MEMOIRE DE FIN D'ETUDE Présentation d'une gamme d'entretien ...
75
République Algérienne Démocratique Et Populaire Ministère de l’Enseignement Supérieur et de la Recherche Scientifique Université Kasdi Merbah–Ouargla Faculté des Sciences et Technologie et Science de la Matière Département de Mécanique MEMOIRE DE FIN D'ETUDE En vue de l’obtention du diplôme Master maintenance industrielle THEME Présentation d’une gamme d’entretien préventive d’une fraiseuse de type 6 P 13 Présenté par : Encadré par : - Hachem Mohammed Chérif Mr. Bouhemame Nasser - Laimeche hadj abdellah Soutenu Publiquement devant le jury composé de: Président : Damene. D Examinateur : Beloufi. A Examinateur : Ameur. T Promotion 2011
Transcript of MEMOIRE DE FIN D'ETUDE Présentation d'une gamme d'entretien ...
République Algérienne Démocratique Et Populaire
Ministère de l’Enseignement Supérieur et de
la Recherche Scientifique
Université Kasdi Merbah–Ouargla
Faculté des Sciences et Technologie et Science de la Matière
Département de Mécanique
MEMOIRE DE FIN D'ETUDE
En vue de l’obtention du diplôme Master maintenance industrielle
THEME
Présentation d’une gamme d’entretien préventive d’une fraiseuse de type 6 P 13
Présenté par : Encadré par :
- Hachem Mohammed Chérif Mr. Bouhemame Nasser
- Laimeche hadj abdellah
Soutenu Publiquement devant le jury composé de:
Président : Damene. D
Examinateur : Beloufi. A
Examinateur : Ameur. T
Promotion 2011
Remerciements
Tout d’abord, nous remercions le Dieu, notre créateur de nos avoir donné les
forces pour accomplir ce travail.
Premièrement et avant tout, nous adressons le grand remerciement à notre
encadreur Mr : Bouhemame Nasser pour ses conseils et ses dirigés.
Nous voulons également remercier touts les étudiants de notre promotion et
nous souhaitons le bon courage a tout les étudiants pour finir ces études.
Nous voulons également remercier tout ce qui participe de réaliser ce
mémoire ce commence par nos parents.
Finalement, nous avons le grand honneur de dédier ce modeste travail à :
Nos très chers parents
Toute la famille
A tous nos amis surtout Hamza Ghamri et Mastapha Khenfar
A tous nos camarades des groupes
A tous les amis d’études
A tous les enseignants et toutes les enseignantes qui ont contribué
A nos formations tout au long de nos vies d’étude
A tous ceux que nous aimons et qui nos aiment
Sommaire
Sommaire
Introduction Générale…………………………………………………………… 1
Chapitre I
I.1 Introduction ………………………………………………………………. 4
I.2 Machine–outil…………………………………………………………….. 4
I.2.1 Procédés d’usinage…………………………………………………….. 4
I.2.1.1Tournage……………………………………………………………. 4
I.2.1.2 Perçage……………………………………………………………... 5
I.2.1.3 Rectification………………………………………………………... 6
I.2.1.4 Rabotage…………………………………………………………… 6
I.2.1.5 Mortaisage………………………………………………………….. 7
I.2.1.6 Fraisage…………………………………………………………….. 7
I.2.1.6.1 Classification des fraiseuses……………………………………. 8
I.2.1.6.1.1 Fraiseuses d’outillage (universel)…………………………… 8
I.2.1.6.1.2 Fraiseuses de production (a programme, commande
numérique……………………………………………………………………..
10
I.2.1.6.1.3 Fraiseuses spéciale…………………………………………... 10
I.2.1.6.2 Caractéristiques des fraiseuses………………….......................... 10
I.2.1.6.3 Procédés de fraisage………………………………...................... 11
I.2.1.6.4 Opérations de fraisage…………………………………………... 11
I.2.1.6.5 Caractéristiques des fraises.…………………………………….. 12
I.2.1.6.6 Différents types des fraises……………………………………... 13
I.2.1.6.7 Modes de coupe………………………………………………… 14
I.3 Conclusion………………………………………………………………... 15
Chapitre II
II.1 Introduction……………………………………………………………….. 17
II.2 Caractéristiques de la machine…………………………………………….. 17
II.3 Composant de fraiseuses « 6 P 13 »……………………………………….. 19
II.4 Fonctionnement de fraiseuse « 6 P 13 »…………………………………… 19
II.5 Charge de la machine………………………………………………………. 20
II.6 Maintenance de la fraiseuse « 6 P 13 » ……………………………………. 20
Sommaire
II.6.1 Définition de la maintenance…………………………………………… 20
II.6.2 Maintenance préventive………………………………............................ 23
II.6.2.1 Maintenance systématique…………………………...……………… 23
II.6.2.2 Maintenance conditionnelle………………………………………… 24
II.6.2.3 Maintenance prévisionnelle…………………………………………. 24
II.6.2.4 Objectives visés par la maintenance préventive…………………….. 24
II.6.3 Maintenance corrective…………………………………………............. 24
II.6. 3.1Maintenance palliative……………………………………………….. 24
II.6.3.2 Maintenance curative………………………………………............... 24
II.6.4 Niveaux de la maintenance……………………………………………... 25
II.6.5 Interventions……………………………………………………………. 26
II.6.5.1 Inspection…………………………………………………………… 26
II.6.5.2 Petite révision……………………………………………………….. 27
II.6.5.3 Révision moyenne…………………………………………………... 27
II.6.5.4 Révision générale……………………………………………………. 28
II.6.6 Partie Calculs…………………………………………………………… 28
II.6.6.1 Calcul de cycle d’entretien T……………………………………….. 28
II.6.6.2 Calcul de temps entre petits révision t ……………………………... 28
II.6.6.3 Calcul de temps entre les inspections 0…………………………….. 29
II.7 Conclusion…………………………...………………………………......... 30
Chapitre III
III.1 Introduction……………………………………………………………... 32
III.2 Problème existant……………………………………………………….. 32
III.3 Procédure existante……………………………………………………… 32
III.4 Calculs de duré de vie des Roulements…………………………………. 36
III.5 Conclusion………………………………………………………………. 39
Chapitre IV
IV.1 introduction……………………………………………………………….. 41
IV.2 Proposition………………………………………………………………... 41
IV.3 Gamme d’entretien da la fraiseuse « 6 P 13 »…………………………….. 42
Sommaire
IV.3.1 Graissage…………………………………………………..................... 42
IV.3.1.1 But du graissage……………………………………………………. 42
IV.3.2 Interventions..………………………………………............................ 46
IV.3.3 Réglages et nettoyage………………………………………………….. 46
IV.3.4 Roulements…………………………………………………………….. 49
IV.3.5 Pièces d’usure………………………………………………………….. 51
IV.3.5.1 Nature de l’usure…………………………………………………… 51
IV.3.5.2 Pièces d’usures de la machine……………………………………… 51
IV.4 Solution proposé…………………………………………………………... 56
IV.5 Conclusion…………………………………………………………………
Conclusion générale…………………………………………………………….
Référence bibliographie………………………………………………………....
Résumé…………………………………………………………………………..
58
60
Liste des figures
Liste des figures
Chapitre I
Figure I.1 : Schéma d'un Tour…………………………………………………... 3
Figure I.2 : Tour a commande numérique………………………………………. 4
Figure I.3 : Perceuse…………………………………………………………...... 4
Figure I.4 : Rectifieuse………………………………………………………...... 5
Figure I.5 : Raboteuse…………………………………………………………... 6
Figure I.6 : Mortaiseuse………………………………………………………..... 6
Figure I.7 : Mouvement de coupe et d’avance………………………………….. 7
Figure I.8 : Fraisage universelle………………………………………………… 8
Figure I.9 : Fraisage horizontale………………………………………………… 8
Figure I.10 : Fraisage verticale………………………………………………...... 9
Figure I.11 : Fraiseuse multi broches…………………………………………… 9
Figure I.12 : Caractéristiques des fraises……………………………………...... 11
Figure I.13 : Types des fraises………………………………………………...... 12
Figure I.14 : Fraisage en avalant………………………………………………... 13
Figure I.15 : Fraisage en opposition…………………………………………...... 13
Chapitre II
Figure II.1 : Chaine cinématique de Fraiseuse « 6 P 13 »……………………… 19
Figure II.1 : Maintenance / Entretien…………………………………………… 20
Figure II.2 : Plan d’entretien…………………………………………………… 21
Figure II.4 : Structure d’interventions………………………………………...... 28
Chapitre III
Figure. II.1 : Emplacement des roulements dans la fraiseuse…………...……… 35
Chapitre IV
Figure IV.1 : Schéma de graissage ……………………………………………….
Figure IV.2 : Ecrou bimétallique 6M82-6-21A…….……………………………
42
47
Figure IV.3 : Bague 6M83-3-91…………………….…………………………… 48
Figure IV.4 : Clavette 6M82-7-304………………….………………………….. 48
Liste des figures
Figure IV.5 : Taquet 6M82-6-201……………………………………………….. 48
Figure IV.6 : Rouleau 6M82-6-290……………………………………………… 49
Figure IV.7 : Goupille 6M82-6-214…………………………………………….... 49
Figure IV.8 : Vis 6M83-6-42A………………………………………………....... 49
Figure IV.9 : Manchon à cames 6M82-4-39R…………………………………… 50
Figure IV.10 : Manchon à cames 6M82-4-32D………………………………….. 50
Figure IV.11: Ecrou bimétallique 6M82-7-101………………………………….. 50
Figure IV.12 : Ecrou bimétallique 6M82-7-102…………………………………. 51
Liste des tableaux
Liste des tableaux
Chapitre II
Tableau II.1 : Caractéristiques de fraiseuse « 6 p 13 »……………………….. 15
Tableau II.2 : Niveaux de la maintenance……………………………………. 23
Tableau II.3 : Interventions aux industries……………………………………. 27
Chapitre III
Tableau III.1.a : Plan des roulements…………………………………………. 29
Tableau III.1.b : Plan des roulements………………………………………… 30
Tableau III.1.c : Plan des roulements………………………………………… 31
Chapitre IV
Tableau IV.1.a : Plan de graissage……………………………………………. 39
Tableau IV.1.b : Sous Plan de graissage……………………………………… 40
Tableau IV.1.c : Mode de graissage……………………………………........... 40
Tableau IV.3.a : Plan d’entretien préventif………………………………….. 41
Tableau IV.2 : Plan d’intervention…………………………………………… 42
Tableau IV.3.b : Plan d’entretien préventif………………………………….. 43
Tableau IV.3.c : Plan d’entretien préventif…………………………………... 43
Tableau IV.4 : Résultats de mauvais entretien………………………….......... 44
Tableau IV.5 : Plan des roulements…………………………………………... 45
Tableau IV.6 : Plan des pièces d’usure……………………………………….. 46
Introduction générale
Université Kasdi Merbah-Ouargla 2011 Page |1
Introduction
L’évolution et la complexité des systèmes de production ainsi que le besoin de
produire vite et bien, ont obligés les industriels a structurer et a organiser les ateliers
d’entretien, ils ont surtout crée de nouveaux concepts d’organisation et de nouvelles
manière d’intervenir sur des structures de production concernant les produits
manufacturés.
Aujourd’hui, l’entretien a laissé la place a la maintenance .Ce changement ne
réside pas uniquement dans un bouleversement complet de la manière de faire et de
concevoir ce qui s’appelait « entretien » et que l’on appelle aujourd’hui
«maintenance ».
Par tout de a point essentiel le thème production est lié au thème maintenance.
La maintenance est une activité très négligée dans les pays sous développés en
général et dans notre pays en particulier.
Cette négligence importante à causer un taux d’immobilisation élève du
matériel de production mettant ainsi les forces productives dans un état inquiétant :
Pour sortir de cette pire situation il faut donner à la maintenance la vraie valeur
qu’elle mérite au plus ou moins ne pas la négliger.
Afin d’avoir une vue sur le de roulement de la maintenance au saint de nos
entreprise, nous nous proposons un sujet ayant par thème :
L’élaboration d’une gamme d’entretien préventif d’une fraiseuse du type 6p13
Cette gamme est réalisée selon les normes, ainsi que d’une façon très simple
permettant la compréhension rapide de ses constituants.
Par conséquent, le sujet est articulé en quatre chapitres :
Le premier chapitre est consacré aux généralités sur les machines-outils ;
Le deuxième chapitre consacré à la description générale de la fraiseuse
« 6 P 13 » avec des schémas explicatifs, une présentation de la maintenance en
générale, et enfin l’organisation d’entretien de ce type de fraiseuse ;
Le troisième chapitre est consacré au calcule des roulements de la fraiseuse ;
Introduction générale
Université Kasdi Merbah-Ouargla 2011 Page |2
Le quatrième chapitre est consacré à l’élaboration d’une gamme d’entretien
de notre machines, ensuite une proposition d’une gamme d’entretien préventive de
notre point de vue ;
En outre, le mémoire comporte aussi une introduction, conclusion générale et
références bibliographiques.
Chapitre I Généralité
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |4
I.1 Introduction
En mécanique industrielle, la fabrication d'une pièce à partir d'une quantité de
matière livrée sous forme de produits semi-finis (tôles, barres, etc.) requiert la mise en
œuvre d'un ensemble de techniques. L'une d'entre elles est l'usinage, c'est-à-dire un
enlèvement de matière par un outil coupant. L'usinage d'une pièce se décompose en
une succession d'opérations, définie par la gamme d'usinage établie par le bureau des
méthodes à partir du dessin de définition issu du bureau d'études. L'usinage
traditionnel s'effectue, en respectant les règles de la coupe des métaux, sur des
machines-outils classiques ou automatisées.
I.2 Machine–outil
I.2.1 Procédés d’usinage
L'usinage s'effectue dans le but de donner aux pièces brutes la forme, les
dimensions et la précision nécessaire demandée par le concepteur dans son dessin de
définition, par enlèvement de copeau (surépaisseur) sur des machines-outils
appropriées. En fonction de la forme à donner à la surface et du type de la machine-
outil, on distingue les opérations de coupe suivantes : le tournage, le perçage, la
rectification, le fraisage, le rabotage,…etc. [9]
I.2.1.1Tournage
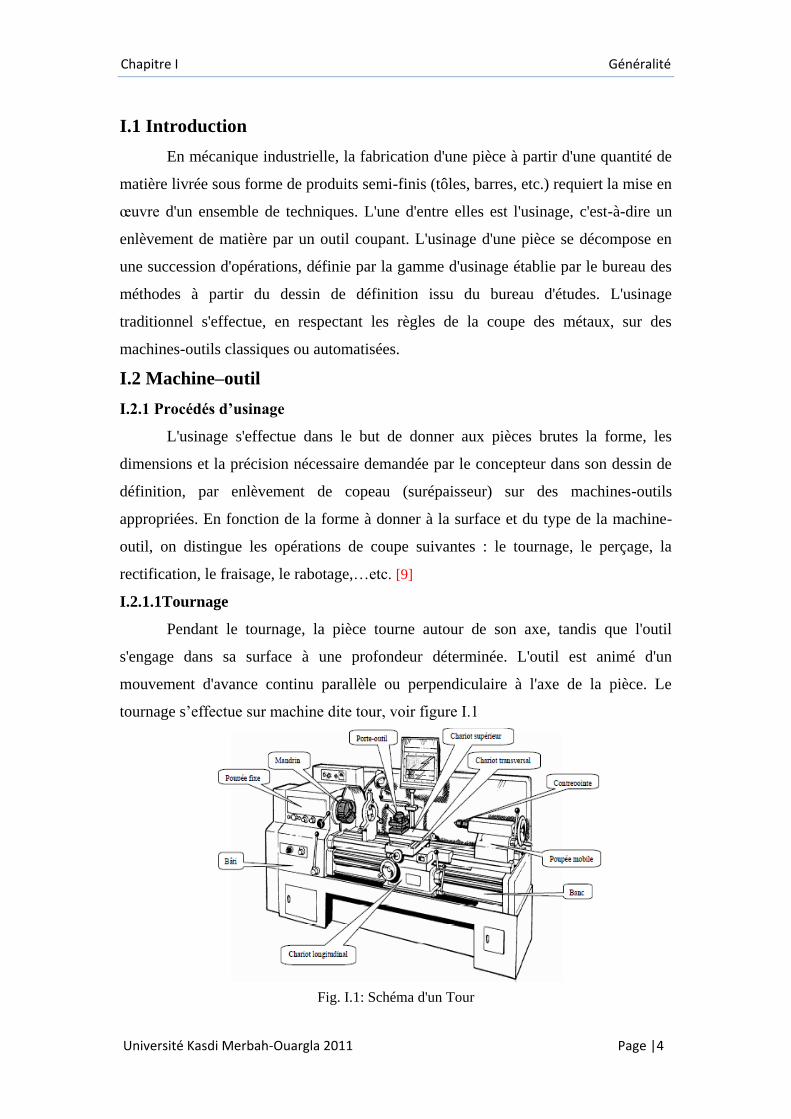
Pendant le tournage, la pièce tourne autour de son axe, tandis que l'outil
s'engage dans sa surface à une profondeur déterminée. L'outil est animé d'un
mouvement d'avance continu parallèle ou perpendiculaire à l'axe de la pièce. Le
tournage s’effectue sur machine dite tour, voir figure I.1
Fig. I.1: Schéma d'un Tour

Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |5
Les types de tour employés dans l’industrie sont :
1. Les tours traditionnelles :
- les tours parallèles ;
- les tours revolver ;
- les tours en l'air ;
- les tours verticaux ;
- les tours multibroches.
2. Les tours modernes :
Sont des tours à commande numérique, voir figure I.2
Fig. I.2: Tour a commande numérique
I.2.1.2 Perçage
Pendant le perçage, la pièce est fixe tandis que l'outil est animé de deux
mouvements continus simultanés, le mouvement de coupe et le mouvement d'avance
suivant l'axe de l'outil. Le perçage s'effectue sur des machines à percer appelées
perceuses, voir figure I.3.
Fig. I.3: Perceuse

Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |6
Les perceuses les plus fréquemment rencontrées dans la pratique sont:
- Perceuses sensitives
- Perceuses à colonne
- Perceuses radiales
- Perceuses horizontales
- Perceuses multibroches
- Perceuses C.N.C. [7]
I.2.1.3 Rectification
Au cours de la rectification, l'outil de coupe appelé meule est animé d'un
mouvement de rotation (figure I.4), la pièce se déplace en translation (rectification
plane) ou tourne autour de son axe tout en se déplaçant en translation le long de son
axe (rectification cylindrique). La rectification se fait sur des rectifieuses planes et
cylindriques.
Dans un atelier de rectification, on trouve plusieurs types de rectifieuses, sont:
- les rectifieuses planes,
- les rectifieuses cylindriques,
- les rectifieuses sans centres,
- les machines de superfinition,
- les affûteuses. [8]
Fig. I.4: Rectifieuse
I.2.1.4 Rabotage
Lors du rabotage, le mouvement rectiligne intéresse soit la pièce, soit l'outil.

Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |7
Sur une raboteuse, on met en mouvement la pièce tout en déplaçant latéralement
l'outil d'une certaine quantité, voir figure I.5.
Sur un étau limeur, c'est l'outil qui effectue un mouvement rectiligne en revenant à
l'origine à la suite de chaque course de travail, tandis que la pièce se déplace
latéralement d'une quantité égale à l'avance désirée. Le rabotage s'effectue sur des
machines outils appelées raboteuses ou étaux-limeurs.
Fig. I.5: Raboteuse
I.2.1.5 Mortaisage
Le mortaisage est une opération analogue au rabotage, seulement le
mouvement de l'outil se fait verticalement, et ce mode d'usinage s’intéresse
généralement au travail des surfaces intérieures, voir figure I.6.
Fig. I.6: Mortaiseuse
I.2.1.6 Fraisage
Le fraisage est un procédé d’usinage réalisé au moyen d’un outil multiple (à
plusieurs arêtes de coupe) qui est animé d’un mouvement de rotation, voir figure I.7.
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |8
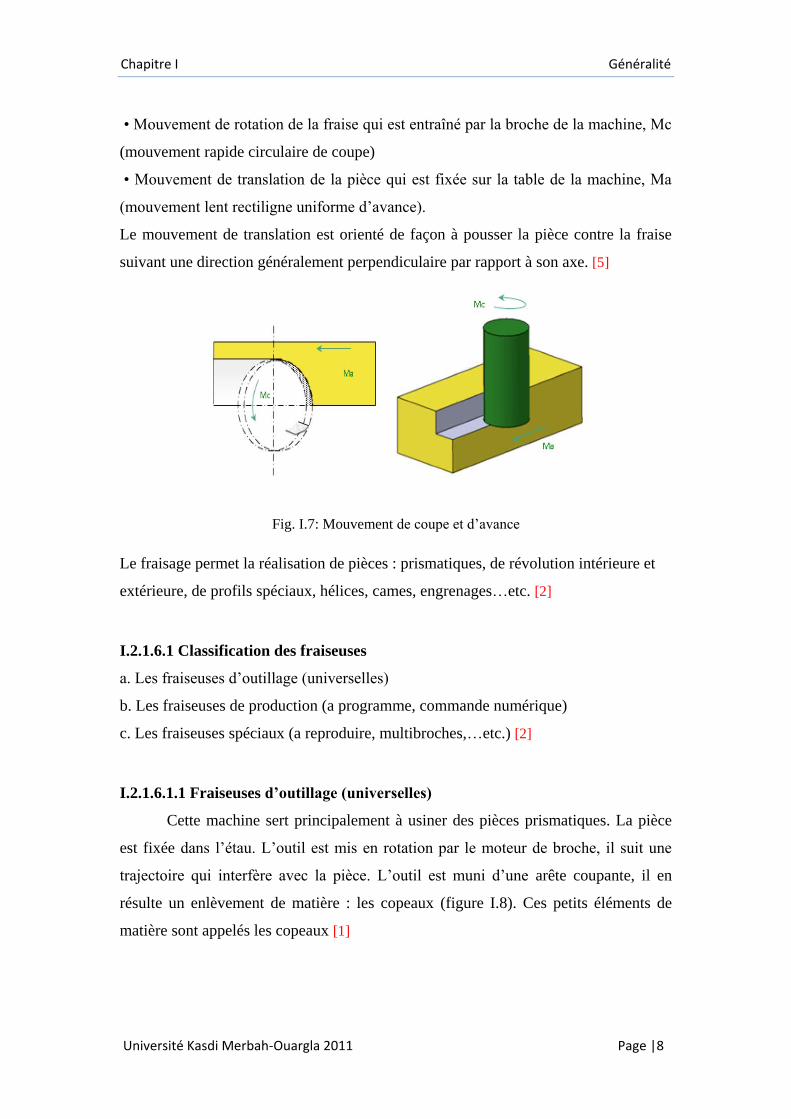
• Mouvement de rotation de la fraise qui est entraîné par la broche de la machine, Mc
(mouvement rapide circulaire de coupe)
• Mouvement de translation de la pièce qui est fixée sur la table de la machine, Ma
(mouvement lent rectiligne uniforme d’avance).
Le mouvement de translation est orienté de façon à pousser la pièce contre la fraise
suivant une direction généralement perpendiculaire par rapport à son axe. [5]
Fig. I.7: Mouvement de coupe et d’avance
Le fraisage permet la réalisation de pièces : prismatiques, de révolution intérieure et
extérieure, de profils spéciaux, hélices, cames, engrenages…etc. [2]
I.2.1.6.1 Classification des fraiseuses
a. Les fraiseuses d’outillage (universelles)
b. Les fraiseuses de production (a programme, commande numérique)
c. Les fraiseuses spéciaux (a reproduire, multibroches,…etc.) [2]
I.2.1.6.1.1 Fraiseuses d’outillage (universelles)
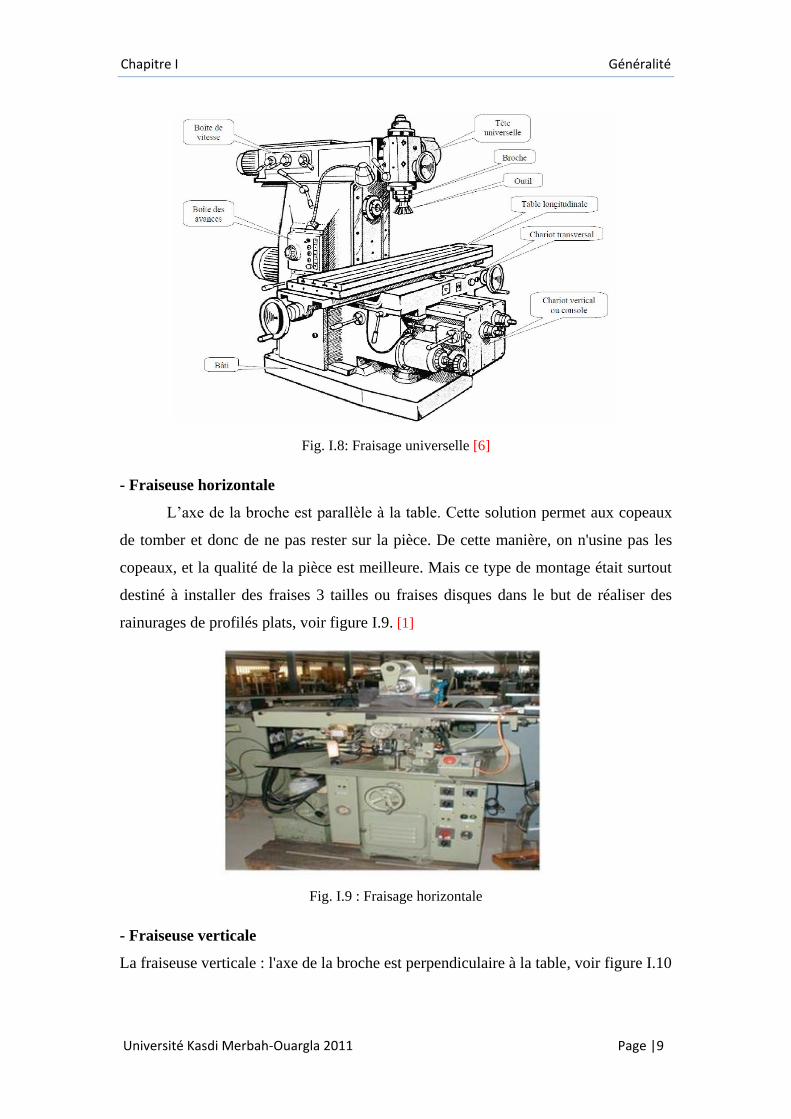
Cette machine sert principalement à usiner des pièces prismatiques. La pièce
est fixée dans l’étau. L’outil est mis en rotation par le moteur de broche, il suit une
trajectoire qui interfère avec la pièce. L’outil est muni d’une arête coupante, il en
résulte un enlèvement de matière : les copeaux (figure I.8). Ces petits éléments de
matière sont appelés les copeaux [1]
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |9
Fig. I.8: Fraisage universelle [6]
- Fraiseuse horizontale
L’axe de la broche est parallèle à la table. Cette solution permet aux copeaux
de tomber et donc de ne pas rester sur la pièce. De cette manière, on n'usine pas les
copeaux, et la qualité de la pièce est meilleure. Mais ce type de montage était surtout
destiné à installer des fraises 3 tailles ou fraises disques dans le but de réaliser des
rainurages de profilés plats, voir figure I.9. [1]
Fig. I.9 : Fraisage horizontale
- Fraiseuse verticale
La fraiseuse verticale : l'axe de la broche est perpendiculaire à la table, voir figure I.10

Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |10
Fig. I.10: Fraisage verticale
I.2.1.6.1.2 Fraiseuses de production (a programme, commande numérique)
La commande numérique est une technique utilisant des données composées
de codes alphanumériques pour représenter les instructions géométriques et
technologiques nécessaires à la conduite d’une machine ou d’un procédé.
I.2.1.6.1.3 Fraiseuses spéciales
Il existe des fraiseuses spéciales multibroche par exemple figure I.11.
Fig. I.11 : Fraiseuse multibroches
I.2.1.6.2 Caractéristiques des fraiseuses
Fonctionnelles
· Puissance du moteur.
· Gamme des vitesses de broche et d’avances.
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |11
· Orientation de la broche. [2]
Dimensionnelles
· Type et numéro du cône de la broche (SA 40, Cm 4...)
· Longueur et largeur de la table.
· Courses de table, chariot transversal et console.
· Hauteur entre table et broche.
· Distance entre table et glissière verticale.
I.2.1.6.3 Procédés de fraisage
Fraisage en bout
L'axe de la fraise est placé perpendiculairement à la surface à usiner. La fraise
coupe avec son diamètre, mais aussi avec sa partie frontale. Les copeaux sont de
même épaisseur, ainsi la charge de la machine est plus régulière.
La capacité de coupe est supérieure à celle réalisée par le fraisage en roulant. La
qualité de l'état de surface est meilleure. [6]
Fraisage en roulant
L’axe de la fraise est placé parallèlement à la surface à usiner. La fraise coupe
avec son diamètre. La charge de la machine en est irrégulière, surtout lors de l'emploi
de fraises à denture droite. Les à-coups provoqués par cette façon de faire donnent
une surface ondulée et striée. Pour pallier ces défauts, on utilisera une fraise à denture
hélicoïdale.
L'amélioration enregistrée s'explique ainsi: la denture est chargée et déchargée
progressivement.
I.2.1.6.4 Opérations de fraisage
- Surfaçage : Le surfaçage c’est l’usinage d’un plan par une fraise.
- Plans épaulés : C’est l’association de 2 plans perpendiculaires.
- Rainure : C’est l’association de 3 plans. Le fond est perpendiculaire au deux autres
plans.
- Poche : La poche est délimitée par des surfaces verticales quelconques. C’est une
forme creuse dans la pièce.
- Perçage : Ce sont des trous. Ils sont débouchant ou Borgnes. [10]
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |12
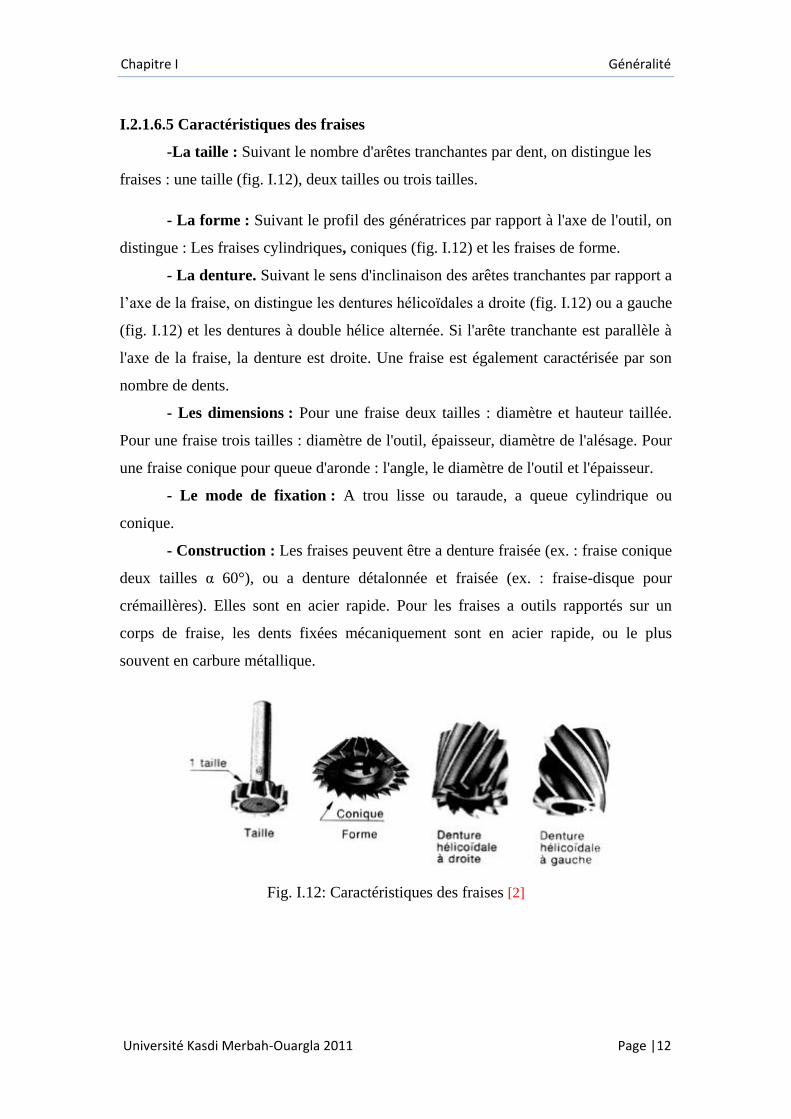
I.2.1.6.5 Caractéristiques des fraises
-La taille : Suivant le nombre d'arêtes tranchantes par dent, on distingue les
fraises : une taille (fig. I.12), deux tailles ou trois tailles.
- La forme : Suivant le profil des génératrices par rapport à l'axe de l'outil, on
distingue : Les fraises cylindriques, coniques (fig. I.12) et les fraises de forme.
- La denture. Suivant le sens d'inclinaison des arêtes tranchantes par rapport a
l’axe de la fraise, on distingue les dentures hélicoïdales a droite (fig. I.12) ou a gauche
(fig. I.12) et les dentures à double hélice alternée. Si l'arête tranchante est parallèle à
l'axe de la fraise, la denture est droite. Une fraise est également caractérisée par son
nombre de dents.
- Les dimensions : Pour une fraise deux tailles : diamètre et hauteur taillée.
Pour une fraise trois tailles : diamètre de l'outil, épaisseur, diamètre de l'alésage. Pour
une fraise conique pour queue d'aronde : l'angle, le diamètre de l'outil et l'épaisseur.
- Le mode de fixation : A trou lisse ou taraude, a queue cylindrique ou
conique.
- Construction : Les fraises peuvent être a denture fraisée (ex. : fraise conique
deux tailles α 60°), ou a denture détalonnée et fraisée (ex. : fraise-disque pour
crémaillères). Elles sont en acier rapide. Pour les fraises a outils rapportés sur un
corps de fraise, les dents fixées mécaniquement sont en acier rapide, ou le plus
souvent en carbure métallique.
Fig. I.12: Caractéristiques des fraises [2]
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |13
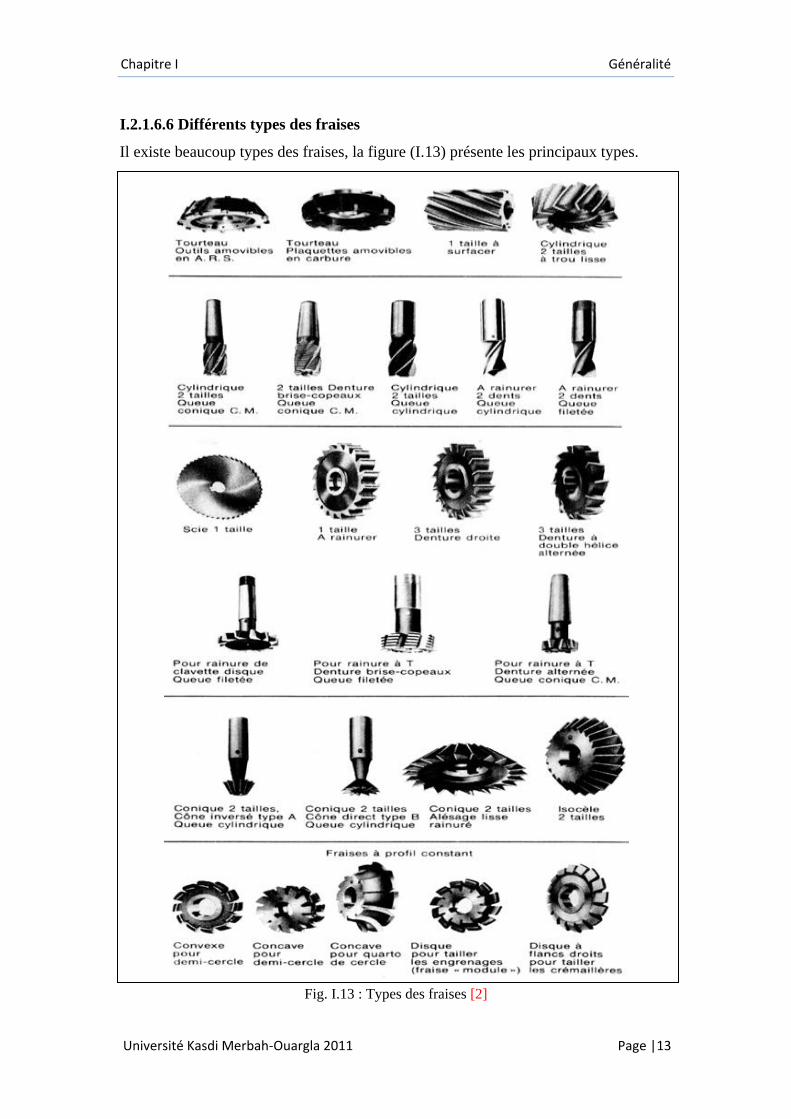
I.2.1.6.6 Différents types des fraises
Il existe beaucoup types des fraises, la figure (I.13) présente les principaux types.
Fig. I.13 : Types des fraises [2]
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |14
I.2.1.6.7 Modes de coupe
Il existe deux modes de coupe, selon le sens de rotation de la fraise et la
direction du déplacement de la pièce à usiner. [1]
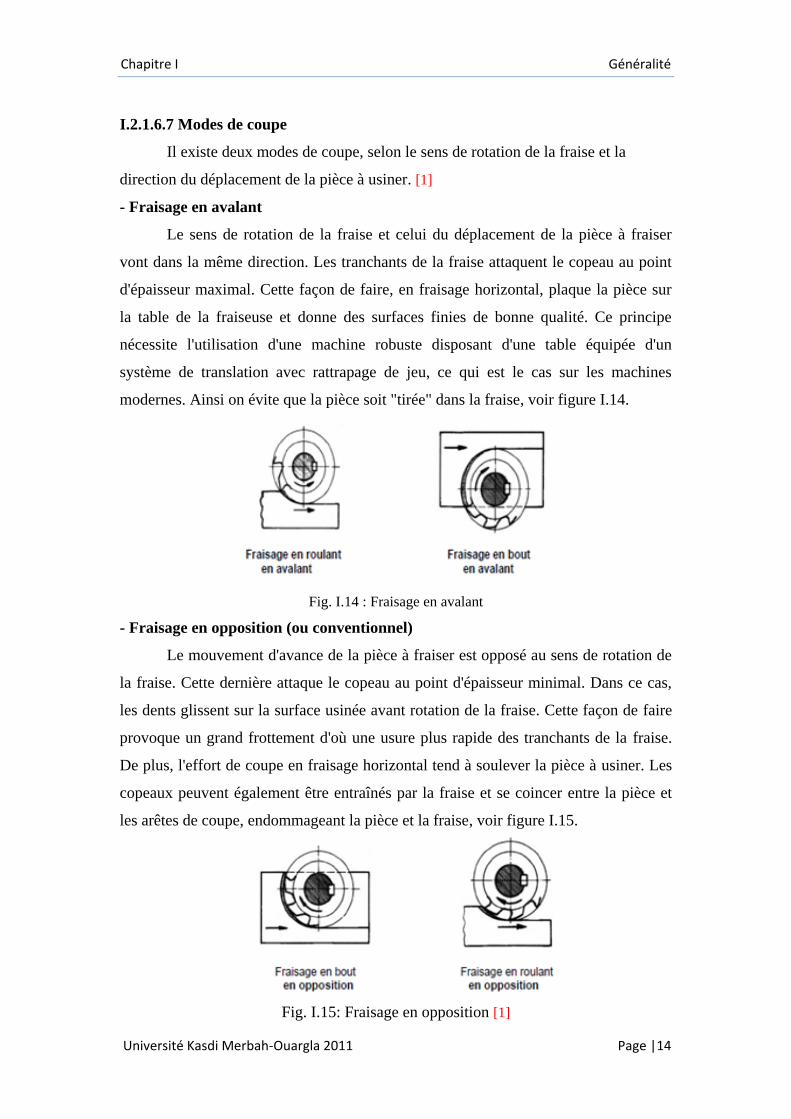
- Fraisage en avalant
Le sens de rotation de la fraise et celui du déplacement de la pièce à fraiser
vont dans la même direction. Les tranchants de la fraise attaquent le copeau au point
d'épaisseur maximal. Cette façon de faire, en fraisage horizontal, plaque la pièce sur
la table de la fraiseuse et donne des surfaces finies de bonne qualité. Ce principe
nécessite l'utilisation d'une machine robuste disposant d'une table équipée d'un
système de translation avec rattrapage de jeu, ce qui est le cas sur les machines
modernes. Ainsi on évite que la pièce soit "tirée" dans la fraise, voir figure I.14.
Fig. I.14 : Fraisage en avalant
- Fraisage en opposition (ou conventionnel)
Le mouvement d'avance de la pièce à fraiser est opposé au sens de rotation de
la fraise. Cette dernière attaque le copeau au point d'épaisseur minimal. Dans ce cas,
les dents glissent sur la surface usinée avant rotation de la fraise. Cette façon de faire
provoque un grand frottement d'où une usure plus rapide des tranchants de la fraise.
De plus, l'effort de coupe en fraisage horizontal tend à soulever la pièce à usiner. Les
copeaux peuvent également être entraînés par la fraise et se coincer entre la pièce et
les arêtes de coupe, endommageant la pièce et la fraise, voir figure I.15.
Fig. I.15: Fraisage en opposition [1]
Chapitre I Généralité
Université Kasdi Merbah-Ouargla 2011 Page |15
I.3 Conclusion
Nous avons présentés dan ce chapitre une revue générale sur les machines
outils, dont le but de montrer les différents organes et techniques de chaque machine.
Le développent de l’industrie exige une très bonne connaissance de la technicité de
ces machines, pour cette raison l’intérêt et la nécessité de ces machines dans
l’industrie est indispensable.
Chapitre II
Description de la fraiseuse
« 6 P 13 » et Généralité sur
la maintenance
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |17
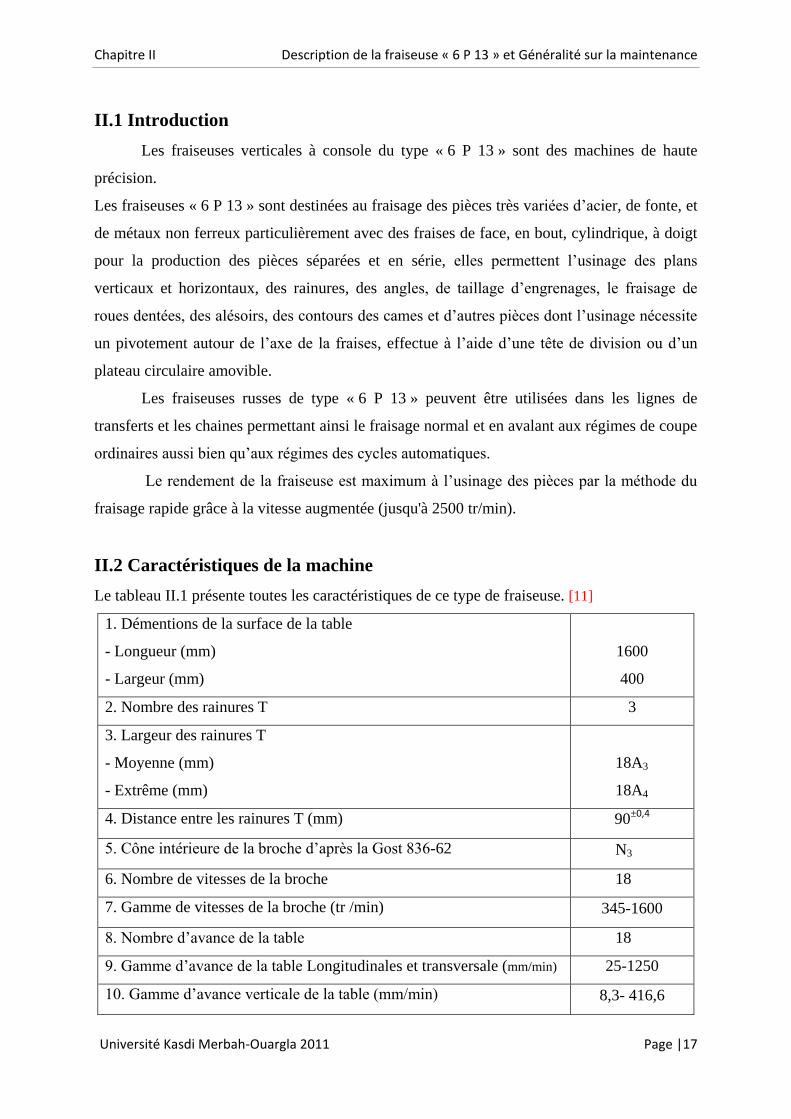
II.1 Introduction
Les fraiseuses verticales à console du type « 6 P 13 » sont des machines de haute
précision.
Les fraiseuses « 6 P 13 » sont destinées au fraisage des pièces très variées d’acier, de fonte, et
de métaux non ferreux particulièrement avec des fraises de face, en bout, cylindrique, à doigt
pour la production des pièces séparées et en série, elles permettent l’usinage des plans
verticaux et horizontaux, des rainures, des angles, de taillage d’engrenages, le fraisage de
roues dentées, des alésoirs, des contours des cames et d’autres pièces dont l’usinage nécessite
un pivotement autour de l’axe de la fraises, effectue à l’aide d’une tête de division ou d’un
plateau circulaire amovible.
Les fraiseuses russes de type « 6 P 13 » peuvent être utilisées dans les lignes de
transferts et les chaines permettant ainsi le fraisage normal et en avalant aux régimes de coupe
ordinaires aussi bien qu’aux régimes des cycles automatiques.
Le rendement de la fraiseuse est maximum à l’usinage des pièces par la méthode du
fraisage rapide grâce à la vitesse augmentée (jusqu'à 2500 tr/min).
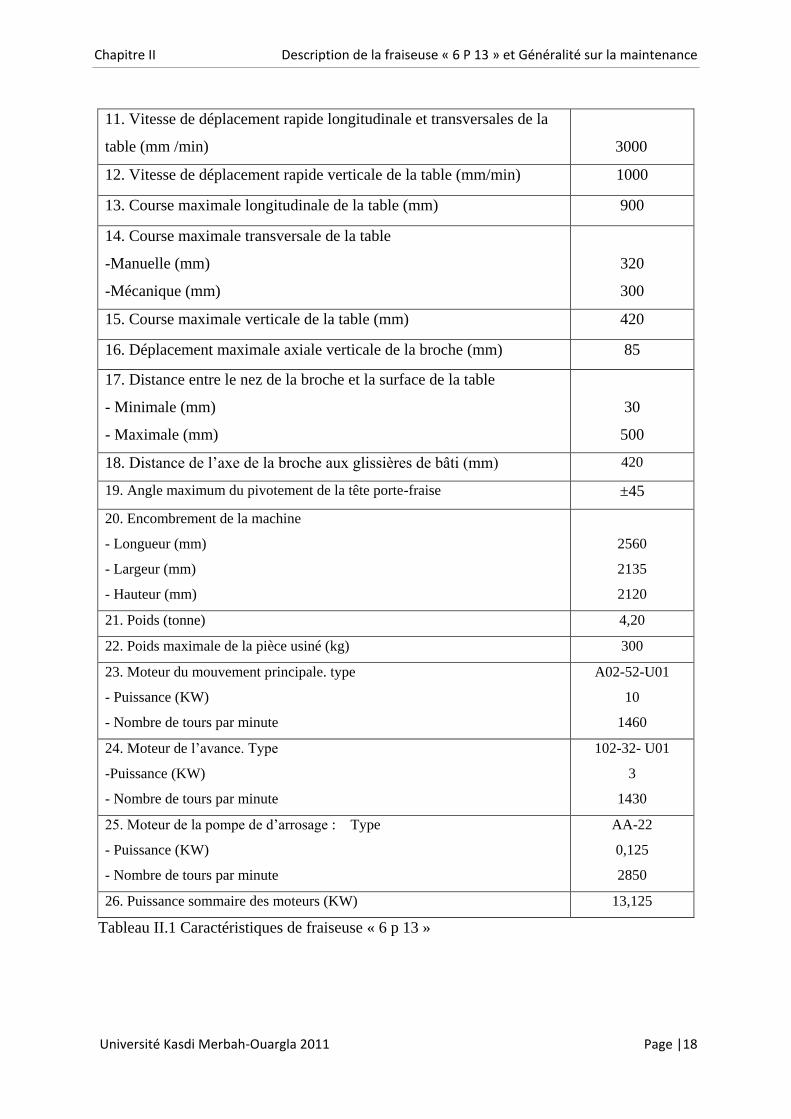
II.2 Caractéristiques de la machine
Le tableau II.1 présente toutes les caractéristiques de ce type de fraiseuse. [11]
1. Démentions de la surface de la table
- Longueur (mm)
- Largeur (mm)
1600
400
2. Nombre des rainures T 3
3. Largeur des rainures T
- Moyenne (mm)
- Extrême (mm)
18A3
18A4
4. Distance entre les rainures T (mm) 90±0,4
5. Cône intérieure de la broche d’après la Gost 836-62 N3
6. Nombre de vitesses de la broche 18
7. Gamme de vitesses de la broche (tr /min) 345-1600
8. Nombre d’avance de la table 18
9. Gamme d’avance de la table Longitudinales et transversale (mm/min) 25-1250
10. Gamme d’avance verticale de la table (mm/min) 8,3- 416,6
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |18
11. Vitesse de déplacement rapide longitudinale et transversales de la
table (mm /min)
3000
12. Vitesse de déplacement rapide verticale de la table (mm/min) 1000
13. Course maximale longitudinale de la table (mm) 900
14. Course maximale transversale de la table
-Manuelle (mm)
-Mécanique (mm)
320
300
15. Course maximale verticale de la table (mm) 420
16. Déplacement maximale axiale verticale de la broche (mm) 85
17. Distance entre le nez de la broche et la surface de la table
- Minimale (mm)
- Maximale (mm)
30
500
18. Distance de l’axe de la broche aux glissières de bâti (mm) 420
19. Angle maximum du pivotement de la tête porte-fraise ±45
20. Encombrement de la machine
- Longueur (mm)
- Largeur (mm)
- Hauteur (mm)
2560
2135
2120
21. Poids (tonne) 4,20
22. Poids maximale de la pièce usiné (kg) 300
23. Moteur du mouvement principale. type
- Puissance (KW)
- Nombre de tours par minute
A02-52-U01
10
1460
24. Moteur de l’avance. Type
-Puissance (KW)
- Nombre de tours par minute
102-32- U01
3
1430
25. Moteur de la pompe de d’arrosage : Type
- Puissance (KW)
- Nombre de tours par minute
AA-22
0,125
2850
26. Puissance sommaire des moteurs (KW) 13,125
Tableau II.1 Caractéristiques de fraiseuse « 6 p 13 »
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |19
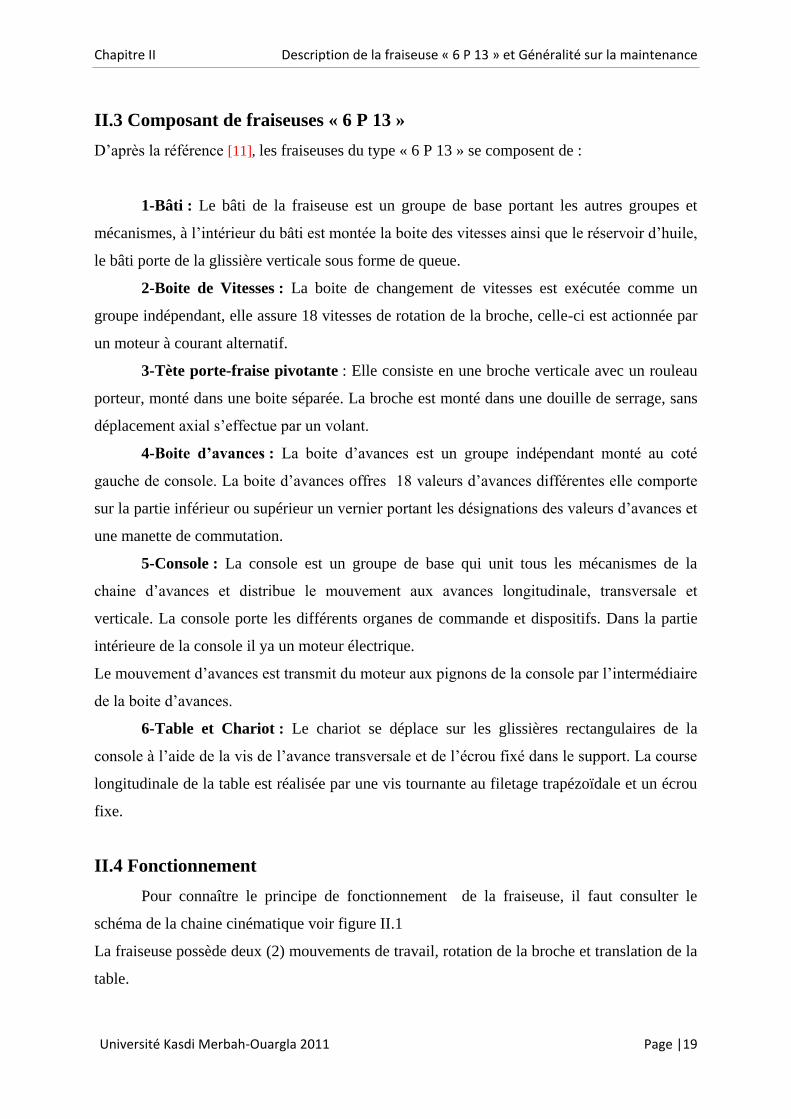
II.3 Composant de fraiseuses « 6 P 13 »
D’après la référence [11], les fraiseuses du type « 6 P 13 » se composent de :
1-Bâti : Le bâti de la fraiseuse est un groupe de base portant les autres groupes et
mécanismes, à l’intérieur du bâti est montée la boite des vitesses ainsi que le réservoir d’huile,
le bâti porte de la glissière verticale sous forme de queue.
2-Boite de Vitesses : La boite de changement de vitesses est exécutée comme un
groupe indépendant, elle assure 18 vitesses de rotation de la broche, celle-ci est actionnée par
un moteur à courant alternatif.
3-Tète porte-fraise pivotante : Elle consiste en une broche verticale avec un rouleau
porteur, monté dans une boite séparée. La broche est monté dans une douille de serrage, sans
déplacement axial s’effectue par un volant.
4-Boite d’avances : La boite d’avances est un groupe indépendant monté au coté
gauche de console. La boite d’avances offres 18 valeurs d’avances différentes elle comporte
sur la partie inférieur ou supérieur un vernier portant les désignations des valeurs d’avances et
une manette de commutation.
5-Console : La console est un groupe de base qui unit tous les mécanismes de la
chaine d’avances et distribue le mouvement aux avances longitudinale, transversale et
verticale. La console porte les différents organes de commande et dispositifs. Dans la partie
intérieure de la console il ya un moteur électrique.
Le mouvement d’avances est transmit du moteur aux pignons de la console par l’intermédiaire
de la boite d’avances.
6-Table et Chariot : Le chariot se déplace sur les glissières rectangulaires de la
console à l’aide de la vis de l’avance transversale et de l’écrou fixé dans le support. La course
longitudinale de la table est réalisée par une vis tournante au filetage trapézoïdale et un écrou
fixe.
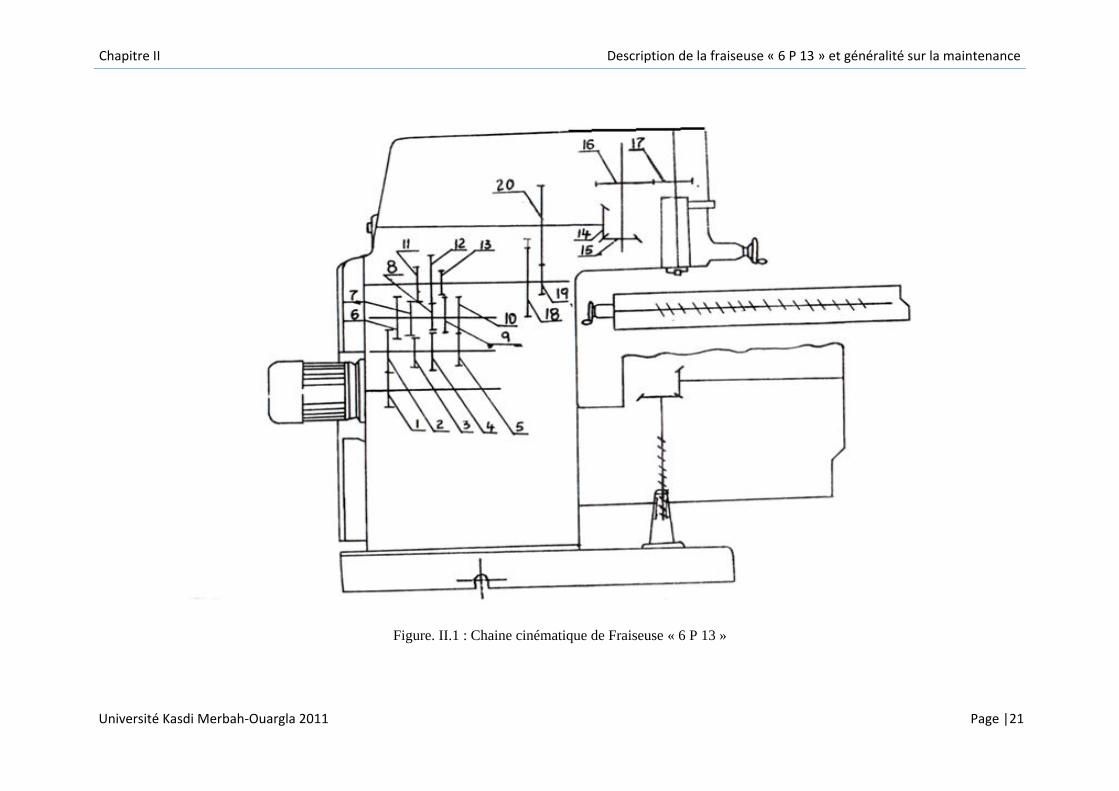
II.4 Fonctionnement
Pour connaître le principe de fonctionnement de la fraiseuse, il faut consulter le
schéma de la chaine cinématique voir figure II.1
La fraiseuse possède deux (2) mouvements de travail, rotation de la broche et translation de la
table.
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |20
La rotation de la broche provient d’un moteur électrique, le mouvement transmit
ensuite à partir de l’arbre du moteur vers la boite de vitesses par engrenage des roues dentées
(1) et (2).
La boite de vitesses comprend plusieurs roues, selon le nombre de vitesses qu’on peut obtenir.
La transmission du mouvement à partir de la boite de vitesses s’effectue par un engrenage
des écrous dentés coniques (14) et (15), puis le mouvement et transmit à l’arbre de la broche
d’un autre engrenage des roues dentées (12) et (17).
Le mouvement de translation comprend trois mouvements :
L’avance transversale, longitudinale et verticale.
- L’avance transversale du chariot s’effectue par le système vis-écrou, cette dernière
est fixée dans le support.
- Le mouvement longitudinal se fait par le système écrou et vis dont la forme des filets
est trapézoïdale.
- Le mouvement vertical s’effectue de la même façon que celui du mouvement
longitudinal.
II.5 Charge de la machine
Avant d’établir un programme de maintenance préventive, il faut connaitre avec
précision le nombre exact d’heures de travail de la machine.
Pour les fraiseuses de type « 6 P 13 », elles travaillent neuf heures par jour, 20 jours par mois
et 5 jour par semaine soit :
180 heurs par mois (2160 heures par année).
II.6 Maintenance de la fraiseuse « 6 P 13 »
II.6.1 Définition de la maintenance
L’opération de maintenance peut se définir comme étant une suite d’actions
organisées, intervenant sur un système et ayant un double objectif.
Premier objectif
Rétablir un bien, en état de dysfonctionnement et le replacer en état de
fonctionnement, donc de produire.

Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |21
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |22
Deuxième objectif
Maintenir ce bien, par une suite d’actions préventives et planifiées, en état parfait de
fonctionnement, donc de produire. En règle générale, le service maintenance doit garder
l’outil de production en état opérationnel, afin d’assurer une production efficace et maximale.
(Bien : machines, système automatisés de production, mécanisme, appareils divers). [3]
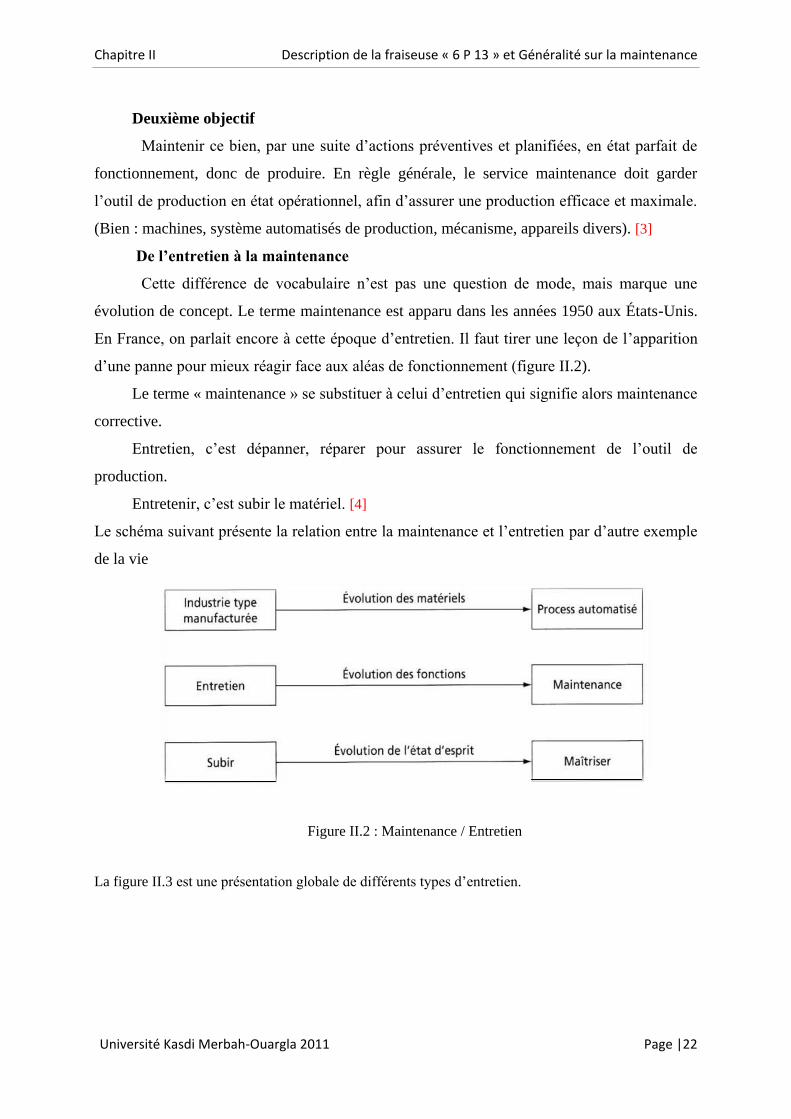
De l’entretien à la maintenance
Cette différence de vocabulaire n’est pas une question de mode, mais marque une
évolution de concept. Le terme maintenance est apparu dans les années 1950 aux États-Unis.
En France, on parlait encore à cette époque d’entretien. Il faut tirer une leçon de l’apparition
d’une panne pour mieux réagir face aux aléas de fonctionnement (figure II.2).
Le terme « maintenance » se substituer à celui d’entretien qui signifie alors maintenance
corrective.
Entretien, c’est dépanner, réparer pour assurer le fonctionnement de l’outil de
production.
Entretenir, c’est subir le matériel. [4]
Le schéma suivant présente la relation entre la maintenance et l’entretien par d’autre exemple
de la vie
Figure II.2 : Maintenance / Entretien
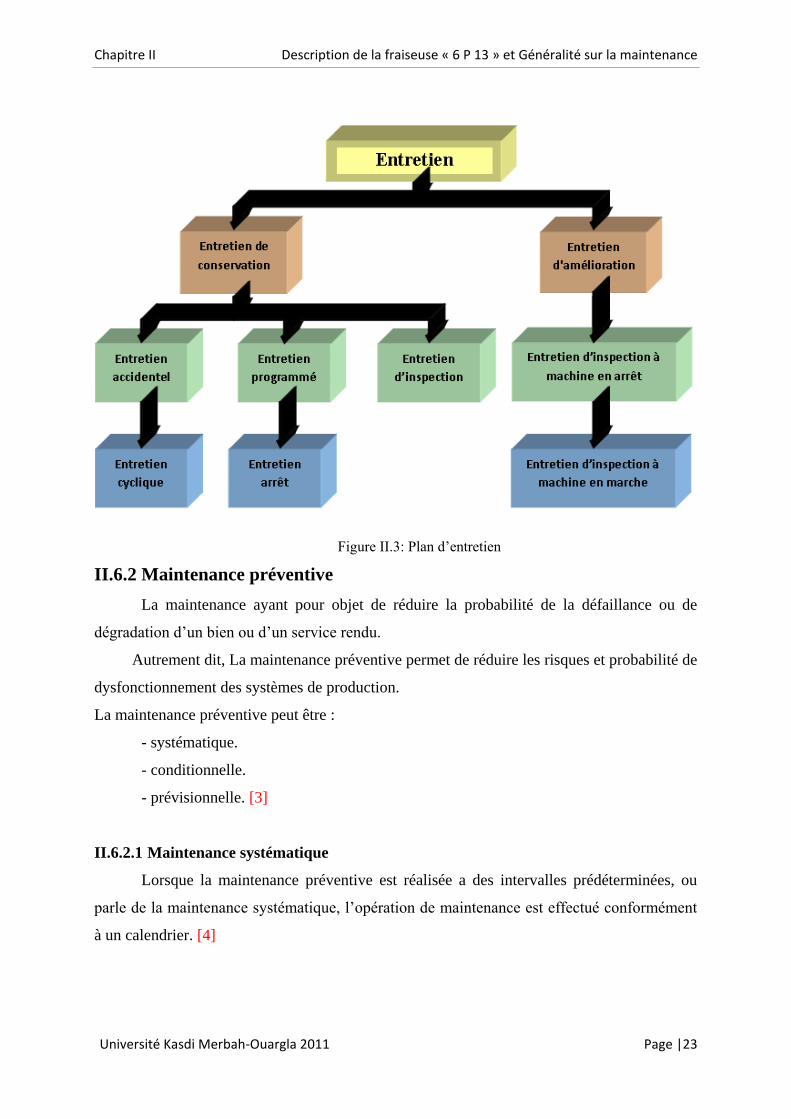
La figure II.3 est une présentation globale de différents types d’entretien.
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |23
Figure II.3: Plan d’entretien
II.6.2 Maintenance préventive
La maintenance ayant pour objet de réduire la probabilité de la défaillance ou de
dégradation d’un bien ou d’un service rendu.
Autrement dit, La maintenance préventive permet de réduire les risques et probabilité de
dysfonctionnement des systèmes de production.
La maintenance préventive peut être :
- systématique.
- conditionnelle.
- prévisionnelle. [3]
II.6.2.1 Maintenance systématique
Lorsque la maintenance préventive est réalisée a des intervalles prédéterminées, ou
parle de la maintenance systématique, l’opération de maintenance est effectué conformément
à un calendrier. [4]
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |24
II.6.2.2 Maintenance conditionnelle
Lorsque l’opération de maintenance préventive est subordonnée à l’analyse de
l’évolution de paramètres significatifs (température, pression,…etc.) de la dégradation ou de
basse de performance conditionnelle.
II.6.2.3 Maintenance prévisionnelle
Lorsque la maintenance préventive est effectuée sur la base de l’estimation du temps
de fonctionnement correct avant l’observation de l’évènement redouté on parle de
maintenance prévisionnelle.
II.6.2.4 Objectives visés par la maintenance préventive
-Améliorer la fiabilité du matériel.
-Garantir la qualité des produits.
-Assurer la sécurité humaine.
-Améliorer la gestion des stocks.
II.6.3 Maintenance corrective
La maintenance corrective regroupe l’ensemble des activités réalisées après la
défaillance (totale ou partielle) d’un bien, ou la dégradation de sa fonction, pour lui permettre
d’accomplir une fonction requise, au moins provisoirement.
La maintenance corrective peut être :
- palliative.
- curative. [3]
II.6.3.1 Maintenance palliative
La maintenance palliative regroupe les activités de maintenance corrective destinée à
permettre à un bien d’accomplir provisoirement tout ou partie d’une fonction requise. Ces
activités du type dépannage qui présentent un caractère provisoire devront être suivies
d’activités curatives.
II.6.3.2 Maintenance curative
La maintenance curative regroupe les activités de maintenance corrective ayant pour
objet de rétablir un bien dans un état spécifié ou de lui permettre d’accomplir une fonction
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |25
requise. Ces activités du type réparation, modification ou amélioration doivent présenter un
caractère permanent.
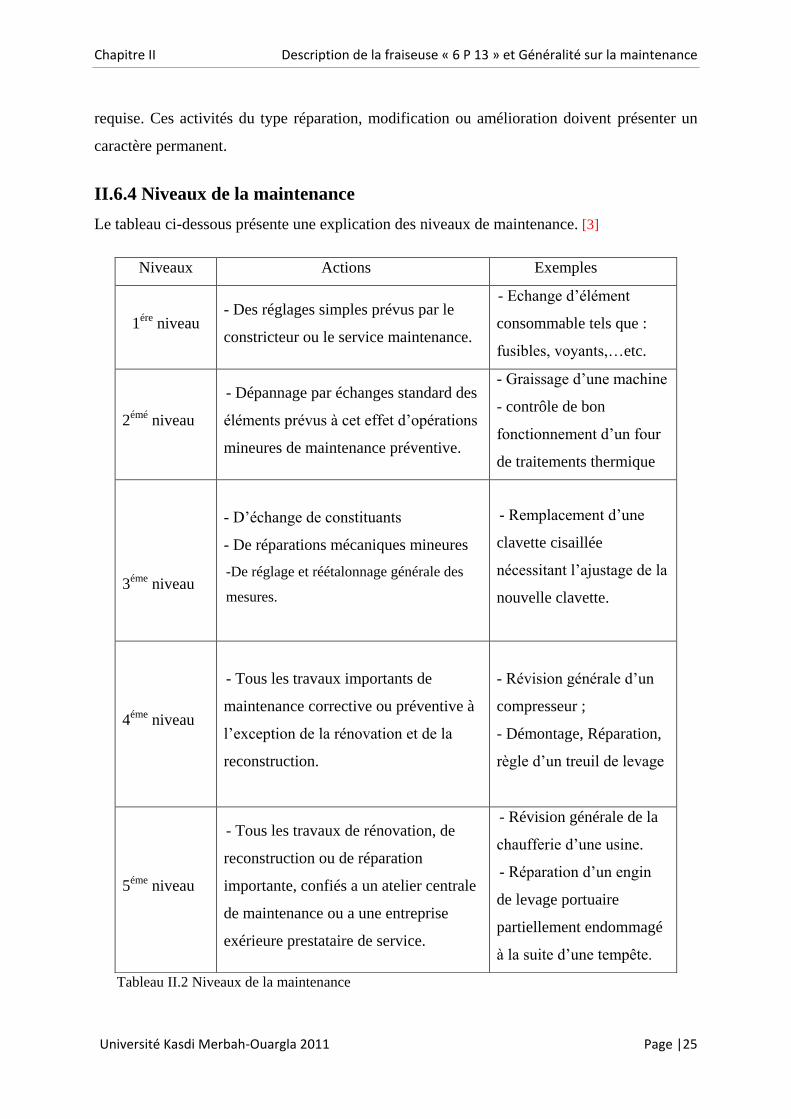
II.6.4 Niveaux de la maintenance
Le tableau ci-dessous présente une explication des niveaux de maintenance. [3]
Tableau II.2 Niveaux de la maintenance
Niveaux Actions Exemples
1ére
niveau - Des réglages simples prévus par le
constricteur ou le service maintenance.
- Echange d’élément
consommable tels que :
fusibles, voyants,…etc.
2émé
niveau
- Dépannage par échanges standard des
éléments prévus à cet effet d’opérations
mineures de maintenance préventive.
- Graissage d’une machine
- contrôle de bon
fonctionnement d’un four
de traitements thermique
3éme
niveau
- D’échange de constituants
- De réparations mécaniques mineures
-De réglage et réétalonnage générale des
mesures.
- Remplacement d’une
clavette cisaillée
nécessitant l’ajustage de la
nouvelle clavette.
4éme
niveau
- Tous les travaux importants de
maintenance corrective ou préventive à
l’exception de la rénovation et de la
reconstruction.
- Révision générale d’un
compresseur ;
- Démontage, Réparation,
règle d’un treuil de levage
5éme
niveau
- Tous les travaux de rénovation, de
reconstruction ou de réparation
importante, confiés a un atelier centrale
de maintenance ou a une entreprise
exérieure prestataire de service.
- Révision générale de la
chaufferie d’une usine.
- Réparation d’un engin
de levage portuaire
partiellement endommagé
à la suite d’une tempête.
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |26
II.6.5 Interventions
Une bonne maintenance consiste non seulement à faire des graissages et des
lubrifications des organes mais aussi des inspections, petites révision, ainsi que des révisions
moyennes et générales.
Ce travail délicat exige indépendamment des statistiques suffisantes, la connaissance
parfaite des possibilités techniques de montage et démontage des organes, mais encore des
temps nécessaire, si on veut continuer au mieux les opérations, pour réduire les pertes de
production en profitant des arrêts obligatoires de production.
Un chercheur russe a trouvé qu’il existait des structures types pour de nombreuses
industries par exemple :
a) Industrie lourde : GIPIMIPIG.
b) Industrie automobile : GIPIPIMIPIPIMIPIPIG.
c) Industrie de machine outil : GIPIPIPIMIPIPIPIMIPIPIPIG.
Appelant :
I : inspection.
P : vérification ou petite révision.
M : échange standard d’un ou plusieurs organes ou une révision moyenne.
G : révision générale.
D’autres chercheurs ont déterminé des formules, permettant de déterminer la structure
des cycles d’entretien pour les divers machines et industries.
Avant de faire les calculs nécessaires pour déterminer le structure des cycles d’entretien
pour notre machine (fraiseuse verticale) il est indispensable de donner la définition des
constituants de la structure (inspection, petite révision,…etc.). [11]
II.6.5.1 Inspection
Inspecter consiste non seulement à déterminer l’état dans lequel se trouve une machine-
outil, mais à ajuster, réparer ou changer les pièces usées, c'est-à-dire :
Corriger les situations pouvant conduire à des pannes ou à de graves détériorations
Eviter que la machine se trouve dans une telle situation.
Les inspections peuvent être accompagnées de petites révisions.

Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |27
II.6.5.2 Petite révision
Changement de pièces, réglage d’organes, nettoyage de distributeurs d’huile,
suppression de coups sur les glissières, examen des paliers et portées. Ces broches réglage de
tension des courroies, entretien des freins…etc.
Le cout doit être inférieur à 10% de la valeur de la machine.
II.6.5.3 Révision moyenne
Cout inférieur à 30% du prix de la machine :
Grattage des coulisses, changement de broche, de vis de manœuvre ou de leurs écrous,
roulements,…etc.
On peut compter une révision moyenne pour deux petites.
II.6.5.4 Révision générale
Tout est démonté et examiné : c’est une remise à neuf, les appareillages électriques et
des groupes d’organes peuvent être remplacés.
Le cout doit être inférieur à 70% de prix d’une nouvelle machine.
II.6.6 Partie Calculs
Les calculs pour notre machine seront de l’ordre :
II.6.6.1 Calcul de cycle d’entretien
= 23400 (III.1)
Tel que :
: Coefficient tenant compte du caractère de la production ( =1,5 pour notre
machine).
: Coefficient tenant compte de la nature des matériaux ( =0,7).
: Coefficient tenant compte des conditions d’exploitation ( =1).
: Coefficient tenant compte des conditions de travail ( =1).
Application numérique
= 1,5 0,7 1 1 23400 = 24570 heures
II.6.6.2 Calcul du temps entre petite révision t
Pour calculer la valeur de on utilise la formule suivante :

Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |28
(III.2)
Tel que :
: Quantité de révisions moyennes dans le cycle.
: Quantité des petites révisions dans un cycle.
Pour avoir la valeur de et , il est indispensable de consulter le tableau suivant :
Industrie G M P I
Lourde GIPIMIPIG 1 1 2 4
Automobile GIPIPIMIPIPIMIPIPIG 1 2 6 9
Machine-outil GIPIPIPIMIPIPIPIMIPIPIPIG 1 2 9 12
Outillage GIPIPIPIMIPIPIPIG
Tableau II.3 Interventions aux industries
Comme notre sujet d’étude est une machine outils donc :
= 2 , = 9
Application numérique
=
= 2047 Heures et 30 minutes
II.6.6.3 Calcule de temps entre les inspections 0
0 =
(III .3)
Tel que :
: Quantité d’inspections dans un cycle.
D’après le tableau III.1, = 12.
Application numérique
0 =
( ) = 1023 heures et 45 minutes
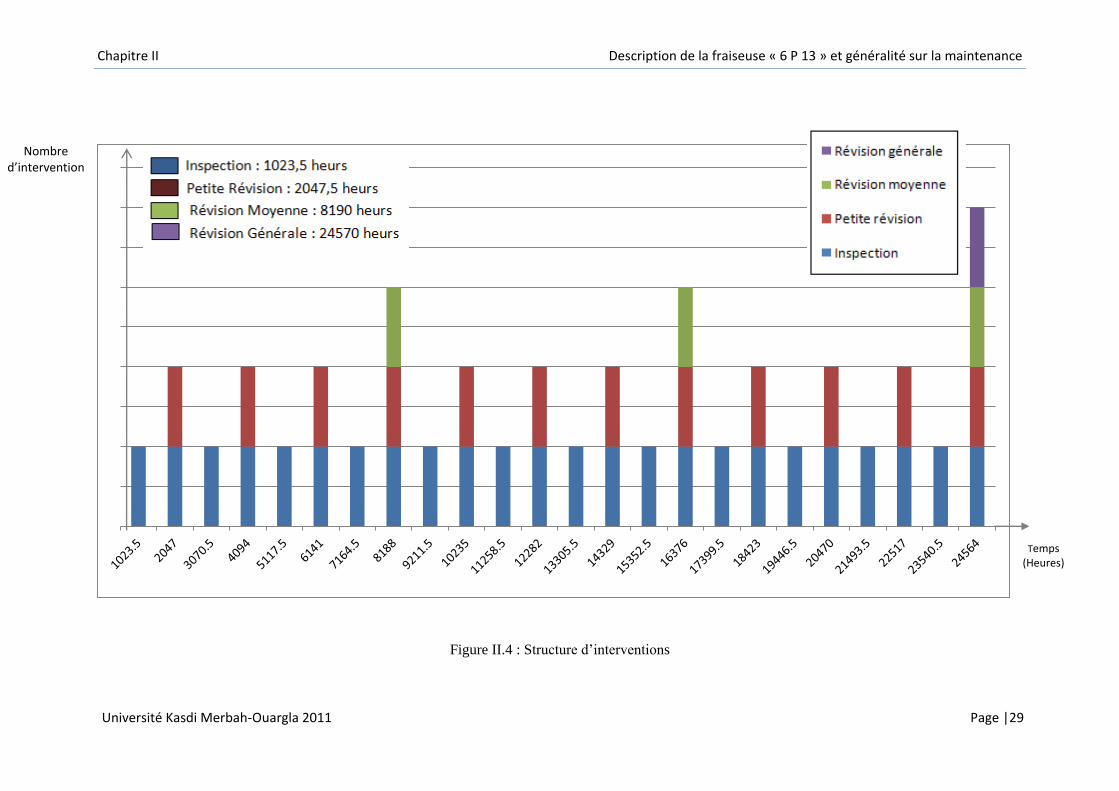
La figure II.4 illustre les différents périodes d’intervention.

Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |29
Chapitre II Description de la fraiseuse « 6 P 13 » et Généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |30
II.7 Conclusion
Dans ce chapitre nous, avons présentés la description générale de la fraiseuse
« 6 P 13 » (composants, caractéristiques et le mode de fonctionnement), ainsi que les
interventions nécessaires pour notre machine-outil.
Chapitre III
Calculs des
roulements

Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |32
III.1 Introduction
On sait que tous les roulements sont des organes très indispensables dans le
montage des ensembles mécaniques, c’est pourquoi ils sont très utilisés aujourd’hui
dans le domaine de la construction mécanique.
Les roulements sont des organes qui s’use donc, ils ont une certaine durée de
vie, après cette période les roulements doit être changées parce qu’il serait incapable
d’accomplir la mission qui lui est destinée, mais en plus un roulement détérioré peut
causer la détérioration de tout l’ensemble ou il est monté, ex : cassure des dents des
roues dentées d’une boite de vitesse par suite d’un contact avec les billes d’un
roulement détérioré monté dans la même boite.
III.2 Problème existant
Comme il a été dit ci dessus le roulement à une certaine durée de vie à vivre,
mais quoi faire en cas d’ignorance de cette durée ?
Ce cas est le problème dont on a eu affaire lors de l’étude de notre programme
d’entretien. Pour faire face à ce problème il faut calculer la durée de vie exacte, mais
avant il faut connaître la procédure de changement des roulements existante dans
l’usine. [11]
III.3 Procédure existante
Le changement des roulements pour les fraiseuses russe de type « 6 P 13 » se
fait après l’usure ou la détérioration.
Pour avoir une fréquence exacte du changement des roulements on propose les
calcules exactes de la durée de vie des roulements.
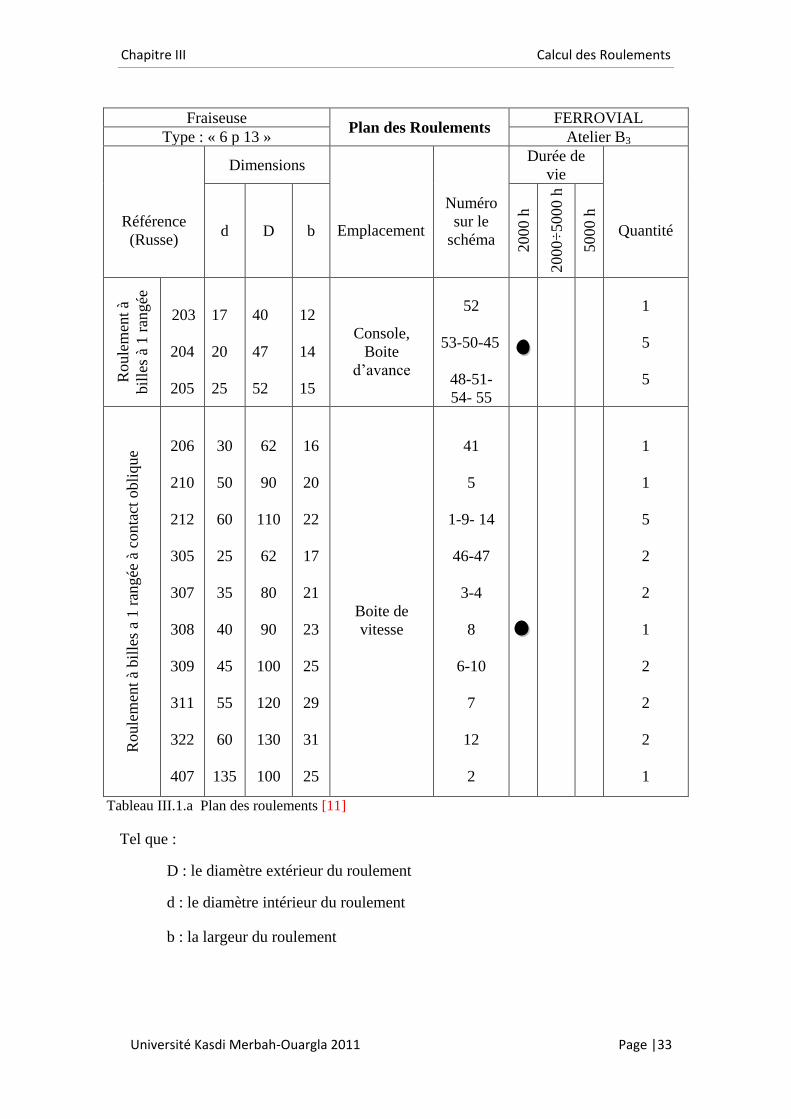
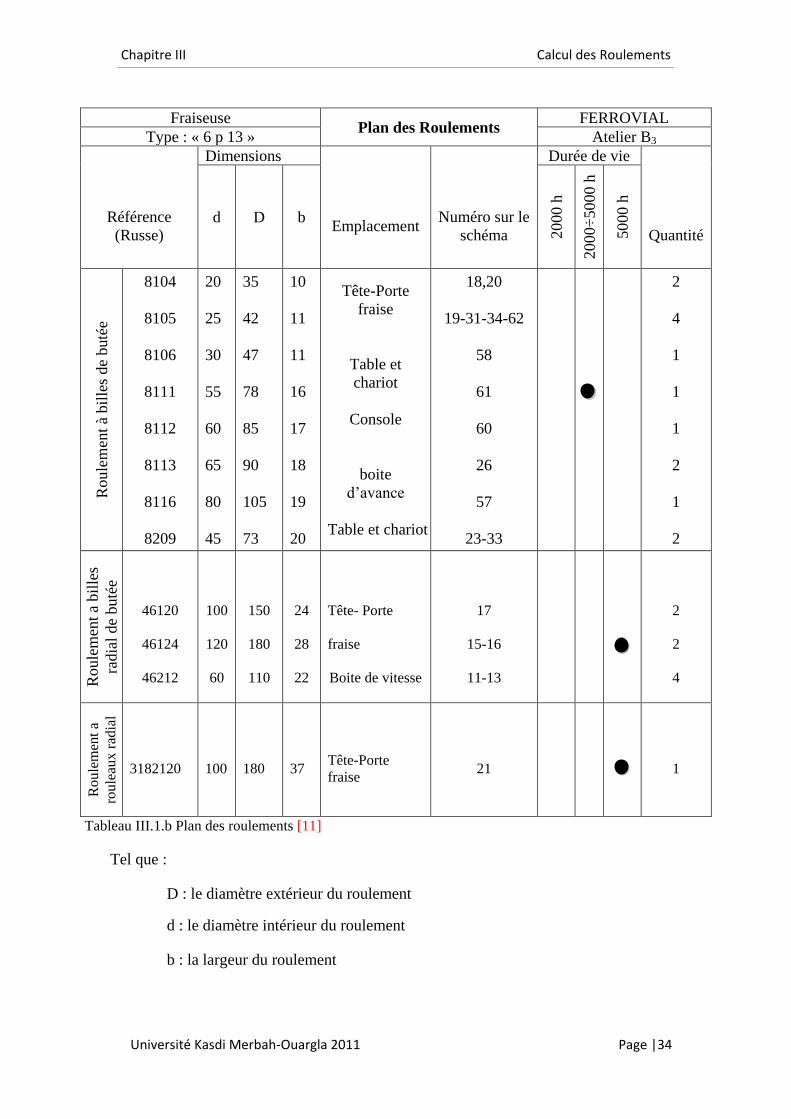
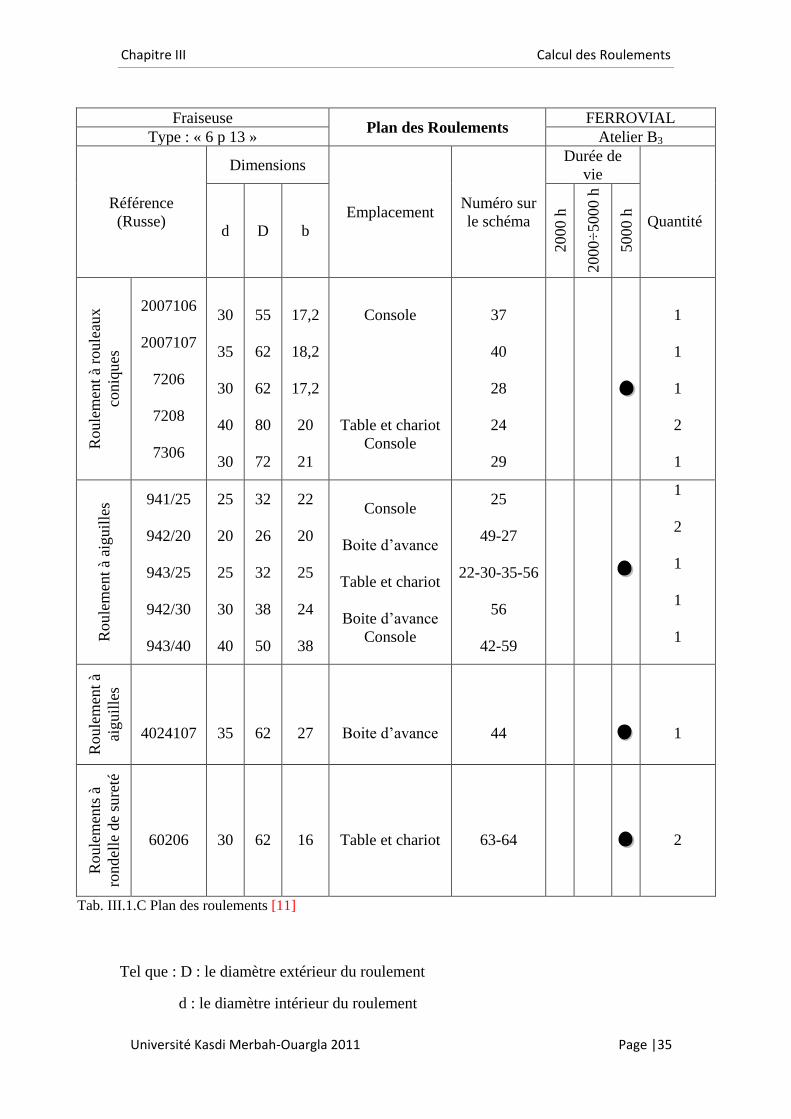
Les durées de vie indiquées dans le plan (Voir les tableaux III.1.a, III.1.b et
III.1.c) sont les quelles l’entreprise procède actuellement lors des changements ou
interventions concernant les roulements. [11]
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |33
Fraiseuse Plan des Roulements
FERROVIAL
Type : « 6 p 13 » Atelier B3
Référence
(Russe)
Dimensions
Emplacement
Numéro
sur le
schéma
Durée de
vie
Quantité d D b
2000 h
2000÷
5000 h
5000 h
Roule
men
t à
bil
les
à 1 r
angée
203
204
205
17
20
25
40
47
52
12
14
15
Console,
Boite
d’avance
52
53-50-45
48-51-
54- 55
1
5
5
Roule
men
t à
bil
les
a 1 r
angée
à c
onta
ct o
bli
que
206
210
212
305
307
308
309
311
322
407
30
50
60
25
35
40
45
55
60
135
62
90
110
62
80
90
100
120
130
100
16
20
22
17
21
23
25
29
31
25
Boite de
vitesse
41
5
1-9- 14
46-47
3-4
8
6-10
7
12
2
1
1
5
2
2
1
2
2
2
1
Tableau III.1.a Plan des roulements [11]
Tel que :
D : le diamètre extérieur du roulement
d : le diamètre intérieur du roulement
b : la largeur du roulement
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |34
Fraiseuse Plan des Roulements
FERROVIAL
Type : « 6 p 13 » Atelier B3
Référence
(Russe)
Dimensions
Emplacement
Numéro sur le
schéma
Durée de vie
Quantité d D b
2000 h
2000÷
5000 h
5000 h
Roule
men
t à
bil
les
de
buté
e
8104
8105
8106
8111
8112
8113
8116
8209
20
25
30
55
60
65
80
45
35
42
47
78
85
90
105
73
10
11
11
16
17
18
19
20
Tête-Porte
fraise
Table et
chariot
Console
boite
d’avance
Table et chariot
18,20
19-31-34-62
58
61
60
26
57
23-33
2
4
1
1
1
2
1
2
Roule
men
t a
bil
les
radia
l de
buté
e
46120
46124
46212
100
120
60
150
180
110
24
28
22
Tête- Porte
fraise
Boite de vitesse
17
15-16
11-13
2
2
4
Ro
ule
men
t a
rou
leau
x r
adia
l
3182120
100
180
37
Tête-Porte
fraise
21
1
Tableau III.1.b Plan des roulements [11]
Tel que :
D : le diamètre extérieur du roulement
d : le diamètre intérieur du roulement
b : la largeur du roulement
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |35
Fraiseuse Plan des Roulements
FERROVIAL
Type : « 6 p 13 » Atelier B3
Référence
(Russe)
Dimensions
Emplacement Numéro sur
le schéma
Durée de
vie
Quantité d D b
2000 h
2000÷
5000 h
5000 h
Roule
men
t à
roule
aux
coniq
ues
2007106
2007107
7206
7208
7306
30
35
30
40
30
55
62
62
80
72
17,2
18,2
17,2
20
21
Console
Table et chariot
Console
37
40
28
24
29
1
1
1
2
1
Roule
men
t à
aiguil
les 941/25
942/20
943/25
942/30
943/40
25
20
25
30
40
32
26
32
38
50
22
20
25
24
38
Console
Boite d’avance
Table et chariot
Boite d’avance
Console
25
49-27
22-30-35-56
56
42-59
1
2
1
1
1
Roule
men
t à
aiguil
les
4024107
35
62
27
Boite d’avance
44
1
Roule
men
ts à
rondel
le d
e su
reté
60206
30
62
16
Table et chariot
63-64
2
Tab. III.1.C Plan des roulements [11]
Tel que : D : le diamètre extérieur du roulement
d : le diamètre intérieur du roulement
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |36
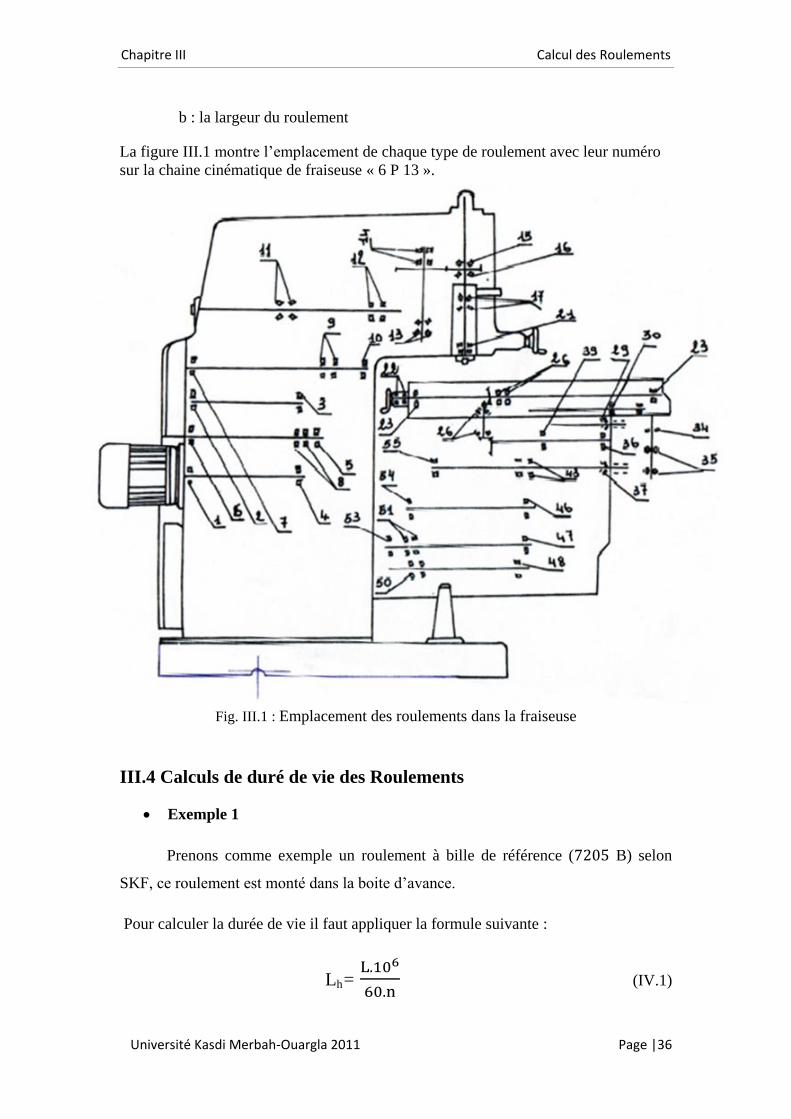
b : la largeur du roulement
La figure III.1 montre l’emplacement de chaque type de roulement avec leur numéro
sur la chaine cinématique de fraiseuse « 6 P 13 ».
Fig. III.1 : Emplacement des roulements dans la fraiseuse
III.4 Calculs de duré de vie des Roulements
Exemple 1
Prenons comme exemple un roulement à bille de référence (7205 B) selon
SKF, ce roulement est monté dans la boite d’avance.
Pour calculer la durée de vie il faut appliquer la formule suivante :
Lh=
(IV.1)
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |37
Tel que : L = (
)
(IV.2)
Où :
: Charge dynamique de base [N].
: Charge équivalente dynamique [N].
Par connaissance des dimensions du roulement, que sont de l’ordre
d = 25mm, D = 52mm, b = 15mm
On peut déterminer la charge dynamique de base directement à partir d’un
catalogue de roulement (FAG).
= 11,4 KN = 11400 N.
La charge équivalente dynamique P est tirée d’une formule à partir de Fa et Fr (charge
axiale et radiale) qui sont données par le constructeur de la machine.
Fa = 2000 N
Fr = 600 N
- Si Fa/Fr < 1,44 alors P = Fr (a)
- Si Fa/Fr > 1,44 alors P = 0,35 Fr + 0,57 Fa (b)
- Comme Fa/Fr =3,33 donc la formule (b) est celle qui convient.
Donc :
P = 0,35 Fr + 0,57 Fa
P = 0,35 600 + 0,57 2000 =1350 N.
On a donc :
L = (
)
= 601,52 mm
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |38
alors : Lh=
, n=1430 tr /min
Application numérique
Lh
7010 heures
- La durée de vie du roulement (7205 B) est égale à 7010 heurs donc environ 3 ans et
3 mois.
Exemple 2
Prenons comme autre exemple un autre roulement de référence (7206 B) selon
SKF.
Les calcules se font de la même façon que pour le 1ére
exemple formule IV.1 :
Lh =
Par connaissance des démenions du roulement qui sont de l’ordre :
D = 30mm, D= 62mm et b= 16mm
On peut déduire directement la valeur de la charge dynamique C, d’après
Donc = 15600 N.
La charge équivalente dynamique peut être déterminée de la même façon que
pour l’exemple précédent.
Finalement nous pouvons calculer la valeur de L qui est égale à :
L = (
)
L = (
)
= 1541,53mm
D’où :
Lh =
= 18000 heures
On conclut donc que le roulement de référence (7206 B) peut vivre 18000 heurs, donc
environ 9 années.
Chapitre III Calcul des Roulements
Université Kasdi Merbah-Ouargla 2011 Page |39
III.5 Conclusion
Dans ce chapitre nous avons étudiée les différents types des roulements de la
fraiseuse.
Le calcul des roulements nous a permet de donner une idée générale sur la
durée de vie de chaque types de roulements et une connaissance très approfondie pour
faire une programme d’entretien préventif.
Chapitre IV
Gamme d’entretien de
fraiseuse « 6 P 13 »
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |41
IV.1 Introduction
L’entretien est l’ensemble des actions qui garantissent le bon fonctionnement et la
durée de vie de la machine.
Le but de ce chapitre de réaliser une gamme d’entretien à la fraiseuse de type « 6 P 13 »
Cette gamme permet de réduire les pertes de production ainsi que la conservation des pièces d’usure
qui s’usent rapidement.
IV.2 Proposition
Vue les problèmes existants dans la partie précédente on propose :
1- L’élaboration d’une gamme d’entretien :
La gamme d’entretien représente un programme prés-établit à l’avance, il contient plusieurs
consignes et travaux divers d’entretient préventif sur une période déterminée.
L’application de la gamme d’entretien préventif en respectant les périodicités des
travaux permet d’assurer le bon fonctionnement du matériel on plus ou moins éliminer la
probabilité des avaries subites (arrêts imprévue).
2- Le recrutement du personnel de maintenance qualifie :
Comme il a été dit, le nombre actuel de personnel de la maintenance est loin d’atteindre le
taux normal indiqués par « Afnor » qui devrait être de 8 jusqu'à 12% du personnel total.
Pour mener bien les fonctions de la maintenance il faut assurer la disponibilité du personnel
qualifié ayant une bonne connaissance du matériel ainsi qu’une expérience pratique.
3- La disponibilité des pièces de rechange :
Les pièces de rechange sont très indispensables dans la maintenance, c’est pourquoi elles sont
d’une grande importance et il est nécessaire qu’elles soient disponibles le plus possible lors
du besoin.
4- La disponibilité du matériel d’entretien :
Chaque travail nécessite la disponibilité d’outillage nécessaire.
Pour mener les travaux de maintenance dans des conditions favorables, il faut avoir les
moyens matériels nécessaires suivant le niveau du travail a effectué. [11]
Exemple :
a - Moyens logistiques tel que les locaux (atelier de maintenance), moyens de levage
et manutention, l’ensemble des ressources permettant le fonctionnement du système mis en
place.
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |42
b - Appareils de mesure (banc d’essai-contrôle…etc.), ainsi que de réglage et
accessoires divers...etc. [11]
IV.3 Gamme d’entretien da la fraiseuse « 6 P 13 »
IV.3 .1 Graissage
IV.3.1.1 But du graissage
Le domaine de la lubrification et du graissage reste quasiment ignoré dans les milieux
industriels des pays en voie de développement.
L’importance accordée pour nos entreprises aux huiles et graisses, est loin d’atteindre
l’importance réelle value.
Le graissage à pour but donc de :
a - Réduire les frottements parasites ou résistance passives des machines.
b - Combattre l’usure et la corrosion des organes des machines c'est-à-dire assurer le
bon état d’où économie d’entretien.
c - Participer à l’équilibre thermique des machines en particulier des moteurs à
explosion ou à combustion interne.
d - Evacuer les impuretés par circulation d’huile.
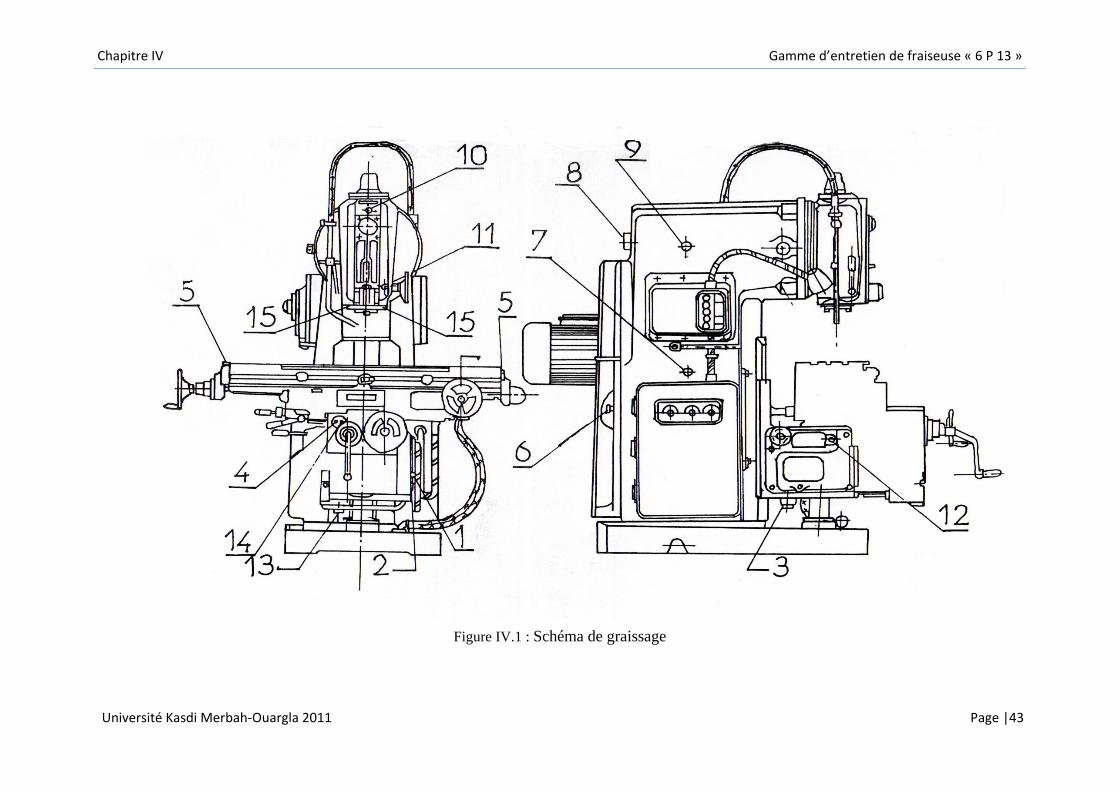
D’après le schéma de graissage (figure IV.1), le tableau IV.1.a montre le plan de graissage
annuel des éléments suivant :
Boite de vitesse
Console
Tête porte fraise
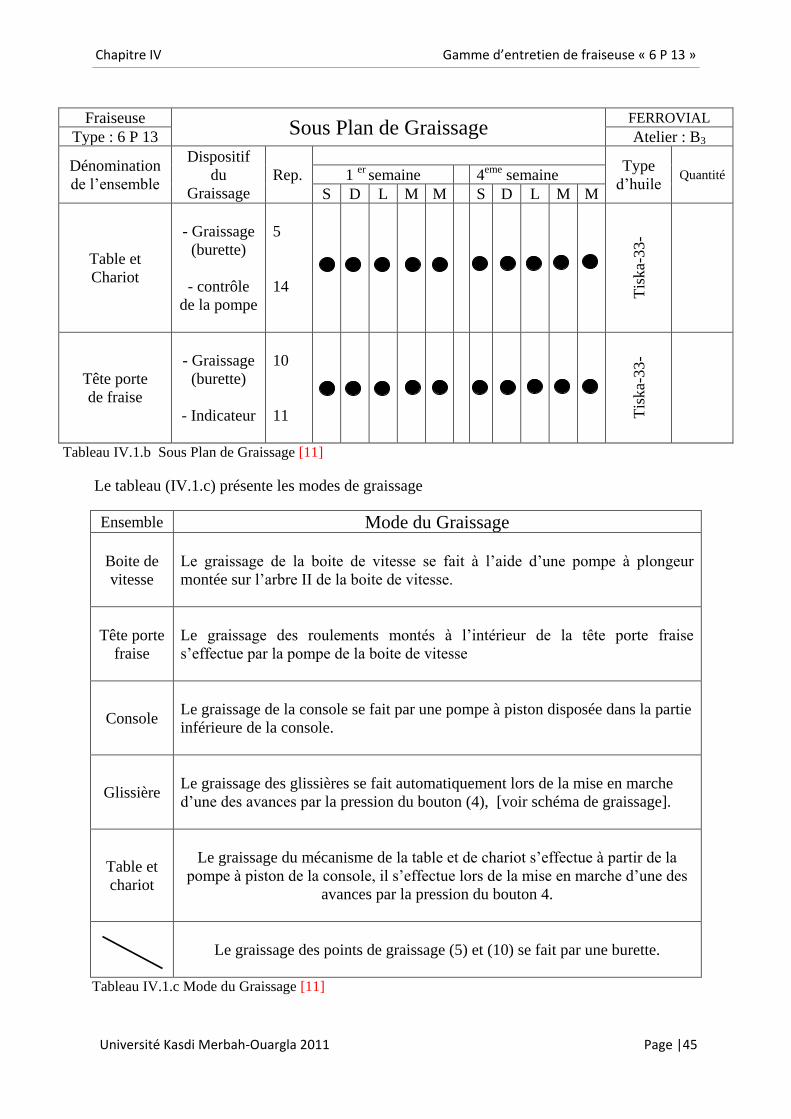
Le tableau IV.1.b c’est un sous plan de graissage pour une semaine, les organes à graisser sont
les suivant :
Table et chariot
Tête porte fraise
Le tableau IV.1.c indique le mode de graissage de chaque composante de la machine.

Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |43

Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |44
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |45
Fraiseuse Sous Plan de Graissage
FERROVIAL
Type : 6 P 13 Atelier : B3
Dénomination
de l’ensemble
Dispositif
du
Graissage
Rep.
Type
d’huile Quantité 1
er semaine 4
eme semaine
S D L M M S D L M M
Table et
Chariot
- Graissage
(burette)
- contrôle
de la pompe
5
14
Tis
ka-
33-
Tête porte
de fraise
- Graissage
(burette)
- Indicateur
10
11
Tis
ka-
33-
Tableau IV.1.b Sous Plan de Graissage [11]
Le tableau (IV.1.c) présente les modes de graissage
Ensemble Mode du Graissage
Boite de
vitesse
Le graissage de la boite de vitesse se fait à l’aide d’une pompe à plongeur
montée sur l’arbre II de la boite de vitesse.
Tête porte
fraise
Le graissage des roulements montés à l’intérieur de la tête porte fraise
s’effectue par la pompe de la boite de vitesse
Console
Le graissage de la console se fait par une pompe à piston disposée dans la partie
inférieure de la console.
Glissière
Le graissage des glissières se fait automatiquement lors de la mise en marche
d’une des avances par la pression du bouton (4), [voir schéma de graissage].
Table et
chariot
Le graissage du mécanisme de la table et de chariot s’effectue à partir de la
pompe à piston de la console, il s’effectue lors de la mise en marche d’une des
avances par la pression du bouton 4.
Le graissage des points de graissage (5) et (10) se fait par une burette.
Tableau IV.1.c Mode du Graissage [11]
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |46
IV.3 .2 Interventions
Après les calculs nécessaires on déduit :
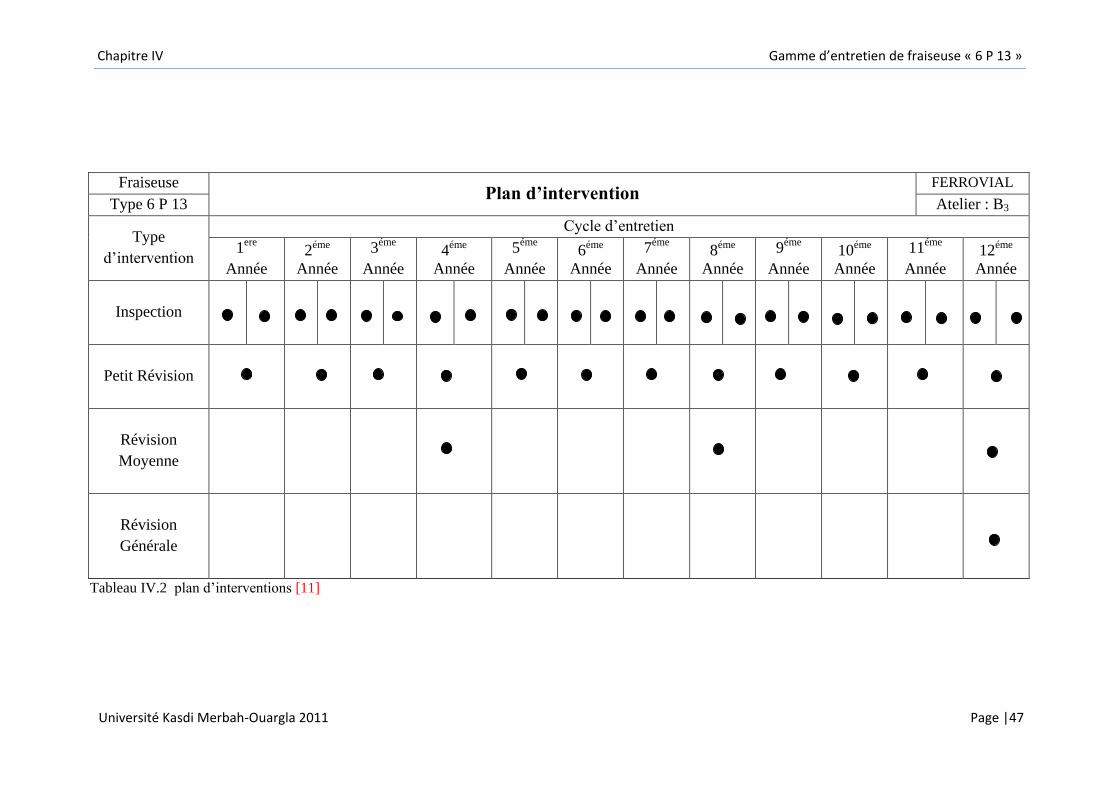
a - On doit faire une révision générale chaque 12 années.
b - Une moyenne révision toutes les 4 années.
c - Une petite révision chaque année (1).
d - Une inspection chaque 6 mois.
Pour faciliter la programmation de ces taches on propose le plan d’interventions (voire le
tableau IV.2).
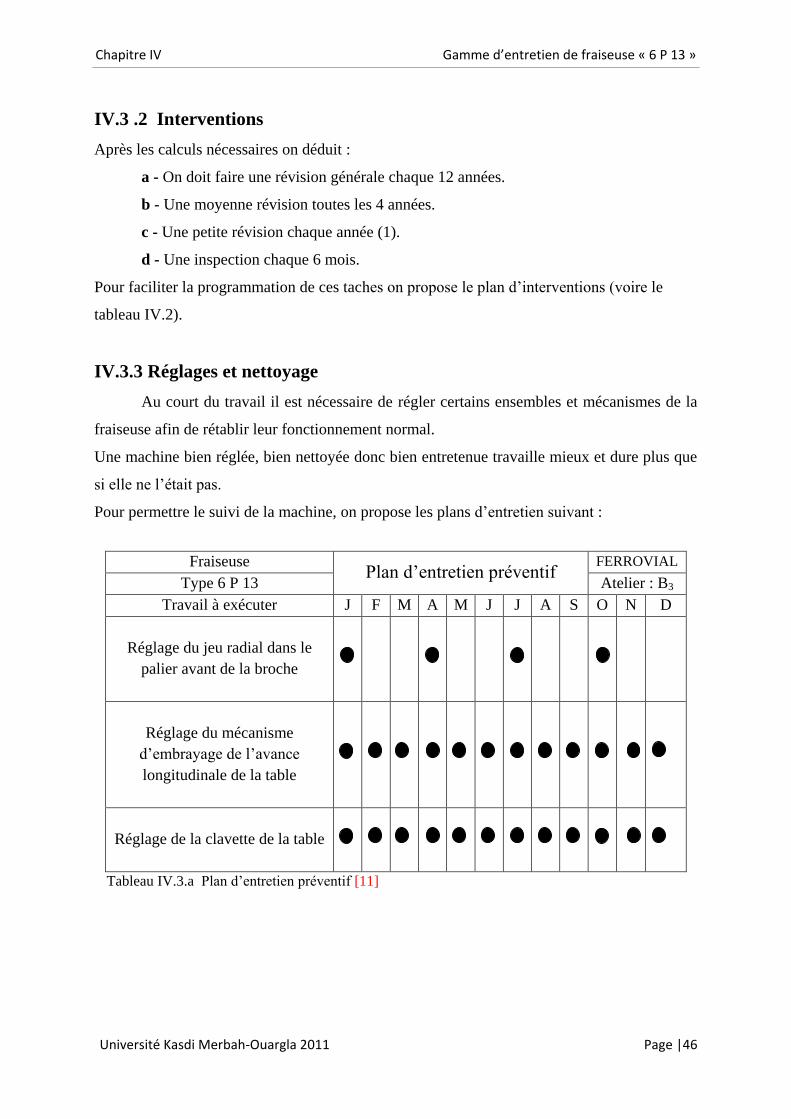
IV.3.3 Réglages et nettoyage
Au court du travail il est nécessaire de régler certains ensembles et mécanismes de la
fraiseuse afin de rétablir leur fonctionnement normal.
Une machine bien réglée, bien nettoyée donc bien entretenue travaille mieux et dure plus que
si elle ne l’était pas.
Pour permettre le suivi de la machine, on propose les plans d’entretien suivant :
Fraiseuse Plan d’entretien préventif
FERROVIAL
Type 6 P 13 Atelier : B3
Travail à exécuter J F M A M J J A S O N D
Réglage du jeu radial dans le
palier avant de la broche
Réglage du mécanisme
d’embrayage de l’avance
longitudinale de la table
Réglage de la clavette de la table
Tableau IV.3.a Plan d’entretien préventif [11]

Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |47
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |48
Fraiseuse Plan d’entretien préventif
FERROVIAL
Type : 6 P 13 Atelier : B3
Travail à exécuter J F M A M J J A S O N D
Réglage de protection
de la boite d’avance
Réglage du mécanisme
d’avance vertical et
transversal
Réglage du mécanisme
de la course rapide de la
table
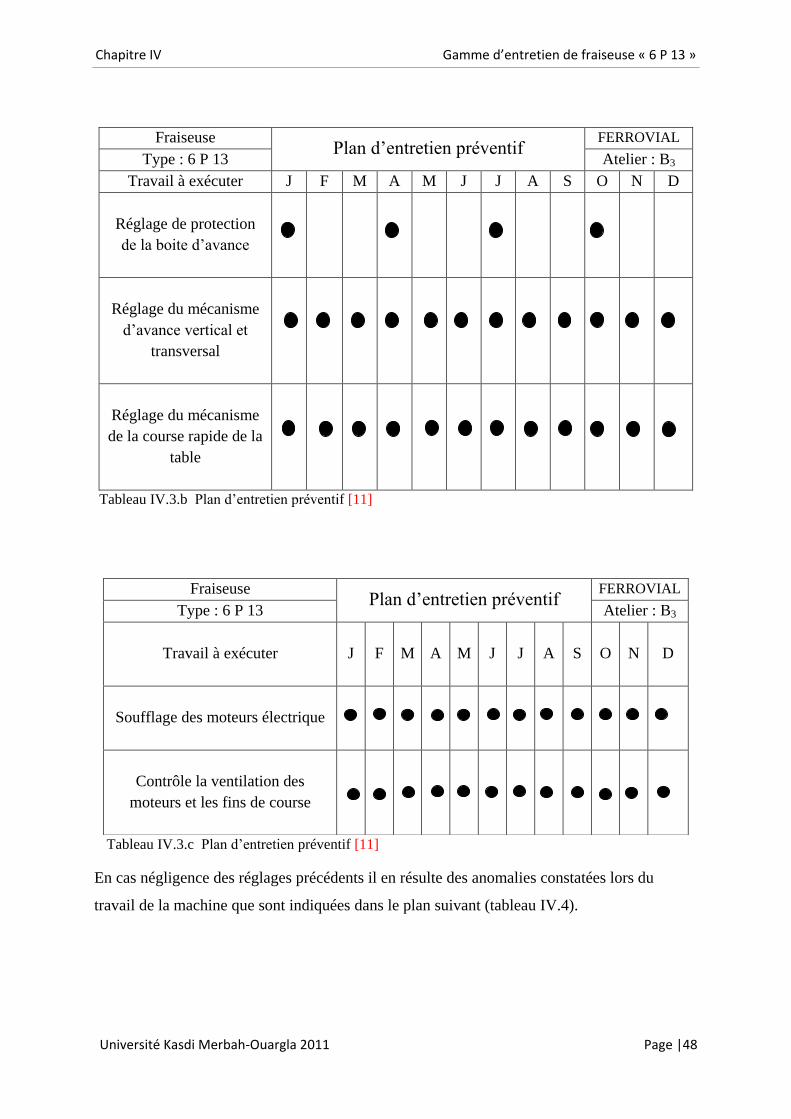
Tableau IV.3.b Plan d’entretien préventif [11]
Tableau IV.3.c Plan d’entretien préventif [11]
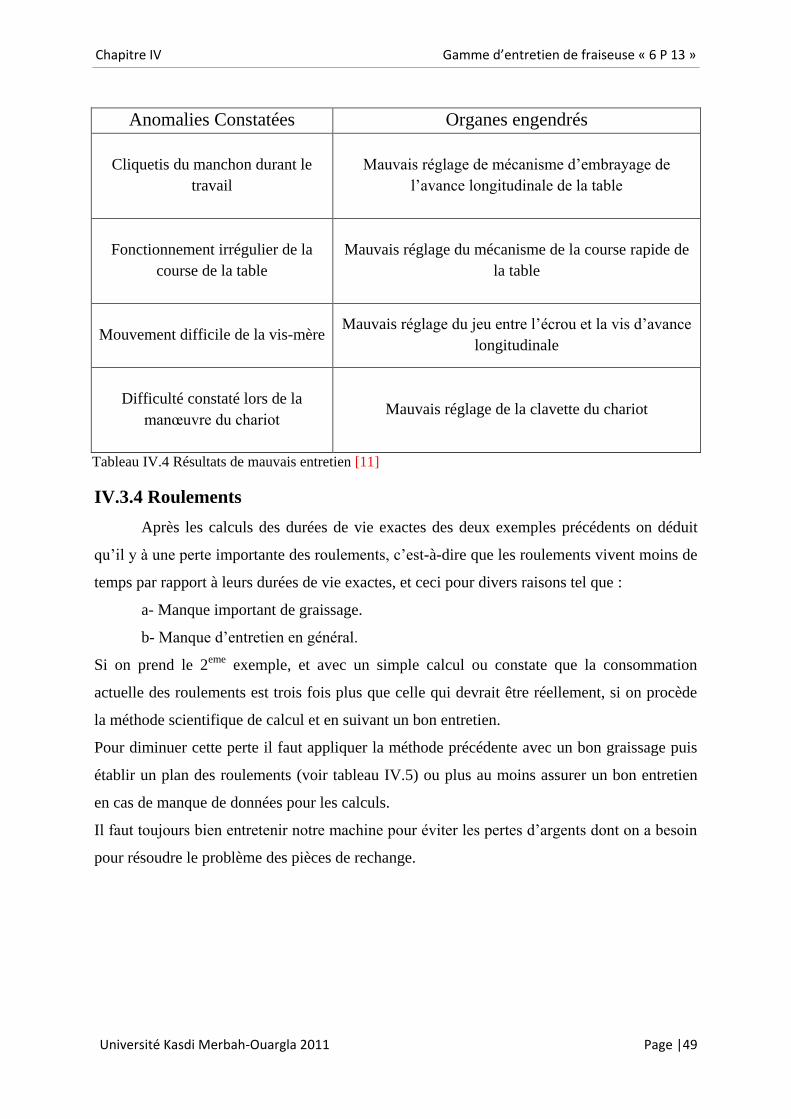
En cas négligence des réglages précédents il en résulte des anomalies constatées lors du
travail de la machine que sont indiquées dans le plan suivant (tableau IV.4).
Fraiseuse Plan d’entretien préventif
FERROVIAL
Type : 6 P 13 Atelier : B3
Travail à exécuter
J F M A M J J A S O N D
Soufflage des moteurs électrique
Contrôle la ventilation des
moteurs et les fins de course
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |49
Anomalies Constatées Organes engendrés
Cliquetis du manchon durant le
travail
Mauvais réglage de mécanisme d’embrayage de
l’avance longitudinale de la table
Fonctionnement irrégulier de la
course de la table
Mauvais réglage du mécanisme de la course rapide de
la table
Mouvement difficile de la vis-mère
Mauvais réglage du jeu entre l’écrou et la vis d’avance
longitudinale
Difficulté constaté lors de la
manœuvre du chariot
Mauvais réglage de la clavette du chariot
Tableau IV.4 Résultats de mauvais entretien [11]
IV.3.4 Roulements
Après les calculs des durées de vie exactes des deux exemples précédents on déduit
qu’il y à une perte importante des roulements, c’est-à-dire que les roulements vivent moins de
temps par rapport à leurs durées de vie exactes, et ceci pour divers raisons tel que :
a- Manque important de graissage.
b- Manque d’entretien en général.
Si on prend le 2eme
exemple, et avec un simple calcul ou constate que la consommation
actuelle des roulements est trois fois plus que celle qui devrait être réellement, si on procède
la méthode scientifique de calcul et en suivant un bon entretien.
Pour diminuer cette perte il faut appliquer la méthode précédente avec un bon graissage puis
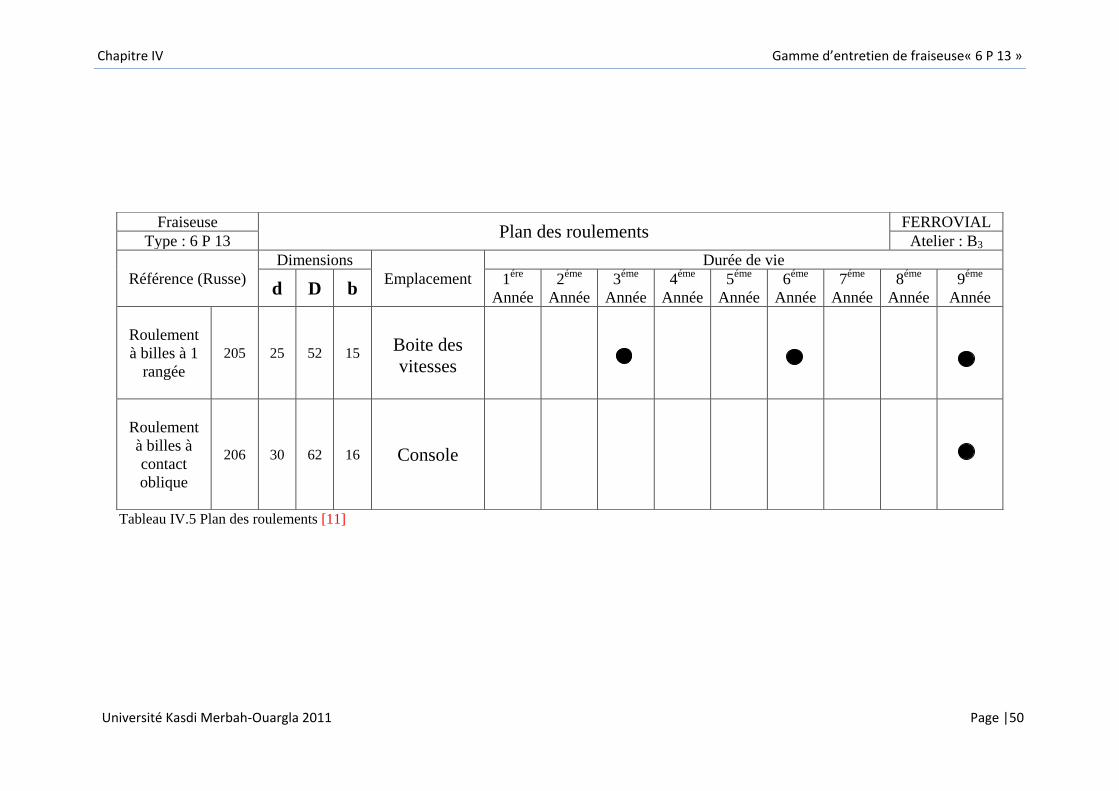
établir un plan des roulements (voir tableau IV.5) ou plus au moins assurer un bon entretien
en cas de manque de données pour les calculs.
Il faut toujours bien entretenir notre machine pour éviter les pertes d’argents dont on a besoin
pour résoudre le problème des pièces de rechange.
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |50
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |51
IV.3.5 Pièces d’usure
IV.3.5.1 Nature de l’usure
L’usure est un processus innevestible qui entraîne la variation des cotes des pièces au
cours de l’utilisation de la machine, cela peut provoquer avec le temps la déformation des
pièces.
Quand les changements intervenues atteignent un certain dégrée des performances de
fonctionnement des pièces isolées, des mécanismes et de l’ensemble tout entier, et la
réparation devient inévitable.
L’usure des éléments de machines n’est pas uniforme, mais elle est fonction des conditions
d’utilisation.
On distingue plusieurs types d’usure, tel que l’usure mécanique, corrosives,
moléculaires...etc.
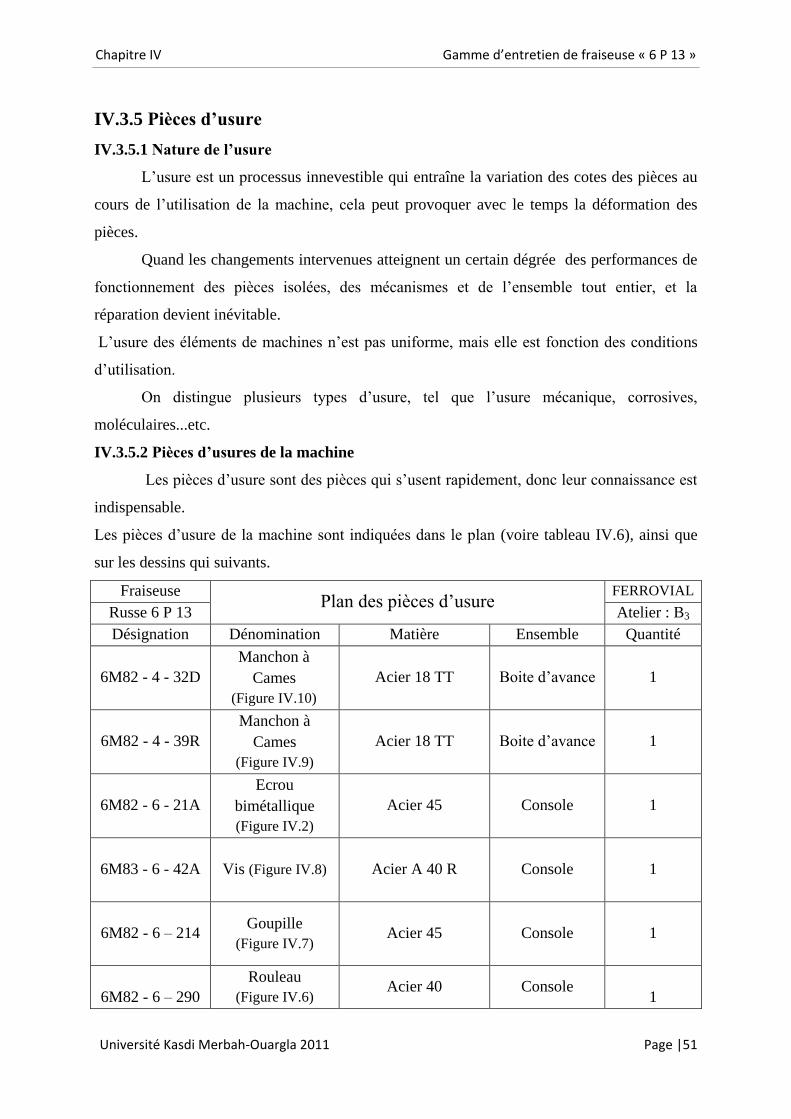
IV.3.5.2 Pièces d’usures de la machine
Les pièces d’usure sont des pièces qui s’usent rapidement, donc leur connaissance est
indispensable.
Les pièces d’usure de la machine sont indiquées dans le plan (voire tableau IV.6), ainsi que
sur les dessins qui suivants.
Fraiseuse Plan des pièces d’usure
FERROVIAL
Russe 6 P 13 Atelier : B3
Désignation Dénomination Matière Ensemble Quantité
6M82 - 4 - 32D
Manchon à
Cames
(Figure IV.10)
Acier 18 TT Boite d’avance
1
6M82 - 4 - 39R
Manchon à
Cames
(Figure IV.9)
Acier 18 TT Boite d’avance
1
6M82 - 6 - 21A
Ecrou
bimétallique
(Figure IV.2)
Acier 45 Console
1
6M83 - 6 - 42A
Vis (Figure IV.8) Acier A 40 R Console
1
6M82 - 6 – 214
Goupille
(Figure IV.7) Acier 45 Console
1
6M82 - 6 – 290
Rouleau
(Figure IV.6) Acier 40 Console
1
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |52
6M82 - 6 – 201
Taquet
(Figure IV.5) Acier 45 Console
2
6M82 - 7 – 101
Ecrou
bimétallique
(Figure IV.11)
Acier 45 Table et chariot
1
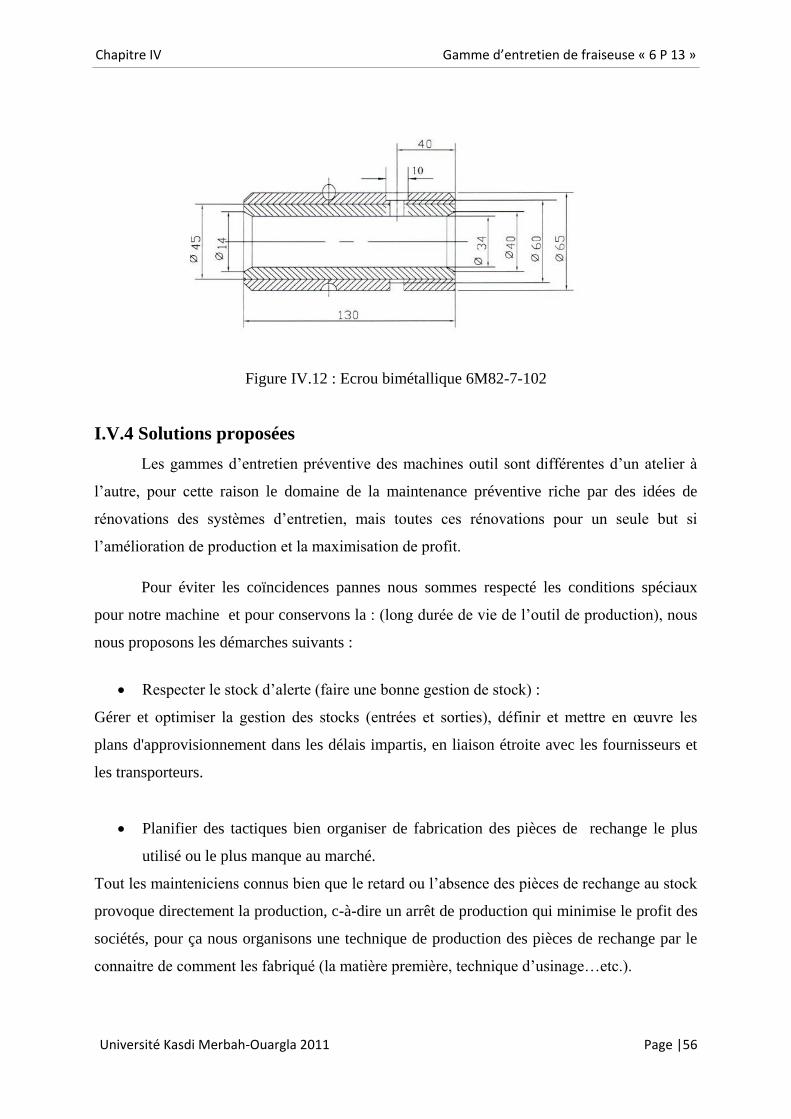
6M82 - 7 – 102
Ecrou
bimétallique
(Figure IV.12)
Acier 45 Table et chariot
1
6M82 - 7 – 304
Clavette
(Figure IV.4)
Acier 45
Table et chariot
1
6M83 - 3 - 91A
Bague
(Figure IV.3)
Gost 73-38-53 Boite de
vitesse
1
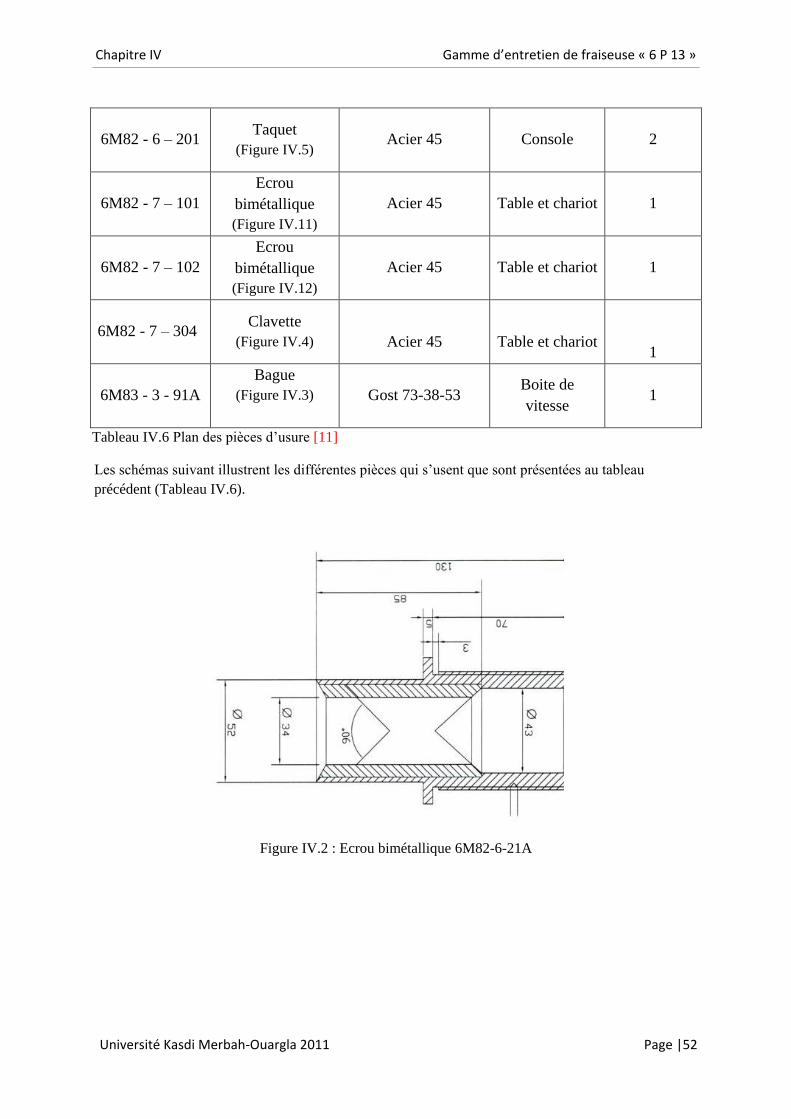
Tableau IV.6 Plan des pièces d’usure [11]
Les schémas suivant illustrent les différentes pièces qui s’usent que sont présentées au tableau
précédent (Tableau IV.6).
Figure IV.2 : Ecrou bimétallique 6M82-6-21A
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |53
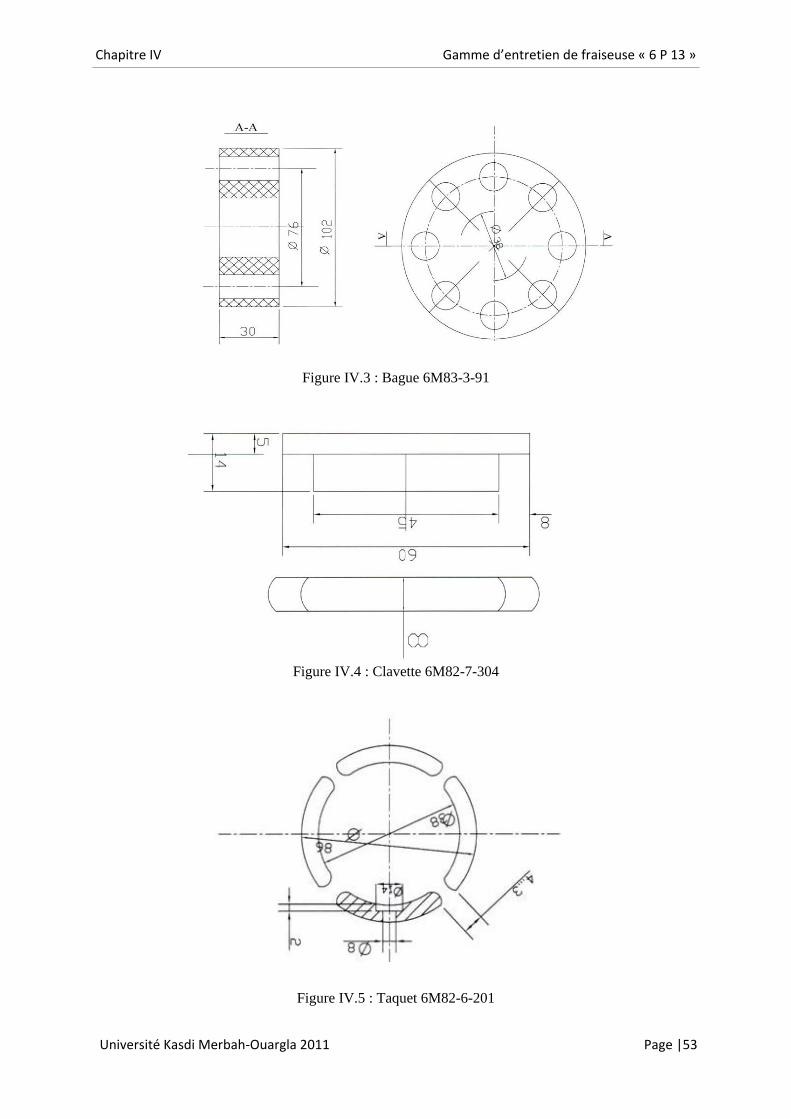
Figure IV.3 : Bague 6M83-3-91
Figure IV.4 : Clavette 6M82-7-304
Figure IV.5 : Taquet 6M82-6-201
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |54
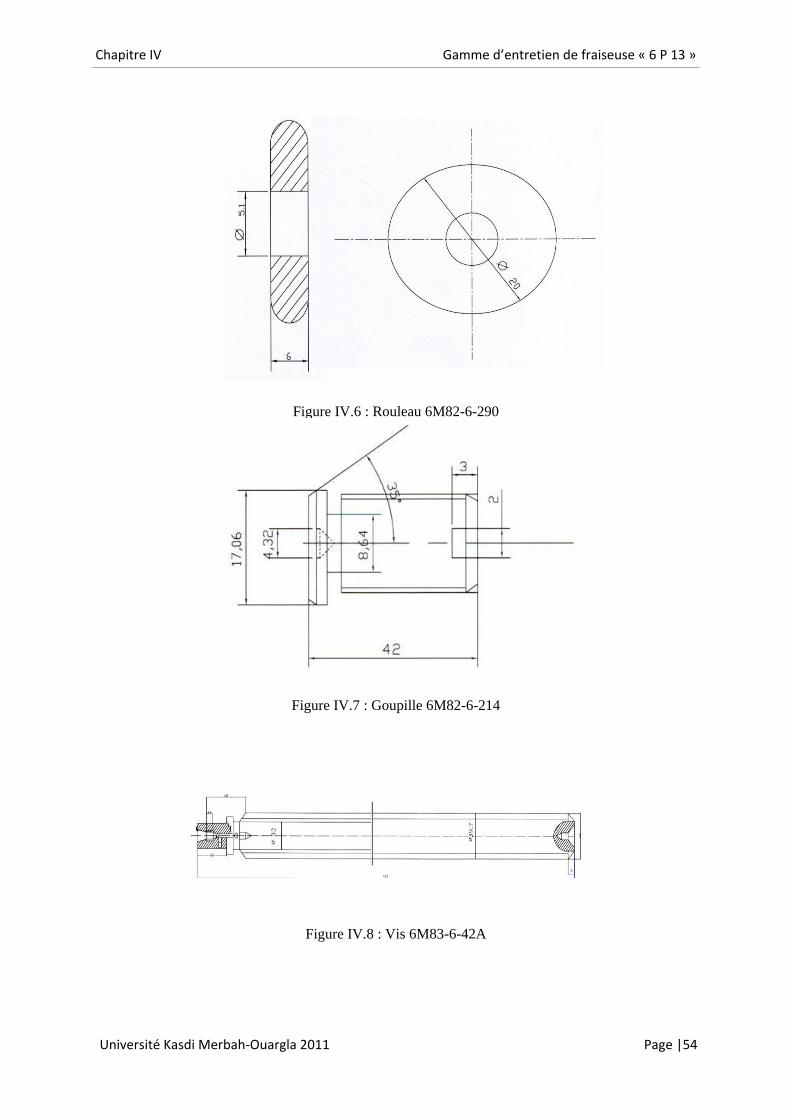
Figure IV.6 : Rouleau 6M82-6-290
Figure IV.7 : Goupille 6M82-6-214
Figure IV.8 : Vis 6M83-6-42A
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |55
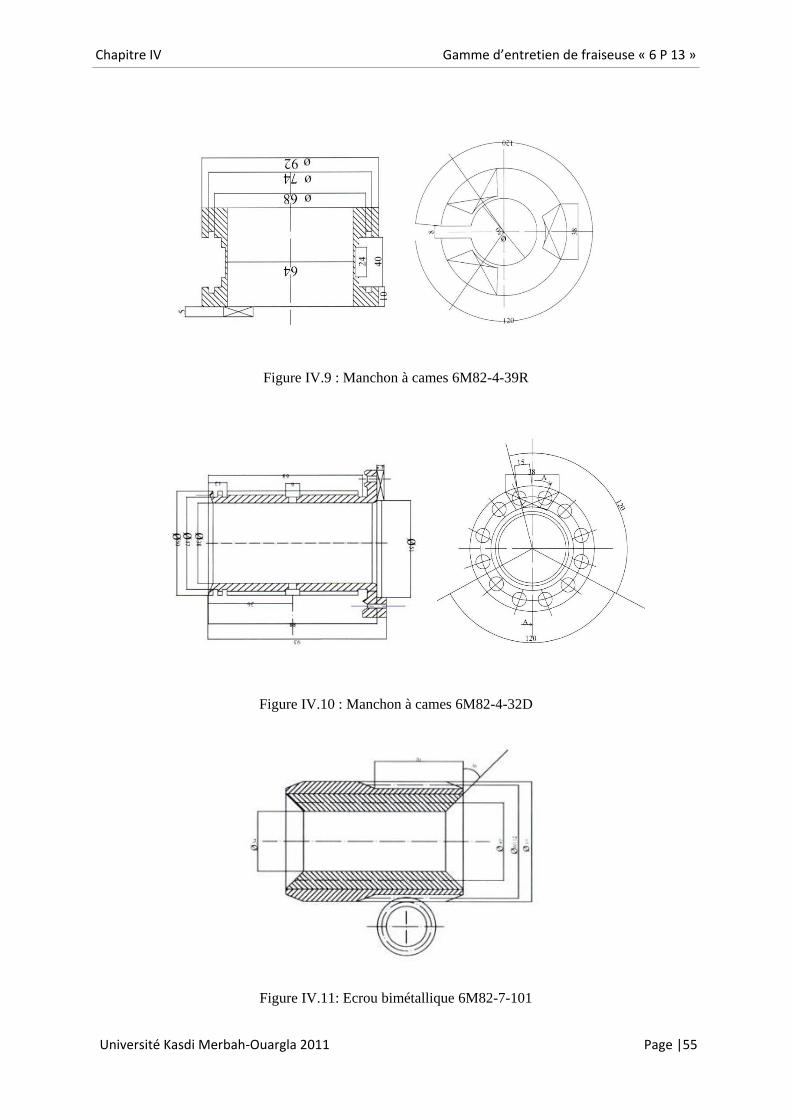
Figure IV.9 : Manchon à cames 6M82-4-39R
Figure IV.10 : Manchon à cames 6M82-4-32D
Figure IV.11: Ecrou bimétallique 6M82-7-101
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |56
Figure IV.12 : Ecrou bimétallique 6M82-7-102
I.V.4 Solutions proposées
Les gammes d’entretien préventive des machines outil sont différentes d’un atelier à
l’autre, pour cette raison le domaine de la maintenance préventive riche par des idées de
rénovations des systèmes d’entretien, mais toutes ces rénovations pour un seule but si
l’amélioration de production et la maximisation de profit.
Pour éviter les coïncidences pannes nous sommes respecté les conditions spéciaux
pour notre machine et pour conservons la : (long durée de vie de l’outil de production), nous
nous proposons les démarches suivants :
Respecter le stock d’alerte (faire une bonne gestion de stock) :
Gérer et optimiser la gestion des stocks (entrées et sorties), définir et mettre en œuvre les
plans d'approvisionnement dans les délais impartis, en liaison étroite avec les fournisseurs et
les transporteurs.
Planifier des tactiques bien organiser de fabrication des pièces de rechange le plus
utilisé ou le plus manque au marché.
Tout les mainteniciens connus bien que le retard ou l’absence des pièces de rechange au stock
provoque directement la production, c-à-dire un arrêt de production qui minimise le profit des
sociétés, pour ça nous organisons une technique de production des pièces de rechange par le
connaitre de comment les fabriqué (la matière première, technique d’usinage…etc.).
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |57
Faire des formations pour les techniciens spécialisés pour les nouvelles technologies
Le connaitre de mode de lubrification de la fraiseuse (d’après la pompe de
lubrification)
Il est obligé à l’utilisateur de la machine de connaitre Le technique de la lubrification de la
pompe au but de crée une technique de lubrification manuelle et efficace ou cas d’arrêt de la
pompe pour éviter l’usure des constitutions de la machine qui provoque l’arrêt de production.
Comme il à été dit dans la partie étude le problème essentiel est l’ignorance de la matière de
fabrication, sa résolution doit être faite à partir ce point.
C’est pourquoi on propose l’analyse de la matière à fin de déterminer ces caractéristiques
principales suivant les phases suivant :
Phase 1 :
Au court de cette première phase la matière des pignons originaux doit être soumise à des
essais de dureté.
Ces essais ont pour objet de savoir si l’acier à été soumis à des traitements thermiques ou non,
(trempe, revenue, …etc.)
Phase 2 :
Au court de cette phase on doit prélever des échantillons de la matière du constructeur (par
grattage) qui constituent l’éprouvette nécessaire pour l’analyse qui suit.
Phase 3 :
Au court de cette phase qui est la plus importante, l’éprouvette est soumise à une analyse
effectuée dans un laboratoire spécial, cette analyse à pour objet de déterminer les constituants
de la matière.
Phase 4 :
Cette phase est la dernière car c’est là qu’on détermine exactement la nature exacte de l’acier.
A partir des résultats du laboratoire ainsi que celles des essais on peut avoir à l’aide d’un
document spécial la nomination exacte de la matière.
Après la détermination de la matière il faut avoir la quantité nécessaire pour permettre
l’usinage des nouveaux pignons de rechange.
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |58
IV.5 Conclusion
Dans ce chapitre, nous avons présentés une gamme d’entretien préventive.
Par ces gammes on peut éviter les pertes d’argents et de la main d’œuvre, les essais ainsi que
la fourniture de la nouvelle peuvent être faites par l’entreprise « SIDER » qui se trouve à
proximité de l’entreprise « FERROVIAL ».
Conclusion
générale
Conclusion générale
Université Kasdi Merbah-Ouargla 2011 Page |60
Conclusion générale
Dans ce mémoire, nous avons abordé comment faire une gamme d’entretien
préventif de la fraiseuse « 6 P 13 », cette gamme assure pour nous une durée de vie
considérable pour notre machine et même temps les outils de coupes dans des bonnes
conditions d’utilisation.
Aujourd’hui l’entretien (le service maintenance) est un service essentielle et
plus important pour chaque entreprise cherche à une production maximale,
synchronisation avec la production abondante et la compétition entre les entreprises
actuellement qui nous sont imposées un soin intensifs pour ce secteur pour arrivons à
notre objectives.
Lorsque nous parlons de la maintenance préventive nous projetons de l’entretien
préventive parce que la maintenance préventive simplement si l’organisation de
service d’entretien préventive.
Après l’achèvement de ce travail, nous avons conclue que la maintenance,
n’est pas que la réparation, et que la maintenance n’est pas forcement un bon homme
à combinaison tachés de graisse, mais tout une fonction compliquées qui nécessite
une organisation parfaite et une connaissance de la machine outil.
Chapitre II Description de la fraiseuse « 6 P 13 » et généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |21
Figure. II.1 : Chaine cinématique de Fraiseuse « 6 P 13 »
Chapitre II Description de la fraiseuse « 6 P 13 » et généralité sur la maintenance
Université Kasdi Merbah-Ouargla 2011 Page |29
Figure II.4 : Structure d’interventions
Temps (Heures)
Nombre d’intervention
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |43
Figure IV.1 : Schéma de graissage
Chapitre IV Gamme d’entretien de fraiseuse « 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |47
Tableau IV.2 plan d’interventions [11]
Fraiseuse Plan d’intervention
FERROVIAL
Type 6 P 13 Atelier : B3
Type
d’intervention
Cycle d’entretien
1ere
Année
2éme
Année
3éme
Année
4éme
Année
5éme
Année
6éme
Année
7éme
Année
8éme
Année
9éme
Année
10éme
Année
11éme
Année
12éme
Année
Inspection
Petit Révision
Révision
Moyenne
Révision
Générale
Chapitre IV Gamme d’entretien de fraiseuse« 6 P 13 »
Université Kasdi Merbah-Ouargla 2011 Page |50
Tableau IV.5 Plan des roulements [11]
Fraiseuse Plan des roulements
FERROVIAL
Type : 6 P 13 Atelier : B3
Référence (Russe)
Dimensions
Emplacement
Durée de vie
d D b 1
ére
Année
2éme
Année
3éme
Année
4éme
Année
5éme
Année
6éme
Année
7éme
Année
8éme
Année
9éme
Année
Roulement
à billes à 1
rangée
205 25 52 15
Boite des
vitesses
Roulement
à billes à
contact
oblique
206 30 62 16 Console
Référence bibliographique
Référence bibliographique
[1] Samir Benarabi, Chouchani Abidi Brahim, « Optimisation du choix des outils de
coupe pour l’usinage des poches quadrilatères en 2D½ », mémoire de fin d’étude,
université Kasdi Merbah, Ouargla,2010.
[2] Office de la formation professionnelle et de la promotion du travail, résumé
théorique & guide de travaux pratique, module 3, « Réalisation des opérations de
base en fraisage » Maroc.
[3] L. Benali, « Maintenance industrielle », office des publications universitaires.1,
place centrale de ben aknoun, Alger, (9/2006).
[4] François Monchy, « Maintenance (méthodes et organisation) », Dundo, paris,
2002.
[5] T. Dereli, I. H. Filiz and A.Baykasoglu, «Optimizing cutting parameters in process
planning of prismatic parts by using genetic algorithms », international journal of
production research, vol. 39, N°15, 3303-3328, 2001.
[6] Gilles Prod’Homme, « Commande numérique des machines-outils »
technique de l’ingénieur, traité génie mécanique, B 7130, pp.3, 1997.
[7] Y. Schoefs, S. Fournier, J. C. Leon, « Productique mécanique », Delagrave, 1994,
France.
[8] J.C. Tanguy, « Rectification, conditions de base et données pratiques », centre
technique des industries mécaniques, CETIM 2001, France.
[9] G. Spinnler, « Conception des machines principes et applications », tome 3, presses
polytechniques et universitaires romandes, 1998.
[10] A. Toumine, eléments de cours : usinage v1.1, Cours de Fabrication, « usinage par
enlèvement de copeaux ».
[11] Dossier technique de la machine (URSS).
[12] C. Rousseau, Département Homme au travail, centre de l’INRS-Lorraine, Nancy
Résumé
Université Kasdi Merbah-Ouargla 2011
ملخص
انصٍانت انىقائٍت من أهم مقىماث اننجاح اَنً باننسبت نهشسكاث انطامذت نتسٍد انمكانت االقتصادٌت عانمٍا أو مذهٍا
, نهرا قمنا بتسهٍط انضىء عهى أهمٍت هرا اننىع من انصٍانت.خاصت فً ظم شمن انمنافست االقتصادٌت كما و نىعا
من نىع تفسٌص و هً انمدزوست نُنتبدزاست تفصٍهٍت ذاث أداة تبعناها بدأنا بهمذت عامت عن اَالثفً هره اندزاست
, دزاست دسابٍت نعمس بعض أهم انعناصس انمكىنت نها و كرا بعض انتدخالث انالشمت فً انصٍانت ثم تطرقنا إلى
مما سمخ ننا بتطىٌس خسٌطت صٍانت باننسبت نُنت انمدزوست آنفا من أجم انذصىل عهى أقصى إنتاج نُنت وتمدٌد مدة
صالدٍتها و انذفاظ عهى عناصسها انداخهٍت بغٍت تفادي انتىقفاث انفجائٍت انتً تستهدف اإلنتاج مباشسة.
Abstract
The maintenance preventive is the most important element of actually success for
companies aspiring to dominate the economic locally and internationally, especially at the
time of economic competition for quality and quantity.
In this study we began with an overview of machines tool after that we took our milling
machine « 6 P 13 » with the calculation of life time for some most important constituent and
the interventions required of the maintenance, it allowed for us to develop the map of
maintenance for the machine studied for getting the maximum production with avoid the
sudden stops.
Résumé
La maintenance préventive est la moyenne la plus importante pour les sociétés qui
souhaitent le monopole d’économique international ou local spécialement au temps de rivalité
économique (quantité et qualité), Pour ça nous essayons développer une cartographe
maintenance de notre fraiseuse « 6 P 13 » pour obtenir la maximum production avec l’éviter
des arrêts brusques.
« 6 P 13 »