MEMOIRE D’INGENIEUR...Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA 1 LES REMERCIEMENTS Avant...
35
Stagiaire : Thomas LABROUSSE - Promotion 2014 Maître de stage : Virginie RUBINI Du 13 février 2012 au 6 avril 2012 M EMOIRE D ’I NGENIEUR Mise en place du module Atelier et Gestion de production sur l’ERP de l’entreprise. Mémoire d’ingénieur, présenté au jury de l’Ecole Supérieur des Technologies Industrielles Avancées (ESTIA) suite au stage en entreprise effectué au sein de l’Imprimerie Bonnin Laffontan (IBL). Rapport Non confidentiel. Ecole Supérieur des Technologie Industrielles Avancées Imprimerie Bonnin Laffontan Z.I Les Joncaux – 64701 Hendaye Cedex
Transcript of MEMOIRE D’INGENIEUR...Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA 1 LES REMERCIEMENTS Avant...
Stagiaire : Thomas LABROUSSE - Promotion 2014
Maître de stage : Virginie RUBINI
Du 13 février 2012 au 6 avril 2012
MEMOIRE D’INGENIEUR
Mise en place du module Atelier et Gestion de
production sur l’ERP de l’entreprise.
Mémoire d’ingénieur, présenté au jury de l’Ecole Supérieur des
Technologies Industrielles Avancées (ESTIA) suite au stage en entreprise
effectué au sein de l’Imprimerie Bonnin Laffontan (IBL).
Rapport Non confidentiel.
Ecole Supérieur des Technologie
Industrielles Avancées
Imprimerie Bonnin Laffontan
Z.I Les Joncaux – 64701 Hendaye Cedex

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
1
LES REMERCIEMENTS
Avant toute chose, je tiens à remercier M. Jean-Paul BONNIN de m’avoir offert
l’opportunité de faire mon stage au sein de son entreprise.
Je remercie également,
Mon maître de stage, Madame Virginie RUBINI (Responsable Qualité et Logistique),
qui m’a suivi tout au long de mon stage, indiqué les besoins de l’entreprise et qui m’a
beaucoup aidé par ses remarques, critiques et suggestions sur mon travail,
Monsieur Gildas BOUSCATIE (Directeur d’Usine), qui a su se rendre disponible pour
m’aider à aboutir cette mission et à comprendre les besoins spécifiques que devaient
apporter mes solutions,
Messieurs Jérôme CREVITS (commercial) et Bruno ETCHEBERRY (Assistant
Logistique), mes collègues de bureau, pour avoir su répondre à mes nombreuses
questions et pour leur bonne humeur,
L’ensemble des personnels administratifs qui ont su m’intégrer au sein de leur équipe
aussi différente soient elles et particulièrement Anne BERASTEGUY (Secrétaire de
Fabrication) et Isabelle INDA (Secrétaire d’accueil), pour leur aide, leur écoute et leur
enthousiasme,
Finalement, j’adresse mes vifs remerciements à tous les techniciens de l’atelier de
l’Imprimerie Bonnin Laffontan, qui ont accepté ma présence, apporté leur savoir et
leur aide et accepté les changements que mon séjour au sein de leur entreprise a
apporté.

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
2
TABLE DES MATIERES
Lexique ............................................................................................................................... 3
Préambule .......................................................................................................................... 5
I. Introduction ................................................................................................................ 6
II. L’Imprimerie Bonnin Laffontan (IBL) ...................................................................... 7
A. Présentation générale et historique ..................................................................... 7
B. L’organisation du personnel .................................................................................. 9
C. Machines et organisation de l’imprimerie .......................................................... 10
1. Services et postes ............................................................................................. 12
2. Plan de l’atelier ................................................................................................ 12
III. Etude du projet ....................................................................................................... 13
A. La problématique ................................................................................................. 13
B. L’Etude du besoin ................................................................................................ 13
C. Fonctionnement de Graphisoft ........................................................................... 16
1. Présentation ..................................................................................................... 17
2. Fonctionnement de la partie gestion de stock ............................................... 17
3. La Gestion de Production ................................................................................ 18
4. Le module atelier ............................................................................................. 19
5. Le traitement théorique d’un dossier sous Graphisoft. ................................. 19
6. Lien entre devis et gestion de production, Etat du dossier en prix. ............. 21
IV. Réalisations et résultats ......................................................................................... 22
A. Travaux sur la partie Gestion de Stock.............................................................. 22
B. Adaptation du module production aux besoins de l’entreprise ......................... 23
C. Installation du module atelier ............................................................................ 27
D. Le résultat : Gestion nouvelle des dossiers ........................................................ 30
V. Gestion du projet ...................................................................................................... 32
VI. Conclusion ................................................................................................................ 33
Bibliographie .................................................................................................................... 34

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
3
LEXIQUE
BON A TIRER (BAT)
C’est la dernière étape après acceptation de la maquette, qui représente la
finalisation du document d’exécution, validée et signée par le client, et que
l’imprimeur s’engage à réaliser.
On utilise différents supports pour valider ce bon à tirer, selon l’exigence
de qualité :
fichier numérique en format PDF
sortie imprimante laser couleur
épreuve numérique calibrée
Juridiquement c’est une preuve concrète de la conformité du travail avec
les exigences du client, qui dégage la responsabilité de l’imprimeur sur des
anomalies postérieures.
BROCHAGE
Dernière étape du façonnage qui consiste à réunir ensemble différents
cahiers destinés à former une brochure (périodique ou ouvrage plus
important).
CONSOMMABLES
Désigne un article nécessaire à la production d’un produit et qui n’est ni
du papier ni de l’encre.
C.T.P
Signifie Computer To Plate. C’est un périphérique informatique d'écriture
destiné à l'imprimerie, permettant de créer directement les plaques
destinées aux presses à partir d'un fichier envoyé d'un poste de travail.
DÉCOUPE (forme de)
Ensemble de filets en acier, coupeurs et raineurs, travaillés de façon à
reproduire fidèlement les contours d’éléments préimprimés destinés à être
découpés. Utilisée pour des documents tels que chemises, boîtes, étuis.
Ces formes de découpe sont installées sur des machines spécifiques
(platine, KSBA…) et interviennent après l’impression offset.
DORURE
C’est le dépôt d’une mince pellicule de métal ou d’un produit d’imitation
sur un matériau quelconque : papier, carton, cuir, tissu ou matière
plastique.
DOSSIER DE FABRICATION
Il s’agit d’un élément papier où sont répertoriées tout un ensemble de
donnée techniques qui servent tout au long de l’impression de la
commande du client. On y trouve notamment le nombre d’exemplaires
voulu, la quantité de papier utilisé, la référence du support papier utilisé,
le format du papier qui passera en machine, le nombre de couleurs et des
indications de finition
ENCARTAGE
Au façonnage, c’est la plus usuelle des méthodes de brochage. Les
encarteuses standard sont équipées de 2 têtes de piqûre permettant la

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
4
pose de 2 agrafes. Cette opération est réalisée avec des documents de
format A4.
FAÇONNAGE - FINITION
Le façonnage est le dernier stade de la chaîne de fabrication.
Concerne tous les documents qui - en sortie de presse - requièrent une
intervention soit automatisée, soit manuelle, pour finaliser le produit dans
sa présentation définitive.
GAUFRAGE
Opération destinée à créer en relief un motif - imprimé ou non - sur un
support (papier, carte, carton mince). C’est par la pression exercée sur la
feuille, prise entre une gravure en creux du motif et sa contrepartie en
relief, que se forme le gaufrage.
IMPOSITION
Opération qui consiste à disposer les unes par rapport aux autres et sur la
même face d’une feuille ou d’une bande de papier, les différentes pages
d’un ouvrage devant être imprimé ensemble.
MONTEUR OFFSET
Personne créant les plaques d’impression des presses Offset
OFFSET
Procédé d’impression à plat fondé sur le principe lithographique de
répulsion entre les encres grasses et l’eau. Ce procédé, utilisé en machines
à feuilles (ou rotative), a trouvé sa place universelle grâce à la simplicité
de réalisation de la forme imprimante et à la possibilité d’imprimer sur
des supports très variés.
P.A.O
Signifie Publication Assistée par Ordinateur. Désigne les techniques
mises en œuvre pour la saisie et la correction des textes, la numérisation
et la retouche des images, la création des dessins, la conception de la
maquette et la mise en page de la publication.
PELLICULAGE
Consiste à appliquer, sur une surface imprimée, une pellicule
transparente, brillante ou mate, pour conférer à l’impression une
inaltérabilité, un rehaussement des couleurs et un aspect plus luxueux.
PRESSE
Dispositif destiné à imprimer des textes et des illustrations sur du papier,
en exerçant une forte pression sur la feuille de papier.
VERNIS
Désigne le produit que l’on dépose en surimpression sur les imprimés pour
leur conférer un aspect brillant ou satin (mat) permettant un
rehaussement des couleurs et une bonne résistance à l’abrasion. Il peut
s’effectuer en réserve (vernis sélectif) pour ne traiter qu’une partie de
l’imprimé et en tirer des effets esthétiques.

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
5
PREAMBULE
Tout au long de ce mémoire nous parlerons principalement, même dans
les parties théoriques, de la partie impression du monde de l’imprimerie.
Une imprimerie possède néanmoins plusieurs autres services : le
façonnage, la prépresse, l’expédition … Cette focalisation vient du fait que
le stage s’est concentré sur ce service pour le lancement des modules
gestion de production et atelier, il s’est même au final effectué seulement
sur une presse1, mais l’ensemble des solutions reste adaptable à tous les
services.
Ce stage à également été effectué à la suite directe d’un autre stagiaire
qui, suite à un accident, n’a pas pu terminer sa mission de stage. Il lui
restait deux semaines à effectuer à mon arrivée et il n’a pas pu être
présent au cours de cette période. Comme ma mission de stage est dans la
continuité des missions antérieures, il a été logique que j’aide à achever la
précédente. Cette période représentant un quart de mon temps de
présence au sein de l’entreprise il est donc aussi logique que je rende un
aperçu de mes taches effectuées sur la gestion de stock mais aucune étude
théorique n’a été effectuée par ma part, j’ai établi la méthode de travail
déjà en place.
Vu le volume certain des annexes, regroupant l’ensemble des documents
que j’ai pu fournir à l’entreprise ainsi que certain de mes éléments de
travail, ces dernières ont été mise à part.
1 Cf lexique

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
6
I. INTRODUCTION
Afin de rester concurrentiel, en juillet 2009, l’Imprimerie Bonnin
Laffontan (IBL) a installé un ERP2 spécifique au monde de l’imprimerie,
Graphisoft par Rhapso, permettant de gérer l'ensemble des processus
opérationnels de l’entreprise.
Pour pouvoir utiliser correctement ce logiciel, plusieurs élèves de l’ESTIA
ce sont succédés. A son arrivé Pierre MENUET3 fera le constat suivant :
« Cependant par manque de moyens et de temps, l’utilisation du logiciel par
l’entreprise ne fut pas immédiate. Lors de mon arrivée dans l’entreprise, le service
gestion de production travaillait encore sous base de données Access. Seule la partie
commerciale qui permet d’élaborer les devis était utilisée.» 4
Après le passage de Pierre et d’Antoine CHAPPERT5 les modules de la
gestion commerciale et de la gestion de stock avaient été mis en place.
L’« installation » du module gestion de production et du module atelier
restait à mettre en place.
A mon arrivé, toute la gestion de production été effectuée manuellement,
aucune information ne pouvait parvenir à l’ensemble des acteurs par la
voie informatique. Les plannings étaient effectués sur des papiers
quotidiennement, et le dossier de fabrication des produits était le seul
moyen de suivi de l’avancement du travail. Persistait aussi de grandes
incohérences entre les paramétrages de la gestion de production et les
paramétrages des devis qui sont, eux, utilisables depuis plus d’un an.
Tout au long de mon stage, je me suis efforcé de comprendre le
fonctionnement de l’ERP, le fonctionnement de l’Imprimerie (son atelier,
sa production, …) et les attentes qu’avaient les responsables de la
production, afin de pouvoir mettre en place des réponses efficaces et
répondant à leurs attentes.
Après une présentation de l’entreprise, je présenterai une étude théorique
du problème avant de décrire les solutions mise en place, la gestion du
projet et de conclure.
2 Enterprise Ressource Planning (Progiciel de Gestion Intégrée) 3 Elève de l’ESTIA. Promotion 2013, ancien stagiaire IBL 4 Citation issue du mémoire d’ingénieur de Pierre MENUET pour son stage au sein
d’IBL (du 1er février au 25 mars 2011) 5 Elève de l’ESTIA. Promotion 2013, ancien stagiaire IBL

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
7
II. L’IMPRIMERIE BONNIN LAFFONTAN (IBL)
A. Présentation générale et historique
Raison Sociale : Imprimerie BONNIN LAFFONTAN
Forme Juridique : Société Anonyme
Capital : 962 000 euros
PDG : Jean-Paul BONNIN
Nombre de salariés : 33
Siège social : Hendaye
Principaux clients : Industries Agroalimentaires
Hôtels de Luxe
Thalassothérapies
Agences de communications
Banques
L’Imprimerie Jean Laffontan (IJL) a été créée en 1988 et a porté les
initiales de son fondateur pendant 22 ans. Cette société a su grandir,
maîtriser sa croissance et se développer sur son cœur de métier tout en y
investissant humainement et matériellement.
En février 2009, M. LAFFONTAN vend sa société à Jean-Paul BONNIN.
Issu du métier de l’imprimerie et du packaging, celui-ci a passé une année
à observer le fonctionnement d’IJL dans le but de respecter et prolonger

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
8
les valeurs fondamentales qui ont fait le succès et la réputation de la
société.
Déjà experte dans l’imprimerie et l’édition de tout type de document sur
tout support papier, la société choisit de s’orienter également vers de
nouveaux marchés dit « packaging » et leurs supports en carton compact.
Jean-Paul BONNIN et son équipe élargissent le savoir-faire déjà reconnu
de l’imprimerie et pour marquer ce changement, le nouveau directeur
change une initiale, l’entreprise devient l’Imprimerie Bonnin Laffontan et
adopte une nouvelle signalétique, IBL.
De plus les travaux imprimés sont fabriqués en respectant des critères de
gestion durable. En novembre 2009, la société a obtenu le 1er Prix
PROVair Aquitaine Éco-responsable. Les différentes démarches avaient
déjà permis d’aboutir en 2006 à une première certification
IMPRIM’VERT. Celle-ci a été confirmée par la nouvelle certification
IMPRIM’VERT 2010 dont le cahier des charges est encore plus exigeant.
Une autre certification, PRINT ENVIRONNEMENT, a été délivrée à
l’imprimerie. Cette dernière englobe bien sûr le volet écologique, mais
aussi les aspects sociaux et économiques. IBL est également certifiée
PEFC et FSC depuis 2010.
DATES IMPORTANTES :
1988 : Création de l’Imprimerie Jean LAFFONTAN, SARL au capital de
10 000 euros
Situation : Boulevard du général Leclerc à Hendaye plage.
1991 : Déménagement sur le site des Joncaux – Zone industrielle d’Hendaye
1994 : Changement de forme juridique. L’entreprise devient une Société
Anonyme
Création à Anglet de la Société Impression Jean LAFFONTAN, SARL
au capital de 100 000 euros
2000 : Déménagement dans une nouvelle usine à Hendaye de 1 800m²
2002 : Fusion entre l’Imprimerie Jean Laffontan et la Société Impression
Jean Laffontan
2006 : Certification Imprim’vert
Premier prix Prov’air Aquitaine décerné par l’ADEME
2008 : Nouvelle certification Imprim’vert
Certification Print’Environnement
2009 : Certification PEFC - FSC
Acquisition de GRAPHISOFT
Achat matériel : Machine XL75 Heidelberg
2011 : Achat matériel : machine KAMA PRO CUT (découpe/dorure à chaud)

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
9
B. L’organisation du personnel
Jean-Paul BONNIN
PDG
Service commercial
(3 personnes)
Gildas BOUSCATIE
Directeur d’usine
Isabelle INDA
Secrétaire accueil
Marie-Josée TEOTONIO
Responsable Comptable
Service Comptabilité
(1 personne)
Pantxoa ALBIZU
Stéphane FANDO
Contremaîtres façonnages
Service Livraison
(1 personne)
Anne BERASTEGUY
Secrétaire de Fabrication
Service Façonnage
(9 façonniers)
Service Prépresse
(4 opérateurs)
Service Impression
(5 conducteurs)
Bruno ETCHEBERRY
Assistant Logistique
Florence GIRAUDET
Deviseuse
Virginie RUBINI
Resp. Qualité & Logistique
Cyril CROUVIZIER
Responsable Impression

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
10
C. Machines et organisation de l’imprimerie
Pour une réponse adaptée, IBL dispose d’un parc machines offset
performant et d’un service pré-presse intégré. Elle possède des presses
dites offset. L’offset est l'un des procédés qui produit le plus gros volume
d'imprimés (timbres, magazines, journaux, emballage, livres…) et
possédant une technique d'impression « à plat » : il n'y a en effet ni relief
ni creux sur la forme imprimante. Il est basé sur la répulsion de deux
produits antagonistes : l'eau et l'encre grasse. Ce procédé, selon les
machines utilisées, permet d'imprimer des feuilles une à une, c'est
l'impression dite "à plat" ou "feuille à feuille" ou une bande continue dite
"bobine".
IBL possède des presses ne pouvant traiter qu’une impression "à plat". Si
elle doit effectuer des travaux de type "bobine" elle sous-traite au
minimum l’impression. Il lui arrive aussi de sous traiter, en partie ou en
totalité, la partie façonnage de ses travaux. En effet, il y a tant de
possibilités pour relier des documents, tant de typographie post
impression qu’il est impossible pour une PME de pouvoir traiter
l’ensemble de ces solutions. Son parc machine se compose de :
1 Presse 5 couleurs + vernis acrylique (avec son option
«environnement») : HEIDELBERG XL75
1 Presse offset 6 couleurs (margeur d’enveloppes) : HEIDELBERG
SM6
1 Presse 2 couleurs (avec groupe numérotation) : HEIDELBERG PM2
1 Presse à découper papier/carton Kama Pro Cut 74 avec dorure à
chaud et gaufrage.
Ce sont sur ces bases que les commerciaux vont établir leurs devis. Le
calcul de ces derniers va se faire grâce à l’ERP et va être ainsi enregistré
dans la base de données. C’est avec le devis que le service production va
pouvoir ouvrir une commande dans l’ERP et établir le dossier de
fabrication. Dès lors, le service prépresse va soit créer le BAT puis
demander l’accord du client si se dernier ne fournit pas de fichier soit
vérifier la conformité du fichier afin d’obtenir le BAT. Sa création est
automatique mais il est fréquent qu’il soit modifié (changement de presse,
modification de l’imposition, …). Ce dossier sera le lien entre toutes les
étapes de la production. Les informations nécessaires pour chaque poste y
sont inscrites et chacun y valide le travail effectué. Dans le même temps,
le service production va aussi commander le papier si il n’est pas dans le
stock, passer les commandes de sous-traitance si besoin est, et établir le
dossier de fabrication après avoir vérifié l’imposition. Une fois que le
produit est prêt, le service PAO édite les plaques qui serviront à
l’impression, le papier est réceptionné, entré dans le stock puis préparé6 et
le travail est lancé sur les presses. Il passe ensuite au service façonnage
avant d’être paqueté et livré.
Schématiquement nous obtenons :
6 Le papier n’est pas acheté au format dans lequel il passera en presse, il est souvent
voire toujours nécessaire de le massicoter.

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
11
Commerciaux Devis
Ouverture Dossier
Service Pré-presse
Service Production
BAT
Commandes
Fournisseurs
Plaques Impression
Façonnage
Livraison
Sous Traitant
Dossier de
fabrication
Stock
Papier
Préparation
papier
AATTEELLIIEERR
Commande client
Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
12
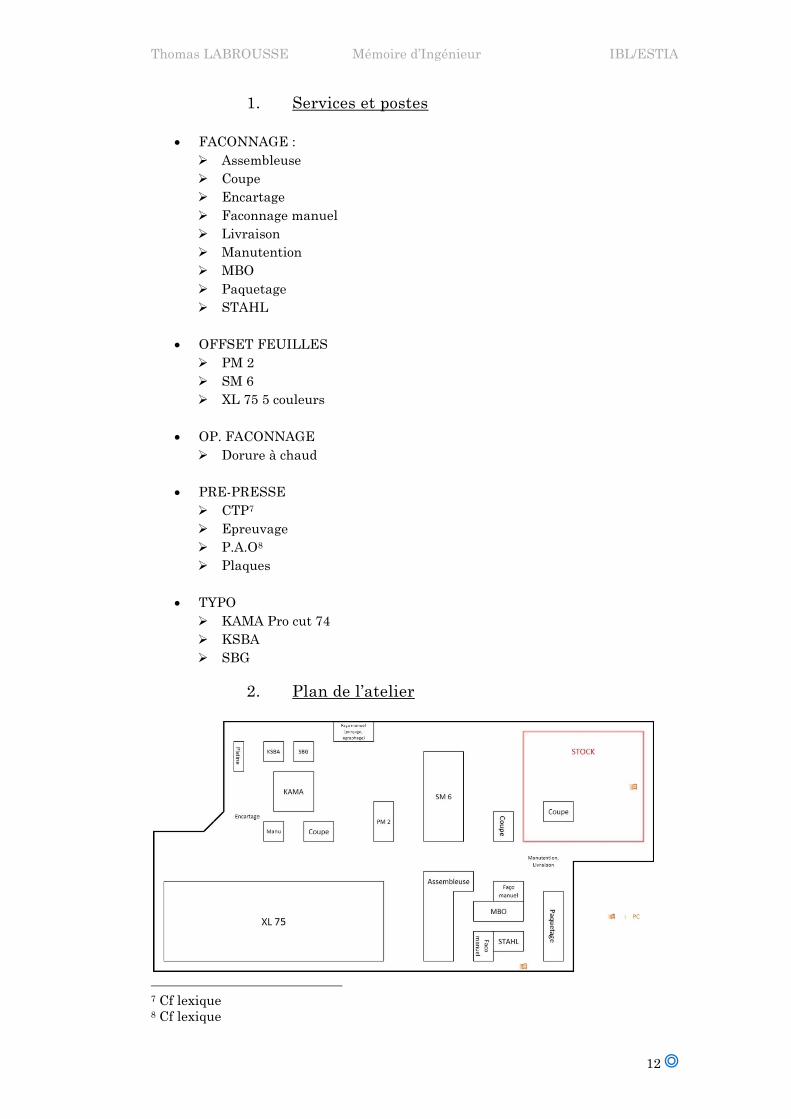
1. Services et postes
FACONNAGE :
Assembleuse
Coupe
Encartage
Faconnage manuel
Livraison
Manutention
MBO
Paquetage
STAHL
OFFSET FEUILLES
PM 2
SM 6
XL 75 5 couleurs
OP. FACONNAGE
Dorure à chaud
PRE-PRESSE
CTP7
Epreuvage
P.A.O8
Plaques
TYPO
KAMA Pro cut 74
KSBA
SBG
2. Plan de l’atelier
7 Cf lexique 8 Cf lexique
Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
13
III. ETUDE DU PROJET
A. La problématique
Le logiciel que possède l’IBL est un logiciel demandant une réelle prise en
main, les interactions entre chaque module du logiciel ne sont pas
forcément évidentes. Le but de mon stage était de mettre en place deux
modules de ce logiciel, le module Gestion de Production et le module
Atelier.
Ces deux derniers interagissent énormément entre eux et il est donc
logique d’étudier la mise en place simultanée de ces deux parties, il est
même obligatoire d’utiliser la gestion de production du logiciel afin de
pouvoir traiter les données du module atelier.
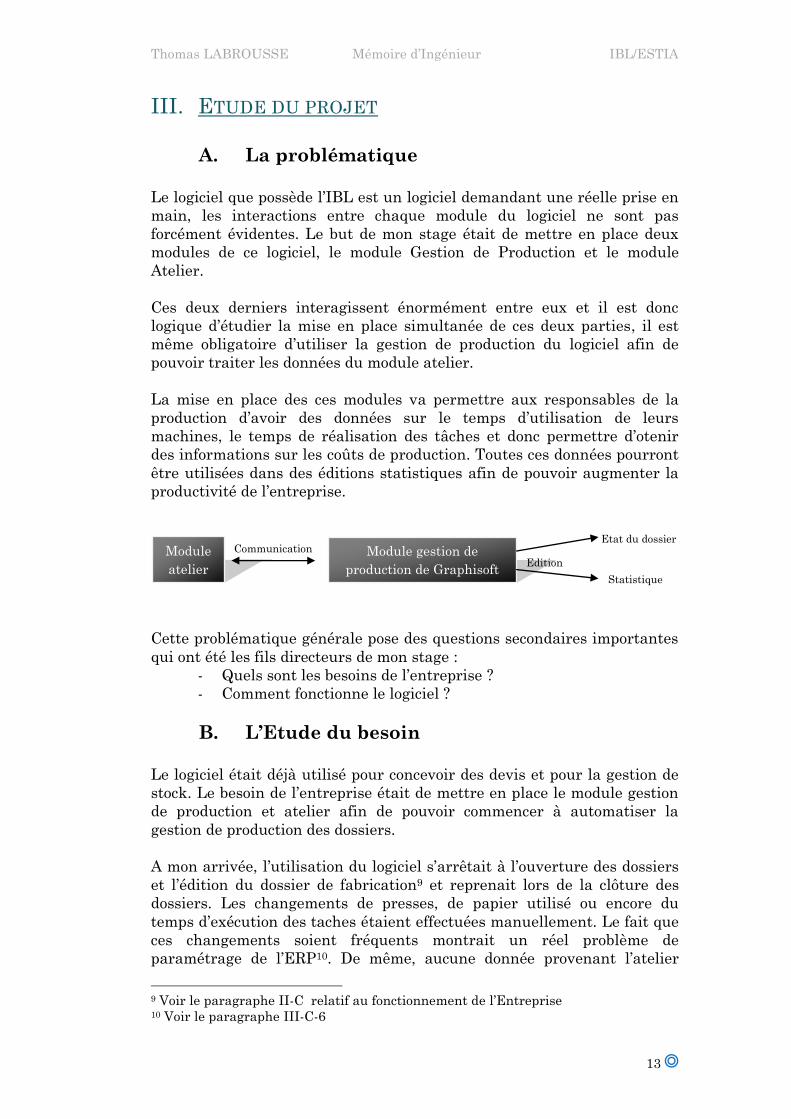
La mise en place des ces modules va permettre aux responsables de la
production d’avoir des données sur le temps d’utilisation de leurs
machines, le temps de réalisation des tâches et donc permettre d’otenir
des informations sur les coûts de production. Toutes ces données pourront
être utilisées dans des éditions statistiques afin de pouvoir augmenter la
productivité de l’entreprise.
Cette problématique générale pose des questions secondaires importantes
qui ont été les fils directeurs de mon stage :
- Quels sont les besoins de l’entreprise ?
- Comment fonctionne le logiciel ?
B. L’Etude du besoin
Le logiciel était déjà utilisé pour concevoir des devis et pour la gestion de
stock. Le besoin de l’entreprise était de mettre en place le module gestion
de production et atelier afin de pouvoir commencer à automatiser la
gestion de production des dossiers.
A mon arrivée, l’utilisation du logiciel s’arrêtait à l’ouverture des dossiers
et l’édition du dossier de fabrication9 et reprenait lors de la clôture des
dossiers. Les changements de presses, de papier utilisé ou encore du
temps d’exécution des taches étaient effectuées manuellement. Le fait que
ces changements soient fréquents montrait un réel problème de
paramétrage de l’ERP10. De même, aucune donnée provenant l’atelier
9 Voir le paragraphe II-C relatif au fonctionnement de l’Entreprise 10 Voir le paragraphe III-C-6
Module
atelier
Module gestion de
production de Graphisoft
Communication Etat du dossier
Statistique
Edition

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
14
n’était récolté. Nous sommes néanmoins dans une PME de 33 salariés. Le
service production restait donc proche de l’atelier et avait une idée du
temps passé par les conducteurs pour exécuter les taches demandées
permettant ainsi un retour relatif.
L’ordre de planification des tâches était manuelle, le directeur d’usine et
le responsable d’atelier se réunissaient tout les jours en salle de réunion
pour faire le planning du lendemain, néanmoins, il n’était pas rare que
l’on planifie les 36 voir 48 prochaines heures pour que les équipes utilisant
ce planning puissent avoir une idée des tâches à venir. La planification
d’un dossier était effectuée selon la priorité et les tâches effectuées
précédemment. En effet il est impossible de planifier en presse un dossier
dont nous ne disposons pas du BAT11 mais il est judicieux de planifier à la
suite des dossiers dont le réglage machine est similable.
En effet ce planning papier était notamment donné au service prépresse
ce qui permettait au moteur offset12 d’entamer leur travail. De même un
autre problème résidait, aucune information sur l’état du dossier (BAT,
Flux …) ne parvenait au service production directement. Seule une
interrogation orale sur chaque dossier permettait de connaitre l’évolution
d’un dossier. Schématiquement nous obtenons :
11 Cf lexique 12 Cf lexique
Liste des dossiers
dans le Flux Planning mural papier
Réunion de planification
SERVICE PREPRESSE
Préparation des
plaques en fonction du
planning Impression
Transmission
en main propre
Transmission
en main propre
SERVICE PRODUCTION
Clôture manuelle des
dossiers sans report
des informations de
production
Module Gestion
de production
GRAPHISOFT
Façonnage
Expédition
SERVICE PREPRESSE
Indique

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
15
Le besoin était donc de comprendre et apprendre à utiliser un outil
informatique mis à leur disposition, tout en restant dans le cadre d’une
PME.
Il fallait trouver une solution qui permette avant tout aux personnes
administratives comme aux employés de l’atelier de ne pas perdre trop
de temps. Obtenir des informations sur la production est une chose très
utile mais elle perd tout intérêt si on passe plus de temps à remplir des
formulaires informatiques qu’à faire nos taches premières. Il est
également évident que cette solution devait pouvoir permettre de ne pas
changer radicalement la méthode de travail au sein de l’entreprise.
Le besoin était aussi de pouvoir trouver une solution acceptable et
accessible aux employés. Si le personnel administratif est habitué aux
ordinateurs et prend en main plus ou moins facilement en main les outils
informatiques proposés, un ouvrier de l’atelier ne peut pas en faire
forcément de même. Devoir retenir une procédure trop complexe, le
faisant aller dans 4 menus différents pour enregistrer sa tâches était
exclue.
De plus, il était également souhaité que l’information puisse circuler
dans l’entreprise sans ambigüité, cela impliquait l’installation d’un
ordinateur dans l’atelier, le parc informatique présent dans l’atelier (cf
plan atelier) n’étant pas à l’évidence suffisant. L’arrêt d’un planning
papier entraine une possible perte de l’information, n’oublions pas que ce
planning était aussi utilisé par d’autres personnes que le directeur d’usine
et le responsable d’impression. Il fallait que la solution proposée ne donne
pas plus de travail en établissant la même information dans l’ERP et sur
papier. L’étude d’une voie de communication était donc à prévoir.
Enfin il fallait aussi que le système mise en place soit assez souple
pour que tout imprévu puisse être pris en compte. En effet, dans le monde
de l’imprimerie comme dans le monde de l’industrie des imprévus sont à
envisager. La solution devait donc également pouvoir absorber aisément
l’annulation d’une commande ou bien encore la panne d’une machine.
La solution devait donc permettre d’utiliser l’ERP le plus simplement et
avec la plus grande souplesse possible.
Schématiquement nous obtenons :

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
16
13
C. Fonctionnement de Graphisoft
L’étude du besoin de l’entreprise passe bien évidemment par la
compréhension du fonctionnement de son ERP. Cette étude bien qu’ayant
commencée sur le module Gestion de production a été très vite étendue à
l’ensemble des modules. En effet, le processus d’une commande est global
et les interactions entre les modules (qui interviennent en amont la
majeure partie du temps, la production étant souvent l’un des derniers
éléments gérés par l’ERP) sont importantes.
13 Toutes les informations nécessaires à la planification : presse, temps prévu, date
de livraison, etc.
Liste des dossiers
dans le Flux Planning mural Graphisoft
Réunion de planification
SERVICE PREPRESSE
Préparation des
plaques en fonction du
planning Impression
Transmission
en main propre
SERVICE PRODUCTION
Contrôle atelier
Edition statistique
Etat du dossier
…
Module Gestion
de production
GRAPHISOFT
Façonnage
Expédition
COMMANDES
Information techniques et
commerciales13
MODULE
ATELIER
MODULE
ATELIER
Transmission
informatique
Indique
SERVICE PREPRESSE

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
17
1. Présentation
L’ERP se constitue de quatre modules :
- Le module Gestion commercial
- Le module Gestion de Stock
- Le module Gestion de production
- Le module Atelier
Chaque module gérant une partie distincte du processus de production.
Le module Gestion commercial, gère principalement les listes clients,
fournisseurs, sous-traitants, mais aussi sert à établir les devis, les
commandes des clients et la facturation à ces derniers.
Le module Gestion de Stock, gère les mouvements de stock, et la
préparation de l’inventaire.
Le module Gestion de Production, gère tant qu’à lui la planification et
le contrôle des travaux.
Le module Atelier est l’élément de communication entre l’atelier et la
base de données.
2. Fonctionnement de la partie gestion de stock
Le module Gestion de Stock de Graphisoft donne la possibilité d’avoir une
visibilité sur le stock. C’est une gestion à la fois des matières premières et
des produits finis. Il est fondé sur des mouvements de stock qui sont saisis
grâce à la « Saisie des écritures », écritures qui peuvent être des natures
suivantes :
Commande à un fournisseur en vue d’une entrée en stock
Réservation de stock en vue d’une sortie
Entrée d’articles en stock (livraison)
Sortie d’articles du stock (consommation)
Facture fournisseur suite à une entrée
Annulation d’une commande et/ou d’une réservation
Retour d’articles en stock suite à trop sorti
Renvoi d’articles au fournisseur suite à une entrée incorrecte ou
trop importante
Régularisation de la quantité en stock suite à un comptage
Ensuite, au cours du dossier, on compense les écritures de départ ce qui
permet de suivre les mouvements pour un même dossier. Les
compensations possibles sont :
COMMANDE : Aucune
RESERVATION : Aucune
ENTREE : COMMANDE
SORTIE : RESERVATION
ANNULATION : COMMANDE ou RESERVATION
FACTURE : ENTREE
RETOUR : SORTIE
RENVOI : ENTREE
REGULARISATION : Aucune

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
18
On verra par la suite14 que les écritures qui débutent un dossier sont les
commandes et les réservations.
3. La Gestion de Production
Le module gestion de production va faire intervenir plusieurs entités de
l’ERP. Le devis est transformé en commande ce qui ouvre alors un
dossier qui est composé de fiches de travail.
Le lien primordial est le dossier. Il est l’élément de liaison de toute la
gestion de production ce qui permet d’obtenir un suivi temporel, ou
financier grâce aux éditions de statistiques.
Le planning mural et le tableau des charges sont eux, des éléments du
module gestion de production qui vont permettre de travailler sur les
fiches de travail.
Le tableau des charges permet de visualiser les dossiers avec le temps
prévu (ou restant) pour chaque poste. De plus, il est possible d'intervenir
sur ces derniers : modifier les temps restants, saisir les temps réels, gérer
les opérations en sous-traitance, créer de nouveaux dossiers et de
nouvelles fiches de travail...
Le planning mural permet de voir et modifier par l’intermédiaire d’une
interface graphique, la planification des fiches de travail à réaliser sur les
différents postes de travail de l’atelier. Cela permet de déterminer dans
quel ordre les fiches de travail doivent être exécutées, cette information
étant répercutée aux utilisateurs des terminaux de l’atelier.
Enfin le Contrôle atelier et le Contrôle et correction permettent d’obtenir
des informations sur l’activité atelier actuelle pour le premier et passée
pour le second. Le Contrôle et correction permet également d’apporter des
corrections aux informations parvenues par le module atelier.
14 Cf paragraphe III-C-5
DOSSIER
Fiches
Tableau des charges Planning Mural
MODULE ATELIER
Contrôle atelier Contrôle et correction
Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
19
4. Le module atelier
Le module ATELIER est un programme permettant la gestion de
production en temps réel par l'intermédiaire de terminaux disposés à
proximité des postes de travail et utilisé par les employés de l'atelier.
Les employés utilisent les terminaux pour enregistrer:
Leur arrivée
L'affectation à un poste de travail
Les opérations effectuées sur les fiches de travail :
o Le démarrage d'une fiche de travail
o Le démarrage de chaque opération
o La saisie d'informations relatives au dossier en cours :
matières consommées, remarques,...
La fin d'une fiche de travail
Leur départ
La plupart de ces informations se « saisissant » en de simples clics de
souris, cela fait de ce module un outil simple d’utilisation idéal pour des
ouvriers pas forcément en adéquation avec l’informatique.
5. Le traitement théorique d’un dossier sous
Graphisoft.
Un devis est créé dans la partie Gestion commercial puis est transformé
en commande dans la partie gestion de production. Cette étape se faisant
en quelques clics et nécessitant de remplir quelques informations abouti
à :
- Dans la partie Gestion de Production à une commande de
matière et de sous-traitance selon les besoins et à la création des
fiches de travail15.
- Dans la partie Gestion de Stock à une commande matière et à
une réservation de matière16.
La commande matière a lieu dans l’une ou l’autre de ces parties selon que
le produit soit rentré ou non dans la base de données. Les fiches de travail
vont être visibles dans le tableau des charges. C’est dans ce tableau que
l’on peut apporter les modifications de temps d’exécution et de presse. Ces
modifications faites, reste plus qu’à planifier le travail dans le planning
mural. Alors ces informations deviendront visibles dans le module atelier.
Les conducteurs indiquent le début et fin des tâches par simple clics. Les
données sont récoltées, corrigées au besoin, puis le dossier est clôturé et
facturé au client. Tout au long de ce processus nous pouvons par divers
moyen consulter l’état d’avancement du dossier, des fiches de travail qui le
constituent et à la fin voir l’état du dossier en terme de temps et de prix.
Schématiquement nous obtenons :
15 Cf le paragraphe III-C-3 16 Cf le paragraphe III-C-2

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
20
Légende :
Création
d’un devis
Ouverture d’un dossier
Création d’une commande
Création de fiches de
travail
Création :
- d’une commande
- d’une réservation
Compensation en :
- Entrée
Compensation en :
- Sortie
Tableau des charges,
modifications
Planning mural
Si nécessaire création
d’une commande de
sous-traitance et d’une
commende papier si
hors gestion de stock
Fiches planifiées dans l’ordre du
planning mural
Heure de début
(action employé)
Heure de fin
(action employé)
Module atelier
Informations disponibles :
- quantité de papier sorti
Contrôle de
l’atelier :
- Contrôle et
correction
- Tableau de charge
- Planning Mural
- Contrôle atelier
Contrôle du dossier :
- Etat du dossier
- Tableau de charge
- Planning Mural
- Edition Statistique Edition des
factures
fournisseurs
Edition de la facture client et clôture du dossier
Gestion Commerciale Gestion de Stock Gestion de Production
automatique
choix et
création
automatique
peut
faire
si poste =
presse
Commentaires
(action employé)

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
21
6. Lien entre devis et gestion de production, Etat du
dossier en prix.
Dans le paramétrage des devis sont rentrés :
- Le prix des opérations
- Un prix heure de la machine pour calcul
Ce sont ces deux informations qui permettent de calculer le temps de
l’opération devisée (temps = prix opération/prix heure). Y sont également
calculés :
- Le montant du devis sans les marges
- Le montant du devis avec les marges
- Le montant du devis avec le coefficient appliqué par le
commercial
Dans la gestion de production le prix de revient par heure de la machine
est rentré. Il peut être différent du prix heure du devis car dans les devis
des machines « fictives » sont utilisées pour mieux rendre compte des
capacités de l’entreprise. Par exemple une presse 5 couleurs est rentrée
dans les paramétrages des devis sous la forme de presse 1, 2, 3, 4 et 5
couleurs. Le temps calculé dans le devis est alors assigné à la fiche de
travail. Le retour atelier permet d’obtenir le temps réel de production et
donc le coût réel de production. Tous ces montants, rejoint des factures
fournisseurs apparaissent dans l’état du dossier en prix, avec le prix de
facturation.
Devis
Prix heure
Prix opération
Montants :
- Sans Marge
- Avec Marge
- Avec Coefficient
Gestion de production
Fiche de travail
Prix heure
Retour atelier :
temps réel Coût de
production
+ factures
temps

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
22
IV. REALISATIONS ET RESULTATS
A. Travaux sur la partie Gestion de Stock
Cette partie de ma mission est la suite de celle d’Antoine CHAPPERT. En
effet nous pouvons lire dans son rapport :
« Il m’a été demandé par la suite de généraliser [la] gestion de stock papier aux
consommables17 impressions et façonnage.
Malheureusement, mon stage a été brutalement interrompu deux semaines avant sa
fin, suite à un accident de ski. Et je n’ai donc pu conclure cette gestion de stock. »
Antoine avait tout de même fait le travail pour la partie impression. Je me
suis basé sur sa méthode de travail (expliqué par mon maître de stage)
afin de continuer cette tâche sur la partie façonnage :
- Avec la liste des articles en stock au dernier inventaire et la
liste des articles commandés dans le passé, j’ai créé un tableau
Excel regroupant les informations nécessaires.
- Ce tableau a été révisé plusieurs fois avec les responsables du
service façonnage afin de s’accorder sur les désignations de
l’article et les articles manquants ou excédant. (Tous les articles
déjà commandés n’avaient pas été rentrés, Antoine avait déjà
convenu des articles à rentrer mais de légère modification ont
été nécessaires)
- Les articles ont été rentrés dans la base de données
Après avoir saisi les articles, j’ai étudié puis expliqué le tutoriel qu’avait
établi Antoine. Cette partie du travail n’est pas aisée, il faut convaincre de
l’utilité de cette nouvelle démarche mais en plus il est rare que la
procédure marche du premier coup. En expliquant et faisant appliquer la
procédure écrite, je me suis rendu compte qu’il manquait des informations
ou les employés nous signalaient un problème imprévu. Cette étape s’est
faite sur environ 15 jours avant d’obtenir une procédure écrite correcte. Il
est donc évident que j’ai été amené à modifier la procédure d’Antoine.
La réussite de cette procédure est également passée par la modification
des modèles d’édition des bons de commande. En effet les bons de
commande utilisés pour la partie papier n’étaient pas tout à fait adaptés
aux besoins, et de légères modifications étaient à faire.
J’indiquerai ici que j’ai été amené à modifier à plusieurs reprises des
modèles d’édition. Les logos PEFC et FSC ayant changés pour l’entreprise,
ils ont du être mis à jour sur les bons de livraisons, apposés aux factures
et aux lettres de confirmation des commerciaux. Ce travail a été pour moi
l’occasion de faire du traitement d’image et de mieux comprendre le
fonctionnement graphique.
17 Cf lexique

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
23
Enfin la liste des articles rentrés sous graphisoft est amenée à évoluer, il
m’a donc fallu créer une procédure pour créer des articles dans la base de
données (disponible en annexes).
Lors de mon stage j’ai également aidé à préparer l’inventaire pour le
prochain arrêt des comptes.
IBL gère la facturation sur un logiciel autre que l’ERP, un logiciel
comptable étant beaucoup mieux adapté aux besoins et la double saisie de
certaines factures était inenvisageable. Ce logiciel venait de changer à
mon arrivée et bien que l’ancien prenait en charge le traitement d’un
inventaire, le nouveau ne le faisait pas. De plus la mise en place du
module de gestion de stock coïncidait avec le dernier arrêt des comptes. Il
m’a donc fallu à l’aide d’astuces créer une liste de base valorisée pour le
prochain arrêt des comptes :
- Afin de valoriser correctement le stock, la valeur de la
commande a été modifié par la valeur de facturation pour les
commande ne dépendant pas de la gestion de stock. Cette astuce
ne pose aucun problème, une copie de la commande initiale
étant conservée sous forme papier et la facturation ne
s’effectuant pas dans ce logiciel. Ensuite des filtres ont été
établis pour pouvoir extraire deux fichiers :
Un fichier des produits traités sous graphisoft
avant l’inventaire du 31/01/12
Un fichier des produits traités sous graphisoft
après l’inventaire du 31/01/12
- Un filtre a été créé à partir des factures de la Gestion de stock
pour pouvoir extraire un autre fichier.
- Un fichier Excel a été créé afin de pouvoir fusionner facilement
ces fichiers.
- Ce fichier Excel a été complété par les articles inventoriés le
31/01/12 et qui n’étaient pas commandés sous graphisoft.
Ces étapes on été faites pour le papier puis pour les enveloppes.
B. Adaptation du module production aux
besoins de l’entreprise
Comme présenté précédemment, ma mission principale était d’adapter
l’ERP de l’entreprise à ses besoins : Obtenir des informations de
production et automatiser la gestion de production des dossiers.
Cette étape est passée dans un premier temps par la compréhension du
logiciel. Après ma première semaine en entreprise je me suis mis à étudier
le module gestion de production. Pour ce faire, j’ai commencé par lire les
documents d’aide à la mise en route qu’avez fourni Graphisoft. Au cours
de la lecture de ce fichier d’aide j’ai pu constater ce qui avait été mis en
place en m’appuyant sur la base de données mais aussi commencer à
prendre en main le logiciel. J’ai ensuite lu les fichiers d’aide du logiciel
afin de mieux comprendre le rôle de chaque entité et afin d’affiner ma
compréhension du module. J’ai, ensuite, pu simuler la production de
dossiers sur la base test de l’entreprise.

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
24
C’est lors de ces simulations que j’ai également étudié les liens entre les
modules. Tous les résultats de ces recherches théoriques sont exposés au
paragraphe III-C-5.
Ce travail effectué il me fallait définir des procédures adaptées à
l’entreprise pour que le module puisse être utilisé et devenir opérationnel.
La gestion de production réside en premier par la planification des tâches.
Pour modifier au minimum les habitudes de travail, la gestion du dossier
avant la production n’a pas été modifiée. C’est à l’ouverture du dossier et
l’édition du dossier de fabrication que j’ai proposé des modifications :
- Avant l’édition du dossier de fabrication, apporter les
modifications de machines et de temps.
Cette étape se fait dans le tableau des charges par une
procédure que j’ai définie dans le tutoriel (disponible en annexe).
Capture d’écran du Tableau des Charges - Graphisoft
- Editer le dossier de fabrication
Cette étape peut se faire dans de nombreux menus du logiciel.
- Une fois le BAT obtenu, pour lancer l’impression, planifier
informatiquement les tâches et abandonner le planning papier.
Cette étape a lieu dans le menu planning mural (Cf annexe).
Capture d’écran du Planning Mural - Graphisoft

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
25
La volonté du service production était d’effectuer cette mise en place
uniquement sur le service impression, et même que sur leur presse
principale : la XL75, le dossier de fabrication papier lui persister afin
d’assurer la continuité du suivi pour l’ensemble des postes. Le temps
théorique de la tâche n’y est pas indiqué mais la presse sur laquelle le
dossier doit être effectué l’est, il était donc important de bien définir la
presse sur laquelle le travail allait être imprimé pour que le dossier de
fabrication reste en adéquation avec la base de données.
L’information sur les dossiers planifiés devait circuler, il fallait donc
trouver une solution de substitution à la photocopie du planning papier.
Pour le poste de l’atelier la solution était dans le module atelier. Ce
dernier affiche en premier les taches planifiées :
Capture d’écran du module Atelier - Graphisoft
Pour le service prépresse deux solutions étaient envisageables. Possédant
une licence sur le logiciel, ils pouvaient avoir accès au planning mural et
donc le consulter directement. Sinon, une exportation papier du planning
des postes presses pouvait leur être imprimée et donnée.
Enfin le besoin de souplesse dans la modulation est possible par le monde
de planification. Il existe trois modes de planification :
- Mobile : la fiche sera mise sur le planning selon les
disponibilités et pourra être changé de place par la suite. Dans
ce cas comme dans le suivant, le logiciel demande de choisir une
priorité.
- Fixe : la fiche sera placée en fonction des disponibilités et de
l’ordre de priorité et ne pourra pas être déplacée.
- Au plus tôt : la fiche sera planifiée dès que possible et ne pourra
être bougée.
Dossier dans
l’ordre de
planification
Dossier non
planifié

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
26
Le planning évolue automatiquement selon les retards, avances ou
imprévus. De plus, bien que l’ordre de planification ait un impact sur
l’ordre d’apparition des fiches sur les terminaux atelier, il n’est en rien un
planning fixe imposant aux employés de respecter les horaires indiqués.
En planifiant toute les fiches en mode manuel on obtient la souplesse
voulue presque naturellement.
Mais la mise en place de ce module consistait également en la révision des
paramétrages de ce dernier.
Dans un premier temps ce sont le type des fiches de travail qu’il a fallu
régler. Trois cas sont possibles :
Fiches simplifiées : on obtiendra toujours une seule fiche de travail
par poste.
Fiches non détaillées ou détaillées : on obtiendra au moins une
fiche de travail par poste et par élément. La différence entre ces 2
types de fiches se fait dans le cas où on a plusieurs formes feuilles
(brochure) ou formes (dépliant ou fiche).
o Fiches non détaillées : si un élément d'impression comporte
plusieurs feuilles ou formes, il n'y aura qu'une seule fiche de
travail par poste utilisé pour cet élément d'impression.
o Fiches détaillées : si un élément d'impression comporte
plusieurs feuilles ou formes, il y aura pour chaque poste
utilisé, autant de fiches que de feuilles ou de formes.
Comme il était voulu que l’on puisse séparer les opérations façonnage sous
traitées (ces opérations sont transférées au même poste dans la liaison
entre le devis et la gestion de production) et les opérations sur les
éléments, le paramétrage a été établi en fiches non détaillées. Permettant
par la même de regrouper les différentes feuilles dans le même élément
comme fait précédemment. Ce paramétrage correspondait exactement à la
planification habituelle de l’entreprise des éléments pour la presse.
Cette révision des paramétrages est également passée par la révision des
liaisons Devis-Gestion de Production. En effet, les devis sont établis sur
des opérations dépendant de la gestion commerciale, il faut donc créer un
lien avec les machines physiques de l’atelier, rentrer dans le module
Gestion de Production. Il s’avérait que certain de ces liens n’étaient pas à
jours. Il résidait dans la base de données une machine fictive18 qu’il a fallu
supprimer mais les liens concernant les livraisons n’étaient pas non plus à
jour, j’ai donc corrigé ces erreurs.
18 Machine présente dans la base de données mais qui n’est pas physiquement
présente dans l’atelier.
Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
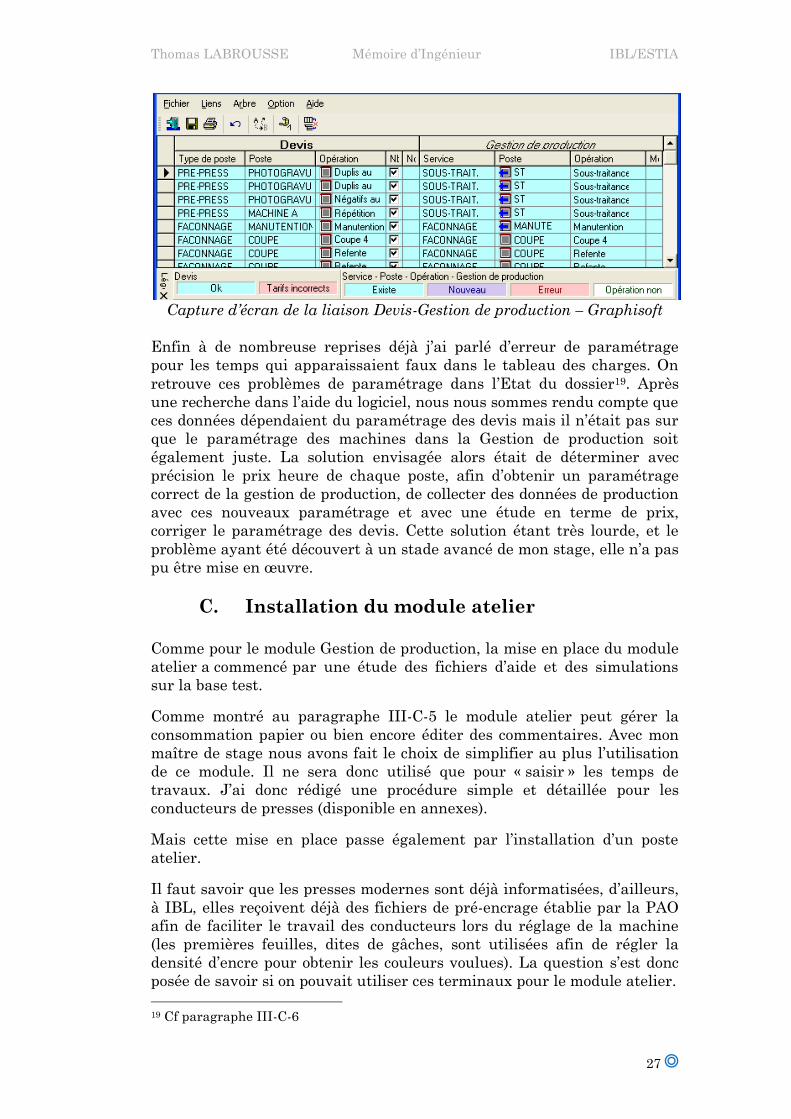
27
Capture d’écran de la liaison Devis-Gestion de production – Graphisoft
Enfin à de nombreuse reprises déjà j’ai parlé d’erreur de paramétrage
pour les temps qui apparaissaient faux dans le tableau des charges. On
retrouve ces problèmes de paramétrage dans l’Etat du dossier19. Après
une recherche dans l’aide du logiciel, nous nous sommes rendu compte que
ces données dépendaient du paramétrage des devis mais il n’était pas sur
que le paramétrage des machines dans la Gestion de production soit
également juste. La solution envisagée alors était de déterminer avec
précision le prix heure de chaque poste, afin d’obtenir un paramétrage
correct de la gestion de production, de collecter des données de production
avec ces nouveaux paramétrage et avec une étude en terme de prix,
corriger le paramétrage des devis. Cette solution étant très lourde, et le
problème ayant été découvert à un stade avancé de mon stage, elle n’a pas
pu être mise en œuvre.
C. Installation du module atelier
Comme pour le module Gestion de production, la mise en place du module
atelier a commencé par une étude des fichiers d’aide et des simulations
sur la base test.
Comme montré au paragraphe III-C-5 le module atelier peut gérer la
consommation papier ou bien encore éditer des commentaires. Avec mon
maître de stage nous avons fait le choix de simplifier au plus l’utilisation
de ce module. Il ne sera donc utilisé que pour « saisir » les temps de
travaux. J’ai donc rédigé une procédure simple et détaillée pour les
conducteurs de presses (disponible en annexes).
Mais cette mise en place passe également par l’installation d’un poste
atelier.
Il faut savoir que les presses modernes sont déjà informatisées, d’ailleurs,
à IBL, elles reçoivent déjà des fichiers de pré-encrage établie par la PAO
afin de faciliter le travail des conducteurs lors du réglage de la machine
(les premières feuilles, dites de gâches, sont utilisées afin de régler la
densité d’encre pour obtenir les couleurs voulues). La question s’est donc
posée de savoir si on pouvait utiliser ces terminaux pour le module atelier.
19 Cf paragraphe III-C-6

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
28
Afin d’étudier cette question, j’ai fait des recherches sur internet et vu que
cette solution avait déjà été établie, avec l’ERP que possède IBL. Je me
suis donc rapproché de HEIDELBERG pour savoir quels étaient les
prérequis pour cette installation et se que possédait IBL. Il est très vite
apparu que des installations logiciel supplémentaire serait à prévoir, et
qu’un tel chantier ne pourrait se faire dans l’espace du temps qu’il nous
restait. Cette solution a donc été mise de coté et nous nous sommes
reportés sur l’idée d’installer un ordinateur dans l’atelier.
Pour ce faire j’ai procédé de la manière suivante :
- J’ai cherché si des prises réseau étaient libre dans l’atelier
- J’ai cherché un endroit propice à l’installation d’un ordinateur
dans l’atelier
- J’ai cherché un ordinateur
Il s’est avéré qu’une prise réseau était disponible tout près de la XL75,
seule presse sur laquelle il avait été décidé peu avant de faire
l’installation du module atelier. Dès lors résidé une place non exploitée
dans l’espace de travail de ce poste, cette espace étant relativement proche
de la prise réseau et possédant déjà une arrivée électrique.
: place choisi pour installer le poste atelier
Pupitre avec écran
Pupitre avec écran
XL 75 Zone de
travail
Zone
de
travail
Zone de
travail
Meuble
Pupitre
Pupitre avec boutons
Emplacement prise réseaux
Le poste de la XL 75 – Images HEIDELBERG

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
29
Pour le choix du PC, après avoir fait le tour des postes disponibles au sein
de la société, mon choix s’est tourné sur un écran tactile qui n’était plus
utilisé. Le fait que pour ce type d’appareil il n’y est besoin ni d’Unité
Centrale, ni de clavier, ni de souris était très attrayant car faisait gagner
de la place. Néanmoins le paramétrage de la partie laissant légèrement à
désirer, j’ai installé une souris avec.
Le poste installé dans l’atelier
L’installation effectuée, il a fallu expliquer aux conducteurs comment
utiliser ce module. Mais pas seulement, l’arrivée d’un nouveau poste
informatique dans l’atelier était également une source de
questionnements. Il a donc été nécessaire d’expliquer pourquoi nous
installions ce système et quel en serait les utilités pour le service
production. Enfin une présence régulière sur le poste pour vérifier qu’il n’y
ait pas de problème était également nécessaire.
Cette installation puis sa mise en route permettait de mettre en œuvre les
modules atelier et gestion de production.

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
30
D. Le résultat : Gestion nouvelle des dossiers
La solution proposée a donc la forme suivante :
Liste des dossiers
dans le Flux
Planning mural Graphisoft
Réunion de
planification
SERVICE
PREPRESSE
Préparation
des plaques en
fonction du
planning
Impression Transmission
en main
propre
Edition statistique
Etat du dossier
…
Module Gestion
de production
Contrôle
Façonnage
Expédition
MODULE
ATELIER
Transmission
informatique
Indique
SERVICE PREPRESSE
Commandes
Tableau des charges
Modifications
Dossier modifié
Indique
le début
Indique
la fin
Transmission informatique
Clôture dossier

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
31
Mais lors de l’application des procédures, il s’est avéré que le planning
mural ne permettait pas l’ensemble des réflexions que l’on se fait lors du
travail sur papier, l’étape du planning mural papier a donc été conservée,
la planification informatique se faisant très rapidement après cette étape.
La production s’effectue donc de cette manière :
Liste des dossiers
dans le Flux
Planning mural papier
Réunion de
planification
SERVICE
PREPRESSE
Préparation
des plaques en
fonction du
planning
Impression Transmission
en main
propre
Edition statistique
Etat du dossier
…
Module Gestion
de production
Contrôle
Façonnage
Expédition
MODULE
ATELIER
Transmission
manuel
Indique
SERVICE PREPRESSE
Commandes
Tableau des charges
Modifications
Dossier modifié
Indique
le début
Indique
la fin
Transmission informatique
Clôture dossier
Planning mural
Graphisoft

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
32
V. GESTION DU PROJET
Le lancement d’un tel projet se fait d’une manière assez logique :
- On étudie la production actuelle
- On analyse le besoin
- On étudie le logiciel
- On propose des solutions
Cette démarche a été celle de tout mon stage. Néanmoins il n’était pas
rare de suivre plusieurs projets en même temps. En effet, ma mission
principale était en parallèle avec une aide à fournir (Changement des
modèles d’édition, création de filtres, étude de petits problèmes de
compréhension de l’ERP, …), et la mission principale nécessitait de
prendre du temps avec l’équipe encadrant, temps que des responsables de
production n’ont pas nécessairement. C’est pour cela que tout au long de
mon stage j’effectuais ma mission principale jusqu'au moment on je
bloquais et enchainé par les divers petits travaux que l’on me confiait.
La mise en place fut progressive, et avait pour seul impératif d’être
totalement effectuée avant mon départ afin que de possibles erreurs soient
modifiées.
Au final l’ensemble de la solution était lancé la semaine de mon départ, et
aucune correction n’a été nécessaire.
Semaine 7 / 2012:
- Connaissance de l’entreprise
- Prise en main du module
gestion de stock
- Création fichier Excel pour
les consommables façonnages
Semaine 8 / 2012 :
- Création des articles dans la
base de données
- Etude du logiciel
- Etude des méthodes de
production actuelle
- Etude du besoin
Semaine 9 / 2012 :
- Ecriture des procédures
- Etude du logiciel
- Etude de la question
HEIDELBERG Semaines 10 - 11 / 2012 :
- Etude de la question
HEIDELBERG
- Etude mise en place module
atelier
- Etude des paramétrages de
la gestion de stock Semaines 13 / 2012 :
- Etude des contrôles et
correction atelier.
- Etude des emplois du temps
- Rédaction des derniers
tutoriaux
- Installation du poste atelier
Semaines 12 / 2012 :
- Analyse des états du dossier
- Préparation de l’inventaire
Semaines 14 / 2012 :
- Lancement du module
atelier
- Surveillance du nouveau
système
Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
33
VI. CONCLUSION
Ma mission avait pour but de lancer les modules Gestion de Stock et
Atelier de l’ERP de l’entreprise, ce qui est désormais chose faite.
L’informatisation du traitement de la gestion de production semble
s’effectuer sans problème majeur. Seul réside un planning papier, qui
restera le seul élément efficace de réflexion pour le planning d’une
imprimerie.
Ce lancement permettra d’obtenir les informations nécessaires pour
qu’avec du recul les services de production puissent obtenir des
informations sur le coût de leur production et ainsi réviser les
paramétrages en terme de prix des devis et de la gestion de production.
Aujourd’hui l’Imprimerie Bonnin Laffontan vient de rendre opérationnel
son ERP et ce après la mission de trois stagiaires, en plus du temps que le
service production y a déjà passé.
Ce constat me permet de me rendre compte qu’un tel outil ne s’installe pas
facilement. Il faut du temps pour le prendre en main, le comprendre et
installer l’ensemble des outils nécessaires à son utilisation.
J’ai également pu me rendre compte qu’on ne peut pas changer les
habitudes de travail du personnel comme on veut. Il faut faire preuve de
démagogie et de patience pour que tout le monde s’adapte et accepte de
nouvelles méthodes de travail.
Enfin ce séjour en entreprise m’a permis pour la première fois d’avoir une
expérience au sein d’un service production. Cette expérience est fortement
enrichissante tant sur le plan scolaire que professionnel. Je ne connaissais
pas le monde de l’imprimerie et ai énormément appris dans ce domaine.
J’ai pu découvrir la gestion de production, ce qui a renforcé mon envie
d’être ingénieur dans ce domaine. Et finalement j’ai pris plaisir à
travailler au sein de cette entreprise dans une ambiance agréable et
chaleureuse.

Thomas LABROUSSE Mémoire d’Ingénieur IBL/ESTIA
34
BIBLIOGRAPHIE
Les documents du logiciel :
Aide Graphisoft
Mise en route du module gestion de production
Les Mémoires :
Mémoire d’ingénieur d’Antoine CHAPPERT : Mise en place d’une gestion
informatisée du stock papier
Mémoire d’ingénieur de Pierre MENUET : Adapter le paramétrage d’un
E.R.P de la société I.B.L en fonction des attentes des différents services.
Source internet :
Wikipédia : http://fr.wikipedia.org/wiki/Imprimerie

















