
Mémoire de fin d'études pour l'obtention du diplôme d...
165
UNIVERSITE D'ANTANANARIVO ECOLE SUPERIEUR POLYTECHNIQUE DEPARTEMENT GENIE CHIMIQUE Mémoire de fin d'études pour l'obtention du diplôme d'Ingénieur en Génie Chimique CONCEPTION D'UN REACTEUR ET EXPERIMENTATION A L'ECHELLE PILOTE DE LA TRANSESTERIFICATION DE L'HUILE DE JATROPHA CURCAS EN BIODIESEL Présenté par RANDIMBISOA Mirindra Tsitohaina Rapporteur: Monsieur ANDRIANARY Philippe Encadreur: Monsieur RANDRIAMORASATA Josoa Date de soutenance : 02 Mai 2005 Promotion Promotion Promotion Promotion –2004 2004 2004 2004
Transcript of Mémoire de fin d'études pour l'obtention du diplôme d...
UNIVERSITE D'ANTANANARIVO ECOLE SUPERIEUR POLYTECHNIQUE
DEPARTEMENT GENIE CHIMIQUE
Mémoire de fin d'études
pour l'obtention du diplôme d'Ingénieur en Génie Chimique
CONCEPTION D'UN REACTEUR
ET EXPERIMENTATION A L'ECHELLE PILOTE DE LA TRANSESTERIFICATION
DE L'HUILE DE JATROPHA CURCAS EN BIODIESEL
Présenté par
RANDIMBISOA Mirindra Tsitohaina
Rapporteur: Monsieur ANDRIANARY Philippe Encadreur: Monsieur RANDRIAMORASATA Josoa
Date de soutenance : 02 Mai 2005
Promotion Promotion Promotion Promotion ––––2004200420042004

REMERCIEMENTS
Nous tenons à exprimer notre gratitude à toutes les personnes qui ont contribué à
l'élaboration de ce mémoire:
� A Monsieur RANDRIANOELINA Benjamin, Professeur, Directeur de l'Ecole Supérieur
Polytechnique d'Antanarivo, qui nous a donné l'autorisation pour cette soutenance;
� A Monsieur ANDRIANARY Philippe Antoine, Maître de conférences, Chef du
Département Génie chimique et en même temps notre rapporteur.
Nous remercions également notre encadreur,
� Monsieur RANDRIAMORASATA Josoa, Professeur, Enseignant à l'Ecole Supérieur
Polytechnique d'Antanarivo, qui n'a pas épargné ses efforts pour nous aider.
A nos examinateurs:
� Monsieur RANAIVOSON Gabriely, Maître de conférences, Enseignant au Département
Génie Chimique.
� Monsieur ANDRIAMANDRANTO Daniel, Enseignant au Département Génie Chimique.
Pour leur disponibilité.
Nous tenons aussi à exprimer nos vifs remerciements:
� A Madame RATSIRISON Nelly Voahirana.
� A Monsieur RANDRIAMIFIDY Henry James et ses collaborateurs;
� Au personnel du laboratoire de chimie au Département Génie Chimique de l'ESPA;
Pour les aides matérielles pertinentes qu'ils nous ont accordées pour la réalisation de ce
mémoire, pour leur gentillesse, leurs conseils et leur disponibilité.
Nous remercions aussi tous les Enseignants de l'Ecole Supérieur Polytechnique
d'Antanarivo, qui nous ont partagé leur savoir-faire.
Et enfin, nous adressons nos vifs remerciements à nos Parents, frères et sœur,
proches, pour les sacrifices, leur soutien et leur affection.
A tous ceux qui, de près ou de loin, nous ont apporté leur aide dans la réalisation de
ce travail, nous disons MERCI!

SOMMAIRES
Introduction ......................................................................................................... 1 PREMIERE PARTIE: ETUDE BIBLIOGRAPHIQUE Chapitre 1 Généralités sur les biodiesels .......................................................... 3
I. Définitions [12] [16] ....................................................................................................... 3 II. Historique [8] [12] [14] .................................................................................................. 3 III. Les biodiesels dans le monde [57] ............................................................................. 3 IV. Les différents avantages de l'utilisation des biodiesels [20] ..................................... 4
Chapitre 2 Les matières premières dans la fabrication des biodiesels .......... 5 I. Les huiles et les matières grasses en général [4] [23] [25] [26] [28] [50] ..................... 5
1. Définitions .............................................................................................................. 5 2. Propriétés et caractéristiques .................................................................................. 5
a) Propriétés physiques ........................................................................................... 5 (1) Couleurs ......................................................................................................... 5 (2) La masse volumique ...................................................................................... 5 (3) L'indice de réfraction ..................................................................................... 6 (4) Le point de fusion (Tf) et le point de solidification (Ts) ............................... 6 (5) Le point trouble et le point d'écoulement ..................................................... 6 (6) La viscosité .................................................................................................... 6
b) Propriétés relatives à l’usage des corps gras comme combustible ..................... 6 (1) Le point d’ignition ......................................................................................... 6 (2) L'indice de cétane (Ic).................................................................................... 7 (3) Le pouvoir calorifique ................................................................................... 7
c) Les indices chimiques ........................................................................................ 7 (1) L’indice d’acide Ia ......................................................................................... 7 (2) L’indice de saponification Is ......................................................................... 7 (3) L’indice d’iode Ii ........................................................................................... 8 (4) La teneur en (eau + matière volatile) ............................................................. 8
3. Composition chimique des corps gras .................................................................... 8 a) Les acides gras ................................................................................................... 8 b) Les insaponifiables ........................................................................................... 10
4. Réactivités chimiques des corps gras ................................................................... 10 a) Réactivités liées aux fonctions esters ............................................................... 10 b) Réactivités chimiques liées aux chaînes aliphatiques ...................................... 10
5. Les différents modes d'extraction des corps gras ................................................. 11 a) L’extraction par pression .................................................................................. 11 b) L’extraction au solvant volatil .......................................................................... 11
6. Le raffinage .......................................................................................................... 12 a) La demuscillagination ...................................................................................... 12 b) La neutralisation ............................................................................................... 12 c) Le lavage .......................................................................................................... 12 d) La décoloration et la désodorisation ................................................................. 12
II. Cas du Jatropha curcas ................................................................................................. 13 A. La plante Jatropha curcas(Euphorbiacées) [28] [35 à 49] [51à 56] ......................... 13
1. Nom de la plante .................................................................................................. 13 2. Description botanique .......................................................................................... 13 3. Lieux de production et origine ............................................................................. 13 4. Nature des plantations et productions .................................................................. 13
5. Le Jatropha curcas à Madagascar ......................................................................... 14 B. L’huile de Jatropha curcas [28] [48] [50] [57] ......................................................... 15
1. Le rendement en huile .......................................................................................... 15 2. L'extraction de l'huile ........................................................................................... 15 3. Les préparations de l’huile ................................................................................... 15 4. Propriétés de l’huile de Jatropha curcas ............................................................... 15
a) Propriété organoleptique .................................................................................. 15 b) Propriété physique ............................................................................................ 15 c) Les indices chimiques ...................................................................................... 16
5. Composition de l’huile de Jatropha curcas .......................................................... 16 6. Utilisation de l’huile Jatropha curcas ................................................................... 16
III. Les alcools ................................................................................................................ 18 A. Les alcools en général [19] [50] ............................................................................... 18
1. Présentation .......................................................................................................... 18 2. Classification des alcools ..................................................................................... 18 3. Les différents critères de sélection des alcools utilisés pour la préparation des biodiesels. ..................................................................................................................... 18
a) Disponibilité de l'alcool .................................................................................... 18 b) Le coût de production et/ou l'enrichissement de l'alcool.................................. 18 c) L'impact environnemental et la sécurité d'utilisation ....................................... 18
B. Les méthanols [50] ................................................................................................... 19 C. Les éthanols [19] [50] [60] ....................................................................................... 19
1. Présentation .......................................................................................................... 19 2. Analyse et caractérisation ..................................................................................... 19 3. Les différents modes préparations de l'éthanol .................................................... 19
a) Par fermentation .............................................................................................. 19 b) Par réaction de synthèse ................................................................................... 20
4. Les différents modes de déshydratations de l'alcool éthylique ............................ 20 a) Déshydratation par l'utilisation d'agents de déshydratation ............................. 20 b) Déshydratation par l'utilisation de glycérine anhydre ..................................... 20 c) Déshydratation par distillation azéotropique en présence de tiers corps ......... 20
Chapitre 3 Le procédé de préparation des biodiesels .................................... 21 I. La réaction de transestérification [1] [5] [6] [10] [15] [18] [30] [50] .......................... 21
1. Définitions ............................................................................................................ 21 2. Classification des réactions de transestérification ................................................ 21
a) Les catalyseurs basiques ................................................................................... 21 b) Les catalyseurs acides ...................................................................................... 21 c) Les enzymes ..................................................................................................... 22 d) Les autres catalyseurs potentiels ...................................................................... 22 e) Les alcools à l'état supercritique ....................................................................... 22
II. La réaction de transestérification en catalyse basique [1] [6] [10] [12] [13] [15] [16] [17] [18] [30] [50] [57] ......................................................................................................... 22
1. Le mécanisme réactionnel .................................................................................... 22 2. Aspect thermodynamique de la réaction de transestérification ............................ 23 3. Aspect cinétique de la réaction de transestérification. ......................................... 23 4. Les réactions secondaires ..................................................................................... 24
a) La réaction de neutralisation des acides gras ................................................... 24 b) La réaction de saponification ........................................................................... 24
5. Optimisation de la réaction de transestérification. ............................................... 25 a) La qualité de l'huile .......................................................................................... 25
b) La qualité de l'alcool ........................................................................................ 25 c) La nature de l'alcool ......................................................................................... 25 d) La nature du catalyseur .................................................................................... 25 e) La concentration en catalyseur ......................................................................... 25 f) La température de la réaction ........................................................................... 26 g) La proportion molaire Alcool/Huile ................................................................. 26 h) L'intensité de l'agitation .................................................................................... 26
6. Les moyens de suivie de la réaction. .................................................................... 26 a) La chromatographie en phase liquide HPLC ................................................... 26 b) La spectrométrie infrarouge proche (NIR) à sonde en fibre optique ............... 26 c) La mesure de viscosité ..................................................................................... 27 d) La CPG à détecteur FID ................................................................................... 27
III. La séparation des phases (décantation) [6] [13] [50] ............................................... 28 IV. Le lavage du biodiesel [6] [10] [11] [12] [13] [17] [30] [50] [57] ........................... 28
1. Objectifs du lavage ............................................................................................... 28 2. Les différents procédés de lavage ........................................................................ 28
a) Le lavage à l'eau en présence de bulle d'air ...................................................... 28 b) Le lavage à l'eau chaude ................................................................................... 29
V. Les autres opérations supplémentaires [50] [57] .......................................................... 29 1. La purification de la glycérine ............................................................................. 29 2. La récupération des alcools excédentaires ........................................................... 29
Chapitre 4 Les biodiesels .................................................................................. 30 I. But de la transformation en biodiesel [8] [14] [16] ...................................................... 30 II. Faisabilité de la production d'un biodiesel comme carburant de remplacement [58] [14] 31 III. Le biodiesel [2] [6] [15] [18] [21] [30] [34] ............................................................. 31
A. Constituants chimiques ............................................................................................ 31 1. Les alkyles esters .................................................................................................. 31 2. Les monoglycérides, les diglycérides et les triglycérides .................................... 32 3. Les acides gras libres, les savons et les catalyseurs ............................................. 32 4. Le glycérol ............................................................................................................ 32 5. Les alcools ............................................................................................................ 32 6. L'eau ..................................................................................................................... 32 7. Les insaponifiables ............................................................................................... 33
B. Les paramètres de caractérisations des biodiesels et leurs importances. [5] [6] [12] [15] [21] [30] [33] [57] .................................................................................................... 33
1. Propriété organoleptique ...................................................................................... 33 2. Propriétés chimiques ............................................................................................ 33
a) Le pH ................................................................................................................ 33 b) Les indices chimiques ...................................................................................... 33
(1) L'indice d'acide ............................................................................................ 33 (2) L'indice d'iode .............................................................................................. 33
c) La teneur en eau ............................................................................................... 34 d) La teneur en matière insaponifiable ................................................................. 34 e) La teneur en glycérol libre................................................................................ 34 f) La teneur en glycérols liés ................................................................................ 34 g) La teneur en glycérine total .............................................................................. 35 h) La teneur en alcool ........................................................................................... 35 i) La teneur en catalyseur résiduel ....................................................................... 35 j) La teneur en peroxyde ...................................................................................... 35
k) La teneur en phosphore .................................................................................... 35 l) La teneur en cendre de sulfate .......................................................................... 35
3. Les propriétés physiques ...................................................................................... 36 a) La densité ......................................................................................................... 36 b) La viscosité ....................................................................................................... 36 c) La lubricité ....................................................................................................... 36 d) La tenue au froid .............................................................................................. 36
(1) La température limite de filtrabilité (TLF) .................................................. 36 (2) Le Point d'écoulement ................................................................................. 37 (3) Le point trouble ........................................................................................... 37
e) La caractéristique de la distillation ................................................................... 37 4. Les autres propriétés importantes ......................................................................... 37
a) Le point d'éclair ................................................................................................ 37 b) Le CCR (Corradson Carbon Residue) .............................................................. 37 c) L'indice de cétane ............................................................................................. 37 d) Le pouvoir calorifique ...................................................................................... 38 e) La stabilité vis à vis de l'oxydation .................................................................. 38 f) La stabilité au stockage .................................................................................... 38
C. Les normes [50] [57] ................................................................................................ 38 D. Réactivités et dégradations des biodiesels [6] [15] .................................................. 39
1. L'auto oxydation ................................................................................................... 39 2. L'hydrolyse ........................................................................................................... 39 3. La décomposition par les microorganismes ......................................................... 39 4. La combustion ...................................................................................................... 39
Chapitre 5 APPAREILLAGE .......................................................................... 40 I. Généralités .................................................................................................................... 40 II. Le flow sheet [12] [13] [27] [30] ................................................................................. 40
1. Schémas ................................................................................................................ 41 2. Explications .......................................................................................................... 41
III. Le réacteur [2] [7] [9] [22] [29] [31] [32] [50] ........................................................ 42 1. Classification des réacteurs ................................................................................. 42 2. Choix des réacteurs .............................................................................................. 43 3. Les matériaux de construction des réacteurs ........................................................ 43
a) Choix des matériaux ......................................................................................... 43 b) Les matériaux utilisés dans les réacteurs industriels ........................................ 44
(1) Les matériaux métalliques ........................................................................... 44 (2) Les matériaux inorganiques non métalliques .............................................. 44 (3) Les matériaux organiques polymères .......................................................... 44
B. Cas des réacteurs batch (discontinu) ........................................................................ 44 1. Equation caractéristique de l’appareil .................................................................. 45 2. Bilan énergétique .................................................................................................. 46 3. Agitation des réacteurs batch ............................................................................... 47
a) But de l’agitation .............................................................................................. 47 b) Différents types d’agitateur .............................................................................. 47 c) Caractérisation des agitateurs et des agitations ................................................ 48
(1) La puissance P et le nombre de puissances Np ........................................... 49 (2) Le débit de passage Q et le coefficient de pompage NQ .............................. 51 (3) Le temps de mélange ................................................................................... 52 (4) Le rayon d’action de l’agitateur et le volume d’agitation ........................... 52 (5) Les autres paramètres .................................................................................. 53
d) Choix et dimensionnements des agitateurs ...................................................... 54 (1) Choix des agitateurs ..................................................................................... 54 (2) Dimensionnement des agitateurs ................................................................. 56
e) Extrapolation des réacteurs .............................................................................. 57 (1) Paramètres d’extrapolation .......................................................................... 57 (2) Les limites d’extrapolation .......................................................................... 58
4. Système de chauffage ........................................................................................... 58 a) Caractérisation du système de chauffage ......................................................... 58 b) Choix du système de chauffage selon le type d’agitation ................................ 59
5. Exploitation des réacteurs .................................................................................... 59 a) Le volume ......................................................................................................... 59
DEUXIEME PARTIE: ETUDE EXPERIMENTALE Chapitre 1 Préparation des alcools .................................................................. 62
I. Généralités .................................................................................................................... 62 II. Préparation de l'éthanol ................................................................................................ 62
1. Préparation de l'agent de déshydratation .............................................................. 62 a) Matériels et réactifs .......................................................................................... 62 b) Mode opératoire ............................................................................................... 62 c) Calcul de la masse réel de CaO dans la chaux préparée .................................. 62
2. Enrichissement de l'éthanol .................................................................................. 63 a) Première étape: la distillation fractionnée ........................................................ 63
(1) Matériels et réactifs ..................................................................................... 63 (2) Mode opératoire ........................................................................................... 63
b) Deuxième étape: Mise en œuvre de la déshydratation ..................................... 64 (1) La déshydratation de l'éthanol liquide par la chaux activée ........................ 64 (2) La déshydratation de l'éthanol vapeur par la chaux activée ........................ 65 (3) La déshydratation de l'éthanol par distillation hétéroazéotropique ............. 65
Chapitre 2 Mise en œuvre de la réaction de transestérification ................... 67 I. Manipulation 1: Mise en œuvre de la réaction pour l'huile pressée à chaud et à longue durée de stockage ................................................................................................................. 67
1. Mise en réaction en utilisant l'éthanol comme réactif .......................................... 67 a) Mode opératoire ............................................................................................... 67 b) Résultats ........................................................................................................... 68
2. Mise en réaction en utilisant le méthanol anhydre comme réactif ....................... 68 a) Mode opératoire ............................................................................................... 68 b) Résultats: .......................................................................................................... 69
3. Interprétation ........................................................................................................ 69 II. Manipulation 2: Mise en réaction pour l'huile fraîchement pressée à chaud ............... 69
1. Mise en réaction avec l'éthanol ............................................................................ 69 a) Mode opératoire ............................................................................................... 69 b) Résultats: .......................................................................................................... 70
2. Mise en réaction avec le méthanol ....................................................................... 70 a) Mode opératoire ............................................................................................... 70 b) Résultats: .......................................................................................................... 71
3. Mise en réaction avec le méthanol et en utilisant la soude comme catalyseur .... 71 a) Mode opératoire ............................................................................................... 71 b) Résultats: .......................................................................................................... 72
4. Interprétation ........................................................................................................ 72
III. Manipulation3: Mise en œuvre de la réaction pour l'huile raffinée. ...................... 72 1. Mise en réaction avec l'éthanol ............................................................................ 73
a) Mode opératoire ............................................................................................... 73 b) Résultats: .......................................................................................................... 73
2. Mise en réaction avec le méthanol ....................................................................... 73 a) Mode opératoire ............................................................................................... 73 b) Résultats: .......................................................................................................... 74
3. Interprétation ........................................................................................................ 75 IV. Manipulation4: Mise en œuvre de la réaction pour l'huile raffinée en utilisant le mélange éthanol/méthanol comme réactif ............................................................................ 75
1. Mise en réaction avec le mélange éthanol/méthanol 80/20 (85/15 en masse) ..... 75 2. Mise en réaction avec le mélange éthanol/méthanol 60/40 (68/32 en masse) ..... 76 3. Mise en réaction avec le mélange éthanol/méthanol 40/60 (49/51 en masse) ..... 76 4. Interprétation ........................................................................................................ 76
V. Manipulation5: Mise en réaction en utilisant l'huile raffinée et l'éthanol absolu comme réactifs .................................................................................................................................. 77
a) Mode opératoire ............................................................................................... 77 b) Résultats ........................................................................................................... 77 c) Interprétation .................................................................................................... 77
VI. Manipulation 6: Lavage des biodiesels .................................................................... 78 VII. Conclusion partielle .................................................................................................. 78
TROISIEME PARTIE: APPLICATIONS
Chapitre 1 ESSAIE A L'ECHELLE PILOTE DE PRODUCTION DU BIODIESEL A PARTIR DE L'HUILE DE JATROPHA......... ................... 81
I. Généralités .................................................................................................................... 81 II. Mode opératoire ........................................................................................................... 81
1. Le pressage des graines ........................................................................................ 81 2. Analyse de l'huile ................................................................................................. 81 3. La neutralisation de l'huile ................................................................................... 82 4. Le séchage de l'huile ............................................................................................ 83 5. La mise en réaction .............................................................................................. 83
a) Manipulation préparatif .................................................................................... 83 b) La mise en réaction .......................................................................................... 83
6. La séparation ........................................................................................................ 84 7. Le lavage .............................................................................................................. 84 8. Le séchage du biodiesel ........................................................................................ 84 9. Purification du glycérol ........................................................................................ 84
Chapitre 2 CONCEPTION ET REALISATION DU REACTEUR....................................................................................................... 85
I. Conception du réacteur ................................................................................................. 85 A. Choix du type de réacteur ......................................................................................... 85 B. Choix du matériau .................................................................................................... 85 C. Le système d'agitation .............................................................................................. 85
1. Choix de l'agitateur............................................................................................... 86 2. Dimensionnement de l'agitateur ........................................................................... 86 3. La vitesse d'agitation ............................................................................................ 87
D. Le système de chauffage .......................................................................................... 87 II. Construction du réacteur .............................................................................................. 87
A. Présentation du réacteur ........................................................................................... 87
B. Caractérisation du réacteur ....................................................................................... 90 1. Le nombre de Reynolds ........................................................................................ 90 2. Le nombre de Froude ........................................................................................... 90 3. Le nombre de puissance ....................................................................................... 90 4. La puissance d'agitation ....................................................................................... 91 5. Le débit de passage et le coefficient de pompage ................................................ 91 6. Le temps de mélange tM ...................................................................................... 91 7. Le rayon d'action RA ............................................................................................ 91 8. La vitesse au bout des pales ................................................................................. 91 9. La puissance d'agitation par unité de volume ....................................................... 92 10. Calcul d'extrapolation ....................................................................................... 92
Chapitre 3 LE PROGICIEL D'EXPLOITATION DU REACTEUR BIOLAB 1.0 ....................................................................................................... 93
I. Présentation du progiciel .............................................................................................. 93 II. Définitions des termes .................................................................................................. 93 III. Fonctionnement du progiciel Biolab1.0 ................................................................... 95 IV. Détails des interfaces ................................................................................................ 98
A. L'interface pour la conduite de la réaction ............................................................... 98 1. Objectif de l'interface ........................................................................................... 98 2. Description de la fenêtre ...................................................................................... 98 3. Principe de fonctionnement de l'interface .......................................................... 101 4. Explication des scripts ........................................................................................ 104
B. L'interface 'avancement de la réaction' ................................................................... 105 1. Objectifs de l'interface ........................................................................................ 105 2. Présentation de l'interface ................................................................................... 105 3. Détails des champs ............................................................................................. 108
a) Le tableau ....................................................................................................... 108 b) Le champ 'Concentration à X=100%' ............................................................. 108 c) Les boutons de commandes ............................................................................ 108
C. L'interface 'Cinétique de la réaction' ...................................................................... 109 1. Objectif de l'interface ......................................................................................... 109 2. Présentation des fenêtres .................................................................................... 109
(1) La fenêtre étalonnage ................................................................................. 109 (2) La fenêtre pour les cinétiques de la réaction ............................................. 109
3. Mode opératoire ................................................................................................. 114 a) Etalonnage du CPG ........................................................................................ 114 b) Etude de la cinétique de la réaction. ............................................................... 114
4. Les équations utilisées ........................................................................................ 115 a) La fenêtre pour l'étalonnage ........................................................................... 115
(1) Calcul de la masse des produits étalons ..................................................... 115 (2) Calcul de la concentration du stock ........................................................... 115 (3) Calcul des volumes des stocks à mélanger pour préparer les standards .... 115 (4) Détermination de l'équation des courbes d'étalonnages ............................ 116
b) La fenêtre pour la cinétique de la réaction ..................................................... 116 (1) Calcul des concentrations réelles à partir des surfaces des pics chromatographiques ........................................................................................... 116 (2) Les transformations des variables selon le modèle choisi ......................... 117
D. L'interface 'Extrapolation' ....................................................................................... 120 1. Objectifs de l'interface ........................................................................................ 121 2. Présentation de l'interface ................................................................................... 121
3. Les scripts associés à l'interface 'Extrapolation' ................................................. 121 E. Le commande 'Résumés' ........................................................................................ 124
QUATRIEME PARTIE: ETUDES D'IMPACTS SOCIO-ECONOMIQUE S ET ENVIRONEMETAUX
I. IMPACTS SOCIO-ECONOMIQUES ....................................................................... 128 1. Rendements et avantages de la production de biodiesel de l'huile de jatropha curcas .......................................................................................................................... 128 2. Avantages socio-économiques ........................................................................... 128 3. Etudes comparatives ........................................................................................... 128
II. Impacts environnementaux ........................................................................................ 129 Conclusion ........................................................................................................ 130 Abstract ............................................................................................................ 131 Annexes ............................................................................................................. 132
LISTE DES TABLEAUX
Tableau 1:Classification qualitative des agitations .................................................................. 53 Tableau 3: Dépendance phénomène physique et critère d'extrapolation ................................. 57 Tableau 4: Importation de pétrole brut en 2002 (INSTAT) ................................................... 128 Table 5: Les différents procédés de production de biodiesel ................................................. 139 Tableau 6: Tableau de comparaison des divers types de mobile d’agitation ......................... 139 Tableau 8: Effet du diamètre d'une turbine sur la puissance d'agitation ................................ 140 Tableau 9: Effet de la viscosité sur la puissance d'agitation .................................................. 140 Tableau 10: Effet de la vitesse au bout des pales sur la puissance d'agitation ....................... 140 Tableau 11 :Nuances d’aciers couramment utilisés dans la construction des réacteurs ........ 141 Tableau 12: Critère de sélection des agitateurs ...................................................................... 141
LISTE DES FIGURES
Figure 1: La plante Jatropha curcas .......................................................................................... 17 Figure 2 :Les graines de Jatropha curcas (décortiquées et non décortiquées).......................... 17 Figure 3 : L'huile de Jatropha curcas ........................................................................................ 17 Figure 4: Flow sheet des procédés de production de biodiesel en catalyse basique .............. 41 Figure 5: Les différents types de mobile d'agitation ................................................................ 47 Figure 6:Les différents montages anti-vortex .......................................................................... 48 Fig 7: Illustration du rayon d'agitation et du volume d'agitation ............................................. 53 Figure 8:Illustration de la variation du taux d'écoulement en fonction de l'effort ................... 54 Figure 9:Choix des agitateurs en fonction de la viscosité ........................................................ 54 Figure 10 :Illustration de la consommation en puissance en fonction de la vitesse d'agitation
.......................................................................................................................................... 56 Figure 11: La distillation de l'éthanol ....................................................................................... 63 Figure 12: L'évaporation de l'éthanol déshydraté à la chaux ................................................... 65 Figure 13: Résultats de la réaction de transestérification de l'huile à acidité élevée ............... 68 Figure 14: Résultats de la réaction de transestérification de l'huile fraîchement pressée à chaud
par l'éthanol déshydraté par la chaux ............................................................................... 70 Figure 15: Décantation du glycérol issu de la réaction de transestérification de l'huile
fraîchement pressée à chaud ............................................................................................. 71 Figure 16: Résultats de la réaction de transestérification en présence de soude ...................... 72 Figure 17:Résultats de la réaction de transestérification avec l'éthanol ................................... 73 Figure 18: Evolution de la réaction de transestérification ........................................................ 74 Figure 19: Décantation du glycérol .......................................................................................... 74 Figure 20: Résultat de la réaction de transestérification avec le mélange éthanol/méthanol
80/20 ................................................................................................................................. 75 Figure 21: Résultats de la réaction de transestérification avec le mélange éthanol/méthanol
40/60 ................................................................................................................................. 76 Figure 22: Résultats de la réaction de transestérification avec l'éthanol absolus ..................... 77 Figure 23: Lavage des biodiesels ............................................................................................. 78 Figure 24: Le soap stock .......................................................................................................... 82 Figure 25: L'huile de Jatropha partiellement raffinée .............................................................. 83 Figure 26 : Vue en coupe du réacteur (3D) .............................................................................. 87 Figure 27 :Page d'accueil du progiciel Biolab1.0 ..................................................................... 96 Figure 28: Aperçus des fenêtres constitutives du progiciel Biolab1.0 ..................................... 97 Figure 29 : Présentation de l'interface pour la conduite de la réaction .................................. 100 Figure 30: Présentation de l'interface pour l'avancement de la réaction ................................ 107 Figure 31: Présentation de l'interface pour la cinétique de la réaction ................................... 111 Figure 32: Présentation de l'interface pour l'étalonnage du CPG ........................................... 113 Figure 33 : Présentation de l'interface pour la caractérisation du système et les problèmes
d'extrapolation ................................................................................................................ 120 Figure 34: Allure de la courbe de puissance d'une turbine en fonction de Re et du nombre des
baffles ............................................................................................................................. 142

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
0
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
1
Introduction Dans le cas d'un pays de climat tropical comme Madagascar, où la végétation prolifère abondamment, il s'avère très intéressant de trouver un équilibre entre l'utilisation des carburants fossiles et des biomasses. En particulier l'usage de l'huile de Jatropha curcas et de ses dérivées comme carburant de remplacement constitue un moyen prometteur pour diminuer la dépendance du pays sur l'importation de pétrole.
L’huile de Jatropha curcas présente une propriété médiocre et ne peut être employée directement comme carburant dans les moteurs diesels classiques. Elle doit être transformée en biodiesel en procédant à la transestérification catalytique de ses triglycérides en présence d’alcool simple.
Afin de contribuer à l'élaboration des techniques et des technologies pour la mise en œuvre de ce procédé de transformation, nous avons été amenés à la réalisation de cette mémoire intitulée : "CONCEPTION D'UN REACTEUR ET EXPERIMENTATION A L'ECHELLE PILOTE DE LA
TRANSESTERIFICATION DE L'HUILE DE JATROPHA CURCAS EN BIODIESEL ".
L'étude comporte quatre parties:
La première partie est une étude bibliographique sur les biodiesels, les procédés de production des biodiesels et les réacteurs de transformation.
La deuxième partie présente les différentes études effectuées en laboratoire pour la préparation des matières premières et pour la mise en œuvre de la réaction de transestérification.
La troisième partie est une application des études bibliographiques et des études en laboratoires. Elle est constituée par la mise en ouvre du procédé de fabrication du biodiesel à l'échelle pilote, la conception du réacteur de transformation, et la conception du progiciel Biolab1.0.
La dernière partie nous donne un aperçu des principaux impacts environnementaux et socio-économiques de la production de biodiesel de l'huile de Jatropha curcas.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
2
PREMIERE PARTIE:
ETUDE BIBLIOGRAPHIQUE
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
3
Chapitre 1 Généralités sur les biodiesels
I. Définitions [12] [16] Le biodiesel est défini comme monoalkyle ester des acides gras issues des sources lipidiques renouvelables (corps gras naturels animaux et végétaux) et qui peut être utilisé comme combustible dans les moteurs à combustion par compression.
Les biodiesels sont obtenus par transestérification des triglycérides en présence d'alcool simple et de catalyseur.
II. Historique [8] [12] [14]
L’utilisation des huiles végétales et de ses dérivés comme carburant est un fait aussi vieux que la naissance des moteurs diesels eux-mêmes. En 1900, Rudolph Diesel, l’inventeur du moteur diesel utilisait déjà l’huile d’arachide dans ce moteur qui porte son nom. D’autres travaux de recherche ont été ensuite conduits au cours des années 1930 et 1940 sur l’utilisation de ces huiles dans les moteurs diesels. Durant la deuxième guerre mondiale certaines de ces huiles entraient déjà dans la composition des carburants de remplacements.
La crise pétrolière des années 1970 à 1980, les problèmes de pollution ainsi que l’inquiétude sur la diminution des ressources énergétiques d’origine fossile incitent certains pays à envisager l’emploi des combustibles ‘‘verts ’’ dans leur système économique.
Actuellement, ces huiles végétales figurent parmi les combustibles potentiellement capables de substituer –partiellement ou totalement- les ressources énergétiques d’origine pétrolière. Elles sont utilisées tels qu’elles (mélangées ou non avec le gazole) dans des moteurs diesels compatibles ou sont transformées en leurs esters éthyliques ou méthyliques: le biodiesel.
Des centaines d’œuvres scientifiques traitent aujourd’hui l’élaboration de ces derniers à partir de chaque type d’huile existante. D’autres essayent de mettre au point des procédés mieux appropriés pour la production industrielle. Des essais à long et à court terme ont été menés pour déterminer le comportement des moteurs diesels vis à vis de ces nouveaux combustibles.
A Madagascar, l’utilisation de l’huile extraite à partir des graines de Jatropha curcas a été testée sur une plate-forme multifonctionelle et a donné des résultats satisfaisants.
III. Les biodiesels dans le monde [57] La place du biodiesel devient de plus en plus importante dans les pays développés.
Aux états unis, le biodiesel est considéré par l'"US Environnemental Protection Agency" comme un carburant et additive de carburant. Il est utilisé soit sous sa forme pure (B100) soit mélangé avec le gaz oïl à raison de 20% (B20). Le B100 est désigné par le département des énergies et des transports américains comme carburant de substitution. La production annuelle
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
4
est estimée à 100 millions de gallons et les produits sont vendus avec une détaxation partielle. On utilise surtout les biodiesels de l'huile de soja.
En France, le biodiesel est mélangé avec le gaz oïl à raison de 5 % (B5). Il est utilisé pour compenser la diminution de la lubricité des gaz oïl désulfurés. Des essais sont déjà effectués sur les véhicules de transport en commun de plusieurs dizaines de villes françaises pour un gazole à 30% de biodiesel. Ce sont surtout des biodiesels des huile de colza et de rapeseed.
Dans le reste de l'Europe, on utilise principalement les biodiesels de l'huile de tournesol, de l'huile de palme, de l'huile de rapeseed et des huiles usagées. Pour l'année 2005, l'union européenne projette d'incorporer un minimum de 2% de biocarburant (biodiesel et carburol) dans son réseau de distribution. Ce taux atteindra les 5.75% avant 2010 et dépassera les 20% avant 2020. La demande européenne en biocarburant est estimée à 10.5 milliards de litres avant 2010.
En Australie les dérivés de l’huile de rapeseed sont déjà utilisés.
Pour les pays en développement, des études de faisabilité sont en cours de développement et certaines projets sont déjà sur pieds (cas de l’Inde, du Nigeria, etc.)
IV. Les différents avantages de l'utilisation des biodiesels [20]
Au niveau de leur utilisation, les biodiesels présentent plusieurs avantages:
• Les biodiesels ont des indices de cétane élevés c'est à dire ils ont une combustion facile : 20% de biodiesel ajoutés améliore l’indice de cétane de 3%
• Les biodiesels procurent aux moteurs une durée de vie plus élevée à cause de leur propriété lubrifiante élevée.
• La combustion des biodiesels se fait de manière quasiment complète grâce à la présence d’oxygène dans les esters d’acides gras.
• Les biodiesels peuvent être mélangés avec le gazole en toutes proportions. • Les biodiesels peuvent être utilisés dans tous les moteurs diesels sans qu’on y apporte
des modifications notables.

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
5
Chapitre 2 Les matières premières dans la fabrication des
biodiesels
I. Les huiles et les matières grasses en général [4] [23] [25] [26] [28] [50]
1. Définitions
Les huiles et les matières grasses sont des composés lipidiques à partir des matières végétales (ou animales). Elles sont constituées essentiellement par des triglycérides mais on y trouve aussi d’autres composés non triglycéridiques tels que les stérols, les tocophérols, les hydrocarbures, les alcools gras, les acides libres ainsi que des faibles quantités de matières odorantes, des pigments (carotène), des monoglycérides, des diglycérides et de l’eau.
Les triglycérides sont des triesters mixtes d’acide gras avec le glycérol, de formule générale :
ou` R1 ,R2 ,R3 sont des chaînes grasses acycliques et linéaires.
2. Propriétés et caractéristiques
a) Propriétés physiques (1) Couleurs
La couleur des huiles dépend de leur nature et des traitements qu'elles ont subis. Elle varie de l’incolore au brun foncé.
(2) La masse volumique
C’est le quotient de la masse de corps gras par son volume à une température donné T (20°C)
Vm=ρ (1)
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
6
(3) L'indice de réfraction
C’est le rapport de la vitesse de la lumière dans le vide sur la vitesse d’une onde lumineuse dans le milieu (à la température T donnée). Sa mesure se fait en utilisant le réfractomètre.
(4) Le point de fusion (Tf) et le point de solidification (Ts)
Ils déterminent l’état du corps gras à chaque domaine de température. Les corps gras à Tf et Ts élevés sont des solides à la température ambiante, tan disque ceux qui ont des Tf et Ts faible sont des liquides.
Par définitions, le point de fusion (Tf) est la température à laquelle le corps passe de l’état solide à l’état liquide (à des conditions de pression données) et le point de solidification (Ts) est la température à laquelle le même corps passe de l’état liquide à l’état solide. On a Ts=Tf pour un corps pur
(5) Le point trouble et le point d'écoulement
Ces deux propriétés permettent de mieux apprécier les comportements à froid des corps gras.
Le point trouble est la température à laquelle des précipités solides commence à se former dans le corps gras liquide homogène. C’est le début de solidification.
Le point d'écoulement est la température à laquelle le corps gras n’est plus capable de couler librement. Il est solidifié.
(6) La viscosité
Elle est liée à la longueur des chaînes grasses et de leurs degrés d’insaturations.
Elle est déterminée en mesurant le temps nécessaire pour passer une quantité donnée d’huile à travers un orifice d’ouverture donnée.
b) Propriétés relatives à l’usage des corps gras comme combustible
(1) Le point d’ignition
C’est la température la plus basse à laquelle une concentration suffisante de vapeur d’huile dans l’air forme un mélange explosif au contacte d’une flamme ou d’une étincelle.
Le point d’ignition renseigne sur la condition appropriée au stockage de l’huile.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
7
(2) L'indice de cétane (Ic)
Elle mesure l’aptitude à l’allumage de l’huile sous l’effet de la pression. Plus l'indice de cétane est élevé, plus la combustion est facile.
(3) Le pouvoir calorifique
Il mesure l’énergie libérée lors de la combustion de l’huile.
Il est relativement élevé pour les matières grasses d’où l’utilisation des corps gras comme combustible.
c) Les indices chimiques
Les indices chimiques donnent un aperçu sur des propriétés particulières des corps gras. Les valeurs de ces indices dépendent de plusieurs paramètres tel que :
- la nature de la plante source (ou de l’animale) et de sa condition de croissance - le mode d’extraction de l’huile et des traitements que l'huile a subi. - la durée et le mode de conservation, etc.
(1) L’indice d’acide Ia
Elle mesure la quantité d’acide libre contenu dans la matière grasse. Par définition, c’est le nombre de milligramme de potasse caustique nécessaire pour neutraliser les acides gras libres d'un gramme de matière grasse.
Elle peut être déterminée en utilisant le protocole d’analyse NFT60-204 1968 et qui consiste au dosage des acides libres suivant la réaction :
RCOOH + KOH � RCOOK + H2O (R2.1)
Ces acides libres proviennent surtout du rancissement et de l’altération de l’huile ( phénomène d’hydrolyse).
(2) L’indice de saponification Is
La réaction de saponification est la réaction entre les triglycérides de l’huile avec une base forte pour donner de l’ester sel (savon) et du glycérol.
R1CO O
R 2C O O
R 3 C O O
+ 3 K O H
O H
O H
O H
H 2 O
R 1 C O O K
R 2 C O O K
R3CO O K
+ (R 2 .2 )
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
8
L’indice de saponification est la quantité de potasse caustique, exprimé en milligramme, nécessaire pour transformer en savon les acides libres ou combinés d’un gramme de corps gras.
Elle peut être mesurée en utilisant le protocole d’analyse NFT 60 206.
(3) L’indice d’iode Ii
Elle permet d’apprécier le degré d’insaturation des corps gras. Plus l’indice est élevé, plus la proportion en acide gras insaturé est élevée.
Le principe de sa détermination est basé sur la réaction d’halogénation
+ I 2
I I
(R 2 .3 )
Ainsi, l’indice d’iode est le nombre gramme d’iode fixé par cent grammes de corps gras.
Remarque :
Les corps gras à forte proportion d’acide gras insaturé (Ii élevée) ont une température de fusion faible. Ils sont liquide à température ambiante. Ceux qui ont des faibles degrés d’insaturations, ont des valeurs de Ii faibles et sont solide à température ambiante.
(4) La teneur en (eau + matière volatile)
Elle est exprimée en % en masse d’huile et est déterminée par le protocole d’analyse NF V03-903
Sa connaissance est d’une grande importance puisque les huiles à forte teneur en eau se dégradent facilement et les huiles ayant une teneur en matière volatil élevée nécessitent des modes de stockages appropriés.
3. Composition chimique des corps gras
a) Les acides gras
Les acides gras sont les constituants majoritaires entrant dans la composition des corps gras. Ils sont sous forme combinée avec les glycérols (triglycérides) et sont rarement trouvés à l’état libre dans le règne vivant.
On distingue les acides gras saturés, les acides gras monoéthylènique et les acides gras polyéthylènique.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
9
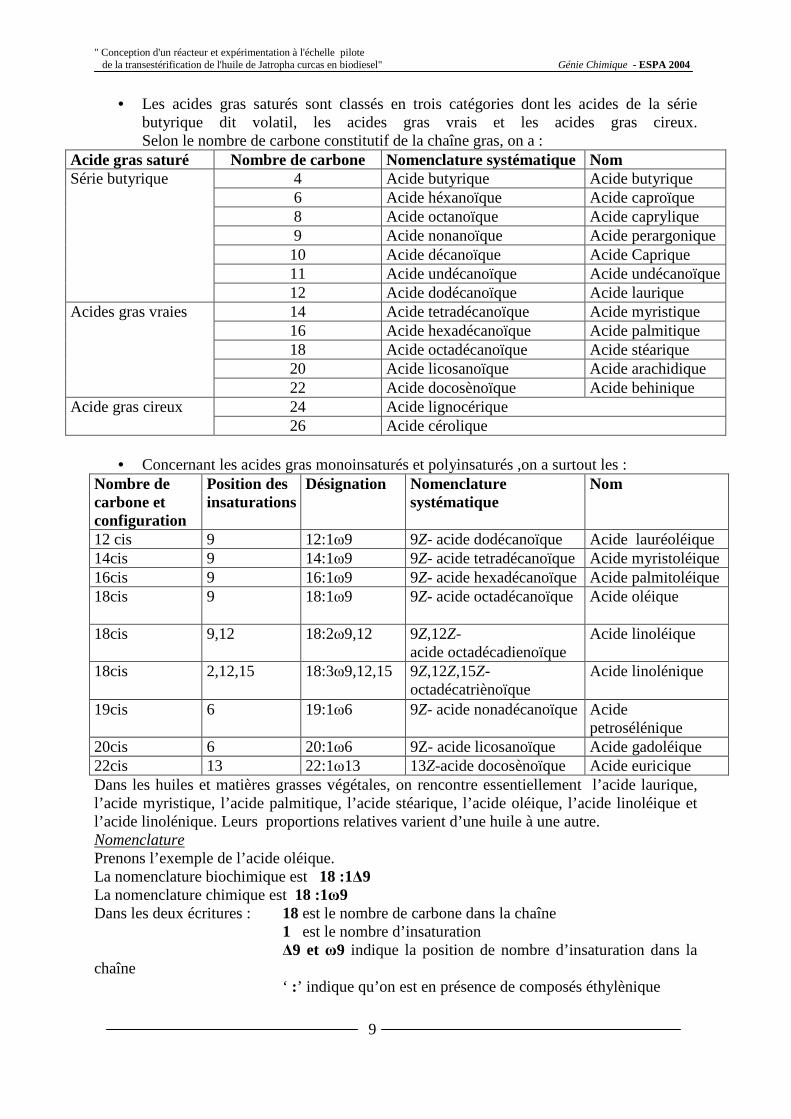
• Les acides gras saturés sont classés en trois catégories dont les acides de la série butyrique dit volatil, les acides gras vrais et les acides gras cireux. Selon le nombre de carbone constitutif de la chaîne gras, on a :
Acide gras saturé Nombre de carbone Nomenclature systématique Nom Série butyrique 4 Acide butyrique Acide butyrique
6 Acide héxanoïque Acide caproïque 8 Acide octanoïque Acide caprylique 9 Acide nonanoïque Acide perargonique 10 Acide décanoïque Acide Caprique 11 Acide undécanoïque Acide undécanoïque 12 Acide dodécanoïque Acide laurique
Acides gras vraies 14 Acide tetradécanoïque Acide myristique 16 Acide hexadécanoïque Acide palmitique 18 Acide octadécanoïque Acide stéarique 20 Acide licosanoïque Acide arachidique 22 Acide docosènoïque Acide behinique
Acide gras cireux 24 Acide lignocérique 26 Acide cérolique
• Concernant les acides gras monoinsaturés et polyinsaturés ,on a surtout les : Nombre de carbone et configuration
Position des insaturations
Désignation Nomenclature systématique
Nom
12 cis 9 12:1ω9 9Z- acide dodécanoïque Acide lauréoléique 14cis 9 14:1ω9 9Z- acide tetradécanoïque Acide myristoléique 16cis 9 16:1ω9 9Z- acide hexadécanoïque Acide palmitoléique 18cis 9 18:1ω9 9Z- acide octadécanoïque
Acide oléique
18cis 9,12 18:2ω9,12 9Z,12Z- acide octadécadienoïque
Acide linoléique
18cis 2,12,15 18:3ω9,12,15 9Z,12Z,15Z-octadécatriènoïque
Acide linolénique
19cis 6 19:1ω6 9Z- acide nonadécanoïque Acide petrosélénique
20cis 6 20:1ω6 9Z- acide licosanoïque Acide gadoléique 22cis 13 22:1ω13 13Z-acide docosènoïque Acide euricique Dans les huiles et matières grasses végétales, on rencontre essentiellement l’acide laurique, l’acide myristique, l’acide palmitique, l’acide stéarique, l’acide oléique, l’acide linoléique et l’acide linolénique. Leurs proportions relatives varient d’une huile à une autre. Nomenclature Prenons l’exemple de l’acide oléique. La nomenclature biochimique est 18 :1∆9 La nomenclature chimique est 18 :1ω9 Dans les deux écritures : 18 est le nombre de carbone dans la chaîne 1 est le nombre d’insaturation ∆9 et ω9 indique la position de nombre d’insaturation dans la chaîne ‘ :’ indique qu’on est en présence de composés éthylènique
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
10
b) Les insaponifiables
Ce sont les constituants qui ne réagissent pas avec la soude ou la potasse, et qui après la saponification restent soluble dans les solvants habituels des corps gras.
Ils sont constitués surtouts par des stérols (cholestérol, ergostérol, brasssicastérol, stigmostérol, etc.), des tocophérols et des hydrocarbures.
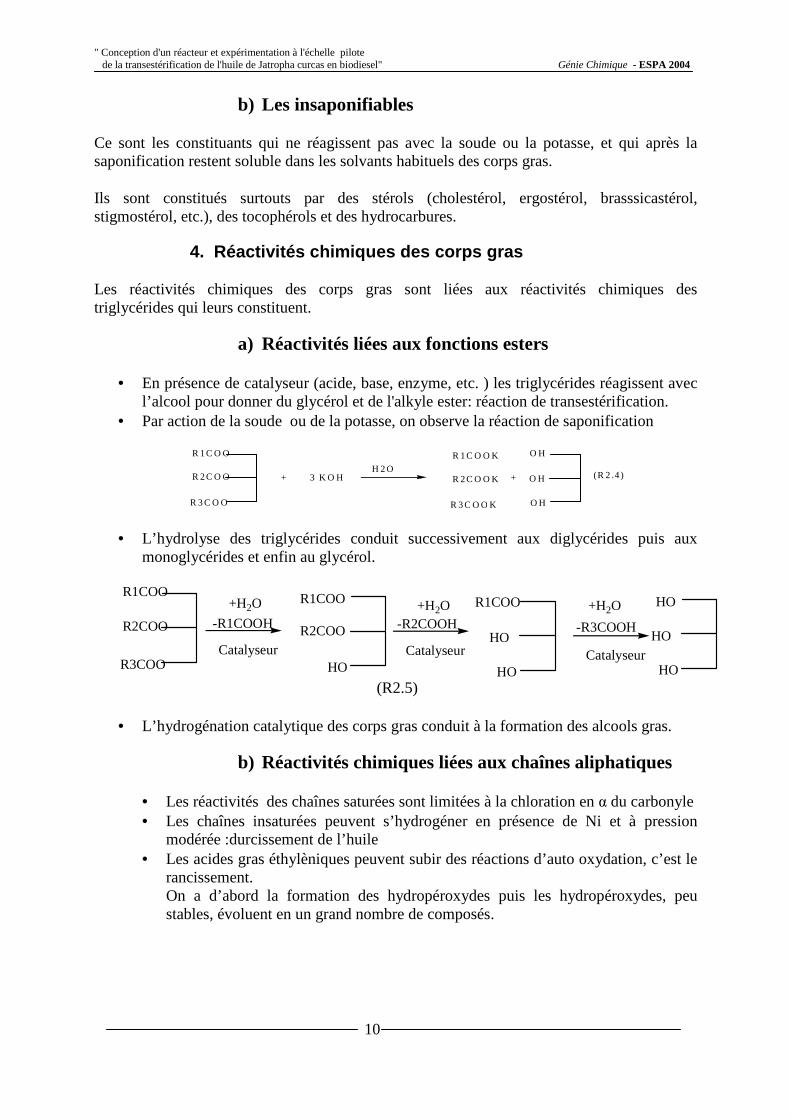
4. Réactivités chimiques des corps gras
Les réactivités chimiques des corps gras sont liées aux réactivités chimiques des triglycérides qui leurs constituent.
a) Réactivités liées aux fonctions esters
• En présence de catalyseur (acide, base, enzyme, etc. ) les triglycérides réagissent avec l’alcool pour donner du glycérol et de l'alkyle ester: réaction de transestérification.
• Par action de la soude ou de la potasse, on observe la réaction de saponification
R1CO O
R 2C O O
R 3 C O O
+ 3 K O H
O H
O H
O H
H 2 O
R 1C O O K
R 2C O O K
R3COO K
+ (R 2 .4 )
• L’hydrolyse des triglycérides conduit successivement aux diglycérides puis aux monoglycérides et enfin au glycérol.
R1COO
R2COO
R3COO HO
+H2OR1COO
CatalyseurR2COO
+H2O
Catalyseur
HO
R1COO
HO
+H2O
CatalyseurHO
HO
HO
-R1COOH -R2COOH -R3COOH
(R2.5)
• L’hydrogénation catalytique des corps gras conduit à la formation des alcools gras.
b) Réactivités chimiques liées aux chaînes aliphatiques
• Les réactivités des chaînes saturées sont limitées à la chloration en α du carbonyle • Les chaînes insaturées peuvent s’hydrogéner en présence de Ni et à pression
modérée :durcissement de l’huile • Les acides gras éthylèniques peuvent subir des réactions d’auto oxydation, c’est le
rancissement. On a d’abord la formation des hydropéroxydes puis les hydropéroxydes, peu stables, évoluent en un grand nombre de composés.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
11
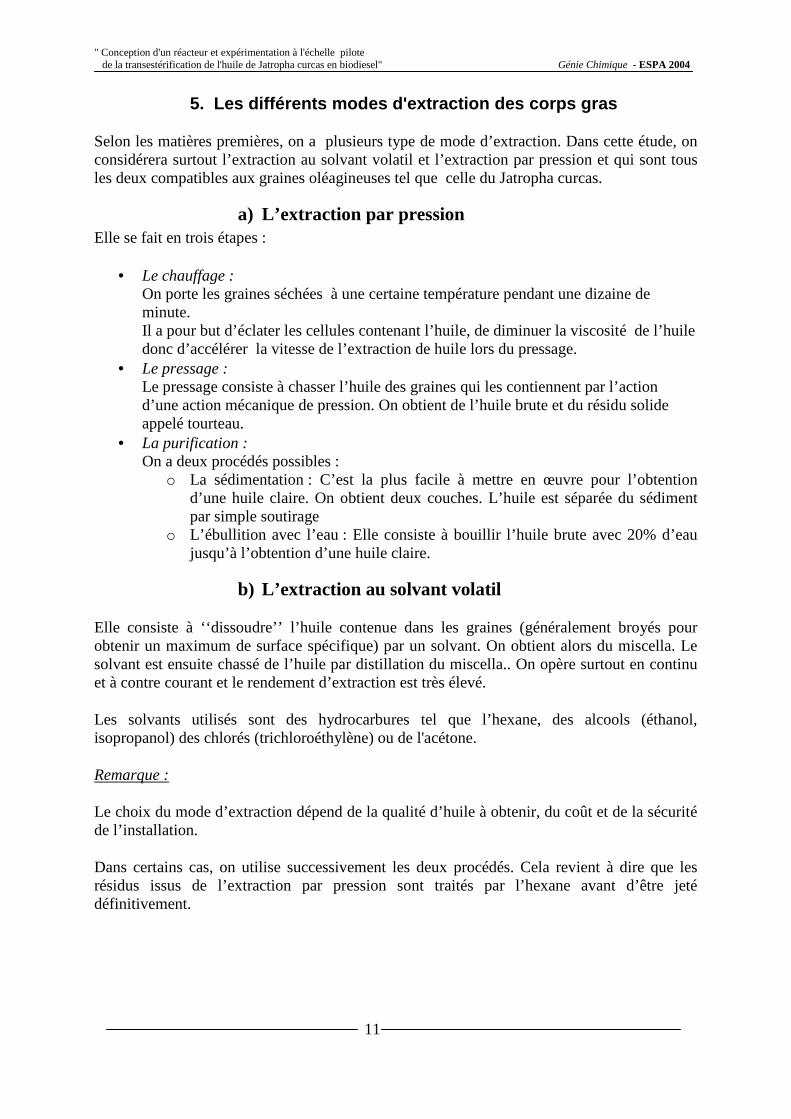
5. Les différents modes d'extraction des corps gras
Selon les matières premières, on a plusieurs type de mode d’extraction. Dans cette étude, on considérera surtout l’extraction au solvant volatil et l’extraction par pression et qui sont tous les deux compatibles aux graines oléagineuses tel que celle du Jatropha curcas.
a) L’extraction par pression Elle se fait en trois étapes :
• Le chauffage : On porte les graines séchées à une certaine température pendant une dizaine de minute. Il a pour but d’éclater les cellules contenant l’huile, de diminuer la viscosité de l’huile donc d’accélérer la vitesse de l’extraction de huile lors du pressage.
• Le pressage : Le pressage consiste à chasser l’huile des graines qui les contiennent par l’action d’une action mécanique de pression. On obtient de l’huile brute et du résidu solide appelé tourteau.
• La purification : On a deux procédés possibles :
o La sédimentation : C’est la plus facile à mettre en œuvre pour l’obtention d’une huile claire. On obtient deux couches. L’huile est séparée du sédiment par simple soutirage
o L’ébullition avec l’eau : Elle consiste à bouillir l’huile brute avec 20% d’eau jusqu’à l’obtention d’une huile claire.
b) L’extraction au solvant volatil
Elle consiste à ‘‘dissoudre’’ l’huile contenue dans les graines (généralement broyés pour obtenir un maximum de surface spécifique) par un solvant. On obtient alors du miscella. Le solvant est ensuite chassé de l’huile par distillation du miscella.. On opère surtout en continu et à contre courant et le rendement d’extraction est très élevé.
Les solvants utilisés sont des hydrocarbures tel que l’hexane, des alcools (éthanol, isopropanol) des chlorés (trichloroéthylène) ou de l'acétone.
Remarque :
Le choix du mode d’extraction dépend de la qualité d’huile à obtenir, du coût et de la sécurité de l’installation.
Dans certains cas, on utilise successivement les deux procédés. Cela revient à dire que les résidus issus de l’extraction par pression sont traités par l’hexane avant d’être jeté définitivement.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
12
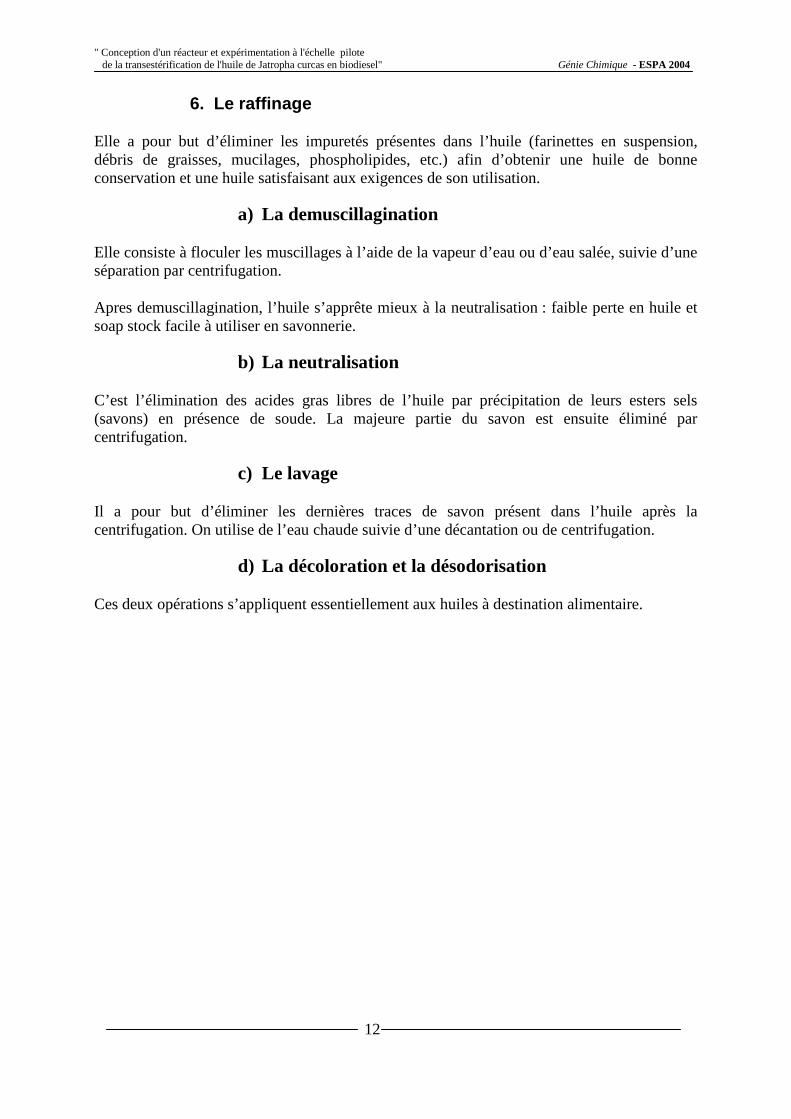
6. Le raffinage
Elle a pour but d’éliminer les impuretés présentes dans l’huile (farinettes en suspension, débris de graisses, mucilages, phospholipides, etc.) afin d’obtenir une huile de bonne conservation et une huile satisfaisant aux exigences de son utilisation.
a) La demuscillagination
Elle consiste à floculer les muscillages à l’aide de la vapeur d’eau ou d’eau salée, suivie d’une séparation par centrifugation.
Apres demuscillagination, l’huile s’apprête mieux à la neutralisation : faible perte en huile et soap stock facile à utiliser en savonnerie.
b) La neutralisation
C’est l’élimination des acides gras libres de l’huile par précipitation de leurs esters sels (savons) en présence de soude. La majeure partie du savon est ensuite éliminé par centrifugation.
c) Le lavage
Il a pour but d’éliminer les dernières traces de savon présent dans l’huile après la centrifugation. On utilise de l’eau chaude suivie d’une décantation ou de centrifugation.
d) La décoloration et la désodorisation
Ces deux opérations s’appliquent essentiellement aux huiles à destination alimentaire.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
13
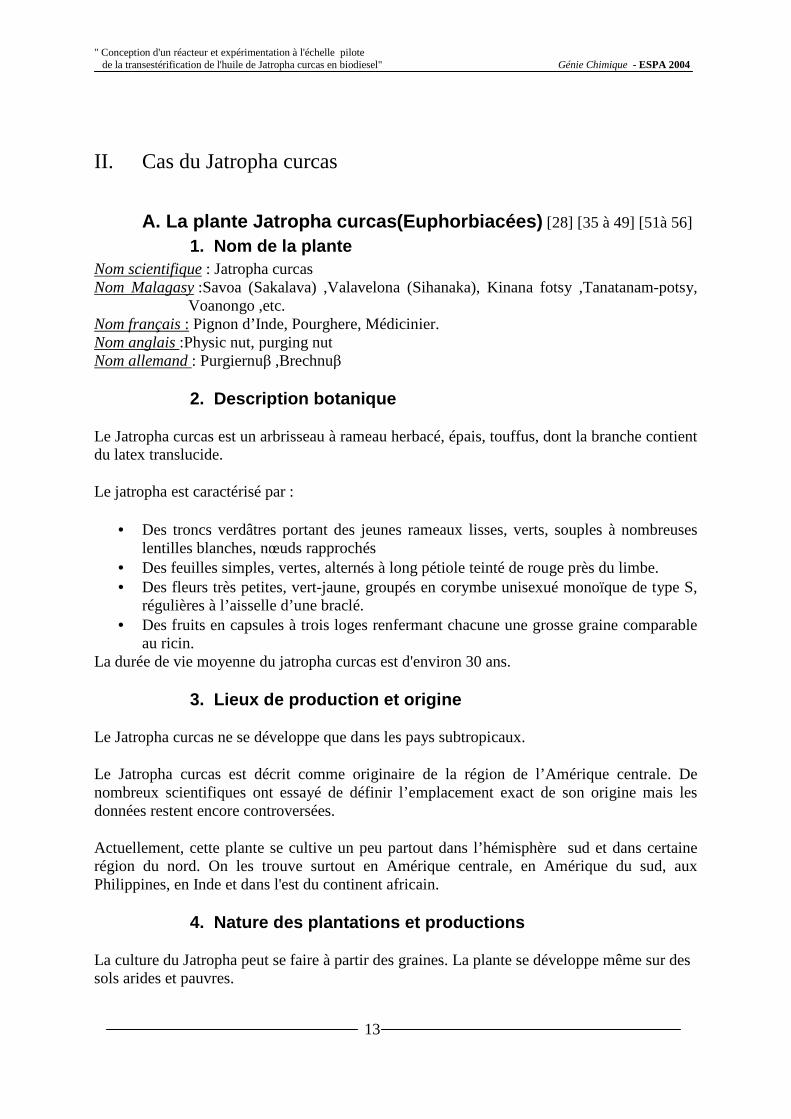
II. Cas du Jatropha curcas
A. La plante Jatropha curcas(Euphorbiacées) [28] [35 à 49] [51à 56] 1. Nom de la plante
Nom scientifique : Jatropha curcas Nom Malagasy :Savoa (Sakalava) ,Valavelona (Sihanaka), Kinana fotsy ,Tanatanam-potsy, Voanongo ,etc. Nom français : Pignon d’Inde, Pourghere, Médicinier. Nom anglais :Physic nut, purging nut Nom allemand : Purgiernuβ ,Brechnuβ
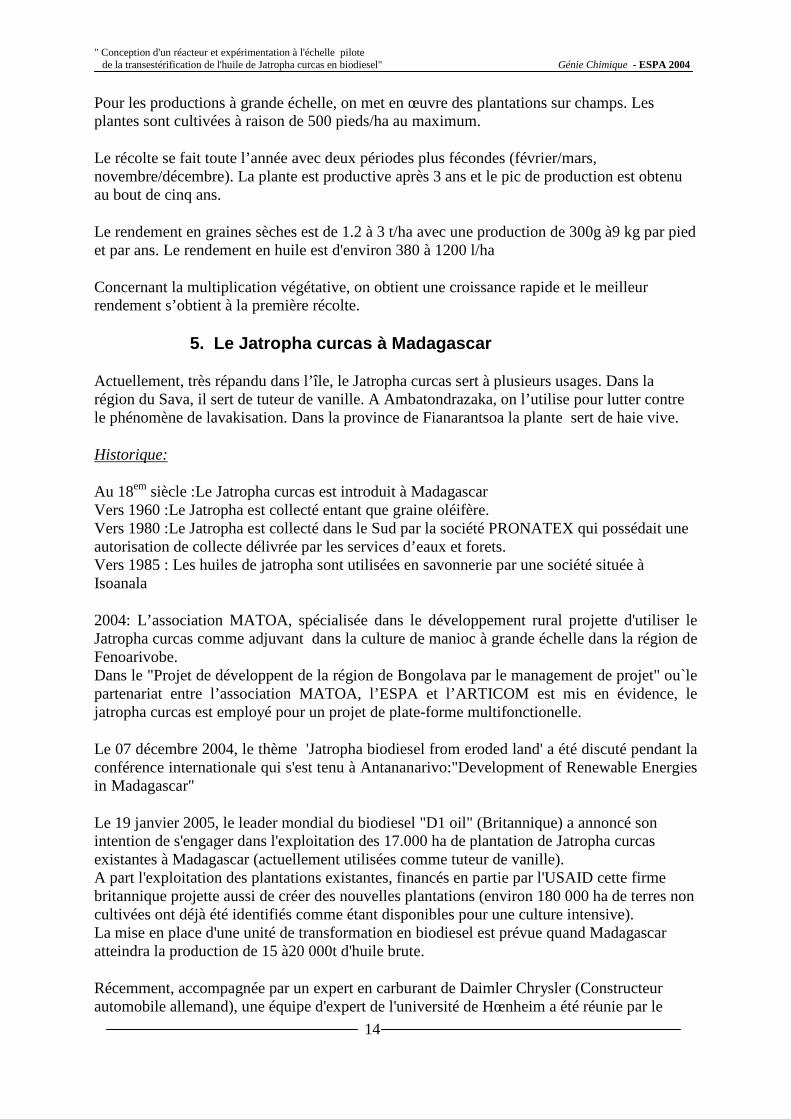
2. Description botanique
Le Jatropha curcas est un arbrisseau à rameau herbacé, épais, touffus, dont la branche contient du latex translucide.
Le jatropha est caractérisé par :
• Des troncs verdâtres portant des jeunes rameaux lisses, verts, souples à nombreuses lentilles blanches, nœuds rapprochés
• Des feuilles simples, vertes, alternés à long pétiole teinté de rouge près du limbe. • Des fleurs très petites, vert-jaune, groupés en corymbe unisexué monoïque de type S,
régulières à l’aisselle d’une braclé. • Des fruits en capsules à trois loges renfermant chacune une grosse graine comparable
au ricin. La durée de vie moyenne du jatropha curcas est d'environ 30 ans.
3. Lieux de production et origine
Le Jatropha curcas ne se développe que dans les pays subtropicaux.
Le Jatropha curcas est décrit comme originaire de la région de l’Amérique centrale. De nombreux scientifiques ont essayé de définir l’emplacement exact de son origine mais les données restent encore controversées.
Actuellement, cette plante se cultive un peu partout dans l’hémisphère sud et dans certaine région du nord. On les trouve surtout en Amérique centrale, en Amérique du sud, aux Philippines, en Inde et dans l'est du continent africain.
4. Nature des plantations et productions
La culture du Jatropha peut se faire à partir des graines. La plante se développe même sur des sols arides et pauvres.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
14
Pour les productions à grande échelle, on met en œuvre des plantations sur champs. Les plantes sont cultivées à raison de 500 pieds/ha au maximum.
Le récolte se fait toute l’année avec deux périodes plus fécondes (février/mars, novembre/décembre). La plante est productive après 3 ans et le pic de production est obtenu au bout de cinq ans.
Le rendement en graines sèches est de 1.2 à 3 t/ha avec une production de 300g à9 kg par pied et par ans. Le rendement en huile est d'environ 380 à 1200 l/ha
Concernant la multiplication végétative, on obtient une croissance rapide et le meilleur rendement s’obtient à la première récolte.
5. Le Jatropha curcas à Madagascar
Actuellement, très répandu dans l’île, le Jatropha curcas sert à plusieurs usages. Dans la région du Sava, il sert de tuteur de vanille. A Ambatondrazaka, on l’utilise pour lutter contre le phénomène de lavakisation. Dans la province de Fianarantsoa la plante sert de haie vive.
Historique:
Au 18em siècle :Le Jatropha curcas est introduit à Madagascar Vers 1960 :Le Jatropha est collecté entant que graine oléifère. Vers 1980 :Le Jatropha est collecté dans le Sud par la société PRONATEX qui possédait une autorisation de collecte délivrée par les services d’eaux et forets. Vers 1985 : Les huiles de jatropha sont utilisées en savonnerie par une société située à Isoanala
2004: L’association MATOA, spécialisée dans le développement rural projette d'utiliser le Jatropha curcas comme adjuvant dans la culture de manioc à grande échelle dans la région de Fenoarivobe. Dans le "Projet de développent de la région de Bongolava par le management de projet" ou`le partenariat entre l’association MATOA, l’ESPA et l’ARTICOM est mis en évidence, le jatropha curcas est employé pour un projet de plate-forme multifonctionelle.
Le 07 décembre 2004, le thème 'Jatropha biodiesel from eroded land' a été discuté pendant la conférence internationale qui s'est tenu à Antananarivo:"Development of Renewable Energies in Madagascar"
Le 19 janvier 2005, le leader mondial du biodiesel "D1 oil" (Britannique) a annoncé son intention de s'engager dans l'exploitation des 17.000 ha de plantation de Jatropha curcas existantes à Madagascar (actuellement utilisées comme tuteur de vanille). A part l'exploitation des plantations existantes, financés en partie par l'USAID cette firme britannique projette aussi de créer des nouvelles plantations (environ 180 000 ha de terres non cultivées ont déjà été identifiés comme étant disponibles pour une culture intensive). La mise en place d'une unité de transformation en biodiesel est prévue quand Madagascar atteindra la production de 15 à20 000t d'huile brute.
Récemment, accompagnée par un expert en carburant de Daimler Chrysler (Constructeur automobile allemand), une équipe d'expert de l'université de Hœnheim a été réunie par le
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
15
Professeur Becher et le Docteur George Francis afin d'examiner la potentialité de la culture de Jatropha à Madagascar. Ces derniers ont pu rencontrer des décideurs importants dont le Président de la république.
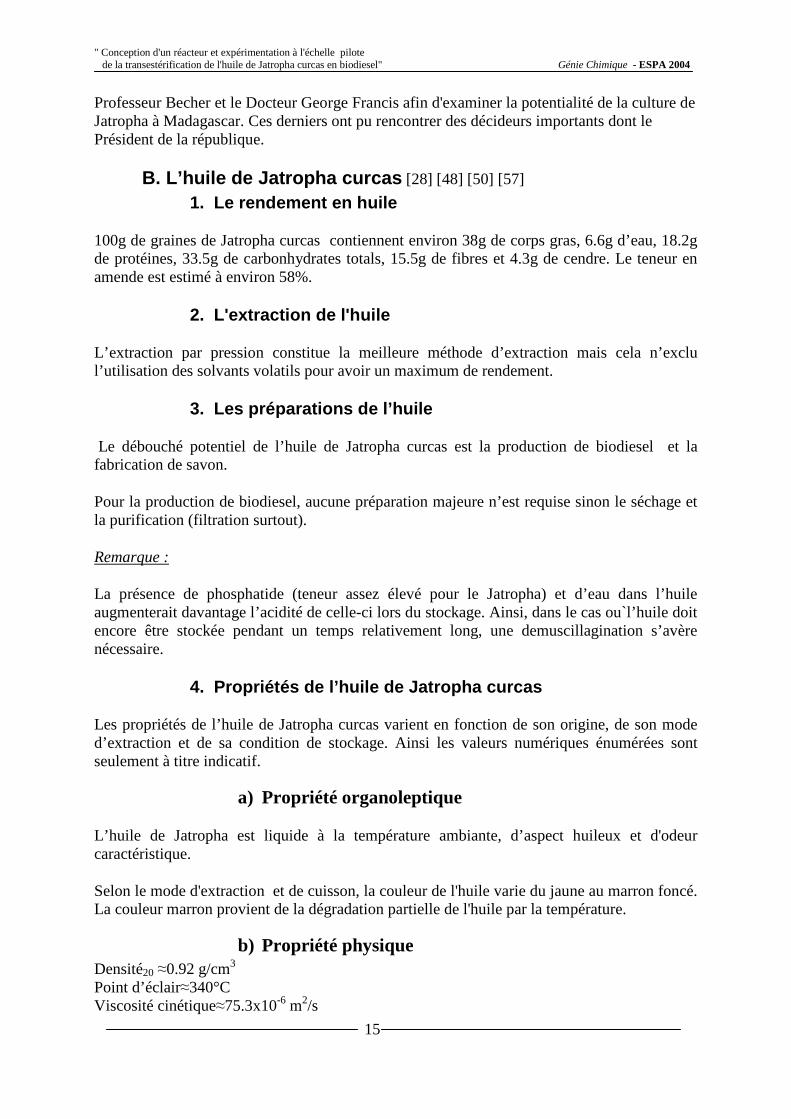
B. L’huile de Jatropha curcas [28] [48] [50] [57] 1. Le rendement en huile
100g de graines de Jatropha curcas contiennent environ 38g de corps gras, 6.6g d’eau, 18.2g de protéines, 33.5g de carbonhydrates totals, 15.5g de fibres et 4.3g de cendre. Le teneur en amende est estimé à environ 58%.
2. L'extraction de l'huile
L’extraction par pression constitue la meilleure méthode d’extraction mais cela n’exclu l’utilisation des solvants volatils pour avoir un maximum de rendement.
3. Les préparations de l’huile
Le débouché potentiel de l’huile de Jatropha curcas est la production de biodiesel et la fabrication de savon.
Pour la production de biodiesel, aucune préparation majeure n’est requise sinon le séchage et la purification (filtration surtout).
Remarque :
La présence de phosphatide (teneur assez élevé pour le Jatropha) et d’eau dans l’huile augmenterait davantage l’acidité de celle-ci lors du stockage. Ainsi, dans le cas ou`l’huile doit encore être stockée pendant un temps relativement long, une demuscillagination s’avère nécessaire.
4. Propriétés de l’huile de Jatropha curcas
Les propriétés de l’huile de Jatropha curcas varient en fonction de son origine, de son mode d’extraction et de sa condition de stockage. Ainsi les valeurs numériques énumérées sont seulement à titre indicatif.
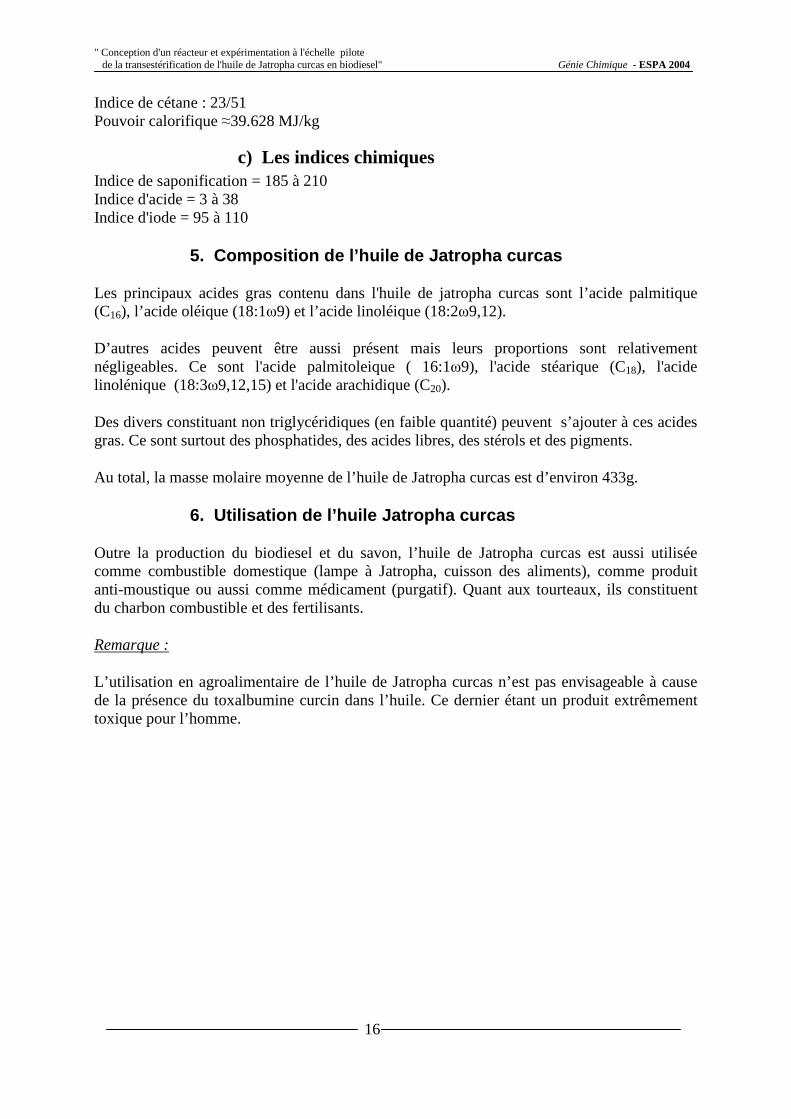
a) Propriété organoleptique
L’huile de Jatropha est liquide à la température ambiante, d’aspect huileux et d'odeur caractéristique.
Selon le mode d'extraction et de cuisson, la couleur de l'huile varie du jaune au marron foncé. La couleur marron provient de la dégradation partielle de l'huile par la température.
b) Propriété physique Densité20 ≈0.92 g/cm3
Point d’éclair≈340°C Viscosité cinétique≈75.3x10-6 m2/s
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
16
Indice de cétane : 23/51 Pouvoir calorifique ≈39.628 MJ/kg
c) Les indices chimiques Indice de saponification = 185 à 210 Indice d'acide = 3 à 38 Indice d'iode = 95 à 110
5. Composition de l’huile de Jatropha curcas
Les principaux acides gras contenu dans l'huile de jatropha curcas sont l’acide palmitique (C16), l’acide oléique (18:1ω9) et l’acide linoléique (18:2ω9,12).
D’autres acides peuvent être aussi présent mais leurs proportions sont relativement négligeables. Ce sont l'acide palmitoleique ( 16:1ω9), l'acide stéarique (C18), l'acide linolénique (18:3ω9,12,15) et l'acide arachidique (C20).
Des divers constituant non triglycéridiques (en faible quantité) peuvent s’ajouter à ces acides gras. Ce sont surtout des phosphatides, des acides libres, des stérols et des pigments.
Au total, la masse molaire moyenne de l’huile de Jatropha curcas est d’environ 433g.
6. Utilisation de l’huile Jatropha curcas
Outre la production du biodiesel et du savon, l’huile de Jatropha curcas est aussi utilisée comme combustible domestique (lampe à Jatropha, cuisson des aliments), comme produit anti-moustique ou aussi comme médicament (purgatif). Quant aux tourteaux, ils constituent du charbon combustible et des fertilisants.
Remarque :
L’utilisation en agroalimentaire de l’huile de Jatropha curcas n’est pas envisageable à cause de la présence du toxalbumine curcin dans l’huile. Ce dernier étant un produit extrêmement toxique pour l’homme.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
17
Figure 1: La plante Jatropha curcas
Figure 2 :Les graines de Jatropha curcas (décortiquées et non décortiquées)
Figure 3 : L'huile de Jatropha curcas
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
18
III. Les alcools
A. Les alcools en général [19] [50]
1. Présentation
Les alcools sont des composés chimiques comportant le groupe hydroxyle OH liés à un atome de carbone saturé, de formule générale R-OH
2. Classification des alcools
Selon le nombre de groupe hydroxyle rattaché à la chaîne hydrocarbonée, on distingue les monoalcools, les diols, les triols et les polyols.
Il existe trois classes d'alcools selon le nombre d'atome d'hydrogène attaché à l'atome de carbone portant le groupe OH: Les alcools primaires RCH2OH, les alcools secondaires R2CHOH et les alcools tertiaires R3OH.
Pour la préparation des biodiesels, on utilise seulement des alcools simples tel que l'alcool en C1 (méthanol), l'alcool en C2 (éthanol) et l'alcool en C3(propanol)
3. Les différents critères de sélection des alcools utilisés pour la préparation des biodiesels.
a) Disponibilité de l'alcool
Afin d'assurer la régularité de l'approvisionnement, l'alcool utilisé doit être accessible en permanence et en quantité suffisante.
Pour les pays producteurs ou grands exportateurs de matières fossiles, il est beaucoup plus avantageux d'utiliser les méthanols de synthèses et pour les pays à vocations agricoles, il serait préférable d'utiliser les éthanols produits par fermentation alcooliques.
b) Le coût de production et/ou l'enrichissement de l'alcool.
En général, les méthanols anhydres coûtent beaucoup moins cher que leurs homologues en C2 et en C3. Ainsi, la majeure partie des biodiesels vendu actuellement est surtouts produite à partir de l'alcool méthylique.
c) L'impact environnemental et la sécurité d'utilisation
Les méthanols sont inflammables et toxiques alors que les éthanols peuvent être manipulés en toute sécurité voire comestible. Cela revient à dire que les éthanols constitueraient le meilleur réactif en terme de sécurité et d'impact environnemental.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
19
B. Les méthanols [50]
Le méthanol CH3OH est le premier terme de la série des alcools. Il est aujourd'hui l’alcool dont on produit le plus gros tonnage (environ 13 millions de t par an dans le monde) en vue de diverses utilisations industrielles.
Le méthanol fond vers - 95 °C, bout à 64,7 °C et a une densité de 0,79 à la température de 20°C. Le méthanol est un produit extrêmement inflammable et toxique.
Industriellement, le méthanol est obtenu par la réaction d'un mélange de CO, de CO2 et de H2
en présence des catalyseurs à base de cuivre ou d'oxyde de zinc à la température de 250°C et sous pression de 50 bars.
CO + 2H2 → CH3OH (R2.6)
C. Les éthanols [19] [50] [60]
1. Présentation
L'éthanol ou l'alcool éthylique est un alcool primaire de formule CH3CH2OH. C'est l'alcool des boissons tel que les bières, les vins et les eaux de vie.
A température ordinaire, l'éthanol est un liquide clair, d'odeur agréable. Il est soluble dans l'eau et dans la plus part des composés organiques. Il forme un mélange binaire avec les corps gras.
L'éthanol se solidifie à –114°C et bout à la température de 78.3°C. Sa densité est de 0.789 à 20°C.
2. Analyse et caractérisation
L'analyse des éthanols se fait en procédant par chromatographie en phase gazeuse.
Dans le cas d'un mélange eau éthanol, la détermination du titre massique et du degré alcoolique en GL peut être faite par une mesure de densité ou par l'utilisation d'un alcoomètre.
3. Les différents modes préparations de l'éthanol
a) Par fermentation
Le principe consiste à la fermentation des solutions sucrées naturelles (jus de raisin, jus de betterave, jus de canne à sucre) ou artificiels (hydrolyse de l'amidon ou de la cellulose) en présence de levure.
C6H12O6 → 2C2H5OH + 2 CO2 (R2.7)
Les liquides qui ont fermenté contiennent 7 à 12% d'éthanol. On les concentre ensuite jusqu'à 95% par plusieurs distillations successives(colonne de distillation)
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
20
b) Par réaction de synthèse Dans ce cas, l'éthanol est obtenu par l'hydratation de l'éthylène ou par réduction de l'acétaldéhyde, lui-même provenant de l'hydratation de l'acétylène.
4. Les différents modes de déshydratations de l'alc ool éthylique
Avec la distillation fractionnée, on ne peut pas rectifier l'éthanol au delà de la composition azéotropique. Pour l'obtention d'un degré alcoolique plus élevé, on doit recourir à l'utilisation d'agents de déshydratation ou à l'utilisation des tamis moléculaires. Pour des quantités élevées de produits, l'enrichissement peut se faire en procédant par distillation azéotropique en présence de tiers corps ou par extraction liquide-liquide (extraction par l'huile de ricin par exemple).
a) Déshydratation par l'utilisation d'agents de déshydratation
On utilise la chaux vive pulvérulent et la baryte comme agents de déshydratation.
En premier temps, on élimine la majeure partie de l'eau selon la réaction: CaO + 3H2O → [Ca(OH)2 , 2H2O] (R2.8)
Chaux hydratée
L'éthanol enrichi obtenue est ensuite amené à une concentration voisine de l'absolu en utilisant la baryte: BaO + 9H2O → [Ba(OH)2 , 8H2O] (R2.9)
b) Déshydratation par l'utilisation de glycérine anhydre
Le principe consiste à mélanger l'alcool de composition azéotropique avec la glycérine anhydre (sous produit de la production de biodiesel). L'éthanol est ensuite évaporé puis récupéré tandis que l'eau est retenue avec la glycérine.
c) Déshydratation par distillation azéotropique en présence de tiers corps
C'est le procédé le plus utilisé en milieu industriel.
Le principe consiste à la séparation de l'azéotrope éthanol-eau par l'utilisation d'un tiers corps ou entraîneur, qui lui-même forme un azéotrope avec l'éthanol. On utilise comme tiers corps des composés organiques tel que le benzène.
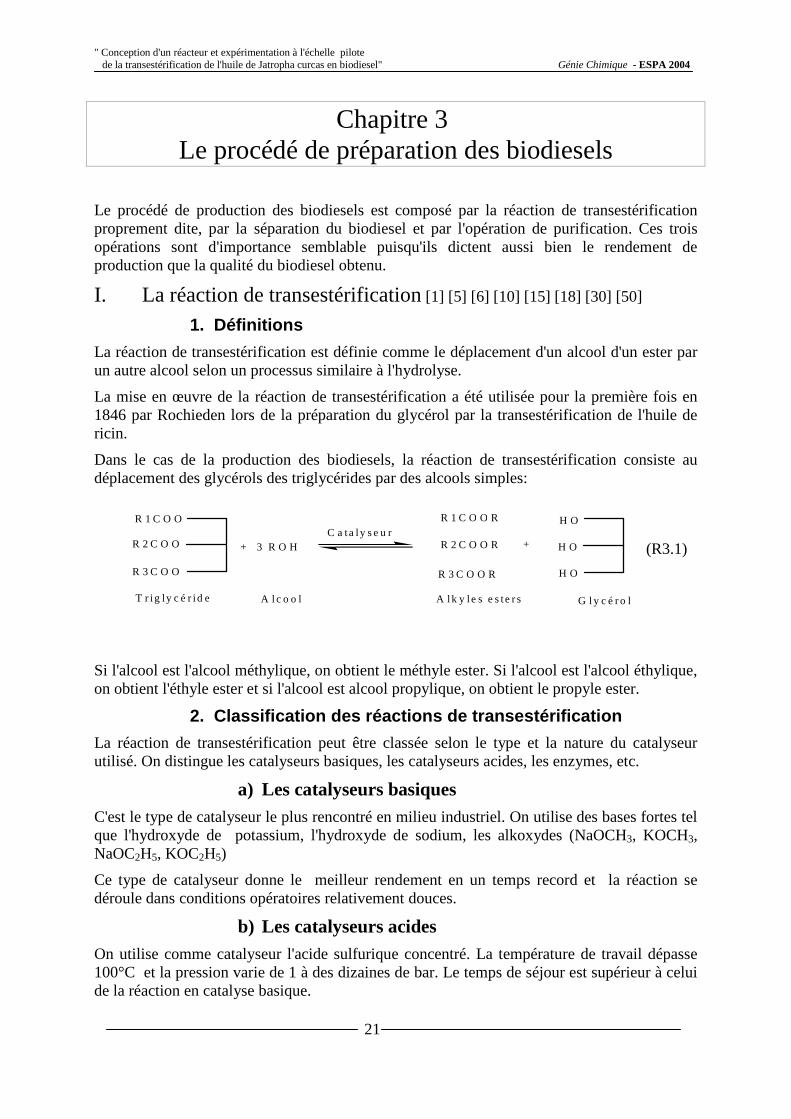
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
21
Chapitre 3 Le procédé de préparation des biodiesels
Le procédé de production des biodiesels est composé par la réaction de transestérification proprement dite, par la séparation du biodiesel et par l'opération de purification. Ces trois opérations sont d'importance semblable puisqu'ils dictent aussi bien le rendement de production que la qualité du biodiesel obtenu.
I. La réaction de transestérification [1] [5] [6] [10] [15] [18] [30] [50] 1. Définitions
La réaction de transestérification est définie comme le déplacement d'un alcool d'un ester par un autre alcool selon un processus similaire à l'hydrolyse.
La mise en œuvre de la réaction de transestérification a été utilisée pour la première fois en 1846 par Rochieden lors de la préparation du glycérol par la transestérification de l'huile de ricin.
Dans le cas de la production des biodiesels, la réaction de transestérification consiste au déplacement des glycérols des triglycérides par des alcools simples:
(R3.1)
Si l'alcool est l'alcool méthylique, on obtient le méthyle ester. Si l'alcool est l'alcool éthylique, on obtient l'éthyle ester et si l'alcool est alcool propylique, on obtient le propyle ester.
2. Classification des réactions de transestérificat ion
La réaction de transestérification peut être classée selon le type et la nature du catalyseur utilisé. On distingue les catalyseurs basiques, les catalyseurs acides, les enzymes, etc.
a) Les catalyseurs basiques C'est le type de catalyseur le plus rencontré en milieu industriel. On utilise des bases fortes tel que l'hydroxyde de potassium, l'hydroxyde de sodium, les alkoxydes (NaOCH3, KOCH3, NaOC2H5, KOC2H5)
Ce type de catalyseur donne le meilleur rendement en un temps record et la réaction se déroule dans conditions opératoires relativement douces.
b) Les catalyseurs acides On utilise comme catalyseur l'acide sulfurique concentré. La température de travail dépasse 100°C et la pression varie de 1 à des dizaines de bar. Le temps de séjour est supérieur à celui de la réaction en catalyse basique.
R 1 C O O
R 2 C O O
R 3 C O O
+ 3 R O H +
H O
H O
H OC a ta ly s e u r
T r ig ly c é r id e A l c o o l A lk y le s e s te r s G ly c é r o l
R 1 C O O R
R 2 C O O R
R 3 C O O R
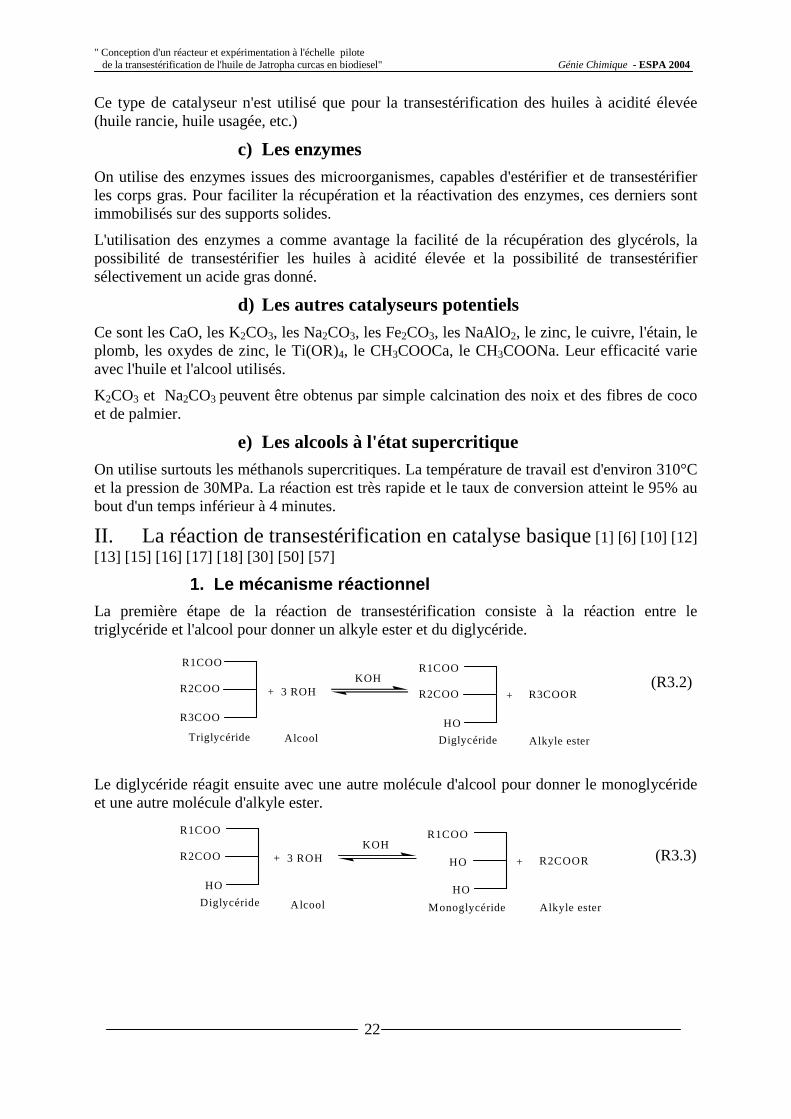
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
22
Ce type de catalyseur n'est utilisé que pour la transestérification des huiles à acidité élevée (huile rancie, huile usagée, etc.)
c) Les enzymes On utilise des enzymes issues des microorganismes, capables d'estérifier et de transestérifier les corps gras. Pour faciliter la récupération et la réactivation des enzymes, ces derniers sont immobilisés sur des supports solides.
L'utilisation des enzymes a comme avantage la facilité de la récupération des glycérols, la possibilité de transestérifier les huiles à acidité élevée et la possibilité de transestérifier sélectivement un acide gras donné.
d) Les autres catalyseurs potentiels Ce sont les CaO, les K2CO3, les Na2CO3, les Fe2CO3, les NaAlO2, le zinc, le cuivre, l'étain, le plomb, les oxydes de zinc, le Ti(OR)4, le CH3COOCa, le CH3COONa. Leur efficacité varie avec l'huile et l'alcool utilisés.
K2CO3 et Na2CO3 peuvent être obtenus par simple calcination des noix et des fibres de coco et de palmier.
e) Les alcools à l'état supercritique On utilise surtouts les méthanols supercritiques. La température de travail est d'environ 310°C et la pression de 30MPa. La réaction est très rapide et le taux de conversion atteint le 95% au bout d'un temps inférieur à 4 minutes.
II. La réaction de transestérification en catalyse basique [1] [6] [10] [12] [13] [15] [16] [17] [18] [30] [50] [57]
1. Le mécanisme réactionnel
La première étape de la réaction de transestérification consiste à la réaction entre le triglycéride et l'alcool pour donner un alkyle ester et du diglycéride.
(R3.2)
Le diglycéride réagit ensuite avec une autre molécule d'alcool pour donner le monoglycéride et une autre molécule d'alkyle ester.
(R3.3)
R1COO
R2COO
R3COO
+ 3 ROH +
Triglycéride Alcool
KOH
HO
R1COO
R2COO
Diglycéride Alkyle ester
R3COOR
+ 3 ROH +
Alcool
KOH
HO
R1COO
Monoglycéride Alkyle ester
HO
R1COO
R2COO
Diglycéride
HO R2COOR

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
23
La dernière étape est la réaction entre le monoglycéride et un troisième alcool pour donner un troisième alkyle ester et du glycérol.
(R3.4)
2. Aspect thermodynamique de la réaction de transestérification
Les trois réactions successives citées précédemment sont des réactions équilibrées.
(R3.5)
TG: Triglycéride, DG: Diglycéride, MG: Monoglycéride, GL: Glycérol
Ainsi, pour avoir un taux de conversion élevé, il faudrait déplacer l'équilibre de la réaction (R35) dans le sens directe. Ceci peut être fait en :
• Retirant les glycérols formés du milieu réactionnel.
• Utilisant un large excès en alcool.
Dans ces conditions, on arrive à obtenir une concentration en triglycéride inférieur à 1%, une concentration en diglycéride et en monoglycéride respectivement inférieur à 2 et à 4%
3. Aspect cinétique de la réaction de transestérifi cation.
La consommation et la formation des produits, des réactifs et des intermédiaires réactionnels peuvent schématiser comme suit:
(R3.6)
Où kTg, kDg et kMg sont respectivement la constante de vitesse de la consommation des triglycérides, la constante de vitesse de la consommation/formation des diglycérides et la constante de vitesse de la consommation/formation des monoglycérides.
On a: kTg < kDg < kMg
+ 3 R O H +
H O
H O
H O
A lcoo l G lycéro l
K O H
A lky le este r
H O
R 1C O O
M onog lycéride
H O R 1C O O R
T G + R O H D G + R 1 C O O R
k 1
k 4
D G + R O H M G + R 2 C O O R
k 2
k 5
M G + R O H G L + R 3 C O O R
k 3
k 6
T G + 3 E tO H G L + 3 R 'C O O R
TG + EtOH DG + R1COOR
DG + EtOH MG + R2COOR
MG + EtOH GL + R3COOR
kTg
kDg
kMg
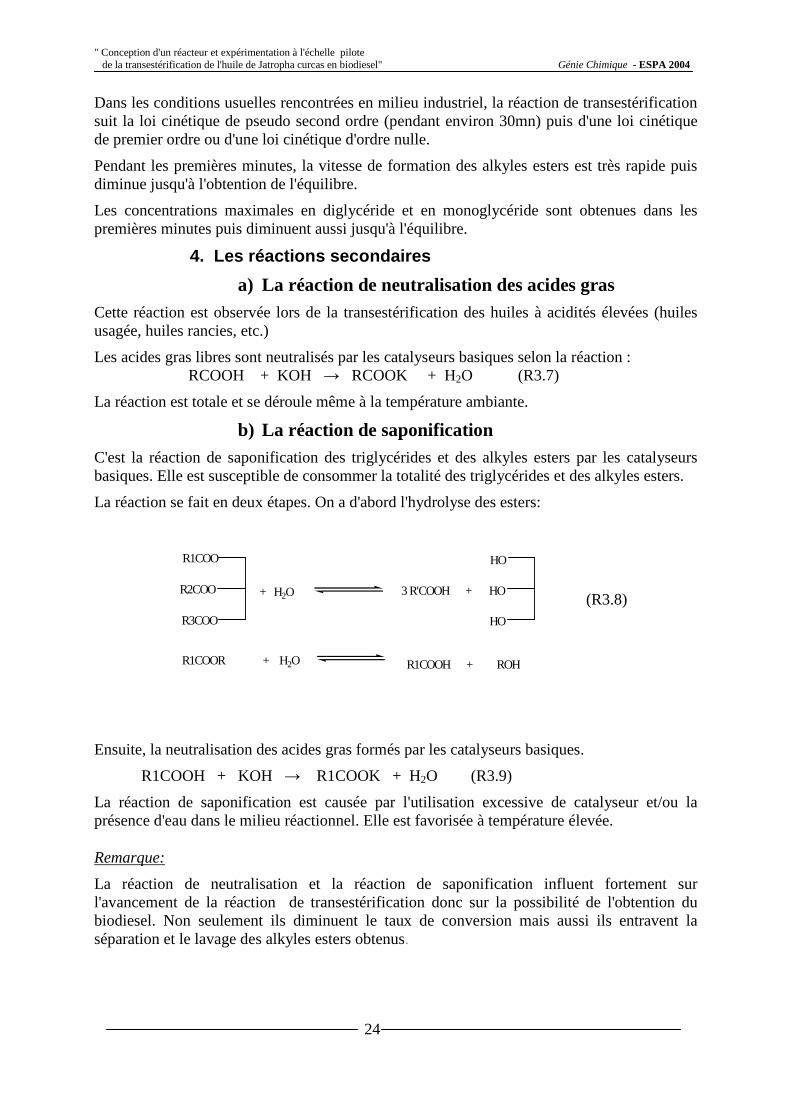
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
24
Dans les conditions usuelles rencontrées en milieu industriel, la réaction de transestérification suit la loi cinétique de pseudo second ordre (pendant environ 30mn) puis d'une loi cinétique de premier ordre ou d'une loi cinétique d'ordre nulle.
Pendant les premières minutes, la vitesse de formation des alkyles esters est très rapide puis diminue jusqu'à l'obtention de l'équilibre.
Les concentrations maximales en diglycéride et en monoglycéride sont obtenues dans les premières minutes puis diminuent aussi jusqu'à l'équilibre.
4. Les réactions secondaires
a) La réaction de neutralisation des acides gras Cette réaction est observée lors de la transestérification des huiles à acidités élevées (huiles usagée, huiles rancies, etc.)
Les acides gras libres sont neutralisés par les catalyseurs basiques selon la réaction : RCOOH + KOH → RCOOK + H2O (R3.7)
La réaction est totale et se déroule même à la température ambiante.
b) La réaction de saponification C'est la réaction de saponification des triglycérides et des alkyles esters par les catalyseurs basiques. Elle est susceptible de consommer la totalité des triglycérides et des alkyles esters.
La réaction se fait en deux étapes. On a d'abord l'hydrolyse des esters:
(R3.8)
Ensuite, la neutralisation des acides gras formés par les catalyseurs basiques.
R1COOH + KOH → R1COOK + H2O (R3.9)
La réaction de saponification est causée par l'utilisation excessive de catalyseur et/ou la présence d'eau dans le milieu réactionnel. Elle est favorisée à température élevée.
Remarque:
La réaction de neutralisation et la réaction de saponification influent fortement sur l'avancement de la réaction de transestérification donc sur la possibilité de l'obtention du biodiesel. Non seulement ils diminuent le taux de conversion mais aussi ils entravent la séparation et le lavage des alkyles esters obtenus.
HO
HO
HOR1COO
R2COO
R3COO
+ H2O 3 R'COOH +
R1COOR + H2O R1COOH + ROH
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
25
5. Optimisation de la réaction de transestérificati on.
L'optimisation consiste à déterminer les paramètres optimaux pour la mise en œuvre de la réaction de transestérification aussi bien en terme de taux de conversion qu'en terme de séparation et de purification du biodiesel.
a) La qualité de l'huile Les huiles utilisées doivent être claires et exemptes de particules solides. Ces derniers ont tendance à se déposer entre l'interface alkyle ester/glycérol lors de la séparation et entravent la séparation des deux couches. Ils favorisent aussi la formation des émulsions lors du lavage du biodiesel et par suite nuirent à l'efficacité de l'opération de lavage.
L'acidité de l'huile doit rester inférieure à une certaine limite. En effet, l'excès d'acide libre dans l'huile conduit au désactivation des catalyseurs basiques et à la formation des savons (réaction R37). Ces savons entraînent la formation d'une émulsion stable du biodiesel avec les sous produits (glycérol, alcool résiduel) et empêchent la séparation et/ou le lavage du biodiesel.
Les huiles ne doivent contenir aucune trace d'eau. L'eau favorise la saponification des triglycérides et des alkyls esters (réaction R38 et R39): Elle conduit à la formation de quantité excessive de savon, à la diminution du taux de conversion et à l'impossibilité de l'obtention du biodiesel.
b) La qualité de l'alcool La teneur en eau de l'alcool constitue le facteur le plus important influant sur le déroulement de la réaction de transestérification. Cette teneur doit être aussi faible que possible. Comme dans le cas des huiles, même une faible quantité d'eau dans l'alcool risque de diminuer le taux de conversion à un degré où la séparation biodiesel/glycérol ne peut plus se produire.
Comme le montre la réaction (R38) et (R39), l'eau contenue dans l'alcool participe également à la désactivation des catalyseurs et à la formation des savons dans le milieu réactionnel.
c) La nature de l'alcool Le méthanol constitue le meilleur réactif de transestérification. Il donne un taux de conversion élevé et la séparation du biodiesel est facile.
d) La nature du catalyseur L'hydroxyde de potassium est le catalyseur le plus approprié pour la réaction de transestérification des corps gras. Il a l'avantage d'être facile à dissoudre dans les alcools.
L'hydroxyde de sodium peut aussi être utilisé mais n'est pas tout à fait recommandé. Il favorise la formation d'émulsion lors de réaction de transestérification.
Les alkoxydes donnent aussi des bons résultats mais sont relativement cher pour une production à grande échelle.
e) La concentration en catalyseur La concentration en catalyseur est la somme de la concentration en base nécessaire pour la neutralisation des acides gras libres et la concentration en base nécessaire pour la catalyse de la réaction.
Le choix de la concentration en catalyseur à adopter résulte d'un compromis entre la vitesse de la réaction et le coût de lavage et de séparation du biodiesel. Si cette concentration est trop faible, la réaction serait trop lente pour pouvoir être exploité. Si cette concentration est trop
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
26
élevée, une grande partie du catalyseur réagirait avec les esters pour former le savon et qui à son tour empêcherait la séparation du biodiesel au glycérol. Les catalyseurs restants s'amèneraient avec le biodiesel et entraînerait une augmentation du coût de lavage.
f) La température de la réaction La réaction de transestérification se déroule bien même à la température ambiante.
Sans pour autant modifier le taux de conversion final, l'augmentation de la température entraîne une augmentation considérable de la vitesse de la réaction. Ainsi, il est parfois intéressant de travailler à une température voisine du point d'ébullition de l'alcool.
Par contre, une élévation excessive de la température diminue le rendement de la réaction. On assiste à l'accélération de la formation de savon et à la perte des alcools par évaporation.
g) La proportion molaire Alcool/Huile Selon la stœchiométrie de la réaction (R31), la transestérification d'une mole de triglycéride requiert trois moles d'alcools. Comme la réaction est équilibrée, l'utilisation d'un large excès en alcool augmenterait le taux de conversion final. Néanmoins, au delà d'une certaine proportion, l'alcool augmente la solubilité du glycérol dans le biodiesel et par suite empêche sa séparation à la fin de la réaction.
Selon la qualité et la nature de l'huile, la nature de l'alcool, la teneur en eau du mélange réactionnel, le type de catalyseur utilisé, on utilise un excès d'alcool allant de 50à 100%.
h) L'intensité de l'agitation L'intensité d'agitation est un important paramètre dont il faut tenir compte pendant les premières minutes de la réaction de transestérification. Quand le mélange réactionnel devient homogène, l'influence de l'agitation devient insignifiante.
La réaction de transestérification requiert un extrême et vigoureuse agitation. Une valeur appréciable du taux de conversion ne peut être obtenue que si l'alcool et l'huile sont mélangés en une seule phase.
6. Les moyens de suivie de la réaction.
Pour l'optimisation et l'étude de la cinétique de la réaction de transestérification, l'évolution de la composition du milieu réactionnel ainsi que l'évolution du taux de conversion peuvent être suivi par plusieurs manière. On a:
a) La chromatographie en phase liquide HPLC Elle permet de mesurer la proportion de triglycéride, de diglycéride, de glycérol, d'acide libre et surtout d'alkyle ester dans le mélange réactionnel.
Ce type d'analyse nécessite l'utilisation d'un détecteur approprié (varie avec la nature du composé à quantifier). On utilise le plus souvent les détecteurs à mesures de densité et les détecteurs à réfractometries différentielles. Pour la quantification des glycérols, on utilise les détecteurs à pulsations ampérometriques.
b) La spectrométrie infrarouge proche (NIR) à sonde en fibre optique
C'est une analyse non destructive et rapide. Le principe consiste à faire une spectrométrie de l'échantillon dans le domaine de l'infrarouge proche (λ=7200 à 4300 cm-1). Les résultats obtenus sont ensuite traités à l'ordinateur afin de dégager les valeurs des concentrations de chacune des constituants de l'échantillon.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
27
Cette méthode doit être précédée de plusieurs opérations d'étalonnages et l'interprétation des pics ne peut être faite que par l'utilisation des logiciels appropriés.
c) La mesure de viscosité
d) La CPG à détecteur FID La première étape de l'analyse consiste à transformer les composés hydroxylés du mélange (diglycéride, monoglycéride, glycérol) en composé sylilé en présence de O bis(trimethylsilyl)trifluoroacetamide(BASTFA). Le produit obtenu est ensuite dissout dans un solvant puis passé à la chromatographie.
L'interprétation et l'identification des pics chromatographiques sont faites à partir des résultats d'étalonnages effectués préalablement.
Avantages et inconvénients de cette méthode d'analyse:
Elle permet d'analyser en un seul fois le mélange réactionnel avec des erreurs relativement faibles.
Contrairement aux méthodes des étalons interne, des opérations d'étalonnages doivent être effectuées pour chaque lot à analyser. Ce principe s'avère nécessaire puisque la reproductibilité des résultats d'analyse diminue au cours du temps.
L'élution des triglycérides n'est obtenue qu'en dépassant certaine température, généralement supérieure à celle recommandée par les constructeurs des colonnes. Ainsi, à long terme, cette méthode d'analyse peut conduire à des phénomènes de bleeding voir endommagement de la colonne elle-même.
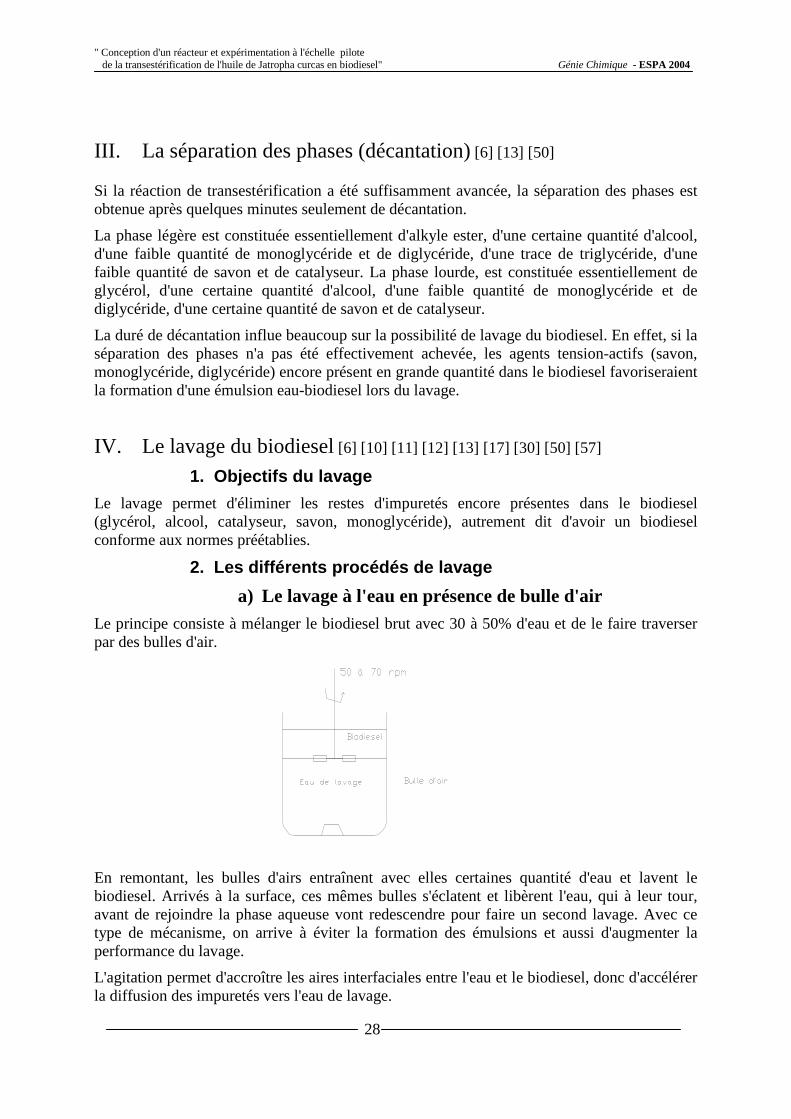
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
28
III. La séparation des phases (décantation) [6] [13] [50]
Si la réaction de transestérification a été suffisamment avancée, la séparation des phases est obtenue après quelques minutes seulement de décantation.
La phase légère est constituée essentiellement d'alkyle ester, d'une certaine quantité d'alcool, d'une faible quantité de monoglycéride et de diglycéride, d'une trace de triglycéride, d'une faible quantité de savon et de catalyseur. La phase lourde, est constituée essentiellement de glycérol, d'une certaine quantité d'alcool, d'une faible quantité de monoglycéride et de diglycéride, d'une certaine quantité de savon et de catalyseur.
La duré de décantation influe beaucoup sur la possibilité de lavage du biodiesel. En effet, si la séparation des phases n'a pas été effectivement achevée, les agents tension-actifs (savon, monoglycéride, diglycéride) encore présent en grande quantité dans le biodiesel favoriseraient la formation d'une émulsion eau-biodiesel lors du lavage.
IV. Le lavage du biodiesel [6] [10] [11] [12] [13] [17] [30] [50] [57] 1. Objectifs du lavage
Le lavage permet d'éliminer les restes d'impuretés encore présentes dans le biodiesel (glycérol, alcool, catalyseur, savon, monoglycéride), autrement dit d'avoir un biodiesel conforme aux normes préétablies.
2. Les différents procédés de lavage
a) Le lavage à l'eau en présence de bulle d'air Le principe consiste à mélanger le biodiesel brut avec 30 à 50% d'eau et de le faire traverser par des bulles d'air.
En remontant, les bulles d'airs entraînent avec elles certaines quantité d'eau et lavent le biodiesel. Arrivés à la surface, ces mêmes bulles s'éclatent et libèrent l'eau, qui à leur tour, avant de rejoindre la phase aqueuse vont redescendre pour faire un second lavage. Avec ce type de mécanisme, on arrive à éviter la formation des émulsions et aussi d'augmenter la performance du lavage.
L'agitation permet d'accroître les aires interfaciales entre l'eau et le biodiesel, donc d'accélérer la diffusion des impuretés vers l'eau de lavage.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
29
A la fin de l'opération, le mélange est laissé se décanter puis séparé.
b) Le lavage à l'eau chaude Dans ce cas, le biodiesel brut est lavé à l'eau chaude dans des séries de contacteurs liquide-liquide.
Pour les contacteurs fonctionnant en discontinu, l'eau est utilisée à une proportion 1/1 et le contacteur est muni d'agitateur –sauf pour le premier contacteur où la formation d'une émulsion est encore favorisée.
Pour les percolateurs, l'eau constitue la phase dispersée. La vitesse de déplacement des bulles doit être maintenue faible.
V. Les autres opérations supplémentaires [50] [57] 1. La purification de la glycérine
Elle permet de débarrasser des catalyseurs et des savons issus de la réaction de transestérification et qui sont amenés en grande partie avec le glycérol.
La purification du glycérol se fait en transformant les savons en leurs acides gras correspondants et en neutralisant les catalyseurs résiduels qu'il contient.
Pour ce faire, on ajoute au mélange une certaine quantité d'acide phosphorique. Les acides gras libres vont surnager tandis que les sels de potasse vont se précipiter. Après la séparation des deux couches, l'évaporation des alcools et la filtration des sels, on obtient de la glycérine immédiatement commercialisable.
2. La récupération des alcools excédentaires
Il est impératif de récupérer l'excès d'alcool pour les usages ultérieurs.
La moitié de l'alcool est retenue dans le biodiesel et y est extraite par évaporation sous vide et/ou par lavage à l'eau. L'autre moitié est retenue dans le glycérol et y est extraite par évaporation sous pression ambiante.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
30
Chapitre 4 Les biodiesels
I. But de la transformation en biodiesel [8] [14] [16] Pour répondre aux contraintes de fonctionnement imposés par les principes du moteur à allumage par compression et de sa pompe d'injection, les carburants pour moteur diesel doivent satisfaire aux propriétés suivantes:
• Pouvoir être injecté à haute pression (faible viscosité)
• Etre apte à l'auto inflammation
• Etre apte à se mélanger et à se volatiliser dans la chambre de combustion
• Bon comportement en temps froid (fluidité suffisante à basse température)
• Exempte de particule solide
Par ailleurs, pour avoir une facilité de manutention et d'utilisation, ces carburants doivent :
• Avoir un point d'éclair et une volatilité en dessous des limites d'inflammabilité dans les réservoirs
• Avoir une propriété détergente suffisante pour le maintient de la propreté des circuits des moteurs
• Avoir une bonne stabilité au stockage
• Ne pas former des cokes dans le moteur
Vu ces conditions, on peut dire qu'à l'état brut, les huiles naturelles ne peuvent être utilisées comme carburant dans les moteurs diesel classiques.
En effet:
• Les huiles brutes sont dix fois plus visqueuses que les gaz oïl et leur constituant ont des masses moléculaires relativement élevées. Ainsi, ils se transportent difficilement à travers les circuits des moteurs et leurs atomisations au niveau des injecteurs se font de façons inefficaces.
• La combustion de ces huiles faiblement pulvérisées, est incomplète et conduit à la formation des résidus solides (carbone) et des résidus gommeux (huile et huile polymérisée) à l'intérieur de la chambre de combustion. A long terme, on observe l'obturation de l'injecteur ainsi que l'endommagement du piston.
• En outre, les huiles risquent de s'accumuler au niveau des lubrifiants et entraînent des problèmes de lubrifications.
Contrairement aux huiles brutes, les biodiesels peuvent être utilisé dans n'importe quelle type de moteur diesel. Ils ont des viscosités relativement faibles et leurs combustions se font avec une efficacité inégalée.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
31
A quelques exceptions près, on peut dire que les biodiesels satisfont bien les conditions citées précédemment.
II. Faisabilité de la production d'un biodiesel comme carburant de remplacement [58] [14] Pour pouvoir être acceptable comme carburant de remplacement, un biodiesel doit être écologiquement acceptable, économiquement compétitif et techniquement faisable.
Le coté économique est dicté par la disponibilité des matières premières et leurs prix ainsi que les coûts opératoires.
Quant au coté écologique, il faudra tenir compte non seulement de l'impact environnemental lors de la phase de production mais aussi l'impact environnemental lors de la combustion.
Les autres alternatives
Le biodiesel n'est pas la seule forme possible d'utilisation des matières grasse comme combustible. On distingue aussi, les micro-émulsions, les produits de pyrolyse et les solutions d'huile dans le gaz oïl ou dans l'éthanol.
III. Le biodiesel [2] [6] [15] [18] [21] [30] [34] A. Constituants chimiques
1. Les alkyles esters
Ce sont les constituants principaux des biodiesels (>96% en masse). Ils proviennent de la transestérification des triglycérides contenus dans les matières grasses en présence d'alcool simple.
• Si on utilise le méthanol comme réactif, on obtient des méthyles esters ou FAME (Fatty Acide MethylEster):
R1-COO-CH3
R1 est la chaîne grasse, elle peut être saturée ou insaturée.
Les méthyles esters sont surtouts des: - Methyle 1 caprylate (Methyle 1 octanoate); C8 - Methyle 1 caprate (Methyle 1 décanoate); C10 - Méthyle 1 laurate (Méthyle 1 dodécanoate); C12 - Méthyle 1 myristate (Méthyle 1 tetradécanoate); C14 - Méthyle 1 palmiate (Méthyle 1 hexadécanoate); C16 - Méthyle 1 stéarate (Méthyle 1 octadécanoate); C18 - Méthyle 1 oléate (Méthyle 1 9 Z-octadecènoate); 18:1 - Méthyle 1 linoléate (Méthyle 1 9Z 12Z-octadiènoate); 18:2 - Méthyle 1 linolénate (Méthyle 1 9Z 12Z 15Z-octadecatriènoate); 18:3 - Méthyle 1 erucate (Méthyle 1 13Z-docosenoate); 22:1
Les proportions des méthyles ester varient d'un biodiesel à un autre
• Si on utilise l'éthanol comme réactif, on obtient des éthyles esters
R1-COO-C2H5
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
32
On obtient les mêmes esters d'acide gras que ceux cités précédemment sauf qu'au lieu du groupement méthyle on a le groupement éthyle.
2. Les monoglycérides, les diglycérides et les trig lycérides
Les monoglycérides et les diglycérides proviennent de la transestérification partielle des triglycérides.
Triglycérides, diglycérides et monoglycérides sont en faible quantité si la réaction de transestérification a été suffisamment avancée et si on a utilisé un large excès en alcool lors de la mise en réaction.
A cause de leur polarité, les monoglycérides et les diglycérides sont en grandes parties retenues dans la phase glycérol lors de la séparation du biodiesel.
3. Les acides gras libres, les savons et les cataly seurs
Ces trois composés sont en équilibre dans le biodiesel fraîchement préparé. Leurs proportions respectives sont dictées par le pH du milieu.
On a la réaction :
RCOOH + KOH RCOOK + H2O (R4.1)
RCOOH sont les acides gras libres présents initialement dans l'huile ou provenant de l'hydrolyse des triglycérides.
KOH (ou NaOH ) est constitué par les résidus de catalyseurs de transestérification
RCOOK est le savon (en suspension).
Après le lavage, le biodiesel ne contiendra que de très faible quantité de catalyseur et de savon.
4. Le glycérol
Le glycérol est le sous produit de la réaction de transestérification.
Le glycérol est aussi en faible quantité dans le biodiesel si les opérations de séparations et de lavages ont été bien conduites. Sa solubilité dans le biodiesel est très faible et tend vers une valeur nulle en présence d'eau.
Lors du stockage du biodiesel, les glycérols se décantent et se déposent au fond des récipients de stockage et des réservoirs.
5. Les alcools
Ce sont les alcools résiduels qui n'ont pas réagis lors de la réaction de transestérification et qui ne sont pas éliminés lors des opérations de lavage du biodiesel.
Ils sont à l'état de trace et restent dissous dans le biodiesel.
6. L'eau
L'eau a été introduit lors du lavage et/ou manutention du biodiesel.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
33
L'eau se présente sous deux formes: Il est soit sous forme dissoute dans le biodiesel, soit en suspension dans celle ci. La quantité d'eau dissoute à une température T dépend de sa solubilité alors que la quantité d'eau à l'état libre n'est fonction que du soin apporté lors de la manutention.
7. Les insaponifiables
Sans être affectés par la réaction de transformation, les insaponifiables, initialement présents dans l'huile de départ, sont retrouvés dans le biodiesel produit.
Les composés présents dans les insaponifiables peuvent être des molécules aliphatiques, cycliques, des aromatiques; semblable à ceux trouvés dans les diesels minéraux. Ce sont surtouts des stérols, des tocophérols, des hydrocarbures, des pigments et des matières minérales.
B. Les paramètres de caractérisations des biodiesel s et leurs importances. [5] [6] [12] [15] [21] [30] [33] [57]
La caractérisation des biodiesels est d'une grande importance puisqu'elle va dicter la condition de leurs utilisations et permet d'apprécier leurs qualités.
1. Propriété organoleptique
C'est un liquide clair limpide. Il a un aspect lipidique comparable aux gaz oïl
2. Propriétés chimiques
a) Le pH Les biodiesels doivent être aussi neutres que possible. Leurs pH sont voisins de 7 si les opérations de lavages ont été bien conduites.
b) Les indices chimiques
(1) L'indice d'acide
Elle mesure la quantité d'acide gras libre contenu dans le biodiesel. Sa mesure peut être effectuée en utilisant le protocole d'analyse ASTM 664.
La connaissance de l'indice d'acide est d'une extrême importance puisque les acides gras libres peuvent corroder l'injecteur, entraîner le dépôt de sédiments solides au niveau du moteur et diminuer la durée de vie des filtres et des pompes.
La valeur de l'indice d'acide augmente avec l'age du biodiesel.
(2) L'indice d'iode
Elle mesure le degré d'insaturation du biodiesel.
Elle doit être contenue dans un certain intervalle:
• Si la valeur de l'indice d'iode est trop élevée (siccative), le biodiesel se conserve mal et sa combustion conduit à la déposition de gomme au niveau de la chambre de combustion(réaction de polymérisation).
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
34
Par ailleurs, il a été démontré que ces molécules insaturées ont tendance à se solubiliser dans les lubrifiants et ensuite d'entraîner des problèmes de lubrifications.
• Si la valeur de l'indice d'iode est d'iode trop faible, le biodiesel se comporte mal à basse température, il aura des valeurs de point trouble, de température limite de filtrabilité et de point d'écoulement élevés.
c) La teneur en eau Elle mesure la quantité d'eau dissoute et/ou dispersée dans le biodiesel.
Sa connaissance et aussi important que pour les autres paramètres. En effet une quantité excessive d'eau dans le biodiesel conduit à la corrosion du système d'alimentation des moteurs: L'eau attaque directement le métal par phénomène de corrosion, ou il s'acidifie au cours du temps et dissolve le métal.
Lors du stockage, l'eau peut aussi favoriser la prolifération des microorganismes. Ces derniers forment des boues insolubles susceptibles de boucher les systèmes de filtrations du moteur.
Enfin la présence d'eau dans le biodiesel accélère le phénomène d'hydrolyse donc la dégradation du biodiesel.
d) La teneur en matière insaponifiable Elle mesure la proportion d'insaponifiable dans le biodiesel. La teneur des insaponifiables dans les huiles de départ peut atteindre 16% et cette même quantité se retrouvera intégralement dans le biodiesel.
Des études ont montré qu'en temps normaux, la teneur en insaponifiable n'affecte pas la performance du biodiesel, sinon une légère variation de la température de début de cristallisation et de l'indice de cétane.
e) La teneur en glycérol libre Sa valeur doit être inférieure à 1.4 % pour les éthyles esters et 0.87% pour les méthyles esters.
La présence de glycérol dans le biodiesel est suspectée de contribuer à la formation des dépôts solides aux niveaux des moteurs. A haute température ces glycérols se décomposent en acroléines, substance hautement toxique.
La mesure du teneur en glycérol libre se fait avec les HPLC et quelques fois avec le CPG.
f) La teneur en glycérols liés C'est la quantité totale des monoglycérides, des diglycérides et des triglycérides présents dans le biodiesel.
Elle doit être maintenue faible car la combustion des glycérides entraîne la déposition de carbones imbrûlés au niveau de l'injecteur et du piston.
Par ailleurs, monoglycérides et diglycérides (saturé surtouts) ont des températures de début de cristallisations élevée. En temps froids, ils risquent de passer en suspension et de boucher les pompes et les filtres.
Le NBB (National Biodiesel Board:Etats unis) a adopté la valeur de 0.24% comme valeur de référence.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
35
g) La teneur en glycérine total C'est la somme de la quantité de glycérol libre et de glycérol lié dans le biodiesel.
h) La teneur en alcool Une faible teneur en alcool n'a aucun impact sur le biodiesel sauf de diminuer la valeur du point d'éclair. Pour maintenir la valeur du point d'éclair inférieur à 100°C et d'avoir une sécurité de manutention, la teneur en alcool doit être inférieure à 0.22% pour les méthyles esters et à 0.26% pour les éthyles esters.
A forte concentration (>5%) l'alcool peut avoir un effet néfaste sur la valeur de l'indice de cétane ainsi que sur la lubricité du biodiesel et surtout il endommagera certains polymères du circuit du moteur.
i) La teneur en catalyseur résiduel C'est la proportion massique de catalyseur contenu dans le biodiesel.
Sa valeur ne doit pas excéder le 0.02%. En effet, la combustion de ces catalyseurs entraîne la formation de cendre au niveau des moteurs et diminue leurs durées de vies.
La mesure du teneur en catalyseur (basique) peut se faire par simple dosage par l'acide chlorhydrique.
j) La teneur en peroxyde Elle concerne surtout les biodiesels à fort degré d'instauration.
Sa valeur augmente avec l'age du biodiesel suite à l'oxydation lente des doubles liaisons. Cette augmentation de teneur en peroxyde est d'autant plus rapide que le biodiesel est débarrassé de ses antioxydants naturels (tocophérols, etc.)
Même si les peroxydes sont suspectés de modifier la valeur de l'indice de cétane, la teneur en peroxyde n'est pas encore considérée comme paramètre critique dans les normes existantes actuellement.
k) La teneur en phosphore Le phosphore fait partie des impuretés contenues dans les biodiesels. Sa teneur doit être maintenue faible afin de préserver la compatibilité du biodiesel envers les catalyseurs d'oxydations équipant certaines voitures diesels.
l) La teneur en cendre de sulfate Elle permet de s'assurer que les catalyseurs utilisés lors de la réaction de transestérification ont été éliminés.
Dans les moteurs diesels, ces cendres ont tendance à boucher les filtres et se déposent au niveau des injecteurs.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
36
3. Les propriétés physiques
a) La densité Les biodiesels sont légèrement plus lourde que le gaz oïl. Leurs densités sont aux alentours de 0.88 (0.84 pour le gaz oïl).
Sa connaissance peut aider à détecter les falsifications subit par le biodiesel.
b) La viscosité Les biodiesels ont des viscosités 1.3 à 2.1 fois plus élevées que les gaz oïl . La valeur de la viscosité est limitée dans un certain intervalle puisque non seulement elle influe sur la propriété lubrifiante du biodiesel mais aussi elle contrôle l'efficacité de son injection au niveau des moteurs diesels (tailles des gouttes, caractéristiques des particules pulvérisés, etc.).
D'une manière générale, les éthyles esters ont des viscosités légèrement supérieures par rapport aux méthyles esters.
c) La lubricité La lubricité varie avec le type de biodiesel, les additifs utilisés et l'opération de raffinage subie par le biodiesel.
Elle peut être mesurée en utilisant la méthode HFFR (High Frequency Reciprocating Rig). Dans ce cas, la valeur maximale admissible est de 460 microns WSD (Wear Scar Diameter)
Comme les alkyles esters ont une excellente propriété lubrifiante, la valeur de la lubricité est rarement imposée pour les B100. Par contre, si le biodiesel est utilisé comme additif pour la lubrification (B2, B20), la valeur maximale 460 WSD doit être respectée.
d) La tenue au froid Le problème majeur associé aux biodesels est leur mauvais comportement à basse température. A l'état pur, les biodiesels ont des valeurs plus ou moins élevées de point d'écoulement, de température limite de filtrabilité et de point trouble.
(1) La température limite de filtrabilité (TLF)
La TLF permet d'apprécier la performance des biodiesels à basse température. Elle est considérée comme la température limite pour que le biodiesel soit filtrable. En effet, quand la température diminue, les biodiesels s'épaississent jusqu'à ne plus pouvoir couler librement.
La valeur de TLF peut être améliorée en ajoutant au biodiesel certains additifs ou en le mélangeant avec le diesel fossile.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
37
(2) Le Point d'écoulement
Le point d'écoulement est défini comme la température à laquelle le biodiesel ne peut plus couler. Il est équivalent à la TLF sauf qu'il présente une précision relativement plus faible.
Notons que, les éthyles esters ont des valeurs de point d'écoulement légèrement inférieures par rapport aux méthyles esters.
(3) Le point trouble
Le point trouble est défini comme la température à laquelle des précipités solides d'alkyles esters commencent à se former à l'intérieur du biodiesel.
Ces précipités solides peuvent créer des problèmes d'engorgement au niveau des filtres et des injecteurs.
e) La caractéristique de la distillation Comme leurs esters constitutifs ont des squelettes carbonés allant de C16 à C18, les biodiesels ne s'évaporent qu'à haute température. Et contrairement au diesel fossile, leurs températures d'ébullitions ne sont pas repartis dans des intervalles mais sont plutôt situées à des points précis.
Afin de s'assurer que les biodiesels ne contiennent pas des constituants lourds, au moins 90% de leurs contenus doivent se distiller à 360°C
4. Les autres propriétés importantes
a) Le point d'éclair C'est la température minimale à laquelle le biodiesel s'enflamme instantanément en présence d'une flamme ou d'une étincelle. Elle est au environ de 160°C pour les biodiesels mais peuvent diminuer radicalement si les alcools résiduels n'ont pas été effectivement éliminés lors du lavage.
La valeur du point d'éclair permet d'évaluer la sécurité de manutention du biodiesel.
b) Le CCR (Corradson Carbon Residue) Elle mesure la tendance du biodiesel à former des dépôts de carbones lors de la combustion. Sa valeur est en relation directe avec la teneur en acide libre, la teneur en glycérides, la teneur en savon, la quantité de polymère, l'indice d'iode, et la teneur en impureté minérale du biodiesel.
c) L'indice de cétane Elle mesure l'aptitude à l'allumage du biodiesel sous l'effet de la pression.
La connaissance de l'indice de cétane est d'une extrême importance puisqu'elle conditionne l'utilisation du biodiesel comme carburant: Performance de la combustion, stabilité du moteur, nature des fumés, bruit du moteur, etc. Plus la valeur de Ic est élevée, plus la combustion est facile et plus la quantité de matières imbrûlée (hydrocarbure, monoxyde de carbone, etc.)est faible.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
38
En général, à cause de la présence d'oxygène dans la structure de ses alkyles esters, les biodiesels ont des indices de cétanes plus élevés que les diesels fossiles. Cela peut être remédié en retardant le temps d'injection des moteurs de quelques degrés.
d) Le pouvoir calorifique Le pouvoir calorifique est mesuré en utilisant une bombe calorifique.
A masse équivalent, les biodiesels ont des pouvoirs calorifiques 9 à 13% inférieurs par rapports au gaz oïl.
e) La stabilité vis à vis de l'oxydation Elle est directement liée au degré d'insaturation du biodiesel. Elle peut être évaluée en mesurant l'évolution de l'indice de peroxyde d'un échantillon du biodiesel, oxydé en présence d'oxygène et sous irradiation fluorescente.
f) La stabilité au stockage Sa valeur n'est pas mesurable, elle est déduite indirectement par la valeur de l'indice d'iode, de l'indice d'acide, de la teneur en eau, de la viscosité et de la teneur en impureté du biodiesel.
La stabilité au stockage peut être améliorée en raffinant le biodiesel ou en utilisant des antioxydants et des fongicides.
En pratique, les biodiesels ne doivent être stockés pendant plus de six mois dans les cuves de stockages ou dans les réservoirs.
C. Les normes [50] [57] Les normes tiennent une importance vitale pour les producteurs, les ravitailleurs et les utilisateurs de biodiesel: Elles permettent aux autorités d'évaluer la sécurité, le risque et l'impacte environnemental du biodiesel, elles constituent des critères de garanties pour les industries automobiles et elles constituent une condition préalable pour l'introduction d'un biodiesel sur le marché national et international.
Les normes varient d'un pays à un autre, Elles sont dans la plupart des cas destinées à des types précis de biodiesel. En Europe par exemple, les biodiesels sont produits surtouts à partir de l'huile de rapeseed et les normes en vigueurs concernent essentiellement les esters méthyliques de l'huile de rapessed.
Dans d'autres cas, les normes sont destinées à des familles de biodiesels. Ainsi, la norme australienne ON C1191, la norme allemand DIN E 51606 et la norme américaine D-6751~02 ont été établies pour les méthyles esters d'acide gras, tan disque la norme français du14 Sep 1997 (journal officiel), la norme italienne UNI 10635 et la norme suisse SS 15 54 36 ont été établies pour les méthyles esters d'huiles végétales.
A part la norme américaine ASTM D-6751, peu de norme ont été dédiées aux autres alkyles esters tel que les propyles et les éthyles esters.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
39
D. Réactivités et dégradations des biodiesels [6] [15]
1. L'auto oxydation
C'est l'altération du biodiesel suite à l'oxydation lente des chaînes grasses insaturées par l'oxygène de l'air.
La première étape de la réaction consiste à la formation d'hydropéroxyde suite à l'addition de l'oxygène entre les deux carbones adjacents portant l'insaturation. Le peroxyde formé se décompose ensuite pour former un aldéhyde et un acide libre à chaîne hydrocarbonée plus courte.
La réaction d'auto oxydation est relativement lente (en plusieurs mois) mais peut être accélérée en présence de certains métaux tel que le cuivre et le zinc ou en présence de la lumière solaire. Par contre, on peut la ralentir en préservant les antioxydants naturels contenus dans le biodiesel ou en y ajoutant d'autre composé antioxydant.
Lors de l'utilisation du biodiesel, les hydropéroxydes extrêmement instable tendent à attaquer les élastomères. Par ailleurs, ils peuvent catalyser la polymérisation des alkyles esters et par suite de favoriser la formations des gommes insolubles et des sédiments.
2. L'hydrolyse
C'est la décomposition des alkyles esters par l'eau en acides gras et en alcool simple. R1COOR + H2O → R1COOH + ROH (R4.2)
Cette réaction se fait à une vitesse relativement lente et est observée quand le biodiesel n'a pas été suffisamment séché et purifié avant le stockage.
Si le conditionnement a été bien conduit, la valeur de l'indice d'acidité reste inférieure à 1% même après une année et demi de stockage. Sa valeur est minimum pour le biodiesel de l'huile de Jatropha curcas.
3. La décomposition par les microorganismes
C'est l'attaque du biodiesel par les bactéries, les moisissures et les algues. Elle augmente la turbidité du biodiesel et conduit à la formation des sédiments à l'intérieur de celle ci.
Cette décomposition est favorisée par la présence d'eau à l'état libre dans le biodiesel et peut être ralentie par l'utilisation des biocides.
4. La combustion
C'est l'oxydation des alkyles esters et des autres hydrocarbures contenus dans le biodiesel par l'oxygène de l'air dans la chambre de combustion.
La combustion des biodiesels se fait de manière beaucoup plus efficace par rapports à la combustion des diesels fossiles.
R1COOR + O2 → CO2 + H2O + W (R4.3)
Les gaz carboniques et les vapeurs d'eau sont dégagés dans l'échappement et l'énergie W est récupérée sous forme de chaleur puis sous forme d'énergie mécanique par le moteur.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
40
Chapitre 5 APPAREILLAGE
I. Généralités
Le processus de transformation des huiles en biodiesels est technologiquement accessible avec un investissement modéré. Toutefois, il nécessite une optimisation très poussée pour que le produit fini soit économiquement acceptable. Ainsi, tout en tenant compte de la qualité du produit, le choix des installations (mode de fonctionnement), le choix des matériels et le dimensionnement des appareillages doivent être effectués de manière à obtenir une productivité élevée avec un minimum de coût opératoire.
Aussi, le but de cette deuxième partie de l'étude bibliographique consiste à l'aperçu des théories et méthodes de calculs susceptibles de nous aider à la conception d'un réacteur pilote pour la transestérification de l'huile de Jatropha curcas. Un tel réacteur nous permettra de mettre en œuvre la réaction de transestérification à une échelle beaucoup plus proche de la réalité industrielle et d'avoir des donnés extrapolables pour des installations de grandes tailles. Entre autre, la plus part des équations mathématiques énumérées dans cette partie de l'étude bibliographique seront utilisées par le progiciel Biolab1.0 dans l'interface relatif à la caractérisation du système et l'étude d'extrapolation (voire de la Troisième partie chap3).
II. Le flow sheet [12] [13] [27] [30] Industriellement, le procédé de production de biodiesel est divisé en quatre opérations successives:
• La préparation des matières grasses
• La mise en réaction
• La séparation du biodiesel
• Le raffinage des produits
Chacun de ces sous-groupes peut être constitué par des nombres variables de série d’opérations unitaires.
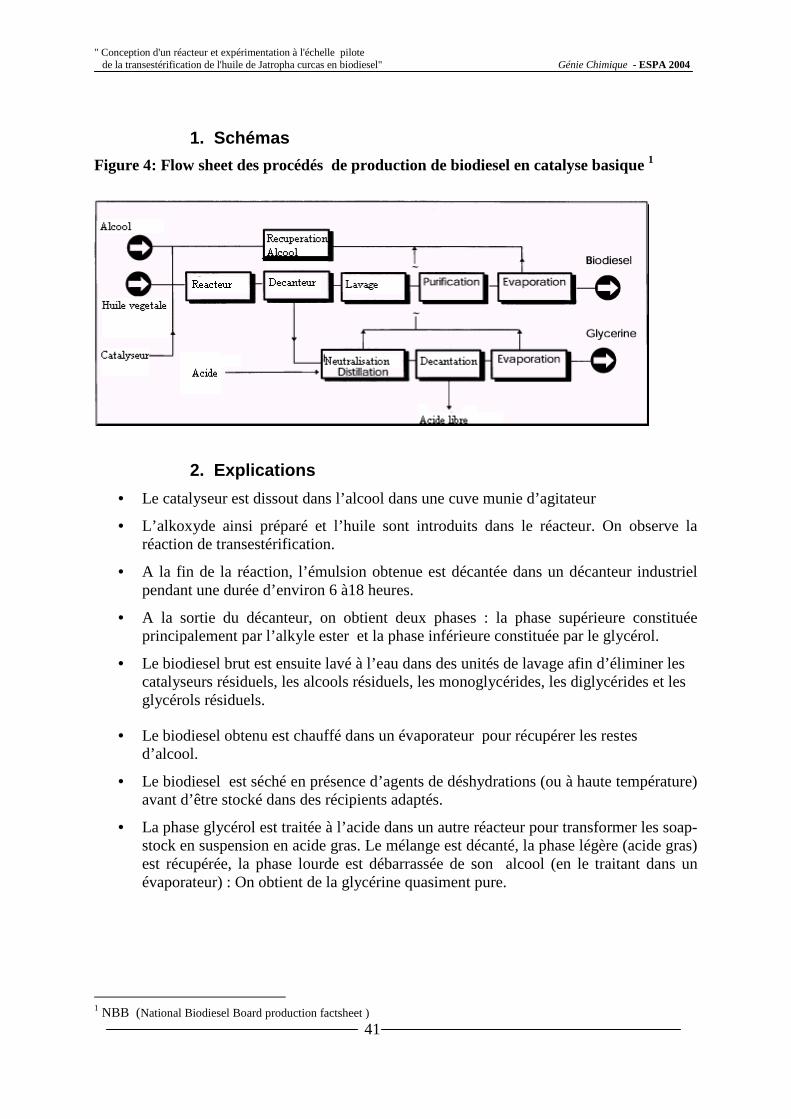
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
41
1. Schémas
Figure 4: Flow sheet des procédés de production de biodiesel en catalyse basique 1
2. Explications
• Le catalyseur est dissout dans l’alcool dans une cuve munie d’agitateur
• L’alkoxyde ainsi préparé et l’huile sont introduits dans le réacteur. On observe la réaction de transestérification.
• A la fin de la réaction, l’émulsion obtenue est décantée dans un décanteur industriel pendant une durée d’environ 6 à18 heures.
• A la sortie du décanteur, on obtient deux phases : la phase supérieure constituée principalement par l’alkyle ester et la phase inférieure constituée par le glycérol.
• Le biodiesel brut est ensuite lavé à l’eau dans des unités de lavage afin d’éliminer les catalyseurs résiduels, les alcools résiduels, les monoglycérides, les diglycérides et les glycérols résiduels.
• Le biodiesel obtenu est chauffé dans un évaporateur pour récupérer les restes d’alcool.
• Le biodiesel est séché en présence d’agents de déshydrations (ou à haute température) avant d’être stocké dans des récipients adaptés.
• La phase glycérol est traitée à l’acide dans un autre réacteur pour transformer les soap-stock en suspension en acide gras. Le mélange est décanté, la phase légère (acide gras) est récupérée, la phase lourde est débarrassée de son alcool (en le traitant dans un évaporateur) : On obtient de la glycérine quasiment pure.
1 NBB (National Biodiesel Board production factsheet )
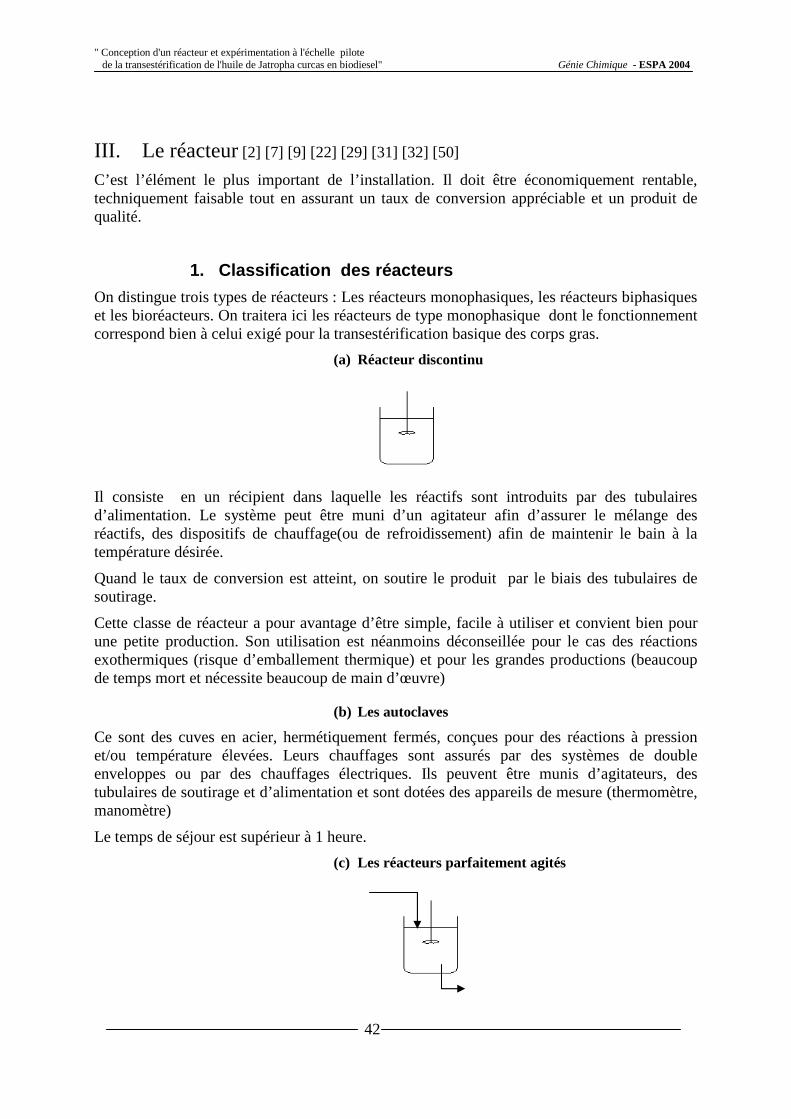
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
42
III. Le réacteur [2] [7] [9] [22] [29] [31] [32] [50] C’est l’élément le plus important de l’installation. Il doit être économiquement rentable, techniquement faisable tout en assurant un taux de conversion appréciable et un produit de qualité.
1. Classification des réacteurs
On distingue trois types de réacteurs : Les réacteurs monophasiques, les réacteurs biphasiques et les bioréacteurs. On traitera ici les réacteurs de type monophasique dont le fonctionnement correspond bien à celui exigé pour la transestérification basique des corps gras.
(a) Réacteur discontinu
Il consiste en un récipient dans laquelle les réactifs sont introduits par des tubulaires d’alimentation. Le système peut être muni d’un agitateur afin d’assurer le mélange des réactifs, des dispositifs de chauffage(ou de refroidissement) afin de maintenir le bain à la température désirée.
Quand le taux de conversion est atteint, on soutire le produit par le biais des tubulaires de soutirage.
Cette classe de réacteur a pour avantage d’être simple, facile à utiliser et convient bien pour une petite production. Son utilisation est néanmoins déconseillée pour le cas des réactions exothermiques (risque d’emballement thermique) et pour les grandes productions (beaucoup de temps mort et nécessite beaucoup de main d’œuvre)
(b) Les autoclaves
Ce sont des cuves en acier, hermétiquement fermés, conçues pour des réactions à pression et/ou température élevées. Leurs chauffages sont assurés par des systèmes de double enveloppes ou par des chauffages électriques. Ils peuvent être munis d’agitateurs, des tubulaires de soutirage et d’alimentation et sont dotées des appareils de mesure (thermomètre, manomètre)
Le temps de séjour est supérieur à 1 heure.
(c) Les réacteurs parfaitement agités
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
43
Ce sont des récipients cylindriques munis de dispositif d’agitation interne, des tubulaires d’alimentation, des tubulaires de soutirage et de système de chauffage ou de refroidissement.
L’alimentation en réactifs et le soutirage des produits se font de manière continue. Le temps de séjour varie de 10 à 15 minutes.
Ce type de réacteur est très pratique pour les réactions exothermiques (régulation facile) et pour les grandes productions.
(d) Les réacteurs tubulaires
Ce type de réacteur n'est pas tout à fait recommandé pour la production des biodiesels. Il est surtout utilisé pour les réactions en phase gazeuse homogène.
(e) Les réacteurs fonctionnant en semi-continu
Ils ont les mêmes caractéristiques que les réacteurs batch sauf que l’addition des réactifs (ou la soustraction des produits ) se fait de manière continue.
Comme les batch, ils sont aussi faciles à mettre en œuvre mais contrairement à ces derniers, la régulation de la température se fait beaucoup plus facilement.
2. Choix des réacteurs
Le choix des réacteurs chimiques doit tenir compte de la réaction mise en jeu (aspect thermodynamique : exothermique ou endothermique, aspect cinétique, etc.) ; de la nature des réactifs, des produits et du catalyseur (liquide, gaz, liquide visqueux, etc.) ; des conditions de fonctionnement (température, pression, etc.); de la productivité désirée et du coût de l’installation.
3. Les matériaux de construction des réacteurs
a) Choix des matériaux Ces matériaux doivent être capables de résister aux diverses contraintes auxquelles ils sont soumis pendant leur fonctionnement : contraintes thermiques, contraintes mécaniques et contraintes chimiques. Par ailleurs, il faut aussi tenir compte de leur possibilité de façonnage, du coût et des frais d’entretien.
Les contraintes thermiques sont dues aux températures élevées, aux températures basses, aux écarts importantes de température et aux chocs de température. Les contraintes mécaniques peuvent être dues aux pressions élevées, aux différences de pressions importantes, aux variations rapides de pression, aux frottements, à l’abrasion, aux vibrations, etc. Les contraintes chimiques sont constituées par les phénomènes de corrosions, notamment la
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
44
corrosion régulière, la corrosion fissurante, la corrosion par piqûre, la corrosion sous contrainte, la corrosion galvanique et la corrosion par impact.
b) Les matériaux utilisés dans les réacteurs industriels
(1) Les matériaux métalliques
Ce sont surtout les matériaux ferreux et les aciers
• Les aciers non alliés ou faiblement alliés sont utilisés pour les réacteurs soumis à de faible contrainte thermique, mécanique et chimique.
• Les aciers faiblement alliés, à faible quantité de Cr et de Mo pour les réacteurs travaillant à haute pression.
• Les aciers résistants à la chaleur : Au fur et à mesure que la température augmente, on utilise successivement les aciers non alliés, les aciers faiblement alliés, les aciers austénitiques et les alliages Fe-Cr-Ni.
• Les aciers résistants à basse température.
• Les aciers inoxydables (pour les milieux corrosifs) : Ce sont des aciers au Cr ou au Cr-Mo, souvent enrichi au Mo. Leurs inconvénients résident en leur prix élevé.
En outre, on peut aussi utiliser les métaux non ferreux tel que le nickel et ses alliages (Ni-Cu, Ni-Mo, Ni-Cr ), le cuivre et ses alliages (Cu-Zn, Cu-Ni, bronze) ,l'aluminiums et ses alliages, le plomb et ses alliages, les métaux nobles, le titane, le tantale, le zirconium.
(2) Les matériaux inorganiques non métalliques
Ce sont :
• Les aciers vitrifiés
• Les briques et revêtement réfractaire ou anti-acide à base de silice, d’alumine ou de silico-alumine
• Les graphites
(3) Les matériaux organiques polymères
Les matériaux organiques polymères sont rarement utilisées dans la fabrication des réacteurs. Néanmoins, on peut citer l’emploie des PVC, des Polyéthylènes, des polytetrafluoroethylène et des résines phénoliques dans certains réacteurs.
B. Cas des réacteurs batch (discontinu) Par définition, un réacteur batch est un réacteur à mélange parfait, fonctionnant en discontinu.
Il est, dans la plupart des cas, de forme cylindrique et est muni d’agitateur et de chicanes.

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
45
On charge le réacteur en réactifs qui disparaissent au fur et à mesure que la réaction évolue. On arrête l’appareil lorsque le taux de conversion nécessaire est obtenu. Puis on décharge le milieu réactionnel.
1. Equation caractéristique de l’appareil
Soit la réaction :
A + νB B → νP P + νS S
Dans notre cas : A est le triglycéride, B est l’ alcool (νB=3), P est l’alkyle ester (νP=3) et S est le glycérol (νS=1)
Le bilan du constituant A donne :
∫+−= rdvqsCqeC AAsAedtdNA *** ν (B1.1)
où : qe=qs=0 → débit d’entrée et de sortie
CAe ,CAs les concentrations à l’entré et à la sortie
νA= -1
V :Volume du milieu réactionnel
D’où
∫−=)(V
dtdNA rdv
La vitesse de la réaction r est identique à tout point du milieu réactionnel (agitation parfait), alors :
rVdvrV
dtdNA −=−= ∫
)(
d’où
ArV dNdt *1−= et dNadt
NAf
NA rV
ts
t ∫∫ −−=0
1
0
(B1.2)
NAf et NA0 sont les nombres du constituant A à la sortie et à l’entrée du réacteur et tS est le temps de séjour.
Comme NA = NA0(1-XA) et V = constante :
(B1.3)
XA est le taux de conversion du réactif A.
∫−=NAf
NA rVS dNAt0
1
∫=XA
rVNA
s dXAt0
10*

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
46
Comme NA0 est proportionnel au volume V pour une même concentration initiale en réactifs, le temps de séjour ts est donc indépendant du volume du milieu réactionnel.
Conclusion :
Le temps de séjour est fonction de la condition opératoire, du taux de conversion désiré et de la concentration initiale en réactifs. Il est indépendant du volume du milieu réactionnel et de la taille du réacteur.
D'après ces affirmations il est permis de concevoir un réacteur batch industriel par simple extrapolation d'un autre réacteur batch de petite taille ou inversement de simuler le fonctionnement d'un réacteur industriel à partir d'un réacteur batch de petite taille.
2. Bilan énergétique
Le bilan thermique peut s’écrire :
• Du coté du réacteur :
|Chaleur pour échauffer le réacteur et son contenu|
|Chaleur reçue par le réacteur/unité de temps|= +
|Chaleur absorbée par la réaction/ unité de temps|
c'est à dire:
dtdNA
dtdT
IIidtdT
RR HRNCpNiCpmCQ ∆−++°= ∑ )(* (B2.1)
avec ∆HR *dNA/dt = rV Cpi :Chaleur spécifique molaire du constituant i (triglycéride, alcool, alkyl ester , glycérol) CpI : Chaleur spécifique de l’inerte (insaponifiable) ∆HR :Chaleur de la réaction. r :Vitesse de la réaction. Q° : débit de chaleur reçu par le réacteur
ou:
(B2.2)
avec : CpI.NI + Σ Cpi.Ni = Cp.ρ.V Cp est la chaleur spécifique du mélange, ρ sa masse volumique et V son volume
• Du coté de l’échangeur
(B2.3)
K :Coefficient d’échange S :Surface de chauffe ∆T :Différence de température
Q° = K S ∆T
rVNCpNiCpmCQ dtdT
IIiRR +++°= ∑ )*(
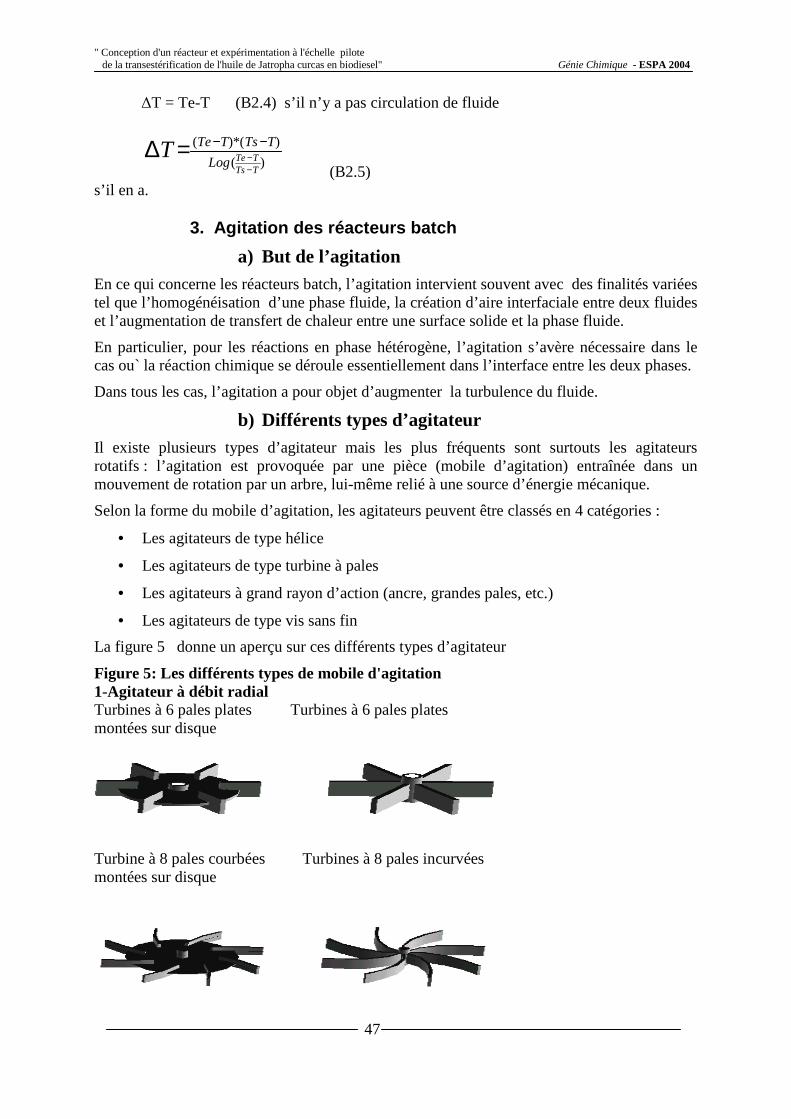
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
47
∆T = Te-T (B2.4) s’il n’y a pas circulation de fluide
)(
))*((
TTsTTeLog
TTsTTeT−−
−−=∆ (B2.5)
s’il en a.
3. Agitation des réacteurs batch
a) But de l’agitation En ce qui concerne les réacteurs batch, l’agitation intervient souvent avec des finalités variées tel que l’homogénéisation d’une phase fluide, la création d’aire interfaciale entre deux fluides et l’augmentation de transfert de chaleur entre une surface solide et la phase fluide.
En particulier, pour les réactions en phase hétérogène, l’agitation s’avère nécessaire dans le cas ou` la réaction chimique se déroule essentiellement dans l’interface entre les deux phases.
Dans tous les cas, l’agitation a pour objet d’augmenter la turbulence du fluide.
b) Différents types d’agitateur Il existe plusieurs types d’agitateur mais les plus fréquents sont surtouts les agitateurs rotatifs : l’agitation est provoquée par une pièce (mobile d’agitation) entraînée dans un mouvement de rotation par un arbre, lui-même relié à une source d’énergie mécanique.
Selon la forme du mobile d’agitation, les agitateurs peuvent être classés en 4 catégories :
• Les agitateurs de type hélice
• Les agitateurs de type turbine à pales
• Les agitateurs à grand rayon d’action (ancre, grandes pales, etc.)
• Les agitateurs de type vis sans fin
La figure 5 donne un aperçu sur ces différents types d’agitateur
Figure 5: Les différents types de mobile d'agitation 1-Agitateur à débit radial Turbines à 6 pales plates montées sur disque
Turbines à 6 pales plates
Turbine à 8 pales courbées montées sur disque
Turbines à 8 pales incurvées
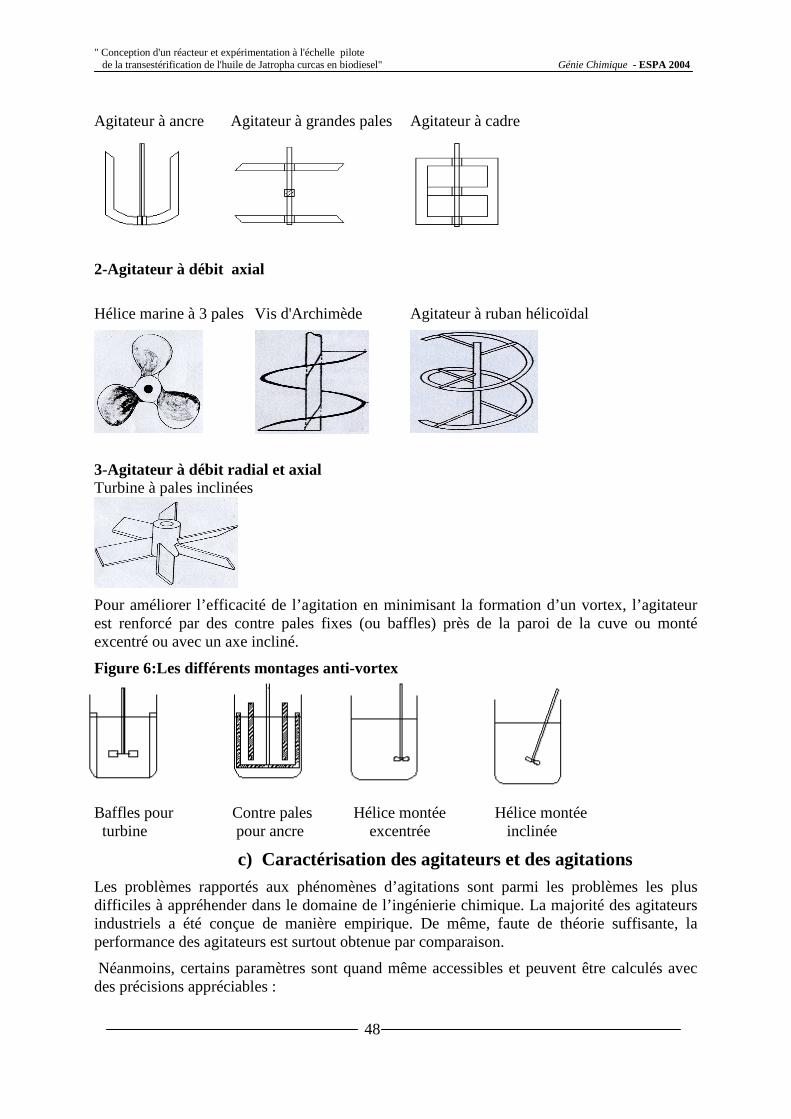
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
48
Agitateur à ancre Agitateur à grandes pales Agitateur à cadre
2-Agitateur à débit axial
Hélice marine à 3 pales Vis d'Archimède Agitateur à ruban hélicoïdal
3-Agitateur à débit radial et axial Turbine à pales inclinées
Pour améliorer l’efficacité de l’agitation en minimisant la formation d’un vortex, l’agitateur est renforcé par des contre pales fixes (ou baffles) près de la paroi de la cuve ou monté excentré ou avec un axe incliné.
Figure 6:Les différents montages anti-vortex
Baffles pour Contre pales Hélice montée Hélice montée turbine pour ancre excentrée inclinée
c) Caractérisation des agitateurs et des agitations Les problèmes rapportés aux phénomènes d’agitations sont parmi les problèmes les plus difficiles à appréhender dans le domaine de l’ingénierie chimique. La majorité des agitateurs industriels a été conçue de manière empirique. De même, faute de théorie suffisante, la performance des agitateurs est surtout obtenue par comparaison.
Néanmoins, certains paramètres sont quand même accessibles et peuvent être calculés avec des précisions appréciables :
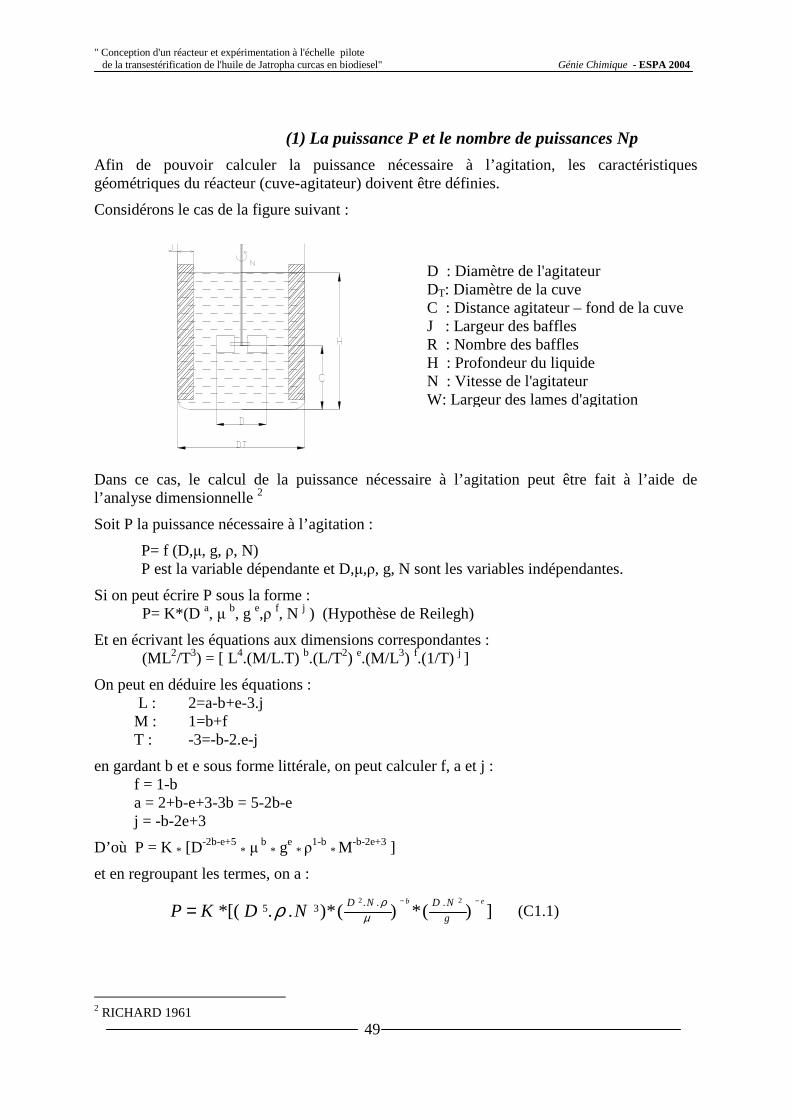
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
49
(1) La puissance P et le nombre de puissances Np
Afin de pouvoir calculer la puissance nécessaire à l’agitation, les caractéristiques géométriques du réacteur (cuve-agitateur) doivent être définies.
Considérons le cas de la figure suivant :
Dans ce cas, le calcul de la puissance nécessaire à l’agitation peut être fait à l’aide de l’analyse dimensionnelle 2
Soit P la puissance nécessaire à l’agitation :
P= f (D,µ, g, ρ, N) P est la variable dépendante et D,µ,ρ, g, N sont les variables indépendantes.
Si on peut écrire P sous la forme : P= K*(D a, µ b, g e,ρ f, N j ) (Hypothèse de Reilegh)
Et en écrivant les équations aux dimensions correspondantes : (ML2/T3) = [ L4.(M/L.T) b.(L/T2) e.(M/L3) f.(1/T) j ]
On peut en déduire les équations : L : 2=a-b+e-3.j M : 1=b+f T : -3=-b-2.e-j
en gardant b et e sous forme littérale, on peut calculer f, a et j : f = 1-b a = 2+b-e+3-3b = 5-2b-e j = -b-2e+3
D’où P = K * [D-2b-e+5 * µ
b * ge * ρ
1-b * M-b-2e+3 ]
et en regroupant les termes, on a :
])(*)(*)..[(*22 ...35
eb
g
NDNDNDKP
−−
= µρρ (C1.1)
2 RICHARD 1961
D : Diamètre de l'agitateur DT: Diamètre de la cuve C : Distance agitateur – fond de la cuve J : Largeur des baffles R : Nombre des baffles H : Profondeur du liquide N : Vitesse de l'agitateur W: Largeur des lames d'agitation

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
50
eb
g
NDND
NDP K
−−
= ].[][22
35
...
.. µρ
ρ (C1.2)
Avec Re..2
=µρND
et Frg
ND =2.
Re et Fr sont des nombres addimensionnels.
Re est appelé nombre de Reynolds, il exprime le rapport des forces d’inerties aux forces de viscosité. Fr est le nombre de Froude, il exprime le rapport des forces d’inerties aux forces de gravité caractérisant le phénomène de Vortex.
La puissance P est alors inclue dans le troisième nombre addimensionnel ρ.. 35 NDPNp = ,
appelée nombre de puissance.
On obtient :
(C1.3) Ou encore :
(C1.4)
Φ est appelée facteur de puissance.
Comme le système est muni de contrepales, le phénomène de vortex est réduit et l’influence de la gravité devient négligeable : la valeur de l’exposant r tend vers zéro et la valeur de Np ne dépend plus que de Re.
La relation C1.3 devient :
(C1.5)
La courbe Φ = f (Re) est appelée courbe de puissance et il permet de caractériser le mobile d’agitation.
Commentaire de la courbe de puissance
La courbe de puissance est constituée par trois régions distinctes suivant la valeur de Re :
• Pour une valeur faible de Re (Re<10), on a le domaine laminaire. La valeur de Φ décroît lorsque Re augmente.
Dans ce cas : m~- 1 , K~C1 et
P = C1.µ .N 2 .D 3 (C1.6)
C1 est fonction du type du mobile d’agitation Pour une turbine de Rushton à 6 pales avec DT/D=3 et D/b=5, on a :C1=71
• Pour Re élevé (Re>104),on a le régime turbulent et le nombre de puissance devient indépendant de Re
Np = K * Re m * Fr r
Φ = Np / Fr r = K * Re m
Np = Φ = K * Re m
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
51
On a :m=0 et Np=C2=constante
P = C2.ρ.D5.N3 (C1.7)
Dans le cas d’une turbine de Rushton à 6 pales avec les mêmes caractéristique que le précédant, C2=6.3
• Pour une valeur de 10<Re<104e ,on a le régime intermédiaire
En absence de baffles ou de contrepales, le phénomène de vortex est observé à partir de Re=300 (régime intermédiaire). L’allure de la courbe de puissances est modifiée : Np diminue quand Re augmente. (voire annexe)
Remarque :
1. Bien qu'à chaque mobile d'agitation corresponde une courbe de puissance, les valeurs numériques suivantes sont toutefois satisfaisantes pour la plupart des agitateurs:
- Les turbines ont une valeur de nombre de puissances compris entre 1 et 6
- Pour les hélices, Np varie de 0.2 à 1
- Les ancres et vis d’Archimède travaillent dans la gamme de Re<103, par conséquent Φ varie de manière importante (Φ =1à100, Φ=1 pour Re=103) L’exposant de Re est compris entre –0.5 et –0.1
2. Les équations précédentes ont été écrites en négligeant les phénomènes de tension superficiels. Dans le cas contraire, on doit faire figurer dans l’équation l’influence du nombre de Weber
We = (ρ.N².d3)/σ (C1.8)
We exprime le rapport des forces d’inertie sur la tension superficielle.
(2) Le débit de passage Q et le coefficient de pompage NQ
Ils permettent d'apprécier l'efficacité de l'homogénéisation de la phase fluide.
Si on désigne par Q le débit de pompage produit par l’agitateur, on a :
Q = N * D 3 * NQ (C2.1)
En effet, le débit Q est obtenu par le produit de la section de l’agitateur S [L2] par la vitesse de passage du fluide v [LT-1] dans la pièce d’agitation. La surface d’éjection S elle-même est proportionnelle au carré du diamètre D du mobile et la vitesse v est proportionnelle au produit du diamètre D par la vitesse de rotation N[tr/temps]
Le coefficient de proportionnalité NQ est appelé coefficient de pompage. Il caractérise l’agitateur.
Remarque :
1. La puissance d’agitation P est liée au débit de pompage par l’expression :
(C2.2)
H est la hauteur manométrique [L]
P = Q * H * ρ * g
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
52
2. Dans le domaine de fonctionnement turbulent, le coefficient de pompage NQ varie peu. Pour les réacteurs équipés de contrepales, on peut prendre NQ=0.5 pour une hélice marine et N Q=0.93*DT/D pour une turbine de Rushton avec W/D=0.2
(3) Le temps de mélange
Combinée à la connaissance de la puissance d'agitation, la mesure du temps de mélange permet d'évaluer la performance des réacteurs agités.
Le temps de mélange est le temps nécessaire pour obtenir le degré d’agitation voulue. C'est le temps nécessaire pour homogénéiser le contenu de la cuve.
Il devrait être proportionnel au rapport V/Q :
(C3.1)
Sans entrer dans les détails, on peut noter les ordres de grandeurs suivantes :
- En régime turbulent, pour un système donné, le produit N*tM est à peu près constant. Sa valeur varie de 20 à 100 pour les turbines et les hélices marines.
- La valeur obtenue pour le groupe tM*N*D3/V est proportionnel au nombre de
recirculation de fluide dans la cuve. Elle est comprise entre 2 et 3.
- Pour les cuves munies de baffles, on peut utiliser les approximations suivantes :
N*tM*NP = 40 pour une hélice et
N*tM*NP = 300 pour une turbine.
En particulier, pour les turbines de Rushton à 6 pales plates, le temps de mélange peut être calculé par la corrélation :
55.06/1
2
).()(
)).(.( =T
TM
DHFrDDtN
(C3.2)
Expérimentalement, le temps de mélange peut être déterminé en :
- Mesurant le taux de dispersion d’un électrolyte (introduit initialement au système) en fonction du temps.
- Mesurant le taux de dispersion du sable dans l’eau contenu dans le système en fonction du temps.
- Mesurant le taux de dissolution d’un solide dans un solvant contenu dans le système en fonction du temps. Dans ce cas le temps de mélangé est le temps à laquelle la fluctuation de la concentration est inférieure à 0.1%
(4) Le rayon d’action de l’agitateur et le volume d’agitation
Comme les diverses parties de la cuve ne sont pas agitées de manière identique, on est amené à définir un volume à laquelle se fait sentir l’action de l’agitateur. Ce volume est constitué
3... DNNV
QV
MQ
t ==
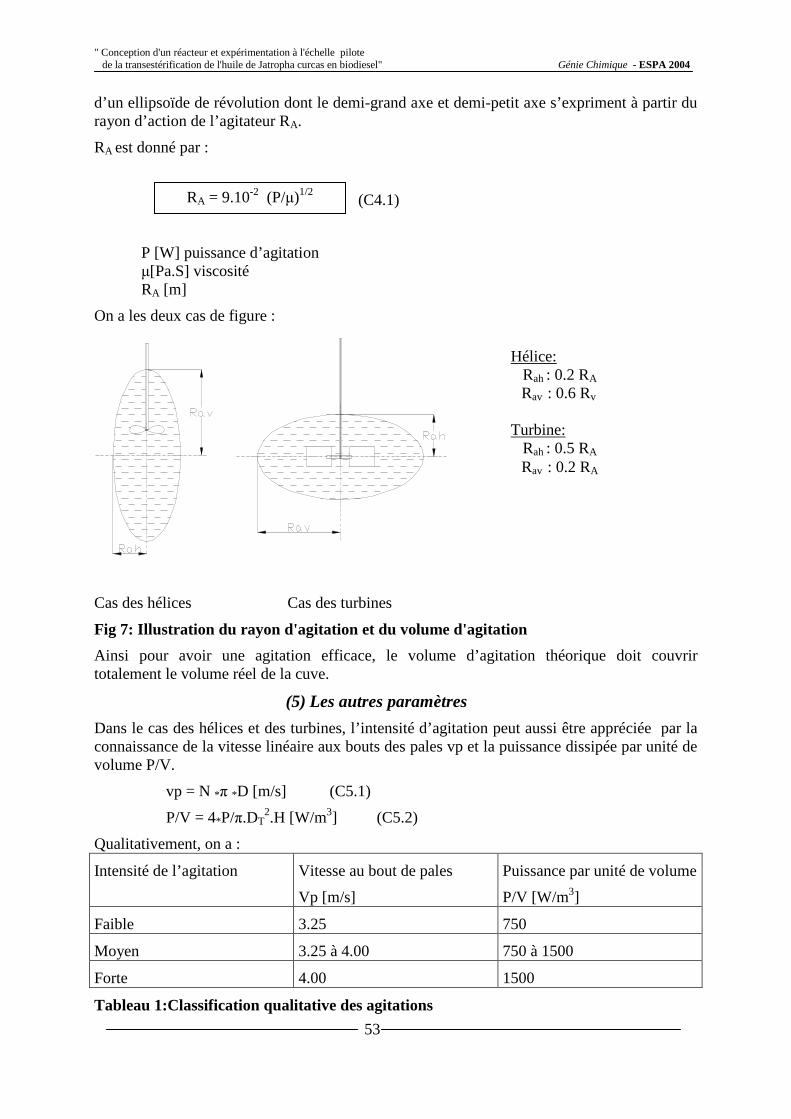
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
53
d’un ellipsoïde de révolution dont le demi-grand axe et demi-petit axe s’expriment à partir du rayon d’action de l’agitateur RA.
RA est donné par :
(C4.1)
P [W] puissance d’agitation µ[Pa.S] viscosité RA [m]
On a les deux cas de figure :
Cas des hélices Cas des turbines
Fig 7: Illustration du rayon d'agitation et du volume d'agitation
Ainsi pour avoir une agitation efficace, le volume d’agitation théorique doit couvrir totalement le volume réel de la cuve.
(5) Les autres paramètres
Dans le cas des hélices et des turbines, l’intensité d’agitation peut aussi être appréciée par la connaissance de la vitesse linéaire aux bouts des pales vp et la puissance dissipée par unité de volume P/V.
vp = N *π *D [m/s] (C5.1)
P/V = 4*P/π.DT2.H [W/m3] (C5.2)
Qualitativement, on a :
Intensité de l’agitation Vitesse au bout de pales
Vp [m/s]
Puissance par unité de volume
P/V [W/m3]
Faible 3.25 750
Moyen 3.25 à 4.00 750 à 1500
Forte 4.00 1500
Tableau 1:Classification qualitative des agitations
RA = 9.10-2 (P/µ)1/2
Hélice: Rah : 0.2 RA
Rav : 0.6 Rv
Turbine: Rah : 0.5 RA
Rav : 0.2 RA
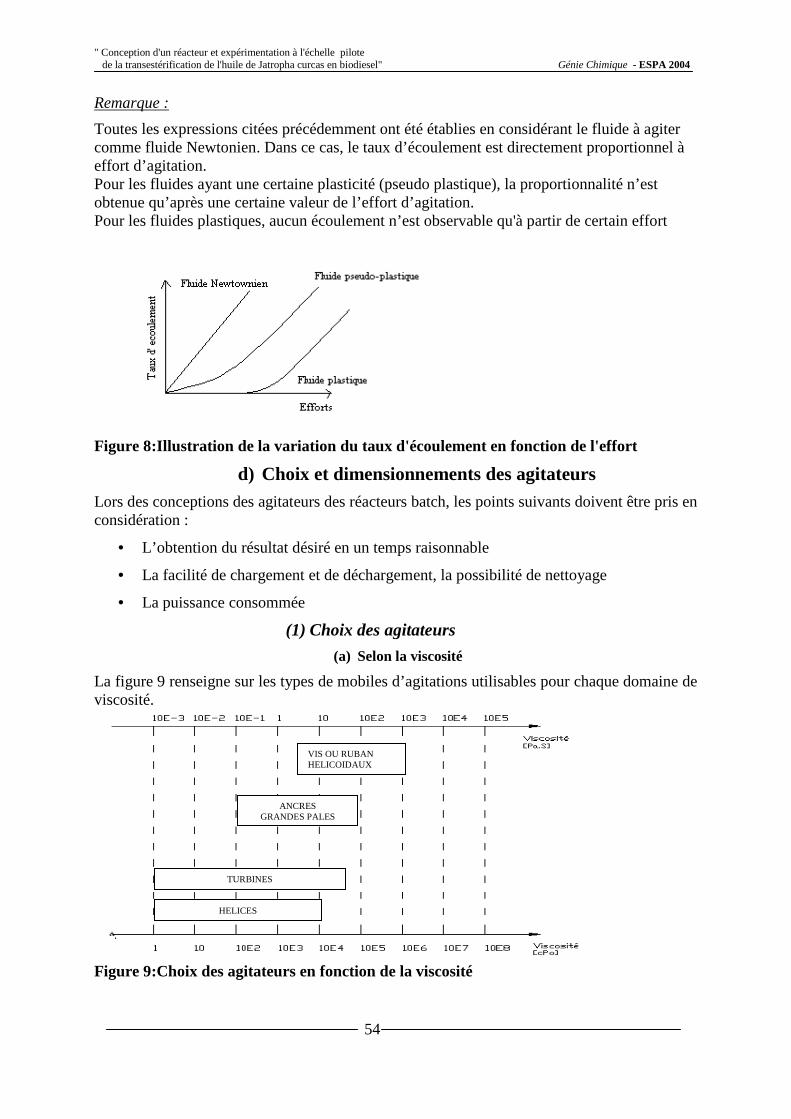
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
54
Remarque :
Toutes les expressions citées précédemment ont été établies en considérant le fluide à agiter comme fluide Newtonien. Dans ce cas, le taux d’écoulement est directement proportionnel à effort d’agitation. Pour les fluides ayant une certaine plasticité (pseudo plastique), la proportionnalité n’est obtenue qu’après une certaine valeur de l’effort d’agitation. Pour les fluides plastiques, aucun écoulement n’est observable qu'à partir de certain effort
Figure 8:Illustration de la variation du taux d'écoulement en fonction de l'effort
d) Choix et dimensionnements des agitateurs Lors des conceptions des agitateurs des réacteurs batch, les points suivants doivent être pris en considération :
• L’obtention du résultat désiré en un temps raisonnable
• La facilité de chargement et de déchargement, la possibilité de nettoyage
• La puissance consommée
(1) Choix des agitateurs
(a) Selon la viscosité
La figure 9 renseigne sur les types de mobiles d’agitations utilisables pour chaque domaine de viscosité.
Figure 9:Choix des agitateurs en fonction de la viscosité
HELICES
TURBINES
ANCRES GRANDES PALES
VIS OU RUBAN HELICOIDAUX
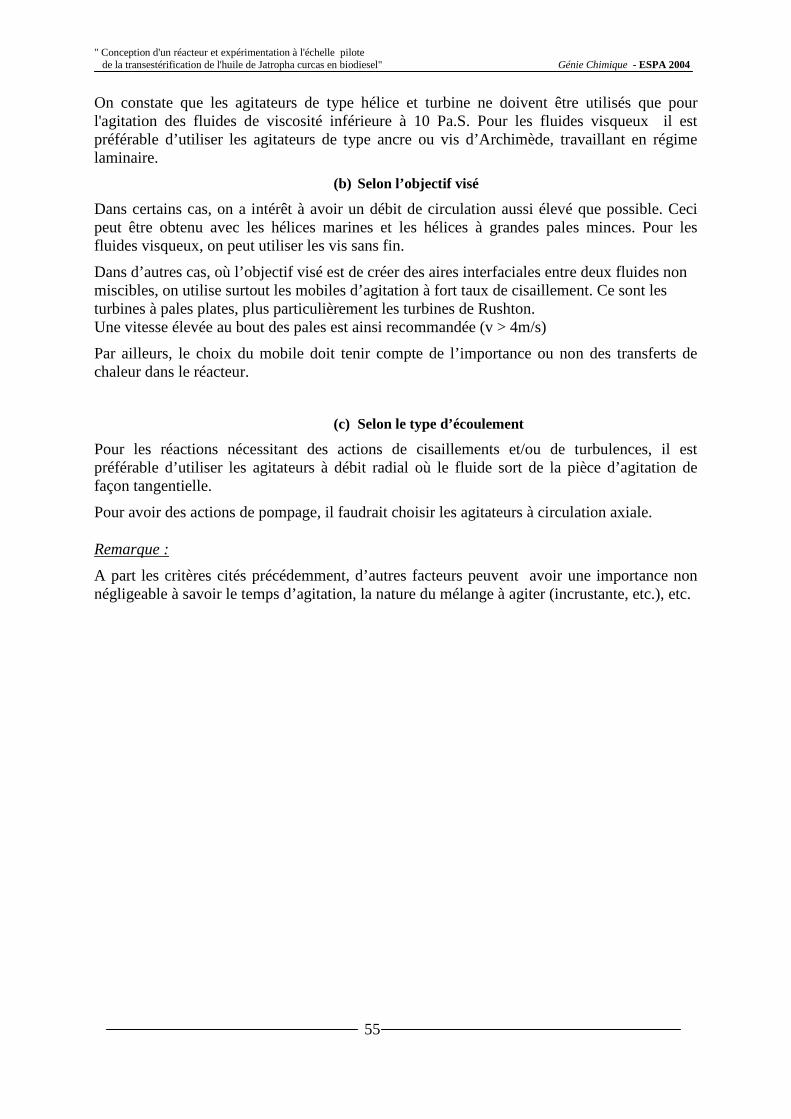
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
55
On constate que les agitateurs de type hélice et turbine ne doivent être utilisés que pour l'agitation des fluides de viscosité inférieure à 10 Pa.S. Pour les fluides visqueux il est préférable d’utiliser les agitateurs de type ancre ou vis d’Archimède, travaillant en régime laminaire.
(b) Selon l’objectif visé
Dans certains cas, on a intérêt à avoir un débit de circulation aussi élevé que possible. Ceci peut être obtenu avec les hélices marines et les hélices à grandes pales minces. Pour les fluides visqueux, on peut utiliser les vis sans fin.
Dans d’autres cas, où l’objectif visé est de créer des aires interfaciales entre deux fluides non miscibles, on utilise surtout les mobiles d’agitation à fort taux de cisaillement. Ce sont les turbines à pales plates, plus particulièrement les turbines de Rushton. Une vitesse élevée au bout des pales est ainsi recommandée (v > 4m/s)
Par ailleurs, le choix du mobile doit tenir compte de l’importance ou non des transferts de chaleur dans le réacteur.
(c) Selon le type d’écoulement
Pour les réactions nécessitant des actions de cisaillements et/ou de turbulences, il est préférable d’utiliser les agitateurs à débit radial où le fluide sort de la pièce d’agitation de façon tangentielle.
Pour avoir des actions de pompage, il faudrait choisir les agitateurs à circulation axiale.
Remarque :
A part les critères cités précédemment, d’autres facteurs peuvent avoir une importance non négligeable à savoir le temps d’agitation, la nature du mélange à agiter (incrustante, etc.), etc.

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
56
(2) Dimensionnement des agitateurs
(a) Dimension de l'agitateur
D’une manière générale, la taille de l’agitateur utilisé est d’autant plus grande et la vitesse d’agitation est d’autant plus faible que le fluide à agiter est plus visqueux. D’autre part, le dimensionnement des agitateurs dépend directement de l’action qu’on veut obtenir. D’après la relation (C2.2) , la puissance d’agitation P est reliée à l’hauteur manométrique H par la relation :
P = Q*H*ρ*g
Ainsi, pour une même puissance d’agitation P, on peut avoir plusieurs couples de valeurs (Q,H) ; le produit Q*H étant constante. La courbe H=f(Q) en coordonnée logarithmique caractérise l’action du mobile d’agitation.
Dans le même contexte, il a été démontré que pour avoir un débit axial important (Q élevé), il faut que le diamètre D du mobile soit grand (proche de celle de la cuve) ; par contre, pour avoir une force de cisaillement importante, il faut que D soit petit par rapport au diamètre DT de la cuve et ceci pour une même puissance d’agitation.
On a :
(D2.1)
k et n dépendent du régime d’écoulement et des caractéristiques hydrauliques du fluide à agiter.
(b) La vitesse d'agitation
Concernant la vitesse d’agitation N, un certain compromis peuvent être obtenu entre une vitesse d’agitation élevée à temps d’agitation faible et une vitesse d’agitation faible à faible consommation d’énergie.
La figure suivante montre un exemple de consommation en puissance - temps d’agitation en fonction de la vitesse d’agitation N.
Figure 10 :Illustration de la consommation en puissance en fonction de la vitesse d'agitation3
3 Wood, Whittermore et Badger
nDD
HQ
Tk ).(=
1: tM = f(N), sans baffle 2: tM = f(N), avec 4 baffles 3: P = f(N), sans baffle 4: P = f(N), avec 4 baffles
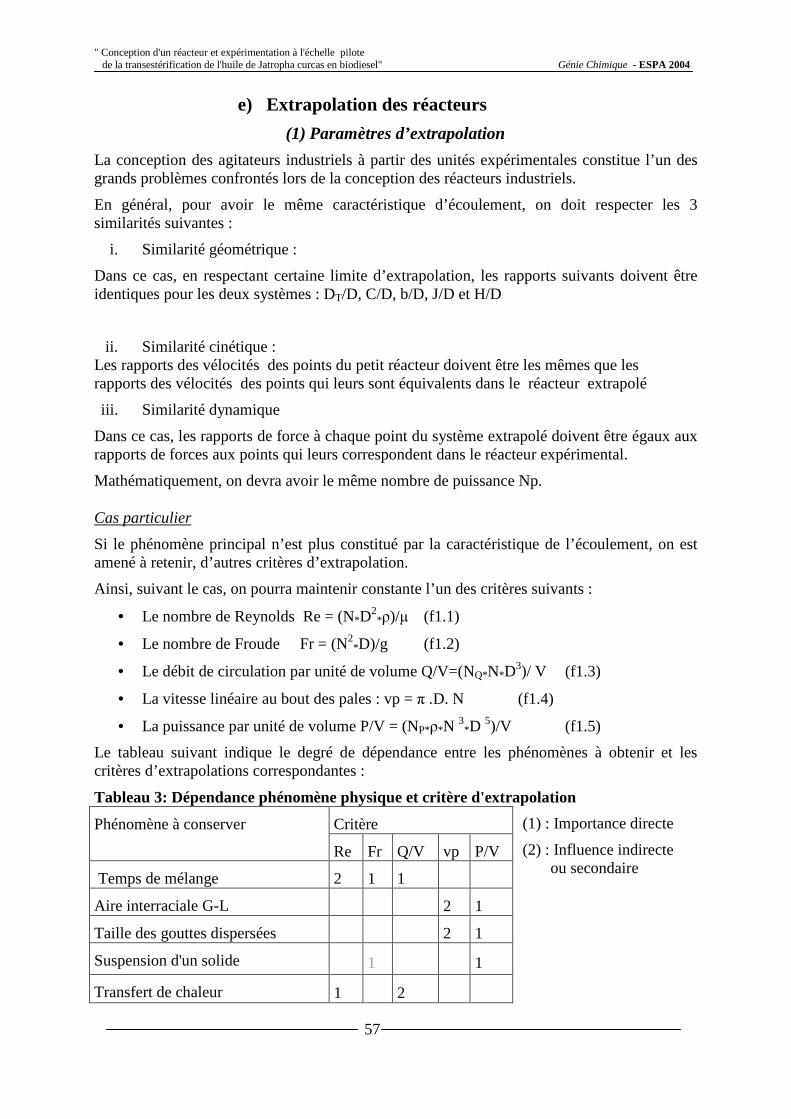
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
57
e) Extrapolation des réacteurs
(1) Paramètres d’extrapolation
La conception des agitateurs industriels à partir des unités expérimentales constitue l’un des grands problèmes confrontés lors de la conception des réacteurs industriels.
En général, pour avoir le même caractéristique d’écoulement, on doit respecter les 3 similarités suivantes :
i. Similarité géométrique :
Dans ce cas, en respectant certaine limite d’extrapolation, les rapports suivants doivent être identiques pour les deux systèmes : DT/D, C/D, b/D, J/D et H/D
ii. Similarité cinétique : Les rapports des vélocités des points du petit réacteur doivent être les mêmes que les rapports des vélocités des points qui leurs sont équivalents dans le réacteur extrapolé
iii. Similarité dynamique
Dans ce cas, les rapports de force à chaque point du système extrapolé doivent être égaux aux rapports de forces aux points qui leurs correspondent dans le réacteur expérimental.
Mathématiquement, on devra avoir le même nombre de puissance Np.
Cas particulier
Si le phénomène principal n’est plus constitué par la caractéristique de l’écoulement, on est amené à retenir, d’autres critères d’extrapolation.
Ainsi, suivant le cas, on pourra maintenir constante l’un des critères suivants :
• Le nombre de Reynolds Re = (N*D2*ρ)/µ (f1.1)
• Le nombre de Froude Fr = (N2*D)/g (f1.2)
• Le débit de circulation par unité de volume Q/V=(NQ*N*D3)/ V (f1.3)
• La vitesse linéaire au bout des pales : vp = π .D. N (f1.4)
• La puissance par unité de volume P/V = (NP*ρ*N 3*D 5)/V (f1.5)
Le tableau suivant indique le degré de dépendance entre les phénomènes à obtenir et les critères d’extrapolations correspondantes :
Tableau 3: Dépendance phénomène physique et critère d'extrapolation
(1) : Importance directe
(2) : Influence indirecte ou secondaire
Phénomène à conserver Critère
Re Fr Q/V vp P/V
Temps de mélange 2 1 1
Aire interraciale G-L 2 1
Taille des gouttes dispersées 2 1
Suspension d'un solide 1 1
Transfert de chaleur 1 2

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
58
(2) Les limites d’extrapolation
Comme il est difficile de garder le temps de séjour tM constant lors de l’extrapolation, le facteur d’extrapolation est souvent limité au maximum de 103.
Par ailleurs, du point de vue mécanique et thermique, l’accroissement de la taille de l’agitateur et de la cuve renforce l’hetérogèneité du système. Ce dernier conduit à la présence de zones fortement agitées et des zones mortes, des zones surchauffées et des zones froides.
4. Système de chauffage
Il est généralement nécessaire d’effectuer un transfert de chaleur entre le fluide réactionnel contenu dans le réacteur et la surface d’échange de chaleur. Ce dernier peut être un serpentin immergé dans le milieu ou la paroi de la cuve elle-même.
a) Caractérisation du système de chauffage Le bilan enthalpique du système est calculé à partir des coefficients de transfert de chaleur.
Du coté du fluide réactionnel, le coefficient de transfert de chaleur peut être obtenu à partir des corrélations sous forme addimensionnel de type :
Nu = f (Re, Pr,Vis)
Ou` Nu= hint*DT/λ est le nombre de Nusselts
Re= N*D2*ρ/µ est le nombre de Reynolds
Pr= CPM*µ/ λ est le nombre de Prandtl
Vis= µw/µ est le rapport des viscosités du fluide respectivement à la paroi (à la température Tw) et au sein du fluide.
D’une manière générale, on a :
(4.2)
Et dans la plupart des cas :
a = 0.5 à 0.7 b~0.3 c= -0.1à –0.2 et C est comprise entre 0.1 et 1
Particulièrement, pour le cas des doubles enveloppes et le chauffage à serpentin, on peut retenir les approximations suivantes :
• Double enveloppe : Nu = 0.75 (Re)0.67 (Pr)0.33 (vis)-0.14 (4.3)
• Serpentin immergé : Nu = 0.17 (Re)0.67 (Pr)0.37 (D/DT)0.10 (Dc/DT)0.50 (vis)m (4.4)
m est fonction de la viscosité du fluide à la température d’expérience :
m=0.97 pour µ=0.30cpo
m=-0.18 pour µ=1000cpo
Nu = C (Re)a (Pr)b (Vis)c

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
59
b) Choix du système de chauffage selon le type d’agitation
Pour les mobiles d’agitation induisant une forte circulation le long de la paroi (hélice) et les mobiles d’agitation à grande dimension, on choisit préférentiellement la paroi de la cuve comme surface d’échange.
Les mobiles induisant des circulations radiales intenses (turbine, grande pale) sont préférables pour les serpentins immergés.
5. Exploitation des réacteurs
a) Le volume Sachant la productivité annuelle Cp, la durée totale des opérations tt, le nombre d’heure de travail par an N, la densité ρ des matières en réactions et les rendements η1 et η2 de réaction et de purification ; on peut calculer le volume du réacteur par la relation :
(5.1)
En effet, si n est le nombre d’opérations réalisées durant une année, on a :
n=3600*N/tt (5.2) la quantité de produit fini sera :
n2=Cp*tt/(3600*N) (5.3) avec tt =temps de réaction + temps morts =to +t1 d’où la masse des matières premières chargées dans l’appareil est : mo = m2/( η1 η2) = Cp*tt /(3600*N* η1* η2)
Le volume réel est obtenu en augmentant Vr de 20 à 30%.
.1....3600.
ηρρ NtCpmo tVr ==
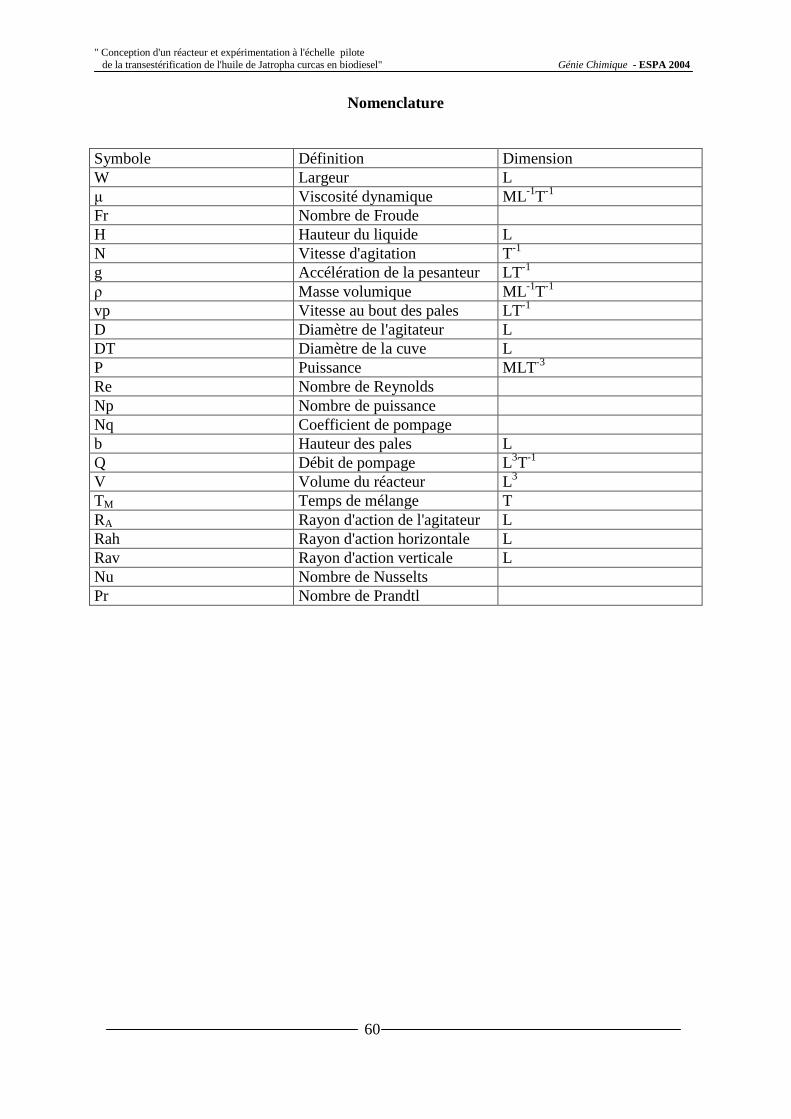
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
60
Nomenclature
Symbole Définition Dimension W Largeur L µ Viscosité dynamique ML-1T-1 Fr Nombre de Froude H Hauteur du liquide L N Vitesse d'agitation T-1
g Accélération de la pesanteur LT-1
ρ Masse volumique ML-1T-1
vp Vitesse au bout des pales LT-1
D Diamètre de l'agitateur L DT Diamètre de la cuve L P Puissance MLT-3
Re Nombre de Reynolds Np Nombre de puissance Nq Coefficient de pompage b Hauteur des pales L Q Débit de pompage L3T-1
V Volume du réacteur L3
TM Temps de mélange T RA Rayon d'action de l'agitateur L Rah Rayon d'action horizontale L Rav Rayon d'action verticale L Nu Nombre de Nusselts Pr Nombre de Prandtl
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
61
DEUXIEME PARTIE:
ETUDE
EXPERIMENTALE
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
62
Chapitre 1 Préparation des alcools
I. Généralités
La transestérification de l'huile de Jatropha peut se faire en présence de méthanol ou d'éthanol anhydre. Afin de constater sur le type d'alcool le plus approprié pour une exploitation à grande échelle de cette réaction, nous avons utilisé à la fois du méthanol de synthèse vendu tel qu'il chez les distributeurs locaux et des éthanols anhydres que nous avons préparés nous-mêmes à partir de l'alcool commercial issu des sucreries.
Dans le cas du méthanol, aucune préparation majeure n'a été requise. Par contre, pour l'éthanol anhydre, il a fallu que nous procédions à diverses opérations de rectifications et de déshydratations.
II. Préparation de l'éthanol 1. Préparation de l'agent de déshydratation
Le but de cette manipulation consiste à la préparation de la chaux vive qu' on utilisera comme agents déshydratants lors de la déshydratation de l'alcool(voire II-b).
a) Matériels et réactifs
- Un récipient hermétique pour le stockage du chaux préparée - Un récipient en porcelaine résistant à haute température, prétraité à 600°C pendant 1 heure - Balance de précision à 1 g près - Four de calcination opérant jusqu'à 1100°C - Chaux éteinte commerciale connue sous le nom de fleur de chaux
b) Mode opératoire
- Peser dans la porcelaine 646g de chaux commercial et la calciner dans le four électrique pendant 30 min à la température de 900°C.
- Peser la chaux activée ainsi préparée. On obtient 124g de chaux caustiques. Soit une perte de masse de 646-524 = 122g
- Stocker la chaux caustique préparée dans un récipient sèche et hermétiquement fermé.
c) Calcul de la masse réel de CaO dans la chaux préparée
Selon la réaction: Ca(OH)2 → CaO + H2O (à 900°C)
18g de perte massique correspond à 56.1g de CaO préparé. On a donc effectivement préparé 380.2g de CaO à partir de 646g de chaux commerciale. Soit une taux de conversion 77.71%
La masse réelle de CaO dans la chaux caustique préparée est donc de 380g CaO/524g chaux caustique, soit 725g CaO/kg de chaux caustiques.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
63
2. Enrichissement de l'éthanol
Elle se fait en deux étapes successives:
a) Première étape: la distillation fractionnée
Elle a permis d'amener la composition de l'alcool à brûler commercial titré à 90° GL à la composition voisine de l'azéotrope (~95° GL)
(1) Matériels et réactifs
- Chauffe ballon électrique équipé d'un régulateur. - Un ballon de 2 litres - Une colonne de distillation en verre à 16 plateaux. - Une fiole conique pour la récupération. - Un densimètre pour liquide plus léger que l'eau. - Ethanol commercial (alcool à brûlé 90° GL) - Pierre ponce - Un thermomètre - Table de corrélation densité-degré alcoolique apparente -pureté et table de rectification de
température (ou utiliser directement le progiciel biolab1.0)
(2) Mode opératoire
- Remplir le ballon de 2 litres par de l'éthanol commercial jusqu'au 2/3 de son volume total. - Introduire quelques grains de pierre ponce (pour régulariser l 'ébullition) - Monter la colonne vigreux munie de thermomètre sur le ballon et mettre en place le
condenseur. - Mettre en marche le chauffe ballon électrique et vérifier que l'eau de réfrigération circule
normalement dans le réfrigérant.
Figure 11: La distillation de l'éthanol
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
64
- Au fur et à mesure que la distillation avance, régler le système de chauffage pour l'obtention d'environ une goutte de distillat par seconde (pour assurer l'efficacité de chaque plateau de distillation)
- Récupérer dans un récipient les distillats qui se distillent au-dessous de 71°C et dans un autre récipient ceux qui distillent entre 71,5°C et 74.5°C.
- Redistiller les fractions du deuxième récipient et récupérer de nouveau ceux qui distillent en dessous de 71.5°C.
- Stocker dans un seul récipient toutes les fractions qui se sont distillées en dessous de 71.5°C.
- Mesurer la densité de l'alcool obtenu et noter la température de mesure puis calculer sa pureté massique en utilisant le progiciel biolab1.0.
Résultats Alcool initial Alcool préparé Masse[g] 1400g 883g Densité / Température de mesure 0.828 / 22°C 0.81 / 23°C Titre en GL/ Pureté massique [%] 90.272 / 86.09% 95.076 / 92.538%
Le rendement de la distillation est donc de η =(883*0.97645/1400*0.9253)*100 = 57%
b) Deuxième étape: Mise en œuvre de la déshydratation
Le but de l'opération de déshydratation est d'amener la pureté de l'alcool azéotrope obtenu précédemment à une pureté voisine de l'absolu. Pour ce faire on a mis en ouvre trois procédés différents: La déshydratation de l'éthanol liquide par la chaux activée, la déshydratation de l'éthanol vapeur par la chaux activée et la distillation hétéroazéotropique.
(1) La déshydratation de l'éthanol liquide par la chaux activée
(a) Matériels et réactifs
- Balance de précision à 1g près. - Un ballon de 2 l - Evaporateur rotatif équipé d'un bain thermostaté à température réglable. - Un ballon de 500ml - Un densimètre pour liquide plus léger que l'eau et un thermomètre - Progiciel Biolab1.0 - Chaux vive
(b) Mode opératoire
Etape1:
- Déterminer la quantité stœchiométrique de chaux vive nécessaire pour la déshydratation du 883g d'éthanol azéotrope:
La masse d'eau dans l'éthanol est 883*(100-94.8)/100 = 45.916 g Comme 380g de chaux caustique préparées peut extraire 122g d'eau, la quantité stœchiométrique nécessaire pour la déshydratation est donc: 45.916*380/122 = 143.017g
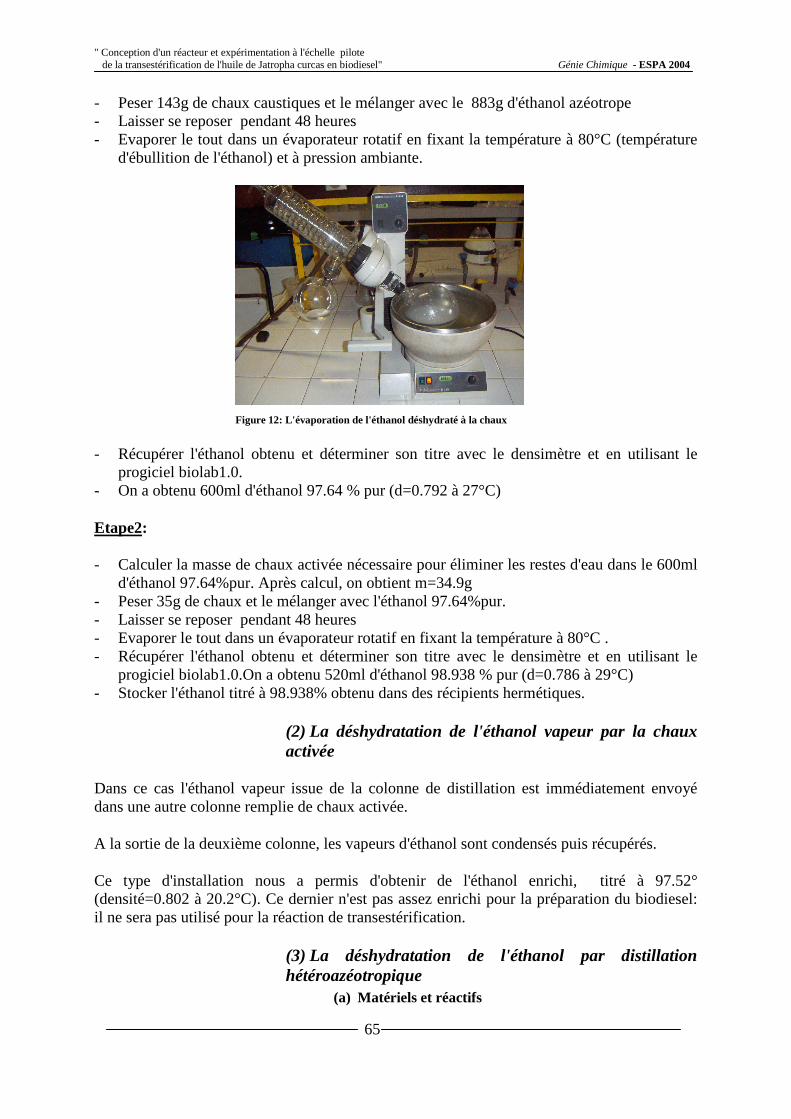
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
65
- Peser 143g de chaux caustiques et le mélanger avec le 883g d'éthanol azéotrope - Laisser se reposer pendant 48 heures - Evaporer le tout dans un évaporateur rotatif en fixant la température à 80°C (température
d'ébullition de l'éthanol) et à pression ambiante.
Figure 12: L'évaporation de l'éthanol déshydraté à la chaux
- Récupérer l'éthanol obtenu et déterminer son titre avec le densimètre et en utilisant le progiciel biolab1.0.
- On a obtenu 600ml d'éthanol 97.64 % pur (d=0.792 à 27°C)
Etape2:
- Calculer la masse de chaux activée nécessaire pour éliminer les restes d'eau dans le 600ml d'éthanol 97.64%pur. Après calcul, on obtient m=34.9g
- Peser 35g de chaux et le mélanger avec l'éthanol 97.64%pur. - Laisser se reposer pendant 48 heures - Evaporer le tout dans un évaporateur rotatif en fixant la température à 80°C . - Récupérer l'éthanol obtenu et déterminer son titre avec le densimètre et en utilisant le
progiciel biolab1.0.On a obtenu 520ml d'éthanol 98.938 % pur (d=0.786 à 29°C) - Stocker l'éthanol titré à 98.938% obtenu dans des récipients hermétiques.
(2) La déshydratation de l'éthanol vapeur par la chaux activée
Dans ce cas l'éthanol vapeur issue de la colonne de distillation est immédiatement envoyé dans une autre colonne remplie de chaux activée.
A la sortie de la deuxième colonne, les vapeurs d'éthanol sont condensés puis récupérés.
Ce type d'installation nous a permis d'obtenir de l'éthanol enrichi, titré à 97.52° (densité=0.802 à 20.2°C). Ce dernier n'est pas assez enrichi pour la préparation du biodiesel: il ne sera pas utilisé pour la réaction de transestérification.
(3) La déshydratation de l'éthanol par distillation hétéroazéotropique
(a) Matériels et réactifs
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
66
- Ballon de 2l - Chauffage électrique - Colonne de distillation à 12 plateaux - Thermomètre - Une fiole de 250 ml - Pierre ponce - Benzène
(b) Mode opératoire
- Introduire 216 ml d'éthanol 95° et 200ml de benzène dans le ballon et ajouter quelque grain de pierre ponce.
- Mettre en place la colonne de distillation ainsi que le thermomètre. - Assurer que l'eau de refroidissement circule bien dans le réfrigérant. - Mettre en marche le chauffe ballon et augmenter la température progressivement - Récupérer les fractions qui distillent au dessous de 78° dans une fiole.
On obtient deux phases: la phase organique constituée par le binaire benzène/éthanol et la phase aqueuse.
- Quand la température au sommet de la colonne atteint 78°C, on arrête la distillation. Il ne reste dans le ballon que de l'éthanol anhydre.
- Récupérer l'éthanol anhydre obtenu (environ 40 ml) et le stocker dans un récipient hermétique.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
67
Chapitre 2 Mise en œuvre de la réaction de transestérification
Sans pour autant essayer d'optimiser la réaction de transestérification, le but des manipulations suivantes consiste surtout à déterminer la qualité de l'huile et la qualité de l'alcool (nature et teneur en eau) nécessaire pour produire le biodiesel à partir de l'huile de Jatropha curcas. Les résultats de ces différents essaies nous permettront de mettre en œuvre une essaie de production à l'échelle pilote et finalement de prévoir les différents types d'installation nécessaire pour la production industrielle.
I. Manipulation 1: Mise en œuvre de la réaction pour l'huile pressée à chaud et à longue durée de stockage
Mesure de l'indice d'acide
L'indice d'acide de l'huile a été mesuré selon le protocole d'analyse NFT 60-204 déc. 1968 .
On a les résultats suivants: CKOH V équivalent Masse échantillon IA
0.09677 19.5 ml 5.0197g 21.1 0.09677 19.2 ml 5.0236g 20.7
Mesure de l'indice de saponification
La mesure de l'indice de saponification a été faite suivant le protocole NFT 60-206 déc. 1968
On a obtenu les résultats suivants: Masse huile[g] V[cm3] Vo[cm3] T[mol/l] I S
2.1440 14.6 27.7 0.5283 181.3
Séchage de l'huile
200g d'huile a été chauffée à 100°C. Quand le bouillonnement s'arrête, la température est augmentée à 130°C pendant 5 minute puis le chauffage est arrêté.
1. Mise en réaction en utilisant l'éthanol comme ré actif a) Mode opératoire
• Fournir les paramètres suivants au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile= 20.9 - Concentration en potasse catalyseur = 1%par masse d'huile
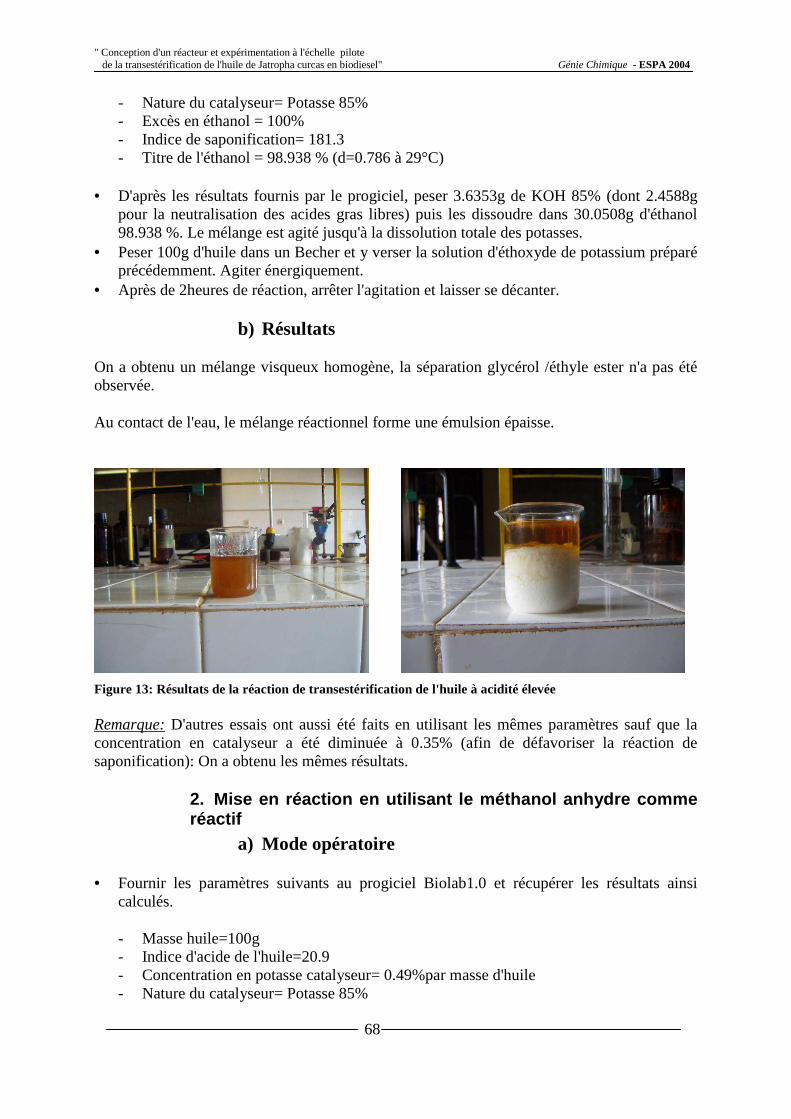
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
68
- Nature du catalyseur= Potasse 85% - Excès en éthanol = 100% - Indice de saponification= 181.3 - Titre de l'éthanol = 98.938 % (d=0.786 à 29°C)
• D'après les résultats fournis par le progiciel, peser 3.6353g de KOH 85% (dont 2.4588g pour la neutralisation des acides gras libres) puis les dissoudre dans 30.0508g d'éthanol 98.938 %. Le mélange est agité jusqu'à la dissolution totale des potasses.
• Peser 100g d'huile dans un Becher et y verser la solution d'éthoxyde de potassium préparé précédemment. Agiter énergiquement.
• Après de 2heures de réaction, arrêter l'agitation et laisser se décanter.
b) Résultats
On a obtenu un mélange visqueux homogène, la séparation glycérol /éthyle ester n'a pas été observée.
Au contact de l'eau, le mélange réactionnel forme une émulsion épaisse.
Figure 13: Résultats de la réaction de transestérification de l'huile à acidité élevée
Remarque: D'autres essais ont aussi été faits en utilisant les mêmes paramètres sauf que la concentration en catalyseur a été diminuée à 0.35% (afin de défavoriser la réaction de saponification): On a obtenu les mêmes résultats.
2. Mise en réaction en utilisant le méthanol anhydr e comme réactif
a) Mode opératoire
• Fournir les paramètres suivants au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile=20.9 - Concentration en potasse catalyseur= 0.49%par masse d'huile - Nature du catalyseur= Potasse 85%
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
69
- Excès en méthanol = 100% - Indice de saponification= 174.25 - Pureté du méthanol=99% anhydre
• Peser 2.8706g de KOH et les dissoudre dans 20.0796g de méthanol. • Peser 100g d'huile dans un Becher et y verser la solution de méthoxyde de potassium.
Agiter énergiquement. • Apres 2 heures de réaction, arrêter l'agitation et laisser décanter.
b) Résultats:
On a obtenu un mélange homogène, la séparation glycérol /éthyle ester n'a pas été observée.
Au contact de l'eau, le mélange réactionnel forme une émulsion épaisse.
3. Interprétation
L'huile pressée à chaud, à longue durée de stockage a un teneur en acide trop élevé pour pouvoir être transformée en biodiesel. Les résultats indiquent que le taux de savon dans le mélange réactionnel est trop élevé pour avoir la séparation des glycérols.
II. Manipulation 2: Mise en réaction pour l'huile fraîchement pressée à chaud
L'analyse de l'huile a donné les résultats suivants
Indice d'acide: CKOH V équivalent Masse échantillon IA
0.1010 M 13 ml 4.9147 g 15 0.1010 M 13 ml 4.9147 g 15
Indice de saponification: Masse huile[g] V[cm3] Vo[cm3] C[mol/l] IS
2.1018 14.1 27.2 0.4800 177
1. Mise en réaction avec l'éthanol a) Mode opératoire
• Fournir les paramètres suivants au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile=15 - Concentration en potasse catalyseur= 1%par masse d'huile - Nature du catalyseur= Potasse 85% - Excès en éthanol = 100%
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
70
- Indice de saponification= 174.6 - Titre de l'éthanol = 98.938 % (d=0.786 à 29°C)
• Mettre en œuvre la réaction en utilisant les résultats fournis par le progiciel Biolab1.0: 100g d'huiles séchées, 2.94118g de KOH (dont 1.76471g pour la neutralisation des acides gras libres) et 28.8823g d' éthanol 98.938 %
b) Résultats:
On a obtenu un mélange homogène, la séparation glycérol /éthyle ester n'a pas été observée.
Au contact de l'eau, le mélange réactionnel forme une émulsion de couleur blanche.
Figure 14: Résultats de la réaction de transestérification de l'huile fraîchement pressée à chaud par l'éthanol déshydraté par la chaux
2. Mise en réaction avec le méthanol a) Mode opératoire
• Fournir les paramètres suivant au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile=15 - Concentration en potasse catalyseur= 0.49%par masse d'huile - Nature du catalyseur= Potasse 85% - Excès en méthanol = 100% - Indice de saponification= 174.6 - Titre massique du méthanol:99 % (anhydre)
• Mettre en œuvre la réaction en utilisant les résultats fournis par le progiciel Biolab1.0: 100g d'huiles séchées, 2.17647g de KOH et 20.0796g de méthanol.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
71
b) Résultats:
On a obtenu une solution homogène, qui après plusieurs jours de décantation se divise en deux couches bien distinctes. La quantité de la phase glycérol est relativement beaucoup plus élevée par rapport à la quantité théorique attendue.
Figure 15: Décantation du glycérol issu de la réaction de transestérification de l'huile fraîchement pressée à chaud
3. Mise en réaction avec le méthanol et en utilisan t la soude comme catalyseur
a) Mode opératoire
• Fournir les paramètres suivants au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile=15 - Concentration en soude catalyseur= 0.35%par masse d'huile - Nature du catalyseur= Soude 87.5% - Excès en méthanol = 100% - Indice de saponification= 179 - Titre massique du méthanol: 99 % anhydre
• Mettre en œuvre la réaction en utilisant les résultats fournis par le progiciel Biolab1.0: 100g d'huiles séchées, 1.62231g de NaOH et 20.8574g de méthanol.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
72
b) Résultats:
Figure 16: Résultats de la réaction de transestérification en présence de soude
On a obtenu un mélange homogène sous forme de gel.
La séparation du glycérol n'a pas été observée:
4. Interprétation
La cuisson accélère la dégradation de l'huile et augmente la formation des acides gras libres. Par conséquent, même fraîchement préparées, les huiles obtenues des pressages à chaud sont encore trop acides pour pouvoir être effectivement transformées en biodiesel.
Avec l'éthanol enrichi, on observe une diminution considérable du taux de conversion, l'impossibilité de la séparation du biodiesel ainsi que la consommation des triglycérides et des catalyseurs sous forme de savon.
Avec le méthanol anhydre, on assiste à la difficulté de la séparation des phases (la durée de décantation est relativement élevée) et l'élimination d'une certaine partie du biodiesel avec le sous produit( glycérol).
Avec la soude comme catalyseur, les soap stocks issus de la neutralisation des acides libres ont favorisé la formation du gel dans le milieu réactionnel. D'où l'impossibilité de la séparation
III. Manipulation3: Mise en œuvre de la réaction pour l'huile raffinée.
On a:
Indice d'acide: CKOH V équivalent Masse échantillon IA
0.1250 M 3 ml 5.1300 g 4
Indice de saponification: 179

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
73
1. Mise en réaction avec l'éthanol a) Mode opératoire
• Fournir les paramètres suivants au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile=4 - Concentration en potasse catalyseur= 1%par masse d'huile - Nature du catalyseur= Potasse 85% - Excès en éthanol = 100% - Indice de saponification=179 - Titre de l'éthanol: 98.938(d=0.786 à 29°C)
• Mettre en œuvre la réaction en utilisant les résultats fournis par le progiciel Biolab1.0: 100g d'huiles séchées, 1.6471g de KOH (dont 0.4706g pour la neutralisation des acides gras libres) et 30.0011g d' éthanol 98.938 %
b) Résultats:
On a obtenu un mélange homogène, la séparation glycérol /éthyle ester n'a pas été observée.
Figure 17:Résultats de la réaction de transestérification avec l'éthanol
Au contact de l'eau, la solution devient turbide.
2. Mise en réaction avec le méthanol a) Mode opératoire
• Fournir les paramètres suivants au progiciel Biolab1.0 et récupérer les résultats ainsi calculés.
- Masse huile=100g - Indice d'acide de l'huile=4 - Concentration en potasse catalyseur= 0.49%par masse d'huile - Nature du catalyseur= Potasse 85%
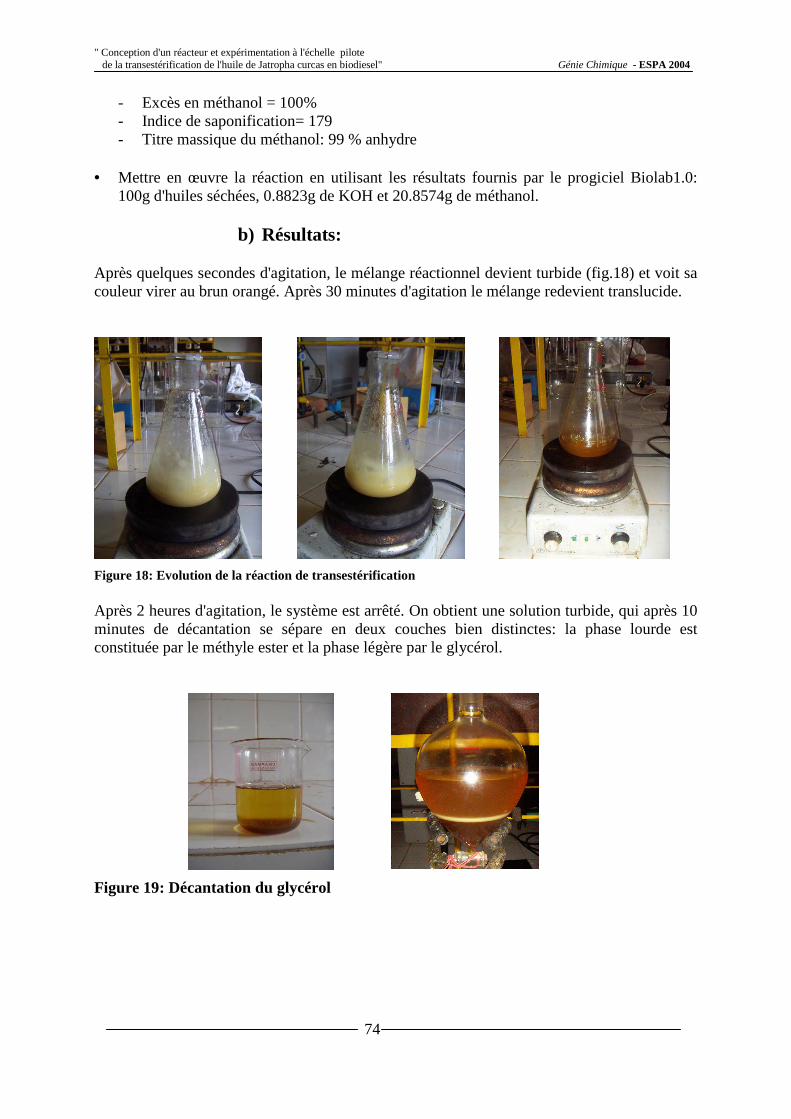
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
74
- Excès en méthanol = 100% - Indice de saponification= 179 - Titre massique du méthanol: 99 % anhydre
• Mettre en œuvre la réaction en utilisant les résultats fournis par le progiciel Biolab1.0: 100g d'huiles séchées, 0.8823g de KOH et 20.8574g de méthanol.
b) Résultats:
Après quelques secondes d'agitation, le mélange réactionnel devient turbide (fig.18) et voit sa couleur virer au brun orangé. Après 30 minutes d'agitation le mélange redevient translucide.
Figure 18: Evolution de la réaction de transestérification
Après 2 heures d'agitation, le système est arrêté. On obtient une solution turbide, qui après 10 minutes de décantation se sépare en deux couches bien distinctes: la phase lourde est constituée par le méthyle ester et la phase légère par le glycérol.
Figure 19: Décantation du glycérol
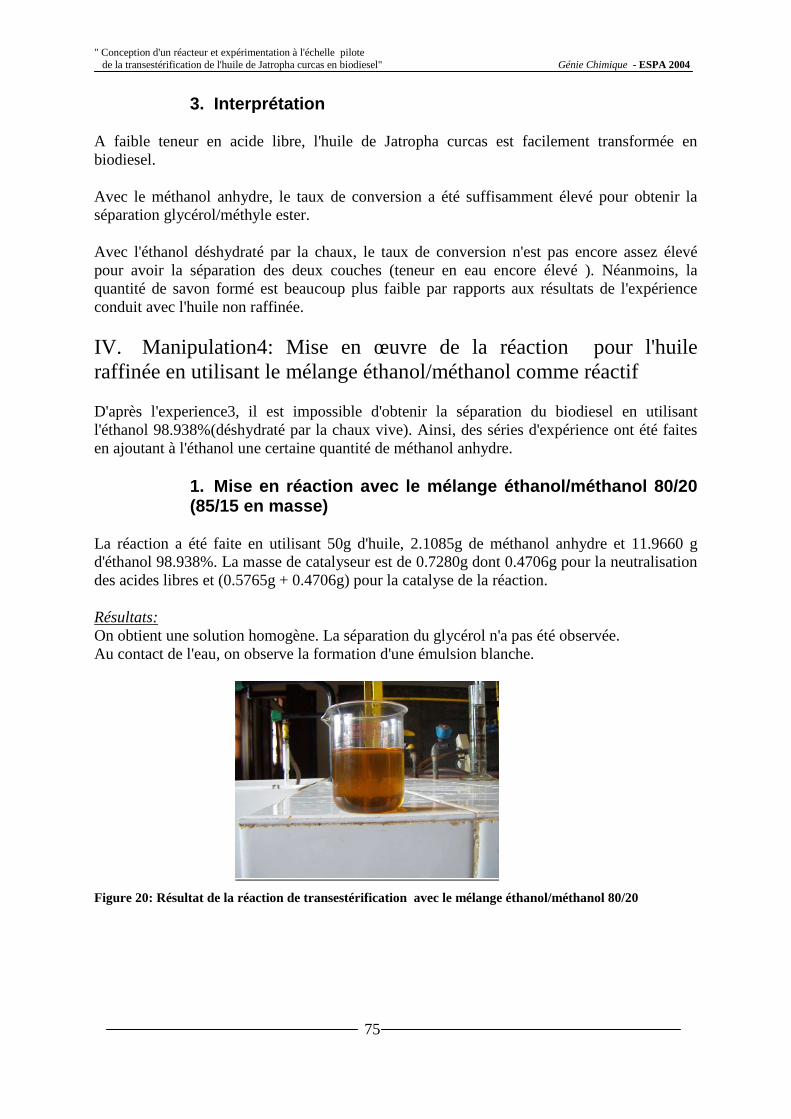
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
75
3. Interprétation
A faible teneur en acide libre, l'huile de Jatropha curcas est facilement transformée en biodiesel.
Avec le méthanol anhydre, le taux de conversion a été suffisamment élevé pour obtenir la séparation glycérol/méthyle ester.
Avec l'éthanol déshydraté par la chaux, le taux de conversion n'est pas encore assez élevé pour avoir la séparation des deux couches (teneur en eau encore élevé ). Néanmoins, la quantité de savon formé est beaucoup plus faible par rapports aux résultats de l'expérience conduit avec l'huile non raffinée.
IV. Manipulation4: Mise en œuvre de la réaction pour l'huile raffinée en utilisant le mélange éthanol/méthanol comme réactif
D'après l'experience3, il est impossible d'obtenir la séparation du biodiesel en utilisant l'éthanol 98.938%(déshydraté par la chaux vive). Ainsi, des séries d'expérience ont été faites en ajoutant à l'éthanol une certaine quantité de méthanol anhydre.
1. Mise en réaction avec le mélange éthanol/méthano l 80/20 (85/15 en masse)
La réaction a été faite en utilisant 50g d'huile, 2.1085g de méthanol anhydre et 11.9660 g d'éthanol 98.938%. La masse de catalyseur est de 0.7280g dont 0.4706g pour la neutralisation des acides libres et (0.5765g + 0.4706g) pour la catalyse de la réaction.
Résultats: On obtient une solution homogène. La séparation du glycérol n'a pas été observée. Au contact de l'eau, on observe la formation d'une émulsion blanche.
Figure 20: Résultat de la réaction de transestérification avec le mélange éthanol/méthanol 80/20
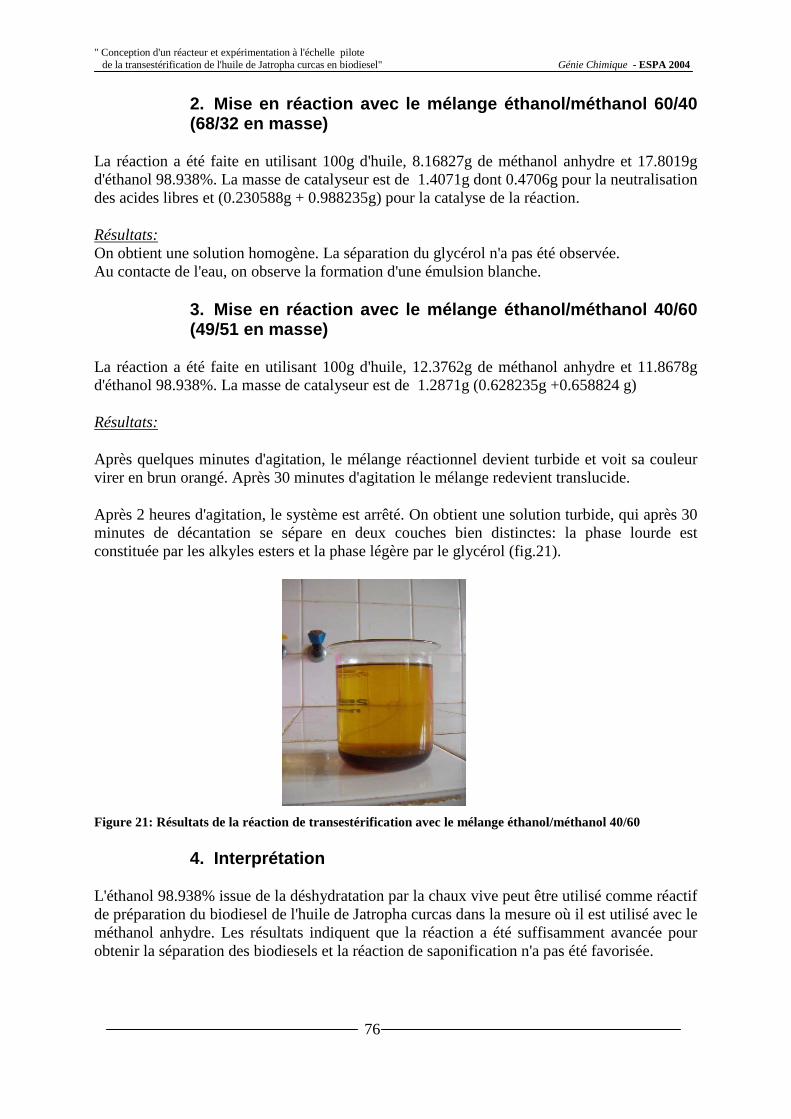
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
76
2. Mise en réaction avec le mélange éthanol/méthano l 60/40 (68/32 en masse)
La réaction a été faite en utilisant 100g d'huile, 8.16827g de méthanol anhydre et 17.8019g d'éthanol 98.938%. La masse de catalyseur est de 1.4071g dont 0.4706g pour la neutralisation des acides libres et (0.230588g + 0.988235g) pour la catalyse de la réaction.
Résultats: On obtient une solution homogène. La séparation du glycérol n'a pas été observée. Au contacte de l'eau, on observe la formation d'une émulsion blanche.
3. Mise en réaction avec le mélange éthanol/méthano l 40/60 (49/51 en masse)
La réaction a été faite en utilisant 100g d'huile, 12.3762g de méthanol anhydre et 11.8678g d'éthanol 98.938%. La masse de catalyseur est de 1.2871g (0.628235g +0.658824 g)
Résultats:
Après quelques minutes d'agitation, le mélange réactionnel devient turbide et voit sa couleur virer en brun orangé. Après 30 minutes d'agitation le mélange redevient translucide.
Après 2 heures d'agitation, le système est arrêté. On obtient une solution turbide, qui après 30 minutes de décantation se sépare en deux couches bien distinctes: la phase lourde est constituée par les alkyles esters et la phase légère par le glycérol (fig.21).
Figure 21: Résultats de la réaction de transestérification avec le mélange éthanol/méthanol 40/60
4. Interprétation
L'éthanol 98.938% issue de la déshydratation par la chaux vive peut être utilisé comme réactif de préparation du biodiesel de l'huile de Jatropha curcas dans la mesure où il est utilisé avec le méthanol anhydre. Les résultats indiquent que la réaction a été suffisamment avancée pour obtenir la séparation des biodiesels et la réaction de saponification n'a pas été favorisée.
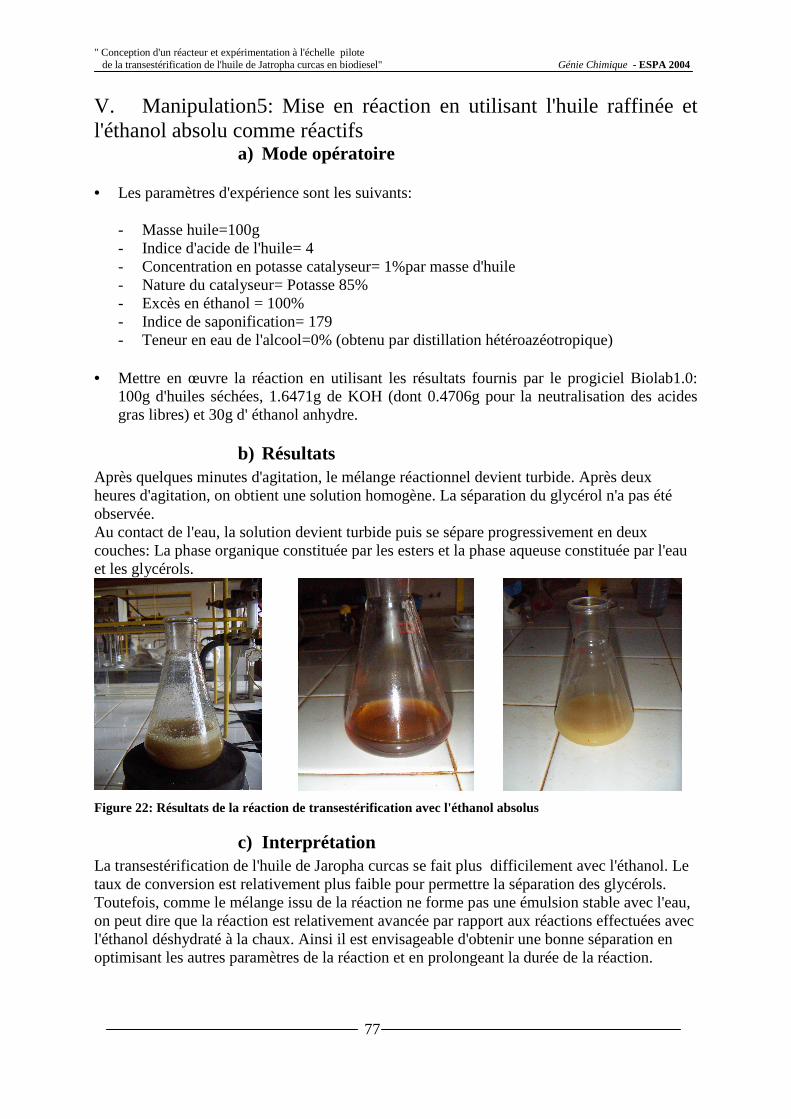
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
77
V. Manipulation5: Mise en réaction en utilisant l'huile raffinée et l'éthanol absolu comme réactifs
a) Mode opératoire
• Les paramètres d'expérience sont les suivants:
- Masse huile=100g - Indice d'acide de l'huile= 4 - Concentration en potasse catalyseur= 1%par masse d'huile - Nature du catalyseur= Potasse 85% - Excès en éthanol = 100% - Indice de saponification= 179 - Teneur en eau de l'alcool=0% (obtenu par distillation hétéroazéotropique)
• Mettre en œuvre la réaction en utilisant les résultats fournis par le progiciel Biolab1.0: 100g d'huiles séchées, 1.6471g de KOH (dont 0.4706g pour la neutralisation des acides gras libres) et 30g d' éthanol anhydre.
b) Résultats Après quelques minutes d'agitation, le mélange réactionnel devient turbide. Après deux heures d'agitation, on obtient une solution homogène. La séparation du glycérol n'a pas été observée. Au contact de l'eau, la solution devient turbide puis se sépare progressivement en deux couches: La phase organique constituée par les esters et la phase aqueuse constituée par l'eau et les glycérols.
Figure 22: Résultats de la réaction de transestérification avec l'éthanol absolus
c) Interprétation La transestérification de l'huile de Jaropha curcas se fait plus difficilement avec l'éthanol. Le taux de conversion est relativement plus faible pour permettre la séparation des glycérols. Toutefois, comme le mélange issu de la réaction ne forme pas une émulsion stable avec l'eau, on peut dire que la réaction est relativement avancée par rapport aux réactions effectuées avec l'éthanol déshydraté à la chaux. Ainsi il est envisageable d'obtenir une bonne séparation en optimisant les autres paramètres de la réaction et en prolongeant la durée de la réaction.
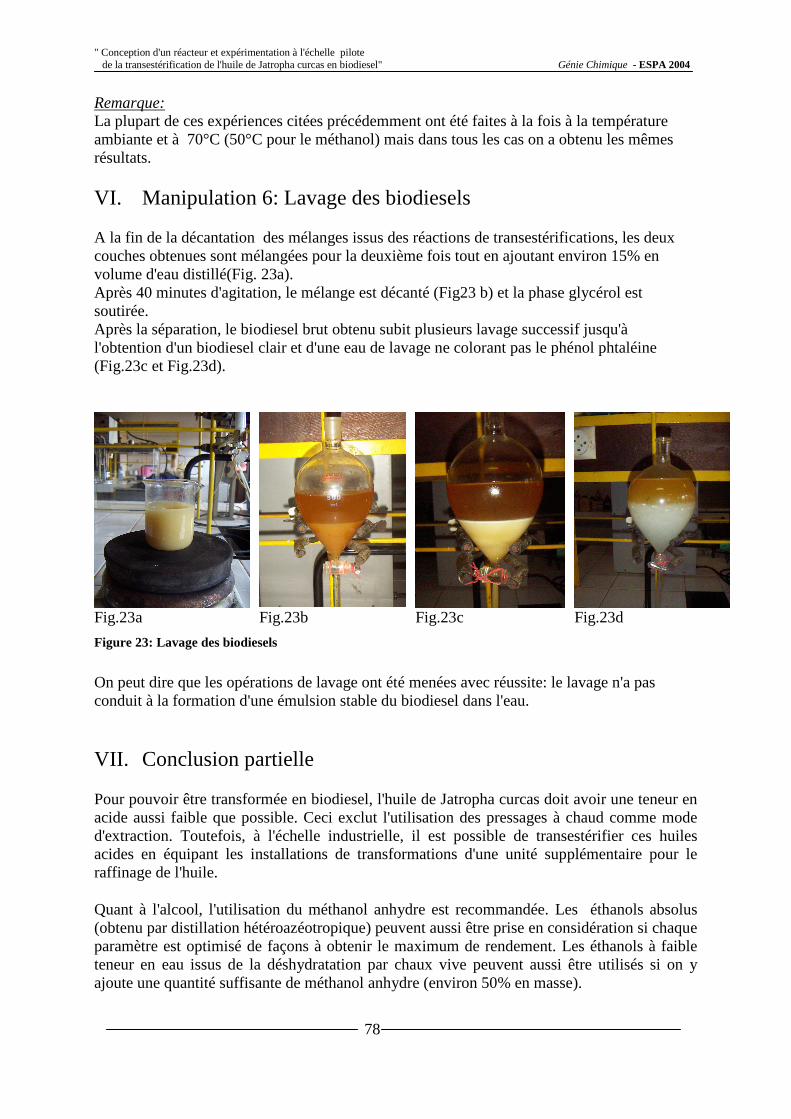
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
78
Remarque: La plupart de ces expériences citées précédemment ont été faites à la fois à la température ambiante et à 70°C (50°C pour le méthanol) mais dans tous les cas on a obtenu les mêmes résultats.
VI. Manipulation 6: Lavage des biodiesels A la fin de la décantation des mélanges issus des réactions de transestérifications, les deux couches obtenues sont mélangées pour la deuxième fois tout en ajoutant environ 15% en volume d'eau distillé(Fig. 23a). Après 40 minutes d'agitation, le mélange est décanté (Fig23 b) et la phase glycérol est soutirée. Après la séparation, le biodiesel brut obtenu subit plusieurs lavage successif jusqu'à l'obtention d'un biodiesel clair et d'une eau de lavage ne colorant pas le phénol phtaléine (Fig.23c et Fig.23d).
Fig.23a Fig.23b Fig.23c Fig.23d
Figure 23: Lavage des biodiesels
On peut dire que les opérations de lavage ont été menées avec réussite: le lavage n'a pas conduit à la formation d'une émulsion stable du biodiesel dans l'eau.
VII. Conclusion partielle
Pour pouvoir être transformée en biodiesel, l'huile de Jatropha curcas doit avoir une teneur en acide aussi faible que possible. Ceci exclut l'utilisation des pressages à chaud comme mode d'extraction. Toutefois, à l'échelle industrielle, il est possible de transestérifier ces huiles acides en équipant les installations de transformations d'une unité supplémentaire pour le raffinage de l'huile.
Quant à l'alcool, l'utilisation du méthanol anhydre est recommandée. Les éthanols absolus (obtenu par distillation hétéroazéotropique) peuvent aussi être prise en considération si chaque paramètre est optimisé de façons à obtenir le maximum de rendement. Les éthanols à faible teneur en eau issus de la déshydratation par chaux vive peuvent aussi être utilisés si on y ajoute une quantité suffisante de méthanol anhydre (environ 50% en masse).
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
79
Une bonne séparation a été obtenue avec la potasse comme catalyseur. Des concentrations de 0.35% à 1% en KOH nous ont permis d'obtenir un bon taux de conversion en deux heures de réaction. Avec la soude, le mélange réactionnel se gélifie et le biodiesel n'a pas pu être récupéré.
La température n'a aucun impact sur la réussite ou l'échec de l'obtention du biodiesel. L'effet de la température sur le taux de conversion n'a pas pu être mis en évidence. En effet la mesure précise du taux de conversion n'a pas été possible. On se contente d'estimer sa valeur en mesurant la duré de décantation du glycérol.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
80
TROISIEME PARTIE:
APPLICATIONS
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
81
Chapitre 1 ESSAI A L'ECHELLE PILOTE DE PRODUCTION
DU BIODIESEL A PARTIR DE L'HUILE DE JATROPHA
I. Généralités
En se servant du réacteur que nous avons conçu (voire chapitre II), le but de ce travail est de produire du biodiesel dans des conditions opératoires plus proches de celles rencontrées en milieu industriel. Autrement dit avoir plus de précision sur les calculs de rendement et de productivité.
II. Mode opératoire 1. Le pressage des graines
55 kg de graines sèches non décortiquées ont été broyées puis cuites à l'eau pendant plusieurs minutes. Après la cuisson, le mélange est pressé dans une presse artisanale. L'émulsion obtenue est ensuite décantée et l'huile est récupérée par soutirage.
A la fin de la séparation, on a obtenu 7kg d'huile brute de couleur marron foncée.
Le rendement d'extraction est de:
η = 7/55*100 = 12.7%
Ce rendement peut être amélioré si les graines sont décortiquées avant d'être broyées et pressées.
2. Analyse de l'huile
Indices chimiques L'indice d'acide a été mesuré selon le protocole d'analyse NFT 60-204. On a:
CKOH V équivalent Masse échantillon IA
0.1010 M 13 ml 4.9147 g 15 L'indice de saponification a été mesuré selon le protocole d'analyse NFT 60-206. On a:
Masse huile[g] V[cm3] Vo[cm3] C[mol/l] IS
2.1018 14.1 27.2 0.4800 177
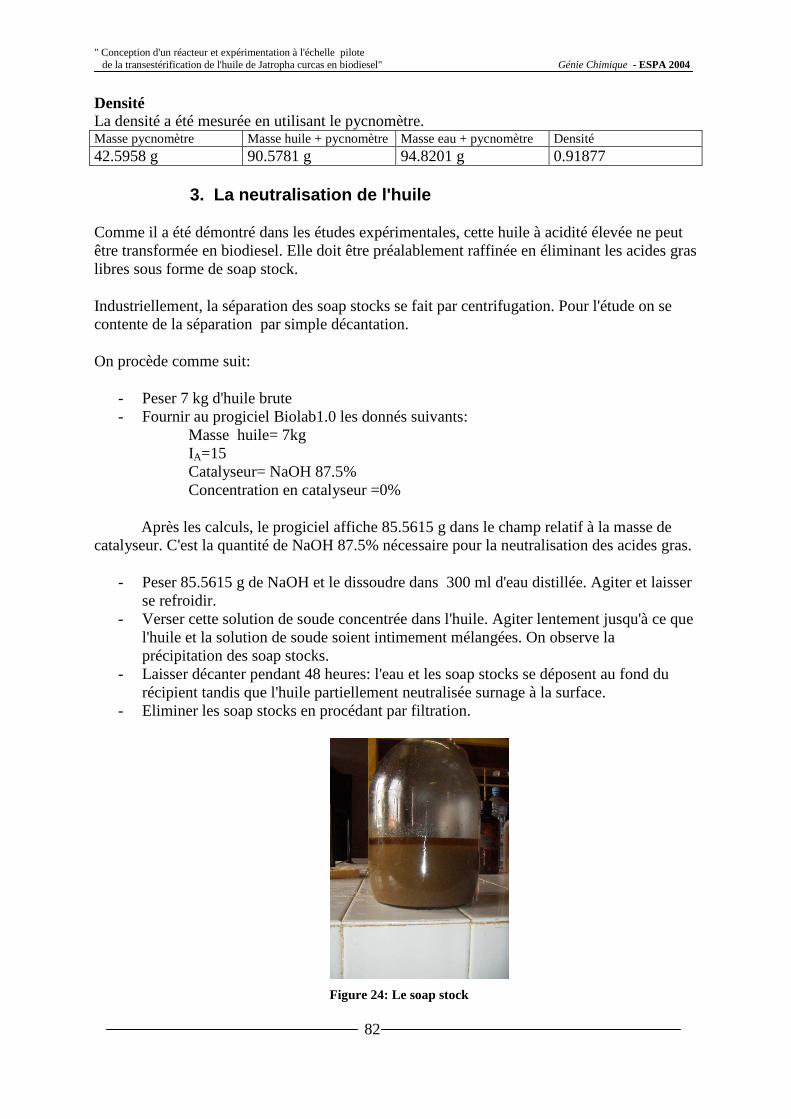
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
82
Densité La densité a été mesurée en utilisant le pycnomètre. Masse pycnomètre Masse huile + pycnomètre Masse eau + pycnomètre Densité 42.5958 g 90.5781 g 94.8201 g 0.91877
3. La neutralisation de l'huile
Comme il a été démontré dans les études expérimentales, cette huile à acidité élevée ne peut être transformée en biodiesel. Elle doit être préalablement raffinée en éliminant les acides gras libres sous forme de soap stock.
Industriellement, la séparation des soap stocks se fait par centrifugation. Pour l'étude on se contente de la séparation par simple décantation.
On procède comme suit:
- Peser 7 kg d'huile brute - Fournir au progiciel Biolab1.0 les donnés suivants:
Masse huile= 7kg IA=15 Catalyseur= NaOH 87.5% Concentration en catalyseur =0%
Après les calculs, le progiciel affiche 85.5615 g dans le champ relatif à la masse de catalyseur. C'est la quantité de NaOH 87.5% nécessaire pour la neutralisation des acides gras.
- Peser 85.5615 g de NaOH et le dissoudre dans 300 ml d'eau distillée. Agiter et laisser se refroidir.
- Verser cette solution de soude concentrée dans l'huile. Agiter lentement jusqu'à ce que l'huile et la solution de soude soient intimement mélangées. On observe la précipitation des soap stocks.
- Laisser décanter pendant 48 heures: l'eau et les soap stocks se déposent au fond du récipient tandis que l'huile partiellement neutralisée surnage à la surface.
- Eliminer les soap stocks en procédant par filtration.
Figure 24: Le soap stock
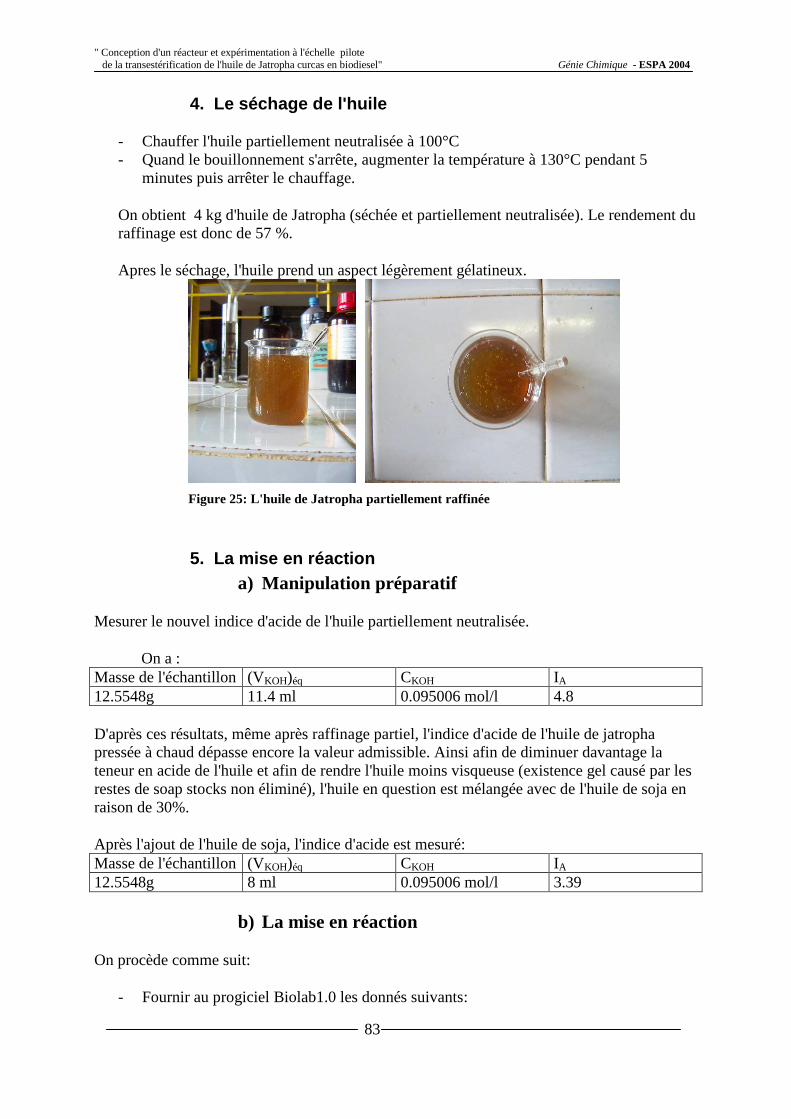
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
83
4. Le séchage de l'huile
- Chauffer l'huile partiellement neutralisée à 100°C - Quand le bouillonnement s'arrête, augmenter la température à 130°C pendant 5
minutes puis arrêter le chauffage.
On obtient 4 kg d'huile de Jatropha (séchée et partiellement neutralisée). Le rendement du raffinage est donc de 57 %.
Apres le séchage, l'huile prend un aspect légèrement gélatineux.
Figure 25: L'huile de Jatropha partiellement raffinée
5. La mise en réaction a) Manipulation préparatif
Mesurer le nouvel indice d'acide de l'huile partiellement neutralisée.
On a : Masse de l'échantillon (VKOH)éq CKOH IA
12.5548g 11.4 ml 0.095006 mol/l 4.8
D'après ces résultats, même après raffinage partiel, l'indice d'acide de l'huile de jatropha pressée à chaud dépasse encore la valeur admissible. Ainsi afin de diminuer davantage la teneur en acide de l'huile et afin de rendre l'huile moins visqueuse (existence gel causé par les restes de soap stocks non éliminé), l'huile en question est mélangée avec de l'huile de soja en raison de 30%.
Après l'ajout de l'huile de soja, l'indice d'acide est mesuré: Masse de l'échantillon (VKOH)éq CKOH IA
12.5548g 8 ml 0.095006 mol/l 3.39
b) La mise en réaction
On procède comme suit:
- Fournir au progiciel Biolab1.0 les donnés suivants:
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
84
Masse huile =5.477 kg IS = 181 IA =3.39 Alcool: Méthanol ; Pureté = 99% ; Excès alcool = 100% Catalyseur: KOH ; Pureté = 85% ; Concentration en catalyseur = 0.53% Vitesse de rotation = 1100 rpm ; Température de réaction = 29°C
- D'après les résultats fournis par le progiciel, peser 52.2021 kg de KOH 85% et le dissoudre dans 1.0598 kg de méthanol.
- Verser l'huile dans le réacteur. Puis en utilisant le circuit de chauffage du réacteur, préchauffer l'huile à 40°C (pour diminuer la viscosité de l'huile initialement gélatineuse).
- Quand la température 40°C est atteinte, arrêter le chauffage, verser la solution de méthoxyde dans l'huile et mettre en marche l'agitateur.
- Après deux heures de réaction, arrêter l'agitateur et laisser le mélange réactionnel se décanter.
6. La séparation
Apres 24 heures de décantation initiale, les contenus du réacteur sont agités vigoureusement pour la deuxième fois pendant 40 minutes. Après les 20 premières minutes d'agitation, ajouter 1.05 l d'eau. Continuer l'agitation pendant 20 minutes de plus puis laisser se décanter pendant 48 heures.
Après la décantation, le biodiesel brut surnage et est séparé par simple soutirage. 7. Le lavage
On procède comme suit: - Mélanger le biodiesel brut avec 4 l d'eau distillée et remuer lentement. Laisser
décanter et retirer l'eau par soutirage. - Mélanger le biodiesel issu de ce premier lavage avec 4l d'eau distillée et agiter
énergiquement. - Procéder à un troisième et quatrième lavage jusqu'à l'obtention d'une eau de lavage ne
colorant pas le phénol phtaléine.
8. Le séchage du biodiesel
- Chauffer le biodiesel sous pression réduite jusqu'à l'obtention d'un biodiesel clair. - Stocker le biodiesel obtenu dans un récipient sec et fermé.
On a obtenu 3.68 kg de biodiesel pur. Le rendement est de 67%
9. Purification du glycérol
On procède comme suit:
- Acidifier le glycérol brut obtenu avec l'acide phosphorique - Soutirer le glycérol de l'acide gras qui surnage. - En se servant du rotavapor, débarrasser le glycérol des alcools résiduels
On obtient 1.9kg de solution de glycérol (dont 1kg d'eau).
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
85
Chapitre 2 CONCEPTION ET REALISATION DU
REACTEUR
I. Conception du réacteur
A. Choix du type de réacteur
La réaction de transestérification est athermique, elle se fait à basse température et à pression atmosphérique. Elle se déroule en phase liquide hétérogène puis en émulsion et le temps de séjour est généralement supérieur à 15 minutes.
Ainsi, pour cette étude, on choisit de concevoir un réacteur de type batch, qui non seulement a l'avantage d'être facile à utiliser mais aussi de mieux se prêter à l'étude d'extrapolation.
B. Choix du matériau
A part les contraintes mécaniques causées par l'agitation, le phénomène de corrosion constitue la seule contrainte que nous allons retenir pour le choix du matériau de construction du réacteur.
Pour faciliter le façonnage, on utilisera un matériau métallique. Le cuivre et ses alliages, le zinc et ses alliages, l'aluminium et ses alliages, les aciers galvanisés sont à exclure puisqu'ils présentent une certaine réactivité envers les catalyseurs et le biodiesel.
En tenant compte de la disponibilité du matériau en question, on pourra choisir entre les aciers non alliés, les aciers faiblement alliés et les aciers inoxydables.
Définitivement, on a choisi l'acier inoxydable (Acier 18.08). Ce dernier présente à la fois une bonne résistance au milieu réactionnel et une résistance à la corrosion atmosphérique.
C. Le système d'agitation
L'agitation est l'une des paramètres critiques pour la réaction de transestérification. Son but est de créer une grande aire interfaciale entre la solution d'alkoxyde et l'huile, puis d'homogénéiser l'émulsion formée pendant la deuxième phase de la réaction.
Il assure aussi le transfert de chaleur entre les surfaces d'échange et le milieu réactionnel.
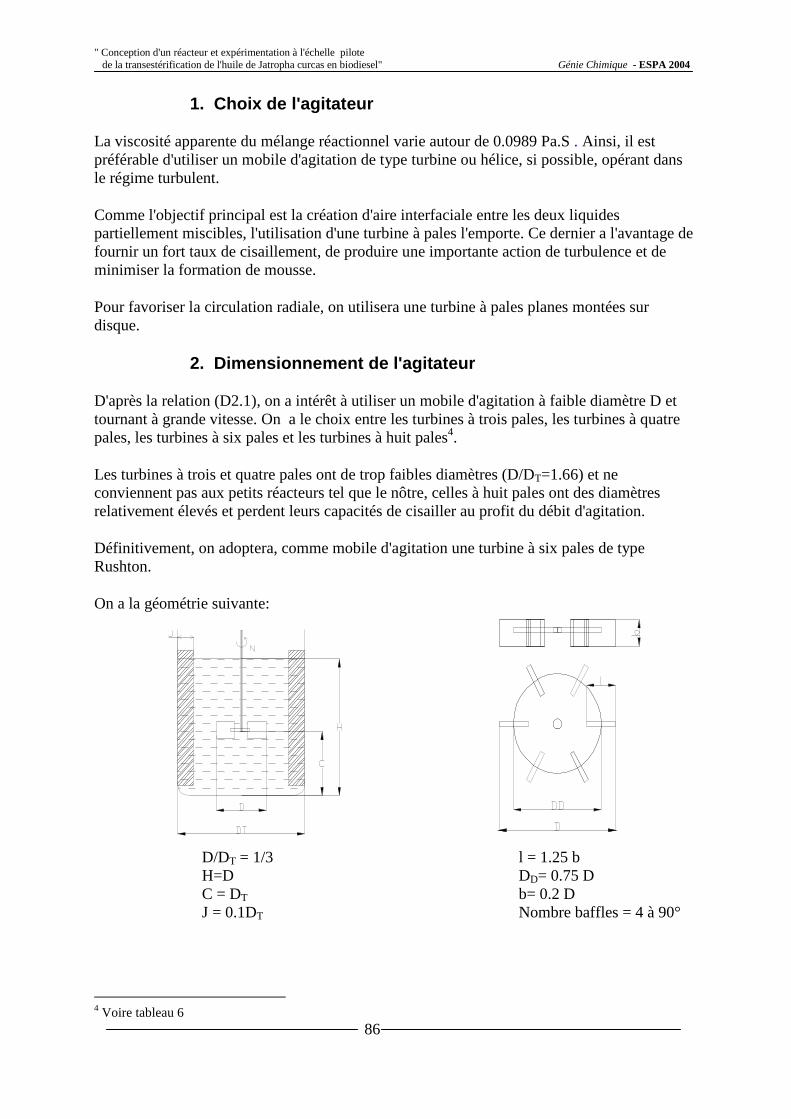
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
86
1. Choix de l'agitateur
La viscosité apparente du mélange réactionnel varie autour de 0.0989 Pa.S . Ainsi, il est préférable d'utiliser un mobile d'agitation de type turbine ou hélice, si possible, opérant dans le régime turbulent.
Comme l'objectif principal est la création d'aire interfaciale entre les deux liquides partiellement miscibles, l'utilisation d'une turbine à pales l'emporte. Ce dernier a l'avantage de fournir un fort taux de cisaillement, de produire une importante action de turbulence et de minimiser la formation de mousse.
Pour favoriser la circulation radiale, on utilisera une turbine à pales planes montées sur disque.
2. Dimensionnement de l'agitateur
D'après la relation (D2.1), on a intérêt à utiliser un mobile d'agitation à faible diamètre D et tournant à grande vitesse. On a le choix entre les turbines à trois pales, les turbines à quatre pales, les turbines à six pales et les turbines à huit pales4.
Les turbines à trois et quatre pales ont de trop faibles diamètres (D/DT=1.66) et ne conviennent pas aux petits réacteurs tel que le nôtre, celles à huit pales ont des diamètres relativement élevés et perdent leurs capacités de cisailler au profit du débit d'agitation.
Définitivement, on adoptera, comme mobile d'agitation une turbine à six pales de type Rushton.
On a la géométrie suivante:
D/DT = 1/3 H=D C = DT
J = 0.1DT
l = 1.25 b DD= 0.75 D b= 0.2 D Nombre baffles = 4 à 90°
4 Voire tableau 6
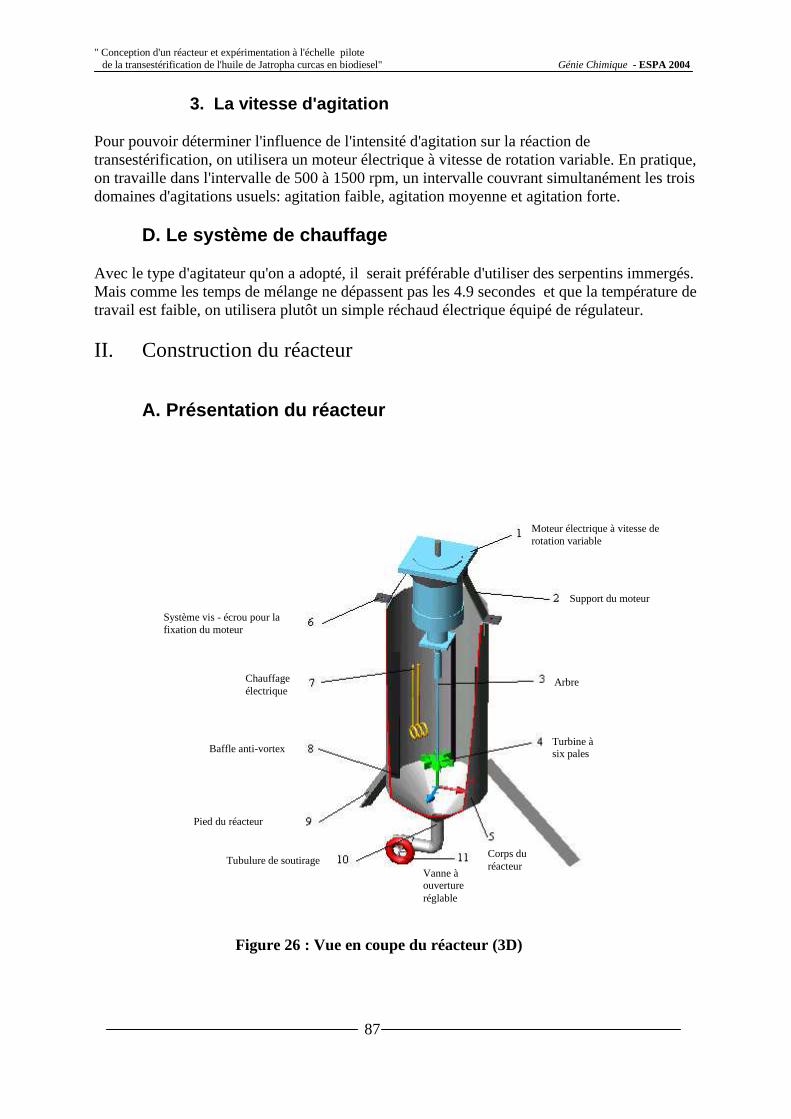
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
87
3. La vitesse d'agitation
Pour pouvoir déterminer l'influence de l'intensité d'agitation sur la réaction de transestérification, on utilisera un moteur électrique à vitesse de rotation variable. En pratique, on travaille dans l'intervalle de 500 à 1500 rpm, un intervalle couvrant simultanément les trois domaines d'agitations usuels: agitation faible, agitation moyenne et agitation forte.
D. Le système de chauffage
Avec le type d'agitateur qu'on a adopté, il serait préférable d'utiliser des serpentins immergés. Mais comme les temps de mélange ne dépassent pas les 4.9 secondes et que la température de travail est faible, on utilisera plutôt un simple réchaud électrique équipé de régulateur.
II. Construction du réacteur
A. Présentation du réacteur
Figure 26 : Vue en coupe du réacteur (3D)
Moteur électrique à vitesse de rotation variable
Support du moteur
Arbre
Turbine à six pales montées sur
Vanne à ouverture réglable
Corps du réacteur Tubulure de soutirage
Pied du réacteur
Baffle anti-vortex
Chauffage électrique
Système vis - écrou pour la fixation du moteur
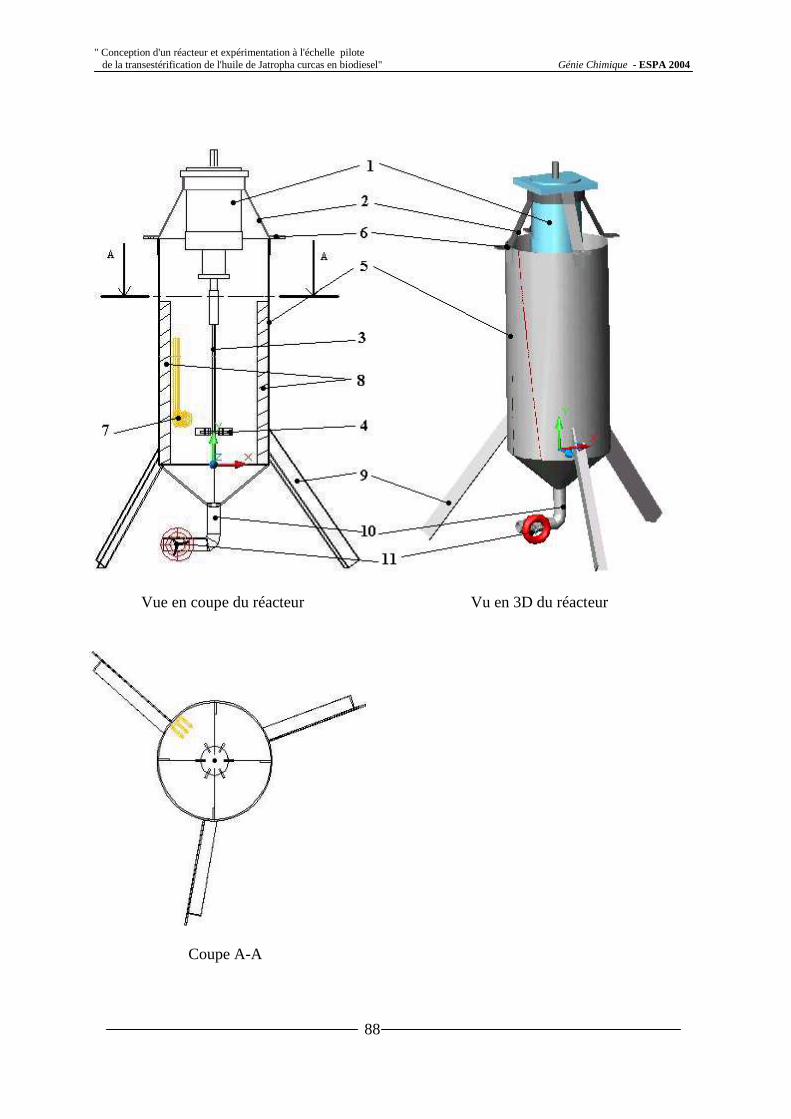
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
88
Vue en coupe du réacteur Vu en 3D du réacteur
Coupe A-A
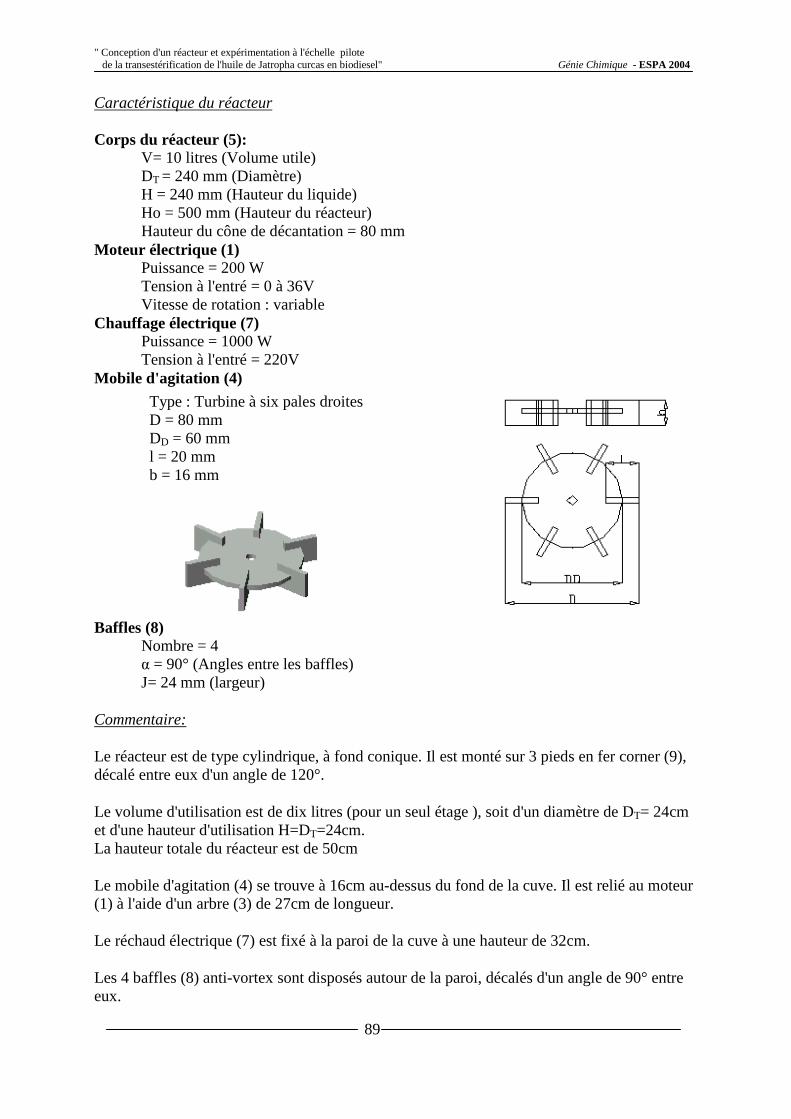
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
89
Caractéristique du réacteur Corps du réacteur (5):
V= 10 litres (Volume utile) DT = 240 mm (Diamètre) H = 240 mm (Hauteur du liquide) Ho = 500 mm (Hauteur du réacteur) Hauteur du cône de décantation = 80 mm
Moteur électrique (1) Puissance = 200 W Tension à l'entré = 0 à 36V Vitesse de rotation : variable
Chauffage électrique (7) Puissance = 1000 W Tension à l'entré = 220V
Mobile d'agitation (4)
Baffles (8) Nombre = 4 α = 90° (Angles entre les baffles) J= 24 mm (largeur)
Commentaire:
Le réacteur est de type cylindrique, à fond conique. Il est monté sur 3 pieds en fer corner (9), décalé entre eux d'un angle de 120°.
Le volume d'utilisation est de dix litres (pour un seul étage ), soit d'un diamètre de DT= 24cm et d'une hauteur d'utilisation H=DT=24cm. La hauteur totale du réacteur est de 50cm
Le mobile d'agitation (4) se trouve à 16cm au-dessus du fond de la cuve. Il est relié au moteur (1) à l'aide d'un arbre (3) de 27cm de longueur.
Le réchaud électrique (7) est fixé à la paroi de la cuve à une hauteur de 32cm.
Les 4 baffles (8) anti-vortex sont disposés autour de la paroi, décalés d'un angle de 90° entre eux.
Type : Turbine à six pales droites D = 80 mm DD = 60 mm l = 20 mm b = 16 mm
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
90
Le fond de la cuve est équipé d'une vanne à ouverture réglable (11), permettant à l'évacuation des glycérols puis le vidage de la cuve.
Le moteur et placé au-dessus de la cuve à l'aide d'un support en fer corner démontable (2) , monté par des systèmes de vis et d'écrou (6).
Remarque:
Comme la hauteur de la cuve est largement supérieure à sa largeur, ce réacteur peut contenir un volume de réactif plus élevé en ajoutant d'autres étages supplémentaires. Pour ce faire, on monte d'autres mobiles d'agitation sur le même arbre, distancé de 8cm entre eux.
B. Caractérisation du réacteur
1. Le nombre de Reynolds
µρ..2
ReND=
D: diamètre de l'agitateur [m] N: Vitesse d'agitation [s-1] ρ: Masse volumique de mélange [kg.m-3] µ: Viscosité apparente du mélange[Pa.s]
)*5.2exp(. *
*
1(
)4.0(*
huilealcoolhuilealcool
huile
alcoolhuile
µµ
µµ
ξξµµ
+
+=
µ*alcool = µalcool + µS est la viscosité interfaciale, au début de la réaction sa valeur est nulle (sans tensioactifs) ξAlcool et ξHuile sont les fractions volumiques occupées par l'alcool et par l'huile.
Pour N= 500 rpm, Remin = 476
Pour N= 1500 rpm, Remax = 1428
Ces valeurs de Re justifient l'utilisation des baffles à la paroi du réacteur.
2. Le nombre de Froude
g
NDFr
2.=
Pour N= 500 , Frmin =0.57
Pour N=1500, Frmax = 5.1
3. Le nombre de puissance
Comme le système est muni de contrepales, le nombre de puissance ne dépend que du nombre de Reynolds.
Sa détermination se fait en utilisant la courbe de la figure 34
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
91
Pour N= 500 rpm, Npmin= 3.76
Pour N=1500 rpm, Npmax= 4.5
4. La puissance d'agitation
P = Np.ρ.D5.N3
Pour N= 500 rpm ,Pmin=6.3 watt
Pour N=1500 rpm, Pmax= 204.6watt
5. Le débit de passage et le coefficient de pompage
Ces deux paramètres ne peuvent être déterminés dans notre cas puisque nous travaillons dans le régime intermédiaire.
6. Le temps de mélange tM
On a:
5).()(
)(*)*(5.06/1
2
=T
T
DH
DD
MR
Fr
tN
Pour N= 500, (tM)max = 4.9s
Pour N= 1500, (tMI)min = 2.4s
7. Le rayon d'action RA
RA = 9.10-2 (P/µ)1/2 ; Rah (rayon d'action horizontale) = 0.5 RA
Rav(rayon d'action verticale)=0.2 RA
Vitesse d'agitation [rpm] Rayon d'action RA Rayon d'action horizontale Rayon d'action verticale 500 (RA)min=0.72m (Rah)min =0.36m (Rav)min =0.14m 1500 (RA)max=4.1m (Rah)max =2m (Rav)max =0.8m
8. La vitesse au bout des pales
vp = N *π *D
Pour N=500 rpm, (vp)min = 2.1m/s
Pour N=1500 rpm, (vp)max = 6.3m/s
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
92
9. La puissance d'agitation par unité de volume
P/V = 4*P/π.DT2.H
Pour N= 500 rpm, (P/V)min=632.4W/m3
Pour N= 500 rpm, (P/V)max=20459 W/m3
10. Calcul d'extrapolation
L'extrapolation de ce réacteur est fait :
- En respectant la similarité géométrique du système, c'est à dire en gardant les rapports D/DT = 1/3 , C/D = 1, l/D =0.225 et H/D= 1
- En conservant les phénomènes influençant sur la vitesse de la réaction : aire interfaciale, taille des gouttes dispersées. Dans ce cas on gardera constante la puissance absorbée par unité de volume et si possible la vitesse au bout des pales.
- En essayant de maintenir le temps de mélange dans un certain intervalle: Limiter la variation du débit volumique, du nombre de Froude puis du nombre de Reynolds.
- En gardant le facteur d'extrapolation au-dessous de 103. Si ce facteur dépasse cette valeur limite, augmenter le nombre d'étages.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
93
Chapitre 3 LE PROGICIEL D'EXPLOITATION DU REACTEUR
BIOLAB 1.0
I. Présentation du progiciel
Le progiciel Biolab1.0 a été conçu pour assister l'utilisation du réacteur pendant les éventuelles expérimentations à l'échelle pilote.
Le progiciel est composé de 4 interfaces graphiques interactives dont une interface pour la conduite de la réaction, deux interfaces pour le dépouillement des résultats d'expérience et une interface pour les problèmes d'extrapolation du réacteur.
Le progiciel a été programmé en utilisant le logiciel de programmation Matlab notamment le langage 'Matlab language', l'espace de travail 'Matlab working environment', l'outil graphique 'Handlegraphic' de Matlab et les fonctions intégrés 'Matlab mathematical function'.
Au total, le progiciel comporte 4 fenêtres graphiques interactives et utilise, 6 fonctions personnalisées, 16 fichiers en 'mat file' et 24 scripts personnalisés.
Le progiciel comporte exclusivement des 'fichiers m' et ne peuvent fonctionner que dans l'environnement Matlab.
II. Définitions des termes
Matlab(Matrix Laboratory): Matlab est un langage de calcul scientifique basé sur le type de variable matricielle. Il intègre une capacité de calcul numérique ainsi que des fonctionnalités graphiques en 2D et 3D.
Variable : Dans Matlab, toutes les variables sont considérées comme des matrices. Ainsi:
- Un scalaire est une matrice 1x1
- Un vecteur ligne est une matrice 1xn et un vecteurs colonne est une matrice nx1
- Un tableau est une matrice nxm
- Une chaîne de caractère est un vecteur ligne composé par des caractères
Scripts: Un script est une succession d'instruction dont Matlab exécutera quand celui ci est invoqué dans l'espace de travail ou dans autre script (ou fonction). Les scripts ont accès aux variables de l'espace de travail et peuvent les modifier (ou les créer) tout au long de leurs exécutions. Les scripts sont enregistrés sous forme de fichier m et peuvent être édités par n'importe quel éditeur de texte.
Fonctions : Les fonctions sont de même nature que les scripts. Cependant ils n'ont pas accès aux variables de l'espace de travail et ne peuvent les modifier : ils reçoivent leur argument d'entrée à travers leurs paramètres d'entré et retournent les résultats de calculs à travers de
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
94
leurs paramètres de sortie. Ils sont utilisés dans la mesure où une suite d'instructions s'avère utilisé fréquemment par un programme.
GUI (Graphic User Interface Tool): Le GUI est un outil graphique intégré à Matlab permettant de créer une interface graphique.
Figure (ou fenêtre): Les fenêtres sont les interfaces ainsi crées et sont immédiatement utilisables dans Matlab. Les fenêtres sont composées par plusieurs 'champs' dont les 'textes statiques', les 'éditables textes', les 'axes', les 'popup menu', etc. Les fenêtres sont enregistrées sous forme de 'fichier m' ou de 'fichier fig'.
Champs: les champs sont les unités constitutives des fenêtres où
- L'utilisateur va saisir (ou sélectionner) les donnés nécessaires au fonctionnement du programme.
- Le programme va afficher les résultats de calcul ou les graphiques, etc.
On a plusieurs types de champs, à savoir:
- Les textes statiques: Champs contenant des chaînes de caractères que l'utilisateur ne peut modifier.
- Les éditables textes: Champs à laquelle l'utilisateur vont saisir des valeurs numériques ou des chaînes de caractère nécessaire au programme. Leurs contenus peuvent aussi être modifiés par le programme lui-même.
- Les Pop up menu: Champ à laquelle l'utilisateur de l'interface vont choisit une option parmi d'autres en se servant du souris.
- Les cases à cocher
- Les radios boutons: Champ à laquelle l'utilisateur choisira entre deux options (activé et non activé). Ce champ est comparable aux cases à cocher.
- Les axes: Champs auxquelles le programme vont tracer les graphes et afficher les images.
- Les boutons de commandes: Bouton permettant à l'utilisateur, en utilisant la souris, de commander le programme d'exécuter une action déterminée.
Callback: Les callbacks sont des suites d'instructions associées à chaque champ d'une fenêtre et dont l'exécution se fait juste après de la validation du champ concerné (clique avec la souris ou validation avec le bouton entrer du clavier)
Les callback peuvent contenir des instructions simples, des appels à des fonctions ou des appelle à des scripts (A condition que ces dernières se trouvent dans les répertoires de recherche de Matlab).
Les callbacks ont accès aux variables de l'espace de travail et peuvent les modifier. Comme les scripts et les fonctions, ils peuvent aussi modifier les paramètres des fenêtres en cours. Tag: Paramètres(chaîne de caractère surtout) dont on associe à un champ donné d'une figure afin de l'identifier parmi les autres : une sorte étiquette.
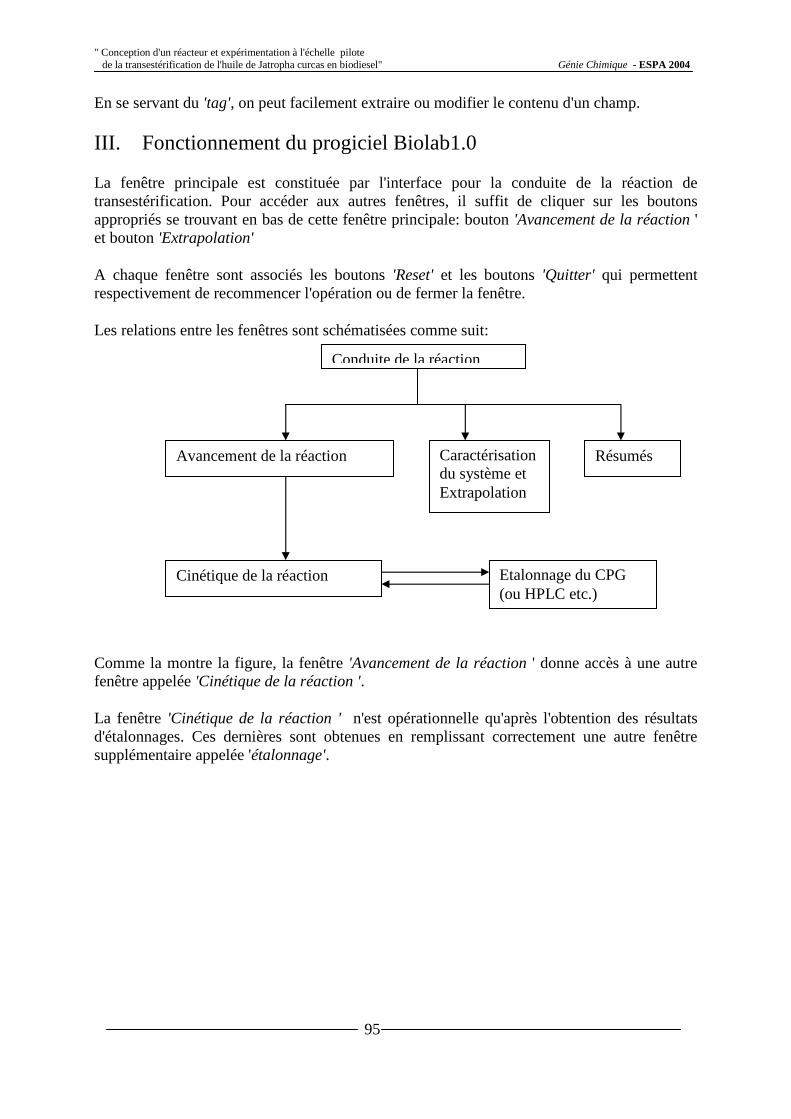
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
95
En se servant du 'tag', on peut facilement extraire ou modifier le contenu d'un champ.
III. Fonctionnement du progiciel Biolab1.0
La fenêtre principale est constituée par l'interface pour la conduite de la réaction de transestérification. Pour accéder aux autres fenêtres, il suffit de cliquer sur les boutons appropriés se trouvant en bas de cette fenêtre principale: bouton 'Avancement de la réaction ' et bouton 'Extrapolation'
A chaque fenêtre sont associés les boutons 'Reset' et les boutons 'Quitter' qui permettent respectivement de recommencer l'opération ou de fermer la fenêtre.
Les relations entre les fenêtres sont schématisées comme suit:
Comme la montre la figure, la fenêtre 'Avancement de la réaction ' donne accès à une autre fenêtre appelée 'Cinétique de la réaction '.
La fenêtre 'Cinétique de la réaction ' n'est opérationnelle qu'après l'obtention des résultats d'étalonnages. Ces dernières sont obtenues en remplissant correctement une autre fenêtre supplémentaire appelée 'étalonnage'.
Conduite de la réaction
Avancement de la réaction Caractérisation du système et Extrapolation
Résumés
Cinétique de la réaction Etalonnage du CPG (ou HPLC etc.)
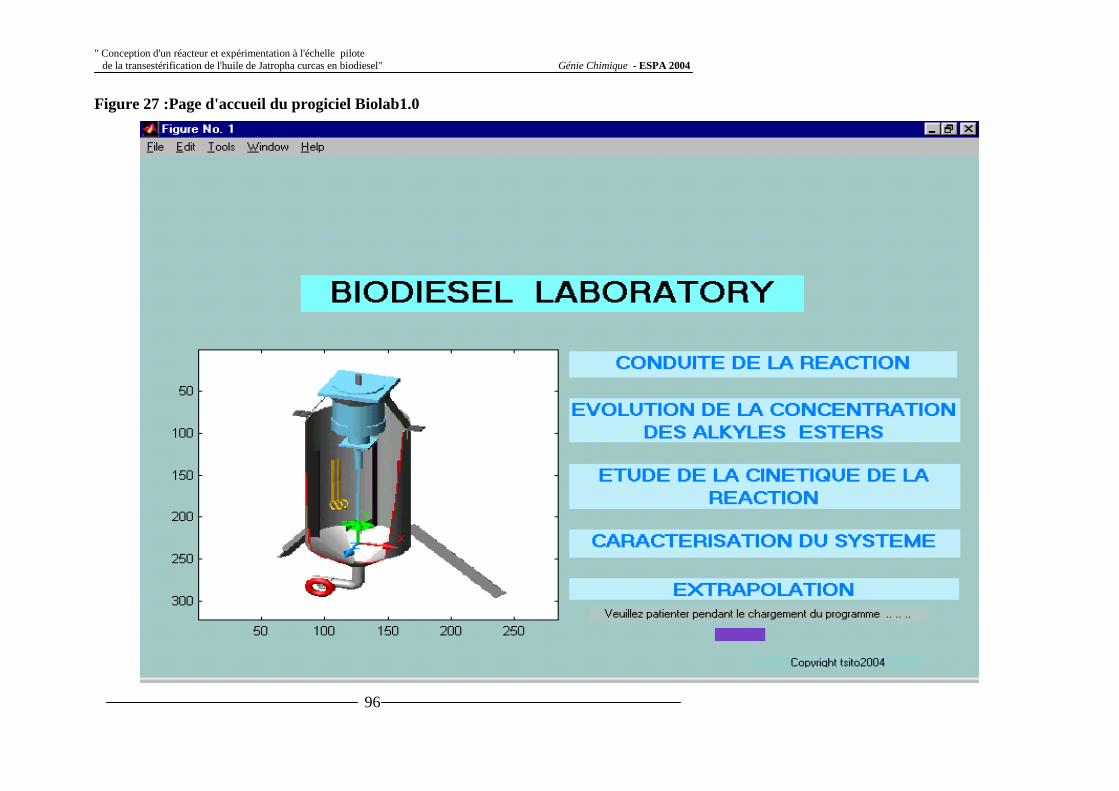
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
96
Figure 27 :Page d'accueil du progiciel Biolab1.0
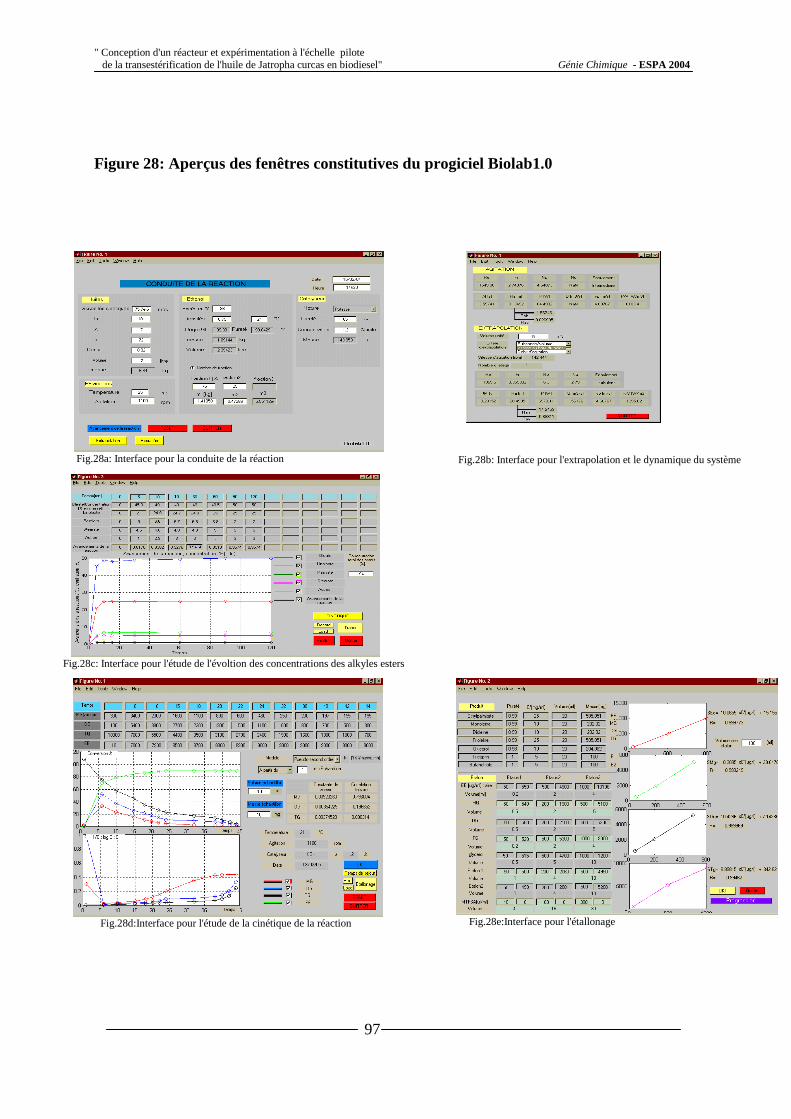
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
97
Figure 28: Aperçus des fenêtres constitutives du progiciel Biolab1.0
Fig.28a: Interface pour la conduite de la réaction
Fig.28b: Interface pour l'extrapolation et le dynamique du système
Fig.28c: Interface pour l'étude de l'évoltion des concentrations des alkyles esters
Fig.28d:Interface pour l'étude de la cinétique de la réaction Fig.28e:Interface pour l'étallonage
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
98
IV. Détails des interfaces
A. L'interface pour la conduite de la réaction
1. Objectif de l'interface
Comme l'indique son nom, cette interface permet au biodieseler de calculer et de répertorier les paramètres d'expérience pendant les essais de production. La tache de l'opérateur est ainsi réduite à la saisie des caractéristiques des réactifs et des paramètres de travail adoptés. Le programme calculera automatiquement les quantités réelles de réactifs qu'il faudra utiliser.
2. Description de la fenêtre
Cette fenêtre est divisée en quatre zones: la zone pour la saisie et l'affichage des paramètres relatifs à l'huile, la zone pour la saisie et l'affichage des paramètres relatifs à l'alcool, la zone pour la saisie et l'affichage des paramètres relatifs au catalyseur, la zone pour la saisie des paramètres de travail et les boutons de commandes.
La zone des paramètres relatifs à l'huile comprend 7 champs en éditable texte: Un champ pour la saisie de la viscosité cinétique de l'huile(1), un champ pour la saisie de l'indice de saponification(1), un champ pour la saisie de la densité de l'huile(1), un champ pour la saisie du volume d'huile à utiliser(1) et un champ pour la saisie ou l'affichage de la masse d'huile qu'il faudra utiliser(2). Le contenu de ce dernier champ est calculé automatiquement par le programme mais en même temps, peut aussi être saisie par l'opérateur à partir de la masse réelle utilisée lors pesage.
La zone des paramètres relatifs à l'alcool comprend 7 champs en éditable texte, un champ en pop up menu et un champ en radio bouton. Les champs en éditable texte sont : Un champ pour la saisie de la quantité d'alcool en excès [en %](1), un champ pour la saisie de la densité de l'alcool(1), un champ pour la saisie de la température de l'alcool lors de la mesure de densité(3), un champ pour la saisie ou l'affichage du titre alcoolique de éthanol en GL(cas de l'éthanol) (2)(3), un champ pour la saisie ou l'affichage de la pureté massique de l'alcool (2), un champ pour l'affichage de la masse d'alcool qu'il faudra utiliser(3) et un champ pour l'affichage de son volume(3) Le champ en pop up menu propose deux types d'alcool: le méthanol et l'éthanol. Le champ en radio bouton demande à l'opérateur si l'utilisation de l' alcool se fait en une seule fois ou en plusieurs fractions. Si ce champ est activé, le programme affichera 6 autres champs supplémentaires: 3 pour la saisie des fractions d'alcool(1) utilisés dans chaque étape [en %] et 3 pour l'affichage des masses d'alcool correspondant à chaque fraction(4).
La zone des paramètres relatifs au catalyseur comprend 3 champs en éditable texte et un champ en Pop up menu. Le champ en pop up menu propose 4 types de catalyseur (soude, potasse, éthoxyde de sodium, éthoxyde de potassium) parmi lesquels l'opérateur va choisir. Les champs en éditable texte sont constitués par: un champ pour la saisie de la pureté massique du catalyseur en question (1), un champ pour la saisie de la concentration en catalyseur qu'on veut adopter(1) et un champ pour l'affichage de la masse de catalyseur qu'il faudra utiliser (4)
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
99
La zone des paramètres relatifs aux conditions opératoires comprend 2 champs en éditable texte: un pour la saisie de la température de la réaction(1) et un autre pour la saisie de la vitesse d'agitation. (1)
Les boutons de commandes sont constitués par le bouton 'Avancement de la réaction ' (en bleu), le bouton 'Extrapolation' (en jaune), le bouton 'Résumé' (jaune), le bouton 'Reset' (rouge) et le bouton 'Quitter' (rouge). Cliquer sur le bouton 'Avancement de la réaction ' ouvrira une nouvelle fenêtre appelée 'Avancement'. Les fonctions de cette fenêtre seront expliquées dans le paragraphe B. Cliquez sur le bouton 'Extrapolation' ouvrira une autre fenêtre appelée extrapolation (voire paragraphe D)
Cliquer sur le bouton 'Résumés' à la fin de l'opération enregistrera les résultats et les donnés relatifs à l'expérience en cours dans un document en Microsoft Word, appelé 'Biolab_resumés.doc', dans le fichier 'C\Interface\Matlab1'. Ce dernier pourra ensuite être récupéré ou imprimé.
Le bouton 'Reset' permet de rejeter les valeurs déjà saisies et de recommencer l'opération .Le bouton 'Quitter' conduit à la fermeture du progiciel Biolab1.0
Explication
(1): Le champ est obligatoirement complété par l'opérateur (2): Le contenu du champ est calculé automatiquement par le programme mais peut aussi être saisi ou modifié par l'opérateur si celui ci a en sa disposition la valeur réelle. (3): Le champ peut être laissé vide à condition que certains champs qui lui sont relatifs sont complétés convenablement. (4): Le contenu du champ est automatiquement calculé par le programme et ne doive être en aucun cas modifié par l'opérateur.
Remarque:
1. A part les éditables textes cités précédemment, la fenêtre 'Conduite de la réaction ' possède également deux autres champs supplémentaires où l'opérateur va saisir la date et l'heure de l'expérience ( pour l'archive)
2. Les éditables textes dont les contenus ont été calculés par le programme voient leur couleur changée de blanc en gris
3. Les champs de la fenêtre 'Conduite de la réaction ' sont interactifs. Ainsi une modification du contenu de l'un réclame à Biolab1.0 de refaire les calculs et de mettre à jour le contenu des autres champs. A titre d'exemple, la modification du contenu du champ 'Masse huile ' modifie instantanément le contenu du champ 'Masse alcool', du champ 'Volume huile', du champ 'Masse catalyseur', etc. Par contre, le contenu du champ 'Masse catalyseur' est mis à jour chaque fois que les contenus du champ 'Volume huile', du champ 'Masse huile', du champ 'Nature du catalyseur', du champ 'Pureté du catalyseur' du champ 'Concentration du catalyseur', du champ 'Indice d'acide de l'huile' sont modifiés.
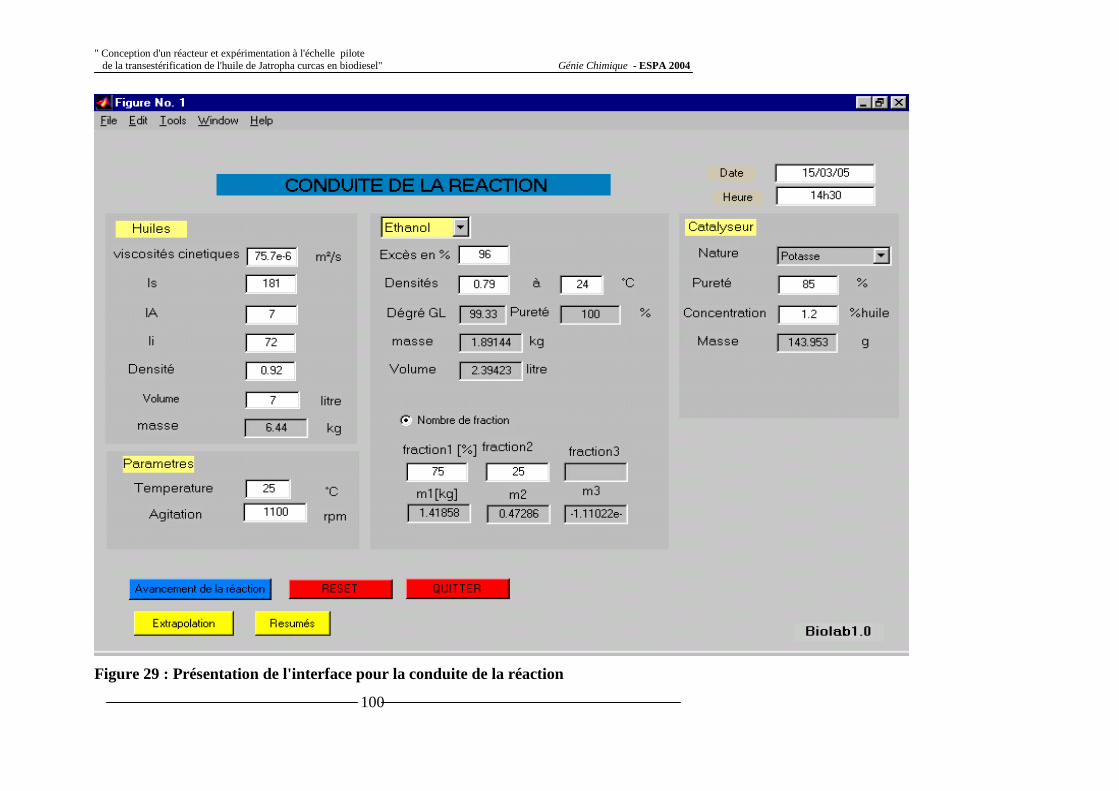
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
100
Figure 29 : Présentation de l'interface pour la conduite de la réaction
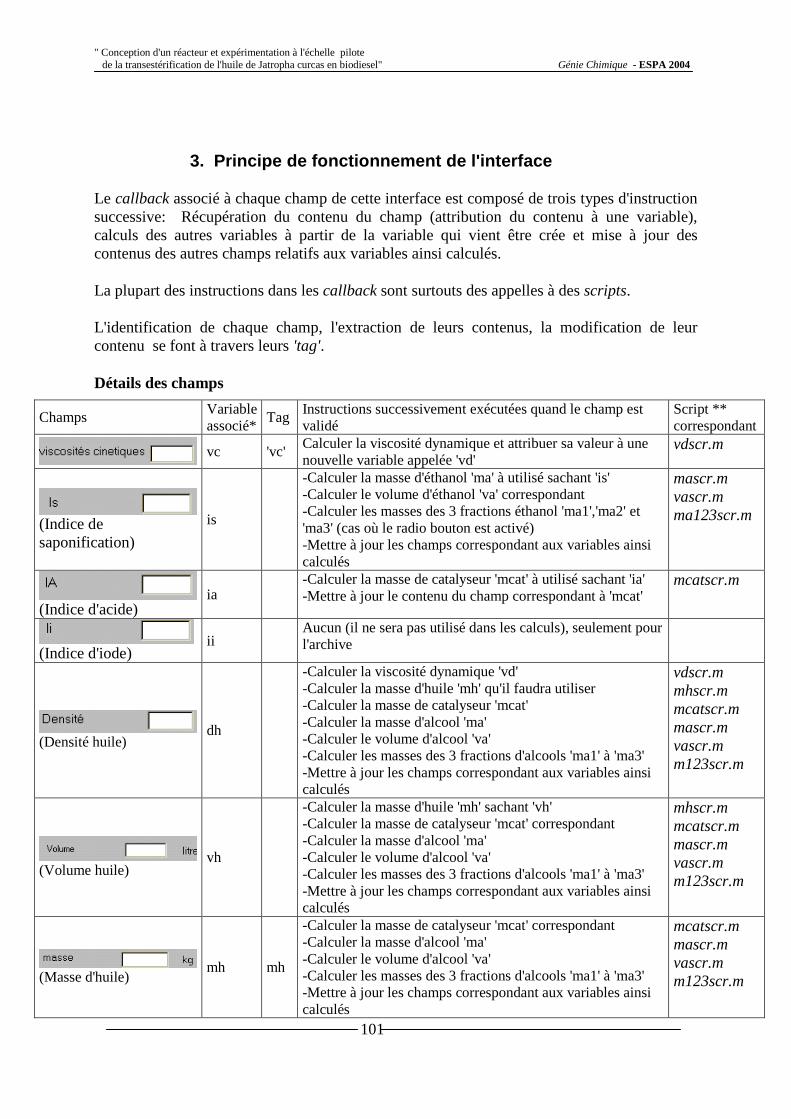
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
101
3. Principe de fonctionnement de l'interface
Le callback associé à chaque champ de cette interface est composé de trois types d'instruction successive: Récupération du contenu du champ (attribution du contenu à une variable), calculs des autres variables à partir de la variable qui vient être crée et mise à jour des contenus des autres champs relatifs aux variables ainsi calculés.
La plupart des instructions dans les callback sont surtouts des appelles à des scripts.
L'identification de chaque champ, l'extraction de leurs contenus, la modification de leur contenu se font à travers leurs 'tag'.
Détails des champs
Champs Variable associé*
Tag Instructions successivement exécutées quand le champ est validé
Script ** correspondant
vc 'vc'
Calculer la viscosité dynamique et attribuer sa valeur à une nouvelle variable appelée 'vd'
vdscr.m
(Indice de saponification)
is
-Calculer la masse d'éthanol 'ma' à utilisé sachant 'is' -Calculer le volume d'éthanol 'va' correspondant -Calculer les masses des 3 fractions éthanol 'ma1','ma2' et 'ma3' (cas où le radio bouton est activé) -Mettre à jour les champs correspondant aux variables ainsi calculés
mascr.m vascr.m ma123scr.m
(Indice d'acide)
ia -Calculer la masse de catalyseur 'mcat' à utilisé sachant 'ia' -Mettre à jour le contenu du champ correspondant à 'mcat'
mcatscr.m
(Indice d'iode)
ii Aucun (il ne sera pas utilisé dans les calculs), seulement pour l'archive
(Densité huile)
dh
-Calculer la viscosité dynamique 'vd' -Calculer la masse d'huile 'mh' qu'il faudra utiliser -Calculer la masse de catalyseur 'mcat' -Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
vdscr.m mhscr.m mcatscr.m mascr.m vascr.m m123scr.m
(Volume huile)
vh
-Calculer la masse d'huile 'mh' sachant 'vh' -Calculer la masse de catalyseur 'mcat' correspondant -Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
mhscr.m mcatscr.m mascr.m vascr.m m123scr.m
(Masse d'huile)
mh mh
-Calculer la masse de catalyseur 'mcat' correspondant -Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
mcatscr.m mascr.m vascr.m m123scr.m
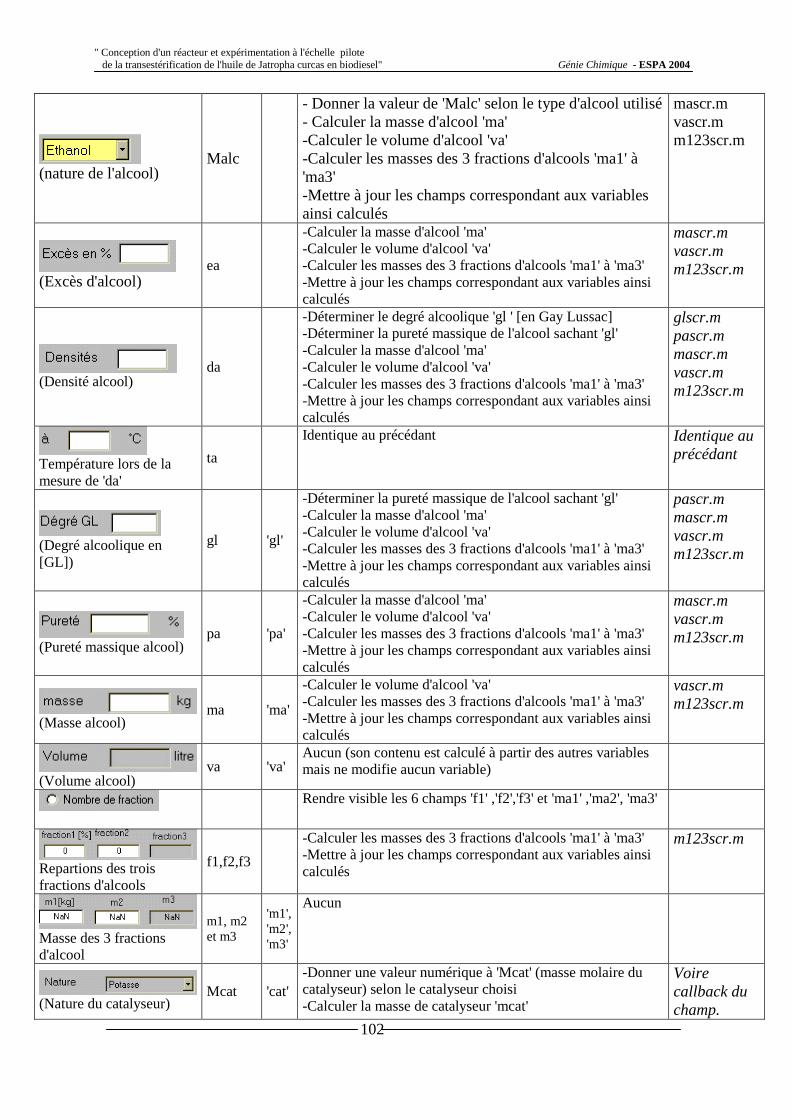
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
102
(nature de l'alcool)
Malc
- Donner la valeur de 'Malc' selon le type d'alcool utilisé - Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
mascr.m vascr.m m123scr.m
(Excès d'alcool)
ea
-Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
mascr.m vascr.m m123scr.m
(Densité alcool)
da
-Déterminer le degré alcoolique 'gl ' [en Gay Lussac] -Déterminer la pureté massique de l'alcool sachant 'gl' -Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
glscr.m pascr.m mascr.m vascr.m m123scr.m
Température lors de la mesure de 'da'
ta
Identique au précédant Identique au précédant
(Degré alcoolique en [GL])
gl 'gl'
-Déterminer la pureté massique de l'alcool sachant 'gl' -Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
pascr.m mascr.m vascr.m m123scr.m
(Pureté massique alcool)
pa 'pa'
-Calculer la masse d'alcool 'ma' -Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
mascr.m vascr.m m123scr.m
(Masse alcool)
ma 'ma'
-Calculer le volume d'alcool 'va' -Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
vascr.m m123scr.m
(Volume alcool)
va 'va' Aucun (son contenu est calculé à partir des autres variables mais ne modifie aucun variable)
Rendre visible les 6 champs 'f1' ,'f2','f3' et 'ma1' ,'ma2', 'ma3'
Repartions des trois fractions d'alcools
f1,f2,f3
-Calculer les masses des 3 fractions d'alcools 'ma1' à 'ma3' -Mettre à jour les champs correspondant aux variables ainsi calculés
m123scr.m
Masse des 3 fractions d'alcool
m1, m2 et m3
'm1','m2', 'm3'
Aucun
(Nature du catalyseur)
Mcat 'cat' -Donner une valeur numérique à 'Mcat' (masse molaire du catalyseur) selon le catalyseur choisi -Calculer la masse de catalyseur 'mcat'
Voire callback du champ.
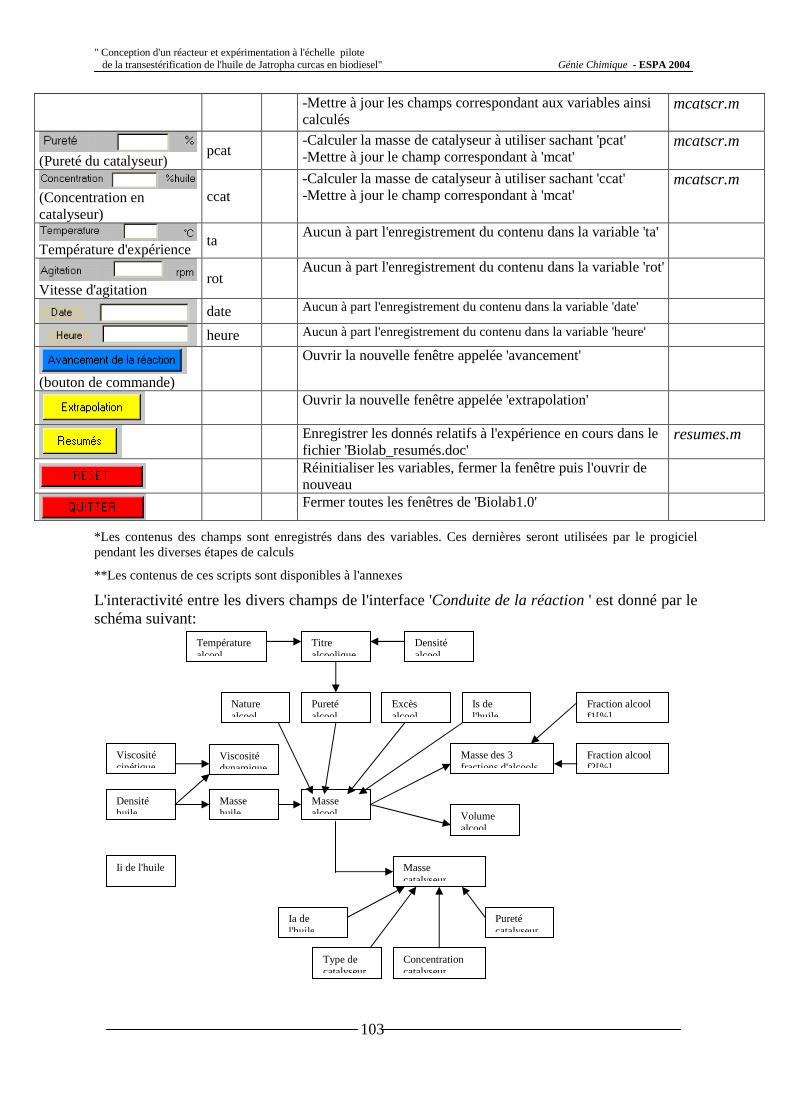
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
103
-Mettre à jour les champs correspondant aux variables ainsi calculés
mcatscr.m
(Pureté du catalyseur)
pcat -Calculer la masse de catalyseur à utiliser sachant 'pcat' -Mettre à jour le champ correspondant à 'mcat'
mcatscr.m
(Concentration en catalyseur)
ccat -Calculer la masse de catalyseur à utiliser sachant 'ccat' -Mettre à jour le champ correspondant à 'mcat'
mcatscr.m
Température d'expérience
ta Aucun à part l'enregistrement du contenu dans la variable 'ta'
Vitesse d'agitation
rot Aucun à part l'enregistrement du contenu dans la variable 'rot'
date Aucun à part l'enregistrement du contenu dans la variable 'date'
heure Aucun à part l'enregistrement du contenu dans la variable 'heure'
(bouton de commande)
Ouvrir la nouvelle fenêtre appelée 'avancement'
Ouvrir la nouvelle fenêtre appelée 'extrapolation'
Enregistrer les donnés relatifs à l'expérience en cours dans le fichier 'Biolab_resumés.doc'
resumes.m
Réinitialiser les variables, fermer la fenêtre puis l'ouvrir de nouveau
Fermer toutes les fenêtres de 'Biolab1.0'
*Les contenus des champs sont enregistrés dans des variables. Ces dernières seront utilisées par le progiciel pendant les diverses étapes de calculs
**Les contenus de ces scripts sont disponibles à l'annexes
L'interactivité entre les divers champs de l'interface 'Conduite de la réaction ' est donné par le schéma suivant:
Viscosité cinétique
Viscosité dynamique
Densité huile
Masse huile
Masse alcool
Excès alcool
Is de l'huile
Ia de l'huile
Pureté alcool
Titre alcoolique
Densité alcool
Température alcool
Nature alcool
Masse catalyseur
Concentration catalyseur
Pureté catalyseur
Type de catalyseur
Volume alcool
Masse des 3 fractions d'alcools
Ii de l'huile
Fraction alcool f1[%]
Fraction alcool f2[%]
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
104
4. Explication des scripts
a) Le script vdscr.m
Il permet de calculer la viscosité dynamique vd de l'huile sachant sa masse volumique et sa viscosité cinétique:
Viscosité dynamique= Viscosité cinétique / Masse volumique
b) Le script mascr.m
Ce script calcul la masse de l'alcool qu'il faudra utiliser sachant la masse 'mh' de l'huile utilisée, l'indice de saponification 'is' de l'huile, la pureté massique 'pa' de l'alcool et l'excès d'alcool 'ea' [en %] qu'on a adopté.
Il utilise la formule:
Masse alcool = Masse alcool en quantité stœchiométrique + Masse de l'excès (A5.1)
Avec:
Masse alcool en quantité stœchiométrique = pa
mis hMalc ..10 156
−
(A5.2)
Malc= 46.1 pour l'éthanol et 32 pour le méthanol
Masse excès = (Masse alcool en quantité stœchiométrique * excès alcool en %)/100 (A5.3)
c) Le script ma123scr.m
Ce script calcul la masse 'm1' de la première fraction de l'alcool, 'm2' de la deuxième fraction de l'alcool, 'm3' de la troisième fraction de l'alcool sachant la masse totale des alcools 'ma' et les fractions [en %] 'f1', 'f2' et 'f3'.
On a:
m1 = ma*f1/100 m2= ma*f2/100 m3=ma-(m1+m2) (A5.4)
d) Le script mcatscr.m
Ce script calcul la masse de catalyseur 'mcat' qu'il faudra utiliser sachant l'indice de saponification 'is', la masse d'huile 'mh', la masse molaire du catalyseur 'Mcat', la pureté massique du catalyseur 'pcat', l'indice d'acide 'ia' de l'huile et la densité 'dh' de l'huile.
On a:
)10(* 1.56*100** Mcatia
pcatmh ccatmcat += (A5.5)
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
105
La première partie de cette expression correspond à la quantité de base pour catalyser la réaction de transestérification tandis que la dernière partie correspond à la quantité de base pour neutraliser les acides gras libres.
La masse molaire Mcat est 40 pour la soude, 56.1 pour la potasse ,68 pour l'éthoxyde de sodium et 84.4 pour l'éthoxyde de potassium.
e) Le script mhscr.m
Ce script calcul la masse d'huile 'mh' à utiliser sachant son volume 'vh' et sa densité 'dh'
Masse huile= Volume huile/ Densité (A5.6)
f) Le script glscr.m (cas de l'éthanol)
Contrairement aux scripts précédents, ce script travail sur des valeurs discontinues.
Il consiste à la détermination du titre alcoométrique en Gay Lussac 'gl' sachant la densité 'da' de l'éthanol et la température de l'éthanol 'ta' lors de la mesure de sa densité.
Dans un premier temps, le script détermine le degré apparent de l'alcool (à 20°C) en utilisant le tableau d'équivalence densité /degré alcoolique (voire annexe) et en faisant une interpolation linéaire. Dans un second temps, le script détermine le titre réel de l'alcool en faisant la rectification de température. Pour ce faire, il utilise le tableau de rectification de température (voire annexe) et procède à une deuxième interpolation linéaire.
g) Le script pascr.m (cas de l'éthanol)
Comme le script 'glscr.m', ce script utilise aussi le tableau de conversion à l'annexe pour calculer la pureté massique 'pa' de l'éthanol sachant son titre réel 'gl'. Il procède aussi par interpolation linéaire.
N.B: Les scripts 'glscr.m' et 'pascr.m' ont été conçus pour travailler dans la gamme de degré alcoolique supérieure à 90° GL, ils conduisent à des résultats erronés si le degré alcoolique est inférieur à cette valeur.
B. L'interface 'avancement de la réaction'
1. Objectifs de l'interface
Cette interface a pour objet de tracer l'évolution des concentrations des alkyls esters en fonction du temps ainsi que de l'avancement de la réaction de transestérification en fonction du temps.
2. Présentation de l'interface
Cette interface est constituée par:
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
106
• Un tableau de 7 lignes et de 14 colonnes. La première ligne du tableau est constituée par les temps des échantillonnages, comptés à partir du début de la réaction de transestérification. La deuxième, la troisième, la quatrième, la cinquième et la sixième ligne sont constituées par les concentrations [en %] des alkyles esters pour chaque échantillon. La septième ligne est constituée par les taux de conversion des réactifs en fonction du temps; ils ne sont pas fournis par l'opérateur mais sont automatiquement calculés par le progiciel.
• Une zone graphique, sur laquelle l'évolution de l'avancement de la réaction, les évolutions des concentrations des alkyles esters sont tracées en fonction du temps.
• Six cases à cocher, permettant de choisir sélectivement les courbes à tracer. En particulier, cocher la case correspondant à l'avancement de la réaction désactive les autres cases et ramène la plage d'affichage verticale du graphique dans un intervalle de [0 1]
• Un éditable texte, sur laquelle l'opérateur va saisir la concentration totale des alkyls esters dans le mélange pour X=1
• Sept boutons de commande:
- Le bouton 'Tracer' commande le progiciel de tracer les courbes dont les cases à cochers correspondantes sont activées.
- Le bouton 'Record' enregistre la matrice sources des courbes en cours (cinq enregistrements au maximum). Ce dernier peut être ultérieurement chargé en utilisant le bouton de commande 'Load'.
- Le bouton de commande 'Reset' permet de rejeter les valeurs saisies, le bouton de commande 'Quitter' permet de fermer la fenêtre.
- Le Bouton de commande 'Cinétique' ouvrira une nouvelle fenêtre appellée 'Cinétique de la réaction ' (voire paragraphe C)
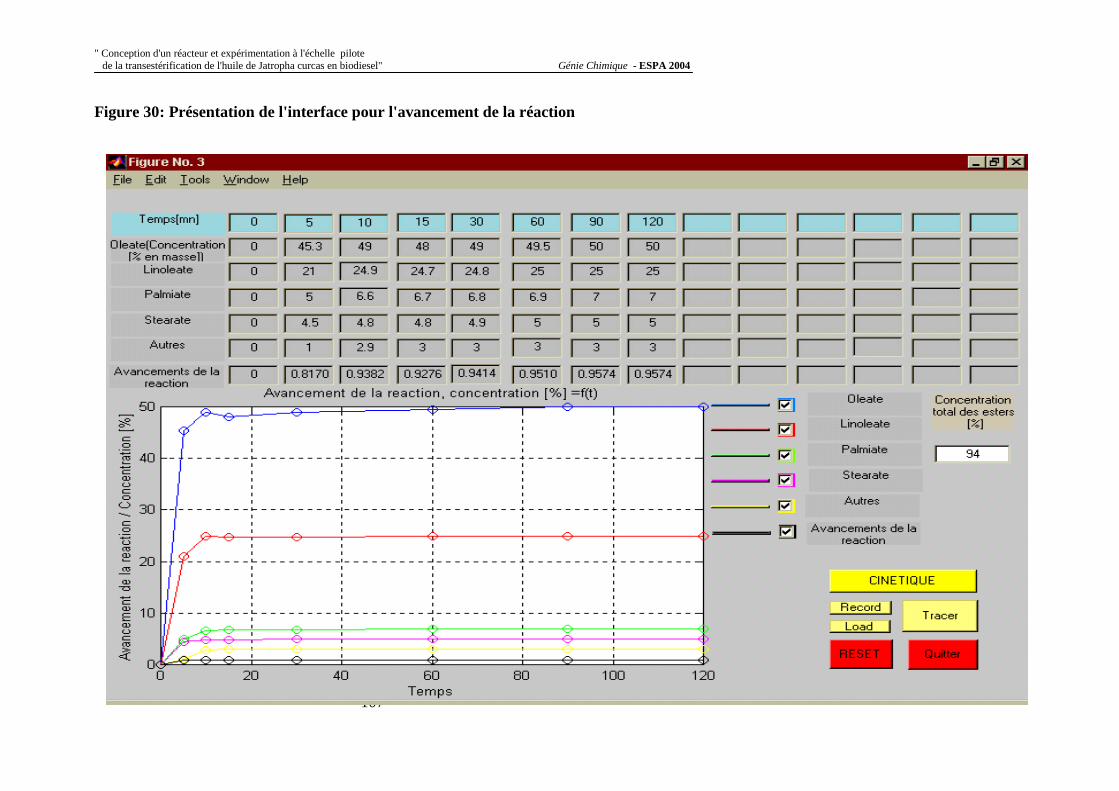
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
107
Figure 30: Présentation de l'interface pour l'avancement de la réaction
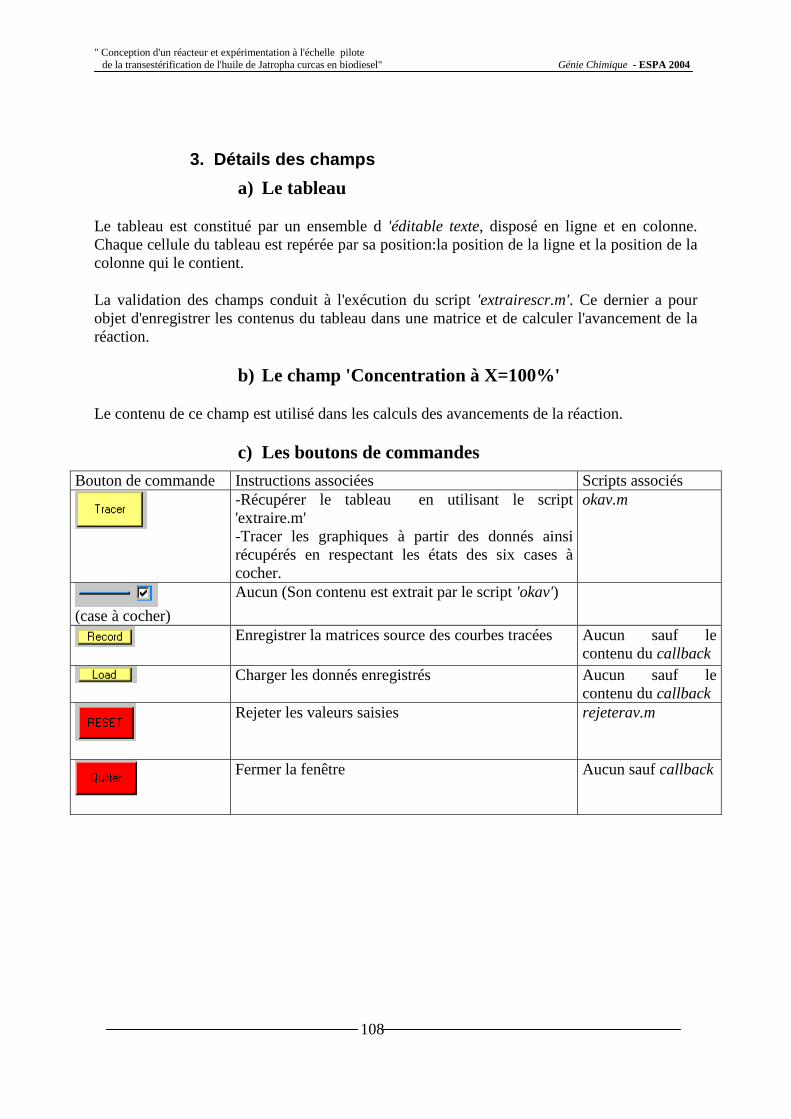
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
108
3. Détails des champs
a) Le tableau
Le tableau est constitué par un ensemble d 'éditable texte, disposé en ligne et en colonne. Chaque cellule du tableau est repérée par sa position:la position de la ligne et la position de la colonne qui le contient.
La validation des champs conduit à l'exécution du script 'extrairescr.m'. Ce dernier a pour objet d'enregistrer les contenus du tableau dans une matrice et de calculer l'avancement de la réaction.
b) Le champ 'Concentration à X=100%'
Le contenu de ce champ est utilisé dans les calculs des avancements de la réaction.
c) Les boutons de commandes
Bouton de commande Instructions associées Scripts associés
-Récupérer le tableau en utilisant le script 'extraire.m' -Tracer les graphiques à partir des donnés ainsi récupérés en respectant les états des six cases à cocher.
okav.m
(case à cocher)
Aucun (Son contenu est extrait par le script 'okav')
Enregistrer la matrices source des courbes tracées Aucun sauf le
contenu du callback
Charger les donnés enregistrés Aucun sauf le
contenu du callback
Rejeter les valeurs saisies rejeterav.m
Fermer la fenêtre Aucun sauf callback
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
109
C. L'interface 'Cinétique de la réaction'
1. Objectif de l'interface
Comme il a été énoncé dans l'étude bibliographique, la réaction de transestérification des matières grasses se fait en trois étapes:
Triglycéride → Diglycéride → Monoglycéride → Alkyle ester
Triglycéride, diglycéride, monoglycéride et alkyle ester sont simultanément présent dans le milieu réactionnel et leur consommation et formation suivent des lois cinétiques bien déterminé.
Dans les conditions opératoires rencontrées en milieu industriel, et pour la plupart des matières grasses, la réaction de transestérification suit d'abord une loi cinétique de pseudo-second ordre (pendant environ 30 mn) puis d'une loi cinétique du premier ordre ou d'ordre nulle.
Aussi, l'interface 'Cinétique de la réaction' a été conçus pour vérifier la validité de ces affirmations pour le cas de l'huile de jatropha curcas.
Les taches de l'interface consistent à:
- Tracer l'évolution des concentrations en triglycéride, en diglycéride, en monoglycéride et en alkyle ester en fonction du temps.
- Appliquer les trois types de modèle cinétiques (pseudo-second ordre, premier ordre, ordre nulle) sur les résultats expérimentaux, pour un certain intervalle de temps, et tracer les courbes correspondantes.
- Calculer les constantes de vitesses correspondantes au modèle adopté et calculer les coefficients de corrélations. Ce denier permettra d'apprécier la validité du modèle
2. Présentation des fenêtres
(1) La fenêtre étalonnage
Cette fenêtre est divisée en quatre zones:
Une zone pour la saisie et l'affichage des paramètres relatifs aux solutions étalons ou stocks (coté supérieur gauche), une zone pour la saisie et l'affichage des paramètres relatifs aux Standards (coté inférieur gauche), une zone pour l'affichage des courbes d'étalonnage, et une zone pour l'affichage des équations des courbes d'étalonnage et des coefficients de corrélations(coté droit)
(2) La fenêtre pour les cinétiques de la réaction
La fenêtre est constituée par:
- Un tableau de 6 lignes
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
110
La première ligne du tableau est constituée par le temps d'échantillonnage, à compter à partir du début de la réaction de transestérification. La deuxième, la troisième, la quatrième et la cinquième lignes sont constituées par les mesures des surfaces des pics chromatographiques respectifs aux monoglycérides, aux diglycérides, aux triglycérides et aux alkyles esters.
- Une zone graphique pour le traçage de l'évolution des proportions des monoglycérides, des diglycérides, des triglycérides et des alkyles esters en fonction du temps.
- Une zone graphique pour le traçage des courbes relatives au modèle choisi.
Si le modèle choisi est de pseudo-second ordre, les inverses des concentrations 1/C sont tracés en fonction du temps. S'il est de type premier ordre, les logarithmes des concentrations log(C) sont tracés en fonction du temps. S'il est d'ordre nulle, les concentrations C sont tracés en fonction du temps.
- Six cases à cocher permettant de choisir les courbes à afficher et à modéliser.
- Deux pop up menu et un éditable texte, permettant de choisir le modèle à appliquer et de définir l'intervalle de temps dans laquelle on va appliquer le modèle
- Des statiques textes où s'afficheront les constantes de vitesses relatives aux consommations des triglycérides, des diglycérides et des monoglycérides en fonction du temps, ainsi que les coefficients de corrélations correspondantes.
- Six boutons de commande notamment le bouton 'OK!' pour lancer l'application, le bouton 'Etalonnage' pour ouvrir la fenêtre d' étalonnage, le bouton 'Rec' pour enregistrer les donnés en cours, le bouton 'Load' pour charger les donnés enregistrés et le bouton 'Quitter' et 'Reset'.
- Un éditable texte pour la saisie du volume des solutions d'échantillons, un autre éditable texte pour la saisie de la masse des échantillons.
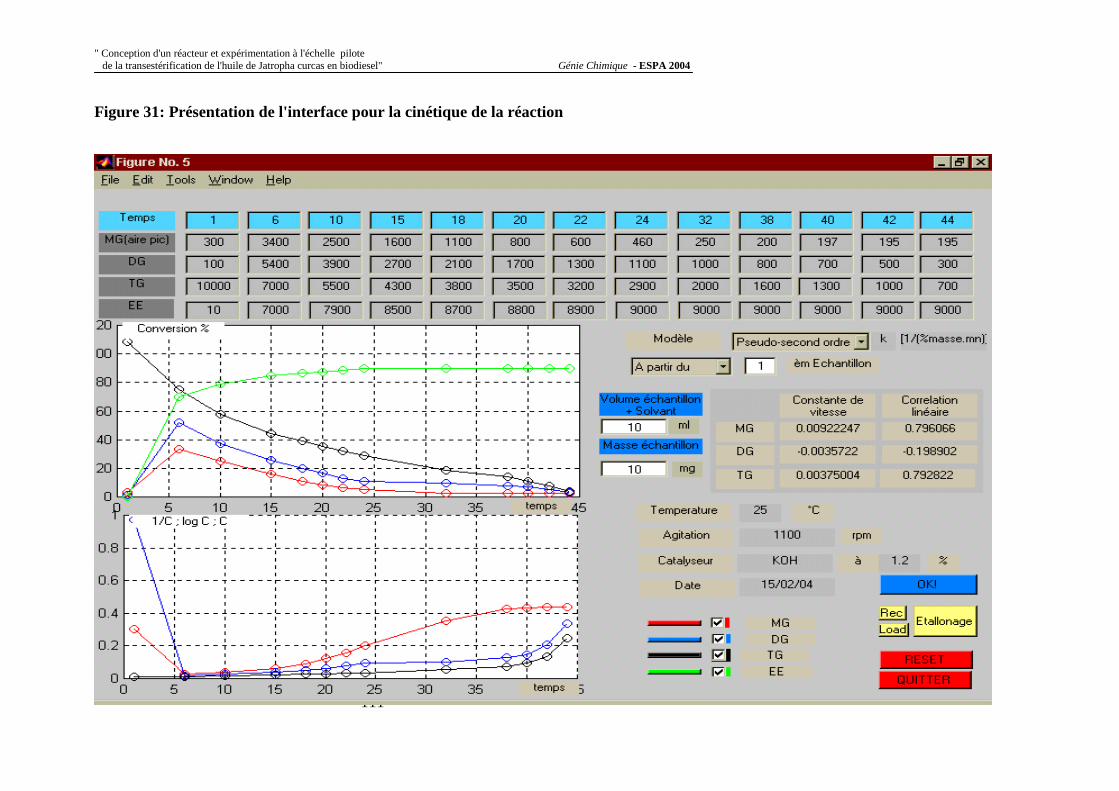
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
111
Figure 31: Présentation de l'interface pour la cinétique de la réaction

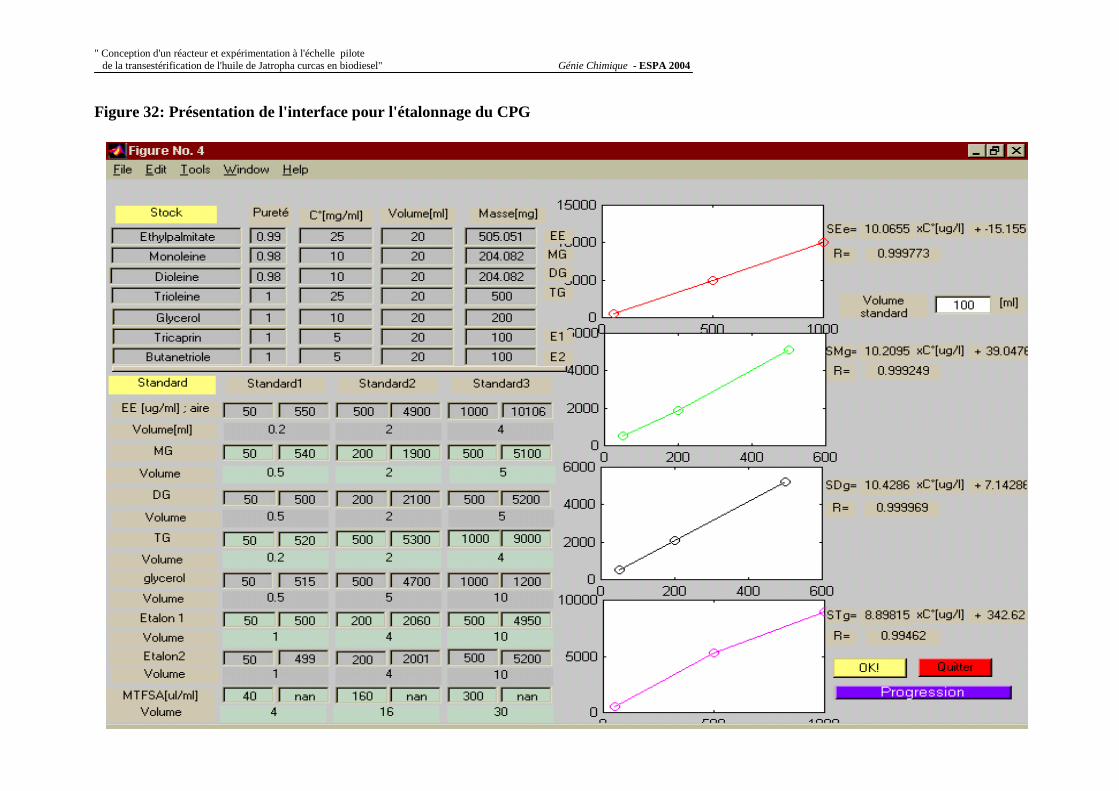
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
113
Figure 32: Présentation de l'interface pour l'étalonnage du CPG
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
114
3. Mode opératoire
a) Etalonnage du CPG
Comme l'interface 'Cinétique de la réaction' reçoit comme paramètre d'entrée les mesures des surfaces des pics chromatographiques, on doit préalablement étalonner le chromatographe.
Pour cela, on prépare 7 solutions (ou stock) de concentrations compris dans l'intervalle 2 à 30 mg/ml: une solution de monoglycéride, une solution de diglycéride, une solution de triglycéride, une solution d'alkyle ester, une solution de tricaprin et une solution de butanetriole. A partir de ces solutions, on prépare 3 solutions dont les concentrations en monoglycéride, en diglycéride, en triglycéride et en alkyle ester diffèrent les uns des autres: On obtient les standards.
Les standards sont ensuite traités au BASTFA ( transformation des composés hydroxylé en produit sylilé plus volatil) puis on les passe à la chromatographie.
La courbe d'étalonnage du monoglycéride est obtenue en traçant les mesures des surfaces des pics relatifs aux monoglycérides en fonction de leurs concentrations respectifs dans les standards. La courbe d'étalonnage du diglycéride est obtenue en traçant les mesures des surfaces des pics relatifs aux diglycérides en fonction de leurs concentrations respectifs dans les standards et ainsi de suite pour les triglycérides et les alkyles esters.
La comparaison des pics relatifs aux tricaprins et aux butanetrioles permettra de juger sur la reproductibilité des résultats de l'analyse chromatographique. Le butanetriole joue le rôle de référence pour les composés moins volatil et le tricaprin comme référence pour les composés volatils.
L'interface 'Etalonnage', accompagnant l'interface 'Cinétique de la réaction' assistera l'opérateur le long de ces opérations citées précédemment. Ainsi:
- En lui fournissant les concentrations et les volumes des stocks qu'on veut préparer, l'interface calculera automatiquement la masse de produit qu'il faudra utiliser. Inversement, en lui fournissant la masse réelle des produits utilisés, le programme mettra à jour la valeur de la concentration.
- Puis en lui fournissant les compositions (concentrations) des standards qu'on veut obtenir, l'interface calculera automatiquement les volumes des stocks qu'il faudra mélanger.
- Enfin, en lui fournissant les mesures des surfaces des pics chromatographiques correspondants à chaque composé, l'interface tracera automatiquement les courbe d'étalonnages : Courbe d'étalonnage des monoglycérides, courbe d'étalonnage des diglycérides, courbe d'étalonnage des triglycérides et courbe d'étalonnage des alkyls esters. Les équations de ces courbes sont aussi données ainsi que leurs coefficients de corrélation respectifs.
b) Etude de la cinétique de la réaction.
On procède comme suit :
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
115
- Mélanger les échantillons issus du mélange réactionnel avec du BASTFA puis les diluer avec de l'hexane jusqu'à un volume V.
- Passer les solutions obtenues au CPG .
- Faire une deuxième chromatographie de la standards2 afin de s'assurer sur la reproductibilité des résultats
- Identifier les pics chromatographiques et fournir à l'interface 'Cinétique de la réaction ' les mesures de leurs surfaces avec leurs temps d'échantillonnage respectifs.
- Bien remplir les champs de l'interface. Puis en se servant des deux pop up menu, de l'éditable texte 'èm échantillon' et du bouton 'OK!', essayer chaque type de modèle pour chaque intervalle de temps possible. Plus le modèle est compatible, plus la courbe correspondante est linéaire et plus le coefficient de corrélation R tend vers 1.
4. Les équations utilisées
a) La fenêtre pour l'étalonnage
(1) Calcul de la masse des produits étalons
Sachant la concentration du stock à préparer (stock en monoglycéride par exemple), la masse du produit pur utilisé est donnée par :
m = C*V/p (B5.1)
V:Volume de la stocks à préparer (produit pur + solvant) [ml] p: Pureté du produit initial C: Concentration du stock à préparer [mg/ml]
(2) Calcul de la concentration du stock
C'est le calcul inverse du précédent. Si m est la masse réelle du produit obtenu lors du pesage, la valeur de la concentration est mise à jour selon l'expression:
C = p*m / V (B5.2)
(3) Calcul des volumes des stocks à mélanger pour préparer les standards
Pour préparer les standards, on mélange des certaines quantités de stocks puis on les dilue avec de l'hexane.
Si (Ctg)1 est la concentration du triglycéride dans le standard 'Standards1' et VT le volume de la ' Standards1', le volume du stock de triglycéride à utiliser est donné par la relation:
(Vtg)0 = (Ctg)1 / (Ctg)0 * VT *10 3 (B5.3)
(Ctg)0 est la concentration du stock de triglycéride, elle a été calculée par la relation B5.2
On utilise les même relations pour le cas du diglycéride, du monoglycéride et de l'alkyle ester et ainsi de suite pour le 'Standards2' et le 'Standards3'.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
116
(4) Détermination de l'équation des courbes d'étalonnages
Soit :
Si = k"i * (Ci)1 + (Ci)0 (B5.4) (i : monoglycéride ,diglycéride ,triglycéride, alkyl ester )
la forme générale des droites d'étalonnages. Si sont les surfaces des pics chromatographiques pour l'élément i (Ci)1 sont les concentrations des constituants i .
En identifiant cette équation avec les résultats expérimentaux, on peut calculer la pente k''i selon la relation:
))((),)cov((
1
1"i
ii
CVSC
ik = (B5.5)
et la constante (C0)i selon la relation:
01 )()(." iiii CCkS +=−−
(B5.6)
Le coefficient de corrélation est donné par
)().)((),)cov((
1
1
SiCSC
ii
iiR δδ= (B5.7)
b) La fenêtre pour la cinétique de la réaction
(1) Calcul des concentrations réelles à partir des surfaces des pics chromatographiques
Si Si est la mesure de la surface du pic chromatographique, la concentration correspondante est donnée par la relation:
i
ii
kCS
iC ")( 0−= (B5.8)
[µg/l]
k"i et (Ci)0 ont été calculé lors de l'étalonnage :équations B5.5 et B5.6
La concentration Ci est ensuite transformée en pourcentage par la relation:
T
T
mVCi
iC .' = (B5.9)
[%]
mT est la masse de l'échantillon [mg]
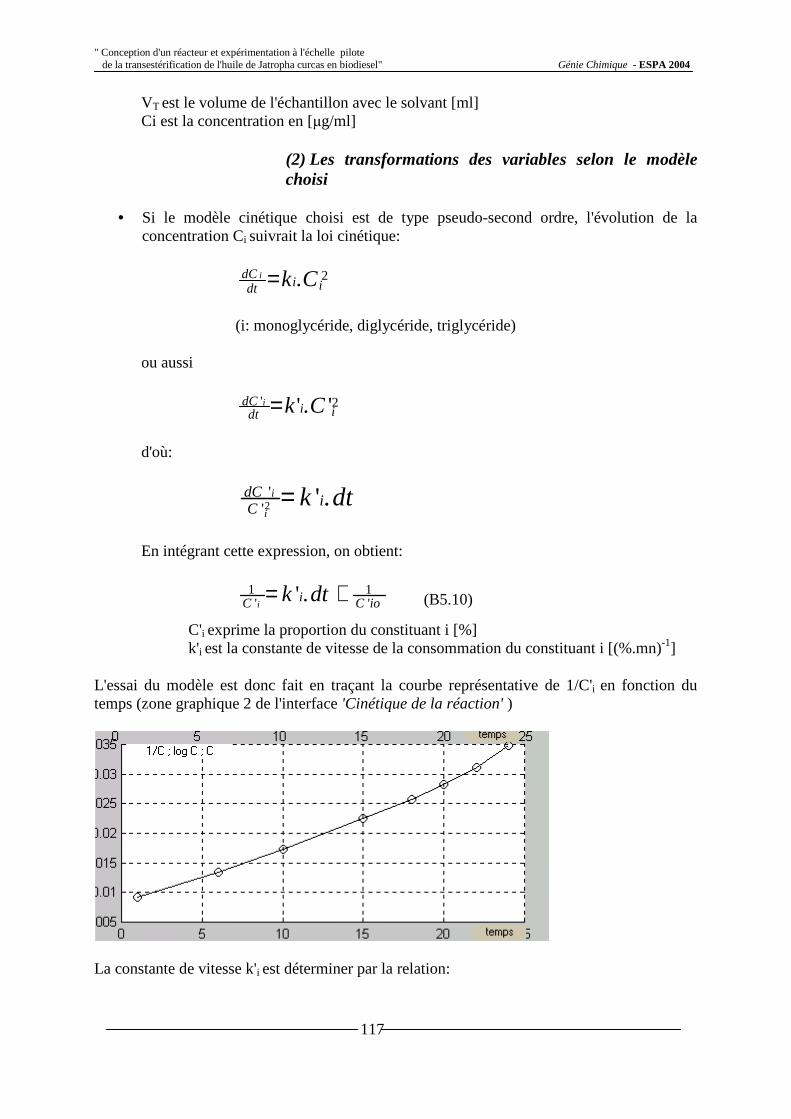
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
117
VT est le volume de l'échantillon avec le solvant [ml] Ci est la concentration en [µg/ml]
(2) Les transformations des variables selon le modèle choisi
• Si le modèle cinétique choisi est de type pseudo-second ordre, l'évolution de la concentration Ci suivrait la loi cinétique:
2. iidtdC Cki =
(i: monoglycéride, diglycéride, triglycéride)
ou aussi
2' '.' iidt
dC Cki =
d'où:
dtk iCdC
i
i .'2'' =
En intégrant cette expression, on obtient:
ioCiC dtki '
1'
1 .' += (B5.10)
C'i exprime la proportion du constituant i [%] k'i est la constante de vitesse de la consommation du constituant i [(%.mn)-1]
L'essai du modèle est donc fait en traçant la courbe représentative de 1/C'i en fonction du temps (zone graphique 2 de l'interface 'Cinétique de la réaction' )
La constante de vitesse k'i est déterminer par la relation:

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
118
)(),'/1cov(' tV
tCi
ik = (B5.11)
et le coefficient de corrélation par:
)()'/1(),'/1cov(' tC
tCi
iR δδ= (B5.12)
• Si le modèle choisi est de premier ordre, l'évolution de la concentration Ci suivrait l'équation:
iidtdC Cki .=
En intégrant, on obtient:
Ln(Ci) = ki* t + Ln(Cio)
En fonction de la proportion C'i du constituant i on a:
Ln(C'i) = ki* t + Ln(C'io) (B5.13)
L'essai du modèle est donc fait en traçant la courbe représentative de Ln(C'i) en fonction du temps. (zone graphique 2 de l'interface 'Cinétique de la réaction' )
La constante de vitesse ki est déterminée par la relation:
)()),'(cov(
tVtCLn
iik = (B5.14)
[mn-1]
et le coefficient de corrélation par:
)())'(()),'(cov(' tCLn
tCLni
iR δδ= (B5.15)
• Si le modèle utilisé d'ordre nulle, on a:
idtdC ki =
c'est à dire
Ci = ki * t + Ci o
ou C'i = k'i * t + C'i o (B5.16)
L'essai du modèle est fait en traçant la courbe représentative de Ci en fonction du temps.

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
119
La constante de vitesse k'i est donné par la relation:
)(),'cov(' tV
tCi
ik = (B5.17)
[%masse.mn-1]
Et le coefficient de corrélation par:
)()'(),'cov(' tC
tCi
iR δδ= (B5.18)
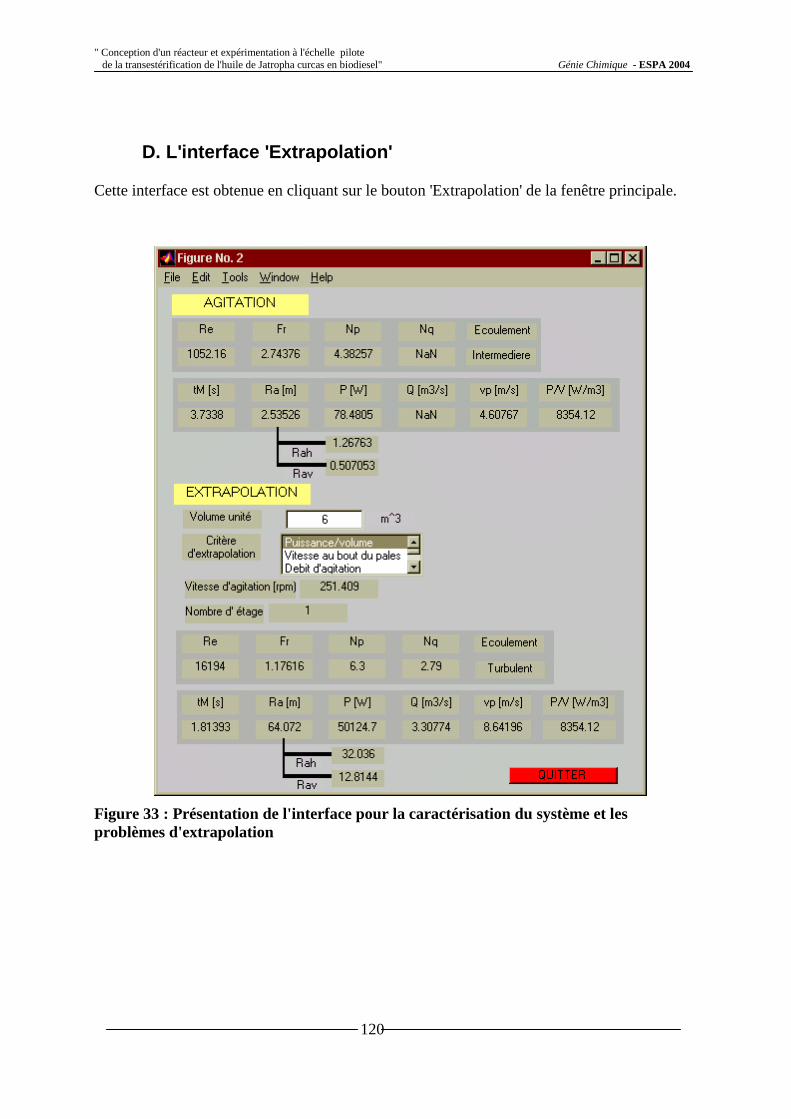
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
120
D. L'interface 'Extrapolation'
Cette interface est obtenue en cliquant sur le bouton 'Extrapolation' de la fenêtre principale.
Figure 33 : Présentation de l'interface pour la caractérisation du système et les problèmes d'extrapolation
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
121
1. Objectifs de l'interface
Cette interface a pour objet de:
- Dégager les paramètres caractéristiques du réacteur pour l'expérience en cours.
- Faire l'extrapolation du système suivant un critère d'extrapolation donné, pour un volume de réacteur plus élevé.
- Dégager les paramètres caractéristiques du système ainsi extrapolé
2. Présentation de l'interface
La partie supérieure est constituée par des statiques textes affichant les paramètres caractéristiques du réacteur durant l'expérience: Les nombres sans dimensions (nombre de Reynolds Re1, nombre de Froude Fr1, nombre de puissance Np1), le coefficient de pompage Nq1, le débit d'agitation Q1, la puissance d'agitation P1, le temps de mélange tM1, le rayon d'action Ra1, le rayon d'action horizontale Rah1, le rayon d'action verticale Rav1, la vitesse au bout des pales vp1 et la puissance volumique P1/V1.
La partie inférieure est constituée par les champs relatifs aux calculs d'extrapolation:
- Un champ en éditable texte pour la saisie du volume du nouveau réacteur.
- Un champ en 'list box' pour le choix du critère d'extrapolation à utiliser: Puissance volumique, Vitesse au bout des pales, Débit d'agitation, Nombre Reynolds ou Nombre de Froude.
- Deux champs en statique texte ou s'afficheront la nouvelle vitesse d'agitation et le nombre d'étage du futur réacteur.
- Des champs en statique texte pour l'affichage des nouvelles caractéristiques du système ainsi extrapolé: Nombre de Reynolds Re2, nombre de Froude Fr2, nombre de puissance Np2, coefficient de pompage Nq2, débit d'agitation Q2, puissance d'agitation P2, temps de mélange tM2, rayon d'action Ra2, rayon d'action horizontale Rah2, rayon d'action verticale Rav2, vitesse au bout des pales vp2 et puissance volumique P2/V2.
3. Les scripts associés à l'interface 'Extrapolatio n'
a) Le script 'ouvrir_extrapolation.m'
Ce script calcul les paramètres caractéristiques du système en cours et les affiche sur la fenêtre en question. Ce script est exécuté lors de l'ouverture de l'interface elle-même.
Il calcul successivement le nombre de Reynolds Re1, nombre de Froude Fr1, nombre de puissance Np1, la puissance d'agitation P1, le coefficient de pompage Nq1, le débit d'agitation Q1, le temps de mélange tM1, la vitesse au bout des pales v1, la puissance volumique P1/V1 et les rayon d'action Ra1, Rah1, Rav1:
• Re1 =(D12*N1*ρ) / µ (D4.1)
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
122
Avec D1=0.08 m(diamètre de l'agitateur) N1[rpm] la vitesse d'agitation µ[Pa.s] la viscosité apparente, calculé selon la relation
)*5.2exp(.
1(
)4.0(*
huilealcool
huilealcool
huile
alcoolhuile
µµ
µµ
ξξµµ
+
+= (D4.2)
µ huile et µ alcool sont les viscosités dynamiques de l'huile et de l'alcool ξalcool et ξhuile sont les fractions volumiques de l'huile et de l'alcool
ρ[kg/m3] est la masse volumique du mélange
ρ= (ξalcool*ρalcool + (1- ξalcool)ρhuile)*103 (D4.3)
• Pour Re1<10,
Le nombre de puissance est calculé par : Np1=71/Re1 (D4.5) La puissance est donnée par: P1=71*µ*N12
*D1 (D4.6) Et le régime d'écoulement est laminaire
Pour Re1>104
Np1 = 6.3 (D4.7) P1=6.3*ρ*D15
*N13 (D4.8) Le coefficient de pompage Nq est donnée par: Nq1 =0.93* DT/DA =0.93*3 (D4.9) Le débit d'agitation est: Q1=N1*D13
*nq1 (D4.10) Le régime est turbulent
Pour 10<Re<104
Le nombre de puissance Np1 est déduite de la courbe de la figure 34 La puissance P1=Np1*D15
*N13*ρ (D4.11)
Le régime d'écoulement est de type intermédiaire
• Le temps de mélange est donnée par:
tm1=5*(DT1/DT1)^0.5/(D1/DT1)^2*fr1^(1/6)/N1 (D4.12)
• La vitesse au bout des pales est calculée par:
v1 = π*N1*D1 (D4.13)
• Le rayon d'action Ra1 = 9.10-2 (P1/µ)1/2 (D4.14) Le rayon d'action horizontale Rah1 = 0.5 Ra1 (D4.15) Le rayon d'action verticale Rav1 = 0.2 Ra1 (D4.16)
A la fin des calculs, les variables sont affichées dans leurs champs respectifs, dans la fenêtre 'Extrapolation'.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
123
b) Le script 'computeextrapolation.m'
Ce script permet, en respectant le critère d'extrapolation demandé, d'extrapoler le fonctionnement du réacteur pilote pour une unité de plus grande taille.
La première étape des instructions associées à ce script consiste au calcul du nouveau diamètre DT2 de la cuve, du nouveau diamètre D2 de l'agitateur et du nombre d'étage 'ne'.
Si V2 est le volume du nouveau réacteur, on a:
DT2 =(4*V2/π)1/3 D2=DT2 / 3
ne = V2/10 (Valeur arrondie) 10 m3 est le volume maximal d'un étage
La deuxième étape de ces instructions consiste à calculer la nouvelle vitesse d'agitation selon le critère d'extrapolation adopté:
• Si le critère d'extrapolation est la puissance dissipée par unité de volume, la nouvelle vitesse d'agitation est donnée par:
3/15)2..3.6(12.12 DV
VPN ρ= (En régime turbulent et intermédiaire) (D4.17)
(D4.17)
2/13)2..71(12.12
DVVPN µ= (En régime laminaire) (D4.18)
NB: Les trois équations précédentes sont écrites en considérant que l'ancien régime d'écoulement et le nouveau régime d'écoulement sont tous les deux turbulents ou tous les deux laminaires ou intermédiaire et turbulent. Dans le cas contraire, un message d'avertissement s'affichera dans l'espace de travail.
• Si le critère d'extrapolation est la vitesse au bout des pales. N2 est donné par:
N2 = v1/(π*D2) (D4.19)
• Si le critère d'extrapolation est le débit d'agitation, on a:
22.1.22.12DVNq
VQN = (D4.20)
Nq2 (coefficient de pompage)= 0.93*(DT2/D2) =2.79 si le régime est turbulent (D4.21)
• Si le critère d'extrapolation est le nombre de Reynolds, on a:
ρµ
.2.1Re
22D
N = (D4.22)
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
124
• N2 = (9.8*Fr1/D2)1/2 si le critère d'extrapolation est le nombre Froude (D4.23)
La troisième étapes est la calcul des nouvelles valeurs du nombre de Reynolds Re2, du nombre de Froude Fr2, du nombre de puissance Np2, de la puissance d'agitation P2, du coefficient de pompage Nq2, du temps de mélange tM2, du rayon d'agitation Ra2, du rayon d'agitation horizontale Rah2, du rayon d'agitation verticale Rav2, de la vitesse au bout des pales v2, et de la puissance dissipé par unité de volume P2/V2. Ces dernières sont calculées de la même façon que celles dans le paragraphe précédent.
Si le nombre d'étage 'ne' est différent de 1, la puissance P2, le temps de mélange tM2, le rayon d'action verticale Rav2 et le débit d'agitation Q2 est multiplié par 'ne'.
La dernière étape du script est l'affichage des variables ainsi calculées dans leurs champs respectifs.
E. Le commande 'Résumés'
Comme il a été mentionné, cette commande enregistre les donnés concernant l'expérience en cours dans le document 'Biolab_resumés.doc'.
Les lignes suivantes illustre la présentation du document en question:
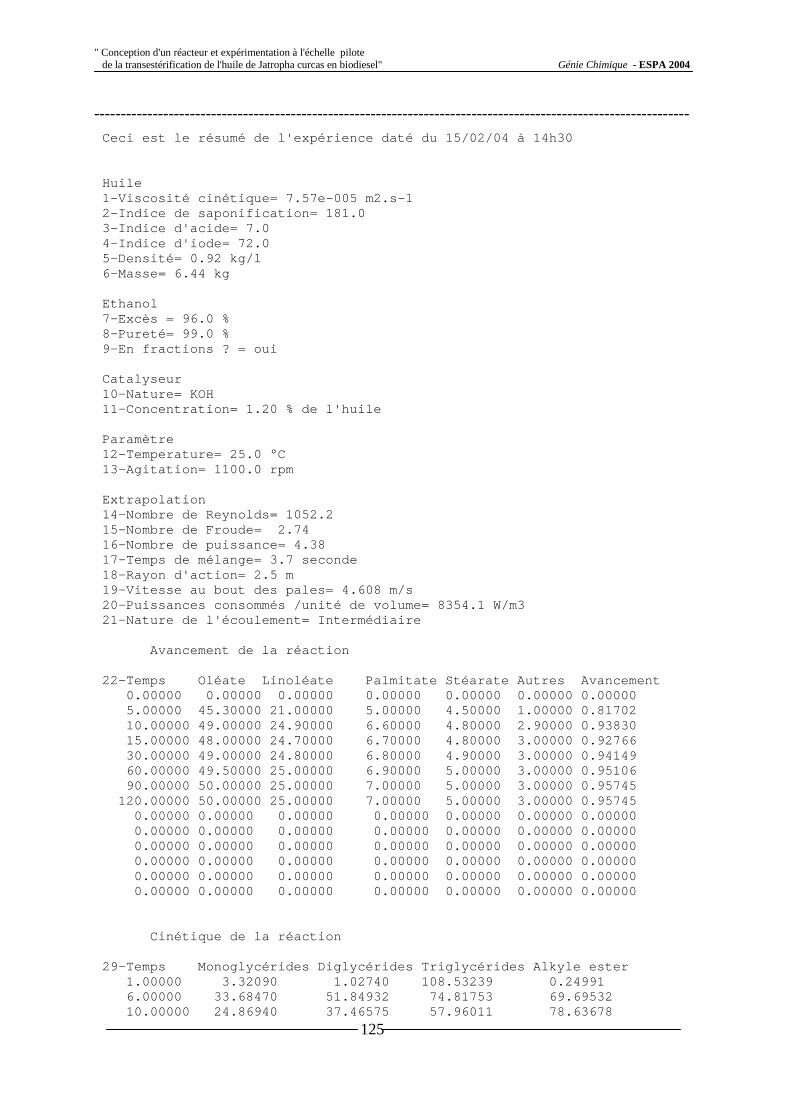
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
125
----------------------------------------------------------------------------------------------------------------
Ceci est le résumé de l'expérience daté du 15/02/0 4 à 14h30 Huile 1-Viscosité cinétique= 7.57e-005 m2.s-1 2-Indice de saponification= 181.0 3-Indice d'acide= 7.0 4-Indice d'iode= 72.0 5-Densité= 0.92 kg/l 6-Masse= 6.44 kg Ethanol 7-Excès = 96.0 % 8-Pureté= 99.0 % 9-En fractions ? = oui Catalyseur 10-Nature= KOH 11-Concentration= 1.20 % de l'huile Paramètre 12-Temperature= 25.0 °C 13-Agitation= 1100.0 rpm Extrapolation 14-Nombre de Reynolds= 1052.2 15-Nombre de Froude= 2.74 16-Nombre de puissance= 4.38 17-Temps de mélange= 3.7 seconde 18-Rayon d'action= 2.5 m 19-Vitesse au bout des pales= 4.608 m/s 20-Puissances consommés /unité de volume= 8354.1 W /m3 21-Nature de l'écoulement= Intermédiaire Avancement de la réaction 22-Temps Oléate Linoléate Palmitate Stéarat e Autres Avancement 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 5.00000 45.30000 21.00000 5.00000 4.50000 1.00000 0.81702 10.00000 49.00000 24.90000 6.60000 4.80000 2.90000 0.93830 15.00000 48.00000 24.70000 6.70000 4.80000 3.00000 0.92766 30.00000 49.00000 24.80000 6.80000 4.90000 3.00000 0.94149 60.00000 49.50000 25.00000 6.90000 5.00000 3.00000 0.95106 90.00000 50.00000 25.00000 7.00000 5.00000 3.00000 0.95745 120.00000 50.00000 25.00000 7.00000 5.00000 3.00000 0.95745 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 0.00000 Cinétique de la réaction 29-Temps Monoglycérides Diglycérides Triglycéri des Alkyle ester 1.00000 3.32090 1.02740 108.53239 0.24991 6.00000 33.68470 51.84932 74.81753 69.69532 10.00000 24.86940 37.46575 57.96011 78.63678
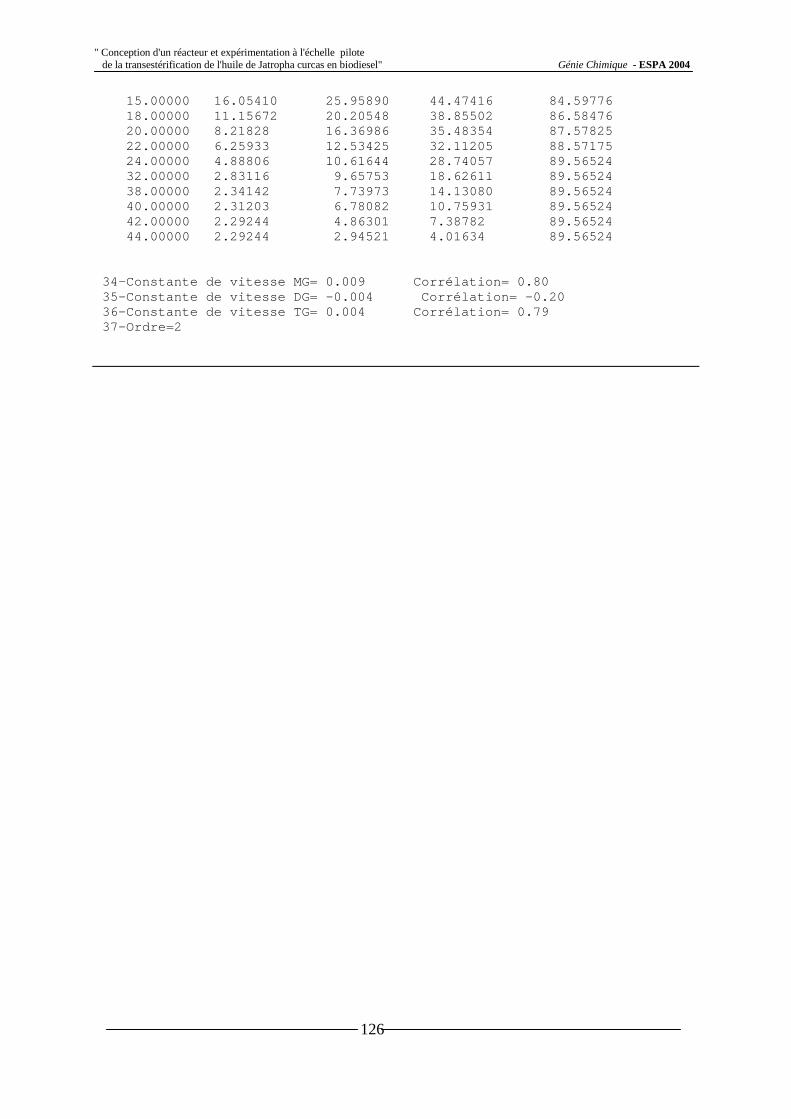
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
126
15.00000 16.05410 25.95890 44.47416 84.59776 18.00000 11.15672 20.20548 38.85502 86.58476 20.00000 8.21828 16.36986 35.48354 87.57825 22.00000 6.25933 12.53425 32.11205 88.57175 24.00000 4.88806 10.61644 28.74057 89.56524 32.00000 2.83116 9.65753 18.62611 89.56524 38.00000 2.34142 7.73973 14.13080 89.56524 40.00000 2.31203 6.78082 10.75931 89.56524 42.00000 2.29244 4.86301 7.38782 89.56524 44.00000 2.29244 2.94521 4.01634 89.56524 34-Constante de vitesse MG= 0.009 Corrélation = 0.80 35-Constante de vitesse DG= -0.004 Corrélatio n= -0.20 36-Constante de vitesse TG= 0.004 Corrélation = 0.79 37-Ordre=2
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
127
QUATRIEME PARTIE: ETUDES D'IMPACTS SOCIO-ECONOMIQUES
ET ENVIRONEMETAUX
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
128
I. IMPACTS SOCIO-ECONOMIQUES
1. Rendements et avantages de la production de biod iesel de l'huile de jatropha curcas
Un hectare de plantation de Jatropha curcas produit jusqu'à 3 tonnes de graines sèches à 38% d'huiles. Pressés à un taux d'extraction de 88%, ces graines produisent environ 1100 kg d'huiles brutes. Ces dernières, traités avec 150 kg de méthanol (220kg pour l'éthanol) donnent environ 1 tonne de biodiesels et 120 kg de glycérols. L'opération nécessite environ 15% d'apports d'énergies –presque identique à ceux de l'extraction et le raffinage des diesels fossiles.
A part ces sous produits valorisables (glycérols, sels de potasses, soap stock), il faudra aussi tenir compte des 1.8 tonnes d'amandes utilisables comme engrais ou comme combustible solide.
2. Avantages socio-économiques
La production de biodiesel à partir de l'huile de Jatropha curcas présente plusieurs avantages:
• La valorisation agricole des terres non cultivées et sous exploitées. • Le développement des régions productrices de l'huile. • L'économie de devise et l'adoucissement de la dépendance du pays aux pays
producteurs de pétroles. • La réduction du déficit de la balance commerciale par des gains sur l'importation de
produits énergétiques. • La possibilité de la récupération des tourteaux pour l'alimentation en combustible des
unités locales de production d'électricité. • La génération d'une source de revenu au niveau des paysans cultivateurs. • La création d'emploie.
3. Etudes comparatives
D'après le tableau 4, Madagascar a dépensé en 2002 environ 530 milliards de kilogrammes de pétroles bruts. ORIGINE POIDS NET en kg VALEUR CAF en FMG EMIRATS (Emirats Arabes Unis) 234 105 000 412 274 306 915 QATAR (sur le golfe persique) 69 603 529 118 247 984 184 TOTAL 303 708 529 530 522 291 099
Tableau 4: Importation de pétrole brut en 2002 (INSTAT)
Dans ce cas, la quantité de gasoil commercialisé est estimé à 25/100*303 708 529 = 75 927 132 kg. En introduisant 5% de biodiesel (B5) dans les pompes de distributions de gaz oïl, on peut faire économiser des devises allant jusqu'au 6 631 528 639 FMG. Avec le B20, cette valeur atteindra le 26 526 114 555 FMG.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
129
Quant au coût de production, le biodiesel coûte légèrement plus cher que le gaz oïl. Toutefois, ce coût peut être diminué en adoptant certaine politique d'accompagnement tel que la détaxation partielle.
II. Impacts environnementaux
A part le taux relativement élevé en oxyde d'azote lors de sa combustion, l'utilisation du biodiesel de l'huile de Jatropha curcas ne peut être que bénéfique pour l'environnement:
• Les plantations de Jatropha curcas permettent de protéger le sol contre l'érosion.
• L’utilisation des biodiesels diminue considérablement l’émission des gaz à effets de serres. En effet les CO2 dégagés lors de la combustion des biodiesels ont été extraites de l’atmosphère lui-même par la photosynthèse effectuée par les plantes.
• La combustion des biodiesels dégage dans les fumés moins d’imbrûlés hydrocarbonés, moins de CO, moins de particule et n’émet pratiquement aucun composés sulfurés et de composés aromatiques.
• La combustion des biodiesels émet moins de substances toxiques et moins de substances polluantes par rapport aux combustibles fossiles.
• Les biodiesels ont un faible pouvoirs cancérigène • Les biodiesels sont moins toxiques et plus biodégradable que leurs semblables
d’origine pétrolière.
‘’Les biodiesels sont plus biodégradables que les sucres et moins toxiques que les sels de cuisine ‘’5
• Le biodiesel est une énergie renouvelable.
5 US National Biodiesel Board
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
130
Conclusion
Il a été montré que, du point de vue chimique et technologique, l'huile de Jatropha curcas peut être utilisée pour la préparation de biodiesel. Cette préparation peut être effectuée par transestérification basique de l'huile par le méthanol de synthèse, l'éthanol absolu préparé par distillation hétéroazéotropique ou par le mélange méthanol-éthanol séché par la chaux.
Les expériences en laboratoire nous ont permis de déduire que la transformation de l'huile de Jatropha curcas en biodiesel ne peut être obtenue qu'en respectant certains paramètres à savoir la qualité de l'alcool, la nature de l'alcool, la teneur en acide de l'huile et la nature de catalyseur. Quant à la purification du produit, un simple lavage à l'eau suivie d'une évaporation suffit pour l'obtention d'un biodiesel clair et de qualité appréciable.
L'essai de production sur unité pilote a montré que la réaction de transestérification de l'huile de Jatropha s'apprête bien à une exploitation en grande échelle. Toutefois, le rendement de la production est encore relativement faible. Une certaine amélioration doit être apportée au niveau de chaque opération unitaire afin que le produit fini soit économiquement acceptable.
Enfin, en s'appuyant sur les études bibliographiques, nous avons réussi à concevoir un réacteur chimique pour la mise en œuvre de la réaction de transestérification à l'échelle pilote. Nous aussi avons réussi à élaborer le progiciel Biolab1.0, le programme informatique destiné à assister la mise en œuvre de la réaction de transestérification, l'utilisation du réacteur et le dépouillement des résultats d'expérimentation.
Aussi, nous pensons que, au vu des résultats d'expérimentation, ces matérielles constituent des outils puissants pour le développement du secteur biodiesel à Madagascar.
Dans cette optique, nous pensons qu'il serait intéressant ultérieurement d'optimiser le procédé en question pour l'exploitation industrielle.
" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
131
Abstract As Jatropha curcas is widely grown in Madagascar, it seems to be a good mean to promote development. In fact, using biodiesel from Jatropha oil as an alternative fuel may help to alleviate Malagasy spent on petroleum based fuel and at the same time increases rural income.
It has been shown that biodiesel is obtained by basicatalysed transesterification of Jatropha oil with synthetic methanol, dehydrated ethanol (from heteroazeotropic distillation or from dehydration by quicklime) or mixture of the two alcohols.
The quality of reactants interferes drastically the process efficiency and thus worth a great attention. Experiment has shown that crude oil doesn't work as effective as refined oil. As for the alcohol, it must be free of water. Good separation was observed with methanol or methanol/ethanol mixture whereas no separation occurs with ethanol as reactant. Potassium hydroxide seems to be the best catalyst while sodium hydroxide lead to gel formation. The experiment was also carried out at pilot plant level and gave a good result.
Apart from those experimental works, we have also built a batch processor for making biodiesel. It consists of a 10-liter cone-bottomed reactor provided with a turbine mixer and an electrical heater. As it has been designed on the bases of an actual engineering science, the plant may be useful for any pilot experimentation related to transesterification process.
Finally, we have also build a Matlab program called Biolab1.0, which help biodieseler to fulfill experiment, to compute experimental result or to perform an extrapolation study.

" Conception d'un réacteur et expérimentation à l'échelle pilote de la transestérification de l'huile de Jatropha curcas en biodiesel" Génie Chimique - ESPA 2004
132
Annexes
ANNEXES
BIBLIOGRAPHIE
1. Adam Karl KHAN , "Research into Biodiesel: Kinetics and catalyst development ",
University of Queensland, Mai 2002.
2. Astarita , "Mass transfer with Chemical reaction "
3. Biolines, " Biofuel project for South Africa ", vol67, Dave Keetch
4. C. Duval, R.Duval, "Dictionnaire de la chimie et ses applications"
5. Charles L. Peterson and Dick L. Auld, " Technical overview of vegetable oil as a
transportation fuel ", University of Idaho, Department of Agricultural Engineering.
6. Charles L. Peterson, Daryle Reece, Brian Hammond, Joseph C. Thompson,
Sidney Beck, Emeritus, " Making and testing a biodiesel fuel made from ethanol and
waste french-fry oil", Idaho Department of Water Resources, Energy Division, juillet
1995.
7. Chemer ,Davies , "Chemical engineering practise: Fluid system II"
8. Compte rendu de l'Académie de l'agriculture de France, vol 78- n°3, 1992
9. Coulson, Richardson, "Chemical engineering"
10. D. Darnoko, Munir Cheryan, " Kinetics of Palm Oil Transesterification in a Batch
Reactor", University of Illinois, Department of Food Science and Human Nutrition
11. Filiz Karaosmanoglu, K. Baris Cigizoglu, Melek Tuter, Serap Ertekin,
"Investigation of refining Step of Biodiesel Production", Energy & Fuels, 1996, 10,
890-895
12. Gerhard Knothe, Robert O. Dunn and Marvin O. Bagby, " Biodiesel: The Use of
Vegetable Oils and Their Derivatives as Alternative Diesel Fuels", Oil Chemical
Research, National Center for Agricultural Utilization Research, Agricultural Research
Service, U.S. Department of Agriculture.
13. J.M Encinar, J.F Gonzalez, J.J Rodriguez, A.Tejedor, "Biodiesel from Vegetable
Oils: Transesterification of Cynara cardunculus L. Oils with ethanol", Energy & Fuels
2002, 16, 443-450.
14. Jacques Vernier, "Les énergies renouvelables", Presse Universitaire de France, 1998
15. Jon H. Van Gerpen, Earl G. Hammond, Lawrence A. Johnson, Stephen J.
Marley, Liangping Yu, Inmok Lee, Abdul Monyem, " Determining the Influence of
Contaminants on Biodiesel Properties", Iowa state University, juillet 1996.
16. Karen Faupel, AlKurki , "Biodiesel: A Brief Overview", NCAT agriculture
Specialists, Mai 2002.
17. M.Pilar Dorado, Evaristo Ballesteros, Francisco J. Lopez, Martin Mittelbach ,
"Optimization of Alkali-Catalysed Transesterification of Brassica Carinata Oïl for
Biodiesel Production", Energy & Fuels, 2004,18, 77-83.
18. Michael Allen and Gumpon Prateepchaikul, "The modelling of the biodiesel
reaction", Department of Mechanical Engineering, Faculty of Engineering, Prince of
Songkla University
19. Microsoft® ,"Encarta® 2004"
20. National Biodiesel Board, "Lubricity benefit"
21. Norman Y. Kado, Robert A. Okamoto and Paul A. Kuzmicky, " Chemical and
Bioassay Analyses of Diesel and Biodiesel Particulate Matter: Pilot Study", University
of California, 1996
22. P.Trambouse, H.Van Laurdeomer, J.P Wauquier, "Les réacteurs chimiques",
Publication de l'institut française de pétrole, Technip
23. Paul Arnaud, "Chimie organique: Cour", Dunod
24. Paulgateau,"Les carburants et leur remplacement",Presse Universitaire de France,
1997
25. RAMANAMBAHY Voara Jacky Ange , "Contribution à la recherche de procédés
d'extraction d'huiles de graine de grenadille", Mémoire de fin d'étude, Génie
Chimique, ESPA, Antananarivo 1984
26. RAMANANTSEHENO L, RAKOTOBE Marcel , "Etude chimique et valorisation
de l'huile d'avocat de quelque variété à Madagascar", Mémoire de fin d'étude, Génie
Chimique, ESPA, Antanarivo
27. Randall von Wedel, " Marine Biodiesel In Recreational Boats" , CytoCulture
International Inc, avril 1999
28. RAZAKARISOA Jean Lucien , "Les plantes oléagineuses du Sud de Madagascar",
Mémoire de fin d'étude, Génie Chimique, ESPA, Antanarivo,1986
29. Robert, Brod Key, "Turbulence in mixing operation"
30. Roger A. Korus, Dwight S. Hoffman Narendra Barn, Charles L. Peterson, David
C. Drown, " Transesterification Process to Manufacture ethyl ester of rape oil",
University of Idaho, Department of Chemical Engineering.
31. "Les techniques de l'ingénieur Génie Chimique: Notion de base"
32. "Les techniques de l'ingénieur Génie Chimique: réacteurs, procédés unitaires"
33. Tom Beer, Tim Grant, Geoff Morgan, Jack Lapszewicz5, Peter Anyon, Jim
Edwards7, Peter Nelson7, Harry Watson, David Williams, " Comparison of
Transport Fuels", Australian Greenhouse Office.
34. Weast R.C, "Handbook of Chemistry and Physics", 49èm édition, Strasbourg 1968-
1969.
35. www.acfonline.org.au
36. www.all4engineers.com
37. www.ambamad.sn/actualitemalgache2.htm
38. www.biofuels.fsnet.co.uk/
39. www.chelseagreen.com/2004/items/biodiesel/AssociatedArticles1

40. www.d1plc.com/d1oils
41. www.earthtoys.com
42. www.ermada.com
43. www.ezilon.com
44. www.greencarcongress.com
45. www.indiamart.com/jayveer-traders/
46. www.jatropha.de
47. www.jatropha.de/madagascar/pte-usaid.htm
48. www.jatropha.net/
49. www.jatropha.org
50. www.journeytoforever.org
51. www.madagascar-tribune.com
52. www.madagasikara.de
53. www.mbs.mg/content.php?contentPage=showArticle.php&id_article=525
54. www.moramora.net
55. www.pubs.acs.org
56. www.SuperiorProcessTech.com
57. www.svlele.com/
58. www.vegburner.co.uk/
59. www.w3c.org
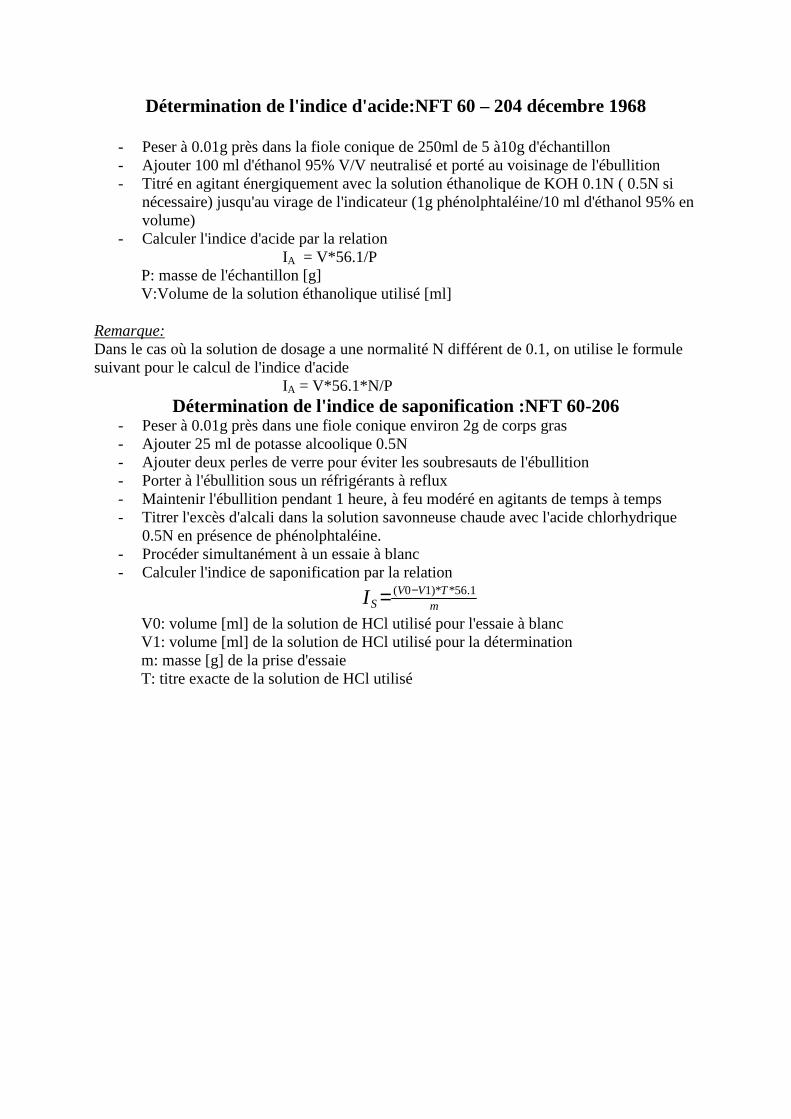
Détermination de l'indice d'acide:NFT 60 – 204 décembre 1968
- Peser à 0.01g près dans la fiole conique de 250ml de 5 à10g d'échantillon - Ajouter 100 ml d'éthanol 95% V/V neutralisé et porté au voisinage de l'ébullition - Titré en agitant énergiquement avec la solution éthanolique de KOH 0.1N ( 0.5N si
nécessaire) jusqu'au virage de l'indicateur (1g phénolphtaléine/10 ml d'éthanol 95% en volume)
- Calculer l'indice d'acide par la relation IA = V*56.1/P
P: masse de l'échantillon [g] V:Volume de la solution éthanolique utilisé [ml]
Remarque: Dans le cas où la solution de dosage a une normalité N différent de 0.1, on utilise le formule suivant pour le calcul de l'indice d'acide
IA = V*56.1*N/P Détermination de l'indice de saponification :NFT 60-206
- Peser à 0.01g près dans une fiole conique environ 2g de corps gras - Ajouter 25 ml de potasse alcoolique 0.5N - Ajouter deux perles de verre pour éviter les soubresauts de l'ébullition - Porter à l'ébullition sous un réfrigérants à reflux - Maintenir l'ébullition pendant 1 heure, à feu modéré en agitants de temps à temps - Titrer l'excès d'alcali dans la solution savonneuse chaude avec l'acide chlorhydrique
0.5N en présence de phénolphtaléine. - Procéder simultanément à un essaie à blanc - Calculer l'indice de saponification par la relation
mTVV
SI 1.56*)*10( −=
V0: volume [ml] de la solution de HCl utilisé pour l'essaie à blanc V1: volume [ml] de la solution de HCl utilisé pour la détermination m: masse [g] de la prise d'essaie T: titre exacte de la solution de HCl utilisé
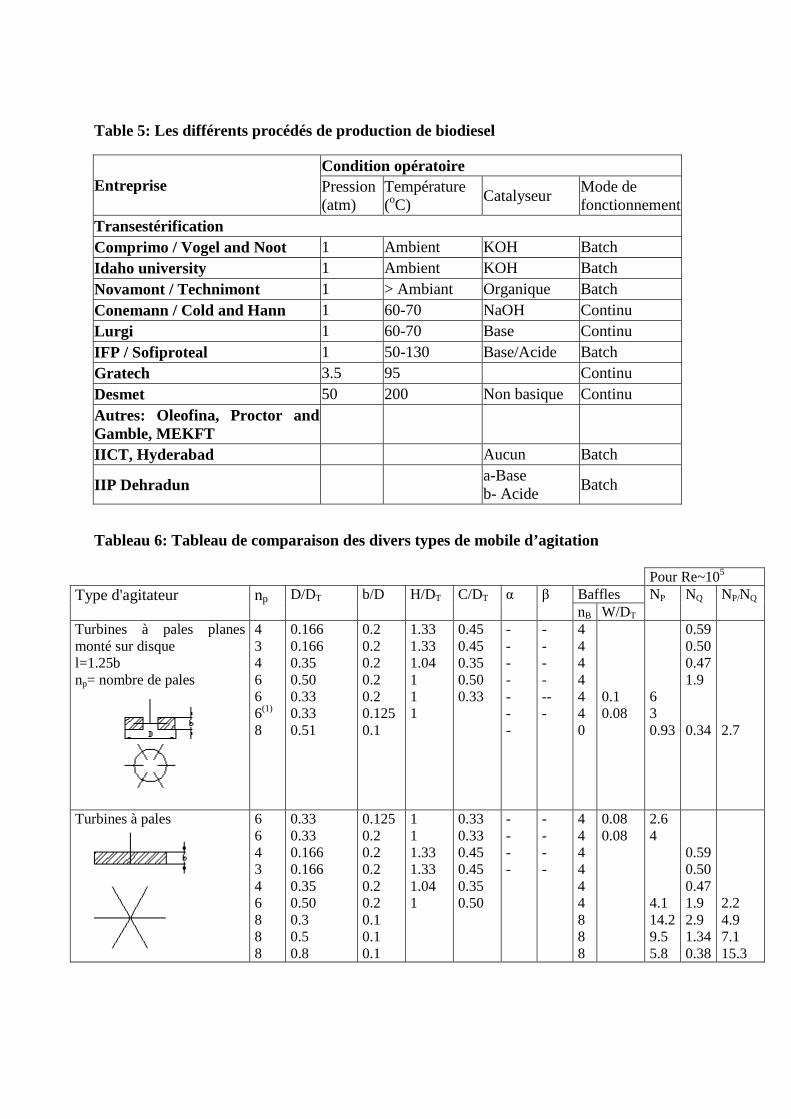
Table 5: Les différents procédés de production de biodiesel
Tableau 6: Tableau de comparaison des divers types de mobile d’agitation
Pour Re~105 Type d'agitateur np D/DT b/D H/DT C/DT α β Baffles NP NQ NP/NQ
nB W/DT Turbines à pales planes monté sur disque l=1.25b np= nombre de pales
4 3 4 6 6 6(1) 8
0.166 0.166 0.35 0.50 0.33 0.33 0.51
0.2 0.2 0.2 0.2 0.2 0.125 0.1
1.33 1.33 1.04 1 1 1
0.45 0.45 0.35 0.50 0.33
- - - - - - -
- - - - -- -
4 4 4 4 4 4 0
0.1 0.08
6 3 0.93
0.59 0.50 0.47 1.9 0.34
2.7
Turbines à pales 6 6 4 3 4 6 8 8 8
0.33 0.33 0.166 0.166 0.35 0.50 0.3 0.5 0.8
0.125 0.2 0.2 0.2 0.2 0.2 0.1 0.1 0.1
1 1 1.33 1.33 1.04 1
0.33 0.33 0.45 0.45 0.35 0.50
- - - -
- - - -
4 4 4 4 4 4 8 8 8
0.08 0.08
2.6 4 4.1 14.2 9.5 5.8
0.59 0.50 0.47 1.9 2.9 1.34 0.38
2.2 4.9 7.1 15.3
Entreprise Condition opératoire Pression (atm)
Température (oC)
Catalyseur Mode de fonctionnement
Transestérification Comprimo / Vogel and Noot 1 Ambient KOH Batch Idaho university 1 Ambient KOH Batch Novamont / Technimont 1 > Ambiant Organique Batch Conemann / Cold and Hann 1 60-70 NaOH Continu Lurgi 1 60-70 Base Continu IFP / Sofiproteal 1 50-130 Base/Acide Batch Gratech 3.5 95 Continu Desmet 50 200 Non basique Continu Autres: Oleofina, Proctor and Gamble, MEKFT
IICT, Hyderabad Aucun Batch
IIP Dehradun a-Base b- Acide
Batch
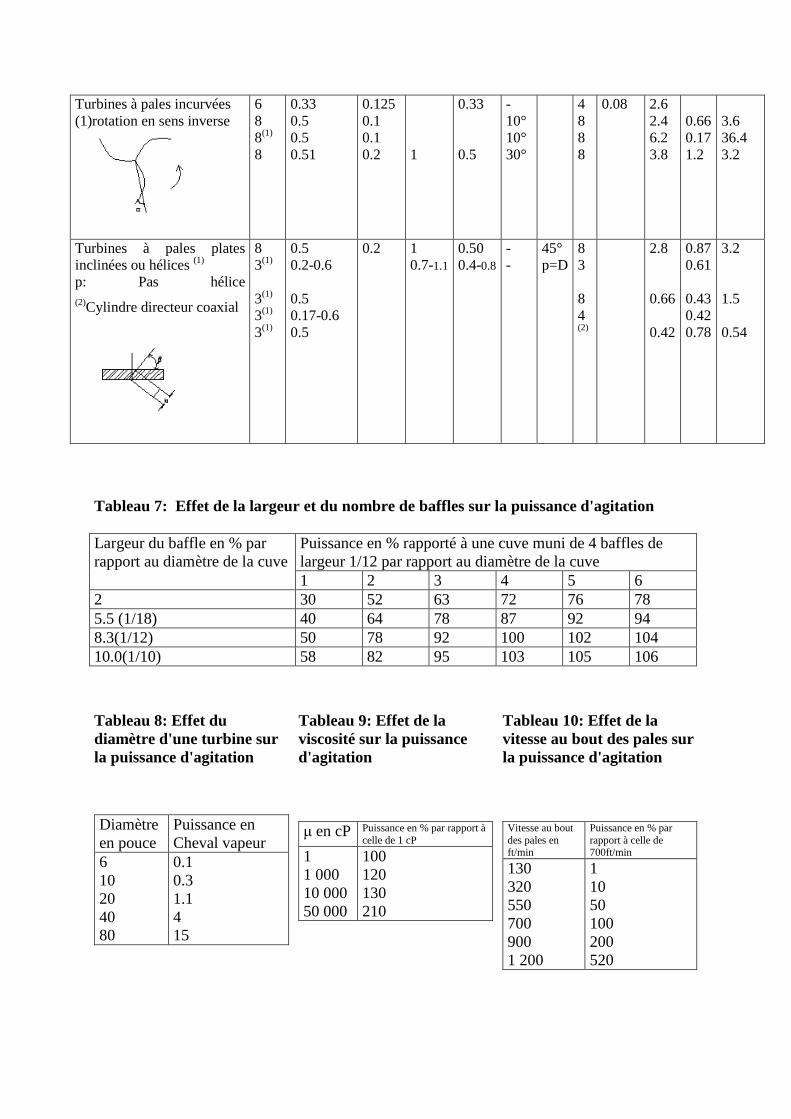
Turbines à pales incurvées (1)rotation en sens inverse
6 8 8(1) 8
0.33 0.5 0.5 0.51
0.125 0.1 0.1 0.2
1
0.33 0.5
- 10° 10° 30°
4 8 8 8
0.08 2.6 2.4 6.2 3.8
0.66 0.17 1.2
3.6 36.4 3.2
Turbines à pales plates inclinées ou hélices (1)
p: Pas hélice (2)Cylindre directeur coaxial
8 3(1)
3(1)
3(1)
3(1)
0.5 0.2-0.6 0.5 0.17-0.6 0.5
0.2 1 0.7-1.1
0.50 0.4-0.8
- -
45° p=D
8 3 8 4 (2)
2.8 0.66 0.42
0.87 0.61 0.43 0.42 0.78
3.2 1.5 0.54
Tableau 7: Effet de la largeur et du nombre de baffles sur la puissance d'agitation Largeur du baffle en % par rapport au diamètre de la cuve
Puissance en % rapporté à une cuve muni de 4 baffles de largeur 1/12 par rapport au diamètre de la cuve 1 2 3 4 5 6
2 30 52 63 72 76 78 5.5 (1/18) 40 64 78 87 92 94 8.3(1/12) 50 78 92 100 102 104 10.0(1/10) 58 82 95 103 105 106
Tableau 8: Effet du diamètre d'une turbine sur la puissance d'agitation
Diamètre en pouce
Puissance en Cheval vapeur
6 10 20 40 80
0.1 0.3 1.1 4 15
Tableau 9: Effet de la viscosité sur la puissance d'agitation µ en cP Puissance en % par rapport à
celle de 1 cP
1 1 000 10 000 50 000
100 120 130 210
Tableau 10: Effet de la vitesse au bout des pales sur la puissance d'agitation Vitesse au bout des pales en ft/min
Puissance en % par rapport à celle de 700ft/min
130 320 550 700 900 1 200
1 10 50 100 200 520
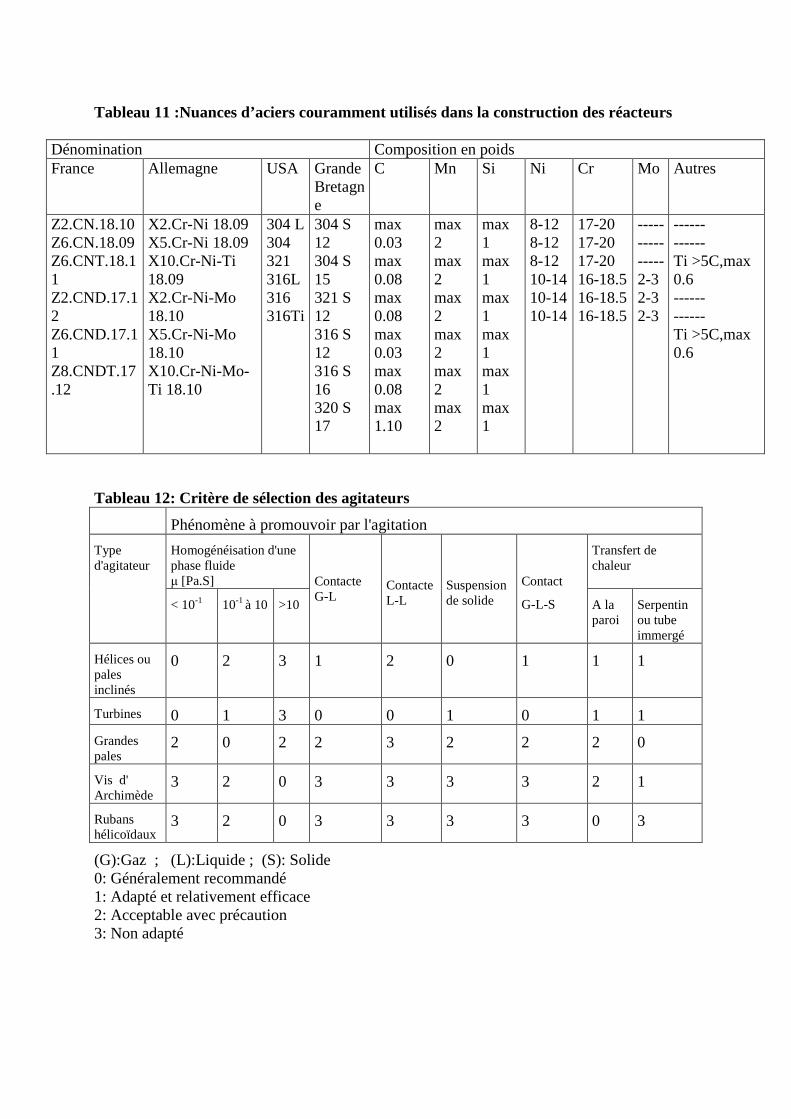
Tableau 11 :Nuances d’aciers couramment utilisés dans la construction des réacteurs
Dénomination Composition en poids France Allemagne USA Grande
Bretagne
C Mn Si Ni Cr Mo Autres
Z2.CN.18.10 Z6.CN.18.09 Z6.CNT.18.11 Z2.CND.17.12 Z6.CND.17.11 Z8.CNDT.17.12
X2.Cr-Ni 18.09 X5.Cr-Ni 18.09 X10.Cr-Ni-Ti 18.09 X2.Cr-Ni-Mo 18.10 X5.Cr-Ni-Mo 18.10 X10.Cr-Ni-Mo-Ti 18.10
304 L 304 321 316L 316 316Ti
304 S 12 304 S 15 321 S 12 316 S 12 316 S 16 320 S 17
max 0.03 max 0.08 max 0.08 max 0.03 max 0.08 max 1.10
max 2 max 2 max 2 max 2 max 2 max 2
max 1 max 1 max 1 max 1 max 1 max 1
8-12 8-12 8-12 10-14 10-14 10-14
17-20 17-20 17-20 16-18.5 16-18.5 16-18.5
----- ----- ----- 2-3 2-3 2-3
------ ------ Ti >5C,max 0.6 ------ ------ Ti >5C,max 0.6
Tableau 12: Critère de sélection des agitateurs
Phénomène à promouvoir par l'agitation
Type d'agitateur
Homogénéisation d'une phase fluide µ [Pa.S] Contacte
G-L Contacte L-L
Suspension de solide
Contact
G-L-S
Transfert de chaleur
< 10-1 10-1 à 10 >10 A la
paroi Serpentin ou tube immergé
Hélices ou pales inclinés
0 2 3 1 2 0 1 1 1
Turbines 0 1 3 0 0 1 0 1 1
Grandes pales
2 0 2 2 3 2 2 2 0
Vis d' Archimède
3 2 0 3 3 3 3 2 1
Rubans hélicoïdaux
3 2 0 3 3 3 3 0 3
(G):Gaz ; (L):Liquide ; (S): Solide 0: Généralement recommandé 1: Adapté et relativement efficace 2: Acceptable avec précaution 3: Non adapté
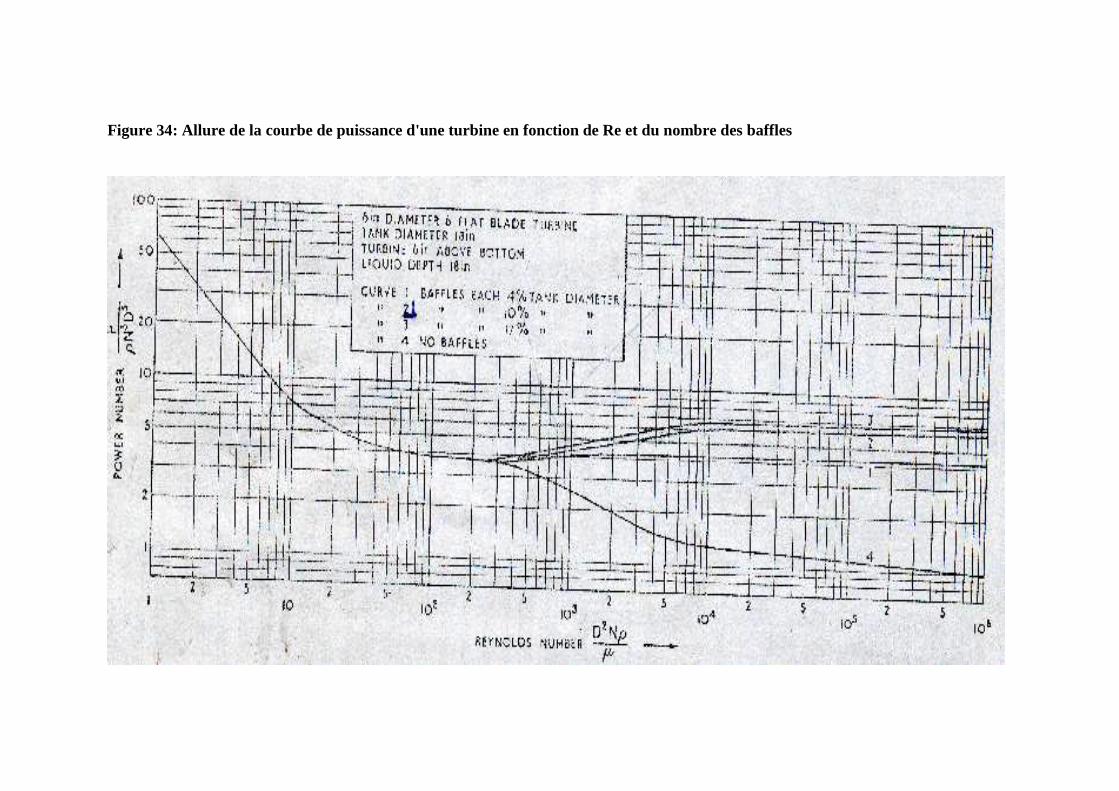
Figure 34: Allure de la courbe de puissance d'une turbine en fonction de Re et du nombre des baffles
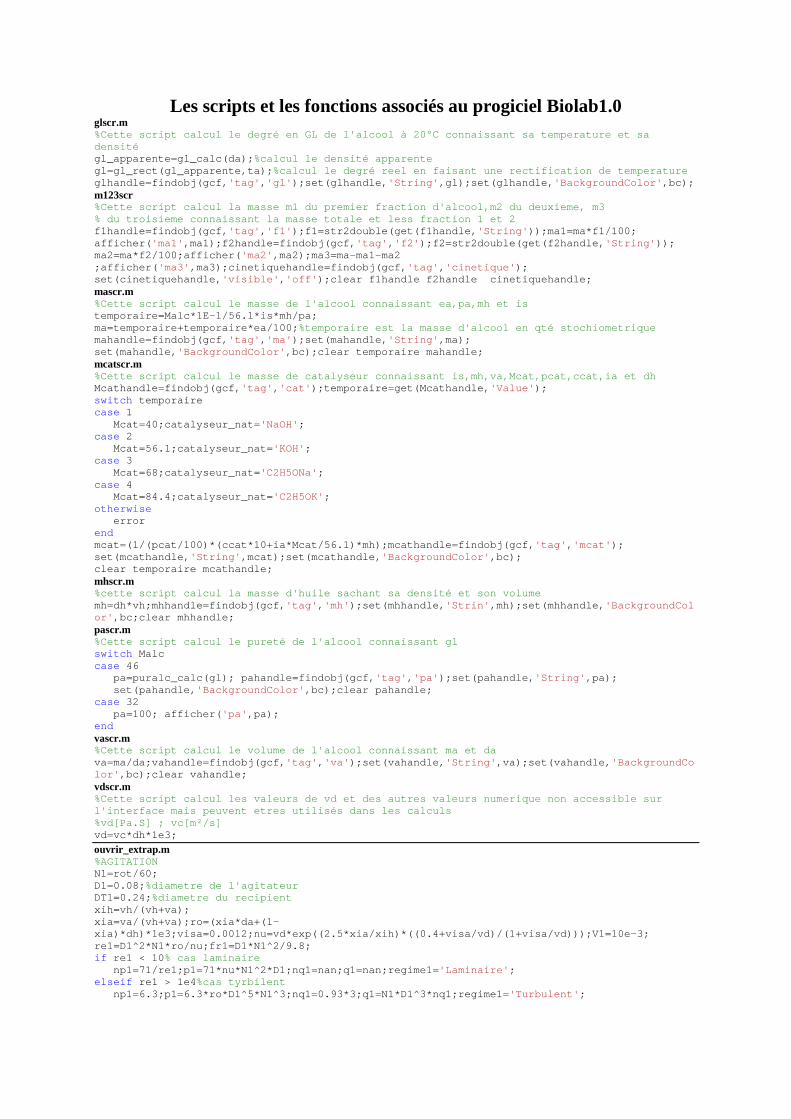
Les scripts et les fonctions associés au progiciel Biolab1.0 glscr.m %Cette script calcul le degré en GL de l'alcool à 2 0°C connaissant sa temperature et sa densité gl_apparente=gl_calc(da); %calcul le densité apparente gl=gl_rect(gl_apparente,ta); %calcul le degré reel en faisant une rectification de temperature glhandle=findobj(gcf, 'tag' , 'gl' );set(glhandle, 'String' ,gl);set(glhandle, 'BackgroundColor' ,bc); m123scr %Cette script calcul la masse m1 du premier fractio n d'alcool,m2 du deuxieme, m3 % du troisieme connaissant la masse totale et less fraction 1 et 2 f1handle=findobj(gcf, 'tag' , 'f1' );f1=str2double(get(f1handle, 'String' ));ma1=ma*f1/100; afficher( 'ma1' ,ma1);f2handle=findobj(gcf, 'tag' , 'f2' );f2=str2double(get(f2handle, 'String' )); ma2=ma*f2/100;afficher( 'ma2' ,ma2);ma3=ma-ma1-ma2 ;afficher( 'ma3' ,ma3);cinetiquehandle=findobj(gcf, 'tag' , 'cinetique' ); set(cinetiquehandle, 'visible' , 'off' );clear f1handle f2handle cinetiquehandle; mascr.m %Cette script calcul le masse de l'alcool connaissa nt ea,pa,mh et is temporaire=Malc*1E-1/56.1*is*mh/pa; ma=temporaire+temporaire*ea/100; %temporaire est la masse d'alcool en qté stochiomet rique mahandle=findobj(gcf, 'tag' , 'ma' );set(mahandle, 'String' ,ma); set(mahandle, 'BackgroundColor' ,bc);clear temporaire mahandle; mcatscr.m %Cette script calcul le masse de catalyseur connais sant is,mh,va,Mcat,pcat,ccat,ia et dh Mcathandle=findobj(gcf, 'tag' , 'cat' );temporaire=get(Mcathandle, 'Value' ); switch temporaire case 1 Mcat=40;catalyseur_nat= 'NaOH' ; case 2 Mcat=56.1;catalyseur_nat= 'KOH' ; case 3 Mcat=68;catalyseur_nat= 'C2H5ONa' ; case 4 Mcat=84.4;catalyseur_nat= 'C2H5OK' ; otherwise error end mcat=(1/(pcat/100)*(ccat*10+ia*Mcat/56.1)*mh);mcath andle=findobj(gcf, 'tag' , 'mcat' ); set(mcathandle, 'String' ,mcat);set(mcathandle, 'BackgroundColor' ,bc); clear temporaire mcathandle; mhscr.m %cette script calcul la masse d'huile sachant sa de nsité et son volume mh=dh*vh;mhhandle=findobj(gcf, 'tag' , 'mh' );set(mhhandle, 'Strin' ,mh);set(mhhandle, 'BackgroundColor' ,bc;clear mhhandle; pascr.m %Cette script calcul le pureté de l'alcool connaiss ant gl switch Malc case 46 pa=puralc_calc(gl); pahandle=findobj(gcf, 'tag' , 'pa' );set(pahandle, 'String' ,pa); set(pahandle, 'BackgroundColor' ,bc);clear pahandle; case 32 pa=100; afficher( 'pa' ,pa); end vascr.m %Cette script calcul le volume de l'alcool connaiss ant ma et da va=ma/da;vahandle=findobj(gcf, 'tag' , 'va' );set(vahandle, 'String' ,va);set(vahandle, 'BackgroundColor' ,bc);clear vahandle; vdscr.m %Cette script calcul les valeurs de vd et des autre s valeurs numerique non accessible sur l'interface mais peuvent etres utilisés dans les ca lculs %vd[Pa.S] ; vc[m²/s] vd=vc*dh*1e3;
ouvrir_extrap.m %AGITATION N1=rot/60; D1=0.08; %diametre de l'agitateur DT1=0.24; %diametre du recipient xih=vh/(vh+va); xia=va/(vh+va);ro=(xia*da+(1-xia)*dh)*1e3;visa=0.0012;nu=vd*exp((2.5*xia/xih)*(( 0.4+visa/vd)/(1+visa/vd)));V1=10e-3; re1=D1^2*N1*ro/nu;fr1=D1*N1^2/9.8; if re1 < 10 % cas laminaire np1=71/re1;p1=71*nu*N1^2*D1;nq1=nan;q1=nan;regime1= 'Laminaire' ; elseif re1 > 1e4 %cas tyrbilent np1=6.3;p1=6.3*ro*D1^5*N1^3;nq1=0.93*3;q1=N1*D1^3*n q1;regime1= 'Turbulent' ;
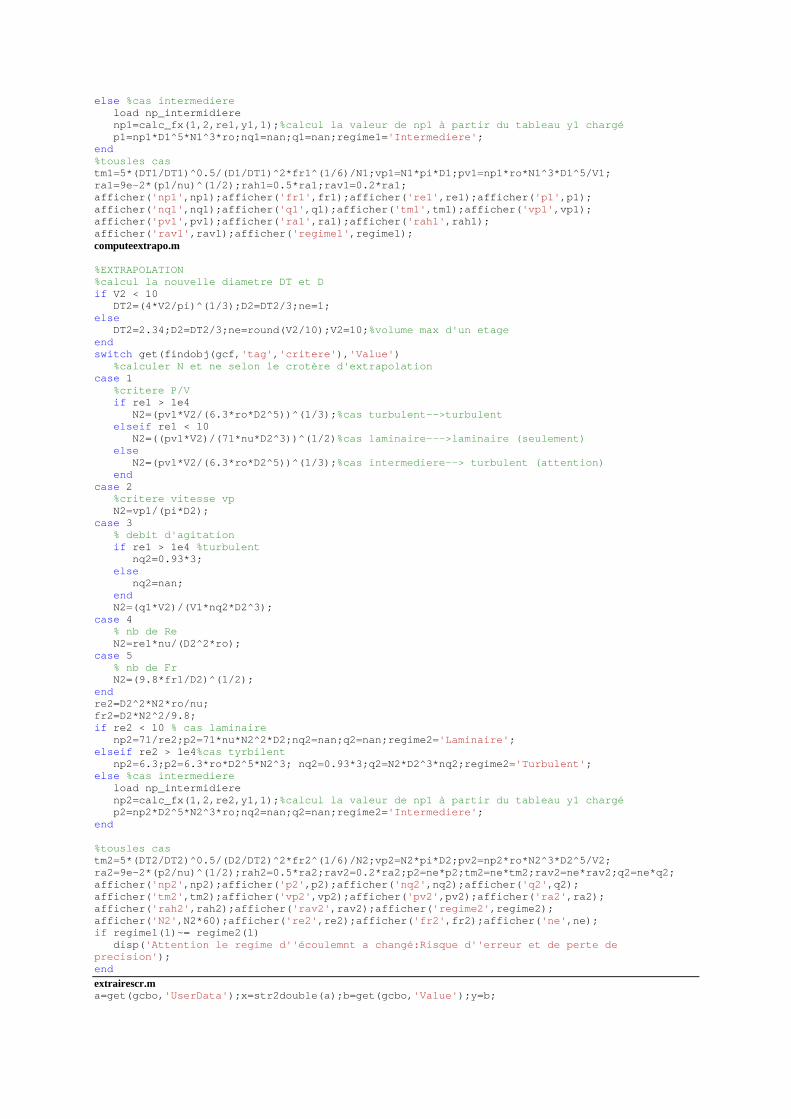
else %cas intermediere load np_intermidiere np1=calc_fx(1,2,re1,y1,1); %calcul la valeur de np1 à partir du tableau y1 cha rgé p1=np1*D1^5*N1^3*ro;nq1=nan;q1=nan;regime1= 'Intermediere' ; end %tousles cas tm1=5*(DT1/DT1)^0.5/(D1/DT1)^2*fr1^(1/6)/N1;vp1=N1* pi*D1;pv1=np1*ro*N1^3*D1^5/V1; ra1=9e-2*(p1/nu)^(1/2);rah1=0.5*ra1;rav1=0.2*ra1; afficher( 'np1' ,np1);afficher( 'fr1' ,fr1);afficher( 're1' ,re1);afficher( 'p1' ,p1); afficher( 'nq1' ,nq1);afficher( 'q1' ,q1);afficher( 'tm1' ,tm1);afficher( 'vp1' ,vp1); afficher( 'pv1' ,pv1);afficher( 'ra1' ,ra1);afficher( 'rah1' ,rah1); afficher( 'rav1' ,rav1);afficher( 'regime1' ,regime1); computeextrapo.m %EXTRAPOLATION %calcul la nouvelle diametre DT et D if V2 < 10 DT2=(4*V2/pi)^(1/3);D2=DT2/3;ne=1; else DT2=2.34;D2=DT2/3;ne=round(V2/10);V2=10; %volume max d'un etage end switch get(findobj(gcf, 'tag' , 'critere' ), 'Value' ) %calculer N et ne selon le crotère d'extrapolation case 1 %critere P/V if re1 > 1e4 N2=(pv1*V2/(6.3*ro*D2^5))^(1/3); %cas turbulent-->turbulent elseif re1 < 10 N2=((pv1*V2)/(71*nu*D2^3))^(1/2) %cas laminaire--->laminaire (seulement) else N2=(pv1*V2/(6.3*ro*D2^5))^(1/3); %cas intermediere--> turbulent (attention) end case 2 %critere vitesse vp N2=vp1/(pi*D2); case 3 % debit d'agitation if re1 > 1e4 %turbulent nq2=0.93*3; else nq2=nan; end N2=(q1*V2)/(V1*nq2*D2^3); case 4 % nb de Re N2=re1*nu/(D2^2*ro); case 5 % nb de Fr N2=(9.8*fr1/D2)^(1/2); end re2=D2^2*N2*ro/nu; fr2=D2*N2^2/9.8; if re2 < 10 % cas laminaire np2=71/re2;p2=71*nu*N2^2*D2;nq2=nan;q2=nan;regim e2='Laminaire' ; elseif re2 > 1e4 %cas tyrbilent np2=6.3;p2=6.3*ro*D2^5*N2^3; nq2=0.93*3;q2=N2*D2 ^3*nq2;regime2= 'Turbulent' ; else %cas intermediere load np_intermidiere np2=calc_fx(1,2,re2,y1,1); %calcul la valeur de np1 à partir du tableau y1 cha rgé p2=np2*D2^5*N2^3*ro;nq2=nan;q2=nan;regime2= 'Intermediere' ; end %tousles cas tm2=5*(DT2/DT2)^0.5/(D2/DT2)^2*fr2^(1/6)/N2;vp2=N2* pi*D2;pv2=np2*ro*N2^3*D2^5/V2; ra2=9e-2*(p2/nu)^(1/2);rah2=0.5*ra2;rav2=0.2*ra2;p2 =ne*p2;tm2=ne*tm2;rav2=ne*rav2;q2=ne*q2; afficher( 'np2' ,np2);afficher( 'p2' ,p2);afficher( 'nq2' ,nq2);afficher( 'q2' ,q2); afficher( 'tm2' ,tm2);afficher( 'vp2' ,vp2);afficher( 'pv2' ,pv2);afficher( 'ra2' ,ra2); afficher( 'rah2' ,rah2);afficher( 'rav2' ,rav2);afficher( 'regime2' ,regime2); afficher( 'N2' ,N2*60);afficher( 're2' ,re2);afficher( 'fr2' ,fr2);afficher( 'ne' ,ne); if regime1(1)~= regime2(1) disp( 'Attention le regime d''écoulemnt a changé:Risque d ''erreur et de perte de precision' ); end
extrairescr.m a=get(gcbo, 'UserData' );x=str2double(a);b=get(gcbo, 'Value' );y=b;
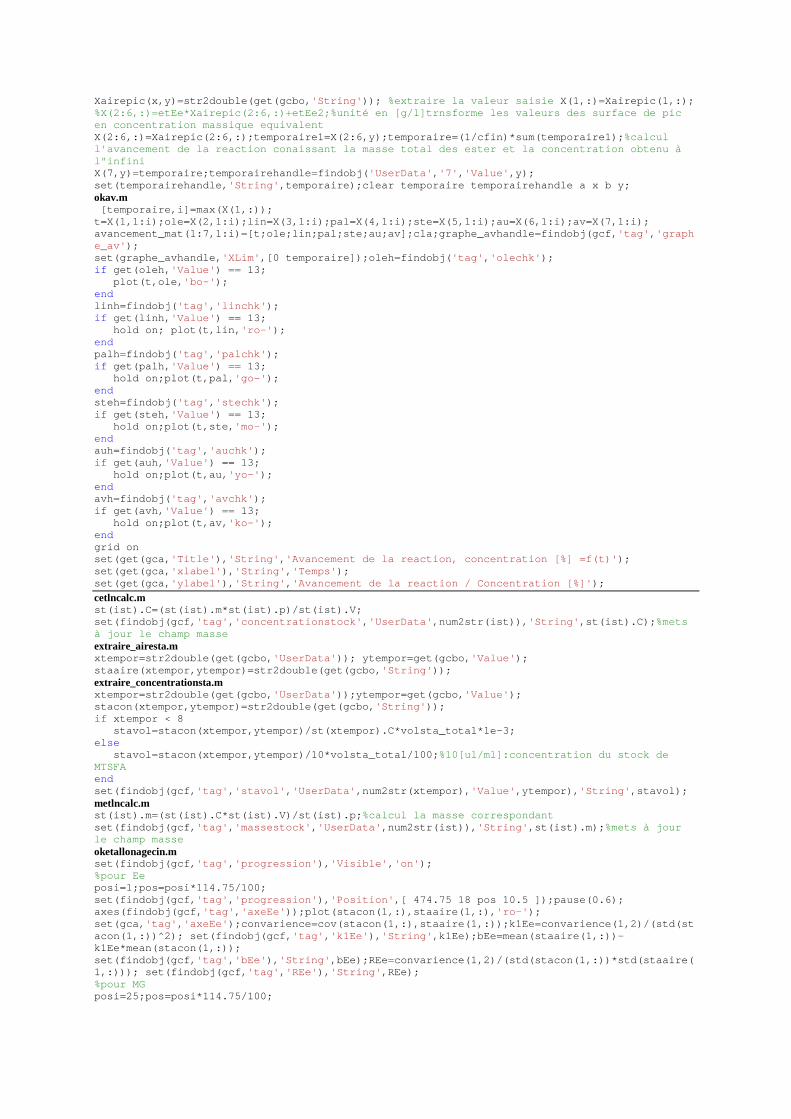
Xairepic(x,y)=str2double(get(gcbo, 'String' )); %extraire la valeur saisie X(1,:)=Xairepic(1,:); %X(2:6,:)=etEe*Xairepic(2:6,:)+etEe2;%unité en [g/l ]trnsforme les valeurs des surface de pic en concentration massique equivalent X(2:6,:)=Xairepic(2:6,:);temporaire1=X(2:6,y);tempo raire=(1/cfin)*sum(temporaire1); %calcul l'avancement de la reaction conaissant la masse tot al des ester et la concentration obtenu à l"infini X(7,y)=temporaire;temporairehandle=findobj( 'UserData' , '7' , 'Value' ,y); set(temporairehandle, 'String' ,temporaire);clear temporaire temporairehandle a x b y; okav.m [temporaire,i]=max(X(1,:)); t=X(1,1:i);ole=X(2,1:i);lin=X(3,1:i);pal=X(4,1:i);s te=X(5,1:i);au=X(6,1:i);av=X(7,1:i); avancement_mat(1:7,1:i)=[t;ole;lin;pal;ste;au;av];c la;graphe_avhandle=findobj(gcf, 'tag' , 'graphe_av' ); set(graphe_avhandle, 'XLim' ,[0 temporaire]);oleh=findobj( 'tag' , 'olechk' ); if get(oleh, 'Value' ) == 13; plot(t,ole, 'bo-' ); end linh=findobj( 'tag' , 'linchk' ); if get(linh, 'Value' ) == 13; hold on; plot(t,lin, 'ro-' ); end palh=findobj( 'tag' , 'palchk' ); if get(palh, 'Value' ) == 13; hold on;plot(t,pal, 'go-' ); end steh=findobj( 'tag' , 'stechk' ); if get(steh, 'Value' ) == 13; hold on;plot(t,ste, 'mo-' ); end auh=findobj( 'tag' , 'auchk' ); if get(auh, 'Value' ) == 13; hold on;plot(t,au, 'yo-' ); end avh=findobj( 'tag' , 'avchk' ); if get(avh, 'Value' ) == 13; hold on;plot(t,av, 'ko-' ); end grid on set(get(gca, 'Title' ), 'String' , 'Avancement de la reaction, concentration [%] =f(t) ' ); set(get(gca, 'xlabel' ), 'String' , 'Temps' ); set(get(gca, 'ylabel' ), 'String' , 'Avancement de la reaction / Concentration [%]' );
cetlncalc.m st(ist).C=(st(ist).m*st(ist).p)/st(ist).V; set(findobj(gcf, 'tag' , 'concentrationstock' , 'UserData' ,num2str(ist)), 'String' ,st(ist).C); %mets à jour le champ masse extraire_airesta.m xtempor=str2double(get(gcbo, 'UserData' )); ytempor=get(gcbo, 'Value' ); staaire(xtempor,ytempor)=str2double(get(gcbo, 'String' )); extraire_concentrationsta.m xtempor=str2double(get(gcbo, 'UserData' ));ytempor=get(gcbo, 'Value' ); stacon(xtempor,ytempor)=str2double(get(gcbo, 'String' )); if xtempor < 8 stavol=stacon(xtempor,ytempor)/st(xtempor).C*vol sta_total*1e-3; else stavol=stacon(xtempor,ytempor)/10*volsta_total/100; %10[ul/ml]:concentration du stock de MTSFA end set(findobj(gcf, 'tag' , 'stavol' , 'UserData' ,num2str(xtempor), 'Value' ,ytempor), 'String' ,stavol); metlncalc.m st(ist).m=(st(ist).C*st(ist).V)/st(ist).p; %calcul la masse correspondant set(findobj(gcf, 'tag' , 'massestock' , 'UserData' ,num2str(ist)), 'String' ,st(ist).m); %mets à jour le champ masse oketallonagecin.m set(findobj(gcf, 'tag' , 'progression' ), 'Visible' , 'on' ); %pour Ee posi=1;pos=posi*114.75/100; set(findobj(gcf, 'tag' , 'progression' ), 'Position' ,[ 474.75 18 pos 10.5 ]);pause(0.6); axes(findobj(gcf, 'tag' , 'axeEe' ));plot(stacon(1,:),staaire(1,:), 'ro-' ); set(gca, 'tag' , 'axeEe' );convarience=cov(stacon(1,:),staaire(1,:));k1Ee=co nvarience(1,2)/(std(stacon(1,:))^2); set(findobj(gcf, 'tag' , 'k1Ee' ), 'String' ,k1Ee);bEe=mean(staaire(1,:))-k1Ee*mean(stacon(1,:)); set(findobj(gcf, 'tag' , 'bEe' ), 'String' ,bEe);REe=convarience(1,2)/(std(stacon(1,:))*std(st aaire(1,:))); set(findobj(gcf, 'tag' , 'REe' ), 'String' ,REe); %pour MG posi=25;pos=posi*114.75/100;

set(findobj(gcf, 'tag' , 'progression' ), 'Position' ,[ 474.75 18 pos 10.5 ]); pause(0.6);axes(findobj(gcf, 'tag' , 'axeMG' ));plot(stacon(2,:),staaire(2,:), 'go-' ); set(gca, 'tag' , 'axeMG' );convarience=cov(stacon(2,:),staaire(2,:)); k1MG=convarience(1,2)/(std(stacon(2,:))^2);set(find obj(gcf, 'tag' , 'k1MG' ), 'String' ,k1MG); bMG=mean(staaire(2,:))-k1MG*mean(stacon(2,:));set(f indobj(gcf, 'tag' , 'bMG' ), 'String' ,bMG); RMG=convarience(1,2)/(std(stacon(2,:))*std(staaire( 2,:)));set(findobj(gcf, 'tag' , 'RMG' ), 'String' ,RMG); %pour DG posi=50;pos=posi*114.75/100; set(findobj(gcf, 'tag' , 'progression' ), 'Position' ,[ 474.75 18 pos 10.5 ]);pause(0.6); axes(findobj(gcf, 'tag' , 'axeDG' ));plot(stacon(3,:),staaire(3,:), 'ko-' );set(gca, 'tag' , 'axeDG' ); convarience=cov(stacon(3,:),staaire(3,:));k1DG=conv arience(1,2)/(std(stacon(3,:))^2); set(findobj(gcf, 'tag' , 'k1DG' ), 'String' ,k1DG);bDG=mean(staaire(3,:))-k1DG*mean(stacon(3,:) ); set(findobj(gcf, 'tag' , 'bDG' ), 'String' ,bDG);RDG=convarience(1,2)/(std(stacon(3,:))*std(st aaire(3,:))); set(findobj(gcf, 'tag' , 'RDG' ), 'String' ,RDG); %pour TG posi=75;pos=posi*114.75/100;set(findobj(gcf, 'tag' , 'progression' ), 'Position' ,[ 474.75 18 pos 10.5 ]); pause(0.6);axes(findobj(gcf, 'tag' , 'axeTG' ));plot(stacon(4,:),staaire(4,:), 'mo-' );set(gca, 'tag' , 'axeTG' ); convarience=cov(stacon(4,:),staaire(4,:));k1TG=conv arience(1,2)/(std(stacon(4,:))^2); set(findobj(gcf, 'tag' , 'k1TG' ), 'String' ,k1TG);bTG=mean(staaire(4,:))-k1TG*mean(stacon(4,:) ); set(findobj(gcf, 'tag' , 'bTG' ), 'String' ,bTG);RTG=convarience(1,2)/(std(stacon(4,:))*std(st aaire(4,:))); set(findobj(gcf, 'tag' , 'RTG' ), 'String' ,RTG); posi=100;pos=posi*114.75/100; set(findobj(gcf, 'tag' , 'progression' ), 'Position' ,[ 474.75 18 pos 10.5 ]); pause(0.6);set(findobj(gcf, 'tag' , 'progression' ), 'Visible' , 'off' ); if std(stacon(6,:)) > 10 ! std(stacon(7,:)) >10 disp( 'attention le resultat est non reproductible' ); end --------------------------------------------------------------------------------- computecin2.m ordre=2; if i_loadcin ~= 0 %dtermine si on a une commade load ou une commande okcinetique %transforme les aire des pic en concentration corre spondant Xcin(1,:)=Xcin_aire(1,:);Xcin(2,:)=(Xcin_aire(2,:)- bMG)/k1MG;Xcin(3,:)=(Xcin_aire(3,:)-bDG)/k1DG; Xcin(4,:)=(Xcin_aire(4,:)-bTG)/k1TG;Xcin(5,:)=(Xcin _aire(5,:)-bEe)/k1Ee; %transforme les concentration en proportion; Xcin(2:5,:)=vech_cin*Xcin(2:5,:)/mech_cin*1e-3*100; %enregistre les valeurs des concentration pour le r esumé finale; [rien,i_resume_cin]=size(Xcin);cinetique_mat(1:5,1: i_resume_cin)=Xcin(1:5,1:i_resume_cin); clear i_resume_cin; end %efface les figures precedants plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);cla; plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);cla; %calcul et mis au points desmatrices; colhandle=findobj(gcf, 'tag' , 'col' ); col=str2double(get(colhandle, 'String' ));debutcolhandle=findobj(gcf, 'tag' , 'debutcol' ); [rien,maxt]=max(Xcin(1,:)); if get(debutcolhandle, 'Value' ) == 1 tcin=Xcin(1,1:col);Xmg=Xcin(2,1:col); invXmg=(ones(size(Xmg))./Xmg); %*mech_cin/vech_cin*1e3/100; Xdg=Xcin(3,1:col);invXdg=(ones(size(Xdg))./Xdg); %*mech_cin/vech_cin*1e3/100; Xtg=Xcin(4,1:col);invXtg=(ones(size(Xtg))./Xtg); %*mech_cin/vech_cin*1e3/100; Xee=Xcin(5,1:col); end if get(debutcolhandle, 'Value' ) == 2 tcin=Xcin(1,col:maxt);Xmg=Xcin(2,col:maxt);invXmg=1 ./Xmg;Xdg=Xcin(3,col:maxt);invXdg=1./Xdg; Xtg=Xcin(4,col:maxt);invXtg=1./Xtg;Xee=Xcin(5,col:m axt); end %tracage du figure1 du MG temporaire=findobj(gcf, 'tag' , 'mgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle); plot(tcin,Xmg, 'ro-' ); set(gca, 'UserData' , 'figcincon' ); end hold on %tracage sur le meme figure1 du DG temporaire=findobj(gcf, 'tag' , 'dgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xdg, 'bo-' ); set(gca, 'UserData' , 'figcincon' ); end hold on
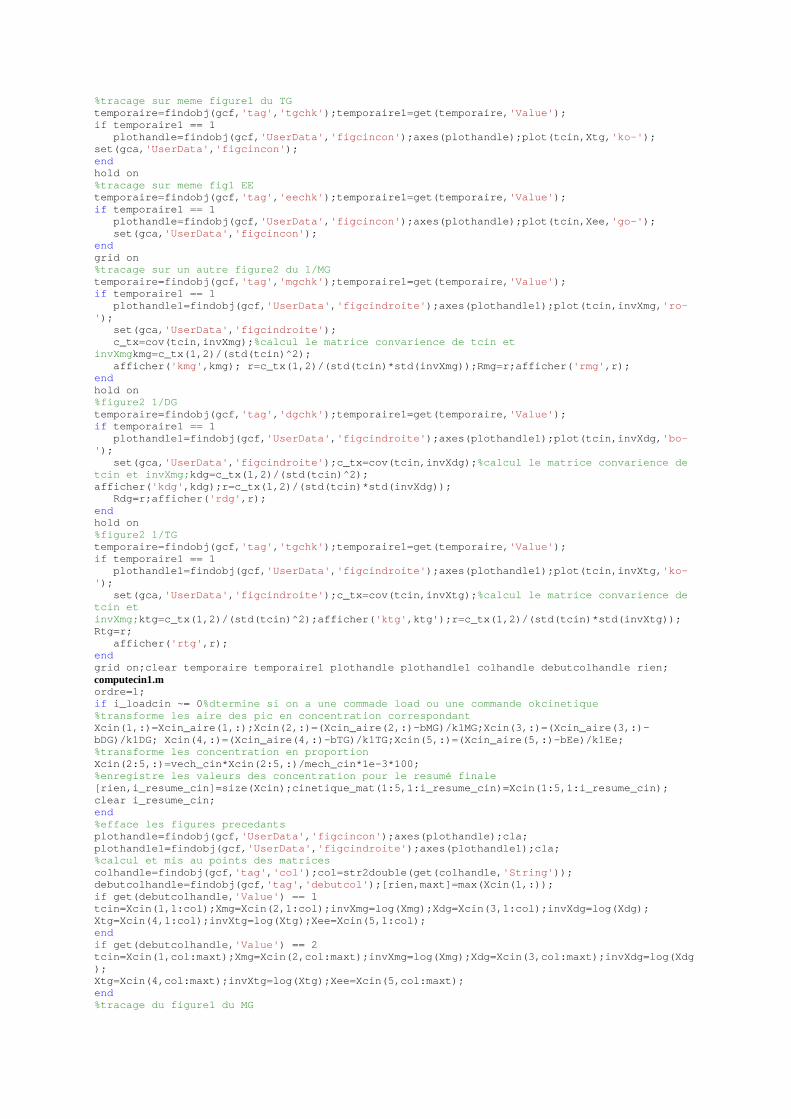
%tracage sur meme figure1 du TG temporaire=findobj(gcf, 'tag' , 'tgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xtg, 'ko-' ); set(gca, 'UserData' , 'figcincon' ); end hold on %tracage sur meme fig1 EE temporaire=findobj(gcf, 'tag' , 'eechk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xee, 'go-' ); set(gca, 'UserData' , 'figcincon' ); end grid on %tracage sur un autre figure2 du 1/MG temporaire=findobj(gcf, 'tag' , 'mgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);plot(tcin,invXmg, 'ro-' ); set(gca, 'UserData' , 'figcindroite' ); c_tx=cov(tcin,invXmg); %calcul le matrice convarience de tcin et invXmg kmg=c_tx(1,2)/(std(tcin)^2); afficher( 'kmg' ,kmg); r=c_tx(1,2)/(std(tcin)*std(invXmg));Rmg=r;af ficher( 'rmg' ,r); end hold on %figure2 1/DG temporaire=findobj(gcf, 'tag' , 'dgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);plot(tcin,invXdg, 'bo-' ); set(gca, 'UserData' , 'figcindroite' );c_tx=cov(tcin,invXdg); %calcul le matrice convarience de tcin et invXmg; kdg=c_tx(1,2)/(std(tcin)^2); afficher( 'kdg' ,kdg);r=c_tx(1,2)/(std(tcin)*std(invXdg)); Rdg=r;afficher( 'rdg' ,r); end hold on %figure2 1/TG temporaire=findobj(gcf, 'tag' , 'tgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);plot(tcin,invXtg, 'ko-' ); set(gca, 'UserData' , 'figcindroite' );c_tx=cov(tcin,invXtg); %calcul le matrice convarience de tcin et invXmg; ktg=c_tx(1,2)/(std(tcin)^2);afficher( 'ktg' ,ktg');r=c_tx(1,2)/(std(tcin)*std(invXtg)); Rtg=r; afficher( 'rtg' ,r); end grid on;clear temporaire temporaire1 plothandle plo thandle1 colhandle debutcolhandle rien; computecin1.m ordre=1; if i_loadcin ~= 0 %dtermine si on a une commade load ou une commande okcinetique %transforme les aire des pic en concentration corre spondant Xcin(1,:)=Xcin_aire(1,:);Xcin(2,:)=(Xcin_aire(2,:)- bMG)/k1MG;Xcin(3,:)=(Xcin_aire(3,:)-bDG)/k1DG; Xcin(4,:)=(Xcin_aire(4,:)-bTG)/k1TG;Xcin (5,:)=(Xcin_aire(5,:)-bEe)/k1Ee; %transforme les concentration en proportion Xcin(2:5,:)=vech_cin*Xcin(2:5,:)/mech_cin*1e-3*100; %enregistre les valeurs des concentration pour le r esumé finale [rien,i_resume_cin]=size(Xcin);cinetique_mat(1:5,1: i_resume_cin)=Xcin(1:5,1:i_resume_cin); clear i_resume_cin; end %efface les figures precedants plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);cla; plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);cla; %calcul et mis au points des matrices colhandle=findobj(gcf, 'tag' , 'col' );col=str2double(get(colhandle, 'String' )); debutcolhandle=findobj(gcf, 'tag' , 'debutcol' );[rien,maxt]=max(Xcin(1,:)); if get(debutcolhandle, 'Value' ) == 1 tcin=Xcin(1,1:col);Xmg=Xcin(2,1:col);invXmg=log(Xmg );Xdg=Xcin(3,1:col);invXdg=log(Xdg); Xtg=Xcin(4,1:col);invXtg=log(Xtg);Xee=Xcin(5,1:col) ; end if get(debutcolhandle, 'Value' ) == 2 tcin=Xcin(1,col:maxt);Xmg=Xcin(2,col:maxt);invXmg=l og(Xmg);Xdg=Xcin(3,col:maxt);invXdg=log(Xdg); Xtg=Xcin(4,col:maxt);invXtg=log(Xtg);Xee=Xcin(5,col :maxt); end %tracage du figure1 du MG

temporaire=findobj(gcf, 'tag' , 'mgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xmg, 'ro-' ); set(gca, 'UserData' , 'figcincon' ); end hold on %tracage sur le meme figure1 du DG temporaire=findobj(gcf, 'tag' , 'dgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xdg, 'bo-' ); set(gca, 'UserData' , 'figcincon' ); end hold on %tracage sur meme figure1 du TG temporaire=findobj(gcf, 'tag' , 'tgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xtg, 'ko-' ); set(gca, 'UserData' , 'figcincon' ); end hold on %tracage sur meme fig1 EE temporaire=findobj(gcf, 'tag' , 'eechk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle=findobj(gcf, 'UserData' , 'figcincon' );axes(plothandle);plot(tcin,Xee, 'go-' ); set(gca, 'UserData' , 'figcincon' ); end grid on %tracage sur un autre figure2 du 1/MG temporaire=findobj(gcf, 'tag' , 'mgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);plot(tcin,invXmg, 'ro-' ); set(gca, 'UserData' , 'figcindroite' );c_tx=cov(tcin,invXmg); %calcul le matrice convarience de tcin et invXmg; kmg=c_tx(1,2)/(std(tcin)^2);afficher( 'kmg' ,kmg);r=c_tx(1,2)/(std(tcin)*std(invXmg));Rmg=r; afficher( 'rmg' ,r); end hold on %figure2 1/DG temporaire=findobj(gcf, 'tag' , 'dgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);plot(tcin,invXdg, 'bo-' ); set(gca, 'UserData' , 'figcindroite' );c_tx=cov(tcin,invXdg); %calcul le matrice convarience de tcin et invXmg,; kdg=c_tx(1,2)/(std(tcin)^2);afficher( 'kdg' ,kdg);r=c_tx(1,2)/(std(tcin)*std(invXdg));Rdg=r; afficher( 'rdg' ,r); end hold on %figure2 1/TG temporaire=findobj(gcf, 'tag' , 'tgchk' );temporaire1=get(temporaire, 'Value' ); if temporaire1 == 1 plothandle1=findobj(gcf, 'UserData' , 'figcindroite' );axes(plothandle1);plot(tcin,invXtg, 'ko-' ); set(gca, 'UserData' , 'figcindroite' );c_tx=cov(tcin,invXtg); %calcul le matrice convarience de tcin et invXmg; ktg=c_tx(1,2)/(std(tcin)^2);afficher( 'ktg' ,ktg);r=c_tx(1,2)/(std(tcin)*std(invXtg));Rtg=r; afficher( 'rtg' ,r); end grid on;clear temporaire temporaire1 plothandle plo thandle1 colhandle debutcolhandle rien; extrairecin.m x=str2double(get(gcbo, 'UserData' ));y=get(gcbo, 'Value' );temporaire=str2double(get(gcbo, 'String')); Xcin_aire(x,y)=temporaire;clear x y temporaire; misajour.m mishandle=findobj(gcf, 'tag' , 'temp1' );set(mishandle, 'String' ,temp);mishandle=findobj(gcf, 'tag' ,'date' );set(mishandle, 'String' ,date);mishandle=findobj(gcf, 'tag' , 'rot1' );set(mishandle, 'String' ,rot); mishandle=findobj(gcf, 'tag' , 'ccat1' );set(mishandle, 'String' ,ccat); mishandle=findobj(gcf, 'tag' , 'catalyst' ); switch Mcat case 40 set(mishandle, 'String' , 'NaOH' );
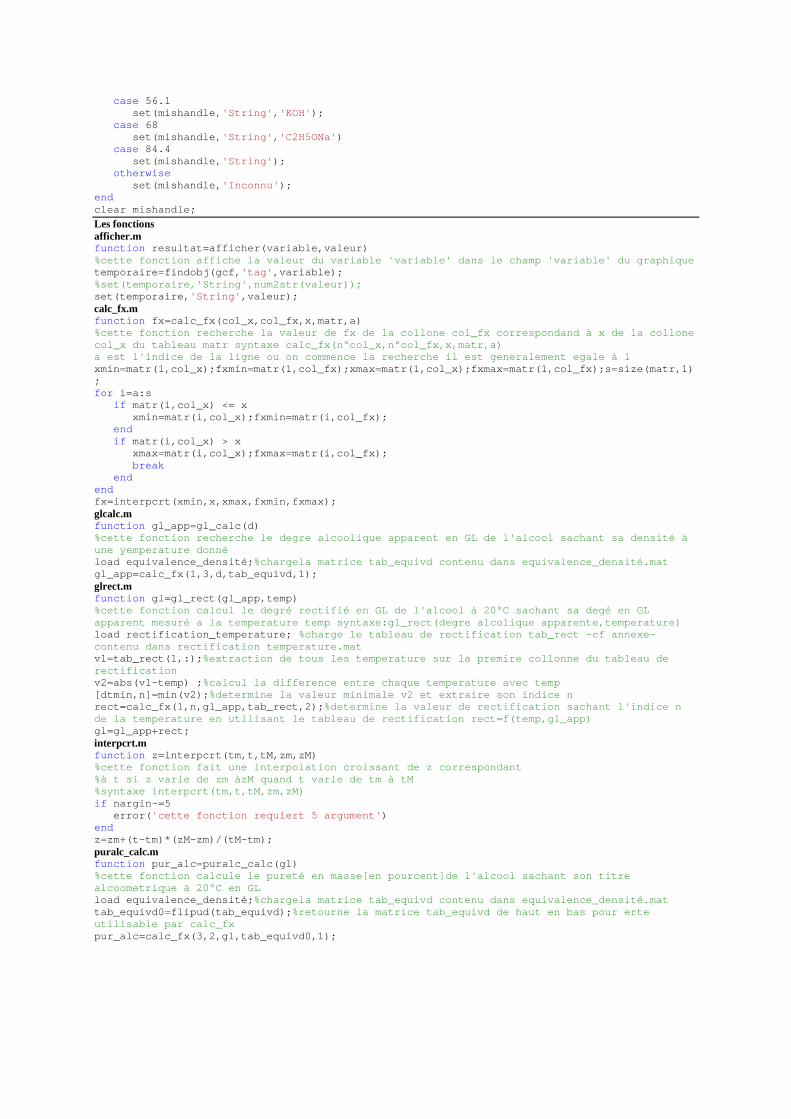
case 56.1 set(mishandle, 'String' , 'KOH' ); case 68 set(mishandle, 'String' , 'C2H5ONa' ) case 84.4 set(mishandle, 'String' ); otherwise set(mishandle, 'Inconnu' ); end clear mishandle;
Les fonctions afficher.m function resultat=afficher(variable,valeur) %cette fonction affiche la valeur du variable 'vari able' dans le champ 'variable' du graphique temporaire=findobj(gcf, 'tag' ,variable); %set(temporaire,'String',num2str(valeur)); set(temporaire, 'String' ,valeur); calc_fx.m function fx=calc_fx(col_x,col_fx,x,matr,a) %cette fonction recherche la valeur de fx de la col lone col_fx correspondand à x de la collone col_x du tableau matr syntaxe calc_fx(n°col_x,n°col _fx,x,matr,a) a est l'indice de la ligne ou on commence la recher che il est generalement egale à 1 xmin=matr(1,col_x);fxmin=matr(1,col_fx);xmax=matr(1 ,col_x);fxmax=matr(1,col_fx);s=size(matr,1); for i=a:s if matr(i,col_x) <= x xmin=matr(i,col_x);fxmin=matr(i,col_fx); end if matr(i,col_x) > x xmax=matr(i,col_x);fxmax=matr(i,col_fx); break end end fx=interpcrt(xmin,x,xmax,fxmin,fxmax); glcalc.m function gl_app=gl_calc(d) %cette fonction recherche le degre alcoolique appar ent en GL de l'alcool sachant sa densité à une yemperature donné load equivalence_densité; %chargela matrice tab_equivd contenu dans equivalen ce_densité.mat gl_app=calc_fx(1,3,d,tab_equivd,1); glrect.m function gl=gl_rect(gl_app,temp) %cette fonction calcul le degré rectifié en GL de l 'alcool à 20°C sachant sa degé en GL apparent mesuré a la temperature temp syntaxe:gl_re ct(degre alcolique apparente,temperature) load rectification_temperature; %charge le tableau de rectification tab_rect -cf an nexe- contenu dans rectification temperature.mat v1=tab_rect(1,:); %extraction de tous les temperature sur la premire collonne du tableau de rectification v2=abs(v1-temp) ; %calcul la difference entre chaque temperature avec temp [dtmin,n]=min(v2); %determine la valeur minimale v2 et extraire son in dice n rect=calc_fx(1,n,gl_app,tab_rect,2); %determine la valeur de rectification sachant l'ind ice n de la temperature en utilisant le tableau de rectif ication rect=f(temp,gl_app) gl=gl_app+rect; interpcrt.m function z=interpcrt(tm,t,tM,zm,zM) %cette fonction fait une interpolation croissant de z correspondant %à t si z varie de zm àzM quand t varie de tm à tM %syntaxe interpcrt(tm,t,tM,zm,zM) if nargin~=5 error( 'cette fonction requiert 5 argument' ) end z=zm+(t-tm)*(zM-zm)/(tM-tm); puralc_calc.m function pur_alc=puralc_calc(gl) %cette fonction calcule le pureté en masse[en pourc ent]de l'alcool sachant son titre alcoometrique à 20°C en GL load equivalence_densité; %chargela matrice tab_equivd contenu dans equivalen ce_densité.mat tab_equivd0=flipud(tab_equivd); %retourne la matrice tab_equivd de haut en bas pour erte utilisable par calc_fx pur_alc=calc_fx(3,2,gl,tab_equivd0,1);
Auteur : RANDIMBISOA Mirindra TsitohainRANDIMBISOA Mirindra TsitohainRANDIMBISOA Mirindra TsitohainRANDIMBISOA Mirindra Tsitohainaaaa Titre : CONCEPTION D'UN REACTEUR ET EXPERIMENTATION A L'ECHELLE PILOTE DE LA TRANSESTERIFICATION DE L'HUILE DE JATROPHA CURCAS EN BIODIESEL Nombre de pages : 132 Nombre de tableaux : 12 Nombre de figures : 34
RESUMERESUMERESUMERESUME
Il a été montré que, du point de vue chimique et technologique, l'huile de Jatropha curcas peut être utilisée pour la préparation du biodiesel. Cette préparation peut être effectuée par transestérification basique de l'huile par le méthanol de synthèse, l'éthanol absolu préparé par distillation hétéroazéotropique ou par le mélange méthanol-éthanol séché par la chaux.
Les expériences en laboratoire ont permis de déduire que la transformation de l'huile de Jatropha curcas en biodiesel ne peut être obtenue qu'en respectant certains paramètres à savoir la qualité de l'alcool, la nature de l'alcool, la teneur en acide de l'huile et la nature de catalyseur. Quant à la purification du produit, un simple lavage à l'eau suivie d'une évaporation suffit pour l'obtention d'un biodiesel clair et de qualité appréciable.
L'essai de production sur unité pilote a montré que la réaction de transestérification de l'huile de Jatropha s'apprête bien à une exploitation en grande échelle. Toutefois, le rendement de la production est encore relativement faible. Une certaine amélioration doit être apportée au niveau de chaque opération unitaire afin que le produit fini soit économiquement acceptable.
Enfin, en s'appuyant sur les études bibliographiques, nous avons réussi à concevoir un réacteur chimique pour la mise en œuvre de la réaction de transestérification à l'échelle pilote. Nous aussi avons réussi à élaborer le progiciel Biolab1.0, le programme informatique destiné à assister la mise en œuvre de la réaction de transestérification, l'utilisation du réacteur et le dépouillement des résultats d'expérimentation.
Mots clés : Biodiesel, huile, Jatropha curcas, réacteur, interface graphique Directeur de mémoire : RANDRIAMORASATA Josoa Adresse de l'auteur : Lot ITL 15 Bis Tsarahonenana Itaosy Antananarivo E-mail : [email protected]; [email protected]


















