NotionsMetrologie-30-06-2005.pdf

of 55
Transcript of NotionsMetrologie-30-06-2005.pdf
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
1/55
Notions de metrologie
Frederic Taillade
To cite this version:
Frederic Taillade. Notions de metrologie. 3eme cycle. 2005.
HAL Id: cel-00564306
https://cel.archives-ouvertes.fr/cel-00564306
Submitted on 8 Feb 2011
HAL is a multi-disciplinary open access
archive for the deposit and dissemination of sci-
entific research documents, whether they are pub-
lished or not. The documents may come from
teaching and research institutions in France or
abroad, or from public or private research centers.
Larchive ouverte pluridisciplinaire HAL, est
destinee au depot et a la diffusion de documents
scientifiques de niveau recherche, publies ou non,
emanant des etablissements denseignement et de
recherche francais ou etrangers, des laboratoires
publics ou prives.
https://cel.archives-ouvertes.fr/cel-00564306https://cel.archives-ouvertes.fr/cel-00564306https://hal.archives-ouvertes.fr/ -
7/24/2019 NotionsMetrologie-30-06-2005.pdf
2/55
Notions de mtrologie
Frdric Taillade
30 juin 2005
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
3/55
2
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
4/55
Table des matires
I Gnralits 1
1 Introduction 31.1 La mtrologie quoi a sert ? . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.2 La mesure dune grandeur physique . . . . . . . . . . . . . . . . . . . . . . 4
1.3 Un peu de vocabulaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2 Systme International dunit (SI) 72.1 Units de bases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.1.1 Unit de longueur : le mtre (symbole : m) . . . . . . . . . . . . . . 7
2.1.2 Unit de masse : le kilogramme (symbole : kg) . . . . . . . . . . . . 8
2.1.3 Unit de temps : la seconde (symbole : s) . . . . . . . . . . . . . . . 8
2.1.4 Unit de courant lectrique : lampre (symbole : A) . . . . . . . . . 8
2.1.5 Unit de temprature thermodynamique : le kelvin (symbole : K) . 8
2.1.6 Unit de quantit de matire : la mole (symbole : mol) . . . . . . . 9
2.1.7 Unit dintensit lumineuse : la candela (symbole : cd) . . . . . . . 92.2 Units drives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.3 Units supplmentaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.4 Multiples et sous-multiples . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.5 Traabilit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3 Mesures - Erreurs de mesures - Corrections 153.1 Mesures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.2 Concepts derreurs et dincertitudes . . . . . . . . . . . . . . . . . . . . . . 15
3.3 Causes derreurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.4 Rduction - Correction des erreurs . . . . . . . . . . . . . . . . . . . . . . 173.4.1 Correction de lerreur systmatique . . . . . . . . . . . . . . . . . . 18
3.4.2 Rduction de lerreur alatoire . . . . . . . . . . . . . . . . . . . . . 20
3.5 Jugement dune mesure - Tolrance . . . . . . . . . . . . . . . . . . . . . . 20
4 Notions de Moindres carrs 234.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.2 Principe des Moindres Carrs . . . . . . . . . . . . . . . . . . . . . . . . . 24
4.3 Application des Moindres Carrs . . . . . . . . . . . . . . . . . . . . . . . 25
4.3.1 Relation proportionnelle . . . . . . . . . . . . . . . . . . . . . . . . 25
4.3.2 Relation affine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284.4 Remarques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
i
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
5/55
II Bilan dincertitude 33
5 Analyse du processus de mesure 355.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355.2 La rgles des 5M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6 Estimation de lincertitude 396.1 Approche GUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
6.1.1 Grandeurs dentre non corrles . . . . . . . . . . . . . . . . . . . 406.1.2 Grandeurs dentre corrles . . . . . . . . . . . . . . . . . . . . . . 406.1.3 Evaluation des incertitudes par la mthode de type A . . . . . . . . 416.1.4 Evaluation des incertitudes par la mthode de type B . . . . . . . . 41
6.2 Approche NF ISO 5725 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 426.2.1 Organisation dun essai interlaboratoire . . . . . . . . . . . . . . . . 456.2.2 Qui peut utiliser les rsultats (exactitude) dessai . . . . . . . . . . 46
6.3 Expression finale du rsultat de mesure . . . . . . . . . . . . . . . . . . . . 46
ii
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
6/55
Premire partie
Gnralits
1
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
7/55
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
8/55
Chapitre 1
Introduction
1.1 La mtrologie quoi a sert ?
La mtrologie au sens tymologique du terme se traduit par Science de la mesure.
La mtrologie sintresse traditionnellement la dtermination de caractristiques (ap-peles grandeurs) qui peuvent tre fondamentales comme par exemple une longueur, unemasse, un temps... ou drives des grandeurs fondamentales comme par exemple unesurface, une vitesse... Cependant, dans les domaines courants des essais, il existe de nom-breuses caractristiques nayant quune relation indirecte avec ces grandeurs. Cest le cas,par exemple, de la duret, de la viscosit... qui peuvent poser des problmes dans linter-
prtation.Mesurer une grandeur physique consiste lui attribuer une valeur quantitative en pre-
nant pour rfrence une grandeur de mme nature appele unit. Dans le langage courantdes mtrologues, on entend souvent dire mesurer cest comparer !
Les rsultats des mesures servent prendre des dcisions :
acceptation dun produit (mesure de caractristiques, de performances, conformit une exigence),
rglage dun instrument de mesure, validation dun procd, rglage dun paramtre dans le cadre dun contrle dun procd de fabrication
validation dune hypothse (R&D), protection de lenvironnement, dfinition des conditions de scurit dun produit ou dun systme, ...
Lensemble de ces dcisions concourt laqualit des produits ou des services : onpeut qualifierquantitativementla qualit dun rsultat de mesure grce son incertitude.
NB : Sans incertitude les rsultats de mesure ne peuvent plus tre compars :
soit entre eux (essais croiss),
soit par rapport des valeurs de rfrence spcifis dans une norme ou une spcifi-cation (conformit dun produit).
3
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
9/55
1.2 La mesure dune grandeur physique
Tout dabord dfinissons ce que lon entend par grandeur physique :
on appelle grandeur physique X une proprit discernable caractrisant un objet, unsystme ou un tat physique.
Deux grandeurs physiques sont de mmes espces (ou de mme nature) lorsquon peutles comparer. Une grandeur est mesurable quand on sait dfinir son galit avec une gran-deur de mme nature et lorsque leur somme (ou le rapport) avec une grandeur de mmenature a un sens. Si une grandeur est mesurable, on peut alors affecter cette grandeurune valeur numrique objective en comptant combien de fois une grandeur de mme espceprise comme rfrence, laquelle on attribue conventionnellement la valeur numrique1 et appele unit, est contenue dans la grandeur considre.
On crira alors le rsultat sous la forme :
X={X} [X]o X est le nom de la grandeur physique, [X] reprsente lunit et{X} est la valeurnumrique de la grandeur exprime dans lunit choisie.
N.B. : Toute grandeur physique est invariante, cest--dire quelle ne dpend pas delunit dans laquelle on lexprime. Par exemple :
longueur de la rgle30, 48cm
0, 3048m, 12pouces, 1, 646.104millemarin.
On remarque que la valeur numrique dpend de lunit choisie. En consquence, celle-ci doit toujours tre prcises.
1.3 Un peu de vocabulaire
Dans le vocabulaire officiel[2] de la norme franaise, cette opration communment ap-
pele mesure est appele mesurage (en anglais measurement). De mme, la grandeurphysique soumise lopration de mesurage est appelle mesurande(en anglais measu-rand). Attention aux faux amis, lopration dtalonnage(en anglais calibration) doittre distingue de celle appele calibrage (en anglais gauging).
NB : il ne faut pas utiliser le terme prcision mais le terme incertitude(en anglais un-certainty).
Il faut bien diffrencier la rptabilit des rsultats de mesurage qui est ltroitessede laccord entre les rsultats de mesures successifs du mme mesurande effectus dans latotalit des mmes conditions de mesureavec la reproductibilito les mesurages sont
effectus en faisant varier les conditions de mesure.
4
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
10/55
On rappelle les principaux paramtres assurant des conditions de mesures de rpta-bilit et de reproductibilit :
rptabilit : mme mthode
mme individus (chantillon) mme laboratoire mme oprateur mme quipement mme ...De plus, les essais successifs doivent se drouler sur une dure courte vis--vis de ladynamique des phnomnes physiques entrant en jeu lors dun essai.
reproductibilit : mme mthode mme individus laboratoire diffrent oprateur diffrent quipement diffrent ...
Pour plus dinformation se reporter au VIM[2].
5
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
11/55
6
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
12/55
Chapitre 2
Systme International dunit (SI)
Le Systme International dUnits a pour objet une meilleure uniformit, donc unemeilleure comprhension mutuelle dans lusage gnral. Cependant, dans quelques do-
maines spcialiss, en particulier physique thorique, il peut exister des raisonssrieusesjustifiant lemploi dautres systmes ou dautres units. Quelles que soient ces units, ilest important de respecter les symboles et leur reprsentation conformes aux recomman-dations internationales en vigueur.
Le systme SI est un systme cohrent dunits qui comporte sept units de base. Cestle systme lgal dunits en FRANCE (dcret 61-501 du 3 mai 1961 modifi par le dcret82-203 du 26 fvrier 1982 et par le dcret 85-1500 du 30 dcembre 1985).
2.1 Units de basesAu nombre de sept, elles doivent tre considres comme indpendantes au point de
vue dimensionnel (Tab. 2.1).
2.1.1 Unit de longueur : le mtre (symbole : m)
Dfinition de la 17me CGPM1 (1993) - rsolution 1 :
1Confrence Gnrale des Poids et Mesures qui a lieu tout les 4 ans compose par les reprsentant des
tats membres de la convention du mtre (voir http ://www.bipm.org/)
Tab.2.1 Units de bases du SIGrandeur Nom SymboleLongueur mtre m
Masse kilogramme kgTemps seconde s
Courant lectrique ampre ATemprature thermodynamique kelvin K
Quantit de matire mole molIntensit lumineuse candela cd
7
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
13/55
Le mtre est la longueur du trajet parcouru dans le vide par la lumire pendant unedure de 1/299792458 de seconde
2.1.2 Unit de masse : le kilogramme (symbole : kg)Dfinition de la 1ere CGPM (1889) et de la 3me CGPM (1901) :
Le kilogramme est lunit de masse. Il est gal la masse du prototype internationaldu kilogramme
2.1.3 Unit de temps : la seconde (symbole : s)
Dfinition de la 13re CGPM (1967) - rsolution 1 :
La seconde est la dure de 9 192 631 770 priodes de la radiation correspondant latransition entre les deux niveaux hyperfins de ltat fondamental du csium 133
2.1.4 Unit de courant lectrique : lampre (symbole : A)
Dfinition du CIPM2 (1946) - rsolution 1, approuv par la 9me CGPM (1948) :
Lampre est lintensit dun courant constant qui, maintenu dans deux circuits conduc-teurs parallles, rectilignes, de longueur infinie, de section circulaire ngligeable et placs
une distance de un mtre lun de lautre dans le vide, produirait entre ces conducteursune force gale 2.107 newton par mtre de longueur
2.1.5 Unit de temprature thermodynamique : le kelvin (sym-bole : K)
Dfinition de la 13me CGPM (1967) - rsolution 4 :
Le kelvin, unit de temprature thermodynamique, est la fraction 1/273,16 de la tem-
prature thermodynamique du point triple de leau. La 13me CGPM (rsolution 3) dcideaussi que lunit de kelvin et son symboleKsont utiliss pour exprimer un intervalle ouune diffrence de temprature
Remarque : en dehors de la temprature thermodynamique (symbole : T) exprimeen kelvins, on utilise aussi la temprature Celsius (symbole t) dfinie par lexpression
t= T T0
o T0 = 273, 15Kpar dfinition.
2Comit International des Poids et Mesures (voir http ://www.bipm.org/)
8
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
14/55
Tab. 2.2 Exemples dunits SI exprimes partir dunits de baseUnit SI
Grandeur Nom Symbolesuperficie mtre carr m2
volume mtre cube m3vitesse mtre par seconde m.s1
acclration mtre par seconde carr m.s2
nombre dondes mtre la puissance moins un m1
masse volumique kilogramme par mtre cube kg.m3
volume massique mtre cube par kilogramme m3.kg1
densit de courant ampre par mtre carr A.m2
champ magntique ampre par mtre A.m1
concentration (quantit de matire) mole par mtre cube mol.m3
luminance lumineuse cadela par mtre carr cd.m2
... ... ...
2.1.6 Unit de quantit de matire : la mole (symbole : mol)
Dfinition de la 14me CGPM (1971) - rsolution 3 :La mole est la quantit de matire dun systme contenant autant dentits lmentairesquil y a datomes dans 0, 012 kilogramme de carbone 12
Remarque : Lorsquon emploie la mole, les entits lmentaires doivent tre spcifieset peuvent tre des atomes, des molcules, des ions, des lectrons, dautres particules oudes groupements spcifis de telles particules.
2.1.7 Unit dintensit lumineuse : la candela (symbole : cd)
Dfinition de la 16me CGPM (1979) - rsolution 3 :
La candela est lintensit lumineuse, dans une direction donne, dune source qui metun rayonnement monochromatique de frquence 540.1012 hertz et dont lintensit nerg-tique dans cette direction est 1/683 watt par stradian
2.2 Units drives
Elles sont formes de manire cohrente partir des units de base (Tab.2.2).Certaines units drives ont reu un nom spcial (Tab. 2.3) qui peut son tour, tre
utilis pour former dautres noms dunits (Tab. 2.4).
2.3 Units supplmentaires
A ct de ces units de base et des units drives, il existe des units supplmentaires,au nombre de deux :
9
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
15/55
Tab. 2.3 Exemples dunits SI exprimes partir dunits de baseUnit SI
Grandeur Nom Symbole Expressionendautresunits SI
Expression enunits SI debase
frquence hertz Hz s1
force newton N m.kg.s2
pression, contrainte pascal P a N.m2 m1.kg.s2
nergie, travail, quan-tit de chaleur
joule J N.m m2.kg.s2
puissance, flux nerg-tique, quantit dlec-tricit, charge lec-trique
coulomb C s.A
potentiel lectrique,tension lectrique,force lectromotrice
volt V W.A1 m2.kg.s3.A1
capacit lectrique farad F C.V 1 m2.kg1.s4.A2
rsistance lectrique ohm V.A1 m2.kg.s3.A2
conductance lec-
trique
siemens S A.V 1 m2.kg1.s3.A2
flux dinduction ma-gntique
weber W b V.s m2.kg.s2.A1
induction magntique tesla T W b.m2 kg.s2.A1
inductance henry H W b.A1 m2.kg.s2.A2
temprature Celsius degr Cel-sius
C K
flux lumineux lumen lm cd.srclairement lumineux lux lx lm.m2 m2.cd.sractivit (dun radionu-
clde)
becquerel Bq s1
dose absorbe, indicede dose absorbe
gray Gy J.kg1 m2.s2
quivalent de dose, in-dice dquivalent dedose
sievert Sv J.kg1 m2.s2
... ...
... ...
...
10
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
16/55
Tab. 2.4 Exemples dunits SI drivess exprimes en utilisant des noms spciauxUnit SI
Grandeur Nom Symbole Expression enunits SI debase
viscosit dynamique pascal seconde P a.s m1.kg.s1
moment dune force newton mtre N.m m2.kg.s2
tension superficielle newton par mtre N.m1 kg.s2
flux thermique sur-
facique, clairementnergtique
watt par mtre carr W.m2 kg.s3
capacit thermique,entropie
joule par kelvin J.K1 m2.kg.s2.K1
capacit thermiquemassique, entropiemassique
joule par kilogrammekelvin
J.kg1.K1 m2.s2.K1
nergie massique joule par kilogramme J.kg1 m2.s2
conductivit ther-mique
watt par mtre kelvin W.m1.K1 m.kg.s3.K1
nergie volumique joule par mtre cube J.m3 m
1.kg.s
1
champ lectrique volt par mtre V.m1 m.kg.s3.A1
charge (lectrique) vo-lumique
coulomb par mtrecube
C.m3 m3.s.A
dplacement lec-trique
coulomb par mtrecarr
C.m2 m2.s.A
permittivit farad par mtre F.m1 m3.kg1.s4.A2
permabilit henry par mtre H.m1 m.kg.s2.A2
nergie molaire joule par mole J.mol1 m2.kg.s2.mol1
entropie molaire, ca-
pacit thermique
joule par mole kelvin J.mol1.K1 m2.kg.s2.K1.mol1
exposition (rayon X et)
coulomb par kilo-gramme
C.kg1 kg1.s.A
dbit de dose absorbe gray par seconde Gy.s1 kg1.s.A...
... ...
...
11
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
17/55
Tab.2.5 Exemples dunits SI drives exprimes en utilisant des units suplmentairesUnit SI
Grandeur Nom Symbolevitesse angulaire radian par seconde rad.s1
acclration angulaire radian par seconde carre rad.s2intensit nergtique watt par stradian W.sr1
luminance nergtique watt par mtre carr stradian W.m2.sr1
Tab. 2.6 Prfixes SIMultiples Sous-multiples
Facteur Prfixe Symbole Facteur Prfixe Symbole1024 yotta Y 1024 yocto y1021 zetta Z 1021 zepto z1018 exa E 1018 atto a
1015 pta P 1015 femto f 1012 tra T 1012 pico p109 giga G 109 nano n106 mga M 106 micro 103 kilo k 103 milli m102 hecto h 102 centi c101 dca da 101 dci d
lunit dangle plan : le radian (symbole : rad) ; le radian est langle plan com-
pris entre deux rayons qui, sur la circonfrence dun cercle, interceptent un arc delongueur gale celle du rayon, lunit dangle solide : le stradian (symbole : sr) ; le stradian est langle solide
qui, ayant son sommet au centre dune sphre, dcoupe sur la surface de cette sphreune aire gale celle dun carr ayant pour ct le rayon de la sphre.
Les grandeurs angle plan et angle solide doivent tre considres comme des unitsdrives sans dimension qui peuvent tre utilises ou non dans les expressions des unitsdrives (Tab.2.5).
2.4 Multiples et sous-multiples
Lorsquune unit savre trop grande ou trop petite, pour lemploi envisag, on utilisedes multiples ou des sous-multiples exclusivement dcimaux. Ils sont obtenus en joignantun prfixe, choisi (Tab.2.6), au nom de lunit.
2.5 Traabilit
La traabilit est la proprit du rsultat dun mesurage ou dun talon tel quil puissetre reli des rfrences dtermines, gnralement des talons nationaux ou internatio-
naux, par lintermdiaire dune chane ininterrompue de comparaisons ayant toutes desincertitudes dtermines[2].
12
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
18/55
Fig.2.1 Organisation de la traabilit.
Son organisation est pyramidale (Fig. 2.1), cest--dire de la rfrence nationale (etdonc internationale) vers lutilisateur.
LNM : Laboratoire National de Mtrologie dtient les rfrences nationales et les dif-fuse vers lutilisateur. En France, cest le Laboratoire National de mtrologie et dEssai(LNE3).
En France, laccrditation est la charge essentiellement du COFRAC4 (section labo-ratoire qui regroupe talonnage et essais).
3
voir http ://www.lne.fr/4voir http ://www.cofrac.fr/
13
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
19/55
14
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
20/55
Chapitre 3
Mesures - Erreurs de mesures -Corrections
3.1 Mesures
La mesure est lensemble des oprations ayant pour objet de dterminer la valeur{X}dans des conditions exprimentales spcifies (appele aussi mesurande), en la comparantdirectement ou indirectement un talon qui est la reprsentation matrielle de lunit[X]dans laquelle sera exprime la valeur de X.
Le procd de mesure est direct lorsque le rsultat de la mesure est obtenu par com-paraison un talon de mme nature que la grandeur mesure (Fig. 3.1).
Le procd de mesure est indirect quand une grandeur Y est lie des grandeursX1, X2,...,Xk par une relation du type :
Y =f(X1, X2,...,Xk)
Par exemple, la valeur de laire Sdune surface rectangulaire se calcule partir de lamesure de la longueurL et de la largeur l et en appliquant la relation S=Ll.
Par consquent, la valeur{Y} de Yest obtenue, partir des valeurs de{X1},{X2},...,{Xk} de X1,X2, ...,Xk selon le procd de mesure (Fig. 3.2).
3.2 Concepts derreurs et dincertitudes
Auparavant, on dsignait lincertitude du mesurage sous le nom derreur de mesure.Il convient aujourdhui dviter cette ancienne expression. En effet, lerreur de mesure estmaintenant dfinie comme la diffrence entre la valeur annonce et la valeur vraie qui
Fig.3.1 Procd de mesure.
15
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
21/55
Fig.3.2 Procd de mesure directe.
reste inconnue. Lincertitude de mesure caractrise la dispersion des mesurages autour dela valeur moyenne de ces mesurages ; voir (Fig. 3.3).
Remarque : lincertitude comprend, en gnral, plusieurs composantes. Certaines peuventtre de type alatoire et values partir de la distribution statistique des rsultats desries de mesurages et peuvent tre caractrises par des cart-types exprimentaux. Lesautres composantes, qui peuvent aussi tre caractrises par des cart-types, sont valuesen admettant des distributions de probabilit, daprs lexprience acquise ou daprsdautres informations.
3.3 Causes derreurs
Tout systme de mesure est inluctablement attach derreurs : le systme de mesure nest jamais parfait puisquil est en gnral plus ou moinssensible lenvironnement (temprature, pression, humidit...), il nest pas fidle1
et mme les talons servant ltalonnage de linstrumentation ne sont quune ma-trialisation imparfaite de la dfinition de lunit quils sont chargs reprsenter,
la mauvaise dfinition de la grandeur est elle-mme une source derreur.
Le rsultat de mesure scrit par consquent
Resultat de mesure = V aleur vraie + erreurs
1Dfinition du VIM : aptitude dun instrument de mesure donner des indications trs voisines lors de
lapplication rpte du mesurande dans les mmes conditions de mesure ; lindication nest pas forcmentcelle qui se rapproche de la valeur vraie
16
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
22/55
Fig. 3.3 Illustration du concept derreur et dincertitude.
Il est toujours possible de dcomposer le terme erreurs en une erreur systmatique etune erreur alatoire (Fig. 3.4).
Lerreur alatoire (note ea) est le rsultat dun mesurage moins la moyenne dunnombre infini de mesurages du mme mesurande (grandeur physique) effectus dans desconditions de rptabilits [2] (tout reste identique).
NB : Comme on ne peut faire quun nombre limit (fini) de mesurages, il est seulementpossible de dterminer une estimation de lerreur alatoire. Cela veut dire que lerreuralatoire a elle-mme une incertitude associe.
Lerreur systmatique (note es) est la moyenne qui rsulterait dun nombre infini demesurages du mme mesurande, effectus dans des conditions de rptabilit, moins unevaleur vraie du mesurande.
NB : comme la valeur vraie, lerreur systmatique et ses causes ne peuvent tre connuescompltement.
3.4 Rduction - Correction des erreurs
Lobjectif du mtrologue est de fournir un rsultat proche de la valeur vraie : en diminuant les erreurs alatoires en rptant les mesures et en calculant la moyenne
arithmtique des observations (mesures individuelles), en diminuant les erreurs systmatiques en appliquant des corrections.La diminution des erreurs est certainement la tche la plus dlicate pour toute personne
ralisant des mesures ou des essais. Elle demande une tude approfondie de lensemble
de la chane dinstrumentation et des phnomnes physiques directs ou indirects dontdpend le rsultat de la mesure ou de lessai. Cette tude permet la fois didentifier les
17
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
23/55
Fig.3.4 Dcomposition de lerreur.
Fig. 3.5 Correction de lerreur.
causes derreurs puis de proposer des corrections qui permettront de compenser les erreursprsumes. Le tableau (Tab. 3.1) dresse une liste (non exhaustive) des causes possiblesderreur.
3.4.1 Correction de lerreur systmatique
Pour chaque composante de lerreur identifie, on connat une estimation esj . Onappelle corrections, cette estimation change de signe :
Cj =esjLa correction totale est la somme algbrique de ces composantes :
C=j
Cj
Cette loi est connue sous le nom de loi de composition des corrections.On obtient le rsultat corrig de la mesure en ajoutant algbriquement la correction
Cau rsultat brut x(Fig. 3.5) :xC=x + C
NB : en principe, le rsultat corrig est plus proche de la valeur vraie que ne ltait x.
18
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
24/55
Tab.3.1 Liste (incomplte) des causes possibles derreurCauses Exemple
Grandeur mesureVariation temporelle et spatiale La grandeur que lon mesure est suppose
stable; si elle varie au cours du temps, ondoit imprativement sintresser alors unautre facteur dcrivant ce comportement
Reprsentativit du prlvement ou delchantillon
Lchantillon mesur peut ne pas reprsenterle mesurande dfini comme par exemple lapollution de lair en ville...
Instrument de mesureEtalonnage On utilise des certificats dtalonnage pri-
msLinaritTemps de rponse On utilise mal loption filtrage dun volt-
mtreRsolution On utilise un double dcimtre pour des me-
sures dimensionnelles de pices mcaniquesde prcision
Mthode de mesure
Biais d la mthodeErreur de modlisationConstantes utilises
Grandeurs dinfluenceStabilit de ltalonnage Cela fait appel des notions de drive dans
le temps des appareils et des talonsPression atmosphrique, Temprature, Hu-midit, Taux CO2
Par exemple, lors de la comparaison desmasses tenir compte de ces grandeurs pourcompenser leffet de la pousse dArchimde
Tension dalimentation
CalculsRelation mathmatique On utilise une ancienne relation (faisant ap-pel, plus ou moins, des approximations)alors quil en existe une plus rcente et peuttre plus exacte
Constantes physiques (voir CODATA(http ://www.codata.org/)Arondissage des valeurs
19
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
25/55
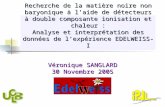
Fig.3.6 Nombre optimum de rptition pour la rduction de la part de lerreur alatoirecompte tenu de la part de lerreur systmatique.
3.4.2 Rduction de lerreur alatoire
Pour rduire les erreurs alatoires (on ne parle pas vraiment de corrections mais pluttde rduction ou de minimisation), on rpte les mesures de x. En effet, si on recommencenfois la mesure dans des conditions de rptabilits, on obtient n valeurs brutes : x1,x2,...,xn.
on calcule la moyenne arithmtique des valeurs brutes :
x= 1
n
ni
xi
on dtermine la correction totaleCque lon applique la moyenne x:
xC= x + C
Le problme qui se pose alors est de connatre quel est le nombre de rptition desmesurages optimum. Il est souvent possible dexprimer lincertitude sur xC par une ex-pression de la forme :
uxC =
u2xn
+ u2C
avecuxlincertitude de rptabilit caractrisant lerreur alatoire, uC lincertitude carac-trisant lerreur systmatique et nle nombre de rptition.
Comme le montre la figure (Fig. 3.6), il existe un nombre de rptition de mesureoptimum qui correspond lgalit entre lincertitude sur la valeur de la moyenne xC etlincertitude lie lerreur systmatique.
3.5 Jugement dune mesure - Tolrance
Les rsultats de mesures sont utiliss pour dclarer la conformit des spcifications.
Tout rsultat de mesure tant attach dun doute ou dune incertitude, les dcisions prisesne sont pas certaines : il subsiste un risque. Cette situation est inluctable, il existe un
20
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
26/55
Fig. 3.7 Principe de dclaration de conformit.
risque de dclarer conforme un produit qui ne le serait pas et rciproquement (risquefournisseur) et daccepter un produit qui ne serait pas conforme aux spcifications (risqueclient).
La figure (Fig.3.7) rcapitule les situations possibles :
1. zone de conformit,
2. zone de non-conformit,
3. zone de doute, la dcision est prise avec un risque.
Pour plus dinformations, consulter les rfrences [5] et [6].
21
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
27/55
22
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
28/55
Chapitre 4
Notions de Moindres carrs
4.1 Introduction
Il arrive trs souvent, lors dune comparaison (mesure), que nous cherchions mod-liser la rponse de la grandeur de sortie Y, dun instrument par exemple, par rapport une ou plusieurs grandeurs dentres X1, X2, , Xk dont elle dpend. Ce modle nestautre quelquation dexploitationqui permet linterpolation entre deux points de mesure.
Pour simplifier le raisonnement, prenons le cas particulier, que lon rencontre trssouvent, o la grandeur de sortie dpend dune seule grandeur dentre. Par ailleurs, onsait ou lon postuleque le modle reliant la grandeur de sortie la grandeur dentre estune relation du type :
y= f(x; 0, 0, 1, 2, , h)o 0, 1, 2, , h sont les h + 1 paramtres que lon souhaite estimer.
En thorie, la forme de la fonctionfpeut tre quelconque. Elle peut prendre les formessuivantes :
forme polynomiale : y=0+ 1x + 2x2 +
forme exponentielle :y = 0exp(1x)qui peut se linariser en prenant le logarithmeNprien :a= B + 1xavec a= ln(y) et B = ln(0).
Pour estimer ces coefficients i, on mesure les grandeurs physiques Y et X simulta-nment de telle sorte que le ieme rsultat soit : yi, xi. Ces mesures sont rptes N foispour diffrentes valeurs de Xafin dobtenir lensemble de valeurs E :
E=
y1, x1y2, x2
... ...
yN, xN
Graphiquement, cela donne la figure (Fig. 4.1).
23
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
29/55
Fig. 4.1 Reprsentation graphique dune srie de mesure y= f(x).
4.2 Principe des Moindres Carrs
Mathmatiquement, la recherche des valeurs des paramtres i consiste rsoudre lesystme dquations suivant :
S=
f(x1; 0, 1, 2, , h) = y1f(x2; 0, 1, 2, , h) = y2...
...f(xN; 0, 1, 2, , h) = yN
Si le nombre N de valeurs mesures est infrieur ou gal au nombre h + 1 deparamtres dterminer, on pourra toujours obtenir des valeurs de 0, 1, 2, , h telleque la fonction f satisfasse rigoureusement au systme dquationS :
siN < h + 1, certains paramtres pourront tre choisis arbitrairement, si N =h + 1, les valeurs des paramtres i seronttoutes fixespar le systme S,
cest--dire que la fonctionfpassera rigoureusement par tous les points de mesures.Par contre, siN > h+1, il nest plus possible de satisfaire simultanment auxNquationsdu systme S. Physiquement ce point nest pas grave, puisque toute mesure est entachedincertitude, il nest pas ncessaire que la fonction fpasse par les points exprimentaux,il suffit que la fonction fpasse lintrieur du domaine dincertitudede ces points.
Pour simplifier, on suppose que seules les mesures de Y sont entaches dincertitude.Le systme Sscrit donc :
S =
f(x1; 0, 1, 2, , h) + e1 = y1f(x2; 0, 1, 2, , h) + e2 = y2
.
.. .
..f(xN; 0, 1, 2, , h) + eN = yN
24
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
30/55
o ei reprsente lcart entre la valeur exprimentale mesure yi et la valeur calcule aupoint xi en utilisant la fonction f.
A cause de la prsence de ces carts, on ne pourra pas trouver la valeur vraie des
paramtres i mais seulementune estimationde ces paramtres la condition que|ei| petit quel que soit i
soit satisfaite.
Pour remplir cette condition, la solution adopte dans les moindres carrs est que
Ni=1
e2i soit minimum
La somme rendre minimum scrit donc :
Q=Ni=1
[yi f(xi; 0, 1, 2, , h)]2
Le minimum de cette fonction est atteint lorsque :
dQ= Q
0d0+
Q
1d1+ + Q
hdh= 0
En supposant que les valeurs de i sont indpendantes, il suffira dcrire que :
S
=
Q/0 = 0Q/1 = 0
... ...Q/h = 0
Les estimateurs i cherchs sont solutions du systme S de h+ 1 quations h+ 1
inconnues en crivant :Ni=1
0
[yi f(xi; 0, 1, 2, , h)]2 = 0Ni=1
1
[yi f(xi; 0, 1, 2, , h)]2 = 0...
...
Ni=1
h
[yi f(xi; 0, 1, 2, , h)]2 = 0
4.3 Application des Moindres Carrs
4.3.1 Relation proportionnelle
Soit X et Ydeux grandeurs physiques relies par une relation de la forme :
Y =X
On mesure N couples de valeurs (x1, y1), (x2, y2), (xN, yN), qui dans un systmedaxes (x, y), sont les coordonnes des N points P1, P2, , PN (Fig. 4.2).
On cherche ajuster la droite passant obligatoirement par lorigine et au mieux parle nuage de points P1, P2, , PN.
25
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
31/55
Fig.4.2 y=f(x).
Hypothses
H1 : il ny a pas dincertitudes sur la mesure de X. Il en rsulte quil existe un cartentre la valeur mesure yi et lordonne de xi du point de mme abscisse appartenant la droite thorique :yi = xi+ ei
H2: il nexiste pas de biais sur la mesure deY, cest--dire que la moyenne des eiest nulle.
H3: toutes les mesures sont faites avec la mme incertitude, u(y) =.
H4: les mesures de Yne sont pas corrles.
Calcul de lestimateur
En appliquant ce qui a t vue dans le principe des Moindres Carrs, on crit :
Q=
Ni=1
e2i =
Ni=1
(yi xi)2
qui est une fonction du second degr de. Cette fonction prsente un minimum (Fig.4.3)quand :
Q/ = 0
Q/ = 2Ni=1 xi(yi xi)= 2Ni=1 xi yi+ 2Ni=1 x2i
est solution de lquation normale Q/= 0 :
0 = 2Ni=1 xi yi+ 2Ni=1 x2iNi=1 xi yi =
Ni=1 x
2i
26
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
32/55
Fig. 4.3 Q= f().
Soit
=
Ni=1 xi yiNi=1 x
2i
Proprits
En tenant compte des hypothses H1etH4, on trouve la variance de :
V
=VN
i=1 xi yi
Ni=1 x
2i
2 =N
i=1 V [xi yi]Ni=1 x
2i
2 =N
i=1 x2i V [yi]N
i=1 x2i
2Remplaons V [yi]par sa valeur
2 rsultant de lhypothse H3:
V
=2N
i=1 x2iN
i=1 x2i
2 = 2N
i=1 x2i
Si la variance 2 nest pas connue, elle peut tre estime partir de la somme descarrs des rsidus (ri = yiyi = yi xi) :
2 = 1
N1Ni=1
r2i
N.B. : Au dnominateur de 2, on remarque le terme N1, oNest le nombre de pointsde mesure et1 le nombre de paramtre estim ().
2 sappelle aussi la rsiduelle de justesse, cest lincertitude lie au fait quelon utilise lquation dexploitation (le modle) pour calculer un point par-
ticulier. Cette incertitude sert dans les bilans dincertitudes afin dexprimerlincertitude compose.
27
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
33/55
Fig.4.4 y=f(x).
4.3.2 Relation affine
Soit X et Ydeux grandeurs physiques relies par une relation de la forme :
Y =0+ 1X
On mesure N couples de valeurs (x1, y1), (x2, y2), (xN, yN), qui dans un systmedaxes (x, y), sont les coordonnes des N points P1, P2, , PN (Fig. 4.4).On cherche ajuster la droite passant obligatoirement par lorigine et au mieux par
le nuage de points P1, P2, , PN.
Hypothses
H1 : il ny a pas dincertitudes sur la mesure de X. Il en rsulte quil existe un cartentre la valeur mesure yi et lordonne de xi du point de mme abscisse appartenant la droite thorique :yi = 01xi+ ei
H2: il nexiste pas de biais sur la mesure deY, cest--dire que la moyenne des eiest nulle.
H3: toutes les mesures sont faites avec la mme incertitude, u(y) =.
H4: les mesures de Yne sont pas corrles.
Calcul des estimateurs
De la mme manire que prcdemment, en appliquant se qui a t vue dans le principedes Moindres Carrs, on crit :
Q=Ni=1
e2i =Ni=1
(yi 0 1xi)2
28
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
34/55
Fig. 4.5 Q= f(0, 1).
La fonction Q = f(0, 1) est lquation dune surface appele parabolode elliptique(Fig.4.5).
Le minimum est atteint lorsque
Q/0 = 0
etQ/1 = 0
simultanment.On trouve les estimateurs 0 et 0 :
0=
Ni=1 x
2iN
i=1 yiN
i=1 xiN
i=1 xi yiNNi=1 x2i Ni=1 xi2
1=N
Ni=1 xi yi
Ni=1 xi
Ni=1 yi
NNi=1 x2i Ni=1 xi2
Proprits
V0
=2
1
N +
x2Ni=1(xix)2
V1
= 2
Ni=1(xix)2
Cov0, 1
=
2
xNi=1(xix)2
29
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
35/55
avec
2 = 1
N2Ni=1
r2i
N.B. : Au dnominateur de 2, on remarque le terme N
2, oNest le nombre de points
de mesure et2 le nombre de paramtres estims (0 et 1).
Exemple dapplication
Lordonne dun point situ sur la droite des moindres carrs labscisse x, vaut
y = 0+ 1 xLa variance de y est obtenue en appliquant la loi de composition des variances :
V [y] =V0
+ x2V1
+ 2xCov0, 1
En remplaantV0, V
1
et Cov0, 1
par leur expression, on trouve :
V [y] =2
1
N +
N(x x)2Ni=1(xix)2
Cette variance est une fonction parabolique de x (Fig.4.6). Elle est minimum lorsque
x= xet V [y] =V0
lorsque x = 0 ou x= 2x.
Fig.4.6 y=f(x).
Rciproquement, pour y donn, on estime :
x=y 0
1
Lapplication de la loi de composition des variances donne :
V [x] =
V [y]
12
30
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
36/55
Fig.4.7 y ou ri=f(x).
4.4 Remarques
Le critres des moindres carrs ne permet pas lui seul de tester la validit du modlechoisi pour expliquer les variations de Y en fonction de X. Un examen graphique des
rsultats (Fig.4.7) peut servir vrifier que le modle est pertinent soit directement surla fonction de Y =f(X) soit sur les rsidus ports en fonction de X :a): la rpartition des points est satisfaisante et le modle choisi est plausible,
b): la rpartition des points est mauvaise : il y a une courbure du fait que le modle nestpas adapt,
c) : La rpartition des points semble satisfaisante, sauf pour un point dont la prsencemodifie la pente de la droite ; il faut sassurer de lavracitde ce point avant de conclurede manire formelle (attention on entend trop souvent parler de points aberrants
que lon supprime trop rapidement).
31
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
37/55
32
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
38/55
Deuxime partie
Bilan dincertitude
33
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
39/55
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
40/55
Chapitre 5
Analyse du processus de mesure
5.1 Introduction
Le bilan dincertitude est le processus conduisant estimer lincertitude de mesure.Ce processus tient compte de lanalyse complte du processus de mesure : videmmentdes grandeurs mesures, de la prise en compte des facteurs dinfluence et des correctionsapportes au rsultat annonc.
Pour analyser le processus de mesure, il existe deux mthodes principales. Les questionsqui permettent de choisir entre ces deux voies sont les suivantes :
le processus est-il modlisable au sens du GUM [1] ? souhaite-t-on utiliser le modle du GUM ?
La modlisation du processus de mesure au sens du GUM, consiste crire sous formemathmatique la faon dont sont utilises toutes les informations qui sont la dispositionde lexprimentateur pour calculer le rsultat annonc de mesure ou dessai.
La pratique des mesures et des essais conduisent parfois des situations o lta-blissement du modle mathmatique est trop complexe, voire quasi impossible dans ltatactuel des connaissances. Pour la mesure des grandeurs physiques, il est en gnral possibledtablir un modle dcrivant le processus de mesure. Pour les essais, cette modlisationest souvent trs difficile.
5.2 La rgles des 5M
Afin danalyser le processus de mesure, il faut identifier toutes les causes possiblesdincertitude.
1. on explicite successivement, la contribution des Moyens, de la Mthode de mesure,limpact du Milieu environnant et de la Main doeuvre (lexprimentateur) sansoublier lobjet mesur lui-mme le Mesurande (Tab.5.1),
2. on dcrit le mode opratoire retenu en fonction des ressources choisies,
3. on tablie un modle de la mesure,
4. on identifie les causes derreurs et on calcule la valeur de chacune des composantes,
35
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
41/55
Tab.5.1 Grille pour la caractrisation du processus de mesureGrandeurs mesurer Les 5M
1 Objet Mesurande
2 Outils Moyens de mesure
3 Environnement Milieu
4 Mthode Mthode
5 Comptences Main doeuvre
Schma de principe du montage
5. dcider de lapplication ou non de la correction.
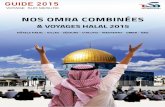
Lanalyse du processus se prsente galement trs souvent sous la forme dune figure(Fig. 5.1). A titre dexemple, on donne lanalyse du processus dtalonnage dun pied coulisse.
36
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
42/55
Fig.5.1 Analyse du processus dtalonnage dun pied coulisse [3].
37
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
43/55
38
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
44/55
Chapitre 6
Estimation de lincertitude
La question que tout le monde se pose face un rsultat de mesure ou dessai est lasuivante : quelle confiance puis-je avoir dans ce rsultat ?
Lincertitude a donc pour but de chiffrer cette confiance ; elle traduit la disper-sion des valeurs associes au mesurande. Elle doit tre tablie de manire raisonnable etsexprime sous forme dun cart-type. Le but ultime de cette incertitude est de fixer unintervalle que lon aimerait le plus troit possible et dont on espre que la valeur vraie dumesurande y soit incluse.
6.1 Approche GUM
Cette approche est fond sur le fait quil existe explicitement un modle du processus demesure. On rappelle que ce modle est quivalent une expression mathmatique dcrivantla faon dont sont utilises toutes les informations dont disposent lexprimentateur (sriede lectures de linstrument, valeur dune correction lue dans un certificat dtalonnage, lamesure de lestimation des effets dune grandeur dinfluence...).
Prenons le cas gnral en considrant la grandeur de sortie Y (le mesurande) quidpend de plusieurs grandeurs dentres Xi par une fonction f soit :
Y =f(X1, X2, X3,...,Xk)
ofexprime la loi physique liant les grandeurs dentres la grandeur de sortie, le mode
opratoire, le processus de mesure, la mthode dexploitation...En appliquant la loi de propagation de lincertitude (cf. 5.2.2 dans [1]) et connaissantles incertitude-type desXi, on calcule lincertitude-type compose sur le mesurande Y :
u2c(y) =ki=1
f
xi
2E[Xi]
u2 (xi) + 2k1i=1
kj=i+1
f
xi
f
xj
E[Xi]
u (xi, xj)
ou2(xi)etu(xi, xj)reprsentent respectivement les variances1 sur chaque grandeursXiet
les covariances entre les grandeursXietXj ,f /xila sensibilit de la grandeur de sortieY par rapport aux grandeurs dentres Xi values pour les esprances mathmatiquesEXi des grandeurs dentres Xi.
1Variance : carr de lincertitude
39
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
45/55
6.1.1 Grandeurs dentre non corrles
La variance de Y sexprime alors par :
u2c
(y) =k
i=1
fxi
2
E[Xi]u2 (xi)
Exemple 1
Y =X1+ X2+ X3
u2c(y) =u2(x1) + u
2(x2) + u2(x3)
Exemple 2
Y =X1X2X3f
x1=x2x3;
f
x2=x1x3;
f
x3=x1x2
u2c(y) = (x2x3)2u2(x1) + (x1x3)
2u2(x2) + (x1x2)2u2(x3)
u2c(y)
y2 =
u2(x1)
x21+
u2(x2)
x22+
u2(x3)
x23
NB : on remarque que lincertitude-type compose surY est la somme des carrs des
contributions des incertitudes de chaque grandeurs dentres.
6.1.2 Grandeurs dentre corrles
Soit on estime les termes de covariances u(xi, xj) par les expressions ci-aprs, soit onse sert du coefficient de corrlation r(xi, xj) :
r(xi, xj) = u(xi, xj)
u(xi)u(xj)
avec
1
r
+1.
NB : Bien souvent, on exprime u(xi, xj) partir de u(xi) et u(xj) et on calcule u2c(y)
en appliquant successivement r = 0,r=1 et r = +1 ; on prend alors la valeur de u2c(y)la plus petite et la plus grande afin dencadrer lincertitude compose sur Y.
La question qui vient alors immdiatement aprs est de savoir comment estimer lesincertitudes sur les grandeurs dentres ? Pour valuer la valeur numrique (cart-type ouvariance) de chacune des composantes, deux mthodes peuvent tre employes : mthodede type A et mthode de type B. On peut considrer que si lon avait suffisamment deressources (en temps et budgtaire), toutes les composantes pourraient tre values avec
des mthodes de type A. En revanche, la mthode de type B demande de lexprience etdes comptences techniques.
40
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
46/55
6.1.3 Evaluation des incertitudes par la mthode de type A
La mthode de type A se fonde sur lapplication de mthodes statistiques une sriede dtermination rptes. Elle est classiquement utilise pour quantifier les incertitudesde rptabilit des processus de mesure. Avec nvaleurs indpendantes xi, on dtermine :
lestimation de lesprance mathmatique (la moyenne arithmtique) de X est don-ne par :
x= 1
n
ni=1
xi
lestimation de la variance de X est donne par :
s2(x) = 1
n1ni=1
(xix)2
Dans le cas de petite srie de mesure n
10, lestimateur de la variance peut tre
remplac par lexpression ci-dessous :
s2 =
w
dn
avec w la diffrence maximum observe sur la srie de mesure et dn un coefficientdpendant du nombre de mesure dans la srie :
n 2 3 4 5 6 7 8 9 10dn 1, 13 1, 69 2, 06 2, 33 2, 53 2, 70 2, 85 2, 97 3, 08
lestimation de la covariance entreXp etXq est donne soit par le calcul des termesde covariance :
s(xp, xq) = 1
n 1ni=1
(xpixp)(xqixq)
soit par lexamen des termes communs deux grandeurs dentres :
Xp= F(Q1, Q2,...,QL) et Xq =G(Q1, Q2,...,QL)
u(xp, xq) =L
k=1
Lh=1
F
qk
G
qh
u(qk, qh)
s(x) reprsente lcart-type de lchantillon ; lincertitude sur la moyenne x est donnepar :
u(x) =s(x)
n
6.1.4 Evaluation des incertitudes par la mthode de type B
La mthode de type B est utilise pour quantifier les incertitudes des diffrentes compo-santes intervenant dans le modle du processus de mesure : incertitudes sur les correctionsdenvironnement, dtalonnages, etc. Cette mthode est employe lorsquon ne peut ou ne
veut pas utiliser la m- thode statistique.
41
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
47/55
Cette mthode se fonde sur lexprience des oprateurs, sur des essais prcdents, sur laconnaissance des phnomnes physiques... Pour chacun des Xi intervenant dans le modledcrivant le processus de mesure, on apprciera les incertitudes-types correspondantes,en utilisant toutes les informations techniques disponibles : tendue de mesure des valeurs
possibles et la distribution a priori ...Exemple : On doit appliquer une correction dans un processus de mesure, mais cettecorrection nest pas trs bien connue, on sait seulement quelle est comprise entre 2 valeursextrmes ainf et asup :
la valeur de la correction sera estim par :
C=(ainf+ asup)
2
lestimation de la variance correspondante sera :
s2C= 1
12
(ainf
asup)
2
Le tableau (Tab. 6.1) donne des exemples dapplication des principales lois de dis-tribution utilises pour lestimation des incertitudes par la mthode type B. Le tableau(Tab. 6.2) donne quant lui les caractristiques des principales lois utilises dans lap-plication de la mthode de type B.
6.2 Approche NF ISO 5725
Cette mthode repose sur lide que lon peut extraire de linformation des rsultats
dessais interlaboratoires pour estimer lincertitude. Dans de nombreuses situations ola mthode dobtention du rsultat est suffisamment complexe on ne peut ou veut pasmodliser le processus de mesure. Afin dassurer une reproductibilit des rsultats lesconditions de mise en oeuvre de la mthodes dessais doivent tre parfaitement matrises.
La qualit dune mthode dessais sapprcie au moyen de son exactitude[2][4] : justesseet fidlit :
justesse : cart entre la moyenne dun ensemble de rsultat et la valeur de rfrence,
fidlit : aptitude dune mthode fournir des rsultats trs voisins les uns desautres.
42
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
48/55
Tab.6.1 Application des principales lois de distribution utilises pour lestimation desincertitudes par la mthode de type B
Composantes Distribution a
priori
Mthode de calcul
Rsolution dun indicateur num-rique
Rectangle Si la rsolution est b alors u =b/
12
Prise en compte dun phnomnedhystrsis
Rectangle Si la diffrence maximale entre lesindications obtenues par valeurscroissante et dcroissante est balorsu= b/
12
Effet de grandeurs dinfluence va-riant entre deux extremums de fa-on sensiblement sinusodale (parexemple la temprature dun lo-cal rgul en temprature)
Drive darc si-nus
Si les variations de la grandeur(ex. temprature) sont dsignesparaalorsu= a/2
Drive dun instrument de mesure Si lanalyse des rsultats des ta-lonnages successifs montre unetendance qui peut tre modlise,alors on applique une correction.On estime lincertitude sur cettecorrection par exemple grce une technique de rgression. Silexamen des rsultats des talon-nages ne montre pas de tendance,
on ne peut pas parler de drivemais de reproductibilit que lonpeut valuer par la mthode detype A.
Composantes asymtriques dutype erreur de paralllisme entrelobjet mesur et ltalon (m-trologie dimensionnelle) ou verse-ment du contenu dune fiole jau-ge en chimie (la quantit verse
est toujours infrieure au contenude la fiole)
Triangle rec-tangle
Si la base du triangle rectangle estgale d alorsu= d/
18
Correction non applique Si on napplique pas une correc-tion connue, on commet une er-reur. Ceci na rien voir avec les-timation des incertitudes. Nan-moins le GUM propose une solu-tion (cf. 6.3.1, F2.4.5 et 9.4 dans[1])
Instrument vrifi et conforme
une classe
Rectangle Si la classe est dfinie para alorsu= a/3
43
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
49/55
Tab.6.2 Caractristiques des principales lois de distribution utilises pour lestimationdes incertitudes par la mthode type B
44
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
50/55
Tab.6.3 Rcapitulatifs des rsultats dessaisLaboratoire Mesures Valeur annonce Dispersion
1 y11,y12, . . .,y1n1 y1 s12 y21,y22, . . .,y2n2 y2 s2
... ... ... ...
... ...
... ...
p yp1,yp2, . . ., ypnp yp sp
NB : La fidlit recouvre la rptabilit (note r) et la reproductibilit (note R), onparle aussi de fidlit intermdiaire entre rptabilit et reproductibilit lorsquon veutvaluer la dispersion des rsultats que par rapport certains paramtres. Dans ce cas,on ne fait pas varier tout les paramtres en mme temps. On rappelle les principaux
paramtres assurant des conditions de mesures de rptabilit et de reproductibilit : rptabilit :
mme mthode mme individus (chantillon) mme laboratoire mme oprateur mme quipement mme ...De plus, les essais successifs doivent se drouler sur une dure courte vis--vis de ladynamique des phnomnes physiques entrant en jeu lors dun essai.
reproductibilit : mme mthode mme individus laboratoire diffrent oprateur diffrent quipement diffrent
6.2.1 Organisation dun essai interlaboratoire
La norme NF ISO 5725 [4] dcrit les rgles suivre afin dorganiser un essai interla-
boratoire. Chaque laboratoire ralise un certain nombre de mesures (pas ncessairementle mme nombre pour chaque laboratoire) puis calcule la moyenne et lcart-type de samesure (Tab. 6.3).
Aprs vrification de la validit des donnes par un test de Grubbs ou de Cochran (i.e.vrifier que les valeurs annonces et les dispersions dcrivent la mme loi de distribution),on calcule le rsultat moyen :
y=1
p
pi=1
yi
puis lcart-type de rptabilit (not sr) :
s2r =p
i=1(ni1)s2
ipi=1(ni 1)
45
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
51/55
avec
s2i =
nik=1(yikyi)2
ni1et
yi =
1
ni
nik=1
yik
et enfin lcart-type de reproductibilit (not sR) :
s2R=s2L+ s
2r
avecsL lcart-type interlaboratoire donn par :
s2L=s2d s2r
n
s2d = 1
p 1
p
i=1
ni(yi
y)2
n=(p
i=1 ni)2 pi=1 n2i
(p 1)pi=1 ni6.2.2 Qui peut utiliser les rsultats (exactitude) dessai
Bien videmment, tout les laboratoires ayant particips lessai interlaboratoire sousrserve que leurs rsultats aient t pris en considration dans lanalyse finale. Les autrespeuvent utiliser les rsultats dexactitude sils estiment (il est prfrable de le prouver ouencore plus facile davoir participer un essai interlaboratoire) quils ont parfaitement
appliqu la mthode dessai (i.e. que leurs rsultats auraient pu faire partie de ceux uti-lises lors de lessai interlaboratoire) alors tous ces laboratoires pourront considrer queleur incertitude peut sexprimer :
uc(y) =sR
NB : Avec cette mthode, on a tendance sur-estimer lincertitude.
6.3 Expression finale du rsultat de mesure
Comme nous lavons dj mentionn au tout dbut, un rsultat de mesure doit TOU-JOURStre accompagn de son incertitude. Le rsultat sexprime de la manire suivant :
Y =y UoUest appele lincertitude largie, elle se dduit de lincertitude compose de Ypar larelation
U=kuc(y)
. avec k le facteur dlargissement (k= 2 ou3 ; dans le cadre de mesures ou dessais sousaccrditation COFRACk = 2).
NB : Un facteur dlargissement de deux (k = 2) revient considrer que 95%
(Fig.
6.1) des rsultats de mesures sont dans lintervalleU. Sik = 3,99%des rsultatsde mesures sont dans lintervalleU.
46
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
52/55
Fig.6.1 Intervalle de confiance.
47
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
53/55
48
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
54/55
Bibliographie
[1] NF ENV 13005 Normes fondamentales - Guide pour lexpression de lincertitude demesure, AFNOR, 1993.
[2] NF X 07-001 Normes fondamentales - Vocabulaire international des termes fondamen-taux et gnraux de mtrologie, (VIM), AFNOR, 1994.
[3] 27 Exemples dvaluation dincertitude dtalonnage, MFQ, 1999.
[4] NF ISO 5725 Exactitude (justesse et fidlit) des rsultats et mthodes de mesures,AFNOR, 1994.
[5] Incertitudes de mesure et tolrances, Techniques de lIngnieur, R 285.
[6] NF EN ISO 14253-1 Normes fondamentales - Spcification gomtrique des produits(GPS) - Vrification par la mesure des pices et quipements de mesures, Mars 1999.
Normes et documents divers
X 07-021,Aide la dmarche pour lestimation et lutilisation de lincertitude des mesures
et des rsultats dessais, 1999.Mtrologie dans lentreprise : outil de la qualit, AFNOR, 2003.Christophe Perruchet, Marc Priel,Estimer lincertitude. Mesures - Essais, AFNOR, 2000.EA-4/16, Lignes directrices dEA pour lexpression de lincertitude des rsultats dessaisquantitatifs, European co-operation for Accreditation, Avril 2004.
Liens internet
Internationaux
BIPM : Bureau International des Poids etMesures (http ://www.bipm.org) OIML : Organisation Internationale de laMtrologie Lgale (http ://www.oiml.org)
Nationaux
LNE : Laboratoire National de mtrologie et dEssais (http ://www.lne.fr) COFRAC : COmit FRanais dACcrditation (http ://www.cofrac.fr) AFNOR : Association Franaise de Normalisation (http ://www.afnor.fr) Formation : CNAM : Conservatoire National des Arts etMtiers (http ://www.cnam.fr)
ESM : Ecole Suprieure de Mtrologie (http ://www.esm.fr/) ENSIM : Ecole Nationale Suprieure dIngnieurs duMans (http ://ensim.univlemans.fr/)
49
-
7/24/2019 NotionsMetrologie-30-06-2005.pdf
55/55
Divers
Site du ministre de lindustrie : (http ://www.industrie.gouv.fr/) Site gnral de mtrologie : (http ://www.metrologie.org)