Les éléments à sertir PEM à souder SMT 62 63 64 KF2 (acier étamé) SMTSO (acier étamé) KFE...
76
Les éléments à sertir PEM ® Installation facile - Haute performance
Transcript of Les éléments à sertir PEM à souder SMT 62 63 64 KF2 (acier étamé) SMTSO (acier étamé) KFE...
Les éléments à sertir PEM®
Installation facile - Haute performance

2
Pour une fixation efficace, même sur des piècestrès fines
Des matériaux très fins et très légers sont aujourd’hui requis dans de nombreux domaines de l’industrie, comme les tôles, les circuits imprimés ou les pièces en plastique. Ces pièces doivent être assemblées avec fiabilité et fixées de façon durable, et il convient de garantir des couples d’arrache-ment et de desserrage élevés. Dans le même temps, les clients recherchent un montage simple, à faible coût.Dès 1942, PEM® développait un élément à sertir répondant à ces exigences. Grâce à un succès croissant et à une large adoption par l’industrie, la gamme de produits s’est étoffée tout en conservant ses bénéfices : les éléments à sertir PEM® veillent à une tenue absolument sûre, sont pratiques à monter et constituent un gain de temps et d’argentLes éléments à sertir PEM® sont installés dans un poinçonnage préalablement percé sur la pièce.
Lors de l’installation, la matière refoulée par la dentelure va fluer dans une gorge. Les dents bloquent la rotation et le fluage de la matière dans la gorge empêche l’arrachement. L’insert est main-tenant une partie intégrante de la pièce.De plus, les fixations à sertir PEM® ne provoquent aucun dommage ou déformation sur la partie arrière de la pièce.Les éléments à sertir PEM® sont utilisés pour la fabrication de machine et équipements dans l’industrie électronique, médicale, automobile, aéronautique et spatiale.
Avantagesn Résistance maximale, même dans matériaux
fins, à partir de 0,5 mmn Utilise un simple trou, sans autre préparationn Filetage de haute qualité sur tôle finen Egalement idéal pour les surfaces peintes ou
revêtuesn Haute précision de positionnement

3
Table des matières11 Éléments à sertir (montage, consignes de montage, performances)
Écrous à sertir
12, 6512, 6513, 65
S, SS, H (acier zingué)CLS, CLSS (acier inoxydable)SP (inox haute résistance)
Haute résistance au couple et à la traction. Disponibles avec différentes longueurs de jupes.Pour acier inoxydable et matériaux métalliques.
Écrous à sertir affleurant des deux côtés
14 F (acier inoxydable) Ecrou à sertir spécialement conçu pour être entièrement noyé dans des tôles d’une épais-seur supérieure à 1,5 mm. Serti dans un trou rond. La tête hexagonale assure la résistance au couple.
Écrous à sertir miniatures
15 15
SMPS (acier inoxydable) SMPP (Inox haute résistance)
Pour une installation sur des tôles très fines et près du bordPour tôles en acier inoxydable.
Écrous à sertir borgnes
1616
B (acier zingué)BS (acier inoxydable)
Les écrous à sertir borgnes empêchent toute entrée d’impuretés, de projections d’eau, etc.
Écrous à sertir flottant
1717
AS (acier zingué)AC (acier inoxydable)
Le jeu de l’écrou intérieur compense des tolé-rances de montage jusqu’à 0,8 mm.
Écrous à sertir flottants et auto-freinés
1818
LAS (acier zingué)LAC (acier inoxydable)
Le jeu de l’écrou freiné intérieur compense des tolérances de montage jusqu’à 0,8 mm.
Les performances techniques, les conseils d’installation et de finition, ainsi que les tolérances non spécifiées concernant les dimensions des pièces doivent être demandées individuellement pour chaque application avant de commencer la production en série.Toutes les dimensions sont données en mm.
4
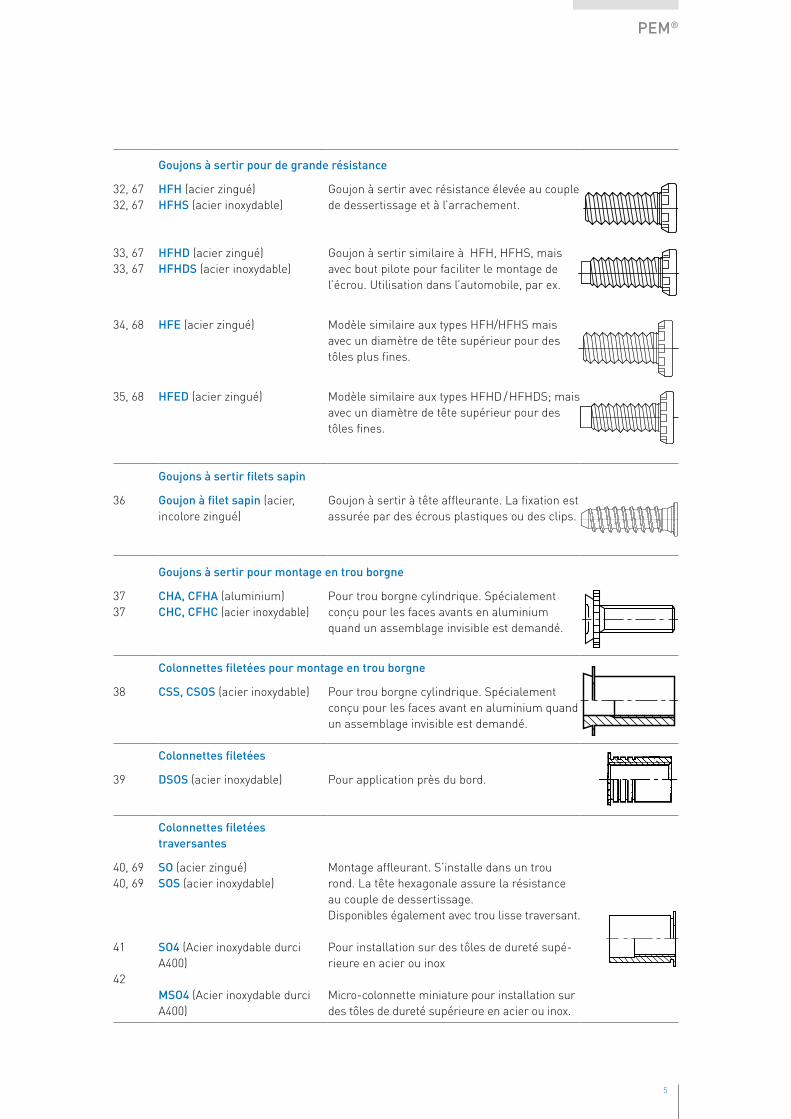
Écrous freinés à sertir
1919
PL (acier zingué)PLC (acier inoxydable)
Le freinage de l’écrou à sertir auto-freiné PEMHEX est assuré par un anneau hexagonal en nylon incorporé, qui demeure intacte après plusieurs démontages
Écrous à sertir miniatures
20
20
FE, FEO, FEX, FEOX (acier inoxydable)U, UL (acier inoxydable)
Écrous à sertir miniatures avec ou sans freinage.
Écrous freinés à sertir miniatures
21 CFN (acier zingué) Écrous à sertir autofreinés à bague de nylonpour les applications près des bords.
Écrous freinés à sertir
22 SL (acier zingué) Écrous auto-freinés à sertir TRI-DENT®, par déformation du premier filet en trois points.
Écrous à souder
2323
WN (acier cuivré)WNS (acier inoxydable)
Écrou rond auto-centreur avec trois bossages de soudage.
Écrous à riveter ronds
24 RHB (acier zingué) Pour des serrages protégés contre les torsions et solides des deux côtés sur pièces fines.
25 RMHB (acier zingué) Modèle similaire au type RHB, pour espaces de montage restreints comme les modèles miniatures.
Goujons à sertir
26, 29, 6626, 2926
FH (acier zingué)
FHS (acier inoxydable)FHA (aluminium)
Goujon à sertir à tête affleurante.
avec filetage
27
30
31
FH4 (Acier inoxydable durci AISI 400)FHP (acier résistant à la corrosion A 286)TPS (acier inoxydable)MPP Acier inoxydable durci A286
Pour acier inoxydable et matériaux métalliques.
Pour matériaux métalliques.
Pion lisse à sertir. Micro-Pions à sertir à tête affleurante.
sans filetage
Goujons à sertir pour montage près du bord
2828
FHL (acier zingué)FHLS (acier inoxydable)
Goujon à sertir avec un diamètre de tête réduit,à faible déplacement de matière, pour montageprès des bords de tôle.
5
PEM®
Goujons à sertir pour de grande résistance
32, 6732, 67
HFH (acier zingué)HFHS (acier inoxydable)
Goujon à sertir avec résistance élevée au couple de dessertissage et à l’arrachement.
33, 6733, 67
HFHD (acier zingué)HFHDS (acier inoxydable)
Goujon à sertir similaire à HFH, HFHS, mais avec bout pilote pour faciliter le montage de l’écrou. Utilisation dans l’automobile, par ex.
34, 68 HFE (acier zingué) Modèle similaire aux types HFH/HFHS mais avec un diamètre de tête supérieur pour des tôles plus fines.
35, 68 HFED (acier zingué) Modèle similaire aux types HFHD / HFHDS; mais avec un diamètre de tête supérieur pour des tôles fines.
Goujons à sertir filets sapin
36 Goujon à filet sapin (acier, incolore zingué)
Goujon à sertir à tête affleurante. La fixation est assurée par des écrous plastiques ou des clips.
Goujons à sertir pour montage en trou borgne
3737
CHA, CFHA (aluminium)CHC, CFHC (acier inoxydable)
Pour trou borgne cylindrique. Spécialement conçu pour les faces avants en aluminium quand un assemblage invisible est demandé.
Colonnettes filetées pour montage en trou borgne
38 CSS, CSOS (acier inoxydable) Pour trou borgne cylindrique. Spécialement conçu pour les faces avant en aluminium quand un assemblage invisible est demandé.
Colonnettes filetées
39 DSOS (acier inoxydable) Pour application près du bord.
Colonnettes filetées traversantes
40, 6940, 69
41
42
SO (acier zingué)SOS (acier inoxydable)
SO4 (Acier inoxydable durci A400)
MSO4 (Acier inoxydable durci A400)
Montage affleurant. S’installe dans un trou rond. La tête hexagonale assure la résistance au couple de dessertissage. Disponibles également avec trou lisse traversant.
Pour installation sur des tôles de dureté supé-rieure en acier ou inox
Micro-colonnette miniature pour installation sur des tôles de dureté supérieure en acier ou inox.
6
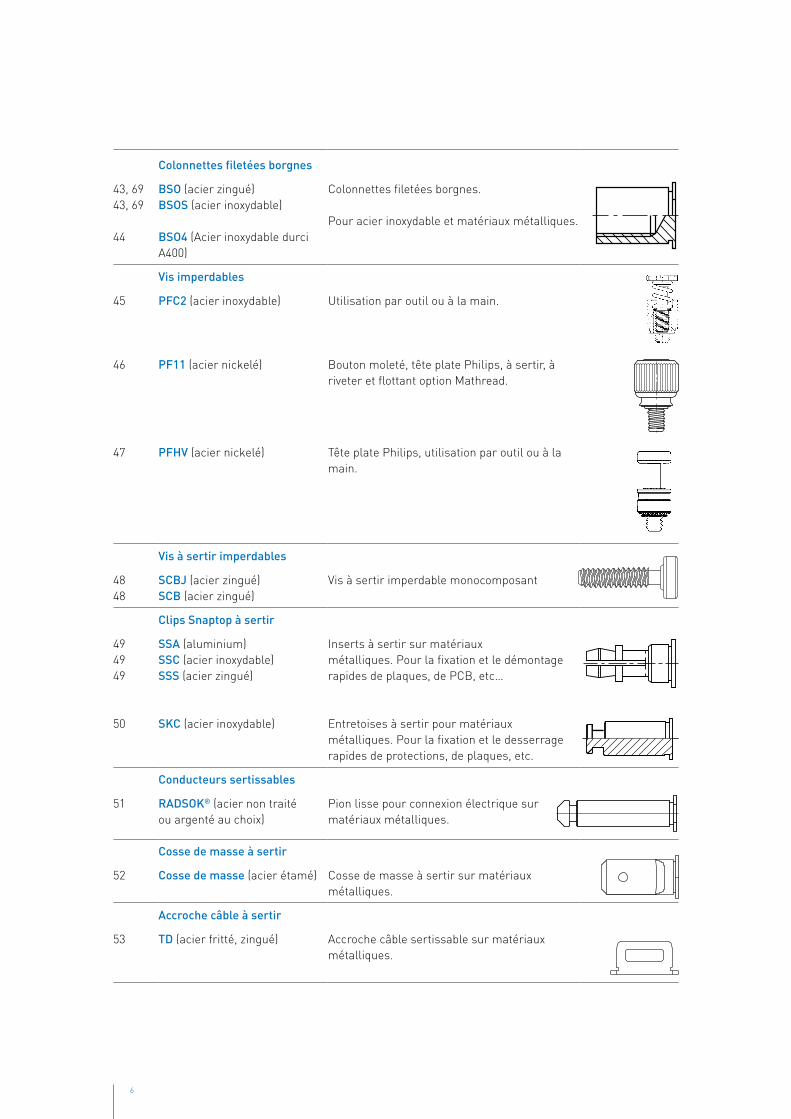
Colonnettes filetées borgnes
43, 6943, 69
44
BSO (acier zingué)BSOS (acier inoxydable)
BSO4 (Acier inoxydable durci A400)
Colonnettes filetées borgnes.
Pour acier inoxydable et matériaux métalliques.
Vis imperdables
45 PFC2 (acier inoxydable) Utilisation par outil ou à la main.
46 PF11 (acier nickelé) Bouton moleté, tête plate Philips, à sertir, à riveter et flottant option Mathread.
47 PFHV (acier nickelé) Tête plate Philips, utilisation par outil ou à la main.
Vis à sertir imperdables
4848
SCBJ (acier zingué)SCB (acier zingué)
Vis à sertir imperdable monocomposant
Clips Snaptop à sertir
494949
SSA (aluminium)SSC (acier inoxydable)SSS (acier zingué)
Inserts à sertir sur matériaux métalliques. Pour la fixation et le démontage rapides de plaques, de PCB, etc…
50 SKC (acier inoxydable) Entretoises à sertir pour matériaux métalliques. Pour la fixation et le desserrage rapides de protections, de plaques, etc.
Conducteurs sertissables
51 RADSOK® (acier non traité ou argenté au choix)
Pion lisse pour connexion électrique sur matériaux métalliques.
Cosse de masse à sertir
52 Cosse de masse (acier étamé) Cosse de masse à sertir sur matériaux métalliques.
Accroche câble à sertir
53 TD (acier fritté, zingué) Accroche câble sertissable sur matériaux métalliques.
7
PEM®
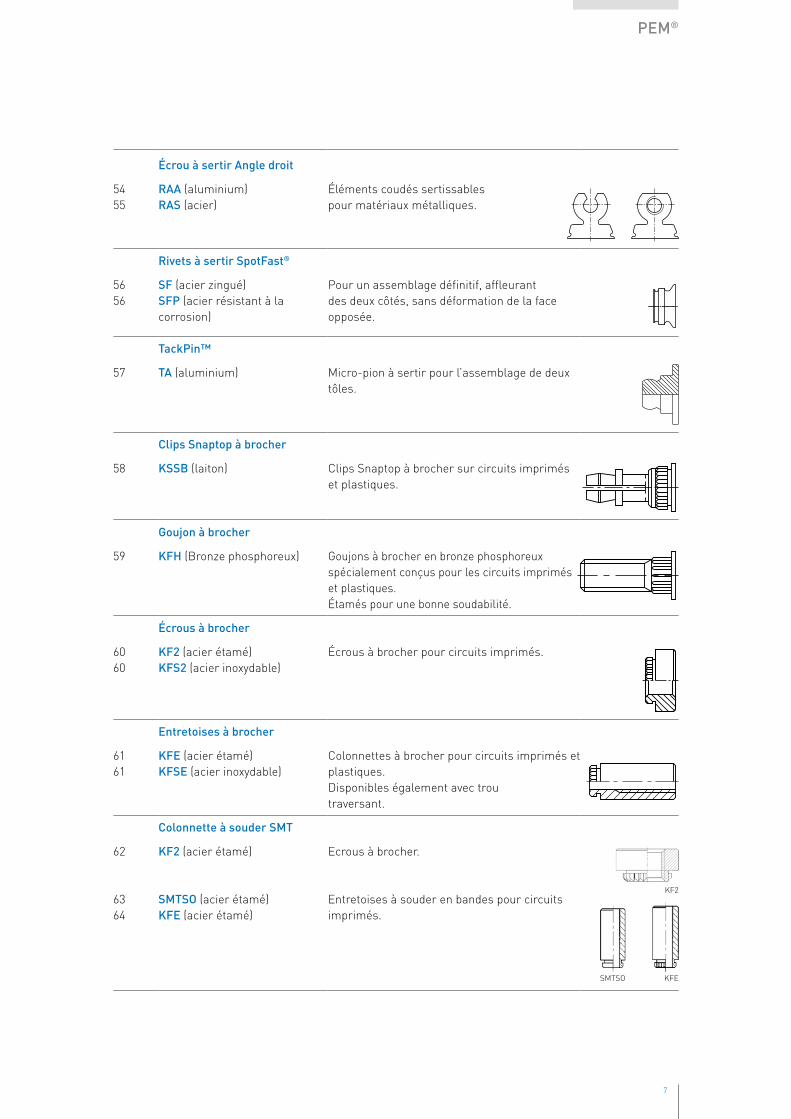
Écrou à sertir Angle droit
5455
RAA (aluminium)RAS (acier)
Éléments coudés sertissables pour matériaux métalliques.
Rivets à sertir SpotFast®
5656
SF (acier zingué)SFP (acier résistant à la corrosion)
Pour un assemblage définitif, affleurant des deux côtés, sans déformation de la face opposée.
TackPin™
57 TA (aluminium) Micro-pion à sertir pour l’assemblage de deux tôles.
Clips Snaptop à brocher
58 KSSB (laiton) Clips Snaptop à brocher sur circuits imprimés et plastiques.
Goujon à brocher
59 KFH (Bronze phosphoreux) Goujons à brocher en bronze phosphoreux spécialement conçus pour les circuits imprimés et plastiques. Étamés pour une bonne soudabilité.
Écrous à brocher
6060
KF2 (acier étamé)KFS2 (acier inoxydable)
Écrous à brocher pour circuits imprimés.
Entretoises à brocher
6161
KFE (acier étamé)KFSE (acier inoxydable)
Colonnettes à brocher pour circuits imprimés et plastiques. Disponibles également avec trou traversant.
Colonnette à souder SMT
62
6364
KF2 (acier étamé)
SMTSO (acier étamé)KFE (acier étamé)
Ecrous à brocher.
Entretoises à souder en bandes pour circuits imprimés.
KF2
SMTSO KFE
8
65 – 69 Performances
70 Méthodes de test
71 – 72 Gamme de machines PEMSERTER®
73 MarquesAssurance qualité

9
PEM®
Montage
1. Percer un trou
2. Installer l’insert PEM®
3. Sertir
4. Visser
Consignes de montage
n Déterminer les dimensions de trous selon les fiches normalisées
n Ne pas ébavurer ou chanfreiner les trous percés et poinçonnés
n Pour les trous poinçonnés, privilégier le côté d’entrée du poinçon
n Sertir les pièces PEM® (ne pas enfoncer au marteau !)
n Respecter les distances minimum aux bords de panneau (pour éviter toute déformation sur le bord)
n Sertir les pièces PEM® en acier ou acier inoxydable uniquement après anodisation si de l’aluminium est utilisé
Performances
n Tolérance de filetage : écrous 6H, goujons 6g/4h. Précision de mesure suivant ISO 1502.
n Pas américain UNC/UNF sur demanden Résistance à la corrosion: les pièces en acier
sont zinguées, épaisseur de la couche 5-6 μm, en acier inoxydable = passivées
n Autres finitions sur demanden Toutes les dimensions sont données en mm
POUR TÔLES FINES EN INOX
Écrous à sertir

10
mh
d1d2
d3
POUR TÔLES FINES
Écrous à sertir
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,08 0
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Distance axe du trou
jusqu’au bordAcier zingué incolore
Acier inoxy-dable,
passivé
S-M2-0 CLS-M2-0
M2 4,25 4,22 6,25 1,50
0,77 0,8
4,8S-M2-1 CLS-M2-1 0,97 1,0
S-M2-2 CLS-M2-2 1,38 1,4
S-M2,5-0 CLS-M2,5-0
M2,5 4,25 4,22 6,35 1,50
0,77 0,8
4,8S-M2,5-1 CLS-M2,5-1 0,97 1,0
S-M2,5-2 CLS-M2,5-2 1,38 1,4
S-M3-0 CLS-M3-0
M3 4,25 4,22 6,35 1,50
0,77 0,8
4,8S-M3-1 CLS-M3-1 0,97 1,0
S-M3-2 CLS-M3-2 1,38 1,4
S-M4-0 CLS-M4-0
M4 5,40 5,38 7,87 2,00
0,77 0,8
6,9S-M4-1 CLS-M4-1 0,97 1,0
S-M4-2 CLS-M4-2 1,38 1,4
SS-M5-0 CLSS-M5-0
M5 6,40 6,38 8,64 2,00
0,77 0,8
7,1SS-M5-1 CLSS-M5-1 0,97 1,0
SS-M5-2 CLSS-M5-2 1,38 1,4
S-M6-0 –
M6 8,75 8,72 11,18 4,08
1,15 1,2
8,6S-M6-1 CLS-M6-1 1,38 1,4
S-M6-2 CLS-M6-2 2,21 2,3
S-M8-1 CLS-M8-1M8 10,50 10,47 12,70 5,47
1,38 1,4 9,7
S-M8-2 CLS-M8-2 2,21 2,3
H-M10 – M10 12,70 12,67 16,50 7,90 1,48 1,5 12,0
S-M12-1 – M12 17,00 16,95 20,57 8,50 3,05 3,18 16,0
Écrous pour d’autres dimensions de trous sur demande
sm
Montage
Types S, SS, HTypes CLS, CLSS
MatériauTypes S, SS et H : acier trempé, zingué,
incolore Types CLS et CLSS : acier inoxydable 18 / 8
(AISI 302 / 303)
ApplicationTypes S, SS et H : pour dureté de tôles jusqu’à
HRB 80Types CLS et CLSS : pour dureté de tôles jusqu’à
HRB 70Tpes SP (page suivante) : Pour utilisation sur des tôles > 80 HRB.
Voir les performances en page 65 pour les résistances et les couples de foirage

11
PEM®
mh
d1d2
d3
POUR TÔLES FINES EN INOX
Écrous à sertir
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,08 0
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
SP-M2,5-0
M2,5 4,25 4,20 6,35 1,50
0,77 0,8
4,8SP-M2,5-1 0,97 1,0
SP-M2,5-2 1,38 1,4
SP-M3-0
M3 4,25 4,20 6,35 1,50
0,77 0,8
4,8SP-M3-1 0,97 1,0
SP-M3-2 1,38 1,4
SP-M4-0
M4 5,40 5,38 7,87 2,00
0,77 0,8
6,9SP-M4-1 0,97 1,0
SP-M4-2 1,38 1,4
SP-M5-0
M5 6,40 6,33 8,64 2,00
0,77 0,8
7,1SP-M5-1 0,97 1,0
SP-M5-2 1,38 1,4
SP-M6-1 M6 8,75 8,73 11,18 4,08 1,38 1,4 8,6
SP-M8-1 M8 10,50 10,47 12,70 5,47 1,38 1,4 9,7
Matrices Pemserter pour montage
Matrices PEMSERTER® Référence
Filetage A± 0,05
P– 0,03
Rmax.
R1+ 0,13
8012821 M3 6,48 1,63 0,25 0,13
8012823 M4 8,05 2,08 0,25 0,13
8012824 M5 8,84 2,08 0,25 0,13
8012825 M6 11,25 4,14 0,25 0,13
8015360 M8 12,83 5,41 0,25 0,13A
P
RR1
sm
Montage
Type SP
MatériauAcier Inoxydable durci (A286)
ApplicationÉcrous durcis adaptés au sertissage dans des matériaux jusqu’à une dureté de HRB 90
Voir les performances en page 65 pour les résistances et les couples de foirage
12
m SW
d1
d2
m SW
d1
d2
sm
Montage
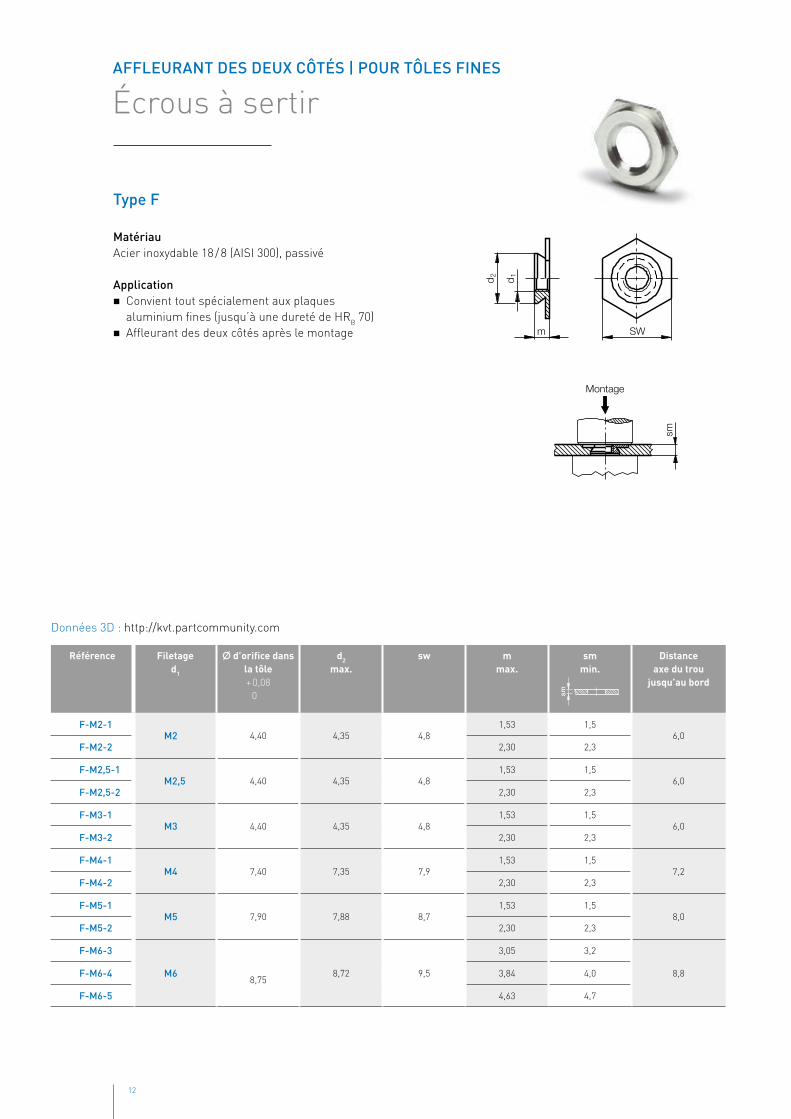
Type F
MatériauAcier inoxydable 18 / 8 (AISI 300), passivé
Applicationn Convient tout spécialement aux plaques
aluminium fines (jusqu’à une dureté de HRB 70)n Affleurant des deux côtés après le montage
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle+ 0,08
0
d2
max.sw m
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
F-M2-1M2 4,40 4,35 4,8
1,53 1,56,0
F-M2-2 2,30 2,3
F-M2,5-1M2,5 4,40 4,35 4,8
1,53 1,56,0
F-M2,5-2 2,30 2,3
F-M3-1M3 4,40 4,35 4,8
1,53 1,56,0
F-M3-2 2,30 2,3
F-M4-1M4 7,40 7,35 7,9
1,53 1,57,2
F-M4-2 2,30 2,3
F-M5-1M5 7,90 7,88 8,7
1,53 1,58,0
F-M5-2 2,30 2,3
F-M6-3
M6
8,758,72 9,5
3,05 3,2
8,8F-M6-4 3,84 4,0
F-M6-5 4,63 4,7
AFFLEURANT DES DEUX CÔTÉS | POUR TÔLES FINES
Écrous à sertir
13
PEM®
mh
d1d2
d3
sm
Montage
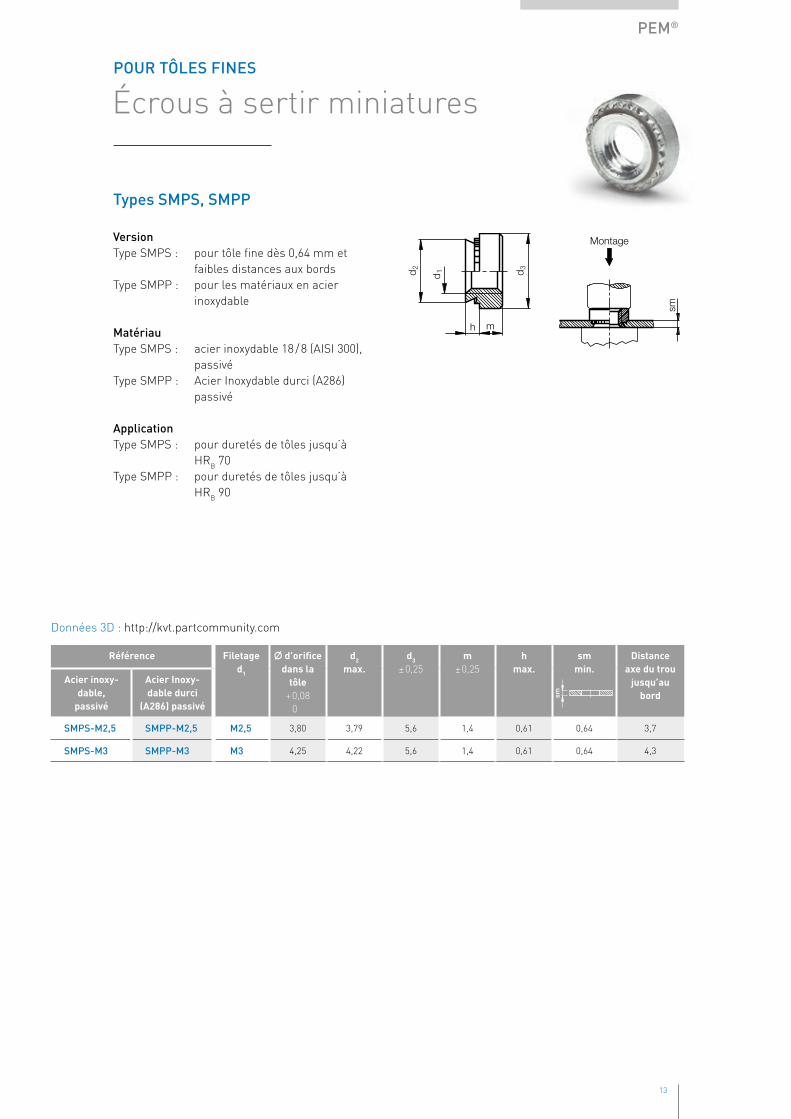
Types SMPS, SMPP
VersionType SMPS : pour tôle fine dès 0,64 mm et
faibles distances aux bordsType SMPP : pour les matériaux en acier
inoxydable
MatériauType SMPS : acier inoxydable 18 / 8 (AISI 300),
passivéType SMPP : Acier Inoxydable durci (A286)
passivé
ApplicationType SMPS : pour duretés de tôles jusqu’à
HRB 70Type SMPP : pour duretés de tôles jusqu’à
HRB 90
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la
tôle+ 0,08
0
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
Acier inoxy-dable,
passivé
Acier Inoxy-dable durci
(A286) passivé
SMPS-M2,5 SMPP-M2,5 M2,5 3,80 3,79 5,6 1,4 0,61 0,64 3,7
SMPS-M3 SMPP-M3 M3 4,25 4,22 5,6 1,4 0,61 0,64 4,3
POUR TÔLES FINES
Écrous à sertir miniatures

14
mh
d1
d2
d3
d4
L
b
Montage
sm
d4 + 0,08
L+ 1
,5 r = 0,25
+ 0,15
Types B, BS
MatériauType B : Acier trempé, zingué, incoloreType BS : acier inoxydable 18 / 8 (AISI 300), passivé
ApplicationL’extrémité de filetage fermée protège contre la pollution.Type B : convient pour duretés de tôles jusqu’à
HRB 80Type BS : convient pour duretés de tôles jusqu’à
HRB 70
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’ori-fice dans
la tôle+ 0,08
0
d2
max.d3
± 0,25d4
max.b
min.L
max.m
± 0,25h
max.sm
min.
sm
Distance axe du
trou jusqu’au
bord
Acier trempé, zingué, incolore
Acier inoxy-dable,
passivé
B-M3-1 BS-M3-1M3 4,25 4,20 6,35 3,84 5,3 8,5 9,6
0,97 1,04,8
B-M3-2 BS-M3-2 1,38 1,4
B-M4-1 BS-M4-1M4 5,40 5,38 7,95 5,20 7,1 9,8 11,2
0,97 1,06,9
B-M4-2 BS-M4-2 1,38 1,4
B-M5-1 BS-M5-1M5 6,40 6,33 8,75 6,02 7,1 9,8 11,2
0,97 1,07,1
B-M5-2 BS-M5-2 1,38 1,4
B-M6-1 BS-M6-1M6 8,75 8,73 11,10 7,80 7,8 12,7 14,3
1,38 1,48,6
B-M6-2 BS-M6-2 2,21 2,3
BORGNES | POUR TÔLES FINES
Écrous à sertir

15
PEM®
sm
min
. 8
Montaged3 + 0,25
+ 0,13
mh
d1
d2
d3
d4
Jeu de 0,4 mm / total 0,8 mm
Types AS, AC
VersionÉcrou intérieur flottant pour compenser les tolé-rances de montage jusqu’à un jeu de 0,80 mm.
MatériauType AS : Acier trempé, zingué incolore.Type AC : acier inoxydable 18 / 8 (AISI 300), passivé
ApplicationLes deux types pour duretés de tôles jusqu’à HRB 70
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la
tôle+ 0,08
0
d2
max.d3
max.d4
± 0,4m
max.h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
Acier zingué, incolore
Acier inoxy-dable,
passivé
AS-M3-1 AC-M3-1M3 7,40 7,35 7,37 9,14 3,31
0,97 1,0 7,62
AS-M3-2 AC-M3-2 1,38 1,4
AS-M4-1 AC-M4-1M4 9,40 9,38 9,28 11,18 3,31
0,97 1,0 8,64
AS-M4-2 AC-M4-2 1,38 1,4
AS-M5-1 AC-M5-1M5 10,30 10,29 10,29 11,94 4,32
0,97 1,0 9,14
AS-M5-2 AC-M5-2 1,38 1,4
AS-M6-2 AC-M6-2 M6 13,10 13,06 12,96 15,24 5,34 1,38 1,4 10,67
AVEC ÉCROU INTÉRIEUR FLOTTANT | POUR TÔLES FINES
Écrous flottants à sertir

16
AVEC ÉCROUS INTÉRIEURS FLOTTANTS | POUR TÔLES FINES
Écrous flottants et freinés à sertir
mh
d1
d2
d3
d4
Jeu de 0,4 mm / total 0,8 mm
sm
min
. 8
Montaged3 + 0,25
+ 0,13
Types LAS, LAC
Versionn Écrou freiné intérieur flottant pour compenser
les tolérances de montage jusqu’à un jeu de 0,80 mm.
n Freinage par déformation ovale de l’écrou inté-rieur dans la partie supérieure du filetage.
MatériauType LAS : cage acier zingué, incolore
écrou acier inoxydable 18 / 8 (AISI 300), passivé
Type LAC : cage et écrou acier inoxydable 18 / 8 (AISI 300), passivé
ApplicationLes deux types pour duretés de tôles jusqu’à HRB 70
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la
tôle+ 0,08
0
d2
max.d3
max.d4
± 0,4m
max.h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
Acier zingué incolore
Acier inoxy-dable,
passivé
LAS-M3-1 LAC-M3-1M3 7,40 7,35 7,4 9,14 4,83
0,97 1,0 7,62
LAS-M3-2 LAC-M3-2 1,38 1,4
LAS-M4-1 LAC-M4-1M4 9,40 9,38 9,3 11,18 5,34
0,97 1,0 8,64
LAS-M4-2 LAC-M4-2 1,38 1,4
LAS-M5-1 LAC-M5-1M5 10,30 10,29 10,3 11,94 6,86
0,97 1,0 9,14
LAS-M5-2 LAC-M5-2 1,38 1,4
LAS-M6-2 LAC-M6-2 M6 13,10 13,06 13,0 15,24 7,88 1,38 1,4 10,67

17
PEM®
mh
d1
d2
d3
d4
POUR TÔLES FINES
Écrous freinés à sertir
sm
min
. 5
Montage
d3 + 0,25+ 0,13
Types PL, PLC
VersionFreinage par anneau nylon serti, résiste à des températures jusqu’à + 120 °C
MatériauType PL : acier trempé, zingué, incolore Type PLC : acier inoxydable 18 / 8 (AISI 300),
passivé
ApplicationLes deux types pour duretés de tôles jusqu’à HRB 70
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la
tôle+ 0,08
0
d2
max.d3
max.d4
max.m
max.h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
acier trempé, zingué, incolore
Acier inoxy-dable,
passivé
PL-M3 PLC-M3 M3 6,00 5,98 5,52 7,01 3,56 1,52 1,5 – 1,8 4,32
PL-M4 PLC-M4 M4 7,50 7,48 7,01 8,54 4,20 1,52 1,5 – 1,8 5,59
PL-M5 PLC-M5 M5 8,00 7,98 7,52 9,00 4,45 1,52 1,5 – 1,8 6,35

18
Montage
1) Modèles sans protection 2) Effet de freinage par une déformation ovale dans la portion supérieure du filetage (MIL-N-25027) 3) Un léger effet de pincement peut survenir à l’extrémité du filetage pour des questions de technique de production (pas d’effet de freinage)
Types FE, FEO, FEX, FEOX, U, UL
VersionEncombrement réduit en raison de dimensions extérieures minimales.
MatériauAcier inoxydable 18 / 8 (AISI 303), passive, film lubrifiant sec.
ApplicationPour dureté de tôles jusqu’à HRB 70
Données 3D : http://kvt.partcommunity.com
Référence Filetage L2
max.sm
min.
sm
d1
0– 0,13
d’orifice dans la
tôle+ 0,08
0
d2
max.d3
± 0,13L1
+ 0,40
Distance axe du trou
jusqu’au bord
Acier inoxy-dable,
passivé 1)
Acier inoxy-dable,
passivé 2)
U-M2-1 3) UL-M2-1 M2 0,79 0,8 – 0,9 3,60 3,60 2,50 4,07 1,65 2,8
FEOX-M3 3) FEO-M3M3
1,02 1,0 – 1,14,37 4,40 3,96 4,88 1,90 3,6
FEX-M3 3) FE-M3 1,53 1,5 – 1,8
FEOX-M4 3) FEO-M4M4
1,02 1,0 – 1,17,37 7,40 5,23 8,17 2,55 5,2
FEX-M4 3) FE-M4 1,53 1,5 – 1,8
FEOX-M5 3) FEO-M5M5
1,02 1,0 – 1,17,37 7,40 6,48 8,17 3,05 5,2
FEX-M5 3) FE-M5 1,53 1,5 – 1,8
FEX-M6 3) FE-M6 M6 1,53 1,5 – 1,8 8,72 8,75 7,72 9,74 3,30 7,1
POUR TÔLES FINES
Écrous à sertir miniatures

19
PEM®
Montage
Type CFN
VersionFreinage par anneau nylon hexagonal incorporé, résiste à des températures jusqu’à +120°C
Matériauacier zingue, incolore
ApplicationPour dureté de tôles jusqu’à HRB 60
Couleur de l’anneau nylonPour un filetage en système impérial : bleuPour un filetage en système métrique : noir
Données 3D : http://kvt.partcommunity.com
unifié
Référence.
Taille Filetage Code de tige
smmin.
sm
d’orifice dans la
tôle+ 0,08
0
L2
± 0,08d1
± 0,05d2
± 0,10d3
+ 0,03– 0,10
L1
max.Distance
axe du trou
jusqu’au bord
CFN-440-10,112 – 40(# 4 – 40)
440 1 1,10 3,86 1,02 4,11 4,45 5,16 2,65 2,92
métrique
Référence.
Taille Filetage Code de tige
smmin.
sm
d’orifice dans la
tôle+ 0,08
0
L2
± 0,08d1
± 0,05d2
± 0,10d3
+ 0,03– 0,10
L1
max.Distance
axe du trou
jusqu’au bord
CFN-M3-1 M3x0,5 M3 1 1,10 3,86 1,02 4,11 4,45 5,16 2,65 2,92
Poinçon
Matrice
Circlip
POUR TÔLES FINES
Écrous freins miniatures à sertir

20
mh
d1d2
d3
POUR TÔLES FINES
Écrous freinés à sertir
sm
Montage
Type SL
VersionFreinage par déformation du premier filet en trois points, TRI-DENT®
Matériauacier zingué, incolore
ApplicationPour dureté de tôles jusqu’à HRB 80
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
SL-M3-1M3 4,25 4,22 6,35 1,50
0,98 1,04,8
SL-M3-2 1,38 1,4
SL-M4-1M4 5,40 5,38 7,95 2,00
0,98 1,06,9
SL-M4-2 1,38 1,4
SL-M5-1M5 6,40 6,38 8,75 2,00
0,98 1,07,1
SL-M5-2 1,38 1,4
SL-M6-1M6 8,75 8,73 11,10 4,08
1,38 1,48,6
SL-M6-2 2,21 2,3
21
PEM®
POUR TÔLES FINES
Écrous à souder
Montage
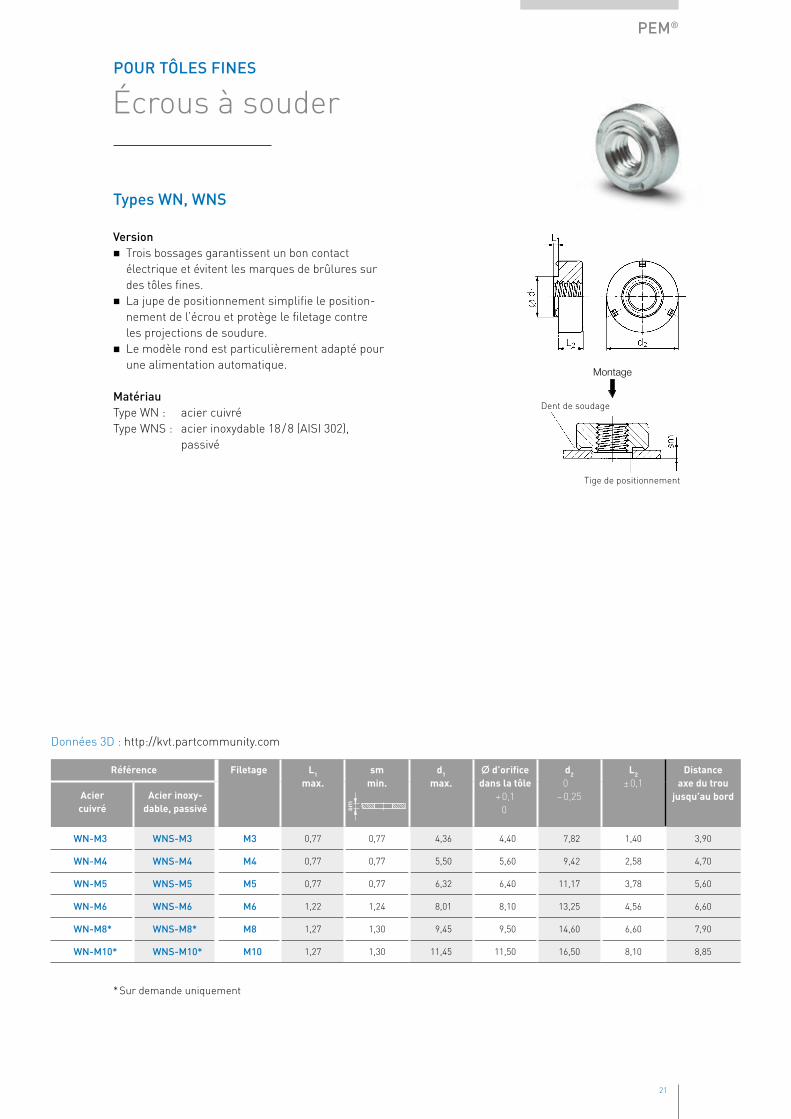
Types WN, WNS
Versionn Trois bossages garantissent un bon contact
électrique et évitent les marques de brûlures sur des tôles fines.
n La jupe de positionnement simplifie le position-nement de l’écrou et protège le filetage contre les projections de soudure.
n Le modèle rond est particulièrement adapté pour une alimentation automatique.
MatériauType WN : acier cuivréType WNS : acier inoxydable 18 / 8 (AISI 302),
passivé
* Sur demande uniquement
Données 3D : http://kvt.partcommunity.com
Référence Filetage L1
max.sm
min.
sm
d1
max. d’orifice dans la tôle
+ 0,10
d2
0– 0,25
L2
± 0,1Distance
axe du trou jusqu’au bordAcier
cuivréAcier inoxy-
dable, passivé
WN-M3 WNS-M3 M3 0,77 0,77 4,36 4,40 7,82 1,40 3,90
WN-M4 WNS-M4 M4 0,77 0,77 5,50 5,60 9,42 2,58 4,70
WN-M5 WNS-M5 M5 0,77 0,77 6,32 6,40 11,17 3,78 5,60
WN-M6 WNS-M6 M6 1,22 1,24 8,01 8,10 13,25 4,56 6,60
WN-M8* WNS-M8* M8 1,27 1,30 9,45 9,50 14,60 6,60 7,90
WN-M10* WNS-M10* M10 1,27 1,30 11,45 11,50 16,50 8,10 8,85
Dent de soudage
Tige de positionnement

22
Écrous à riveter ronds
Type RHB
VersionPour des serrages protégés contre les torsions et solides des deux côtés sur pièces fines.
Matériauacier zingué, incolore
MontageDécouper ou percer le trou, positionner l’écrou à riveter, puis riveter.n À la mainn Par rivetage standardn Avec les équipements de montage hautes
performances PEMSERTER®3000, PEMSERTER®2000 et PEMSERTER®4
Autres tailles de filetage et longueurs de jupe sur demande
Données 3D : http://kvt.partcommunity.com
Référence Filetage Épaisseur de tôle d’orifice+ 0,1
0
d2
± 0,25l1
± 0,25d1
0– 0,15
RHB-M3-22 M3 0,8 5,6 8,0 3,18 5,5
RHB-M3-20 M3 1,0 5,6 8,0 3,18 5,5
RHB-M3-16 M3 1,5 5,6 8,0 3,18 5,5
RHB-M4-22 M4 0,8 6,8 9,5 3,18 6,7
RHB-M4-20 M4 1,0 6,8 9,5 3,18 6,7
RHB-M4-16 M4 1,5 6,8 9,5 3,18 6,7
RHB-M5-22 M5 0,8 8,0 11,1 3,81 7,9
RHB-M5-20 M5 1,0 8,0 11,1 3,81 7,9
RHB-M5-16 M5 1,5 8,0 11,1 3,81 7,9

23
PEM®
Écrous à riveter ronds
Type RMHB
VersionPour des serrages protégés contre les torsions et solides des deux côtés sur pièces fines, en version miniature pour les espaces de construction restreints.
Matériauacier zingué, incolore
MontageDécouper ou percer le trou, positionner l’écrou à riveter, puis riveter.n À la mainn Par rivetage standardn Avec les équipements de montage hautes
performances PEMSERTER®3000, PEMSERTER®2000 et PEMSERTER®4
Autres tailles de filetage et longueurs de jupe sur demande
Données 3D : http://kvt.partcommunity.com
Référence Filetage Épaisseur de tôle d’orifice+ 0,1
0
d2
± 0,25l1
± 0,25d1
0– 0,15
RMHB-M3-22 M3 0,8 4,2 5,6 2,8 4,2
RMHB-M3-20 M3 1,0 4,2 5,6 2,8 4,2
RMHB-M3-16 M3 1,5 4,2 5,6 2,8 4,2
RMHB-M4-22 M4 0,8 5,4 7,0 3,2 5,4
RMHB-M4-20 M4 1,0 5,4 7,0 3,2 5,4
RMHB-M4-16 M4 1,5 5,4 7,0 3,2 5,4
RMHB-M5-22 M5 0,8 6,4 8,5 3,8 6,4
RMHB-M5-20 M5 1,0 6,4 8,5 3,8 6,4
RMHB-M5-16 M5 1,5 6,4 8,5 3,8 6,4

24
L
d1
d2
a
POUR TÔLES FINES
Goujons filetés à sertir
Montage
d Chanfreiner la matrice 0,3 x 90°3
smm
in. L
Types FH, FHS, FHA
MatériauType FH : acier trempé, zingué, incolore Type FHS : acier inoxydable 18 / 8 (AISI 300),
passivéType FHA : aluminium
ApplicationType FH : pour dureté de tôles jusqu’à HRB 80Type FHS : pour dureté de tôles jusqu’à HRB 70Type FHA : pour dureté de tôles jusqu’à HRB 50
RemarquePour les tôles fines dès 0,5 mm, types TFH (M3 à M5) disponibles sur demande
Voir les performances en page 66 pour les résistances et les couples de foirage
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
± 0,4d3 a
max.sm
min.sm
Distance axe du trou
jusqu’au bord
Acier zingué incolore
Acier inoxy-dable,
passivé
Aluminium
FH-M2,5-L FHS-M2,5-L FHA-M2,5-L M2,5 2,50 4,1 2,6 1,95 1,0 5,4
FH-M3-L FHS-M3-L FHA-M3-L M3 3,00 4,6 3,1 2,10 1,0 5,6
FH-M4-L FHS-M4-L FHA-M4-L M4 4,00 5,9 4,1 2,40 1,0 7,2
FH-M5-L FHS-M5-L FHA-M5-L M5 5,00 6,5 5,1 2,70 1,0 7,2
FH-M6-L FHS-M6-L FHA-M6-L M6 6,00 8,2 6,1 3,00 1,6 7,9
FH-M8-L FHS-M8-L – M8 8,00 9,6 8,1 3,70 2,4 9,6
Référence Identification de longueur « L »(± 0,4)
Acier zingué incolore
Acier inoxy-dable,
passivé
Aluminium
FH-M2,5-L FHS-M2,5-L FHA-M2,5-L 6 8 10 12 15 18 – – – – – – –
FH-M3-L FHS-M3-L FHA-M3-L 6 8 10 12 15 18 20 22 25 28 30 – –
FH-M4-L FHS-M4-L FHA-M4-L 6 8 10 12 15 18 20 22 25 28 30 35 38
FH-M5-L FHS-M5-L FHA-M5-L – 8 10 12 15 18 20 22 25 28 30 35 38
FH-M6-L FHS-M6-L FHA-M6-L – – 10 12 15 18 20 22 25 28 30 35 38
FH-M8-L FHS-M8-L – – – – 12 15 18 20 22 25 28 30 35 38

25
PEM®
L
d1
d2
a
C
L + 3 mm
B
A
P
R1
95°
45°
R2
POUR TÔLES FINES EN INOX
Goujons filetés à sertir
Montage
sm
Matrice
Types FH4, FHP
MatériauType FH4 : Acier inoxydable durci AISI 400Type FHP : Acier inoxydable durci A286
ApplicationType FH4 : goujons spéciaux adaptés au
sertissage dans des matériaux pour duretés de tôles jusqu’à HRB 92
Type FHP : goujons spéciaux adaptés au sertissage dans des matériaux pour duretés de tôles jusqu’à HRB 92
Matrices Pemserter pour montage
Filetage A+ 0,08
0
B± 0,05
C± 0,05
P± 0,025
R1
max.R2
max.
M3 3,05 3,81 4,57 0,25 0,08 0,13
M4 4,04 4,95 5,82 0,25 0,08 0,13
M5 5,08 6,15 7,16 0,25 0,08 0,13
M6 6,05 7,87 8,79 0,51 0,08 0,13
Référence Identification de longueur « L »(± 0,4)
Acier inoxydable durci AISI 400
Acier inoxydable durci A286
FH4-M3-L FHP-M3-L 6 8 10 12 15 18 20 25 – –
FH4-M4-L FHP-M4-L 6 8 10 12 15 18 20 25 30 35
FH4-M5-L FHP-M5-L – 8 10 12 15 18 20 25 30 35
FH4-M6-L FHP-M6-L – – – 12 15 – 20 25 – –
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle+ 0,08
0
d2
± 0.4a
max.sm
min.
sm
Distanceaxe du trou
jusqu’au bordAcier inoxydable durci AISI 400
Acier inoxydable durci A286
FH4-M3-L FHP-M3-L M3 3,00 4,6 2,1 1,0 5,6
FH4-M4-L FHP-M4-L M4 4,00 5,9 2,4 1,0 7,2
FH4-M5-L FHP-M5-L M5 5,00 6,5 2,7 1,0 7,2
FH4-M6-L FHP-M6-L M6 6,00 8,2 3,0 1,6 7,9
26
a
L
d 2
POUR TÔLES FINES
Goujons filetés à sertir
Montage
d Chanfreiner la matrice 0,3 x 90°3
smm
in. L
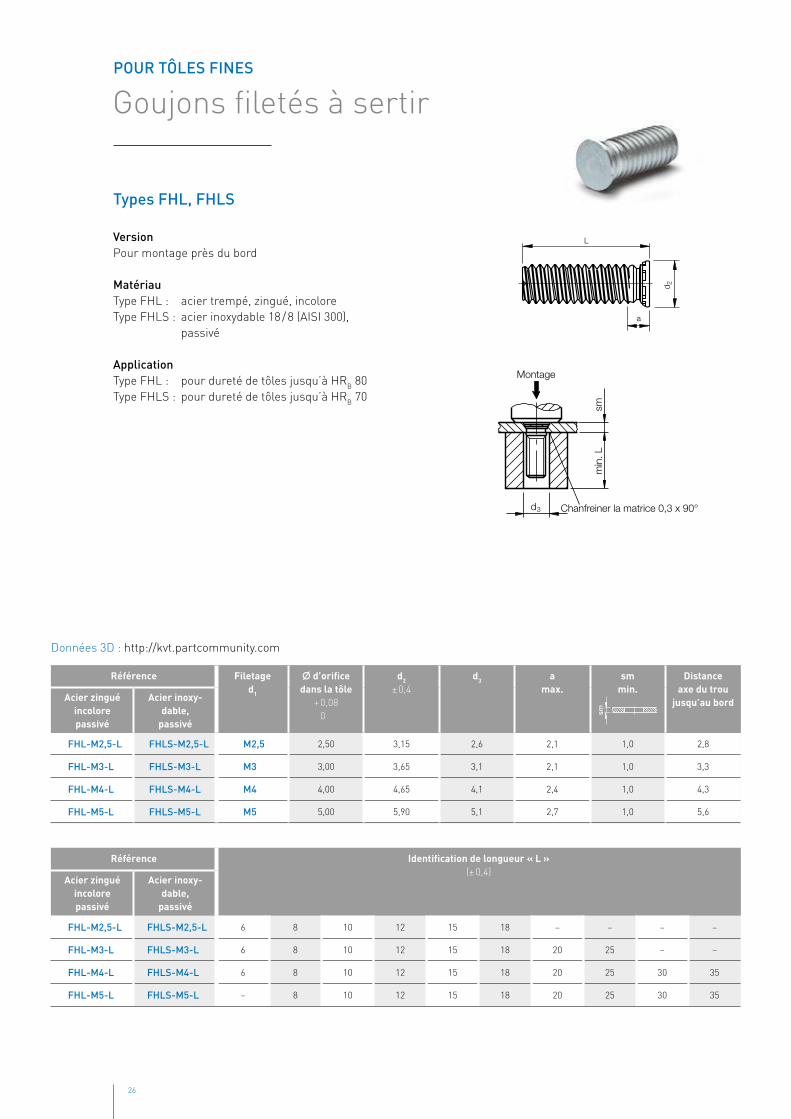
Types FHL, FHLS
VersionPour montage près du bord
MatériauType FHL : acier trempé, zingué, incoloreType FHLS : acier inoxydable 18 / 8 (AISI 300),
passivé
ApplicationType FHL : pour dureté de tôles jusqu’à HRB 80Type FHLS : pour dureté de tôles jusqu’à HRB 70
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
Distance axe du trou
jusqu’au bordAcier zingué incolorepassivé
Acier inoxy-dable,
passivé
FHL-M2,5-L FHLS-M2,5-L M2,5 2,50 3,15 2,6 2,1 1,0 2,8
FHL-M3-L FHLS-M3-L M3 3,00 3,65 3,1 2,1 1,0 3,3
FHL-M4-L FHLS-M4-L M4 4,00 4,65 4,1 2,4 1,0 4,3
FHL-M5-L FHLS-M5-L M5 5,00 5,90 5,1 2,7 1,0 5,6
Référence Identification de longueur « L »(± 0,4)
Acier zingué incolorepassivé
Acier inoxy-dable,
passivé
FHL-M2,5-L FHLS-M2,5-L 6 8 10 12 15 18 – – – –
FHL-M3-L FHLS-M3-L 6 8 10 12 15 18 20 25 – –
FHL-M4-L FHLS-M4-L 6 8 10 12 15 18 20 25 30 35
FHL-M5-L FHLS-M5-L – 8 10 12 15 18 20 25 30 35

27
PEM®
a
L
d 1 d 2
SANS FILETAGE | POUR TÔLES FINES
Goujon lisse à sertir
Montage
d3
smm
in. L
Types FH, FHS
MatériauType FH : acier trempé, zingué, incoloreType FHS : acier inoxydable 18 / 8 (AISI 300),
passivé
ApplicationType FH : pour dureté de tôles jusqu’à HRB 80Type FHS : pour dureté de tôles jusqu’à HRB 70 Pour duretés de tôles jusqu’à HRB 50, modèle aluminium sur demande
Données 3D : http://kvt.partcommunity.com
Référence Boulond1
± 0,05
d’orifice dans la tôle
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
Distance axe du trou
jusqu’au bordAcier zingué incolore
Acier inoxy-dable,
passivé
FH-3MM-L FHS-3MM-L 3 3,50 5,3 3,6 2,30 1,0 6,4
FH-4MM-L FHS-4MM-L 4 4,10 6,0 4,2 2,30 1,0 7,1
FH-5MM-L FHS-5MM-L 5 5,50 7,5 5,6 2,55 1,0 7,6
FH-6MM-L – 6 6,50 8,6 6,6 3,40 1,6 7,9
Référence Identification de longueur « L »(± 0,4)
Acier zingué incolore
Acier inoxy-dable,
passivé
FH-3MM-L FHS-3MM-L 6 8 10 12 15 18 20 25 30 –
FH-4MM-L FHS-4MM-L – 8 10 12 15 18 20 25 30 35
FH-5MM-L FHS-5MM-L – 8 10 12 15 18 20 25 30 35
FH-6MM-L – Sur demande
28
L + 3,2 mm
C
L + 3,2 mm
C
A
60°
L
d2d
a
1
64°± 5°
d3
SANS FILETAGE | POUR TÔLES FINES
Pion lisse à sertir
Montage
sm
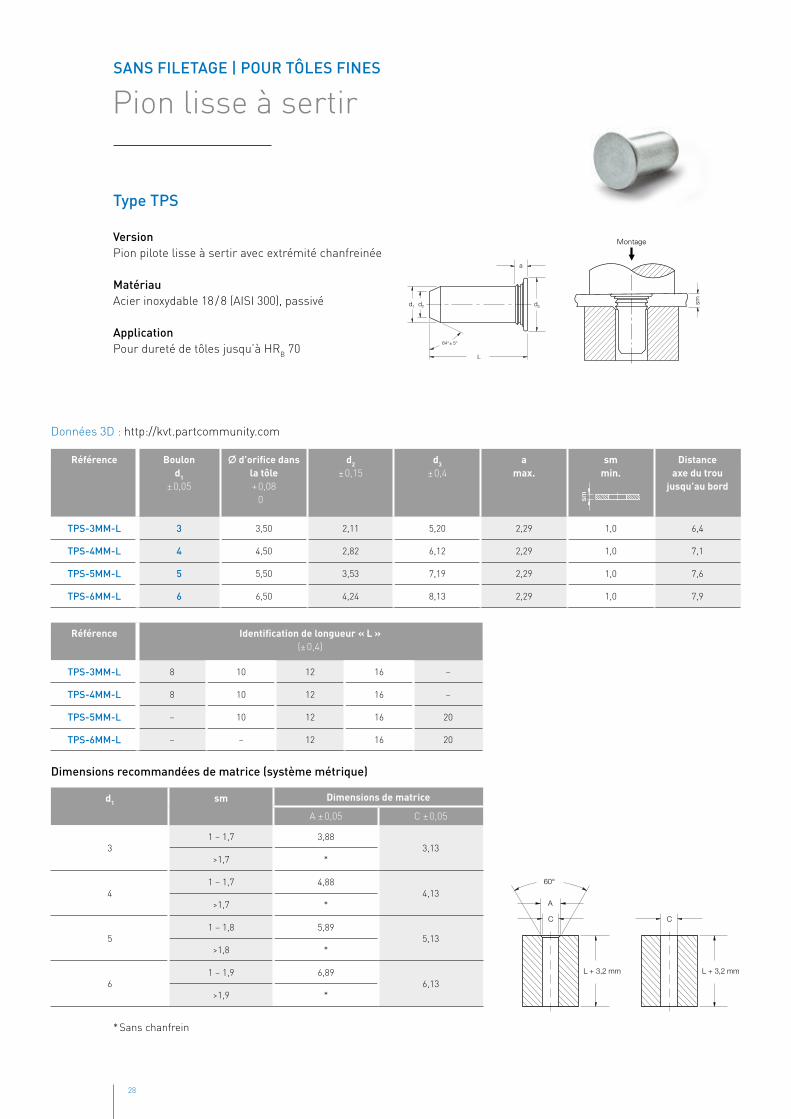
Type TPS
VersionPion pilote lisse à sertir avec extrémité chanfreinée
MatériauAcier inoxydable 18 / 8 (AISI 300), passivé
ApplicationPour dureté de tôles jusqu’à HRB 70
* Sans chanfrein
Données 3D : http://kvt.partcommunity.com
Référence Boulond1
± 0,05
d’orifice dans la tôle+ 0,08
0
d2
± 0,15d3
± 0,4a
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
TPS-3MM-L 3 3,50 2,11 5,20 2,29 1,0 6,4
TPS-4MM-L 4 4,50 2,82 6,12 2,29 1,0 7,1
TPS-5MM-L 5 5,50 3,53 7,19 2,29 1,0 7,6
TPS-6MM-L 6 6,50 4,24 8,13 2,29 1,0 7,9
Référence Identification de longueur « L »(± 0,4)
TPS-3MM-L 8 10 12 16 –
TPS-4MM-L 8 10 12 16 –
TPS-5MM-L – 10 12 16 20
TPS-6MM-L – – 12 16 20
Dimensions recommandées de matrice (système métrique)
d1 sm Dimensions de matrice
A ± 0,05 C ± 0,05
3 1 – 1,7 3,88
3,13>1,7 *
4 1 – 1,7 4,88
4,13>1,7 *
5 1 – 1,8 5,89
5,13>1,8 *
6 1 – 1,9 6,89
6,13>1,9 *

29
PEM®
d3 d1 d2
L
64° 5°
SANS FILETAGE | POUR TÔLES FINES
Micro-Pions à sertir
Type MPP
MatériauAcier inoxydable durci A286
ApplicationMicro-pions adaptés au sertissage dans des matériaux pour duretés de tôles jusqu’à HRB 92
Données 3D : http://kvt.partcommunity.com
Référence Boulond1
± 0,038
d’orifice dans la tôle+ 0,025
0
d2
± 0,1d3
± 0,25sm
min.
sm
Distance axe du trou
jusqu’au bord
MPP-1MM-L 1 1,05 0,70 1,60 0,5 2,05
MPP-1,5MM-L 1,5 1,55 1,03 2,24 0,5 2,60
MPP-2MM-L 2 2,05 1,36 3,02 0,5 4,40
Référence Identification de longueur « L »(± 0,15)
MPP-1MM-L 2 3 4 5 – – –
MPP-1,5MM-L – 3 4 5 6 8 –
MPP-2MM-L – – 4 5 6 8 10
Montage
sm

30
tL1
a
d 2d 1
Montage
d3
smDonnées 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,130
d2
± 0,25d3
max.a
max.t
max.sm
min.
sm
Distance axe du trou
jusqu’au bordAcier zingué incolore
Acier inoxy-dable,
passivé
HFH-M5-L HFHS-M5-L M5 5,00 7,8 5,1 2,7 1,14 1,3 10,7
HFH-M6-L HFHS-M6-L M6 6,00 9,4 6,1 2,8 1,27 1,5 11,5
HFH-M8-L HFHS-M8-L M8 8,00 12,5 8,1 3,5 1,78 2,0 12,7
HFH-M10-L HFHS-M10-L M10 10,00 15,7 10,1 4,1 2,29 2,3 13,7
Référence Identification de longueur « L1 »(± 0,4)
Acier zingué incolore
Acier inoxy-dable,
passivé
HFH-M5-L1 HFHS-M5-L1 15 20 25 30 35 40 50
HFH-M6-L1 HFHS-M6-L1 15 20 25 30 35 40 50
HFH-M8-L1 HFHS-M8-L1 15 20 25 30 35 40 50
HFH-M10-L1 HFHS-M10-L1 15 20 25 30 35 40 50
Types HFH, HFHS
VersionGoujon à sertir avec résistance élevée à la traction et au couple de foirage.
MatériauType HFH : acier trempé, zingué, incolore (autres
finitions sur demande)Type HFHS : acier inoxydable 18 / 8 (AISI 300),
passivé
ApplicationType HFH : pour dureté de tôles jusqu’à HRB 85Type HFHS : pour dureté de tôles jusqu’à HRB 70
Voir les performances en page 67 pour les résistances et les couples de foirage
POUR UNE PLUS GRANDE RÉSISTANCE | POUR TÔLES FINES
Goujons filetés à sertir à tête large
31
PEM®
t
L
aca. 45°
d 2d 4
1
L2
Montage
d3
sm
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d4
± 0,13d3 L2
± 0,25acier zingué,
incoloreAcier inoxydable,
passivé
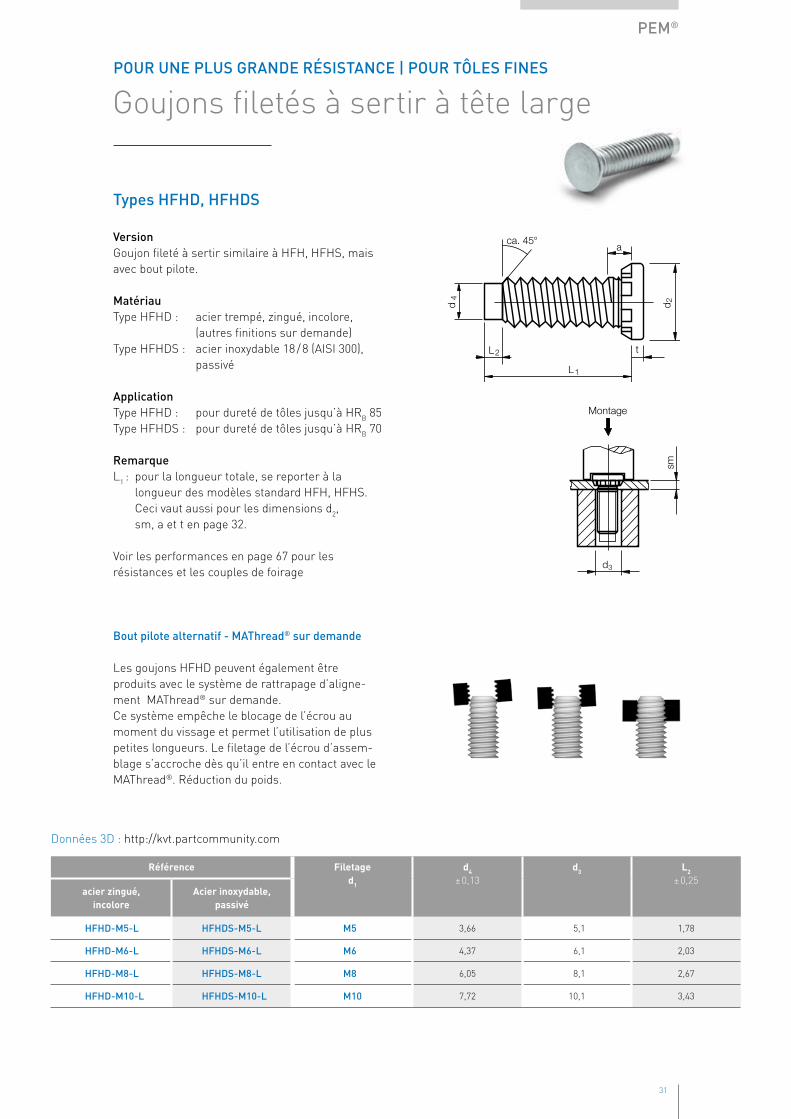
HFHD-M5-L HFHDS-M5-L M5 3,66 5,1 1,78
HFHD-M6-L HFHDS-M6-L M6 4,37 6,1 2,03
HFHD-M8-L HFHDS-M8-L M8 6,05 8,1 2,67
HFHD-M10-L HFHDS-M10-L M10 7,72 10,1 3,43
Types HFHD, HFHDS
VersionGoujon fileté à sertir similaire à HFH, HFHS, mais avec bout pilote.
MatériauType HFHD : acier trempé, zingué, incolore,
(autres finitions sur demande)Type HFHDS : acier inoxydable 18 / 8 (AISI 300),
passivé
ApplicationType HFHD : pour dureté de tôles jusqu’à HRB 85Type HFHDS : pour dureté de tôles jusqu’à HRB 70
RemarqueL1 : pour la longueur totale, se reporter à la
longueur des modèles standard HFH, HFHS. Ceci vaut aussi pour les dimensions d2, sm, a et t en page 32.
Voir les performances en page 67 pour les résistances et les couples de foirage
Bout pilote alternatif - MAThread® sur demande
Les goujons HFHD peuvent également êtreproduits avec le système de rattrapage d’aligne-ment MAThread® sur demande.Ce système empêche le blocage de l’écrou au moment du vissage et permet l’utilisation de plus petites longueurs. Le filetage de l’écrou d’assem-blage s’accroche dès qu’il entre en contact avec le MAThread®. Réduction du poids.
POUR UNE PLUS GRANDE RÉSISTANCE | POUR TÔLES FINES
Goujons filetés à sertir à tête large

32
tL1
a
d 2d 1
Montage
d3
sm
Chanfreiner la matrice 0,3 x 90° pour une épaisseur de tôle < 1,5 mm
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,130
d2
± 0,25d3 a
max.t
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
HFE-M5-L M5 5,00 9,60 5,1 2,6 1,35 1,0 10,0
HFE-M6-L M6 6,00 11,35 6,1 2,8 1,52 1,0 11,5
HFE-M8-L M8 8,00 15,30 8,1 3,3 2,13 1,5 14,5
Référence Identification de longueur « L1 »(± 0,4)
HFE-M5-L1 15 20 25 30 35 40 50
HFE-M6-L1 15 20 25 30 35 40 50
HFE-M8-L1 15 20 25 30 35 40 50
Type HFE
VersionGoujon à sertir avec un diamètre de tête supérieur, similaire aux types HFH pour tôle fine, épaisseur minimum de 1 mm.
Matériauacier trempé, zingué, incolore (autres finitions sur demande)
ApplicationPour dureté de tôles jusqu’à HRB 85
Voir les performances en page 68 pour les résistances et les couples de foirage
POUR UNE PLUS GRANDE RÉSISTANCE | POUR TÔLES FINES
Goujons filetés à sertir

33
PEM®
t
L
aca. 45°
d2
d 4
1
L2
Montage
d3
sm
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d4
± 0,130
d3 L2
± 0,25
HFED-M5-L M5 3,66 5,1 1,78
HFED-M6-L M6 4,37 6,1 2,03
HFED-M8-L M8 6,05 8,1 2,67
Type HFED
VersionGoujons à sertir pour tôle fine similaires au type HFHE mais avec bout pilote.
Matériauacier trempé, zingué, incolore (autres finitions sur demande)
ApplicationPour dureté de tôles jusqu’à HRB 85
RemarqueL1 : pour la longueur totale, se reporter à la
longueur du modèle standard HFE. Ceci vaut aussi pour les dimensions d2, sm, a et t en page 34.
Voir les performances en page 68 pour les résistances et les couples de foirage
bout pilote alternatif - MAThread® sur demande
Les goujons HFHD peuvent également être produits avec élément de centrage MAThread® sur demandeCet élément empêche le blocage de l’écrou de montage au moment du vissage et permet l’emploi de plus petites longueurs. Le filetage de l’écrou de montage a prise dès l’insertion du MAThread®. Poids réduit.
POUR UNE PLUS GRANDE RÉSISTANCE | POUR TÔLES FINES
Goujons filetés à sertir

34
L
d2 d1
a
SW
h
d4
P 0672
SW
h
d4
P 1472
SW
h
d4
P 1596
Montage
sm
d3
Type filetage grossier
Matériauacier zingué, incolore, autres finitions sur demande
ApplicationPour dureté de tôles jusqu’à HRB 80
Autres longueurs sur demande
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
L± 0,4
Distance axe du trou
jusqu’au bord
YQE-12958 5 x 1,6 5,20 6,50 5,2 4,0 1,0 17,5 7,2
YQE-15201 5 x 1,6 5,20 6,50 5,2 4,0 1,0 15,2 7,2
Choix d’écrous plastique de fixation
Référence Matériau SW d4 h
P 0672 POM 10 16 10,0
P 1472 PA 6 30% GF 10 12 6,5
P 1596 PA 66 30% GF 10 18 11,0
POUR TÔLES FINES
Goujons à filet « sapin »

35
PEM®
l
d2
d3
L
d1
h
1,6
d4
Profondeur de perçage
x
L + 6 mm
Montage
Types CHA, CHC, CFHA, CFHC
VersionPour trou borgne cylindrique. Spécialement conçu pour les faces avant en aluminium par ex., et quand un assemblage invisible est demandé.
MatériauTypes CHA, CFHA : aluminiumTypes CHC, CFHC : acier inoxydable 18 / 8
(AISI 300), passivé
ApplicationTypes CHA, CFHA : pour dureté de tôles jusqu’à
HRB 50Types CHC, CFHC : pour dureté de tôles jusqu’à
HRB 70
Remarquen Le lamage dans la pièce pour le montage doit
être d1 +0.5 mm max.n Commander une fraise HSS à 2 arrêtes de coupe
au centre pour le diamètre correspondant.
* Sur demande uniquement
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
de per-çage aveugle dans la tôle
+ 0,080
Profon-deur de perçage
xmin.
d2
max.d3
± 0,25d4 h
max.sm
min.
sm
Distance axe du trou
jusqu’au bord
Aluminium Acier inoxy-dable,
passivé
CHA-M3-L CHC-M3-LM3 4,40
1,104,35 5,21 3,4
1,04 1,64,0
CFHA-M3-L CFHC-M3-L 1,91 1,80 2,4
CHA-M4-L CHC-M4-LM4 7,40
1,107,35 8,33 4,4
1,04 1,65,6
CFHA-M4-L CFHC-M4-L 1,91 1,80 2,4
CFHA-M5-L CFHC-M5-L M5 7,95 1,91 7,90 8,89 5,4 1,80 2,4 6,4
CFHA-M6-L CFHC-M6-L M6* 8,75 1,91 8,72 9,80 6,4 1,80 2,4 7,5
Référence Identification de longueur « L »(± 0,4)
Aluminium Acier inoxydable, passivé
CHA-M3-L CFHA-M3-L CHC-M3-L CFHC-M3-L 6 8 10 12 16 20 –
CHA-M4-L CFHA-M4-L CHC-M4-L CFHC-M4-L 6 8 10 12 16 20 25
– CFHA-M5-L – CFHC-M5-L – – 10 12 16 20 25
– CFHA-M6-L – CFHC-M6-L – – – – 16 20 25
POUR MONTAGE EN TROU BORGNE | POUR TÔLES FINES
Goujons filetés à sertir

36
d4
Profondeur de perçage
x
L + 6 mm
Montage
Types CSS, CSOS
VersionPour trou borgne cylindrique. Spécialement conçu pour les faces avant en aluminium par ex., et quand un assemblage invisible est demandé.
MatériauAcier inoxydable 18 / 8 (AISI 300), passivé
ApplicationPour dureté de tôles jusqu’à HRB 70
Remarquen Les colonnettes de longueur > 10 mm ont l’extré-
mité fermée (non débouchantes)n Commander une fraise HSS à 2 arêtes de
coupe au centre pour le diamètre correspondant.
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
de per-çage aveugle dans la tôle
+ 0,080
Profon-deur de perçage
xmin.
d2
max.d3
max.d4 sw
± 0,13t
min.h
max.sm
min.sm
Distance axe du
trou jusqu’au
bord
CSS-M3-LM3 5,40
1,105,39 4,20 4,33 6,35 5,0
1,04 1,64,8
CSOS-M3-L 1,91 1,83 2,4
CSS-M4-LM4 7,95
1,107,90 6,23 6,36 8,74 6,5
1,04 1,66,4
CSOS-M4-L 1,91 1,83 2,4
CSOS-M5-L M5 8,75 1,91 8,72 7,37 7,50 9,53 9,6 1,83 2,4 7,2
CSOS-M6-L M6 9,90 1,91 9,89 9,00 9,13 11,11 9,6 1,83 2,4 9,5
Référence Identification de longueur « L »(+ 0,05
– 0,13)
CSS-M3-L 4 6 8 10 12 – – –
CSOS-M3-L 4 6 8 10 12 – – –
CSS-M4-L 4 6 8 10 12 16 20 –
CSOS-M4-L 4 6 8 10 12 16 20 –
CSOS-M5-L Sur demande
CSOS-M6-L Sur demande
L
t
d1
d2
d3
sh
Formes de tête
POUR MONTAGE EN TROU BORGNE | POUR TÔLES FINES
Colonnettes à sertir

37
PEM®
Type DSOS
VersionSpécialement pour conçue pour connecteur Sub-D et pour applications près du bord
MatériauAcier inoxydable (AISI 300), passivé
ApplicationPour dureté de tôles jusqu’à HRB 70
RemarqueVis avec filetage UNC 4-40 sur demande
L
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
max.d3 d4
+ 0,20
L+ 0,05 – 0,13
smmin.
smDistance
axe du trou jusqu’au bord
DSOS-M3-6,35M3 4,20 4,19 4,92 4,3
6,351,0 3,2
DSOS-M3-7 7,00
DSOS-440-250UNC 4-40 4,20 4,19 4,92 4,3
6,351,0 3,2
DSOS-440-275 7,00
Performances
Couple de serrage de vis
Nm
1 mm aluminium
Force de presseN
Force de presseN
Couple de survis.Nm
max. 0,44 ~ 4500 ~ 223 ~ 1,1
Couple de serrage de vis
Nm
1 mm acier
Force de presseN
Force de presseN
Couple de survis.Nm
max. 0,44 ~ 5800 ~ 334 ~ 1,1Ajuster la taille de la découpe et la distance des trous de conducteur
POUR TÔLES FINES
Colonnettes à sertir

38
L
b
d1
d2
d3
sw
L
b
d1
d2
d3
sw
TRAVERSANTES | POUR TÔLES FINES
Colonnettes à sertir
Types SO, SOS
MatériauType SO : Acier trempé, zingué incolore Type SOS : acier inoxydable 18 / 8 (AISI 303),
passivé Aluminium sur demande
Application Type SO : pour dureté de tôles jusqu’à HRB 80 Type SOS : pour dureté de tôles jusqu’à HRB 70 Type SO4 : pour duretés de tôles >HRB 80
Voir les performances en page 69 pour les résis-tances et les couples de foirage
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
± 0,13d3
0– 0,13
d4 sw smmin.
sm
Distance axe du trou
jusqu’au bordAcier zingué incolore
Acier inoxy-dable,
passivé
SO-M2-L – M2 4,20 2,50 4,20 4,4 4,8 1,0 6,0
SO-M2,5-L SOS-M2,5-L M2,5 4,20 3,20 4,20 4,4 4,8 1,0 6,0
SO-M3-L SOS-M3-LM3
4,203,20
4,20 4,4 4,81,0
6,0
SO-3,5 M3-L SOS-3,5 M3-L 5,40 5,39 5,6 6,4 6,8
SO-M4-L SOS-M4-L M4 7,20 4,80 7,12 7,3 7,9 1,3 8,0
SO-M5-L SOS-M5-L M5 7,20 5,35 7,12 7,3 7,9 1,3 8,0
Référence Identification de longueur « L »(+ 0,05
– 0,13)Acier zingué incolore
Acier inoxy-dable,
passivé
SO-M2-L – – 4 – 6 – 8 10 12 – – – – – –
SO-M2,5-L SOS-M2,5-L – 4 – 6 – 8 10 12 – – – – – –
SO-M3-L SOS-M3-L 3 4 5 6 7 8 10 12 14 16 18 – – –
SO-3,5 M3-L SOS-3,5 M3-L 3 4 5 6 7 8 10 12 14 16 18 – – –
SO-M4-L SOS-M4-L 3 4 – 6 – 8 10 12 14 16 18 20 22 25
SO-M5-L SOS-M5-L – 4 – 6 – 8 10 12 14 16 18 20 22 25
Longueur non filetée b ±0,25 – – – – – – 4 4 4 8 8 8 11 11

39
PEM®
L
b
d1
d2
d3
sw
L
b
d1
d2
d3
sw
TRAVERSANTES | POUR ACIER INOX ET MATÉRIAUX MÉTALLIQUES.
Colonnettes à sertir
Type SO4
MatériauAcier inoxdable durci (AISI 400), passivé
ApplicationPour dureté de tôles jusqu’à HRB 88
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
± 0,13d3
0– 0,13
d4 sw smmin.
sm
Distance axe du trou
jusqu’au bord
SO4-M3-LM3
4,203,25
4,20 4,4 4,81,0
6,0
SO4-3,5-M3-L 5,40 5,39 5,6 6,4 7,1
SO4-M4-L M4 7,20 4,80 7,12 7,3 7,9 1,3 8,0
SO4-M5-L M5 7,20 5,35 7,12 7,3 7,9 1,3 8,0
Référence Identification de longueur « L »(+ 0,05
– 0,13)
SO4-M3-L 3 4 6 8 10 12 14 16 18 – – –
SO4-3,5-M3-L 3 4 6 8 10 12 14 16 18 – – –
SO4-M4-L – 4 6 8 10 12 14 16 18 20 22 25
SO4-M5-L – 4 6 8 10 12 14 16 18 20 22 25
Longueur non filetée b ±0,25 0 0 0 0 4 4 4 8 8 8 11 11

40
d2
L d3
TRAVERSANTES | POUR ACIER INOX ET MATÉRIAUX MÉTALLIQUES.
Micro-colonnettes à sertir
45°
d4
Montage
Type MSO4
MatériauAcier inoxydable durci (AISI 400), passivé
ApplicationPour dureté de tôles jusqu’à HRB 88
Remarquen Tolérance de filetage de M1 à M1,4 selon
ISO 1501, 4H6n Tolérance de filetage M1,6 et M2 selon
ASME B1.13M, 6H
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle+ 0,08
0
d2
max.d3
nom.d4 sm
min.
sm
Distance axe du trou
jusqu’au bord
MSO4-M1-L M1 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M1,2-L M1,2 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M1,4-L M1,4 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M1,6-L M1,6 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M2-L M2 3,18 3,16 3,96 3,22 – 3,27 0,4 3,0
Référence Identification de longueur « L »(+ 0,05
– 0,08)
MSO4-M1-L 2 3
MSO4-M1,2-L 2 3
MSO4-M1,4-L 2 3
MSO4-M1,6-L 2 3
MSO4-M2-L 2 3
41
PEM®
L
t
d1
d2
sw
L
t
d1
d2
sw
BORGNES | POUR TÔLES FINES
Colonnettes à sertir
d3
min
. L
sm
Montage
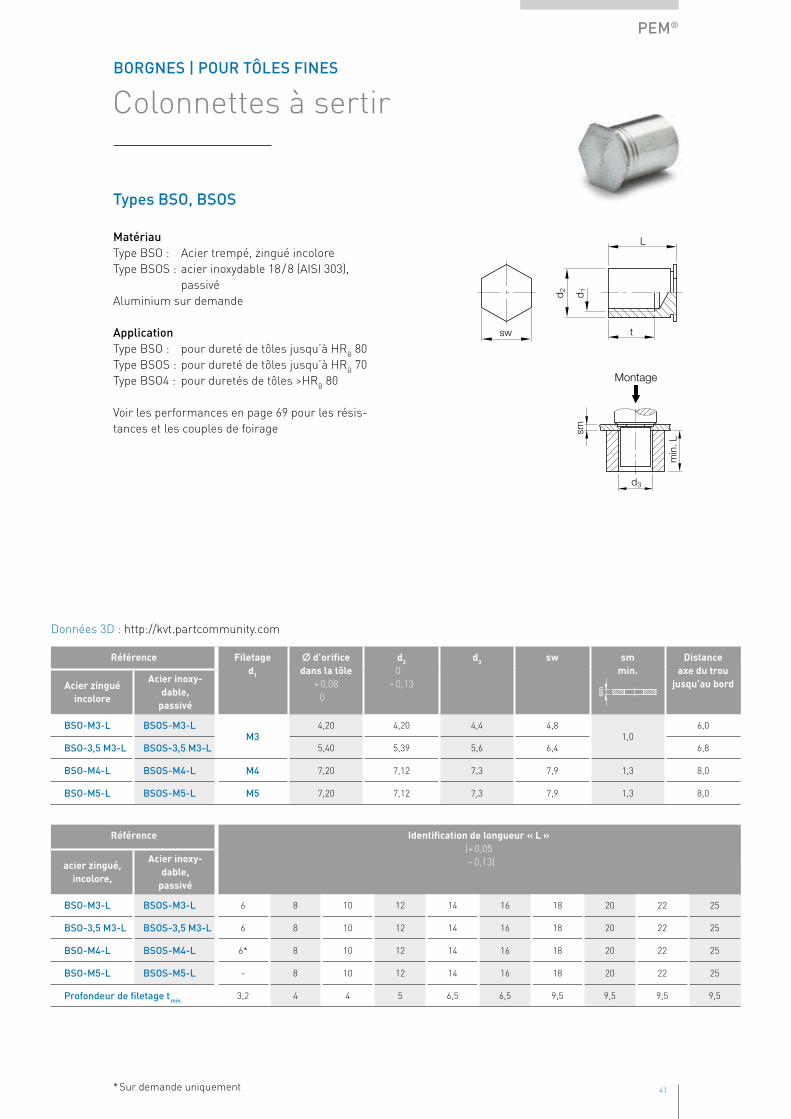
Types BSO, BSOS
Matériau Type BSO : Acier trempé, zingué incolore Type BSOS : acier inoxydable 18 / 8 (AISI 303),
passivé Aluminium sur demande
Application Type BSO : pour dureté de tôles jusqu’à HRB 80 Type BSOS : pour dureté de tôles jusqu’à HRB 70Type BSO4 : pour duretés de tôles >HRB 80
Voir les performances en page 69 pour les résis-tances et les couples de foirage
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle
+ 0,080
d2
0– 0,13
d3 sw smmin.
sm
Distance axe du trou
jusqu’au bordAcier zingué incolore
Acier inoxy-dable,
passivé
BSO-M3-L BSOS-M3-LM3
4,20 4,20 4,4 4,81,0
6,0
BSO-3,5 M3-L BSOS-3,5 M3-L 5,40 5,39 5,6 6,4 6,8
BSO-M4-L BSOS-M4-L M4 7,20 7,12 7,3 7,9 1,3 8,0
BSO-M5-L BSOS-M5-L M5 7,20 7,12 7,3 7,9 1,3 8,0
Référence Identification de longueur « L »(+ 0,05
– 0,13)acier zingué, incolore,
Acier inoxy-dable,
passivé
BSO-M3-L BSOS-M3-L 6 8 10 12 14 16 18 20 22 25
BSO-3,5 M3-L BSOS-3,5 M3-L 6 8 10 12 14 16 18 20 22 25
BSO-M4-L BSOS-M4-L 6* 8 10 12 14 16 18 20 22 25
BSO-M5-L BSOS-M5-L – 8 10 12 14 16 18 20 22 25
Profondeur de filetage t min. 3,2 4 4 5 6,5 6,5 9,5 9,5 9,5 9,5
* Sur demande uniquement

42
L
t
d1
d2
sw
L
t
d1
d2
sw
BORGNES | POUR ACIER INOX ET MATÉRIAUX MÉTALLIQUES.
Colonnettes à sertir
d3
min
. L
sm
Montage
Type BSO4
MatériauAcier inoxydable durci (AISI 400), passivé
ApplicationPour dureté de tôles jusqu’à HRB 88
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle+ 0,08
0
d2
0– 0,13
d3 sw smmin.
sm
Distance axe du trou
jusqu’au bord
BSO4-M3-LM3
4,20 4,20 4,4 4,81,0
6,0
BSO4-3,5-M3-L 5,40 5,39 5,6 6,4 6,8
BSO4-M4-L M4 7,20 7,12 7,3 7,9 1,3 8,0
BSO4-M5-L M5 7,20 7,12 7,3 7,9 1,3 8,0
Référence Identification de longueur « L »(+ 0,05
– 0,08)
BSO4-M3-L 6 8 10 12 14 16 18 20 22 25
BSO4-3,5-M3-L 6 8 10 12 14 16 18 20 22 25
BSO4-M4-L 6 8 10 12 14 16 18 20 22 25
BSO4-M5-L 6 8 10 12 14 16 18 20 22 25
Profondeur de filetage t min.
3,2 4 4 5 6,5 6,5 9,5 9,5 9,5 9,5

43
PEM®
POUR TÔLES FINES
Vis imperdables à sertir
Type PFC2
Version n Vis monobloc à fermeture rapide, à ressort n Spécialement conçue comme vis imperdable
pour le montage et le démontage rapides de couvercles, clapets, etc.
MatériauVis, douille à sertir et ressort en acier inoxydable 18/8 (AISI 300), passivé, anneau en nylon résistant à des températures jusqu’à +93 °C
ApplicationPour dureté de tôles jusqu’à HRB 70
Saillie en position ouverte
par ex. écrous àsertir PEM
Plaque supportpour vissage
d1 + 2 mm
Montage
min
. g
Anneau nylon
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la
tôle+ 0,08
0
g ± 0,4
h2
± 0,64d2
max.d3
± 0,25h1
± 0,13t1
max.t2
nom.Distance
axe du trou jusqu’au
bord
PFC2-M3-40M3 6,75
6,4 0,0 6,71 7,92 1,83 9,14 13,72 6,35
PFC2-M3-62 9,5 3,2
PFC2-M4-50
M4 7,95
7,9 0,0
7,90 9,53 2,08 11,43 17,53 7,87PFC2-M4-72 11,1 3,2
PFC2-M4-94 14,3 6,4
PFC2-M5-50
M5 8,75
7,9 0,0
8,72 10,31 2,08 11,47 17,53 8,63PFC2-M5-72 11,1 3,2
PFC2-M5-94 14,3 6,4
PFC2-M6-60
M6 10,50
9,5 0,0
10,47 11,89 2,46 14,73 22,35 9,65PFC2-M6-82 12,7 3,2
PFC2-M6-04 15,9 6,4

44
d3
a
t 2
d
g
1
t 1
d2
h
POUR TÔLES FINES
Vis imperdables à sertir
Type PF11
Version n Vis monobloc à fermeture rapide, à ressort avec
empreinte cruciforme Philips n Spécialement conçue comme vis imperdable pour
le montage et le démontage rapides de couvercles, clapets, etc.
MatériauTête moletée : aluminiumDouille à sertir : acier zinguéRessort : acier inoxydable passivéVis : acier résistant à la corrosion
(AISI 400)
ApplicationPour dureté de tôles jusqu’à HRB 80
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la
tôle+ 0,08
0
d2
max.d3
± 0,25a
max.sm
min.
sm
g ± 0,64
h ± 0,64
t1
nom.t2
nom.Distance
axe du trou
jusqu’au bord
PF11-M3-0
M3 5,56 5,54 10,59 0,92 0,92
4,32 0,00
7,87 11,43 7,11PF11-M3-1 5,84 1,52
PF11-M3-2 7,37 3,05
PF11-M4-0
M4 7,92 7,90 13,06 0,92 0,92
5,84 0,00
11,43 16,26 8,38PF11-M4-1 7,37 1,52
PF11-M4-2 8,89 3,05
PF11-M5-0
M5 7,92 7,90 13,06 0,92 0,92
5,84 0,00
11,43 16,26 8,38PF11-M5-1 7,37 1,52
PF11-M5-2 8,89 3,05
PF11-M6-0
M6 9,53 9,50 14,61 0,92 0,92
7,37 0,00
13,46 20,07 11,68PF11-M6-1 8,89 1,52
PF11-M6-2 10,41 3,05
Montage
d1 + 2 mm
min. g sm

45
PEM®
t 1
d3
h 2g
d1
t 2
d2
h 1
a
POUR TÔLES FINES
Vis imperdables à sertir
Type PFHV
Versionn Vis monobloc à fermeture rapide avec empreinte
cruciforme Philips n Spécialement conçue comme vis imperdable pour
le montage et le démontage rapides de couvercles, clapets, etc.
MatériauVis et douille à sertir en acier nickelé
ApplicationPour dureté de tôles jusqu’à HRB 60
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’ori-fice dans
la tôle+ 0,08
0
amax.
d2
max.d3
± 0,25sm
min.
sm
g± 0,64
ht
± 0,65h2
± 0,13t1
nom.t2
nom.Distance
axe du trou
jusqu’au bord
PFHV-M3-0M3 5,50 0,92 5,49 6,95 0,92
5,55 0,02,03 6,69 11,25 5,8
PFHV-M3-1 7,56 1,9
PFHV-M4-0M4 6,40 0,92 6,38 7,85 0,92
6,59 0,02,79 8,50 14,10 6,7
PFHV-M4-1 9,39 2,7
Montage
d1 + 2 mm
min. g
sm

46
AB
C
L+ 3,18 mm
d2
d 1
L
t
a
SCBJ
d2d 1
L
t
a
SCB
Types SCBJ, SCB
VersionVis imperdable monobloc, aucune autre pièce de montage nécessaire
Matériauacier trempé, zingué, incolore
ApplicationPour duretés de tôles jusqu’à HRB 80, épaisseur minimum de tôle 1,0 mm
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans la tôle+ 0,08
0
d2
± 0,25a
nom.Distance
axe du trou jusqu’au bordSCBJ SCB
SCBJ-M3-L SCB-M3-L M3 3,0 6,60 2,03 3,30
SCBJ-M4-L SCB-M4-L M4 4,0 8,28 2,03 5,00
SCBJ
RéférenceSCBJ
Identification de longueur « L »(± 0,4)
SCBJ-M3-L 6,0 10,0 12,0
SCBJ-M4-L 6,0 10,0 12,0
Longueur de filetage t 3,7 7,7 9,7
SCB
RéférenceSCB
Identification de longueur « L »(± 0,4)
SCB-M3-L – – 12,0
SCB-M4-L – – 12,0
Longueur de filetage t – – 3,3
Dimensions de poinçon et de matrice
Filetage A B C
M3 6,86 – 7,11 1,85 – 1,88 3,03 – 3,11
M4 8,53 – 8,79 1,85 – 1,88 4,03 – 4,11
POUR TÔLES FINES
Vis imperdables à sertir
47
PEM®
min. 2,5
d2
sm2
d3
sm1
min. 6,6± 0,1Tolérance
3,58± 0,13
∅ 4
,78
±0,
13
∅ m
ax 5
,39
∅ 6,35± 0,13
L1
Plaque mobile
Plaque de base
min. 2,5
d2
sm2
d3
sm1
min. 6,6± 0,1Tolérance
3,58± 0,13
∅ 4
,78
±0,
13
∅ m
ax 5
,39
∅ 6,35± 0,13
L1
Plaque mobile
Plaque de base
∅ 5,5 + 0,1
L2
Montage
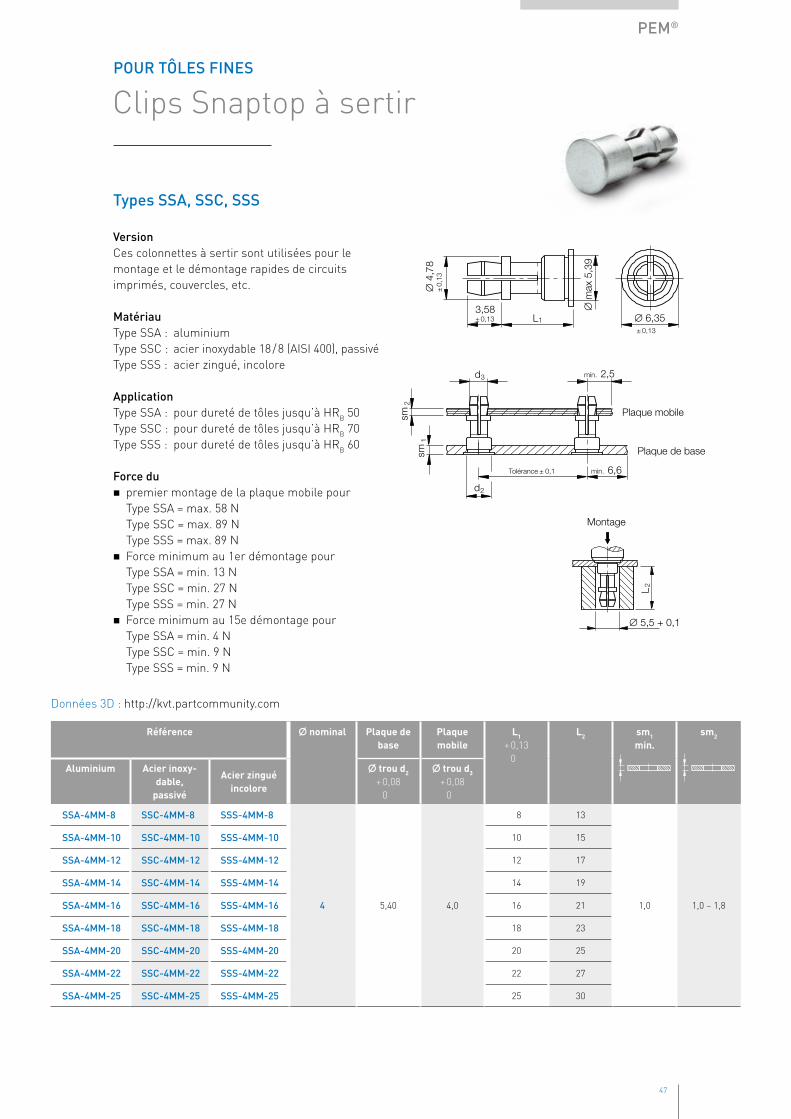
Types SSA, SSC, SSS
VersionCes colonnettes à sertir sont utilisées pour le montage et le démontage rapides de circuits imprimés, couvercles, etc.
Matériau Type SSA : aluminium Type SSC : acier inoxydable 18 / 8 (AISI 400), passivé Type SSS : acier zingué, incolore
Application Type SSA : pour dureté de tôles jusqu’à HRB 50 Type SSC : pour dureté de tôles jusqu’à HRB 70 Type SSS : pour dureté de tôles jusqu’à HRB 60
Force du n premier montage de la plaque mobile pour
Type SSA = max. 58 N Type SSC = max. 89 N Type SSS = max. 89 N
n Force minimum au 1er démontage pour Type SSA = min. 13 N Type SSC = min. 27 N Type SSS = min. 27 N
n Force minimum au 15e démontage pour Type SSA = min. 4 N Type SSC = min. 9 N Type SSS = min. 9 N
Données 3D : http://kvt.partcommunity.com
Référence nominal Plaque de base
Plaque mobile
L1
+ 0,130
L2 sm1
min.
sm
sm2
smAluminium
Acier inoxy-dable,
passivé
Acier zingué incolore
trou d2
+ 0,080
trou d3
+ 0,080
SSA-4MM-8 SSC-4MM-8 SSS-4MM-8
4 5,40 4,0
8 13
1,0 1,0 – 1,8
SSA-4MM-10 SSC-4MM-10 SSS-4MM-10 10 15
SSA-4MM-12 SSC-4MM-12 SSS-4MM-12 12 17
SSA-4MM-14 SSC-4MM-14 SSS-4MM-14 14 19
SSA-4MM-16 SSC-4MM-16 SSS-4MM-16 16 21
SSA-4MM-18 SSC-4MM-18 SSS-4MM-18 18 23
SSA-4MM-20 SSC-4MM-20 SSS-4MM-20 20 25
SSA-4MM-22 SSC-4MM-22 SSS-4MM-22 22 27
SSA-4MM-25 SSC-4MM-25 SSS-4MM-25 25 30
POUR TÔLES FINES
Clips Snaptop à sertir
48
L
d4
t
d5
d1
a
d2
d3
l min
.
Montage
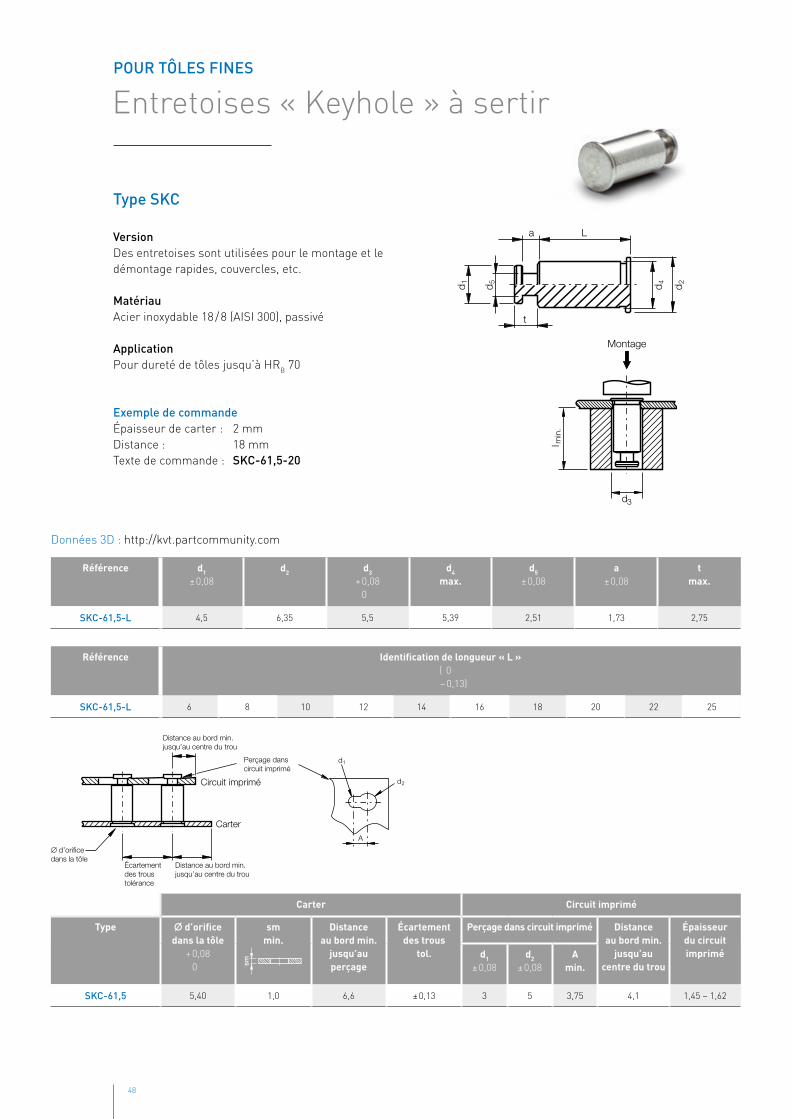
Type SKC
VersionDes entretoises sont utilisées pour le montage et le démontage rapides, couvercles, etc.
MatériauAcier inoxydable 18 / 8 (AISI 300), passivé
ApplicationPour dureté de tôles jusqu’à HRB 70
Exemple de commandeÉpaisseur de carter : 2 mmDistance : 18 mmTexte de commande : SKC-61,5-20
Données 3D : http://kvt.partcommunity.com
Référence d1
± 0,08d2 d3
+ 0,080
d4
max.d5
± 0,08a
± 0,08t
max.
SKC-61,5-L 4,5 6,35 5,5 5,39 2,51 1,73 2,75
Référence Identification de longueur « L »( 0
– 0,13)
SKC-61,5-L 6 8 10 12 14 16 18 20 22 25
Carter Circuit imprimé
Type d’orifice dans la tôle
+ 0,080
smmin.
sm
Distance au bord min.
jusqu’au perçage
Écartement des trous
tol.
Perçage dans circuit imprimé Distance au bord min.
jusqu’au centre du trou
Épaisseur du circuit impriméd1
± 0,08d2
± 0,08A
min.
SKC-61,5 5,40 1,0 6,6 ± 0,13 3 5 3,75 4,1 1,45 – 1,62
Distance au bord min. jusqu’au centre du trou
Perçage dans circuit imprimé
Distance au bord min. jusqu’au centre du trou
Circuit imprimé
Carter
∅ d’orifice dans la tôle
Écartement des troustolérance
d1
A
d2
POUR TÔLES FINES
Entretoises « Keyhole » à sertir
49
PEM®
L1
(L2)
d1d2
B
A
sw
A
sm
d3
Montage
Usage
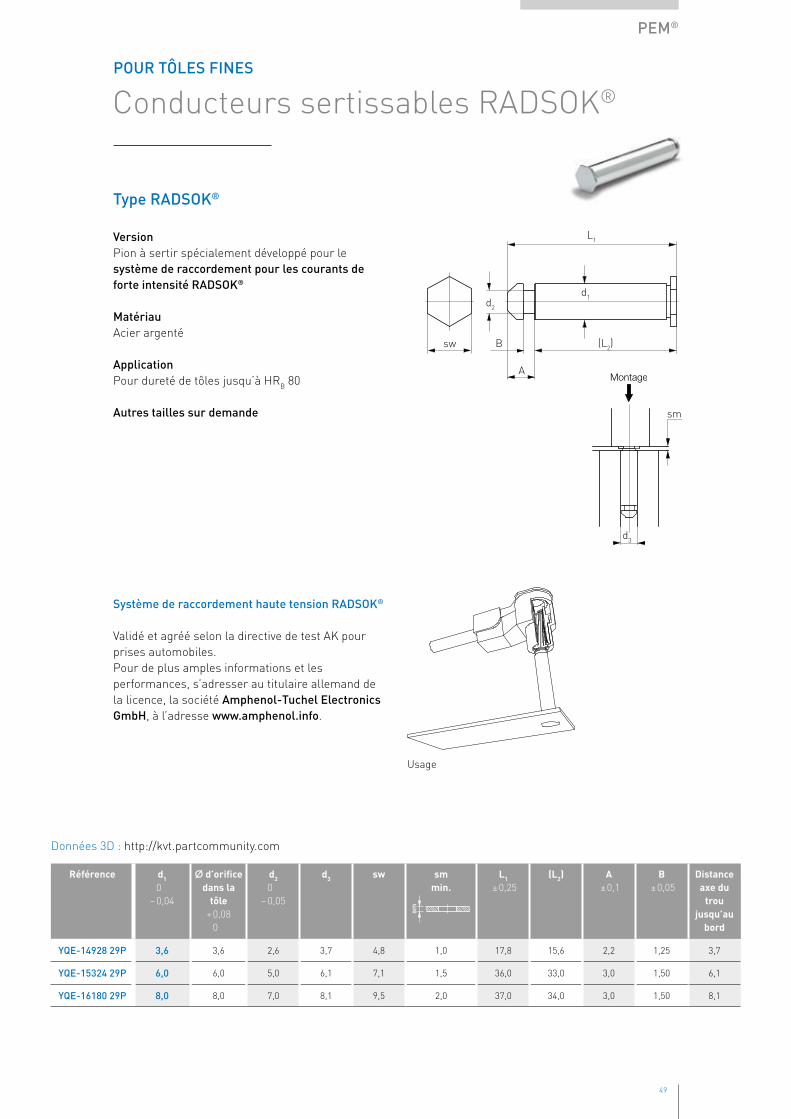
Type RADSOK®
VersionPion à sertir spécialement développé pour le système de raccordement pour les courants de forte intensité RADSOK®
MatériauAcier argenté
ApplicationPour dureté de tôles jusqu’à HRB 80
Autres tailles sur demande
Système de raccordement haute tension RADSOK®
Validé et agréé selon la directive de test AK pour prises automobiles.Pour de plus amples informations et les performances, s’adresser au titulaire allemand de la licence, la société Amphenol-Tuchel Electronics GmbH, à l’adresse www.amphenol.info.
Données 3D : http://kvt.partcommunity.com
Référence d1
0– 0,04
d’orifice dans la
tôle+ 0,08
0
d2
0– 0,05
d3 sw smmin.
sm
L1
± 0,25(L2) A
± 0,1B
± 0,05Distance
axe du trou
jusqu’au bord
YQE-14928 29P 3,6 3,6 2,6 3,7 4,8 1,0 17,8 15,6 2,2 1,25 3,7
YQE-15324 29P 6,0 6,0 5,0 6,1 7,1 1,5 36,0 33,0 3,0 1,50 6,1
YQE-16180 29P 8,0 8,0 7,0 8,1 9,5 2,0 37,0 34,0 3,0 1,50 8,1
POUR TÔLES FINES
Conducteurs sertissables RADSOK®

50
sw
bL1
L2
a
Usage
sm
d
Montage
Type Cosse de masse
MatériauType KVT : Acier étaméType KVT-S : Acier inoxydable, passivé
ApplicationType KVT : pour dureté de tôles jusqu’à HRB 80Type KVT-S : pour dureté de tôles jusqu’à HRB 88
RemarqueDimensions de la forme de languette selon DIN 46342
Il est désormais possible de bénéficier des avantages du sertissage, même pour les raccords de mise à la terre classiques.
Données 3D : http://kvt.partcommunity.com
Référence Languettea x b
d’orifice dans la tôle
+ 0,080
d L1 L2
± 0,5sw sm
min.
sm
DistanceAxe du trou
jusqu’au bordAcier étamé Acier inoxydable,
passivé
KVT-6,3-14 KVT-S-6,3-14 6,3 x 0,8 6,4 6,4 14,0 10,0 8,0 0,8 7,2
POUR TÔLES FINES
Cosse de masse à sertir

51
PEM®
ad
g
e
c
b
L
sm
Montage
Type TD
Versionn Anneau pour le montage des attaches de câble
ou des articles similaires. Montage affleurant et sans ouverture. Cela permet d’assurer un blin-dage magnétique fermé dans le boîtier (surtout pour les hautes fréquences)
MatériauAcier fritté (4600 A), zingué, incolore
ApplicationPour dureté de tôles jusqu’à HRB 60
Données 3D : http://kvt.partcommunity.com
Référence d’orifice dans la tôle+ 0,05 – 0,03
a± 0,08
b± 0,15
c± 0,15
d± 0,15
e± 0,15
g± 0,15
L± 0,08
smmin.
sm
TD-40-4 6,35 x 3,18 6,25 1,40 1,65 4,06 7,82 3,81 3,07 1,0 – 1,3
TD-60-6 7,93 x 4,75 7,82 1,91 1,65 5,21 9,40 4,57 4,67 1,0 – 1,8
TD-175-12 12,70 x 9,53 12,60 3,30 2,40 9,14 14,28 7,24 9,42 1,0 – 3,2
Matrices Pemserter pour montage
Matrices PEMSERTER® Référence
Dmin.
B± 0,03
8006136 4,45 6,36
8006137 5,08 7,95
8006138 7,62 12,73
Montage
L +0,13Min.
B
D
Poinçon
MatriceMatrice
POUR TÔLES FINES
Accroche câble à sertir

52
sm
GF
E
CA
D
∅B
Type RAA
MatériauAluminium (6061-T6)
ApplicationPour dureté de tôles jusqu’à HRB 45
Vue du dessus, RAA serti dans la tôle
H
J
L
Vue de côté, avec la tôle latérale vissée, avec vis autotaraudeuses
Données 3D : http://kvt.partcommunity.com
Référence Pour filetage de
vis
A± 0,08
B± 0,1
Cnom.
Dnom.
E± 0,15
F± 0,15
Gnom.
Dis-tance
min. au bord
H
Dis-tance
min. au bord
J
smmin.
sm
L± 0,08
Orifice dans la
tôle+ 0,05 – 0,03
RAA M3 – 7 – 4M3 x 0,5 7,89 2,77 6,35 3,18 9,42 7 9,27 1,02
9,11,0
3,89 8 x 4
RAA M3 – 7 – 6 10,7 5,89 8 x 6
RAA M4 – 9 – 7M4 x 0,7 9,89 3,68 8,89 3,18 11,43 9 12,19 1,02
14,71,0
6,89 10 x 7
RAA M4 – 9 – 9 16,3 8,89 10 x 9
Matrices Pemserter pour montage
PEMSERTER®
Références matrices
Vis Dimensions de matrice
P± 0,03
M± 0,03
T± 0,1
Rmin.
8002713 M3 6,53 8,02 2,54 10,8
8002714 M4 9,07 10,03 2,54 12,7Matrice
+0,050min
L
P
M
Poinçon Tôle
MatriceR
T
Montage
POUR TÔLES FINES
Écrous à sertir en angle droit

53
PEM®
sm
GF
E
CA
D
Type RAS
MatériauAcier zingué, incolore
ApplicationPour dureté de tôles jusqu’à HRB 60
Vue du dessus, RAS serti dans la tôle
H
J
L
Vue de côté, avec la tôle latérale vissée
Données 3D : http://kvt.partcommunity.com
Référence Pour filetage de
vis
A± 0,08
Cnom.
Dnom.
E± 0,15
F± 0,15
Gnom.
Distance min. au
bord H
Distance min. au
bord J
smmin.
sm
L± 0,08
Orifice dans la
tôle+ 0,05 – 0,03
RAS M3 – 7 – 3
M3 x 0,5 7,89 6,35 3,18 9,47 7 9,78 1,02
7,6
1,0
2,89 8 x 3
RAS M3 – 7 – 4 9,1 3,89 8 x 4
RAS M3 – 7 – 6 10,7 5,89 8 x 6
RAS M4 – 9 – 4
M4 x 0,7 9,89 8,89 3,18 11,48 9 13,21 1,02
10,0
1,0
3,89 10 x 4
RAS M4 – 9 – 7 14,7 6,89 10 x 7
RAS M4 – 9 – 9 16,3 8,89 10 x 9
Matrices Pemserter pour montage
PEMSERTER®
Références matrices
Vis Dimensions de matrice
P± 0,03
M± 0,03
T± 0,1
Rmin.
8002713 M3 6,53 8,02 2,54 10,8
8002714 M4 9,07 10,03 2,54 12,7 Matrice
+0,050min
L
P
M
Poinçon Tôle
MatriceR
T
Montage
POUR TÔLES FINES
Écrous à sertir en angle droit

54
L
d 1 d 2 d 3
Types SF, SFP
VersionAssemblage affleurant de deux tôles
MatériauType SF : acier zingué, incoloreType SFP : Acier inoxydable durci A286
ApplicationType SF : pour dureté de tôles jusqu’à HRB 80Type SFP : pour dureté de tôles jusqu’à HRB 88
sm1sm2
Tôle 1Tôle 2
Montage
Données 3D : http://kvt.partcommunity.com
Référence Tôle 1 Tôle 2 d1
max.d2
max.d3
max.L
max.Distance
axe du trou jusqu’au
bordacier zingué,
incolore
Acier résistant à la
corrosion
sm1
± 0,08-de trou
+ 0,080
sm2
min.-de trou
+ 0,080
SF-3-0,8 – 0,8 3,0 0,8 2,5 2,98 2,48 3,53 1,50 2,54
SF-3-1,0 SFP-3-1,0 1,0 3,0 1,0 2,5 2,98 2,48 3,76 1,90 2,54
SF-3-1,2 SFP-3-1,2 1,2 3,0 1,2 2,5 2,98 2,48 3,76 2,31 2,54
SF-3-1,6 SFP-3-1,6 1,6 3,0 1,6 2,5 2,98 2,48 3,76 3,12 2,54
SF-5-0,8 – 0,8 5,0 0,8 4,0 4,98 3,97 5,56 1,50 3,56
SF-5-1,0 – 1,0 5,0 1,0 4,0 4,98 3,97 5,56 1,90 3,56
– SFP-5-1,0 1,0 5,0 1,0 4,5 4,98 4,47 5,56 1,90 3,56
SF-5-1,2 – 1,2 5,0 1,2 4,0 4,98 3,97 5,56 2,31 3,56
– SFP-5-1,2 1,2 5,0 1,2 4,5 4,98 4,47 5,56 2,31 3,56
SF-5-1,6 – 1,6 5,0 1,6 4,0 4,98 3,97 5,56 3,12 3,56
– SFP-5-1,6 1,6 5,0 1,6 4,5 4,98 4,47 5,56 3,12 3,56
POUR ACIER INOXYDABLE ET ASSEMBLAGE DE DEUX PIÈCES
Rivets à sertir SpotFast®
55
PEM®
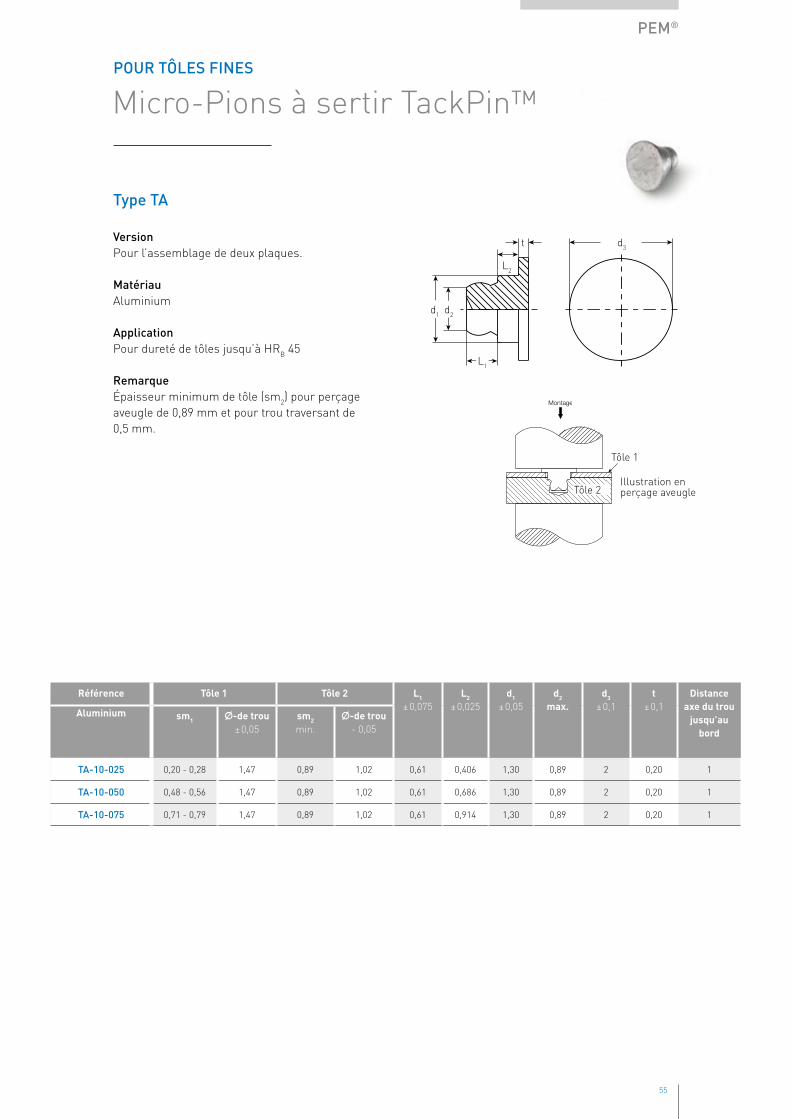
Type TA
VersionPour l’assemblage de deux plaques.
MatériauAluminium
ApplicationPour dureté de tôles jusqu’à HRB 45
RemarqueÉpaisseur minimum de tôle (sm2) pour perçage aveugle de 0,89 mm et pour trou traversant de 0,5 mm.
Montage
Tôle 1
Tôle 2Illustration en perçage aveugle
d3
d2d1
L2
L1
t
Référence Tôle 1 Tôle 2 L1
± 0,075L2
± 0,025d1
± 0,05d2
max.d3
± 0,1t
± 0,1Distance
axe du trou jusqu’au
bord
Aluminium sm1 -de trou± 0,05
sm2
min.-de trou
- 0,05
TA-10-025 0,20 - 0,28 1,47 0,89 1,02 0,61 0,406 1,30 0,89 2 0,20 1
TA-10-050 0,48 - 0,56 1,47 0,89 1,02 0,61 0,686 1,30 0,89 2 0,20 1
TA-10-075 0,71 - 0,79 1,47 0,89 1,02 0,61 0,914 1,30 0,89 2 0,20 1
POUR TÔLES FINES
Micro-Pions à sertir TackPin™

56
min. 2,5
d2
sm2
d3
sm1
min. 5,6± 0,1Tolérance
3,58±0,13
∅ 4
,80
±0,
13
ca. 0,51±0,13
∅ 5
,74
±0,
08
∅ 6,35±0,13
L 1
Plaque mobile
Plaque de base
POUR CIRCUITS IMPRIMÉS
Clips Snaptop à brocher
Données 3D : http://kvt.partcommunity.com
Référence nominal Plaque de base Plaque mobile L1
± 0,13L2
min.sm1
min.
sm
sm2
sm
trou d2
+ 0,08 0
trou d3
+ 0,080
KSSB-4MM-8
4 5,40 4,00
8 13
1,25 1,0 – 1,8
KSSB-4MM-10 10 15
KSSB-4MM-12 12 17
KSSB-4MM-14 14 19
KSSB-4MM-16 16 21
KSSB-4MM-18 18 23
KSSB-4MM-20 20 25
KSSB-4MM-22 22 27
KSSB-4MM-25 25 30
min. 2,5
d2
sm2
d3
sm1
min. 5,6± 0,1Tolérance
3,58±0,13
∅ 4
,80
±0,
13
ca. 0,51±0,13
∅ 5
,74
±0,
08
∅ 6,35±0,13
L 1
Plaque mobile
Plaque de base
Type KSSB
VersionDes clips Snaptop à brocher sont utilisés pour le montage et le démontage rapides de circuits imprimés, pièces, etc.
Matériaun Laiton brut (CDA 353) n Laiton avec traitement de surface sur demande
ApplicationPour circuits imprimés ou plastiques avec HRB 65 (plaque de base)
Forcesn Force du 1er montage de la plaque mobile
= max. 57,7 N n Force minimum pour le 1er
démontage = 13 N min.n Force minimum pour le 15ème
démontage = 4,4 N min.
∅ 5,49 + 0,08
L 2
Montage

57
PEM®
L
d 1 d2
a
h k
POUR CIRCUITS IMPRIMÉS
Goujon à brocher
Type KFH
MatériauBronze phosphoreux, étamé pour une bonne sou-dabilité.
Applicationn Spécialement conçus pour circuits imprimés et
autres plastiques jusqu’à HRB 55 (également pour fonderie d’aluminium et de magnésium)
n En cas d’utilisation dans des circuits imprimés avec alésages métallisés, les dimensions du trou doivent êtres augmentées de 0,13 mm (-0,03 mm) avant la métallisation.
Autres longueurs sur demande
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
de trou dans le plas-
tique+ 0,08
0
d2
± 0,25d3
+ 0,10
k± 0,13
amax.
hmax.
smmin.
sm
Distance axe du trou
jusqu’au bord
KFH-M2,5-L M2,5 2,6 3,85 2,6 0,51 2,6 1,65 1,53 2,8
KFH-M3-L M3 3,0 4,58 3,1 0,51 2,3 1,65 1,53 3,8
KFH-M4-L M4 4,2 5,74 4,1 0,51 2,3 1,65 1,53 5,1
KFH-M5-L M5 5,0 6,60 5,1 0,51 2,3 1,65 1,53 5,3
Référence Identification de longueur « L »(±0,25)
KFH-M2,5-L 6 8 10 12 15 –
KFH-M3-L 6 8 10 12 15 18
KFH-M4-L 6 8 10 12 15 18
KFH-M5-L 6 8 10 12 15 18
Montage
d3
smm
in. L

58
POUR CIRCUITS IMPRIMÉS
Écrous à brocher
Types KF2, KFS2
MatériauType KF2 : acier étaméType KFS2 : acier inoxydable 18 / 8 (AISI 300), passivé
Applicationn Circuits imprimés, fibre de verre, résine phénolo-
gique, nylon, époxy, verre acrylique, etc. (également pour fonderie d’aluminium et de magnésium)
n Type KF2 jusqu’à HRB 60n Type KFS2 jusqu’à HRB 70 n En cas d’utilisation dans des circuits imprimés
avec alésages métallisés, les dimensions du trou doivent êtres augmentées de 0,13 mm (-0,03 mm) avant la métallisation.
mh
d1
d2
d3
sm
Montage
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
d’orifice dans le plas-
tique+ 0,08
0
d2
± 0,08d3
± 0,13m
± 0,13h
max.sm
min.
sm
Distanceaxe du trou
jusqu’au bordAcier étamé Acier inoxydable, passivé
KF2-M2 KFS2-M2 M2 3,70 4,19 5,56 1,5 1,53 1,53 4,2
KF2-M2,5 KFS2-M2,5 M2,5 4,20 4,68 5,56 1,5 1,53 1,53 4,4
KF2-M3 KFS2-M3 M3 4,20 4,68 5,56 1,5 1,53 1,53 4,4
KF2-M4 KFS2-M4 M4 6,40 6,81 8,74 2,0 1,53 1,53 6,4
KF2-M5 KFS2-M5 M5 6,90 7,37 9,53 3,0 1,53 1,53 7,1

59
PEM®
POUR CIRCUITS IMPRIMÉS
Colonnettes à brocher
Types KFE, KFSE
Matériau Type KFE : acier étamé Type KFSE : acier inoxydable 18 / 8 (AISI 300),
passivé
Applicationn Pour circuits imprimés et autres plastiques
(également pour fonderie d’aluminium et magnésium)
n Type KFE jusqu’à HRB 60n Type KFSE jusqu’à HRB 70 n En cas d’utilisation dans des circuits imprimés
avec alésages métallisés, les dimensions du trou doivent êtres augmentées de 0,13 mm (-0,03 mm) avant la métallisation.
Autres longueurs sur demande
sm
Montage
h
d1
d2
d3
L
h
d1
d2
d3
L
t
avec trou traversant∅ 3,6 ou 4,2 mm
avec filetage
Données 3D : http://kvt.partcommunity.com
Référence Filetage ou trou transversant
d1
d’orifice dans le plastique
+ 0,080
d2
± 0,08d3
± 0,13h
max.sm
min.
sm
Distance axe du trou
jusqu’au bordAcier étamé Acier inoxydable, passivé
KFE-M3-L KFSE-M3-L M3 4,20 4,68 5,56 1,53 1,53 4,4
KFE-3,6-L KFSE-3,6-L 3,6 + 0,1– 0,08 5,40 5,87 7,14 1,53 1,53 5,5
KFE-4,2-L KFSE-4,2-L 4,2 + 0,1 – 0,08 6,40 6,86 8,74 1,53 1,53 7,1
Référence Identification de longueur « L »(± 0,13)
Acier étamé Acier inoxydable, passivé
KFE-M3-L KFSE-M3-L 3 4 6 8 10
KFE-3,6-L KFSE-3,6-L 3 4 6 8 10
KFE-4,2-L KFSE-4,2-L 3 4 6 8 10
Profondeur de filetage t min. 3 4 6 8 10

60
Type KF2 pour montage SMT
Avantages du montage SMTn Les inserts peuvent être alimentés automatique-
ment (fournis en bobine)n Pas d’opération externe nécessaire pour ajouter
les inserts (par exemple insertion par presse)n Pas de risque d’endommager les circuits impri-
més (risque pendant l’insertion).n Réduction des coûts de travail.n Gain de temps.n Reproductibilité.
MatériauAcier étamé
ApplicationCircuits imprimés avec trous de montage métalli-sés et non métallisés.
Emploi1. Pièce PEM avec patch adhésif pour prise avec
système d’aspiration standard.2. Pièce PEM sans patch adhésif nécessitant un
système d’aspiration spécial.
Exemples pour masquage de la pâte à souder
Pâte à souder
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
H dans plaque conductrice
+ 0,080
d2
± 0,08d3
± 0,13m
± 0,13h
max.sm
min.
sm
Dmin.
KF2-M2 en bande M2 4,3 4,19 5,56 1,5 1,53 1,53 6,2
KF2-M2,5 en bande M2,5 4,8 4,68 5,56 1,5 1,53 1,53 6,2
KF2-M3 en bande M3 4,8 4,68 5,56 1,5 1,53 1,53 6,2
KF2-M4 en bande M4 7,0 6,86 8,74 2,0 1,53 1,53 9,4
KF2-M5 en bande M5 7,5 7,37 9,53 3,0 1,53 1,53 10,3
1 2
EN BANDE POUR CIRCUITS IMPRIMÉS
Ecrous à brocher

61
PEM®
d1
L
h
d2
d3
sm
Type SMTSO pour montage SMT
Avantages du montage SMT n Les inserts peuvent être alimentés automatique-
ment (fournis en bobine).n Pas d’opération externe nécessaire pour ajouter
les inserts (par exemple insertion par presse). n Pas de risque d’endommager les circuits impri-
més (risque pendant l’insertion). n Réduction des coûts de travail. n Gain de temps.n Reproductibilité.
MatériauAcier étamé
ApplicationCircuits imprimés avec trous métallisés et non métallisés.
EmploiPièce PEM avec patch adhésif pour prise avec système d’aspiration standard.
Exemples pour masquage de la pâte à souder
∅ D
∅H
Pâte à souder
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
H dans plaque conductrice
+ 0,080
d2
max.d3
± 0,13h
max.sm
min.
sm
Dmin.
SMTSO-M2-L en bande M2 3,73 3,60 5,56 1,53 1,53 6,20
SMTSO-M2,5-L en bande M2,5 4,22 4,09 5,56 1,53 1,53 6,20
SMTSO-M3-L en bande M3 4,22 4,09 5,56 1,53 1,53 6,20
SMTSO-M4-L en bande M4 6,35 6,22 8,74 1,53 1,53 9,37
SMTSO-3,6-L en bande 3,6 + 0,1– 0,08 5,41 5,28 7,14 1,53 1,53 7,77
SMTSO-4,2-L en bande 4,2 + 0,1– 0,08 6,35 6,22 8,74 1,53 1,53 9,37
Référence Identification de longueur « L »(± 0,13)
SMTSO-M2-L en bande 2 3 4 6 8 10
SMTSO-M2,5-L en bande 2 3 4 6 8 10
SMTSO-M3-L en bande 2 3 4 6 8 10
SMTSO-M4-L en bande 2 3 4 6 8 10
SMTSO-3,6-L en bande 2 3 4 6 8 10
SMTSO-4,2-L en bande 2 3 4 6 8 10
EN BANDE POUR CIRCUITS IMPRIMÉS
Ecrous à souder

62
1 2
Type KFE pour montage SMT
Avantages du montage SMT n Les colonnettes peuvent être alimentées automa-
tiquement (fournis en bobine).n Pas d’opération externe nécessaire pour ajouter
les inserts (par exemple insertion par presse) n Pas de risque d’endommager les circuits
imprimés (risque pendant l’insertion).n Réduction des coûts de travail. n Gain de temps.n Reproductibilité.
MatériauAcier étamé
ApplicationCircuits imprimés avec trous métallisés et non métallisés.
Emploi1. Pièce PEM avec patch adhésif pour prise avec
système d’aspiration standard.2. Pièce PEM sans patch adhésif nécessitant un
système d’aspiration spécial.
avec
file
tage
avec
trou
trav
ersa
nt
Exemples pour masquage de la pâte à souder
Pâte à souder
Données 3D : http://kvt.partcommunity.com
Référence Filetaged1
H dans plaque conductrice
+ 0,080
d2
± 0,08d3
± 0,13h
max.sm
min.
sm
Dmin.
KFE-M3-L en bande M3 4,8 4,68 5,56 1,53 1,53 6,2
KFE-3,6-L en bande 3,6 + 0,1– 0,08 6,0 5,87 7,14 1,53 1,53 7,8
KFE-4,2-L en bande 4,2 + 0,1– 0,08 7,0 6,86 8,74 1,53 1,53 9,4
Référence Identification de longueur « L »(± 0,13)
KFE-M3-L 3 4 6 8 10
KFE-3,6-L 3 4 6 8 10
KFE-4,2-L 3 4 6 8 10
Profondeur de filetage t min. 3 4 6 8 10
EN BANDE POUR CIRCUITS IMPRIMÉS
Colonnettes à brocher

63
PEM®
Types S, SS, SP, CLS, CLSS, H
Données présentées à titre indicatif, sous réserve
Filetage Type Code de jupe Matière de la tôle Force d’installation Force d’extraction (N)
Couple de foirage (Nm)
M2M2,5M3
SCLS
0
Aluminium 6,7 – 8,9
280 0,90
1 400 1,13
2 750 1,47
0
Acier 11,2 – 15,6
470 1,47
1 550 1,70
2 1010 2,03
M3 SP
0
Acier inoxydable 35,6 – 44,5
575 1,58
1 725 1,92
2 1290 2,03
M4S
CLS
0
Aluminium 11,2 – 13,4
300 2,37
1 470 2,60
2 970 4,00
0
Acier 18 – 27
490 2,95
1 645 4,00
2 1250 5,10
M4 SP
0
Acier inoxydable 40 – 49
645 3,38
1 800 4,18
2 1600 5,08
M5SS
CLSS
0
Aluminium 11,2 – 15,6
300 3,00
1 480 3,60
2 845 5,70
0
Acier 18 – 38
530 3,60
1 800 4,50
2 1112 6,80
M5 SP
0
Acier inoxydable 42,3 – 51,2
800 3,95
1 1025 5,08
2 1775 6,77
M6S
CLS
0
Aluminium 18 – 32
970 7,90
11580
10,20
2 14,10
0
Acier 27 – 36
1380 13,00
11760 17,00
2
M6 SP 1 Acier inoxydable 60 2000 17,00
M8S
CLS
1Aluminium 18 – 32 1570
13,60
2 18,10
1Acier 27 – 36 1870
18,70
2 20,30
M10 HAluminium 22 1760 21,50
Acier 33 2020 27,10
POUR TÔLES FINES
Performances – Écrous à sertir
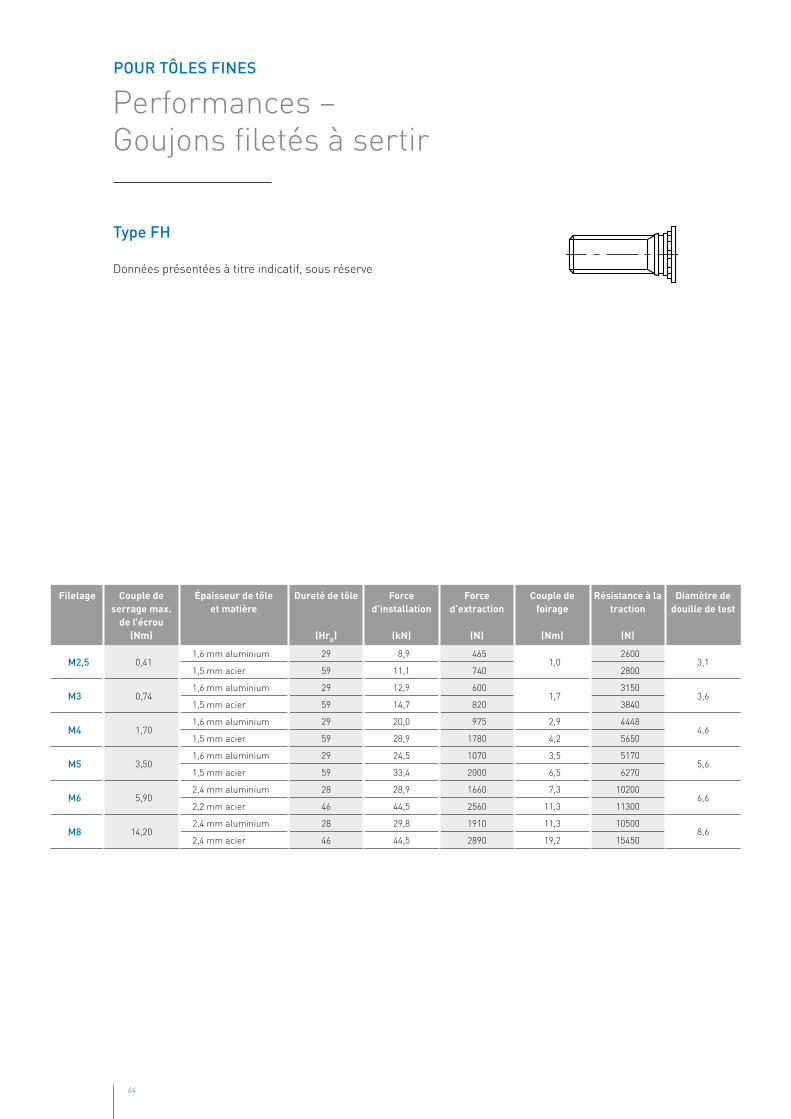
64
Type FH
Données présentées à titre indicatif, sous réserve
Filetage Couple de serrage max.
de l’écrou(Nm)
Épaisseur de tôleet matière
Dureté de tôle
(HrB)
Force d’installation
(kN)
Force d’extraction
(N)
Couple de foirage
(Nm)
Résistance à la traction
(N)
Diamètre de douille de test
M2,5 0,411,6 mm aluminium 29 8,9 465
1,0 2600
3,11,5 mm acier 59 11,1 740 2800
M3 0,741,6 mm aluminium 29 12,9 600
1,7 3150
3,61,5 mm acier 59 14,7 820 3840
M4 1,701,6 mm aluminium 29 20,0 975 2,9 4448
4,61,5 mm acier 59 28,9 1780 4,2 5650
M5 3,501,6 mm aluminium 29 24,5 1070 3,5 5170
5,61,5 mm acier 59 33,4 2000 6,5 6270
M6 5,902,4 mm aluminium 28 28,9 1660 7,3 10200
6,62,2 mm acier 46 44,5 2560 11,3 11300
M8 14,202,4 mm aluminium 28 29,8 1910 11,3 10500
8,62,4 mm acier 46 44,5 2890 19,2 15450
POUR TÔLES FINES
Performances –Goujons filetés à sertir

65
PEM®
Types HFH, HFHD, HFHS, HFHDSPour une plus grande résistance
n Données présentées à titre indicatif, sous réserve
n Les valeurs s’appliquent également aux goujons avec bout pilote.
Filetage Type Couple de serrage max.
de l’écrou (Nm)
Épaisseur de tôle et matière
Dureté de- tôle
(HrB)
Force d’ins-tallation
(kN)
Force d’extraction
(N)
Couple de foirage
(Nm)
Résistance- à la traction
(kN)
Diamètre de douille de
test
M5
HFH
4,4
1,50 mm aluminium 15 13,0 800 5,412,8
6,35HFH 1,50 mm acier 65 26,0 1500 7,6
HFHS 1,62 mm aluminium 35 12,4 800 5,4 7,3
HFHS 1,47 mm acier 54 21,7 1500 6,4
M6
HFH
10,0
1,50 mm aluminium 43 29,0 127014,0 18,1
7,49HFH 1,50 mm acier 59 33,0 1750
HFHS 1,62 mm aluminium 35 15,4 127011,0 10,3
HFHS 1,60 mm acier 45 24,6 1750
M8
HFH
21,7
2,30 mm aluminium 39 35,6 170030,0 32,9
9,53HFH 2,30 mm acier 58 44,5 2200
HFHS 2,23 mm aluminium 44 24,4 170020,0 18,8
HFHS 2,48 mm acier 43 37,8 2100
M10
HFH
36,6
2,30 mm aluminium 39 40,0 2445 36,052,2
11,56HFH 2,30 mm acier 58 54,0 3470 49,0
HFHS 2,30 mm aluminium44
33,3 244536,0 29,9
HFHS 2,30 mm acier 46,7 3470
POUR TÔLES FINES
Performances –Goujons filetés à sertir

66
Types HFE et HFEDPour des sollicitations importantes
n Données présentées à titre indicatif, sous réserve
n Les valeurs s’appliquent également aux goujons avec bout pilote.
Filetage Type Couple de serrage max
de l’écrou (Nm)
Épaisseur de tôle et matière
Dureté de- tôle
(HrB)
Force d’ins-tallation
(kN)
Force d’extraction
(N)
Couple de foirage
(Nm)
Résistance- à la traction
(kN)
Diamètre de douille de
test
M5 HFE 4,401,00 mm aluminium 27 37,7 690
8,1 9,7
7,401,00 mm acier 67 51,1 1350 10,6
M6 HFE 10,001,00 mm aluminium 27 39,0 750 11,8 14,2
8,201,00 mm acier 67 60,0 1400 14,4 15,5
M8 HFE 21,701,50 mm aluminium 22 42,0 1230 23,5 25,0
10,301,50 mm acier 65 71,1 2400 33,9 27,5
POUR TÔLES FINES
Performances –Goujons filetés à sertir
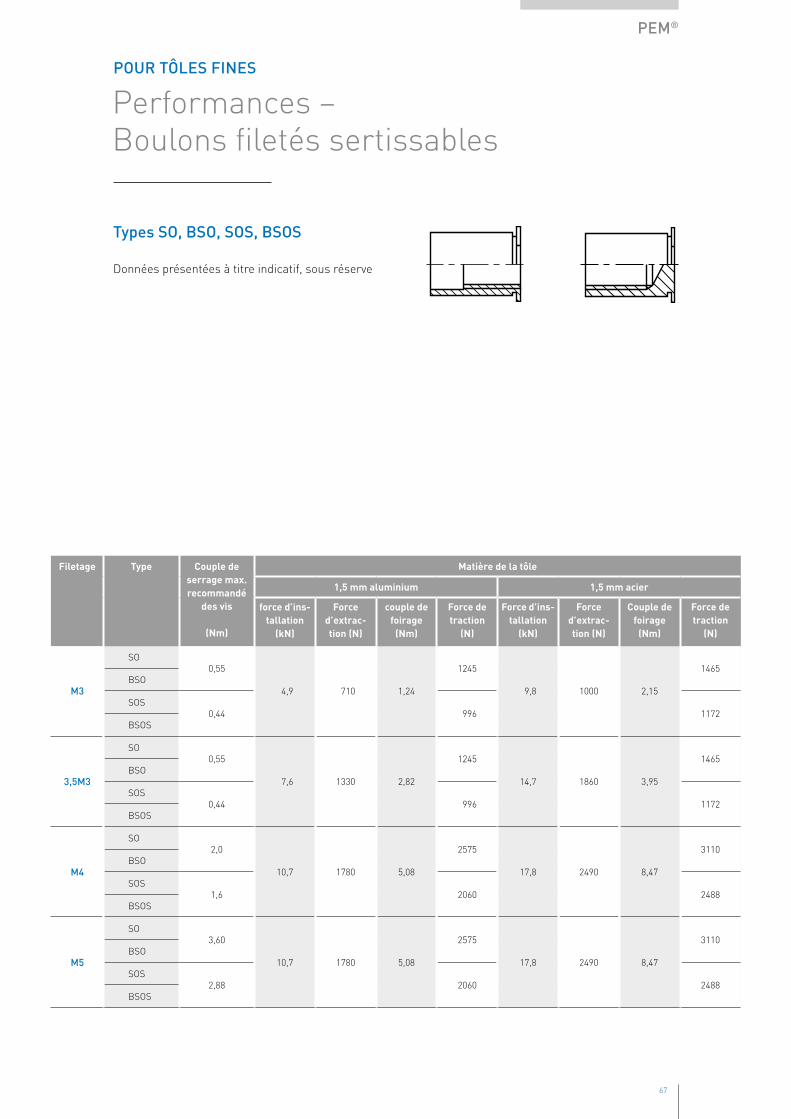
67
PEM®
Types SO, BSO, SOS, BSOS
Données présentées à titre indicatif, sous réserve
Filetage Type Couple de serrage max. recommandé
des vis
(Nm)
Matière de la tôle
1,5 mm aluminium 1,5 mm acier
force d’ins-tallation
(kN)
Force d’extrac-tion (N)
couple de foirage
(Nm)
Force de traction
(N)
Force d’ins-tallation
(kN)
Force d’extrac-tion (N)
Couple de foirage
(Nm)
Force de traction
(N)
M3
SO0,55
4,9 710 1,24
1245
9,8 1000 2,15
1465BSO
SOS0,44 996 1172
BSOS
3,5M3
SO0,55
7,6 1330 2,82
1245
14,7 1860 3,95
1465BSO
SOS0,44 996 1172
BSOS
M4
SO2,0
10,7 1780 5,08
2575
17,8 2490 8,47
3110BSO
SOS1,6 2060 2488
BSOS
M5
SO3,60
10,7 1780 5,08
2575
17,8 2490 8,47
3110BSO
SOS2,88 2060 2488
BSOS
POUR TÔLES FINES
Performances –Boulons filetés sertissables

68
Test traction - goujons
Test traction écrous et colonnettes
Test couple de foirage Goujons
Test couple de foirage écrous et colonnettes
Vis de la classe de produits8.8 ou supérieure
Clé dynamométrique
pièce de test
Douillefiletée durcie
Vis de la classe de produits8.8 ou supérieure
Clé dynamométrique
pièce de test
Rondelle
Écrou à sertirou douille
Poinçon Machine de contrôle
pièce de testSupport
Machine de contrôle
Douille
Alésage
Diamètre de tête de l’écrou+ 2,0 mm max.
Poinçon Machine de contrôle
Vis de la classe de produits8.8 ou supérieure
pièce de test
Douille support
SupportMachine de
contrôle
Alésage
Diamètre de tête de l’écrou+ 1,6 mm max.
Méthodes de test

69
PEM®

70
PEMSERTER® 3000 PEMSERTER® 3000MB™
PEMSERTER® 4 AF PEMSERTER® 4 PEMSERTER® IN-DIE
PEMSERTER® 2000
Flexible, performant et sûr - un sertissage fiable
Quelles que soient les exigences en matière de sertissage, la gamme de machines PEMSERTER® garantit le sertissage optimal de toutes les fixations à sertir PEM®.
Du modèle à alimentation manuelle à la variante semi-automatique, en passant par la version high-tech avec chargement de 4 inserts différents
et raccord de robotisation, PEM® offre la gamme de machines adaptée à tous les besoins. Une alimen-tation directe des pièces client vers la presse de l’utilisateur est également possible.
Vous voulez connaître de plus amples détails ? N’hésitez pas à demander notre catalogue spécial.
PEMSERTER®3000 / 2000 / 4 AF / 4
Gamme de machines PEMSERTER®

71
PEM®
PEMSERTER® 3000 PEMSERTER® 2000 PEMSERTER® 4 AF PEMSERTER® 4
Secondes par course 1 1,5 3 3
Force de presse 71,2 kN 71,2 kN 53,4 kN 53,4 kN
Profondeur du châssis en C 610 mm 610 mm 457 mm 457 mm
Technologie reposant sur l’acier inox • – – –
Détermination auto. de la force de presse • – – –
Contrôle de la force de presse • • – –
Système de sécurité photo-optique • • – –
Inverseur pour outils - QX (quadruple) º º – –
Entraînement QX º º – –
2e bac vibrateur º º – –
Commande à écran tactile PC ind. Windows XP PLC PLC –
Mesure de longueur de l’élément de fixation - FLM
º º – –
Contrôle de vide • • • –
Logiciel d’exploitation • • • –
Enregistrement des images numériques • – – –
Logiciel d’analyse des erreurs • • • –
Robotisation • º – –
Temps de pose / Timer • • • •
Protection des outils • • • •
Compteur d’éléments de fixation • • • •
Faisceau laser • • • •
Compteur de lots • • • –
Taille du bac vibrateur jusqu’à M10 jusqu’à M10 jusqu’à M6 –
Mode d’entraînement servomoteur hydropneumatique air air
Alimentation électrique 230V/50Hz/20 A 230V/50Hz/2 A 230V/50Hz/2 A –
Alimentation air 5 – 6 bar 6 – 8 bar max. 6 bar max. 6 bar
Hauteur 2 080 mm 1 930 mm 1 676 mm 1 676 mm
Largeur 920 mm 920 mm 690 mm 690 mm
Profondeur 1 260 mm 1 260 mm 940 mm 940 mm
Poids env. 1 235 kg env. 1 135 kg env. 390 kg env. 308 kg
Formation et mise en services • • • •
Garantie / années 1 1 1 1
• Standard | º en option | – non disponible
PEMSERTER®3000 / 2000 / 4 AF / 4
Gamme de machines PEMSERTER®

72
Marques
Nos éléments de fixation PEM® sont identifiables par la marque poinçonnée.
Écrous et colonnettes - gorges circulaires
Goujons et vis imperdables - empreinte ronde à une extrémité
Écrous et Hybrid® (métalloplastique)
Marques assurance qualité

73
PEM®

74
PROVEN PRODUCTIVITY – NOTRE ENGAGEMENT VIS-À-VIS DES CLIENTS
La stratégie de la réussite
Sur la base d’une coopération sur le long terme avec nos clients, nous savons comment atteindre des objectifs, et ce de manière éprouvée et durable. Nous avons déterminé ce qui est nécessaire pour renforcer la compétitivité de nos clients. Pour ce faire, nous aidons nos clients dans trois domaines stratégiques principaux.
Premièrement, en trouvant des solutions produit optimales, c’estàdire en évaluant et en utilisant la meilleure pièce d’assemblage pour chaque application envisagée au sein des produits de nos clients.
Deuxièmement, à partir du moment où nos clients commencent à concevoir un nouveau produit, notre ingénierie appliquée livre les solutions les plus « intelligentes » prenant en compte tous les enjeux possibles en termes de technique d’assemblage.
Et troisièmement, pour optimiser les productions de nos clients de façon « smart » et « lean » avec Smart Factory Logistics, notre méthodologie, avec des systèmes logistiques intelligents et avec des solutions sur mesure.
En tant qu’engagement visàvis de nos clients, la « Proven Productivity » repose sur deux éléments : premièrement, il doit être manifeste que cela fonctionne. Et deuxièmement, il doit être possible d’améliorer la productivité et la compétitivité de nos clients de manière durable et mesurable.
Il s’agit là de la philosophie qui nous motive au quotidien : toujours avoir une longueur d’avance.
Dél
ais
d‘ex
écut
ion
plus
rapi
des
Technologie innovante Qualité optimale
Délai de lancement sur le marché P
rocessus allégé
s
F
iabi
lité
Ingénierie appliquée
Solutions produit
ProvenProductivity
Smar
t Fac
tory L
ogistics
Sertitec est née de l’acquisition de l’activité « ser-tissage » de TITANOX par le groupe Bossard en mai 2015. Nous sommes le distributeur exclusif des in-serts PEM® et des presses d’installation PEMSERTER® en France depuis plus de 25 ans.
PEM® a développé en 1942 le concept du sertissage et est le premier fabricant des fixations à sertir pour tôle mince
Spécialistes dans le domaine du sertissage, nous servons aujourd’hui les principaux donneurs d’ordres dans les différents secteurs d’activités comme l’aéronautique, le ferroviaire, l’automobile, le médical, l’éclairage, l’électronique, l’électrique et dans bien d’autres secteurs industriels.
Avec un stock de 4 500 références, nous proposons une large gamme d’insert PEM® standards, intég-rant goujons, écrous, vis imperdables en acier, alu-minium ou acier inoxydable et répondons à toutes demandes spécifiques grâce à nos experts tech-niques qui sont à votre entière disposition.
SERTITEC
Présentation Société

75
PEM®
PROVEN PRODUCTIVITY – NOTRE ENGAGEMENT VIS-À-VIS DES CLIENTS
La stratégie de la réussite
Sur la base d’une coopération sur le long terme avec nos clients, nous savons comment atteindre des objectifs, et ce de manière éprouvée et durable. Nous avons déterminé ce qui est nécessaire pour renforcer la compétitivité de nos clients. Pour ce faire, nous aidons nos clients dans trois domaines stratégiques principaux.
Premièrement, en trouvant des solutions produit optimales, c’estàdire en évaluant et en utilisant la meilleure pièce d’assemblage pour chaque application envisagée au sein des produits de nos clients.
Deuxièmement, à partir du moment où nos clients commencent à concevoir un nouveau produit, notre ingénierie appliquée livre les solutions les plus « intelligentes » prenant en compte tous les enjeux possibles en termes de technique d’assemblage.
Et troisièmement, pour optimiser les productions de nos clients de façon « smart » et « lean » avec Smart Factory Logistics, notre méthodologie, avec des systèmes logistiques intelligents et avec des solutions sur mesure.
En tant qu’engagement visàvis de nos clients, la « Proven Productivity » repose sur deux éléments : premièrement, il doit être manifeste que cela fonctionne. Et deuxièmement, il doit être possible d’améliorer la productivité et la compétitivité de nos clients de manière durable et mesurable.
Il s’agit là de la philosophie qui nous motive au quotidien : toujours avoir une longueur d’avance.
Dél
ais
d‘ex
écut
ion
plus
rapi
des
Technologie innovante Qualité optimale
Délai de lancement sur le marché P
rocessus allégé
s
F
iabi
lité
Ingénierie appliquée
Solutions produit
ProvenProductivity
Smar
t Fac
tory L
ogistics

www.sertitec.com
SertitecBatiment Art’val Paris Nord II9 rue des 3 soeursBP 65068 − Villepinte95972 Roissy Charles de Gaulle cedex
P +33 1 41 59 90 62 F +33 1 49 89 28 72
© S
erti
Tec
/ X10
6_P
EM /
FR /
11-1
6 / T
ous
droi
ts à
mod
ifica
tion
rése
rvés
.