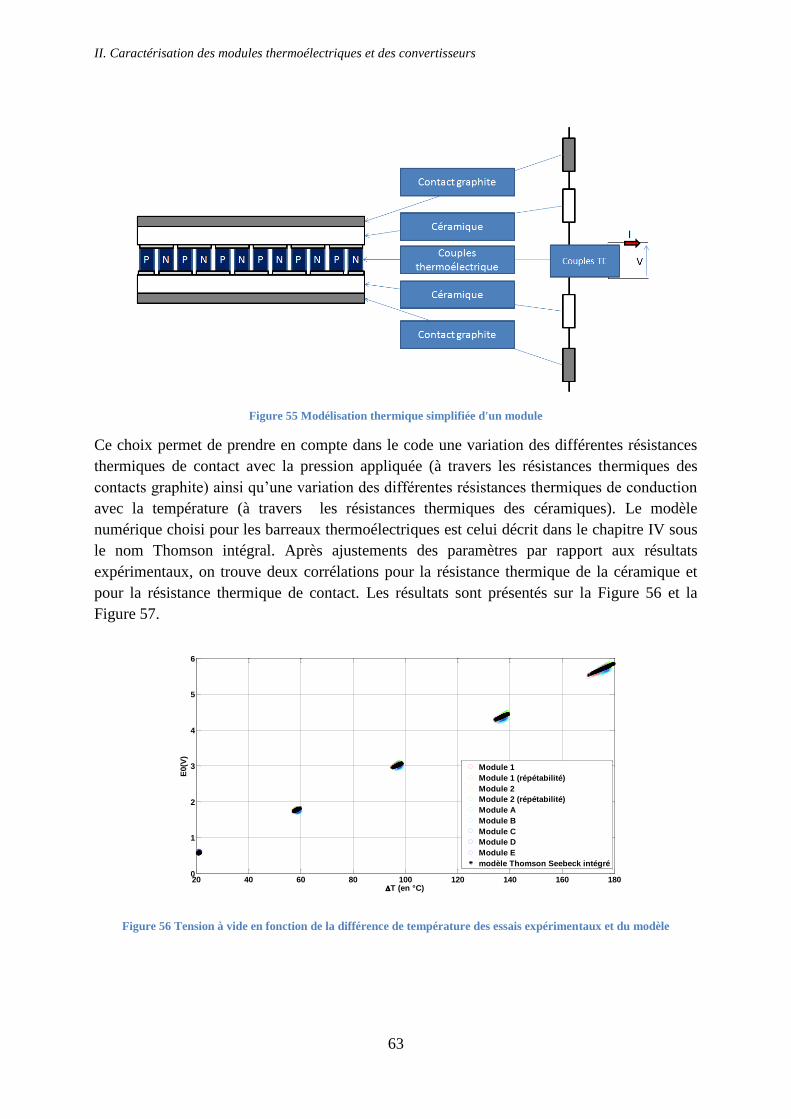
II. Caractérisation des modules thermoélectriques et des convertisseurs
63
Figure 55 Modélisation thermique simplifiée d'un module
Ce choix permet de prendre en compte dans le code une variation des différentes résistances
thermiques de contact avec la pression appliquée (à travers les résistances thermiques des
contacts graphite) ainsi qu’une variation des différentes résistances thermiques de conduction
avec la température (à travers les résistances thermiques des céramiques). Le modèle
numérique choisi pour les barreaux thermoélectriques est celui décrit dans le chapitre IV sous
le nom Thomson intégral. Après ajustements des paramètres par rapport aux résultats
expérimentaux, on trouve deux corrélations pour la résistance thermique de la céramique et
pour la résistance thermique de contact. Les résultats sont présentés sur la Figure 56 et la
Figure 57.
Figure 56 Tension à vide en fonction de la différence de température des essais expérimentaux et du modèle
20 40 60 80 100 120 140 160 1800
1
2
3
4
5
6
T (en °C)
E0(V
)
Module 1
Module 1 (répétabilité)
Module 2
Module 2 (répétabilité)
Module A
Module B
Module C
Module D
Module E
modèle Thomson Seebeck intégré

II. Caractérisation des modules thermoélectriques et des convertisseurs
64
Figure 57 Puissance électrique en fonction de la différence de température des essais expérimentaux et du modèle
La corrélation en pression de la résistance de contact graphite s’appuie sur une documentation
constructeur [91] et la corrélation en température de la résistance de conduction de la
céramique s’appuie sur une interpolation du second ordre par morceaux.
II.1.6.3 Conclusion
Le banc de caractérisation mis au point nous a permis d’obtenir les résultats suivants :
- Caractérisation des modules TE avec des résultats cohérents avec ceux des
constructeurs ;
- Réalisation d’un modèle qui décrit le comportement global d’un module du
constructeur Thermonamic à partir des spécifications locales des matériaux fournies
par le constructeur. Ce modèle permet de remplacer facilement les caractéristiques
locales des matériaux TE par celles de matériaux qui ne sont pas encore assemblés en
modules de manière à réaliser des analyses multi-matériaux.
0 20 40 60 80 100 120 140 160 1800
2
4
6
8
10
12
T (°C)
Pe (
W)
Expérimental
Code
II. Caractérisation des modules thermoélectriques et des convertisseurs
65
II.2 Convertisseur DC/DC à MPPT
II.2.1 Introduction
Comme nous l’avons vu dans la partie précédente, un module thermoélectrique peut être
modélisé, d’un point de vue électrique, par un générateur de tension dont la tension à vide et,
dans une moindre mesure, la résistance interne varient en fonction de la température. Dans ce
cas, la puissance maximale est obtenue lorsque l’on réalise une adaptation d’impédance, soit
lorsque la résistance équivalente de la charge est égale à la résistance interne du module. Par
extension, un générateur thermoélectrique qui est composé d’une association série/parallèle de
modules thermoélectriques peut donc se modéliser de la même manière.
Afin de stocker l’énergie électrique produite par les modules thermoélectriques dans un
dispositif de stockage, il est nécessaire de réaliser des convertisseurs DC/DC. Dans la plupart
des applications comportant plusieurs modules thermoélectriques, tous ne travaillent pas dans
les mêmes conditions de température, il est donc important d’avoir des convertisseurs DC/DC
pour chaque point de fonctionnement.
Dans le cadre de nos travaux, ces convertisseurs doivent répondre à deux applications qui
seront présentées en détail dans le chapitre III et en Annexe II : la boucle thermoélectrique et
la cuisinière Planète Bois.
La première application exige d’avoir des convertisseurs qui fonctionnent toujours au point
de puissance maximum (maximum power point MPP) et de caractériser parfaitement leur
performance. Par contre, il n’y a pas de contrainte sur le rendement ; il ne s’agit pas de
stocker l’énergie produite par le TEG mais simplement de la déterminer avec précision. Pour
la seconde application, il est fondamental de stocker le maximum d’énergie électrique. Cela
exige une optimisation sur cycle pour maximiser l’énergie électrique stockée dans des
batteries et donc le rendement du convertisseur est très important. Afin d’augmenter au
maximum ce rendement, les composants électroniques de commutation, de mesure et la
commande doivent consommer le moins d’énergie possible. Les exigences des deux
applications n’étant pas antinomiques, les mêmes convertisseurs peuvent convenir aux deux
applications. La conception ainsi que l’optimisation seront présentées dans cette partie.
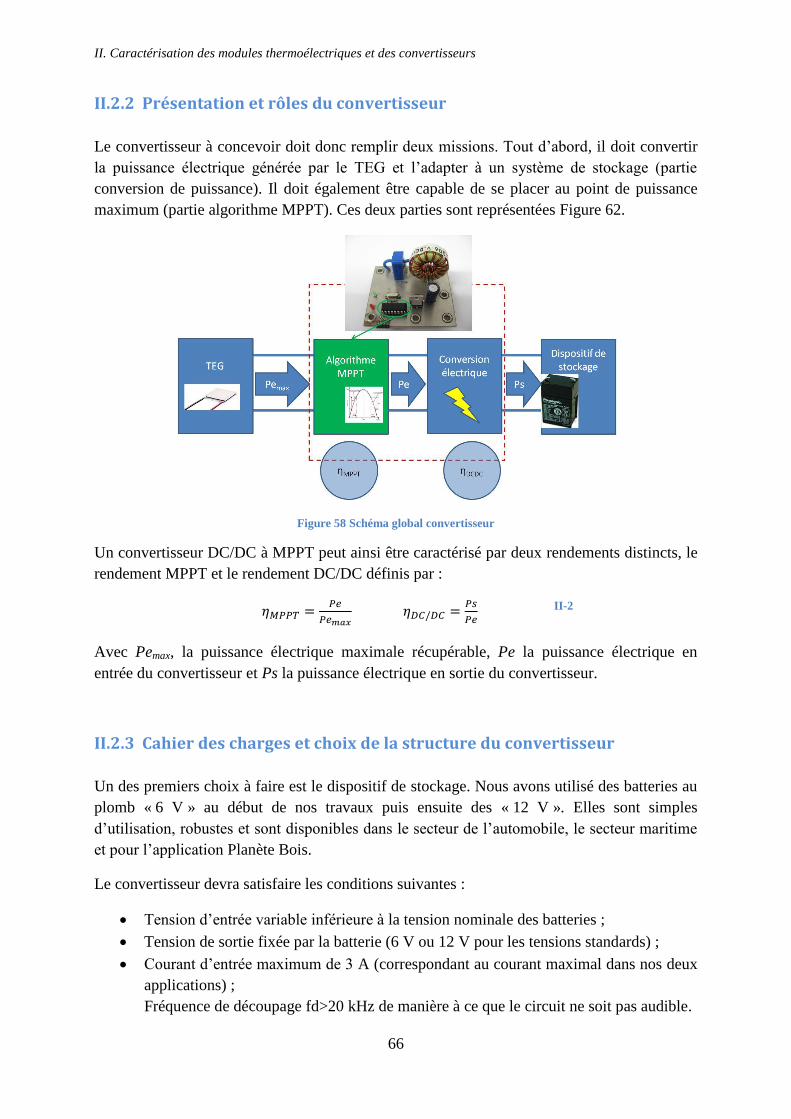
II. Caractérisation des modules thermoélectriques et des convertisseurs
66
II.2.2 Présentation et rôles du convertisseur
Le convertisseur à concevoir doit donc remplir deux missions. Tout d’abord, il doit convertir
la puissance électrique générée par le TEG et l’adapter à un système de stockage (partie
conversion de puissance). Il doit également être capable de se placer au point de puissance
maximum (partie algorithme MPPT). Ces deux parties sont représentées Figure 62.
Figure 58 Schéma global convertisseur
Un convertisseur DC/DC à MPPT peut ainsi être caractérisé par deux rendements distincts, le
rendement MPPT et le rendement DC/DC définis par :
II-2
Avec Pemax, la puissance électrique maximale récupérable, Pe la puissance électrique en
entrée du convertisseur et Ps la puissance électrique en sortie du convertisseur.
II.2.3 Cahier des charges et choix de la structure du convertisseur
Un des premiers choix à faire est le dispositif de stockage. Nous avons utilisé des batteries au
plomb « 6 V » au début de nos travaux puis ensuite des « 12 V ». Elles sont simples
d’utilisation, robustes et sont disponibles dans le secteur de l’automobile, le secteur maritime
et pour l’application Planète Bois.
Le convertisseur devra satisfaire les conditions suivantes :
Tension d’entrée variable inférieure à la tension nominale des batteries ;
Tension de sortie fixée par la batterie (6 V ou 12 V pour les tensions standards) ;
Courant d’entrée maximum de 3 A (correspondant au courant maximal dans nos deux
applications) ;
Fréquence de découpage fd>20 kHz de manière à ce que le circuit ne soit pas audible.
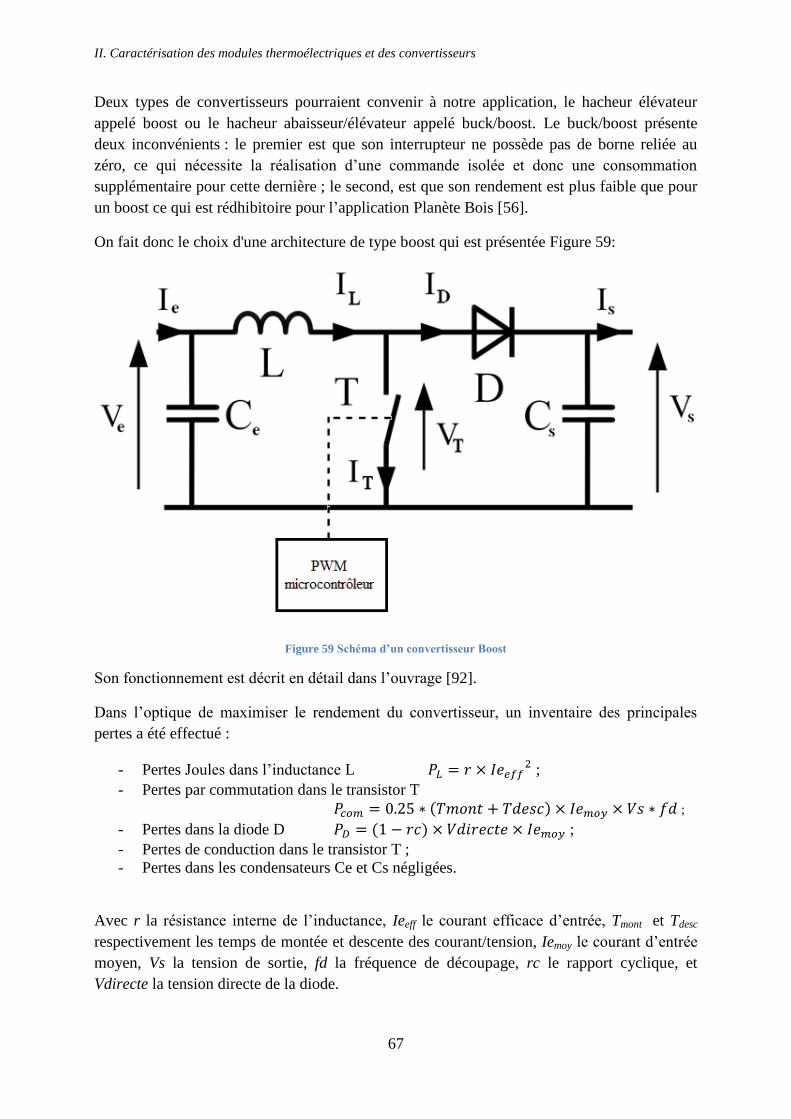
II. Caractérisation des modules thermoélectriques et des convertisseurs
67
Deux types de convertisseurs pourraient convenir à notre application, le hacheur élévateur
appelé boost ou le hacheur abaisseur/élévateur appelé buck/boost. Le buck/boost présente
deux inconvénients : le premier est que son interrupteur ne possède pas de borne reliée au
zéro, ce qui nécessite la réalisation d’une commande isolée et donc une consommation
supplémentaire pour cette dernière ; le second, est que son rendement est plus faible que pour
un boost ce qui est rédhibitoire pour l’application Planète Bois [56].
On fait donc le choix d'une architecture de type boost qui est présentée Figure 59:
Figure 59 Schéma d’un convertisseur Boost
Son fonctionnement est décrit en détail dans l’ouvrage [92].
Dans l’optique de maximiser le rendement du convertisseur, un inventaire des principales
pertes a été effectué :
- Pertes Joules dans l’inductance L ;
- Pertes par commutation dans le transistor T
;
- Pertes dans la diode D ;
- Pertes de conduction dans le transistor T ;
- Pertes dans les condensateurs Ce et Cs négligées.
Avec r la résistance interne de l’inductance, Ieeff le courant efficace d’entrée, Tmont et Tdesc
respectivement les temps de montée et descente des courant/tension, Iemoy le courant d’entrée
moyen, Vs la tension de sortie, fd la fréquence de découpage, rc le rapport cyclique, et
Vdirecte la tension directe de la diode.
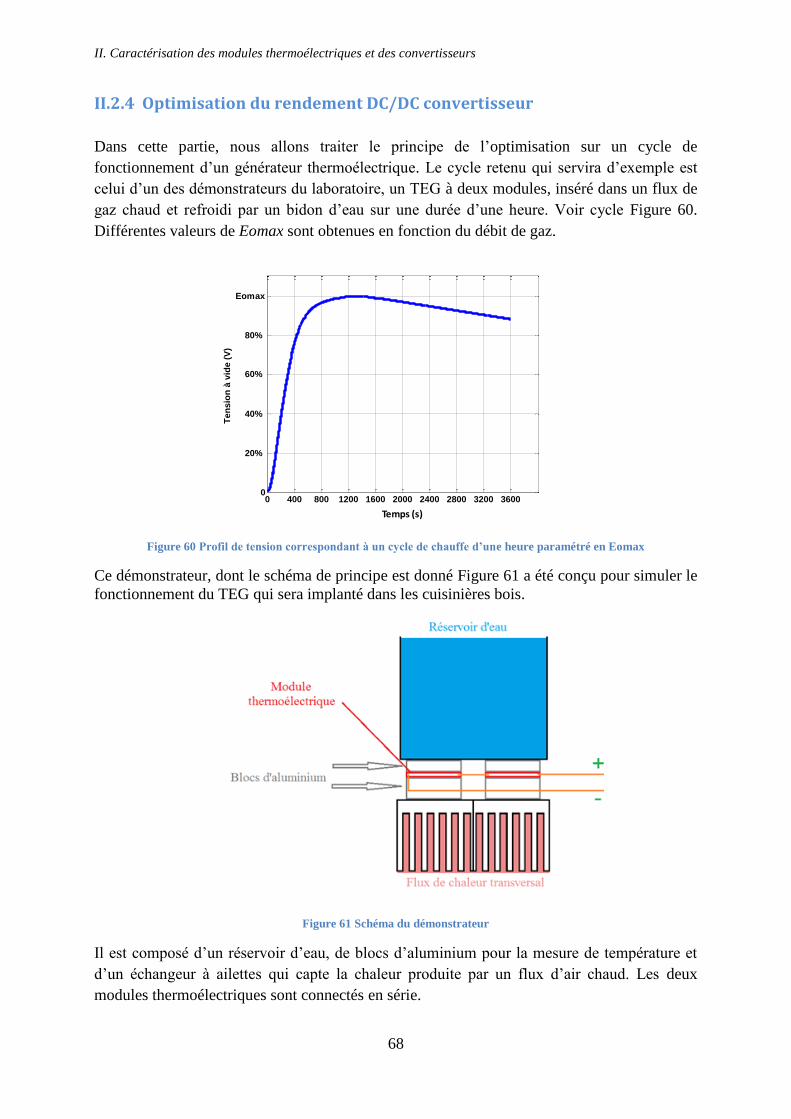
II. Caractérisation des modules thermoélectriques et des convertisseurs
68
II.2.4 Optimisation du rendement DC/DC convertisseur
Dans cette partie, nous allons traiter le principe de l’optimisation sur un cycle de
fonctionnement d’un générateur thermoélectrique. Le cycle retenu qui servira d’exemple est
celui d’un des démonstrateurs du laboratoire, un TEG à deux modules, inséré dans un flux de
gaz chaud et refroidi par un bidon d’eau sur une durée d’une heure. Voir cycle Figure 60.
Différentes valeurs de Eomax sont obtenues en fonction du débit de gaz.
Figure 60 Profil de tension correspondant à un cycle de chauffe d’une heure paramétré en Eomax
Ce démonstrateur, dont le schéma de principe est donné Figure 61 a été conçu pour simuler le
fonctionnement du TEG qui sera implanté dans les cuisinières bois.
Figure 61 Schéma du démonstrateur
Il est composé d’un réservoir d’eau, de blocs d’aluminium pour la mesure de température et
d’un échangeur à ailettes qui capte la chaleur produite par un flux d’air chaud. Les deux
modules thermoélectriques sont connectés en série.
0 400 800 1200 1600 2000 2400 2800 3200 36000
20%
40%
60%
80%
Eomax
Time (s)
Ten
sio
n à
vid
e (
V)
Temps (s)

II. Caractérisation des modules thermoélectriques et des convertisseurs
69
La tension à vide maximale Eomax relevée lors d’un essai en conditions normales était de
9,2 V. C’est sur ce profil de tension que se fera la maximisation du rendement du
convertisseur.
II.2.5 Choix des composants
Le choix de l’inductance, du MOS et de la fréquence sont fortement corrélés, en effet pour
satisfaire le critère d’ondulation de courant, il existe une condition sur le produit L*fd. C’est
pourquoi, nous avons utilisé un algorithme génétique couplé à une base de données de
composants des fabricants. Pour le choix de la diode, il n’y a pas réellement de compromis à
faire car à partir du moment où elle tient la tension inverse, plus sa tension directe sera faible
et plus les pertes qu’elle génèrera seront faibles. Le rendement énergétique théorique sur cycle
était dans ce cas de près de 91%.
II.2.6 Présentation de l’algorithme MPPT
L'intérêt d'un algorithme MPPT est d'adapter la source d'énergie à la charge de manière à
transférer le maximum de la puissance disponible. En effet une charge non adaptée ne permet
pas de faire fonctionner le générateur à son point de fonctionnement optimal. De plus dans
notre exemple, il y a une nécessité pratique d'adaptation puisque l'on souhaite charger une
batterie 12V alors que le générateur thermoélectrique fournit une tension variable.
Comme nous l’avons vu précédemment, les modules thermoélectriques peuvent être
modélisés par un générateur de tension avec une résistance interne (Figure 62). La charge sera
adaptée si sa résistance équivalente (le quotient de la tension Ve par le courant Ie) est égale à
la résistance interne du générateur thermoélectrique.
Figure 62 Modèle de l’ensemble générateur thermoélectrique + convertisseur
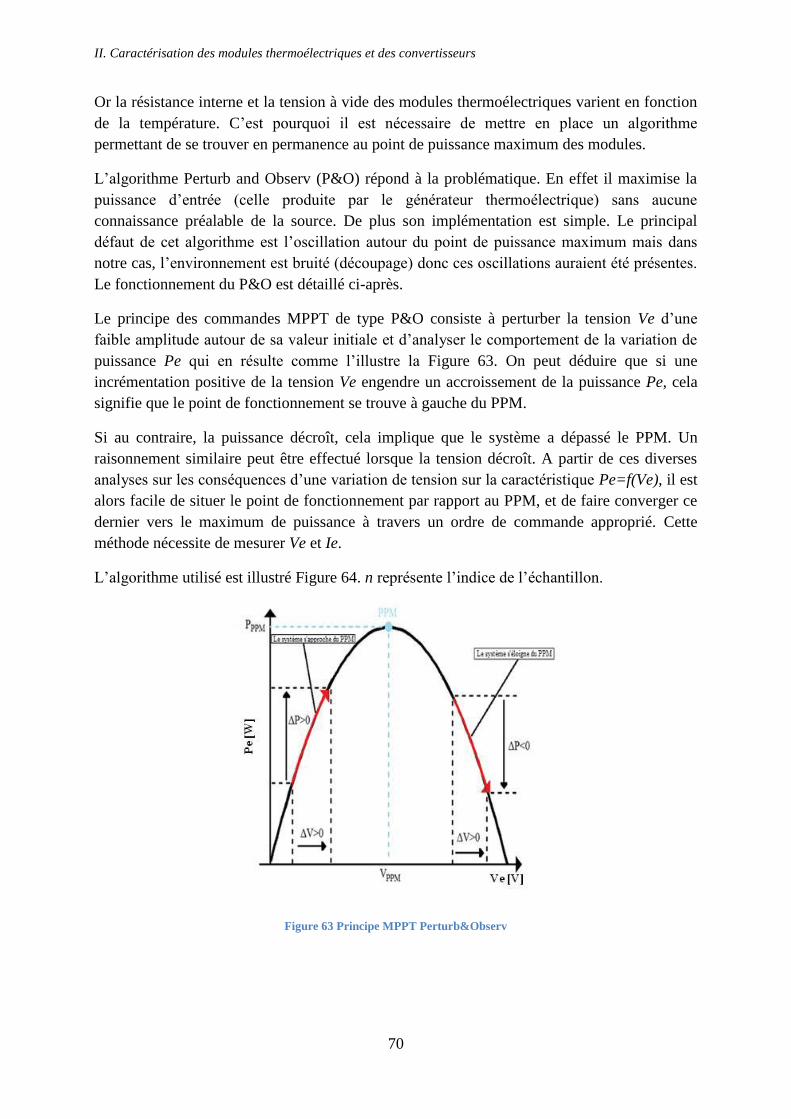
II. Caractérisation des modules thermoélectriques et des convertisseurs
70
Or la résistance interne et la tension à vide des modules thermoélectriques varient en fonction
de la température. C’est pourquoi il est nécessaire de mettre en place un algorithme
permettant de se trouver en permanence au point de puissance maximum des modules.
L’algorithme Perturb and Observ (P&O) répond à la problématique. En effet il maximise la
puissance d’entrée (celle produite par le générateur thermoélectrique) sans aucune
connaissance préalable de la source. De plus son implémentation est simple. Le principal
défaut de cet algorithme est l’oscillation autour du point de puissance maximum mais dans
notre cas, l’environnement est bruité (découpage) donc ces oscillations auraient été présentes.
Le fonctionnement du P&O est détaillé ci-après.
Le principe des commandes MPPT de type P&O consiste à perturber la tension Ve d’une
faible amplitude autour de sa valeur initiale et d’analyser le comportement de la variation de
puissance Pe qui en résulte comme l’illustre la Figure 63. On peut déduire que si une
incrémentation positive de la tension Ve engendre un accroissement de la puissance Pe, cela
signifie que le point de fonctionnement se trouve à gauche du PPM.
Si au contraire, la puissance décroît, cela implique que le système a dépassé le PPM. Un
raisonnement similaire peut être effectué lorsque la tension décroît. A partir de ces diverses
analyses sur les conséquences d’une variation de tension sur la caractéristique Pe=f(Ve), il est
alors facile de situer le point de fonctionnement par rapport au PPM, et de faire converger ce
dernier vers le maximum de puissance à travers un ordre de commande approprié. Cette
méthode nécessite de mesurer Ve et Ie.
L’algorithme utilisé est illustré Figure 64. n représente l’indice de l’échantillon.
Figure 63 Principe MPPT Perturb&Observ
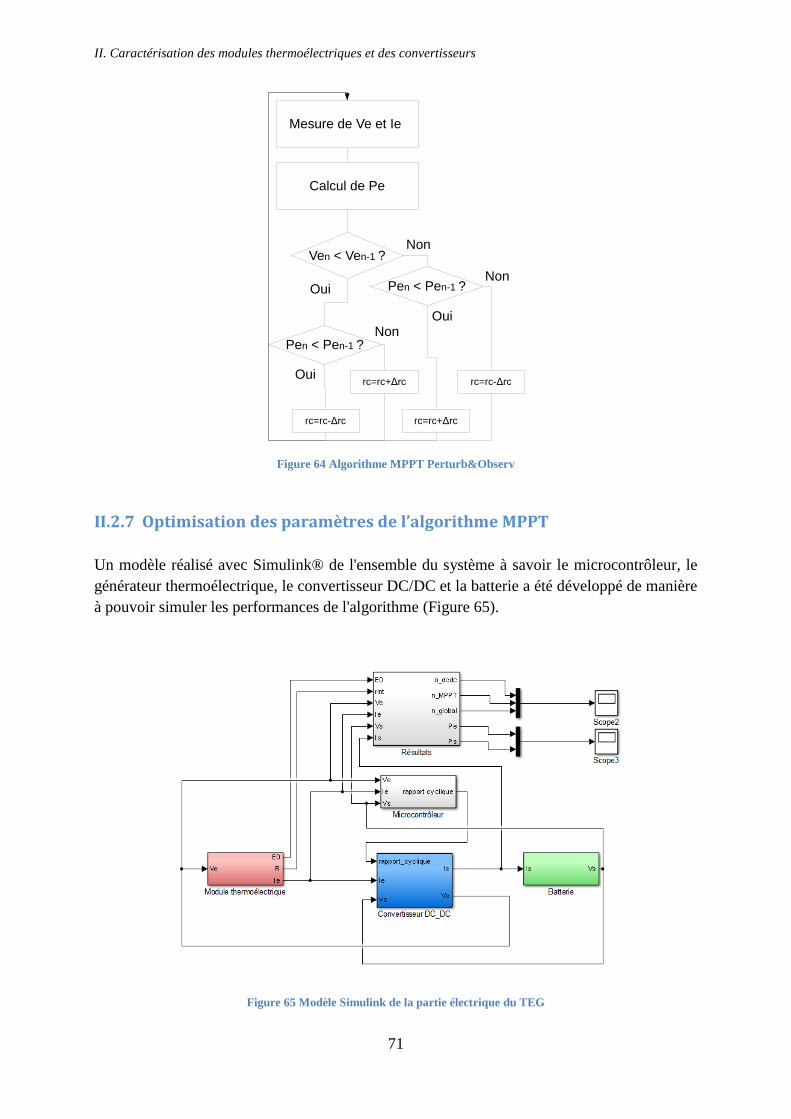
II. Caractérisation des modules thermoélectriques et des convertisseurs
71
Figure 64 Algorithme MPPT Perturb&Observ
II.2.7 Optimisation des paramètres de l’algorithme MPPT
Un modèle réalisé avec Simulink® de l'ensemble du système à savoir le microcontrôleur, le
générateur thermoélectrique, le convertisseur DC/DC et la batterie a été développé de manière
à pouvoir simuler les performances de l'algorithme (Figure 65).
Figure 65 Modèle Simulink de la partie électrique du TEG
rc=rc-Δrc
Ven < Ven-1 ?
Pen < Pen-1 ?
Calcul de Pe
Mesure de Ve et Ie
Pen < Pen-1 ?
rc=rc+Δrc
rc=rc+Δrc
rc=rc-Δrc
Oui
Oui
Oui
Non
Non
Non
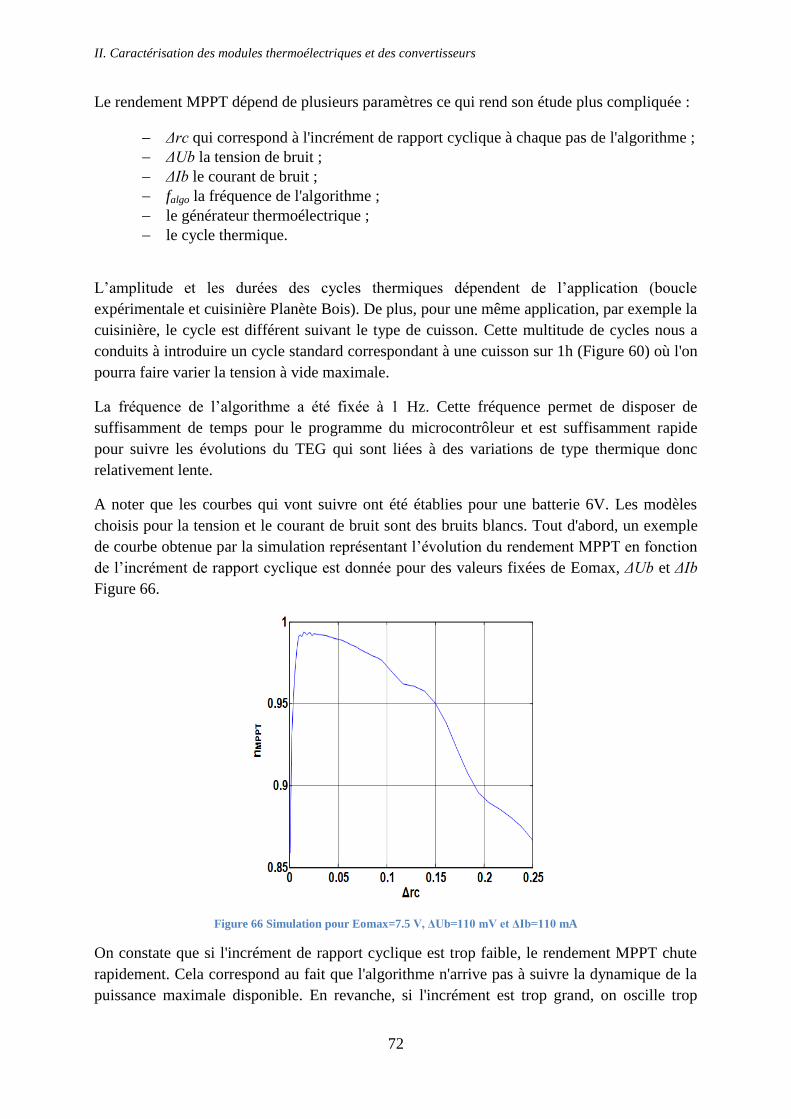
II. Caractérisation des modules thermoélectriques et des convertisseurs
72
Le rendement MPPT dépend de plusieurs paramètres ce qui rend son étude plus compliquée :
Δrc qui correspond à l'incrément de rapport cyclique à chaque pas de l'algorithme ;
ΔUb la tension de bruit ;
ΔIb le courant de bruit ;
falgo la fréquence de l'algorithme ;
le générateur thermoélectrique ;
le cycle thermique.
L’amplitude et les durées des cycles thermiques dépendent de l’application (boucle
expérimentale et cuisinière Planète Bois). De plus, pour une même application, par exemple la
cuisinière, le cycle est différent suivant le type de cuisson. Cette multitude de cycles nous a
conduits à introduire un cycle standard correspondant à une cuisson sur 1h (Figure 60) où l'on
pourra faire varier la tension à vide maximale.
La fréquence de l’algorithme a été fixée à 1 Hz. Cette fréquence permet de disposer de
suffisamment de temps pour le programme du microcontrôleur et est suffisamment rapide
pour suivre les évolutions du TEG qui sont liées à des variations de type thermique donc
relativement lente.
A noter que les courbes qui vont suivre ont été établies pour une batterie 6V. Les modèles
choisis pour la tension et le courant de bruit sont des bruits blancs. Tout d'abord, un exemple
de courbe obtenue par la simulation représentant l’évolution du rendement MPPT en fonction
de l’incrément de rapport cyclique est donnée pour des valeurs fixées de Eomax, ΔUb et ΔIb
Figure 66.
Figure 66 Simulation pour Eomax=7.5 V, ΔUb=110 mV et ΔIb=110 mA
On constate que si l'incrément de rapport cyclique est trop faible, le rendement MPPT chute
rapidement. Cela correspond au fait que l'algorithme n'arrive pas à suivre la dynamique de la
puissance maximale disponible. En revanche, si l'incrément est trop grand, on oscille trop
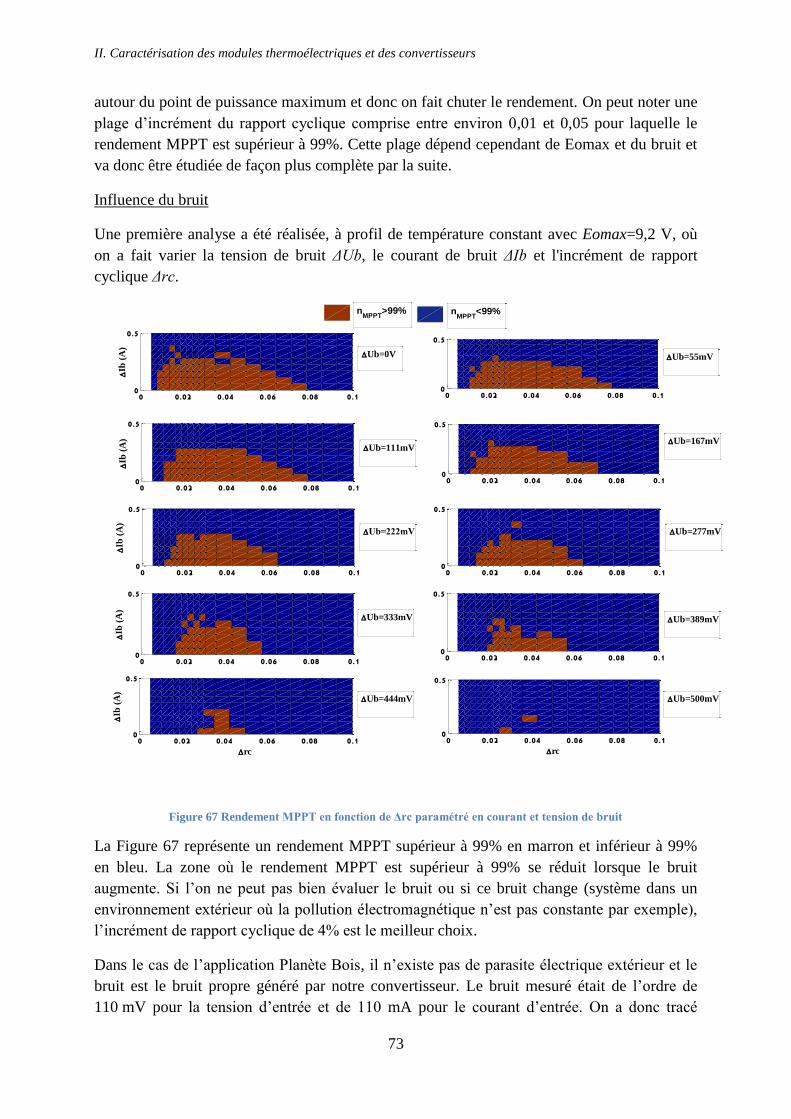
II. Caractérisation des modules thermoélectriques et des convertisseurs
73
autour du point de puissance maximum et donc on fait chuter le rendement. On peut noter une
plage d’incrément du rapport cyclique comprise entre environ 0,01 et 0,05 pour laquelle le
rendement MPPT est supérieur à 99%. Cette plage dépend cependant de Eomax et du bruit et
va donc être étudiée de façon plus complète par la suite.
Influence du bruit
Une première analyse a été réalisée, à profil de température constant avec Eomax=9,2 V, où
on a fait varier la tension de bruit ΔUb, le courant de bruit ΔIb et l'incrément de rapport
cyclique Δrc.
Figure 67 Rendement MPPT en fonction de Δrc paramétré en courant et tension de bruit
La Figure 67 représente un rendement MPPT supérieur à 99% en marron et inférieur à 99%
en bleu. La zone où le rendement MPPT est supérieur à 99% se réduit lorsque le bruit
augmente. Si l’on ne peut pas bien évaluer le bruit ou si ce bruit change (système dans un
environnement extérieur où la pollution électromagnétique n’est pas constante par exemple),
l’incrément de rapport cyclique de 4% est le meilleur choix.
Dans le cas de l’application Planète Bois, il n’existe pas de parasite électrique extérieur et le
bruit est le bruit propre généré par notre convertisseur. Le bruit mesuré était de l’ordre de
110 mV pour la tension d’entrée et de 110 mA pour le courant d’entrée. On a donc tracé
0 0.02 0.04 0.06 0.08 0.10
0.5
Ib
(A
)
0 0.02 0.04 0.06 0.08 0.10
0.5
0 0.02 0.04 0.06 0.08 0.10
0.5
Ib
(A
)
0 0.02 0.04 0.06 0.08 0.10
0.5
0 0.02 0.04 0.06 0.08 0.10
0.5
Ib
(A
)
0 0.02 0.04 0.06 0.08 0.10
0.5
0 0.02 0.04 0.06 0.08 0.10
0.5
0 0.02 0.04 0.06 0.08 0.10
0.5
rc
Ib
(A
)
0 0.02 0.04 0.06 0.08 0.10
0.5
rc
0 0.02 0.04 0.06 0.08 0.10
0.5
Ib
(A
)
nMPPT
>99% nMPPT
<99%
Ub=444mV
Ub=333mV
Ub=222mV
Ub=111mV
Ub=0V Ub=55mV
Ub=167mV
Ub=277mV
Ub=389mV
Ub=500mV
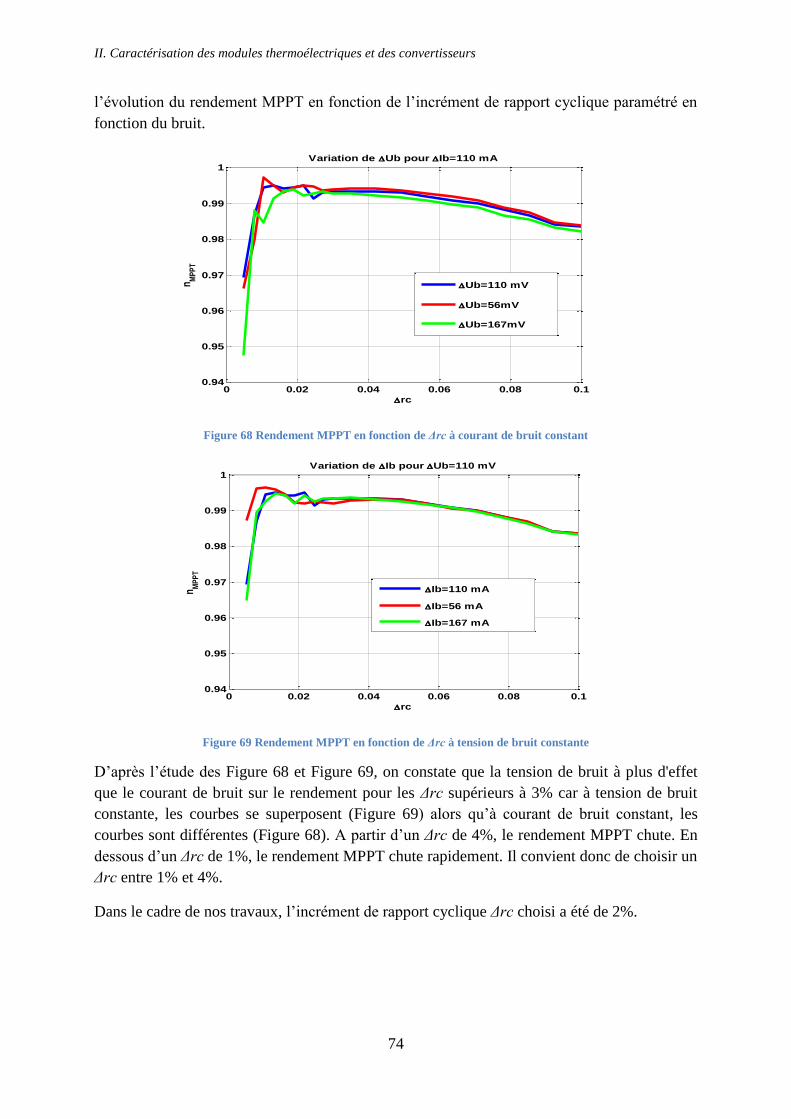
II. Caractérisation des modules thermoélectriques et des convertisseurs
74
l’évolution du rendement MPPT en fonction de l’incrément de rapport cyclique paramétré en
fonction du bruit.
Figure 68 Rendement MPPT en fonction de Δrc à courant de bruit constant
Figure 69 Rendement MPPT en fonction de Δrc à tension de bruit constante
D’après l’étude des Figure 68 et Figure 69, on constate que la tension de bruit à plus d'effet
que le courant de bruit sur le rendement pour les Δrc supérieurs à 3% car à tension de bruit
constante, les courbes se superposent (Figure 69) alors qu’à courant de bruit constant, les
courbes sont différentes (Figure 68). A partir d’un Δrc de 4%, le rendement MPPT chute. En
dessous d’un Δrc de 1%, le rendement MPPT chute rapidement. Il convient donc de choisir un
Δrc entre 1% et 4%.
Dans le cadre de nos travaux, l’incrément de rapport cyclique Δrc choisi a été de 2%.
0 0.02 0.04 0.06 0.08 0.10.94
0.95
0.96
0.97
0.98
0.99
1Variation de Ub pour Ib=110 mA
rc
n MP
PT
Ub=110 mV
Ub=56mV
Ub=167mV
0 0.02 0.04 0.06 0.08 0.10.94
0.95
0.96
0.97
0.98
0.99
1Variation de Ib pour Ub=110 mV
rc
nM
PP
T
Ib=110 mA
Ib=56 mA
Ib=167 mA
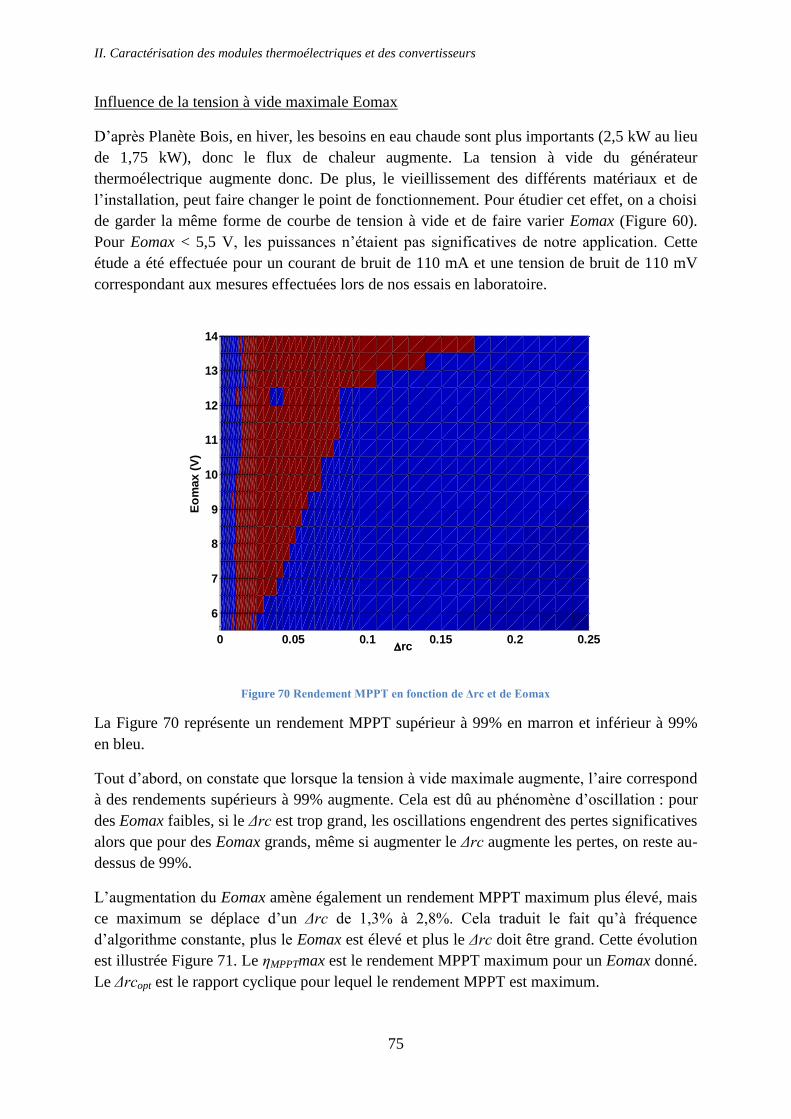
II. Caractérisation des modules thermoélectriques et des convertisseurs
75
Influence de la tension à vide maximale Eomax
D’après Planète Bois, en hiver, les besoins en eau chaude sont plus importants (2,5 kW au lieu
de 1,75 kW), donc le flux de chaleur augmente. La tension à vide du générateur
thermoélectrique augmente donc. De plus, le vieillissement des différents matériaux et de
l’installation, peut faire changer le point de fonctionnement. Pour étudier cet effet, on a choisi
de garder la même forme de courbe de tension à vide et de faire varier Eomax (Figure 60).
Pour Eomax < 5,5 V, les puissances n’étaient pas significatives de notre application. Cette
étude a été effectuée pour un courant de bruit de 110 mA et une tension de bruit de 110 mV
correspondant aux mesures effectuées lors de nos essais en laboratoire.
Figure 70 Rendement MPPT en fonction de Δrc et de Eomax
La Figure 70 représente un rendement MPPT supérieur à 99% en marron et inférieur à 99%
en bleu.
Tout d’abord, on constate que lorsque la tension à vide maximale augmente, l’aire correspond
à des rendements supérieurs à 99% augmente. Cela est dû au phénomène d’oscillation : pour
des Eomax faibles, si le Δrc est trop grand, les oscillations engendrent des pertes significatives
alors que pour des Eomax grands, même si augmenter le Δrc augmente les pertes, on reste au-
dessus de 99%.
L’augmentation du Eomax amène également un rendement MPPT maximum plus élevé, mais
ce maximum se déplace d’un Δrc de 1,3% à 2,8%. Cela traduit le fait qu’à fréquence
d’algorithme constante, plus le Eomax est élevé et plus le Δrc doit être grand. Cette évolution
est illustrée Figure 71. Le ηMPPTmax est le rendement MPPT maximum pour un Eomax donné.
Le Δrcopt est le rapport cyclique pour lequel le rendement MPPT est maximum.
0 0.05 0.1 0.15 0.2 0.25
6
7
8
9
10
11
12
13
14
rc
Eo
max (
V)
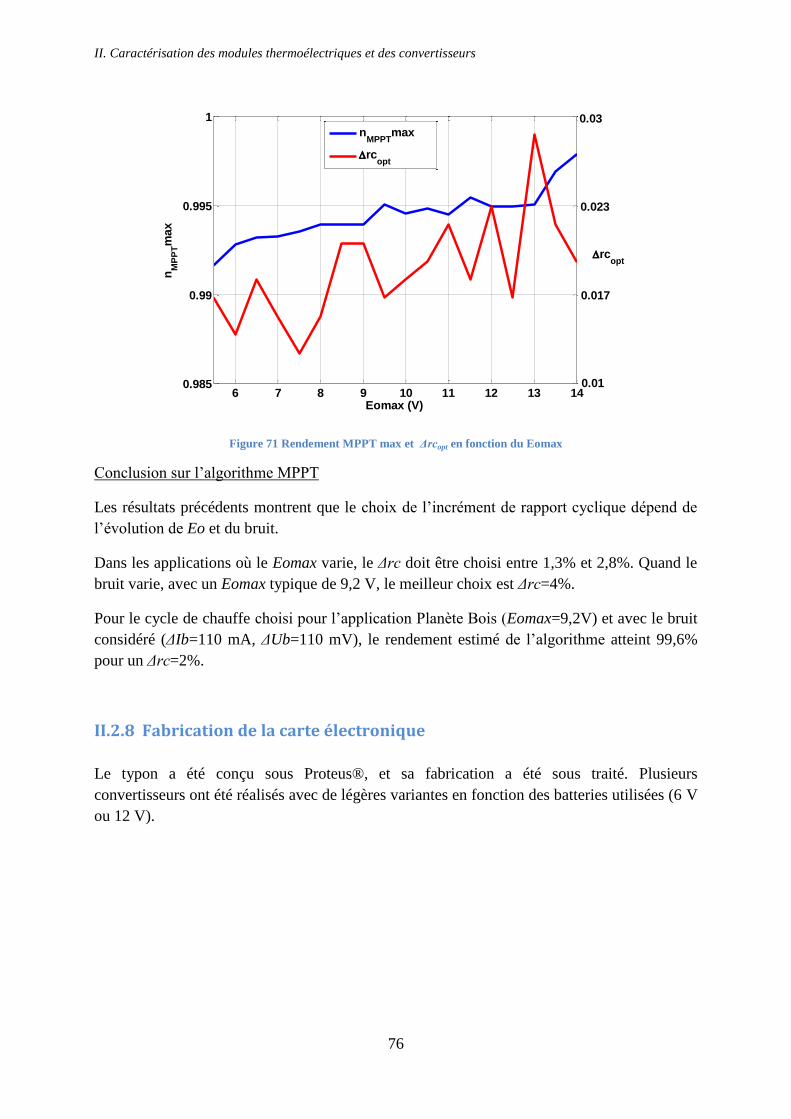
II. Caractérisation des modules thermoélectriques et des convertisseurs
76
Figure 71 Rendement MPPT max et Δrcopt en fonction du Eomax
Conclusion sur l’algorithme MPPT
Les résultats précédents montrent que le choix de l’incrément de rapport cyclique dépend de
l’évolution de Eo et du bruit.
Dans les applications où le Eomax varie, le Δrc doit être choisi entre 1,3% et 2,8%. Quand le
bruit varie, avec un Eomax typique de 9,2 V, le meilleur choix est Δrc=4%.
Pour le cycle de chauffe choisi pour l’application Planète Bois (Eomax=9,2V) et avec le bruit
considéré (ΔIb=110 mA, ΔUb=110 mV), le rendement estimé de l’algorithme atteint 99,6%
pour un Δrc=2%.
II.2.8 Fabrication de la carte électronique
Le typon a été conçu sous Proteus®, et sa fabrication a été sous traité. Plusieurs
convertisseurs ont été réalisés avec de légères variantes en fonction des batteries utilisées (6 V
ou 12 V).
6 7 8 9 10 11 12 13 140.985
0.99
0.995
1
Eomax (V)
nM
PP
Tm
ax
nMPPT
max
rcopt
0.03
0.023
rcopt
0.017
0.01
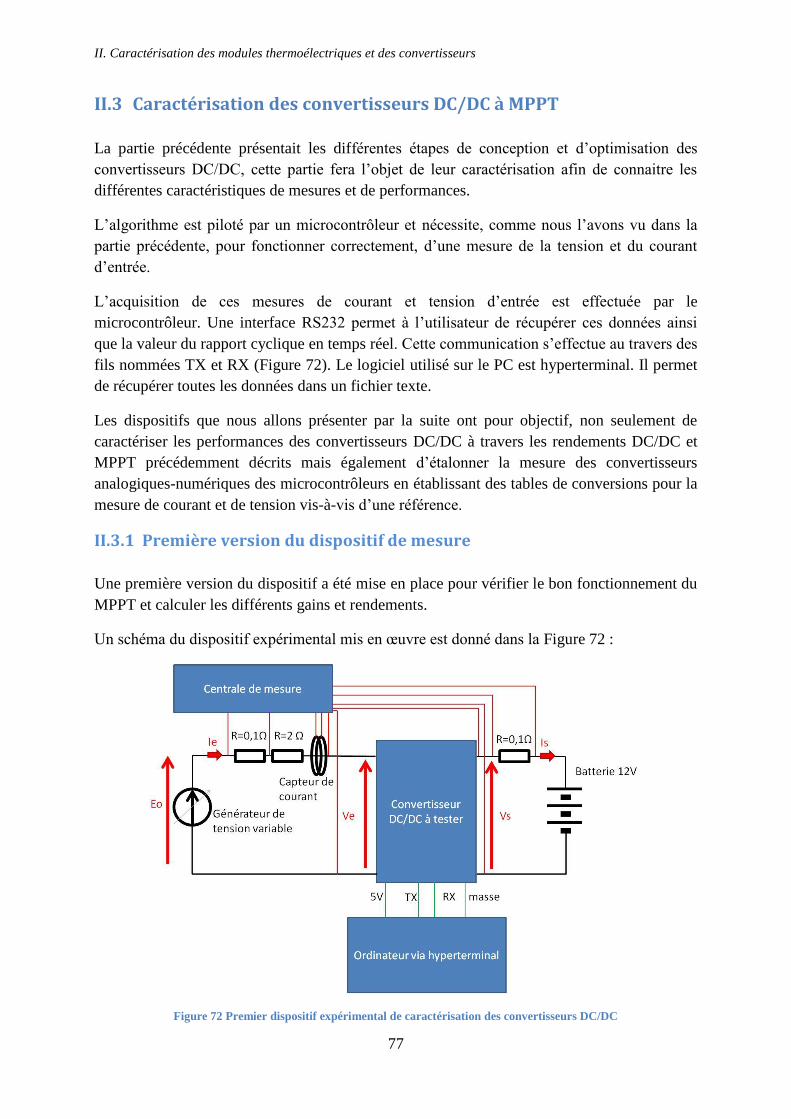
II. Caractérisation des modules thermoélectriques et des convertisseurs
77
II.3 Caractérisation des convertisseurs DC/DC à MPPT
La partie précédente présentait les différentes étapes de conception et d’optimisation des
convertisseurs DC/DC, cette partie fera l’objet de leur caractérisation afin de connaitre les
différentes caractéristiques de mesures et de performances.
L’algorithme est piloté par un microcontrôleur et nécessite, comme nous l’avons vu dans la
partie précédente, pour fonctionner correctement, d’une mesure de la tension et du courant
d’entrée.
L’acquisition de ces mesures de courant et tension d’entrée est effectuée par le
microcontrôleur. Une interface RS232 permet à l’utilisateur de récupérer ces données ainsi
que la valeur du rapport cyclique en temps réel. Cette communication s’effectue au travers des
fils nommées TX et RX (Figure 72). Le logiciel utilisé sur le PC est hyperterminal. Il permet
de récupérer toutes les données dans un fichier texte.
Les dispositifs que nous allons présenter par la suite ont pour objectif, non seulement de
caractériser les performances des convertisseurs DC/DC à travers les rendements DC/DC et
MPPT précédemment décrits mais également d’étalonner la mesure des convertisseurs
analogiques-numériques des microcontrôleurs en établissant des tables de conversions pour la
mesure de courant et de tension vis-à-vis d’une référence.
II.3.1 Première version du dispositif de mesure
Une première version du dispositif a été mise en place pour vérifier le bon fonctionnement du
MPPT et calculer les différents gains et rendements.
Un schéma du dispositif expérimental mis en œuvre est donné dans la Figure 72 :
Figure 72 Premier dispositif expérimental de caractérisation des convertisseurs DC/DC
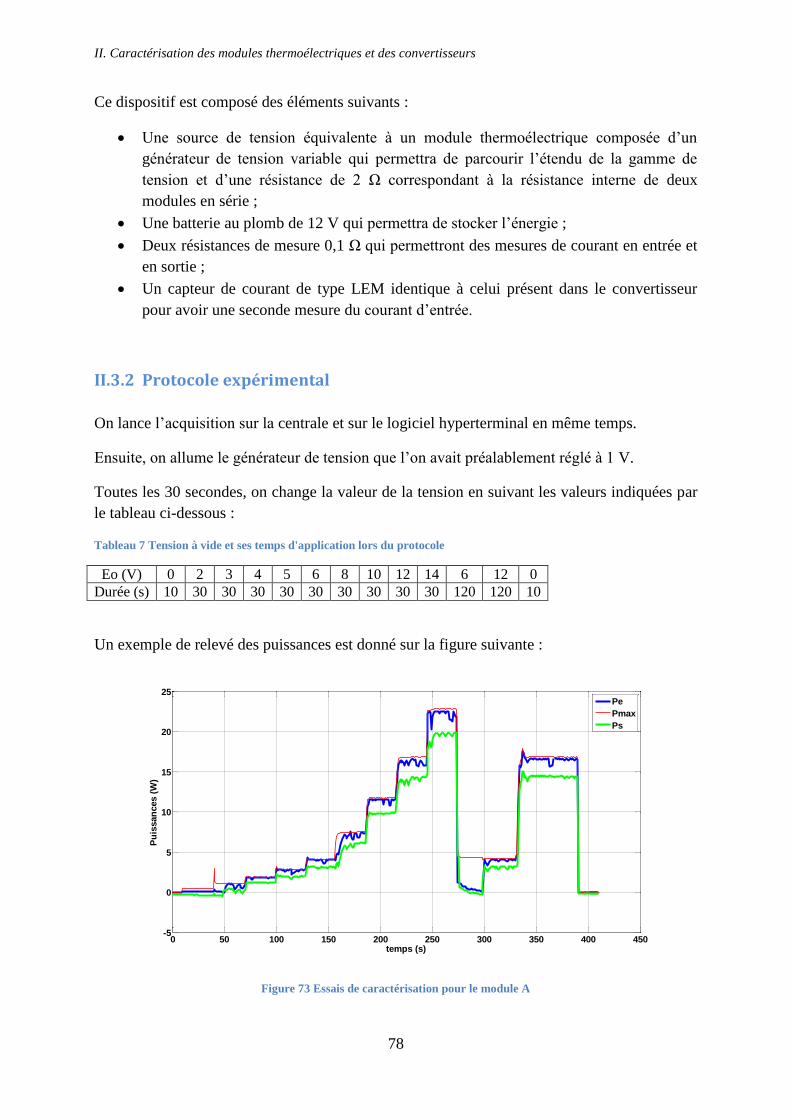
II. Caractérisation des modules thermoélectriques et des convertisseurs
78
Ce dispositif est composé des éléments suivants :
Une source de tension équivalente à un module thermoélectrique composée d’un
générateur de tension variable qui permettra de parcourir l’étendu de la gamme de
tension et d’une résistance de 2 Ω correspondant à la résistance interne de deux
modules en série ;
Une batterie au plomb de 12 V qui permettra de stocker l’énergie ;
Deux résistances de mesure 0,1 Ω qui permettront des mesures de courant en entrée et
en sortie ;
Un capteur de courant de type LEM identique à celui présent dans le convertisseur
pour avoir une seconde mesure du courant d’entrée.
II.3.2 Protocole expérimental
On lance l’acquisition sur la centrale et sur le logiciel hyperterminal en même temps.
Ensuite, on allume le générateur de tension que l’on avait préalablement réglé à 1 V.
Toutes les 30 secondes, on change la valeur de la tension en suivant les valeurs indiquées par
le tableau ci-dessous :
Tableau 7 Tension à vide et ses temps d'application lors du protocole
Eo (V) 0 2 3 4 5 6 8 10 12 14 6 12 0
Durée (s) 10 30 30 30 30 30 30 30 30 30 120 120 10
Un exemple de relevé des puissances est donné sur la figure suivante :
Figure 73 Essais de caractérisation pour le module A
0 50 100 150 200 250 300 350 400 450-5
0
5
10
15
20
25
temps (s)
Pu
issan
ces (
W)
Pe
Pmax
Ps
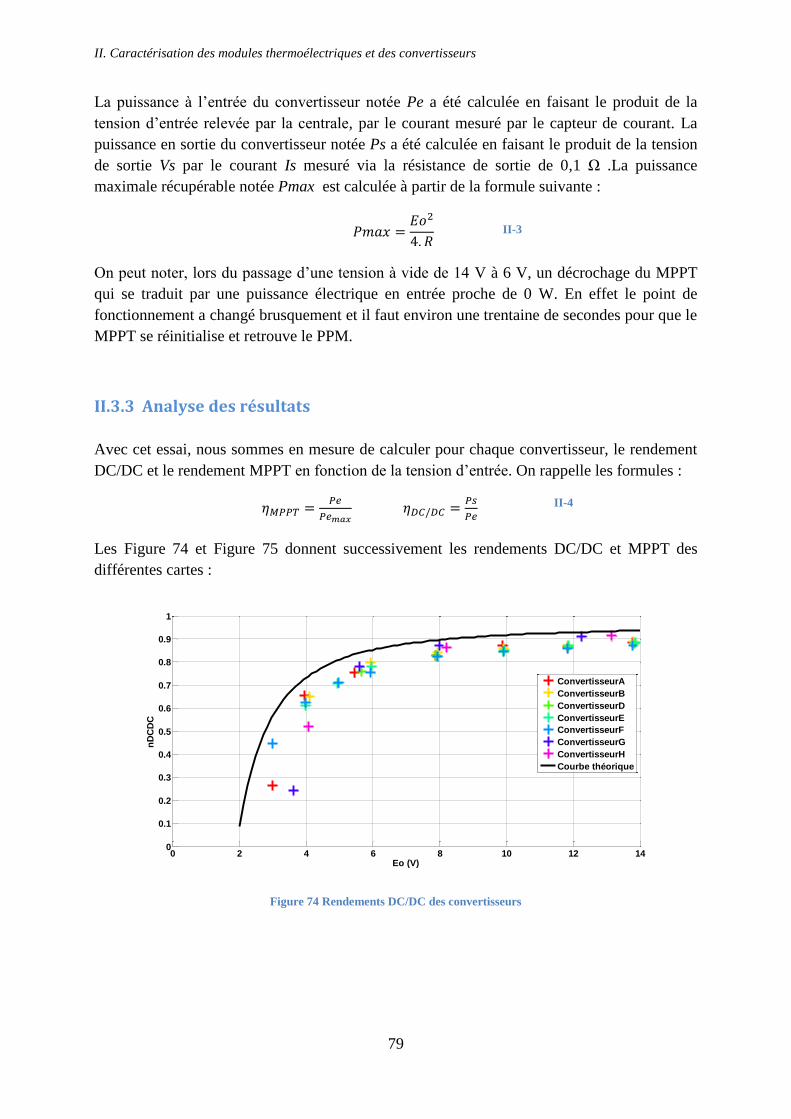
II. Caractérisation des modules thermoélectriques et des convertisseurs
79
La puissance à l’entrée du convertisseur notée Pe a été calculée en faisant le produit de la
tension d’entrée relevée par la centrale, par le courant mesuré par le capteur de courant. La
puissance en sortie du convertisseur notée Ps a été calculée en faisant le produit de la tension
de sortie Vs par le courant Is mesuré via la résistance de sortie de 0,1 Ω .La puissance
maximale récupérable notée Pmax est calculée à partir de la formule suivante :
II-3
On peut noter, lors du passage d’une tension à vide de 14 V à 6 V, un décrochage du MPPT
qui se traduit par une puissance électrique en entrée proche de 0 W. En effet le point de
fonctionnement a changé brusquement et il faut environ une trentaine de secondes pour que le
MPPT se réinitialise et retrouve le PPM.
II.3.3 Analyse des résultats
Avec cet essai, nous sommes en mesure de calculer pour chaque convertisseur, le rendement
DC/DC et le rendement MPPT en fonction de la tension d’entrée. On rappelle les formules :
II-4
Les Figure 74 et Figure 75 donnent successivement les rendements DC/DC et MPPT des
différentes cartes :
Figure 74 Rendements DC/DC des convertisseurs
0 2 4 6 8 10 12 140
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Eo (V)
nD
CD
C
ConvertisseurA
ConvertisseurB
ConvertisseurD
ConvertisseurE
ConvertisseurF
ConvertisseurG
ConvertisseurH
Courbe théorique

II. Caractérisation des modules thermoélectriques et des convertisseurs
80
Figure 75 Rendement MPPT des convertisseurs
Le rendement DC/DC est supérieur à 85% pour une tension à vide supérieure à 10 V. Ces
mesures sont en dessous des prédictions de l’algorithme génétique de choix des composants.
Ce dernier prévoyait plutôt un rendement DC/DC compris entre 85% et 92%, à partir d’une
tension à vide plus faible de 6 V.
Le rendement MPPT est en moyenne, sur tous les convertisseurs, supérieur à 98% à partir de
8 V, avec pour le convertisseur D un rendement d’environ 99% à partir de Eo=10 V. Pour une
tension comprise entre 5 V et 10 V, le rendement MPPT reste supérieur à 95%.
En comparant les valeurs de courant données par le microcontrôleur avec celles du capteur de
courant ainsi que de la résistance de mesure de 0,1 Ω, nous avons déterminé des tables de
conversions pour chaque convertisseur. Cette comparaison a également été effectuée avec les
tensions d’entrée et de sortie du convertisseur. Ces tables d’étalonnage seront utilisées lorsque
nous comparerons les essais expérimentaux avec le code numérique.
Néanmoins durant cet essai, l’algorithme MPPT était en fonctionnement, les différentes
grandeurs variaient donc toutes les secondes (fréquence de l’algorithme). Or le temps
d’acquisition des grandeurs sur la centrale de mesure était de l’ordre de 350 ms. Pendant ce
laps de temps, les grandeurs pouvaient changer ce qui a entrainé un défaut de synchronisation
des résultats. Par exemple, dans le chronogramme de la Figure 76, la mesure de la tension Ve
correspond au point de fonctionnement du temps t et celle de Ie est à cheval sur les deux
points de fonctionnement. Pour pallier à ce problème et ainsi obtenir des tables de conversion
plus précises, une seconde version du dispositif a été mise en place.
0 2 4 6 8 10 12 140
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Eo (V)
nM
PP
T
ConvertisseurA
ConvertisseurB
ConvertisseurD
ConvertisseurE
ConvertisseurF
ConvertisseurG
ConvertisseurH
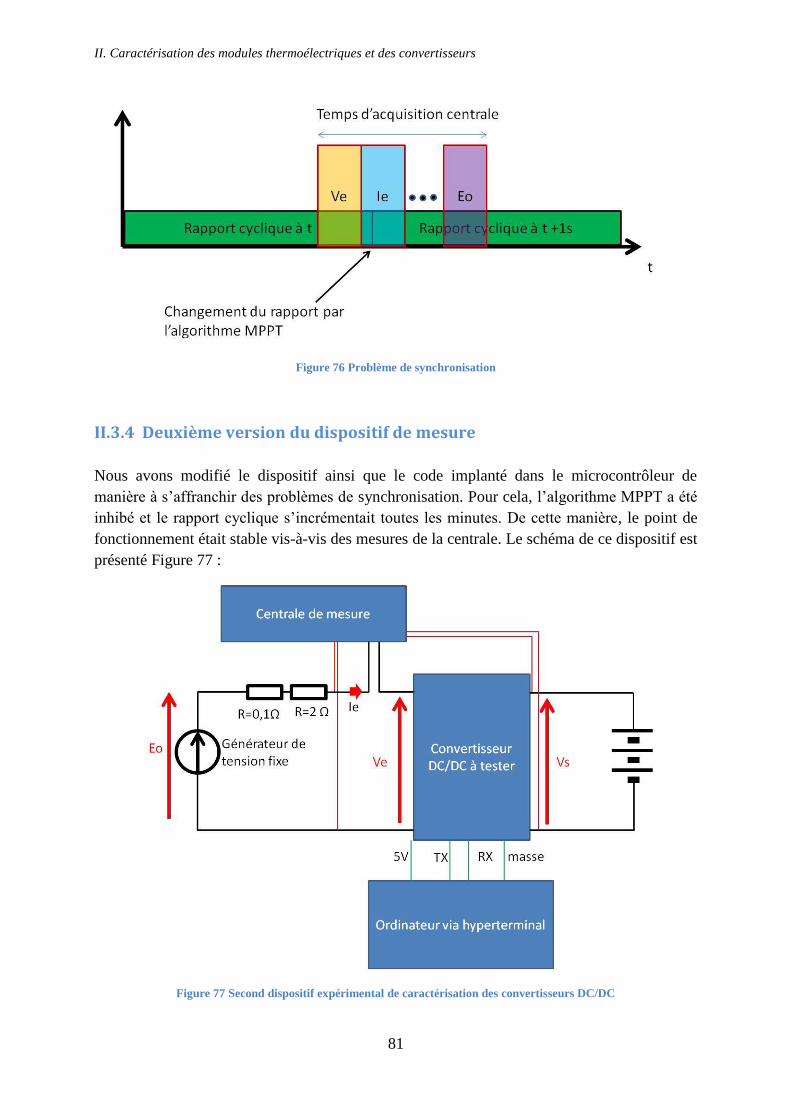
II. Caractérisation des modules thermoélectriques et des convertisseurs
81
Figure 76 Problème de synchronisation
II.3.4 Deuxième version du dispositif de mesure
Nous avons modifié le dispositif ainsi que le code implanté dans le microcontrôleur de
manière à s’affranchir des problèmes de synchronisation. Pour cela, l’algorithme MPPT a été
inhibé et le rapport cyclique s’incrémentait toutes les minutes. De cette manière, le point de
fonctionnement était stable vis-à-vis des mesures de la centrale. Le schéma de ce dispositif est
présenté Figure 77 :
Figure 77 Second dispositif expérimental de caractérisation des convertisseurs DC/DC
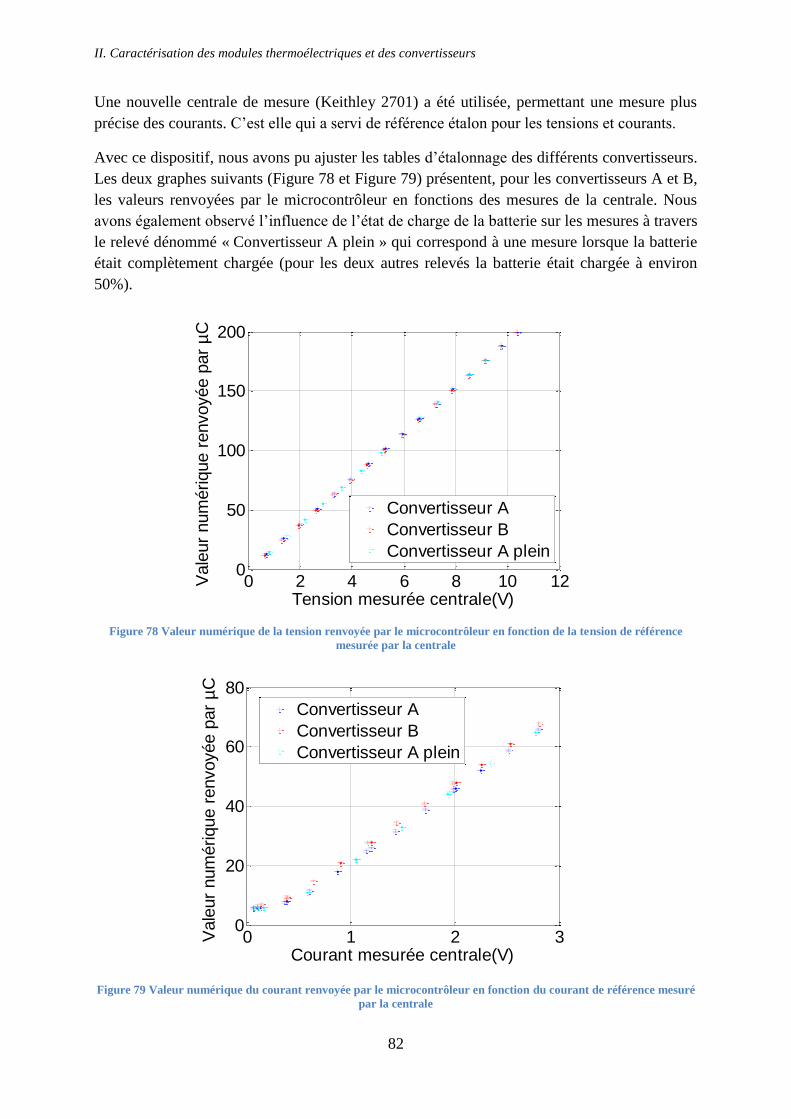
II. Caractérisation des modules thermoélectriques et des convertisseurs
82
Une nouvelle centrale de mesure (Keithley 2701) a été utilisée, permettant une mesure plus
précise des courants. C’est elle qui a servi de référence étalon pour les tensions et courants.
Avec ce dispositif, nous avons pu ajuster les tables d’étalonnage des différents convertisseurs.
Les deux graphes suivants (Figure 78 et Figure 79) présentent, pour les convertisseurs A et B,
les valeurs renvoyées par le microcontrôleur en fonctions des mesures de la centrale. Nous
avons également observé l’influence de l’état de charge de la batterie sur les mesures à travers
le relevé dénommé « Convertisseur A plein » qui correspond à une mesure lorsque la batterie
était complètement chargée (pour les deux autres relevés la batterie était chargée à environ
50%).
Figure 78 Valeur numérique de la tension renvoyée par le microcontrôleur en fonction de la tension de référence
mesurée par la centrale
Figure 79 Valeur numérique du courant renvoyée par le microcontrôleur en fonction du courant de référence mesuré
par la centrale
0 2 4 6 8 10 120
50
100
150
200
Tension mesurée centrale(V)
Vale
ur
num
érique r
envoyée p
ar
µC
Convertisseur A
Convertisseur B
Convertisseur A plein
0 1 2 30
20
40
60
80
Courant mesurée centrale(V)
Vale
ur
num
érique r
envoyée p
ar
µC
Convertisseur A
Convertisseur B
Convertisseur A plein
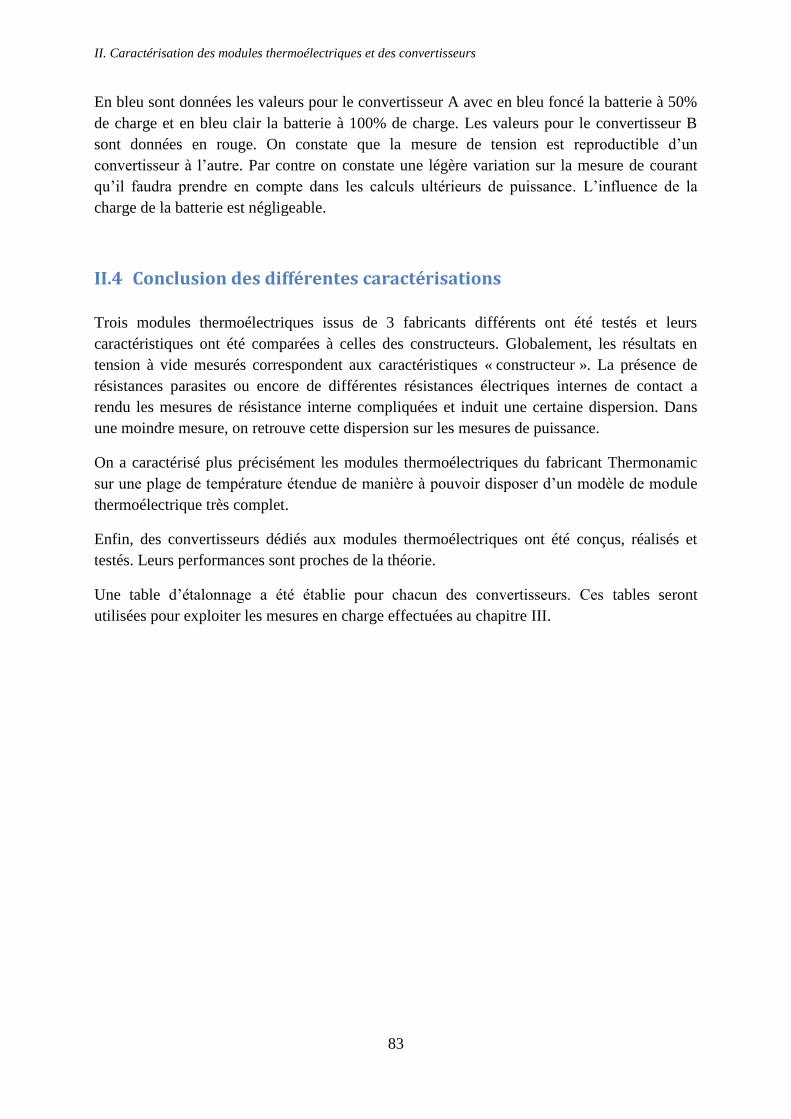
II. Caractérisation des modules thermoélectriques et des convertisseurs
83
En bleu sont données les valeurs pour le convertisseur A avec en bleu foncé la batterie à 50%
de charge et en bleu clair la batterie à 100% de charge. Les valeurs pour le convertisseur B
sont données en rouge. On constate que la mesure de tension est reproductible d’un
convertisseur à l’autre. Par contre on constate une légère variation sur la mesure de courant
qu’il faudra prendre en compte dans les calculs ultérieurs de puissance. L’influence de la
charge de la batterie est négligeable.
II.4 Conclusion des différentes caractérisations
Trois modules thermoélectriques issus de 3 fabricants différents ont été testés et leurs
caractéristiques ont été comparées à celles des constructeurs. Globalement, les résultats en
tension à vide mesurés correspondent aux caractéristiques « constructeur ». La présence de
résistances parasites ou encore de différentes résistances électriques internes de contact a
rendu les mesures de résistance interne compliquées et induit une certaine dispersion. Dans
une moindre mesure, on retrouve cette dispersion sur les mesures de puissance.
On a caractérisé plus précisément les modules thermoélectriques du fabricant Thermonamic
sur une plage de température étendue de manière à pouvoir disposer d’un modèle de module
thermoélectrique très complet.
Enfin, des convertisseurs dédiés aux modules thermoélectriques ont été conçus, réalisés et
testés. Leurs performances sont proches de la théorie.
Une table d’étalonnage a été établie pour chacun des convertisseurs. Ces tables seront
utilisées pour exploiter les mesures en charge effectuées au chapitre III.


III. Boucle thermoélectrique
85
III. Boucle thermoélectrique
III.1 Introduction
Dans cette partie, la boucle thermoélectrique et sa campagne expérimentale seront abordées.
La boucle thermoélectrique désigne un banc d’essais permettant d’étudier divers générateurs
thermoélectriques.
Cette partie présente le dispositif à travers les éléments qui le composent et la justification des
choix. Son évolution, son instrumentation, ses capacités ainsi que ses limites sont décrites.
III.2 Boucle thermoélectrique
III.2.1 Objectif et cahier des charges
L’objectif est la réalisation d’un banc de test permettant de mesurer expérimentalement les
performances d’un générateur thermoélectrique. Pour cela il est nécessaire de disposer d’une
source chaude qui sera sous la forme d’un gaz en mouvement (boucle chaude) et d’une source
froide qui sera un liquide froid en mouvement (boucle froide). Ce choix de la source chaude
correspond à de très nombreuses applications de la thermoélectricité (récupération d’énergie
sur les gaz chauds). Le choix d’une circulation de liquide pour la source froide permet d’avoir
de bons échanges et donc d’avoir des différences de température significatives entre les deux
faces des modules sans trop élever la température du côté chaud. Ce choix correspond par
ailleurs à l’application automobile. Le générateur thermoélectrique a été conçu de façon à
permettre de valider le code numérique et à vérifier certains résultats concernant
l’optimisation du générateur. Ce dernier est donc flexible et permet de changer l’emplacement
et le nombre de modules thermoélectriques. Le dispositif expérimental doit également être
capable d’offrir au générateur une gamme de température côtés chaud et froid la plus vaste
possible.
Le système se décompose en 3 grandes parties :
Le générateur thermoélectrique ;
La boucle chaude ;
La boucle froide.
Aux interfaces boucle/générateur, des échangeurs chaud et froid ont été conçus et fabriqués.
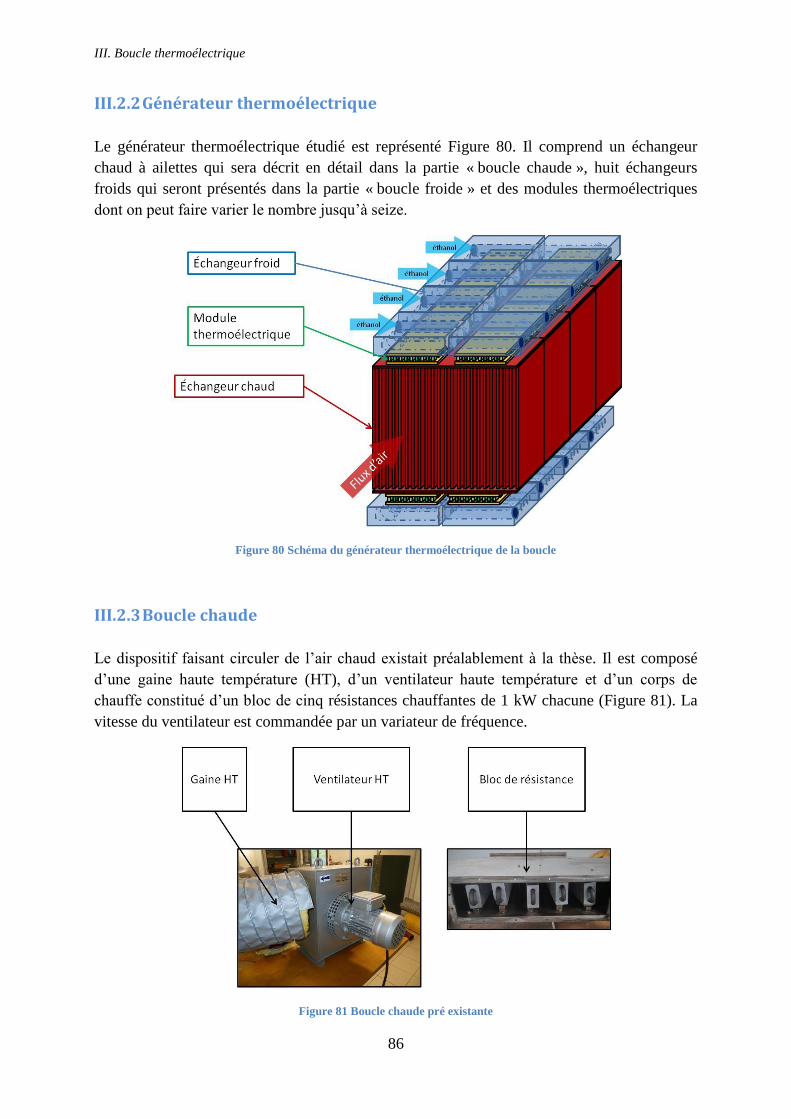
III. Boucle thermoélectrique
86
III.2.2 Générateur thermoélectrique
Le générateur thermoélectrique étudié est représenté Figure 80. Il comprend un échangeur
chaud à ailettes qui sera décrit en détail dans la partie « boucle chaude », huit échangeurs
froids qui seront présentés dans la partie « boucle froide » et des modules thermoélectriques
dont on peut faire varier le nombre jusqu’à seize.
Figure 80 Schéma du générateur thermoélectrique de la boucle
III.2.3 Boucle chaude
Le dispositif faisant circuler de l’air chaud existait préalablement à la thèse. Il est composé
d’une gaine haute température (HT), d’un ventilateur haute température et d’un corps de
chauffe constitué d’un bloc de cinq résistances chauffantes de 1 kW chacune (Figure 81). La
vitesse du ventilateur est commandée par un variateur de fréquence.
Figure 81 Boucle chaude pré existante
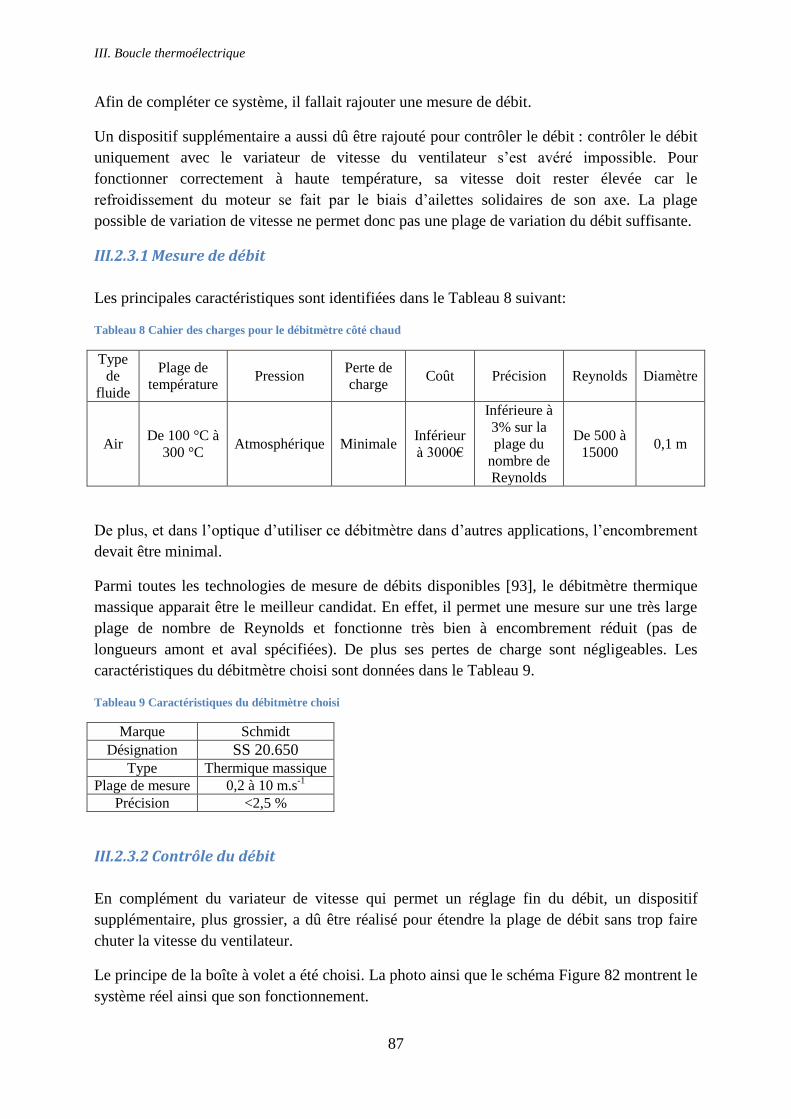
III. Boucle thermoélectrique
87
Afin de compléter ce système, il fallait rajouter une mesure de débit.
Un dispositif supplémentaire a aussi dû être rajouté pour contrôler le débit : contrôler le débit
uniquement avec le variateur de vitesse du ventilateur s’est avéré impossible. Pour
fonctionner correctement à haute température, sa vitesse doit rester élevée car le
refroidissement du moteur se fait par le biais d’ailettes solidaires de son axe. La plage
possible de variation de vitesse ne permet donc pas une plage de variation du débit suffisante.
III.2.3.1 Mesure de débit
Les principales caractéristiques sont identifiées dans le Tableau 8 suivant:
Tableau 8 Cahier des charges pour le débitmètre côté chaud
Type
de
fluide
Plage de
température Pression
Perte de
charge Coût Précision Reynolds Diamètre
Air De 100 °C à
300 °C Atmosphérique Minimale
Inférieur
à 3000€
Inférieure à
3% sur la
plage du
nombre de
Reynolds
De 500 à
15000 0,1 m
De plus, et dans l’optique d’utiliser ce débitmètre dans d’autres applications, l’encombrement
devait être minimal.
Parmi toutes les technologies de mesure de débits disponibles [93], le débitmètre thermique
massique apparait être le meilleur candidat. En effet, il permet une mesure sur une très large
plage de nombre de Reynolds et fonctionne très bien à encombrement réduit (pas de
longueurs amont et aval spécifiées). De plus ses pertes de charge sont négligeables. Les
caractéristiques du débitmètre choisi sont données dans le Tableau 9.
Tableau 9 Caractéristiques du débitmètre choisi
Marque Schmidt
Désignation SS 20.650 Type Thermique massique
Plage de mesure 0,2 à 10 m.s-1
Précision <2,5 %
III.2.3.2 Contrôle du débit
En complément du variateur de vitesse qui permet un réglage fin du débit, un dispositif
supplémentaire, plus grossier, a dû être réalisé pour étendre la plage de débit sans trop faire
chuter la vitesse du ventilateur.
Le principe de la boîte à volet a été choisi. La photo ainsi que le schéma Figure 82 montrent le
système réel ainsi que son fonctionnement.
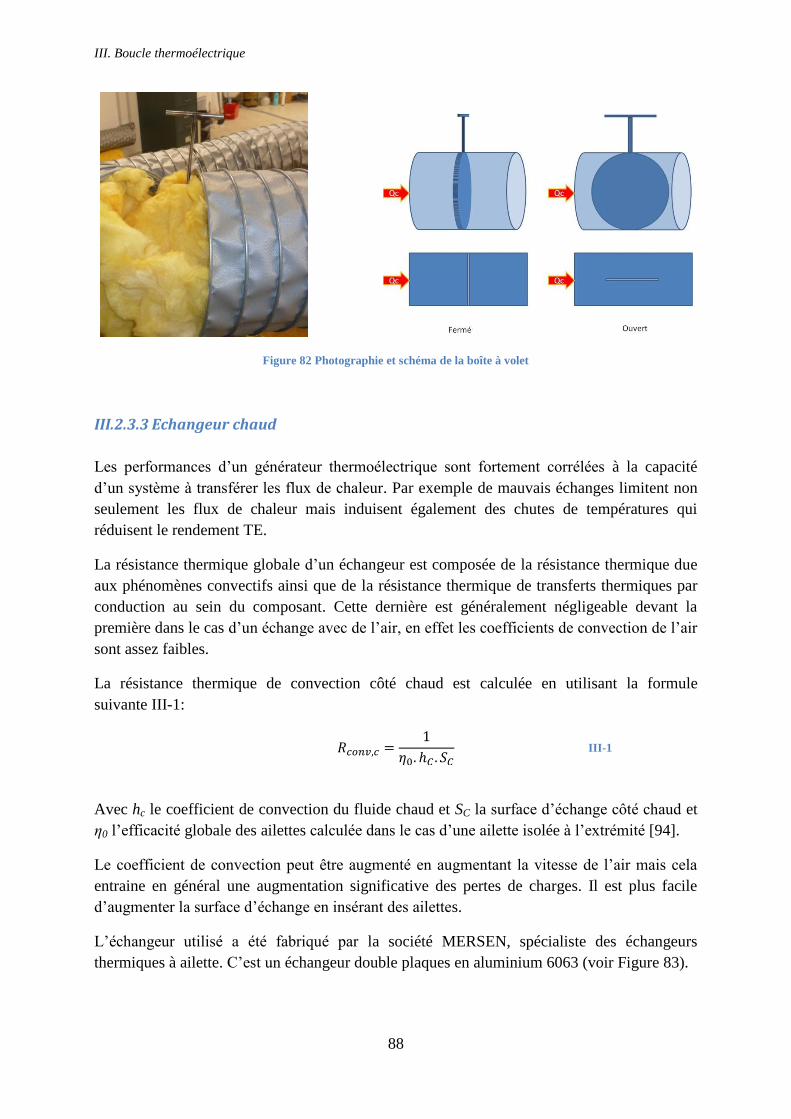
III. Boucle thermoélectrique
88
Figure 82 Photographie et schéma de la boîte à volet
III.2.3.3 Echangeur chaud
Les performances d’un générateur thermoélectrique sont fortement corrélées à la capacité
d’un système à transférer les flux de chaleur. Par exemple de mauvais échanges limitent non
seulement les flux de chaleur mais induisent également des chutes de températures qui
réduisent le rendement TE.
La résistance thermique globale d’un échangeur est composée de la résistance thermique due
aux phénomènes convectifs ainsi que de la résistance thermique de transferts thermiques par
conduction au sein du composant. Cette dernière est généralement négligeable devant la
première dans le cas d’un échange avec de l’air, en effet les coefficients de convection de l’air
sont assez faibles.
La résistance thermique de convection côté chaud est calculée en utilisant la formule
suivante III-1:
III-1
Avec hc le coefficient de convection du fluide chaud et SC la surface d’échange côté chaud et
η0 l’efficacité globale des ailettes calculée dans le cas d’une ailette isolée à l’extrémité [94].
Le coefficient de convection peut être augmenté en augmentant la vitesse de l’air mais cela
entraine en général une augmentation significative des pertes de charges. Il est plus facile
d’augmenter la surface d’échange en insérant des ailettes.
L’échangeur utilisé a été fabriqué par la société MERSEN, spécialiste des échangeurs
thermiques à ailette. C’est un échangeur double plaques en aluminium 6063 (voir Figure 83).

III. Boucle thermoélectrique
89
Figure 83 Représentation de l’échangeur chaud
Les plans de fabrication avec les dimensions sont donnés en Annexe IV.
Le choix des dimensions de l’échangeur a été fait afin de pouvoir s’adapter facilement au
diamètre de la gaine haute température existante et afin de pouvoir installer 16 modules
thermoélectriques de 56 mmx56 mm sur sa surface externe.
Le matériau de l’échangeur a été choisi pour être un bon conducteur thermique mais aussi un
matériau résistant et stable sur une plage de température allant de la température ambiante à
250 °C.
Afin de connecter l’échangeur chaud de section rectangulaire à la gaine HT circulaire, il été
nécessaire de concevoir un dispositif d’adaptation des sections. En concertation avec l’atelier
de physique de l’UPPA (http://ipra.univ-pau.fr/live/atelier-physique), un divergent et un
convergent ont été fabriqués, les plans sont également fournis en Annexe IV.
Une photographie de l’échangeur à ailette avec le convergent et divergent est donnée ci-
dessous Figure 84.
Figure 84 Photographie de l'ensemble échangeur chaud, divergent et convergent

III. Boucle thermoélectrique
90
L’isolation a été réalisée avec du Superwool 607™ MAX [95], matériau de couleur blanche
qui supporte des températures allant jusqu’à 1000 °C.
Ci-dessous Figure 85 le schéma récapitulatif de la boucle chaude :
Figure 85 Schéma global boucle chaude
III.2.4 Boucle froide
Pour la partie froide, il n’y avait pas de matériel existant. Nous sommes donc partis sur la
structure donnée par le schéma donné Figure 86 ci-dessous :
Figure 86 Schéma de principe de la boucle froide
La première contrainte était de pouvoir évacuer la puissance fournie par la boucle chaude soit
au maximum celle fournie par les résistances chauffantes, à savoir 5 kW. De plus ce système
devait nous permettre de faire varier la température froide de -10 °C à environ 30 °C de
manière à pouvoir explorer convenablement l’influence de cette température.
Les températures descendant en dessous de 0 °C, le fluide caloporteur est l’éthanol.
Le laboratoire disposait d’un cryothermostat ainsi que d’un débitmètre électromagnétique qui
répondait parfaitement à nos exigences, leurs références sont données un peu plus loin dans la
partie III.2.4.1.
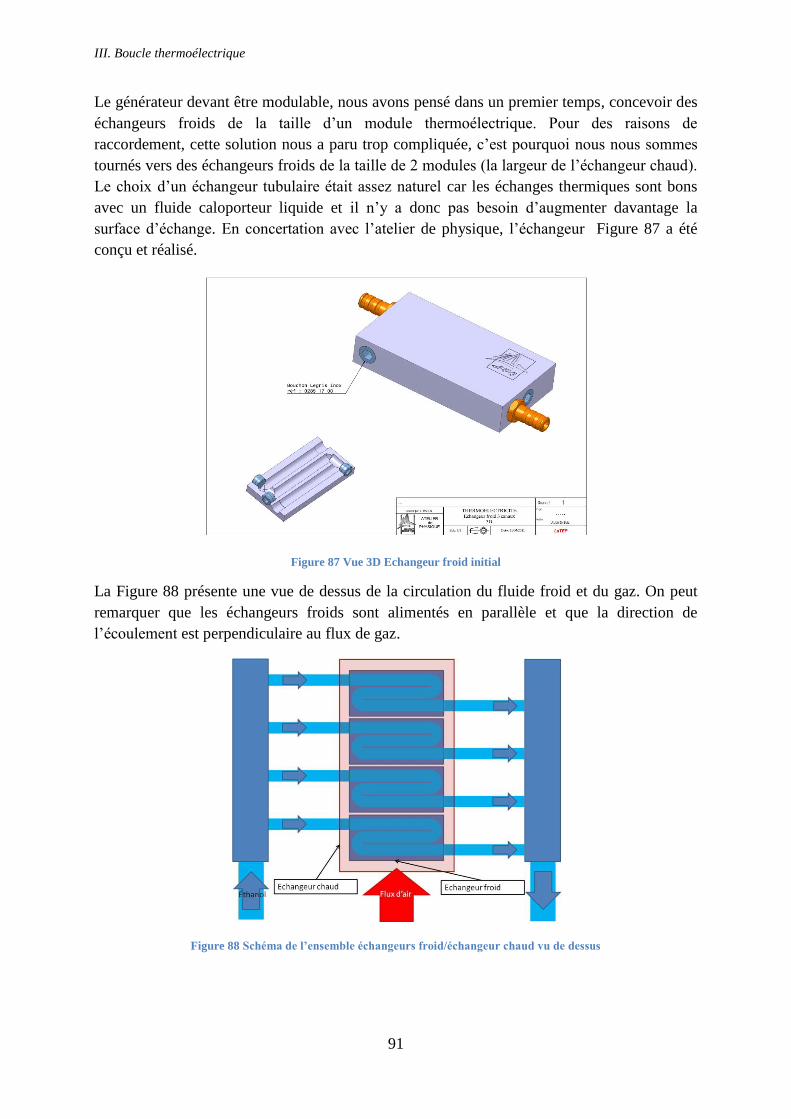
III. Boucle thermoélectrique
91
Le générateur devant être modulable, nous avons pensé dans un premier temps, concevoir des
échangeurs froids de la taille d’un module thermoélectrique. Pour des raisons de
raccordement, cette solution nous a paru trop compliquée, c’est pourquoi nous nous sommes
tournés vers des échangeurs froids de la taille de 2 modules (la largeur de l’échangeur chaud).
Le choix d’un échangeur tubulaire était assez naturel car les échanges thermiques sont bons
avec un fluide caloporteur liquide et il n’y a donc pas besoin d’augmenter davantage la
surface d’échange. En concertation avec l’atelier de physique, l’échangeur Figure 87 a été
conçu et réalisé.
Figure 87 Vue 3D Echangeur froid initial
La Figure 88 présente une vue de dessus de la circulation du fluide froid et du gaz. On peut
remarquer que les échangeurs froids sont alimentés en parallèle et que la direction de
l’écoulement est perpendiculaire au flux de gaz.
Figure 88 Schéma de l’ensemble échangeurs froid/échangeur chaud vu de dessus
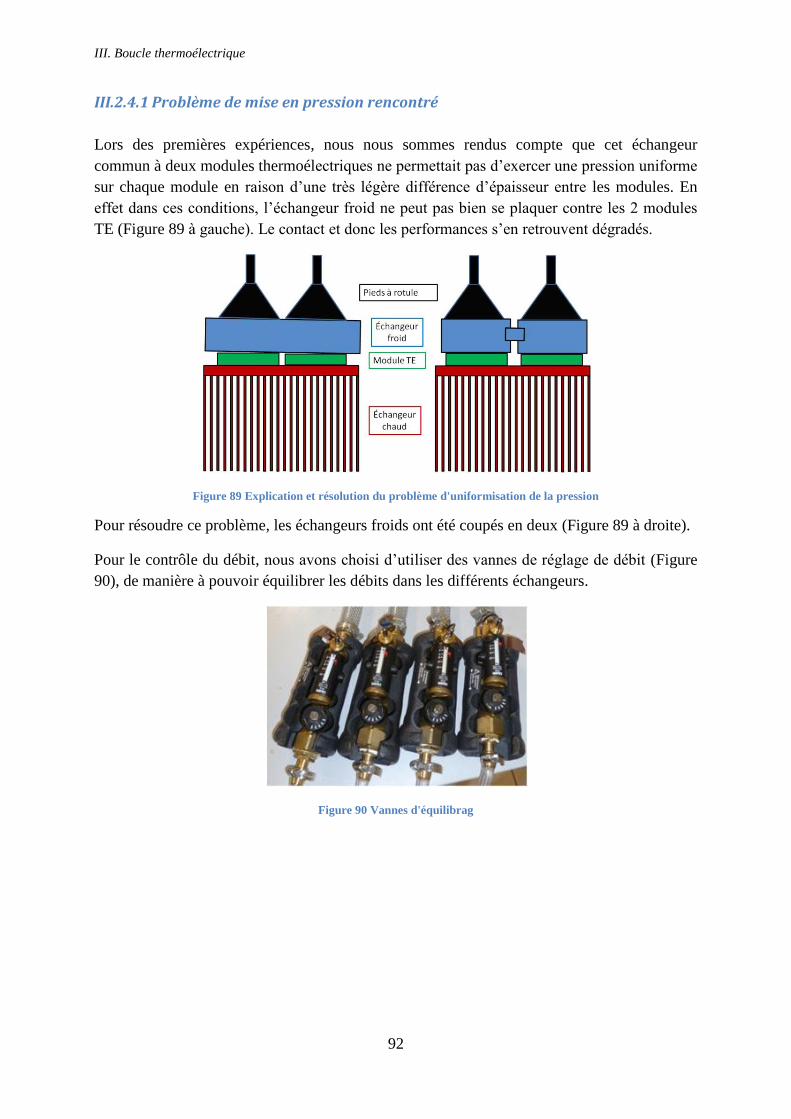
III. Boucle thermoélectrique
92
III.2.4.1 Problème de mise en pression rencontré
Lors des premières expériences, nous nous sommes rendus compte que cet échangeur
commun à deux modules thermoélectriques ne permettait pas d’exercer une pression uniforme
sur chaque module en raison d’une très légère différence d’épaisseur entre les modules. En
effet dans ces conditions, l’échangeur froid ne peut pas bien se plaquer contre les 2 modules
TE (Figure 89 à gauche). Le contact et donc les performances s’en retrouvent dégradés.
Figure 89 Explication et résolution du problème d'uniformisation de la pression
Pour résoudre ce problème, les échangeurs froids ont été coupés en deux (Figure 89 à droite).
Pour le contrôle du débit, nous avons choisi d’utiliser des vannes de réglage de débit (Figure
90), de manière à pouvoir équilibrer les débits dans les différents échangeurs.
Figure 90 Vannes d'équilibrag
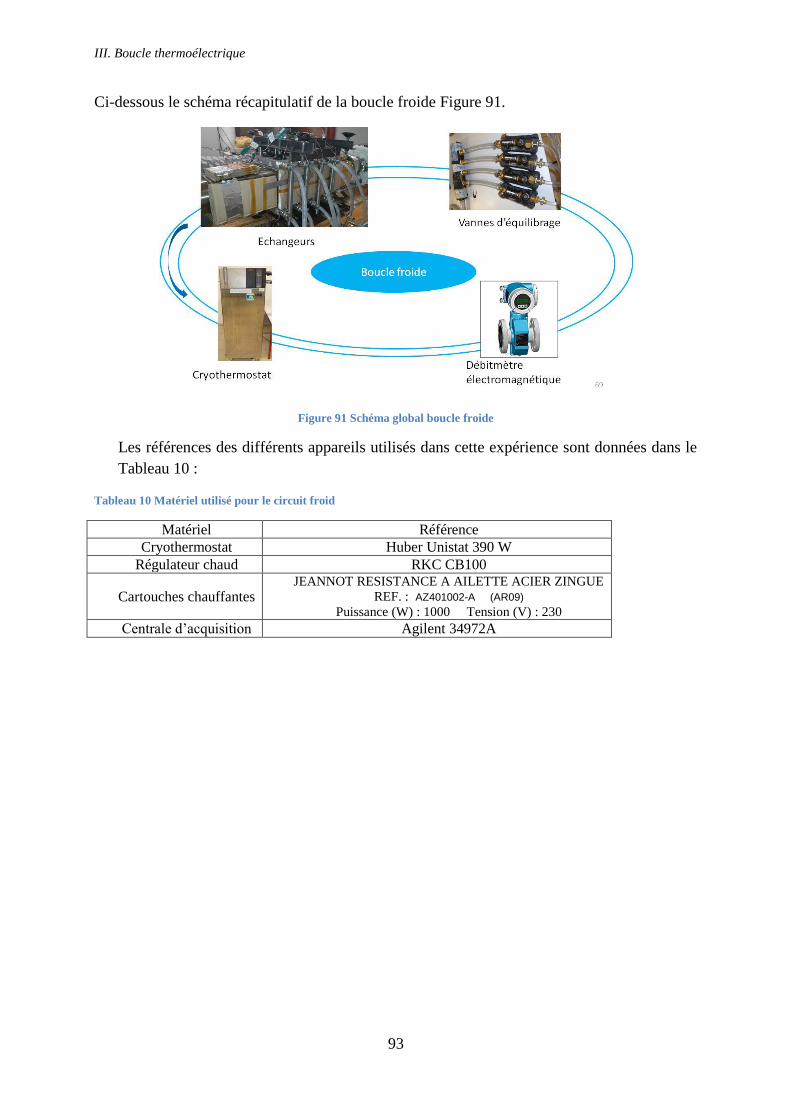
III. Boucle thermoélectrique
93
Ci-dessous le schéma récapitulatif de la boucle froide Figure 91.
Figure 91 Schéma global boucle froide
Les références des différents appareils utilisés dans cette expérience sont données dans le
Tableau 10 :
Tableau 10 Matériel utilisé pour le circuit froid
Matériel Référence
Cryothermostat Huber Unistat 390 W
Régulateur chaud RKC CB100
Cartouches chauffantes JEANNOT RESISTANCE A AILETTE ACIER ZINGUE
REF. : AZ401002-A (AR09)
Puissance (W) : 1000 Tension (V) : 230
Centrale d’acquisition Agilent 34972A
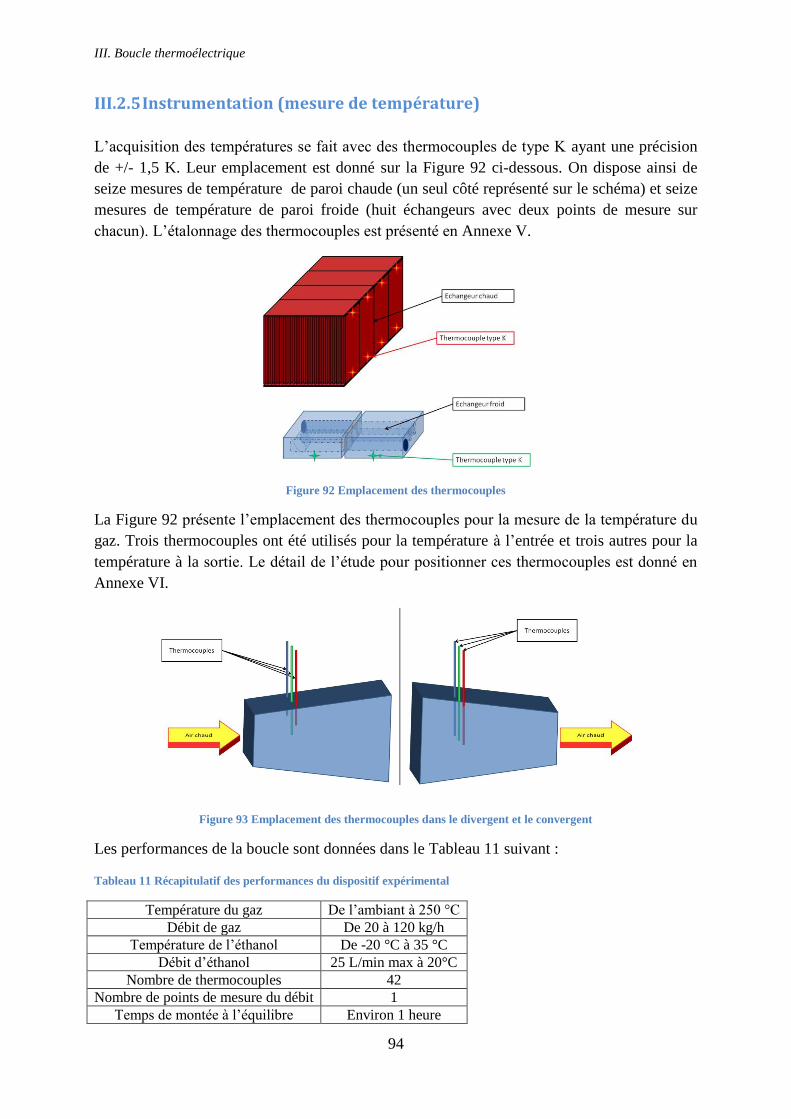
III. Boucle thermoélectrique
94
III.2.5 Instrumentation (mesure de température)
L’acquisition des températures se fait avec des thermocouples de type K ayant une précision
de +/- 1,5 K. Leur emplacement est donné sur la Figure 92 ci-dessous. On dispose ainsi de
seize mesures de température de paroi chaude (un seul côté représenté sur le schéma) et seize
mesures de température de paroi froide (huit échangeurs avec deux points de mesure sur
chacun). L’étalonnage des thermocouples est présenté en Annexe V.
Figure 92 Emplacement des thermocouples
La Figure 92 présente l’emplacement des thermocouples pour la mesure de la température du
gaz. Trois thermocouples ont été utilisés pour la température à l’entrée et trois autres pour la
température à la sortie. Le détail de l’étude pour positionner ces thermocouples est donné en
Annexe VI.
Figure 93 Emplacement des thermocouples dans le divergent et le convergent
Les performances de la boucle sont données dans le Tableau 11 suivant :
Tableau 11 Récapitulatif des performances du dispositif expérimental
Température du gaz De l’ambiant à 250 °C
Débit de gaz De 20 à 120 kg/h
Température de l’éthanol De -20 °C à 35 °C
Débit d’éthanol 25 L/min max à 20°C
Nombre de thermocouples 42
Nombre de points de mesure du débit 1
Temps de montée à l’équilibre Environ 1 heure
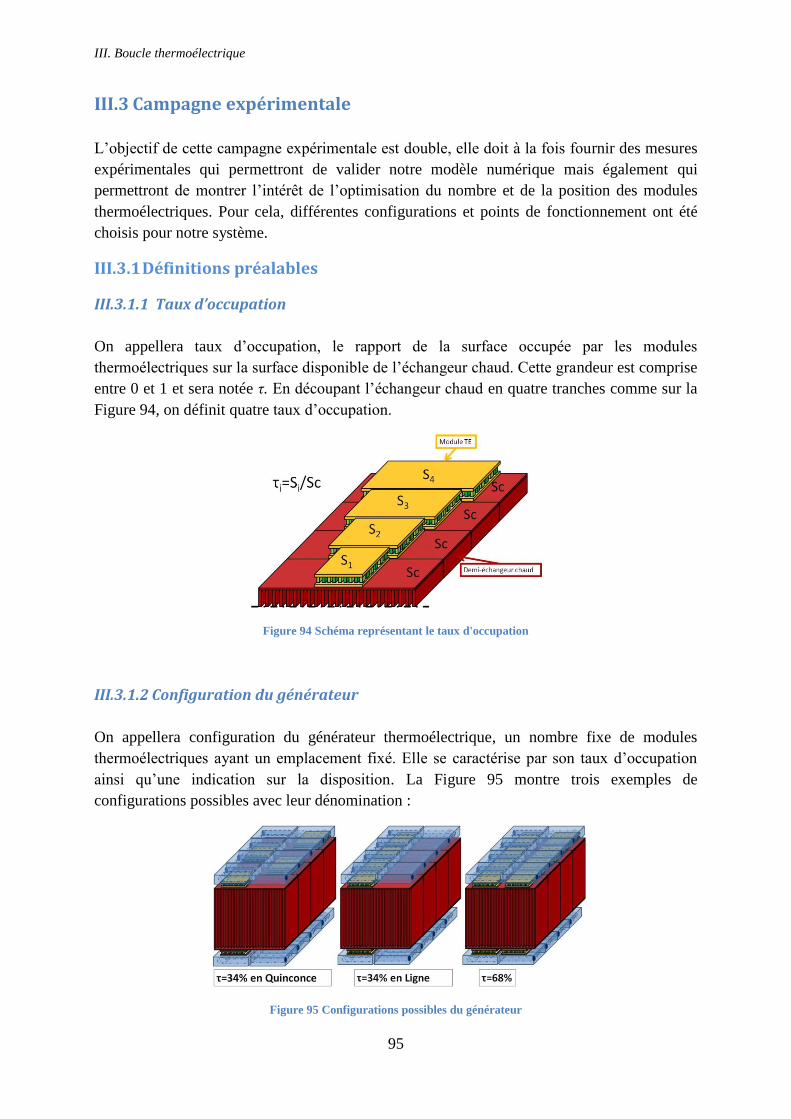
III. Boucle thermoélectrique
95
III.3 Campagne expérimentale
L’objectif de cette campagne expérimentale est double, elle doit à la fois fournir des mesures
expérimentales qui permettront de valider notre modèle numérique mais également qui
permettront de montrer l’intérêt de l’optimisation du nombre et de la position des modules
thermoélectriques. Pour cela, différentes configurations et points de fonctionnement ont été
choisis pour notre système.
III.3.1 Définitions préalables
III.3.1.1 Taux d’occupation
On appellera taux d’occupation, le rapport de la surface occupée par les modules
thermoélectriques sur la surface disponible de l’échangeur chaud. Cette grandeur est comprise
entre 0 et 1 et sera notée τ. En découpant l’échangeur chaud en quatre tranches comme sur la
Figure 94, on définit quatre taux d’occupation.
Figure 94 Schéma représentant le taux d'occupation
III.3.1.2 Configuration du générateur
On appellera configuration du générateur thermoélectrique, un nombre fixe de modules
thermoélectriques ayant un emplacement fixé. Elle se caractérise par son taux d’occupation
ainsi qu’une indication sur la disposition. La Figure 95 montre trois exemples de
configurations possibles avec leur dénomination :
Figure 95 Configurations possibles du générateur
III. Boucle thermoélectrique
96
Le choix des taux d’occupation de 34% et de 68% permettra de comparer les performances
des générateurs en termes de taux d’occupation. Le choix des configurations Ligne et
Quinconce permettra d’observer l’influence de la disposition.
III.3.1.3 Paramètres d’entrées
De part la construction de la boucle thermoélectrique, nous pouvons agir aisément sur les
paramètres suivants :
Température de l’air côté chaud ;
Débit (volumique ou massique) d’air ;
Température de l’éthanol ;
Débit volumique d’éthanol.
On peut distinguer deux types de paramètres, les températures et les débits. Une variation de
débit entraine non seulement une variation de la puissance thermique disponible (en chaud ou
en froid) mais également une modification des échanges. Une variation de la température,
permet également une variation des puissances thermiques disponibles ainsi qu’un
changement du point de fonctionnement thermique ce qui modifie les propriétés physiques de
l’ensemble des constituants du générateur.
Afin de limiter le nombre d’essais, nous nous sommes restreints au cas d’une source froide
performante en fixant un débit d’éthanol élevé (Déthanol=1,55 m3/h). Le Tableau 12 donne
l’ensemble des points de fonctionnement testés pour chaque configuration.
Tableau 12 Points de fonctionnement testés
Débit air chaud
TF,consigne 40 kg/h 70 kg/h 107 kg/h
20 °C
-10 °C
Il est important de noter que la masse volumique de l’air variant fortement entre la
température ambiante et 200 C et que le réglage du débit se faisant par un réglage de perte de
charge et de vitesse de rotation du ventilateur, il est très délicat et long de reproduire
exactement les valeurs de débit massiques d’un essai à l’autre.
En raison de cette difficulté à reproduire exactement un point de fonctionnement, des mesures
de sensibilité à la température d’entrée et au débit d’air côté chaud ont été réalisées. Ces
mesures ont permis d’obtenir des ordres de grandeurs des sensibilités afin de pouvoir
comparer les essais des trois configurations à fort débit, régime pour lesquels les points de
fonctionnement sont particulièrement difficiles à reproduire.
III. Boucle thermoélectrique
97
III.3.2 Protocole expérimental
L’acquisition des données expérimentales s’est effectuée de la manière suivante :
Mise en route du cryothermostat et réglage de la température de consigne du fluide
froid (20 °C ou -10 °C).
Lorsque le compresseur du cryothermostat fonctionne, cela signifie que le fluide froid
est en mesure d’évacuer l’énergie extraite du fluide chaud : on peut alors mettre en
marche le ventilateur et les résistances chauffantes de la boucle chaude.
On règle la température de consigne de l’air à l’entrée du générateur.
On règle grossièrement le débit d’air à la valeur souhaitée avec la boîte à volet.
Pendant toute la durée de la montée en température de la boucle chaude, on règle la
boîte à volet pour réajuster le débit massique (en raison de la variation de la masse
volumique de l’air).
Quand le système commence à se stabiliser, on règle finement le débit massique en
faisant varier la fréquence du ventilateur.
Une fois les températures stabilisées, on branche les convertisseurs DC/DC à MPPT
en débutant leur communication via hyperterminal.
On laisse le système pendant 5 min le temps de faire l’acquisition en régime
permanent puis on débranche les convertisseurs (ceci afin de limiter la charge des
batteries).
On peut alors changer la valeur d’un paramètre d’entrée pour débuter l’acquisition
d’un autre point de fonctionnement.
Il est important de noter que la durée de stabilisation entre deux points de fonctionnement est
de l’ordre de l’heure.
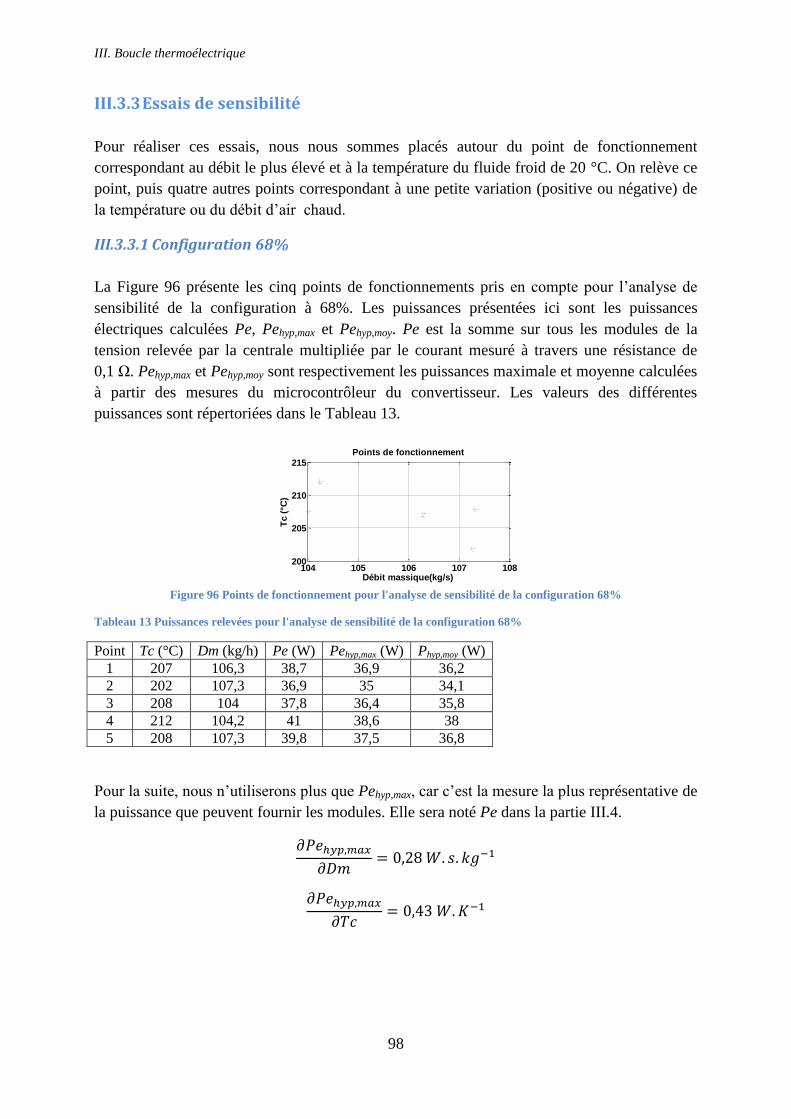
III. Boucle thermoélectrique
98
III.3.3 Essais de sensibilité
Pour réaliser ces essais, nous nous sommes placés autour du point de fonctionnement
correspondant au débit le plus élevé et à la température du fluide froid de 20 °C. On relève ce
point, puis quatre autres points correspondant à une petite variation (positive ou négative) de
la température ou du débit d’air chaud.
III.3.3.1 Configuration 68%
La Figure 96 présente les cinq points de fonctionnements pris en compte pour l’analyse de
sensibilité de la configuration à 68%. Les puissances présentées ici sont les puissances
électriques calculées Pe, Pehyp,max et Pehyp,moy. Pe est la somme sur tous les modules de la
tension relevée par la centrale multipliée par le courant mesuré à travers une résistance de
0,1 Ω. Pehyp,max et Pehyp,moy sont respectivement les puissances maximale et moyenne calculées
à partir des mesures du microcontrôleur du convertisseur. Les valeurs des différentes
puissances sont répertoriées dans le Tableau 13.
Figure 96 Points de fonctionnement pour l'analyse de sensibilité de la configuration 68%
Tableau 13 Puissances relevées pour l'analyse de sensibilité de la configuration 68%
Point Tc (°C) Dm (kg/h) Pe (W) Pehyp,max (W) Phyp,moy (W) 1 207 106,3 38,7 36,9 36,2 2 202 107,3 36,9 35 34,1 3 208 104 37,8 36,4 35,8 4 212 104,2 41 38,6 38 5 208 107,3 39,8 37,5 36,8
Pour la suite, nous n’utiliserons plus que Pehyp,max, car c’est la mesure la plus représentative de
la puissance que peuvent fournir les modules. Elle sera noté Pe dans la partie III.4.
104 105 106 107 108200
205
210
215
Débit massique(kg/s)
Tc (
°C)
Points de fonctionnement
104 105 106 107 10834
36
38
40
42
Débit massique(kg/s)
P(W
)
P=f(Dm
)
200 205 210 21534
36
38
40
42
Tc (°C)
P(W
)
P=f(Tc)
0 500 1000 1500 2000 2500 30000
10
20
30
40
50
Temps (10*s)
P(W
)
P=f(t)

III. Boucle thermoélectrique
99
III.3.3.2 Configuration 34% Ligne
La Figure 97 présente les cinq points de fonctionnements pris en compte pour l’analyse de
sensibilité de la configuration à 33% en Ligne. Les valeurs des différentes puissances sont
répertoriées dans le Tableau 14.
Figure 97 Points de fonctionnement pour l'analyse de sensibilité de la configuration 34% en Ligne
Tableau 14 Puissances relevées pour l'analyse de sensibilité de la configuration 34% en Ligne
Point Tc (°C) Dair (kg/h) Pe (W) Pehyp,max (W) Phyp,moy (W) 1 208 105,4 32,4 29,6 28,8 2 202 106,8 30,8 27,9 27,1 3 207 100,6 32 28,5 27,7 4 211 104 34,1 30,6 29,7 5 208 108,6 33,9 30,1 29,3
On constate que l’influence du débit massique est deux fois plus importante pour la
configuration à 68% que pour la configuration à 34%. L’influence de la température de l’air
chaud à l’entrée est sensiblement identique (écart inférieur à 20%). Les résultats de sensibilité
pour la configuration τ=34% en Quinconce sont sensiblement identiques, c’est pourquoi nous
avons fait le choix de ne pas les présenter.
III.3.4 Résultats expérimentaux de la campagne
III.3.4.1 Profils de température
Avant de comparer les performances des différentes configurations entre elles, intéressons-
nous aux profils de températures et aux puissances relevées pour une configuration et un point
de fonctionnement donnés. Le point de fonctionnement présenté est celui correspondant au
débit intermédiaire (Dm=70 kg/h) et à une température de fluide froid de 20 °C.
100 102 104 106 108 110200
205
210
215
Débit massique(kg/s)
Tc (
°C)
Points de fonctionnement
100 102 104 106 108 11025
30
35
Débit massique(kg/s)
P(W
)
P=f(Dm
)
202 204 206 208 210 21226
28
30
32
34
36
Tc (°C)
P(W
)
P=f(Tc)
0 500 1000 1500 2000 2500 3000-20
0
20
40
Temps (10*s)
P(W
)
P=f(t)
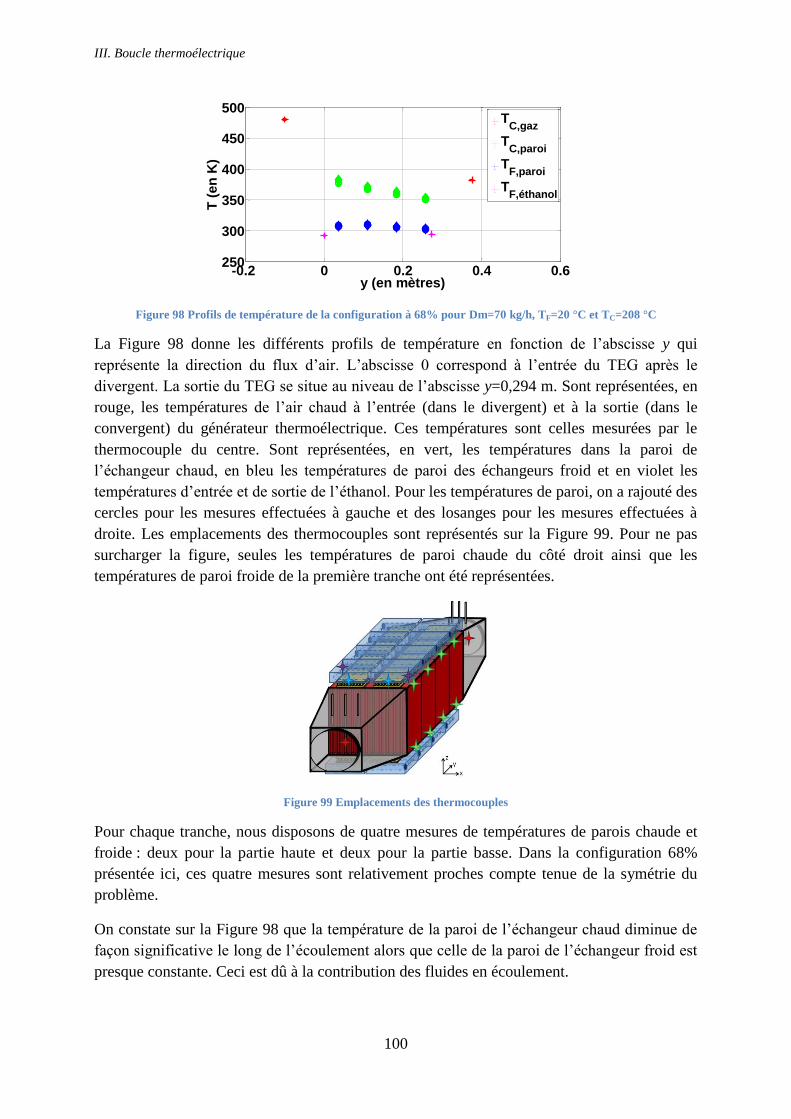
III. Boucle thermoélectrique
100
Figure 98 Profils de température de la configuration à 68% pour Dm=70 kg/h, TF=20 °C et TC=208 °C
La Figure 98 donne les différents profils de température en fonction de l’abscisse y qui
représente la direction du flux d’air. L’abscisse 0 correspond à l’entrée du TEG après le
divergent. La sortie du TEG se situe au niveau de l’abscisse y=0,294 m. Sont représentées, en
rouge, les températures de l’air chaud à l’entrée (dans le divergent) et à la sortie (dans le
convergent) du générateur thermoélectrique. Ces températures sont celles mesurées par le
thermocouple du centre. Sont représentées, en vert, les températures dans la paroi de
l’échangeur chaud, en bleu les températures de paroi des échangeurs froid et en violet les
températures d’entrée et de sortie de l’éthanol. Pour les températures de paroi, on a rajouté des
cercles pour les mesures effectuées à gauche et des losanges pour les mesures effectuées à
droite. Les emplacements des thermocouples sont représentés sur la Figure 99. Pour ne pas
surcharger la figure, seules les températures de paroi chaude du côté droit ainsi que les
températures de paroi froide de la première tranche ont été représentées.
Figure 99 Emplacements des thermocouples
Pour chaque tranche, nous disposons de quatre mesures de températures de parois chaude et
froide : deux pour la partie haute et deux pour la partie basse. Dans la configuration 68%
présentée ici, ces quatre mesures sont relativement proches compte tenue de la symétrie du
problème.
On constate sur la Figure 98 que la température de la paroi de l’échangeur chaud diminue de
façon significative le long de l’écoulement alors que celle de la paroi de l’échangeur froid est
presque constante. Ceci est dû à la contribution des fluides en écoulement.
-0.2 0 0.2 0.4 0.6250
300
350
400
450
500
y (en mètres)
T (
en
K)
TC,gaz
TC,paroi
TF,paroi
TF,éthanol

III. Boucle thermoélectrique
101
Pour bien comprendre ce phénomène, il faut écrire l’expression de l’énergie thermique cédée
par le gaz et absorbée par l’éthanol :
III-2
III-3
Avec le débit massique de gaz, la capacité thermique massique du gaz,
la température du gaz à l’entrée du TEG, la température du gaz à la sortie du TEG,
le débit massique de l’éthanol, la capacité thermique massique de
l’éthanol, la température de l’éthanol à l’entrée du TEG et la température de
l’éthanol à la sortie du TEG.
En négligeant les pertes, et la puissance électrique, donc :
Or, le produit Dm*cp de l’éthanol est bien plus élevé que celui du gaz. Donc la variation de
température du gaz côté chaud sera beaucoup plus importante que la variation de température
de l’éthanol côté froid.
Pour la configuration à 34% en Ligne, comme le montre la Figure 100, les températures de
parois froide et chaude d’une même tranche diffèrent entre la gauche et la droite.
Figure 100 Profils de température de la configuration à 34% en Ligne pour Dm=70 kg/h, TF=20 °C et TC=208 °C
Cette différence s’explique par l’asymétrie du système. En effet dans les zones où il n’y a pas
de module, la température de la paroi chaude est plus élevée (losanges verts) car la chaleur est
très mal évacuée et la température de paroi froide (losanges bleus) reste proche de celle de
l’éthanol. Ce phénomène devra être pris en compte lors de la comparaison des résultats
expérimentaux avec les résultats numériques.
Les Figure 101, Figure 102 et Figure 103 présentent l’impact d’un changement de débit d’air
sur les profils de températures.
-0.2 0 0.2 0.4 0.6250
300
350
400
450
500
y (en mètres)
T (
en
K)
TC,gaz
TC,paroi
TF,paroi
TF,éthanol
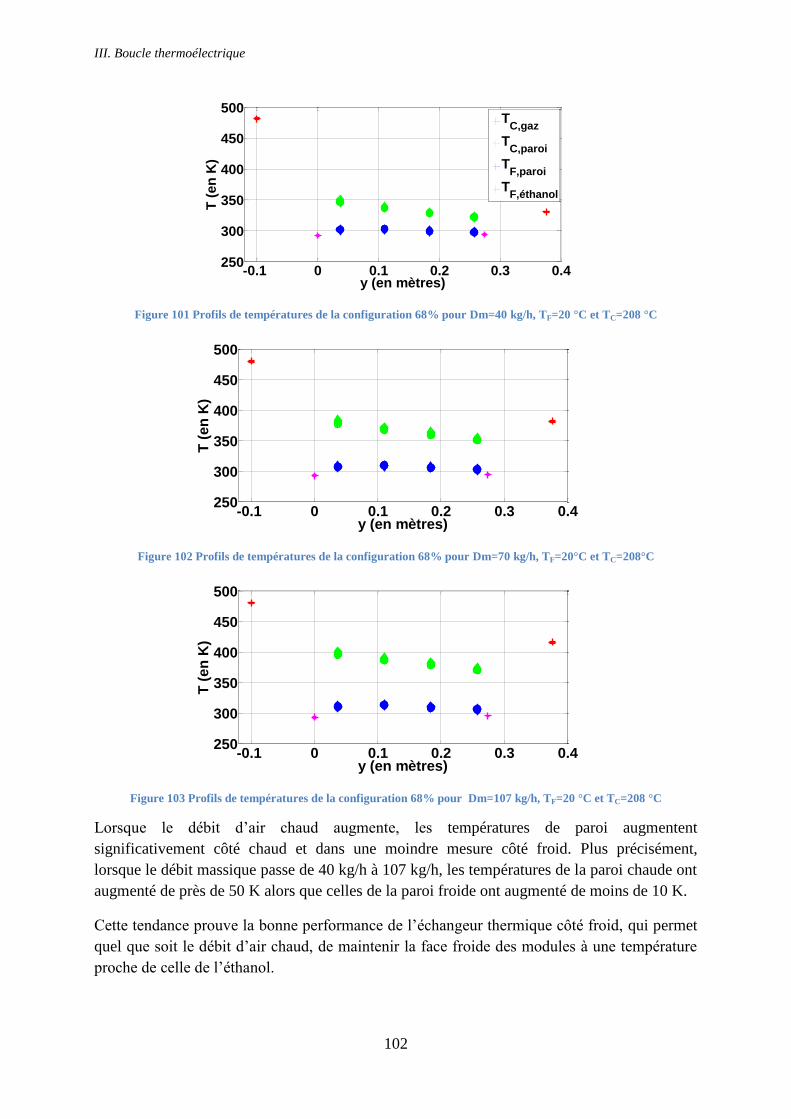
III. Boucle thermoélectrique
102
Figure 101 Profils de températures de la configuration 68% pour Dm=40 kg/h, TF=20 °C et TC=208 °C
Figure 102 Profils de températures de la configuration 68% pour Dm=70 kg/h, TF=20°C et TC=208°C
Figure 103 Profils de températures de la configuration 68% pour Dm=107 kg/h, TF=20 °C et TC=208 °C
Lorsque le débit d’air chaud augmente, les températures de paroi augmentent
significativement côté chaud et dans une moindre mesure côté froid. Plus précisément,
lorsque le débit massique passe de 40 kg/h à 107 kg/h, les températures de la paroi chaude ont
augmenté de près de 50 K alors que celles de la paroi froide ont augmenté de moins de 10 K.
Cette tendance prouve la bonne performance de l’échangeur thermique côté froid, qui permet
quel que soit le débit d’air chaud, de maintenir la face froide des modules à une température
proche de celle de l’éthanol.
-0.1 0 0.1 0.2 0.3 0.4250
300
350
400
450
500
y (en mètres)
T (
en
K)
TC,gaz
TC,paroi
TF,paroi
TF,éthanol
-0.1 0 0.1 0.2 0.3 0.4250
300
350
400
450
500
y (en mètres)
T (
en
K)
-0.1 0 0.1 0.2 0.3 0.4250
300
350
400
450
500
y (en mètres)
T (
en
K)
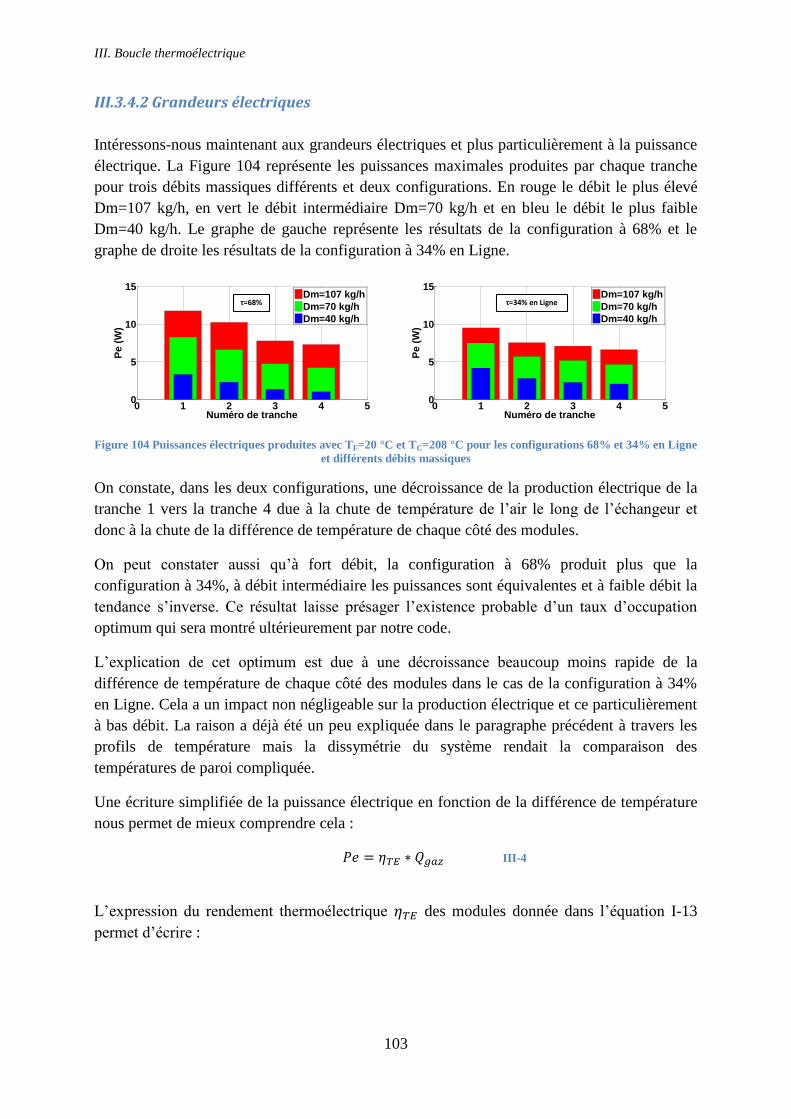
III. Boucle thermoélectrique
103
III.3.4.2 Grandeurs électriques
Intéressons-nous maintenant aux grandeurs électriques et plus particulièrement à la puissance
électrique. La Figure 104 représente les puissances maximales produites par chaque tranche
pour trois débits massiques différents et deux configurations. En rouge le débit le plus élevé
Dm=107 kg/h, en vert le débit intermédiaire Dm=70 kg/h et en bleu le débit le plus faible
Dm=40 kg/h. Le graphe de gauche représente les résultats de la configuration à 68% et le
graphe de droite les résultats de la configuration à 34% en Ligne.
Figure 104 Puissances électriques produites avec TF=20 °C et TC=208 °C pour les configurations 68% et 34% en Ligne
et différents débits massiques
On constate, dans les deux configurations, une décroissance de la production électrique de la
tranche 1 vers la tranche 4 due à la chute de température de l’air le long de l’échangeur et
donc à la chute de la différence de température de chaque côté des modules.
On peut constater aussi qu’à fort débit, la configuration à 68% produit plus que la
configuration à 34%, à débit intermédiaire les puissances sont équivalentes et à faible débit la
tendance s’inverse. Ce résultat laisse présager l’existence probable d’un taux d’occupation
optimum qui sera montré ultérieurement par notre code.
L’explication de cet optimum est due à une décroissance beaucoup moins rapide de la
différence de température de chaque côté des modules dans le cas de la configuration à 34%
en Ligne. Cela a un impact non négligeable sur la production électrique et ce particulièrement
à bas débit. La raison a déjà été un peu expliquée dans le paragraphe précédent à travers les
profils de température mais la dissymétrie du système rendait la comparaison des
températures de paroi compliquée.
Une écriture simplifiée de la puissance électrique en fonction de la différence de température
nous permet de mieux comprendre cela :
III-4
L’expression du rendement thermoélectrique des modules donnée dans l’équation I-13
permet d’écrire :
0 1 2 3 4 50
5
10
15
Numéro de tranche
Pe (
W)
Dm=107 kg/h
Dm=70 kg/h
Dm=40 kg/h
τ=68%
0 1 2 3 4 50
5
10
15
Numéro de trancheP
e (
W)
Dm=107 kg/h
Dm=70 kg/h
Dm=40 kg/h
τ=34% en Ligne
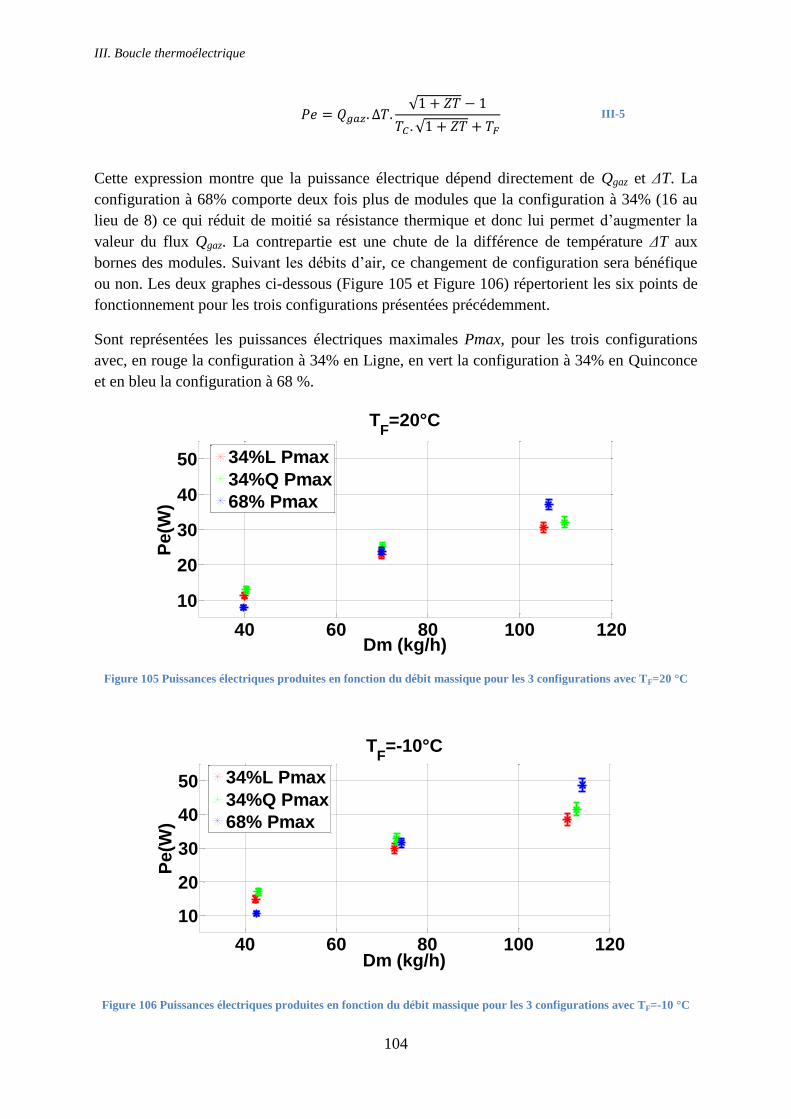
III. Boucle thermoélectrique
104
III-5
Cette expression montre que la puissance électrique dépend directement de Qgaz et ΔT. La
configuration à 68% comporte deux fois plus de modules que la configuration à 34% (16 au
lieu de 8) ce qui réduit de moitié sa résistance thermique et donc lui permet d’augmenter la
valeur du flux Qgaz. La contrepartie est une chute de la différence de température ΔT aux
bornes des modules. Suivant les débits d’air, ce changement de configuration sera bénéfique
ou non. Les deux graphes ci-dessous (Figure 105 et Figure 106) répertorient les six points de
fonctionnement pour les trois configurations présentées précédemment.
Sont représentées les puissances électriques maximales Pmax, pour les trois configurations
avec, en rouge la configuration à 34% en Ligne, en vert la configuration à 34% en Quinconce
et en bleu la configuration à 68 %.
Figure 105 Puissances électriques produites en fonction du débit massique pour les 3 configurations avec TF=20 °C
Figure 106 Puissances électriques produites en fonction du débit massique pour les 3 configurations avec TF=-10 °C
40 60 80 100 120
10
20
30
40
50
Dm (kg/h)
Pe
(W)
TF=20°C
34%L Pmax
34%Q Pmax
68% Pmax
40 60 80 100 120
10
20
30
40
50
Dm (kg/h)
Pe
(W)
TF=-10°C
34%L Pmax
34%Q Pmax
68% Pmax
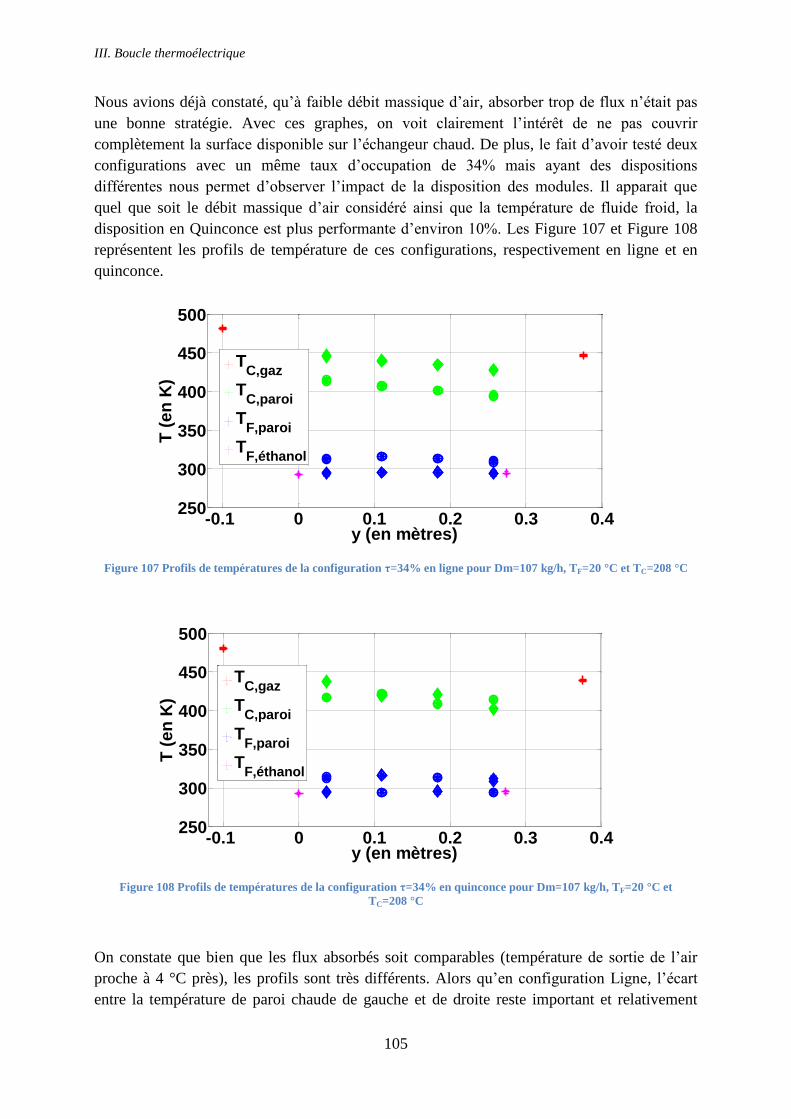
III. Boucle thermoélectrique
105
Nous avions déjà constaté, qu’à faible débit massique d’air, absorber trop de flux n’était pas
une bonne stratégie. Avec ces graphes, on voit clairement l’intérêt de ne pas couvrir
complètement la surface disponible sur l’échangeur chaud. De plus, le fait d’avoir testé deux
configurations avec un même taux d’occupation de 34% mais ayant des dispositions
différentes nous permet d’observer l’impact de la disposition des modules. Il apparait que
quel que soit le débit massique d’air considéré ainsi que la température de fluide froid, la
disposition en Quinconce est plus performante d’environ 10%. Les Figure 107 et Figure 108
représentent les profils de température de ces configurations, respectivement en ligne et en
quinconce.
Figure 107 Profils de températures de la configuration τ=34% en ligne pour Dm=107 kg/h, TF=20 °C et TC=208 °C
Figure 108 Profils de températures de la configuration τ=34% en quinconce pour Dm=107 kg/h, TF=20 °C et
TC=208 °C
On constate que bien que les flux absorbés soit comparables (température de sortie de l’air
proche à 4 °C près), les profils sont très différents. Alors qu’en configuration Ligne, l’écart
entre la température de paroi chaude de gauche et de droite reste important et relativement
-0.1 0 0.1 0.2 0.3 0.4250
300
350
400
450
500
y (en mètres)
T (
en
K)
TC,gaz
TC,paroi
TF,paroi
TF,éthanol
-0.1 0 0.1 0.2 0.3 0.4250
300
350
400
450
500
y (en mètres)
T (
en
K)
TC,gaz
TC,paroi
TF,paroi
TF,éthanol
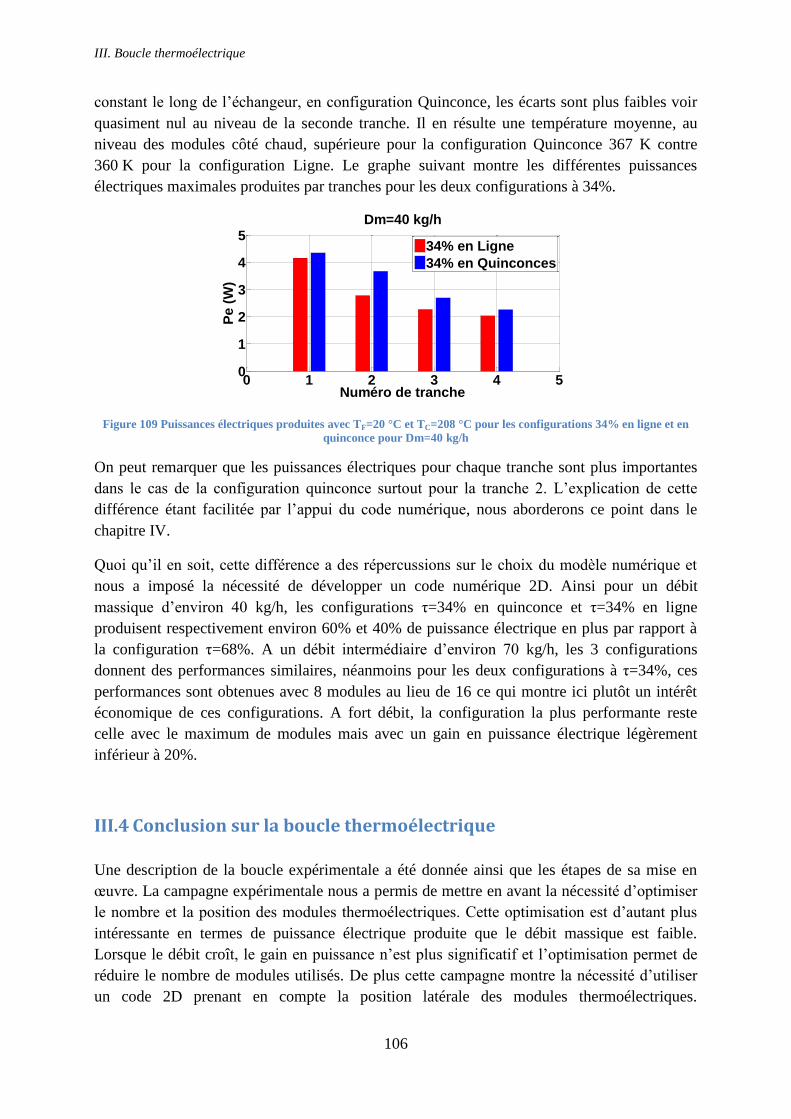
III. Boucle thermoélectrique
106
constant le long de l’échangeur, en configuration Quinconce, les écarts sont plus faibles voir
quasiment nul au niveau de la seconde tranche. Il en résulte une température moyenne, au
niveau des modules côté chaud, supérieure pour la configuration Quinconce 367 K contre
360 K pour la configuration Ligne. Le graphe suivant montre les différentes puissances
électriques maximales produites par tranches pour les deux configurations à 34%.
Figure 109 Puissances électriques produites avec TF=20 °C et TC=208 °C pour les configurations 34% en ligne et en
quinconce pour Dm=40 kg/h
On peut remarquer que les puissances électriques pour chaque tranche sont plus importantes
dans le cas de la configuration quinconce surtout pour la tranche 2. L’explication de cette
différence étant facilitée par l’appui du code numérique, nous aborderons ce point dans le
chapitre IV.
Quoi qu’il en soit, cette différence a des répercussions sur le choix du modèle numérique et
nous a imposé la nécessité de développer un code numérique 2D. Ainsi pour un débit
massique d’environ 40 kg/h, les configurations τ=34% en quinconce et τ=34% en ligne
produisent respectivement environ 60% et 40% de puissance électrique en plus par rapport à
la configuration τ=68%. A un débit intermédiaire d’environ 70 kg/h, les 3 configurations
donnent des performances similaires, néanmoins pour les deux configurations à τ=34%, ces
performances sont obtenues avec 8 modules au lieu de 16 ce qui montre ici plutôt un intérêt
économique de ces configurations. A fort débit, la configuration la plus performante reste
celle avec le maximum de modules mais avec un gain en puissance électrique légèrement
inférieur à 20%.
III.4 Conclusion sur la boucle thermoélectrique
Une description de la boucle expérimentale a été donnée ainsi que les étapes de sa mise en
œuvre. La campagne expérimentale nous a permis de mettre en avant la nécessité d’optimiser
le nombre et la position des modules thermoélectriques. Cette optimisation est d’autant plus
intéressante en termes de puissance électrique produite que le débit massique est faible.
Lorsque le débit croît, le gain en puissance n’est plus significatif et l’optimisation permet de
réduire le nombre de modules utilisés. De plus cette campagne montre la nécessité d’utiliser
un code 2D prenant en compte la position latérale des modules thermoélectriques.
0 1 2 3 4 50
1
2
3
4
5
Numéro de tranche
Pe (
W)
Dm=40 kg/h
34% en Ligne
34% en Quinconces
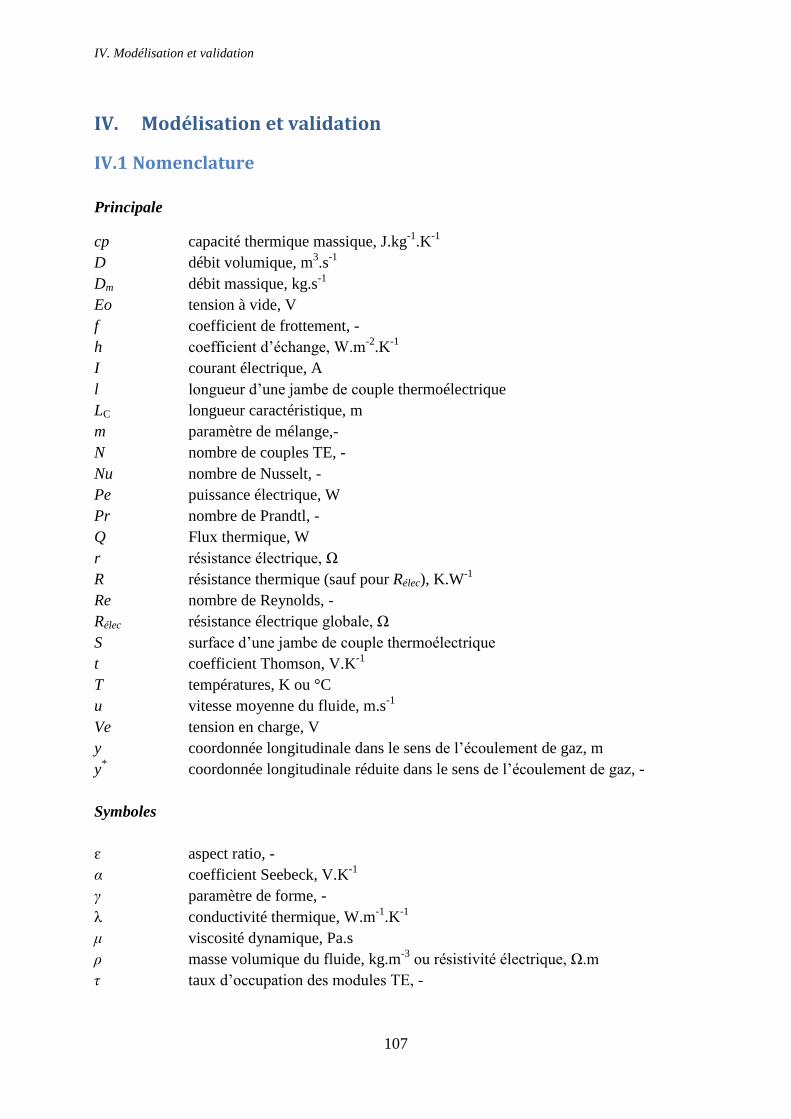
IV. Modélisation et validation
107
IV. Modélisation et validation
IV.1 Nomenclature
Principale
cp capacité thermique massique, J.kg-1
.K-1
D débit volumique, m3.s
-1
Dm débit massique, kg.s-1
Eo tension à vide, V
f coefficient de frottement, -
h coefficient d’échange, W.m-2
.K-1
I courant électrique, A
l longueur d’une jambe de couple thermoélectrique
LC longueur caractéristique, m
m paramètre de mélange,-
N nombre de couples TE, -
Nu nombre de Nusselt, -
Pe puissance électrique, W
Pr nombre de Prandtl, -
Q Flux thermique, W
r résistance électrique, Ω
R résistance thermique (sauf pour Rélec), K.W-1
Re nombre de Reynolds, -
Rélec résistance électrique globale, Ω
S surface d’une jambe de couple thermoélectrique
t coefficient Thomson, V.K-1
T températures, K ou °C
u vitesse moyenne du fluide, m.s-1
Ve tension en charge, V
y coordonnée longitudinale dans le sens de l’écoulement de gaz, m
y* coordonnée longitudinale réduite dans le sens de l’écoulement de gaz, -
Symboles
ɛ aspect ratio, -
α coefficient Seebeck, V.K-1
γ paramètre de forme, -
λ conductivité thermique, W.m-1
.K-1
μ viscosité dynamique, Pa.s
ρ masse volumique du fluide, kg.m-3
ou résistivité électrique, Ω.m
τ taux d’occupation des modules TE, -
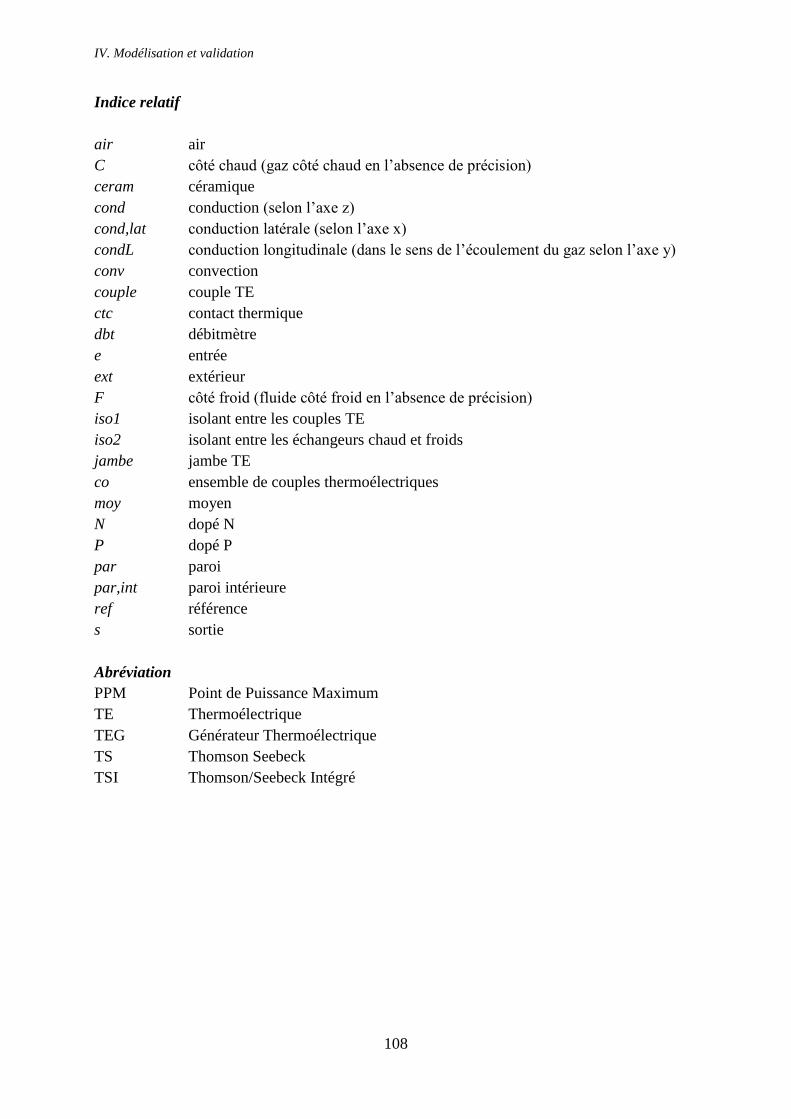
IV. Modélisation et validation
108
Indice relatif
air air
C côté chaud (gaz côté chaud en l’absence de précision)
ceram céramique
cond conduction (selon l’axe z)
cond,lat conduction latérale (selon l’axe x)
condL conduction longitudinale (dans le sens de l’écoulement du gaz selon l’axe y)
conv convection
couple couple TE
ctc contact thermique
dbt débitmètre
e entrée
ext extérieur
F côté froid (fluide côté froid en l’absence de précision)
iso1 isolant entre les couples TE
iso2 isolant entre les échangeurs chaud et froids
jambe jambe TE
co ensemble de couples thermoélectriques
moy moyen
N dopé N
P dopé P
par paroi
par,int paroi intérieure
ref référence
s sortie
Abréviation
PPM Point de Puissance Maximum
TE Thermoélectrique
TEG Générateur Thermoélectrique
TS Thomson Seebeck
TSI Thomson/Seebeck Intégré
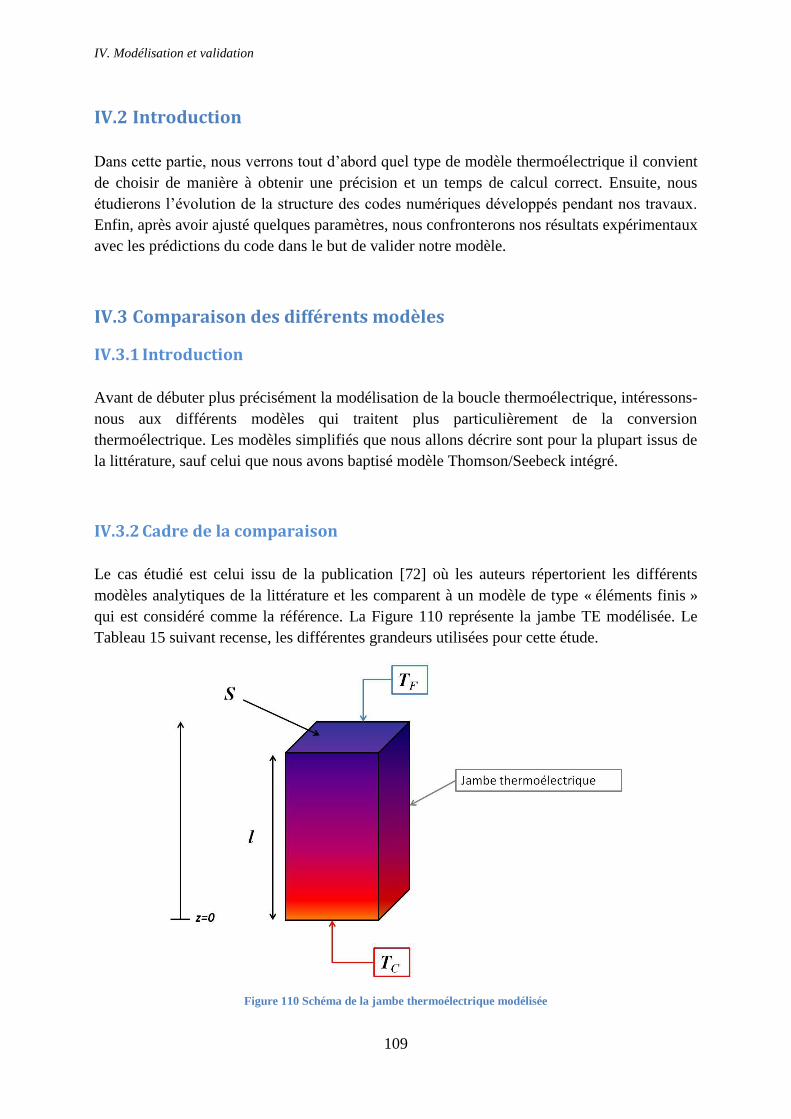
IV. Modélisation et validation
109
IV.2 Introduction
Dans cette partie, nous verrons tout d’abord quel type de modèle thermoélectrique il convient
de choisir de manière à obtenir une précision et un temps de calcul correct. Ensuite, nous
étudierons l’évolution de la structure des codes numériques développés pendant nos travaux.
Enfin, après avoir ajusté quelques paramètres, nous confronterons nos résultats expérimentaux
avec les prédictions du code dans le but de valider notre modèle.
IV.3 Comparaison des différents modèles
IV.3.1 Introduction
Avant de débuter plus précisément la modélisation de la boucle thermoélectrique, intéressons-
nous aux différents modèles qui traitent plus particulièrement de la conversion
thermoélectrique. Les modèles simplifiés que nous allons décrire sont pour la plupart issus de
la littérature, sauf celui que nous avons baptisé modèle Thomson/Seebeck intégré.
IV.3.2 Cadre de la comparaison
Le cas étudié est celui issu de la publication [72] où les auteurs répertorient les différents
modèles analytiques de la littérature et les comparent à un modèle de type « éléments finis »
qui est considéré comme la référence. La Figure 110 représente la jambe TE modélisée. Le
Tableau 15 suivant recense, les différentes grandeurs utilisées pour cette étude.
Figure 110 Schéma de la jambe thermoélectrique modélisée
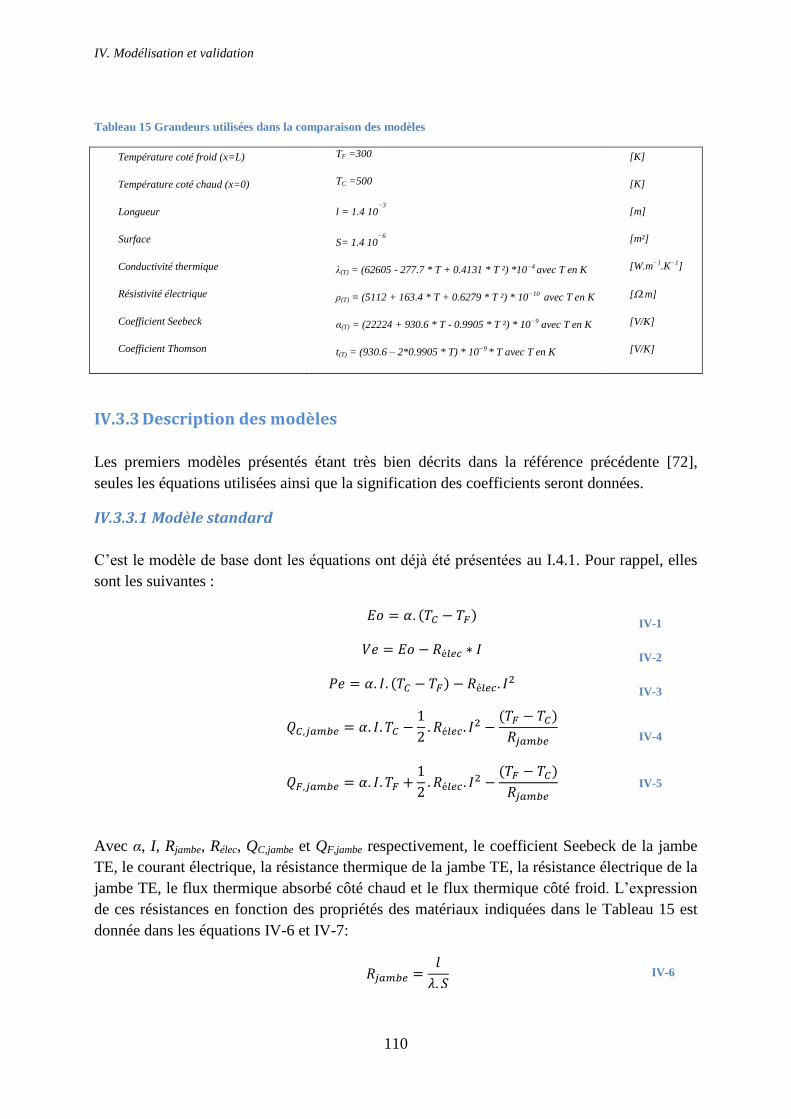
IV. Modélisation et validation
110
Tableau 15 Grandeurs utilisées dans la comparaison des modèles
Température coté froid (x=L)
Température coté chaud (x=0)
Longueur
Surface
Conductivité thermique
Résistivité électrique
Coefficient Seebeck
Coefficient Thomson
TF =300
TC =500
l = 1.4 10−3
S= 1.4 10−6
λ(T) = (62605 - 277.7 * T + 0.4131 * T ²) *10−4 avec T en K
ρ(T) = (5112 + 163.4 * T + 0.6279 * T ²) * 10−10 avec T en K
α(T) = (22224 + 930.6 * T - 0.9905 * T ²) * 10−9 avec T en K
t(T) = (930.6 – 2*0.9905 * T) * 10−9 * T avec T en K
[K]
[K]
[m]
[m²]
[W.m−1.K−1]
[m]
[V/K]
[V/K]
IV.3.3 Description des modèles
Les premiers modèles présentés étant très bien décrits dans la référence précédente [72],
seules les équations utilisées ainsi que la signification des coefficients seront données.
IV.3.3.1 Modèle standard
C’est le modèle de base dont les équations ont déjà été présentées au I.4.1. Pour rappel, elles
sont les suivantes :
IV-1
IV-2
IV-3
IV-4
IV-5
Avec α, I, Rjambe, Rélec, QC,jambe et QF,jambe respectivement, le coefficient Seebeck de la jambe
TE, le courant électrique, la résistance thermique de la jambe TE, la résistance électrique de la
jambe TE, le flux thermique absorbé côté chaud et le flux thermique côté froid. L’expression
de ces résistances en fonction des propriétés des matériaux indiquées dans le Tableau 15 est
donnée dans les équations IV-6 et IV-7:
IV-6

IV. Modélisation et validation
111
IV-7
Avec l et S, respectivement la longueur et la surface de la jambe thermoélectrique. Ces
grandeurs sont représentées Figure 110.
Les différentes grandeurs α, λ et ρ sont évaluées dans ce modèle à la température moyenne.
IV.3.3.2 Modèle Thomson/Seebeck (TS)
Dans ce modèle, l’effet Thomson est pris en compte et on considère qu’il se répartit
équitablement entre le côté chaud et le côté froid.
IV-8
IV-9
IV-10
IV-11
IV-12
Avec t, le coefficient Thomson. Le calcul de Rjambe et Rélec est le même que dans le modèle
précédent et les grandeurs ρ et λ sont évaluées à la température moyenne. En revanche les
seules conditions à la paroi sont prises en compte pour le calcul des coefficients Seebeck αC et
αF.
IV.3.3.3 Modèle Thomson/Seebeck intégré (TSI)
Le modèle TS choisit pour le calcul de Rjambe et le calcul de Rélec, la valeur de ρ et λ pour une
température
qui peut être source d’erreur lorsque TC et TF sont de part et
d’autre d’un extremum de ces fonctions (voir Figure 111).
Si on découpe la jambe en tranche d’épaisseur dz, la résistance de chaque tranche dr sera :
Or, si on fait l’hypothèse simplificatrice d’une variation linéaire de la température dans la
jambe, on a :

IV. Modélisation et validation
112
Soit :
On obtient alors :
Ce calcul ne va pas compliquer beaucoup plus le code, en effet la valeur de ρ obtenue à partir
de mesures expérimentales se présente sous la forme d’une expression polynomiale. Il est
donc très facile d’obtenir une primitive de ρ(T) notée par exemple Ρ(T) et la valeur de Rélec
sera donc donnée par :
Il y aura donc deux appels à la fonction Ρ pour calculer Rélec au lieu d’un seul dans le cas où
on prend le .
Le même raisonnement peut être fait pour Rjambe.
Figure 111 Conductivité thermique du Bi2Te3 dopé N utilisé dans les modules de Thermonamic
Par exemple, pour une température côté froid de 306 K et une température côté chaud de
457 K, on constate que prendre la conductivité thermique à la température moyenne entraine
une sous-estimation de la valeur réelle (1,8 Wm-1
K-1
au lieu d’une moyenne à environ
1,9 Wm-1
K-1
) et prendre la moyenne des conductivités thermiques côté chaud et côté froid
entraine une surestimation de la valeur réelle (2 Wm-1
K-1
au lieu d’une moyenne à environ
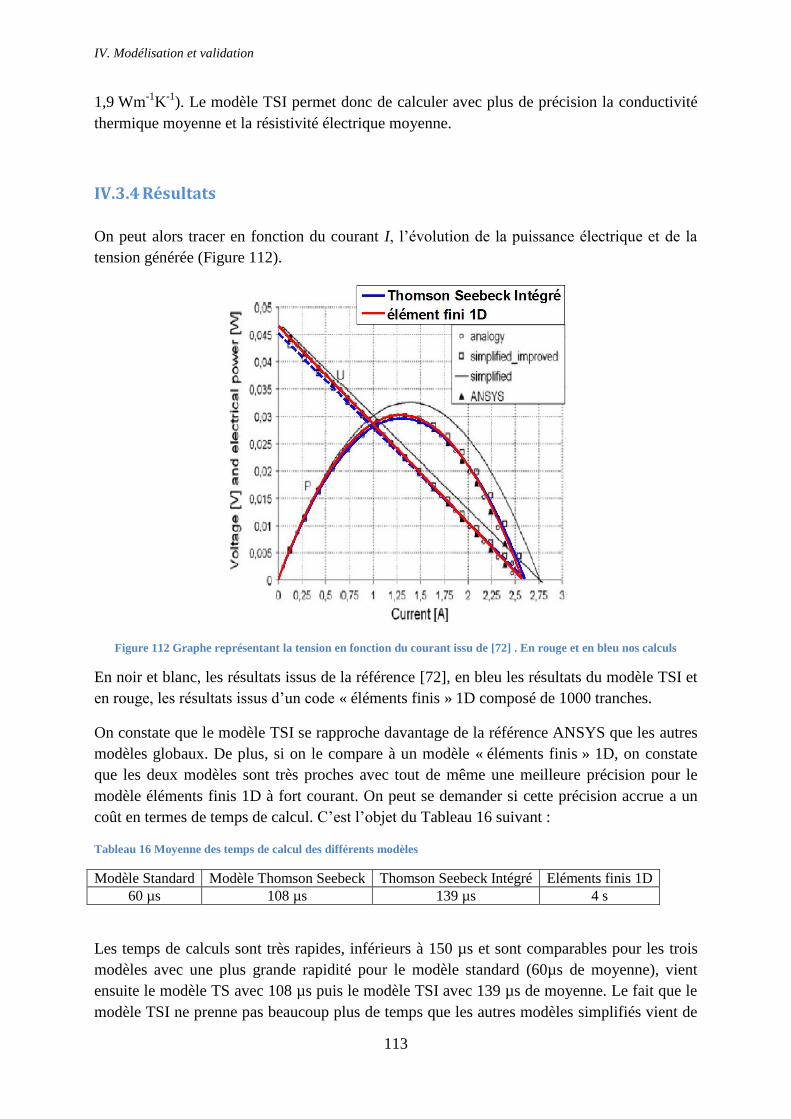
IV. Modélisation et validation
113
1,9 Wm-1
K-1
). Le modèle TSI permet donc de calculer avec plus de précision la conductivité
thermique moyenne et la résistivité électrique moyenne.
IV.3.4 Résultats
On peut alors tracer en fonction du courant I, l’évolution de la puissance électrique et de la
tension générée (Figure 112).
Figure 112 Graphe représentant la tension en fonction du courant issu de [72] . En rouge et en bleu nos calculs
En noir et blanc, les résultats issus de la référence [72], en bleu les résultats du modèle TSI et
en rouge, les résultats issus d’un code « éléments finis » 1D composé de 1000 tranches.
On constate que le modèle TSI se rapproche davantage de la référence ANSYS que les autres
modèles globaux. De plus, si on le compare à un modèle « éléments finis » 1D, on constate
que les deux modèles sont très proches avec tout de même une meilleure précision pour le
modèle éléments finis 1D à fort courant. On peut se demander si cette précision accrue a un
coût en termes de temps de calcul. C’est l’objet du Tableau 16 suivant :
Tableau 16 Moyenne des temps de calcul des différents modèles
Modèle Standard Modèle Thomson Seebeck Thomson Seebeck Intégré Eléments finis 1D
60 µs 108 µs 139 µs 4 s
Les temps de calculs sont très rapides, inférieurs à 150 µs et sont comparables pour les trois
modèles avec une plus grande rapidité pour le modèle standard (60µs de moyenne), vient
ensuite le modèle TS avec 108 µs puis le modèle TSI avec 139 µs de moyenne. Le fait que le
modèle TSI ne prenne pas beaucoup plus de temps que les autres modèles simplifiés vient de
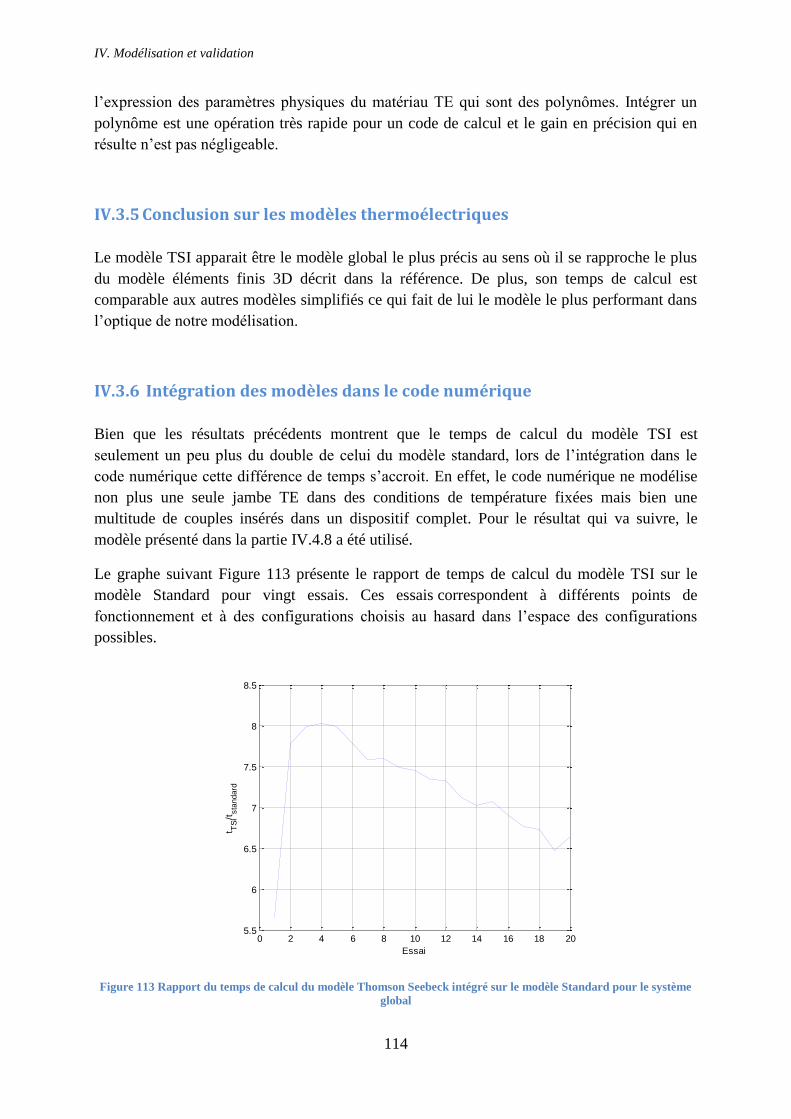
IV. Modélisation et validation
114
l’expression des paramètres physiques du matériau TE qui sont des polynômes. Intégrer un
polynôme est une opération très rapide pour un code de calcul et le gain en précision qui en
résulte n’est pas négligeable.
IV.3.5 Conclusion sur les modèles thermoélectriques
Le modèle TSI apparait être le modèle global le plus précis au sens où il se rapproche le plus
du modèle éléments finis 3D décrit dans la référence. De plus, son temps de calcul est
comparable aux autres modèles simplifiés ce qui fait de lui le modèle le plus performant dans
l’optique de notre modélisation.
IV.3.6 Intégration des modèles dans le code numérique
Bien que les résultats précédents montrent que le temps de calcul du modèle TSI est
seulement un peu plus du double de celui du modèle standard, lors de l’intégration dans le
code numérique cette différence de temps s’accroit. En effet, le code numérique ne modélise
non plus une seule jambe TE dans des conditions de température fixées mais bien une
multitude de couples insérés dans un dispositif complet. Pour le résultat qui va suivre, le
modèle présenté dans la partie IV.4.8 a été utilisé.
Le graphe suivant Figure 113 présente le rapport de temps de calcul du modèle TSI sur le
modèle Standard pour vingt essais. Ces essais correspondent à différents points de
fonctionnement et à des configurations choisis au hasard dans l’espace des configurations
possibles.
Figure 113 Rapport du temps de calcul du modèle Thomson Seebeck intégré sur le modèle Standard pour le système
global
0 2 4 6 8 10 12 14 16 18 205.5
6
6.5
7
7.5
8
8.5
Essai
t TS
i/tsta
ndard

IV. Modélisation et validation
115
On constate que le modèle TSI est 5,5 à 8 fois plus long que le modèle standard. Cette
différence reste raisonnable et n’est pas pénalisante en vue des optimisations. Nous choisirons
donc le modèle TSI pour notre modèle numérique.
IV.4 Code Boucle thermoélectrique
Le code qui va être présenté a pour objectif de modéliser la boucle expérimentale décrite dans
le chapitre III. La géométrie implantée est donc celle d’un générateur thermoélectrique
composé d’un échangeur chaud à ailettes, d’un échangeur froid de type tubulaire entre
lesquels des modules thermoélectriques sont insérés. Ce modèle est multi-physiques et prend
en compte les équations de la thermoélectricité, des transferts thermiques, de l’électricité ainsi
que l’utilisation de corrélations pour le calcul des coefficients d’échange.
IV.4.1 Méthodologie et équations thermoélectriques
Le modèle Thomson Seebeck Intégré précédemment décrit dans la partie IV.3.3.3 (transfert
de chaleur 1-D) d’une jambe thermoélectrique est généralisé au cas d’un module constitué de
N thermocouples. On considère que les connections entre les éléments sont parfaites, ce qui
équivaut à négliger les résistances thermiques et électriques des connections.
Le TEG étant isolé, il n’y a donc aucun échange thermique avec l’ambiant. En appliquant le
principe de conservation de l’énergie sur les couples thermoélectriques, on obtient les
expressions du flux de chaleur côté chaud QC, du flux de chaleur côté froid QF et de la
puissance électrique Pe :
IV-13
IV-14
IV-15
Où α, t, I, Rélec, Rco et N sont respectivement le coefficient Seebeck, le coefficient Thomson, le
courant électrique circulant dans un couple thermoélectrique, la résistance électrique d’un seul
couple TE, la résistance thermique d’un seul couple TE et le nombre de couples TE. Le
courant I est un paramètre de notre modèle et est utilisé pour maximiser la puissance
électrique.
La méthodologie va constituer à coupler ces équations thermoélectriques avec les équations
de transfert thermique. Nous présentons ici le cas d’un module thermoélectrique relié a deux
sources idéales de température TC et TF, par le moyen de deux échangeurs de résistance
thermique RC et RF comme illustré Figure 114 :

IV. Modélisation et validation
116
Figure 114 Schéma simplifié d'un système thermoélectrique
Avec V, la tension générée par les N thermocouples. On rajoute aux équations
thermoélectriques les deux équations de flux suivantes :
Ces équations peuvent alors être regroupées dans un seul système matriciel de type Ax=B.
Le système matriciel suivant est alors résolu :
On détermine ainsi Pe, la puissance électrique produite ainsi que les températures sur les faces
côté chaud et froid des couples TE connaissant les températures TC et TF et le courant I.
Ce principe est ensuite étendu pour résoudre les modèles plus complexes qui suivent.
IV.4.2 Code 1D
Le dispositif expérimental présentant une symétrie, nous pouvons travailler sur le demi-
générateur thermoélectrique dont le schéma est présenté dans la Figure 115.
𝑵. 𝑰. (𝜶𝑪 𝒕)
𝑵. 𝟏
𝟐. 𝒕. 𝑰+
𝟏
𝑹𝒄𝒐
𝑵. 𝜶𝑪. 𝑰 𝟏
𝟐. 𝒕. 𝑰 +
𝟏
𝑹𝒄𝒐 +
𝟏
𝑹𝑪 𝟎
𝑻𝑪,𝒄𝒐
𝟎
𝑻𝑭,𝒄𝒐
𝟏
𝑷𝒆
𝑵. 𝑰. (𝜶𝑭 𝒕)
=𝑵. 𝜶𝑭. 𝑰 𝟏
𝟐. 𝒕. 𝑰
𝟏
𝑹𝒄𝒐
𝟏
𝑹𝑭
𝑵. 𝟏
𝟐. 𝒕. 𝑰
𝟏
𝑹𝒄𝒐 𝑵.𝑹. 𝑰²
𝟐+𝑻𝑪𝑹𝑪
𝑵.𝑹. 𝑰²
𝟐 𝑻𝑭𝑹𝑭
𝟏
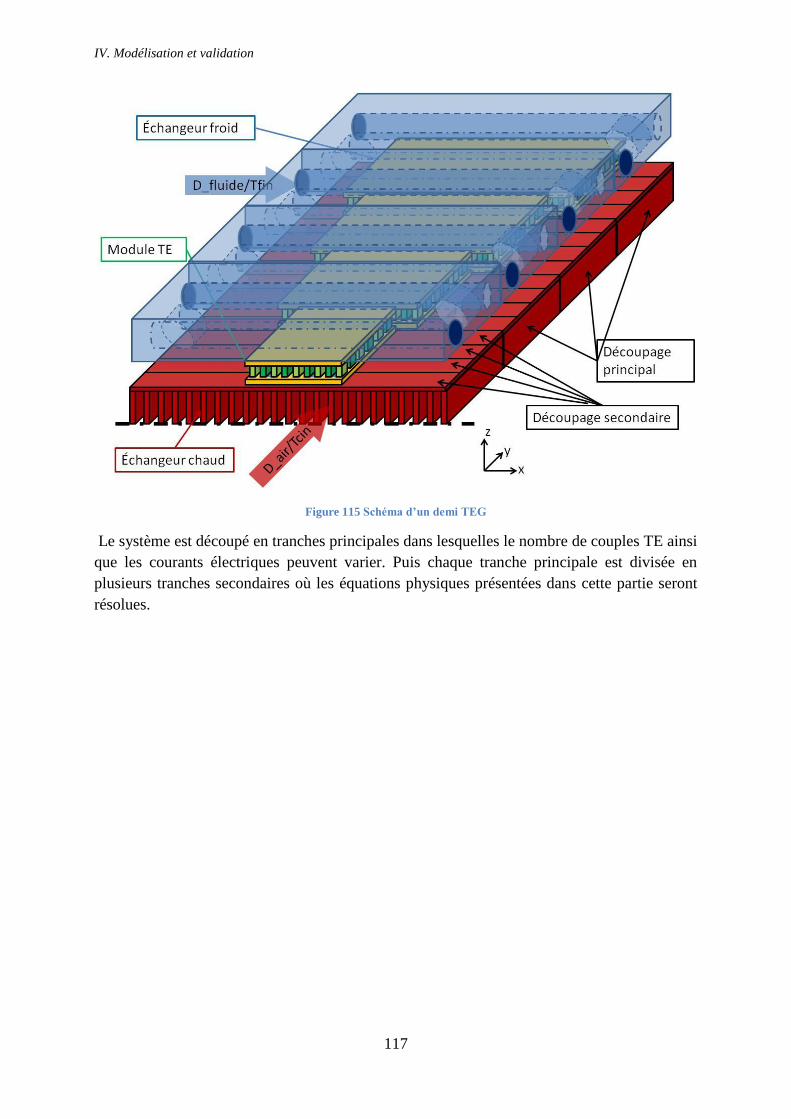
IV. Modélisation et validation
117
Figure 115 Schéma d’un demi TEG
Le système est découpé en tranches principales dans lesquelles le nombre de couples TE ainsi
que les courants électriques peuvent varier. Puis chaque tranche principale est divisée en
plusieurs tranches secondaires où les équations physiques présentées dans cette partie seront
résolues.
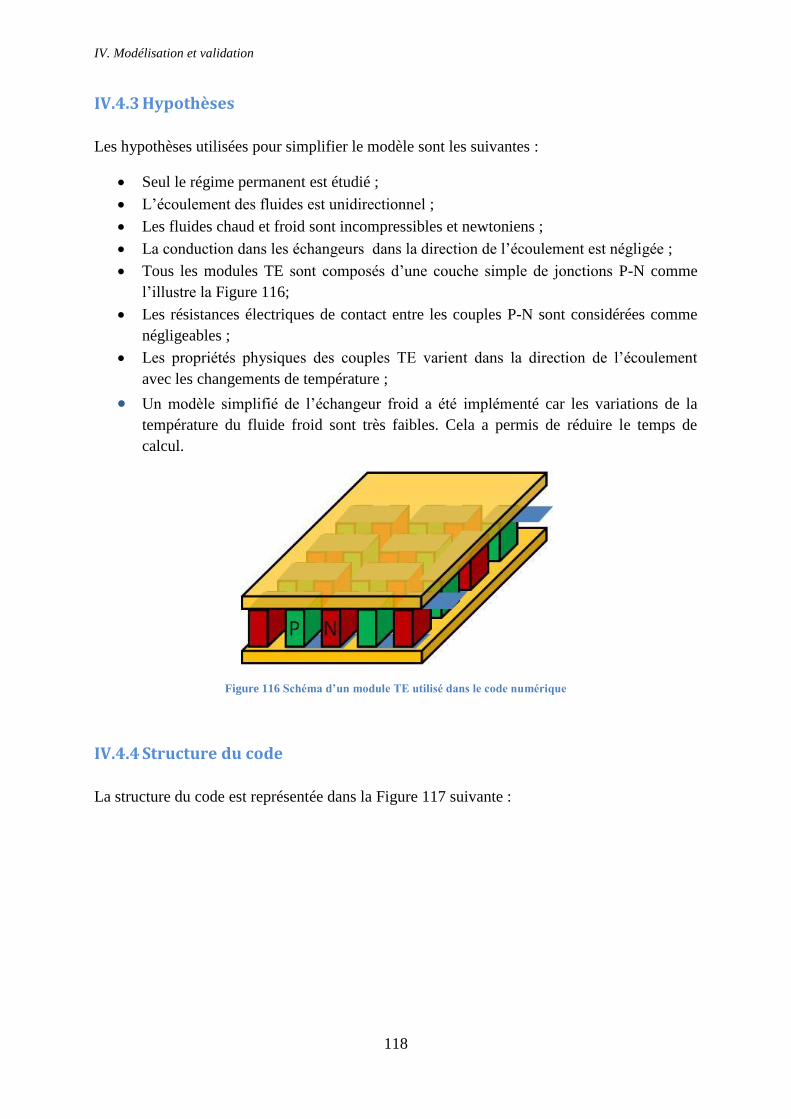
IV. Modélisation et validation
118
IV.4.3 Hypothèses
Les hypothèses utilisées pour simplifier le modèle sont les suivantes :
Seul le régime permanent est étudié ;
L’écoulement des fluides est unidirectionnel ;
Les fluides chaud et froid sont incompressibles et newtoniens ;
La conduction dans les échangeurs dans la direction de l’écoulement est négligée ;
Tous les modules TE sont composés d’une couche simple de jonctions P-N comme
l’illustre la Figure 116;
Les résistances électriques de contact entre les couples P-N sont considérées comme
négligeables ;
Les propriétés physiques des couples TE varient dans la direction de l’écoulement
avec les changements de température ;
Un modèle simplifié de l’échangeur froid a été implémenté car les variations de la
température du fluide froid sont très faibles. Cela a permis de réduire le temps de
calcul.
Figure 116 Schéma d’un module TE utilisé dans le code numérique
IV.4.4 Structure du code
La structure du code est représentée dans la Figure 117 suivante :
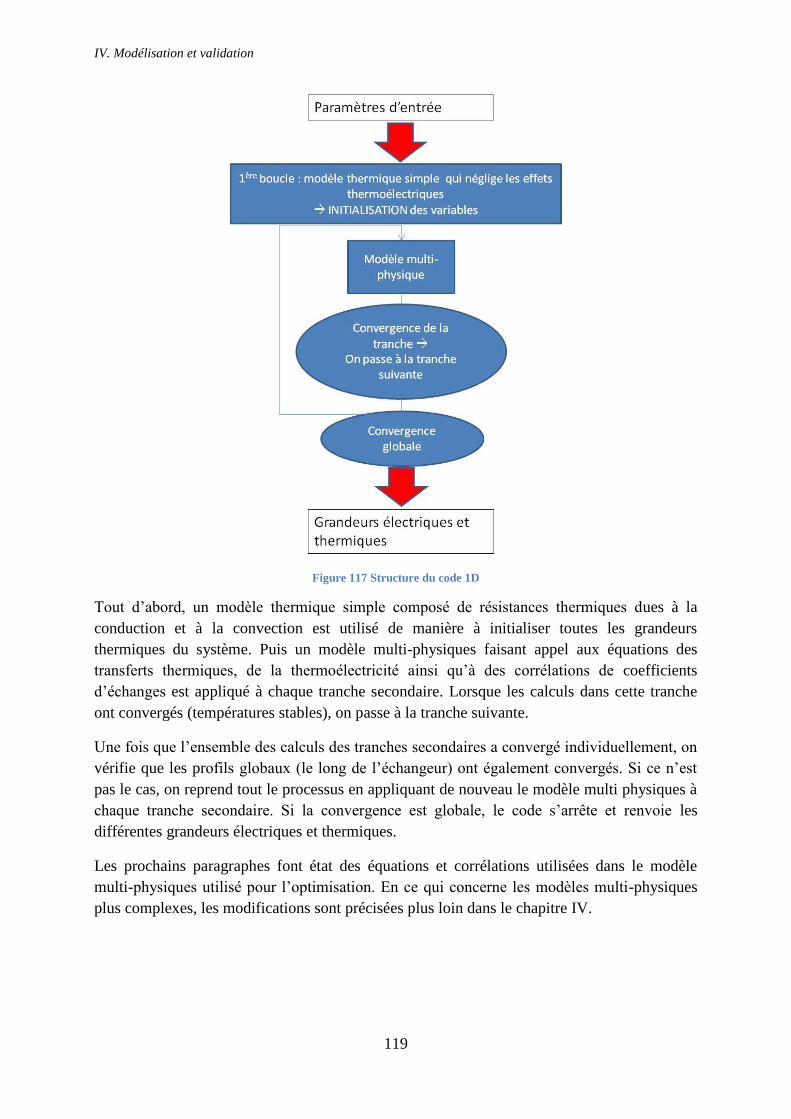
IV. Modélisation et validation
119
Figure 117 Structure du code 1D
Tout d’abord, un modèle thermique simple composé de résistances thermiques dues à la
conduction et à la convection est utilisé de manière à initialiser toutes les grandeurs
thermiques du système. Puis un modèle multi-physiques faisant appel aux équations des
transferts thermiques, de la thermoélectricité ainsi qu’à des corrélations de coefficients
d’échanges est appliqué à chaque tranche secondaire. Lorsque les calculs dans cette tranche
ont convergés (températures stables), on passe à la tranche suivante.
Une fois que l’ensemble des calculs des tranches secondaires a convergé individuellement, on
vérifie que les profils globaux (le long de l’échangeur) ont également convergés. Si ce n’est
pas le cas, on reprend tout le processus en appliquant de nouveau le modèle multi physiques à
chaque tranche secondaire. Si la convergence est globale, le code s’arrête et renvoie les
différentes grandeurs électriques et thermiques.
Les prochains paragraphes font état des équations et corrélations utilisées dans le modèle
multi-physiques utilisé pour l’optimisation. En ce qui concerne les modèles multi-physiques
plus complexes, les modifications sont précisées plus loin dans le chapitre IV.

IV. Modélisation et validation
120
IV.4.5 Transferts thermiques
Nous avons choisi de diviser cette partie en deux, tout d’abord nous aborderons le cœur du
TEG, puis nous expliquerons comment les échanges avec l’air ambiant sont pris en compte.
IV.4.5.1 Intérieur du TEG
En utilisant les hypothèses citées précédemment, on peut écrire les équations de conservation
d’énergie thermique pour les fluides chaud et froid comme suit :
IV-16
IV-17
Où ρ, Cp, u et T sont respectivement la masse volumique, la chaleur spécifique, la vitesse et la
température du fluide. Les indices C et F correspondent au fluide côté chaud et côté froid. QC
est le flux de chaleur prélevé au fluide chaud et QF est le flux de chaleur transféré au fluide
froid. y représente la position le long de l’échangeur dans la direction de l’écoulement du gaz
chaud.
Figure 118 Coupe du système représentant la localisation des différentes températures
Six températures sont calculées dans chaque volume de contrôle (Figure 118): les
températures des fluides côtés chaud et froid (TC et TF), les températures de surface des parois
chaude et froide (TC,par et TF,par) et les températures des couples TE côté chaud et froid (TC,co
et TF,co). Pour faire ce calcul, un modèle équivalent électrique utilisant les résistances
thermiques a été construit pour chaque surface secondaire (indice k) comme le montre la
Figure 119.
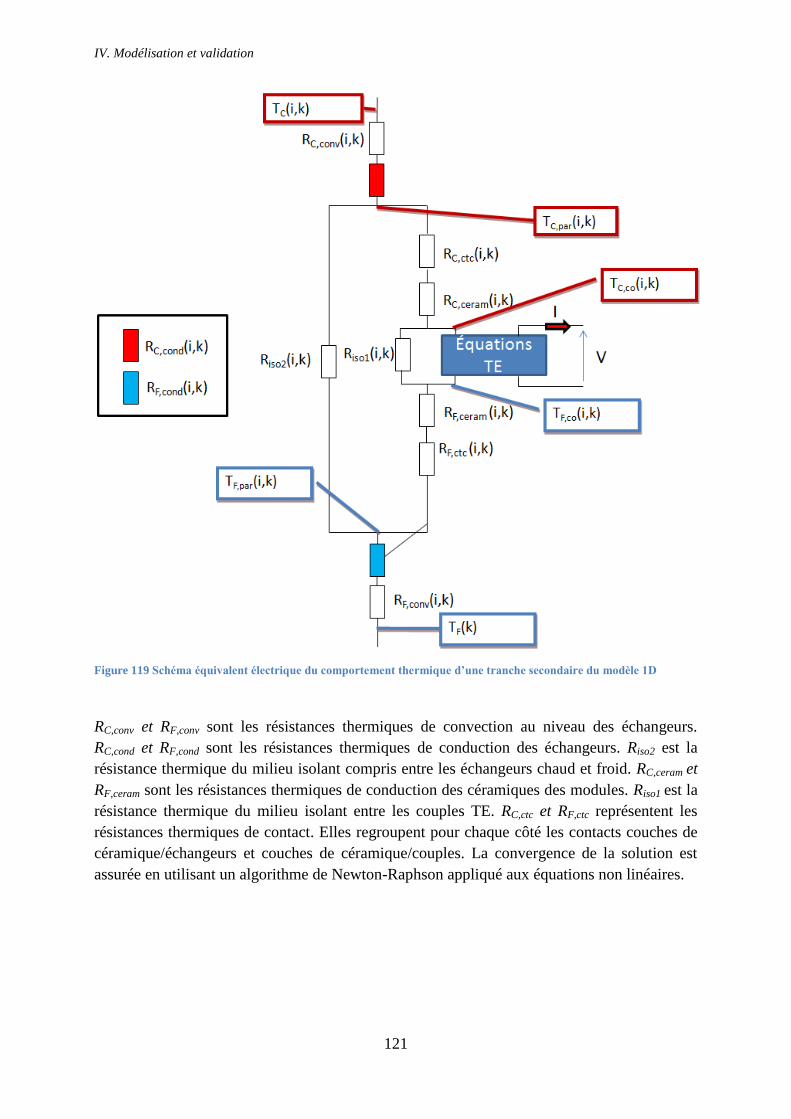
IV. Modélisation et validation
121
Figure 119 Schéma équivalent électrique du comportement thermique d’une tranche secondaire du modèle 1D
RC,conv et RF,conv sont les résistances thermiques de convection au niveau des échangeurs.
RC,cond et RF,cond sont les résistances thermiques de conduction des échangeurs. Riso2 est la
résistance thermique du milieu isolant compris entre les échangeurs chaud et froid. RC,ceram et
RF,ceram sont les résistances thermiques de conduction des céramiques des modules. Riso1 est la
résistance thermique du milieu isolant entre les couples TE. RC,ctc et RF,ctc représentent les
résistances thermiques de contact. Elles regroupent pour chaque côté les contacts couches de
céramique/échangeurs et couches de céramique/couples. La convergence de la solution est
assurée en utilisant un algorithme de Newton-Raphson appliqué aux équations non linéaires.
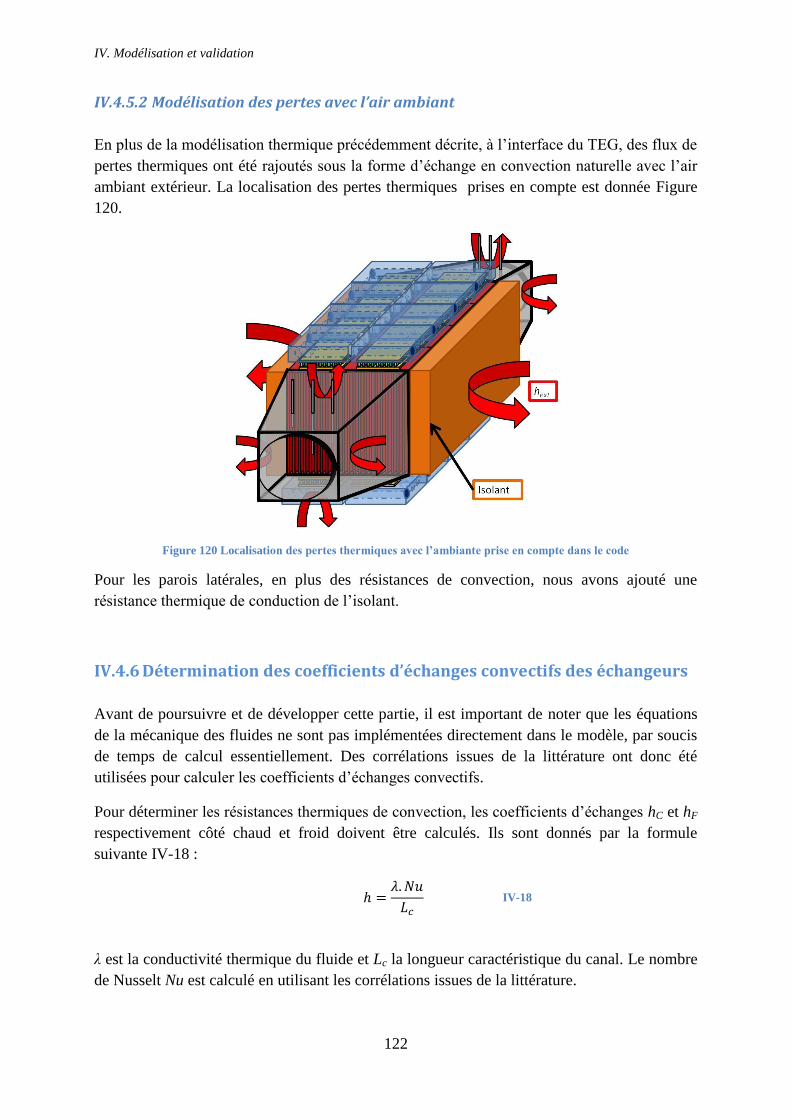
IV. Modélisation et validation
122
IV.4.5.2 Modélisation des pertes avec l’air ambiant
En plus de la modélisation thermique précédemment décrite, à l’interface du TEG, des flux de
pertes thermiques ont été rajoutés sous la forme d’échange en convection naturelle avec l’air
ambiant extérieur. La localisation des pertes thermiques prises en compte est donnée Figure
120.
Figure 120 Localisation des pertes thermiques avec l’ambiante prise en compte dans le code
Pour les parois latérales, en plus des résistances de convection, nous avons ajouté une
résistance thermique de conduction de l’isolant.
IV.4.6 Détermination des coefficients d’échanges convectifs des échangeurs
Avant de poursuivre et de développer cette partie, il est important de noter que les équations
de la mécanique des fluides ne sont pas implémentées directement dans le modèle, par soucis
de temps de calcul essentiellement. Des corrélations issues de la littérature ont donc été
utilisées pour calculer les coefficients d’échanges convectifs.
Pour déterminer les résistances thermiques de convection, les coefficients d’échanges hC et hF
respectivement côté chaud et froid doivent être calculés. Ils sont donnés par la formule
suivante IV-18 :
IV-18
λ est la conductivité thermique du fluide et Lc la longueur caractéristique du canal. Le nombre
de Nusselt Nu est calculé en utilisant les corrélations issues de la littérature.
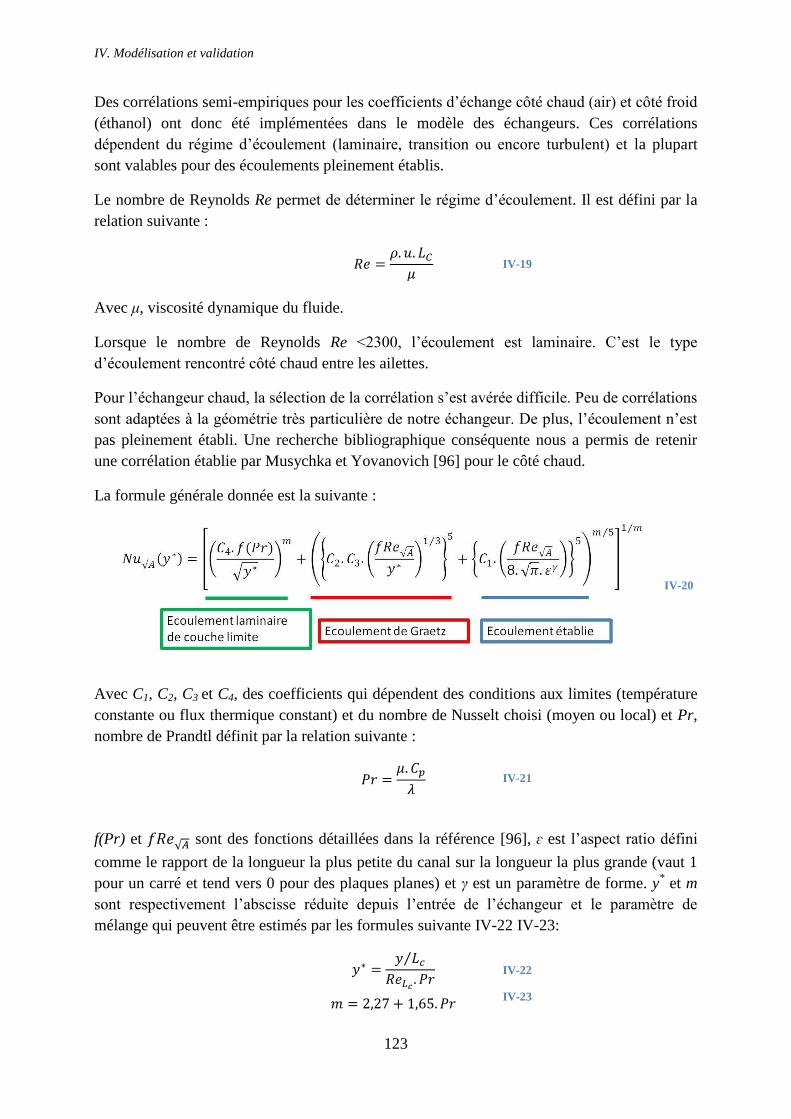
IV. Modélisation et validation
123
Des corrélations semi-empiriques pour les coefficients d’échange côté chaud (air) et côté froid
(éthanol) ont donc été implémentées dans le modèle des échangeurs. Ces corrélations
dépendent du régime d’écoulement (laminaire, transition ou encore turbulent) et la plupart
sont valables pour des écoulements pleinement établis.
Le nombre de Reynolds Re permet de déterminer le régime d’écoulement. Il est défini par la
relation suivante :
IV-19
Avec μ, viscosité dynamique du fluide.
Lorsque le nombre de Reynolds Re <2300, l’écoulement est laminaire. C’est le type
d’écoulement rencontré côté chaud entre les ailettes.
Pour l’échangeur chaud, la sélection de la corrélation s’est avérée difficile. Peu de corrélations
sont adaptées à la géométrie très particulière de notre échangeur. De plus, l’écoulement n’est
pas pleinement établi. Une recherche bibliographique conséquente nous a permis de retenir
une corrélation établie par Musychka et Yovanovich [96] pour le côté chaud.
La formule générale donnée est la suivante :
IV-20
Avec C1, C2, C3 et C4, des coefficients qui dépendent des conditions aux limites (température
constante ou flux thermique constant) et du nombre de Nusselt choisi (moyen ou local) et Pr,
nombre de Prandtl définit par la relation suivante :
IV-21
f(Pr) et sont des fonctions détaillées dans la référence [96], ɛ est l’aspect ratio défini
comme le rapport de la longueur la plus petite du canal sur la longueur la plus grande (vaut 1
pour un carré et tend vers 0 pour des plaques planes) et γ est un paramètre de forme. y* et m
sont respectivement l’abscisse réduite depuis l’entrée de l’échangeur et le paramètre de
mélange qui peuvent être estimés par les formules suivante IV-22 IV-23:
IV-22
IV-23
IV. Modélisation et validation
124
Ce modèle permet de prendre en compte l’écoulement établi, l’écoulement de Graetz (profils
de vitesse établis et profils de température en cours d’établissement) et l’écoulement de
couche limite (profils de vitesse et de température en cours d’établissement), trois
écoulements qui ont leur spécificité et donc une dépendance particulière. Le Tableau 17
donne les valeurs des différentes constantes retenues :
Tableau 17 Constantes retenues pour la corrélation de l’échangeur chaud
Constante Valeur Signification/Explication
C1 3,24 Température constante
C2 1,5 Nusselt moyen
C3 0,409 Température constante
C4 2 Nusselt moyen
γ entre -0,3 et 0,1
La corrélation de Gnielinski [97] est utilisée pour un nombre de Reynolds compris entre
2300≤Re≤5x106(régime de transition et turbulent) :
IV-24
IV-25
f est le coefficient de perte de charge, Pr est le nombre de Prandtl compris entre 0,5≤Pr≤106.
Pour le côté froid, le régime d’écoulement est turbulent et la corrélation de Colburn est
utilisée :
IV-26
IV.4.7 Code 2D
Comme l’a fait apparaitre la campagne expérimentale, un code 2D est nécessaire pour prendre
en compte la position latérale des modules thermoélectriques (suivant axe x). Ne seront
présentées dans cette partie que les différences apportées par le code 2D par rapport aux codes
précédemment décrits.
Il s’agit du même découpage que précédemment avec l’ajout d’un découpage latéral. Ce
nouveau découpage amène le schéma équivalent électrique de la Figure 121.
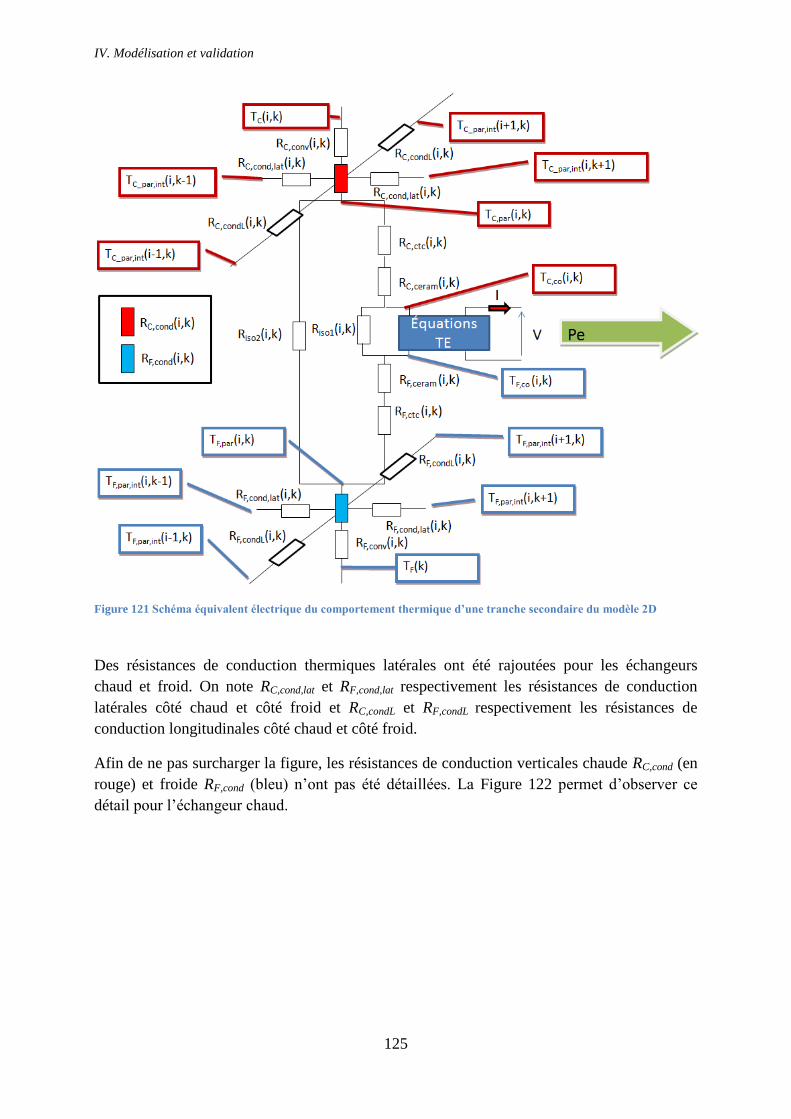
IV. Modélisation et validation
125
Figure 121 Schéma équivalent électrique du comportement thermique d’une tranche secondaire du modèle 2D
Des résistances de conduction thermiques latérales ont été rajoutées pour les échangeurs
chaud et froid. On note RC,cond,lat et RF,cond,lat respectivement les résistances de conduction
latérales côté chaud et côté froid et RC,condL et RF,condL respectivement les résistances de
conduction longitudinales côté chaud et côté froid.
Afin de ne pas surcharger la figure, les résistances de conduction verticales chaude RC,cond (en
rouge) et froide RF,cond (bleu) n’ont pas été détaillées. La Figure 122 permet d’observer ce
détail pour l’échangeur chaud.
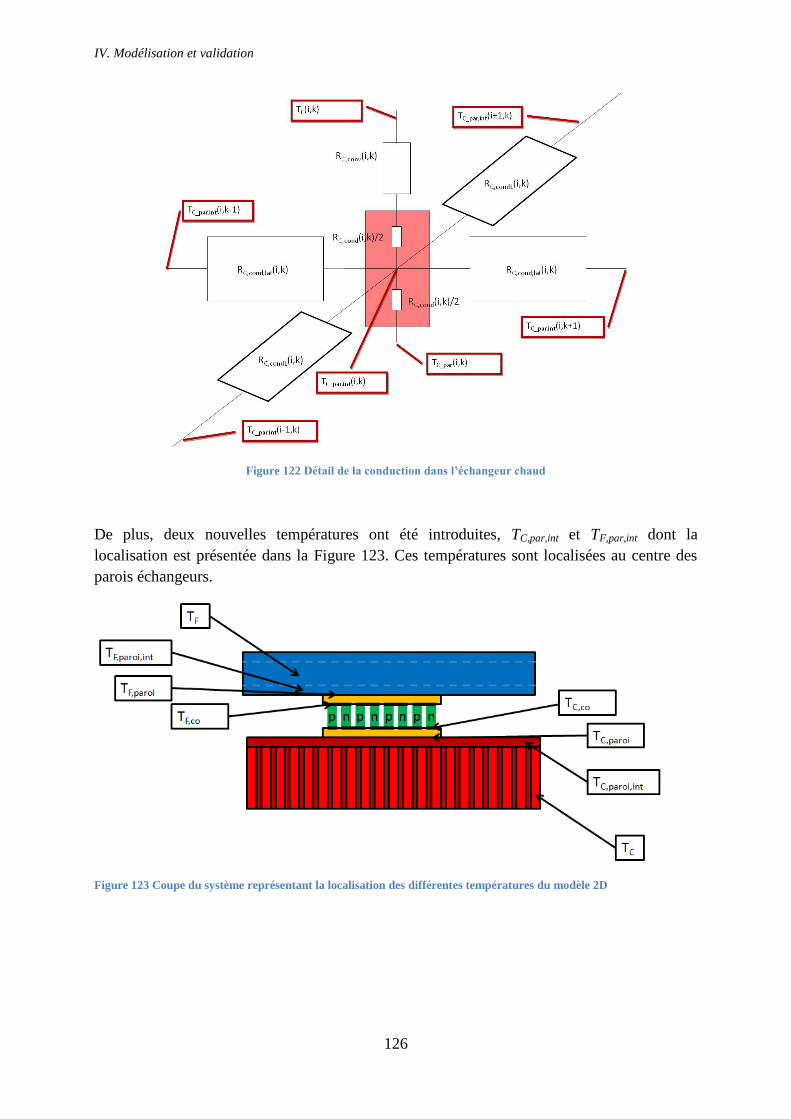
IV. Modélisation et validation
126
Figure 122 Détail de la conduction dans l’échangeur chaud
De plus, deux nouvelles températures ont été introduites, TC,par,int et TF,par,int dont la
localisation est présentée dans la Figure 123. Ces températures sont localisées au centre des
parois échangeurs.
Figure 123 Coupe du système représentant la localisation des différentes températures du modèle 2D
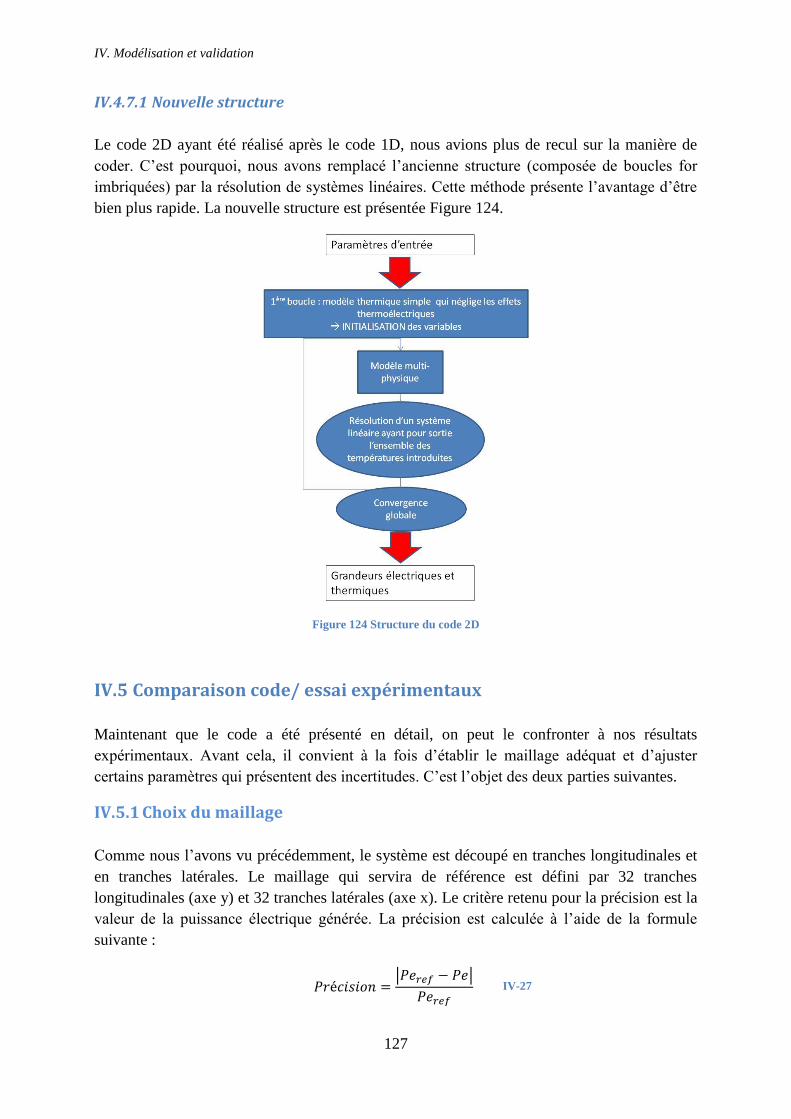
IV. Modélisation et validation
127
IV.4.7.1 Nouvelle structure
Le code 2D ayant été réalisé après le code 1D, nous avions plus de recul sur la manière de
coder. C’est pourquoi, nous avons remplacé l’ancienne structure (composée de boucles for
imbriquées) par la résolution de systèmes linéaires. Cette méthode présente l’avantage d’être
bien plus rapide. La nouvelle structure est présentée Figure 124.
Figure 124 Structure du code 2D
IV.5 Comparaison code/ essai expérimentaux
Maintenant que le code a été présenté en détail, on peut le confronter à nos résultats
expérimentaux. Avant cela, il convient à la fois d’établir le maillage adéquat et d’ajuster
certains paramètres qui présentent des incertitudes. C’est l’objet des deux parties suivantes.
IV.5.1 Choix du maillage
Comme nous l’avons vu précédemment, le système est découpé en tranches longitudinales et
en tranches latérales. Le maillage qui servira de référence est défini par 32 tranches
longitudinales (axe y) et 32 tranches latérales (axe x). Le critère retenu pour la précision est la
valeur de la puissance électrique générée. La précision est calculée à l’aide de la formule
suivante :
IV-27
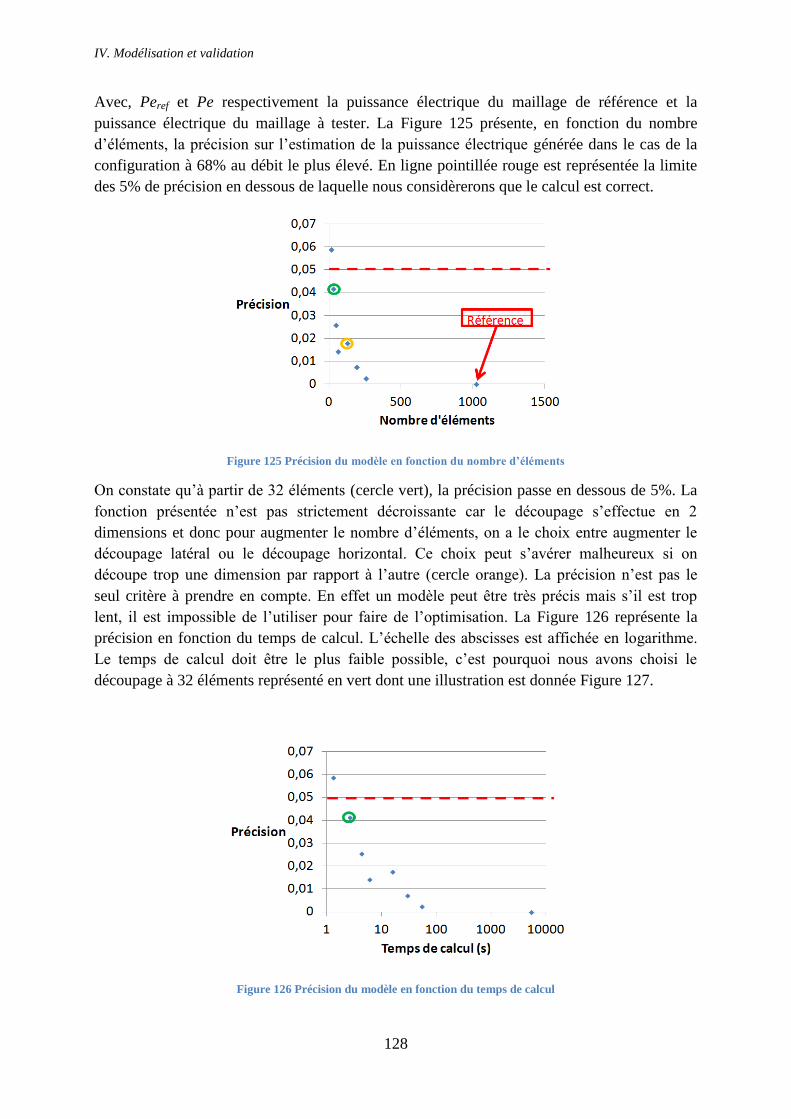
IV. Modélisation et validation
128
Avec, Peref et Pe respectivement la puissance électrique du maillage de référence et la
puissance électrique du maillage à tester. La Figure 125 présente, en fonction du nombre
d’éléments, la précision sur l’estimation de la puissance électrique générée dans le cas de la
configuration à 68% au débit le plus élevé. En ligne pointillée rouge est représentée la limite
des 5% de précision en dessous de laquelle nous considèrerons que le calcul est correct.
Figure 125 Précision du modèle en fonction du nombre d’éléments
On constate qu’à partir de 32 éléments (cercle vert), la précision passe en dessous de 5%. La
fonction présentée n’est pas strictement décroissante car le découpage s’effectue en 2
dimensions et donc pour augmenter le nombre d’éléments, on a le choix entre augmenter le
découpage latéral ou le découpage horizontal. Ce choix peut s’avérer malheureux si on
découpe trop une dimension par rapport à l’autre (cercle orange). La précision n’est pas le
seul critère à prendre en compte. En effet un modèle peut être très précis mais s’il est trop
lent, il est impossible de l’utiliser pour faire de l’optimisation. La Figure 126 représente la
précision en fonction du temps de calcul. L’échelle des abscisses est affichée en logarithme.
Le temps de calcul doit être le plus faible possible, c’est pourquoi nous avons choisi le
découpage à 32 éléments représenté en vert dont une illustration est donnée Figure 127.
Figure 126 Précision du modèle en fonction du temps de calcul
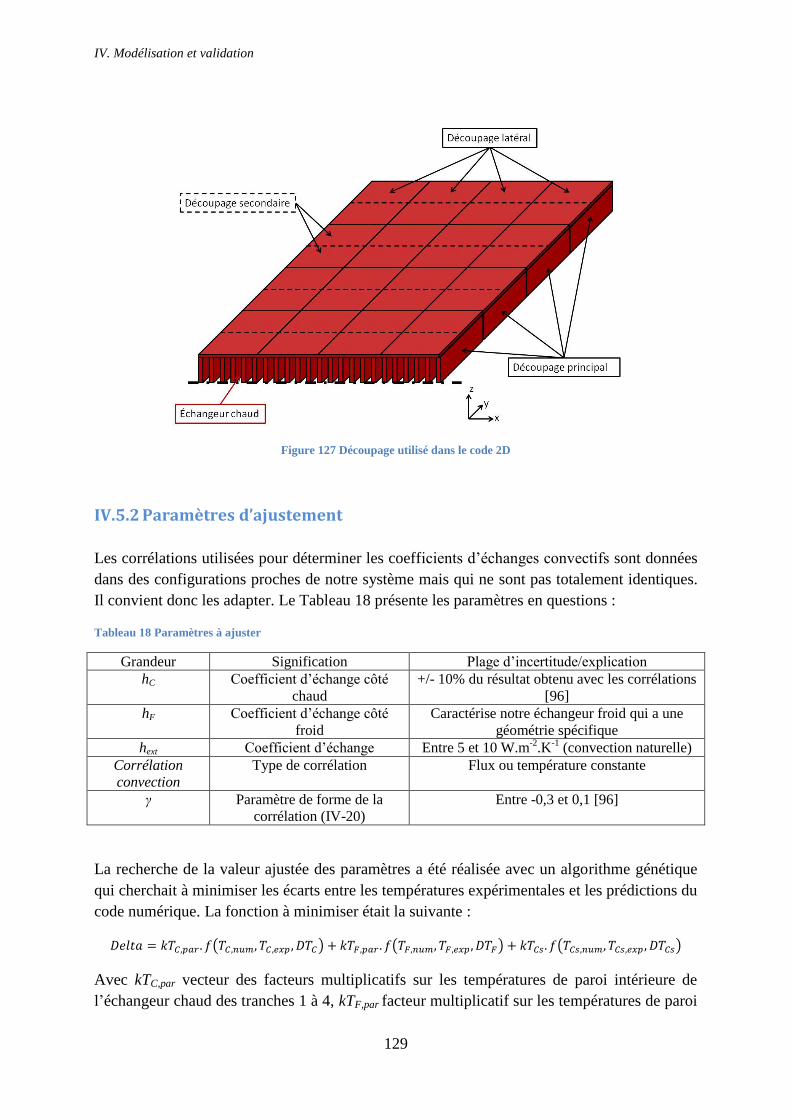
IV. Modélisation et validation
129
Figure 127 Découpage utilisé dans le code 2D
IV.5.2 Paramètres d’ajustement
Les corrélations utilisées pour déterminer les coefficients d’échanges convectifs sont données
dans des configurations proches de notre système mais qui ne sont pas totalement identiques.
Il convient donc les adapter. Le Tableau 18 présente les paramètres en questions :
Tableau 18 Paramètres à ajuster
Grandeur Signification Plage d’incertitude/explication
hC Coefficient d’échange côté
chaud
+/- 10% du résultat obtenu avec les corrélations
[96]
hF Coefficient d’échange côté
froid
Caractérise notre échangeur froid qui a une
géométrie spécifique
hext Coefficient d’échange Entre 5 et 10 W.m-2
.K-1
(convection naturelle)
Corrélation
convection
Type de corrélation Flux ou température constante
γ Paramètre de forme de la
corrélation (IV-20)
Entre -0,3 et 0,1 [96]
La recherche de la valeur ajustée des paramètres a été réalisée avec un algorithme génétique
qui cherchait à minimiser les écarts entre les températures expérimentales et les prédictions du
code numérique. La fonction à minimiser était la suivante :
Avec kTC,par vecteur des facteurs multiplicatifs sur les températures de paroi intérieure de
l’échangeur chaud des tranches 1 à 4, kTF,par facteur multiplicatif sur les températures de paroi

IV. Modélisation et validation
130
intérieure de l’échangeur froid et kTCs facteur multiplicatif sur la température de sortie du gaz
et f, fonction qui traduit la qualité pour un paramètre en particulier définit comme ci-dessous :
Avec Xnum vecteur des prédictions du code, Xexp vecteur des mesures expérimentales et DX
vecteur des incertitudes. Le tableau ci-dessous donne les valeurs choisies pour ces
coefficients :
Tableau 19 Valeur des coefficients de la fonction Deltatemp
kTC,par kTF,par kTCs [16, 8, 8, 8] 16 16
Nous avons augmenté le poids de la première tranche pour la paroi intérieure car il nous a
semblé judicieux de favoriser une bonne concordance du code dès la première tranche, zone
d’écoulement non établi et où la puissance produite sera dans tous les cas la plus importante.
Le Tableau 20 présente les résultats pour ces paramètres :
Tableau 20 Résultat de la recherche de la valeur adaptée des paramètres
hC hF hext Corrélation convection γ
-10% x2 5 W.m-2
.K-1
Température constante 0
Le coefficient de convection côté froid a été doublé de manière à prendre en compte la
spécificité de notre échangeur froid. En effet, la corrélation utilisée (équation IV-20)
considère un canal droit et ne prend pas en compte les différents coudes à 90° qui augmentent
les échanges.
Les valeurs adaptées des autres coefficients montrent que pour hc, la corrélation retenue est
valable si une température constante est retenue comme condition limite et si la valeur de est
nulle. Quant à la valeur de hext, l’ordre de grandeur obtenu est conforme au phénomène
rencontré (convection naturelle avec le milieu ambiant).
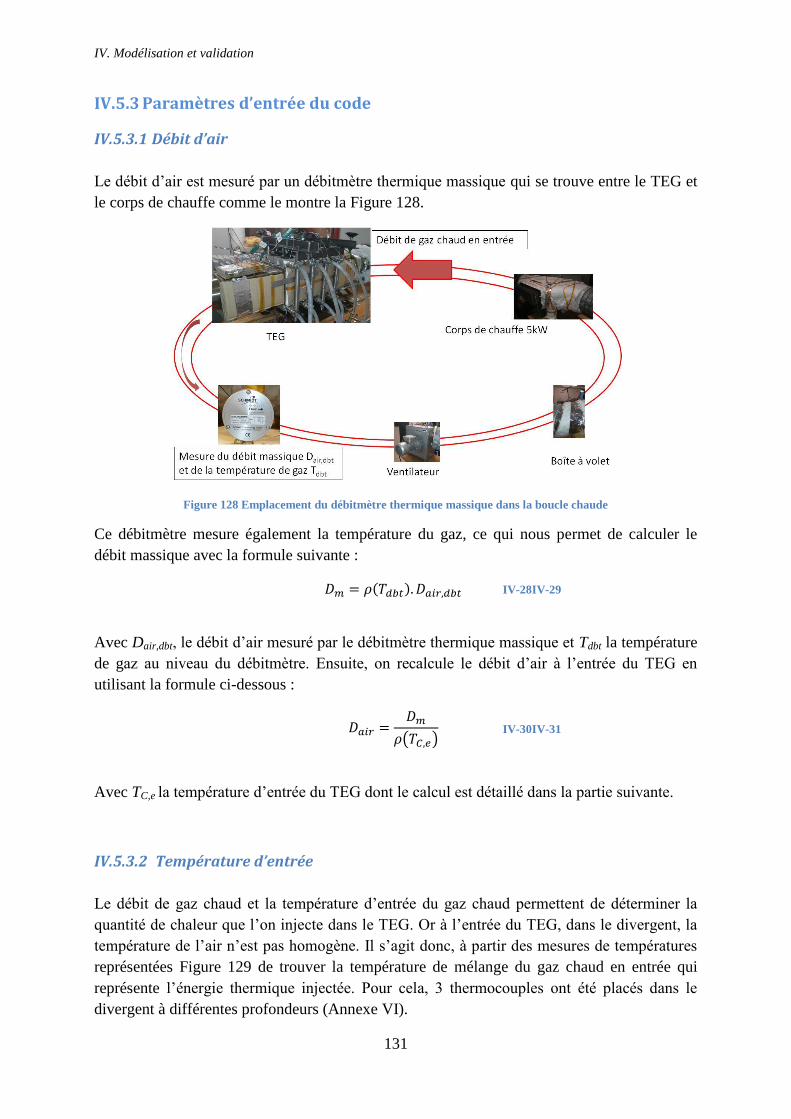
IV. Modélisation et validation
131
IV.5.3 Paramètres d’entrée du code
IV.5.3.1 Débit d’air
Le débit d’air est mesuré par un débitmètre thermique massique qui se trouve entre le TEG et
le corps de chauffe comme le montre la Figure 128.
Figure 128 Emplacement du débitmètre thermique massique dans la boucle chaude
Ce débitmètre mesure également la température du gaz, ce qui nous permet de calculer le
débit massique avec la formule suivante :
IV-28IV-29
Avec Dair,dbt, le débit d’air mesuré par le débitmètre thermique massique et Tdbt la température
de gaz au niveau du débitmètre. Ensuite, on recalcule le débit d’air à l’entrée du TEG en
utilisant la formule ci-dessous :
IV-30IV-31
Avec TC,e la température d’entrée du TEG dont le calcul est détaillé dans la partie suivante.
IV.5.3.2 Température d’entrée
Le débit de gaz chaud et la température d’entrée du gaz chaud permettent de déterminer la
quantité de chaleur que l’on injecte dans le TEG. Or à l’entrée du TEG, dans le divergent, la
température de l’air n’est pas homogène. Il s’agit donc, à partir des mesures de températures
représentées Figure 129 de trouver la température de mélange du gaz chaud en entrée qui
représente l’énergie thermique injectée. Pour cela, 3 thermocouples ont été placés dans le
divergent à différentes profondeurs (Annexe VI).
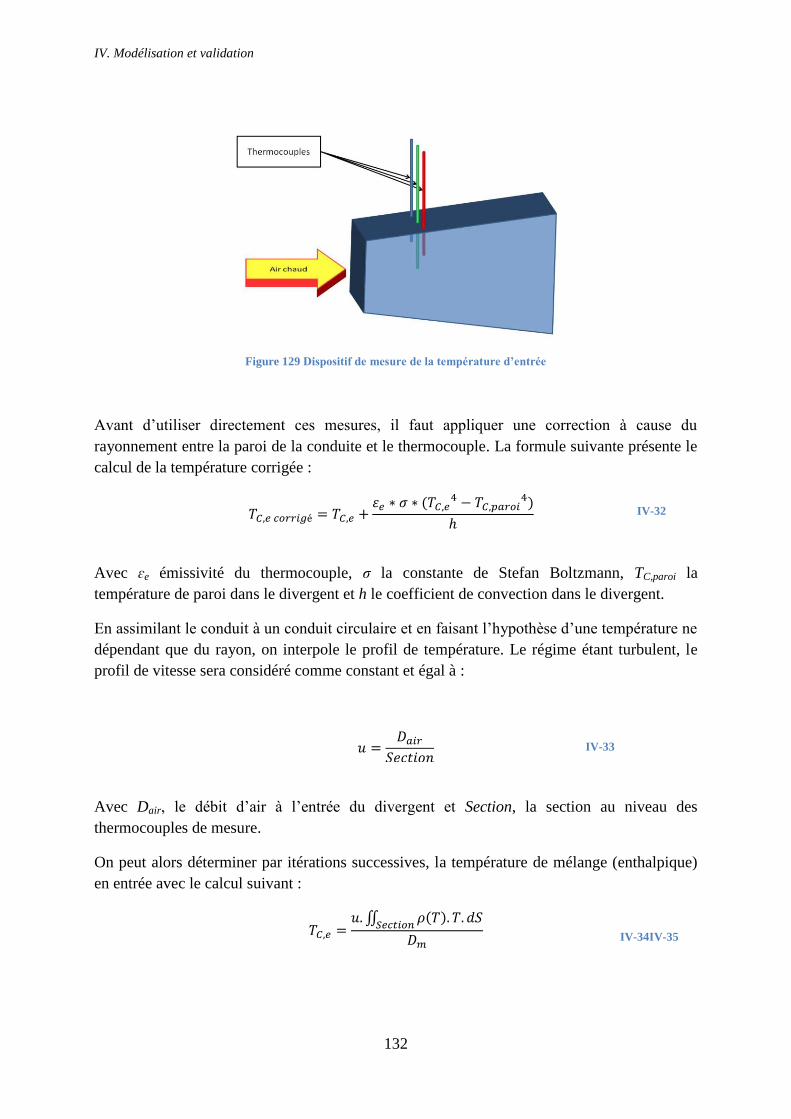
IV. Modélisation et validation
132
Figure 129 Dispositif de mesure de la température d’entrée
Avant d’utiliser directement ces mesures, il faut appliquer une correction à cause du
rayonnement entre la paroi de la conduite et le thermocouple. La formule suivante présente le
calcul de la température corrigée :
IV-32
Avec ɛe émissivité du thermocouple, σ la constante de Stefan Boltzmann, TC,paroi la
température de paroi dans le divergent et h le coefficient de convection dans le divergent.
En assimilant le conduit à un conduit circulaire et en faisant l’hypothèse d’une température ne
dépendant que du rayon, on interpole le profil de température. Le régime étant turbulent, le
profil de vitesse sera considéré comme constant et égal à :
IV-33
Avec Dair, le débit d’air à l’entrée du divergent et Section, la section au niveau des
thermocouples de mesure.
On peut alors déterminer par itérations successives, la température de mélange (enthalpique)
en entrée avec le calcul suivant :
IV-34IV-35
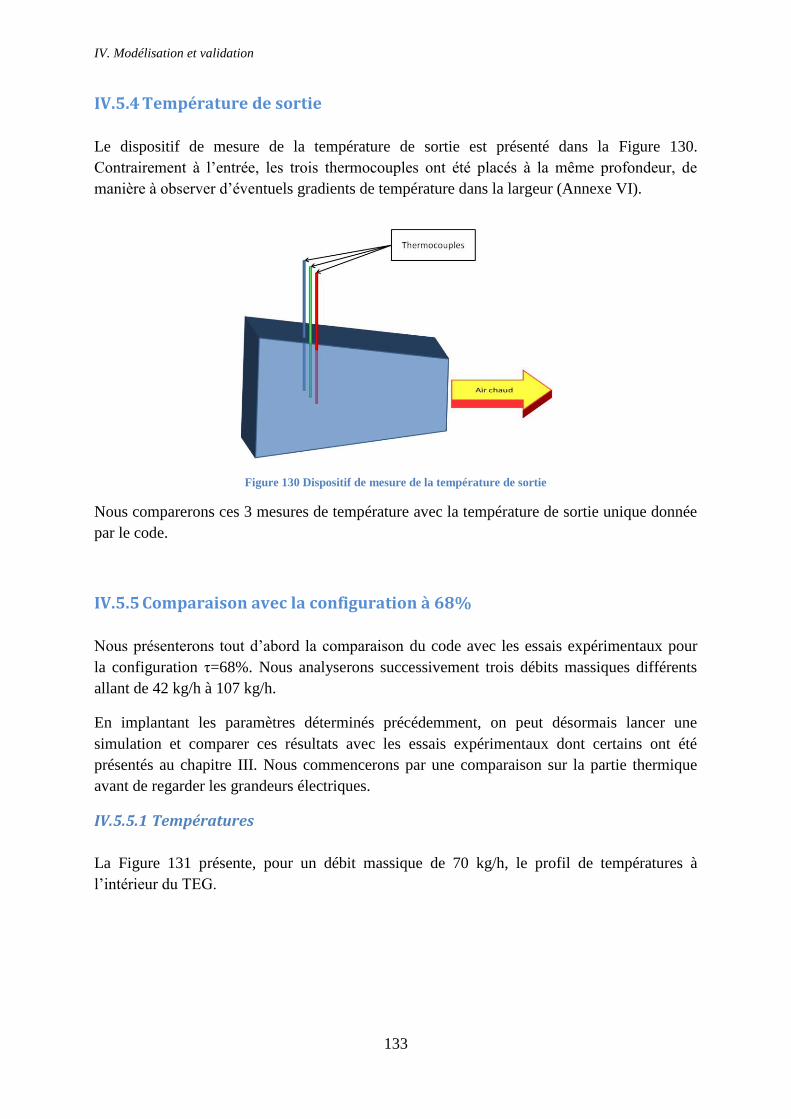
IV. Modélisation et validation
133
IV.5.4 Température de sortie
Le dispositif de mesure de la température de sortie est présenté dans la Figure 130.
Contrairement à l’entrée, les trois thermocouples ont été placés à la même profondeur, de
manière à observer d’éventuels gradients de température dans la largeur (Annexe VI).
Figure 130 Dispositif de mesure de la température de sortie
Nous comparerons ces 3 mesures de température avec la température de sortie unique donnée
par le code.
IV.5.5 Comparaison avec la configuration à 68%
Nous présenterons tout d’abord la comparaison du code avec les essais expérimentaux pour
la configuration τ=68%. Nous analyserons successivement trois débits massiques différents
allant de 42 kg/h à 107 kg/h.
En implantant les paramètres déterminés précédemment, on peut désormais lancer une
simulation et comparer ces résultats avec les essais expérimentaux dont certains ont été
présentés au chapitre III. Nous commencerons par une comparaison sur la partie thermique
avant de regarder les grandeurs électriques.
IV.5.5.1 Températures
La Figure 131 présente, pour un débit massique de 70 kg/h, le profil de températures à
l’intérieur du TEG.
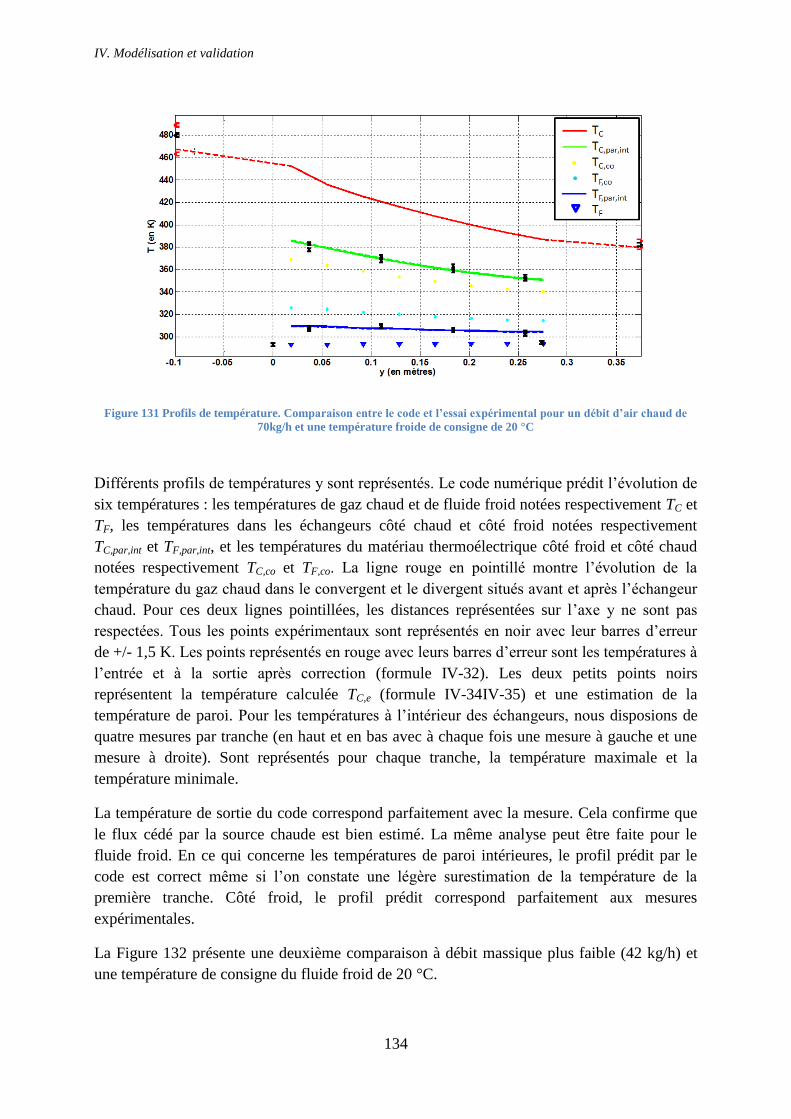
IV. Modélisation et validation
134
Figure 131 Profils de température. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de
70kg/h et une température froide de consigne de 20 °C
Différents profils de températures y sont représentés. Le code numérique prédit l’évolution de
six températures : les températures de gaz chaud et de fluide froid notées respectivement TC et
TF, les températures dans les échangeurs côté chaud et côté froid notées respectivement
TC,par,int et TF,par,int, et les températures du matériau thermoélectrique côté froid et côté chaud
notées respectivement TC,co et TF,co. La ligne rouge en pointillé montre l’évolution de la
température du gaz chaud dans le convergent et le divergent situés avant et après l’échangeur
chaud. Pour ces deux lignes pointillées, les distances représentées sur l’axe y ne sont pas
respectées. Tous les points expérimentaux sont représentés en noir avec leur barres d’erreur
de +/- 1,5 K. Les points représentés en rouge avec leurs barres d’erreur sont les températures à
l’entrée et à la sortie après correction (formule IV-32). Les deux petits points noirs
représentent la température calculée TC,e (formule IV-34IV-35) et une estimation de la
température de paroi. Pour les températures à l’intérieur des échangeurs, nous disposions de
quatre mesures par tranche (en haut et en bas avec à chaque fois une mesure à gauche et une
mesure à droite). Sont représentés pour chaque tranche, la température maximale et la
température minimale.
La température de sortie du code correspond parfaitement avec la mesure. Cela confirme que
le flux cédé par la source chaude est bien estimé. La même analyse peut être faite pour le
fluide froid. En ce qui concerne les températures de paroi intérieures, le profil prédit par le
code est correct même si l’on constate une légère surestimation de la température de la
première tranche. Côté froid, le profil prédit correspond parfaitement aux mesures
expérimentales.
La Figure 132 présente une deuxième comparaison à débit massique plus faible (42 kg/h) et
une température de consigne du fluide froid de 20 °C.
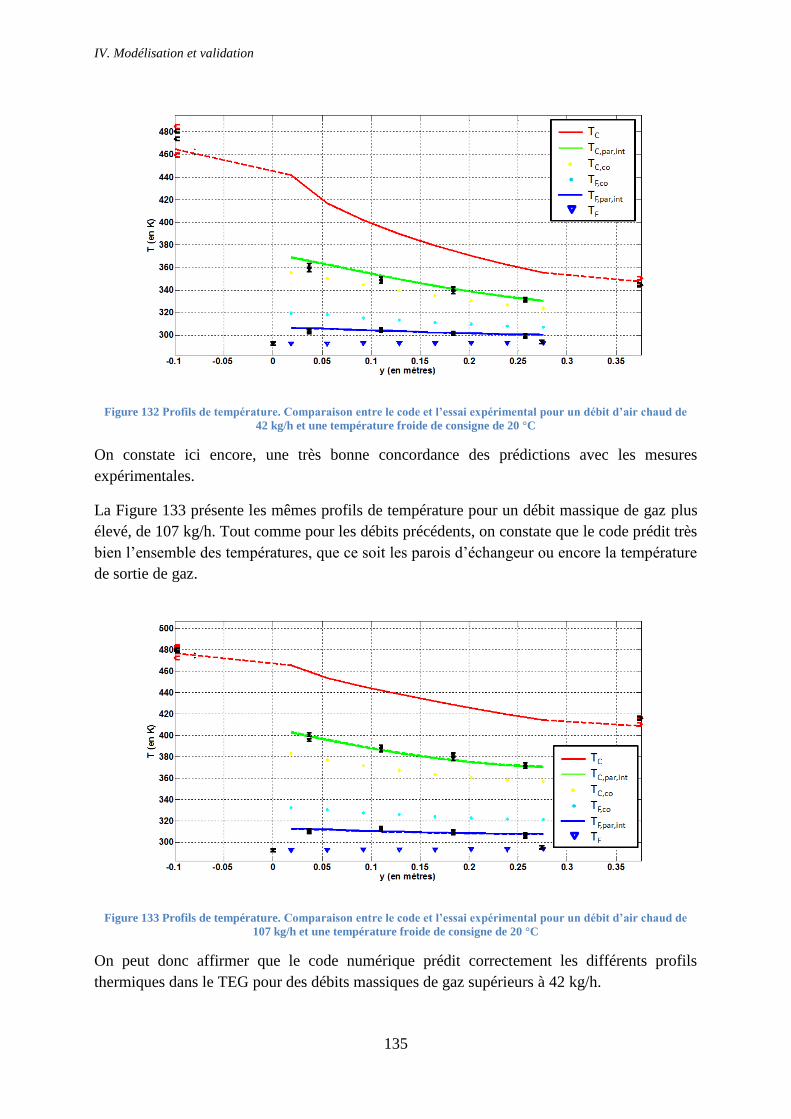
IV. Modélisation et validation
135
Figure 132 Profils de température. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de
42 kg/h et une température froide de consigne de 20 °C
On constate ici encore, une très bonne concordance des prédictions avec les mesures
expérimentales.
La Figure 133 présente les mêmes profils de température pour un débit massique de gaz plus
élevé, de 107 kg/h. Tout comme pour les débits précédents, on constate que le code prédit très
bien l’ensemble des températures, que ce soit les parois d’échangeur ou encore la température
de sortie de gaz.
Figure 133 Profils de température. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de
107 kg/h et une température froide de consigne de 20 °C
On peut donc affirmer que le code numérique prédit correctement les différents profils
thermiques dans le TEG pour des débits massiques de gaz supérieurs à 42 kg/h.
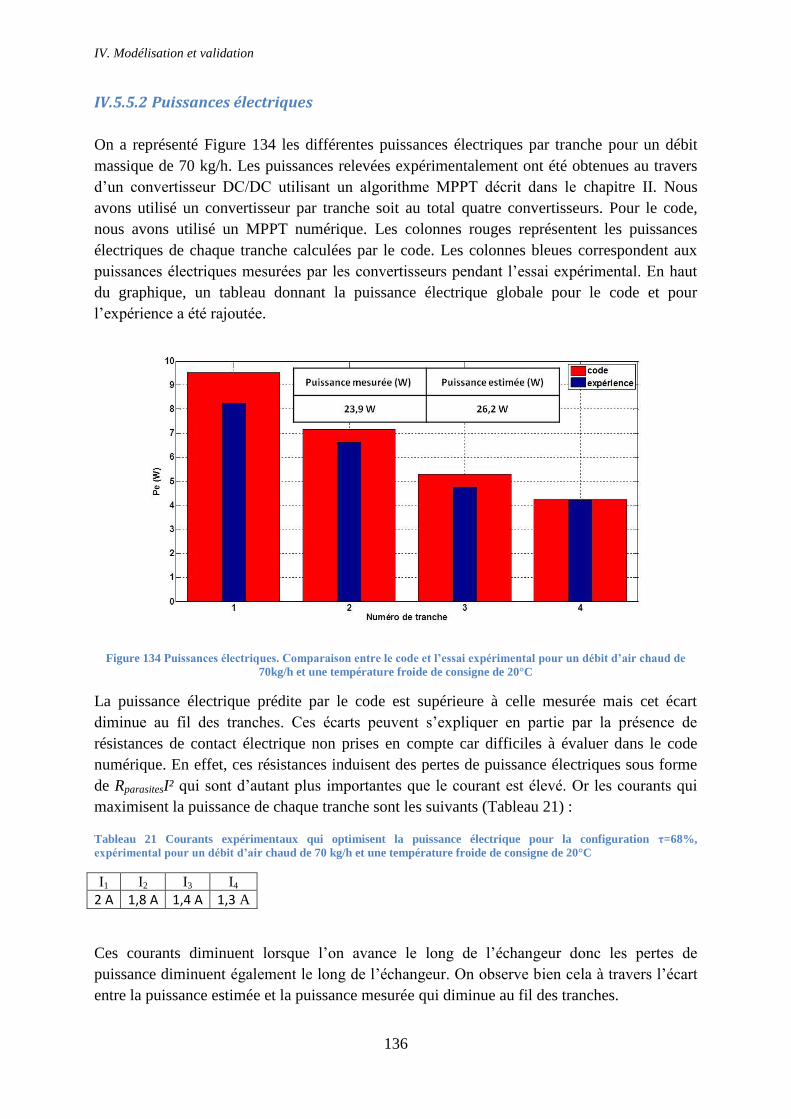
IV. Modélisation et validation
136
IV.5.5.2 Puissances électriques
On a représenté Figure 134 les différentes puissances électriques par tranche pour un débit
massique de 70 kg/h. Les puissances relevées expérimentalement ont été obtenues au travers
d’un convertisseur DC/DC utilisant un algorithme MPPT décrit dans le chapitre II. Nous
avons utilisé un convertisseur par tranche soit au total quatre convertisseurs. Pour le code,
nous avons utilisé un MPPT numérique. Les colonnes rouges représentent les puissances
électriques de chaque tranche calculées par le code. Les colonnes bleues correspondent aux
puissances électriques mesurées par les convertisseurs pendant l’essai expérimental. En haut
du graphique, un tableau donnant la puissance électrique globale pour le code et pour
l’expérience a été rajoutée.
Figure 134 Puissances électriques. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de
70kg/h et une température froide de consigne de 20°C
La puissance électrique prédite par le code est supérieure à celle mesurée mais cet écart
diminue au fil des tranches. Ces écarts peuvent s’expliquer en partie par la présence de
résistances de contact électrique non prises en compte car difficiles à évaluer dans le code
numérique. En effet, ces résistances induisent des pertes de puissance électriques sous forme
de RparasitesI² qui sont d’autant plus importantes que le courant est élevé. Or les courants qui
maximisent la puissance de chaque tranche sont les suivants (Tableau 21) :
Tableau 21 Courants expérimentaux qui optimisent la puissance électrique pour la configuration τ=68%,
expérimental pour un débit d’air chaud de 70 kg/h et une température froide de consigne de 20°C
I1 I2 I3 I4
2 A 1,8 A 1,4 A 1,3 A
Ces courants diminuent lorsque l’on avance le long de l’échangeur donc les pertes de
puissance diminuent également le long de l’échangeur. On observe bien cela à travers l’écart
entre la puissance estimée et la puissance mesurée qui diminue au fil des tranches.
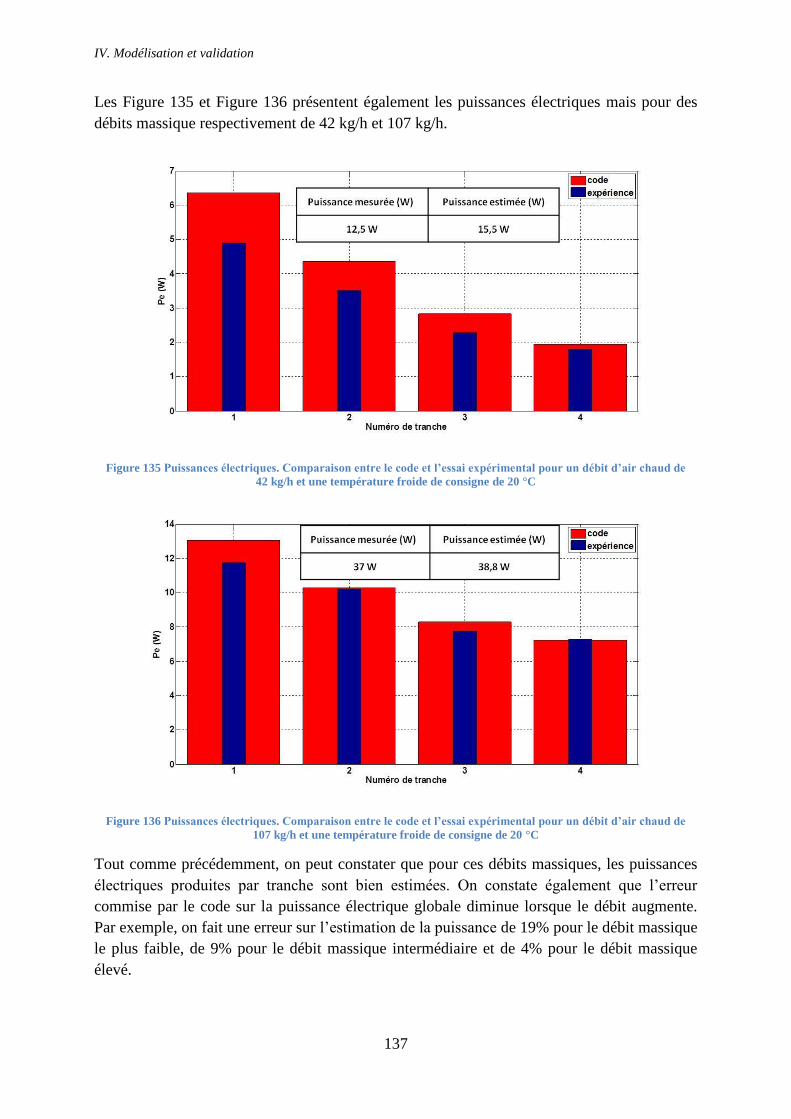
IV. Modélisation et validation
137
Les Figure 135 et Figure 136 présentent également les puissances électriques mais pour des
débits massique respectivement de 42 kg/h et 107 kg/h.
Figure 135 Puissances électriques. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de
42 kg/h et une température froide de consigne de 20 °C
Figure 136 Puissances électriques. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de
107 kg/h et une température froide de consigne de 20 °C
Tout comme précédemment, on peut constater que pour ces débits massiques, les puissances
électriques produites par tranche sont bien estimées. On constate également que l’erreur
commise par le code sur la puissance électrique globale diminue lorsque le débit augmente.
Par exemple, on fait une erreur sur l’estimation de la puissance de 19% pour le débit massique
le plus faible, de 9% pour le débit massique intermédiaire et de 4% pour le débit massique
élevé.
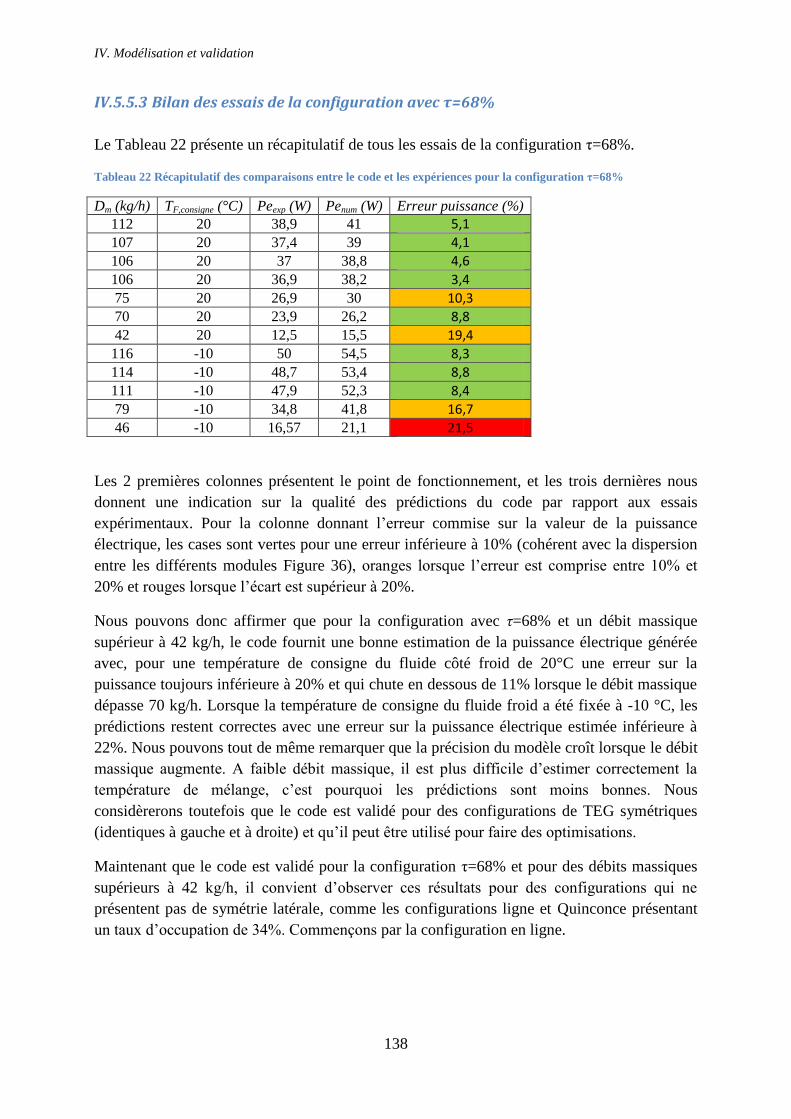
IV. Modélisation et validation
138
IV.5.5.3 Bilan des essais de la configuration avec τ=68%
Le Tableau 22 présente un récapitulatif de tous les essais de la configuration τ=68%.
Tableau 22 Récapitulatif des comparaisons entre le code et les expériences pour la configuration τ=68%
Dm (kg/h) TF,consigne (°C) Peexp (W) Penum (W) Erreur puissance (%)
112 20 38,9 41 5,1
107 20 37,4 39 4,1
106 20 37 38,8 4,6
106 20 36,9 38,2 3,4
75 20 26,9 30 10,3
70 20 23,9 26,2 8,8
42 20 12,5 15,5 19,4
116 -10 50 54,5 8,3
114 -10 48,7 53,4 8,8
111 -10 47,9 52,3 8,4
79 -10 34,8 41,8 16,7
46 -10 16,57 21,1 21,5
Les 2 premières colonnes présentent le point de fonctionnement, et les trois dernières nous
donnent une indication sur la qualité des prédictions du code par rapport aux essais
expérimentaux. Pour la colonne donnant l’erreur commise sur la valeur de la puissance
électrique, les cases sont vertes pour une erreur inférieure à 10% (cohérent avec la dispersion
entre les différents modules Figure 36), oranges lorsque l’erreur est comprise entre 10% et
20% et rouges lorsque l’écart est supérieur à 20%.
Nous pouvons donc affirmer que pour la configuration avec τ=68% et un débit massique
supérieur à 42 kg/h, le code fournit une bonne estimation de la puissance électrique générée
avec, pour une température de consigne du fluide côté froid de 20°C une erreur sur la
puissance toujours inférieure à 20% et qui chute en dessous de 11% lorsque le débit massique
dépasse 70 kg/h. Lorsque la température de consigne du fluide froid a été fixée à -10 °C, les
prédictions restent correctes avec une erreur sur la puissance électrique estimée inférieure à
22%. Nous pouvons tout de même remarquer que la précision du modèle croît lorsque le débit
massique augmente. A faible débit massique, il est plus difficile d’estimer correctement la
température de mélange, c’est pourquoi les prédictions sont moins bonnes. Nous
considèrerons toutefois que le code est validé pour des configurations de TEG symétriques
(identiques à gauche et à droite) et qu’il peut être utilisé pour faire des optimisations.
Maintenant que le code est validé pour la configuration τ=68% et pour des débits massiques
supérieurs à 42 kg/h, il convient d’observer ces résultats pour des configurations qui ne
présentent pas de symétrie latérale, comme les configurations ligne et Quinconce présentant
un taux d’occupation de 34%. Commençons par la configuration en ligne.
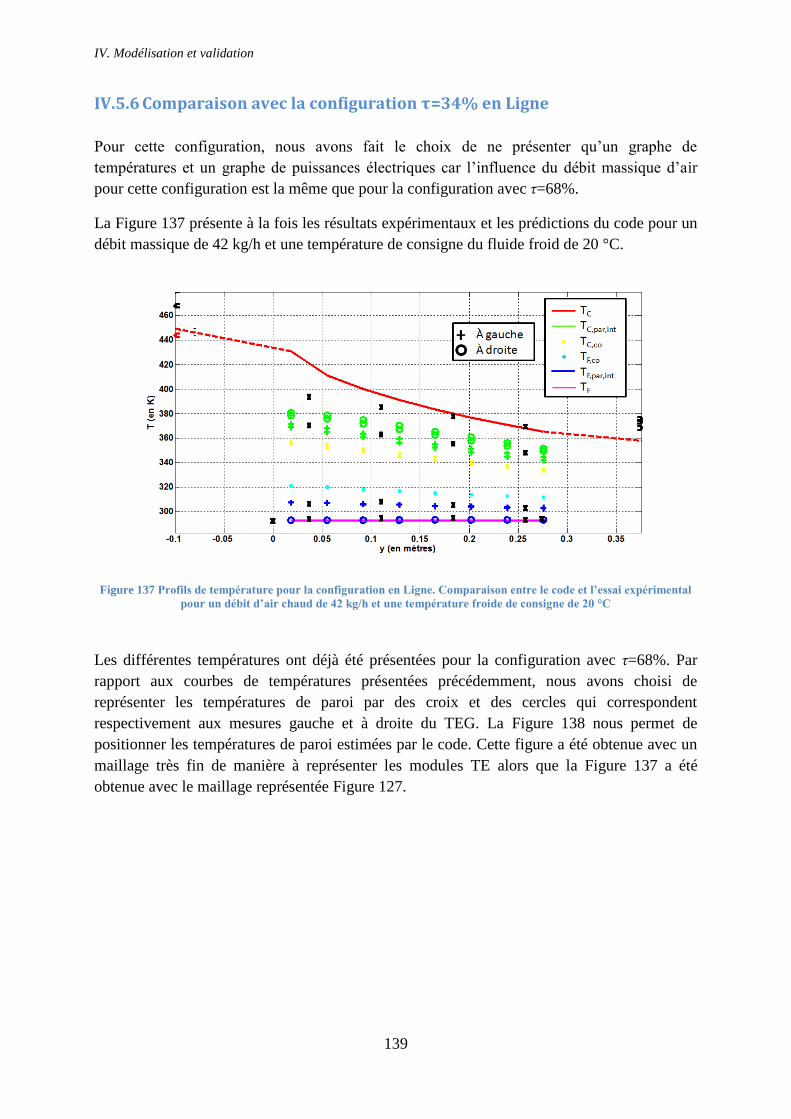
IV. Modélisation et validation
139
IV.5.6 Comparaison avec la configuration τ=34% en Ligne
Pour cette configuration, nous avons fait le choix de ne présenter qu’un graphe de
températures et un graphe de puissances électriques car l’influence du débit massique d’air
pour cette configuration est la même que pour la configuration avec τ=68%.
La Figure 137 présente à la fois les résultats expérimentaux et les prédictions du code pour un
débit massique de 42 kg/h et une température de consigne du fluide froid de 20 °C.
Figure 137 Profils de température pour la configuration en Ligne. Comparaison entre le code et l’essai expérimental
pour un débit d’air chaud de 42 kg/h et une température froide de consigne de 20 °C
Les différentes températures ont déjà été présentées pour la configuration avec τ=68%. Par
rapport aux courbes de températures présentées précédemment, nous avons choisi de
représenter les températures de paroi par des croix et des cercles qui correspondent
respectivement aux mesures gauche et à droite du TEG. La Figure 138 nous permet de
positionner les températures de paroi estimées par le code. Cette figure a été obtenue avec un
maillage très fin de manière à représenter les modules TE alors que la Figure 137 a été
obtenue avec le maillage représentée Figure 127.
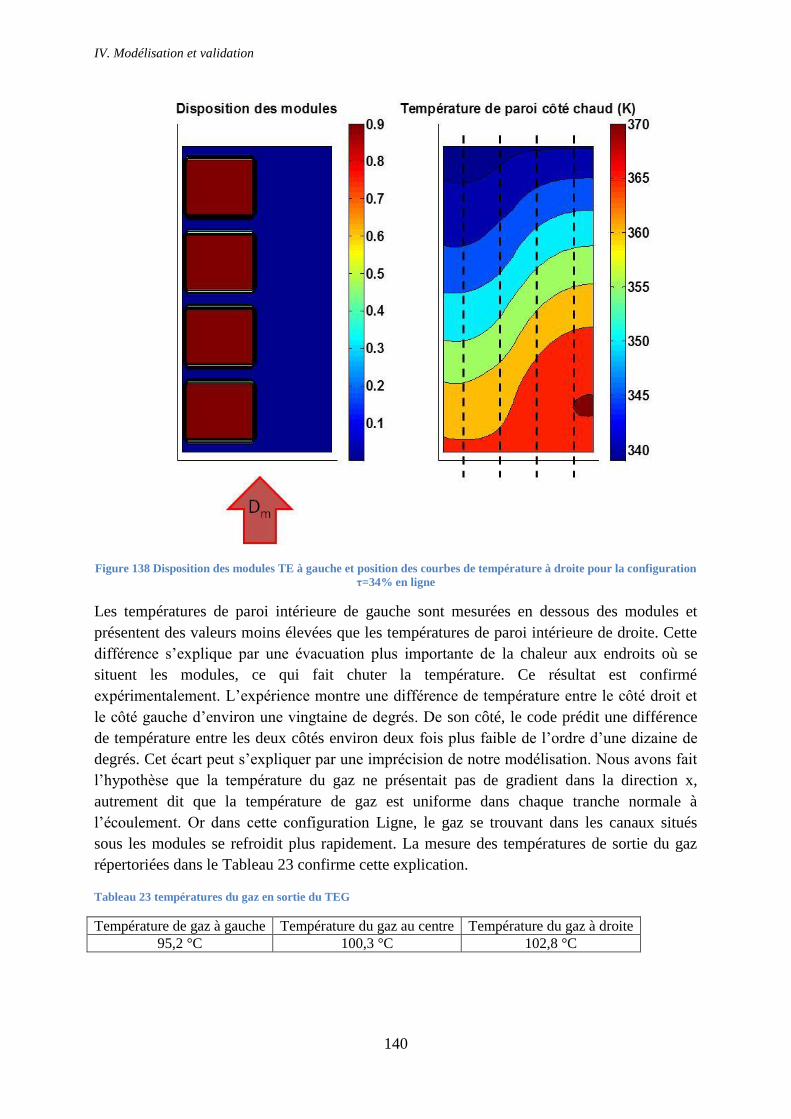
IV. Modélisation et validation
140
Figure 138 Disposition des modules TE à gauche et position des courbes de température à droite pour la configuration
τ=34% en ligne
Les températures de paroi intérieure de gauche sont mesurées en dessous des modules et
présentent des valeurs moins élevées que les températures de paroi intérieure de droite. Cette
différence s’explique par une évacuation plus importante de la chaleur aux endroits où se
situent les modules, ce qui fait chuter la température. Ce résultat est confirmé
expérimentalement. L’expérience montre une différence de température entre le côté droit et
le côté gauche d’environ une vingtaine de degrés. De son côté, le code prédit une différence
de température entre les deux côtés environ deux fois plus faible de l’ordre d’une dizaine de
degrés. Cet écart peut s’expliquer par une imprécision de notre modélisation. Nous avons fait
l’hypothèse que la température du gaz ne présentait pas de gradient dans la direction x,
autrement dit que la température de gaz est uniforme dans chaque tranche normale à
l’écoulement. Or dans cette configuration Ligne, le gaz se trouvant dans les canaux situés
sous les modules se refroidit plus rapidement. La mesure des températures de sortie du gaz
répertoriées dans le Tableau 23 confirme cette explication.
Tableau 23 températures du gaz en sortie du TEG
Température de gaz à gauche Température du gaz au centre Température du gaz à droite
95,2 °C 100,3 °C 102,8 °C
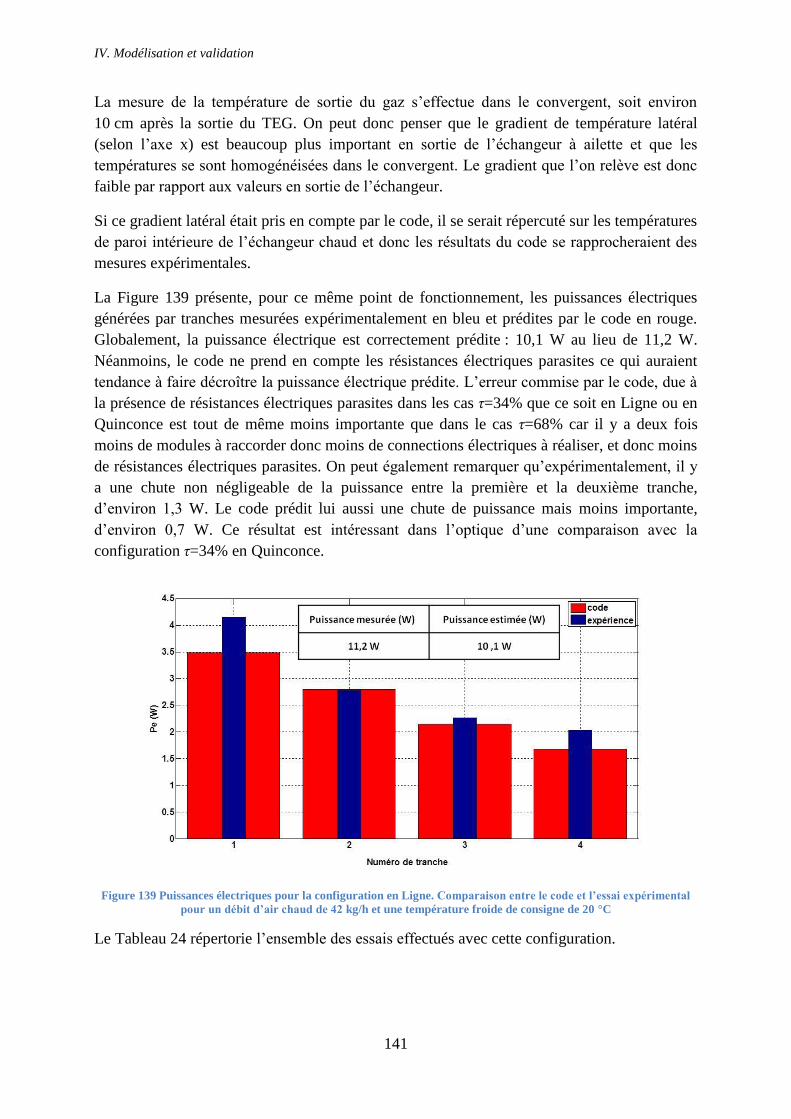
IV. Modélisation et validation
141
La mesure de la température de sortie du gaz s’effectue dans le convergent, soit environ
10 cm après la sortie du TEG. On peut donc penser que le gradient de température latéral
(selon l’axe x) est beaucoup plus important en sortie de l’échangeur à ailette et que les
températures se sont homogénéisées dans le convergent. Le gradient que l’on relève est donc
faible par rapport aux valeurs en sortie de l’échangeur.
Si ce gradient latéral était pris en compte par le code, il se serait répercuté sur les températures
de paroi intérieure de l’échangeur chaud et donc les résultats du code se rapprocheraient des
mesures expérimentales.
La Figure 139 présente, pour ce même point de fonctionnement, les puissances électriques
générées par tranches mesurées expérimentalement en bleu et prédites par le code en rouge.
Globalement, la puissance électrique est correctement prédite : 10,1 W au lieu de 11,2 W.
Néanmoins, le code ne prend en compte les résistances électriques parasites ce qui auraient
tendance à faire décroître la puissance électrique prédite. L’erreur commise par le code, due à
la présence de résistances électriques parasites dans les cas τ=34% que ce soit en Ligne ou en
Quinconce est tout de même moins importante que dans le cas τ=68% car il y a deux fois
moins de modules à raccorder donc moins de connections électriques à réaliser, et donc moins
de résistances électriques parasites. On peut également remarquer qu’expérimentalement, il y
a une chute non négligeable de la puissance entre la première et la deuxième tranche,
d’environ 1,3 W. Le code prédit lui aussi une chute de puissance mais moins importante,
d’environ 0,7 W. Ce résultat est intéressant dans l’optique d’une comparaison avec la
configuration τ=34% en Quinconce.
Figure 139 Puissances électriques pour la configuration en Ligne. Comparaison entre le code et l’essai expérimental
pour un débit d’air chaud de 42 kg/h et une température froide de consigne de 20 °C
Le Tableau 24 répertorie l’ensemble des essais effectués avec cette configuration.
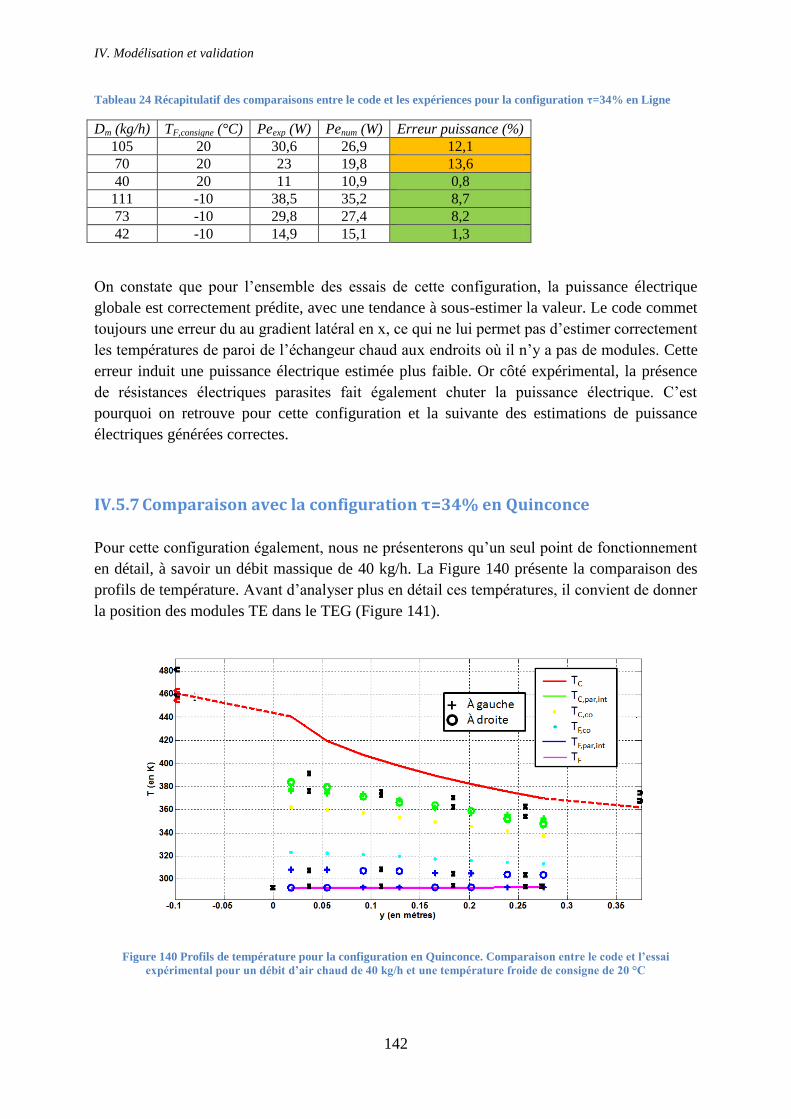
IV. Modélisation et validation
142
Tableau 24 Récapitulatif des comparaisons entre le code et les expériences pour la configuration τ=34% en Ligne
Dm (kg/h) TF,consigne (°C) Peexp (W) Penum (W) Erreur puissance (%)
105 20 30,6 26,9 12,1
70 20 23 19,8 13,6
40 20 11 10,9 0,8
111 -10 38,5 35,2 8,7
73 -10 29,8 27,4 8,2
42 -10 14,9 15,1 1,3
On constate que pour l’ensemble des essais de cette configuration, la puissance électrique
globale est correctement prédite, avec une tendance à sous-estimer la valeur. Le code commet
toujours une erreur du au gradient latéral en x, ce qui ne lui permet pas d’estimer correctement
les températures de paroi de l’échangeur chaud aux endroits où il n’y a pas de modules. Cette
erreur induit une puissance électrique estimée plus faible. Or côté expérimental, la présence
de résistances électriques parasites fait également chuter la puissance électrique. C’est
pourquoi on retrouve pour cette configuration et la suivante des estimations de puissance
électriques générées correctes.
IV.5.7 Comparaison avec la configuration τ=34% en Quinconce
Pour cette configuration également, nous ne présenterons qu’un seul point de fonctionnement
en détail, à savoir un débit massique de 40 kg/h. La Figure 140 présente la comparaison des
profils de température. Avant d’analyser plus en détail ces températures, il convient de donner
la position des modules TE dans le TEG (Figure 141).
Figure 140 Profils de température pour la configuration en Quinconce. Comparaison entre le code et l’essai
expérimental pour un débit d’air chaud de 40 kg/h et une température froide de consigne de 20 °C

IV. Modélisation et validation
143
Figure 141 Disposition des modules TE pour la configuration τ=34% en Quinconce
Tout d’abord, on peut constater une très bonne prédiction des températures côté froid, que ce
soit lorsqu’un module est présent, ou pas (température de paroi identique à la température du
fluide). Côté chaud, et tout comme pour la configuration en ligne, le code sous-estime le
gradient de température latéral pour les tranches 1, 3 et 4. En revanche, pour la tranche 2, le
code prédit bien des températures similaires entre gauche et droite même si la prédiction du
code est légèrement inférieure à la mesure. On peut noter que côté chaud, le code prévoit des
températures globalement inférieures à celles relevées expérimentalement. De plus, le code
prédit une température de gaz en sortie du TEG plus faible que celles mesurées ce qui traduit
une légère surestimation du flux thermique prélevé au gaz.
Observons maintenant les puissances électriques générées à travers la Figure 142. Comme le
code sous-estime légèrement les températures de paroi côté chaud, il en résulte des
puissances électriques légèrement plus basses que celles relevées expérimentalement. Si l’on
observe maintenant l’évolution des puissances électriques, on constate une différence majeure
par rapport à la configuration en ligne. Ici, l’écart de puissance électrique générée
expérimentalement entre la première et la deuxième tranche est minime, de l’ordre de
350 mW. Le code prévoit aussi un faible écart d’environ 750 mW.
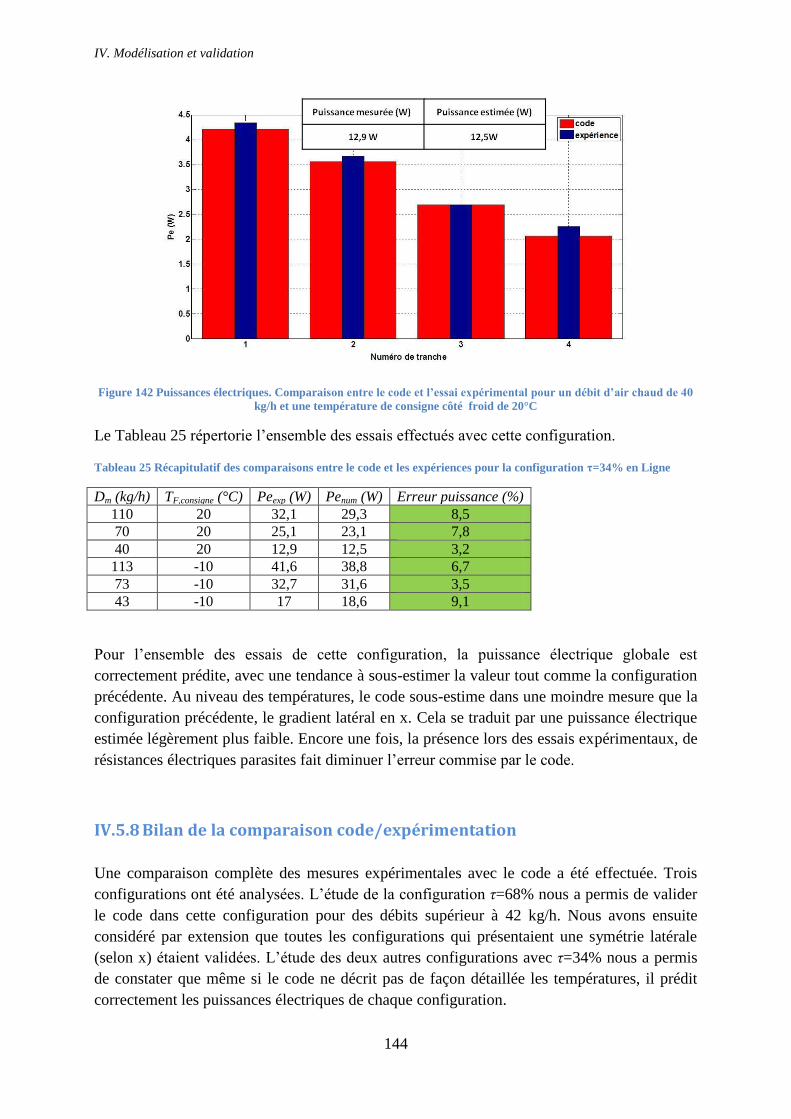
IV. Modélisation et validation
144
Figure 142 Puissances électriques. Comparaison entre le code et l’essai expérimental pour un débit d’air chaud de 40
kg/h et une température de consigne côté froid de 20°C
Le Tableau 25 répertorie l’ensemble des essais effectués avec cette configuration.
Tableau 25 Récapitulatif des comparaisons entre le code et les expériences pour la configuration τ=34% en Ligne
Dm (kg/h) TF,consigne (°C) Peexp (W) Penum (W) Erreur puissance (%)
110 20 32,1 29,3 8,5
70 20 25,1 23,1 7,8
40 20 12,9 12,5 3,2
113 -10 41,6 38,8 6,7
73 -10 32,7 31,6 3,5
43 -10 17 18,6 9,1
Pour l’ensemble des essais de cette configuration, la puissance électrique globale est
correctement prédite, avec une tendance à sous-estimer la valeur tout comme la configuration
précédente. Au niveau des températures, le code sous-estime dans une moindre mesure que la
configuration précédente, le gradient latéral en x. Cela se traduit par une puissance électrique
estimée légèrement plus faible. Encore une fois, la présence lors des essais expérimentaux, de
résistances électriques parasites fait diminuer l’erreur commise par le code.
IV.5.8 Bilan de la comparaison code/expérimentation
Une comparaison complète des mesures expérimentales avec le code a été effectuée. Trois
configurations ont été analysées. L’étude de la configuration τ=68% nous a permis de valider
le code dans cette configuration pour des débits supérieur à 42 kg/h. Nous avons ensuite
considéré par extension que toutes les configurations qui présentaient une symétrie latérale
(selon x) étaient validées. L’étude des deux autres configurations avec τ=34% nous a permis
de constater que même si le code ne décrit pas de façon détaillée les températures, il prédit
correctement les puissances électriques de chaque configuration.

IV. Modélisation et validation
145
IV.6 Conclusion
Dans cette partie, le choix du modèle physique a été présenté et justifié. Son implantation
dans les différentes versions de notre code numérique multi-physiques a été expliquée. Enfin,
les prédictions de ce code ont été confrontées aux résultats expérimentaux et nous ont permis
d’établir un domaine dans lequel notre code pouvait être utilisé pour faire de l’optimisation.
En dehors de ce domaine, et en particulier en dessous de 42 kg/h, il faudra donc nuancer les
résultats des optimisations. L’étude expérimentale nous a aussi montré des pistes pour
améliorer notre code et notre instrumentation comme par exemple :
La prise en compte de la distribution de température latérale du gaz ;
L’amélioration de la mesure des températures à l’entrée et à la sortie du TEG.

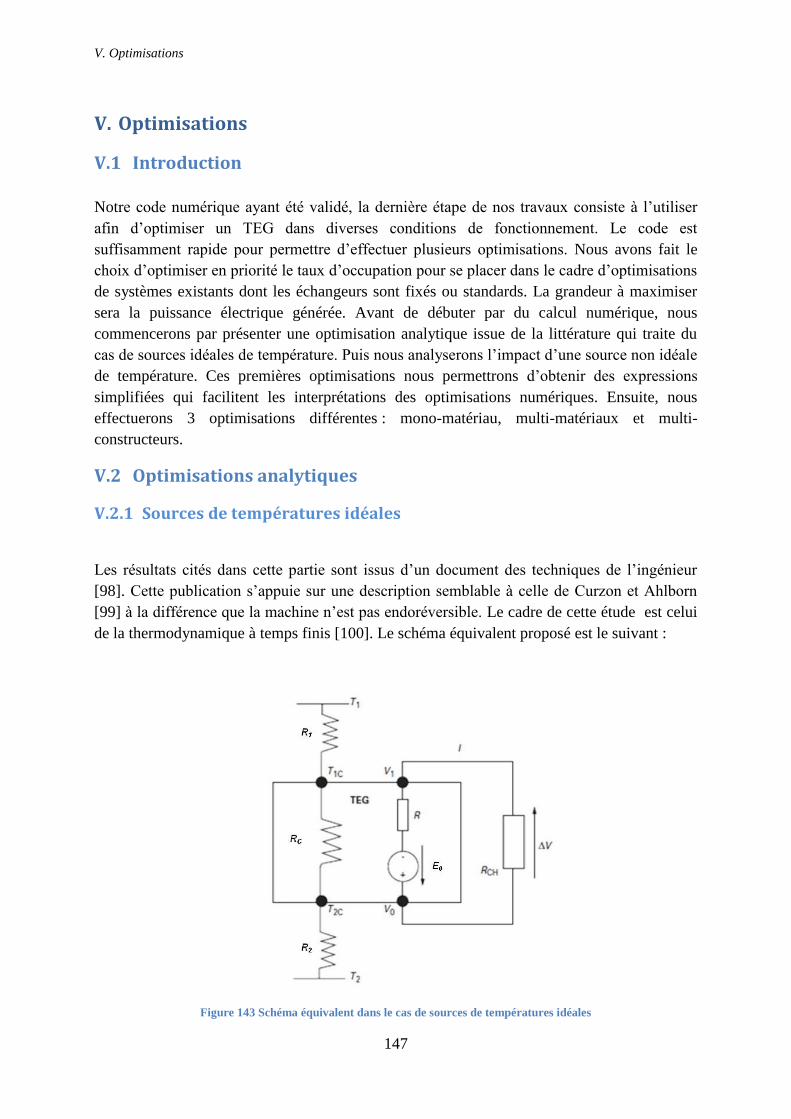
V. Optimisations
147
V. Optimisations
V.1 Introduction
Notre code numérique ayant été validé, la dernière étape de nos travaux consiste à l’utiliser
afin d’optimiser un TEG dans diverses conditions de fonctionnement. Le code est
suffisamment rapide pour permettre d’effectuer plusieurs optimisations. Nous avons fait le
choix d’optimiser en priorité le taux d’occupation pour se placer dans le cadre d’optimisations
de systèmes existants dont les échangeurs sont fixés ou standards. La grandeur à maximiser
sera la puissance électrique générée. Avant de débuter par du calcul numérique, nous
commencerons par présenter une optimisation analytique issue de la littérature qui traite du
cas de sources idéales de température. Puis nous analyserons l’impact d’une source non idéale
de température. Ces premières optimisations nous permettrons d’obtenir des expressions
simplifiées qui facilitent les interprétations des optimisations numériques. Ensuite, nous
effectuerons 3 optimisations différentes : mono-matériau, multi-matériaux et multi-
constructeurs.
V.2 Optimisations analytiques
V.2.1 Sources de températures idéales
Les résultats cités dans cette partie sont issus d’un document des techniques de l’ingénieur
[98]. Cette publication s’appuie sur une description semblable à celle de Curzon et Ahlborn
[99] à la différence que la machine n’est pas endoréversible. Le cadre de cette étude est celui
de la thermodynamique à temps finis [100]. Le schéma équivalent proposé est le suivant :
Figure 143 Schéma équivalent dans le cas de sources de températures idéales
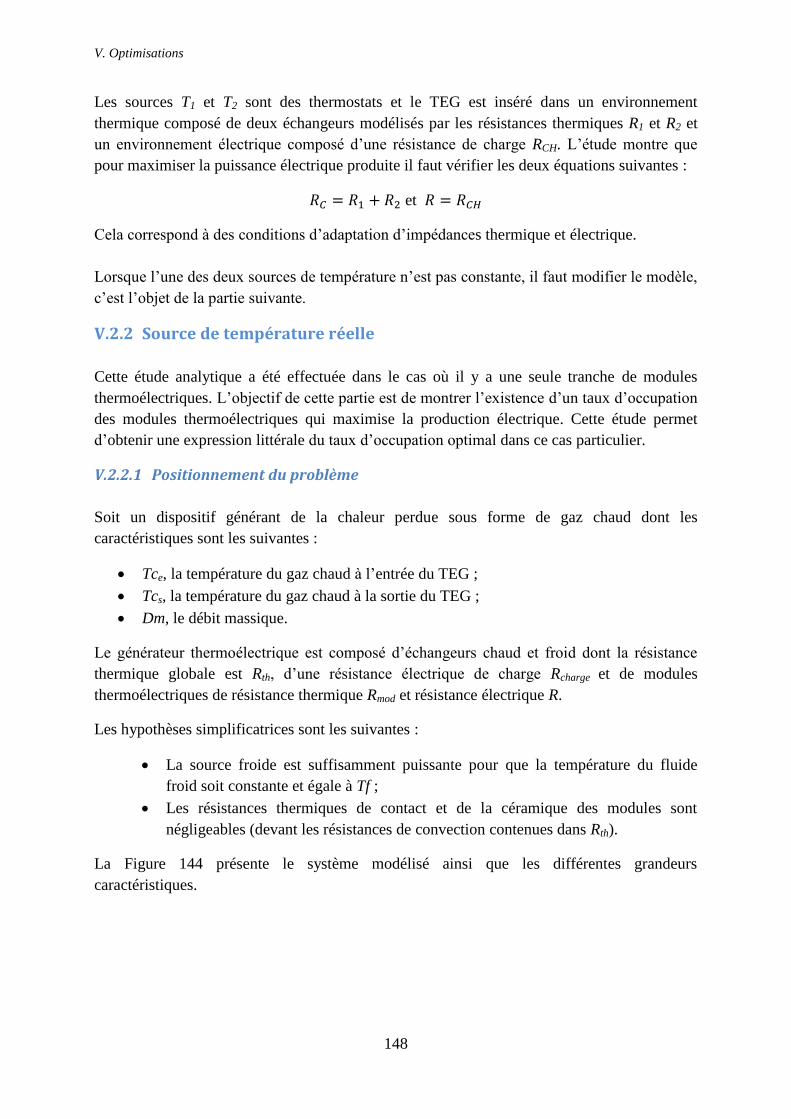
V. Optimisations
148
Les sources T1 et T2 sont des thermostats et le TEG est inséré dans un environnement
thermique composé de deux échangeurs modélisés par les résistances thermiques R1 et R2 et
un environnement électrique composé d’une résistance de charge RCH. L’étude montre que
pour maximiser la puissance électrique produite il faut vérifier les deux équations suivantes :
et
Cela correspond à des conditions d’adaptation d’impédances thermique et électrique.
Lorsque l’une des deux sources de température n’est pas constante, il faut modifier le modèle,
c’est l’objet de la partie suivante.
V.2.2 Source de température réelle
Cette étude analytique a été effectuée dans le cas où il y a une seule tranche de modules
thermoélectriques. L’objectif de cette partie est de montrer l’existence d’un taux d’occupation
des modules thermoélectriques qui maximise la production électrique. Cette étude permet
d’obtenir une expression littérale du taux d’occupation optimal dans ce cas particulier.
V.2.2.1 Positionnement du problème
Soit un dispositif générant de la chaleur perdue sous forme de gaz chaud dont les
caractéristiques sont les suivantes :
Tce, la température du gaz chaud à l’entrée du TEG ;
Tcs, la température du gaz chaud à la sortie du TEG ;
Dm, le débit massique.
Le générateur thermoélectrique est composé d’échangeurs chaud et froid dont la résistance
thermique globale est Rth, d’une résistance électrique de charge Rcharge et de modules
thermoélectriques de résistance thermique Rmod et résistance électrique R.
Les hypothèses simplificatrices sont les suivantes :
La source froide est suffisamment puissante pour que la température du fluide
froid soit constante et égale à Tf ;
Les résistances thermiques de contact et de la céramique des modules sont
négligeables (devant les résistances de convection contenues dans Rth).
La Figure 144 présente le système modélisé ainsi que les différentes grandeurs
caractéristiques.
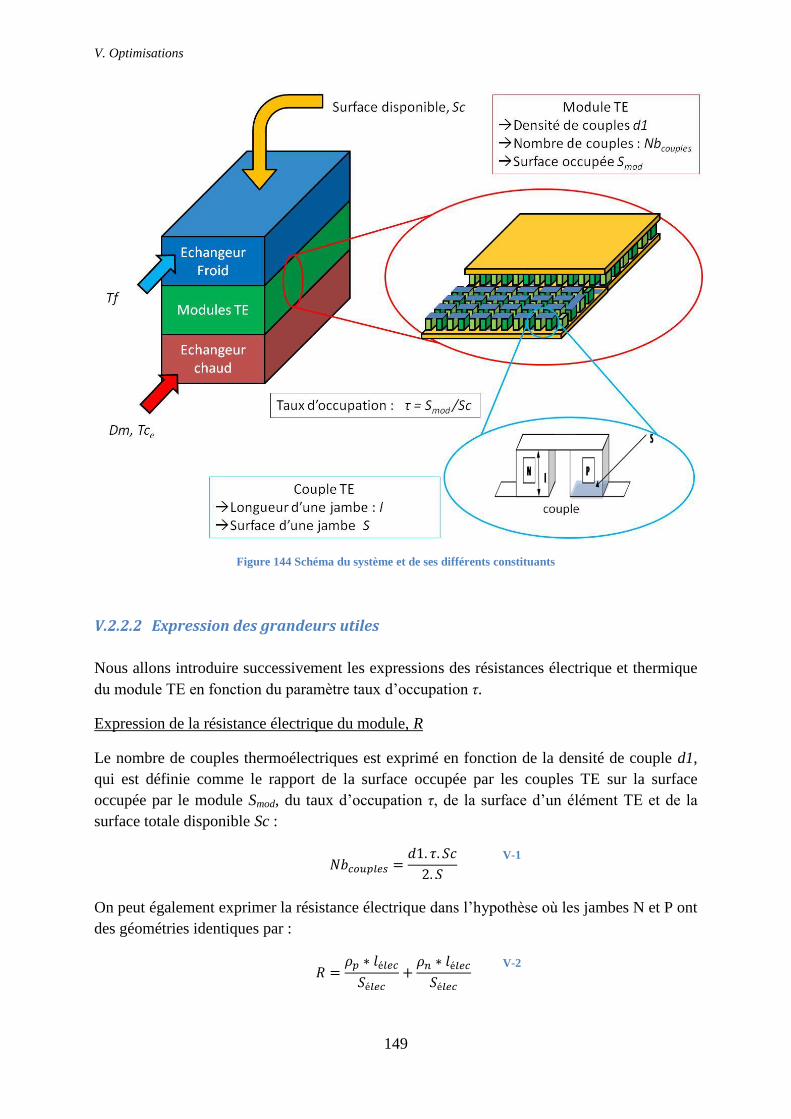
V. Optimisations
149
Figure 144 Schéma du système et de ses différents constituants
V.2.2.2 Expression des grandeurs utiles
Nous allons introduire successivement les expressions des résistances électrique et thermique
du module TE en fonction du paramètre taux d’occupation τ.
Expression de la résistance électrique du module, R
Le nombre de couples thermoélectriques est exprimé en fonction de la densité de couple d1,
qui est définie comme le rapport de la surface occupée par les couples TE sur la surface
occupée par le module Smod, du taux d’occupation τ, de la surface d’un élément TE et de la
surface totale disponible Sc :
V-1
On peut également exprimer la résistance électrique dans l’hypothèse où les jambes N et P ont
des géométries identiques par :
V-2

V. Optimisations
150
Avec ρp et ρn les résistivités des matériaux TE, lélec la longueur totale des jambes dopées P ou
N en série et Sélec la section de passage du courant dans les couples TE. En utilisant les
relations ci-dessous :
;
On obtient alors l’expression de la résistance électrique suivante :
V-3
Expression de la résistance thermique du module Rmod
La résistance thermique du module est la mise en parallèle de deux résistances thermiques
globales correspondant respectivement aux résistances thermiques des jambes TE dopées P et
dopés N. On utilisera l’expression suivante pour le calcul de Rmod :
V-4
avec λP et λN les conductivités thermiques des matériaux TE, lth la longueur d’un couple TE et
Sth la surface totale des jambes TE dopées P ou surface totale des jambes TE dopées N.
V-5
On définit Tc la température moyenne du gaz par :
V-6
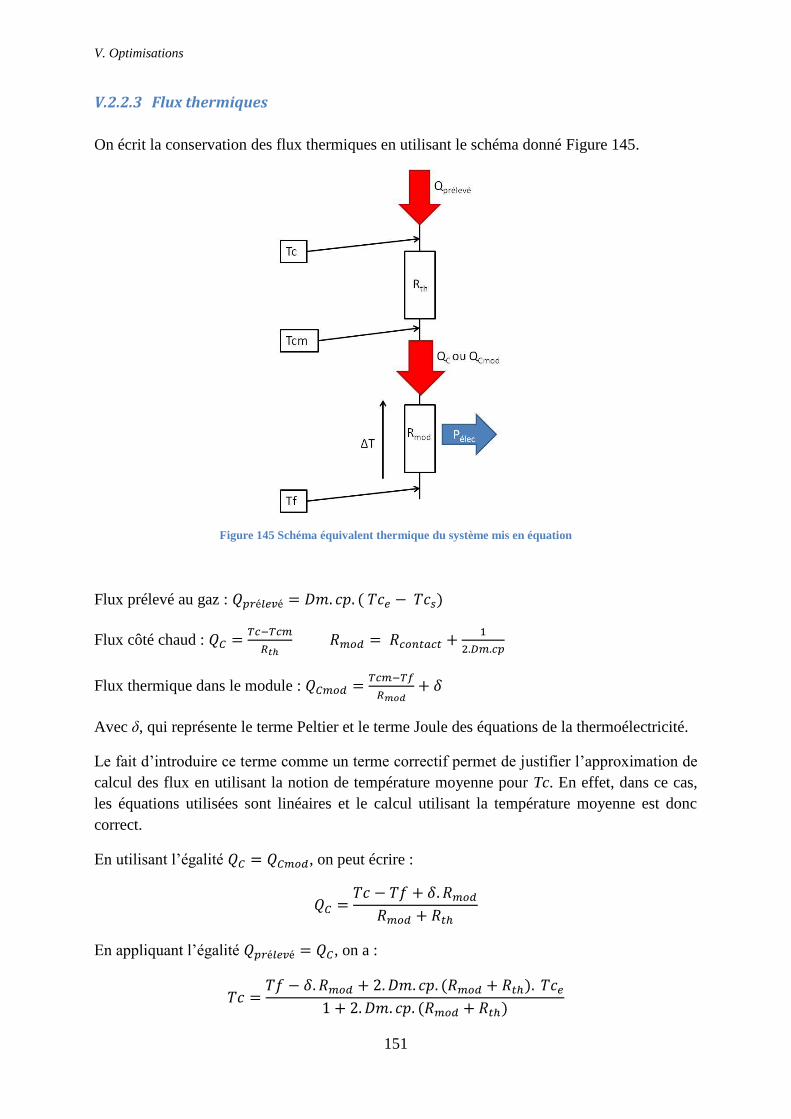
V. Optimisations
151
V.2.2.3 Flux thermiques
On écrit la conservation des flux thermiques en utilisant le schéma donné Figure 145.
Figure 145 Schéma équivalent thermique du système mis en équation
Flux prélevé au gaz :
Flux côté chaud :
Flux thermique dans le module :
Avec δ, qui représente le terme Peltier et le terme Joule des équations de la thermoélectricité.
Le fait d’introduire ce terme comme un terme correctif permet de justifier l’approximation de
calcul des flux en utilisant la notion de température moyenne pour Tc. En effet, dans ce cas,
les équations utilisées sont linéaires et le calcul utilisant la température moyenne est donc
correct.
En utilisant l’égalité , on peut écrire :
En appliquant l’égalité , on a :

V. Optimisations
152
On notera ΔT la différence de température moyenne appliqué au TEG :
En en posant la différence maximale de température on peut écrire :
V-7
V.2.2.4 Expression de la puissance électrique
L’expression de la puissance électrique, si l’on néglige l’effet Thomson, est la suivante :
Avec
et
En utilisant le logiciel de calcul littéral Mathcad®, on obtient alors l’expression suivante de la
puissance électrique :
En utilisant l’expression
, on peut exprimer Rcharge en fonction de I et donc
avoir une expression de Pe=f(τ,I).
A ce stade, si l’on souhaite trouver l’optimum de puissance électrique par rapport au taux
d’occupation ou au courant, il faut résoudre les équations suivantes :
Une solution analytique existe mais le résultat s’étale sur deux pages de calcul et est donc
difficilement exploitable.
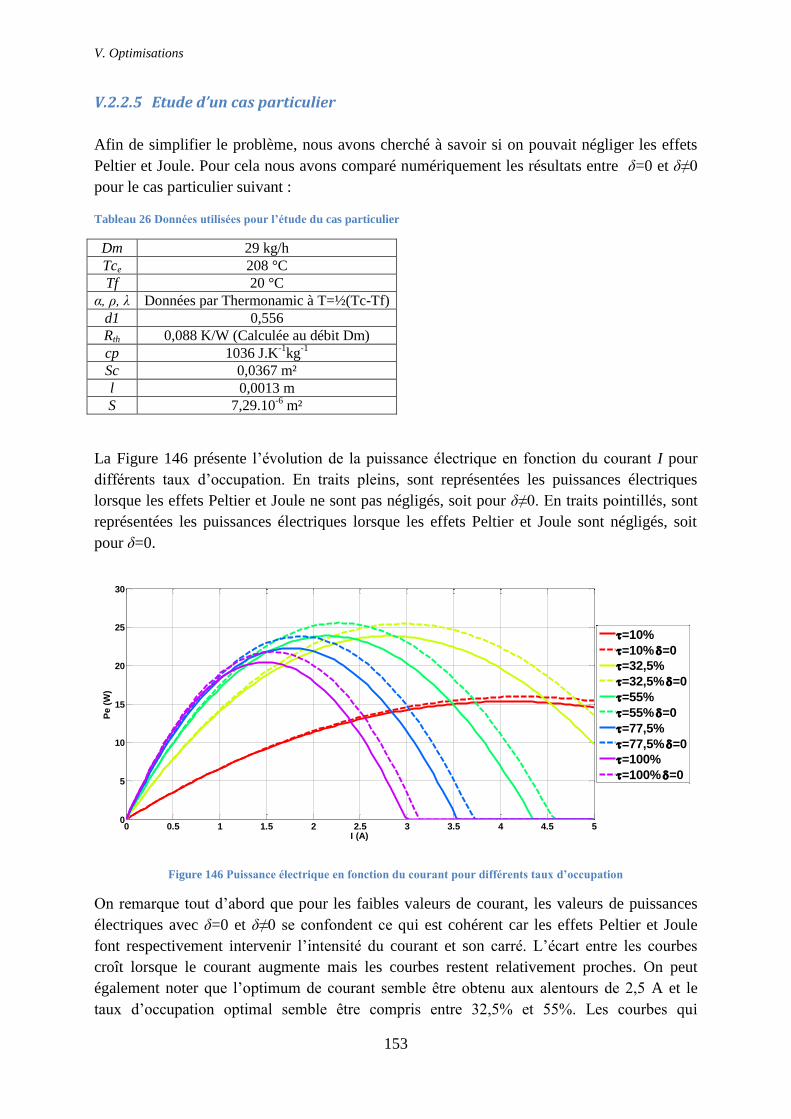
V. Optimisations
153
V.2.2.5 Etude d’un cas particulier
Afin de simplifier le problème, nous avons cherché à savoir si on pouvait négliger les effets
Peltier et Joule. Pour cela nous avons comparé numériquement les résultats entre δ=0 et δ≠0
pour le cas particulier suivant :
Tableau 26 Données utilisées pour l’étude du cas particulier
Dm 29 kg/h
Tce 208 °C
Tf 20 °C
α, ρ, λ Données par Thermonamic à T=½(Tc-Tf)
d1 0,556
Rth 0,088 K/W (Calculée au débit Dm)
cp 1036 J.K-1
kg-1
Sc 0,0367 m²
l 0,0013 m
S 7,29.10-6
m²
La Figure 146 présente l’évolution de la puissance électrique en fonction du courant I pour
différents taux d’occupation. En traits pleins, sont représentées les puissances électriques
lorsque les effets Peltier et Joule ne sont pas négligés, soit pour δ≠0. En traits pointillés, sont
représentées les puissances électriques lorsque les effets Peltier et Joule sont négligés, soit
pour δ=0.
Figure 146 Puissance électrique en fonction du courant pour différents taux d’occupation
On remarque tout d’abord que pour les faibles valeurs de courant, les valeurs de puissances
électriques avec δ=0 et δ≠0 se confondent ce qui est cohérent car les effets Peltier et Joule
font respectivement intervenir l’intensité du courant et son carré. L’écart entre les courbes
croît lorsque le courant augmente mais les courbes restent relativement proches. On peut
également noter que l’optimum de courant semble être obtenu aux alentours de 2,5 A et le
taux d’occupation optimal semble être compris entre 32,5% et 55%. Les courbes qui
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 50
5
10
15
20
25
30
I (A)
Pe (
W)
=10%
=10% =0
=32,5%
=32,5% =0
=55%
=55% =0
=77,5%
=77,5% =0
=100%
=100% =0
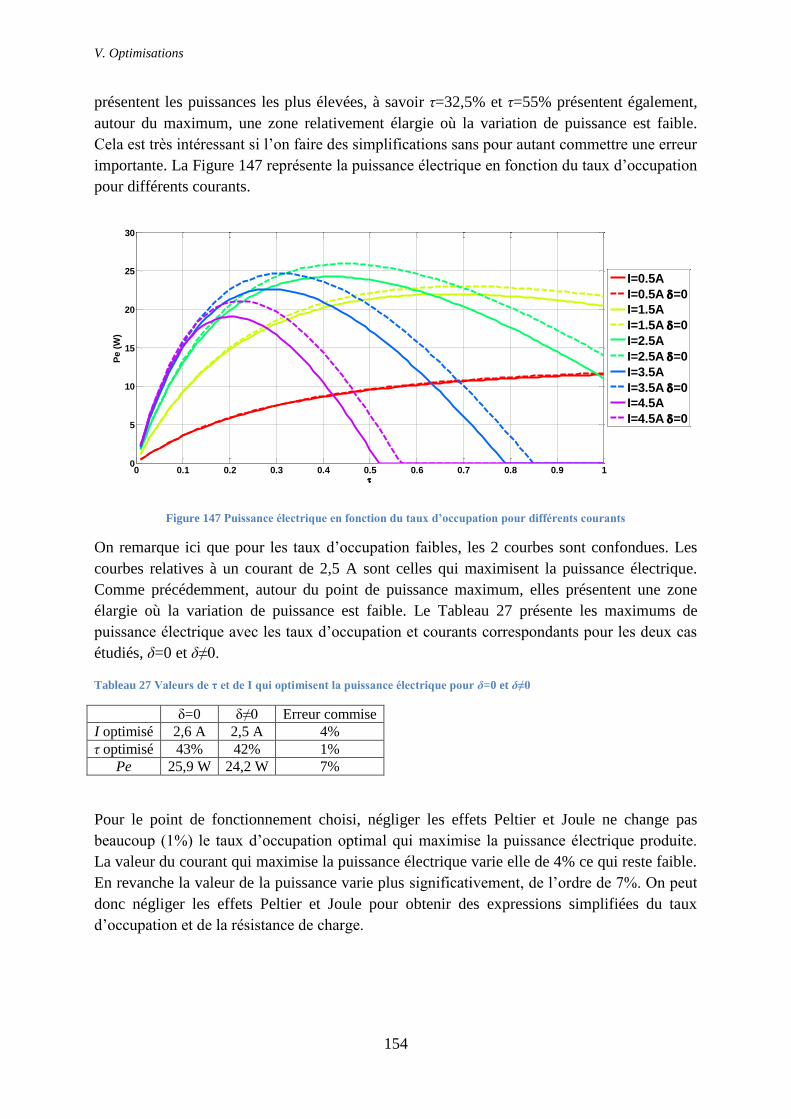
V. Optimisations
154
présentent les puissances les plus élevées, à savoir τ=32,5% et τ=55% présentent également,
autour du maximum, une zone relativement élargie où la variation de puissance est faible.
Cela est très intéressant si l’on faire des simplifications sans pour autant commettre une erreur
importante. La Figure 147 représente la puissance électrique en fonction du taux d’occupation
pour différents courants.
Figure 147 Puissance électrique en fonction du taux d’occupation pour différents courants
On remarque ici que pour les taux d’occupation faibles, les 2 courbes sont confondues. Les
courbes relatives à un courant de 2,5 A sont celles qui maximisent la puissance électrique.
Comme précédemment, autour du point de puissance maximum, elles présentent une zone
élargie où la variation de puissance est faible. Le Tableau 27 présente les maximums de
puissance électrique avec les taux d’occupation et courants correspondants pour les deux cas
étudiés, δ=0 et δ≠0.
Tableau 27 Valeurs de τ et de I qui optimisent la puissance électrique pour δ=0 et δ≠0
δ=0 δ≠0 Erreur commise
I optimisé 2,6 A 2,5 A 4%
τ optimisé 43% 42% 1%
Pe 25,9 W 24,2 W 7%
Pour le point de fonctionnement choisi, négliger les effets Peltier et Joule ne change pas
beaucoup (1%) le taux d’occupation optimal qui maximise la puissance électrique produite.
La valeur du courant qui maximise la puissance électrique varie elle de 4% ce qui reste faible.
En revanche la valeur de la puissance varie plus significativement, de l’ordre de 7%. On peut
donc négliger les effets Peltier et Joule pour obtenir des expressions simplifiées du taux
d’occupation et de la résistance de charge.
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10
5
10
15
20
25
30
Pe (
W)
I=0.5A
I=0.5A =0
I=1.5A
I=1.5A =0
I=2.5A
I=2.5A =0
I=3.5A
I=3.5A =0
I=4.5A
I=4.5A =0

V. Optimisations
155
V.2.2.6 Retour à l’optimisation analytique avec δ=0
En considérant δ=0 on obtient l’expression simplifiée de la puissance électrique :
V-8
On dérive ensuite Pe par rapport à et en parallèle on dérive Pe par rapport à .
Les solutions qui annulent ces dérivées sont les suivantes :
V-9
V-10
L’équation V-9 traduit l’adaptation d’impédance électrique et l’équation V-10 une sorte
d’adaptation d’impédance thermique.
En utilisant l’équation V-9, on remplace Rcharge dans l’équation V-10 pour trouver finalement :
V-11
Cette formule du taux d’optimisation optimal nous permet tout d’abord de constater qu’il n’y
a pas d’influence directe de la température. On remarque également que le débit massique
joue un rôle non négligeable sur la valeur du taux d’occupation optimal. On peut mettre en
avant un cas particulier. Si (débit massique très important), on peut
écrire
. En réinjectant cette expression dans l’équation V-5 on montre que
. On réalise ainsi une adaptation d’impédance thermique.
A faible débit massique, la formule montre que τopt décroît, ce qui se traduit par une
augmentation de la résistance thermique du module. L’objectif est de convertir avec un
meilleur rendement thermoélectrique la puissance thermique disponible. Pour cela, le flux
thermique échangé est réduit de manière à conserver une différence de température
suffisamment élevé.
L’expression de la puissance électrique maximale lorsque l’on néglige les effets Peltier et
Joule est la suivante :
V-12
V. Optimisations
156
Comme nous l’avons vu avec les données du Tableau 27, les valeurs de puissances données
par cette formule seront toujours optimistes, c’est pourquoi nous n’utiliserons cette formule
que pour analyser l’influence de chaque paramètre. Comme on pouvait s’y attendre, plus
l’écart de température ΔT0 à l’entrée du TEG est important, plus la puissance électrique
générée est importante. Le facteur de mérite intervient uniquement au numérateur et doit être
le plus élevé possible. La résistance thermique Rth doit être réduite au maximum, ce qui se
traduit en particulier par des échangeurs très performants. Enfin l’influence du produit Dm.cp
est plus complexe. En effet, même si mathématiquement Pe est une fonction croissante de ce
produit, on peut penser que plus le produit Dm.cp est important et plus on pourra récupérer de
la puissance électrique. Néanmoins à partir de valeurs importantes, le gain est faible et serait
très vite pénalisé par des pertes de charges importantes dans l’écoulement d’air.
V.2.2.7 Conclusion sur l’optimisation analytique avec source de température réelle
Nous avons montré l’existence d’un taux d’occupation optimal qui maximise la puissance
électrique générée. De plus, une expression a été donnée nous permettant de faire des
interprétations importantes comme le fait que le taux d’occupation soit très peu dépendant de
la température. Une expression de la puissance électrique générée dans ce cas a également été
donnée.
V.3 Méthode d’optimisation
Il s’agit maintenant de réaliser le code d’optimisation qui s’appuie sur la modélisation du
TEG validée dans le chapitre IV.
Dans cette partie, nous allons présenter la méthode ainsi que les paramètres des optimisations
retenus pour maximiser la puissance électrique produite.
Suivant l’optimisation, le dispositif étudié sera soit notre dispositif expérimental, soit une
variante de sa géométrie.
V.3.1 Structure de l’optimisation
La méthode choisie pour les optimisations est décrite dans la Figure 148.
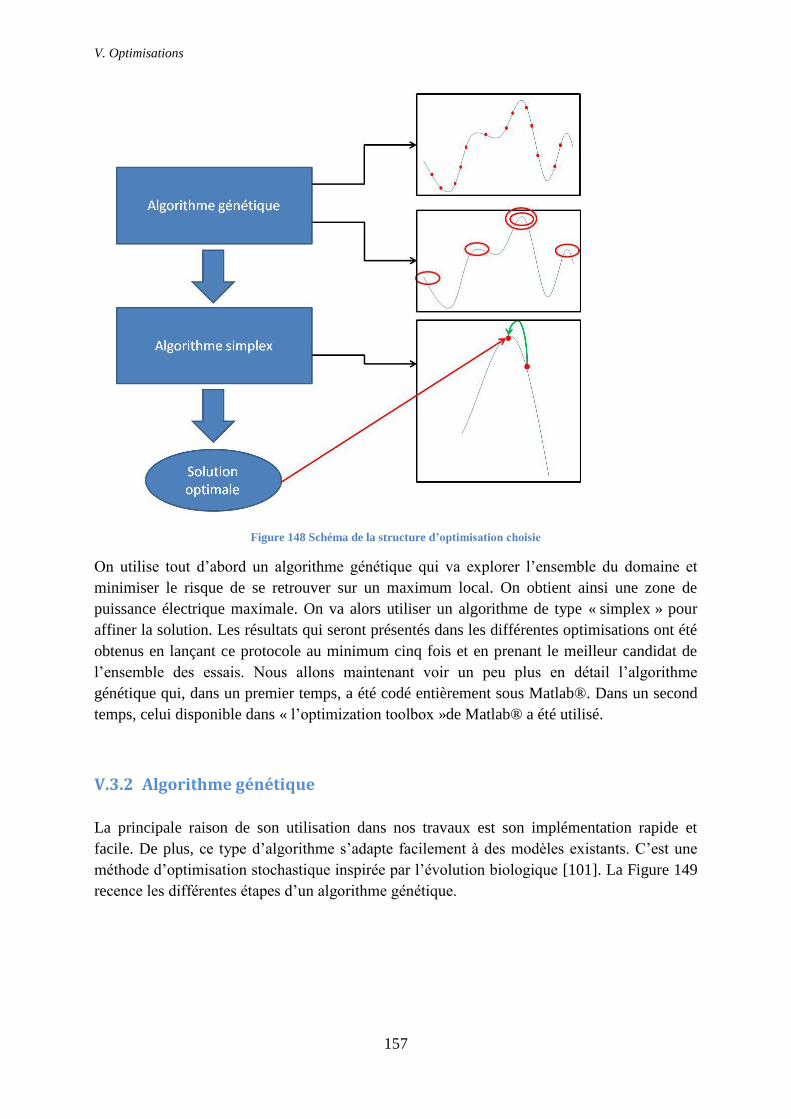
V. Optimisations
157
Figure 148 Schéma de la structure d’optimisation choisie
On utilise tout d’abord un algorithme génétique qui va explorer l’ensemble du domaine et
minimiser le risque de se retrouver sur un maximum local. On obtient ainsi une zone de
puissance électrique maximale. On va alors utiliser un algorithme de type « simplex » pour
affiner la solution. Les résultats qui seront présentés dans les différentes optimisations ont été
obtenus en lançant ce protocole au minimum cinq fois et en prenant le meilleur candidat de
l’ensemble des essais. Nous allons maintenant voir un peu plus en détail l’algorithme
génétique qui, dans un premier temps, a été codé entièrement sous Matlab®. Dans un second
temps, celui disponible dans « l’optimization toolbox »de Matlab® a été utilisé.
V.3.2 Algorithme génétique
La principale raison de son utilisation dans nos travaux est son implémentation rapide et
facile. De plus, ce type d’algorithme s’adapte facilement à des modèles existants. C’est une
méthode d’optimisation stochastique inspirée par l’évolution biologique [101]. La Figure 149
recence les différentes étapes d’un algorithme génétique.

V. Optimisations
158
Figure 149 Étapes de l'algorithme génétique
Tout d’abord, une population de base est choisie au hasard dans l’ensemble de l’espace des
solutions. Un individu sera caractérisé par ses gènes qui correspondent aux paramètres à
optimiser. On évalue alors l’ensemble des individus selon le critère choisi. Dans notre cas, ce
sera la puissance électrique produite. Ensuite on vient choisir une partie de la population. Puis
on effectue des croisements entre ces individus et pour certains on effectue une mutation. On
retourne alors à l’étape d’évaluation jusqu’à atteindre un critère d’arrêt. Les caractéristiques
de notre algorithme génétique sont les suivantes (Tableau 28) :
Tableau 28 Caractéristiques de notre algorithme génétique
Taille de la population initiale 200
Nombre de générations maximum 200
Sélection Par tournoi
Croisement 50% type BLX α volumique
Taux de mutation 7%
Les caractéristiques de l’algorithme génétique utilisé par la toolbox de Matlab® sont par
défaut les suivantes (Tableau 29) :
Tableau 29 Paramètres de l’algorithme Matlab utilisé
Taille de la population initiale 20
Nombre de générations maximum 100
Sélection uniforme stochastique
Elitisme 2
Fraction croisée 0,8
Migration (fraction) 0,2
Migration (intervalle) 20
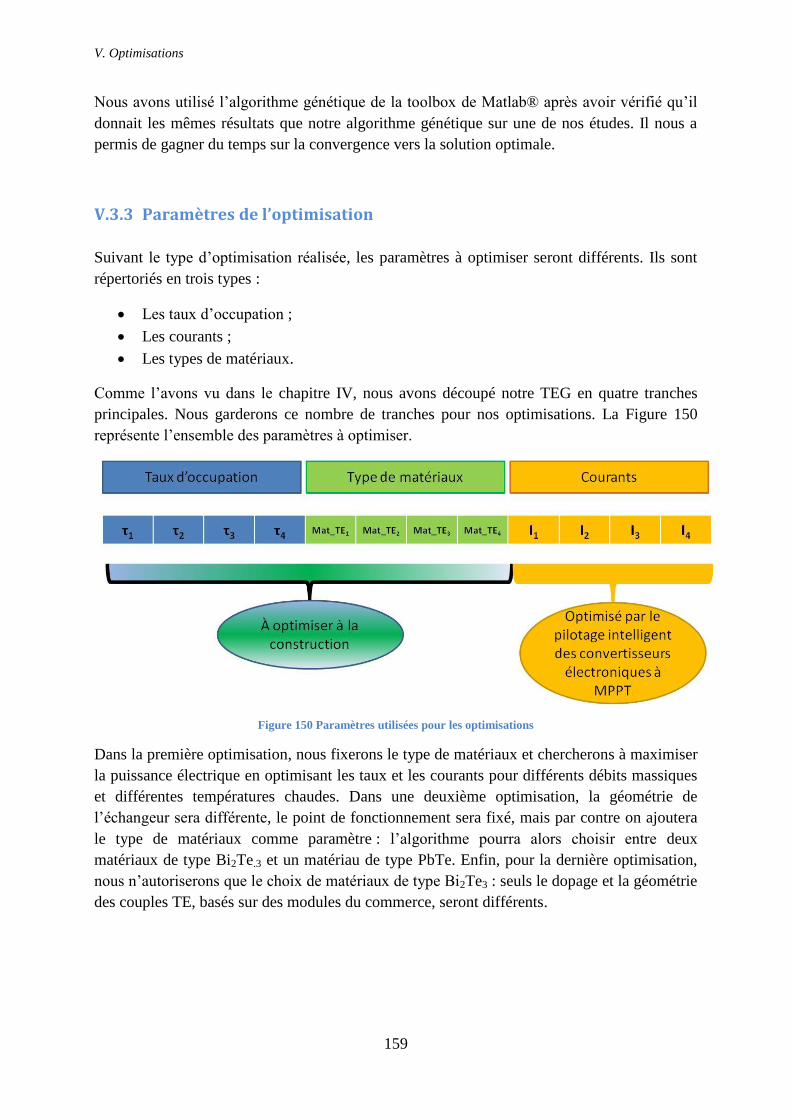
V. Optimisations
159
Nous avons utilisé l’algorithme génétique de la toolbox de Matlab® après avoir vérifié qu’il
donnait les mêmes résultats que notre algorithme génétique sur une de nos études. Il nous a
permis de gagner du temps sur la convergence vers la solution optimale.
V.3.3 Paramètres de l’optimisation
Suivant le type d’optimisation réalisée, les paramètres à optimiser seront différents. Ils sont
répertoriés en trois types :
Les taux d’occupation ;
Les courants ;
Les types de matériaux.
Comme l’avons vu dans le chapitre IV, nous avons découpé notre TEG en quatre tranches
principales. Nous garderons ce nombre de tranches pour nos optimisations. La Figure 150
représente l’ensemble des paramètres à optimiser.
Figure 150 Paramètres utilisées pour les optimisations
Dans la première optimisation, nous fixerons le type de matériaux et chercherons à maximiser
la puissance électrique en optimisant les taux et les courants pour différents débits massiques
et différentes températures chaudes. Dans une deuxième optimisation, la géométrie de
l’échangeur sera différente, le point de fonctionnement sera fixé, mais par contre on ajoutera
le type de matériaux comme paramètre : l’algorithme pourra alors choisir entre deux
matériaux de type Bi2Te.3 et un matériau de type PbTe. Enfin, pour la dernière optimisation,
nous n’autoriserons que le choix de matériaux de type Bi2Te3 : seuls le dopage et la géométrie
des couples TE, basés sur des modules du commerce, seront différents.
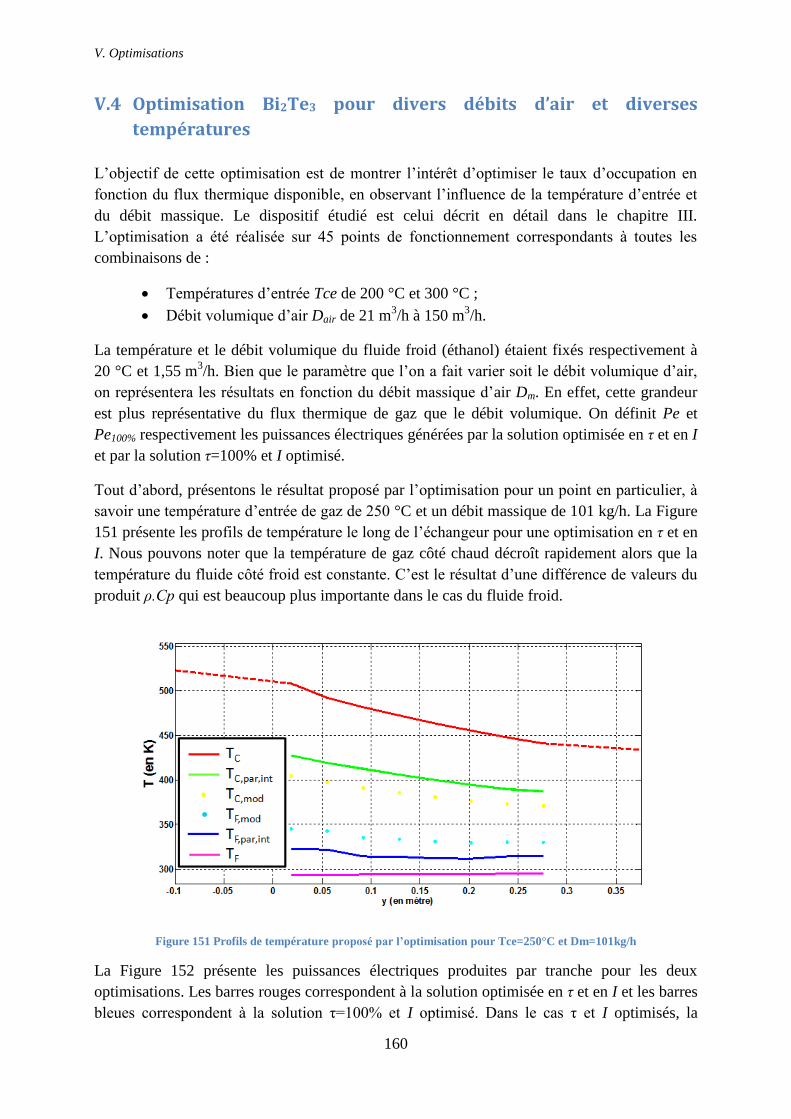
V. Optimisations
160
V.4 Optimisation Bi2Te3 pour divers débits d’air et diverses
températures
L’objectif de cette optimisation est de montrer l’intérêt d’optimiser le taux d’occupation en
fonction du flux thermique disponible, en observant l’influence de la température d’entrée et
du débit massique. Le dispositif étudié est celui décrit en détail dans le chapitre III.
L’optimisation a été réalisée sur 45 points de fonctionnement correspondants à toutes les
combinaisons de :
Températures d’entrée Tce de 200 °C et 300 °C ;
Débit volumique d’air Dair de 21 m3/h à 150 m
3/h.
La température et le débit volumique du fluide froid (éthanol) étaient fixés respectivement à
20 °C et 1,55 m3/h. Bien que le paramètre que l’on a fait varier soit le débit volumique d’air,
on représentera les résultats en fonction du débit massique d’air Dm. En effet, cette grandeur
est plus représentative du flux thermique de gaz que le débit volumique. On définit Pe et
Pe100% respectivement les puissances électriques générées par la solution optimisée en τ et en I
et par la solution τ=100% et I optimisé.
Tout d’abord, présentons le résultat proposé par l’optimisation pour un point en particulier, à
savoir une température d’entrée de gaz de 250 °C et un débit massique de 101 kg/h. La Figure
151 présente les profils de température le long de l’échangeur pour une optimisation en τ et en
I. Nous pouvons noter que la température de gaz côté chaud décroît rapidement alors que la
température du fluide côté froid est constante. C’est le résultat d’une différence de valeurs du
produit ρ.Cp qui est beaucoup plus importante dans le cas du fluide froid.
Figure 151 Profils de température proposé par l’optimisation pour Tce=250°C et Dm=101kg/h
La Figure 152 présente les puissances électriques produites par tranche pour les deux
optimisations. Les barres rouges correspondent à la solution optimisée en τ et en I et les barres
bleues correspondent à la solution τ=100% et I optimisé. Dans le cas τ et I optimisés, la
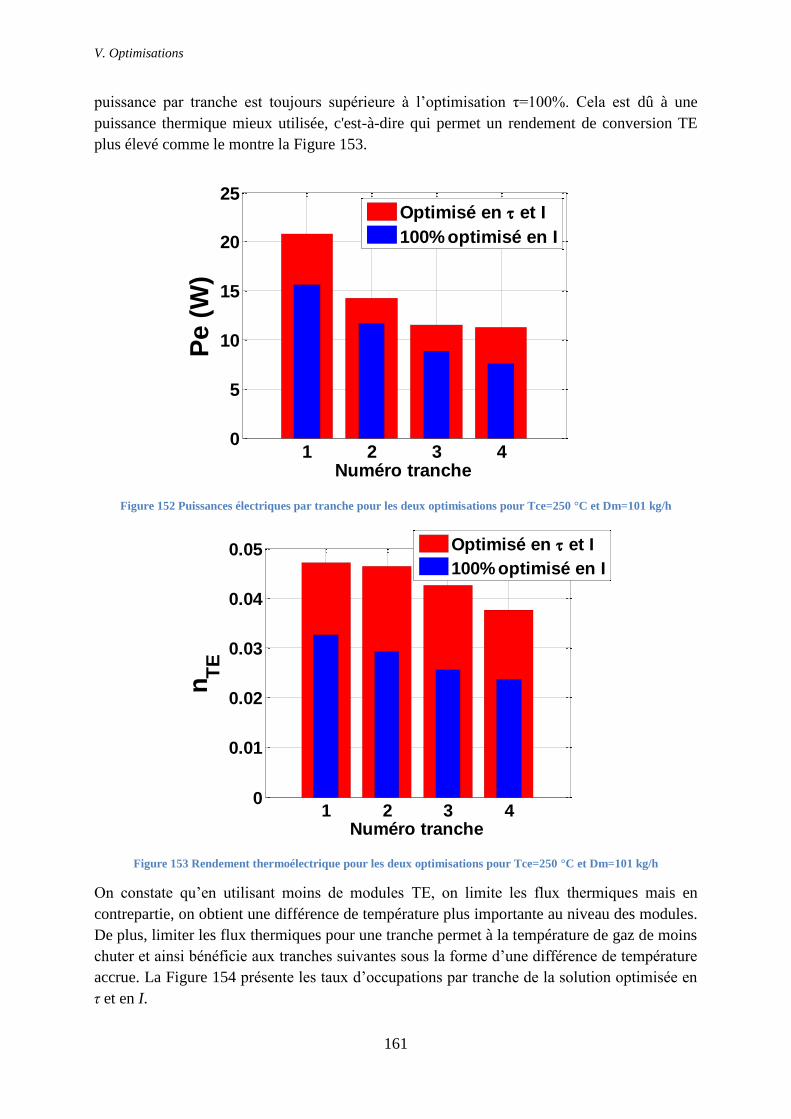
V. Optimisations
161
puissance par tranche est toujours supérieure à l’optimisation τ=100%. Cela est dû à une
puissance thermique mieux utilisée, c'est-à-dire qui permet un rendement de conversion TE
plus élevé comme le montre la Figure 153.
Figure 152 Puissances électriques par tranche pour les deux optimisations pour Tce=250 °C et Dm=101 kg/h
Figure 153 Rendement thermoélectrique pour les deux optimisations pour Tce=250 °C et Dm=101 kg/h
On constate qu’en utilisant moins de modules TE, on limite les flux thermiques mais en
contrepartie, on obtient une différence de température plus importante au niveau des modules.
De plus, limiter les flux thermiques pour une tranche permet à la température de gaz de moins
chuter et ainsi bénéficie aux tranches suivantes sous la forme d’une différence de température
accrue. La Figure 154 présente les taux d’occupations par tranche de la solution optimisée en
τ et en I.
1 2 3 40
5
10
15
20
25
Numéro tranche
Pe (
W)
Optimisé en et I
100% optimisé en I
1 2 3 40
0.01
0.02
0.03
0.04
0.05
Numéro tranche
nT
E
Optimisé en et I
100% optimisé en I
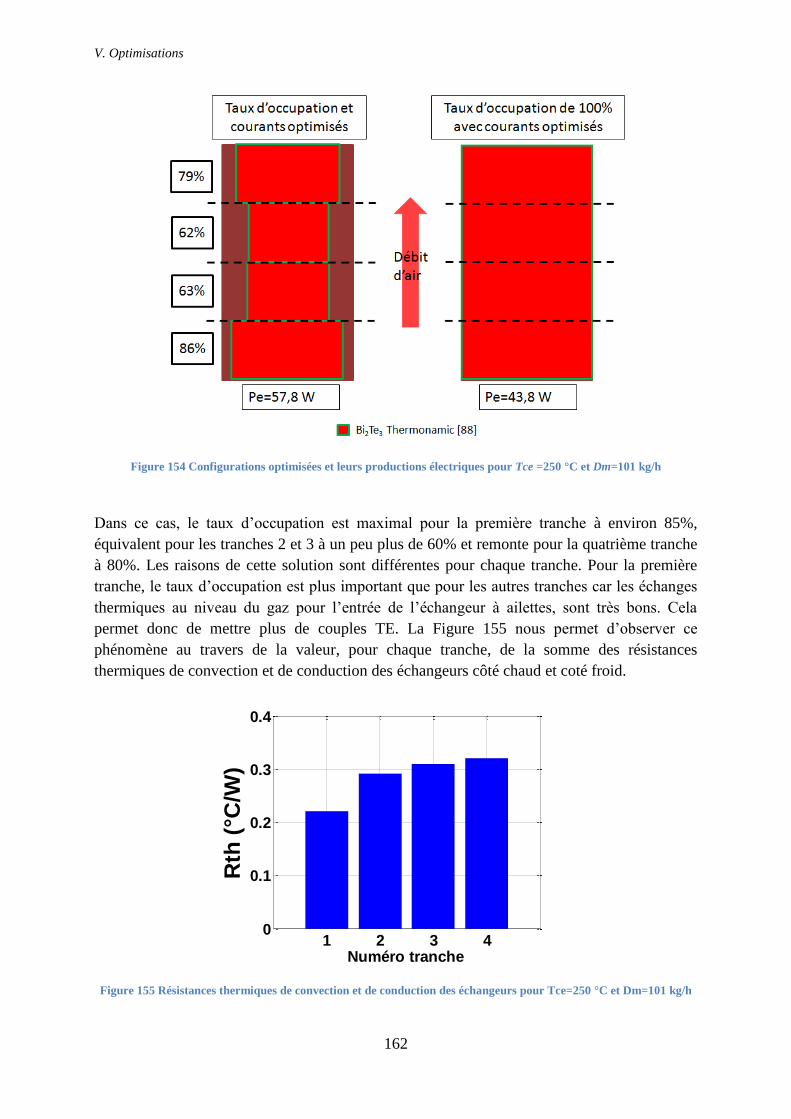
V. Optimisations
162
Figure 154 Configurations optimisées et leurs productions électriques pour Tce =250 °C et Dm=101 kg/h
Dans ce cas, le taux d’occupation est maximal pour la première tranche à environ 85%,
équivalent pour les tranches 2 et 3 à un peu plus de 60% et remonte pour la quatrième tranche
à 80%. Les raisons de cette solution sont différentes pour chaque tranche. Pour la première
tranche, le taux d’occupation est plus important que pour les autres tranches car les échanges
thermiques au niveau du gaz pour l’entrée de l’échangeur à ailettes, sont très bons. Cela
permet donc de mettre plus de couples TE. La Figure 155 nous permet d’observer ce
phénomène au travers de la valeur, pour chaque tranche, de la somme des résistances
thermiques de convection et de conduction des échangeurs côté chaud et coté froid.
Figure 155 Résistances thermiques de convection et de conduction des échangeurs pour Tce=250 °C et Dm=101 kg/h
1 2 3 40
0.1
0.2
0.3
0.4
Numéro tranche
Rth
(°C
/W)
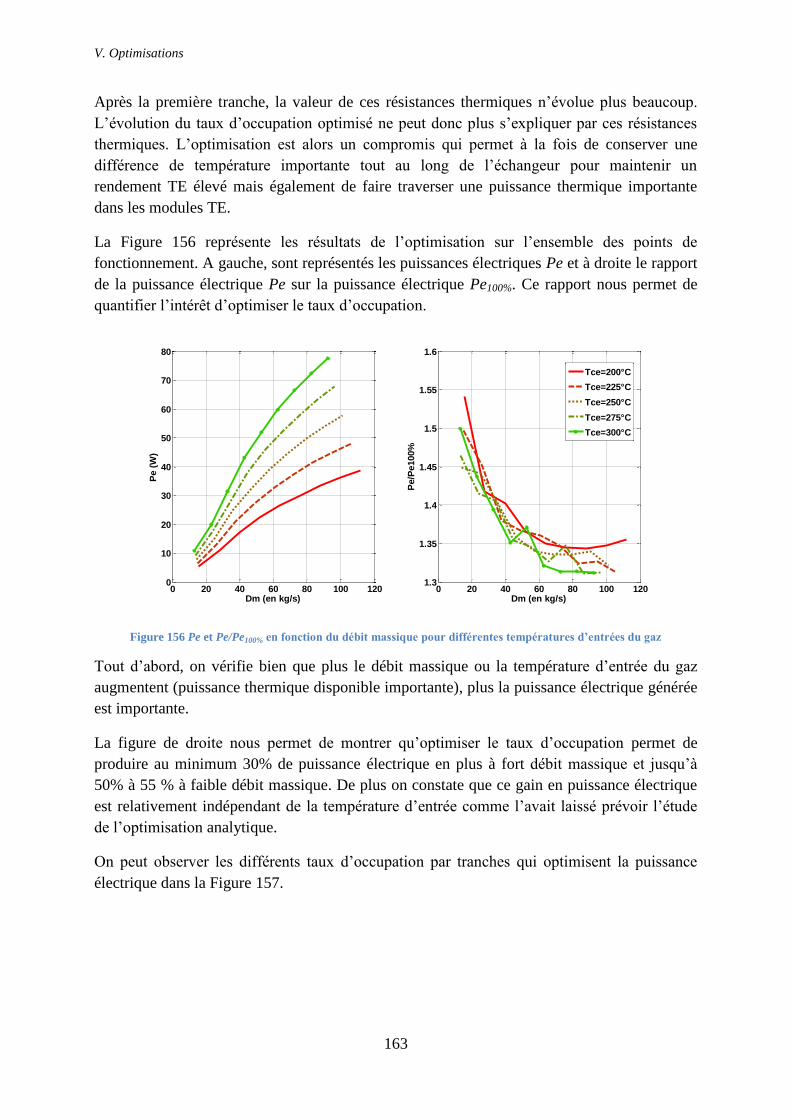
V. Optimisations
163
Après la première tranche, la valeur de ces résistances thermiques n’évolue plus beaucoup.
L’évolution du taux d’occupation optimisé ne peut donc plus s’expliquer par ces résistances
thermiques. L’optimisation est alors un compromis qui permet à la fois de conserver une
différence de température importante tout au long de l’échangeur pour maintenir un
rendement TE élevé mais également de faire traverser une puissance thermique importante
dans les modules TE.
La Figure 156 représente les résultats de l’optimisation sur l’ensemble des points de
fonctionnement. A gauche, sont représentés les puissances électriques Pe et à droite le rapport
de la puissance électrique Pe sur la puissance électrique Pe100%. Ce rapport nous permet de
quantifier l’intérêt d’optimiser le taux d’occupation.
Figure 156 Pe et Pe/Pe100% en fonction du débit massique pour différentes températures d’entrées du gaz
Tout d’abord, on vérifie bien que plus le débit massique ou la température d’entrée du gaz
augmentent (puissance thermique disponible importante), plus la puissance électrique générée
est importante.
La figure de droite nous permet de montrer qu’optimiser le taux d’occupation permet de
produire au minimum 30% de puissance électrique en plus à fort débit massique et jusqu’à
50% à 55 % à faible débit massique. De plus on constate que ce gain en puissance électrique
est relativement indépendant de la température d’entrée comme l’avait laissé prévoir l’étude
de l’optimisation analytique.
On peut observer les différents taux d’occupation par tranches qui optimisent la puissance
électrique dans la Figure 157.
0 20 40 60 80 100 1200
10
20
30
40
50
60
70
80
Dm (en kg/s)
Pe (
W)
0 20 40 60 80 100 1201.3
1.35
1.4
1.45
1.5
1.55
1.6
Dm (en kg/s)
Pe/P
e100%
Tce=200°C
Tce=225°C
Tce=250°C
Tce=275°C
Tce=300°C

V. Optimisations
164
Figure 157 Taux d’occupations par tranches qui maximisent la puissance électrique en fonction du débit massique
pour différentes températures d’entrée du gaz
Tout d’abord, on peut observer qu’excepté pour la première tranche et à très faible débit
massique, augmenter le débit massique s’accompagne d’une augmentation du taux
d’occupation optimal. En effet, plus on dispose de flux thermique d’air et plus on peut
rajouter des modules sans trop faire chuter la température et donc le rendement TE. De plus,
les taux d’occupation sont très peu dépendants de la température d’entrée du gaz ce qui est
cohérent avec l’observation effectuée dans la partie optimisation analytique au niveau de
l’expression du taux d’occupation optimal. On peut également affirmer que quelles que soient
les conditions de débit massique ou de température d’entrée de gaz, la première tranche est
toujours la plus remplie (celle qui possède le taux d’occupation le plus élevé) car les échanges
à l’entrée du TEG sont toujours les meilleurs. Pour bien comprendre ce phénomène, il faut
observer l’évolution du coefficient d’échange dans le TEG en fonction du débit massique
donné par la Figure 158.
Figure 158 Coefficient d’échange côté chaud en fonction de la position dans l’échangeur pour différents débits
massiques
0 20 40 60 80 100 1200
0.2
0.4
0.6
0.8
Dm (en kg/s)
1
0 20 40 60 80 100 1200
0.2
0.4
0.6
0.8
Dm (en kg/s)
2
0 20 40 60 80 100 1200
0.2
0.4
0.6
0.8
Dm (en kg/s)
3
0 20 40 60 80 100 1200
0.2
0.4
0.6
0.8
Dm (en kg/s)
4
Tce=200°C
Tce=225°C
Tce=250°C
Tce=275°C
Tce=300°C
0 0.05 0.1 0.15 0.2 0.25 0.30
50
100
150
200
250
300
350
y (en mètres)
h (
W.m
-2.K
-1)
Dm=20 kg/h
Dm=50 kg/h
Dm=80 kg/h
Dm=110 kg/h
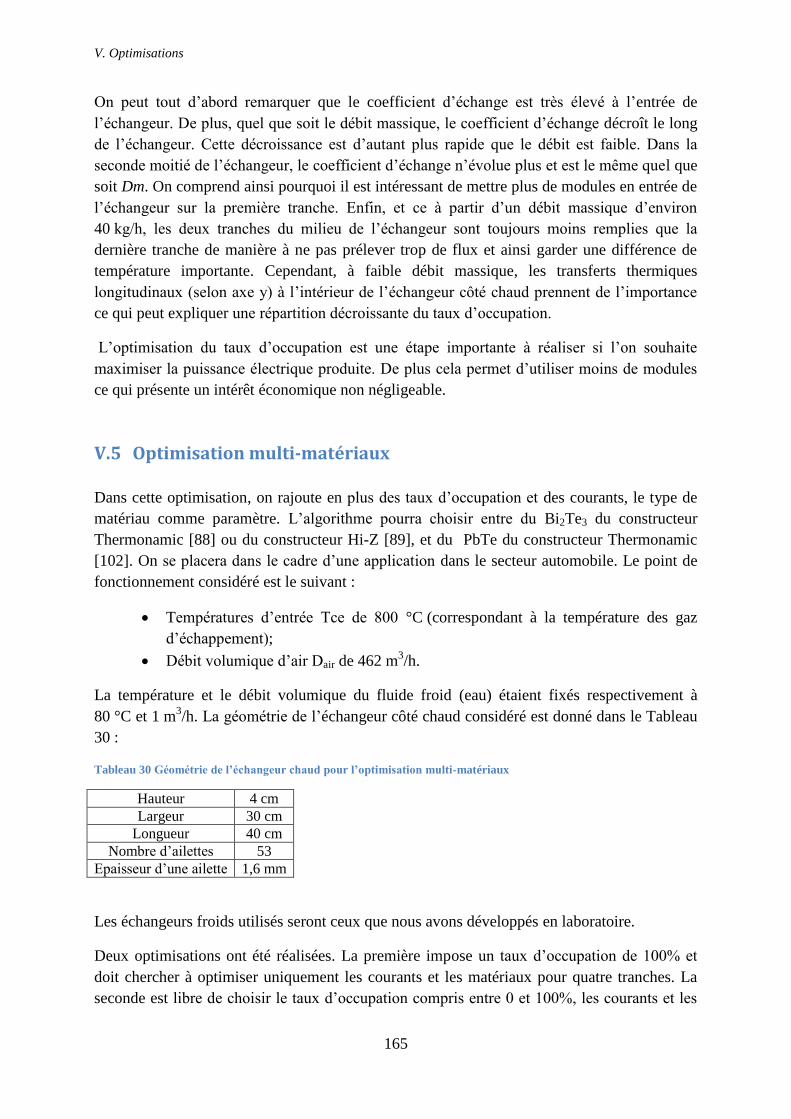
V. Optimisations
165
On peut tout d’abord remarquer que le coefficient d’échange est très élevé à l’entrée de
l’échangeur. De plus, quel que soit le débit massique, le coefficient d’échange décroît le long
de l’échangeur. Cette décroissance est d’autant plus rapide que le débit est faible. Dans la
seconde moitié de l’échangeur, le coefficient d’échange n’évolue plus et est le même quel que
soit Dm. On comprend ainsi pourquoi il est intéressant de mettre plus de modules en entrée de
l’échangeur sur la première tranche. Enfin, et ce à partir d’un débit massique d’environ
40 kg/h, les deux tranches du milieu de l’échangeur sont toujours moins remplies que la
dernière tranche de manière à ne pas prélever trop de flux et ainsi garder une différence de
température importante. Cependant, à faible débit massique, les transferts thermiques
longitudinaux (selon axe y) à l’intérieur de l’échangeur côté chaud prennent de l’importance
ce qui peut expliquer une répartition décroissante du taux d’occupation.
L’optimisation du taux d’occupation est une étape importante à réaliser si l’on souhaite
maximiser la puissance électrique produite. De plus cela permet d’utiliser moins de modules
ce qui présente un intérêt économique non négligeable.
V.5 Optimisation multi-matériaux
Dans cette optimisation, on rajoute en plus des taux d’occupation et des courants, le type de
matériau comme paramètre. L’algorithme pourra choisir entre du Bi2Te3 du constructeur
Thermonamic [88] ou du constructeur Hi-Z [89], et du PbTe du constructeur Thermonamic
[102]. On se placera dans le cadre d’une application dans le secteur automobile. Le point de
fonctionnement considéré est le suivant :
Températures d’entrée Tce de 800 °C (correspondant à la température des gaz
d’échappement);
Débit volumique d’air Dair de 462 m3/h.
La température et le débit volumique du fluide froid (eau) étaient fixés respectivement à
80 °C et 1 m3/h. La géométrie de l’échangeur côté chaud considéré est donné dans le Tableau
30 :
Tableau 30 Géométrie de l’échangeur chaud pour l’optimisation multi-matériaux
Hauteur 4 cm
Largeur 30 cm
Longueur 40 cm
Nombre d’ailettes 53
Epaisseur d’une ailette 1,6 mm
Les échangeurs froids utilisés seront ceux que nous avons développés en laboratoire.
Deux optimisations ont été réalisées. La première impose un taux d’occupation de 100% et
doit chercher à optimiser uniquement les courants et les matériaux pour quatre tranches. La
seconde est libre de choisir le taux d’occupation compris entre 0 et 100%, les courants et les
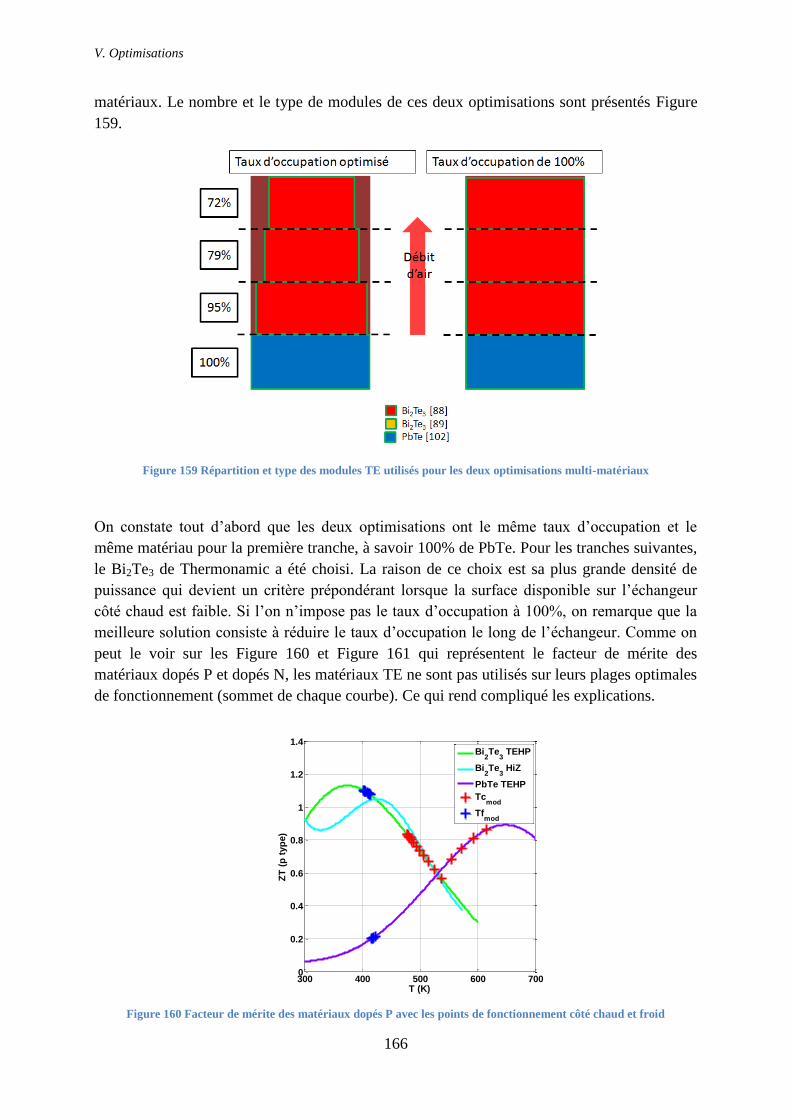
V. Optimisations
166
matériaux. Le nombre et le type de modules de ces deux optimisations sont présentés Figure
159.
Figure 159 Répartition et type des modules TE utilisés pour les deux optimisations multi-matériaux
On constate tout d’abord que les deux optimisations ont le même taux d’occupation et le
même matériau pour la première tranche, à savoir 100% de PbTe. Pour les tranches suivantes,
le Bi2Te3 de Thermonamic a été choisi. La raison de ce choix est sa plus grande densité de
puissance qui devient un critère prépondérant lorsque la surface disponible sur l’échangeur
côté chaud est faible. Si l’on n’impose pas le taux d’occupation à 100%, on remarque que la
meilleure solution consiste à réduire le taux d’occupation le long de l’échangeur. Comme on
peut le voir sur les Figure 160 et Figure 161 qui représentent le facteur de mérite des
matériaux dopés P et dopés N, les matériaux TE ne sont pas utilisés sur leurs plages optimales
de fonctionnement (sommet de chaque courbe). Ce qui rend compliqué les explications.
Figure 160 Facteur de mérite des matériaux dopés P avec les points de fonctionnement côté chaud et froid
300 400 500 600 7000
0.2
0.4
0.6
0.8
1
1.2
1.4
T (K)
ZT
(p
typ
e)
Bi2Te
3 TEHP
Bi2Te
3 HiZ
PbTe TEHP
Tcmod
Tfmod
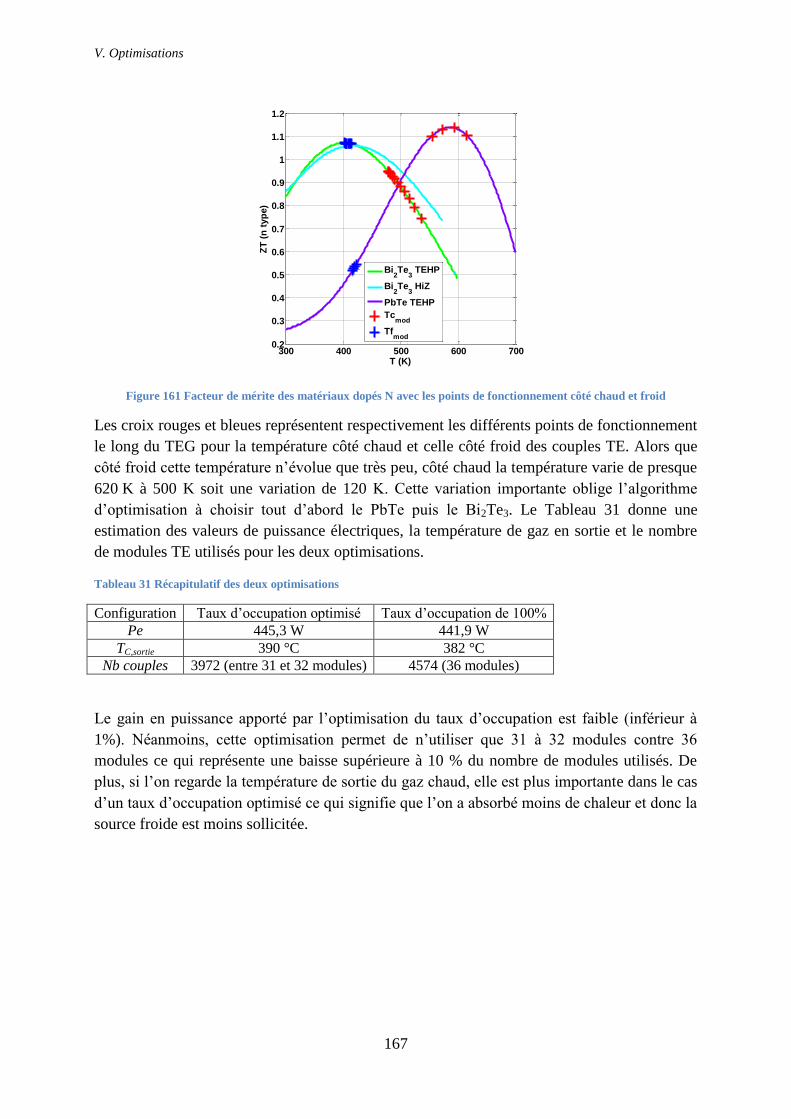
V. Optimisations
167
Figure 161 Facteur de mérite des matériaux dopés N avec les points de fonctionnement côté chaud et froid
Les croix rouges et bleues représentent respectivement les différents points de fonctionnement
le long du TEG pour la température côté chaud et celle côté froid des couples TE. Alors que
côté froid cette température n’évolue que très peu, côté chaud la température varie de presque
620 K à 500 K soit une variation de 120 K. Cette variation importante oblige l’algorithme
d’optimisation à choisir tout d’abord le PbTe puis le Bi2Te3. Le Tableau 31 donne une
estimation des valeurs de puissance électriques, la température de gaz en sortie et le nombre
de modules TE utilisés pour les deux optimisations.
Tableau 31 Récapitulatif des deux optimisations
Configuration Taux d’occupation optimisé Taux d’occupation de 100%
Pe 445,3 W 441,9 W
TC,sortie 390 °C 382 °C
Nb couples 3972 (entre 31 et 32 modules) 4574 (36 modules)
Le gain en puissance apporté par l’optimisation du taux d’occupation est faible (inférieur à
1%). Néanmoins, cette optimisation permet de n’utiliser que 31 à 32 modules contre 36
modules ce qui représente une baisse supérieure à 10 % du nombre de modules utilisés. De
plus, si l’on regarde la température de sortie du gaz chaud, elle est plus importante dans le cas
d’un taux d’occupation optimisé ce qui signifie que l’on a absorbé moins de chaleur et donc la
source froide est moins sollicitée.
300 400 500 600 7000.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
T (K)
ZT
(n
typ
e)
Bi2Te
3 TEHP
Bi2Te
3 HiZ
PbTe TEHP
Tcmod
Tfmod
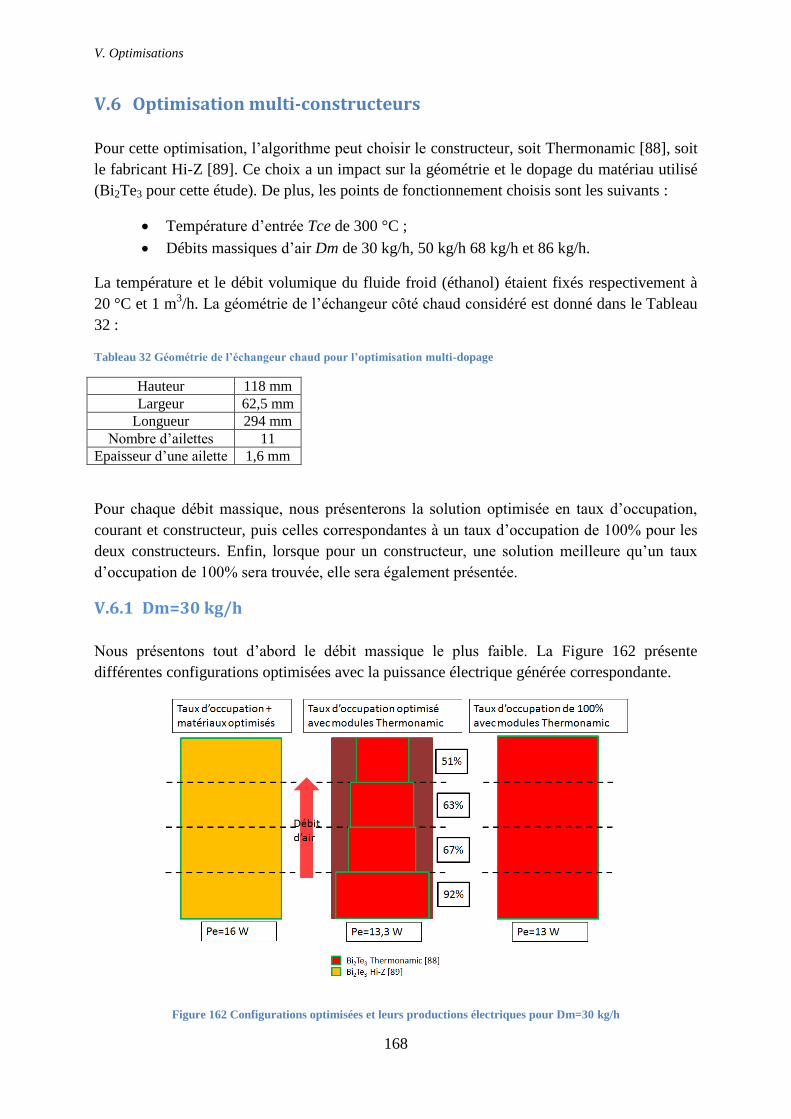
V. Optimisations
168
V.6 Optimisation multi-constructeurs
Pour cette optimisation, l’algorithme peut choisir le constructeur, soit Thermonamic [88], soit
le fabricant Hi-Z [89]. Ce choix a un impact sur la géométrie et le dopage du matériau utilisé
(Bi2Te3 pour cette étude). De plus, les points de fonctionnement choisis sont les suivants :
Température d’entrée Tce de 300 °C ;
Débits massiques d’air Dm de 30 kg/h, 50 kg/h 68 kg/h et 86 kg/h.
La température et le débit volumique du fluide froid (éthanol) étaient fixés respectivement à
20 °C et 1 m3/h. La géométrie de l’échangeur côté chaud considéré est donné dans le Tableau
32 :
Tableau 32 Géométrie de l’échangeur chaud pour l’optimisation multi-dopage
Hauteur 118 mm
Largeur 62,5 mm
Longueur 294 mm
Nombre d’ailettes 11
Epaisseur d’une ailette 1,6 mm
Pour chaque débit massique, nous présenterons la solution optimisée en taux d’occupation,
courant et constructeur, puis celles correspondantes à un taux d’occupation de 100% pour les
deux constructeurs. Enfin, lorsque pour un constructeur, une solution meilleure qu’un taux
d’occupation de 100% sera trouvée, elle sera également présentée.
V.6.1 Dm=30 kg/h
Nous présentons tout d’abord le débit massique le plus faible. La Figure 162 présente
différentes configurations optimisées avec la puissance électrique générée correspondante.
Figure 162 Configurations optimisées et leurs productions électriques pour Dm=30 kg/h
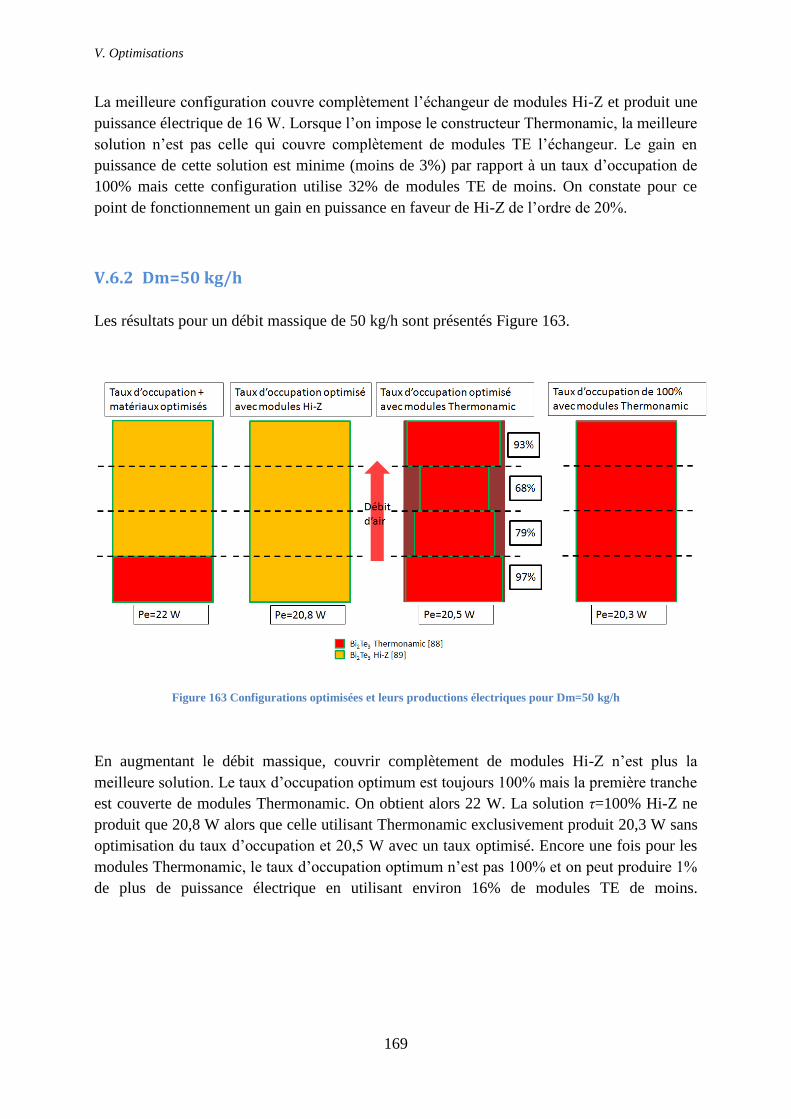
V. Optimisations
169
La meilleure configuration couvre complètement l’échangeur de modules Hi-Z et produit une
puissance électrique de 16 W. Lorsque l’on impose le constructeur Thermonamic, la meilleure
solution n’est pas celle qui couvre complètement de modules TE l’échangeur. Le gain en
puissance de cette solution est minime (moins de 3%) par rapport à un taux d’occupation de
100% mais cette configuration utilise 32% de modules TE de moins. On constate pour ce
point de fonctionnement un gain en puissance en faveur de Hi-Z de l’ordre de 20%.
V.6.2 Dm=50 kg/h
Les résultats pour un débit massique de 50 kg/h sont présentés Figure 163.
Figure 163 Configurations optimisées et leurs productions électriques pour Dm=50 kg/h
En augmentant le débit massique, couvrir complètement de modules Hi-Z n’est plus la
meilleure solution. Le taux d’occupation optimum est toujours 100% mais la première tranche
est couverte de modules Thermonamic. On obtient alors 22 W. La solution τ=100% Hi-Z ne
produit que 20,8 W alors que celle utilisant Thermonamic exclusivement produit 20,3 W sans
optimisation du taux d’occupation et 20,5 W avec un taux optimisé. Encore une fois pour les
modules Thermonamic, le taux d’occupation optimum n’est pas 100% et on peut produire 1%
de plus de puissance électrique en utilisant environ 16% de modules TE de moins.
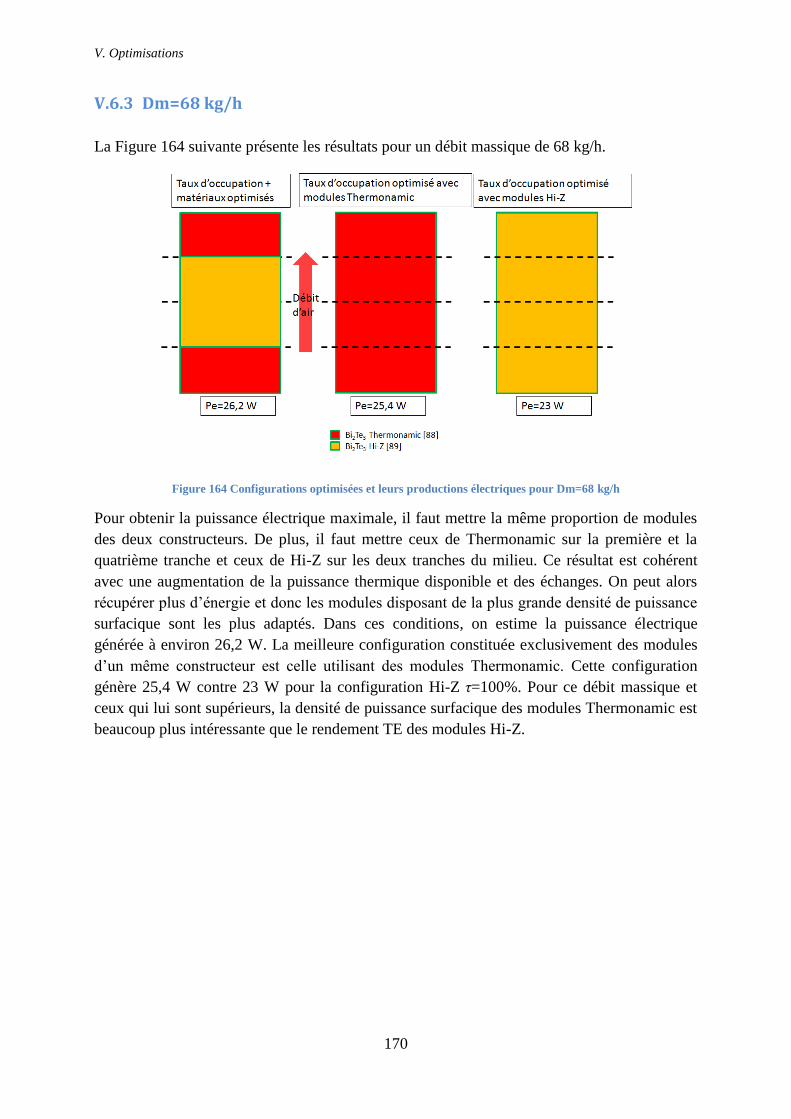
V. Optimisations
170
V.6.3 Dm=68 kg/h
La Figure 164 suivante présente les résultats pour un débit massique de 68 kg/h.
Figure 164 Configurations optimisées et leurs productions électriques pour Dm=68 kg/h
Pour obtenir la puissance électrique maximale, il faut mettre la même proportion de modules
des deux constructeurs. De plus, il faut mettre ceux de Thermonamic sur la première et la
quatrième tranche et ceux de Hi-Z sur les deux tranches du milieu. Ce résultat est cohérent
avec une augmentation de la puissance thermique disponible et des échanges. On peut alors
récupérer plus d’énergie et donc les modules disposant de la plus grande densité de puissance
surfacique sont les plus adaptés. Dans ces conditions, on estime la puissance électrique
générée à environ 26,2 W. La meilleure configuration constituée exclusivement des modules
d’un même constructeur est celle utilisant des modules Thermonamic. Cette configuration
génère 25,4 W contre 23 W pour la configuration Hi-Z τ=100%. Pour ce débit massique et
ceux qui lui sont supérieurs, la densité de puissance surfacique des modules Thermonamic est
beaucoup plus intéressante que le rendement TE des modules Hi-Z.
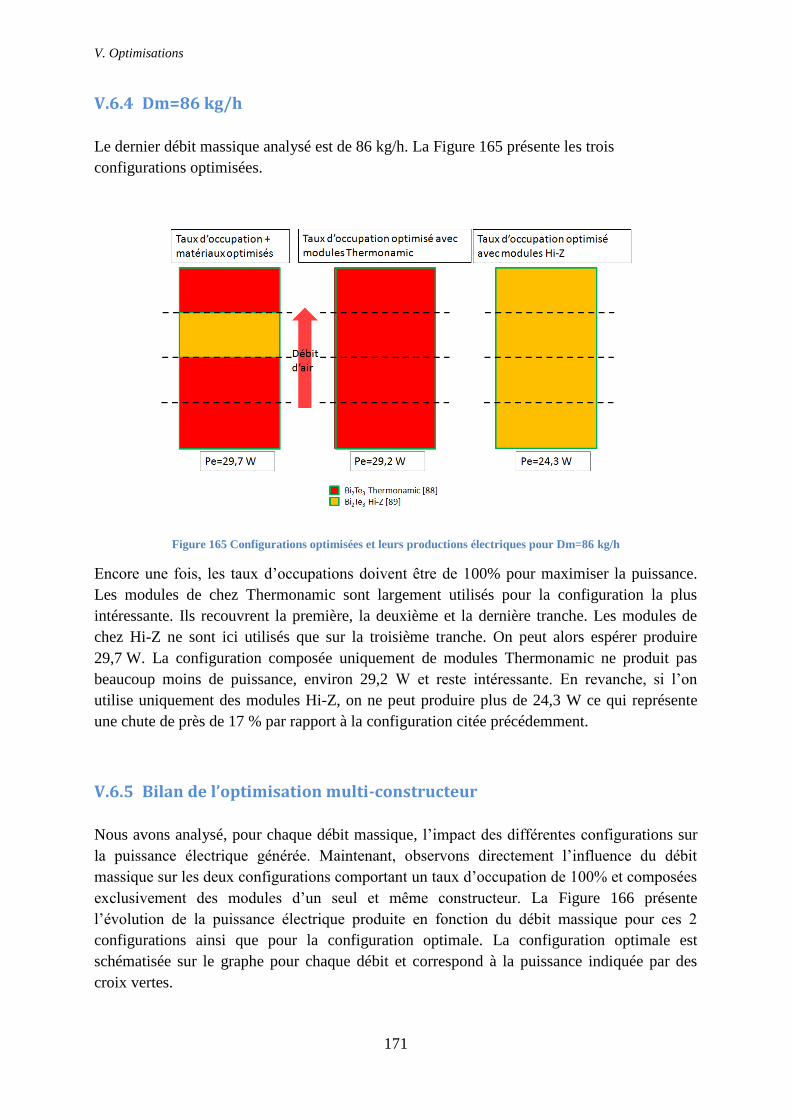
V. Optimisations
171
V.6.4 Dm=86 kg/h
Le dernier débit massique analysé est de 86 kg/h. La Figure 165 présente les trois
configurations optimisées.
Figure 165 Configurations optimisées et leurs productions électriques pour Dm=86 kg/h
Encore une fois, les taux d’occupations doivent être de 100% pour maximiser la puissance.
Les modules de chez Thermonamic sont largement utilisés pour la configuration la plus
intéressante. Ils recouvrent la première, la deuxième et la dernière tranche. Les modules de
chez Hi-Z ne sont ici utilisés que sur la troisième tranche. On peut alors espérer produire
29,7 W. La configuration composée uniquement de modules Thermonamic ne produit pas
beaucoup moins de puissance, environ 29,2 W et reste intéressante. En revanche, si l’on
utilise uniquement des modules Hi-Z, on ne peut produire plus de 24,3 W ce qui représente
une chute de près de 17 % par rapport à la configuration citée précédemment.
V.6.5 Bilan de l’optimisation multi-constructeur
Nous avons analysé, pour chaque débit massique, l’impact des différentes configurations sur
la puissance électrique générée. Maintenant, observons directement l’influence du débit
massique sur les deux configurations comportant un taux d’occupation de 100% et composées
exclusivement des modules d’un seul et même constructeur. La Figure 166 présente
l’évolution de la puissance électrique produite en fonction du débit massique pour ces 2
configurations ainsi que pour la configuration optimale. La configuration optimale est
schématisée sur le graphe pour chaque débit et correspond à la puissance indiquée par des
croix vertes.
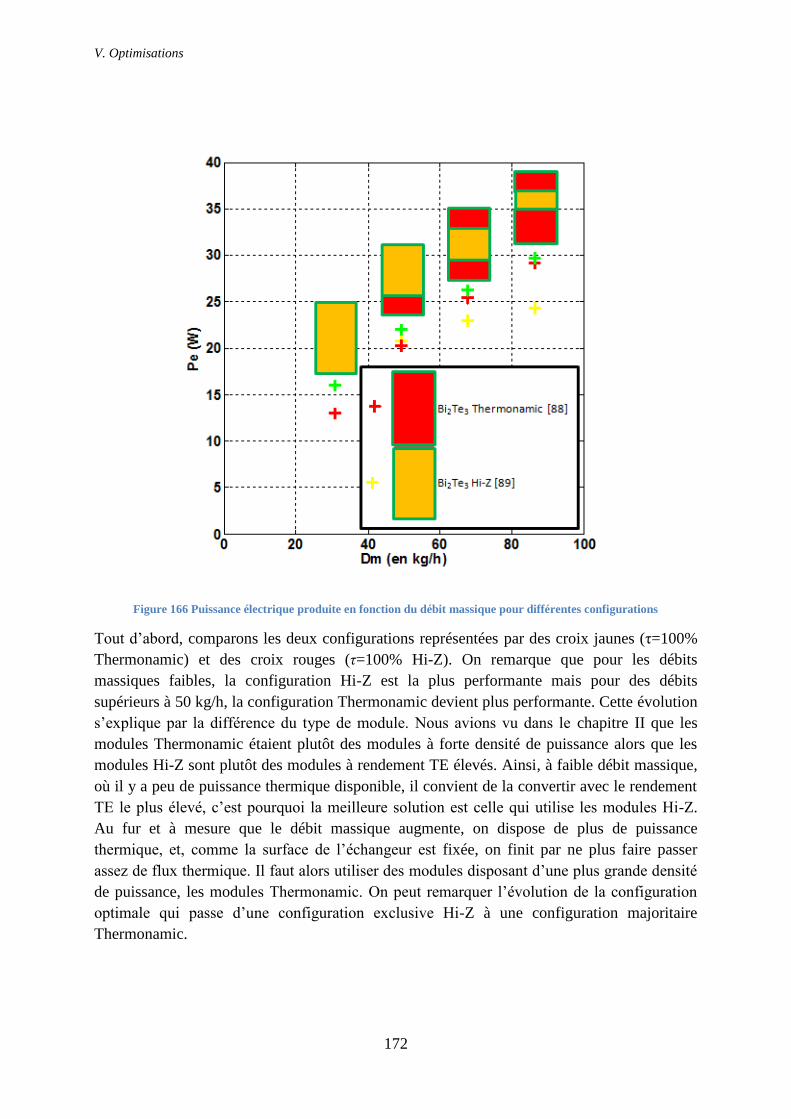
V. Optimisations
172
Figure 166 Puissance électrique produite en fonction du débit massique pour différentes configurations
Tout d’abord, comparons les deux configurations représentées par des croix jaunes (τ=100%
Thermonamic) et des croix rouges (τ=100% Hi-Z). On remarque que pour les débits
massiques faibles, la configuration Hi-Z est la plus performante mais pour des débits
supérieurs à 50 kg/h, la configuration Thermonamic devient plus performante. Cette évolution
s’explique par la différence du type de module. Nous avions vu dans le chapitre II que les
modules Thermonamic étaient plutôt des modules à forte densité de puissance alors que les
modules Hi-Z sont plutôt des modules à rendement TE élevés. Ainsi, à faible débit massique,
où il y a peu de puissance thermique disponible, il convient de la convertir avec le rendement
TE le plus élevé, c’est pourquoi la meilleure solution est celle qui utilise les modules Hi-Z.
Au fur et à mesure que le débit massique augmente, on dispose de plus de puissance
thermique, et, comme la surface de l’échangeur est fixée, on finit par ne plus faire passer
assez de flux thermique. Il faut alors utiliser des modules disposant d’une plus grande densité
de puissance, les modules Thermonamic. On peut remarquer l’évolution de la configuration
optimale qui passe d’une configuration exclusive Hi-Z à une configuration majoritaire
Thermonamic.

V. Optimisations
173
V.7 Conclusion
Tout au long du chapitre V, nous avons pu observer l’intérêt des optimisations. Dans les deux
premières, nous avons pu constater l’importance d’optimiser le taux d’occupation de manière
à maximiser la puissance électrique générée mais également limiter le nombre des modules.
Ensuite, nous avons étudié des systèmes multi-matériaux plus complexes. Nous avons pu
noter que les performances des matériaux sont fortement corrélées à la température
d’utilisation et qu’il convient de choisir avec attention le type de module utilisé pour
maximiser la puissance électrique.
174
Conclusion générale
L’objectif de ces travaux était l’étude des générateurs thermoélectriques allant de la
caractérisation des modules thermoélectriques, éléments de base de la conversion d’énergie
thermique en énergie électrique à l’optimisation en passant par une étape nécessaire de
modélisation. Plusieurs modules thermoélectriques provenant de différents constructeurs ont
été testés et caractérisés. Leurs performances ont été comparées et l’on a mis en évidence
L’étude bibliographique nous a permis de positionner la génération thermoélectrique dans le
contexte actuel, en présentant son historique ainsi que son évolution. Dans plusieurs secteurs
cette technologie est déjà mature, comme le domaine spatial ou encore la production
d’électricité en zone isolée. L’activité scientifique semble montrer une accélération du
développement des TEG dans domaine automobile. Ces avancées bénéficieront à l’ensemble
des domaines et particulièrement aux autres transports. D’autres secteurs à fort potentiel n’en
sont qu’au stade de l’étude mais ne tarderont pas à se développer comme par exemple le
secteur maritime.
Ensuite, nous avons posé les bases de notre modélisation en présentant les principaux modèles
globaux. Enfin, nous avons présenté différents travaux d’optimisation et leurs principaux
résultats.
Trois modules thermoélectriques de Bi2Te3 provenant de constructeurs différents ont été
testés. Ces essais ont permis de mettre en évidence la présence et l’influence des résistances
thermiques de contact. De plus, nous avons pu constater la difficulté des mesures des
résistances électriques internes des modules thermoélectriques à travers une forte dispersion
de ces mesures. Enfin, le module choisi pour le TEG a été caractérisé plus précisément de
manière à établir une modélisation correcte du comportement du module à partir propriétés
physiques fournies par le constructeur: conductivité, résistivité et coefficients Seebeck des
matériaux thermoélectriques utilisés pour les modules.
Un convertisseur DC/DC a été développé durant nos travaux pour pouvoir effectuer des essais
en charge sur l’ensemble de nos dispositifs expérimentaux. Nous avons porté une attention
particulière à l’optimisation de ses composants pour maximiser son rendement de conversion.
Un algorithme MPPT a été implémenté dans ce convertisseur et ses paramètres ont également
été optimisés. Enfin, nous avons caractérisé la performance ainsi que la qualité des mesures
de ces convertisseurs.
L’ensemble du dispositif expérimental de la boucle thermique pour tester les TEG, a été décrit
et ses caractéristiques ont été données. La campagne expérimentale a démontré pour certains
points de fonctionnement l’existence de configurations de TEG qui produisent plus de
puissance électrique en utilisant moins de modules thermoélectriques. Cela est
particulièrement vrai à faible débit massique. A fort débit massique, pour un même nombre de
modules, nous avons également démontré expérimentalement que la position des modules
175
avait son importance. Ce dernier point nous a permis d’orienter la structure du code
numérique vers un modèle en 2 dimensions.
Après avoir justifié le choix du modèle thermoélectrique utilisé, nous avons implémenté un
code modélisant le dispositif de la boucle thermoélectrique en utilisant le logiciel Matlab®.
Les différentes versions qui se sont succédées ont été présentées et leurs évolutions
expliquées. Nous avons ensuite réalisé une étude sur l’influence du maillage qui nous a menés
à choisir un compromis entre précision et vitesse. Le code multi-physiques final a ensuite été
confronté aux résultats expérimentaux. Nous avons pu le valider sur une large plage de débit
massique.
Une première optimisation a montré analytiquement la pertinence d’optimiser le taux
d’occupation pour maximiser la puissance électrique générée. Nous avons alors établi les
expressions analytiques de la puissance électrique générée ainsi que du taux d’occupation
optimal lorsque les effets Peltier et Joule sont négligés. A travers l’étude d’un cas particulier,
nous nous sommes assurés de la validité de cette hypothèse. Puis, nous avons présenté la
méthode d’optimisation numérique choisie basée sur les algorithmes génétiques. Ils ont été
dans un premier temps codés entièrement puis utilisé directement à travers une fonction
spécifique du logiciel Matlab®. Enfin, nous avons appliqué cette méthode d’optimisation à
notre modèle multi physiques pour effectuer plusieurs optimisations.
On a démontré que la température d’entrée du gaz chaud n’a que très peu d’influence sur le
taux d’occupation optimal mais que ce dernier est fortement corrélé au débit massique. Le
gain en puissance électrique apporté par l’optimisation du taux d’occupation est compris entre
30 % à fort débit massique et environ 50% à faible débit massique par rapport à un taux
d’occupation de 100%. De plus, ce gain en puissance électrique s’accompagne d’une
réduction du nombre de couples TE utilisés.
Puis, nous nous sommes placés dans le cadre d’une application automobile pour une
température des gaz d’échappement fixée à 800°C. Nous avons donc rajouté dans les
paramètres d’optimisations le type de matériaux thermoélectrique. Nous avons montré que
l’optimisation du taux d’occupation permettait de réduire de plus de 10% le nombre de
couples thermoélectriques utilisé en augmentant très légèrement la puissance. De plus, cela
permettait de contraindre moins la source froide en lui transférant moins de puissance
thermique.
Enfin, nous avons, pour quatre débits massiques différents et pour une température de gaz de
300°C, étudier l’influence du type de module thermoélectrique pour un même matériau
thermoélectrique, le Bi2Te3. Nous avons pu observer que les modules à fort rendement
(constructeur Hi-Z) sont plus intéressants à faible débit massique (30 kg/h) avec un gain de
puissance électrique de près de 20% par rapport aux modules à forte densité de puissance
(constructeur Thermonamic). Lorsque le débit massique augmente, il devient intéressant
d’augmenter la part de modules à forte densité de puissance pour gagner jusqu’à 17% de
puissance électrique par rapport à une solution exclusivement composée de modules à fort
rendement.
176
Perspectives
Le code numérique développé permet l’optimisation en régime stationnaire des générateurs
thermoélectriques. Un banc de caractérisation des modules thermoélectriques et un banc
d’essais pour un générateur thermoélectrique modulable ont été réalisés. Les résultats
expérimentaux ont validé le code dans une plage de débit de la source chaude mais ont montré
la nécessité d’affiner la métrologie pour valider la simulation lorsque les débits sont faibles.
Les perspectives de recherches pour les années à venir sont la validation complète du modèle
stationnaire à l’ensemble de la plage de débit et son application à l’optimisation de
générateurs thermoélectriques pour des applications industrielles.
Le dispositif expérimental doit donc être amélioré. Les mesures de température d’entrée et de
sortie du gaz sont des points importants à améliorer. En effet, la mesure de température d’un
gaz est compliquée et dépendante de la forme du profil de vitesse. Il serait intéressant de
fabriquer des divergents et convergents plus longs de manière à avoir des profils de
température et de vitesse établis en entrée et sortie du TEG.
L’échangeur côté froid devrait être caractérisé sur une large plage de température de manière
à pouvoir valider notre code dans des conditions expérimentales étendues.
Une mesure de pression mécanique serait également intéressante dans le TEG pour estimer
l’impact de la dilatation thermique sur les différents contacts. Pour cela, il faudrait revoir le
système de mise en pression mécanique qui manque aujourd’hui de volume.
Le modèle devrait être amélioré en prenant en compte la distribution de température latérale
du gaz. Ainsi nous serions en mesure de prédire plus précisément les températures de paroi
côté chaud et ainsi améliorer les prédictions du code.
L’application à des systèmes industriels nécessite de compléter ce code afin de prendre en
compte un modèle instationnaire et de concevoir l’optimisation du générateur sur un cycle de
fonctionnement complet.
Des optimisations supplémentaires, en particulier sur la taille des thermo-éléments ou encore
sur les connections électriques entre modules ont été envisagées mais n’ont pas été réalisée
faute de temps. La première serait intéressante pour définir une géométrie et une architecture
pour les modules et la seconde serait intéressante d’un point de vue système en vue d’une
réduction des convertisseurs électriques.
Les principales perspectives d’applications industrielles que nous envisageons sont la
récupération d’énergie thermique perdue (chaleur fatale) et la production d’électricité dans les
zones où le raccordement au réseau électrique n’est pas viable économiquement.
177
Références
[1] A. Volta, “Nuova memoria Sull’ elettricita a animale. Divisa in tre lettere diretta al
signor Abate Anton Maria Vassali, proffessore di fisica nella R. Université Torino.
1794-1795.” Institute for experimental medicine of Russia — «A.Galvani and A.Volta,
selected papers on animal e1ectricity», OGIZ Publ., M.— L., 1937., 1795-1794.
[2] T. J. Seebeck, “Magnetische Polarisation der Metalle und Erze Durch Temperatur-
Differenz,” in Ostwald’s Klassiker der Exakten Wissenshaften Nr. 70 (1895). Seebeck
Biography 1. Seebeck Biography 2., 1822.
[3] J. C. Peltier, “Nouvelles expériences sur la caloricité des courants électriques,” p. I. VI
(1834) 371–87.
[4] E. Altenkirch, “Electrotehrmische kalteerzeugung und reversible elektrische Heizung,”
p. 12 (1911) 920–4.
[5] D. Astrain, J. G. Vián, A. Martínez, and A. Rodríguez, “Study of the influence of heat
exchangers’ thermal resistances on a thermoelectric generation system,” Energy, vol. 35,
no. 2, pp. 602–610, Feb. 2010.
[6] C.-C. Wang, C.-I. Hung, and W.-H. Chen, “Design of heat sink for improving the
performance of thermoelectric generator using two-stage optimization,” Energy, vol. 39,
no. 1, pp. 236–245, Mar. 2012.
[7] G. J. Snyder, “Thermoelectric Power Generation: Efficiency and Compatibility,” in
Thermoelectrics Handbook Macro to Nano, CRC Press, 2006.
[8] H. Julian Goldsmid, “Theory of thermoelectric refrigeration and generation,” in In
Introduction to Thermoelectricity, Springer Berlin Heidelberg, 2010, pp. 7–21.
[9] D. M. Rowe, CRC Handbook of Thermoelectrics. CRC Press, 2006.
[10] B. Lenoir, “Thermoélectricité: des principes aux applications,” Transport, pp. 1–19,
1990.
[11] R. L. Cataldo and G. L. Bennett, U.S. Space Radioisotope Power Systems and
Applications: Past, Present and Future, Radioisotopes - Applications in Physical
Sciences. 2011.
[12] R. D. Abelson, “Space Missions ans Applications,” in Thermoelectrics Handbook, 2010,
pp. 56–6.
[13] T. Caillat, J. Sakamoto, A. J. A, C. K. Huang, J. Cheng, J. Paik, P. Gogna, and P. J.
Fleurial, “Status of skutterudite-based segmented thermoelectric technology components
development at JPL,” in STAIF 23rd Symposium on Space Nuclear Power and
Propulsion, Albuquerque, New Mexico, 2006.
[14] T. Caillat, S. Firdosy, S. C. B. Li, J.-A. Paik, C.-K. Huang, J. Cheng, J.-P. Fleurial, V.
Ravi, and and E. J. Brandon, “advanced high-temperature thermoelectric devices,” in
DOE Thermoelectric Applications Workshop, 2009.
[15] “J.-P. Fleurial, S. Bux, C.-K. Huang, B. J. Cheng, T. Vo, P. von Allmen, T. Caillat, Y.
Pei, A. Lalonde, A. Zevalkink, A. May, E. Toberer, G. Snyder, D. King, K. Star, J. Ma,
R. Kaner, B. Dunn, and C. C. S. Kauzlarich, ‘Advanced high temperature bulk
thermoelectric materials,.’”Proceedings of Nuclear and Emerging Technologies for
Space 2011, A. nuclear society, Ed-2011.
[16] T. C. Harman, M. P. Walsh, B. E. Laforge, and G. W. Turner, “Nanostructured
thermoelectric materials,” J. Electron. Mater., vol. 34, no. 5, pp. L19–L22, May 2005.
[17] H. Li, X. Tang, Q. Zhang, and C. Uher, “High performance InxCeyCo4Sb12
thermoelectric materials with in situ forming nanostructured InSb phase,” Appl. Phys.
Lett., vol. 94, no. 10, p. 102114, Mar. 2009.
178
[18] Y. Rosenberg, Y. Gelbstein, and M. P. Dariel, “Phase separation and thermoelectric
properties of the Pb 0.25Sn0.25Ge0.5Te compound,” J. Alloys Compd., vol. 526, pp. 31–38,
2012.
[19] O. Yamashita, T. Ochi, and H. Odahara, “Effect of the cooling rate on the thermoelectric
properties of p-type (Bi0.25Sb0.75)2Te3 and n-type Bi2(Te0.94Se0.06)3after melting in the
bismuth-telluride system,” Mater. Res. Bull., vol. 44, no. 6, pp. 1352–1359, 2009.
[20] P. F. P. Poudeu, A. Guéguen, C.-I. Wu, T. Hogan, and M. G. Kanatzidis, “High Figure
of Merit in Nanostructured n-Type KPbmSbTem+2 Thermoelectric Materials,” Chem.
Mater., vol. 22, no. 3, pp. 1046–1053, Feb. 2010.
[21] K. Biswas, J. He, Q. Zhang, G. Wang, C. Uher, V. P. Dravid, and M. G. Kanatzidis,
“Strained endotaxial nanostructures with high thermoelectric figure of merit,” Nat.
Chem., vol. 3, no. 2, pp. 160–166, Feb. 2011.
[22] J.-S. Rhyee, K. H. Lee, S. M. Lee, E. Cho, S. I. Kim, E. Lee, Y. S. Kwon, J. H. Shim,
and G. Kotliar, “Peierls distortion as a route to high thermoelectric performance in
In4Se3-δ crystals,” Nature, vol. 459, no. 7249, pp. 965–968, Jun. 2009.
[23] K. F. Hsu, S. Loo, F. Guo, W. Chen, J. S. Dyck, C. Uher, T. Hogan, E. K.
Polychroniadis, and M. G. Kanatzidis, “Cubic AgPbmSbTe2+m: Bulk Thermoelectric
Materials with High Figure of Merit,” Science, vol. 303, no. 5659, pp. 818–821, Feb.
2004.
[24] L. I. Schwartz and H. J. Shure, “Survey of electric power plants for space applications,”
presented at the Fifty-Eight National Meeting of the American Institute of Chemical
Engineers, Philadelphia, Pennsylvania, 1965.
[25] R. Alimov, “Radioisotope Thermoelectric Generators - Bellona.” [Online]. Available:
http://www.neazoi.com/technology/thermocouple/37598.htm. [Accessed: 17-May-2014].
[26] M. Aturin and V. Yarosh, “Prospects and problems for removal of riteg from service at
sea and river transport objects of the russian federation.” Atomic Energy Agency Std.,
avril-2008.
[27] I. A. E. Agency, Identification of Radioactive Sources and Devices. Vienna: IAEA,
2009.
[28] “Global Thermoelectric.” [Online]. Available: http://www.globalte.com.
[29] B. Mazar, “State of the art prototype vehicle with a thermoelectric generator,” presented
at the Thermoelectrics Applications Workshop 2012, Munich, Germany, 2012.
[30] D. Crane, “Thermoelectric Waste Heat Recovery Program for Passenger Vehicles
Gentherm Inc. 05/17/13 available at
http://www4.eere.energy.gov/vehiclesandfuels/resources/merit-
review/sites/default/files/ace080_crane_2013_o.pdf,” 17-May-2013.
[31] “‘Renoter project,’ in 2nd Thermoelectrics Applications Workshop 2011, 2011.
[Online]. Available:
http://¬www1.eere.energy.gov/vehiclesandfuels/resources/proceedings/-
2011_thermoelectrics_presentations.html.”.
[32] “L. Aixala, ‘Renoter project,’ in 3rd Thermoelectrics Applications Workshop 2012,
2012. [Online]. Available:
http://www1.eere.energy.gov/vehiclesandfuels/resources/proceedings/-
2012_thermoelectrics_presentations.html.”.
[33] “D. W. Kwok, J. P. Huang, J. A. Skorupa, and J. W. Smith, ‘EnglishThermoelectric
generation system,’ USA Patent US 2009/0159110 A1, juin 25, 2009.”.
[34] J. Huang, “Aerospace and aircraft thermoelectric applications,” 2009. [Online].
Available:
www1.eere.energy.gov/vehiclesandfuels/pdfs/thermoelectrics_app_2009/thursday/huang
.pdf.

179
[35] A. Sizmann, H. Kuhn, J. Steinwandel, C. Peineke, A. Westenberger, and M. Schwarze,
“Prospects and Plans for the Introduction of Other Renewable Energy Sources for
Aviation,” SWAFEA formal report D.5.1, 2011.
[36] T. Kousksou, J.-P. Bédécarrats, D. Champier, P. Pignolet, and C. Brillet, “Numerical
study of thermoelectric power generation for an helicopter conical nozzle,” J. Power
Sources, vol. 196, no. 8, pp. 4026–4032, Apr. 2011.
[37] N. R. Kristiansen and H. K. Nielsen, “Potential for usage of thermoelectric generators on
ships,” J. Electron. Mater., vol. 39, no. 9, pp. 1746–1749, 2010.
[38] G. Shu, Y. Liang, H. Wei, H. Tian, J. Zhao, and L. Liu, “A review of waste heat
recovery on two-stroke IC engine aboard ships,” Renew. Sustain. Energy Rev., vol. 19,
pp. 385–401, Mar. 2013.
[39] World Energy Outlook 2010 Edition. International Energy Agency Publications, France,
2010.
[40] J. Parikh, K. Balakrishnan, V. Laxmi, and H. Biswas, “Exposure from cooking with
biofuels: pollution monitoring and analysis for rural Tamil Nadu, India,” Energy, vol.
26, no. 10, pp. 949 – 962, 2001.
[41] A. N. Anozie, A. R. Bakare, J. A. Sonibare, and T. O. Oyebisi, “Evaluation of cooking
energy cost, efficiency, impact on air pollution and policy in Nigeria,” Energy, vol. 32,
no. 7, pp. 1283 – 1290, 2007.
[42] A. Haines, K. R. Smith, D. Anderson, P. R. Epstein, A. J. McMichael, I. Roberts, P.
Wilkinson, J. Woodcock, and J. Woods, “Policies for accelerating access to clean
energy, improving health, advancing development, and mitigating climate change,” The
Lancet, vol. 370, no. 9594, pp. 1264 – 1281, 2007.
[43] “Brazil Background Study for a National Rural Electrification Strategy: Aiming for
Universal Access Energy.” The International Bank for Reconstruction and Development
Std., Mar-2005.
[44] M. R. Nouni, S. C. Mullick, and T. C. Kandpal, “Providing electricity access to remote
areas in India: An approach towards identifying potential areas for decentralized
electricity supply,” Renew. Sustain. Energy Rev., vol. 12, no. 5, pp. 1187 – 1220, 2008.
[45] R. Y. Nuwayhid, A. Shihadeh, and N. Ghaddar, “Development and testing of a domestic
woodstove thermoelectric generator with natural convection cooling,” Energy Convers.
Manag., vol. 46, no. 9–10, pp. 1631–1643, Jun. 2005.
[46] C. Lertsatitthanakorn, W. Srisuwan, C. Thanachayanont, A. Vorasigha, and S.
Maneewan, “Comparative Investigation of Thermoelectric Power and Cooling
Modules,” Exp. Tech., vol. 35, no. 1, pp. 33–36, Jan. 2011.
[47] S. Joshi, D. Mastbergen, and B. Willson, “Field testing of stove-powered thermoelectric
generators.,” in ETHOS 2007 Engineers in Technical and Humanitarian Opportunities
of Service international stove research conference, 2007.
[48] “Biolite.” [Online]. Available: http://biolitestove.com/.
[49] D. Champier, M. Rivaletto, and F. Strub, “TEGBioS :a prototype of thermoelectric
power generator for biomass stoves,” presented at the 22nd Internacional Conference on
Efficiency, Cost, Optimization, Simulation, and Environmental Impact of Energy
Systems, Paraná, Brazil, 2009.
[50] D. Champier, J. P. Bedecarrats, M. Rivaletto, and F. Strub, “Thermoelectric power
generation from biomass cook stoves,” Energy, vol. 35, no. 2, pp. 935 – 942, 2010.
[51] G. F. Rinalde, L. E. Juanico, E. Taglialavore, S. Gortari, and M. G. Molina,
“Development of thermoelectric generators for electrification of isolated rural homes,”
Int. J. Hydrog. Energy, vol. 35, no. 11, pp. 5818 – 5822, 2010.
180
[52] S. M. O’Shaughnessy, M. J. Deasy, J. V. Doyle, and A. J. Robinson, “Field trial testing
of an electricity-producing portable biomass cooking stove in rural Malawi,” Energy
Sustain. Dev., vol. 20, pp. 1–10, Jun. 2014.
[53] D. Mastbergen and B. Willson, “Generating light from stoves using a thermoelectric
generator,” in ETHOS 2005 Engineers in Technical and Humanitarian Opportunities of
Service international stove research conference, 2005.
[54] B. Rogers, M. Henderson, and M. Pugliese, “The Twig Light: Affordable, Sustainable
Lighting for Villagers in Rural Ghana,” in Open 2010: NCIIA’s 14th Annual
Conference, 2010.
[55] D. Champier, J. P. Bédécarrats, T. Kousksou, M. Rivaletto, F. Strub, and P. Pignolet,
“Study of a TE (thermoelectric) generator incorporated in a multifunction wood stove,”
Energy, vol. 36, no. 3, pp. 1518–1526, Mar. 2011.
[56] C. Favarel, D. Champier, J. P. Bedecarrats, T. Kousksou, and F. Strub, “Study of a
thermoelectric system equipped with a maximum power point tracker for stand-alone
electric generation.,” AIP Conf. Proc., vol. 1449, no. 1, pp. 520–523, 2012.
[57] D. Champier, C. Favarel, J. P. Bédécarrats, T. Kousksou, and J. F. Rozis, “Prototype
Combined Heater/Thermoelectric Power Generator for Remote Applications,” J.
Electron. Mater., vol. 42, no. 7, pp. 1888–1899, Jul. 2013.
[58] G. Friedl, W. Moser, A. McCarry, K. Berndt, and R. Schöpke, “Micro-CHP –
Experiences with thermoelectric generators integrated in a wood pellet combustion unit,”
in 28th International_and 7th European_Conference_on_Thermoelectrics, 2009.
[59] E. Höftberger, W. Moser, W. Aigenbauer, G. Friedl, and W. Haslinger, “Grid autarchy
of automated pellets combustion systems by the means of thermoelectric generators,” in
Konferenz Automotive Goes Thermoelectrics, 2010.
[60] M. Codecasa, C. Fanciulli, R. Gaddi, and F. Passaretti, “Design and Development of a
TEG Cogenerator Device Integrated in Self Standing Gas Heaters,” in 9th European
Conference on Thermoelectrics, 2011.
[61] “Micropelt.” [Online]. Available: http://www.micropelt.com/.
[62] “Microscale Thermal and Power Management.” [Online]. Available:
http://www.lairdtech.com/Products/Power-Products/Power-Generators/#.U3cnBPl_vrZ.
[63] D. Samson, T. Otterpohl, M. Kluge, U. Schmid, and T. Becker, “Aircraft-Specific
Thermoelectric Generator Module,” J. Electron. Mater., vol. 39, no. 9, pp. 2092–2095,
2010.
[64] V. Leonov, R. J. M. Vullers, and C. V. Hoof, “Thermoelectric generator hidden in a shirt
with a fabric radiator,” AIP Conf. Proc., vol. 1449, no. 1, pp. 556–559, 2012.
[65] V. Leonov, T. Torfs, R. Vullers, and C. Van Hoof, “Hybrid Thermoelectric-Photovoltaic
Generators in Wireless Electroencephalography Diadem and Electrocardiography Shirt,”
J. Electron. Mater., vol. 39, no. 9, pp. 1674–1680, 2010.
[66] M. Lossec, “Systèmes multisources de récupération d’énergie dans l’environnement
humain : modélisation et optimisation du dimensionnement,” École Normale Supérieure
de Cachan, 2011.
[67] K. McEnaney, D. Kraemer, and Z. R. G. Chen, “Modeling of concentrating solar
thermoelectric generators,” J. Appl. Phys., vol. 110, no. 7, 2011.
[68] A. Ioffe, “Semiconductor thermoelements and thermoelectric cooling.,” Infosearch, ltd.,
London, UK, 1957.
[69] F. Meng, L. Chen, and F. Sun, “A numerical model and comparative investigation of a
thermoelectric generator with multi-irreversibilities,” Energy, vol. 36, no. 5, pp. 3513–
3522, May 2011.
[70] E. J. Sandoz-Rosado, S. J. Weinstein, and R. J. Stevens, “On the Thomson effect in
thermoelectric power devices,” Int. J. Therm. Sci., vol. 66, pp. 1–7, Apr. 2013.
181
[71] D. Wee, “Analysis of thermoelectric energy conversion efficiency with linear and
nonlinear temperature dependence in material properties,” Energy Convers. Manag., vol.
52, no. 12, pp. 3383–3390, Nov. 2011.
[72] G. Fraisse, J. Ramousse, D. Sgorlon, and C. Goupil, “Comparison of different modeling
approaches for thermoelectric elements,” Energy Convers. Manag., vol. 65, pp. 351–
356, Jan. 2013.
[73] H. Lee, “The Thomson effect and the ideal equation on thermoelectric coolers,” Energy,
vol. 56, pp. 61–69, Jul. 2013.
[74] N. Q. Nguyen and K. V. Pochiraju, “Behavior of thermoelectric generators exposed to
transient heat sources,” Appl. Therm. Eng., vol. 51, no. 1–2, pp. 1–9, Mar. 2013.
[75] D. T. Crane, “An introduction to system-level, steady-state and transient modeling and
optimization of high-power-density thermoelectric generator devices made of segmented
thermoelectric elements,” J. Electron. Mater., vol. 40, no. 5, pp. 561–569, 2011.
[76] J. Esarte, G. Min, and D. M. Rowe, “Modelling heat exchangers for thermoelectric
generators,” J. Power Sources, vol. 93, no. 1–2, pp. 72–76, Feb. 2001.
[77] J. Yu and H. Zhao, “A numerical model for thermoelectric generator with the parallel-
plate heat exchanger,” J. Power Sources, vol. 172, no. 1, pp. 428–434, Oct. 2007.
[78] J.-Y. Jang, Y.-C. Tsai, and C.-W. Wu, “A study of 3-D numerical simulation and
comparison with experimental results on turbulent flow of venting flue gas using
thermoelectric generator modules and plate fin heat sink,” Energy, vol. 53, pp. 270–281,
May 2013.
[79] X. Gou, S. Yang, H. Xiao, and Q. Ou, “A dynamic model for thermoelectric generator
applied in waste heat recovery,” Energy, vol. 52, pp. 201–209, Apr. 2013.
[80] S. Kumar, S. Heister, X. Xu, J. Salvador, and G. Meisner, “Thermoelectric Generators
for Automotive Waste Heat Recovery Systems Part I: Numerical Modeling and Baseline
Model Analysis,” J. Electron. Mater., vol. 42, no. 4, pp. 665–674, 2013.
[81] N. Espinosa, M. Lazard, L. Aixala, and H. Scherrer, “Modeling a thermoelectric
generator applied to diesel automotive heat recovery,” J. Electron. Mater., vol. 39, no. 9,
pp. 1446–1455, 2010.
[82] S. Kumar, S. Heister, X. Xu, J. Salvador, and G. Meisner, “Thermoelectric Generators
for Automotive Waste Heat Recovery Systems Part II: Parametric Evaluation and
Topological Studies,” J. Electron. Mater., vol. 42, no. 6, pp. 944–955, 2013.
[83] C. Suter, Z. R. Jovanovic, and A. Steinfeld, “A 1 kWe thermoelectric stack for
geothermal power generation – Modeling and geometrical optimization,” Appl. Energy,
vol. 99, pp. 379–385, Nov. 2012.
[84] S. Bélanger and L. Gosselin, “Multi‐objective genetic algorithm optimization of
thermoelectric heat exchanger for waste heat recovery,” Int. J. Energy Res., vol. 36, no.
5, pp. 632–642, Apr. 2012.
[85] J.-Y. Jang and Y.-C. Tsai, “Optimization of thermoelectric generator module spacing
and spreader thickness used in a waste heat recovery system,” Appl. Therm. Eng., vol.
51, no. 1–2, pp. 677–689, Mar. 2013.
[86] E. Sandoz-Rosado and R. Stevens, “Experimental Characterization of Thermoelectric
Modules and Comparison with Theoretical Models for Power Generation,” J. Electron.
Mater., vol. 38, no. 7, pp. 1239–1244, 2009.
[87] W.-H. Chen, C.-Y. Liao, C.-I. Hung, and W.-L. Huang, “Experimental study on
thermoelectric modules for power generation at various operating conditions,” Energy,
vol. 45, no. 1, pp. 874 – 881, 2012.
[88] “Technical Data Sheet: Thermonamic Products – Available
at:<http://www.thermonamic.com/TEHP1-12656-0.3-English.pdf> [accessed
18.12.2012].” .

182
[89] “Technical Datasheet HiZ Available at :<http://www.hi-
z.com/uploads/2/3/0/9/23090410/hz-9.pdf>[accessed 01.05.2014].” .
[90] “Technical Datasheet EURECA available
at :<http://www.eureca.de/pdf/cooling/seebeck-elements/TEG2-50-50-
40_200.pdf>[accessed 01.05.2014].” .
[91] “Technical Data Sheet: eGRAF® HITHERMTM
Products – Available at:<
http://graftechaet.com/eGRAF/eGRAF-Technical-Documents.aspx > [accessed
30.1.2012].” .
[92] J.-P. Ferrieux and F. Forest, Alimentations à découpage, convertisseurs à résonance:
principes, modélisation, composants. Masson, 1987.
[93] P. Sigonnez, “Choix d’un débitmètre,” Tech. Ing. Métrologie Relat. Aux Fluides -
Vitesses Débits, vol. base documentaire : TIB402DUO., no. ref. article : r2200, 2014.
[94] W. Rohsenow, J. Hartnett, and Y. Cho, “Heat exchangers (Chapter 17),” in Handbook of
Heat Transfer, Third Edition., McGraw-Hill Companies,Incorporated, 1998.
[95] “Technical Data Sheet: Superwool 607 HT Blanket – Available at:<http://docs-
europe.electrocomponents.com/webdocs/0ff7/0900766b80ff705a.pdf>[accessed
16.04.2014].” .
[96] Y. S. Muzychka and M. M. Yovanovich, “Laminar Forced Convection Heat Transfer in
the Combined Entry Region of Non-Circular Ducts,” J. Heat Transf., vol. 126, no. 1, pp.
54–61, Mar. 2004.
[97] Gnielinski, V, “New equations for heat and mass transfer in turbulent pipe and channel
flow,” pp. 359–368, 1976.
[98] C. Goupil, H. Ouerdane, and Y. Apertet, “Thermoélectricité Thermodynamique et
applications,” Tech. Ing. Nouv. Technol. Énerg. Renouvelables Stock., vol. base
documentaire : TIB594DUO., no. ref. article : be8080, 2014.
[99] F. Curzon and B. Ahlborn, “Efficiency of a Carnot engine at maximum power output,”
Am. J. Phys., 43, pp. 22–24, 1975.
[100] B. Andresen, P. Salamon, and R. S. Berry, “Thermodynamics in finite time: extremals
for imperfect heat engines,” J. Chem. Phys., vol. 66, no. 4, pp. 1571–1577, 1977.
[101] D. E. Goldberg, Genetic Algorithms in Search, Optimization and Machine Learning,
1st ed. Boston, MA, USA: Addison-Wesley Longman Publishing Co., Inc., 1989.
[102] “Technical Data Sheet: Thermonamic Products – Available
at:<http://www.thermonamic.com/PbTeIngotspecificationsheet-English%20version.pdf>
[accessed 18.12.2012].” .
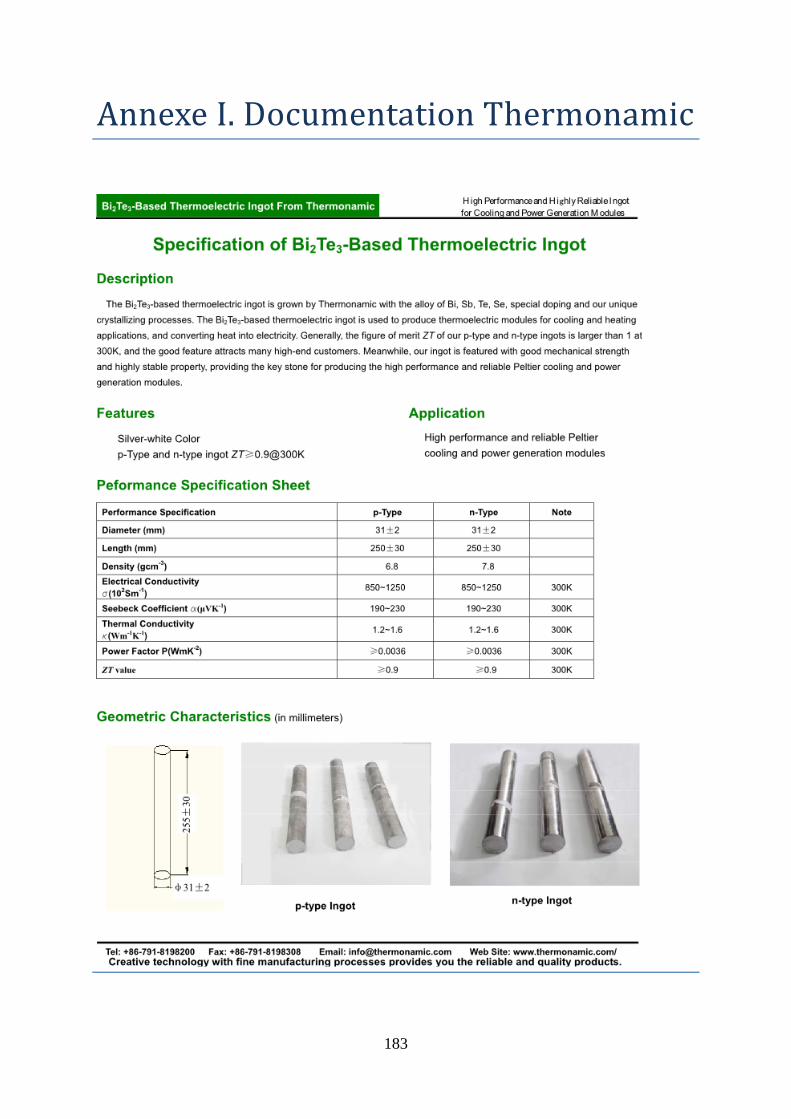
183
Annexe I. Documentation Thermonamic
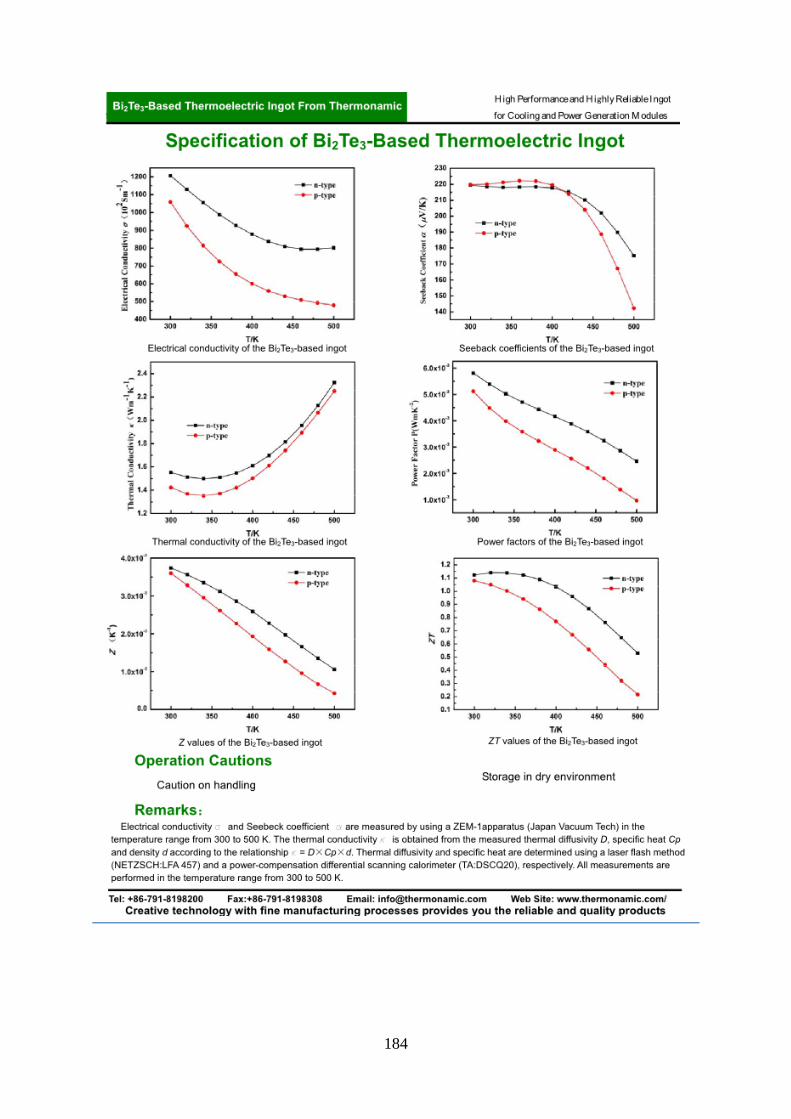
184
185
Annexe II. Cuisinière bois Planète Bois
La plateforme de développement technologique à but non lucratif « Planète Bois »
développe des fours faibles coûts, de longue durée, propres et très efficaces basés sur la
conception de double chambres de combustion (température de flamme entre 900-1000 °C
et tau de CO2 maximum de 200 g/GJ avec un rendement de 85%). Ces fours multifonction
(chauffage, cuisson et eau chaude) sont fabriqués à partir de matériaux de constructions
disponibles localement dans les pays en développement.
La Figure 167 montre les différentes parties de la cuisinière :
La chambre de pyrolyse où le bois est gazéifié. La quantité d’oxygène en
provenance des arrivées d’air primaire est juste assez importante pour maintenir la
chaleur générée par les braises et ainsi entretenir la gazéification.
La zone de mélange où le gaz de pyrolyse est mélangé avec l’oxygène. La
géométrie particulière de cette zone augmente la vitesse de l’écoulement du gaz et
améliore son mélange avec l’oxygène. L’air secondaire est préalablement chauffé
grâce aux arrivées d’air métalliques qui longent la chambre de développement de
la flamme.
La chambre de développement de la flamme. Grâce au mélange air/gaz turbulent, à
la haute température et au temps de réaction approprié, la plupart des composants
volatiles sont brûlés.
Le premier échangeur de chaleur avec la plaque de cuisson.
Le second échangeur de chaleur entre le gaz chaud et le réservoir d’eau. Cet
échangeur comprend le TEG.
L’extraction électro-mécanique qui est nécessaire au tirage de la fumée à basse
température dans le conduit horizontal.
L’objectif est de réduire la consommation du bois par deux, soit passer de 14 à 7 kg de
bois par jour et par ménage (un ménage comprend entre 5 et 6 personnes), tout en
améliorant considérablement le confort. La cuisinière utilise des branches élaguées dont la
longueur est 40 cm et le diamètre compris entre 4 et 8 cm.
« Planète Bois » a déjà construit ces cuisinières avec des maçons locaux au Maroc. Les
caractéristiques de ces cuisinières sont les suivantes :
Cuisson
o Cuisson simultanée de deux plats
o Deux modes (express ou mijoté) selon la position des marmites
Production d’eau chaude domestique
o Stockage dans un réservoir en inox qui permet une utilisation hygiénique.
o Production importante pour des utilisations multiples (douche, nettoyage,
lessive, vaisselle). Cela permet par exemple une réduction de détergent.

186
o Effet cumulus : eau chaude disponible entre deux cuissons (en particulier,
eau chaude disponible pour les ablutions du matin).
Chauffage
o Chauffage radiatif basse température due à l’inertie thermique de la
cuisinière
Figure 167 Schéma de la cuisinière bois à haut rendement de Planète Bois
Conception
Le choix de l’extraction électro mécanique par ventilateur électrique évite la construction
d’une cheminée (moins cher et installation simple qui ne demande pas une grande
technicité).
Le tirage naturel ne peut pas être utilisé ici à cause de :
- la difficulté de réaliser des cheminées d’extraction bien isolées dont la hauteur
minimale est de 5 m et qui ajoute une complexité technique due à l’étanchéité des
connexions avec la toiture ;
- l’allumage est plus compliqué et le temps pour atteindre le régime de combustion
haute performance est plus long ;

187
- le coût de l’installation est beaucoup plus élevé.
Les caractéristiques techniques sont résumées dans le Tableau 33
Tableau 33 caractéristiques des cuisinières
Puissance 6 kW
Production d’eau chaude sanitaire 30 L toute les 30 min
Consommation de bois 1,5 kg par heure
Dimensions extérieures (L,l,h) 110x60x85 cm
Durée de vie 15 ans
Rendement moyen 80%
Pour ces foyers optimisés, l'extraction mécanique se fait par un ventilateur électrique. Ce
ventilateur ajuste les débits d'air primaire et secondaire pour des conditions optimales de
combustion à puissance nominale. Au Maroc, suite au programme de l'électrification
rurale, ce poêle peut être diffusé un peu partout. Toutefois, ce type de poêle ne peut pas
être utilisé actuellement dans des zones sans électricité. L’utilisation d’un TEG permettrait
de répondre à cette problématique.
Dispositif expérimental
Un four à bois a été construit dans notre laboratoire pour mesurer la puissance électrique
que pouvait produire un TEG dans cet environnement. Le réservoir d’eau sur lequel les
modules TE sont placés est fait d’acier inoxydable et mesure 50 cm de haut, 25 cm de
large, et 25 cm de long. Le TEG est constitué de 4*2 modules disponibles dans le
commerce. Il s’agit des modules caractérisés au II du fabricant Thermonamic, TEHP1-
12656-0.3. Ces modules sont placés entre le réservoir d’eau et un échangeur en
aluminium. Un échangeur est utilisé pour deux modules TE. Des photographies du
dispositif sont données Figure 168. La température côté chaud du module peut être de
330 °C en continu et jusqu'à 400 °C de façon intermittente. La température côté froid doit
être inférieure à 200 °C en raison de la soudure qui est différente de chaque côté du
module.
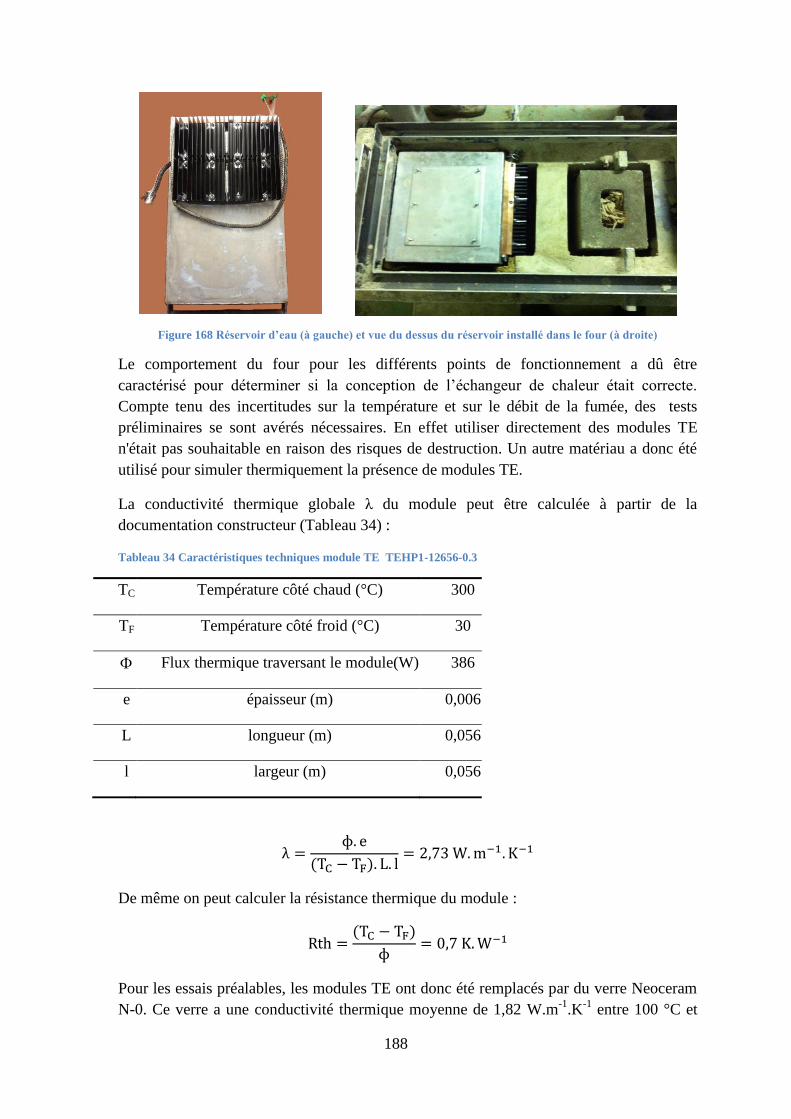
188
Figure 168 Réservoir d’eau (à gauche) et vue du dessus du réservoir installé dans le four (à droite)
Le comportement du four pour les différents points de fonctionnement a dû être
caractérisé pour déterminer si la conception de l’échangeur de chaleur était correcte.
Compte tenu des incertitudes sur la température et sur le débit de la fumée, des tests
préliminaires se sont avérés nécessaires. En effet utiliser directement des modules TE
n'était pas souhaitable en raison des risques de destruction. Un autre matériau a donc été
utilisé pour simuler thermiquement la présence de modules TE.
La conductivité thermique globale λ du module peut être calculée à partir de la
documentation constructeur (Tableau 34) :
Tableau 34 Caractéristiques techniques module TE TEHP1-12656-0.3
TC Température côté chaud (°C) 300
TF Température côté froid (°C) 30
Flux thermique traversant le module(W) 386
e épaisseur (m) 0,006
L longueur (m) 0,056
l largeur (m) 0,056
De même on peut calculer la résistance thermique du module :
Pour les essais préalables, les modules TE ont donc été remplacés par du verre Neoceram
N-0. Ce verre a une conductivité thermique moyenne de 1,82 W.m-1
.K-1
entre 100 °C et
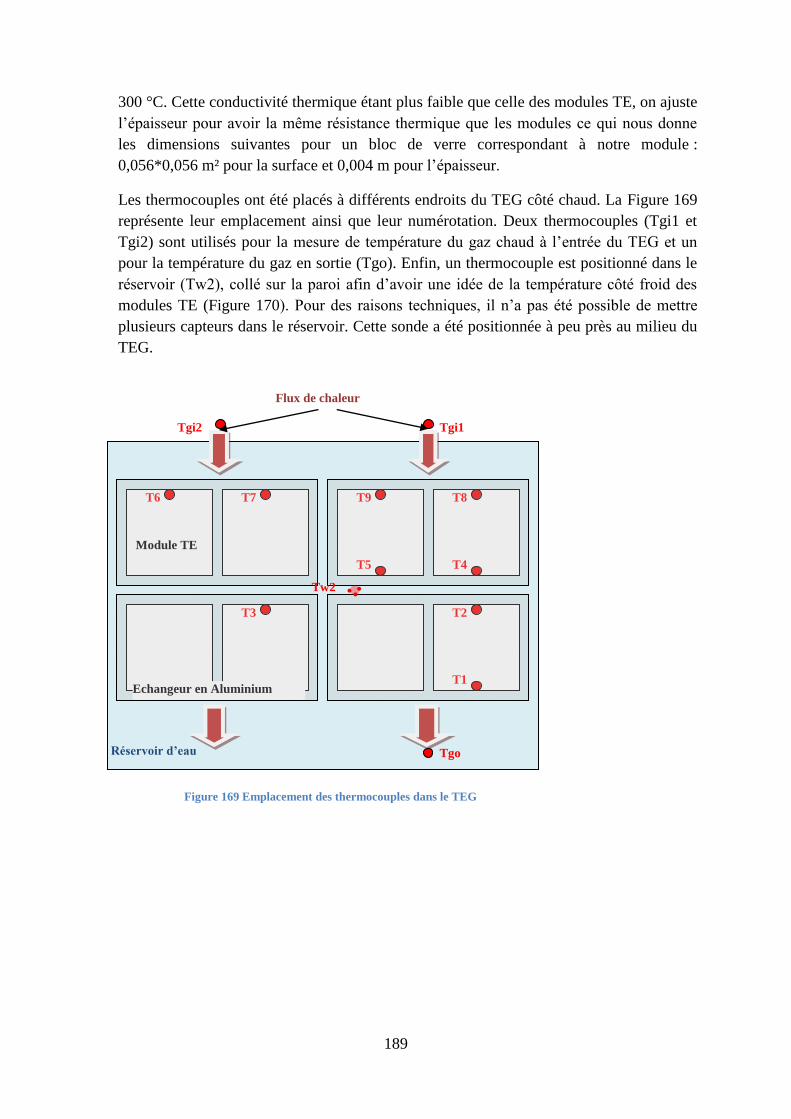
189
300 °C. Cette conductivité thermique étant plus faible que celle des modules TE, on ajuste
l’épaisseur pour avoir la même résistance thermique que les modules ce qui nous donne
les dimensions suivantes pour un bloc de verre correspondant à notre module :
0,056*0,056 m² pour la surface et 0,004 m pour l’épaisseur.
Les thermocouples ont été placés à différents endroits du TEG côté chaud. La Figure 169
représente leur emplacement ainsi que leur numérotation. Deux thermocouples (Tgi1 et
Tgi2) sont utilisés pour la mesure de température du gaz chaud à l’entrée du TEG et un
pour la température du gaz en sortie (Tgo). Enfin, un thermocouple est positionné dans le
réservoir (Tw2), collé sur la paroi afin d’avoir une idée de la température côté froid des
modules TE (Figure 170). Pour des raisons techniques, il n’a pas été possible de mettre
plusieurs capteurs dans le réservoir. Cette sonde a été positionnée à peu près au milieu du
TEG.
T2
T1
T3
T8
T4 T5
T9 T7 T6
Module TE
Echangeur en Aluminium
Réservoir d’eau
Tgi1
Tgo
Tw2
Tgi2
Flux de chaleur
Figure 169 Emplacement des thermocouples dans le TEG
190
Figure 170 Photographie de l'intérieur du Ballon d'eau
Un autre thermocouple (Tfo) est positionné dans la partie supérieure de la chambre de
développement de la flamme et un autre (Tso) est placé dans le conduit de sortie des
fumées, juste avant la boîte à fumée. Toutes ces mesures permettent de vérifier le bon
fonctionnement de la cuisinière. L’acquisition des données a été effectuée avec une
centrale d’acquisition AOIP FD5. La précision est de 0,021 % soit 0,7 °C.
Résultats
Les résultats pour une expérience d’une durée de 2 h en fonctionnement normal sont
donnés Figure 171.
Il s'agit d'une combustion de la biomasse, donc la température des gaz est très irrégulière
et évolue lorsque du bois est chargé ou lorsque le feu est attisé. On peut voir que la plupart
du temps la température au sommet de la chambre de développement de la flamme (Tfo)
est au-dessus de 800 °C qui est nécessaire pour assurer une bonne combustion. La
température à la sortie (Tso) est d'environ 100-120 °C ce qui est également caractéristique
d'un très bon rendement. La température à l'extrémité du conduit de fumée (non
enregistrée par la centrale d’acquisition) était d'environ 60 °C. Cela traduit que très peu de
chaleur est rejetée (perdue) à l’extérieur de la pièce. Tgi1 et Tgo représentent la
température à l'entrée et à la sortie de l'échangeur. On constate que le gradient de
température du gaz chaud le long de l'échangeur de chaleur varie entre 200 et 300 °C.
Analyser la mesure fournie par Tw2 est très instructif. Au cours d'une première période, la
température augmente jusqu'à près de 100 °C. A ce moment, nous avons commencé à
puiser de l'eau et ajouter de l'eau froide, en gardant toujours de l'eau dans le réservoir
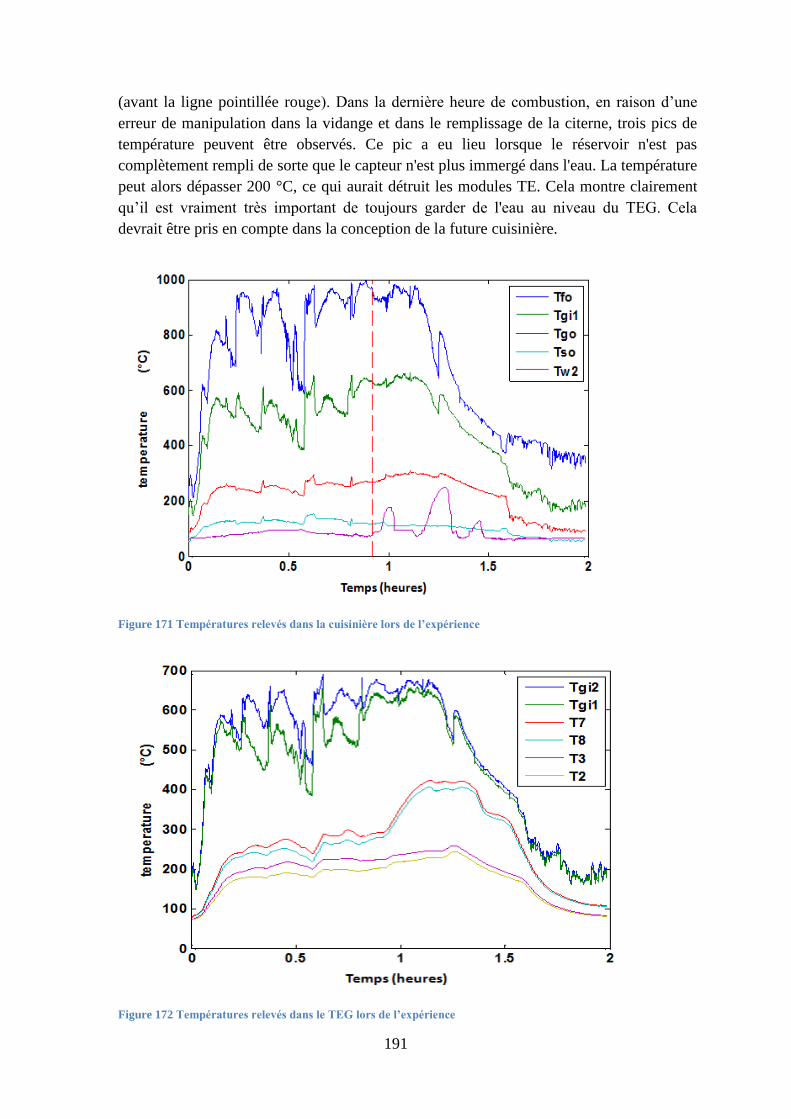
191
(avant la ligne pointillée rouge). Dans la dernière heure de combustion, en raison d’une
erreur de manipulation dans la vidange et dans le remplissage de la citerne, trois pics de
température peuvent être observés. Ce pic a eu lieu lorsque le réservoir n'est pas
complètement rempli de sorte que le capteur n'est plus immergé dans l'eau. La température
peut alors dépasser 200 °C, ce qui aurait détruit les modules TE. Cela montre clairement
qu’il est vraiment très important de toujours garder de l'eau au niveau du TEG. Cela
devrait être pris en compte dans la conception de la future cuisinière.
Figure 171 Températures relevés dans la cuisinière lors de l’expérience
Figure 172 Températures relevés dans le TEG lors de l’expérience
192
La Figure 172 présente les températures de gaz à l'entrée des échangeurs de chaleur et les
températures de la partie supérieure de chaque échangeur de chaleur. Il convient de noter
que les températures sont un peu plus élevées sur le côté gauche du conduit. Cependant,
cette différence est très faible et par conséquent le débit est bien réparti sur les échangeurs.
En outre, l'écart moyen entre les températures T4 et T8, et entre T1 et T2 est inférieur à
1 °C. Ce résultat montre que chaque module aura une température relativement uniforme
sur sa face chaude.
Estimation de la production d’électricité
Pour avoir une estimation de la production de l'électricité, il est nécessaire de déterminer
la température côté froid des modules TE (Tc). En raison de la difficulté de mesurer
directement cette température, une estimation à partir des valeurs fournies par le
thermocouple de paroi de la cuve a été effectuée. Pour ce faire, les flux thermiques ont été
estimés en utilisant les données suivantes :
Matériau : acier inoxydable conductivité thermique d’environ 16 W.m -1
K -1
Epaisseur de la paroi : 6 mm
Ensuite, connaissant les températures du côté chaud et les propriétés du module TE, une
approximation linéaire a été faite.
En utilisant les résultats de la caractérisation des modules thermoélectriques (II), on peut
estimer la production d'électricité pour les 55 premières minutes de l'expérience (avant la
ligne pointillée rouge sur la Figure 171). Pour chaque échangeur de chaleur, la
température moyenne a été calculée ainsi que le calcul de la puissance électrique estimée.
La Figure 173 représente les températures de l'échangeur de chaleur situé dans la partie
supérieure droite. Thur est la température moyenne côté chaud relevée par T5, T8 et T4
(malheureusement le thermocouple T9 a été endommagé lors de l’assemblage). Tc est la
température estimée du côté froid du module TE. La puissance électrique estimée est
représentée en rouge. L'énergie électrique peut ensuite être calculée par intégration de
cette courbe.
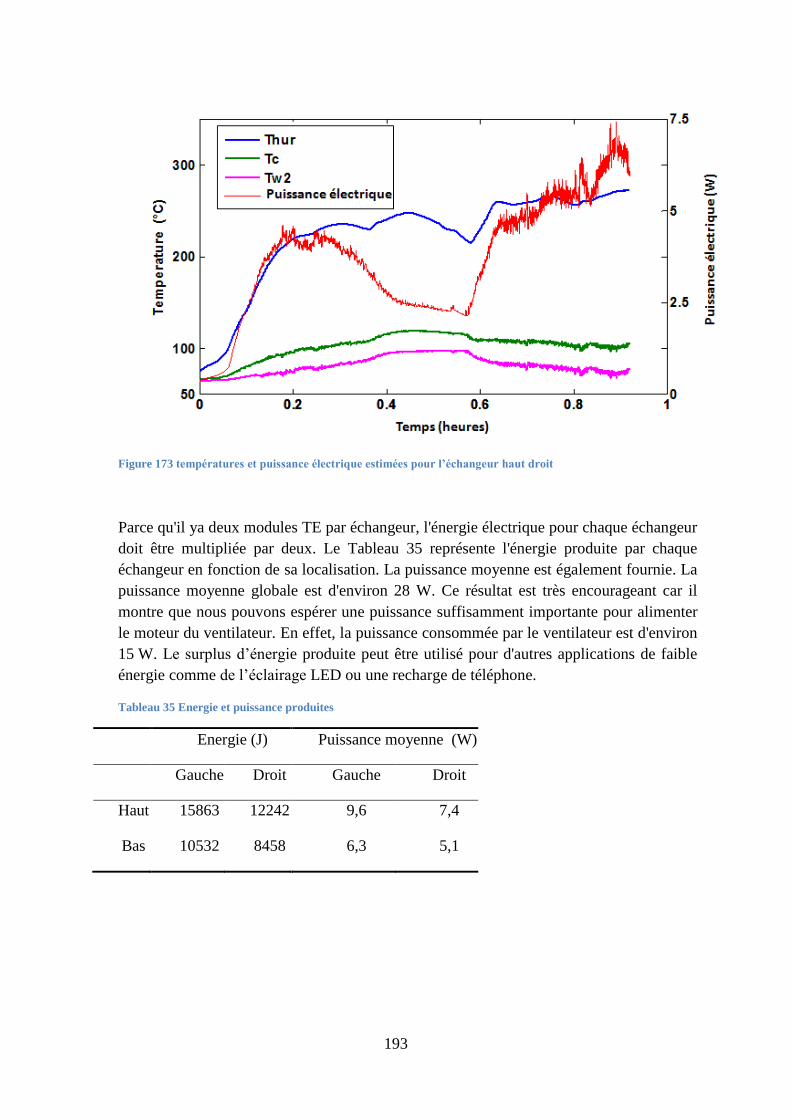
193
Figure 173 températures et puissance électrique estimées pour l’échangeur haut droit
Parce qu'il ya deux modules TE par échangeur, l'énergie électrique pour chaque échangeur
doit être multipliée par deux. Le Tableau 35 représente l'énergie produite par chaque
échangeur en fonction de sa localisation. La puissance moyenne est également fournie. La
puissance moyenne globale est d'environ 28 W. Ce résultat est très encourageant car il
montre que nous pouvons espérer une puissance suffisamment importante pour alimenter
le moteur du ventilateur. En effet, la puissance consommée par le ventilateur est d'environ
15 W. Le surplus d’énergie produite peut être utilisé pour d'autres applications de faible
énergie comme de l’éclairage LED ou une recharge de téléphone.
Tableau 35 Energie et puissance produites
Energie (J)
Puissance moyenne (W)
Gauche Droit
Gauche Droit
Haut 15863 12242
9,6 7,4
Bas 10532 8458
6,3 5,1

194
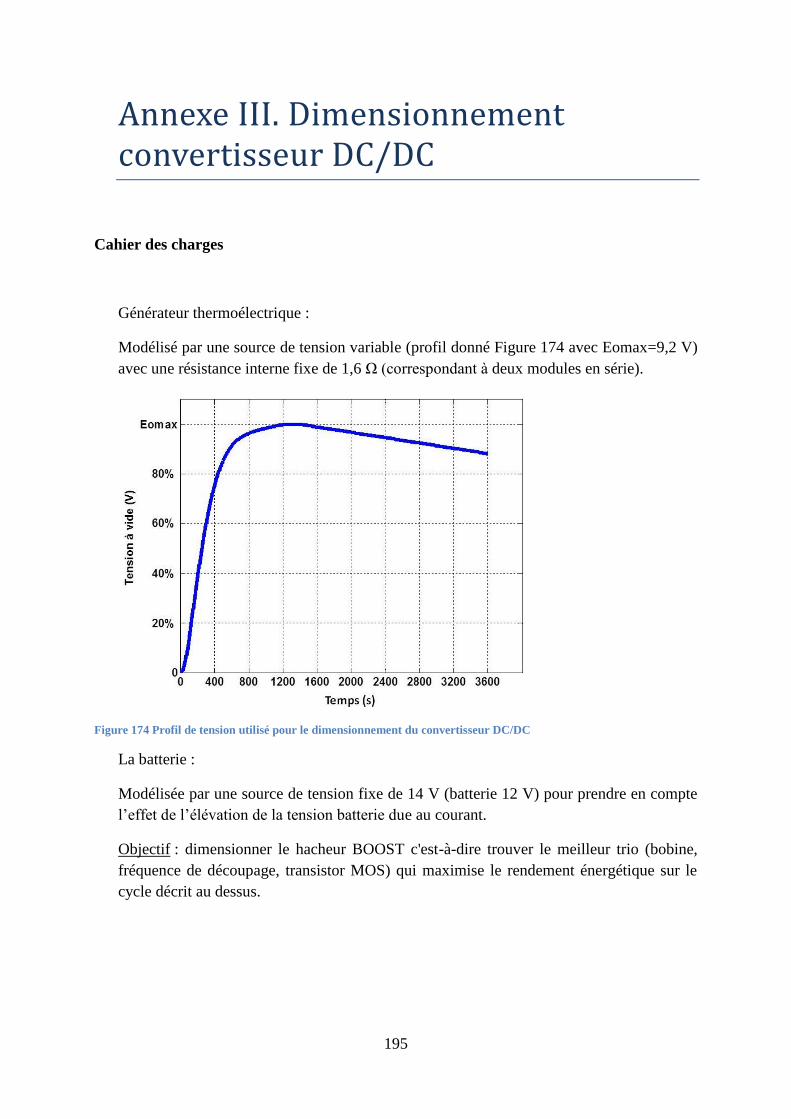
195
Annexe III. Dimensionnement convertisseur DC/DC
Cahier des charges
Générateur thermoélectrique :
Modélisé par une source de tension variable (profil donné Figure 174 avec Eomax=9,2 V)
avec une résistance interne fixe de 1,6 Ω (correspondant à deux modules en série).
Figure 174 Profil de tension utilisé pour le dimensionnement du convertisseur DC/DC
La batterie :
Modélisée par une source de tension fixe de 14 V (batterie 12 V) pour prendre en compte
l’effet de l’élévation de la tension batterie due au courant.
Objectif : dimensionner le hacheur BOOST c'est-à-dire trouver le meilleur trio (bobine,
fréquence de découpage, transistor MOS) qui maximise le rendement énergétique sur le
cycle décrit au dessus.
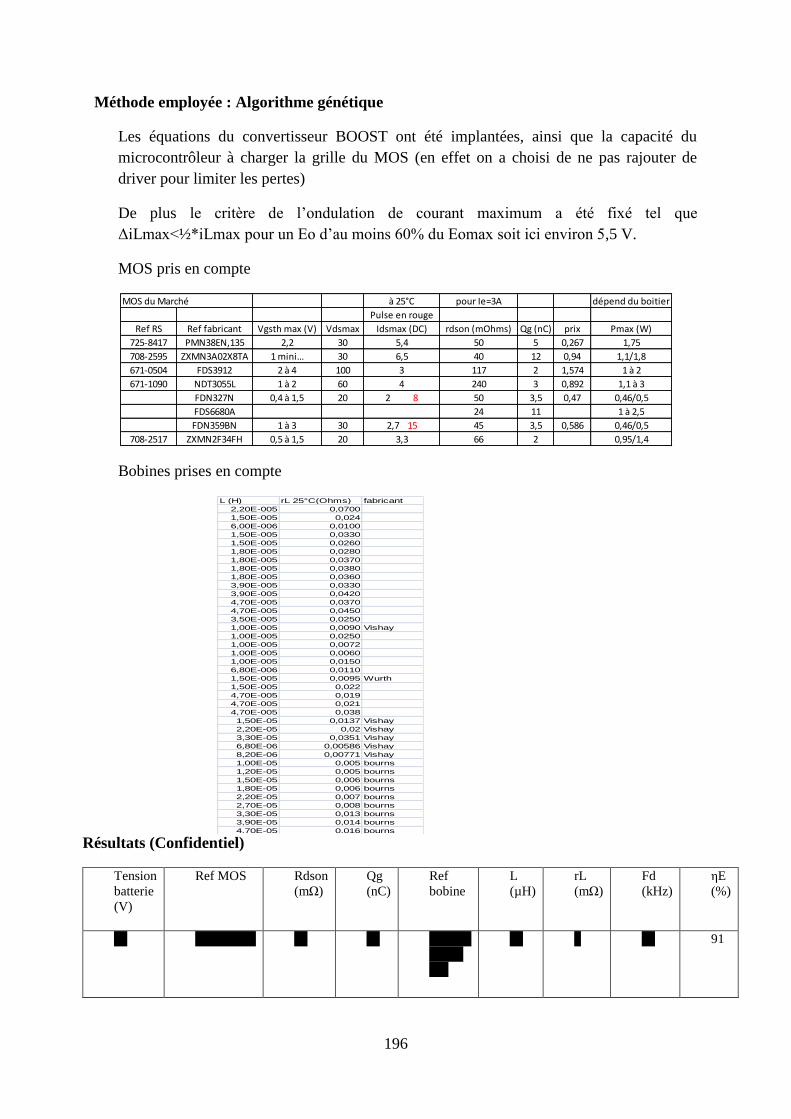
196
Méthode employée : Algorithme génétique
Les équations du convertisseur BOOST ont été implantées, ainsi que la capacité du
microcontrôleur à charger la grille du MOS (en effet on a choisi de ne pas rajouter de
driver pour limiter les pertes)
De plus le critère de l’ondulation de courant maximum a été fixé tel que
ΔiLmax<½*iLmax pour un Eo d’au moins 60% du Eomax soit ici environ 5,5 V.
MOS pris en compte
Bobines prises en compte
Résultats (Confidentiel)
Tension
batterie
(V)
Ref MOS Rdson
(mΩ)
Qg
(nC)
Ref
bobine
L
(µH)
rL
(mΩ)
Fd
(kHz)
ηE
(%)
12 FDS6680A 24 11 Bourns 2306-RC
27 8 95 91
MOS du Marché à 25°C pour Ie=3A dépend du boitier
Pulse en rouge
Ref RS Ref fabricant Vgsth max (V) Vdsmax Idsmax (DC) rdson (mOhms) Qg (nC) prix Pmax (W)
725-8417 PMN38EN,135 2,2 30 5,4 50 5 0,267 1,75
708-2595 ZXMN3A02X8TA 1 mini… 30 6,5 40 12 0,94 1,1/1,8
671-0504 FDS3912 2 à 4 100 3 117 2 1,574 1 à 2
671-1090 NDT3055L 1 à 2 60 4 240 3 0,892 1,1 à 3
FDN327N 0,4 à 1,5 20 2 8 50 3,5 0,47 0,46/0,5
FDS6680A 24 11 1 à 2,5
FDN359BN 1 à 3 30 2,7 15 45 3,5 0,586 0,46/0,5
708-2517 ZXMN2F34FH 0,5 à 1,5 20 3,3 66 2 0,95/1,4
L (H) rL 25°C(Ohms) fabricant
2,20E-005 0,0700
1,50E-005 0,024
6,00E-006 0,0100
1,50E-005 0,0330
1,50E-005 0,0260
1,80E-005 0,0280
1,80E-005 0,0370
1,80E-005 0,0380
1,80E-005 0,0360
3,90E-005 0,0330
3,90E-005 0,0420
4,70E-005 0,0370
4,70E-005 0,0450
3,50E-005 0,0250
1,00E-005 0,0090 Vishay
1,00E-005 0,0250
1,00E-005 0,0072
1,00E-005 0,0060
1,00E-005 0,0150
6,80E-006 0,0110
1,50E-005 0,0095 Wurth
1,50E-005 0,022
4,70E-005 0,019
4,70E-005 0,021
4,70E-005 0,038
1,50E-05 0,0137 Vishay
2,20E-05 0,02 Vishay
3,30E-05 0,0351 Vishay
6,80E-06 0,00586 Vishay
8,20E-06 0,00771 Vishay
1,00E-05 0,005 bourns
1,20E-05 0,005 bourns
1,50E-05 0,006 bourns
1,80E-05 0,006 bourns
2,20E-05 0,007 bourns
2,70E-05 0,008 bourns
3,30E-05 0,013 bourns
3,90E-05 0,014 bourns
4,70E-05 0,016 bourns
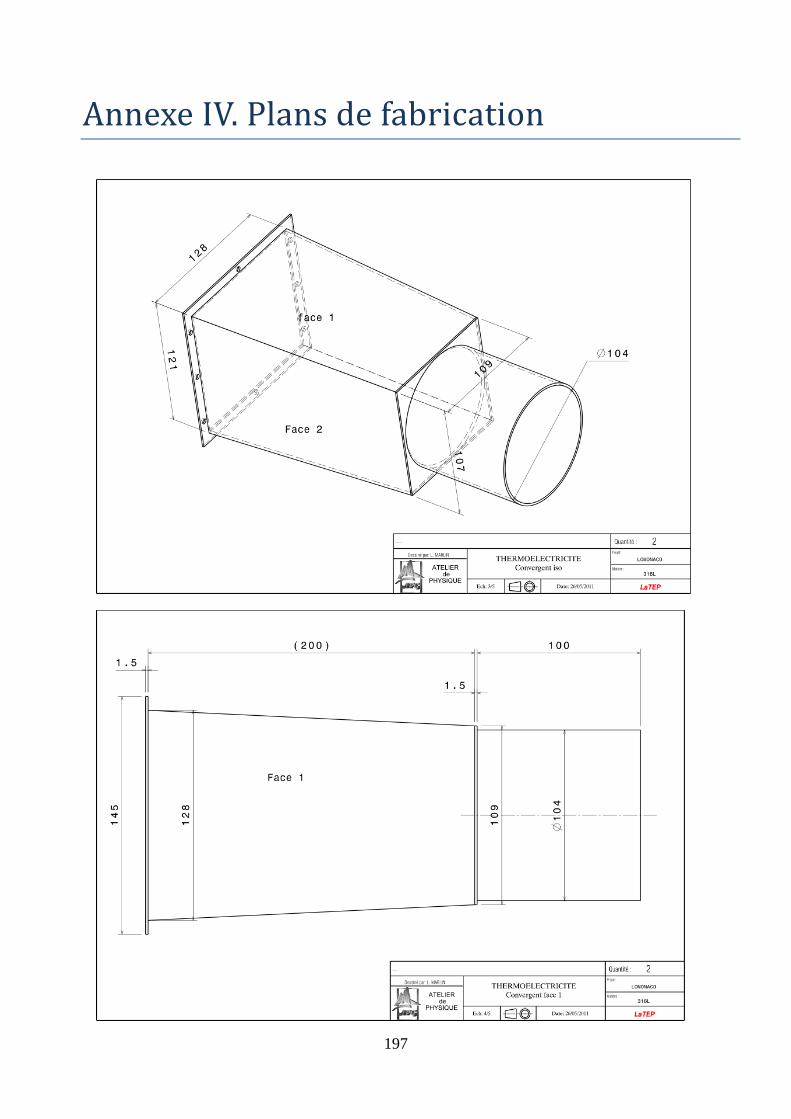
197
Annexe IV. Plans de fabrication
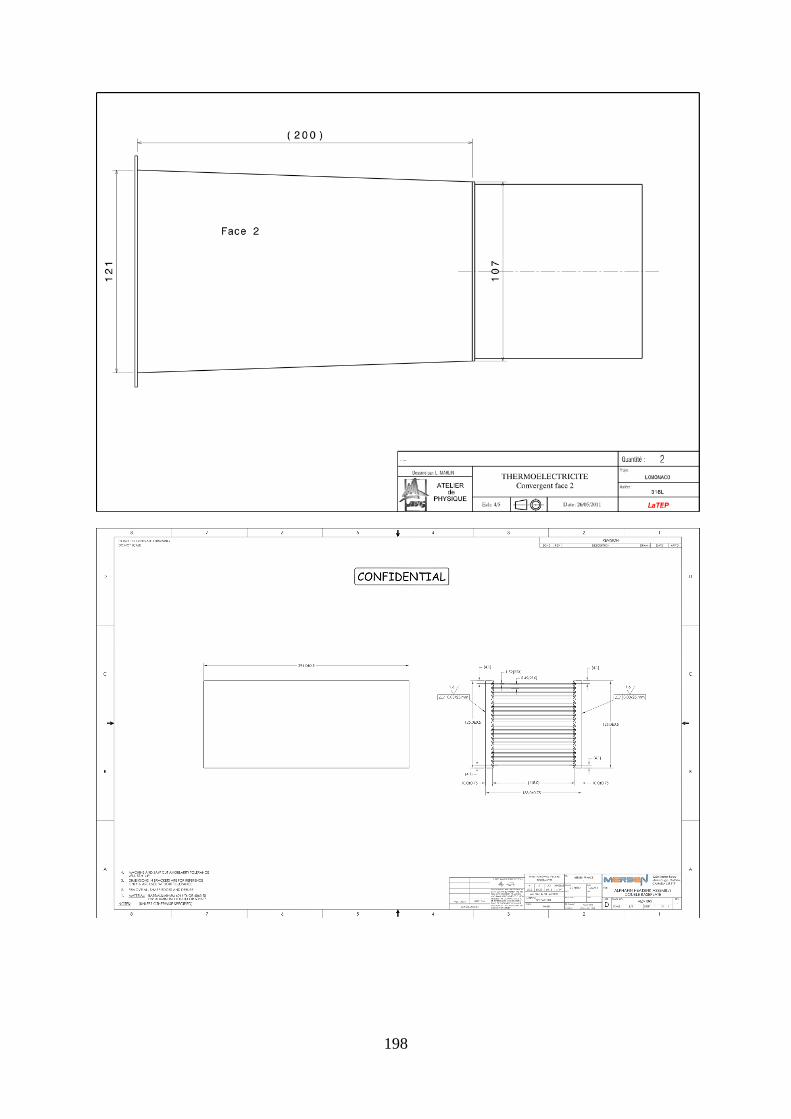
198
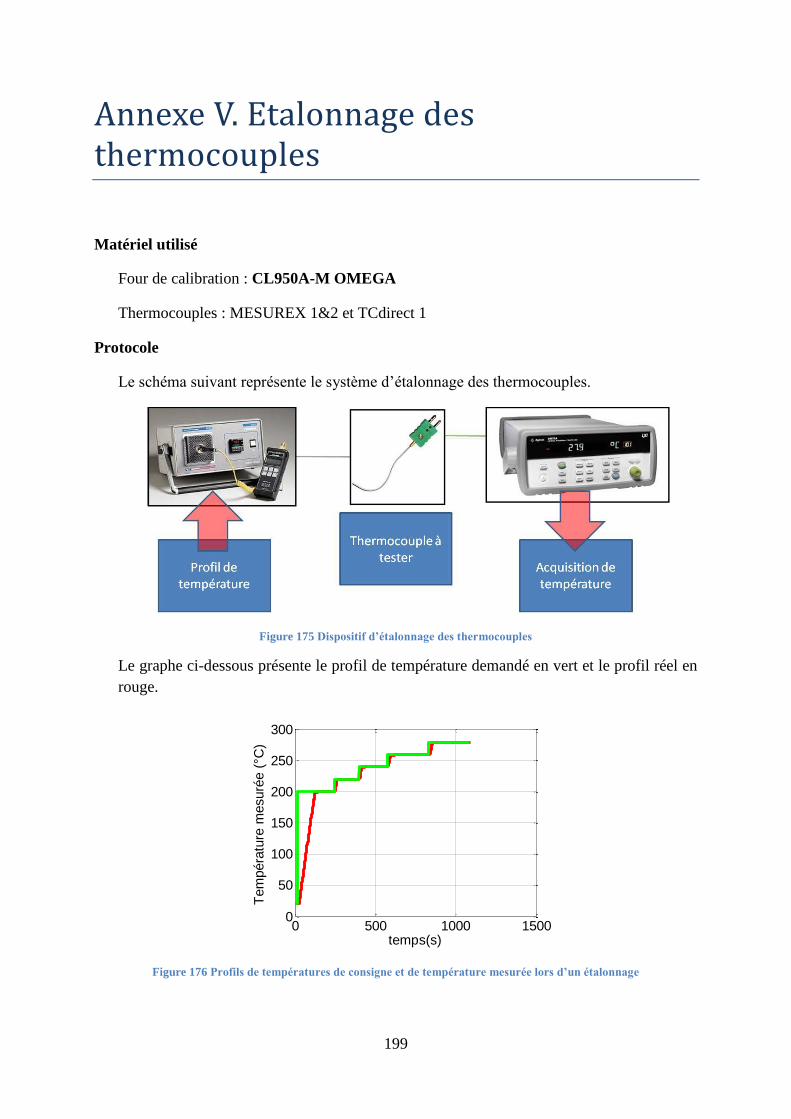
199
Annexe V. Etalonnage des thermocouples
Matériel utilisé
Four de calibration : CL950A-M OMEGA
Thermocouples : MESUREX 1&2 et TCdirect 1
Protocole
Le schéma suivant représente le système d’étalonnage des thermocouples.
Figure 175 Dispositif d’étalonnage des thermocouples
Le graphe ci-dessous présente le profil de température demandé en vert et le profil réel en
rouge.
Figure 176 Profils de températures de consigne et de température mesurée lors d’un étalonnage
0 500 1000 15000
50
100
150
200
250
300
temps(s)
Tem
péra
ture
mesuré
e (
°C)
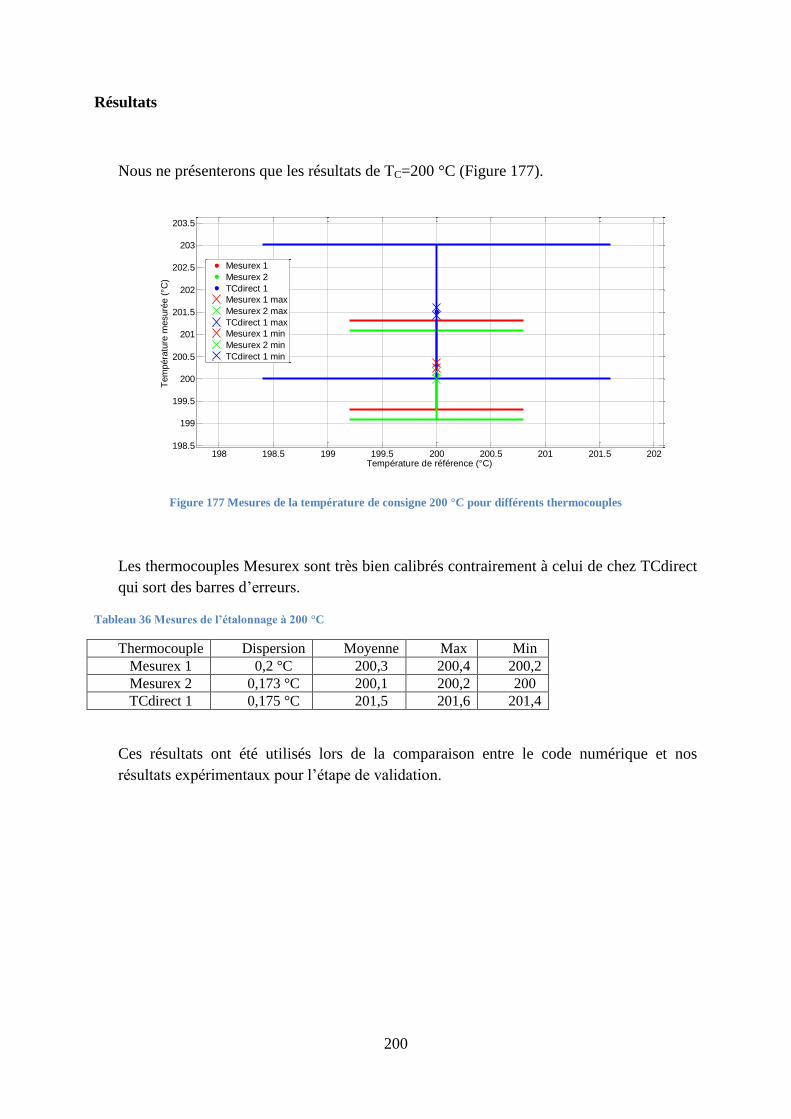
200
Résultats
Nous ne présenterons que les résultats de TC=200 °C (Figure 177).
Figure 177 Mesures de la température de consigne 200 °C pour différents thermocouples
Les thermocouples Mesurex sont très bien calibrés contrairement à celui de chez TCdirect
qui sort des barres d’erreurs.
Tableau 36 Mesures de l’étalonnage à 200 °C
Thermocouple Dispersion Moyenne Max Min
Mesurex 1 0,2 °C 200,3 200,4 200,2
Mesurex 2 0,173 °C 200,1 200,2 200
TCdirect 1 0,175 °C 201,5 201,6 201,4
Ces résultats ont été utilisés lors de la comparaison entre le code numérique et nos
résultats expérimentaux pour l’étape de validation.
198 198.5 199 199.5 200 200.5 201 201.5 202198.5
199
199.5
200
200.5
201
201.5
202
202.5
203
203.5
Température de référence (°C)
Tem
péra
ture
mesuré
e (
°C)
Mesurex 1
Mesurex 2
TCdirect 1
Mesurex 1 max
Mesurex 2 max
TCdirect 1 max
Mesurex 1 min
Mesurex 2 min
TCdirect 1 min
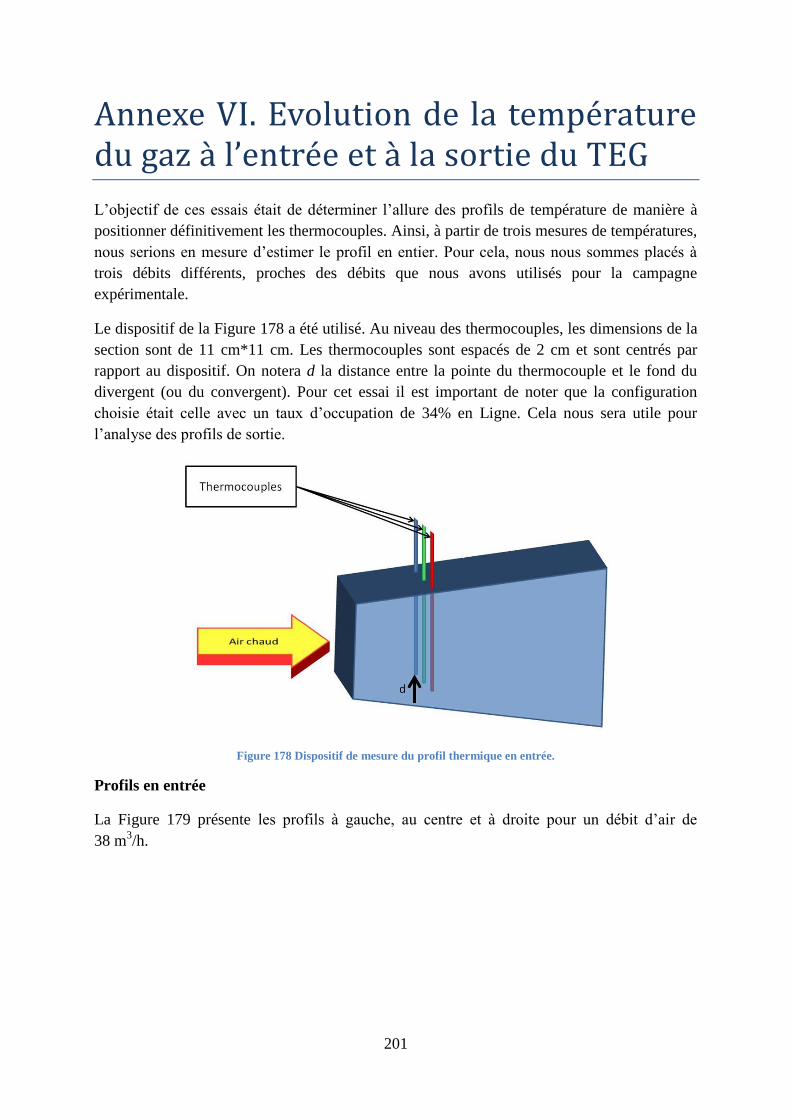
201
Annexe VI. Evolution de la température du gaz à l’entrée et à la sortie du TEG
L’objectif de ces essais était de déterminer l’allure des profils de température de manière à
positionner définitivement les thermocouples. Ainsi, à partir de trois mesures de températures,
nous serions en mesure d’estimer le profil en entier. Pour cela, nous nous sommes placés à
trois débits différents, proches des débits que nous avons utilisés pour la campagne
expérimentale.
Le dispositif de la Figure 178 a été utilisé. Au niveau des thermocouples, les dimensions de la
section sont de 11 cm*11 cm. Les thermocouples sont espacés de 2 cm et sont centrés par
rapport au dispositif. On notera d la distance entre la pointe du thermocouple et le fond du
divergent (ou du convergent). Pour cet essai il est important de noter que la configuration
choisie était celle avec un taux d’occupation de 34% en Ligne. Cela nous sera utile pour
l’analyse des profils de sortie.
Figure 178 Dispositif de mesure du profil thermique en entrée.
Profils en entrée
La Figure 179 présente les profils à gauche, au centre et à droite pour un débit d’air de
38 m3/h.
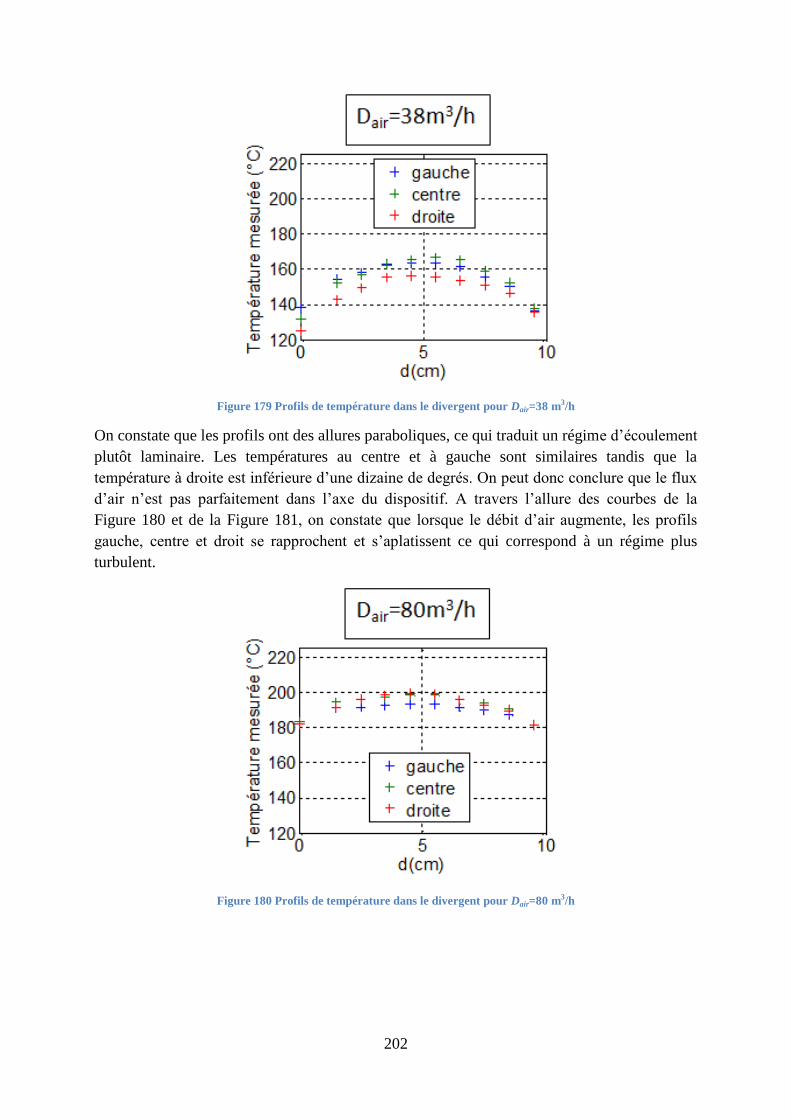
202
Figure 179 Profils de température dans le divergent pour Dair=38 m3/h
On constate que les profils ont des allures paraboliques, ce qui traduit un régime d’écoulement
plutôt laminaire. Les températures au centre et à gauche sont similaires tandis que la
température à droite est inférieure d’une dizaine de degrés. On peut donc conclure que le flux
d’air n’est pas parfaitement dans l’axe du dispositif. A travers l’allure des courbes de la
Figure 180 et de la Figure 181, on constate que lorsque le débit d’air augmente, les profils
gauche, centre et droit se rapprochent et s’aplatissent ce qui correspond à un régime plus
turbulent.
Figure 180 Profils de température dans le divergent pour Dair=80 m3/h
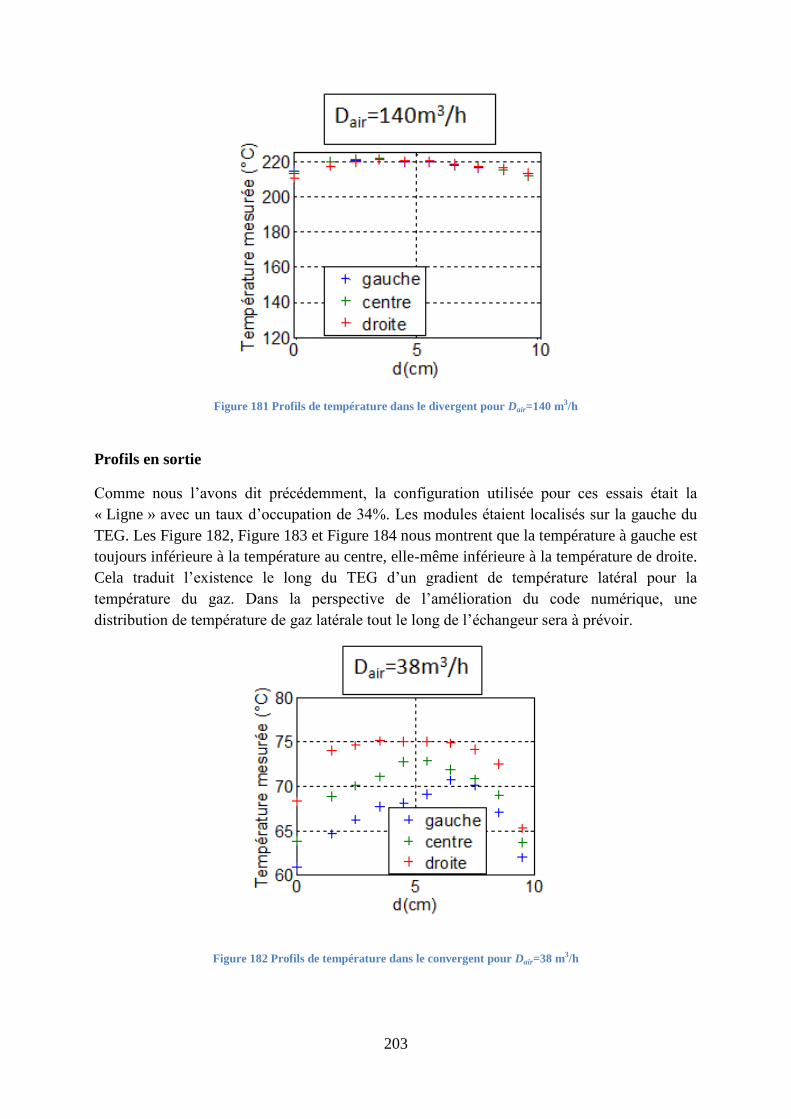
203
Figure 181 Profils de température dans le divergent pour Dair=140 m3/h
Profils en sortie
Comme nous l’avons dit précédemment, la configuration utilisée pour ces essais était la
« Ligne » avec un taux d’occupation de 34%. Les modules étaient localisés sur la gauche du
TEG. Les Figure 182, Figure 183 et Figure 184 nous montrent que la température à gauche est
toujours inférieure à la température au centre, elle-même inférieure à la température de droite.
Cela traduit l’existence le long du TEG d’un gradient de température latéral pour la
température du gaz. Dans la perspective de l’amélioration du code numérique, une
distribution de température de gaz latérale tout le long de l’échangeur sera à prévoir.
Figure 182 Profils de température dans le convergent pour Dair=38 m3/h
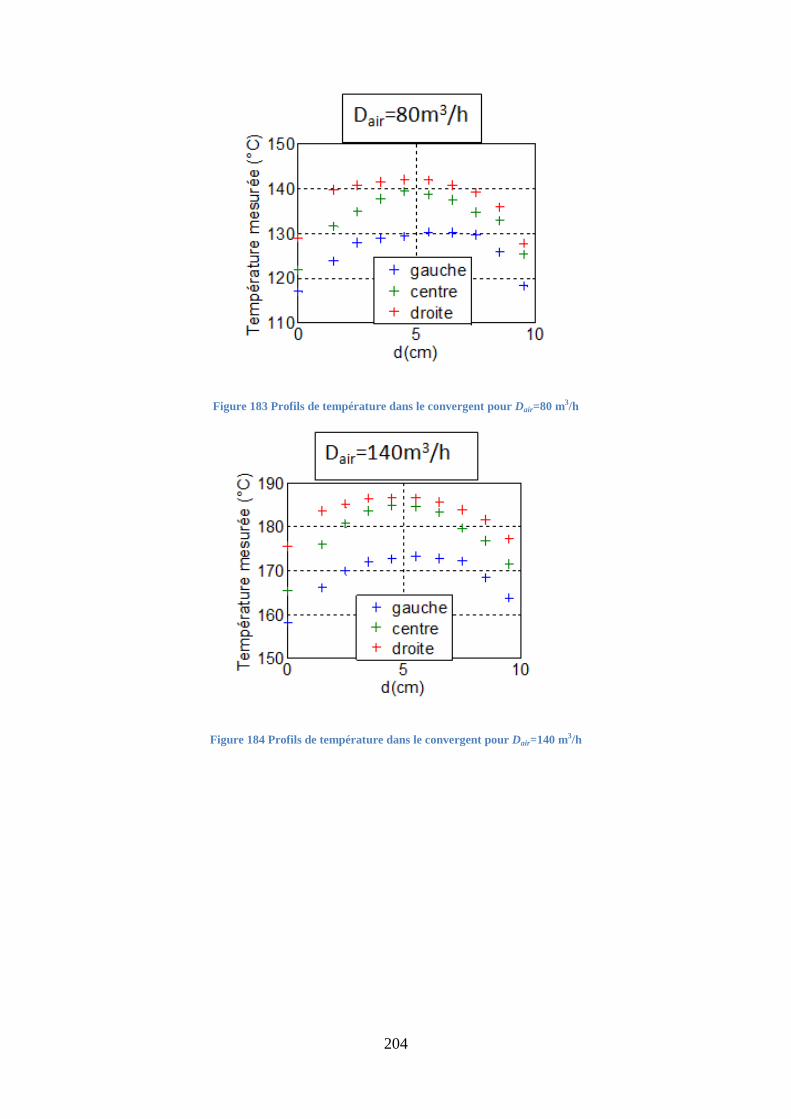
204
Figure 183 Profils de température dans le convergent pour Dair=80 m3/h
Figure 184 Profils de température dans le convergent pour Dair=140 m3/h
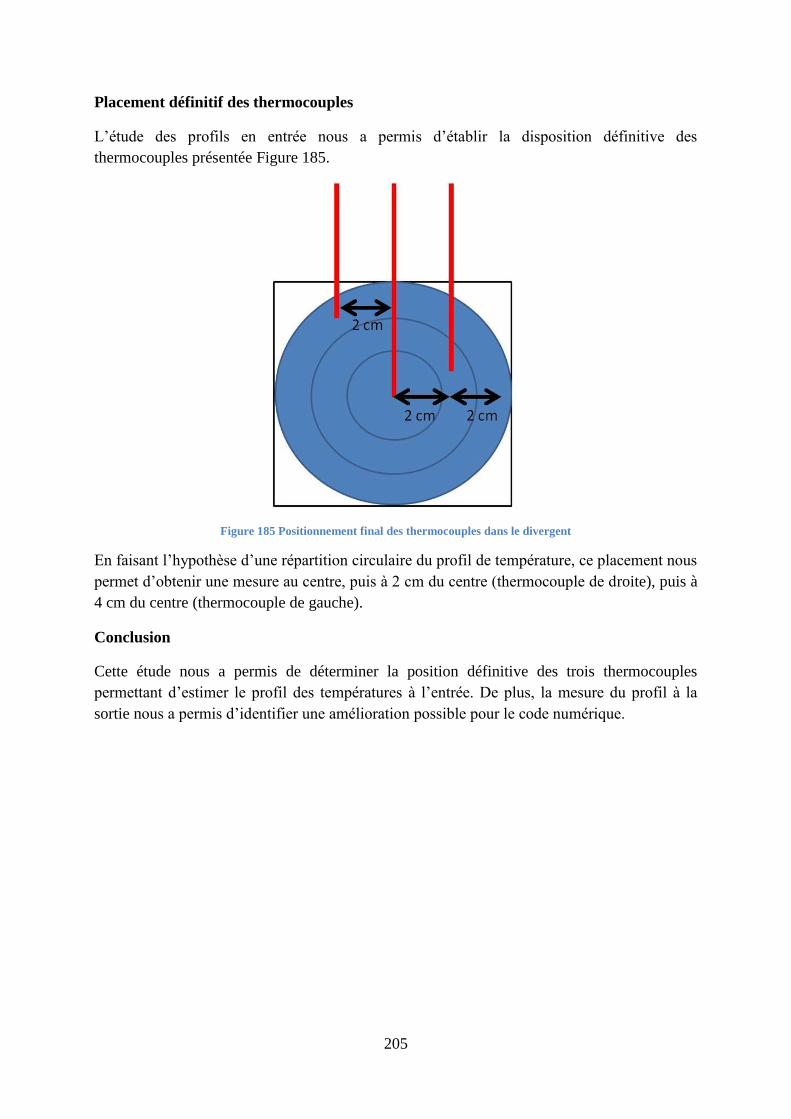
205
Placement définitif des thermocouples
L’étude des profils en entrée nous a permis d’établir la disposition définitive des
thermocouples présentée Figure 185.
Figure 185 Positionnement final des thermocouples dans le divergent
En faisant l’hypothèse d’une répartition circulaire du profil de température, ce placement nous
permet d’obtenir une mesure au centre, puis à 2 cm du centre (thermocouple de droite), puis à
4 cm du centre (thermocouple de gauche).
Conclusion
Cette étude nous a permis de déterminer la position définitive des trois thermocouples
permettant d’estimer le profil des températures à l’entrée. De plus, la mesure du profil à la
sortie nous a permis d’identifier une amélioration possible pour le code numérique.