Lire la première partie de la thèse - INP Toulouse...
79
Lire la première partie de la thèse
Transcript of Lire la première partie de la thèse - INP Toulouse...
Lirela première partie
de la thèse
Chapitre IV : Propriétés tribologiques
- 154 -
IV CHAPITRE IV : PROPRIETES TRIBOLOGIQUES
Chapitre IV : Propriétés tribologiques
- 155 -
IV.1 ETUDE BIBLIOGRAPHIQUE IV.1.1 Introduction
La tribologie est la science qui étudie l’ensemble des phénomènes qui ont lieu lorsque des corps en contact sont mis en mouvement relatif. Elle présente trois aspects distincts : le frottement qui est la résistance à un déplacement imposé, l’usure suite à la dégradation des surfaces qui se traduit par une perte de matière et la lubrification qui consiste à interposer un fluide entre les deux corps en contact. C’est une science pluridisciplinaire faisant intervenir des notions de mécanique, de physicochimie et de science des matériaux en général. Au début du vingtième siècle, la tribologie s’appuyait sur l’étude des volumes, avec une domination des concepts de la mécanique permettant d’établir des lois de comportement. Au milieu du vingtième siècle, la tribologie s’est tournée vers l’étude des surfaces grâce aux concepts de la physique des surfaces. Depuis une vingtaine d’années, la recherche en tribologie porte sur l’étude de la dynamique des interfaces avec la prise de conscience du rôle fondamental des éléments interfaciaux dans un contact. Les phénomènes de frottement ne sont pas décrits par des propriétés intrinsèques des matériaux, ce qui rend leur prédiction particulièrement délicate. En outre, le frottement et l’usure sont des phénomènes indépendants. Il est en effet possible de concevoir des systèmes à usure faible et frottement élevé (freins) ou à usure forte et frottement faible (usinage). Enfin, l’introduction de la notion de contact à trois corps, qui s’articule autour des concepts de triplet tribologique, de circuit tribologique et de mécanisme d’accommodation de vitesse, a permis une meilleure compréhension des mécanismes de frottement et d’usure [1-6].
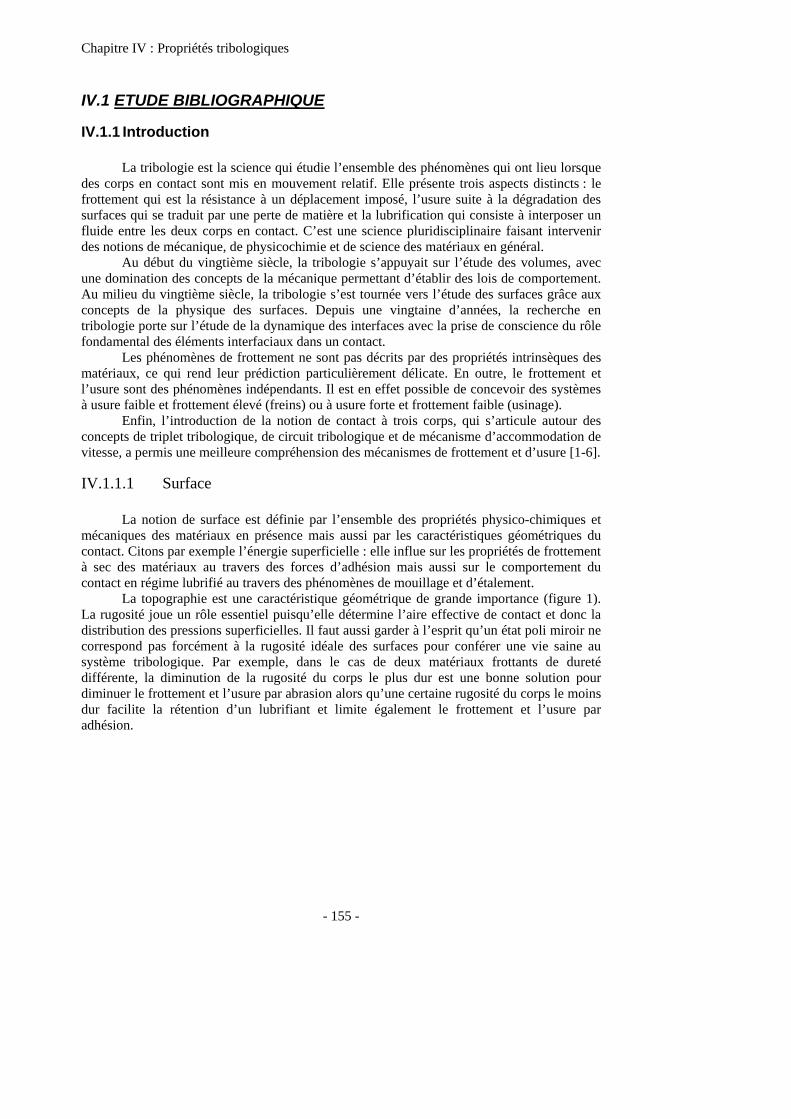
IV.1.1.1 Surface La notion de surface est définie par l’ensemble des propriétés physico-chimiques et mécaniques des matériaux en présence mais aussi par les caractéristiques géométriques du contact. Citons par exemple l’énergie superficielle : elle influe sur les propriétés de frottement à sec des matériaux au travers des forces d’adhésion mais aussi sur le comportement du contact en régime lubrifié au travers des phénomènes de mouillage et d’étalement. La topographie est une caractéristique géométrique de grande importance (figure 1). La rugosité joue un rôle essentiel puisqu’elle détermine l’aire effective de contact et donc la distribution des pressions superficielles. Il faut aussi garder à l’esprit qu’un état poli miroir ne correspond pas forcément à la rugosité idéale des surfaces pour conférer une vie saine au système tribologique. Par exemple, dans le cas de deux matériaux frottants de dureté différente, la diminution de la rugosité du corps le plus dur est une bonne solution pour diminuer le frottement et l’usure par abrasion alors qu’une certaine rugosité du corps le moins dur facilite la rétention d’un lubrifiant et limite également le frottement et l’usure par adhésion.
Chapitre IV : Propriétés tribologiques
- 156 -
Figure IV-1 : rapprochement des solides : effets et conséquences [7].
IV.1.1.2 Outils conceptuels en tribologie des interfaces
L’approche de la tribologie à travers le contact à trois corps constitue le cadre actuellement le plus général pour analyser et structurer une situation tribologique.
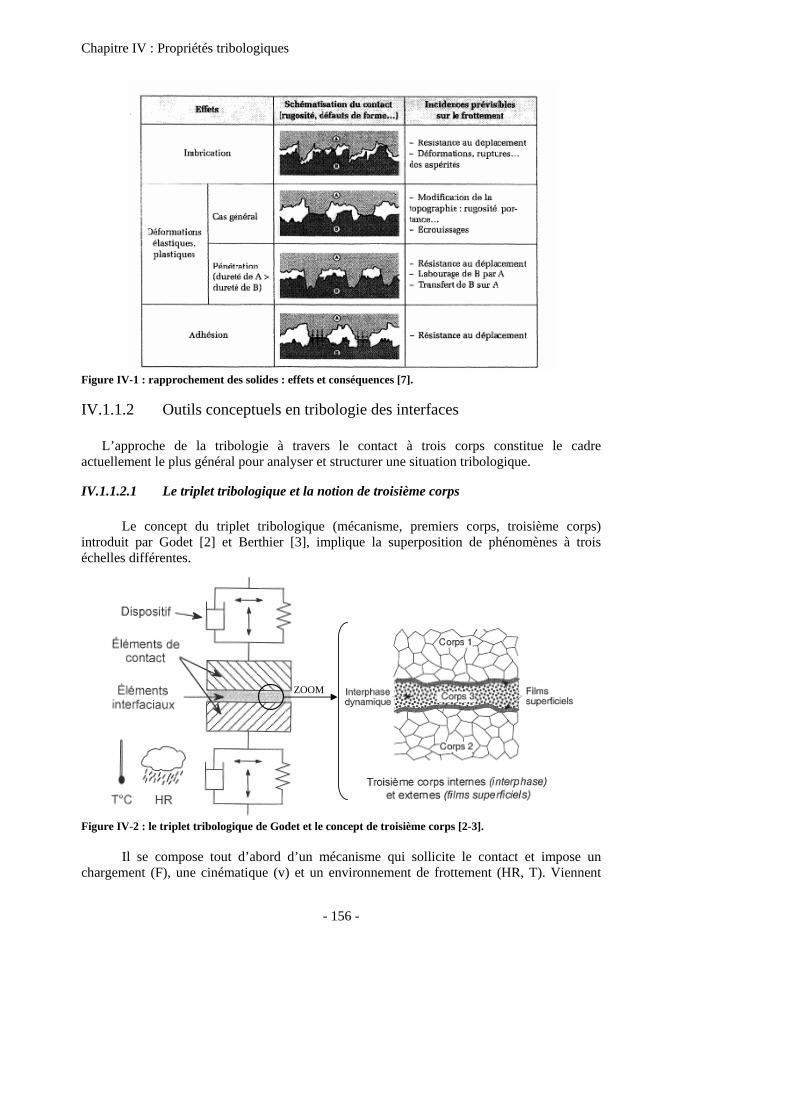
IV.1.1.2.1 Le triplet tribologique et la notion de troisième corps Le concept du triplet tribologique (mécanisme, premiers corps, troisième corps) introduit par Godet [2] et Berthier [3], implique la superposition de phénomènes à trois échelles différentes.
Figure IV-2 : le triplet tribologique de Godet et le concept de troisième corps [2-3].
Il se compose tout d’abord d’un mécanisme qui sollicite le contact et impose un chargement (F), une cinématique (v) et un environnement de frottement (HR, T). Viennent
ZOOM
Chapitre IV : Propriétés tribologiques
- 157 -
ensuite les deux premiers corps constitués par les matériaux en contact qui supportent les sollicitations imposées par le mécanisme. Le troisième corps est l’élément intercalaire systématiquement présent dans le contact et qui transmet la charge (portance) d’un premier corps à l’autre. Le troisième corps représente ainsi l’ensemble des éléments s’intercalant entre les deux premiers corps (figure 2). Il est composé :
• de films superficiels (contaminants, molécules absorbées, films d’oxydes…), induits par la réactivité des surfaces,
• de particules détachées (débris) s’accumulant lors du frottement, induits par les processus de dégradation des surfaces [7].
L’ordre de grandeur caractéristique du troisième corps est le micromètre, alors que les écrans ont une épaisseur de quelques nanomètres. Ces derniers sont composés de dépôts artificiels ou de couches naturelles physisorbées, chimisorbées, oxydées, dépendant de l’historique de préparation des surfaces des premiers corps en contact (figures 2 et 3) [8].
IV.1.1.2.2 Accommodation de vitesse
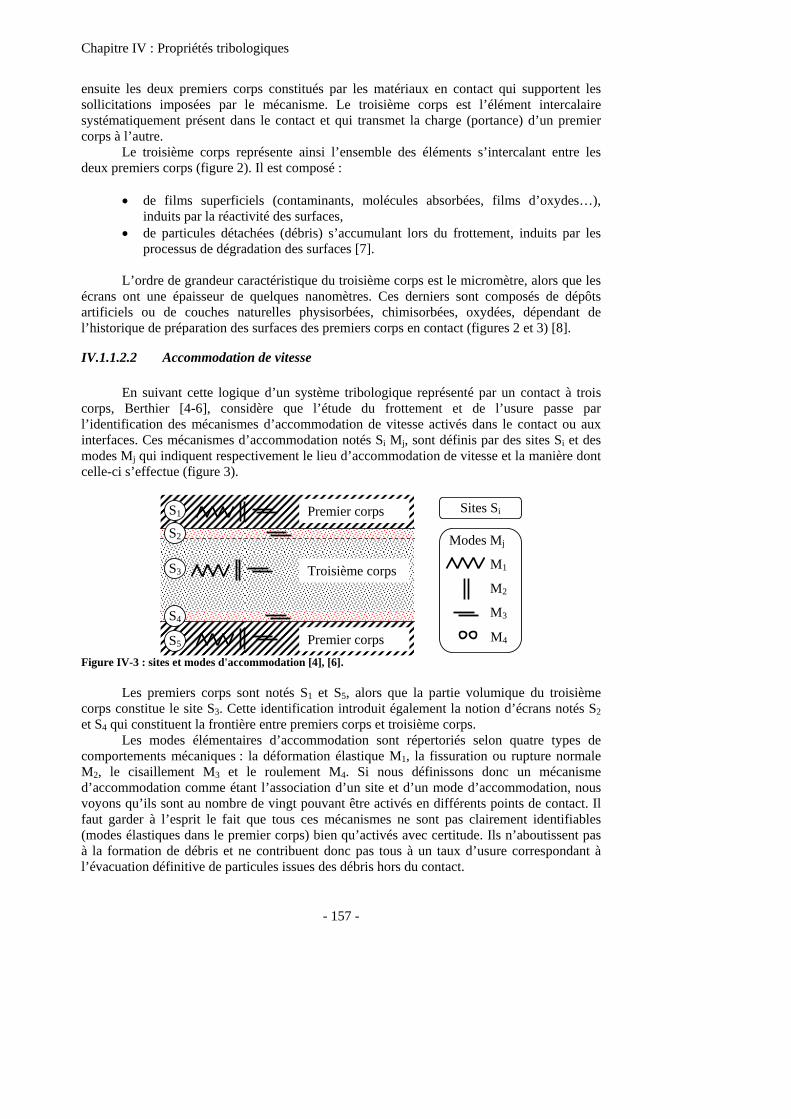
En suivant cette logique d’un système tribologique représenté par un contact à trois corps, Berthier [4-6], considère que l’étude du frottement et de l’usure passe par l’identification des mécanismes d’accommodation de vitesse activés dans le contact ou aux interfaces. Ces mécanismes d’accommodation notés Si Mj, sont définis par des sites Si et des modes Mj qui indiquent respectivement le lieu d’accommodation de vitesse et la manière dont celle-ci s’effectue (figure 3).
Figure IV-3 : sites et modes d'accommodation [4], [6]. Les premiers corps sont notés S1 et S5, alors que la partie volumique du troisième corps constitue le site S3. Cette identification introduit également la notion d’écrans notés S2 et S4 qui constituent la frontière entre premiers corps et troisième corps. Les modes élémentaires d’accommodation sont répertoriés selon quatre types de comportements mécaniques : la déformation élastique M1, la fissuration ou rupture normale M2, le cisaillement M3 et le roulement M4. Si nous définissons donc un mécanisme d’accommodation comme étant l’association d’un site et d’un mode d’accommodation, nous voyons qu’ils sont au nombre de vingt pouvant être activés en différents points de contact. Il faut garder à l’esprit le fait que tous ces mécanismes ne sont pas clairement identifiables (modes élastiques dans le premier corps) bien qu’activés avec certitude. Ils n’aboutissent pas à la formation de débris et ne contribuent donc pas tous à un taux d’usure correspondant à l’évacuation définitive de particules issues des débris hors du contact.
Premier corps
Premier corps
Troisième corps
S1
S2
S3
S4
S5
Sites Si
Modes Mj
M1
M2
M3
M4
Chapitre IV : Propriétés tribologiques
- 158 -
IV.1.1.2.3 Circuit tribologique
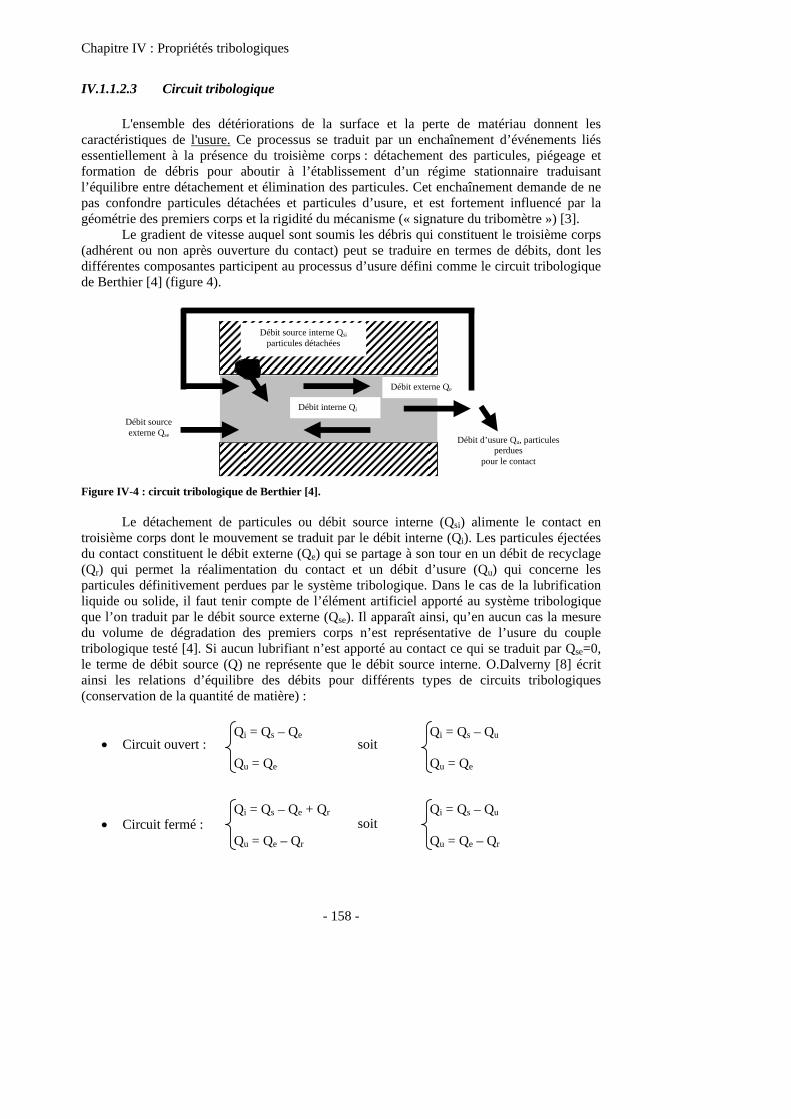
L'ensemble des détériorations de la surface et la perte de matériau donnent les caractéristiques de l'usure. Ce processus se traduit par un enchaînement d’événements liés essentiellement à la présence du troisième corps : détachement des particules, piégeage et formation de débris pour aboutir à l’établissement d’un régime stationnaire traduisant l’équilibre entre détachement et élimination des particules. Cet enchaînement demande de ne pas confondre particules détachées et particules d’usure, et est fortement influencé par la géométrie des premiers corps et la rigidité du mécanisme (« signature du tribomètre ») [3]. Le gradient de vitesse auquel sont soumis les débris qui constituent le troisième corps (adhérent ou non après ouverture du contact) peut se traduire en termes de débits, dont les différentes composantes participent au processus d’usure défini comme le circuit tribologique de Berthier [4] (figure 4).
Figure IV-4 : circuit tribologique de Berthier [4]. Le détachement de particules ou débit source interne (Qsi) alimente le contact en troisième corps dont le mouvement se traduit par le débit interne (Qi). Les particules éjectées du contact constituent le débit externe (Qe) qui se partage à son tour en un débit de recyclage (Qr) qui permet la réalimentation du contact et un débit d’usure (Qu) qui concerne les particules définitivement perdues par le système tribologique. Dans le cas de la lubrification liquide ou solide, il faut tenir compte de l’élément artificiel apporté au système tribologique que l’on traduit par le débit source externe (Qse). Il apparaît ainsi, qu’en aucun cas la mesure du volume de dégradation des premiers corps n’est représentative de l’usure du couple tribologique testé [4]. Si aucun lubrifiant n’est apporté au contact ce qui se traduit par Qse=0, le terme de débit source (Q) ne représente que le débit source interne. O.Dalverny [8] écrit ainsi les relations d’équilibre des débits pour différents types de circuits tribologiques (conservation de la quantité de matière) :
• Circuit ouvert :
• Circuit fermé :
Débit interne Qi
Débit externe Qe
Débit source interne Qsi particules détachées
Débit source externe Qse
Débit d’usure Qu, particules perdues
pour le contact
Qi = Qs – Qe Qu = Qe
Qi = Qs – Qu Qu = Qe
soit
Qi = Qs – Qe + Qr Qu = Qe – Qr
Qi = Qs – Qu Qu = Qe – Qr
soit

Chapitre IV : Propriétés tribologiques
- 159 -
IV.1.1.3 Dégradation des surfaces et usure
IV.1.1.3.1 Les différents types d’usure Les mécanismes de dégradation des surfaces rencontrés sont nombreux et variés comme on peut le constater dans le tableau 1. L’usure correspondant à l’ensemble des phénomènes conduisant à des pertes de masse ou à des évolutions géométriques significatives du contact pouvant s’accompagner d’effets secondaires liés au jeu dans le mécanisme en mouvement, à la perte de cote, à l’émission de débris, à l’endommagement de surfaces [7].
Forme d’usure Manifestation Circonstances d’apparition
Usure par adhésion
Des particules sont transférées d’un corps sur l’autre ; si les
matériaux sont de natures différentes, le transfert
s’effectue préférentiellement du corps le plus tendre, ou le moins tenace, sur le corps le plus dur.
Frottement donnant lieu à des liaisons (jusqu’à la soudure) dont la résistance mécanique est supérieure à celle de l’un
au moins des matériaux.
Usure par surcontraintes : -déformations plastiques -fractures, égrènements
-Modifications géométriques et dimensionnelles (en général
sans perte de poids)
-Fissurations, décohésion-écaillage superficiel, émission
de particules.
-Pressions moyennes élevées, ou surpressions locales,
entraînant dépassement de la limite d’élasticité
-Contraintes anormalement élevées par rapport aux
caractéristiques mécaniques des matériaux.
Usure par fatigue des surfaces
Piqûres, cavités, pouvant intéresser des profondeurs de
plusieurs dixièmes de millimètres.
Contacts soumis à des chargements cycliques avec
des sollicitations de roulement, de chocs, ou de glissement en
régime lubrifié.
Usure par abrasion-érosion
-Pertes de poids et/ou de côte -Rayures, sillons cavités…dus à
des effets de coupe ou de déformation.
-Abrasion à deux corps : les rugosités, défauts de surface,
labourent ou abrasent l’antagoniste ;
-Abrasion à trois corps : des particules dures et
pulvérulentes sont présentes à l’interface ; ces particules sont libres de se mouvoir entre les surfaces ou sont enchâssées
dans l’une d’entre elles.
Usure par fretting corrosion -Coloration des surfaces
-Usure par abrasion avec perte de cote.
-Ensembles mécaniques soumis à vibrations ;
-Pièces soumises à des mouvements relatifs alternés
de faible amplitude. Tableau IV-1: différentes formes d'usure [7].
Chapitre IV : Propriétés tribologiques
- 160 -
En réalité ces mécanismes, dits d’usure, sont des mécanismes de transformations tribologiques de surface avec ou sans détachement de particules ; et l’usure, au sens de la mécanique, se traduit par l’émission de débris hors du contact dans le respect de la conservation des débits.
IV.1.1.3.2 Evaluation de l’usure De nombreux auteurs [9-10] ont proposé des modèles pour décrire et évaluer l’usure. Les relations empiriques proposées se présentent sous la forme (loi d’Archard) :
HLFKV ⋅
=
où V est le volume de matière enlevée, K est le coefficient d’usure, L est la distance de glissement, F est la charge normale appliquée et H la dureté du matériau. Cependant, on observe quelques écarts par rapport à la relation empirique précédente, car le volume V n’est en général pas une fonction linéaire de la distance de glissement [11]. D’autre part, dans un couple frottant, la substitution d’un matériau de dureté H par un matériau ayant la même dureté ne conduit pas forcément à un volume d’usure identique. De plus, pour les matériaux fragiles, l’usure est contrôlée essentiellement par les mécanismes de rupture puisque l’enlèvement de matière se produit par l’intersection des fissures latérales ou par leur propagation jusqu’à la surface. Evans et al. [12], Moore et al. [13] ou encore Zum Gahr [14] ont établi des expressions pour déterminer le volume d’usure par rayage des matériaux fragiles sous la forme suivante :
mnc HKV ⋅⋅= α
où α dépend des conditions expérimentales et des caractéristiques mécaniques des matériaux, et où, -2 < n < -3/4 et -1/2 < m < 1/2. Ces relations ne font intervenir que certaines conditions de sollicitation (charge normale F, longueur glissée L ; autrement dit le produit vitesse par temps de frottement) ou encore que certaines propriétés volumiques des premiers corps (dureté H, ténacité Kc) loin de représenter l’ensemble de paramètres prépondérants agissant dans un contact. Ces modèles ont cependant l’avantage d’introduire des grandeurs facilement identifiables et mesurables alors que l’approche par les débits de troisième corps est beaucoup plus délicate à évaluer quantitativement.
IV.1.2 Propriétés tribologiques des revêtements composites L’intérêt de revêtements composites pour limiter l’usure ou améliorer le frottement, est soutenu par de nombreuses études. La plupart de celles-ci s’intéressent à la comparaison du comportement tribologique d’une matrice avec et sans particules. En effet, l’incorporation de particules provoque des variations de propriétés mécaniques intrinsèques de la matrice susceptibles de modifier le comportement tribologique des revêtements.
IV.1.2.1 Rôle des particules sur la résistance à l’abrasion Zum-Gahr [14] précise en s’appuyant sur la figure 5, que dans le cas de composites, les caractéristiques intrinsèques des particules peuvent jouer un rôle essentiel sur la résistance

Chapitre IV : Propriétés tribologiques
- 161 -
à l’abrasion. Il montre également dans le cas de particules non isotropes que leur orientation et leur taille sont des paramètres non négligeables.
Figure IV-5 : effet de l'orientation, de la taille, du module élastique, de la dureté et de la fragilité sur la résistance à l'abrasion [14]. Ainsi une particule de dureté supérieure à celle de la matrice permet d’accroître la résistance à l’abrasion du composite, alors qu’une particule incorporée parallèlement à la surface sera plus facilement éliminée que la même particule incorporée perpendiculairement à la surface. Le coefficient de frottement et la perte de masse sont des caractéristiques essentielles pour caractériser le comportement tribologique des matériaux. Dans la littérature, les résultats rapportés ont été obtenus grâce à des dispositifs souvent différents et dans des conditions expérimentales diverses (pression, vitesse…) ainsi que des frotteurs de différentes natures. Ci-après sont présentés quelques travaux qui permettent de donner un aperçu des propriétés obtenues pour différents couples matrices/particules, principalement de type NiP (matrice)-Y (particule).
IV.1.2.2 Propriétés tribologiques Comme le rappelle justement S.Vaillant [15], le terme de composites englobe les matrices renforcées par des particules mais également les alliages biphasés comme lorsqu’on durcit par traitement thermique des alliages NiP par précipitation des phosphures de nickel Ni3P dans le nickel. Plusieurs auteurs ont comparé les valeurs du coefficient de frottement et de l’usure obtenues pour un dépôt composite avec celles de la matrice seule, dans le but de mettre en évidence un effet lubrifiant de certaines particules [16-26]. Ainsi les dépôts NiP obtenus par voie chimique, et particulièrement ceux ayant une structure amorphe sont principalement utilisés pour la protection contre la corrosion [16-17], alors que les dépôts composites, de diverses particules incorporées dans une matrice NiP ont pour effet d’améliorer les propriétés d’usure ou de frottement des matériaux [18-19].
Chapitre IV : Propriétés tribologiques
- 162 -
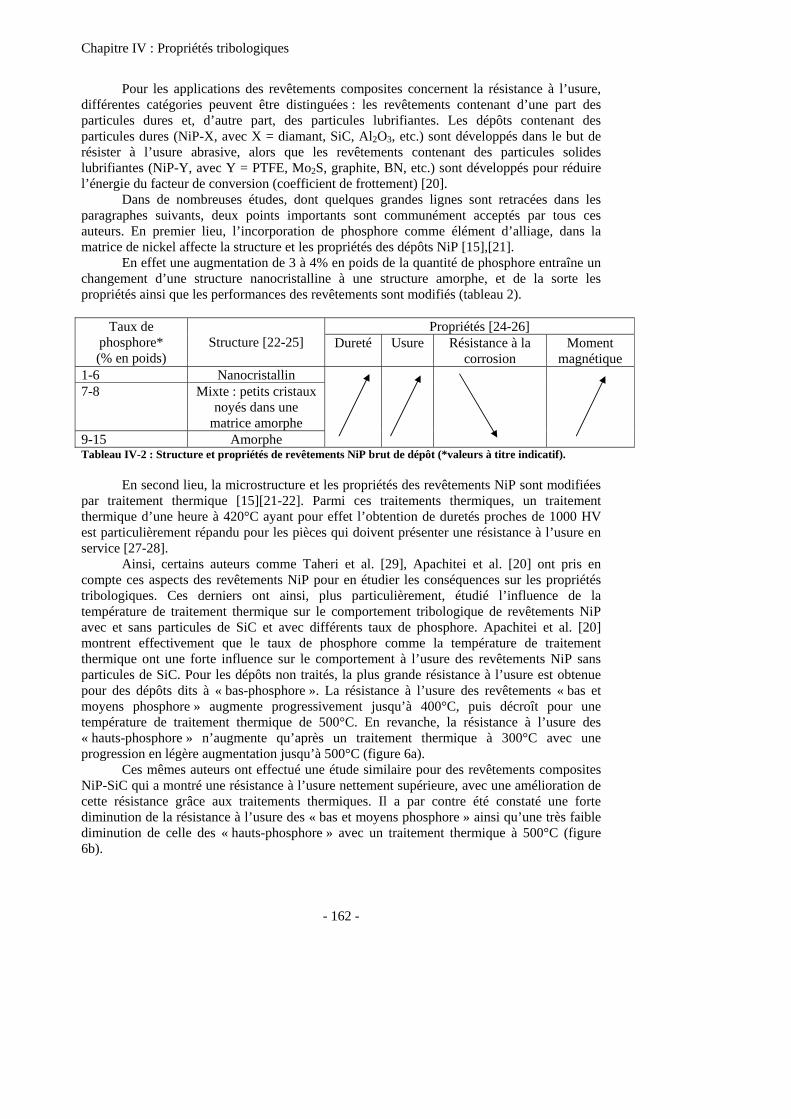
Pour les applications des revêtements composites concernent la résistance à l’usure, différentes catégories peuvent être distinguées : les revêtements contenant d’une part des particules dures et, d’autre part, des particules lubrifiantes. Les dépôts contenant des particules dures (NiP-X, avec X = diamant, SiC, Al2O3, etc.) sont développés dans le but de résister à l’usure abrasive, alors que les revêtements contenant des particules solides lubrifiantes (NiP-Y, avec Y = PTFE, Mo2S, graphite, BN, etc.) sont développés pour réduire l’énergie du facteur de conversion (coefficient de frottement) [20]. Dans de nombreuses études, dont quelques grandes lignes sont retracées dans les paragraphes suivants, deux points importants sont communément acceptés par tous ces auteurs. En premier lieu, l’incorporation de phosphore comme élément d’alliage, dans la matrice de nickel affecte la structure et les propriétés des dépôts NiP [15],[21]. En effet une augmentation de 3 à 4% en poids de la quantité de phosphore entraîne un changement d’une structure nanocristalline à une structure amorphe, et de la sorte les propriétés ainsi que les performances des revêtements sont modifiés (tableau 2).
Propriétés [24-26] Taux de phosphore* (% en poids)
Structure [22-25] Dureté Usure Résistance à la corrosion
Moment magnétique
1-6 Nanocristallin 7-8 Mixte : petits cristaux
noyés dans une matrice amorphe
9-15 Amorphe
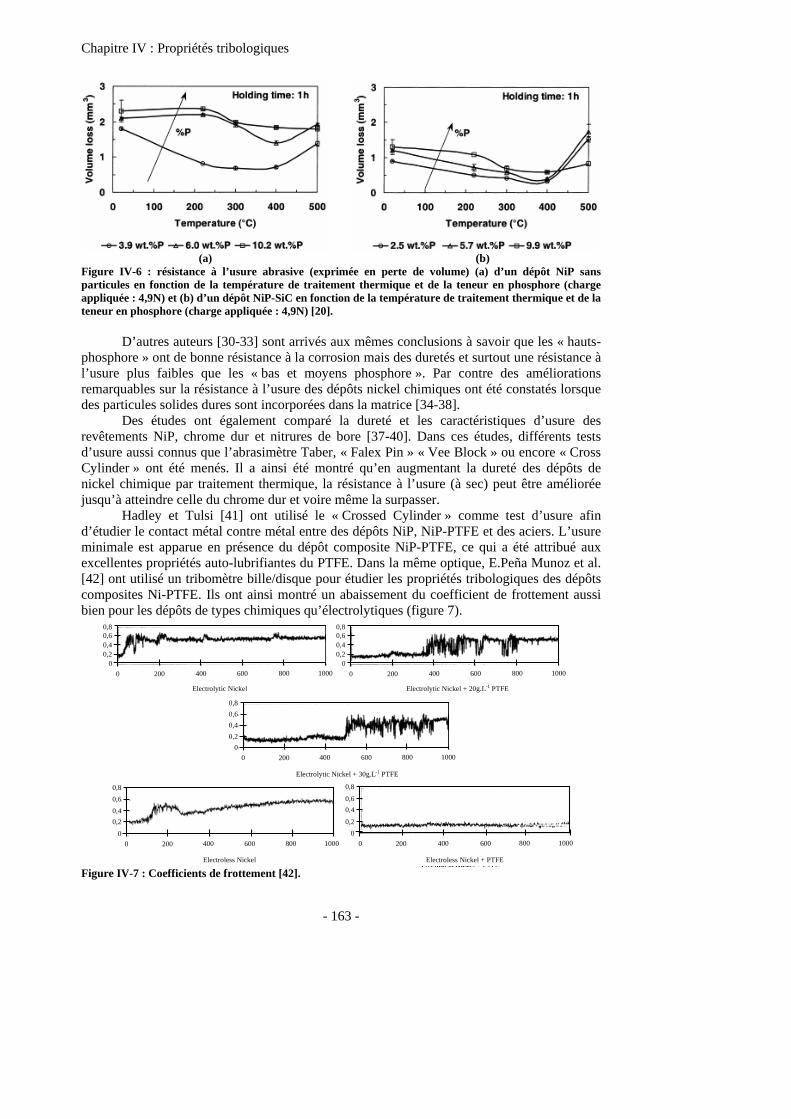
Tableau IV-2 : Structure et propriétés de revêtements NiP brut de dépôt (*valeurs à titre indicatif). En second lieu, la microstructure et les propriétés des revêtements NiP sont modifiées par traitement thermique [15][21-22]. Parmi ces traitements thermiques, un traitement thermique d’une heure à 420°C ayant pour effet l’obtention de duretés proches de 1000 HV est particulièrement répandu pour les pièces qui doivent présenter une résistance à l’usure en service [27-28]. Ainsi, certains auteurs comme Taheri et al. [29], Apachitei et al. [20] ont pris en compte ces aspects des revêtements NiP pour en étudier les conséquences sur les propriétés tribologiques. Ces derniers ont ainsi, plus particulièrement, étudié l’influence de la température de traitement thermique sur le comportement tribologique de revêtements NiP avec et sans particules de SiC et avec différents taux de phosphore. Apachitei et al. [20] montrent effectivement que le taux de phosphore comme la température de traitement thermique ont une forte influence sur le comportement à l’usure des revêtements NiP sans particules de SiC. Pour les dépôts non traités, la plus grande résistance à l’usure est obtenue pour des dépôts dits à « bas-phosphore ». La résistance à l’usure des revêtements « bas et moyens phosphore » augmente progressivement jusqu’à 400°C, puis décroît pour une température de traitement thermique de 500°C. En revanche, la résistance à l’usure des « hauts-phosphore » n’augmente qu’après un traitement thermique à 300°C avec une progression en légère augmentation jusqu’à 500°C (figure 6a). Ces mêmes auteurs ont effectué une étude similaire pour des revêtements composites NiP-SiC qui a montré une résistance à l’usure nettement supérieure, avec une amélioration de cette résistance grâce aux traitements thermiques. Il a par contre été constaté une forte diminution de la résistance à l’usure des « bas et moyens phosphore » ainsi qu’une très faible diminution de celle des « hauts-phosphore » avec un traitement thermique à 500°C (figure 6b).
Chapitre IV : Propriétés tribologiques
- 163 -
(a) (b) Figure IV-6 : résistance à l’usure abrasive (exprimée en perte de volume) (a) d’un dépôt NiP sans particules en fonction de la température de traitement thermique et de la teneur en phosphore (charge appliquée : 4,9N) et (b) d’un dépôt NiP-SiC en fonction de la température de traitement thermique et de la teneur en phosphore (charge appliquée : 4,9N) [20]. D’autres auteurs [30-33] sont arrivés aux mêmes conclusions à savoir que les « hauts-phosphore » ont de bonne résistance à la corrosion mais des duretés et surtout une résistance à l’usure plus faibles que les « bas et moyens phosphore ». Par contre des améliorations remarquables sur la résistance à l’usure des dépôts nickel chimiques ont été constatés lorsque des particules solides dures sont incorporées dans la matrice [34-38]. Des études ont également comparé la dureté et les caractéristiques d’usure des revêtements NiP, chrome dur et nitrures de bore [37-40]. Dans ces études, différents tests d’usure aussi connus que l’abrasimètre Taber, « Falex Pin » « Vee Block » ou encore « Cross Cylinder » ont été menés. Il a ainsi été montré qu’en augmentant la dureté des dépôts de nickel chimique par traitement thermique, la résistance à l’usure (à sec) peut être améliorée jusqu’à atteindre celle du chrome dur et voire même la surpasser. Hadley et Tulsi [41] ont utilisé le « Crossed Cylinder » comme test d’usure afin d’étudier le contact métal contre métal entre des dépôts NiP, NiP-PTFE et des aciers. L’usure minimale est apparue en présence du dépôt composite NiP-PTFE, ce qui a été attribué aux excellentes propriétés auto-lubrifiantes du PTFE. Dans la même optique, E.Peña Munoz et al. [42] ont utilisé un tribomètre bille/disque pour étudier les propriétés tribologiques des dépôts composites Ni-PTFE. Ils ont ainsi montré un abaissement du coefficient de frottement aussi bien pour les dépôts de types chimiques qu’électrolytiques (figure 7).
0 200 400 600 800 0
0,2 0,4 0,6 0,8
0 200 400 600 800 1000 0
0,2 0,4 0,6 0,8
1000
Electrolytic Nickel Electrolytic Nickel + 20g.L-1 PTFE
0 200 400 600 800 0
0,2 0,4 0,6 0,8
1000
Electrolytic Nickel + 30g.L-1 PTFE
0 200 400 600 800 0
0,2 0,4 0,6 0,8
0 200 400 600 800 0
0,2
0,4 0,6
0,8
1000
Electroless Nickel Electroless Nickel + PTFE
1000
Figure IV-7 : Coefficients de frottement [42].
Chapitre IV : Propriétés tribologiques
- 164 -
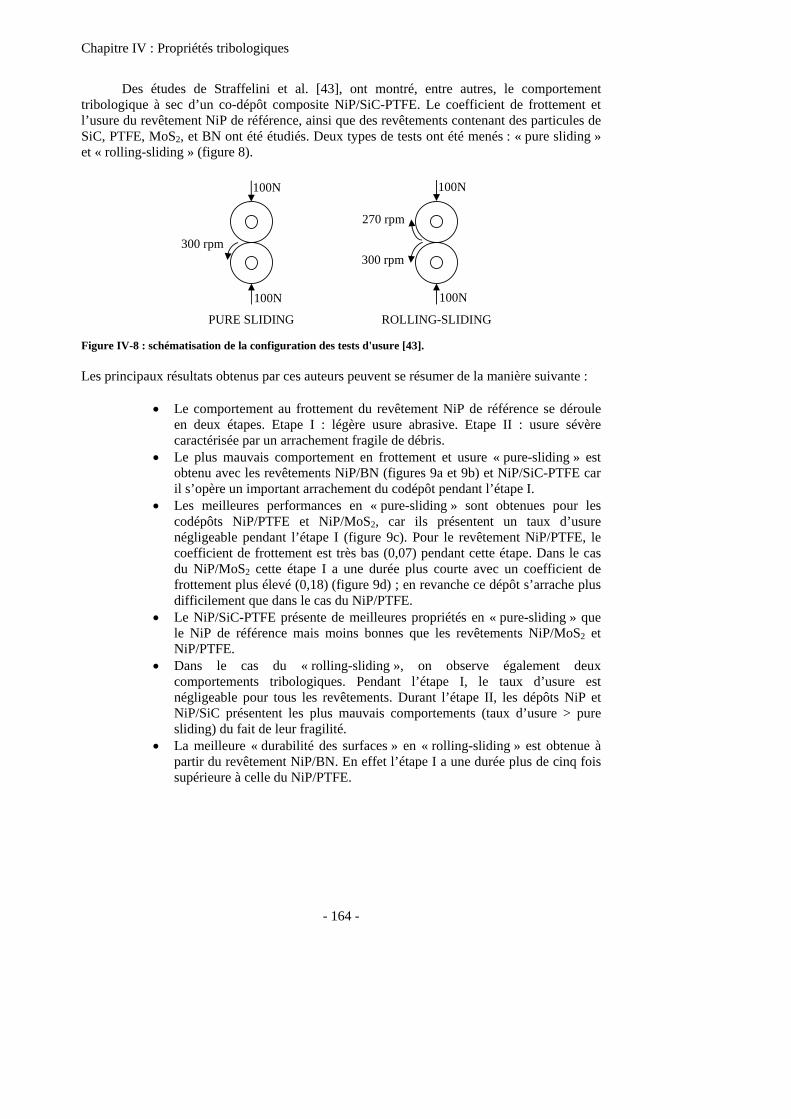
Des études de Straffelini et al. [43], ont montré, entre autres, le comportement tribologique à sec d’un co-dépôt composite NiP/SiC-PTFE. Le coefficient de frottement et l’usure du revêtement NiP de référence, ainsi que des revêtements contenant des particules de SiC, PTFE, MoS2, et BN ont été étudiés. Deux types de tests ont été menés : « pure sliding » et « rolling-sliding » (figure 8).
Figure IV-8 : schématisation de la configuration des tests d'usure [43]. Les principaux résultats obtenus par ces auteurs peuvent se résumer de la manière suivante :
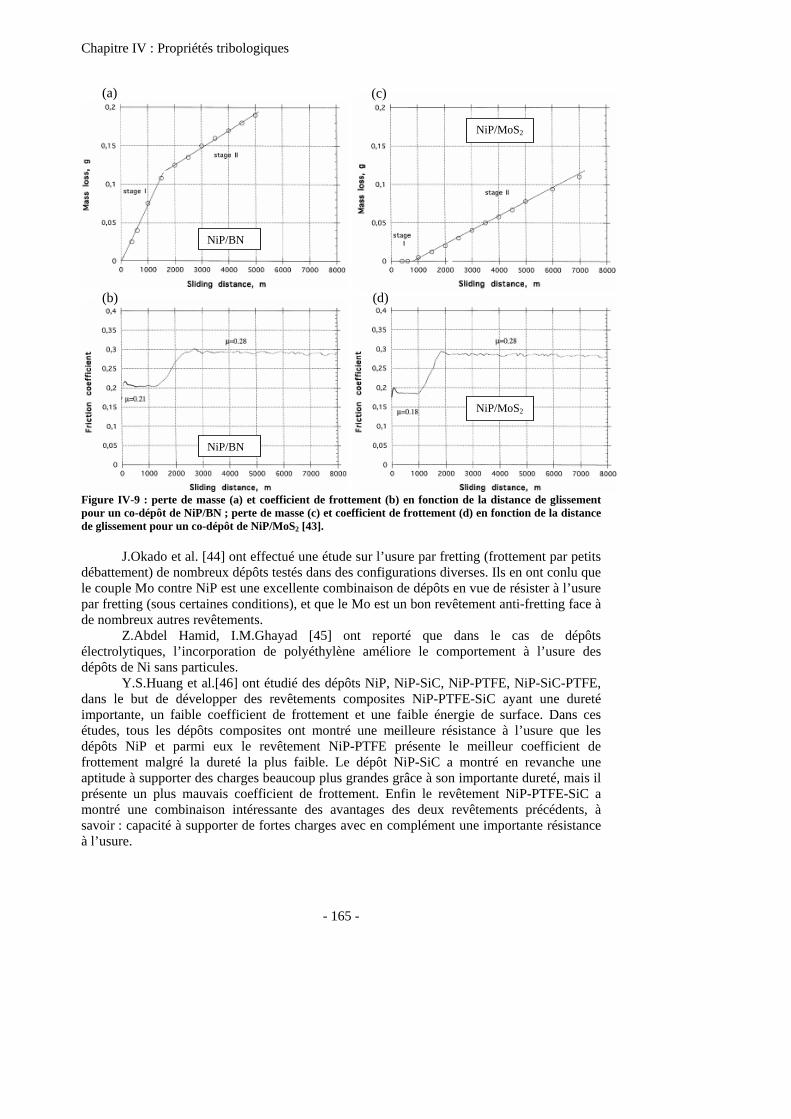
• Le comportement au frottement du revêtement NiP de référence se déroule en deux étapes. Etape I : légère usure abrasive. Etape II : usure sévère caractérisée par un arrachement fragile de débris.
• Le plus mauvais comportement en frottement et usure « pure-sliding » est obtenu avec les revêtements NiP/BN (figures 9a et 9b) et NiP/SiC-PTFE car il s’opère un important arrachement du codépôt pendant l’étape I.
• Les meilleures performances en « pure-sliding » sont obtenues pour les codépôts NiP/PTFE et NiP/MoS2, car ils présentent un taux d’usure négligeable pendant l’étape I (figure 9c). Pour le revêtement NiP/PTFE, le coefficient de frottement est très bas (0,07) pendant cette étape. Dans le cas du NiP/MoS2 cette étape I a une durée plus courte avec un coefficient de frottement plus élevé (0,18) (figure 9d) ; en revanche ce dépôt s’arrache plus difficilement que dans le cas du NiP/PTFE.
• Le NiP/SiC-PTFE présente de meilleures propriétés en « pure-sliding » que le NiP de référence mais moins bonnes que les revêtements NiP/MoS2 et NiP/PTFE.
• Dans le cas du « rolling-sliding », on observe également deux comportements tribologiques. Pendant l’étape I, le taux d’usure est négligeable pour tous les revêtements. Durant l’étape II, les dépôts NiP et NiP/SiC présentent les plus mauvais comportements (taux d’usure > pure sliding) du fait de leur fragilité.
• La meilleure « durabilité des surfaces » en « rolling-sliding » est obtenue à partir du revêtement NiP/BN. En effet l’étape I a une durée plus de cinq fois supérieure à celle du NiP/PTFE.
PURE SLIDING ROLLING-SLIDING
100N
100N
300 rpm
100N
100N
300 rpm
270 rpm
Chapitre IV : Propriétés tribologiques
- 165 -
Figure IV-9 : perte de masse (a) et coefficient de frottement (b) en fonction de la distance de glissement pour un co-dépôt de NiP/BN ; perte de masse (c) et coefficient de frottement (d) en fonction de la distance de glissement pour un co-dépôt de NiP/MoS2 [43]. J.Okado et al. [44] ont effectué une étude sur l’usure par fretting (frottement par petits débattement) de nombreux dépôts testés dans des configurations diverses. Ils en ont conlu que le couple Mo contre NiP est une excellente combinaison de dépôts en vue de résister à l’usure par fretting (sous certaines conditions), et que le Mo est un bon revêtement anti-fretting face à de nombreux autres revêtements. Z.Abdel Hamid, I.M.Ghayad [45] ont reporté que dans le cas de dépôts électrolytiques, l’incorporation de polyéthylène améliore le comportement à l’usure des dépôts de Ni sans particules. Y.S.Huang et al.[46] ont étudié des dépôts NiP, NiP-SiC, NiP-PTFE, NiP-SiC-PTFE, dans le but de développer des revêtements composites NiP-PTFE-SiC ayant une dureté importante, un faible coefficient de frottement et une faible énergie de surface. Dans ces études, tous les dépôts composites ont montré une meilleure résistance à l’usure que les dépôts NiP et parmi eux le revêtement NiP-PTFE présente le meilleur coefficient de frottement malgré la dureté la plus faible. Le dépôt NiP-SiC a montré en revanche une aptitude à supporter des charges beaucoup plus grandes grâce à son importante dureté, mais il présente un plus mauvais coefficient de frottement. Enfin le revêtement NiP-PTFE-SiC a montré une combinaison intéressante des avantages des deux revêtements précédents, à savoir : capacité à supporter de fortes charges avec en complément une importante résistance à l’usure.
(a)
(b)
(c)
(d)
NiP/BN
NiP/BN
NiP/MoS2
NiP/MoS2
Chapitre IV : Propriétés tribologiques
- 166 -
Une étude intéressante de O.A.Léon et al. [53] montre qu’il existe une quantité optimale de particules : les résultats pour ce taux de particules seront « excellents », alors que si on augmente ou diminue ce taux de particules, ils seront bien moins intéressants. Ainsi comme le montre cette étude bibliographique, depuis un peu plus de dix ans à présent, de nombreuses recherches ont été menées dans le but d’incorporer des particules solides inertes dans une matrice métallique afin d’en améliorer les propriétés telles que la résistance à l’usure ou la capacité de glissement des surfaces selon les particules utilisées. L’inclusion de PTFE, diamants naturels et synthétiques, céramiques, carbures de chrome, carbures de silicium, oxydes d’aluminium, carbures de tungstène, zirconium, nitrure de bore etc. fait partie de certaines offres commerciales [47-52].
IV.2 ETUDE EXPERIMENTALE IV.2.1 Revêtements étudiés
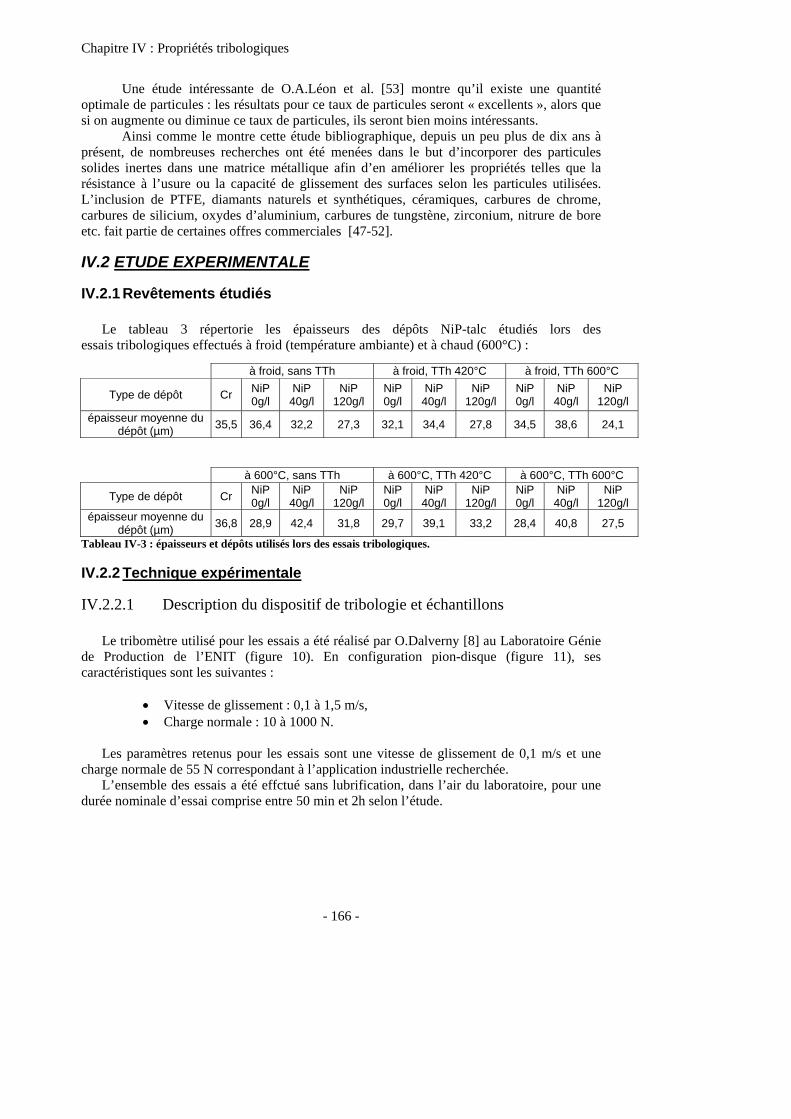
Le tableau 3 répertorie les épaisseurs des dépôts NiP-talc étudiés lors des
essais tribologiques effectués à froid (température ambiante) et à chaud (600°C) :
à froid, sans TTh à froid, TTh 420°C à froid, TTh 600°C
Type de dépôt Cr NiP 0g/l
NiP 40g/l
NiP 120g/l
NiP 0g/l
NiP 40g/l
NiP 120g/l
NiP 0g/l
NiP 40g/l
NiP 120g/l
épaisseur moyenne du dépôt (µm) 35,5 36,4 32,2 27,3 32,1 34,4 27,8 34,5 38,6 24,1
à 600°C, sans TTh à 600°C, TTh 420°C à 600°C, TTh 600°C
Type de dépôt Cr NiP 0g/l
NiP 40g/l
NiP 120g/l
NiP 0g/l
NiP 40g/l
NiP 120g/l
NiP 0g/l
NiP 40g/l
NiP 120g/l
épaisseur moyenne du dépôt (µm) 36,8 28,9 42,4 31,8 29,7 39,1 33,2 28,4 40,8 27,5
Tableau IV-3 : épaisseurs et dépôts utilisés lors des essais tribologiques.
IV.2.2 Technique expérimentale
IV.2.2.1 Description du dispositif de tribologie et échantillons
Le tribomètre utilisé pour les essais a été réalisé par O.Dalverny [8] au Laboratoire Génie de Production de l’ENIT (figure 10). En configuration pion-disque (figure 11), ses caractéristiques sont les suivantes :
• Vitesse de glissement : 0,1 à 1,5 m/s, • Charge normale : 10 à 1000 N.
Les paramètres retenus pour les essais sont une vitesse de glissement de 0,1 m/s et une
charge normale de 55 N correspondant à l’application industrielle recherchée. L’ensemble des essais a été effctué sans lubrification, dans l’air du laboratoire, pour une
durée nominale d’essai comprise entre 50 min et 2h selon l’étude.

Chapitre IV : Propriétés tribologiques
- 167 -
Figure IV-10 : dessin d’ensemble du tribomètre [8]. Figure IV-11 : configuration pion-disque.
La machine s’agence autour de deux mandrins coaxiaux verticaux supportant les
échantillons. Chaque mandrin est prolongé par un arbre, guidé dans une broche. Les paliers de la broche inférieure assurent une liaison pivot entre l’arbre et le bâti, ceux de la broche supérieure assurent une liaison pivot glissant qui permet la transmission de la charge normale. Le maintien des échantillons est effectué par deux tirants coaxiaux aux broches, débouchant aux extrémités des arbres. Les dépôts sont réalisés sur des disques en acier faiblement allié 36NiCrMo16, dont l’arrêt en rotation est obtenu par deux méplats (figure 12). Le pion à face frottante est en acier faiblement allié 100Cr6 ayant subi une austénitisation entre 820 et 840°C une trempe à l’huile puis un revenu d’une heure à 150°C lui conférant une résistance de 62 HRc (~8-9 GPa). Les formes de la tête du tirant et du pion permettent l’arrêt de ce dernier en translation et en rotation.
Figure IV-12 : échantillons pour la configuration pion-disque.
1- Système de contre poids 2- Levier de mise en charge 3- Broche supérieure 4- Bâti supérieur 5- Four 6- Bâti inférieur 7- Broche inférieure 8- Moteur
Disque rotatif
Pion stationnaire Charge

Chapitre IV : Propriétés tribologiques
- 168 -
IV.2.2.2 Acquisition au cours de l’essai Trois paramètres peuvent être enregistrés en continu :
1. Le coefficient de frottement, déduit de l’effort normal N et de l’effort tangentiel T
Le couple de frottement est mesuré par l’intermédiaire de deux capteurs de flexion (ref.
HBM Z6-2), disposés par rapport à l’axe de la machine (figure 13). L’effort tangentiel transmis à l’échantillon est calculé en tenant compte du rayon moyen de la piste de frottement. F et F’ sont les forces reçues par les capteurs de flexion ; a est le bras de levier correspondant à F et F’ ; b est le rayon moyen de frottement, et T est l’effort tangentiel.
C = a (F + F’) = b T => T = (a/b) (F+F’) D’où finalement : f = T / N
2. Le déplacement vertical des échantillons,
L’enregistrement du déplacement vertical des échantillons est assuré par un capteur inductif de déplacement (ref. HBM W1T3) positionné entre l’arbre supérieur et le bâti (étendue de mesure de ± 1 mm par incréments de 1 µm).
F’ F
125 mm
18 mm
T
125 mm
b
a
a
L’effort normal N est enregistré par un capteur de force à jauges d’extensométrie de type peson (ref. HBM U2A) intercalé entre le poids et le levier.
N = (800/218) Ncapteur
Ncapteur
N
800
218
Chapitre IV : Propriétés tribologiques
- 169 -
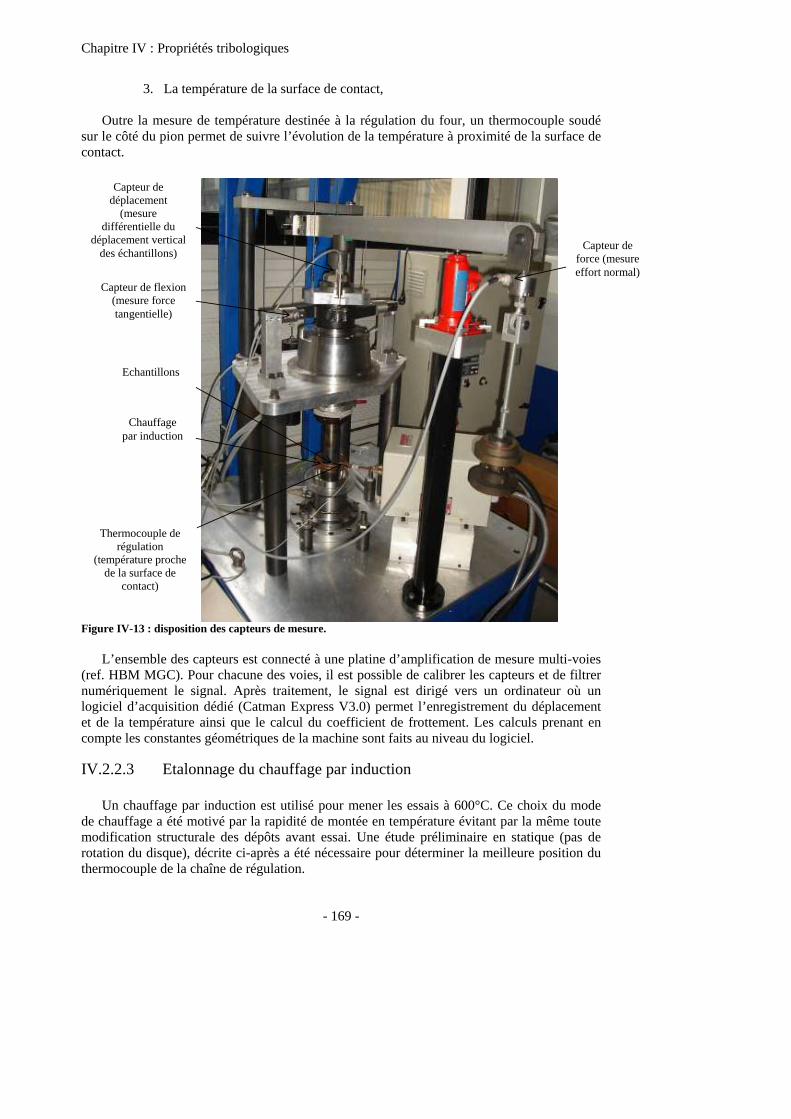
3. La température de la surface de contact, Outre la mesure de température destinée à la régulation du four, un thermocouple soudé sur le côté du pion permet de suivre l’évolution de la température à proximité de la surface de contact.
Figure IV-13 : disposition des capteurs de mesure.
L’ensemble des capteurs est connecté à une platine d’amplification de mesure multi-voies
(ref. HBM MGC). Pour chacune des voies, il est possible de calibrer les capteurs et de filtrer numériquement le signal. Après traitement, le signal est dirigé vers un ordinateur où un logiciel d’acquisition dédié (Catman Express V3.0) permet l’enregistrement du déplacement et de la température ainsi que le calcul du coefficient de frottement. Les calculs prenant en compte les constantes géométriques de la machine sont faits au niveau du logiciel.
IV.2.2.3 Etalonnage du chauffage par induction Un chauffage par induction est utilisé pour mener les essais à 600°C. Ce choix du mode
de chauffage a été motivé par la rapidité de montée en température évitant par la même toute modification structurale des dépôts avant essai. Une étude préliminaire en statique (pas de rotation du disque), décrite ci-après a été nécessaire pour déterminer la meilleure position du thermocouple de la chaîne de régulation.
Capteur de déplacement
(mesure différentielle du
déplacement vertical des échantillons)
Capteur de flexion (mesure force tangentielle)
Echantillons
Chauffage par induction
Thermocouple de régulation
(température proche de la surface de
contact)
Capteur de force (mesure effort normal)
Chapitre IV : Propriétés tribologiques
- 170 -
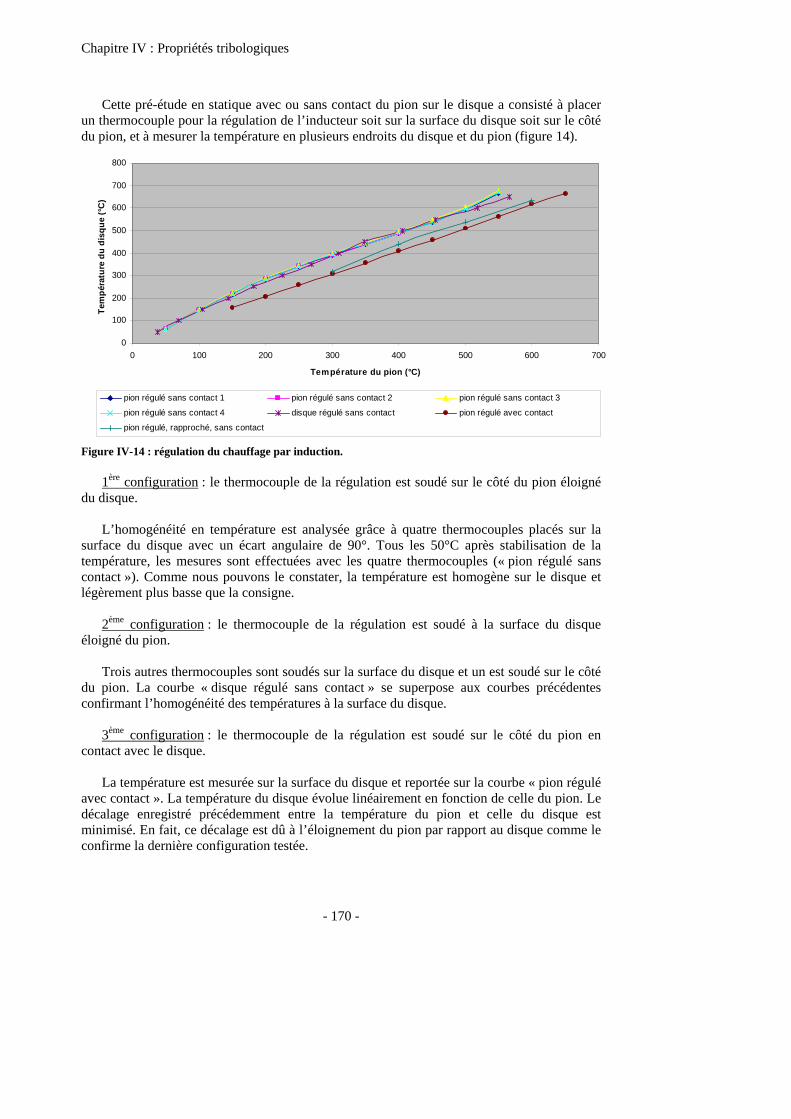
Cette pré-étude en statique avec ou sans contact du pion sur le disque a consisté à placer
un thermocouple pour la régulation de l’inducteur soit sur la surface du disque soit sur le côté du pion, et à mesurer la température en plusieurs endroits du disque et du pion (figure 14).
0
100
200
300
400
500
600
700
800
0 100 200 300 400 500 600 700
Température du pion (°C)
Tem
péra
ture
du
disq
ue (°
C)
pion régulé sans contact 1 pion régulé sans contact 2 pion régulé sans contact 3
pion régulé sans contact 4 disque régulé sans contact pion régulé avec contact
pion régulé, rapproché, sans contact
Figure IV-14 : régulation du chauffage par induction. 1ère configuration : le thermocouple de la régulation est soudé sur le côté du pion éloigné
du disque. L’homogénéité en température est analysée grâce à quatre thermocouples placés sur la
surface du disque avec un écart angulaire de 90°. Tous les 50°C après stabilisation de la température, les mesures sont effectuées avec les quatre thermocouples (« pion régulé sans contact »). Comme nous pouvons le constater, la température est homogène sur le disque et légèrement plus basse que la consigne.
2ème configuration : le thermocouple de la régulation est soudé à la surface du disque
éloigné du pion. Trois autres thermocouples sont soudés sur la surface du disque et un est soudé sur le côté
du pion. La courbe « disque régulé sans contact » se superpose aux courbes précédentes confirmant l’homogénéité des températures à la surface du disque.
3ème configuration : le thermocouple de la régulation est soudé sur le côté du pion en
contact avec le disque. La température est mesurée sur la surface du disque et reportée sur la courbe « pion régulé
avec contact ». La température du disque évolue linéairement en fonction de celle du pion. Le décalage enregistré précédemment entre la température du pion et celle du disque est minimisé. En fait, ce décalage est dû à l’éloignement du pion par rapport au disque comme le confirme la dernière configuration testée.

Chapitre IV : Propriétés tribologiques
- 171 -
4ème configuration : le thermocouple de la régulation est soudé sur le côté du pion rapproché du disque sans le toucher.
La température du disque évolue toujours linéairement par rapport à la consigne et le
décalage de température entre le pion et le disque est moindre.
Cet étalonnage en température du chauffage par induction aboutit aux conclusions suivantes :
• La température est homogène sur toute la surface du disque. • En régulant sur le côté du pion, il est possible de connaître précisément la
température à la surface du disque. L’écart de température entre le disque et le pion est uniquement fonction de leur écartement, c'est-à-dire de leur position par rapport aux spires de l’inducteur.
IV.2.2.4 Moyens de caractérisation post-mortem Les moyens de caractérisation utilisés post-mortem englobent l’ensemble des moyens de caractérisation décrits dans les chapitres précédents, à savoir une caractérisation globale par microscopie optique (binoculaire LEICA), puis des observations en surface et en coupe couplées à des analyses par dispersion d’énergie X grâce au Microscope Electronique à Balayage Philips SEM 515. Enfin, la topographie des pistes a été mesurée par profilométrie optique (VEECO NT 1100). La notion de débit tribologique associe à l’usure les seules particules éjectées du contact et ne pouvant plus y être recyclées. Cette usure est donc très difficile à quantifier rigoureusement en frottement sec. Cependant, les volumes d’usure des différents échantillons sont déterminés, lorsque cela est possible (détection significative d’une trace d’usure) à partir de relevés topographiques tridimensionnels. Une fonction du logiciel permet de déterminer le volume de vide situé en dessous d’un plan de référence coïncidant avec la surface initiale du disque revêtu. Les volumes d’usure déterminés uniquement pour la zone observée, c’est à dire une portion de disque de largeur (y), sont extrapolés au disque complet en utilisant la formule ci-dessous :
ydVV mesurédisque ⋅⋅= π
où d est le diamètre moyen de la trace d’usure. Les volumes d’usure des pions chanfreinés sont quant à eux estimés à partir de mesures du diamètre de la face frottante, avant et après chaque essai. Le volume du tronc de cône est ainsi déterminé :
)(3
33 rRVpion −⋅=π
où R et r sont respectivement le rayon avant et après usure, avec un angle de chanfrein égal à 45°.
Chapitre IV : Propriétés tribologiques
- 172 -
IV.2.3 Résultats Les résultats sont regroupés en deux campagnes selon la température d’essai : température ambiante et 600°C. Pour chaque campagne, les comportements des revêtements NiP avec ou sans talc et ayant subi les mêmes traitements thermiques (cf tableau 3) ont été confrontés à celui d’un revêtement de chrome dur.
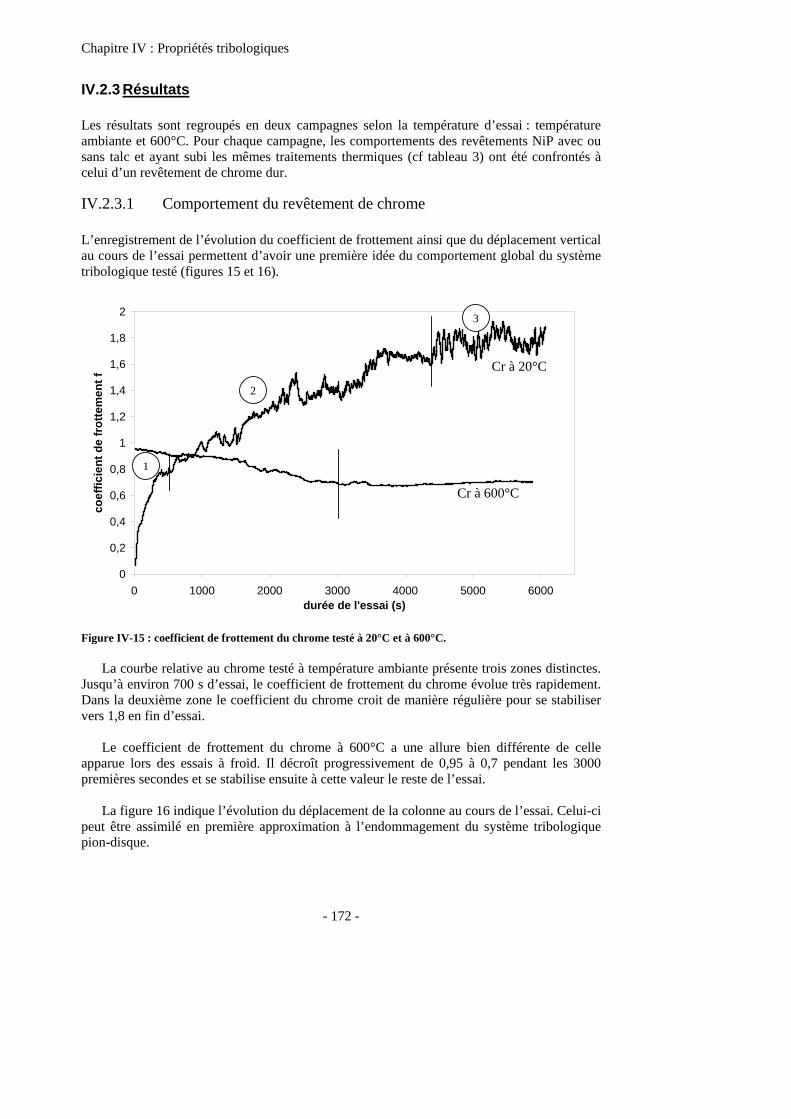
IV.2.3.1 Comportement du revêtement de chrome L’enregistrement de l’évolution du coefficient de frottement ainsi que du déplacement vertical au cours de l’essai permettent d’avoir une première idée du comportement global du système tribologique testé (figures 15 et 16).
Figure IV-15 : coefficient de frottement du chrome testé à 20°C et à 600°C.
La courbe relative au chrome testé à température ambiante présente trois zones distinctes. Jusqu’à environ 700 s d’essai, le coefficient de frottement du chrome évolue très rapidement. Dans la deuxième zone le coefficient du chrome croit de manière régulière pour se stabiliser vers 1,8 en fin d’essai.
Le coefficient de frottement du chrome à 600°C a une allure bien différente de celle
apparue lors des essais à froid. Il décroît progressivement de 0,95 à 0,7 pendant les 3000 premières secondes et se stabilise ensuite à cette valeur le reste de l’essai.
La figure 16 indique l’évolution du déplacement de la colonne au cours de l’essai. Celui-ci
peut être assimilé en première approximation à l’endommagement du système tribologique pion-disque.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
0 1000 2000 3000 4000 5000 6000durée de l'essai (s)
coef
ficie
nt d
e fr
otte
men
t f
Cr à 20°C
Cr à 600°C
1
2
3
Chapitre IV : Propriétés tribologiques
- 173 -
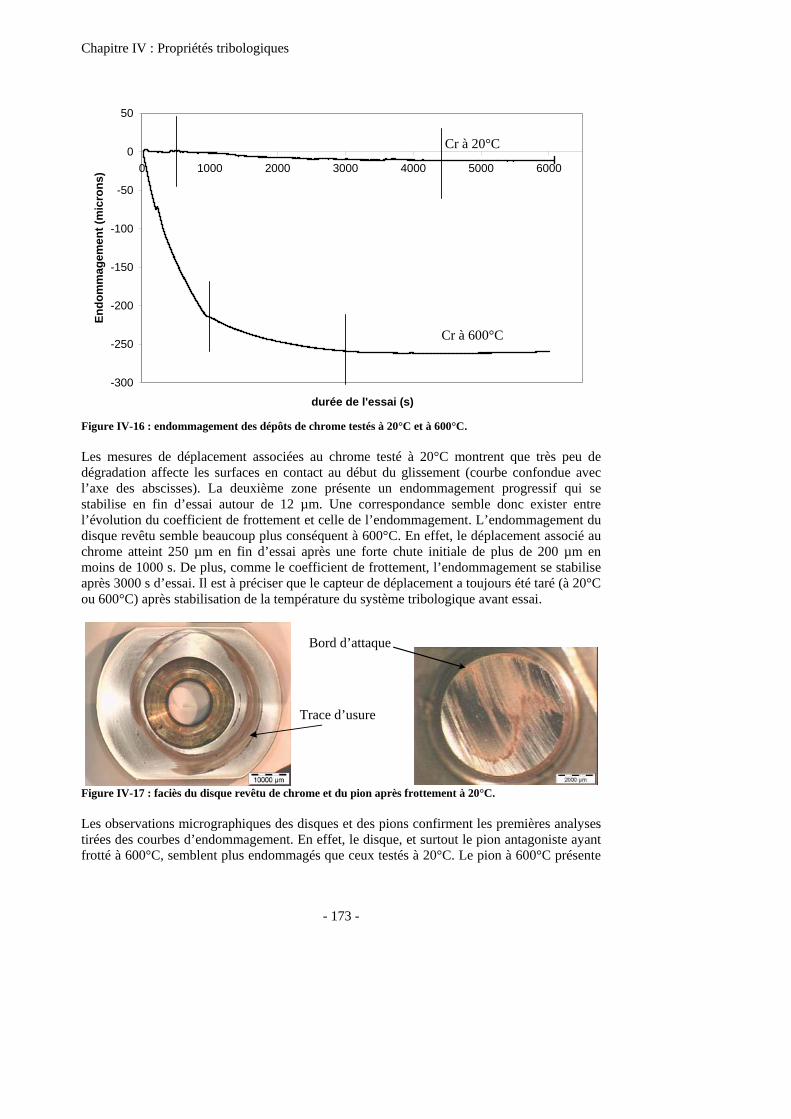
Figure IV-16 : endommagement des dépôts de chrome testés à 20°C et à 600°C. Les mesures de déplacement associées au chrome testé à 20°C montrent que très peu de dégradation affecte les surfaces en contact au début du glissement (courbe confondue avec l’axe des abscisses). La deuxième zone présente un endommagement progressif qui se stabilise en fin d’essai autour de 12 µm. Une correspondance semble donc exister entre l’évolution du coefficient de frottement et celle de l’endommagement. L’endommagement du disque revêtu semble beaucoup plus conséquent à 600°C. En effet, le déplacement associé au chrome atteint 250 µm en fin d’essai après une forte chute initiale de plus de 200 µm en moins de 1000 s. De plus, comme le coefficient de frottement, l’endommagement se stabilise après 3000 s d’essai. Il est à préciser que le capteur de déplacement a toujours été taré (à 20°C ou 600°C) après stabilisation de la température du système tribologique avant essai.
Figure IV-17 : faciès du disque revêtu de chrome et du pion après frottement à 20°C. Les observations micrographiques des disques et des pions confirment les premières analyses tirées des courbes d’endommagement. En effet, le disque, et surtout le pion antagoniste ayant frotté à 600°C, semblent plus endommagés que ceux testés à 20°C. Le pion à 600°C présente
Bord d’attaque
Trace d’usure
-300
-250
-200
-150
-100
-50
0
50
0 1000 2000 3000 4000 5000 6000
durée de l'essai (s)
Endo
mm
agem
ent (
mic
rons
)
Cr à 20°C
Cr à 600°C
Chapitre IV : Propriétés tribologiques
- 174 -
de larges sillons et un bord d’attaque bien marqué. Contrairement au disque testé en température, le disque à 20°C comporte une piste irrégulière.
Figure IV-18 : faciès du disque revêtu de chrome et du pion après frottement à 600°C.
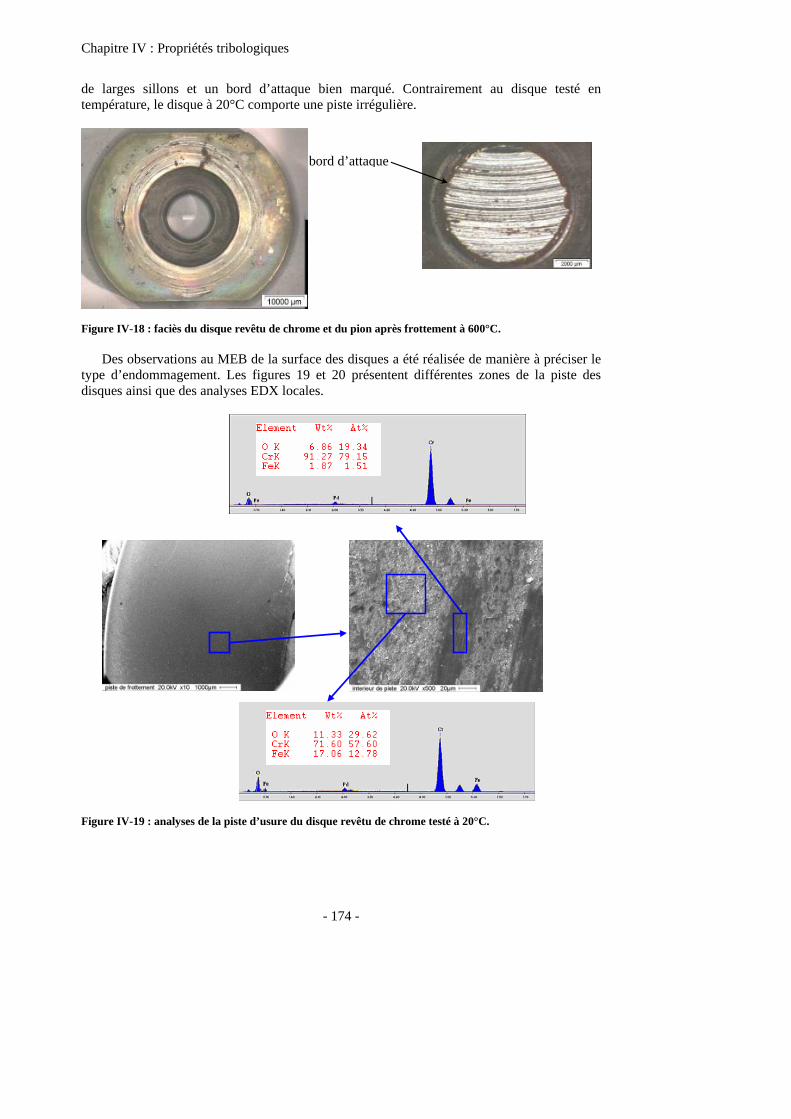
Des observations au MEB de la surface des disques a été réalisée de manière à préciser le
type d’endommagement. Les figures 19 et 20 présentent différentes zones de la piste des disques ainsi que des analyses EDX locales.
Figure IV-19 : analyses de la piste d’usure du disque revêtu de chrome testé à 20°C.
bord d’attaque

Chapitre IV : Propriétés tribologiques
- 175 -
Figure IV-20 : analyses de la piste d’usure du disque revêtu de chrome testé à 600°C.
Les différentes analyses effectuées semblent indiquer que les dépôts ne sont pas percés.
De plus un transfert du pion sur la piste d’usure a eu lieu à 20°C ou à 600°C. Les zones de transfert sont beaucoup plus rares et dispersées à 20°C. Cette irrégularité de la piste de frottement peut expliquer les variations enregistrées du coefficient de frottement.
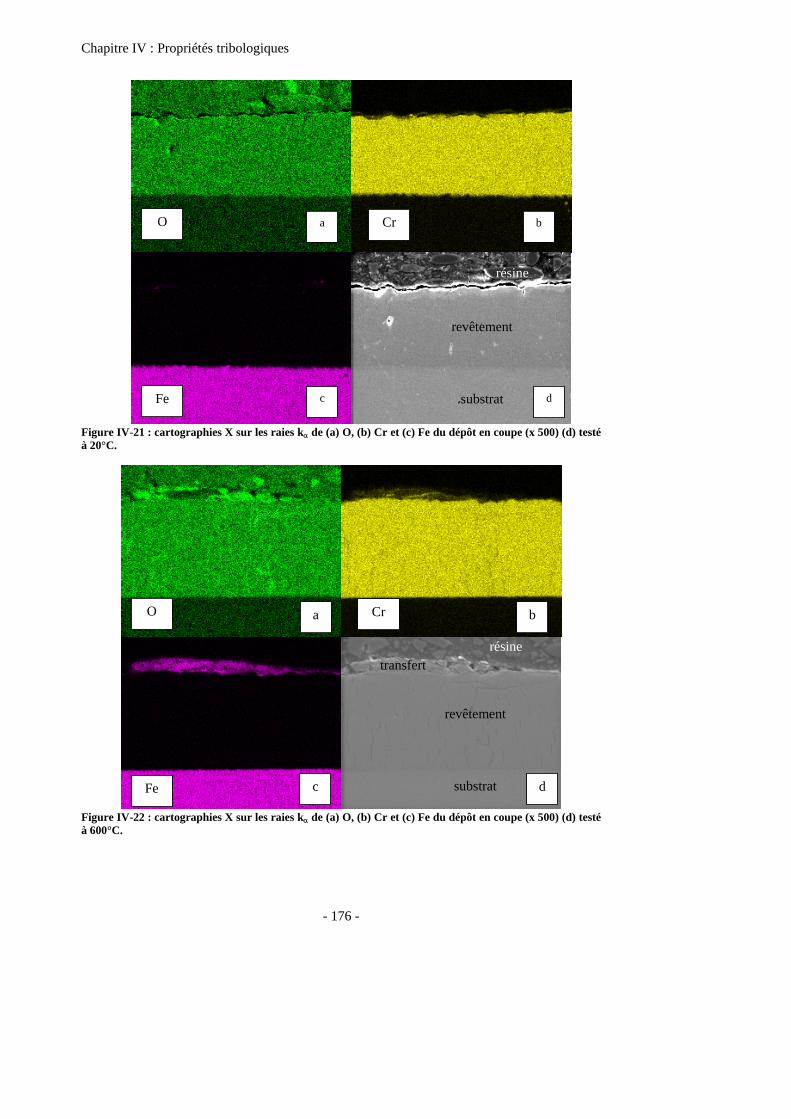
Pour confirmer les informations obtenues en surface, notamment un transfert du pion vers
le disque et non un percement du revêtement, des observations au MEB des disques en coupe ont été réalisées couplées à des cartographies X. Qui plus est, celles-ci ont permis une première quantification de l’endommagement des dépôts à 20°C ou 600°C.
Ainsi, sur les cartographies localisées au centre de la piste d’usure (figures 21a à 21d), la
présence de transfert de fer du pion est quasi inexistante. De plus, l’usure du disque est faible. Dans le cas de ce même revêtement de chrome testé à 600°C, la présence de transfert du
pion est bien supérieure comme en témoigne la présence de fer et d’oxyde de fer sur les cartographies X (figures 22a et c). Ces analyses confirment donc les observations et analyses faites en surface laissant paraître que le transfert du pion lors des essais tribologiques du chrome à 20°C est faible et bien moindre que celui observé pour le test à 600°C. Même à 600°C, l’usure du revêtement est faible (figure 22d) ce qui confirme que l’endommagement enregistré pour le système tribologique à cette température est principalement gouvernée par l’usure du pion.
Chapitre IV : Propriétés tribologiques
- 176 -
Figure IV-21 : cartographies X sur les raies kα de (a) O, (b) Cr et (c) Fe du dépôt en coupe (x 500) (d) testé à 20°C.
Figure IV-22 : cartographies X sur les raies kα de (a) O, (b) Cr et (c) Fe du dépôt en coupe (x 500) (d) testé à 600°C.
a b
c d
revêtement
substrat
résine transfert
O Cr
Fe
a b
c d
revêtement
substrat
résine
O Cr
Fe
Chapitre IV : Propriétés tribologiques
- 177 -
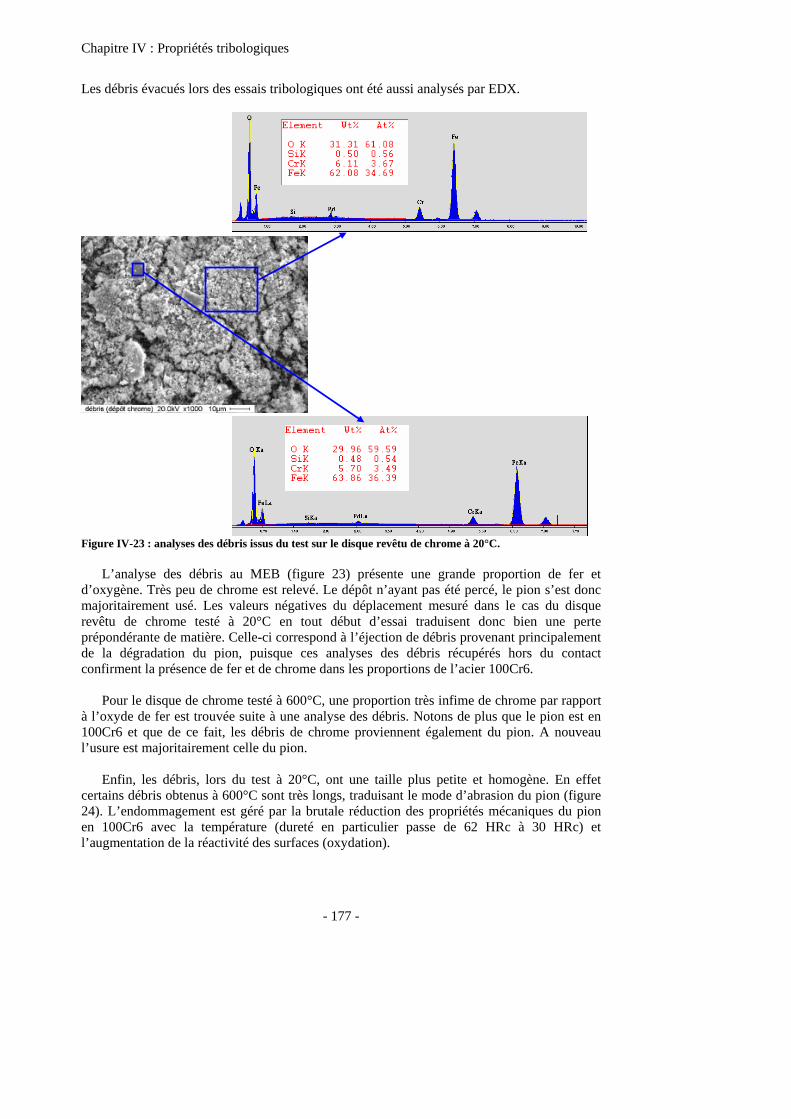
Les débris évacués lors des essais tribologiques ont été aussi analysés par EDX.
Figure IV-23 : analyses des débris issus du test sur le disque revêtu de chrome à 20°C.
L’analyse des débris au MEB (figure 23) présente une grande proportion de fer et
d’oxygène. Très peu de chrome est relevé. Le dépôt n’ayant pas été percé, le pion s’est donc majoritairement usé. Les valeurs négatives du déplacement mesuré dans le cas du disque revêtu de chrome testé à 20°C en tout début d’essai traduisent donc bien une perte prépondérante de matière. Celle-ci correspond à l’éjection de débris provenant principalement de la dégradation du pion, puisque ces analyses des débris récupérés hors du contact confirment la présence de fer et de chrome dans les proportions de l’acier 100Cr6.
Pour le disque de chrome testé à 600°C, une proportion très infime de chrome par rapport
à l’oxyde de fer est trouvée suite à une analyse des débris. Notons de plus que le pion est en 100Cr6 et que de ce fait, les débris de chrome proviennent également du pion. A nouveau l’usure est majoritairement celle du pion.
Enfin, les débris, lors du test à 20°C, ont une taille plus petite et homogène. En effet
certains débris obtenus à 600°C sont très longs, traduisant le mode d’abrasion du pion (figure 24). L’endommagement est géré par la brutale réduction des propriétés mécaniques du pion en 100Cr6 avec la température (dureté en particulier passe de 62 HRc à 30 HRc) et l’augmentation de la réactivité des surfaces (oxydation).

Chapitre IV : Propriétés tribologiques
- 178 -
Figure IV-24 : analyse des débris issus du test sur le disque revêtu de chrome à 600°C.
IV.2.3.2 Essais à froid des revêtements NiP
IV.2.3.2.1 Influence de la teneur en talc Les premiers essais réalisés sur le disque revêtu de NiP ont été stoppés au bout de 50 min
car le coefficient de frottement était relativement stable (figure 25). Comme déjà indiqué, ceci n’est pas obtenu pour le disque revêtu de chrome puisque le coefficient de frottement continue à évoluer après une heure d’essai. Par la suite tous les essais ont une durée fixe de 2 heures.
Figure IV-25 : coefficient de frottement des dépôts bruts d’élaboration.
Contrairement au chrome, on distingue uniquement deux zones sur les courbes de frottement relatives aux dépôts nickel phosphore talc. Les coefficients de frottement relatifs aux dépôts NiP et NiP-40g/l sont nettement plus stables que celui du chrome testé à 20°C : de l’ordre de 0,7 dans les premiers instants du frottement, ils augmentent ensuite lentement lors
Analyse globale
NiP NiP-40g/l
NiP-120g/l Cr

Chapitre IV : Propriétés tribologiques
- 179 -
des 700 premières secondes pour se stabiliser autour de 0,9 à 1 en fin d’essai. Il est à noter que cette valeur finale est inférieure presque de moitié au coefficient de frottement relatif au dépôt de chrome.
Les essais se sont arrêtés prématurément pour les dépôts NiP à 40 g/l et 120 g/l de talc,
respectivement au bout de 3800s et 30s, ce qui justifie pour ce dernier dépôt une courbe de frottement semblant croître à l’infini. Le pion s’est bloqué sur la piste lors de l’essai en frottement (grippage). Ce dernier essai a été refait avec les mêmes résultats.
La figure 26 représente l’endommagement global du contact enregistré avec ces mêmes
dépôts.
Figure IV-26 : endommagement global des couples étudiés.
• L’endommagement mesuré lors de l’essai avec le disque revêtu de NiP décroît progressivement tout en restant comparable à celui du dépôt de chrome. Après 2500 s, il semblerait que cet endommagement se stabilise autour de 13µm. • L’endommagement du revêtement NiP-40g/l suit celui du NiP durant les 700 premières secondes, puis augmente de manière conséquente jusqu’à la fin de l’essai correspondant à un grippage. • L’endommagement positif enregistré pour le revêtement NiP-120g/l dès les premières secondes, juste avant le grippage correspond à la formation d’un copeau en avant du pion ou de gros bourrelets dans le contact (dû à la faible cohésion du revêtement : cf. chapitre 2) et donc à une expansion du système.
Sur la figure 27, les pistes de frottement des dépôts nickel phosphore avec ou sans
particules de talc sont homogènes et plus marqués que celle observée pour le chrome. On note la présence de débris dans et hors du contact pour tous les disques revêtus de nickel phosphore. En outre, il semblerait, à première vue, que les débris augmentent de taille lorsque le talc dans les dépôts croît.
La zone d’arrachement correspondant au grippage lors de l’essai avec le revêtement NiP-120g/l est mise en évidence sur la micrographie.
Concernant les pions antagonistes, les sillons présents quelle que soit la teneur en talc, sont moins importants que ceux observés sur le pion antagoniste au dépôt de chrome. De plus, ces sillons sont moins profonds lorsque le talc des revêtements sur les disques augmente.
NiP-40g/l
NiP
Cr
NiP-120g/l

Chapitre IV : Propriétés tribologiques
- 180 -
Toutefois, il faut tenir compte de la durée réelle de chaque essai : le pion antagoniste au revêtement NiP-120g/l ayant frotté très peu.
Figure IV-27 : faciès après frottement des dépôts NiP, NiP40 et NiP120 et des pions correspondants.
Suite à ces premières observations, les investigations MEB en surface à plus fort
grossissement apportent des enseignements sur le type d’endommagement. Ainsi, au vu des micrographies de la figure 28, l’endommagement des disques revêtus de
dépôts contenant du talc semble beaucoup plus important et de nature différente qu’en absence de talc.
Figure IV-28 : observations au MEB de la piste de frottement des dépôts NiP-40g/l talc et NiP-120g/l de talc bruts d'élaboration.
Le faciès de la piste des dépôts NiP contenant du talc nous amène à penser que
l’endommagement est consécutif à un cisaillement localisé dans le disque (massif en contact). Pour confirmer ceci, des analyses complémentaires par spectrométrie à dispersion d’énergie X ont été menées dans les pistes.
blocage NiP NiP-40g/l NiP-120g/l
40 g/l 120 g/l 0 g/l

Chapitre IV : Propriétés tribologiques
- 181 -
Figure IV-29 : analyses EDX de la piste d’usure du disque de NiP testé à 20°C.
Les analyses EDX dans la piste de frottement relative au dépôt NiP sans talc (figure 29) montrent que le revêtement est toujours présent. L’accommodation semble se faire par déformation plastique.
Il n’en est pas de même pour les deux autres revêtements contenant du talc (figures 30 et 31). En effet, les analyses confirment la décohésion des revêtements dans les pistes de frottement car seul l’élément fer est mis en évidence.
Figure IV-30 : analyses EDX de la piste de frottement du disque de NiP-40g/l testé à 20°C.
Chapitre IV : Propriétés tribologiques
- 182 -
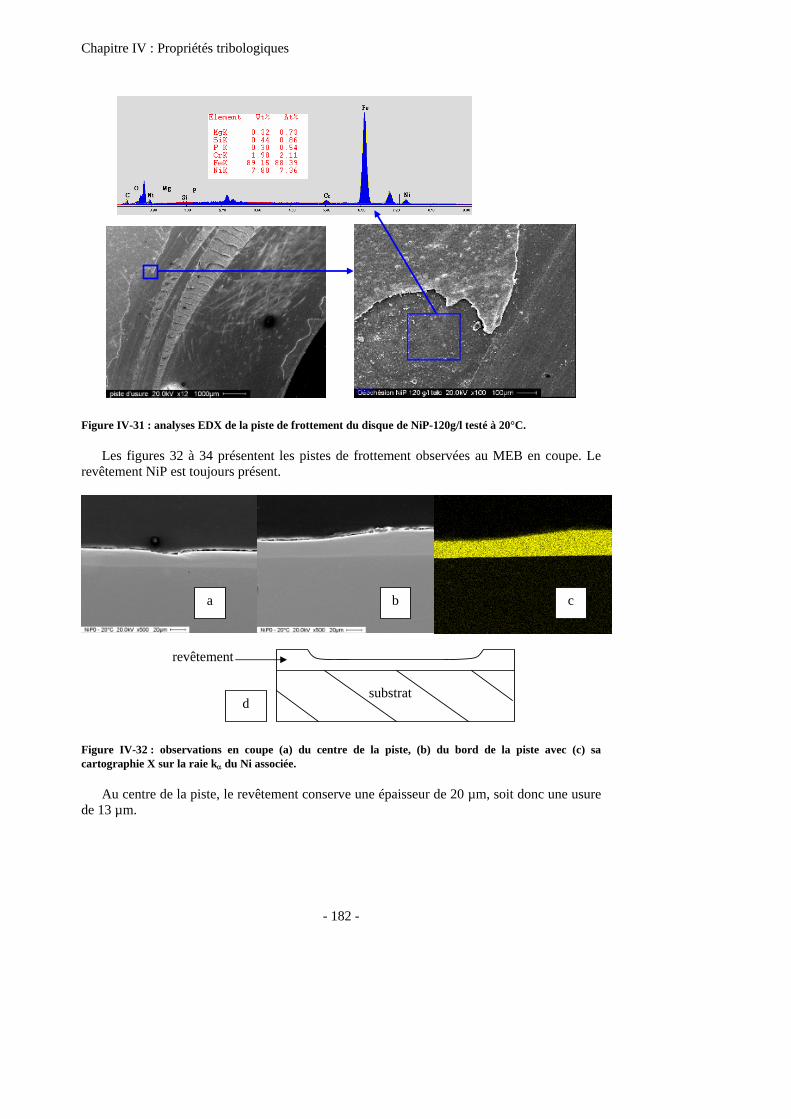
Figure IV-31 : analyses EDX de la piste de frottement du disque de NiP-120g/l testé à 20°C.
Les figures 32 à 34 présentent les pistes de frottement observées au MEB en coupe. Le
revêtement NiP est toujours présent.
Figure IV-32 : observations en coupe (a) du centre de la piste, (b) du bord de la piste avec (c) sa cartographie X sur la raie kα du Ni associée.
Au centre de la piste, le revêtement conserve une épaisseur de 20 µm, soit donc une usure
de 13 µm.
a b c
substrat
revêtement
d
Chapitre IV : Propriétés tribologiques
- 183 -
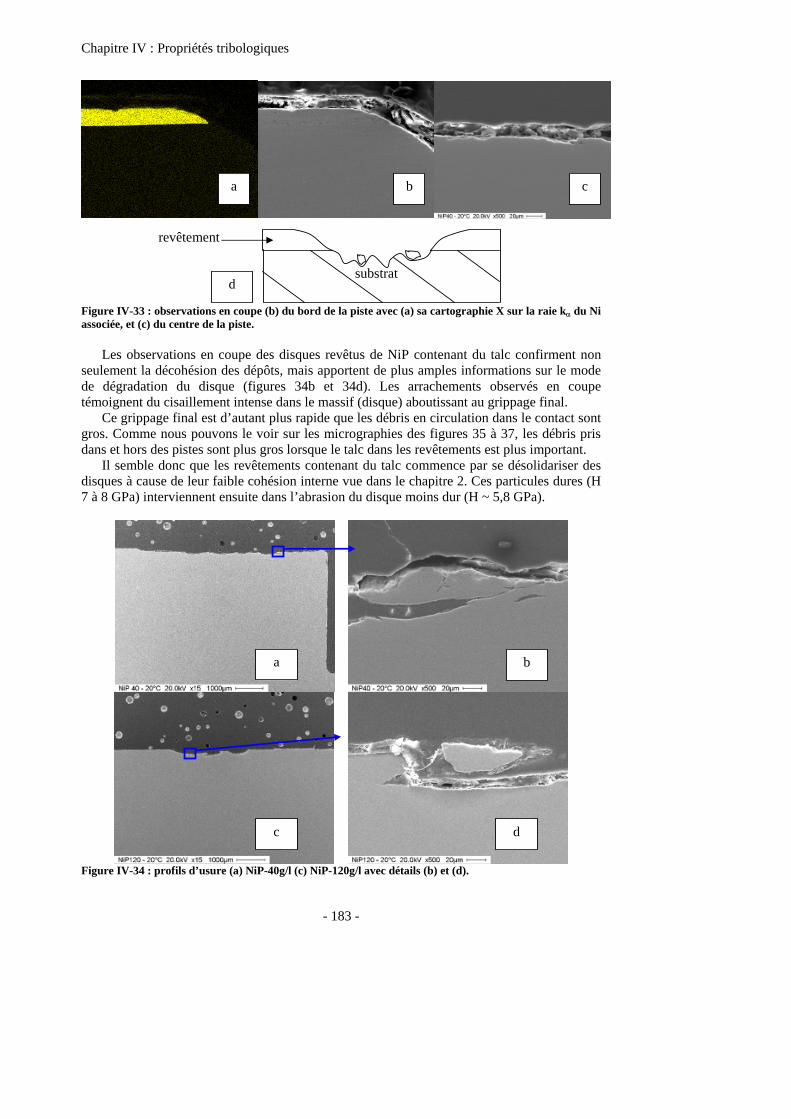
Figure IV-33 : observations en coupe (b) du bord de la piste avec (a) sa cartographie X sur la raie kα du Ni associée, et (c) du centre de la piste.
Les observations en coupe des disques revêtus de NiP contenant du talc confirment non
seulement la décohésion des dépôts, mais apportent de plus amples informations sur le mode de dégradation du disque (figures 34b et 34d). Les arrachements observés en coupe témoignent du cisaillement intense dans le massif (disque) aboutissant au grippage final.
Ce grippage final est d’autant plus rapide que les débris en circulation dans le contact sont gros. Comme nous pouvons le voir sur les micrographies des figures 35 à 37, les débris pris dans et hors des pistes sont plus gros lorsque le talc dans les revêtements est plus important.
Il semble donc que les revêtements contenant du talc commence par se désolidariser des disques à cause de leur faible cohésion interne vue dans le chapitre 2. Ces particules dures (H 7 à 8 GPa) interviennent ensuite dans l’abrasion du disque moins dur (H ~ 5,8 GPa).
Figure IV-34 : profils d’usure (a) NiP-40g/l (c) NiP-120g/l avec détails (b) et (d).
a b c
substrat
revêtement
d
a b
c d
Chapitre IV : Propriétés tribologiques
- 184 -
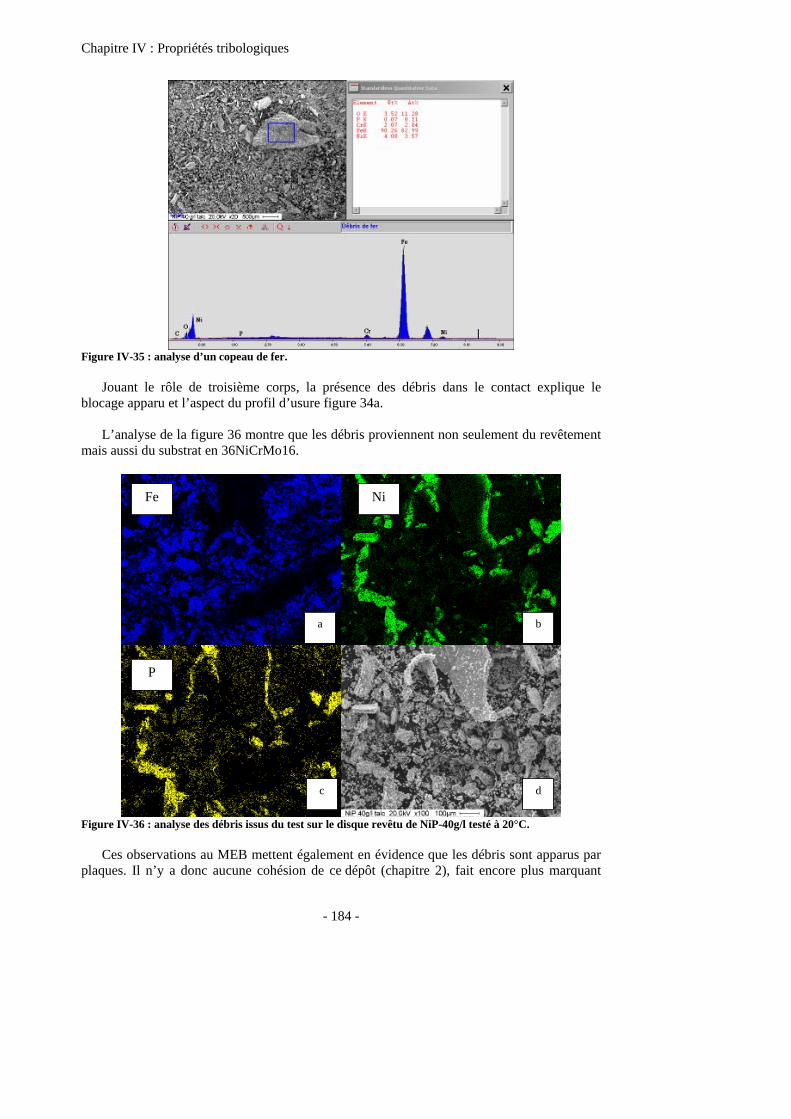
Figure IV-35 : analyse d’un copeau de fer.
Jouant le rôle de troisième corps, la présence des débris dans le contact explique le
blocage apparu et l’aspect du profil d’usure figure 34a. L’analyse de la figure 36 montre que les débris proviennent non seulement du revêtement
mais aussi du substrat en 36NiCrMo16.
Figure IV-36 : analyse des débris issus du test sur le disque revêtu de NiP-40g/l testé à 20°C.
Ces observations au MEB mettent également en évidence que les débris sont apparus par plaques. Il n’y a donc aucune cohésion de ce dépôt (chapitre 2), fait encore plus marquant
a b
d c
Fe Ni
P

Chapitre IV : Propriétés tribologiques
- 185 -
pour le dépôt de NiP-120g/l (figure 37). Ces plaques sont d’autant plus grandes que la teneur en talc augmente.
Figure IV-37 : débris issus de l’essai en frottement du NiP-120g/l de talc brut d’élaboration.
En observant le profil de la piste d’usure du NiP 120g/l talc, on perçoit que le substrat
s’est creusé de plus de 100µm par endroit. Le dépôt a donc totalement disparu en moins de 30 s, étant donné que le blocage est apparu à cet instant là.
En conclusion, les particules de talc ne peuvent jouer leur rôle de lubrifiant solide du fait
de la faible cohésion des revêtements qui se dégradent rapidement entraînant l’usure des disques et l’éjection des débris hors du contact.
Afin d’augmenter la résistance des revêtements ainsi que leur adhérence au substrat, des traitements thermiques à 420°C et à 600°C ont donc été réalisés.
IV.2.3.2.2 Influence du traitement thermique
IV.2.3.2.2.1 Dépôts traités thermiquement à 420°C L’évolution des coefficients de frottement des disques traités thermiquement à 420°C est présentée à la figure 38 toujours en comparaison à celle relative au disque revêtu de chrome.
Figure IV-38 : coefficient de frottement des dépôts traités à 420°C.
NiP-TTh420°C
NiP-120g/l-TTh420°C
NiP-40g/l-TTh420°C
Cr

Chapitre IV : Propriétés tribologiques
- 186 -
• Le coefficient de frottement du NiP chimique traité à 420°C augmente faiblement de 0,6 à 0,7 en début d’essai et se stabilise très rapidement autour de 0,8. Cette valeur finale est plus faible que celle obtenue pour un dépôt NiP non traité. • Tout en étant supérieur, le coefficient du NiP-40g/l de talc se rapproche le plus de celui du chrome. Sur la deuxième zone du graphique (à partir de 3200 s), il se stabilise et atteint la valeur du coefficient de frottement du chrome. Cette valeur est très supérieure à celle obtenue avec un dépôt NiP-40g/l non traité. • Le coefficient de frottement du dépôt NiP 120g/l talc a une allure tout à fait particulière. Il diminue très fortement dès les premiers stades de frottement pour se stabiliser entre 0,4 et 0,5 jusqu’à 1000 s. Il augmente ensuite progressivement jusqu’à 1,1 au bout de 3200 s et se stabilise à nouveau. Jusqu’à 2650 s le coefficient de frottement est le plus faible. Les particules de talc semblent donc jouer leur rôle de lubrifiant solide. Notons enfin que l’évolution des coefficients relatifs aux dépôts NiP avec ou sans talc sont beaucoup plus uniformes après traitement thermique à 420°C. L’évolution de ces coefficients de frottement est nettement moins perturbée que pour le disque revêtu de chrome. L’endommagement du système tribologique pion-disque est à première vue moins
important lorsque les dépôts sont traités à 420°C (figure 39). Avec le revêtement NiP traité, par exemple, l’endommagement est identique à celui du chrome jusqu’à 3000 s. Il était plus important pour le revêtement NiP non traité (figure 26). L’endommagement concernant le revêtement NiP-40g/l est plus important mais il se stabilise entre 25 et 30 µm en fin d’essai. Le traitement thermique à 420°C modifie donc le comportement tribologique des revêtements avec talc. Les phénomènes de grippage n’existent plus et l’endommagement du système tribologique est plus faible que celui enregistré pour les dépôts NiP-talc traités.
Figure IV-39 : endommagement des dépôts traités à 420°C.
Le faciès des pistes de frottement ainsi que les faces frottantes des pions sont présentés à la figure 40.
NiP
Cr
NiP-40g/l-TTh420°C NiP-120g/l-TTh420°C
Chapitre IV : Propriétés tribologiques
- 187 -
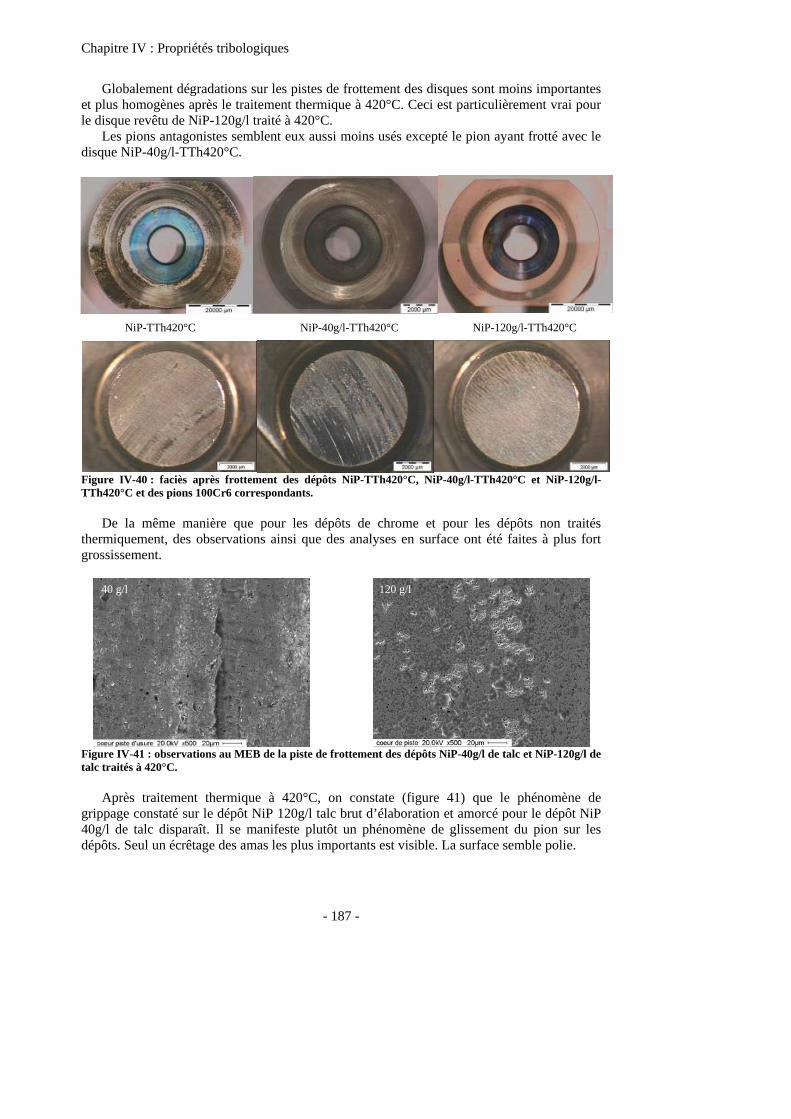
Globalement dégradations sur les pistes de frottement des disques sont moins importantes et plus homogènes après le traitement thermique à 420°C. Ceci est particulièrement vrai pour le disque revêtu de NiP-120g/l traité à 420°C.
Les pions antagonistes semblent eux aussi moins usés excepté le pion ayant frotté avec le disque NiP-40g/l-TTh420°C.
Figure IV-40 : faciès après frottement des dépôts NiP-TTh420°C, NiP-40g/l-TTh420°C et NiP-120g/l-TTh420°C et des pions 100Cr6 correspondants.
De la même manière que pour les dépôts de chrome et pour les dépôts non traités thermiquement, des observations ainsi que des analyses en surface ont été faites à plus fort grossissement.
Figure IV-41 : observations au MEB de la piste de frottement des dépôts NiP-40g/l de talc et NiP-120g/l de talc traités à 420°C.
Après traitement thermique à 420°C, on constate (figure 41) que le phénomène de
grippage constaté sur le dépôt NiP 120g/l talc brut d’élaboration et amorcé pour le dépôt NiP 40g/l de talc disparaît. Il se manifeste plutôt un phénomène de glissement du pion sur les dépôts. Seul un écrêtage des amas les plus importants est visible. La surface semble polie.
40 g/l 120 g/l
NiP-TTh420°C NiP-40g/l-TTh420°C NiP-120g/l-TTh420°C

Chapitre IV : Propriétés tribologiques
- 188 -
Concernant le dépôt NiP à 40g/l talc traité à 420°C, l’usure se ferait plutôt par mise en mouvement (repoussage) de matière. Cette usure expliquerait l’aspect perturbé de la courbe de frottement.
Enfin, des zones d’aspect « miroir » apparaissent sur la piste du disque NiP-120g/l-TTh420°C.
Afin de compléter ces observations, des analyses locales par spectrométrie à dispersion d’énergie X ont été réalisées.
Les analyses EDX des pistes de frottement sur les dépôts contenant du talc révèlent la
présence de nickel, de fer mais aussi d’oxygène en quantité importante, de magnésium et de silicium indiquant que les revêtements sont donc encore présents (figures 42 à 44).
Pour le revêtement NiP-TTh420°C, l’analyse confirme le fait que le revêtement n’est effectivement pas percé, que l’usure ne semble concerner que les deux antagonistes sans interposition d’une couche de transfert ni présence d’oxydes.En revanche, un transfert du pion vers le disque NiP-40g/l-TTh420°C semble se réaliser. Ceci confirme les observations optiques de ce pion indiquant l’existence de plus larges sillons. Enfin, les zones « miroir » sur le disque NiP-120-TTh420°C semblent constituées de l’oxyde NiO.
Quand la quantité de talc augmente, les particules de talc ainsi que les amas de nickel
forment un « écran dynamique » entre le pion et le disque. Aucune trace de fer n’est observée dans la piste d’usure. Il n’y a donc pas de transfert comme précédemment. Les particules de talc peuvent donc jouer leur rôle de lubrifiant solide et donc permettre un abaissement du coefficient de frottement présenté à la figure 38.
Figure IV-42 : analyse de la piste d’usure du disque revêtu de NiP-TTh420°C testé à 20°C.
Analyse globale
Chapitre IV : Propriétés tribologiques
- 189 -
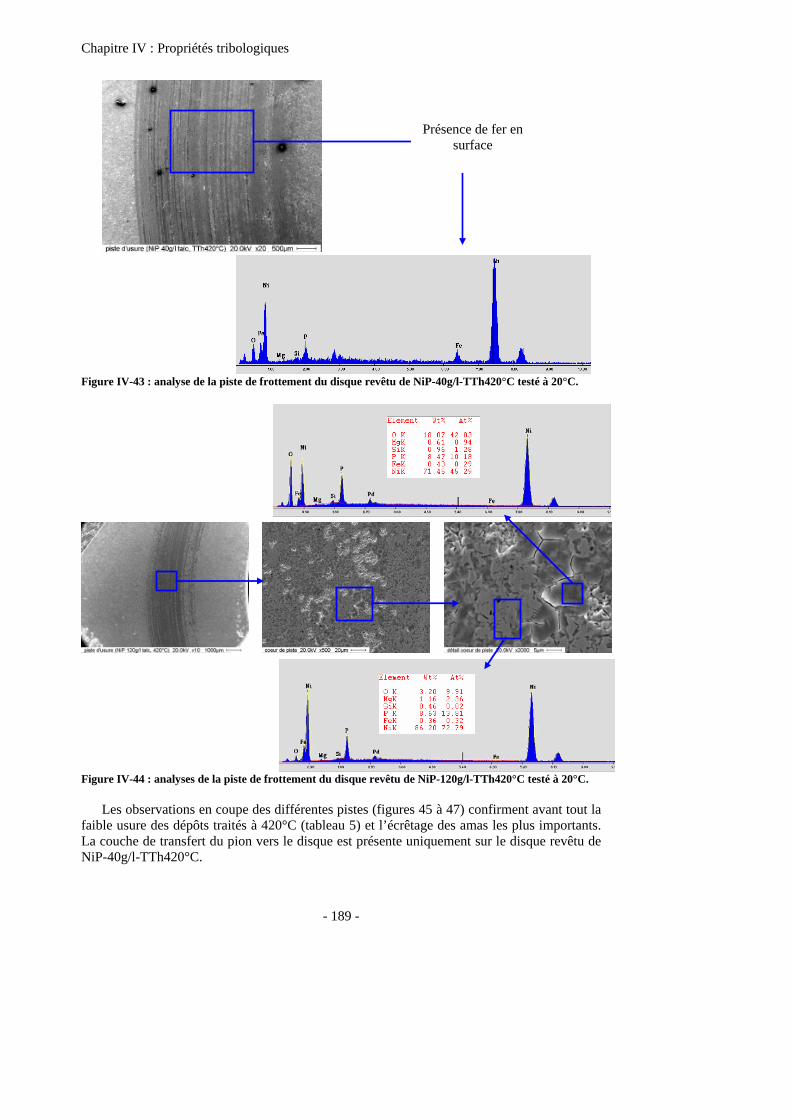
Figure IV-43 : analyse de la piste de frottement du disque revêtu de NiP-40g/l-TTh420°C testé à 20°C.
Figure IV-44 : analyses de la piste de frottement du disque revêtu de NiP-120g/l-TTh420°C testé à 20°C.
Les observations en coupe des différentes pistes (figures 45 à 47) confirment avant tout la
faible usure des dépôts traités à 420°C (tableau 5) et l’écrêtage des amas les plus importants. La couche de transfert du pion vers le disque est présente uniquement sur le disque revêtu de NiP-40g/l-TTh420°C.
Présence de fer en surface
Chapitre IV : Propriétés tribologiques
- 190 -
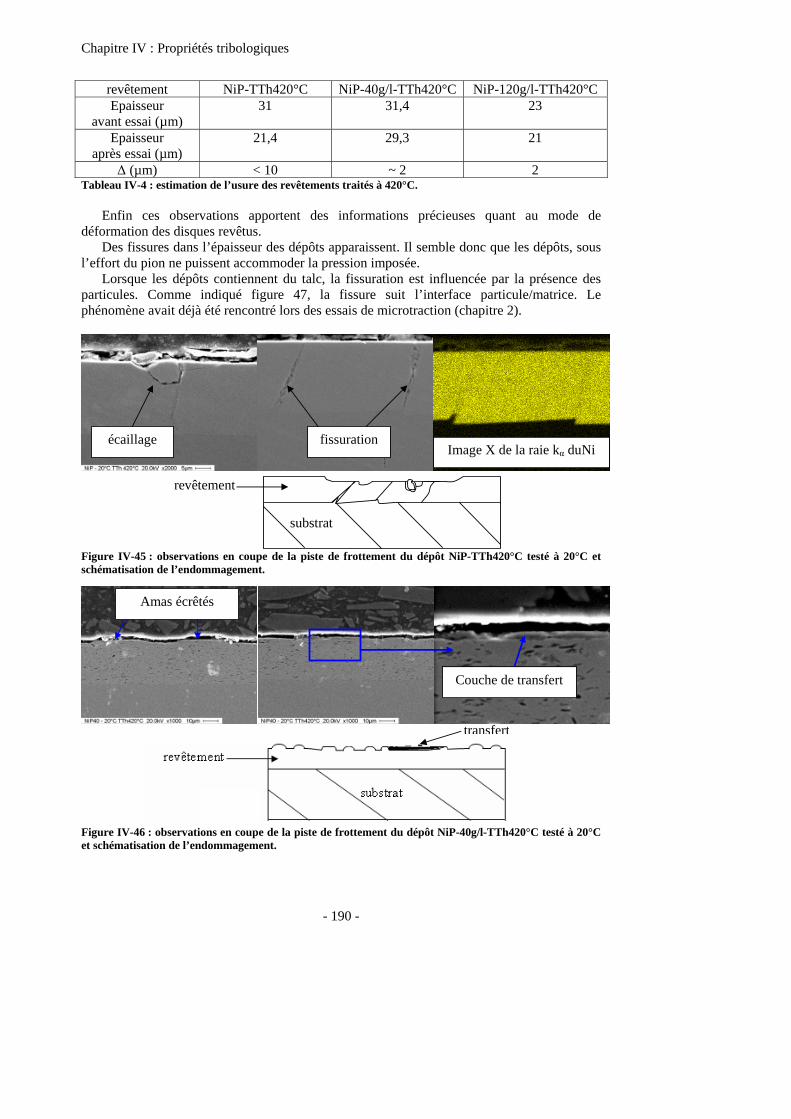
revêtement NiP-TTh420°C NiP-40g/l-TTh420°C NiP-120g/l-TTh420°C Epaisseur
avant essai (µm) 31 31,4 23
Epaisseur après essai (µm)
21,4 29,3 21
Δ (µm) < 10 ~ 2 2 Tableau IV-4 : estimation de l’usure des revêtements traités à 420°C.
Enfin ces observations apportent des informations précieuses quant au mode de
déformation des disques revêtus. Des fissures dans l’épaisseur des dépôts apparaissent. Il semble donc que les dépôts, sous
l’effort du pion ne puissent accommoder la pression imposée. Lorsque les dépôts contiennent du talc, la fissuration est influencée par la présence des
particules. Comme indiqué figure 47, la fissure suit l’interface particule/matrice. Le phénomène avait déjà été rencontré lors des essais de microtraction (chapitre 2).
Figure IV-45 : observations en coupe de la piste de frottement du dépôt NiP-TTh420°C testé à 20°C et schématisation de l’endommagement.
Figure IV-46 : observations en coupe de la piste de frottement du dépôt NiP-40g/l-TTh420°C testé à 20°C et schématisation de l’endommagement.
transfert
Amas écrêtés
Couche de transfert
substrat
revêtement
Image X de la raie kα duNi fissuration écaillage

Chapitre IV : Propriétés tribologiques
- 191 -
Figure IV-47 : observations en coupe de la piste de frottement du dépôt NiP-120g/l-TTh420°C testé à 20°C et schématisation de l’endommagement. Les débris issus du test sur le disque de NiP-TTh420°C montrent que l’usure concerne principalement le revêtement (le fer est à l’état de traces) avec une légère couche d’oxydes vu la quantité d’oxygène détectée.
Figure IV-48 : analyses des débris issus du test sur le disque revêtu de NiP-TTh420°C, NiP-40g/l-TTh420°C et NiP-120g/l-TTh420°C à 20°C.
Analyse globale
Analyse globale
Dépôt non usé Dépôt usé
Fissuration
Chapitre IV : Propriétés tribologiques
- 192 -
Les débris issus du disque revêtu de NiP-40g/l-TTh420°C en comparaison avec les deux autres disques ayant subi le même traitement thermique et testé dans les mêmes conditions montrent une quantité importante de fer. Ceci signifie que non seulement le revêtement s’use lors de ce test de tribologie mais également le pion antagoniste.
L’analyse des débris concernant le test du revêtement NiP-120g/l-TTh420°C révèle la présence importante de nickel, de phosphore et d’oxygène, et dans une moindre mesure de magnésium, de silicium et de fer. Il semble donc que l’usure se limite au dépôt.
IV.2.3.2.2.2 Dépôts traités thermiquement à 600°C
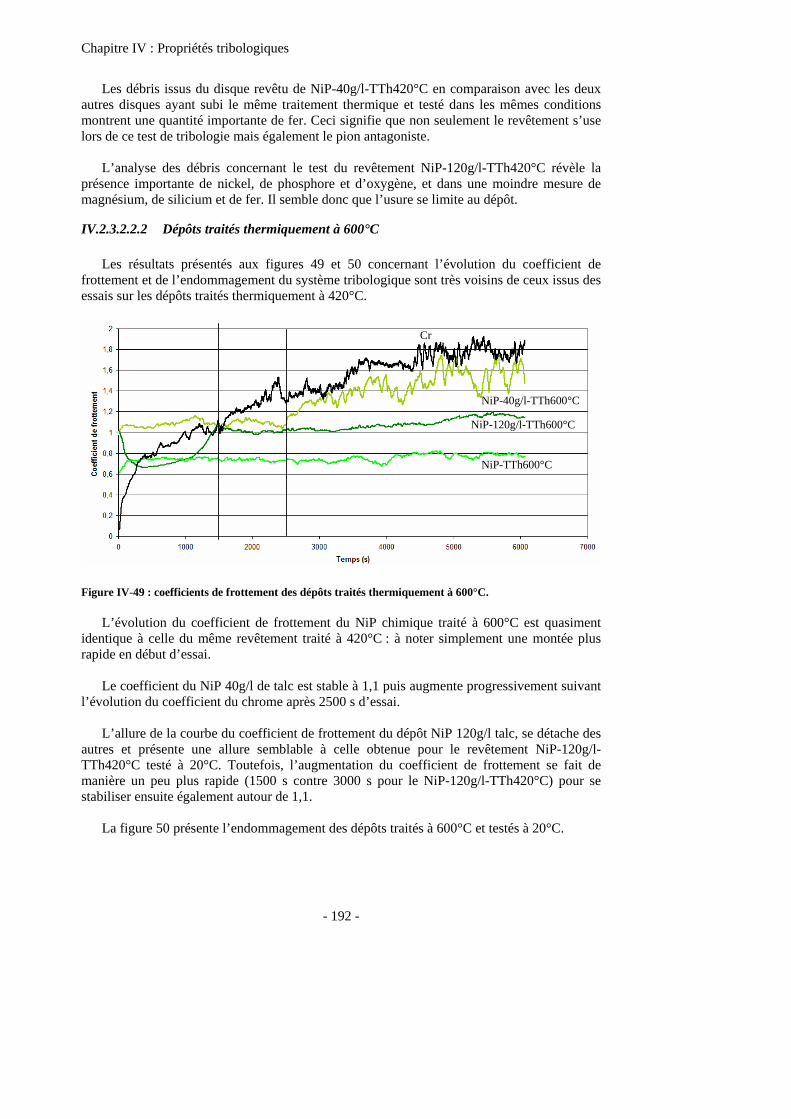
Les résultats présentés aux figures 49 et 50 concernant l’évolution du coefficient de frottement et de l’endommagement du système tribologique sont très voisins de ceux issus des essais sur les dépôts traités thermiquement à 420°C.
Figure IV-49 : coefficients de frottement des dépôts traités thermiquement à 600°C.
L’évolution du coefficient de frottement du NiP chimique traité à 600°C est quasiment identique à celle du même revêtement traité à 420°C : à noter simplement une montée plus rapide en début d’essai.
Le coefficient du NiP 40g/l de talc est stable à 1,1 puis augmente progressivement suivant
l’évolution du coefficient du chrome après 2500 s d’essai. L’allure de la courbe du coefficient de frottement du dépôt NiP 120g/l talc, se détache des
autres et présente une allure semblable à celle obtenue pour le revêtement NiP-120g/l-TTh420°C testé à 20°C. Toutefois, l’augmentation du coefficient de frottement se fait de manière un peu plus rapide (1500 s contre 3000 s pour le NiP-120g/l-TTh420°C) pour se stabiliser ensuite également autour de 1,1.
La figure 50 présente l’endommagement des dépôts traités à 600°C et testés à 20°C.
Cr
NiP-40g/l-TTh600°C
NiP-120g/l-TTh600°C
NiP-TTh600°C
Chapitre IV : Propriétés tribologiques
- 193 -
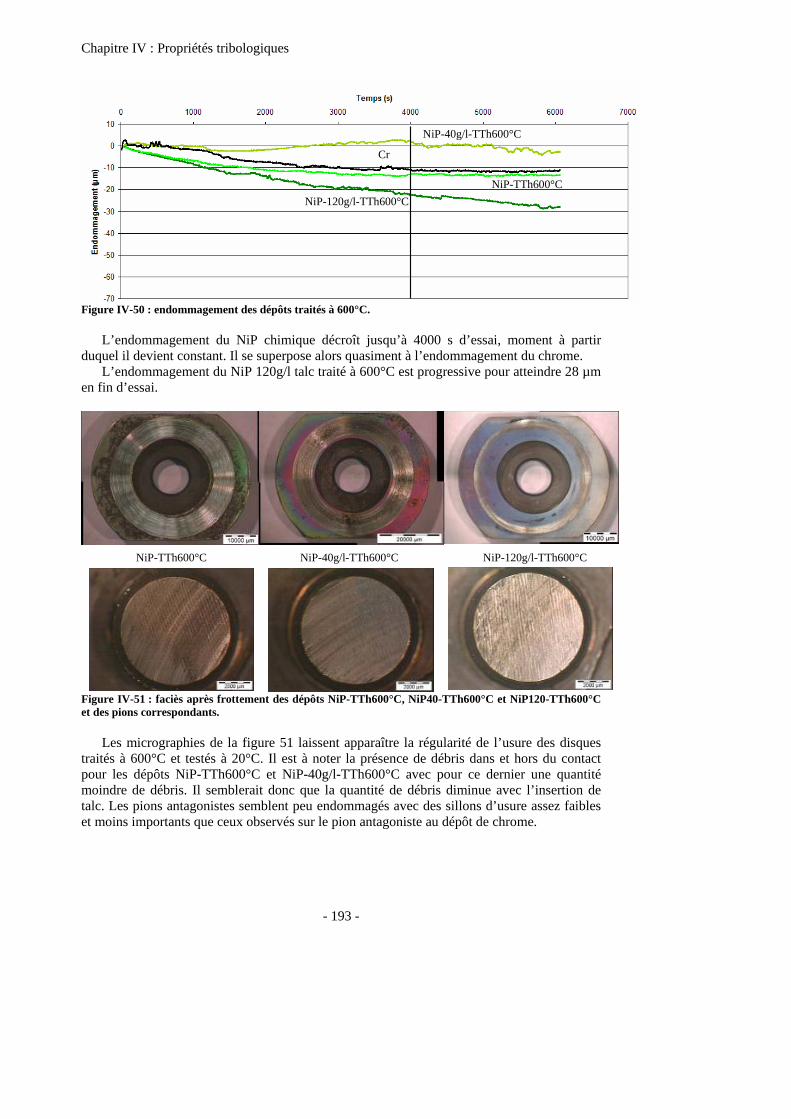
Figure IV-50 : endommagement des dépôts traités à 600°C.
L’endommagement du NiP chimique décroît jusqu’à 4000 s d’essai, moment à partir
duquel il devient constant. Il se superpose alors quasiment à l’endommagement du chrome. L’endommagement du NiP 120g/l talc traité à 600°C est progressive pour atteindre 28 µm
en fin d’essai.
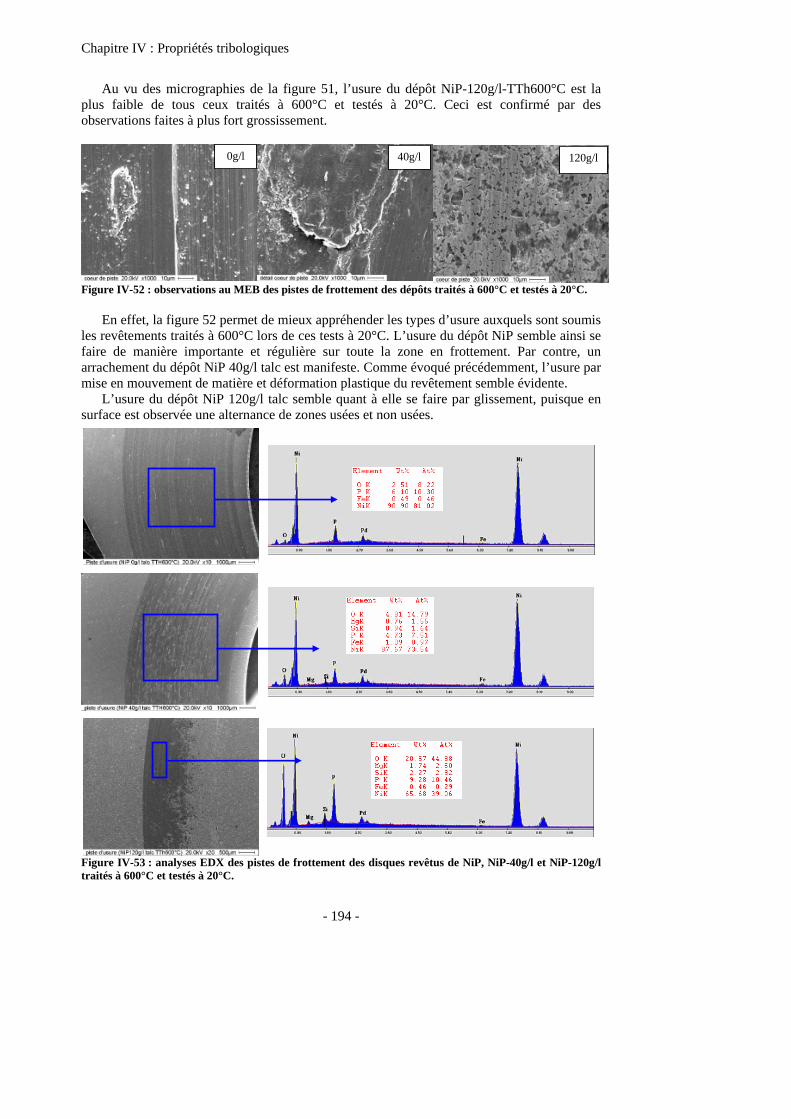
Figure IV-51 : faciès après frottement des dépôts NiP-TTh600°C, NiP40-TTh600°C et NiP120-TTh600°C et des pions correspondants.
Les micrographies de la figure 51 laissent apparaître la régularité de l’usure des disques
traités à 600°C et testés à 20°C. Il est à noter la présence de débris dans et hors du contact pour les dépôts NiP-TTh600°C et NiP-40g/l-TTh600°C avec pour ce dernier une quantité moindre de débris. Il semblerait donc que la quantité de débris diminue avec l’insertion de talc. Les pions antagonistes semblent peu endommagés avec des sillons d’usure assez faibles et moins importants que ceux observés sur le pion antagoniste au dépôt de chrome.
Cr
NiP-40g/l-TTh600°C
NiP-120g/l-TTh600°C NiP-TTh600°C
NiP-TTh600°C NiP-40g/l-TTh600°C NiP-120g/l-TTh600°C
Chapitre IV : Propriétés tribologiques
- 194 -
Au vu des micrographies de la figure 51, l’usure du dépôt NiP-120g/l-TTh600°C est la plus faible de tous ceux traités à 600°C et testés à 20°C. Ceci est confirmé par des observations faites à plus fort grossissement.
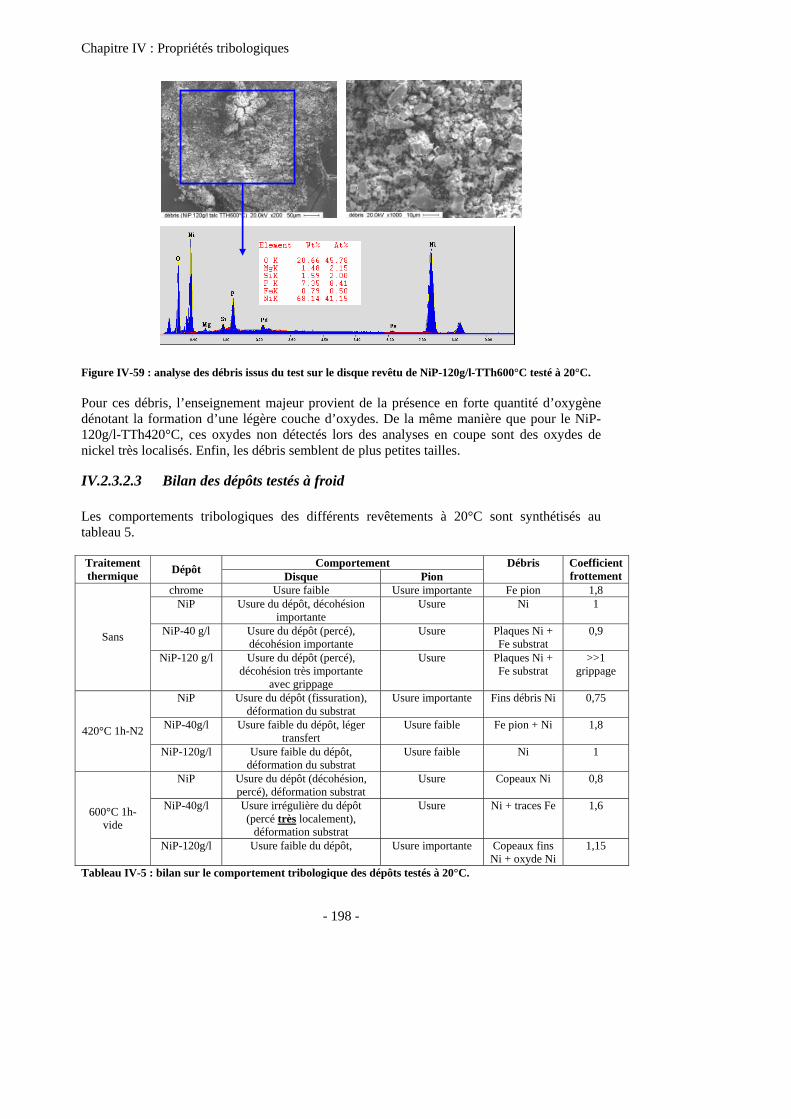
Figure IV-52 : observations au MEB des pistes de frottement des dépôts traités à 600°C et testés à 20°C.
En effet, la figure 52 permet de mieux appréhender les types d’usure auxquels sont soumis
les revêtements traités à 600°C lors de ces tests à 20°C. L’usure du dépôt NiP semble ainsi se faire de manière importante et régulière sur toute la zone en frottement. Par contre, un arrachement du dépôt NiP 40g/l talc est manifeste. Comme évoqué précédemment, l’usure par mise en mouvement de matière et déformation plastique du revêtement semble évidente.
L’usure du dépôt NiP 120g/l talc semble quant à elle se faire par glissement, puisque en surface est observée une alternance de zones usées et non usées.
Figure IV-53 : analyses EDX des pistes de frottement des disques revêtus de NiP, NiP-40g/l et NiP-120g/l traités à 600°C et testés à 20°C.
0g/l 40g/l 120g/l

Chapitre IV : Propriétés tribologiques
- 195 -
Les analyses de la piste de frottement du NiP-TTh600°C testé à 20°C montrent que le revêtement est toujours présent sans transfert du pion sur la piste.
Il en est de même pour les deux autres revêtements contenant du talc (figure 53), avec une augmentation de la quantité d’oxygène avec la teneur en talc, peut-être pas seulement due au talc (Mg3Si4O10(OH)2). Les figures 54 à 56 présentent les trois pistes de frottement observées au MEB en coupe.
Figure IV-54 : observations en coupe de la piste de frottement du dépôt NiP-TTh600°C testé à 20°C et schématisation du mode d’endommagement.
Les deux premiers revêtements (NiP-TTh600°C et NiP-40g/l-TTh600°C) présentent des phénomènes d’usure identiques. En effet, ces revêtements sont très usés au point d’être absent localement. La déformation du substrat est également importante.
La différence majeure entre ces deux revêtements provient du fait que l’usure du NiP se fait de manière progressive jusqu’au centre de la piste où l’on observe par endroit un arrachement/décohésion du revêtement ; alors que pour le NiP-40g/l-TTh600°C, l’usure du revêtement est importante dès le bord de la piste d’usure pour conserver un fin liseré de revêtement tout le long de la piste.
Par endroit, qui plus est, des sillons d’usure importants avec absence de revêtement sont observés.
substrat
revêtement
Centre de la piste Bord de la piste
Ni Ni Ni

Chapitre IV : Propriétés tribologiques
- 196 -
Figure IV-55 : observations en coupe de la piste de frottement du dépôt NiP-40g/l-TTh600°C testé à 20°C et schématisation du mode d’endommagement.
Figure IV-56 : observations en coupe de la piste de frottement du dépôt NiP-120g/l-TTh600°C testé à 20°C et schématisation du mode d’endommagement. Le disque revêtu de NiP-120g/l-TTh600°C présente des mécanismes d’usure totalement différents (figure 56). En effet, ce dépôt n’est que faiblement usé, et rappelle l’usure du disque revêtu de NiP-120g/l-TTh420°C. Le phénomène d’écrêtage des amas semble tout de même plus important et quelques fissures dans l’épaisseur du dépôt sont visibles avec semble-t-il un défaut d’adhérence du revêtement.
substrat
revêtement
Sillon d’usure Centre de la piste
Ni
substrat
revêtement
Bord de la piste Centre de la piste
Ni Ni Ni

Chapitre IV : Propriétés tribologiques
- 197 -
Les analyses des débris issus des différents tests tribologiques sont présentées figures 57 à 59.
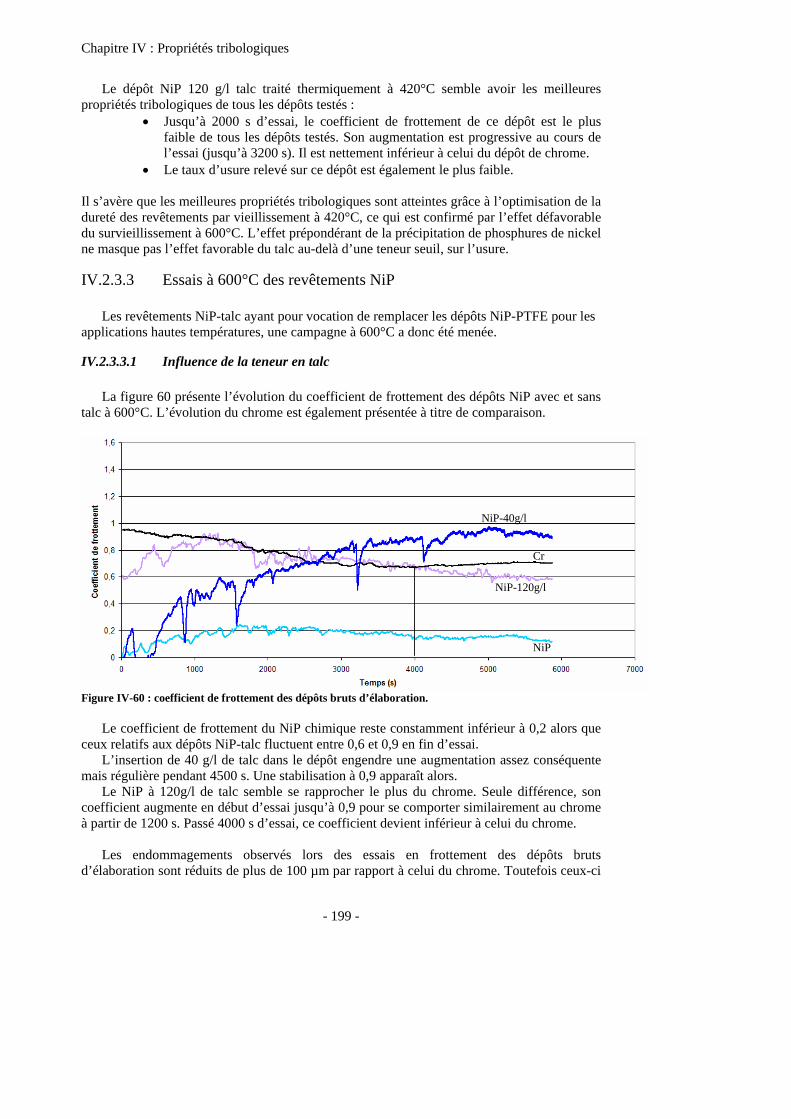
Figure IV-57 : analyse des débris issus du test sur le disque revêtu de NiP-TTh600°C testé à 20°C. Les débris issus du test sur le disque revêtu de NiP-TTh600°C viennent confirmer que l’usure concerne quasi exclusivement le revêtement.
Figure IV-58 : analyse des débris issus du test sur le disque revêtu de NiP-40g/l-TTh600°C testé à 20°C. Les débris issus du disque revêtu de NiP-40g/l-TTh600°C en comparaison avec les deux autres disques testés dans les mêmes conditions montrent une quantité plus importante de fer. Ceci signifie une usure du pion antagoniste puisque le revêtement n’est percé que très localement.
Analyse globale
Analyse globale
Chapitre IV : Propriétés tribologiques
- 198 -
Figure IV-59 : analyse des débris issus du test sur le disque revêtu de NiP-120g/l-TTh600°C testé à 20°C. Pour ces débris, l’enseignement majeur provient de la présence en forte quantité d’oxygène dénotant la formation d’une légère couche d’oxydes. De la même manière que pour le NiP-120g/l-TTh420°C, ces oxydes non détectés lors des analyses en coupe sont des oxydes de nickel très localisés. Enfin, les débris semblent de plus petites tailles.
IV.2.3.2.3 Bilan des dépôts testés à froid Les comportements tribologiques des différents revêtements à 20°C sont synthétisés au tableau 5.
Comportement Traitement thermique Dépôt Disque Pion
Débris Coefficient frottement
chrome Usure faible Usure importante Fe pion 1,8 NiP Usure du dépôt, décohésion
importante Usure Ni 1
NiP-40 g/l Usure du dépôt (percé), décohésion importante
Usure Plaques Ni + Fe substrat
0,9 Sans
NiP-120 g/l Usure du dépôt (percé), décohésion très importante
avec grippage
Usure Plaques Ni + Fe substrat
>>1 grippage
NiP Usure du dépôt (fissuration), déformation du substrat
Usure importante Fins débris Ni 0,75
NiP-40g/l Usure faible du dépôt, léger transfert
Usure faible Fe pion + Ni 1,8 420°C 1h-N2
NiP-120g/l Usure faible du dépôt, déformation du substrat
Usure faible Ni 1
NiP Usure du dépôt (décohésion, percé), déformation substrat
Usure Copeaux Ni 0,8
NiP-40g/l Usure irrégulière du dépôt (percé très localement),
déformation substrat
Usure Ni + traces Fe 1,6 600°C 1h-vide
NiP-120g/l Usure faible du dépôt, Usure importante Copeaux fins Ni + oxyde Ni
1,15
Tableau IV-5 : bilan sur le comportement tribologique des dépôts testés à 20°C.
Chapitre IV : Propriétés tribologiques
- 199 -
Le dépôt NiP 120 g/l talc traité thermiquement à 420°C semble avoir les meilleures propriétés tribologiques de tous les dépôts testés :
• Jusqu’à 2000 s d’essai, le coefficient de frottement de ce dépôt est le plus faible de tous les dépôts testés. Son augmentation est progressive au cours de l’essai (jusqu’à 3200 s). Il est nettement inférieur à celui du dépôt de chrome.
• Le taux d’usure relevé sur ce dépôt est également le plus faible. Il s’avère que les meilleures propriétés tribologiques sont atteintes grâce à l’optimisation de la dureté des revêtements par vieillissement à 420°C, ce qui est confirmé par l’effet défavorable du survieillissement à 600°C. L’effet prépondérant de la précipitation de phosphures de nickel ne masque pas l’effet favorable du talc au-delà d’une teneur seuil, sur l’usure.
IV.2.3.3 Essais à 600°C des revêtements NiP
Les revêtements NiP-talc ayant pour vocation de remplacer les dépôts NiP-PTFE pour les applications hautes températures, une campagne à 600°C a donc été menée.
IV.2.3.3.1 Influence de la teneur en talc La figure 60 présente l’évolution du coefficient de frottement des dépôts NiP avec et sans
talc à 600°C. L’évolution du chrome est également présentée à titre de comparaison.
Figure IV-60 : coefficient de frottement des dépôts bruts d’élaboration.
Le coefficient de frottement du NiP chimique reste constamment inférieur à 0,2 alors que ceux relatifs aux dépôts NiP-talc fluctuent entre 0,6 et 0,9 en fin d’essai.
L’insertion de 40 g/l de talc dans le dépôt engendre une augmentation assez conséquente mais régulière pendant 4500 s. Une stabilisation à 0,9 apparaît alors.
Le NiP à 120g/l de talc semble se rapprocher le plus du chrome. Seule différence, son coefficient augmente en début d’essai jusqu’à 0,9 pour se comporter similairement au chrome à partir de 1200 s. Passé 4000 s d’essai, ce coefficient devient inférieur à celui du chrome.
Les endommagements observés lors des essais en frottement des dépôts bruts
d’élaboration sont réduits de plus de 100 µm par rapport à celui du chrome. Toutefois ceux-ci
Cr
NiP-40g/l
NiP-120g/l
NiP
Chapitre IV : Propriétés tribologiques
- 200 -
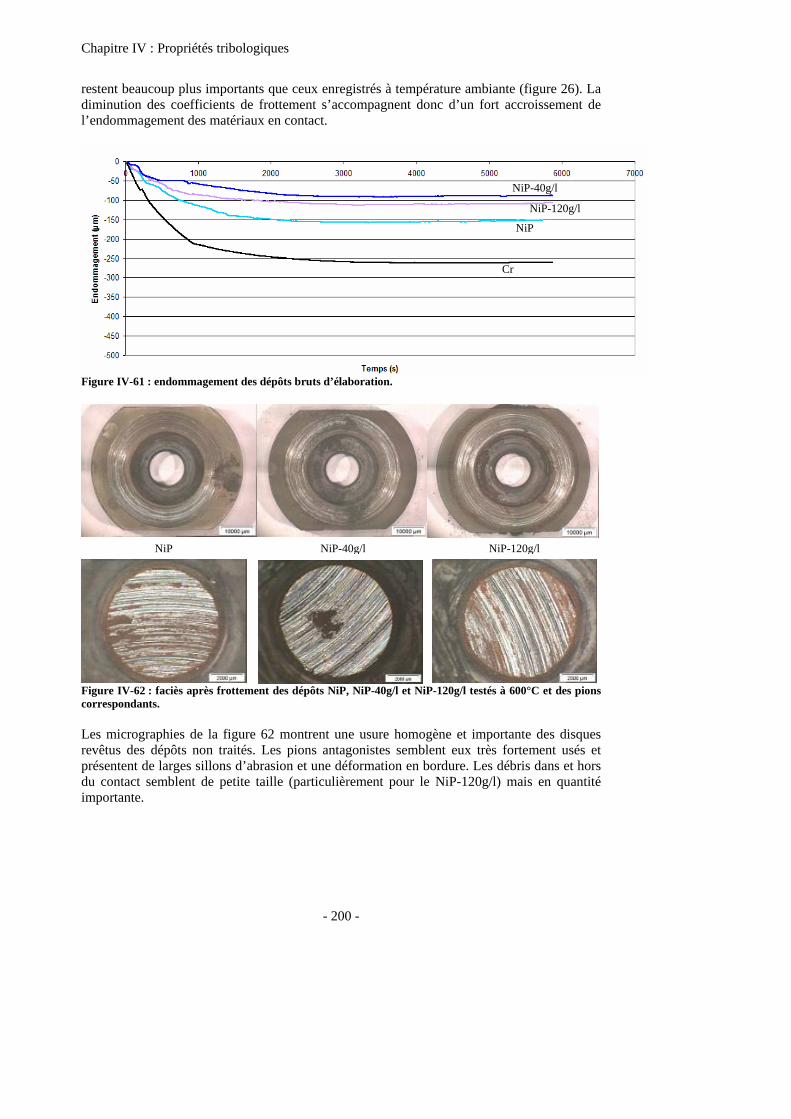
restent beaucoup plus importants que ceux enregistrés à température ambiante (figure 26). La diminution des coefficients de frottement s’accompagnent donc d’un fort accroissement de l’endommagement des matériaux en contact.
Figure IV-61 : endommagement des dépôts bruts d’élaboration.
Figure IV-62 : faciès après frottement des dépôts NiP, NiP-40g/l et NiP-120g/l testés à 600°C et des pions correspondants. Les micrographies de la figure 62 montrent une usure homogène et importante des disques revêtus des dépôts non traités. Les pions antagonistes semblent eux très fortement usés et présentent de larges sillons d’abrasion et une déformation en bordure. Les débris dans et hors du contact semblent de petite taille (particulièrement pour le NiP-120g/l) mais en quantité importante.
NiP NiP-40g/l NiP-120g/l
Cr
NiP
NiP-120g/l
NiP-40g/l

Chapitre IV : Propriétés tribologiques
- 201 -
Figure IV-63 : analyse EDX de la piste d’usure du disque revêtu de NiP testé à 600°C. Les observations MEB couplées aux analyses EDX montrent qu’effectivement le disque revêtu de NiP testé à 600°C semble toujours présent en fin d’essai. Cependant, un phénomène de déformation plastique important apparaît. Ce phénomène correspondrait principalement, d’après ces analyses à une couche d’oxyde de nickel servant d’écran dynamique.
Figure IV-64 : analyses EDX de la piste d’usure du disque revêtu de NiP-40g/l testé à 600°C.
Chapitre IV : Propriétés tribologiques
- 202 -
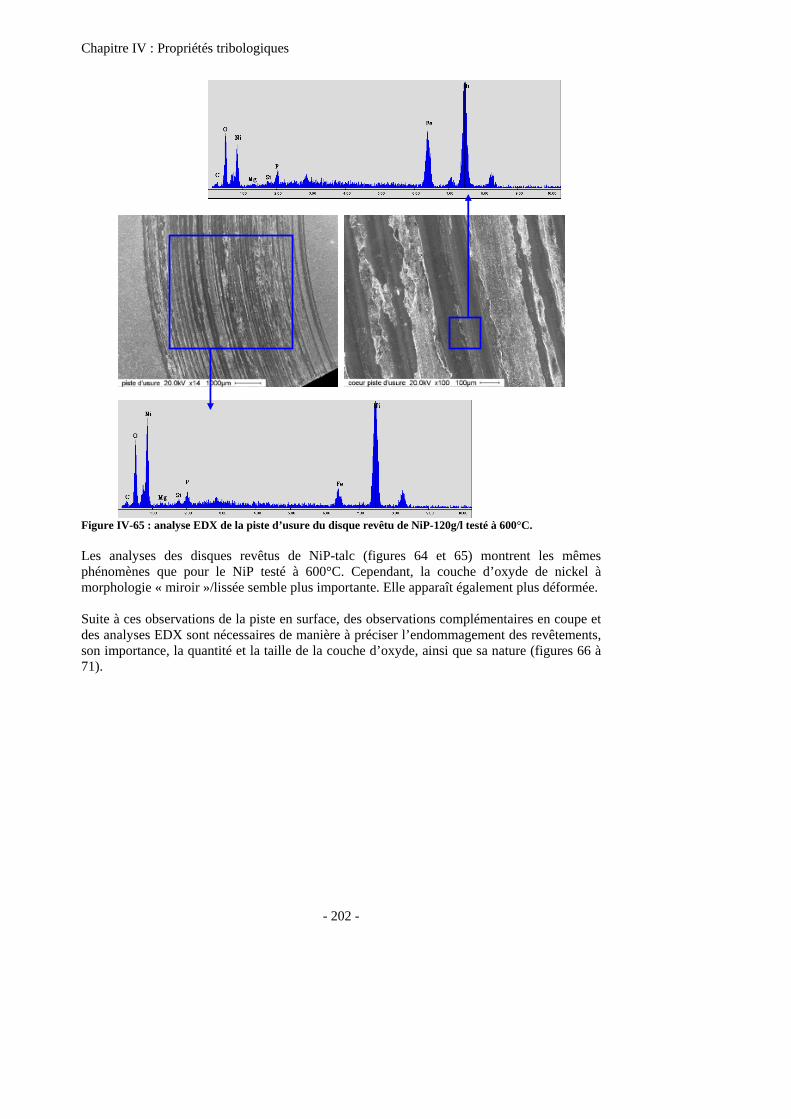
Figure IV-65 : analyse EDX de la piste d’usure du disque revêtu de NiP-120g/l testé à 600°C. Les analyses des disques revêtus de NiP-talc (figures 64 et 65) montrent les mêmes phénomènes que pour le NiP testé à 600°C. Cependant, la couche d’oxyde de nickel à morphologie « miroir »/lissée semble plus importante. Elle apparaît également plus déformée. Suite à ces observations de la piste en surface, des observations complémentaires en coupe et des analyses EDX sont nécessaires de manière à préciser l’endommagement des revêtements, son importance, la quantité et la taille de la couche d’oxyde, ainsi que sa nature (figures 66 à 71).

Chapitre IV : Propriétés tribologiques
- 203 -
Figure IV-66 : observations MEB en coupe de la piste de frottement du NiP testé à 600°C associée aux cartographies X de la raie kα du nickel et schématisation du mode d’endommagement.
Figure IV-67 : observations en coupe à plus fort grossissement de la piste de frottement du dépôt NiP associées aux cartographies de la raie kα du nickel et de l’oxygène.
Ni O
Centre de la piste Bord de la piste
Oxyde Ni
Ni Ni Ni
Chapitre IV : Propriétés tribologiques
- 204 -
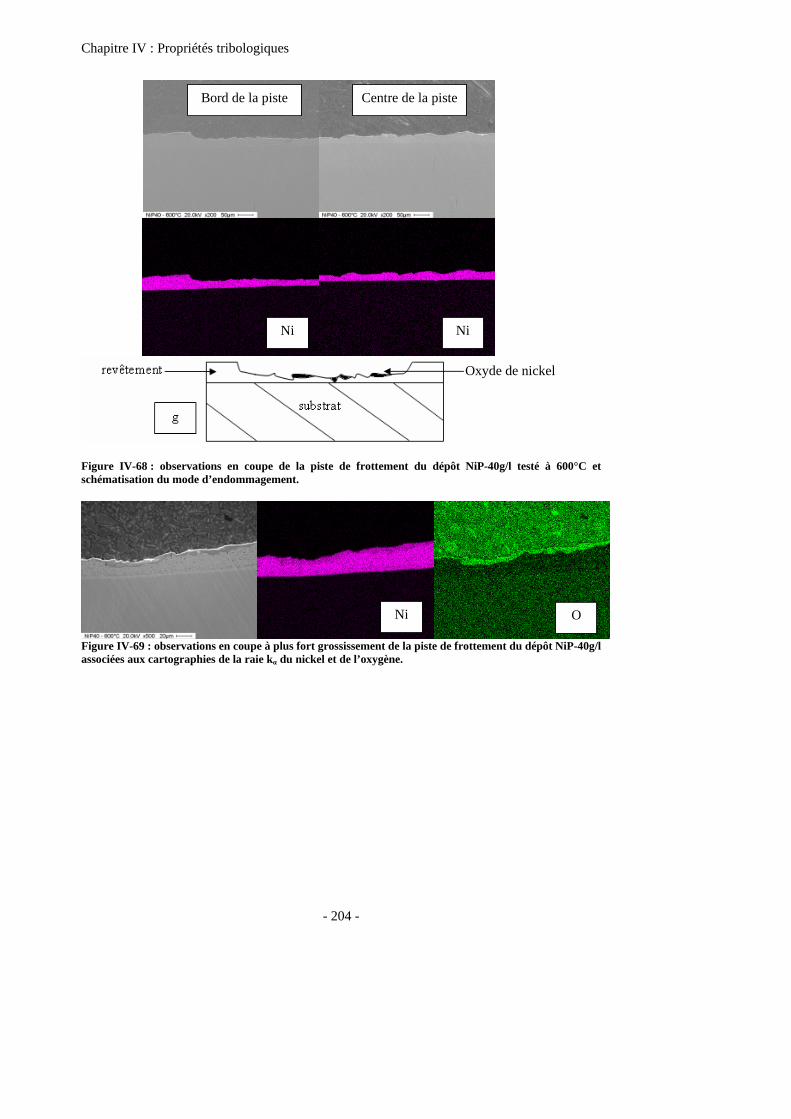
Figure IV-68 : observations en coupe de la piste de frottement du dépôt NiP-40g/l testé à 600°C et schématisation du mode d’endommagement.
Figure IV-69 : observations en coupe à plus fort grossissement de la piste de frottement du dépôt NiP-40g/l associées aux cartographies de la raie kα du nickel et de l’oxygène.
Ni O
Oxyde de nickel
Bord de la piste Centre de la piste
Ni Ni
Chapitre IV : Propriétés tribologiques
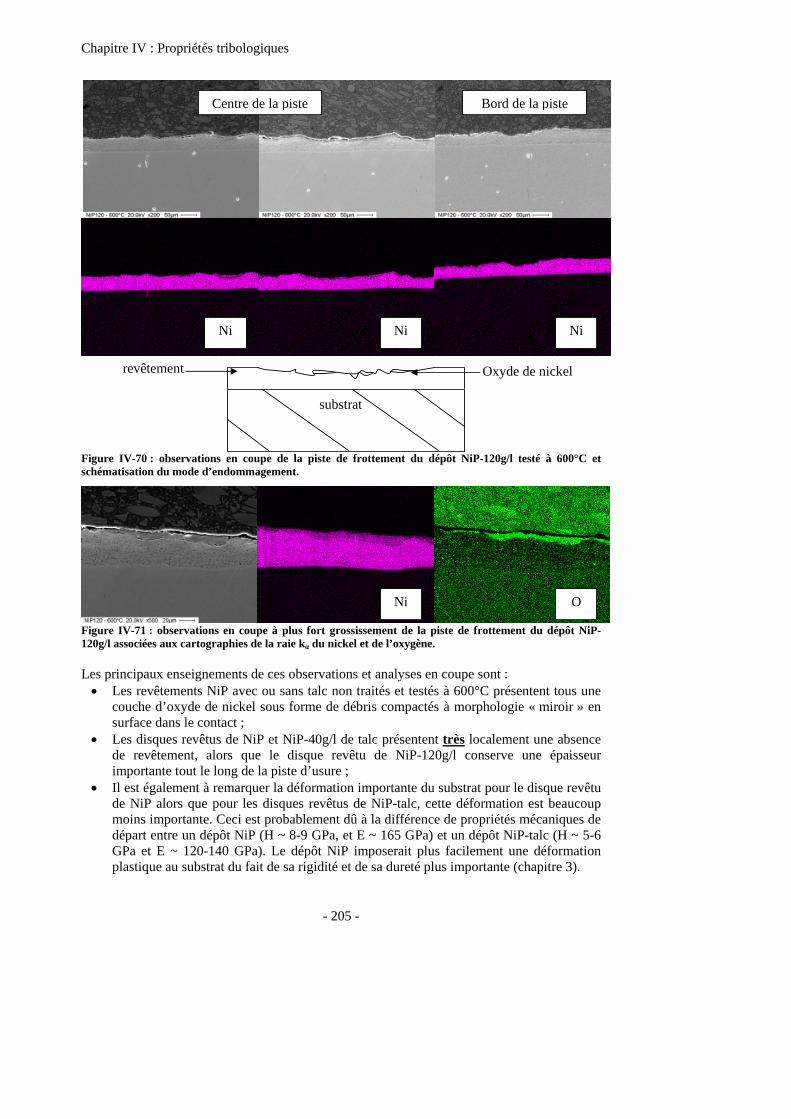
- 205 -
Figure IV-70 : observations en coupe de la piste de frottement du dépôt NiP-120g/l testé à 600°C et schématisation du mode d’endommagement.
Figure IV-71 : observations en coupe à plus fort grossissement de la piste de frottement du dépôt NiP-120g/l associées aux cartographies de la raie kα du nickel et de l’oxygène.
Les principaux enseignements de ces observations et analyses en coupe sont :
• Les revêtements NiP avec ou sans talc non traités et testés à 600°C présentent tous une couche d’oxyde de nickel sous forme de débris compactés à morphologie « miroir » en surface dans le contact ;
• Les disques revêtus de NiP et NiP-40g/l de talc présentent très localement une absence de revêtement, alors que le disque revêtu de NiP-120g/l conserve une épaisseur importante tout le long de la piste d’usure ;
• Il est également à remarquer la déformation importante du substrat pour le disque revêtu de NiP alors que pour les disques revêtus de NiP-talc, cette déformation est beaucoup moins importante. Ceci est probablement dû à la différence de propriétés mécaniques de départ entre un dépôt NiP (H ~ 8-9 GPa, et E ~ 165 GPa) et un dépôt NiP-talc (H ~ 5-6 GPa et E ~ 120-140 GPa). Le dépôt NiP imposerait plus facilement une déformation plastique au substrat du fait de sa rigidité et de sa dureté plus importante (chapitre 3).
Ni O
revêtement
substrat
Oxyde de nickel
Bord de la piste Centre de la piste
Ni Ni Ni

Chapitre IV : Propriétés tribologiques
- 206 -
Figure IV-72 : analyse des débris issus du test sur un disque revêtu de NiP et testé à 600°C.
L’analyse des débris issus du disque revêtu de NiP révèle à la fois la présence de fer, d’oxygène et de nickel (figure 72). Pendant le frottement, il intervient donc bien un phénomène de création d’oxyde et une usure importante du pion lors du glissement.
Figure IV-73 : débris issus du test sur un disque revêtu de NiP-40g/l testé à 600°C.
Les débris observés sur le disque revêtu de NiP-40g/l, compte tenu du faible grossissement de cette micrographie, sont de taille impressionnante (figure 73). La présence de tels débris dans le contact explique aisément l’absence localisée de revêtement ainsi que la création préférentielle d’oxydes de nickel au niveau du contact. Leur forme allongée corrobore les sillons déjà observés en coupe et en surface.
L’usure du dépôt NiP à 120 g/l de talc laisse apparaître une taille de débris beaucoup
moins importante que pour les deux cas précédents (figure 74). La différence est particulièrement plus frappante avec les débris issus du disque revêtu de NiP-40g/l. Cette analyse met également en relief la forte présence d’oxydes et l’usure importante du pion vu la présence de fer dans les débris.
Analyse globale

Chapitre IV : Propriétés tribologiques
- 207 -
Figure IV-74 : analyse des débris issus du test sur un disque revêtu de NiP-120g/l testé à 600°C.
IV.2.3.3.2 Influence du traitement thermique
IV.2.3.3.2.1 Dépôts traités thermiquement à 420°C L’évolution des coefficients de frottement en fonction du temps des dépôts traités à 420°C est présentée à la figure 75.
Figure IV-75 : coefficient de frottement des dépôts traités à 420°C.
Le coefficient de frottement du dépôt NiP chimique présente une courte montée jusqu’à
1000 s d’essai. Il oscille ensuite autour de 0,35-0,4, c'est-à-dire une valeur supérieure à celle enregistrée à 600°C sans traitement (µ = 0,2), mais toujours nettement inférieure à celle obtenue avec du chrome dans les mêmes conditions.
Le coefficient de frottement du dépôt NiP à 40g/l de talc semble se maintenir relativement constant à 1,1 tout au long de l’essai.
Comme constaté lors des essais à froid, un traitement thermique à 420°C du dépôt NiP-120g/l de talc modifie considérablement le comportement en frottement : d’abord très bas, le coefficient de frottement s’accroît régulièrement au cours de l’essai pour atteindre une valeur stable de 0,95 au bout de 5000 s.
NiP-40g/l-TTh420°C NiP-120g/l-TTh420°C
NiP-TTh420°C
Cr
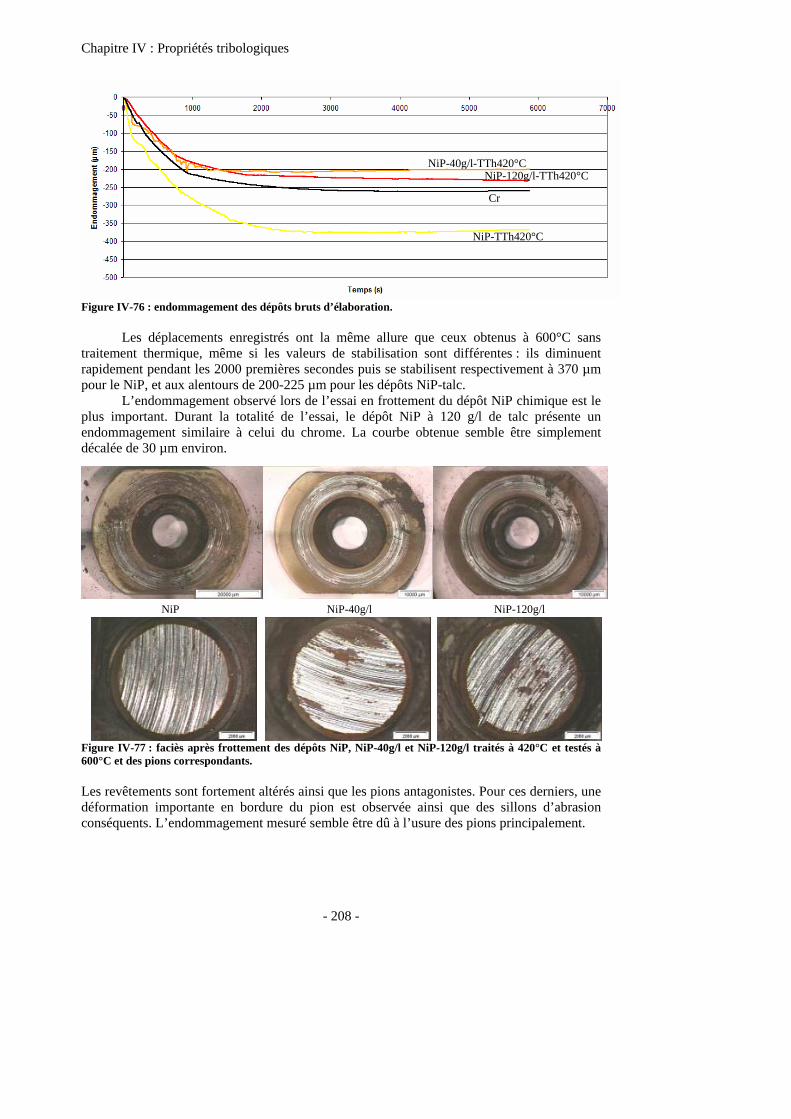
Chapitre IV : Propriétés tribologiques
- 208 -
Figure IV-76 : endommagement des dépôts bruts d’élaboration.
Les déplacements enregistrés ont la même allure que ceux obtenus à 600°C sans traitement thermique, même si les valeurs de stabilisation sont différentes : ils diminuent rapidement pendant les 2000 premières secondes puis se stabilisent respectivement à 370 µm pour le NiP, et aux alentours de 200-225 µm pour les dépôts NiP-talc.
L’endommagement observé lors de l’essai en frottement du dépôt NiP chimique est le plus important. Durant la totalité de l’essai, le dépôt NiP à 120 g/l de talc présente un endommagement similaire à celui du chrome. La courbe obtenue semble être simplement décalée de 30 µm environ.
Figure IV-77 : faciès après frottement des dépôts NiP, NiP-40g/l et NiP-120g/l traités à 420°C et testés à 600°C et des pions correspondants. Les revêtements sont fortement altérés ainsi que les pions antagonistes. Pour ces derniers, une déformation importante en bordure du pion est observée ainsi que des sillons d’abrasion conséquents. L’endommagement mesuré semble être dû à l’usure des pions principalement.
NiP NiP-40g/l NiP-120g/l
NiP-TTh420°C
NiP-40g/l-TTh420°CNiP-120g/l-TTh420°C
Cr

Chapitre IV : Propriétés tribologiques
- 209 -
Figure IV-78 : observations MEB et analyses EDX des pistes de frottement des dépôts NiP, NiP-40g/l de talc et NiP-120g/l de talc traités à 420°C et testés à 600°C. Ces micrographies MEB des pistes de frottement à plus fort grossissement montrent une usure homogène sur toute la largeur de la piste avec la présence de zones noires plus importantes et plus régulières lorsque la quantité de talc augmente. La nature chimique de la surface des pistes de frottement est très complexe. Des analyses EDX en surface de ces pistes montrent que deux types de zone coexistent : des zones claires riches en nickel et en oxygène et des zones sombres riches également en nickel et oxygène mais contenant aussi du fer.
Plages riches en Ni et O
Plages riches en Fe, Ni et O
NiP-420°C
NiP-40-420°C
NiP-120-420°C
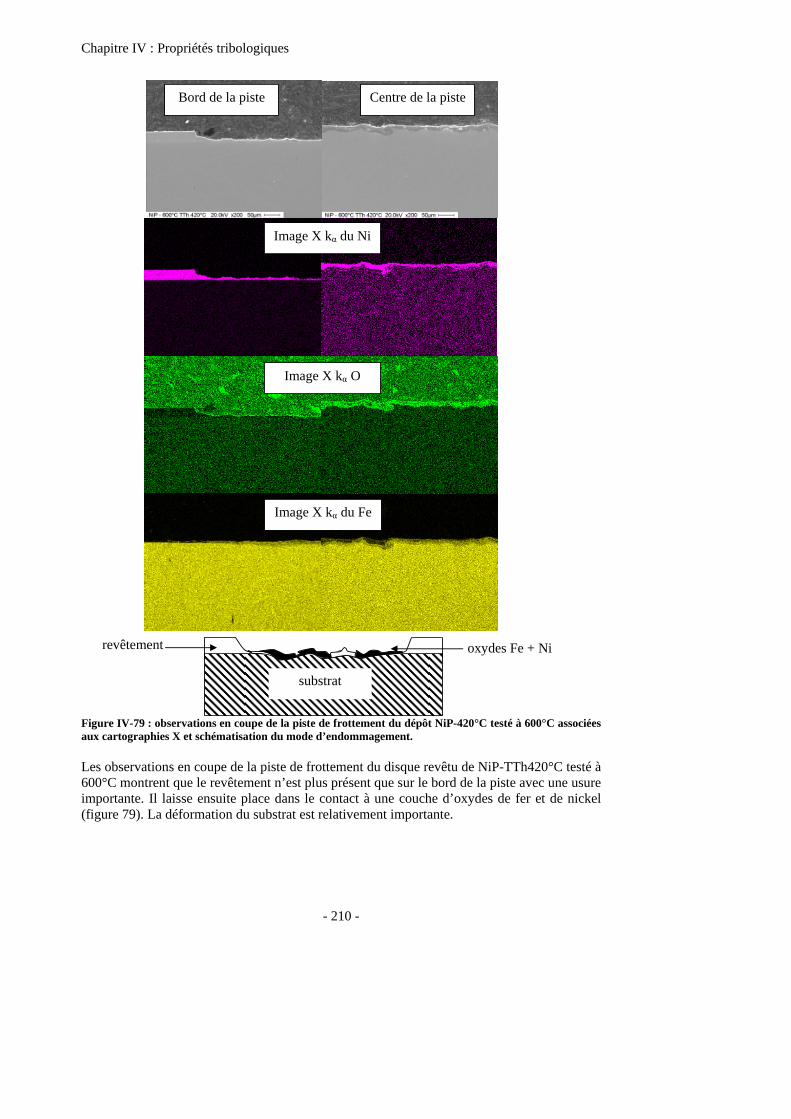
Chapitre IV : Propriétés tribologiques
- 210 -
Figure IV-79 : observations en coupe de la piste de frottement du dépôt NiP-420°C testé à 600°C associées aux cartographies X et schématisation du mode d’endommagement. Les observations en coupe de la piste de frottement du disque revêtu de NiP-TTh420°C testé à 600°C montrent que le revêtement n’est plus présent que sur le bord de la piste avec une usure importante. Il laisse ensuite place dans le contact à une couche d’oxydes de fer et de nickel (figure 79). La déformation du substrat est relativement importante.
substrat
revêtement oxydes Fe + Ni
Bord de la piste Centre de la piste
Image X kα du Ni
Image X kα O
Image X kα du Fe
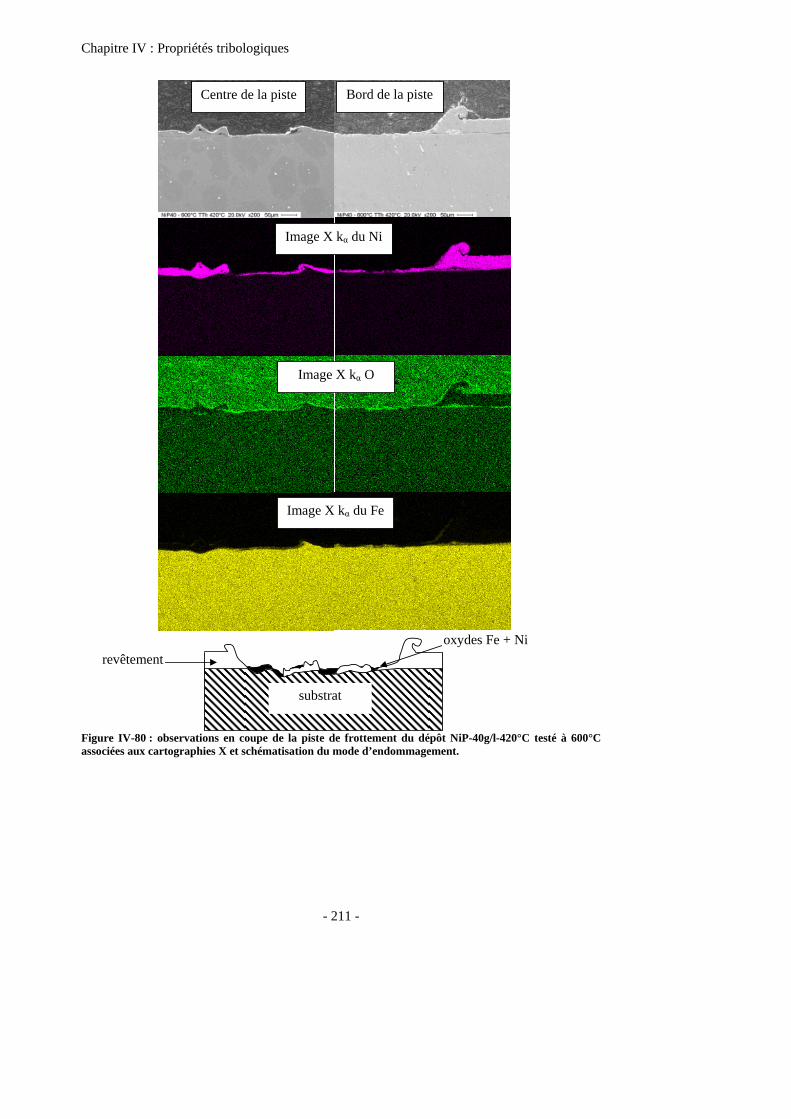
Chapitre IV : Propriétés tribologiques
- 211 -
Figure IV-80 : observations en coupe de la piste de frottement du dépôt NiP-40g/l-420°C testé à 600°C associées aux cartographies X et schématisation du mode d’endommagement.
substrat
revêtement oxydes Fe + Ni
Bord de la piste Centre de la piste
Image X kα du Ni
Image X kα O
Image X kα du Fe
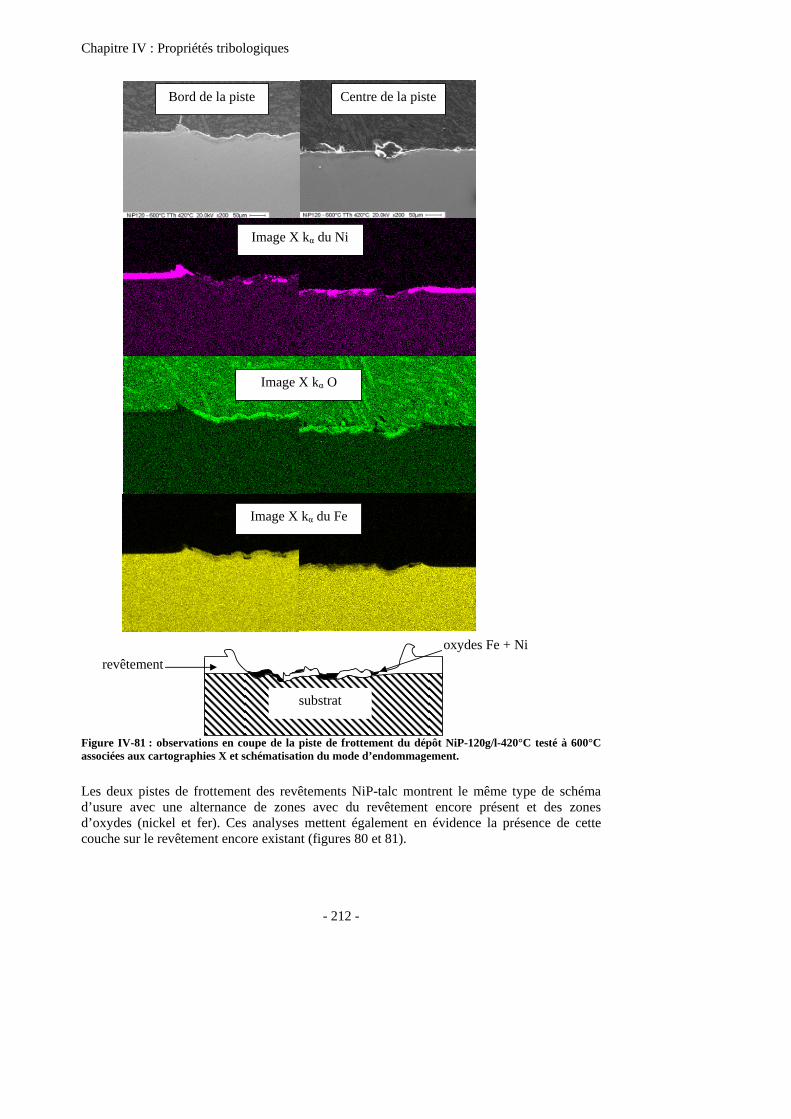
Chapitre IV : Propriétés tribologiques
- 212 -
Figure IV-81 : observations en coupe de la piste de frottement du dépôt NiP-120g/l-420°C testé à 600°C associées aux cartographies X et schématisation du mode d’endommagement.
Les deux pistes de frottement des revêtements NiP-talc montrent le même type de schéma d’usure avec une alternance de zones avec du revêtement encore présent et des zones d’oxydes (nickel et fer). Ces analyses mettent également en évidence la présence de cette couche sur le revêtement encore existant (figures 80 et 81).
revêtement
substrat
oxydes Fe + Ni
Bord de la piste Centre de la piste
Image X kα du Ni
Image X kα O
Image X kα du Fe

Chapitre IV : Propriétés tribologiques
- 213 -
Figure IV-82 : analyses des débris issus des tests sur les disques revêtu de dépôts traités à 420°C testé à 600°C. L’analyse des débris issus du frottement sur un disque revêtu de NiP-TTh420°C testé à 600°C montre que le revêtement s’est usé par copeaux et plaques (figure 82) de tailles importantes. De plus, de fines particules et des amas de fer de tailles importantes témoignent, vu la quantité de chrome détectée, de l’usure du pion antagoniste. Ces particules issues des deux antagonistes (pion + substrat acier) participent à la création de la couche d’oxyde (Fe + Ni) présente dans le contact. Les débris issus des disques revêtus de NiP-talc présentent toujours l’aspect de copeaux. La taille des débris semble également diminuer lorsque la teneur en talc augmente. Ces débris sont globalement issus du pion et du revêtement, même si certains copeaux assez fins semblent provenir de la couche d’oxydes intercalée dans le contact. La couche de transfert dans le contact est d’une épaisseur avoisinant les 10-15µm dans le cas par exemple du NiP-120 g/l-TTh420°C testé à 600°C, témoignant d’une accommodation importante dans le contact. Pour les disques revêtus de NiP-talc, la déformation du substrat est également notable. La légère diminution du coefficient de frottement et l’augmentation de l’usure des revêtements et du pion observées à 600°C par rapport à 20°C montrent que l’essai tribologique à chaud à 600°C a pour effet de survieillir les revêtements. Cela confirme l’intérêt d’une dureté élevée pour contrôler l’usure. Le rôle favorable du talc se maintient à chaud. Enfin, le frottement à chaud parait contrôlé par les débris et transferts d’oxydes.
Zones riches en Ni
Zones riches en Fe
NiP-420°C
NiP-40g/l-420°C
NiP-120g/l-420°C
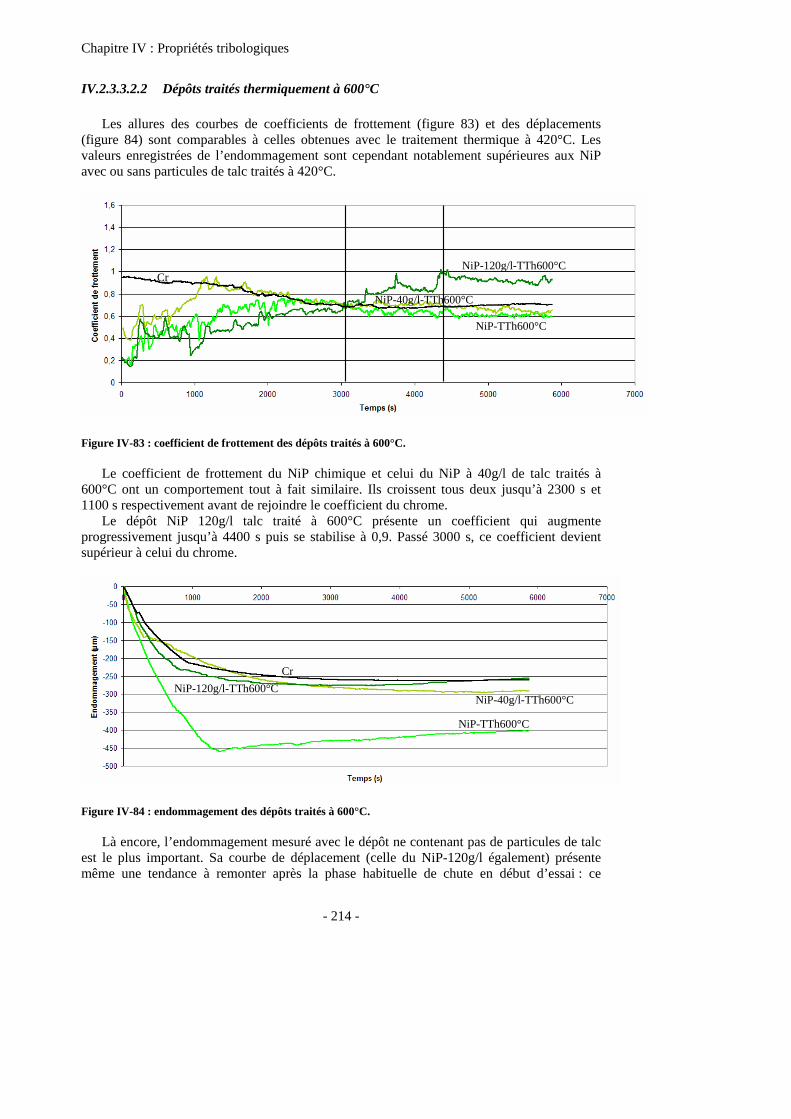
Chapitre IV : Propriétés tribologiques
- 214 -
IV.2.3.3.2.2 Dépôts traités thermiquement à 600°C Les allures des courbes de coefficients de frottement (figure 83) et des déplacements
(figure 84) sont comparables à celles obtenues avec le traitement thermique à 420°C. Les valeurs enregistrées de l’endommagement sont cependant notablement supérieures aux NiP avec ou sans particules de talc traités à 420°C.
Figure IV-83 : coefficient de frottement des dépôts traités à 600°C.
Le coefficient de frottement du NiP chimique et celui du NiP à 40g/l de talc traités à
600°C ont un comportement tout à fait similaire. Ils croissent tous deux jusqu’à 2300 s et 1100 s respectivement avant de rejoindre le coefficient du chrome.
Le dépôt NiP 120g/l talc traité à 600°C présente un coefficient qui augmente progressivement jusqu’à 4400 s puis se stabilise à 0,9. Passé 3000 s, ce coefficient devient supérieur à celui du chrome.
Figure IV-84 : endommagement des dépôts traités à 600°C.
Là encore, l’endommagement mesuré avec le dépôt ne contenant pas de particules de talc est le plus important. Sa courbe de déplacement (celle du NiP-120g/l également) présente même une tendance à remonter après la phase habituelle de chute en début d’essai : ce
NiP-120g/l-TTh600°C
NiP-TTh600°C
NiP-40g/l-TTh600°C
Cr
NiP-120g/l-TTh600°C Cr
NiP-TTh600°C
NiP-40g/l-TTh600°C
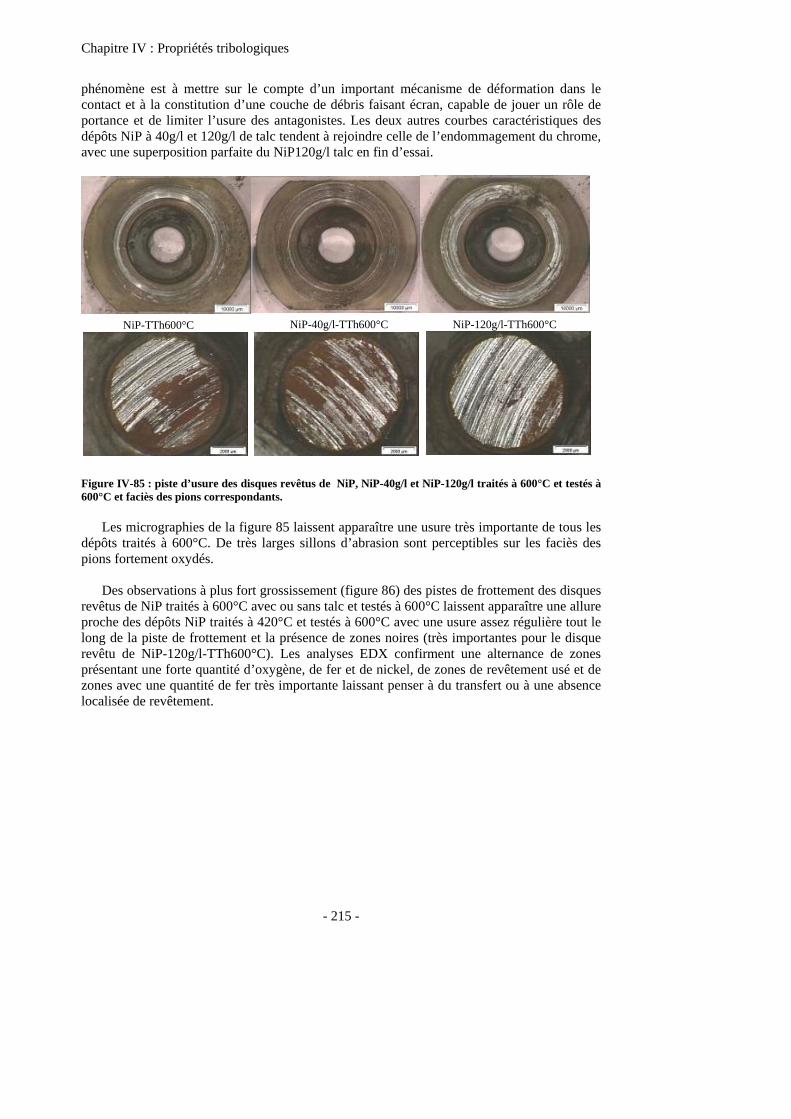
Chapitre IV : Propriétés tribologiques
- 215 -
phénomène est à mettre sur le compte d’un important mécanisme de déformation dans le contact et à la constitution d’une couche de débris faisant écran, capable de jouer un rôle de portance et de limiter l’usure des antagonistes. Les deux autres courbes caractéristiques des dépôts NiP à 40g/l et 120g/l de talc tendent à rejoindre celle de l’endommagement du chrome, avec une superposition parfaite du NiP120g/l talc en fin d’essai.
Figure IV-85 : piste d’usure des disques revêtus de NiP, NiP-40g/l et NiP-120g/l traités à 600°C et testés à 600°C et faciès des pions correspondants.
Les micrographies de la figure 85 laissent apparaître une usure très importante de tous les dépôts traités à 600°C. De très larges sillons d’abrasion sont perceptibles sur les faciès des pions fortement oxydés.
Des observations à plus fort grossissement (figure 86) des pistes de frottement des disques
revêtus de NiP traités à 600°C avec ou sans talc et testés à 600°C laissent apparaître une allure proche des dépôts NiP traités à 420°C et testés à 600°C avec une usure assez régulière tout le long de la piste de frottement et la présence de zones noires (très importantes pour le disque revêtu de NiP-120g/l-TTh600°C). Les analyses EDX confirment une alternance de zones présentant une forte quantité d’oxygène, de fer et de nickel, de zones de revêtement usé et de zones avec une quantité de fer très importante laissant penser à du transfert ou à une absence localisée de revêtement.
NiP-TTh600°C NiP-40g/l-TTh600°C NiP-120g/l-TTh600°C
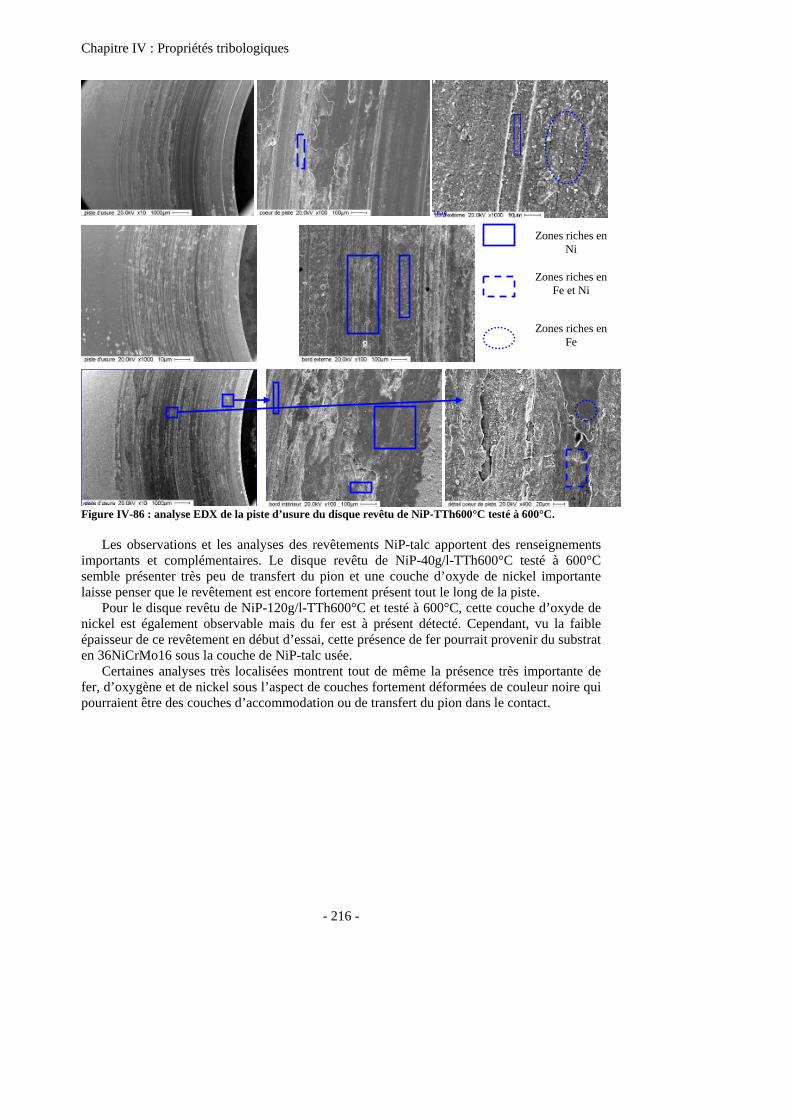
Chapitre IV : Propriétés tribologiques
- 216 -
Figure IV-86 : analyse EDX de la piste d’usure du disque revêtu de NiP-TTh600°C testé à 600°C.
Les observations et les analyses des revêtements NiP-talc apportent des renseignements importants et complémentaires. Le disque revêtu de NiP-40g/l-TTh600°C testé à 600°C semble présenter très peu de transfert du pion et une couche d’oxyde de nickel importante laisse penser que le revêtement est encore fortement présent tout le long de la piste.
Pour le disque revêtu de NiP-120g/l-TTh600°C et testé à 600°C, cette couche d’oxyde de nickel est également observable mais du fer est à présent détecté. Cependant, vu la faible épaisseur de ce revêtement en début d’essai, cette présence de fer pourrait provenir du substrat en 36NiCrMo16 sous la couche de NiP-talc usée.
Certaines analyses très localisées montrent tout de même la présence très importante de fer, d’oxygène et de nickel sous l’aspect de couches fortement déformées de couleur noire qui pourraient être des couches d’accommodation ou de transfert du pion dans le contact.
Zones riches en Ni
Zones riches en Fe et Ni
Zones riches en Fe
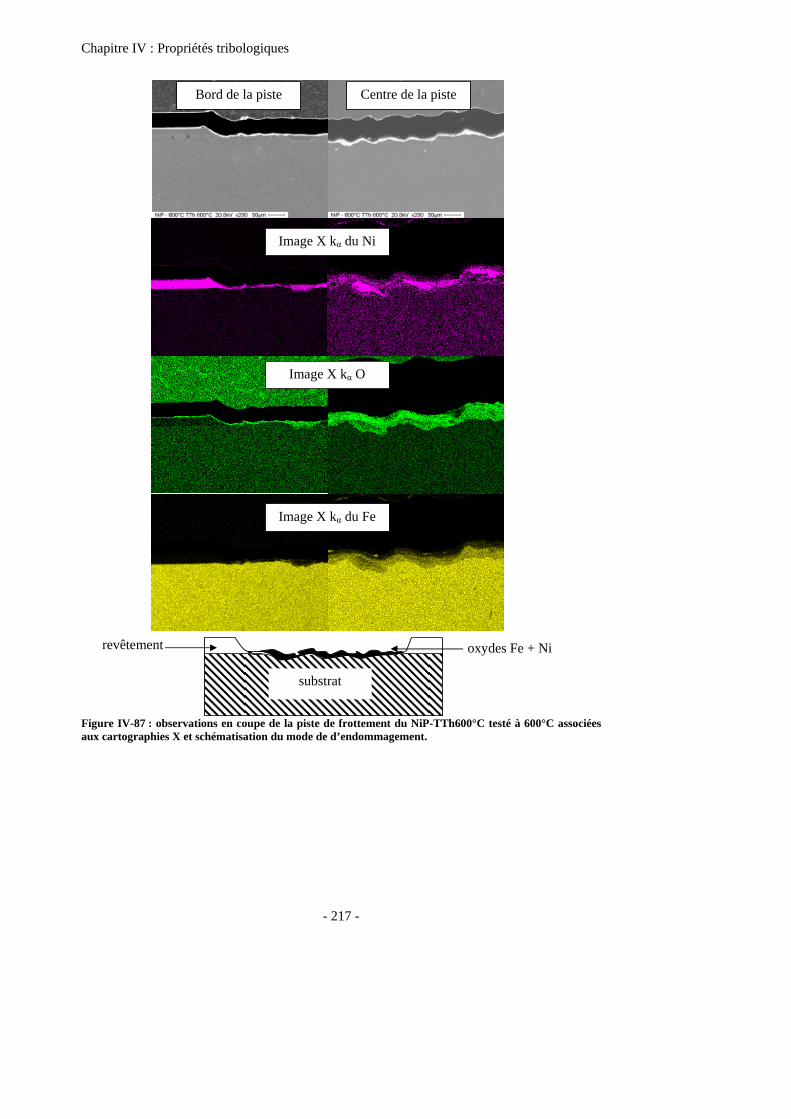
Chapitre IV : Propriétés tribologiques
- 217 -
Figure IV-87 : observations en coupe de la piste de frottement du NiP-TTh600°C testé à 600°C associées aux cartographies X et schématisation du mode de d’endommagement.
substrat
revêtement oxydes Fe + Ni
Bord de la piste Centre de la piste
Image X kα du Ni
Image X kα O
Image X kα du Fe
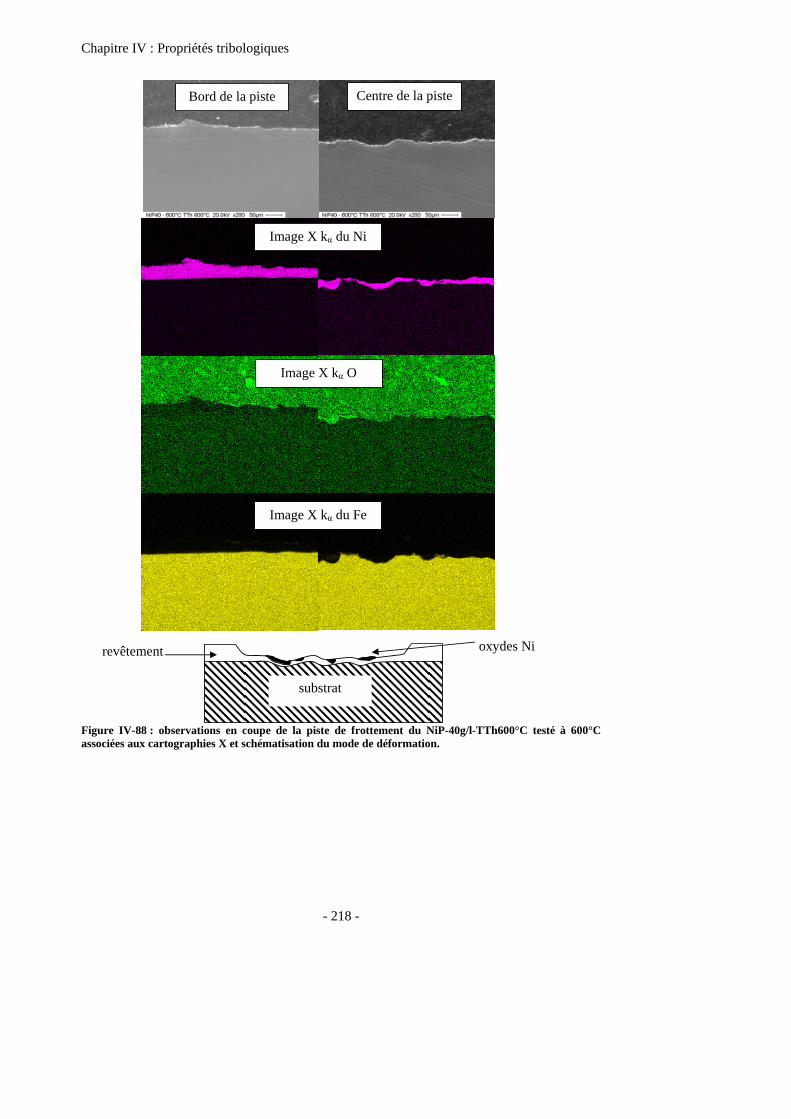
Chapitre IV : Propriétés tribologiques
- 218 -
Figure IV-88 : observations en coupe de la piste de frottement du NiP-40g/l-TTh600°C testé à 600°C associées aux cartographies X et schématisation du mode de déformation.
Bord de la piste Centre de la piste
Image X kα du Ni
Image X kα O
Image X kα du Fe
oxydes Ni
substrat
revêtement
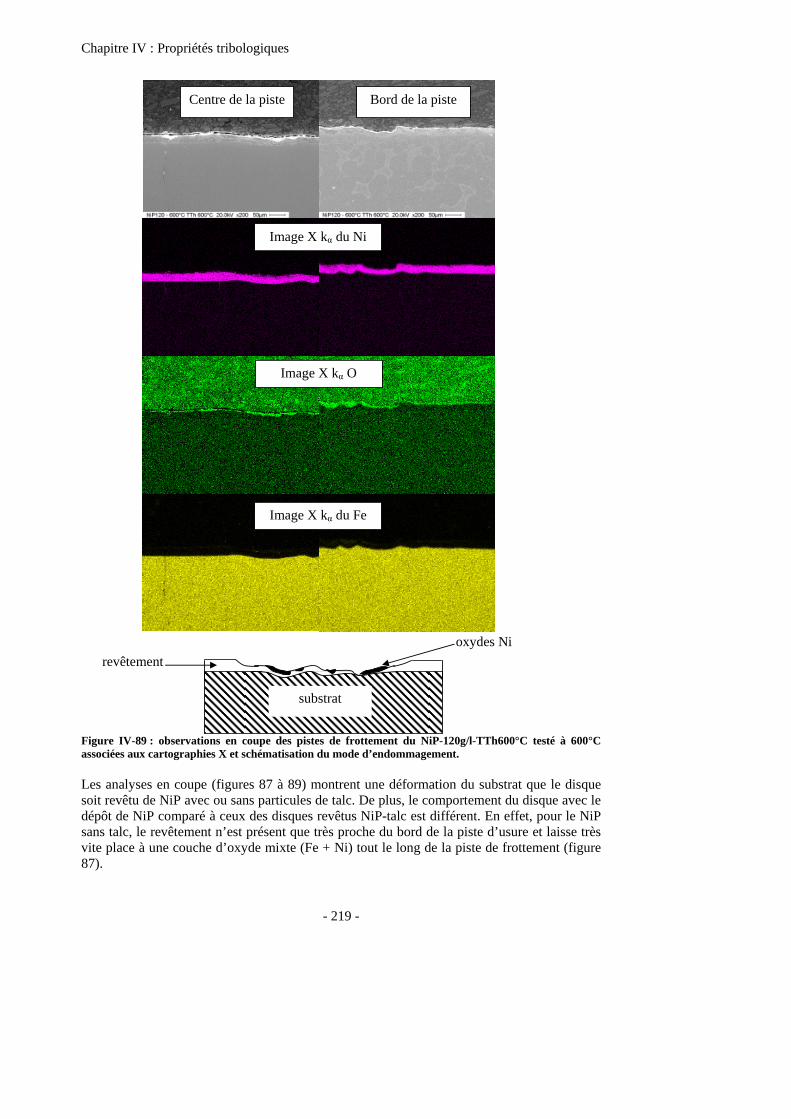
Chapitre IV : Propriétés tribologiques
- 219 -
Figure IV-89 : observations en coupe des pistes de frottement du NiP-120g/l-TTh600°C testé à 600°C associées aux cartographies X et schématisation du mode d’endommagement. Les analyses en coupe (figures 87 à 89) montrent une déformation du substrat que le disque soit revêtu de NiP avec ou sans particules de talc. De plus, le comportement du disque avec le dépôt de NiP comparé à ceux des disques revêtus NiP-talc est différent. En effet, pour le NiP sans talc, le revêtement n’est présent que très proche du bord de la piste d’usure et laisse très vite place à une couche d’oxyde mixte (Fe + Ni) tout le long de la piste de frottement (figure 87).
oxydes Ni
substrat
revêtement
Bord de la piste Centre de la piste
Image X kα du Ni
Image X kα O
Image X kα du Fe

Chapitre IV : Propriétés tribologiques
- 220 -
En revanche, les disques revêtus de NiP avec particules de talc conservent le revêtement tout le long de la piste d’usure (sauf en un léger sillon très localisé pour le NiP-120g/l-TTh600°C) avec une couche d’oxyde de nickel qui se forme dans le contact à la surface du revêtement lors du frottement (figure 88 et 89).
Figure IV-90 : analyse des débris issus des tests sur les disques revêtus des dépôts traités à 600°C et testés à 600°C.
Les débris du disque revêtu de NiP-TTh600°C confirment la forte présence de fer avec des copeaux importants issus du pion antagoniste. Le nickel est localisé dans des particules plus fines. Les débris issus des disques revêtus NiP-talc-TTh600°C présentent à la fois de fins débris de nickel provenant de l’usure du revêtement mais également des débris de taille plus importante en provenance de l’usure du pion. De manière générale, que ce soit pour les débris contenant du nickel ou les copeaux contenant du fer, leur taille semble diminuer avec l’augmentation de la teneur en talc dans les revêtements. L’ensemble de ces résultats supporte encore plus les interprétations formulées antérieurement du frottement et de l’usure. L’essai tribologique à 600°C constitue une poursuite du traitement de survieilissement des dépôts à 600°C. Mais en s’auto-protégeant par oxydation, ceux-ci s’usent moins qu’à froid.
Zones riches en nickel
Zones riches en fer
NiP-600°C
NiP-40g/l-600°C
NiP-120g/l-600°C
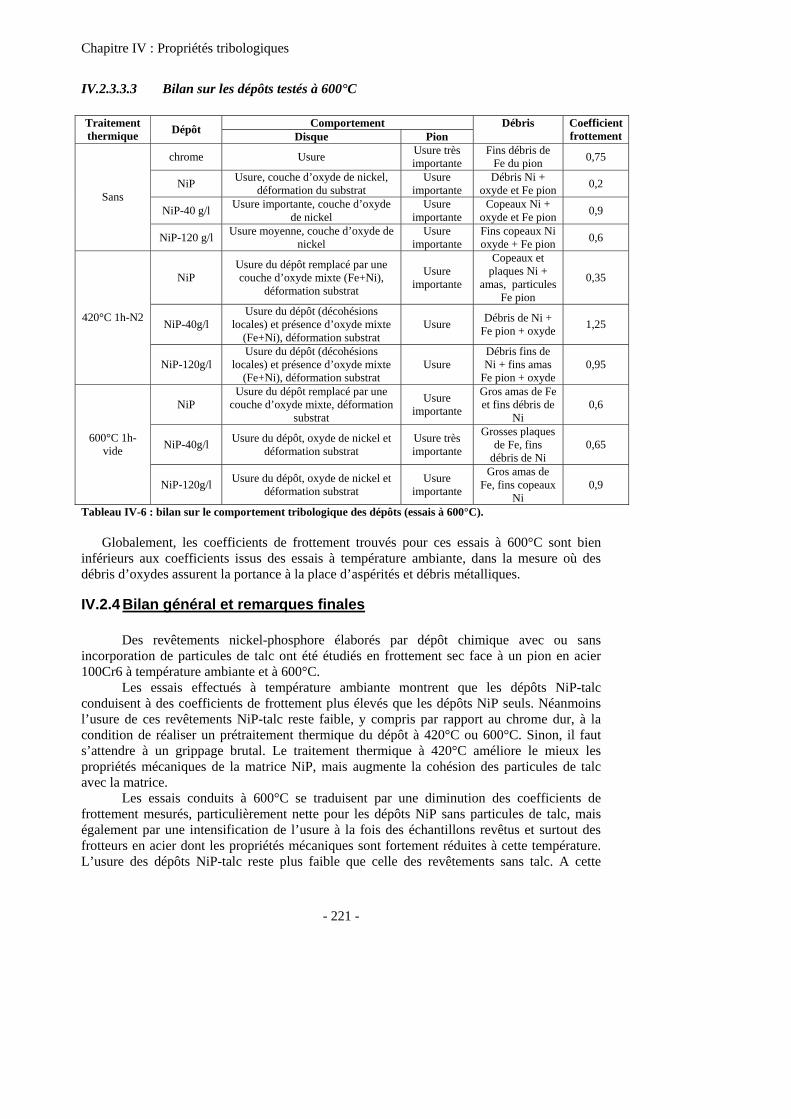
Chapitre IV : Propriétés tribologiques
- 221 -
IV.2.3.3.3 Bilan sur les dépôts testés à 600°C
Comportement Traitement thermique Dépôt Disque Pion
Débris Coefficient frottement
chrome Usure Usure très importante
Fins débris de Fe du pion 0,75
NiP Usure, couche d’oxyde de nickel, déformation du substrat
Usure importante
Débris Ni + oxyde et Fe pion 0,2
NiP-40 g/l Usure importante, couche d’oxyde de nickel
Usure importante
Copeaux Ni + oxyde et Fe pion 0,9
Sans
NiP-120 g/l Usure moyenne, couche d’oxyde de nickel
Usure importante
Fins copeaux Ni oxyde + Fe pion 0,6
NiP Usure du dépôt remplacé par une couche d’oxyde mixte (Fe+Ni),
déformation substrat
Usure importante
Copeaux et plaques Ni +
amas, particules Fe pion
0,35
NiP-40g/l Usure du dépôt (décohésions
locales) et présence d’oxyde mixte (Fe+Ni), déformation substrat
Usure Débris de Ni + Fe pion + oxyde 1,25 420°C 1h-N2
NiP-120g/l Usure du dépôt (décohésions
locales) et présence d’oxyde mixte (Fe+Ni), déformation substrat
Usure Débris fins de Ni + fins amas
Fe pion + oxyde 0,95
NiP Usure du dépôt remplacé par une
couche d’oxyde mixte, déformation substrat
Usure importante
Gros amas de Fe et fins débris de
Ni 0,6
NiP-40g/l Usure du dépôt, oxyde de nickel et déformation substrat
Usure très importante
Grosses plaques de Fe, fins
débris de Ni 0,65 600°C 1h-
vide
NiP-120g/l Usure du dépôt, oxyde de nickel et déformation substrat
Usure importante
Gros amas de Fe, fins copeaux
Ni 0,9
Tableau IV-6 : bilan sur le comportement tribologique des dépôts (essais à 600°C). Globalement, les coefficients de frottement trouvés pour ces essais à 600°C sont bien
inférieurs aux coefficients issus des essais à température ambiante, dans la mesure où des débris d’oxydes assurent la portance à la place d’aspérités et débris métalliques.
IV.2.4 Bilan général et remarques finales Des revêtements nickel-phosphore élaborés par dépôt chimique avec ou sans incorporation de particules de talc ont été étudiés en frottement sec face à un pion en acier 100Cr6 à température ambiante et à 600°C. Les essais effectués à température ambiante montrent que les dépôts NiP-talc conduisent à des coefficients de frottement plus élevés que les dépôts NiP seuls. Néanmoins l’usure de ces revêtements NiP-talc reste faible, y compris par rapport au chrome dur, à la condition de réaliser un prétraitement thermique du dépôt à 420°C ou 600°C. Sinon, il faut s’attendre à un grippage brutal. Le traitement thermique à 420°C améliore le mieux les propriétés mécaniques de la matrice NiP, mais augmente la cohésion des particules de talc avec la matrice. Les essais conduits à 600°C se traduisent par une diminution des coefficients de frottement mesurés, particulièrement nette pour les dépôts NiP sans particules de talc, mais également par une intensification de l’usure à la fois des échantillons revêtus et surtout des frotteurs en acier dont les propriétés mécaniques sont fortement réduites à cette température. L’usure des dépôts NiP-talc reste plus faible que celle des revêtements sans talc. A cette
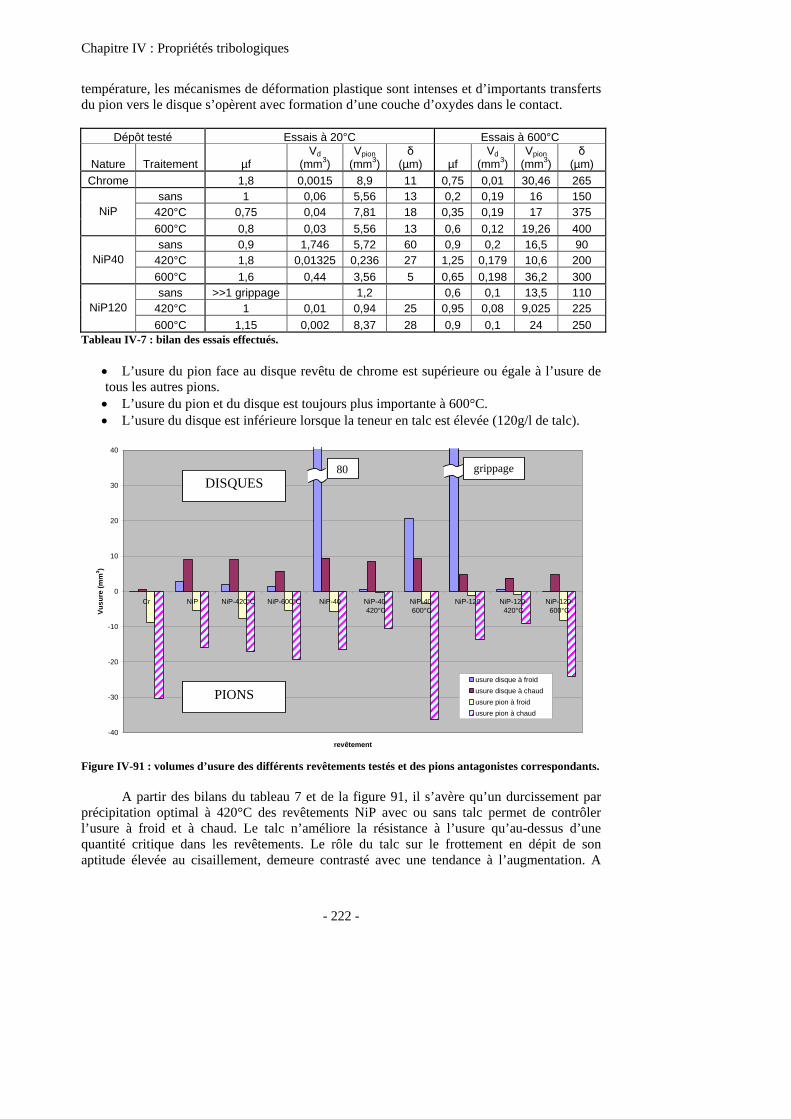
Chapitre IV : Propriétés tribologiques
- 222 -
température, les mécanismes de déformation plastique sont intenses et d’importants transferts du pion vers le disque s’opèrent avec formation d’une couche d’oxydes dans le contact.
Dépôt testé Essais à 20°C Essais à 600°C
Nature Traitement µf Vd
(mm3) Vpion
(mm3)δ
(µm) µf Vd
(mm3)Vpion
(mm3)δ
(µm) Chrome 1,8 0,0015 8,9 11 0,75 0,01 30,46 265
sans 1 0,06 5,56 13 0,2 0,19 16 150 420°C 0,75 0,04 7,81 18 0,35 0,19 17 375 NiP 600°C 0,8 0,03 5,56 13 0,6 0,12 19,26 400 sans 0,9 1,746 5,72 60 0,9 0,2 16,5 90
420°C 1,8 0,01325 0,236 27 1,25 0,179 10,6 200 NiP40 600°C 1,6 0,44 3,56 5 0,65 0,198 36,2 300 sans >>1 grippage 1,2 0,6 0,1 13,5 110
420°C 1 0,01 0,94 25 0,95 0,08 9,025 225 NiP120 600°C 1,15 0,002 8,37 28 0,9 0,1 24 250
Tableau IV-7 : bilan des essais effectués.
• L’usure du pion face au disque revêtu de chrome est supérieure ou égale à l’usure de tous les autres pions. • L’usure du pion et du disque est toujours plus importante à 600°C. • L’usure du disque est inférieure lorsque la teneur en talc est élevée (120g/l de talc).
Figure IV-91 : volumes d’usure des différents revêtements testés et des pions antagonistes correspondants. A partir des bilans du tableau 7 et de la figure 91, il s’avère qu’un durcissement par précipitation optimal à 420°C des revêtements NiP avec ou sans talc permet de contrôler l’usure à froid et à chaud. Le talc n’améliore la résistance à l’usure qu’au-dessus d’une quantité critique dans les revêtements. Le rôle du talc sur le frottement en dépit de son aptitude élevée au cisaillement, demeure contrasté avec une tendance à l’augmentation. A
-40
-30
-20
-10
0
10
20
30
40
Cr NiP NiP-420°C NiP-600°C NiP-40 NiP-40-420°C
NiP-40-600°C
NiP-120 NiP-120-420°C
NiP-120-600°C
revêtement
Vusu
re (m
m3 )
usure disque à froidusure disque à chaudusure pion à froidusure pion à chaud
80 grippageDISQUES
PIONS
Chapitre IV : Propriétés tribologiques
- 223 -
froid, il est difficile de déterminer le mode de contrôle du frottement au-delà de l’intervention de fonctions métalliques adhésives et de la circulation de débris métalliques portants dans le contact. A chaud, par contre, le frottement est contrôlé par la circulation de transfert de même nature dans le contact.
Chapitre IV : Propriétés tribologiques
- 224 -
[1] M.GODET, L.VINCENT, Propriétés tribologiques – Frottement – Usure, Pratique des Matériaux Industriels, Chapitre 2.2.4, (1990). [2] M.GODET, The third body approach : a mechanical view of wear, Wear, volume 100, (1984), pp.437-452. [3] Y.BERTHIER, Mécanismes et tribologie, Thèse de doctorat, Institut National des Sciences Appliquées de Lyon et de l’Université Claude Bernard de Lyon, (1988). [4] Y.BERTHIER, M.GODET, M.BRENDLE, Velocity accomodation in friction, Tribology Transaction, volume 32, Issue 4, (1989), pp.490-496. [5] Y.BERTHIER, Experimental evidence for friction and wear modelling, Wear, volume 139, (1990), pp.77-92. [6] J.DENAPE, Y.BERTHIER, L.VINCENT, Wear particles life in a Sliding Contact under dry conditions : Third body Approach. Fundamentals of Tribology and Bridging the Gap Between Macro, Micro and Nanoscale, Nano Science Series II, volume 10, (2001), pp.393-411. [7] M.CARTIER, P.KAPSA, Usure des contacts mécaniques, Techniques de l’Ingénieur, BM5065 à BM5061 (2001). [8] O.DALVERNY, Vie tribologique à chaud et température interfaciale des contacts céramiques, Thèse de doctorat, Université de Bordeaux I, (1998). [9] J.F.ARCHARD, Contact and rubbing of flat surfaces, Journal of Applied Physics, volume 24, Issue 8, (1953), pp.981-988. [10] M.CARTIE, Guide d’emploi des traitements de surface appliqués aux problèmes de frottement, Edition Tec&Doc, (2000). [11] H.HOUMID BENNANI, Contribution à l’étude de l’adhérence et des caractéristiques mécaniques et tribologiques de quelques couches minces dures, U.F.R. des Sciences et Technologies de l’université de Franche Comté, (1998). [12] A.G.EVANS, M.C.LU, S.SHMAUDER, M.RUHLE, Some aspects of mechanical strength of ceramic/metal bonded system, Acta Metallurgica, volume 34, Issue 8, (1976), pp.1643-1655. [13] R.A.MOORE, F.S.KING, Abrasive wear of brittle solids, Wear, volume 60, (1980), pp.123-140. [14] K.H.ZUM GAHR, Microstructure and wear of materials, Tribology series 10, Elsevier (1987). [15] S.VAILLANT, Revêtements composites NiP/SiC électrodéposés, Thèse de doctorat, Université de Toulouse, (2002). [16] R.L.ZELLER III, Electrochemical corrosion testing of high phosphorus electroless nickel in 5% NaCl, Corrosion, volume 47, (1991), pp.692-702. [17] M.K.TOTLANI, S.N.ATHAVALE, Electroless nickel for corrosion control in chemical, oil and gas industries, Corrosion Review, volume 18, (2000), pp.155-179. [18] M.D.FELDSTEIN, Composite electroless nickel coatings for the aerospace & airline industries, Plating and Surface Finishing, volume 85, Issue 11, (1998), pp.248-252. [19] K.HELLE, F.WALSH, Electrodeposition of composite layers consisting of inert inclusions in a metal matrix, Transactions of the Institute of Metal Finishing, volume 75, (1997), pp.53-58. [20] I.APACHITEI, F.D.TICHELAAR, J.DUSZCZYK, L.KATGERMAN, The effect of heat treatment on the structure and abrasive wear resistance of autocatalytic NiP and NiP-SiC coatings, Surface and Coatings Technology, volume 149, Issues 2-3, (2002), pp.263-278. [21] R.WEIL, K.PARKER, page 111 dans : G.O.MALLORY, et J.B.HADJU, Electroless Plating : Fundamentals and Apllications, American Electroplaters and Surface Finishers Society, Orlando, Florida, (1990).

Chapitre IV : Propriétés tribologiques
- 225 -
[22] W. RIEDEL, Electroless Nickel Plating, ASM International, Metals Park, Ohio, and Finishing Publications, Stevenage, England, (1991). [23] K.H.HUR, J.H.JEONG, D.N.LEE, Microstructures and crystallization of electroless Ni-P deposits, Journal of Materials Science, volume 25, Issue 5, (1990), pp.2573-2584. [24] R.N.DUNCAN, The metallurgical structure of electroless nickel deposits : Effect on coating properties, Plating and Surface Finishing, volume 83, Issue 11, (1996), pp.65-69. [25] I.APACHITEI, J.DUSZCZYK, Autocatalytic nickel coatings on aluminium with improved abrasive wear resistance, Surface and Coatings Technology, volume 132, Issue 1, (2000), pp.89-98. [26] W.H.SAFRANEK, The properties of Electrodeposited Metals and Alloys, American Elsevier Publishing Co, New York, (1974). [27] D.T.GAWNE, U.MA, Structure and wear of electroless nickel coatings, Materials Science and Technology, volume 3, (1987), pp.228-238. [28] G.X.LU, G.F.LI, F.C.YU, The effect of phosphorus content and heat treatment on the wear resistance of electroless deposited Ni-P alloys, Wear, volume 203, (1989), pp.269-278. [29] R.TAHERI, I.N.A.OGUOCHA, S.YANNACOPOULOS, The tribological characteristics of electroless NiP coatings, Wear, volume 249, Issues 5-6, (2001), pp.389-396. [30] D.MUKHERJEE, D.RAJAGOPAL, Metal Finishing, volume 90, Issue 1, (1992), pp.15-19. [31] D.A.LUKE, Nickel-Phosphorus electrodeposits, Transactions of the Institute of Metal Finishing, volume 64, (1986), pp.99-104. [32] J.L.CARBAJAL, R.E.WHITE, Electrochemical Production and Corrosion Testing of amorphous NiP, Journal of the Electrochemical Society, volume 135, Issue 12, (1988), pp.2952-2957. [33] D.S.LASHMORE, J.F.WEINROTH, Pulsed electrodeposition of Ni-P metallic glass alloys, Plating and Surface Finishing, volume 69, Issue 8, (1982), pp.72-76. [34] O.BERKH, S.ESKIN, J.ZAHAVI, Properties of Electrodeposited NiP-SiC Composite Coatings, Metal Finishing, volume 94, Issue 3, (1996), pp.35-40. [35] D.BARKER, Electroless deposition of metals, Transactions of the Institute of Metal Finishing, volume 71, Issue 3, (1993), pp.121-125. [36] Y.MORI, S.OHTSUKA, Japanese Patent 50039638, avril (1975). [37] K.PARKER, A study on the changes in microstructure of Electroless Nickel coatings with annealing, Plating and Surface Finishing, volume 68, (1981), pp.71-76. [38] L.WING, in : Proceedings of EN’93 Conference, novembre (1993). [39] C.NARGI, G.SHAWHAN, in : Proceedings of the AES 71st Annual Tachnical Conference, juillet (1984). [40] N.TOPE, E.BAKER, B.JACKSON, Evaluation of the Wear properties of Electroless Nickel, Plating and Surface Finishing, volume 63, Issue 10, (1976), pp.30-37. [41] J.HADLEY, S.TULSI, in : Proceedings of the EN’89 Conference, (1989). [42] E.PENA-MUNOZ, P.BERCOT, A.GROSJEAN, M.REZRAZI, J.PAGETTI, Electrolytic and electroless coatings of Ni-PTFE composites. Study of some characteristics, Surface and Coatings Technology, volume 107, (1998), pp.85-93. [43] G.STRAFFELINI, D.COLOMBO, A.MOLINARI, Surface durability of electroless Ni-P composite deposits, Wear, volume 236, (1999), pp.179-188. [44] J.OKADO, M.SHIMA, I.R.McCOLL, R.B.WATERHOUSE, T.HASEGAWA, M.KASAYA, NiP and Mo : an excellent fretting wear resistant combination, Wear, volume 225-229, (1999), pp.749-757. [45] Z.ABDEL HAMID, I.M.GHAYAD, Characteristics of electrodeposition of Ni-polyethylene composite coatings, Materials Letters, volume 53, (2002), pp.238-243.

Chapitre IV : Propriétés tribologiques
- 226 -
[46] Y.S.HUANG, X.T.ZENG, I.ANNERGREN, F.M.LIU, Development of electroless NiP-PTFE-SiC composite coating, Surface and Coatings Technology, volume 167, (2003), pp.207-211. [47] J.HENRY, A new Fluorinated Electroless Nickel Codeposit, Metal Finishing, volume 88, Issue 10, (1990), pp.15-20. [48] N.FELDSTEIN, page 269 dans : Glenn O.Mallory, et J.B.Hadju, Electroless Plating : Fundamentals and Applications, American Electroplaters and Surface Finishers Society, American Electroplaters and Surface Finishers, (1990). [49] S.M.MOONIR-VAGHEFI, A.SAATCHI, J.HEJAZI, The effect of the Agitation on Electroless Nickel-Phosphorus-Molybdenum Disulfide Composite Plating, Metal Finishing, volume 95, Issue 6, (1997), pp.102-106. [50] R.RAMASWAMG, A.K.BHARGAVA, T.V.RAJAN, Metal Finishing, volume 90, (1992), pp.23. [51] M.NISHIRA, O.TAKANO, Friction and wear characteristics of electroless NiP-PTFE composite coatings, Plating and Surface Finishing, volume 81, Issue 1, (1994), pp.48-50. [52] Y.LI, Investigation of electroless Ni-P-SiC composite coatings, Plating and Surface Finishing, volume 84, Issue 11, (1997), pp.77-81. [53] O.A.LEON, M.H.STAIA, H.E.HINTERMANN, Deposition of Ni-P-BN(h) composite autocatalytic coatings, Surface and Coatings Technology, volume 108-109, (1998), pp.461-465.
Conclusion générale
- 227 -
V CONCLUSION GENERALE

Conclusion générale
- 228 -
Le travail de recherche, présenté dans ce mémoire, s’est inscrit dans le cadre des
activités du Programme Régional « Revêtements composites multi-fonctionnels pour
l’industrie des transports ». La thématique de ce programme multipartenaires était de répondre
à un besoin industriel fort qui consiste à rechercher des solutions pour accroître la fiabilité, la
qualité et le coût de mise en œuvre de pièces mécaniques soumises à des sollicitations
extrêmes et pour le remplacement des revêtements mettant en œuvre des bains polluants
(chrome dur plus particulièrement).
Dans ce contexte, le comportement thermomécanique sous sollicitations statique,
dynamique et de contact des revêtements composites NiP – Talc a été observé aux différentes
échelles. Ceux-ci ont été développés à partir des recherches amont sur les paramètres
d’élaboration et sur la maîtrise des particules de Talc par nos partenaires (CIRIMAT –
LCMIE, LGC, LMT). Une attention particulière a été portée sur l’examen des processus
interfaciaux aux interfaces substrat / dépôt mais aussi particules / matrice afin d’expliquer les
résultats des essais tribologiques exploratoires en comparaison avec dépôt du chrome dur. Les
paramètres d’influence étudiés sont la teneur en talc des revêtements et les traitements
thermiques à 420°C et 600°C sous azote pendant une heure.
Les essais tribologiques en configuration pion – disque, menés à 20 °C, mettent en
évidence l’influence préjudiciable du talc lorsque le revêtement est non traité. En effet, un
phénomène de grippage se manifeste d’autant plus rapidement que la teneur en talc augmente.
Il semble que ce comportement puisse être attribué à la diminution conjointe de la résistance
et de la rigidité des dépôts avec l’insertion de talc que nous avons pu mettre en évidence par
nanoindentation. Le grippage serait donc imputable à une faible cohésion des dépôts bruts
contenant du talc et non à une faiblesse de l’interface dépôt / substrat. Les essais d’adhérence
et plus particulièrement les essais de microtraction montrent que ceci ne peut être dû à un
problème d’interface puisque seul le dépôt brut sans talc présente une rupture adhésive.
L’insertion de talc amène, à contrario, à des ruptures cohésives.
L’amélioration du comportement tribologique des revêtements est importante après
traitements thermiques. Ceci est d’autant plus vrai après un traitement d’une heure à 420°C.
L’endommagement moins important des dépôts est induit, d’une part, par la modification de
rigidité et d’autre part, de résistance d’un des massifs en contact qui n'est autre que le
revêtement. Le traitement thermique à 420°C provoque un durcissement des dépôts de 3 GPa
(HNiP brut = 8,5 GPa, HNiP traité 420°C = 11,6 GPa) par précipitation de phosphures de nickel (Ni3P)
bloquant ainsi la progression des dislocations. Cette transformation microstructurale

Conclusion générale
- 229 -
(cristallisation et précipitation) se traduit également par une augmentation de rigidité des
dépôts de l’ordre de 45 GPa. Par contre, les phénomènes d’endommagement sont légèrement
plus importants dans le frotteur en acier 100Cr6. Le rôle des particules de talc dans le
comportement au frottement des revêtements traités à 420°C est complètement différent.
Contrairement à ce qui a été décrit précédemment, il semblerait que son influence soit positive
dans ce cas là, car seul un lissage des amas des dépôts traités et contenant du talc est observé
après frottement. De plus, les particules de talc semblent jouer leur fonction de lubrifiant
solide, du moins dans les premiers instants, par la baisse consécutive du coefficient de
frottement. Enfin, il est intéressant de souligner les modifications du comportement
mécanique des revêtements après l’insertion de talc. La fissuration rectiligne observée en
section dans la piste du revêtement NiP traité à 420°C est moindre et surtout déviée dès
l’insertion de talc. Ce dernier résultat est directement à relier aux changements de mode de
fissuration préalablement observés au cours des essais de microtration et de dureté.
L’insertion de talc se traduit par une augmentation de la ténacité des dépôts de 1,65 mMPa
(KcNiP-TTh420°C = 2,37 mMPa , KcNiP-120g/l-TTh420°C = 4,02 mMPa ).
Le traitement thermique de 600°C confère aux revêtements des propriétés encore
différentes car la rigidité est toujours élevée du fait de leur cristallisation, mais les duretés
sont proches des revêtements non traités par coalescence des précipités de Ni3P et
grossissement des grains de Ni. De ce fait, grâce à un comportement plus ductile évoqué lors
des essais d’adhérence et à cette rigidité élevée, une transmission d’efforts avec déformation
du substrat, mais toujours présence de revêtement, est observée en section. En revanche, le
dépôt NiP-120g/l-TTh600 se détache des revêtements étudiés en combinant des phénomènes
rencontrés pour les dépôts non traités et ceux traités à 420°C avec aucune déformation du
substrat, présence d’écaillages cohésifs et fissuration (fragilité supérieures aux dépôts non
traités).
Le comportement tribologique des revêtements NiP avec et sans talc vis-à-vis d’un
frotteur en 100Cr6 est totalement différent à la température de 600°C. Une réduction
importante des phénomènes de vibration est enregistrée, très certainement induite par la
diminution de la rigidité du contact. De plus, les phénomènes d’usure sont intensifiés,
notamment du frotteur et le frottement se fait dans tous les cas par apparition d’un troisième
corps dans le contact. Du point de vue de ce troisième corps, deux grandes tendances
apparaissent. Pour les revêtements localement ou totalement désagrégés, il s’agit d’une
Conclusion générale
- 230 -
couche mixte (oxydes Fe + Ni), alors que lorsque le revêtement est encore présent en fin
d’essai, cette couche est exclusivement de l’oxyde de nickel.
Ainsi, les revêtements présentant cette couche mixte sont les revêtements les plus
rigides en début d’essai (NiP-420, NiP-40-420, NiP-120-420 et NiP-600). La dégradation la
plus importante est enregistrée pour le revêtement NiP-TTh600 car même si sa rigidité est
importante en début d’essai (E = 202 GPa), il n’en reste pas moins que sa dureté est la plus
faible (H = 7,4 GPa) en début d’essai. Les revêtements NiP-talc traités à 600°C et testés à
600°C poursuivent leur survieillissement et en s’auto protégeant par oxydation, minimisent
leur usure par rapport à ceux testés à 20°C.
Les deux revêtements NiP-talc bruts ne présentent pas de déformation du substrat ; ces
dépôts traités à 600°C et testés tribologiquement à 600°C conduisent nettement aux
observations déjà formulées pour les revêtements NiP-600°C testés à 20°C. Les tests en
frottement à 600°C permettent donc de mieux établir l’effet d’un traitement de
survieillissement des dépôts. Ceux-ci sont, en effet, moins usés que les dépôts NiP-600°C
testés à 20°C, du fait de la chute des propriétés du frotteur et de la présence de la couche
d’oxyde de nickel formée en cours d’essai à 600°C.
Ce travail nous a permis également de mettre l’accent sur les difficultés d’accès aux
phénomènes d’interface et en particulier, d’obtenir la contrainte de cisaillement interfacial
τinterface ou encore l’énergie de rupture d’interface GIC lors des essais d’adhérence. L’essai de
rayage, par exemple, permet d’accéder à une charge critique d’adhérence correspondante à
une mise à nu du substrat soit pas décohésion (dépôts NiP traités à 420°C) soit par abrasion
(NiP brut ou traité à 600°C). Cet indicateur permet bien sur le plan technique de mettre en
évidence la perte de fonction (anti-usure ou généralement anti-corrosion) du revêtement mais
ne donne en aucun cas des informations tenant compte uniquement de l’interface. La
connaissance de l’essai joue dans ce cas présent un rôle primordial ; les paramètres de l’essai
doivent être bien fixés si l’on veut conduire une étude comparative. Cette problématique est
aussi retrouvée avec l’essai de traction. Malgré tout, il semble plus facile de déterminer grâce
à cet essai une contrainte interfaciale tenant compte des propriétés des dépôts, en
l’occurrence leur rigidité et leur contraintes internes. Le champ des contraintes uniaxial
imposé au cours de cet essai est beaucoup plus simple que celui généré au cours du passage
d’un indenteur. La contrainte interfaciale de cisaillement calculée lors de rupture cohésive
n’est qu’une valeur minimale puisque l’adhérent à une rupture plus faible que l’interface elle-
même. L’essai de microtraction, mise en œuvre pour la première fois au laboratoire montre de
Conclusion générale
- 231 -
réelles potentialités pour la détermination des propriétés d’interfaces et aussi de manière plus
globale de matériaux en couches minces. Une des perspectives intéressante, à très court terme
est l’adaptation de cette platine dans la chambre du microscope électronique à balayage afin
de gagner en précision sur la mesure des déplacements notamment.
La discussion autour des essais de tribologie peut s’articuler autour de deux axes
principaux à savoir le choix des paramètres expérimentaux et le rôle du premier corps en
l’occurrence le frotteur. Tout d’abord, les conditions de frottement utilisées lors des essais
tribologiques implique de répartir très localement une pression de l’ordre de 1,5 MPa ce qui
pour un frottement à sec est considérable. De plus, le choix d’un frotteur en 100Cr6 se justifie
pour les essais à température ambiante. Mais à 600°C ses propriétés mécaniques sont
fortement altérées et son usure est telle qu’il vient naturellement des interrogations quant au
rôle qu’il peut jouer à une telle température d’utilisation. Une poursuite de l’étude pourrait
alors consister en une campagne d’essais à une température intermédiaire. Mais comme le
risque de dégradation des propriétés mécaniques du pion demeure, l’utilisation de frotteurs
différents pour les essais en température semble être l’idée la plus judicieuse de manière à
réellement tester la tenue du composite substrat 36NiCrMo16 / revêtement NiP (avec ou sans
talc). Une étude plus approfondie de l’usure du frotteur en 100Cr6 devrait permettre de mieux
cerner l’influence des particules de talc dans les revêtements, dont on n’a pu que dessiner
certaines tendances.