Nouvelles possibilités offertes par la technique FMC/TFM ... · 1 Nouvelles possibilités offertes...
14
1 Nouvelles possibilités offertes par la technique FMC/TFM embarqué dans un équipement multiéléments portable pour l’aide à la caractérisation des défauts de soudures Daniel CHAUVEAU(*) ; Florent ANGELINI ; Aldernest BEMBA (*) ; Weina KE (**) Olivier ROY (***) ; Delphine LANDOIS (***); Grégoire BENOIST (***) (*) Institut de Soudure Industrie (**) Institut de Soudure (***) M2M Résumé Les techniques d’imagerie ultrasonores traditionnellement utilisées en contrôle ultrasonore multiéléments ne donnent qu’une représentation souvent lointaine de celle du défaut physique. L’implantation de techniques d’acquisition dite FMC (Full Matrix Capture) et l’emploi d’algorithmes de reconstruction TFM (Total Focusing Method) dans les équipements de dernière génération autorisant une reconstruction en temps réel, permet de faciliter les opérations de caractérisation des défauts de soudure. Après un rappel des principes d’acquisition et de reconstruction exploités, cette présentation se propose de comparer les résultats obtenus sur une collection de défauts de soudures lors d’acquisitions phased array conventionnelle de type S‐scan focalisée et FMC/TFM. Les avantages /inconvénients des deux types de reconstructions seront également discutés. Abstract The conventional imaging techniques used in ultrasonic phased array can only provide quite approximate representations, often still far from the real defect appearances. In the latest phased array equipment, the implementation of acquisition process called FMC (Full Matrix Capture) associated with reconstruction algorithms TFM (Total Focusing Method), allowing real‐time reconstruction techniques, facilitates operations for characterizing weld defects. After recalling the principles of acquisition and reconstruction exploited, this paper compares the phased array results on a collection of weld defects obtained by means of conventional S‐Scan acquisitions, improved focalized S‐scan and FMC / TFM. The advantages / disadvantages of both types of reconstructions will also be discussed. More info about this article: http://www.ndt.net/?id=16195
Transcript of Nouvelles possibilités offertes par la technique FMC/TFM ... · 1 Nouvelles possibilités offertes...
1
Nouvelles possibilités offertes par la technique FMC/TFM embarqué dans un
équipement multiéléments portable pour l’aide à la caractérisation des défauts de soudures
Daniel CHAUVEAU(*) ; Florent ANGELINI ; Aldernest BEMBA (*) ; Weina KE (**)
Olivier ROY (***) ; Delphine LANDOIS (***); Grégoire BENOIST (***)
(*) Institut de Soudure Industrie (**) Institut de Soudure (***) M2M Résumé
Les techniques d’imagerie ultrasonores traditionnellement utilisées en contrôle ultrasonore multiéléments
ne donnent qu’une représentation souvent lointaine de celle du défaut physique. L’implantation de techniques d’acquisition dite FMC (Full Matrix Capture) et l’emploi d’algorithmes de
reconstruction TFM (Total Focusing Method) dans les équipements de dernière génération autorisant une reconstruction en temps réel, permet de faciliter les opérations de caractérisation des défauts de soudure.
Après un rappel des principes d’acquisition et de reconstruction exploités, cette présentation se propose de
comparer les résultats obtenus sur une collection de défauts de soudures lors d’acquisitions phased array conventionnelle de type S‐scan focalisée et FMC/TFM.
Les avantages /inconvénients des deux types de reconstructions seront également discutés.
Abstract The conventional imaging techniques used in ultrasonic phased array can only provide quite approximate
representations, often still far from the real defect appearances. In the latest phased array equipment, the implementation of acquisition process called FMC (Full Matrix
Capture) associated with reconstruction algorithms TFM (Total Focusing Method), allowing real‐time reconstruction techniques, facilitates operations for characterizing weld defects.
After recalling the principles of acquisition and reconstruction exploited, this paper compares the phased
array results on a collection of weld defects obtained by means of conventional S‐Scan acquisitions, improved focalized S‐scan and FMC / TFM.
The advantages / disadvantages of both types of reconstructions will also be discussed.
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
1619
5
2
1. INTRODUCTION
Le contrôle des soudures par technique ultrasonore multiéléments est de plus en plus utilisé industriellement. La mise en œuvre de ce contrôle est à la fois plus simple et plus complexe. Plus simple : un seul traducteur est nécessaire et son déplacement est plus rapide. Plus complexe : les conditions de couplage peuvent être plus exigeantes, le paramétrage de l’équipement et l’interprétation des images requiert des opérateurs aguerris. En effet les images générées peuvent rapidement se complexifiées notamment lorsque des échos de géométrie sont présents et parce qu’il est possible d’enregistrer un plus grand nombre d’interactions avec le défaut. C’est pourquoi, il est tout particulièrement intéressant pour le contrôle des soudures d’exploiter les dernières avancées en terme de méthode de reconstruction basées sur un principe de focalisation dit synthétique de type Full Matrix Capture (FMC) associé à des algorithmes d'inversion (comme par exemple TFM – Total Focusing Method [1] ) assorties de représentations graphiques qui facilitent l'interprétation par rapport aux imageries conventionnelles afin de faciliter l’analyse et de permettre à un non expert de porter un diagnostic fiable.
2. MODE DE RECONSTRUCTION CONVENTIONNEL UTILISE EN IMAGERIE ULTRASONORE
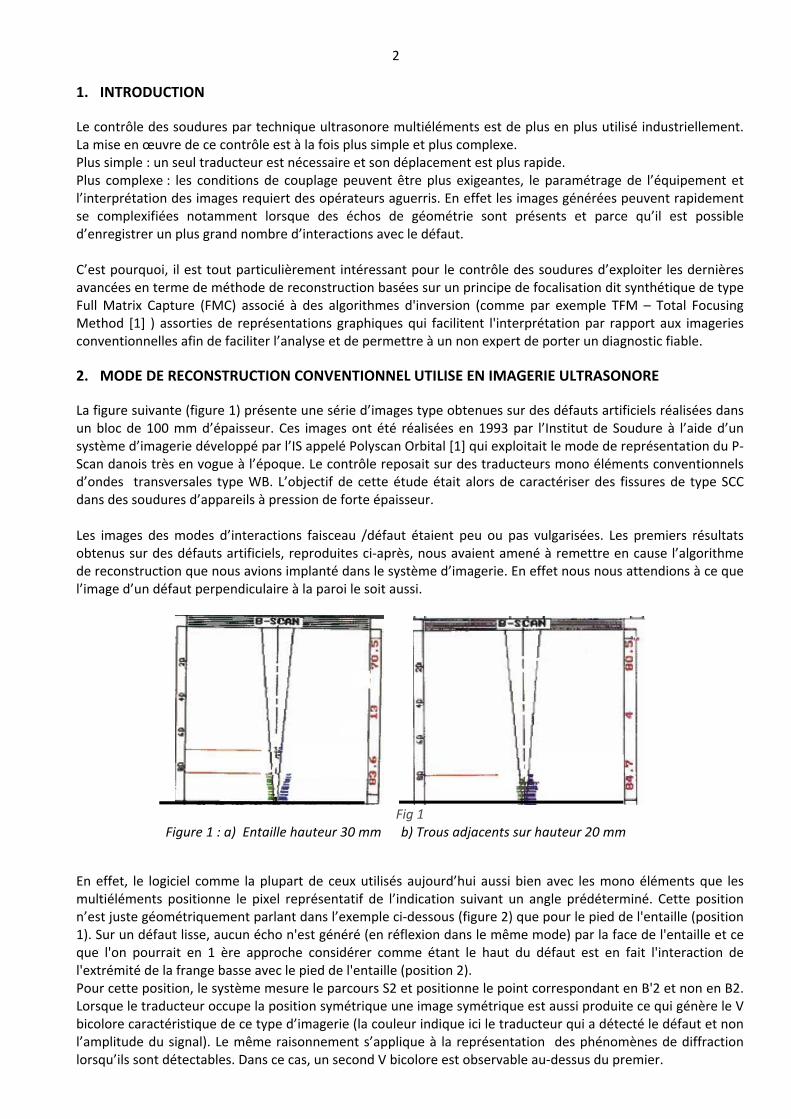
La figure suivante (figure 1) présente une série d’images type obtenues sur des défauts artificiels réalisées dans un bloc de 100 mm d’épaisseur. Ces images ont été réalisées en 1993 par l’Institut de Soudure à l’aide d’un système d’imagerie développé par l’IS appelé Polyscan Orbital [1] qui exploitait le mode de représentation du P‐Scan danois très en vogue à l’époque. Le contrôle reposait sur des traducteurs mono éléments conventionnels d’ondes transversales type WB. L’objectif de cette étude était alors de caractériser des fissures de type SCC dans des soudures d’appareils à pression de forte épaisseur. Les images des modes d’interactions faisceau /défaut étaient peu ou pas vulgarisées. Les premiers résultats obtenus sur des défauts artificiels, reproduites ci‐après, nous avaient amené à remettre en cause l’algorithme de reconstruction que nous avions implanté dans le système d’imagerie. En effet nous nous attendions à ce que l’image d’un défaut perpendiculaire à la paroi le soit aussi.
Fig 1
Figure 1 : a) Entaille hauteur 30 mm b) Trous adjacents sur hauteur 20 mm
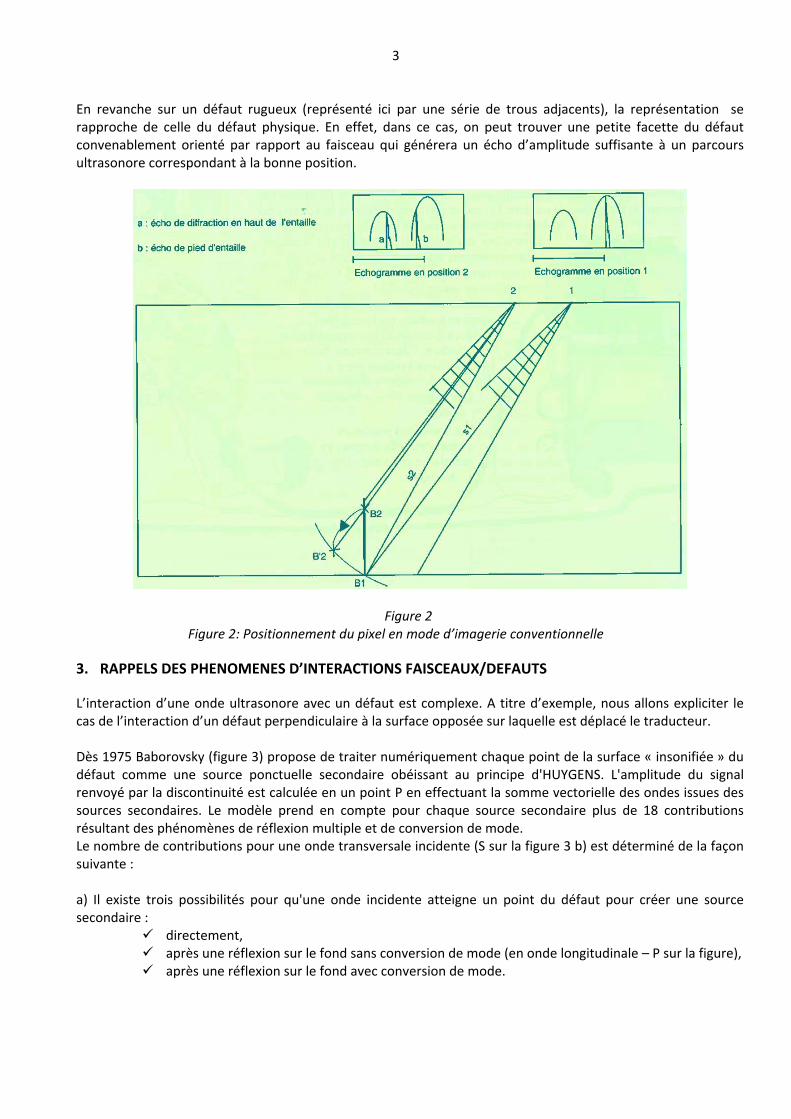
En effet, le logiciel comme la plupart de ceux utilisés aujourd’hui aussi bien avec les mono éléments que les multiéléments positionne le pixel représentatif de l’indication suivant un angle prédéterminé. Cette position n’est juste géométriquement parlant dans l’exemple ci‐dessous (figure 2) que pour le pied de l'entaille (position 1). Sur un défaut lisse, aucun écho n'est généré (en réflexion dans le même mode) par la face de l'entaille et ce que l'on pourrait en 1 ère approche considérer comme étant le haut du défaut est en fait l'interaction de l'extrémité de la frange basse avec le pied de l'entaille (position 2). Pour cette position, le système mesure le parcours S2 et positionne le point correspondant en B'2 et non en B2. Lorsque le traducteur occupe la position symétrique une image symétrique est aussi produite ce qui génère le V bicolore caractéristique de ce type d’imagerie (la couleur indique ici le traducteur qui a détecté le défaut et non l’amplitude du signal). Le même raisonnement s’applique à la représentation des phénomènes de diffraction lorsqu’ils sont détectables. Dans ce cas, un second V bicolore est observable au‐dessus du premier.
3
En revanche sur un défaut rugueux (représenté ici par une série de trous adjacents), la représentation se rapproche de celle du défaut physique. En effet, dans ce cas, on peut trouver une petite facette du défaut convenablement orienté par rapport au faisceau qui générera un écho d’amplitude suffisante à un parcours ultrasonore correspondant à la bonne position.
Figure 2 Figure 2: Positionnement du pixel en mode d’imagerie conventionnelle
3. RAPPELS DES PHENOMENES D’INTERACTIONS FAISCEAUX/DEFAUTS
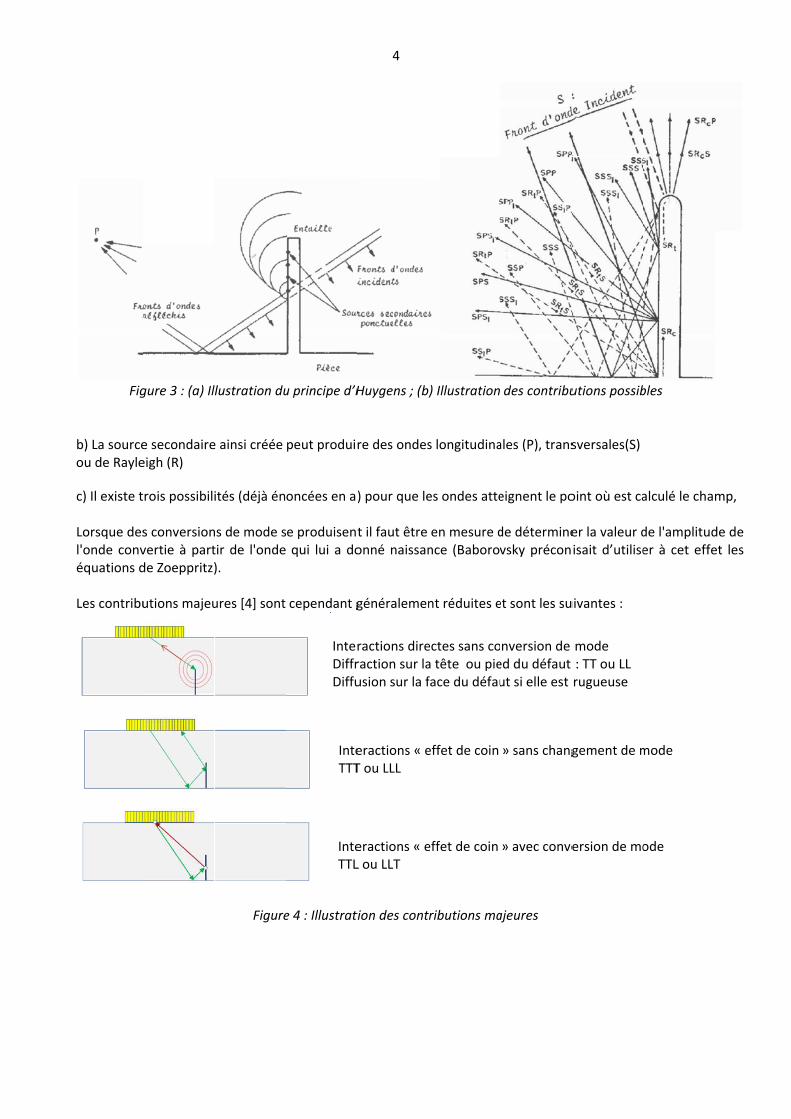
L’interaction d’une onde ultrasonore avec un défaut est complexe. A titre d’exemple, nous allons expliciter le cas de l’interaction d’un défaut perpendiculaire à la surface opposée sur laquelle est déplacé le traducteur. Dès 1975 Baborovsky (figure 3) propose de traiter numériquement chaque point de la surface « insonifiée » du défaut comme une source ponctuelle secondaire obéissant au principe d'HUYGENS. L'amplitude du signal renvoyé par la discontinuité est calculée en un point P en effectuant la somme vectorielle des ondes issues des sources secondaires. Le modèle prend en compte pour chaque source secondaire plus de 18 contributions résultant des phénomènes de réflexion multiple et de conversion de mode. Le nombre de contributions pour une onde transversale incidente (S sur la figure 3 b) est déterminé de la façon suivante : a) Il existe trois possibilités pour qu'une onde incidente atteigne un point du défaut pour créer une source secondaire :
X directement, X après une réflexion sur le fond sans conversion de mode (en onde longitudinale – P sur la figure), X après une réflexion sur le fond avec conversion de mode.
Fig
b) La sourceou de Rayle
c) Il existe t Lorsque desl'onde convéquations d Les contribu
gure 3 : (a) Il
e secondaireeigh (R)
trois possibili
s conversionvertie à partde Zoeppritz)
utions majeu
llustration du
e ainsi créée
ités (déjà én
ns de mode stir de l'onde).
ures [4] sont
Figure
u principe d’H
peut produir
oncées en a)
e produisent qui lui a do
cependant g
e 4 : Illustrati
Inter
Diffr
Diffu
Inte
TTT
Inte
TTL
4
Huygens ; (b)
re des ondes
) pour que le
t il faut être onné naissan
généralemen
tion des cont
ractions direraction sur lausion sur la f
eractions « eT ou LLL
eractions « eL ou LLT
) Illustration
s longitudina
es ondes atte
en mesure dnce (Baborov
nt réduites e
ributions ma
ectes sans coa tête ou pieface du défau
effet de coin
effet de coin
des contribu
ales (P), trans
eignent le po
de détermine
vsky précon
et sont les su
ajeures
nversion de ed du défaut ut si elle est
» sans chang
» avec conve
utions possib
sversales(S)
oint où est ca
er la valeur disait d’utilise
uivantes :
mode : TT ou LL rugueuse
gement de m
ersion de mo
bles
alculé le cham
de l'amplitud
er à cet effe
mode
ode
mp,
de de et les
5
4. TECHNIQUES DE RECONSTRUCTION UTILISEE
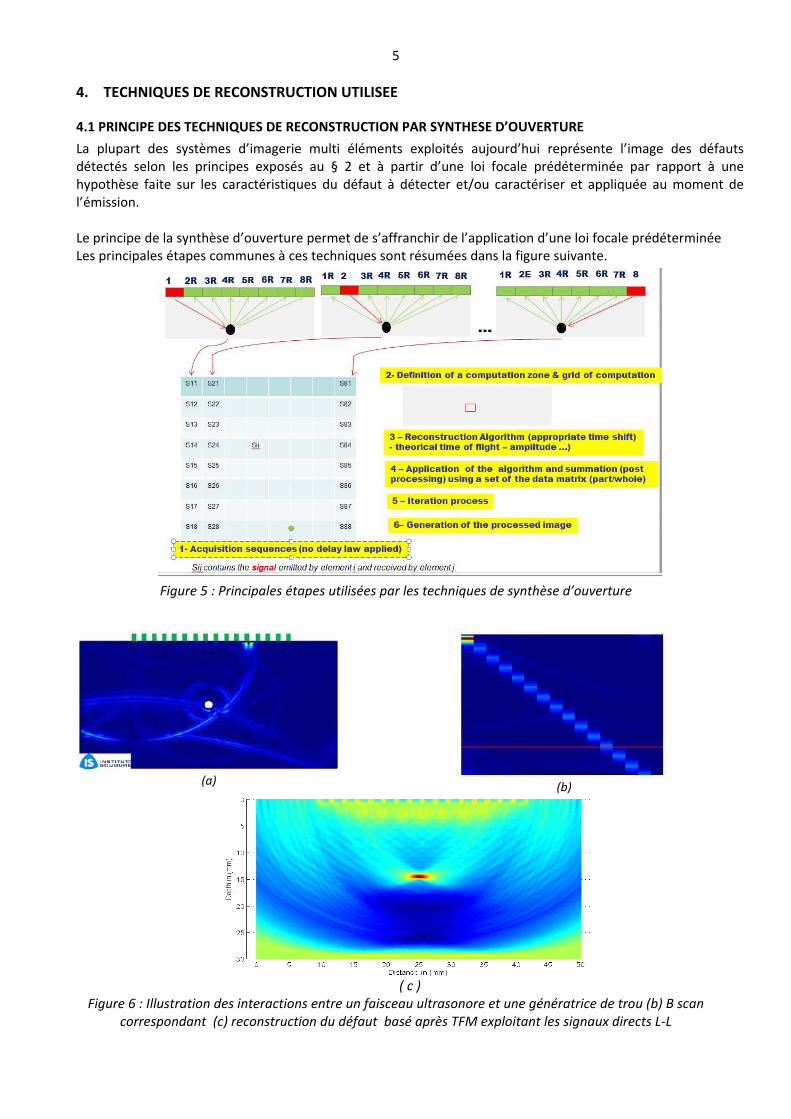
4.1 PRINCIPE DES TECHNIQUES DE RECONSTRUCTION PAR SYNTHESE D’OUVERTURE La plupart des systèmes d’imagerie multi éléments exploités aujourd’hui représente l’image des défauts détectés selon les principes exposés au § 2 et à partir d’une loi focale prédéterminée par rapport à une hypothèse faite sur les caractéristiques du défaut à détecter et/ou caractériser et appliquée au moment de l’émission. Le principe de la synthèse d’ouverture permet de s’affranchir de l’application d’une loi focale prédéterminée Les principales étapes communes à ces techniques sont résumées dans la figure suivante.
Figure 5 : Principales étapes utilisées par les techniques de synthèse d’ouverture
(a) (b)
( c )
Figure 6 : Illustration des interactions entre un faisceau ultrasonore et une génératrice de trou (b) B scan correspondant (c) reconstruction du défaut basé après TFM exploitant les signaux directs L‐L
W.KE [5] a ultrasonore
La figure 6 iLes signauxle mode losupérieure sur la figuretrou. Il faut Dans cet exzone situéede capter dla prise en complexe etemps de re
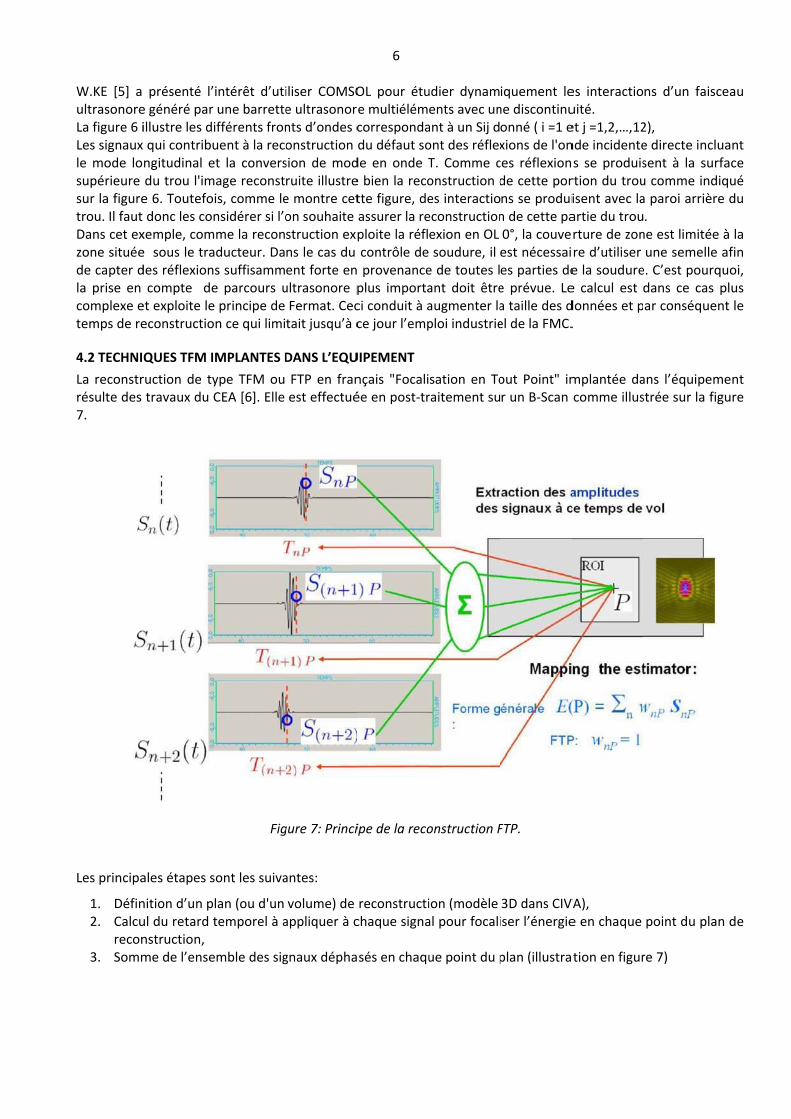
4.2 TECHNILa reconstrrésulte des 7.
Les principa
1. Défin
2. Calcu
recon
3. Somm
présenté l’e généré par illustre les dix qui contribungitudinal edu trou l'ime 6. Toutefo donc les conxemple, come sous le trades réflexioncompte de
et exploite leeconstructio
QUES TFM Iruction de tytravaux du C
ales étapes s
nition d’un pul du retard tnstruction, me de l’ense
intérêt d’utiune barretteifférents fronuent à la recoet la conversage reconstis, comme lensidérer si l’ome la reconducteur. Das suffisamm
e parcours u principe de n ce qui limi
MPLANTES Dype TFM ou CEA [6]. Elle
Fig
sont les suiva
lan (ou d'un temporel à a
emble des sig
iliser COMSO
e ultrasonornts d’ondes construction sion de mod
ruite illustree montre ceton souhaite struction expns le cas du ent forte enultrasonore pFermat. Cectait jusqu’à c
DANS L’EQUFTP en franest effectué
gure 7: Princi
antes:
volume) de appliquer à c
gnaux dépha
6
OL pour étue multiélém
corresponda
du défaut sode en onde Te bien la recotte figure, deassurer la reploite la réflcontrôle de provenanceplus importa
ci conduit à ace jour l’emp
UIPEMENT nçais "Focaliée en post‐tr
ipe de la reco
reconstructi
chaque signa
sés en chaqu
udier dynaments avec unant à un Sij dont des réflexT. Comme construction des interactioeconstruction
exion en OL soudure, il e de toutes lant doit êtreaugmenter laploi industrie
sation en Toraitement su
onstruction F
ion (modèle al pour focali
ue point du p
iquement lene discontinuonné ( i =1 exions de l'onces réflexionde cette porns se produin de cette pa0°, la couveest nécessaies parties dee prévue. Lea taille des del de la FMC.
out Point" imr un B‐Scan
FTP.
3D dans CIViser l’énergie
plan (illustra
es interactiouité. et j =1,2,…,12nde incidentes se produisrtion du trouisent avec laartie du trourture de zonre d’utiliser e la souduree calcul est données et p.
mplantée dacomme illus
VA), e en chaque
tion en figur
ns d’un fais
2), e directe inclsent à la suru comme inda paroi arrièr. ne est limitée
une semelle
e. C’est pourqdans ce cas ar conséque
ans l’équipemstrée sur la fi
point du pla
re 7)
sceau
luant rface diqué re du
e à la e afin quoi, plus
ent le
ment igure
an de

En mode dl’ouverture l’on focalise L’autre avareconstruire
qui correspmodes de fo Lorsque lesindirects : dpour l’effetavantages dcaractériser
A titre d’exméthode ded’acier de acquisition Sur la premScan où l’ol’ensemble entièremen
Les applicat
‐ Cara
‐ Disc
‐ Amé
direct, on obdu capteur erait en tout
ntage de cete des image
pondent à deocalisation e
s fissures se des effets de de coin en ode l’imagerie
r le défaut de
Figur
xemple, la ce reconstruc30mm d’épade type FM
mière image on focaliserades parties
nt le défaut.
tions de cett
actérisation drimination fiélioration du
btient alors, et du nomb
point.
tte techniqus qui correspes modes déen ondes tran
situent à pre coin en ondondes T), oue FTP, c’est qe différentes
re 8 : Exempl
configuration
ction. Il s’agitaisseur. PouC, on peut r(échos direcait en tous du défaut c
te méthode s
de défauts ; issures défau dimensionn
en tout poibre d’élémen
e de reconstpondent à définis au préansversales (T
roximité desdes transver encore des qu’on peut lus manières c
les d'imageri
n présentéet d’un contrôur une positireconstruire cts), on voit points). Sucontribuant
sont potentie
uts volumiqu
nement.
7
int de la zonnt. D’une ce
truction, estes modes séalable : en mTT), ou en on
s parois, en rsales ou lonéchos proveui associer uomme illustr
ie FTP en tra
e ci‐dessus, ôle d’une fenion donnée aussi bien ul’effet de cor la secondà la format
ellement imp
ues ;
ne, la meille
rtaine maniè
t que, connaéparés. Autremode direct, ndes longitud
contrôle pargitudinales enant de conune imagerie
ré sur la figu
ajets directs e
permet facinte électro‐éfixe du trad
une image FToin et l’échode reconstrution d’un eff
portantes :
FTP : trajetdirects
eure définitioère, cela rev
issant la géoement dit, oon pourra rdinales (LL).
r ultrasons o(LLL pour l’e
nversion onde par mode, re suivante.
et trajets ind
lement de pérodée de 5 ducteur (32 TP en mode
o de diffractiction, on vfet de coin.
s
on possible vient à obten
ométrie d’unon peut fabrireconstruire
on peut prodeffet de coindes L /ondes et, à travers
directs
présenter lemm de hautéléments, 5
e direct qu’eion (équivalevoit mainten
Dans ce cas
FTP : trajetindirects TT
compte‐tennir une imag
ne pièce, on iquer des imuniquement
duire des mn en ondes LT. Un des grs certains mo
e potentiel dteur dans un5MHz), avecn mode indient à un Secnant sur l’ims, on recons
ts TT
u de ge où
peut mages t des
odes , TTT rands odes,
de la bloc une irect. cteur mage, struit

5. COMPA
5.1 EQUIPEJusqu’à prél’on effectudisque et l’opour la rele Dans le cadImasonic nocombine à avec des fotraducteurs
Une telle avémetteurs einterface tr(Modes dire
Les algorithde l’instrumimages sontavec l’utilismécaniques
5.2 PIECES TLes pièces tde soudureElles provie Les caractédonnées da
5.3 RESULTLe contrôlel’indication et/ou en bol’interpréta
hauteur de
ARAISON D
EMENT UTILIésent, pour ouait des acquon relisait, decture. L’utili
dre d’un projotamment, Mla fois les utonctionnalité
s matriciels, vancée est ret 64 réceptrès simple dects, indirect
hmes de recoment. On peut ensuite stosation induss permettan
TESTEES testées sont s avec chanfennent en ma
ristiques de ans le § 5.3.
TATS OBTENUe des soudurà détecter e
ond complet
tion des ima
l’indication
DES RESULTA
SE obtenir des iuisitions de tdans un deuxsation était
jet collaboraM2M a dévetilisations staés avancées imagerie 3D,rendue posseurs fonctiod’utilisation, ts, effet de c
Fig
onstructions
ut ainsi reconockées sur letrielle standt le codage e
toutes de mfrein en V, cajorité d’une
chacun des d
US res peut êtreet l’accessib. L’objectif dages et non (qui devrait
ATS OBTEN
mages de tytype Full Ma
xième temps
limitée à des
atif financé peloppé une nandard des sréservées ju, et plus partible par la connant entièrl’opérateur oin, convers
gure 9 : Interf
FTP sont efnstruire et vdisque dur d
dard qui estet le déplace
ême épaisseomportant de ancienne é
défauts exam
e réalisé souilité sur le(s)des essais étad’assurer unfaire l’objet
8
NUS SUR DE
ype FTP, il fatrix Captures, les données acquisition
par l’OSEO avnouvelle instsystèmes mu
usqu’à préseticulièremen
onception erement en pva pouvoir sion de mode
face FTP de l
ffectués sur isualiser desdu portable.t faite avec ement ou en
eur (25,4 mm
des défauts aétude associa
minés et de l
s différents ) côté(s), l’oaient de détene caractérisd’une proch
ES DEFAUTS
allait procéde (FMC), l’on es à travers s relativeme
vec la partictrumentation
ultiéléments ent à de beant des images
t la réalisatiarallèle. L’ensélectionner
e) qu’il souha
l’appareil Ge
un calculates images de 4 Cet imageu
des équipecontrôle ma
m) et en acierartificiels et rative de l’Ins
a pièce dans
modes de copérateur peerminer l’intsation compl
aine publica
S DE SOUDU
er en deux tstockait touun PC, différent lentes et
ipation du Cn portable m(Secteur‐scaaucoup plus s FTP en temon d’un appnsemble est r directemen
aite visualise
ekko
ur embarqué
40 000 pixelsr FTP devienments portaanuel.
r carbone. Elréels mais rétitut de Soud
s laquelle ils
ontrôle, et sut être amen
érêt des repète allant jution).
URE
temps : un pus les signauxrents moyen
à une analys
CEA LIST, de multi‐élémen
an, balayagegros systèm
mps réel. pareil ultrasominiaturisé nt le type der.
é reconfigurs à une cadent alors tout ables, assoc
lles présenteéalisés intentdure [3]
sont implant
suivant le poné à travaillprésentations
usqu’à la dét
remier temp
x obtenus suns étant possse off‐line.
l’IS, de la sonts, le Gekkoe électroniqumes : gestion
ons possédanet, associé àe reconstruc
rable à l’intéence de 30Hzà fait compa
ciés à de pe
ent le même tionnellemen
tés sont
ositionnemen
er en demi‐bs TFM vis à vtermination
ps où ur un sibles
ciété o, qui ue,…) n des
nt 64 à une ction
rieur z. Les atible etites
type nt.
nt de bond vis de de la

Tous les co5MHz possé
Pour chaqureconstruct
systématiqu
ouverture d
5.3.1 contrDans ce paravec le cont
Pour cette fréquence c
Dans un prhauteur situ
Figure 10 : R
Le résultat la sonde 64de la tête d
Le mode FTpositionnem
Dans un dehauteur situ
Figure 1
Le Bscan anéléments av
ntrôles ont éédant un sab
ue situationtions FTP diruement en de 32 élémen
rôle de fentragraphe, l’otrôle soudur
étude, noucentrale 5MH
remier temp
uée en racin
Résultats Ba
du balayage4 éléments (ae l’entaille.
TP permet lument et l’orie
euxième temuée en racin
11 : Résultat
ngulaire présvec une foca
été réalisés bot OT55°.
n sont comp
rect (TT) et émission –nts proposée
tes électroéobjectif est dre en mode F
us avons réaHz possédan
ps, nous avoe de soudure
alayage angu
angulaire pavec une foc
i aussi de déentation du
mps, nous ave de soudure
ts Balayage a
senté ci‐dessalisation à 20
avec une so
parés les réindirect (TTT–réception ce dans la maj
érodées e comparer FTP.
alisé des est un sabot O
ns regardé e.
ulaire et FTP s
résenté ci‐dealisation à 2
étecter l’entadéfaut sont d
ons regardée.
angulaire et
sus a été réa0mm de prof
9
nde multi‐él
ésultats obtT). L’ouvertuce qui permjorité des ap
le contrôle s
sais avec uOT55°, sur un
les résultats
sur une enta
essus a été r0mm de pro
aille mais sa directement
é les résultat
FTP sur une
alisé avec unfondeur. Sur
léments liné
tenus avec ure complète
met d’avoir ppareils porta
soudure class
ne sonde mne soudure e
s obtenus su
aille de 5mm
réalisé avec uofondeur). Ce
caractérisat
t lisibles sur l
ts obtenus s
entaille de 2
ne ouverturer cet exemple
aires 64 élém
un balayagee de la sondune meilleu
ables.
sique utilisan
multi‐élémen
n V d’épaisse
ur une fente
de hauteur e
une ouvertue contrôle pe
ion est simp
’image FTP.
ur une fente
2mm de haut
e de 32 éléme, seul le pie
ments de fré
e angulaire de (64 élémure résoluti
nt 32 élémen
ts linéaire 6eur 20mm.
e électro‐éro
en racine de
re de 32 éléermet la dét
plifiée. En eff
e électro‐éro
teur en racin
ments centréed de l’entail
équence cen
focalisé, etents) est ution qu’avec
nts en ouvert
64 éléments
odée de 5mm
soudure
ments centrection du pie
fet, la hauteu
odée de 2mm
e de soudure
é sur la sondlle est détect
ntrale
t les ilisée une
ture
s, de
m de
é sur ed et
ur, le
m de
e
de 64 table
avec le bacaractérisée
Dans cet excaractérisat
l’imagerie F
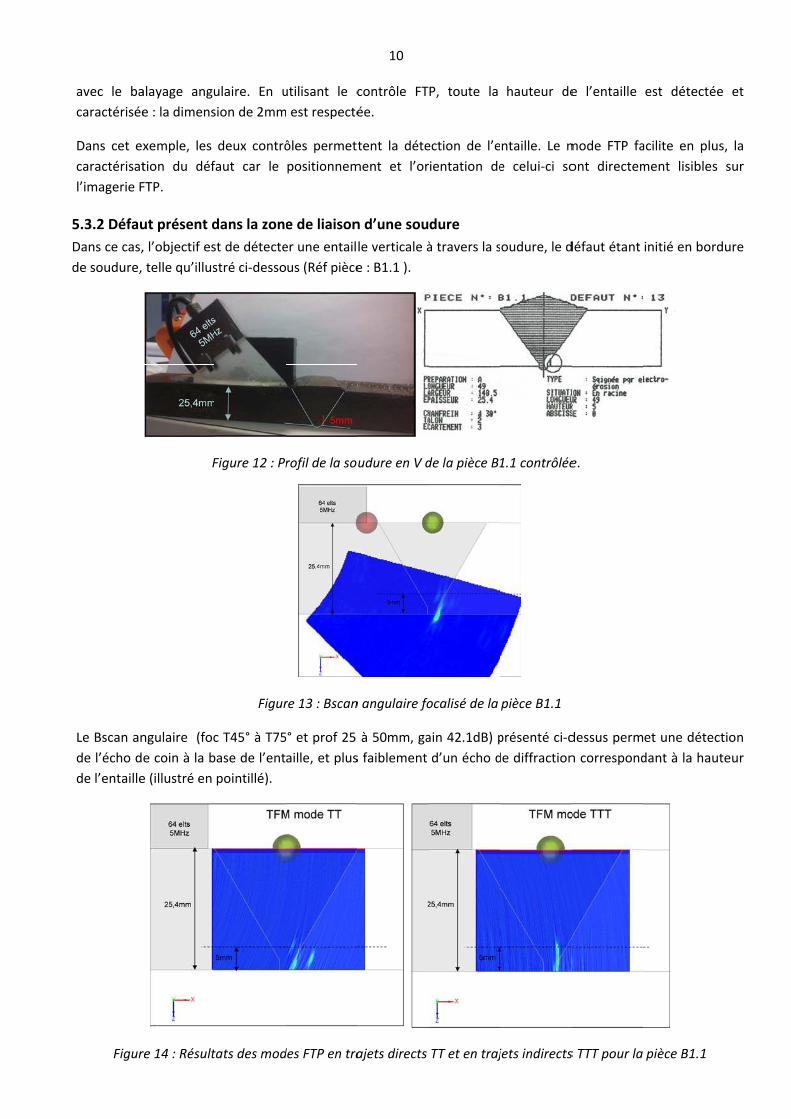
5.3.2 DéfauDans ce cas,de soudure,
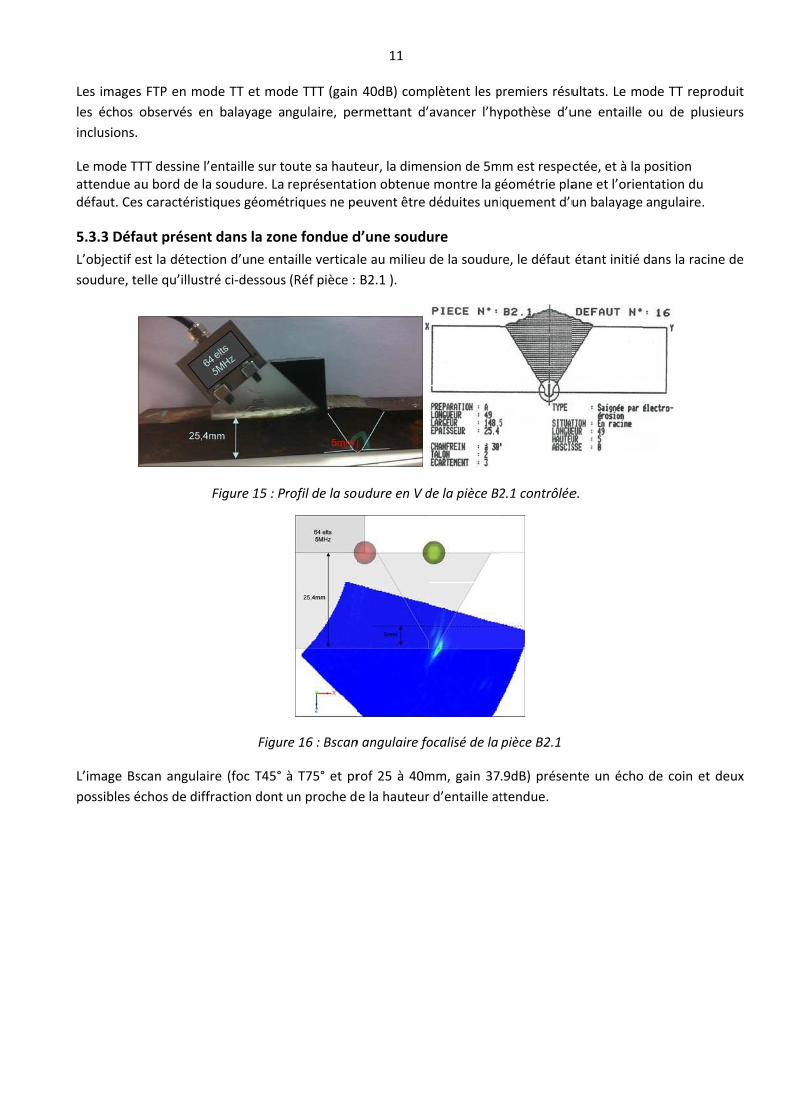
Le Bscan ande l’écho dde l’entaille
Figur
alayage angue : la dimens
xemple, les tion du défFTP.
ut présent d, l’objectif estelle qu’illus
F
ngulaire (foce coin à la be (illustré en
re 14 : Résult
ulaire. En usion de 2mm
deux contrôfaut car le
dans la zonest de détectestré ci‐desso
Figure 12 : Pr
Figur
c T45° à T75base de l’entpointillé).
tats des mod
utilisant le c est respecté
ôles permett
positionnem
e de liaisoner une entailus (Réf pièce
rofil de la so
re 13 : Bscan
5° et prof 25 aille, et plus
des FTP en tra
10
contrôle FTée.
tent la détement et l’or
n d’une soule verticale àe : B1.1 ).
udure en V d
n angulaire fo
à 50mm, gas faiblement
ajets directs
P, toute la
ection de l’eientation de
dure à travers la s
de la pièce B1
ocalisé de la
ain 42.1dB) pd’un écho d
TT et en traj
hauteur de
ntaille. Le me celui‐ci so
oudure, le d
1.1 contrôlée
pièce B1.1
présenté ci‐dde diffraction
jets indirects
e l’entaille
mode FTP faont directem
défaut étant
e.
dessus permn correspond
s TTT pour la
est détecté
acilite en plument lisibles
initié en bor
et une détecdant à la hau
pièce B1.1
ée et
us, la s sur
rdure
ction uteur
Les images les échos oinclusions.
Le mode TTattendue audéfaut. Ces
5.3.3 DéfaL’objectif essoudure, te
L’image Bscpossibles éc
FTP en mod
observés en
TT dessine l’eu bord de la caractéristiq
ut présent st la détectioelle qu’illustr
F
can angulairchos de diffr
de TT et mod
balayage a
entaille sur tosoudure. La ques géomét
dans la zonon d’une enté ci‐dessous
Figure 15 : Pr
Figur
e (foc T45° raction dont
de TTT (gainngulaire, pe
oute sa hautreprésentat
triques ne pe
ne fondue dtaille vertical(Réf pièce :
rofil de la so
re 16 : Bscan
à T75° et prun proche d
11
40dB) comp
ermettant d’
teur, la dime
ion obtenueeuvent être
d’une soudule au milieu B2.1 ).
udure en V d
n angulaire fo
rof 25 à 40me la hauteur
plètent les pavancer l’hy
nsion de 5me montre la gdéduites uni
ure de la soudur
de la pièce B2
ocalisé de la
mm, gain 37r d’entaille at
premiers résuypothèse d’u
mm est respecéométrie plaiquement d’u
re, le défaut
2.1 contrôlée
pièce B2.1
.9dB) présenttendue.
ultats. Le mo
une entaille
ctée, et à la ane et l’orienun balayage
étant initié
e.
nte un écho
ode TT reproou de plus
position ntation du angulaire.
dans la racin
de coin et
oduit ieurs
ne de
deux

Figur
L’image FTPlocalisation
Le mode TT
5.3.4 Man
L’objectif esdessous (Ré
re 17 : Résult
P en mode T du haut de
TT confirme l
que de pénst la détectioéf pièce : B15
F
tats des mod
TT (gain 40dl’entaille.
e caractère
nétration on d’un man
5 ).
Figure 18 : P
Figur
des FTP en tra
dB) reproduit
plan du défa
nque de péné
Profil de la so
re 19 : Bscan
12
ajets directs
t les échos
aut ainsi que
étration de s
oudure en V d
n angulaire fo
TT et en traj
observés en
sa position,
soudure de f
de la pièce B
focalisé de la
jets indirects
balayage an
sa hauteur e
faible hauteu
15 contrôlée
pièce B15
s TTT pour la
ngulaire, ave
et son orient
ur (2 mm), te
e.
pièce B2.1
ec une meill
tation.
elle qu’illustr
leure
ré ci‐
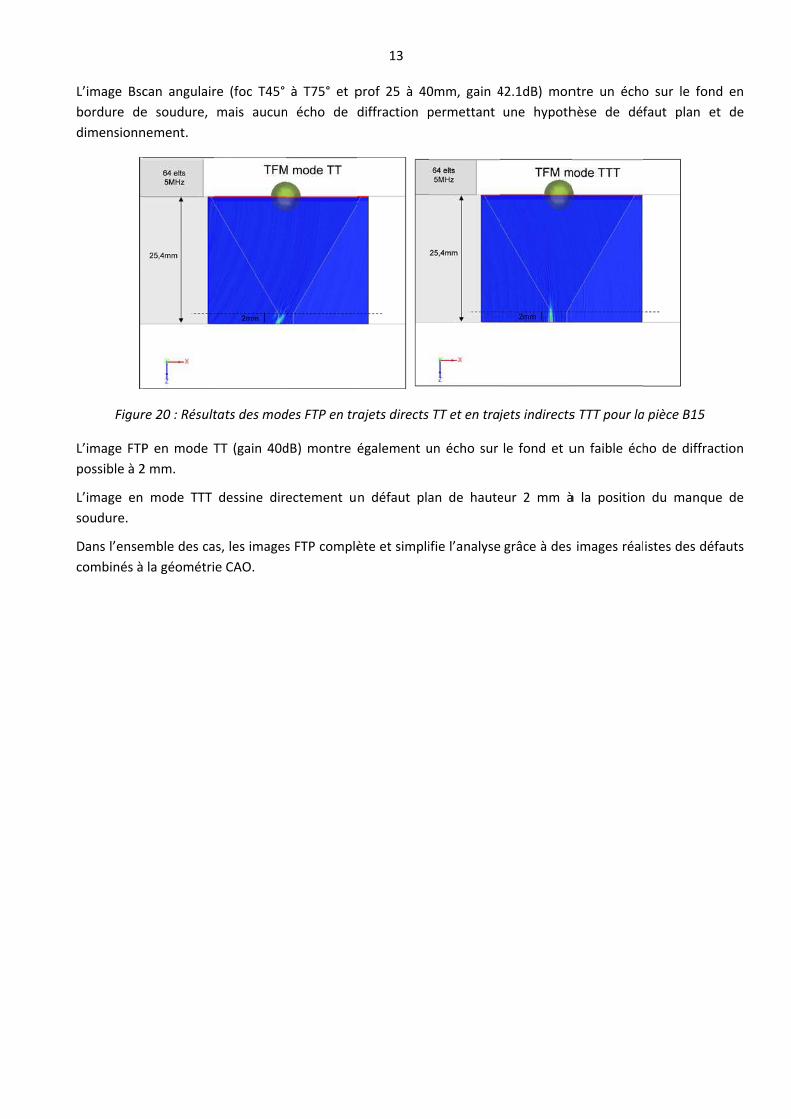
L’image Bscbordure dedimensionn
Figur
L’image FTPpossible à 2
L’image ensoudure.
Dans l’ensecombinés à
can angulaire soudure, nement.
re 20 : Résult
P en mode T2 mm.
mode TTT
emble des ca la géométri
re (foc T45° mais aucun
tats des mod
TT (gain 40d
dessine dir
s, les images
e CAO.
à T75° et pn écho de d
des FTP en tr
dB) montre é
ectement u
s FTP complè
13
prof 25 à 40diffraction p
rajets directs
également u
n défaut pla
ète et simpli
0mm, gain 4permettant
TT et en traj
un écho sur
an de haute
ifie l’analyse
42.1dB) mon
une hypoth
jets indirects
le fond et u
eur 2 mm à
grâce à des
ntre un échohèse de déf
s TTT pour la
un faible éch
à la position
images réal
o sur le fonfaut plan e
a pièce B15
ho de diffrac
n du manqu
istes des déf
d en et de
ction
e de
fauts
14
CONCLUSIONS Depuis plusieurs années, de nombreuses publications scientifiques et essais de laboratoire ont présentés l’intérêt et les avantages de la méthode de reconstruction FTP (Focalisation Toute Profondeur) : Focalisation optimisée, caractérisation de défauts, amélioration du dimensionnement. Les essais et les acquisitions présentées dans ce papier confortent cette approche : de plus, l’image est réalisée en temps réel sur un appareil multiéléments portable, ce qui va permettre dorénavant d’utiliser cette méthode d’imagerie pour des applications industrielles. Les choix effectués pour la reconstruction semblent pertinents. Il est indéniable qu’une aide est apportée à l’opérateur pour interpréter les images sur des défauts de soudure. En effet, il devient possible de représenter l’image d’un défaut d’une manière très réaliste et de s’affranchir de nombreux échos de géométrie. Toutefois, un opérateur peu qualifié peut encore s’interroger sur le choix de l’interaction à utiliser pour assurer la bonne reconstruction. Il serait donc judicieux de prévoir dans les futurs développements une possibilité de « sélection intelligente » des interactions/reconstruction en fonction des situations susceptibles d’être rencontrées. A cette fin, des études numériques pourraient contribuer à cette évolution.
REFERENCES
[1] The post‐processing of ultrasonic array data using the total focusing method – Insight Vol 46 No 11 November 2004 ‐ C Holmes, B Drinkwater and P Wilcox
[2] The response of ultrasound to defects ‐ Ultrasonics international Conference 1975 – pages 46 to 53 V.Baborovsky, E.Slater, D.Marsch
[3] Evaluation des défauts et de leur nocivité – Phase 2 – Tome 2FC – Projet associatif Institut de Soudure [4] Ultrasonic Phased Array for Characterisation of Thermal Fatigue Cracks on thermal power plants IIW General Assembly Denver 2012 – Doc V‐ 1529‐12 D.Roué 1, J.Delemontez 2, E.Abittan 1, F.Angelini 1, D.Chauveau 1 1 Institut de Soudure Industrie – 2 EDF, Division Technique Générale
[5] Workshop Introduction on ultrasonic synthetic focusing techniques ‐ I IW 66th General Assembly ESSEN 2013 – D. Chauveau ; W.Ke
[6] Reconstruction Ultrasonore et nouvelle imagerie de défaut – Journées Cofrend 2011, Dunkerque. S.Paillard, E. Iakovleva, S. Chatillon, P.Calmon – CEA/LIST.