Machines de forgeage Presses à vis · forgeage de poudre, les ébauches frittées sont...
24
Machines de forgeage Presses à vis
Transcript of Machines de forgeage Presses à vis · forgeage de poudre, les ébauches frittées sont...
Machines de forgeage Presses à vis

Charactéristiques techniques
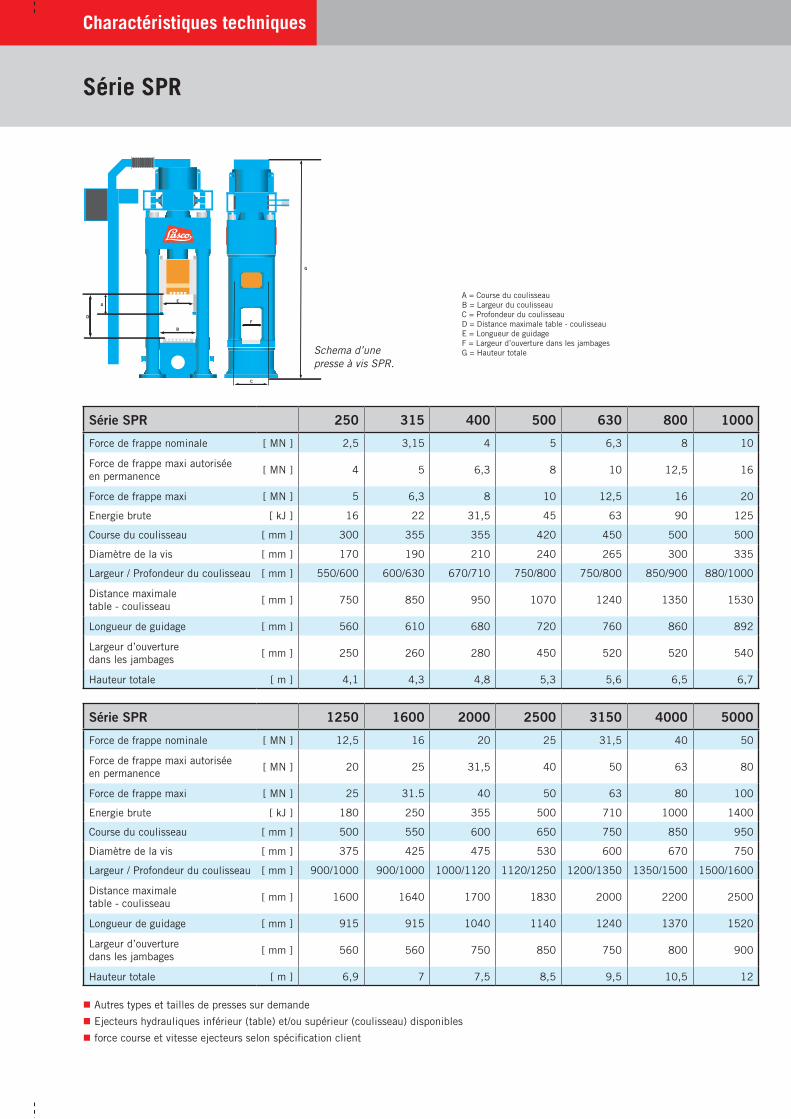
Série SPR
A
D
E
B
F
G
C
Schema d’une presse à vis SPR.
A = Course du coulisseauB = Largeur du coulisseauC = Profondeur du coulisseauD = Distance maximale table - coulisseauE = Longueur de guidage F = Largeur d’ouverture dans les jambages G = Hauteur totale
� Autres types et tailles de presses sur demande
� Ejecteurs hydrauliques inférieur (table) et/ou supérieur (coulisseau) disponibles
� force course et vitesse ejecteurs selon spécification client
Série SPR 250 315 400 500 630 800 1000
Force de frappe nominale [ MN ] 2,5 3,15 4 5 6,3 8 10
Force de frappe maxi autoriséeen permanence
[ MN ] 4 5 6,3 8 10 12,5 16
Force de frappe maxi [ MN ] 5 6,3 8 10 12,5 16 20
Energie brute [ kJ ] 16 22 31,5 45 63 90 125
Course du coulisseau [ mm ] 300 355 355 420 450 500 500
Diamètre de la vis [ mm ] 170 190 210 240 265 300 335
Largeur / Profondeur du coulisseau [ mm ] 550/600 600/630 670/710 750/800 750/800 850/900 880/1000
Distance maximaletable - coulisseau
[ mm ] 750 850 950 1070 1240 1350 1530
Longueur de guidage [ mm ] 560 610 680 720 760 860 892
Largeur d’ouverture dans les jambages
[ mm ] 250 260 280 450 520 520 540
Hauteur totale [ m ] 4,1 4,3 4,8 5,3 5,6 6,5 6,7
Série SPR 1250 1600 2000 2500 3150 4000 5000
Force de frappe nominale [ MN ] 12,5 16 20 25 31,5 40 50
Force de frappe maxi autoriséeen permanence
[ MN ] 20 25 31,5 40 50 63 80
Force de frappe maxi [ MN ] 25 31.5 40 50 63 80 100
Energie brute [ kJ ] 180 250 355 500 710 1000 1400
Course du coulisseau [ mm ] 500 550 600 650 750 850 950
Diamètre de la vis [ mm ] 375 425 475 530 600 670 750
Largeur / Profondeur du coulisseau [ mm ] 900/1000 900/1000 1000/1120 1120/1250 1200/1350 1350/1500 1500/1600
Distance maximaletable - coulisseau
[ mm ] 1600 1640 1700 1830 2000 2200 2500
Longueur de guidage [ mm ] 915 915 1040 1140 1240 1370 1520
Largeur d’ouverture dans les jambages
[ mm ] 560 560 750 850 750 800 900
Hauteur totale [ m ] 6,9 7 7,5 8,5 9,5 10,5 12


LASCO Presses à vis 3
Produire de façon rentable
Notre offre
En tant que fabricant de machines-outils, LASCO s’est spécialisé depuis sa fondation dans la réalisation, pour l’industrie et l’artisanat industriel, de machines et d’installations apportant une solution à tous les travaux de mise en forme des métaux. Notre expérience de plus de 140 ans en la matière nous permet de proposer des techniques de production spécialement adaptées aux rudes environnements de travail des entreprises du secteur de la transformation de métaux. A ce jour plus de 1000 sociétés, dans les secteurs les plus variés et dans plus de 53 pays du monde entier, figurent parmi nos clients.
Les presses à vis LASCO à entraînement électrique direct rassemblent la somme des composants les plus modernes en matière de commande, de bâti de presse et de commande en une unité fonctionnelle. C’est ainsi que s’est développée, au cours des décennies, une solution prépondérante pour les usages les plus variés.
Les souhaits de nos clients sont à la clé de notre action. C’est pourquoi toutes nos machines sont optimisées de façon individuelle. Nous exposons dans cette brochure les principales caractéristiques et concepts relatifs à nos presses à vis à entraînement direct. Nous serons ravis de pouvoir déterminer avec vous les caractéristiques de « votre » presse à vis dans le cadre d’un entretien personnel. Les presses à vis LASCO à entraînement direct à régulation de fréquence
sont utilisées dans le monde entier. La photo montre la fabrication de crémaillères pour mécanismes de direction automobiles sur une SPR 1000 automatisée.
Chez LASCO, plus de 300 experts poursuivent un seul et même objectif : construire des machines optimales garantissant le succès de l’utilisateur.

4 LASCO Presses à vis
est obtenue par l’intermédiaire du régulateur de fréquence et non par des moteurs « souples », caractérisés par de fortes pertes. Le processus de formage est ainsi plus facile à contrôler. Plusieurs frappes à différents niveaux d’énergies, dans la même matrice, sont également possibles avec la commande programmée.
Avec ses gammes de presse à vis SPR (limiteur de couple servant de protection contre les surcharges) et SPP (sécurisées à l’effort de frappe sans limiteur de couple), ainsi qu’avec les nombreuses options, accessoires multiples et possibilités d’automatisation, LASCO propose la conception de presse optimale pour toutes les exigences. Les performances de LASCO ne se limitent pas seulement à la conception, à la fabrication et au montage de composants standardisés, mais englobent l’ensemble des travaux à effectuer. De l’étendue de nos procédés de fabrication résulte la qualité certifiée et la flexibilité qui nous permettent de répondre rapidement et simplement aux souhaits et exigences de nos clients.
Les presses à vis sont de grands classiques dans le domaine des machines de formage des métaux. Léonard de Vinci aurait construit le tout premier exemplaire et Gutenberg utilisait des presses à vis pour imprimer ses ouvrages. On connaît également des constructions – parfois critiques sur le plan ergonomique – datant du début de l’ère industrielle. De nos jours, LASCO est synonyme, dans le monde entier, de presses à vis de précision modernes et consommant peu d’énergie.
Tout comme les presses hydrauliques et les marteaux-pilons, les presses à vis électriques font partie des machines de formage dites à « course non imposée ».
Ces machines mettent à disposition des utilisateurs une gamme de forces et d’énergies importantes à des coûts avantageux. En raison de leur conception, les presses à vis ne connaissent pas de point mort bas fixé cinématiquement, ni de blocage sous charge.
En tant que machines délivrant une énergie, les presses à vis sont utilisées là où la mise en forme des pièces est possible sur une
course relativement courte et/ ou lorsque l’on souhaite obtenir une précision élevée de répétabilité du process grâce à une énergie constante.
Les presses à vis permettent de forger, dégauchir, estamper et calibrer à froid et à chaud l’acier, l’aluminium et autres métaux non ferreux ou matières fortement alliées. Lors du forgeage de poudre, les ébauches frittées sont compactées. Grâce à leurs propriétés, elles sont parfaitement adaptées au forgeage de précision, y compris en matrices fermées.
Les presses à entraînement direct, comme celles que LASCO propose exclusivement, accélèrent le volant relié à la vis au moyen d’énergie électrique. Elles combinent un rendement élevé et une rapidité de temps de cycle à une faible consommation d’énergie grâce au freinage par générateur. Ce concept de commande offre la possibilité de régler l’énergie de façon précise par pilotage électronique. Le régulateur de fréquence permet d’utiliser des moteurs d’entraînement à pertes particulièrement faibles. En effet, la faible surcharge du réseau
Presses à vis de précision dans le domaine du formage
Les tâches à accomplir
Production de raccords sur une SPR 315. Fabrication d’ébauches de couteaux sur une SPP 400.

LASCO Presses à vis 5
Les solutions LASCO
Une rentabilité convaincante
Fabrication entièrement automatisée de composants automobiles sur une LASCO SPR 1000.
6 LASCO Presses à vis
Les concepts LASCO...
Caractéristiques fondamentales au niveau de la qualité
LASCO est parvenu à augmenter régulièrement la rentabilité de ses presses à vis grâce à une multitude d’améliorations de conception. Au début des années 80, la mise au point d’un entraînement à régula-tion de fréquence pour ce type de machines a été une véritable révo-lution et a conforté la position de leader de LASCO dans le domaine des presses à vis de précision. Cette position s’appuie sur une série de propriétés de conception et d’équipements typiques :
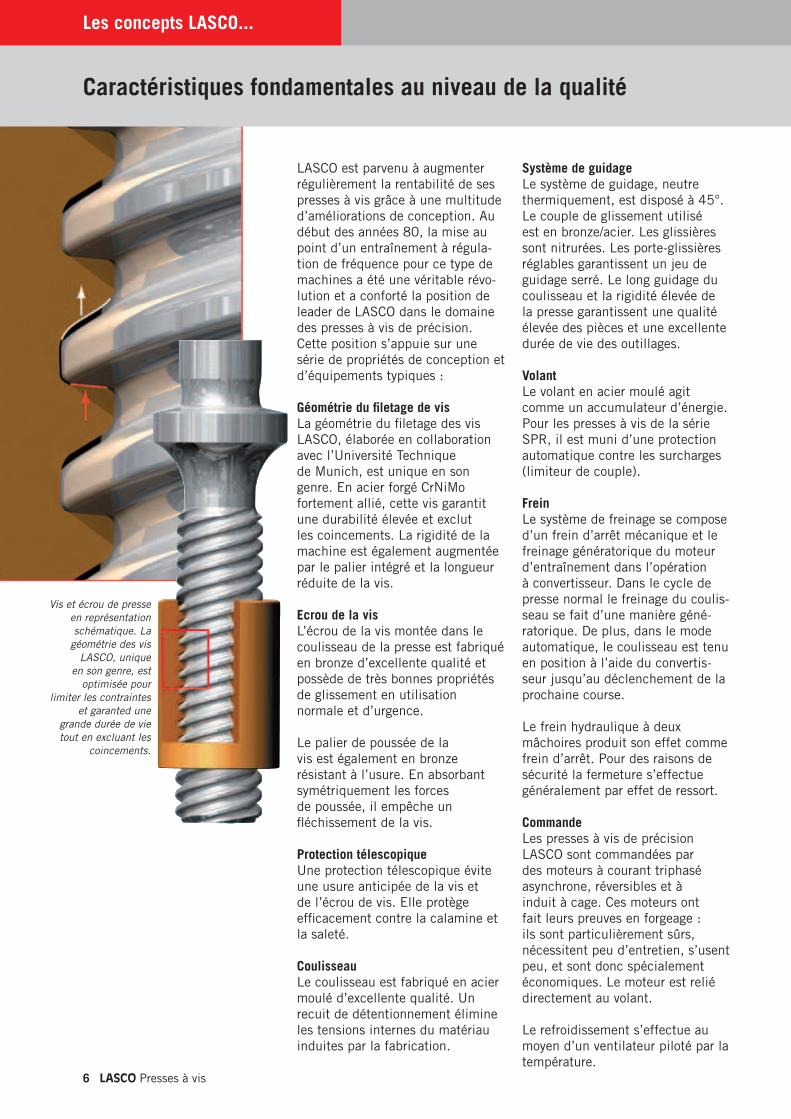
Géométrie du filetage de visLa géométrie du filetage des vis LASCO, élaborée en collaboration avec l’Université Technique de Munich, est unique en son genre. En acier forgé CrNiMo fortement allié, cette vis garantit une durabilité élevée et exclut les coincements. La rigidité de la machine est également augmentée par le palier intégré et la longueur réduite de la vis.
Ecrou de la visL’écrou de la vis montée dans le coulisseau de la presse est fabriqué en bronze d’excellente qualité et possède de très bonnes propriétés de glissement en utilisation normale et d’urgence.
Le palier de poussée de la vis est également en bronze résistant à l’usure. En absorbant symétriquement les forces de poussée, il empêche un fléchissement de la vis.
Protection télescopiqueUne protection télescopique évite une usure anticipée de la vis et de l’écrou de vis. Elle protège efficacement contre la calamine et la saleté.
CoulisseauLe coulisseau est fabriqué en acier moulé d’excellente qualité. Un recuit de détentionnement élimine les tensions internes du matériau induites par la fabrication.
Système de guidageLe système de guidage, neutre thermiquement, est disposé à 45°. Le couple de glissement utilisé est en bronze/acier. Les glissières sont nitrurées. Les porte-glissières réglables garantissent un jeu de guidage serré. Le long guidage du coulisseau et la rigidité élevée de la presse garantissent une qualité élevée des pièces et une excellente durée de vie des outillages.
VolantLe volant en acier moulé agit comme un accumulateur d’énergie. Pour les presses à vis de la série SPR, il est muni d’une protection automatique contre les surcharges (limiteur de couple).
FreinLe système de freinage se compose d’un frein d’arrêt mécanique et le freinage génératorique du moteur d’entraînement dans l’opération à convertisseur. Dans le cycle de presse normal le freinage du coulis-seau se fait d’une manière géné-ratorique. De plus, dans le mode automatique, le coulisseau est tenu en position à l’aide du convertis-seur jusqu’au déclenchement de la prochaine course.
Le frein hydraulique à deux mâchoires produit son effet comme frein d’arrêt. Pour des raisons de sécurité la fermeture s’effectue généralement par effet de ressort.
CommandeLes presses à vis de précision LASCO sont commandées par des moteurs à courant triphasé asynchrone, réversibles et à induit à cage. Ces moteurs ont fait leurs preuves en forgeage : ils sont particulièrement sûrs, nécessitent peu d’entretien, s’usent peu, et sont donc spécialement économiques. Le moteur est relié directement au volant.
Le refroidissement s’effectue au moyen d’un ventilateur piloté par la température.
Vis et écrou de presse en représentation schématique. La
géométrie des vis LASCO, unique
en son genre, est optimisée pour
limiter les contraintes et garanted une
grande durée de vie tout en excluant les
coincements.
LASCO Presses à vis 7
...en détail
des solutions révolutionnaires
L’équipement d’une presse à vis avec un régulateur de fréquence permet l’utilisation des moteurs en générateur, augmentant ainsi considérablement le rendement électrique de la machine. Les paramètres de gestion de la course du coulisseau d’une presse à vis pilotée par régulateur de fréquence (cf. diagramme) sont mémorisés dans la commande. L’opérateur n’a qu’à indiquer l’énergie souhaitée et la course pour le process en question. A partir de ces données, la commande détermine automatiquement toutes les données importantes pour le régulateur de fréquence, de sorte que les critères suivants, importants pour la qualité, soient assurés de façon fiable :
� Parfaite répétabilité de l’énergie délivrée.
� Arrivée précise au Point Mort Haut.
� Optimisation de la durée du mouvement, même aux énergies réduites.
� Consommation minimale d’énergie.
� Facteur de puissance cosj ≈1
Par là même, l’entraînement à régulation de fréquence apporte les avantages suivants :
� Charge réduite du réseau grâce à la réduction des intensités de pointes
� Sections réduites des lignes d’alimentation
� Récupération de l’énergie grâce au freinage en génératrice
� Durées de cycle courtes, même aux énergies réduites
� Quasiment exempt de courant réactif
� Amélioration du rendement d’environ facteur 3
� Glissement réduit du moteur
� Coûts d’énergie réduits
� Réduction de l’usure et des travaux de maintenance sur le frein mécanique
� Dosage exact de l’énergie de 1% à 100%, garantissant ainsi une sécurité de process et une répétabilitée élevées
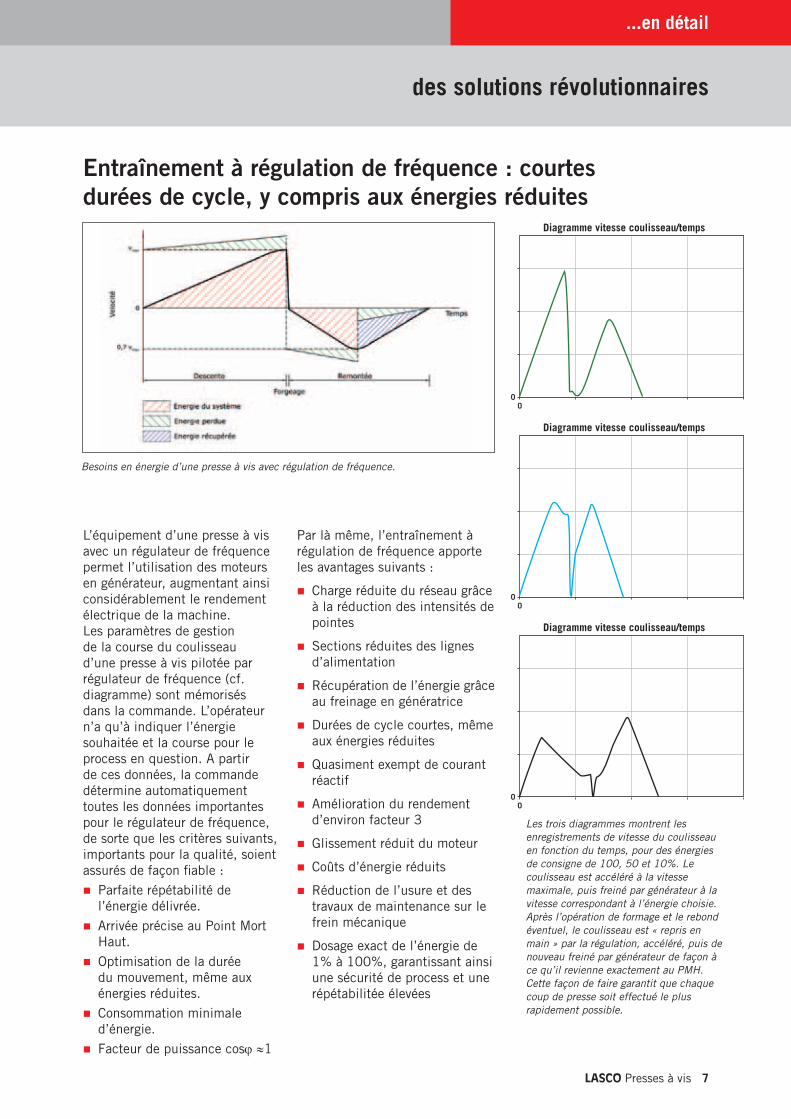
Entraînement à régulation de fréquence : courtes durées de cycle, y compris aux énergies réduites
Besoins en énergie d’une presse à vis avec régulation de fréquence.
Les trois diagrammes montrent les enregistrements de vitesse du coulisseau en fonction du temps, pour des énergies de consigne de 100, 50 et 10%. Le coulisseau est accéléré à la vitesse maximale, puis freiné par générateur à la vitesse correspondant à l’énergie choisie. Après l’opération de formage et le rebond éventuel, le coulisseau est « repris en main » par la régulation, accéléré, puis de nouveau freiné par générateur de façon à ce qu’il revienne exactement au PMH.Cette façon de faire garantit que chaque coup de presse soit effectué le plus rapidement possible.
Diagramme vitesse coulisseau/temps
00
Diagramme vitesse coulisseau/temps
00
Diagramme vitesse coulisseau/temps
00

8 LASCO Presses à vis
Les concepts LASCO...
Une construction solide
Pilier d’alimentationLes composants, comme l’unité de maintenance d’air comprimé, la commande de frein, la lubrifi-cation centralisée et le ventilateur pour le refroidissement du moteur sont montés sur un pilier d’ali-mentation garantissant en grande partie l’élimination des vibrations.
Lubrification centralisée à circulation d’huileLa vis et le palier de poussée sont lubrifiés en permanence par un circuit fermé d’huile avec surveillance électronique des tuyauteries sous pression. Les caractéristiques de glissement des glissières sont maintenues constantes par lubrification optimisée.
Plaque de protection de la table Pour protéger la table de la presse contre l’usure, les presses LASCO sont équipées d’une plaque de protection de la table. Pour la fixation de l’outillage, elle est munie en standard de rainures en T ou de dispositifs individuels – comme par exemple des bridages hydrauliques ou des barres de bridage.
Outillages multipostesEn option, les presses à vis LASCO peuvent être équipées avec un outillage multiposte. En fonction de la complexité des processus de formage à réaliser, cet outillage multiposte peut être également utilisé en combinaison avec un patin de manoeuvre sur
le coulisseau ou avec une table tournante pour les matrices inférieures. Cela s’avère surtout utile lorsque les propriétés des matériaux et la géométrie des ébauches à former nécessitent une transformation en plusieurs étapes.
Mesure de la force de pressionLa force de pression exercée lors du formage est mesurée au moyen de jauges de contraintes. En cas de dépassement de la force maximale autorisée, le système émet un message d’alerte et, en cas de surcharge répétée, arrête la machine afin d’éviter un éventuel endommagement de la presse.
Moteurs asynchrones à courant triphasé installés symétriquement sur le volant d’une presse à vis (SPR 2500).
Coupe du système de guidage coulisseau thermiquement neutre (SPR 2500).
Presse à vis automatisée LASCO SPR 1250 chez un sous-traitant automobile aux Etats-Unis.

LASCO Presses à vis 9
...en détail
Sécurité maximale d’exploitation
Bâti de la presse en plusieurs partiesLe bâti de la presse composé de plusieurs parties offre une série d’avantages. Cette conception permet d’exclure les contraintes de cisaillement à la jonction entre la table et les montants ainsi qu’entre les montants et la traverse. Elle facilite de plus le transport et le montage de la presse pour les unités de grandes dimensions.
Mais avant tout, le bâti en plusieurs parties est nettement plus rigide grâce au montage précontraint. A tension égale, la détente du bâti atteint seulement 20% de celle d’un modèle à bâti monobloc. Cela n’augmente pas seulement la durabilité du bâti, mais permet aussi de concevoir des presses avec d’excellentes performances, ou de réduire la taille du bâti par rapport à un bâti monobloc.
FondationsDes éléments d’amortissement sous la plaque de fondation, disponibles en option, garantissent un fonctionnement de la presse exempt de vibrations. Le transfert de secousses à l’environnement de la presse est ainsi réduit à un niveau minimum.
Section partielle d’une presse à vis LASCO. Le bâti de la presse, en plusieurs parties et précontraint par tirants, est optimisé pour les cas les plus complexes.

10 LASCO Presses à vis
Commandes des processus
Pas de compromis en matière de sécurité des processus
Nous adaptons également aux souhaits de nos clients le design des interfaces homme-machine. Ainsi, nous proposons aussi en option la présentation des menus écran et des graphiques selon les exigences spécifiques du client (naturellement également en plusieurs langues).
L’interface opérateur s’effectue par écran couleur qui - comme les touches du terminal - est dans la langue du pays. La saisie, la gestion et la consignation dans le protocole des données peuvent être effectuées durant le fonctionnement de la machine et être transmises au réseau de l’entreprise par une interface.
L’implantation de modules logiciels spécifiques du client est possible. Sur demande, nous intégrons des systèmes de télémaintenance par téléphone ou Internet.
Commande décentraliséeLe « cerveau » de toute machine-outil moderne est sa commande décentralisée. En accord avec notre philosophie de « prestation orientée client », nous programmons et configurons nous-mêmes ces commandes individuellement en fonction du profil des tâches de la machine de forgeage.
Les compétences de LASCO en programmation de logiciels ainsi que dans la conception et le montage de composants électroniques et électriques nous donnent la flexibilité nécessaire permettant de répondre à tous les souhaits techniquement réalisables. La fabrication d’interfaces, l’intégration dans le process existant ou la création de commande de niveau supérieur pour des machines cyclées font partie de notre pratique courante.
Les commandes de processus et de machines LASCO présentent toutes les caractéristiques d’une organisation moderne de la production :
� Réglages centralisés dépendant du produit et gestion de tous les paramètres machine ;
� Gestion des données produits, connexion avec base de données en option ;
� Saisie des données de fonctionnement ;
� Suivi de production ;
� Intégration dans le PPS ;
� Programme de maintenance intégré ;
� Système d’acquisition des données intégré.
La conception, la programmation et le montage de composants électroniques et électriques sont une des compétences clés de LASCO.

LASCO Presses à vis 11
Programmée individuellement...
Interface opérateur selon vos souhaits
Des interfaces performantes assurent une communication en temps réel avec les systèmes d’automatisation et les robots industriels. Un système d’acquisition des données est intégré de base et offre des possibilités d’archivage des signaux binaires et analogiques, internes et externes.
Nos concepts de commande sont décentralisés sur la base de systèmes à bus. Pour les plates-formes, nous utilisons
uniquement du matériel informatique de standard international. Ceci offre la possibilité à nos clients, non seulement d’effectuer eux-mêmes d’éventuels ajustements ou l’entretien, mais permet également d’effectuer des évolutions ou extensions de programmation à moindres coûts en cas de modification des besoins. Cela contribue largement à garantir une sécurité élevée de l’investissement.
LASCO crée les menus de commande et les masques-écrans en fonction des souhaits individuels des clients. Ici, un exemple réalisé pour un client chinois.
12 LASCO Presses à vis
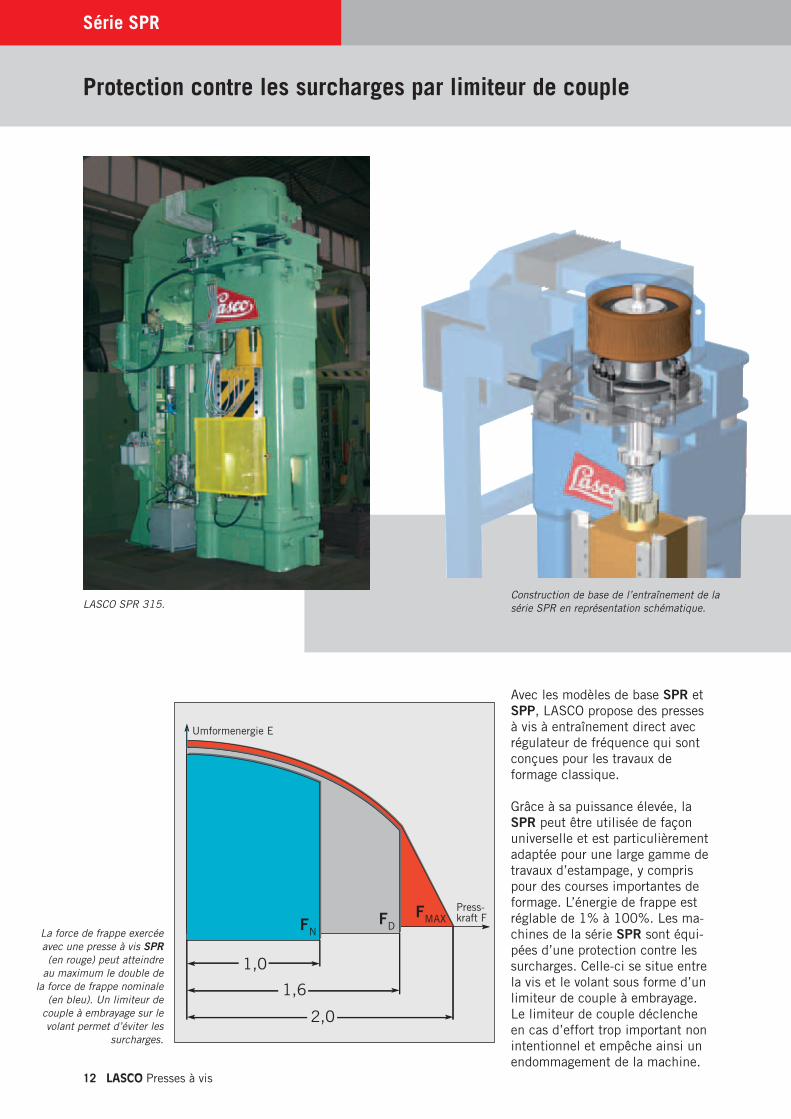
Avec les modèles de base SPR et SPP, LASCO propose des presses à vis à entraînement direct avec régulateur de fréquence qui sont conçues pour les travaux de formage classique.
Grâce à sa puissance élevée, la SPR peut être utilisée de façon universelle et est particulièrement adaptée pour une large gamme de travaux d’estampage, y compris pour des courses importantes de formage. L’énergie de frappe est réglable de 1% à 100%. Les ma-chines de la série SPR sont équi-pées d’une protection contre les surcharges. Celle-ci se situe entre la vis et le volant sous forme d’un limiteur de couple à embrayage. Le limiteur de couple déclenche en cas d’effort trop important non intentionnel et empêche ainsi un endom magement de la machine.
Série SPR
Protection contre les surcharges par limiteur de couple
La force de frappe exercée avec une presse à vis SPR (en rouge) peut atteindre
au maximum le double de la force de frappe nominale
(en bleu). Un limiteur de couple à embrayage sur le volant permet d’éviter les
surcharges.
LASCO SPR 315.Construction de base de l’entraînement de la série SPR en représentation schématique.
LASCO Presses à vis 13
Série SPP
Spécialiste en matière de calibrage et d’estampage
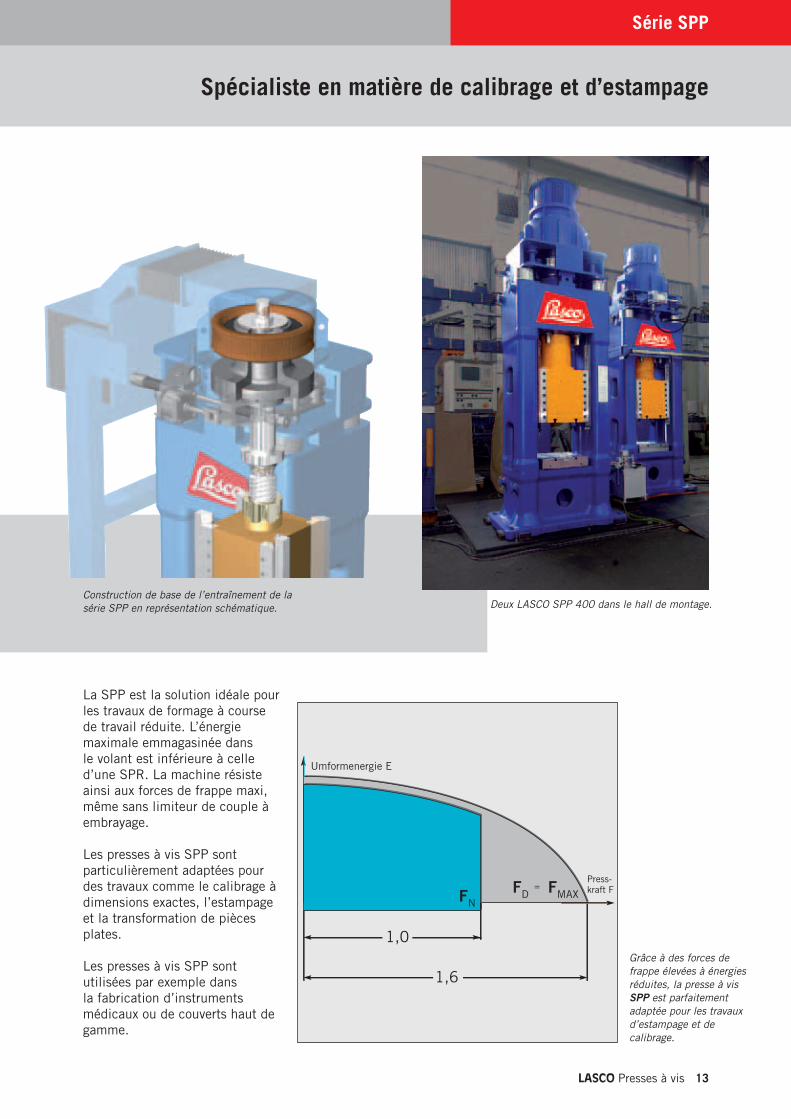
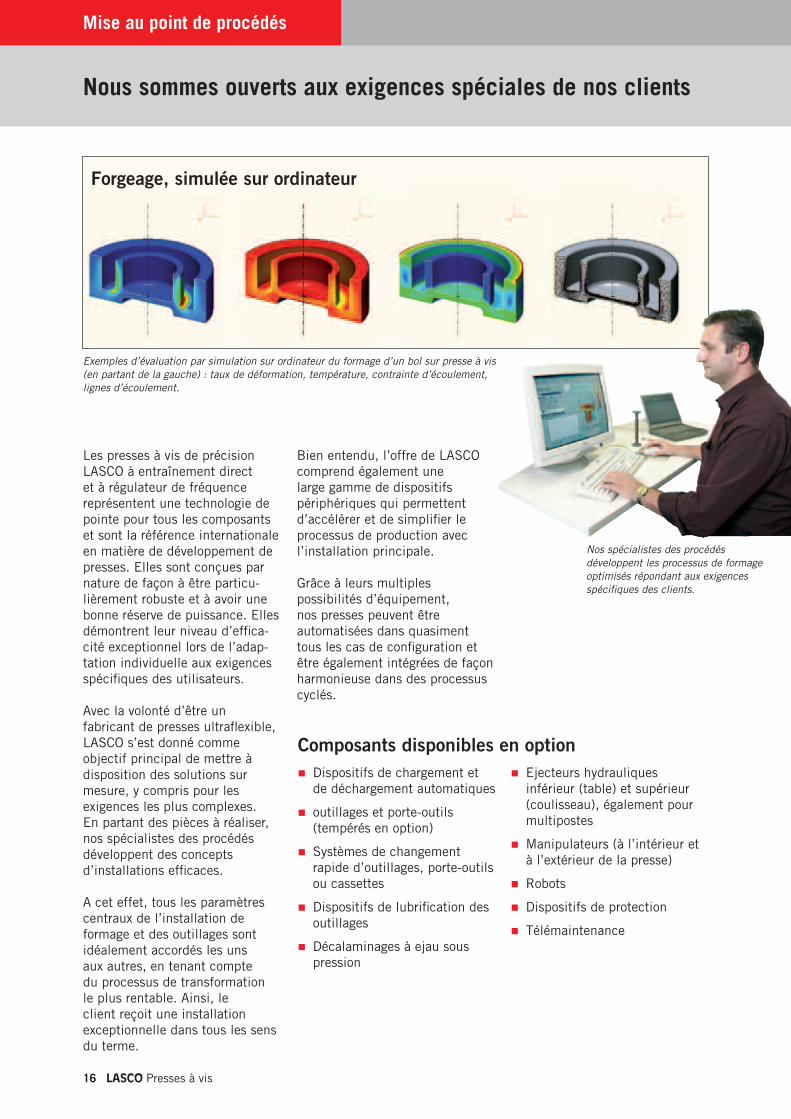
La SPP est la solution idéale pour les travaux de formage à course de travail réduite. L’énergie maximale emmagasinée dans le volant est inférieure à celle d’une SPR. La machine résiste ainsi aux forces de frappe maxi, même sans limiteur de couple à embrayage.
Les presses à vis SPP sont particulièrement adaptées pour des travaux comme le calibrage à dimensions exactes, l’estampage et la transformation de pièces plates.
Les presses à vis SPP sont utilisées par exemple dans la fabrication d’instruments médicaux ou de couverts haut de gamme.
Grâce à des forces de frappe élevées à énergies réduites, la presse à vis SPP est parfaitement adaptée pour les travaux d’estampage et de calibrage.
Deux LASCO SPP 400 dans le hall de montage.Construction de base de l’entraînement de la série SPP en représentation schématique.

14 LASCO Presses à vis
Modèles spéciaux
Presses à vis pour le formage de l’aluminium
Les presses à vis à entraînement direct et régulateur de fréquence de LASCO ont également fait leurs preuves depuis de nombreuses années dans le domaine du formage de pièces en aluminium et en alliages d’aluminium. Néanmoins, en raison des propriétés particulières du matériau, il convient de tenir compte de quelques particularités dans la construction de la machine.
Alors que dans les presses à vis pour les travaux classiques de forgeage ou de calibrage d’acier le coulisseau se déplace à des vitesses allant jusqu’à 0,7 m/s, les aptitudes à l’écoulement des matières à teneur élevée
en aluminium nécessitent une vitesse de formage plus lente. Dans la pratique, une limitation de la vitesse maximale à 0,5 m/s a fait ses preuves. Grâce à une conception adaptée du volant, l’énergie nominale reste conservée même avec cette variante de presse.
Cela permet d’obtenir un fluage optimal de la matière dans la gravure, même avec des géométries complexes (par exemple de fines nervures). Le fonctionnement en générateur de l’entraînement garantit la possibilité de donner rapidement une série de frappes indépendantes avec une utilisation d’énergie efficace.
Presse à vis LASCO SPR 2000 avec une force de frappe nominale de 20.000 kN chez un fabricant allemand de pièces de structure en aluminium.

LASCO Presses à vis 15
Modèles spéciaux
Une puissance délivrée fiable
Presse à vis SPR 400 fabriquant des garnitures électriques en alliages d’aluminium pour véhicules sur rails. Les ébauches chauffées dans un four (à gauche) sont amenées à l’opérateur de la presse par une glissière.
Pièces de précision en aluminium et alliages d’aluminium, telles qu’elles sont transformées sur des presses à vis LASCO dans des matrices fermées ou ouvertes.Avec l’aimable permission de: Leiber Group GmbH & Co. KG
16 LASCO Presses à vis
Mise au point de procédés
Nous sommes ouverts aux exigences spéciales de nos clients
Les presses à vis de précision LASCO à entraînement direct et à régulateur de fréquence représentent une technologie de pointe pour tous les composants et sont la référence internationale en matière de développement de presses. Elles sont conçues par nature de façon à être particu-lièrement robuste et à avoir une bonne réserve de puissance. Elles démontrent leur niveau d’effica-cité exceptionnel lors de l’adap-tation individuelle aux exigences spécifiques des utilisateurs.
Avec la volonté d’être un fabricant de presses ultraflexible, LASCO s’est donné comme objectif principal de mettre à disposition des solutions sur mesure, y compris pour les exigences les plus complexes. En partant des pièces à réaliser, nos spécialistes des procédés développent des concepts d’installations efficaces.
A cet effet, tous les paramètres centraux de l’installation de formage et des outillages sont idéalement accordés les uns aux autres, en tenant compte du processus de transformation le plus rentable. Ainsi, le client reçoit une installation exceptionnelle dans tous les sens du terme.
Bien entendu, l’offre de LASCO comprend également une large gamme de dispositifs périphériques qui permettent d’accélérer et de simplifier le processus de production avec l’installation principale.
Grâce à leurs multiples possibilités d’équipement, nos presses peuvent être automatisées dans quasiment tous les cas de configuration et être également intégrées de façon harmonieuse dans des processus cyclés.
� Dispositifs de chargement et de déchargement automatiques
� outillages et porte-outils (tempérés en option)
� Systèmes de changement rapide d’outillages, porte-outils ou cassettes
� Dispositifs de lubrification des outillages
� Décalaminages à ejau sous pression
Composants disponibles en option
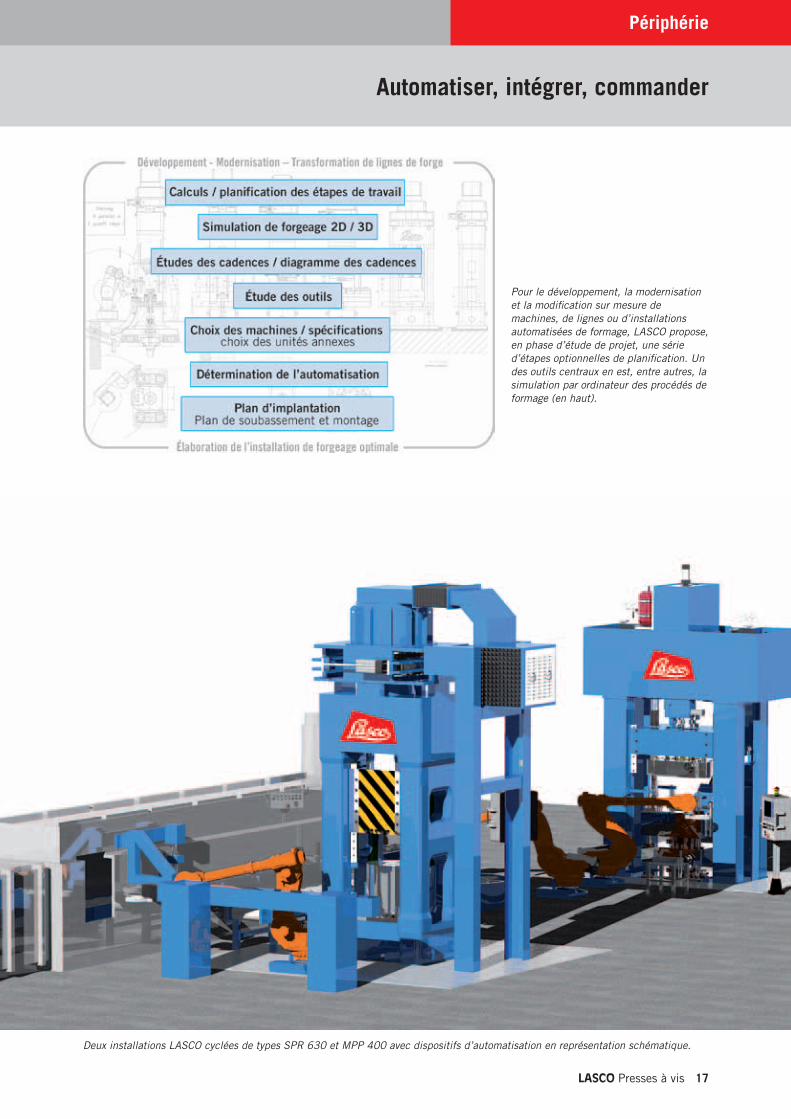
Exemples d’évaluation par simulation sur ordinateur du formage d’un bol sur presse à vis (en partant de la gauche) : taux de déformation, température, contrainte d’écoulement, lignes d’écoulement.
Forgeage, simulée sur ordinateur
Nos spécialistes des procédés développent les processus de formage optimisés répondant aux exigences spécifiques des clients.
� Ejecteurs hydrauliques inférieur (table) et supérieur (coulisseau), également pour multipostes
� Manipulateurs (à l’intérieur et à l’extérieur de la presse)
� Robots
� Dispositifs de protection
� Télémaintenance
LASCO Presses à vis 17
Périphérie
Automatiser, intégrer, commander
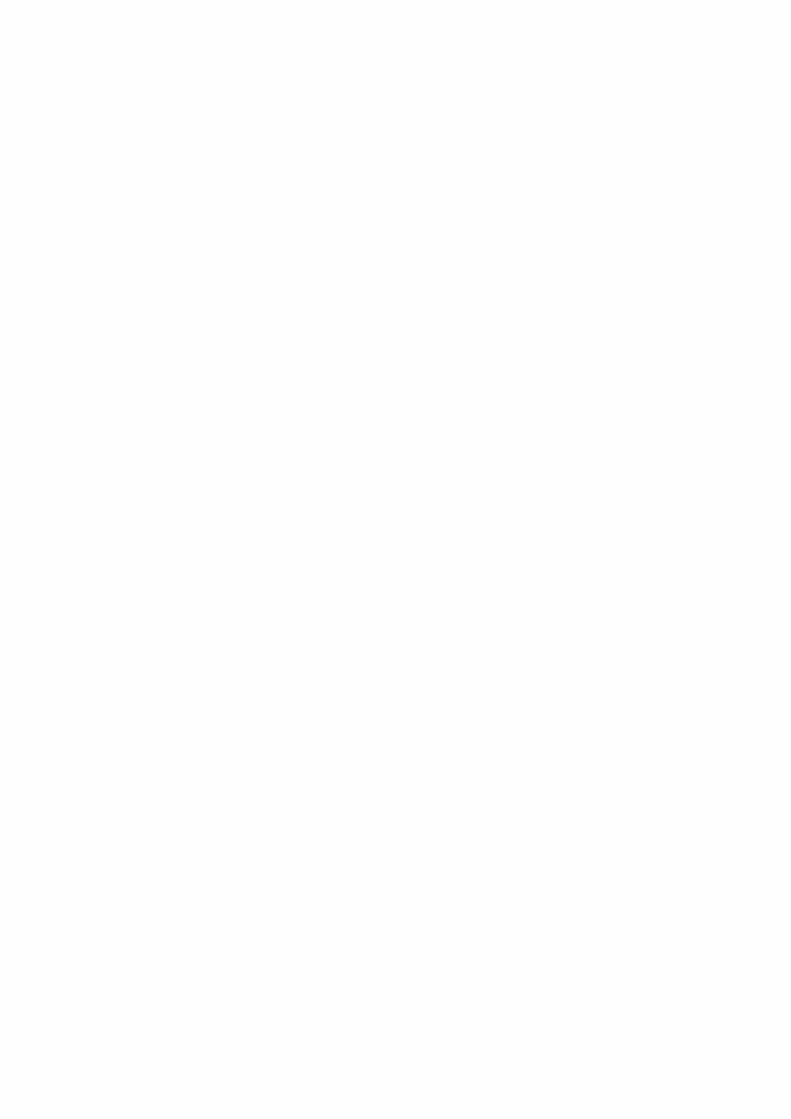
Pour le développement, la modernisation et la modification sur mesure de machines, de lignes ou d’installations automatisées de formage, LASCO propose, en phase d’étude de projet, une série d’étapes optionnelles de planification. Un des outils centraux en est, entre autres, la simulation par ordinateur des procédés de formage (en haut).
Deux installations LASCO cyclées de types SPR 630 et MPP 400 avec dispositifs d’automatisation en représentation schématique.

18 LASCO Presses à vis
Un service complet
Les PLUS de LASCO
Tous les composants primordiaux à la qualité des installations sont réalisés chez LASCO par nos spécialistes possédant une longue expérience en la matière. La souplesse et la rapidité de décision, propre à une entreprise de taille moyenne, nous permettent de répondre parfaitement aux attentes de nos clients et de proposer un seul
Un seul intervenant pour une solution parfaitement adaptée
intervenant pour une solution complète parfaitement adaptée aux besoins.
Complété par un service après-vente personnalisé sur l’ensemble du globe, LASCO propose à ses clients des prestations qui font référence sur le marché mondial de-puis plusieurs décennies.
C’est dans des groupes de travail interdisciplinaires que les collaborateurs LASCO définissent ensemble la solution idéale aux problèmes de formage.
Les spécialistes des services commerciaux, études, production, montage et SAV permettent à LASCO de répondre pleinement et de façon flexible aux attentes des clients.
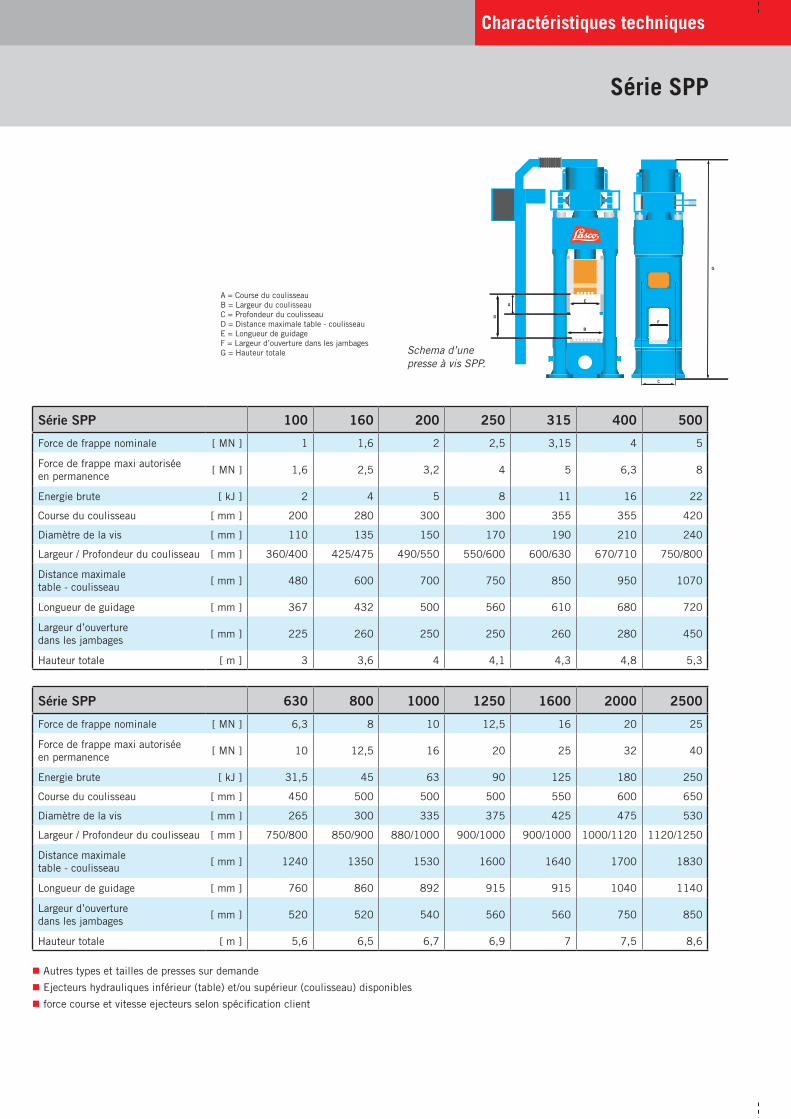
Charactéristiques techniques
Série SPP
A
D
E
B
F
G
C
A = Course du coulisseauB = Largeur du coulisseauC = Profondeur du coulisseauD = Distance maximale table - coulisseauE = Longueur de guidage F = Largeur d’ouverture dans les jambages G = Hauteur totale Schema d’une
presse à vis SPP.
� Autres types et tailles de presses sur demande
� Ejecteurs hydrauliques inférieur (table) et/ou supérieur (coulisseau) disponibles
� force course et vitesse ejecteurs selon spécification client
Série SPP 100 160 200 250 315 400 500
Force de frappe nominale [ MN ] 1 1,6 2 2,5 3,15 4 5
Force de frappe maxi autoriséeen permanence
[ MN ] 1,6 2,5 3,2 4 5 6,3 8
Energie brute [ kJ ] 2 4 5 8 11 16 22
Course du coulisseau [ mm ] 200 280 300 300 355 355 420
Diamètre de la vis [ mm ] 110 135 150 170 190 210 240
Largeur / Profondeur du coulisseau [ mm ] 360/400 425/475 490/550 550/600 600/630 670/710 750/800
Distance maximaletable - coulisseau
[ mm ] 480 600 700 750 850 950 1070
Longueur de guidage [ mm ] 367 432 500 560 610 680 720
Largeur d’ouverture dans les jambages
[ mm ] 225 260 250 250 260 280 450
Hauteur totale [ m ] 3 3,6 4 4,1 4,3 4,8 5,3
Série SPP 630 800 1000 1250 1600 2000 2500
Force de frappe nominale [ MN ] 6,3 8 10 12,5 16 20 25
Force de frappe maxi autoriséeen permanence
[ MN ] 10 12,5 16 20 25 32 40
Energie brute [ kJ ] 31,5 45 63 90 125 180 250
Course du coulisseau [ mm ] 450 500 500 500 550 600 650
Diamètre de la vis [ mm ] 265 300 335 375 425 475 530
Largeur / Profondeur du coulisseau [ mm ] 750/800 850/900 880/1000 900/1000 900/1000 1000/1120 1120/1250
Distance maximaletable - coulisseau
[ mm ] 1240 1350 1530 1600 1640 1700 1830
Longueur de guidage [ mm ] 760 860 892 915 915 1040 1140
Largeur d’ouverture dans les jambages
[ mm ] 520 520 540 560 560 750 850
Hauteur totale [ m ] 5,6 6,5 6,7 6,9 7 7,5 8,6

Avec l‘aimable permission de: BMB Steering Innovation GmbH, Leiber Group GmbH & Co. KG, Leistritz Turbinenkomponenten, MAHLE Ventiltrieb GmbH, Metallverarbeitung „Grünes Herz“ eG.
www.lasco.com
Siège central:LASCO Umformtechnik GmbHHahnweg 13996450 COBURGALLEMAGNETél +49 9561 642-0Fax +49 9561 642-333E-Mail [email protected] www.lasco.com
LASCO FRANCEMonsieur Thierry Lebailly1, allée des Cèdres78860 SAINT NOM LA BRETÈCHEFRANCETél +33 1 3080-0528 Fax +33 1 3080-0584 E-Mail [email protected]
LASCO USALASCO Engineering Services L.L.C.615 Harbor AvenueMONROE, MI 48162USATél +1 734 241-0094Fax +1 734 241-1316E-Mail [email protected] www.lascoUSA.com
LASCO CHINELASCO (Beijing) Forming Technology Co. Ltd.Huateng Tower, Unit 1706AJia 302, 3rd Area of Jinsong,Chaoyang District100021 BEIJINGR.P. CHINETél +86 10 8773 0378Fax +86 10 8773 0379E-Mail [email protected]
Oct
obre
20
12