LOGICIEL GSVISW - Version Bgear.software.free.fr/FichInstal/ManuVisF.pdfL'organigramme de GSVISW est...
30
LOGICIEL GSVISW - Version B pour WINDOWS NT, 95 ou mieux MANUEL DE L’UTILISATEUR Georges STEVENS Jardins de Diane A11 - 291 chemin de Tucaut - 31270 CUGNAUX - France Tél. et Fax (0)5 61 86 53 82 e-mail : [email protected] 28-09-2013
Transcript of LOGICIEL GSVISW - Version Bgear.software.free.fr/FichInstal/ManuVisF.pdfL'organigramme de GSVISW est...
LOGICIEL GSVISW - Version B
pour WINDOWS NT, 95 ou mieux
MANUEL DE L’UTILISATEUR
Georges STEVENS
Jardins de Diane A11 - 291 chemin de Tucaut - 31270 CUGNAUX - France
Tél. et Fax (0)5 61 86 53 82 e-mail : [email protected] 28-09-2013

INSTALLATION ET PRISE EN MAINS RAPIDES
Installation
Insérez le CD dans son lecteur. Si son contenu ne s'affiche pas automatiquement, ouvrez le au moyen du Poste de Travail ou de l'Explorateur Windows.
Pour installer GSVISW sur votre disque dur, double-cliquez sur le programme d'installation InstalVisW. Il créera un dossier nommé GSREPER (à moins qu'il n'existe déjà) et y copiera le logiciel. Il vous permettra de plus de créer un raccourci matérialisé par une icône sur le bureau de votre ordinateur sur laquelle il vous suffira de double-cliquer pour ouvrir GSVISW.
Vous pouvez si vous le souhaitez déplacer manuellement le fichier gsvisw.exe n'importe où sur votre disque dur.
Prise en mains
L'organigramme de GSVISW est visible à partir de toutes les pages (à l'exception de celles d'aide) en cliquant sur le bouton O rouge situé en haut de page. Vous pouvez ainsi voir où vous vous trouvez et vous diriger dans le logiciel.
Une aide est disponible chaque fois que nécessaire en cliquant sur le menu Aide. De plus, une aide spécifique à certains champs de données est disponible lorsque nécessaire. Elle est signalée par l'apparition d'une bulle « F1 = Aide » lorsque le curseur de la souris passe sur de tels champs. Pour y accéder, cliquez d'abord sur le champ concerné pour le focaliser puis pressez la touche F1.
1
ATTENTIONCe logiciel ne peut être reproduit ou communiqué à des tiers sans l'autorisation de l'auteur. Son utilisation suppose l'adhésion aux conditions stipulées et acceptées dans la convention de concession.
PRESENTATION
Moins que tout autre type d'engrenages, les couples vis sans fin et roue tangente souffrent la médiocrité. Mais bien conçus et réalisés avec compétence ils sont capables de performances excellentes par leur fonctionnement silencieux, leur résistance aux chocs et leur fiabilité. Même leur rendement, s'il n'égale jamais celui des engrenages parallèles, est bien supérieur à ce qu'on pense le plus souvent, sous réserve d'un niveau de qualité suffisant.
GSVISW permet le calcul rapide et précis des principaux paramètres et dimensions des couples roue et vis sans fin et des côtes de contrôle et tolérances selon le standard britannique BS 721.
De plus il permet :
· de signaler les différentes interférences qu'il est ainsi possible d'éviter.
· de tracer le champ d'engrènement, les courbes de rendement et la portée de la vis sur la roue si l’entraxe de taillage de la roue est plus grand que l’entraxe de fonctionnement, ce qui est le cas général.
· de calculer les forces sur les paliers, la contrainte dans le noyau de vis sans fin et la flexion de celle-ci au point d'engrènement.
· de déterminer les temps de taillage et rectification de la vis, et de taillage de la roue par fraise mère ou outil-mouche
· d'enregistrer sur le disque toutes les dimensions et paramètres du couple qui vient d'être traité pour un rappel ultérieur.
L'option CAPACITES DE CHARGE (accessible avec supplément) permet de plus la détermination rapide des couples et puissances admissibles selon trois méthodes parmi les plus fiables :
· standard britannique BS 721-1983.
· standard américain AGMA 6034-A87 de Mars 1988.
· ainsi qu'une troisième méthode due à l'auteur optimisant celle du BS 721.
L’option OUTILS (accessible avec supplément) offre une méthode originale particulièrement simple et efficace pour la réalisation des outils mouche de haute précision et parfaitement conjugués avec la vis sans fin.
GSVISW met à la portée de non spécialistes la conception de couples roue et vis de qualité et sera même certai nement d'une aide précieuse à ceux qui ont déjà l'habitude de ces calculs.
LIMITES
Il permet de traiter ces couples selon le standard britannique BS 721, le standard allemand DIN 3975 ou le système normal donné par G. HENRIOT dans son célèbre TRAITE. Lorsque toutes les dimensions du couple vis et roue sont déjà connues, elles peuvent être introduites individuellement en choisissant l'option <<hors standard >>.
Dans le cas du BS 721 le profil de la vis sans fin est le profil ZI. Dans le cas du DIN 3975, du système normal ou de l'option << hors standard >> le profil peut être au choix le ZI, le ZA ou le ZK.
Des précisions et commentaires sont donnés plus loin sur ces différentes options.
2
MISE EN ROUTE ET DEROULEMENT DU PROGRAMME
GSVISW est protégé par trois codes clés d'accès, le premier concernant la section dimensionnelle, le deuxième l'extension "CAPACITES DE CHARGE", et le troisième l’extension “OUTILS”.
Après démarrage, il vous sera demandé ce(s) code(s) d'accès.
Si vous êtes en période d'essai et en conséquence n'en disposez pas, vous pouvez cependant lancer GSVISW. Vous aurez alors accès à toutes ses fonctions et options mais seuls les nombres pairs de filets et de dents de la roue seront acceptés.
Lorsqu'un nombre apparaît entre parenthèses, il renvoie au paragraphe correspondant de cette notice.
GSVISW vous proposera un premier menu comportant les option suivantes :
· un nouveau cas : à choisir pour traiter un nouveau problème. Après traitement vous aurez la possibilité de l’enregistrer sur le disque dur pour un rappel ultérieur.
· lire un couple sur disque avec modifications : permet la lecture d’un cas déjà traité et ayant été enregistré sur disque en y apportant des modifications éventuelles.
· lire un couple sur disque sans modifications : permet la lecture d’un cas déjà traité et ayant été enregistré sur le disque mais sans possibilité d’y apporter des modifications.
· un couple existant caractéristiques inconnues : pour réaliser un couple de remplacement au modèle.
· supprimer un couple sur disque : pour effacer un couple précédemment enregistré.
· sauvegarder le fichier WORSETW.DAT : il est prudent de sauvegarder périodiquement le fichierWORSETW.DAT qui contient les enregistrements déjà effectués. En cas d’incident toujours possible, on aura alors la possibilité de copier ce fichier à partir de la sauvegarde vers le répertoire GSREPER.
· exit GSVISW : si un problème a été traité, GSVISW vous demandera avant de quitter si vous souhaitez l’enregistrer.
Dans le cas de l’option N°1 GSVISW vous demandera de choisir le standard selon lequel le couple doit être traité.
Les standards suivants sont disponibles :
· standard britannique BS 721 - 1963.
· système normal tel qu’exposé dans le Traité Théorique et Pratique des Engrenages de G. HENRIOT.
· standard allemand DIN 3975
· standard AGMA 341-02
· ou hors standard, toutes les dimensions étant accessibles individuellement.
Entrez ou modifiez les paramètres nécessaires au traitement de votre problème. Ne vous seront accessibles que ceux correspondant à l’option choisie : si par exemple vous avez choisi l’option “sans déport”, vous pourrez entrer le quotient diamétral q mais pas le module réel ou l’angle d’inclinaison d’hélice. Dans le cas contraire, ce sont ces deux derniers paramètres qui vous seront accessibles mais pas le quotient diamétral.
Si nécessaire, une aide en ligne est disponible en cliquant sur le menu “Aide” ou au moyen de la touche F1.
Après avoir cliqué sur OK, le traitement est lancé.
3
GSVISW signalera :
· les interférences sur la vis ou sur la roue
· lorsque l’épaisseur en sommet de filet ou de dent de roue est anormalement faible ou en arête vive.
ENREGISTREMENT SUR DISQUE
Chaque fois qu'un couple a été traité, ou qu'une modification a été apportée à un cas déjà enregistré, GSVISW vous proposera de l'enregistrer sur le disque pour un rappel ultérieur.
L'identification se fait à partir d'une référence (30 caractères maximum), d'un numéro (8 chiffres ou caractères maximum) et éventuellement d'un indice.
Si vous avez omis les références ou numéros lors de la saisie, ils vous seront demandés au moment de l'enregistrement.
Si vous avez seulement procédé à des modifications sur un couple déjà enregistré, la référence et le numéro existants seront conservés.
LECTURE SUR DISQUE
Un écran de sélection est affiché. Vous pouvez faire défiler tous les enregistrements effectués et sélectionner le couple souhaité. Le classement est effectué au choix selon l'ordre alphabétique des références, ou selon les numéros croissants, ou selon les entraxes croissants.
Sur chaque ligne figure la référence du couple, son numéro, son indice s'il existe, son entraxe et son rapport nombre de filets/nombre de dents.
Si l’option LECTURE SANS MODIFICATIONS a été choisie, les dimensions générales sont directement affichées. Si on a choisi l’option LECTURE AVEC MODIFICATIONS l’écran de saisie s’affiche afin de permettre la modification d’une ou plusieurs données.
Les enregistrements se font dans un fichier nommé WORSETW situé dans un répertoire du disque dur nommé GSREPER qui est ouvert automatiquement lors du lancement de GSVISW.
SECTION DIMENSIONNELLE
GENERALITES SUR LES ENGRENAGES A VIS SANS FIN
Il est important, pour traiter efficacement ce type d'engrenage, d'avoir des idées claires sur les problèmes qui son liés à son fonctionnement et à sa réalisation. On en trouvera ci-dessous quelques principes de base.
L'outillage pour le taillage et la rectification des vis sans fin est peu important et peu coûteux. Par contre l'ou tillage de taillage de la roue tangente est toujours onéreux. Si les quantités à fabriquer sont peu importantes, la roue peut être taillée au moyen d'un outil mouche. Ce type d'outil est d'un coût modéré, il assure, s'il est bien réalisé, une excellente précision mais nécessite un temps de taillage considérablement plus important qu'une fraise mère. Afin d'éviter des pro -blèmes de division délicats à effectuer sur la machine à tailler, il convient d'éviter systématiquement toute combinaison du nombre de filets et du nombre de dents présentant un diviseur commun : par exemple 4 filets et 30 dents sont à pros-crire, il faut préférer 4 filets et 29 dents ou 31 dents.
Si les quantités à tailler le justifient il y aura intérêt à réaliser une fraise mère. Le coût en est beaucoup plus élevé mais le temps de taillage est considérablement réduit par rapport à l'outil mouche. Sans que ce soit un impératif aussi absolu, on évitera, comme pour l'outil mouche, une combinaison nombre de filets et nombre de dents présentant un diviseur commun.
Lorsqu'on réalise un outil de taillage pour la roue, fraise mère ou outil mouche, celui-ci est fait en correspon dance ab-solue avec la vis sans fin qui doit engrener avec la roue à tailler. On pourra donc tailler avec cet outil des roues de nombres de dents quelconques à condition qu'elles engrènent avec la vis sans fin correspondante, c'est à dire qu'elles soient aux mêmes profil, module, angle de pression, angle d'inclinaison d'hélice etc. Les entraxes devront donc être égaux à la demi-somme des diamètres primitifs de vis et de roue, avec un peu de latitude par déport de taillage de la
4
roue positif ou négatif.
Il résulte de tout cela que, contrairement aux engrenages à axes parallèles, il n'y a pas et il ne peut pas y avoir de standardisation au niveau des modules. Pour le projeteur ayant à faire face à un nouveau projet le problème se pose donc de la façon suivante : est-il possible d'utiliser dans de bonnes conditions un outil existant, c'est à dire avec un dé-port de taillage de la roue acceptable ? Si ce n'est pas le cas on dispose d'une liberté totale dans le choix des modules, angle de pression, d'inclinaison d'hélice etc. En particulier il n'y aucune nécessité à ce que les modules, réel ou axial, soient des nombres ronds, autant de décimales que nécessaire pouvant être utilisées.
(1) Dans cette optique GSVISW offre l'alternative "avec ou sans déport", et il est évident que la première possibilité ne devra être retenue que dans le but d'utiliser un outil existant.
Dans ce cas le module réel à entrer doit être exactement celui de l'outil (égal au module axial de l'outil multi plié par le cosinus de l'angle d'inclinaison d'outil). L'angle d'inclinaison de vis gamma à entrer doit être légèrement plus grand que l'angle d'inclinaison d'outil, mais en aucun cas plus faible ; cela conduira à un diamètre de vis légèrement plus faible que celui de l'outil. Il faudra aussi s'assurer que le déport reste acceptable. L'auteur recommande d'ailleurs d'éviter au-tant que possible les déports négatifs de quelque importance. En effet ceux-ci favorisent l'apparition de l'interférence en pied de dent et diminuent la capacité de charge. Les déports positifs ne présentent pas cet inconvénient mais, s'ils sont exagérés, diminuent par trop l'épaisseur sna de la dent à son sommet. Voir paragraphe (4) plus loin.
Dans le cas où un nouvel outil doit être créé, c'est à dire dans le cas "sans déport", GSVISW demande le quotient diamétral q de la vis sans fin. Le quotient diamétral est un nombre fictif qui caractérise, pour un module axial et un nombre de filets donnés, les proportions générales de la vis sans fin. Le quotient diamétral est égal au diamè tre primitif divisé par le module axial. Plus le quotient diamétral est élevé plus l'inclinaison d'hélice est faible et plus le diamètre à fond de filets est grand. En théorie il y aurait intérêt à choisir le quotient diamétral le plus faible possible afin d'avoir l'inclinaison d'hélice la plus grande possible et donc le rendement le plus élevé. En pratique il convient d'observer dans ce choix une certaine modération. En effet un quotient diamétral trop faible conduit à un diamètre à fond de filets trop faible, donc à une flexion de la vis importante qui altère les conditions d'engrènement et le rendement, et peut même conduire à une contrainte dangereuse dans le noyau de la vis sans fin. A noter que dans le cas le plus courant où la vis n'est pas montée en porte à faux GSVISW affiche les valeurs de la flexion et de la contrainte au point d'engrènement ce qui permet de vérifier qu'elles restent acceptables. Ces valeurs sont accessibles en cliquant sur « Charges sur les paliers ». On trouvera ci-dessous un tableau donnant des valeurs indicatives pour le quotient diamétral q en fonction du nombre de filets z1. z1 1 2 3 4
q 10 à 16 9.5 à 15 9.5 à 14 9.5 à 13 z1 5 6 7 8
q 9 à 12 9 à 11 8.5 à 11 8.5 à 11 Il s’agit là de valeurs moyennes qui demandent à être vérifiées en ce qui concerne la flexion sous charge et la con trainte dans le noyau. Lorsque celles-ci le permettent il n'est pas interdit de retenir des valeurs plus faibles en vue en vue d’obtenir le rendement maximum.
En théorie l’outil de taillage, fraise mère ou outil mouche, devrait être la réplique exacte, en ce qui concerne le profil, le pas et le nombre de filets, de la vis sans fin. Il ne devrait en différer que par son diamètre extérieur un peu plus grand pour aménager le jeu à fond de dents.
Dans la pratique cela n'est pas recommandable et c'est impossible pour les fraises mères. Si en effet l'outil était réalisé conformément à la théorie on obtiendrait théoriquement un portage sur toute la largeur de la roue et le moindre désalignement de cette dernière par rapport à la vis, que ce soit par défaut de montage ou par flexion sous charge, entraînerait en réalité un portage sur l'arête latérale de la roue avec les conséquences néfastes que l'on peut penser. Il est donc fortement conseillé de réaliser l'outil de taillage avec un diamètre légèrement supérieur à celui de la vis, ce qui a pour effet de limiter le portage dans la zone centrale de la roue et de rendre le centrage au repos et sous charge beaucoup moins critique. Il s'agit là d'une modification tout à fait analogue à ce qui est obtenu par la denture bateau
5
dans les engrenages à axes parallèles. GSVISW offre la possibilité d’observer la portée qui sera obtenue en fonction de l’augmentation de l’entraxe de taillage (voir plus loin.)
La valeur du surdiamètre à donner à l'outil dépend de trop de paramètres pour qu'il soit possible de la fixer mais n'excède pas quelques pour-cent.
Un autre problème extrêmement délicat réside dans le fait que l'outil de taillage doit être détalonné ce qui a pour effet d'en compliquer considérablement la géométrie. On comprendra, quand on sait que les performances en fonctionnement dépendent pour une part essentielle de l'exactitude géométrique de la vis et de la roue, qu'il convient de faire appel à des spécialistes pour l'exécution du couple et encore plus pour la réalisation de l'outil. L’option “OUTIL” offre une méthode précise de réalisation des outils mouche ne nécessitant qu'une affûteuse équipée d'un générateur d'hélice.
Le système BS 721 implique l'utilisation du profil ZI. Les systèmes DIN 3975 et normal, ainsi que l'option <<hors stan-dard>> laissent le choix entre les profils ZI, ZA et ZK. En soi, comme l'écrit à juste titre G. HENRIOT dans son célèbre Traité, il est bien difficile de dire, au niveau du fonctionnement, que tel profil est supérieur aux autres. Mais ce qui est capital, c'est la parfaite conjugaison des profils de roue et de vis et à ce titre, en raison des facilités de contrôle, le profil ZA et encore plus le profil ZI offrent une forte supériorité par rapport au profil ZK comme on le verra dans les para-graphes ci-dessous qui examinent chacun de ces profils.
Il est également important de noter que les différences entre les différents profils n'apparaissent d'une façon sensible que lorsque l'angle d'inclinaison d'hélice atteint une certaine valeur. Dans la pratique, pour des valeurs faibles de cet angle, c'est à dire dans la majorité des cas de vis à 1 filet, les différences se chiffrent en microns et on peut pratiquement dire qu'il n'y a pas de différences entre les différents profils. C'est la raison pour laquelle le profil ZK devrait être réservé aux vis sans fin à 1 filet.
(2) Le système BS 721 interdit l'utilisation de roues d'un nombre de dents inférieur à 17. Bien qu'il n'y ait pas d'empêchement théorique absolu à franchir cette limite, il est certain que c'est à déconseiller fortement. Cela con duit en effet à des modules beaucoup trop grands par rapport à la dimension du couple roue-vis. Il est bien préférable d'augmenter pour un rapport donné le nombre de filets et donc le nombre de dents de la roue et l'auteur conseille même d'éviter les nombres de dents inférieurs à 20. GSVISW demande confirmation lorsqu'un nombre de dents inférieur à 17 est introduit.
(3) Comme les engrenages parallèles, le taillage des roues tangentes est sujet à interférence en pied de dent : il s'agit d'une interférence tout à fait analogue à celle que l'on rencontre avec les engrenages à axes parallèles lorsque le nombre de dents est trop faible, GSVISW signale ce type d'interférence mais laisse cependant la latitude de la conserver. Il est évident qu'il est fortement conseillé de l'éviter mais, si on décide de la conserver, il sera prudent d'en vérifier l'importance en effectuant le tracé du champ d'engrènement ; elle apparaît sur ce dernier par un tracé en rouge de la courbe limite correspondant au diamètre extérieur de la vis, cette courbe étant située sur la gauche du tracé. Pour l'éviter il conviendra d'augmenter le déport positif de taillage, ou plus simplement l'angle de pression.
(4) Les déports positifs, s'ils sont exagérés, réduisent par trop l'épaisseur sna au sommet de la dent de la roue et partant la vie de la roue. GSVISW signale tout déport positif qui conduit à une épaisseur sna inférieure à 0.6 module réel, ce qui correspond approximativement à une diminution d'épaisseur de 20 % par rapport à la valeur normale et donc à une perte correspondante de la vie. Confirmez si la vie de la roue n'est pas critique, par exemple dans le cas de marche très intermittente, ou modifiez les données, par exemple en augmentant le nombre de dents de la roue d'une unité.
(5) Un angle de pression trop grand peut conduire à une épaisseur au sommet de filet trop faible ou même en arête vive. GSVISW demande confirmation lorsque l'épaisseur au sommet est inférieure à 0.3 module réel et refuse l'épaisseur au sommet en arête vive.
(6) Le tracé du champ d'engrènement accessible à partir de la page DIMENSIONS en présente les projections en plan et en élévation. C’est une surface gauche limitée à la retraite par le diamètre extérieur de la vis, et en approche par le diamètre extérieur de la roue. Apparaissent également les lignes de contact dans la position critique, c'est à dire dans la position, au cours du cycle d'engrènement, où elles sont les plus courtes. Tracée en vert, tangente à la limite du champ, on voit la ligne 0, qui est une ligne fictive se situant exactement au moment où elle va entrer dans le champ et donc devenir réelle. La ligne 1 et éventuellement la ligne 2, qui n'existe pas toujours, apparaissent en bleu. On peut par l'ob-servation de ces lignes se faire une idée du "rapport de conduite". Sur le coté gauche de l’écran on peut voir ces lignes de contact sur le flanc de dent de la roue. S’il y a interférence de taillage de la roue, celle-ci apparaît en rouge : il n’y a plus de contact en dessous de la ligne rouge. Il est possible au moyen des boutons “Avant” et “Arrière” de faire défiler
6
les lignes de contact pour observer leur déplacement en cours de cycle.
Dans certains cas anormalement "tendus", par exemple de déport trop important, il n'est pas possible de tracer en totalité le champ d'engrènement.
STANDARD BRITANNIQUE BS 721
Ce système est, de l'avis de l'auteur, le plus évolué et le plus complet. Il est donc fortement conseillé.
La saillie du filet est égale à 1 module axial et la hauteur du filet est égale à 2.2 module réel (2.25 toléré). La hauteur active du filet ou de dent de roue est égale à 2 modules réels.
Le profil de la vis sans fin est le profil ZI, c'est à dire la développante de cercle (involute).
(7) L'angle de pression servant de référence est l'angle de pression réel toujours égal, selon le standard, à 20°. Il n’y a cependant aucun inconvénient à s’en écarter quelque peu, par exemple pour éviter une interférence de taillage.
(8) Le diamètre de base db1 doit toujours être plus petit que le diamètre actif de la vis (égal au diamètre extérieur - 4 modules réels).
(9) Ce système laisse une certaine latitude sur la largeur de la roue b2. Ce n'est pas toujours avantageux de retenir les plus grandes valeurs ; en particulier avec des inclinaisons d'hélice de quelque importance l'augmentation de la largeur b2 n'apporte que peu d'augmentation de la longueur des lignes de contact, ce qui pourra être constaté en effectuant la projection du champ d'engrènement mais peut provoquer une interférence dans la zone de fuite de la dent.
(10) De même il laisse une certaine latitude sur le diamètre extérieur de2 de la roue. Chaque fois que possible il conviendra de retenir la plus grande valeur ce qui a pour effet d'augmenter sensiblement la capacité de charge du couple roue et vis.
Le profil ZI imposé présente de nombreux avantages :
· limitation des interférences en pied de dent de la roue.
· les calculs nécessaires pour l'exécution d'une fraise mère ou d'un outil mouche sont très simplifiés. Dans le cas d'un taillage par fraise mère, la conjugaison des profils est assurée pendant toute la vie de l'outil (voir pour plus de détails la communication faite par l'auteur au Congrès mondial des engrenages 1986 et son ouvrage GEOMETRIE DES ENGRENAGES A VIS SANS FIN - THEORIE ET PRATIQUE).
Le contrôle du profil de la vis sans fin est particulièrement simple. Il suffit en effet de palper avec un comparateur la tangente à l'hélice de base qui est rectiligne. L'angle d'incidence du profil étant nul sur toute la longueur de celle-ci, on peut utiliser un comparateur à touche sphérique de diamètre quelconque sans affecter la lecture. Il est vrai que l'obtention de ce profil nécessite un équipement spécial de diamantage de la meule de rectification, mais ceci est également vrai pour tous les autres profils, à l'exception du ZK qui présente par ail leurs des inconvénients considérables.
(11) Le BS 721 offre de plus un système de tolérances complet et bien adapté aux couples roue et vis sans fin. Il prévoit 5 grades de battement (jeu d'engrènement) numérotés de 1 à 5, le numéro 1 correspondant au battement minimum. Les grades 1 et 2 doivent être utilisés avec prudence si le fonctionnement est sujet à échauffement appréciable, un serrage étant possible. Les grades 3 et 4 conviennent aux applications courantes de mécanique générale. Le grade 5 autorise une température de fonctionnement de 120°. Le BS 721 prévoit également 4 classes de précision repérées A, B, C et D, la classe A étant la plus précise. A titre indicatif la classe C convient aux applications courantes de mécanique générale. Ce système couvre les tolérances de pas de la vis (incluant de fait la division de la vis), de profil de la vis, d'épaisseur de la vis et de division de la roue.
(12) pas de la vis : en prenant un point d'un filet comme origine, et pour une distance Lx (pouvant être 0) à partir de ce point, on a la tolérance de position de chaque filet.
(13) profil de la vis (fig. 1) : on palpe la tangente rectiligne à l'hélice de base, en décalant le comparateur du rayon de base par rapport à l'axe de la vis et en inclinant sa course de l'inclinaison d'hélice de base. La tolérance s'entend comme l'écart positif ou négatif admissible par rapport à un point situé à mi-hauteur utile du profil, c'est à dire à 1 module réel

7
mesuré radialement depuis le sommet du filet.
(14) épaisseur de la vis : le maxi est constitué par la côte nominale, la tolérance étant toujours négative. GSVISW donne la côte de corde constante scn correspondant au maximum ainsi que la hauteur de mesure correspondante hcn. L'erreur sera négligeable en déduisant, pour le minimum, la tolérance de la côte maximum. GSVISW donne également les côtes maximum et minimum correspondantes sur 2 piges pour les nombres de filets pairs et sur 3 piges pour les nombres de filets impairs.
(15) division de la roue : une dent étant prise pour origine et numérotée 0, GSVISW donne la tolérance positive ou négative de toutes les dents numérotées de 1 à z2 / 2 correspondant à la demi circonférence. La numérotation est valable dans les deux sens à partir de la dent origine. Le contrôle est bien entendu à effectuer sur chaque famille de flancs.
SYSTEME DIN 3975
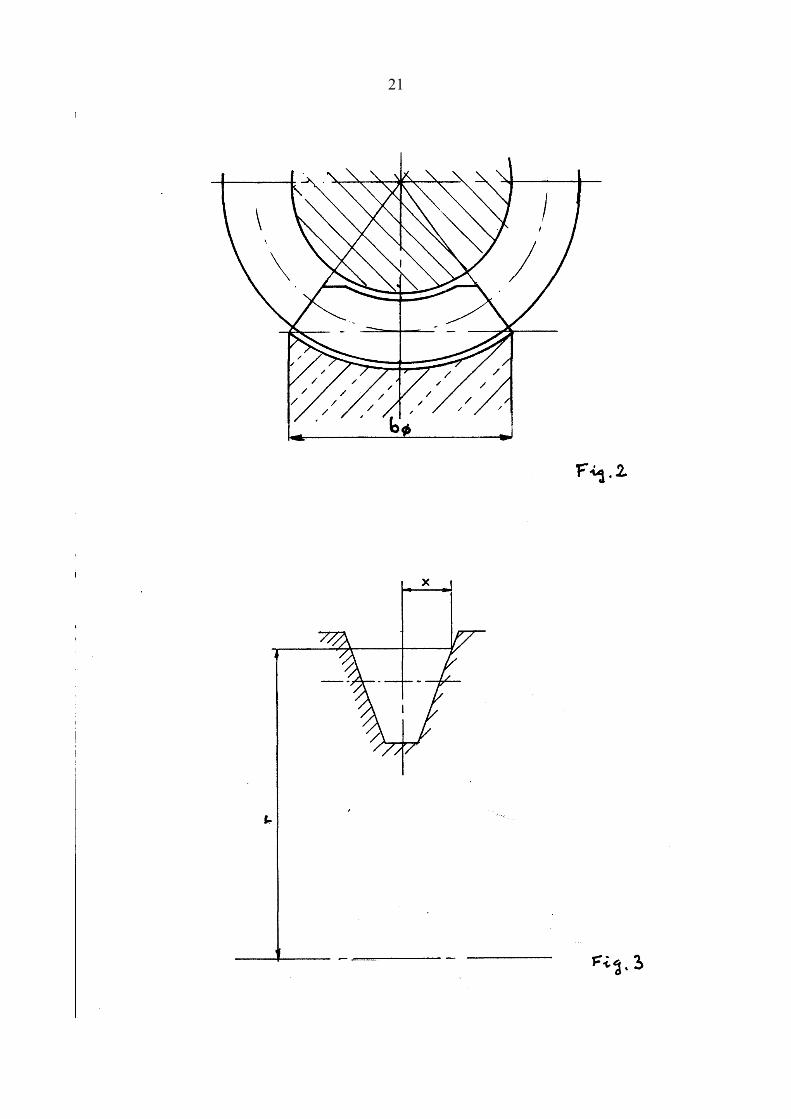
La saillie du filet est égale à 1 module axial et la hauteur active du filet ou des dents de la roue est égale à 2 module axial. Le jeu à fond de filet ou de dent doit être compris entre 0.167 et 0.3 module axial avec préférence pour 0.2 module axial. Le profil est au choix le ZA, le ZK ou le ZI. La section de roue est à réaliser selon fig. 2.
SYSTEME NORMAL (de G. HENRIOT)
Si gamma < 15° :
la saillie de vis est égale à 1 module axial, la hauteur active du filet est égale à 2 module axial et le jeu à fond de filet est de 0.2 module axial.
Si gamma > 15° :
la saillie de vis est égale à 1 module réel, la hauteur active du filet est égale à 2 module réel et le jeu à fond de filet est de 0.2 module réel.
Le profil est au choix le ZA, le ZK ou le ZI.
Sauf pour BS 721 GSVISW permet l'utilisation au choix du profil ZA, ZI ou ZK, toutes les autres dimensions res tant identiques.
(16) Profil ZA Le profil dit d'Archimède est rectiligne dans le plan axial, c'est à dire dans un plan passant par l'axe de la vis sans fin.
(17) L'angle de pression servant de référence est l'angle de pression axial (ou apparent pour la roue) et il est conseillé d'introduire 15° pour les roues de 60 dents et jusqu'à 30° pour les roues de 20 dents et moins (des nombres de dents aussi faibles ne sont d'ailleurs pas conseillés). Les calculs sont donc simples et le contrôle du profil du filet est égale-ment simple puisqu'il suffit de palper avec un comparateur la génératrice rectiligne du profil dans le plan axial. Cepen-dant, comme l'angle d'inclinaison d'hélice varie tout au long de cette génératrice, il est absolument impéra tif d'utiliser un compara teur à touche ponctuelle , faute de quoi les lectures seront affectées d'erreurs importantes.
En raison de la forme du profil les risques d'interférence à la base des dents de la roue sont plus importants.
Les calculs relatifs à l'outil sont sensiblement plus compliqués et, dans le cas d'un taillage par fraise mère, il n'est théoriquement pas possible d'assurer la conjugaison des profils pendant toute la vie de l'outil.
Comme pour le profil ZI, il est nécessaire de disposer d'un équipement spécial de diamantage de la meule de rectification.
En l'absence de système de tolérances disponible GSVISW demande la tolérance sur l'épaisseur axiale sx et calcule les côtes sur piges maximum et minimum correspondantes. On pourra si nécessaire spécifier les tolérances du BS 721, la tolérance de profil étant bien entendu appliquée à la génératrice rectiligne dans le plan axial.
(18) Profil ZK Ce profil est celui engendré par un outil (meule ou fraise disque) dont la section méridienne est tra-pézoïdale et dont les flancs sont donc rectilignes et inclinés de l'angle de pression réel.
8
(19) L'angle de pression servant de référence est l'angle de pression réel et il est conseillé, en première approche, d'introduire une valeur de 20°. Contrairement à une idée trop souvent reçue, le profil de la vis sans fin ainsi obtenu n'est pas rectiligne mais est plus ou moins convexe. Il est intéressant de noter que le profil ZI n'est autre qu'un profil ZK ob-tenu avec un outil de diamètre infini, puisque le profil ZI est engendré par une crémaillère. L'outil peut être extérieur à la vis sans fin, et c'est le plus fréquent, par exemple dans le cas de rectification ou de taillage par fraise disque. Le profil est alors légèrement convexe, entre les profils ZI et ZA. Mais l'outil peut être aussi à denture intérieure, entourant la vis sans fin, dans le cas de taillage par tourbillonnage, par exemple avec l'appareil BURGSMULLER. Dans ce cas le profil est encore plus convexe, plus encore que le profil ZI.
(20) Le diamètre de l'outil se mesure sur son diamètre extérieur hors tout dans le cas d'un outil extérieur, et sur la pointe des outils coupants dans le cas d'un taillage genre BURGSMULLER.
Mis à part le fait que le profil ZK est obtenu par rectification avec une meule à profil méridien rectiligne, donc très simple à obtenir, ce type de profil présente de nombreux inconvénients :
- le profil varie selon le diamètre de l'outil utilisé. Plus l'outil a un diamètre faible, moins il est convexe. Pour un outil de diamètre infini, le profil devient comme on l'a vu plus haut un profil ZI. Pour un outil de diamètre "plus grand que l'infini", c'est à dire dans le cas de tourbillonnage, le profil devient de plus en plus convexe.
- le profil n'a pas de génératrice rectiligne ce qui en complique considérablement le contrôle. Il est nécessaire de pro-céder point par point dans le plan axial et comme pour le profil ZA il faut utiliser un comparateur à tou che ponctuelle .
- tous les calculs relatifs aux outils de taillage de la roue (fraise mère ou outil mouche) sont extrêmement lourds.
- (21) comme pour le profil ZI ce profil n'existe pas en dessous d'un certain diamètre correspondant à un angle d'incidence axial nul. Ce diamètre est analogue au diamètre de base du profil ZI, mais il dépend du diamètre de l'outil ou de la meule utilisé pour tailler ou rectifier la vis : plus l'outil est grand, plus ce diamètre est grand (il est encore plus grand lorsqu'on utilise un outil à denture intérieure genre BURGSMULLER). C'est pourquoi ce procédé de taillage devrait être réservé aux hélices faibles. Toute tentative de taillage en dessous de ce diamètre minimum provoque une interférence qui est signalée par GSVISW. Lorsqu'on utilise le procédé de taillage genreBURGSMULLER il est nécessaire d'utiliser un outil de diamètre suffisamment grand. GSVISW signale si l'outil est trop petit.
- comme pour le profil ZA, dans le cas d'un taillage par fraise mère il n'est théoriquement pas possible d'assurer la conjugaison des profils pendant toute la vie de l'outil.
Pour toutes ces raisons GSVISW ne permet pas les tracés du champ d'engrènement et de la vis sans fin. (22) Par contre GSVISW donne les coordonnées axiales du profil du filet en fonction du diamètre de l'outil afin d'en permettre le contrôle (fig. 3).
(23) Pour des angles d'inclinaison d'hélice élevés et avec le profil ZK, il peut être nécessaire, sans modifier l'entraxe vis outil initialement prévu, d'augmenter le diamètre de l'outil (meule ou fraise) afin d'assurer la génération correcte du profil sur une hauteur égale à 2 modules réels. Le diamètre à fond de filet nominal df1 est alors diminué d'autant. GSVISW signale cette modification lorsqu'elle est nécessaire.
FORCES SUR LES PALIERS
GSVISW permet de calculer la valeur et l'orientation des forces sur les paliers pour un couple unité appliqué à la roue. Les valeurs F affichées doivent donc être multipliées par le couple effectif en Nm pour obtenir les valeurs effectives en Newton. GSVISW affiche également les angles delta de ces forces.
(25) Les distances L qui définissent la position des paliers doivent être entrées en respectant impérativement les signes conformément aux figures accessibles avec l’aide en ligne.
(26) Lorsque la vis n’est pas montée en porte-à-faux, GSVISW donne également la valeur de la flèche et de la contrainte maximum dans le noyau pour un couple unité à la roue. Il convient donc également de multiplier les valeurs affichées par le couple effectif en Nm pour obtenir les valeurs effectives en N/mm².
9
(27) COURBES DE RENDEMENT
Elles peuvent être tracées à l'écran et imprimées pour les rendements direct et inverse en fonction de la vitesse de rotation de la vis pour une plage s'étendant de 0 à 3000 t/min.
Elles sont basées sur des couples comprenant une vis sans fin en acier traité à filets rectifiés et une roue en bronze phos -phoreux à l'étain avec une denture assurant une excellente conjugaison avec la vis et après rodage. La lubri fication doit être convenable.
Il faut cependant garder à l'esprit que nombre de paramètres affectent la valeur effective du rendement. De ce fait il n'est pas réaliste de compter sur une irréversibilité de sécurité même lorsque la courbe de rendement inverse affiche une valeur négative.
(28) IMAGE DE LA PORTEE VIS ROUE
Pour plus de détails et d’explications concernant cette option, se reporter à l’ouvrage de l’auteur GEOMETRIE DES ENGRENAGES A VIS SANS FIN - THEORIE ET PRATIQUE.
GSVISW offre une option permettant de représenter à l’écran la portée “au bleu” qui sera obtenue sur le contrôleur d’entraxe genre ROLLET en fonction de l’entraxe de taillage. Cette option puissante met en jeu des calculs lourds et complexes. En toute rigueur théorique, elle n’est possible qu’avec le profil ZI, la géométrie des autres profils étant encore beaucoup plus complexe. Dans le cas des autres profils le tracé s’effectue avec le profil ZI de mêmes caractéristiques : il n’est donc pas rigoureusement exact mais il ne fait aucun doute qu’il reste très proche de la réalité.
On trouvera ci-dessous les principes qui gouvernent la réalisation de ce tracé et qui permettent d’en faire une interprétation correcte.
En théorie, dès lors que l’entraxe de taillage est augmenté, le contact entre la vis et la roue est ponctuel le long de la ligne d’action normale (réelle) qui est normale aux profils conjugués : on peut comprendre cela en raisonnant de la façon suivante.
La vis ayant un profil en développante (involute) n’est en réalité rien d’autre qu’un pignon à très faible nombre de dents (de filets) et à très forte hélice beta = 90° - gamma. Si l’entraxe de taillage de la roue est augmenté à l’infini, la fraise mère devient une crémaillère, la roue devient une roue hélicoïdale classique et l’ensemble vis roue devient un engrenage gauche hélicoïdal dont on sait que le contact est ponctuel selon la ligne d’action normale. On comprend alors que, même si l’entraxe n’est pas augmenté à l’infini, le contact ne peut plus s’étendre en largeur et est limité en théorie à la seule ligne d’action normale.
En pratique, les profils en contact ponctuel théorique selon la ligne d’action normale ne s’écartent que très pro-gressivement l’un de l’autre, d’autant moins que l’augmentation d’entraxe est faible. Plus l’augmentation d’entraxe est faible, plus la portée pratique est étendue en largeur.
L’allure de la portée “au bleu” dépendra également dans une large mesure de l’épaisseur de la couche de bleu dont ont été enduits les flancs de filets et il est bien évident qu’on aura intérêt à réaliser une couche aussi fine que possible. Pour l’image de la portée tracée à l’écran, GSVISW suppose par défaut que l’épaisseur de la couche de bleu est de 5 microns, valeur qui correspond à une couche mince étendue très régulièrement, mais on a la possibilité si on le juge utile de modifier cette valeur.
Lorsque l’inclinaison d’hélice est élevée, de fait pour les vis à plusieurs filets, et lorsque l’entraxe de taillage est augmenté d’une valeur sensible, une interférence apparaît dans l’angle supérieur du flanc de dent de la roue du coté de la fuite. Il s’agit en fait d’un excès de matière laissé par l’outil de taillage de la roue, fraise mère ou outil mouche. Tant que cette surépaisseur n’excède pas 10 à 15 microns, elle est sans conséquence pratique car effacée rapidement au cours du rodage. Mais pour des surépaisseurs plus importantes elle peut constituer un défaut sérieux affectant gravement le fonctionnement du couple. Cette surépaisseur apparaît sur l’image écran par des petits cercles rouges de différentes grandeurs, figurant une interférence < 10 microns pour les plus petits, comprise entre 10 et 50 microns pour les moyens et > 50 microns pour les plus grands. Notons que lorsque cette interférence existe la zone de contact effectivement constatée sur le contrôleur d’entraxe sera la seule zone d’interférence, la zone de contact normal apparaissant à l’écran étant en fait masquée par cette dernière.
Lorsque la section de la roue est conforme à DIN 3975 les chanfreins du bord de la denture de la roue apparaissent et on
10
pourra constater qu’ils ont pour effet de supprimer en majeure partie, sinon en totalité, l’interférence.
Au dessus de l’image apparaissent pour 11 sections la distance de chacune d’entre elles au plan médian, le rayon de roue où l’écart entre les profils est le plus faible, et la valeur de cet écart. Des valeurs négatives apparaissant en rouge indiquent un excès de matière et par conséquent une interférence.
DONNEES SYMBOLES ET UNITES
sauf spécifié contraire, toutes les dimensions sont en mm, les forces en Newton, les couples en N.m et les angles en degrés décimaux.
L'indice 1 s'applique à la vis et l'indice 2 à la roue.
a entraxe de fonctionnement.
b1 largeur de la vis, c'est à dire longueur du filet. ATTENTION : retenir une sécurité raisonnable de chaque coté par rapport à b1 théorique.
b2 largeur de denture de la roue.
d diamètre primitif de référence.
da diamètre extérieur. Dans le cas de la roue il s'agit du diamètre extérieur dans la gorge.
db1 diamètre de base de la vis (profil ZI).
df diamètre à fond de filets ou de dents.
de2 diamètre hors tout de la roue.
E1 module d'élasticité de la vis (N/mm¨).
F 1, 2, 3 et 4. Force sur les paliers 1, 2, 3 et 4.
hcn hauteur de mesure pour la mesure de la corde constante scn.
jt battement = jeu d'engrènement.
L 1, 2, 3 ou 4. Distance positive ou négative des paliers 1, 2, 3 ou 4.
Lx Distance depuis le point d'origine à laquelle est effectuée la mesure de contrôle du pas de la vis.
mn module réel.
mx module axial de la vis = module apparent de la roue.
q quotient diamétral . Voir plus haut GENERALITES.
scn corde constante. Elle peut être mesurée avec un pied module à la hauteur hcn. La fiabilité de cette mesure repose sur l'exactitude de da1.
sna épaisseur réelle au sommet de filet ou de dent.
sx épaisseur axiale du filet de vis.
Tf contrainte de flexion maximum dans le noyau de vis.
Tt contrainte de torsion maximum dans le noyau de vis.
11
x déport de taillage de la roue. Voir plus haut GENERALITES.
z nombre de filets ou de dents de la roue.
alpha.n angle de pression réel.
alpha.x angle de pression axial.
delta 1, 2, 3 ou 4. Angle des forces sur les paliers 1, 2, 3 ou 4.
gamma angle d'inclinaison d'hélice.
OPTION CAPACITES DE CHARGE
Il existe un certain nombre de méthodes de calcul de la capacité des engrenages à vis sans fin. Aucune d'entre elles n'est simple à utiliser.
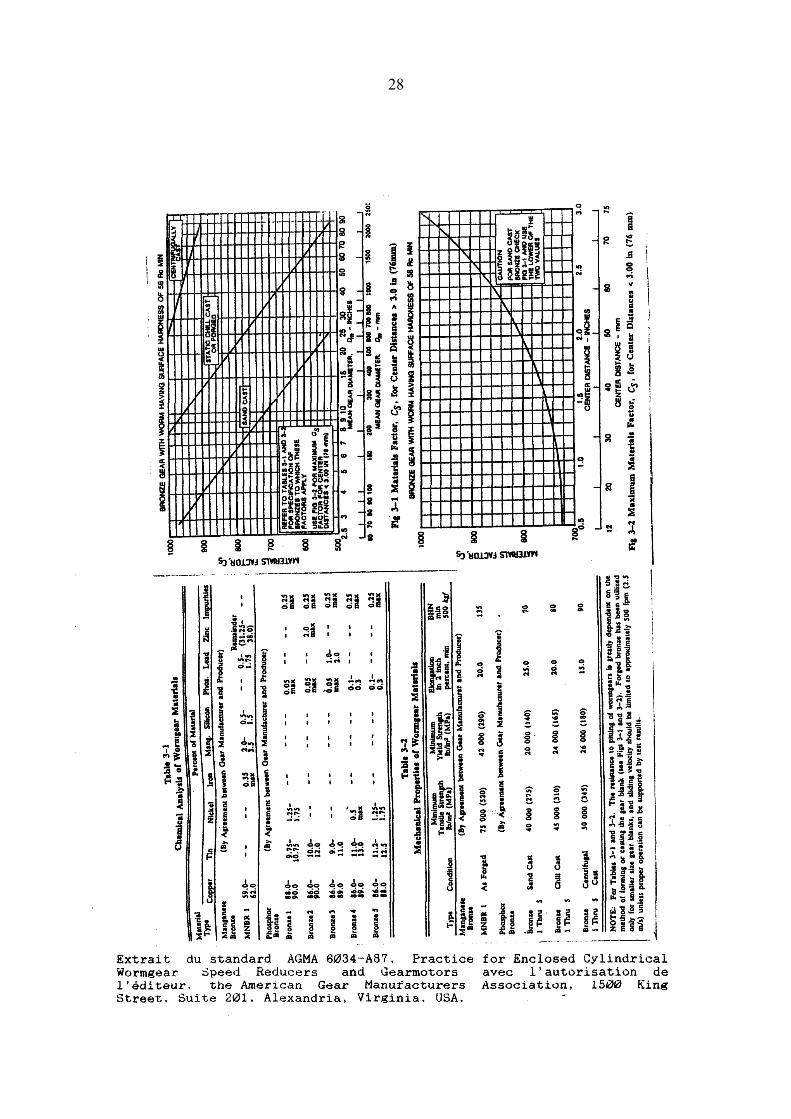
Cette option permet la mise en application de deux d'entre elles parmi les plus connues :
· la méthode proposée par l'American Gears Manufacturers Association (AGMA) dans son standard 6034-A87 de Mars 1988.
· la méthode proposée par le standard britannique BS 721 - 1983 (unités métriques).
· ainsi qu'une troisième méthode due à l'auteur optimisant celle de BS 721.
L'option les met à la portée de non spécialistes et sera même certainement d'une aide précieuse à ceux qui ont déjà l'habitude de ces calculs.
Ces trois méthodes s'appliquent exclusivement aux couples roue et vis à axes orthogonaux, ce qui est le cas quasi général.
Alors que les engrenages à axes parallèles nécessitent un double calcul à la rupture et à la pression superficielle, la vérification à la rupture est inutile dans la très grande majorité des cas pour les engrenages à vis sans fin, et dans la to-talité des cas lorsque les couples ont été correctement étudiés et sont réalisés en matériaux de qualité.
AGMA 6034 ne donne d'ailleurs pas de méthode de calcul à la rupture. BS 721 fournit une méthode de calcul qui, théoriquement, devrait être appliquée à la roue et à la vis. GSVISW propose cette méthode pour la roue seule, la vis n'étant jamais critique en ce qui concerne la rupture.
De même, AGMA impose que la vis sans fin soit réalisée en acier traité ayant une dureté minimum de 58 HRc. BS 721 n'impose pas de dureté minimum à la vis et nécessite donc un double calcul à la pression superficielle pour la vis et pour la roue.
Rejoignant en cela AGMA, l'auteur met en garde contre l'utilisation de vis non traitées avec lesquelles il n'est pas possible d'obtenir des résultats sérieux et fiables, et qui devraient donc être réservées à des applications à très basses vitesses et peu chargées. Chaque fois que la vis aura été traitée pour une dureté au moins égale à 58 HRc il sera in utile d'en effectuer le calcul à la pression superficielle.
BS 721 spécifie que le profil de la vis sans fin doit être une développante de cercle (involute), tandis qu'AGMA 6034 n'impose aucun profil particulier, pourvu que les profils de vis et de roue soient parfaitement conjugués.
Naturellement les dentures doivent impérativement être exemptes d'interférences.
De même la qualité du bronze utilisé pour la roue est d'une grande importance et il convient de se méfier des bronzes habituellement trouvés dans le commerce dont la pureté et l'élaboration laissent souvent à désirer.
Les valeurs obtenues, quelque soit la méthode utilisée, s'entendent pour fonctionnement en marche continue sans chocs ni à-coups (classe I). Il y aura donc lieu de tenir compte de coefficients appropriés pour des condi tions de
12
fonctionnement différentes.
De même, les valeurs obtenues sont des valeurs "mécaniques". Dans les cas de marche continue à vitesse élevée sous fortes charges la puissance transmissible peut être limitée par l'échauffement du bain d'huile qui, avec des huiles miné-rales conventionnelles, ne devrait pas dépasser 90° (certaines huiles synthétiques autorisent des températures sensiblement plus élevées). Cette limite peut être d'autant plus vite atteinte que le couple roue et vis est grand et que la surface de dissipation du carter est relativement faible.
GSVISW affiche pour la vitesse donnée le rendement direct que l'on peut raisonnablement escompter après rodage avec des couples roue et vis de qualité convenable et utilisant les matériaux et traitements appropriés. Les facteurs intermédiaires propres à la méthode choisie sont également affichés.
AGMA 6034 - A87 (Mars 1988)
Comme il a été dit plus haut cette méthode ne s'occupe que de la seule résistance à la pression superficielle et pour la roue seule. La vis sans fin doit avoir une dureté superficielle de HRc 58 minimum et doit présenter un état de surface fin et poli.
Les résultats obtenus s'entendent pour une vie escomptée de 25.000 heures. Si la vie escomptée est différente de cette valeur, AGMA indique qu'il y a lieu d'appliquer un coefficient convenable, mais n'indique aucune formule de conversion.
La vitesse de rotation de la vis est limitée à 3.600 t/m et la vitesse de glissement est limitée à 30 m/s. Bien entendu GSVISW tient compte de ces limites.
(29) On trouvera en annexe les valeurs limites d'endurance à la pression superficielle Cs données par AGMA. L'auteur estime que rien ne justifie l'existence du deuxième tableau correspondant à des entraxes inférieurs à 76 mm et pense donc qu'on peut retenir pour ces petites roues les valeurs données par le premier tableau. Les valeurs limites de Cs peuvent être obtenues directement à partir du logiciel au moyen de l’aide en ligne.
BS 721 : 1983 : PART 2 METRIC UNITS
Comme il a été dit plus haut cette méthode prend en compte aussi bien la pression superficielle que la rupture pour la roue et pour la vis. GSVISW permet ces calculs à l'exception de la rupture pour la vis qui, comme on l'a vu, est toujours inutile.
Cette méthode permet la prise en compte de la durée de vie escomptée (la base normale étant de 26.000 heures).
(30) Les équations de BS 721 limitent la vitesse de glissement à 50 m/s et, pour le calcul de la vis à la pression superfi -cielle, la vitesse de la vis à 3.000 t/m. Si la vis est trai tée et rectifiée, il n'y a certainement aucun inconvénient à dépasser cette limite ; il suffira alors de faire le calcul pour la seule roue. Bien entendu GSVISW tient compte de ces limites.
(31) BS 721 n'autorise les calculs de capacité que dans certaines limites du quotient diamétral q.
(32) Lorsque le calcul à la rupture a été effectué, GSVISW affiche également le facteur permettant de déterminer le coefficient de sécurité à la rupture par rapport à la résistance limite du matériau de la roue.
Les valeurs sigma d’endurance à la rupture et à la pression superficielle peuvent être obtenues directement à partir du logiciel au moyen de l’aide en ligne.
METHODE DE L'AUTEUR
Les deux méthodes AGMA et BS 721 calculent le couple admissible à la roue à partir d'une formule empirique dont la forme générale est donnée ci-dessous :
M2 = k . Xc . sigma . Z . d21.8 . mx
avec :
k coefficient dépendant des unités.
13
Xc facteur modérateur lié à la vitesse.
sigma limite de pression superficielle du matériau.
Z facteur géométrique prenant en compte les conditions d'engrènement.
d2 diamètre primitif de roue.
mx module axial de vis (égal au module apparent de roue).
NOTA : l'exposant empirique 1.8 (au lieu de 2) permet de prendre en compte la diminution de capacité de charge du bronze, c'est à dire de sigma, au fur et à mesure que le diamètre de la roue augmente.
Le facteur Z de AGMA est très simplificateur puisqu'il dépend seulement du rapport, ce qui signifie qu'il est identique pour 1 filet et 30 dents ou 2 filets et 60 dents. Celui de BS 721 est plus évolué car il prend en compte la géométrie de la vis, nombre de filets et angle d'inclinaison d'hélice, mais pas le nombre de dents de la roue.
La méthode de l'auteur, tout en reprenant la même équation de base, établit le facteur Z à partir d'une analyse du champ d'engrènement effectuée par l'ordinateur. Le calcul du facteur Z prend en compte la largeur effective b2 de la roue, ce que ne fait pas AGMA et ce que fait partiellement BS 721, ainsi que le diamètre effectif hors tout de2 de la roue, ce que ne fait aucune des deux autres méthodes. Le diamètre de2 en particulier a une influence sensible sur les résultats.
C'est donc une méthode sensiblement plus évoluée.
Pratiquement le facteur Z est plus grand que dans les deux autres méthodes lorsque le nombre de dents de la roue est grand, et plus petit lorsque le nombre de dents est faible, l'équivalence se situant aux environs de 30 dents.
Comme AGMA elle n'effectue les calculs que pour la seule pression superficielle et suppose donc que la vis a une dureté élevée, HRc 55 semblant être un strict minimum et HRc 58 étant recommandé.
Elle prend également en compte la vie escomptée.
On retiendra pour l'application de cette méthode les mêmes valeurs pour la limite d'endurance à la pression superficielle du matériau de roue que celles applicables à la méthode de BS 721 lorsqu'engrenant avec une vis en acier trempé rectifiée de dureté HRC 58.
DONNEES ET SYMBOLES
Sauf spécifié contraire, toutes les dimensions sont en mm, les forces en Newton, les couples en N.m et les puissances en kW.
L'indice 1 s'applique à la vis sans fin et l'indice 2 à la roue.
Cs limite d'endurance à la pression superficielle AGMA (voir aide en ligne).
H durée de période dans un cycle à couple et/ou vitesse variables.
M2 couple à la roue.
N2 vitesse à la roue (tours/minute).
sigma.bm limite d'endurance à la rupture BS 721 (voir aide en ligne).
sigma.cm limite d'endurance à la pression superficielle BS 721 (voir aide en ligne).
P1 puissance à la vis.
14
CHARGES VARIABLES
Avec BS 721 et la méthode de l’Auteur, il est possible de faire application de la clause 9.3 de BS 721 qui permet de traiter des cas où la charge est constituée de cycles répétitifs constitués d’un certain nombre de périodes dans chacune desquelles le couple et/ou la vitesse sont différents et éventuellement uniformément variables. Cette option détermine des paramètres équivalents, vie, couple et vitesse constants à partir desquels le dimensionnement peut être effectué.
OPTION OUTILS > MOUCHE
Les outils mouche sont trop souvent réalisés avec un profil trapézoïdal, ce qui n’est acceptable que pour les faibles hélices, ou au profil de la vis, ce qui n’est théoriquement correct que si le taillage est effectué à l’entraxe de fonctionnement mais n’est pas recommandé en raison de la difficulté qui en résulte au montage.
Cette option propose 3 méthodes différentes permettant la réalisation d’outils mouche de précision. Lorsque l’entraxe de taillage est augmenté par rapport à celui de fonctionnement, ce qui devrait être le cas général de façon à éviter le portage sur les arêtes latérales de la roue, le profil de l’outil mouche n’est plus identique à celui de la vis mais lui est conjugué. Un engrènement parfait avec la roue est assuré, la portée étant localisée d’une façon tout à fait analogue à ce qui est obtenu avec la denture bateau des engrenages parallèles.
Avec les 3 méthodes la face de coupe de l’outil mouche est plane ce qui autorise la vérification de son profil sans erreur théorique par comparaison avec le profil théorique au moyen d’un projecteur de profil. Le profil théorique peut être facilement imprimé à l’échelle souhaitée.
La méthode à choisir dépend de l’outillage dont on dispose :
- Détalonnage par meule plate. Il suffit de disposer d’une affûteuse universelle équipée d’un générateur d’hélice. La meule utilisée est plate, ne nécessitant aucun diamantage de forme. Il est donc possible d’utiliser une meule diamant que l’on trouve facilement dans le commerce, ce qui permet la réalisation d’outils mouche en carbure dont la résistance à l’usure est excellente.
- Détalonnage sur rectifieuse de filets à commande numérique par coordonnées de meule. A utiliser si la machine permet de diamanter le profil de meule en forme selon les coordonnées de la meule.
- Détalonnage sur rectifieuse de filets à commande numérique par correction du profil de vis. A utiliser si la machine permet d’apporter des corrections au profil de la vis.
Ces 3 méthodes sont détaillées ci-dessous.
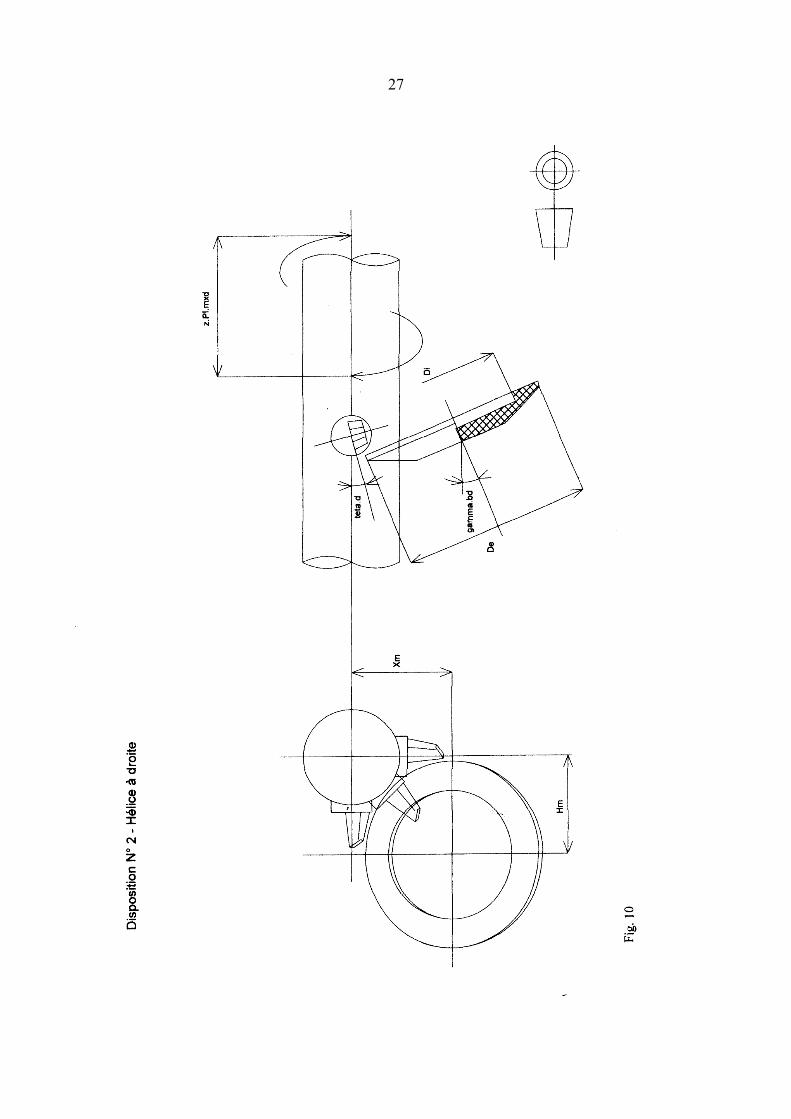
(33) > MOUCHE > DETALONNAGE PAR MEULE PLATE
La méthode proposée par cette option met à la portée de tout atelier disposant d’une affûteuse universelle équipée d’un générateur d’hélice la réalisation d’outils mouche parfaitement conjugués avec la vis sans fin.
DESCRIPTION ET BASE THEORIQUE
L’outil mouche est réalisé avec une face de coupe plane. Son profil est alors symétrique et correspond exactement au profil normal (réel) de la vis équivalente à l’outil, celle-ci étant elle même conjuguée à la vis et ayant donc même crémaillère génératrice normale. Il est identique quelque soit le sens de l’inclinaison d’hélice.
Par ailleurs, le corps de l’outil étant rapporté dans son mandrin, il est possible d’en modifier l’inclinaison pendant les opérations de rectification des flancs détalonnés.
Ce sont ces propriétés qu’utilise la méthode pour obtenir les profils corrects des flancs.
On sait qu’il est possible de rectifier un profil de vis en développante (involute) avec une meule plate inclinée de la valeur de l’inclinaison de base et dont l’axe est décalé par rapport à celui de la vis afin d’en permettre la génération jusqu’au pied de filet.
15
Le logiciel effectue alors les opérations suivantes dans l’ordre indiqué ci -dessous :
1°/ A partir de l’entraxe de taillage (qui aura probablement été choisi au moyen de l’option “PORTEE”) calcul des coordonnées axiales du profil de la vis équivalente à l’outil conjugué.
2°/ Calcul des coordonnées de ce même profil dans le plan normal à l’hélice primitive (plan de coupe).
3°/ En variant l’inclinaison de la face de coupe et le pas de rectification, recherche de paramètres engendrant une développante dont l’intersection avec le plan de coupe coïncide exactement avec le profil voulu au primitif, au sommet et au pied actifs. C’est cette développante qui sera utilisée pour la rectification des flancs détalonnés de l’outil.
Il est clair que, le profil obtenu n’étant pas rigoureusement le profil théorique, des erreurs subsistent à mi-distance entre le sommet et le primitif d’une part, et entre le primitif et le pied d’autre part. Mais ces erreurs sont en règle générale totalement négligeables : à titre d’exemple elles n’excèdent pas 4 microns pour une vis au module 10 avec une inclinaison d’hélice de 33° et un détalonnage de 3°. Le logiciel affiche d’ailleurs la valeur de l’erreur maximum.
LIMITES
On sait que le profil en développante est toujours convexe. Or, en particulier dans le cas du profil ZA et pour les faibles hélices, il peut arriver que le profil de l’outil soit rectiligne ou même légèrement concave. La méthode n’est alors plus applicable puisqu’il n’est plus possible d’assurer la coïncidence, mais c’est précisément alors que l’outil peut être réalisé trapézoïdal. sans erreur sensible. Le logiciel signale cette éventualité.
Dans le cas des profils ZI et ZK le procédé n’est applicable que pour autant qu’il n’y a pas d’interférence (undercutting) en pied de filet jusqu’au rayon actif de pied. Mais le logiciel n’accepte pas de telles vis.
En théorie le réaffûtage n’est pas possible. Il est cependant certain que quelques rafraîchissements seront permis sans erreur appréciable. De plus, en raison de sa surface plane, il est tout à fait possible d’utiliser une meule diamant et donc de réaliser des outils en carbure dont la résistance à l’usure sera excellente.
NOTATIONS ET SYMBOLES
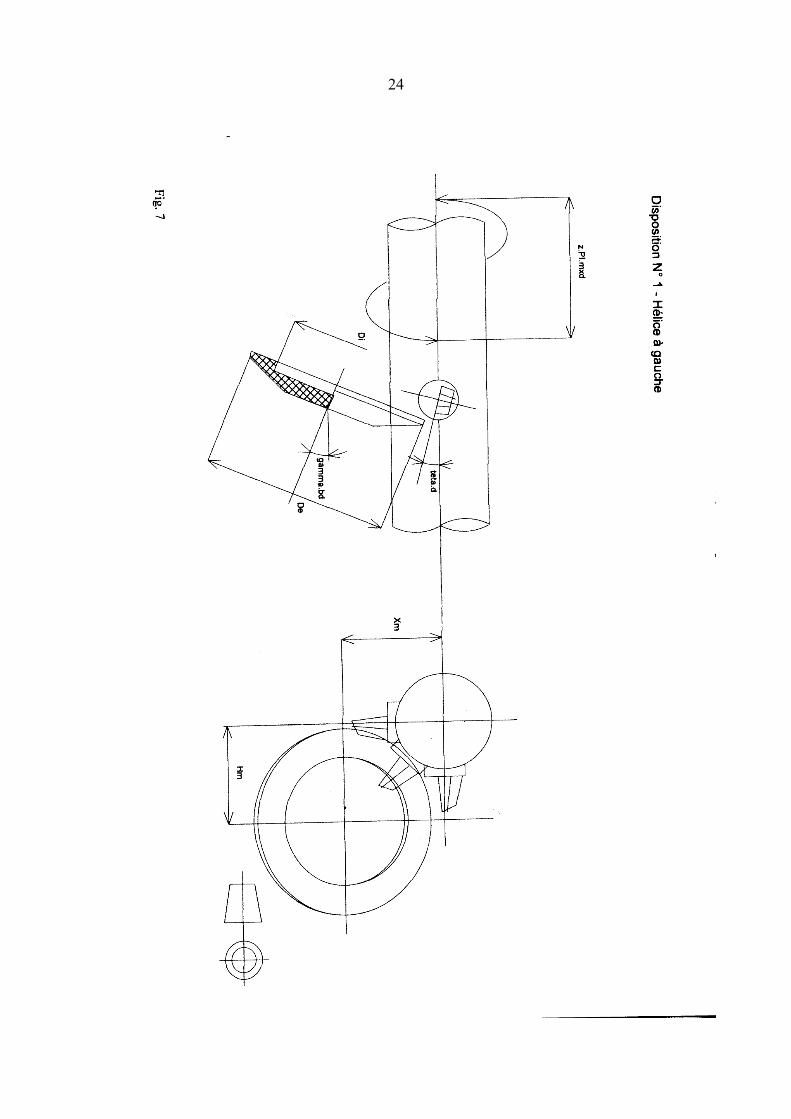
De diamètre extérieur de la meule plate.
Di diamètre intérieur maximum de la meule plate dans le cas d’une meule annulaire.
mxd module axial à utiliser pour la rectification des flancs détalonnés.
gamma.bd angle d’inclinaison de l’hélice de base pour la rectification des flancs détalonnés. La meule par ailleurs verticale est à incliner de cet angle.
Hm hauteur de l’axe de meule au dessus de l’axe de l’outil.
Xm distance entre l’axe de l’outil et le centre de face plane de la meule.
UTILISATION
Il convient tout d’abord de remarquer que, puisque la face de coupe est plane, les profils des flancs droit et gauche sont strictement symétriques. Il en résulte que les paramètres utilisés pour la rectification du flanc droit peuvent également être utilisés pour celle du flanc gauche à condition d’inverser, comme dans un miroir, tous les réglages. Par exemple si le flanc droit a été rectifié avec un pas à droite, le flanc gauche sera rectifié avec le même pas mais à gauche.
Dans la plupart des cas le logiciels offre deux combinaisons correspondant à des dispositions meule-outil différentes mais donnant des résultats sensiblement équivalents. Compte tenu de ce que l’on vient de voir, elles peuvent donc être indifféremment choisies pour l’un ou l’autre flanc.
Tout ceci est clairement illustré par les figures accessibles avec l’aide en ligne dont il convient de respecter scrupuleusement les dispositions ; on remarquera que les dispositions N° 1 à droite et à gauche d’une part, et N°2 à droite et à gauche d’autre part, sont les images miroirs de l’une à l’autre.
16
On remarquera aussi, et ceci est impératif, que l’axe de symétrie de la face de coupe (donc du profil) doit passer par l’axe du corps d’outil et que celui-ci doit passer par l’axe du mandrin. Il faut en effet, lorsque l’outil est pivoté lors de la rectification des flancs, que ce pivotement s’effectue autour d’un axe coïncidant avec l’axe de symétrie du profil.
L’angle teta.d doit être réglé avec soin mais ne nécessite pourtant pas une précision extrême. Le pas z . PI . mx.d doit être ajusté avec d’autant plus de soins qu’il est plus grand. L’inclinaison de meule gamma.bd doit être réglée avec le plus grand soin compte tenu qu’elle contrôle l’angle de pression du profil ; dans la pratique, il conviendra de vérifier l’angle de pression après une passe légère et si nécessaire de corriger l’inclinaison de meule.
Il est impératif de s’assurer que l’arête de coupe de la mouche est générée pendant la rectification de détalonnage par la surface plane de la meule et non par son bord extérieur. Les cotes Xm et Hm positionnent la meule pour qu’il en soit ainsi lorsque le diamètre du mandrin porte mouche est égal au diamètre à fond de filets. Mais si le mandrin porte mouche est plus petit le positionnement de la meule n’est plus critique. Il suffit de s’assurer comme il est dit ci-dessus, et c’est la condition nécessaire et suffisante, que l’arête est entièrement générée par la surface plane de la meule. C’est en effet cette surface plane qui matérialise le flanc de la crémaillère génératrice.
Pendant la rectification le mandrin porte-outil doit être tourné progressivement mais avec une ampleur suffi sante pour que le profil soit généré en totalité.
Bien entendu, l’outil devra, avant utilisation, être remis à son inclinaison normale telle que la face de coupe soit inclinée de l’angle d’inclinaison d’hélice d’outil gamma.0.
DETALONNAGE
L’erreur étant affectée par la valeur du détalonnage, il est recommandé de limiter celui-ci au minimum. Un outil mouche étant normalement utilisé en tangentiel, le détalonnage à donner à l’outil devrait être seulement le détalonnage statique. Pour des bronzes à l’étain une valeur satisfaisante se situe aux environs de 2.5°.
CONTROLE
Comme la face de coupe est plane il est possible et beaucoup plus facile, si on dispose d’un projecteur de profil, de contrôler le profil sans erreur théorique. L’option “Tracé du profil” accessible depuis le menu permet en effet de tracer le profil à l’écran et de l’imprimer au facteur d’agrandissement souhaité.
Si on n’a pas de projecteur de profil il faudra procéder au comparateur en s’appuyant sur les coordonnées affi chées en même temps que le profil.
(34) > MOUCHE > RECTIFIEUSE CN > COORDONNEES MEULE
Si on dispose d’une rectifieuse de filets à commande numérique, et si elle permet de former la meule à partir de ses coordonnées, cette méthode permet de détalonner directement l’outil mouche.
DESCRIPTION ET BASE THEORIQUE
L’outil mouche est réalisé avec une face de coupe plane. Son profil est alors symétrique et correspond exactement au profil normal (réel) de la vis équivalente à l’outil, celle-ci étant elle même conjuguée à la vis et ayant donc même crémaillère génératrice normale. Il est identique quelque soit le sens de l’inclinaison d’hélice.
Le logiciel effectue les opérations suivantes dans l’ordre indiqué ci -dessous :
1°/ A partir de l’entraxe de taillage (qui aura probablement été choisi au moyen de l’option “PORTEE”) calcul des coordonnées axiales du profil de la vis équivalente à l’outil conjugué.
2°/ Calcul des coordonnées de ce même profil dans le plan normal à l’hélice primitive (plan de coupe).
3°/ Détermination des coordonnées du profil à donner à la meule pour que soit obtenu ce profil en rectifiant les flancs comme une vis sans fin dont l’inclinaison d’hélice est égale à celle de l’outil + ou - la valeur du détalonnage.
17
LIMITES
Dans le cas des profils ZI et ZK le procédé n’est applicable que pour autant qu’il n’y a pas d’interférence (undercutting) en pied de filet jusqu’au rayon actif de pied. Mais le logiciel n’accepte pas de telles vis.
En théorie le réaffûtage n’est pas possible. Il est cependant certain que quelques rafraîchissements seront permis sans erreur appréciable.
NOTATIONS ET SYMBOLES
De diamètre de meule.
mxd module axial à utiliser pour la rectification des flancs détalonnés.
gamma.d angle d’inclinaison d’hélice pour la rectification des flancs détalonnés.
Flanc gauche/droit s’entend pour un observateur faisant face au plan de coupe.
UTILISATION (voir figure 4)
La meule ayant été diamantée selon les coordonnées obtenues, l’outil est positionné normalement sur son mandrin. Les flancs sont alors détalonnés en utilisant pour chacun d’eux les paramètres obtenus. Le type de profil à utiliser (ZA, ZI ou ZK) est le même que celui de la vis.
Il convient aussi de remarquer que, puisque la face de coupe est plane, les profils des flancs droit et gau che sont strictement symétriques. Il en résulte que les paramètres utilisés pour la rectification du flanc droit peuvent également être utilisés pour celle du flanc gauche à condition d’inverser, comme dans un miroir, tous les réglages. Par exemple si le flanc droit a été rectifié avec un pas à droite, le flanc gauche sera rectifié avec le même pas mais à gauche.
Il est impératif, que l’axe de symétrie de la face de coupe (donc du profil) passe par l’axe du corps d’outil et que celui-ci passe par l’axe du mandrin.
DETALONNAGE
Un outil mouche étant normalement utilisé en tangentiel, le détalonnage à donner à l’outil devrait être seulement le détalonnage statique. Pour des bronzes à l’étain une valeur satisfaisante se situe aux environs de 2.5°.
CONTROLE
Comme la face de coupe est plane il est possible et beaucoup plus facile, si on dispose d’un projecteur de profil, de contrôler le profil sans erreur théorique. L’option “Tracé du profil” accessible depuis le menu permet en effet de tracer le profil à l’écran et de l’imprimer au facteur d’agrandissement souhaité.
Si on n’a pas de projecteur de profil il faudra procéder au comparateur en s’appuyant sur les coordonnées affi chées en même temps que le profil.
(35) > MOUCHE > RECTIFIEUSE CN > CORRECTIONS S/ VIS
Si on dispose d’une rectifieuse de filets à commande numérique, et si elle permet d’apporter des corrections au profil de la vis, cette méthode permet de détalonner directement l’outil mouche.
DESCRIPTION ET BASE THEORIQUE
L’outil mouche est réalisé avec une face de coupe plane. Son profil est alors symétrique et correspond exactement au profil normal (réel) de la vis équivalente à l’outil, celle-ci étant elle même conjuguée à la vis et ayant donc même crémaillère génératrice normale. Il est identique quelque soit le sens de l’inclinaison d’hélice.

18
Le logiciel effectue les opérations suivantes dans l’ordre indiqué ci -dessous :
1°/ A partir de l’entraxe de taillage (qui aura probablement été choisi au moyen de l’option “PORTEE”) calcul des coordonnées axiales du profil de la vis équivalente à l’outil conjugué.
2°/ Calcul des coordonnées de ce même profil dans le plan normal à l’hélice primitive (plan de coupe).
3°/ Détermination des corrections à apporter au profil d’une vis sans fin dont l’inclinaison d’hélice est égale à celle de l’outil + ou - la valeur du détalonnage pour que soit obtenu ce profil dans le plan normal.
LIMITES
Dans le cas des profils ZI et ZK le procédé n’est applicable que pour autant qu’il n’y a pas d’interférence (undercutting) en pied de filet jusqu’au rayon actif de pied. Mais le logiciel n’accepte pas de telles vis.
Avec le profil ZI (et plus rarement avec le profil ZK), il se peut que, même si le profil de l’outil est dépourvu d’interférence, le flanc droit de la vis servant à la rectification dont l’inclinaison d’hélice est plus grande soit affecté d’une interférence aux plus petits rayons. Si celle-ci n’affecte qu’un ou deux rayons les plus faibles, on pourra peut-être en faire l’impasse, mais, puisque le profil de l’outil est symétrique, il est beaucoup plus logique de rectifier alors ce flanc droit comme le flanc gauche après avoir pivoté l’outil dans son mandrin pour le positionner comme un outil à hélice à gauche et à le rectifier comme tel (voir UTILISATION ci-dessous).
En théorie le réaffûtage n’est pas possible. Il est cependant certain que quelques rafraîchissements seront permis sans erreur appréciable.
NOTATIONS ET SYMBOLES
mxd module axial à utiliser pour la rectification des flancs détalonnés.
alpha.n angle de pression à utiliser pour la rectification des flancs détalonnés.
gamma.d angle d’inclinaison d’hélice pour la rectification des flancs détalonnés.
d diamètre primitif pour la rectification des flancs détalonnés.sx épaisseur axiale pour la rectification des flancs détalonnés.
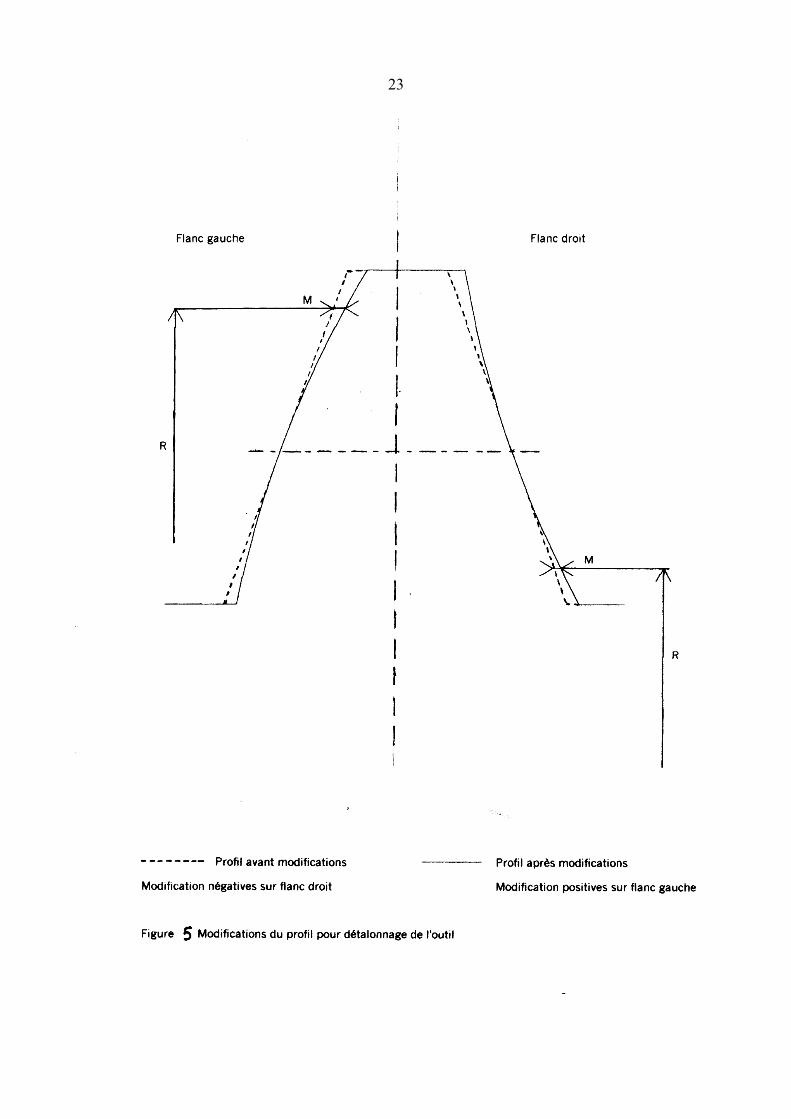
M modification à apporter au profil dans le plan axial au rayon R.
R rayon auquel doit être apportée la correction M.
Flanc gauche/droit s’entend pour un observateur faisant face au plan de coupe.
UTILISATION (voir figure 5)
L’outil est positionné normalement sur son mandrin. Les flancs sont alors détalonnés en utilisant pour chacun d’eux les paramètres obtenus avec les corrections obtenues. Le type de profil à utiliser (ZA, ZI ou ZK) est le même que celui de la vis.
Il convient aussi de remarquer que, puisque la face de coupe est plane, les profils des flancs droit et gau che sont strictement symétriques. Il en résulte que les paramètres utilisés pour la rectification du flanc droit peuvent également être utilisés pour celle du flanc gauche à condition d’inverser, comme dans un miroir, tous les réglages. Par exemple si le flanc droit a été rectifié avec un pas à droite, le flanc gauche sera rectifié avec le même pas mais à gauche.
Il est impératif, que l’axe de symétrie de la face de coupe (donc du profil) passe par l’axe du corps d’outil et que celui-ci passe par l’axe du mandrin.
DETALONNAGE
Un outil mouche étant normalement utilisé en tangentiel, le détalonnage à donner à l’outil devrait être seulement le détalonnage statique. Pour des bronzes à l’étain une valeur satisfaisante se situe aux environs de 2.5°.
19
CONTROLE
Comme la face de coupe est plane il est possible et beaucoup plus facile, si on dispose d’un projecteur de profil, de contrôler le profil sans erreur théorique. L’option “Tracé du profil” accessible depuis le menu permet en effet de tracer le profil à l’écran et de l’imprimer au facteur d’agrandissement souhaité.
Si on n’a pas de projecteur de profil il faudra procéder au comparateur en s’appuyant sur les coordonnées affi chées en même temps que le profil.
(36) > MOUCHE > RECTIFIEUSE CN > PAR DEVELOPPANTE
Cette option est une variante de l'option DETALONNAGE PAR MEULE PLATE présentée plus haut. Elle est à choisir si on dispose d'une machine permettant la rectification du filet selon le profil ZI en développante (involute) ce qui est le cas général avec les machines CN. Les réglages à effectuer sont particulièrement simples.
Elle reprend exactement les description et base théorique de l'option PAR MEULE PLATE mais au lieu de générer le profil en développante au moyen d'une meule plate, ce qui est la seule possibilité quand on ne dispose pas d'une rectifieuse permettant le profil ZI, elle utilise le programme de la machine CN pour ce profil.
Se reporter à l'option PAR MEULE PLATE en ce qui concerne les base théorique, limites, contrôle et détalonnage.
Les réglages particulièrement simples sont clairement expliqués et illustrés à partir de l'Aide accessible depuis le logiciel GSVISW.
(37) OPTION OUTILS > EBAUCHE
Afin de limiter au minimum le temps de rectification des filets de la vis, il est avantageux d’en effectuer le taillage pré-rectification en laissant le minimum de surépaisseur sur les flancs. Si on utilise un outil de taillage dont le profil méridien est rectiligne et dès que l’inclinaison d’hélice est de quelque importance, le profil généré par l’outil laissera une surépaisseur trop importante en pied et en sommet dans le cas d’un outil extérieur (fraise disque) ou au primitif dans le cas d’un outil intérieur genre BURGSMULLER.
Cette option permet de tracer à l’écran et d’imprimer à l’échelle souhaitée le profil à donner à la section de l’outil pour obtenir un profil d’ébauche assurant une surépaisseur constante sur toute la hauteur du filet.
La surépaisseur de rectification peut être choisie selon l’application et le traitement.
Si on entre zéro comme surépaisseur, on peut obtenir le profil à donner à la meule pour engendrer un profil ZA ou ZI.

20
21

22
23
24

25

26
27
28