Les composites en aérospatialea.moirier.free.fr/.../Les%20composites%20en%20A%E9rospatial.pdf ·...
14
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 1 Les composites en aérospatiale par Jacques CINQUIN Docteur en Matériaux composites de l’Université Claude-Bernard LYON I Responsable du service Matériaux composites et organiques Centre Commun de Recherche EADS (European Aeronautic Defence and Space) France e choix des matériaux, quelle que soit l’industrie aérospatiale, automobile, ferroviaire, sports et loisirs, bâtiment, génie civil... est toujours un problème complexe où le compromis coût/performance règne en maître. Aujourd’hui en Europe, le marché aérospatial représente environ 120 000 tonnes annuelles de matériaux pour la fabrication des structures (avions, hélicoptères, satellites, missiles), ce qui est relativement modeste si l’on compare ces chiffres uniquement à l’industrie automobile qui représente un tonnage de matériaux utilisé environ 100 fois supérieur. Sur les avions commerciaux, les premiers appareils produits industriellement en grande série utilisaient essentiellement des alliages d’aluminium, de l’acier et du titane. Aujourd’hui, les avions commerciaux les plus récents utilisent en masse encore 54 % d’alliage d’aluminium, mais 20 % de matériaux composites ont été introduits dans la structure, 13 % d’acier, 6 % de titane et 7 % de maté- riaux divers. La qualité première des matériaux composites est de procurer un gain de masse sur la pièce de structure finale compris entre 25 % et 30 % par rapport à une solution alliage d’aluminium tout en conservant d’excellentes propriétés mécaniques. La notion de coûts comparés entre une solution composite et une solution métallique est quant-à-elle assez complexe et très délicate à maîtriser selon que l’on parle de coût d’achat des matières de base, où le prix des préim- prégnés est plus de dix fois supérieur au prix de l’alliage d’aluminium, ou de prix de revient de la pièce élémentaire ou de sous-ensemble complets en intégrant ou non les coûts de maintenance sur la vie du produit. Les principaux matériaux utilisés pour les fibres sont le carbone, le verre et l’aramide. Les matrices sont principalement des matrices thermodurcissables époxydes pour les structures, des matrices thermodurcissables phénoliques pour les aménagements intérieurs. Les matrices thermoplastiques commencent à être introduites pour la réalisation de structures primaires. 1. Principales motivations ......................................................................... AM 5 645 - 2 1.1 Évolution des composites ........................................................................... — 4 1.2 Intérêts et inconvénients pour le constructeur ......................................... — 6 1.3 Intérêts et inconvénients pour les utilisateurs finaux............................... — 7 2. Applications .............................................................................................. — 8 2.1 Avions et hélicoptères ................................................................................. — 8 2.2 Produits spatiaux (satellites)....................................................................... — 12 2.3 Produits militaires (missiles) ...................................................................... — 13 3. Perspectives d’utilisation ...................................................................... — 14 4. Conclusion ................................................................................................. — 14 Pour en savoir plus ........................................................................................... Doc. AM 5 645 L
Transcript of Les composites en aérospatialea.moirier.free.fr/.../Les%20composites%20en%20A%E9rospatial.pdf ·...

Les composites en aérospatiale
par Jacques CINQUINDocteur en Matériaux composites de l’Université Claude-Bernard LYON IResponsable du service Matériaux composites et organiquesCentre Commun de Recherche EADS (European Aeronautic Defence and Space) France
1. Principales motivations ......................................................................... AM 5 645 - 21.1 Évolution des composites........................................................................... — 41.2 Intérêts et inconvénients pour le constructeur ......................................... — 61.3 Intérêts et inconvénients pour les utilisateurs finaux............................... — 7
2. Applications .............................................................................................. — 82.1 Avions et hélicoptères................................................................................. — 8
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 1
e choix des matériaux, quelle que soit l’industrie aérospatiale, automobile,ferroviaire, sports et loisirs, bâtiment, génie civil... est toujours un problème
complexe où le compromis coût/performance règne en maître.Aujourd’hui en Europe, le marché aérospatial représente environ 120 000 tonnes
annuelles de matériaux pour la fabrication des structures (avions, hélicoptères,satellites, missiles), ce qui est relativement modeste si l’on compare ces chiffresuniquement à l’industrie automobile qui représente un tonnage de matériauxutilisé environ 100 fois supérieur.
Sur les avions commerciaux, les premiers appareils produits industriellementen grande série utilisaient essentiellement des alliages d’aluminium, de l’acier etdu titane. Aujourd’hui, les avions commerciaux les plus récents utilisent enmasse encore 54 % d’alliage d’aluminium, mais 20 % de matériaux compositesont été introduits dans la structure, 13 % d’acier, 6 % de titane et 7 % de maté-riaux divers.
La qualité première des matériaux composites est de procurer un gain demasse sur la pièce de structure finale compris entre 25 % et 30 % par rapport àune solution alliage d’aluminium tout en conservant d’excellentes propriétésmécaniques. La notion de coûts comparés entre une solution composite et unesolution métallique est quant-à-elle assez complexe et très délicate à maîtriserselon que l’on parle de coût d’achat des matières de base, où le prix des préim-prégnés est plus de dix fois supérieur au prix de l’alliage d’aluminium, ou de prixde revient de la pièce élémentaire ou de sous-ensemble complets en intégrantou non les coûts de maintenance sur la vie du produit.
Les principaux matériaux utilisés pour les fibres sont le carbone, le verre etl’aramide. Les matrices sont principalement des matrices thermodurcissablesépoxydes pour les structures, des matrices thermodurcissables phénoliquespour les aménagements intérieurs. Les matrices thermoplastiques commencentà être introduites pour la réalisation de structures primaires.
2.2 Produits spatiaux (satellites)....................................................................... — 122.3 Produits militaires (missiles) ...................................................................... — 13
3. Perspectives d’utilisation ...................................................................... — 14
4. Conclusion ................................................................................................. — 14
Pour en savoir plus ........................................................................................... Doc. AM 5 645
L
LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
Dans cet article, on se propose de présenter les avantages et inconvénientsdes matériaux composites pour la réalisation des pièces de structure d’avions,d’hélicoptères, de satellites et de missiles du point de vue du constructeur et dupoint de vue de l’utilisateur final. Dans le dernier paragraphe, on s’efforcera deprésenter les tendances d’évolution d’utilisation des composites sur les struc-tures aérospatiales.
1. Principales motivations
La principale motivation d’utilisation des matériaux compositespour la réalisation de structures sur les produits aéronautiques estessentiellement le gain de masse apporté tout en conservantd’excellentes caractéristiques mécaniques.
Les matériaux composites présentent aussi une quasi-insensibi-lité à la fatigue en comparaison des matériaux métalliques quinécessitent en maintenance un suivi régulier de la propagation desfissures de fatigue dans les pièces de structure.
accumulées lors d’un foudroiement de la structure en vol. Pour unestructure non protégée, un impact de foudre peut entraîner la perfo-ration de la structure alors qu’après protection par un grillage debronze les charges électriques s’écoulent sur la structure sansendommagement prépondérant de cette dernière.
■ Comportement aux chocs. C’est un paramètre important àprendre en compte dans le dimensionnement d’une structure encomposite. En effet, des chocs comme la chute des outils lors desopérations d’assemblage ou de maintenance peuvent entraîner desdélaminages qui peuvent réduire les performances mécaniques defaçon non négligeable (jusqu’à 50 %). Des précautions particulières
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 2 © Techniques de l’Ingénieur, traité Plastiques et Composites
De plus, les matériaux composites ne sont pas sujet à la corro-sion. Cependant, ils nécessitent une bonne isolation électrique lorsdes assemblages avec des pièces en alliage léger entre le compositeet le métal pour éviter la corrosion galvanique de l’aluminium si lafibre de renfort est en carbone.
Les techniques de fabrication des matériaux composites permet-tent l’obtention de formes complexes directement par moulageavec possibilité de réaliser en une seule pièce un ensemble, qui enmétal nécessiterait plusieurs sous-éléments. Cela permet de réduireles coûts d’assemblage de façon importante. De par la structure etles procédés de fabrication des composites, les concepteurs de piè-ces composites peuvent positionner dans une pièce la matière auxendroits où elle est nécessaire et aligner les fibres de renfort dansles directions des efforts de la pièce. Pour retirer tout le bénéfice del’utilisation des composites sur une structure, il est donc impératifau niveau du bureau d’étude de disposer d’une filière complètecomposite pour concevoir les pièces en fonction du matériau et duprocédé de mise en œuvre le plus adapté.
Si le coût matière première des préimprégnés est relativementélevé par rapport aux alliages d’aluminium (facteur pouvant êtresupérieur à 10), cette différence de coût est en partie compensée parle fait que les chutes matériaux sont relativement limitées de par lesprocédés de fabrication utilisés (moulage). En comparaison, unepièce en alliage d’aluminium peut présenter des taux de chutes dematières (matière enlevée à l’usinage) pouvant atteindre 90 %. Lamajorité de la matière part donc en copeaux à l’usinage.
Les matériaux composites présentent cependant un certain nom-bre de particularités qu’il faut prendre en compte.
■ Vieillissement. Si les composites sont insensibles à la corro-sion, le vieillissement humide n’est pas à négliger car il induit unebaisse des propriétés. Par contre, cette baisse des propriétés estlimitée, et à partir d’un état de saturation n’évolue plus, ce qui per-met de pouvoir prendre en compte cette chute de performancedirectement à la conception sans rencontrer de problèmes particu-liers au cours de l’utilisation contrairement à la corrosion qui peutdétruire petit à petit l’intégrité des structures métalliques si la pro-tection n’est pas parfaitement réalisée.
■ Tenue à la foudre. Du fait de la conductivité électrique non suf-fisante des matériaux composites, une protection particulière doitêtre utilisée pour protéger les structures contre les foudroiements.Une solution a été trouvée en ajoutant à la surface des structures ungrillage de bronze qui a pour rôle d’écouler les charges électriques
doivent être prises pour éviter ce type de désagrément (protectionde certaines zones de pièce avec de la mousse pendant les phasesd’assemblage par exemple).
■ Sensibilité aux trous. Les structures composites sont assem-blées généralement par boulonnage et rivetage. Le fait de percer lesstructures composites peut entraîner des chutes de performance de50 % sur certains matériaux. Cette particularité de comportementest primordiale à prendre en compte lors de la conception despièces.
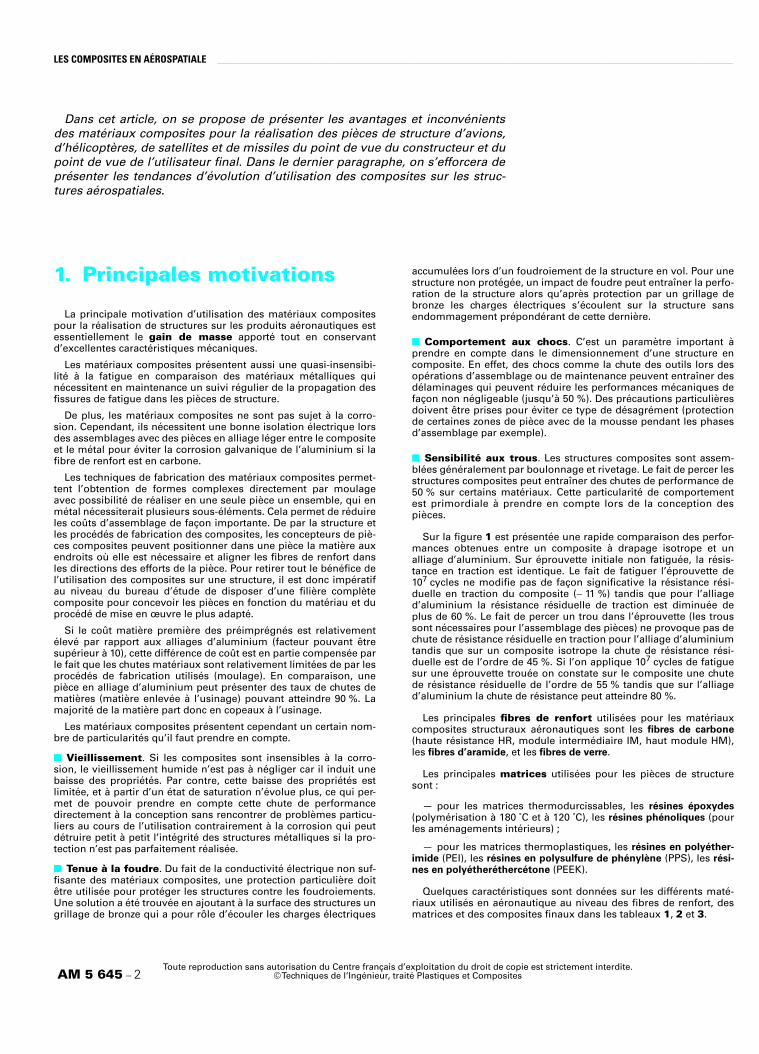
Sur la figure 1 est présentée une rapide comparaison des perfor-mances obtenues entre un composite à drapage isotrope et unalliage d’aluminium. Sur éprouvette initiale non fatiguée, la résis-tance en traction est identique. Le fait de fatiguer l’éprouvette de107 cycles ne modifie pas de façon significative la résistance rési-duelle en traction du composite (− 11 %) tandis que pour l’alliaged’aluminium la résistance résiduelle de traction est diminuée deplus de 60 %. Le fait de percer un trou dans l’éprouvette (les troussont nécessaires pour l’assemblage des pièces) ne provoque pas dechute de résistance résiduelle en traction pour l’alliage d’aluminiumtandis que sur un composite isotrope la chute de résistance rési-duelle est de l’ordre de 45 %. Si l’on applique 107 cycles de fatiguesur une éprouvette trouée on constate sur le composite une chutede résistance résiduelle de l’ordre de 55 % tandis que sur l’alliaged’aluminium la chute de résistance peut atteindre 80 %.
Les principales fibres de renfort utilisées pour les matériauxcomposites structuraux aéronautiques sont les fibres de carbone(haute résistance HR, module intermédiaire IM, haut module HM),les fibres d’aramide, et les fibres de verre.
Les principales matrices utilisées pour les pièces de structuresont :
— pour les matrices thermodurcissables, les résines époxydes(polymérisation à 180 ˚C et à 120 ˚C), les résines phénoliques (pourles aménagements intérieurs) ;
— pour les matrices thermoplastiques, les résines en polyéther-imide (PEI), les résines en polysulfure de phénylène (PPS), les rési-nes en polyétheréthercétone (PEEK).
Quelques caractéristiques sont données sur les différents maté-riaux utilisés en aéronautique au niveau des fibres de renfort, desmatrices et des composites finaux dans les tableaux 1, 2 et 3.

______________________________________________________________________________________________________ LES COMPOSITES EN AÉROSPATIALE
(0)
Figure 1 – Comparaison des performances résiduelles en traction et en fatigue d’éprouvettes en composite à fibres de carbone et en alliage d’aluminium
Résistanceen traction
Tenue en fatigueaprès 107
cycles
Résistance en tractiond ’une plaque percée
(MPa) (MPa) (MPa) (MPa)
Compositecarboneisotrope
450 ~400 ~250 ~200
Alliagealuminium 45 ~170 50 ~90
Tenue en fatigueaprès 107 cycles
d ’une plaque percée
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 3
(0)
Tableau 1 – Propriétés des principales fibres de renfort utilisées dans les composites pour l’aérospatiale
Type de fibresContrainte rupture
en traction(MPa)
Module de traction
(GPa)
Allongement à rupture(%) Densité
Coefficient de dilatation sens fibre
(10−6/K)
Carbone HR 3 900 230 1,6 1,77 − 0,1 à − 0,3
Carbone IM 5 300 300 1,8 1,78 − 0,3 à − 0,8
Carbone HM 3 900 540 0,7 1,93 − 0,8 à − 1,5
Bore 3 600 400 0,9 2,5
Aramide 3 600 125 2,9 1,44 − 5,2
Verre S 4 500 73 5 2,5 2
Tableau 2 – Propriétés des principales matrices utilisées dans les composites pour l’aérospatiale
Type de matriceContrainte rupture
en traction(MPa)
Module de traction
(MPa)
Allongement à rupture
(%)Densité
Température transition vitreuse
(˚C)
Température fusion
(˚C)
Époxyde 180 ˚C 80 3 600 2,5 1,3 180 Sans objet
Phénolique Sans objet
Bismaléimide 100 4 100 2,4 1,3 260 Sans objet
Polyimide Sans objet
ThermoplastiquePolysulfure de phénylène (PPS)
65 3 800 1,6 1,35 90 283
ThermoplastiquePolyétheréthercétone (PEEK)
100 3 600 4,9 1,3 143 334
LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
(0)
1.1 Évolution des composites
1.1.1 Avions et hélicoptères
6 % de la masse de la structure de l’avion. Les premières applica-tions des composites renforcés avec des fibres de carbone sontapparues au début des années 1970 avec des pièces secondairescomme les portes de nacelles sur le Vautour, ou des parties mobiles
Tableau 3 – Comparaison des caractéristiques des principaux matériaux composites utilisés en aérospatiale
Matériaux Densité dModule d’Young E en traction UD 0˚
(GPa)Résistance à la rupture en traction UD 0˚
(MPa) E/d
Époxyde/carbone HR 1,6 143 2 000 89
Époxyde/carbone IM 1,6 174 2 400 108
Époxyde/carbone HM 1,7 320 2 000 188
Époxyde/verre 55 % fibre en volume 2 25 350 12,5
Époxyde/aramide 1,35 70 1 500 52
Alliage aluminium 2,7 70 300 à 650 26
Acier 7,8 210 27
Titane 4,5 120 1 100 27
UD 0˚ : unidirectionnelle dans le sens des fibres.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 4 © Techniques de l’Ingénieur, traité Plastiques et Composites
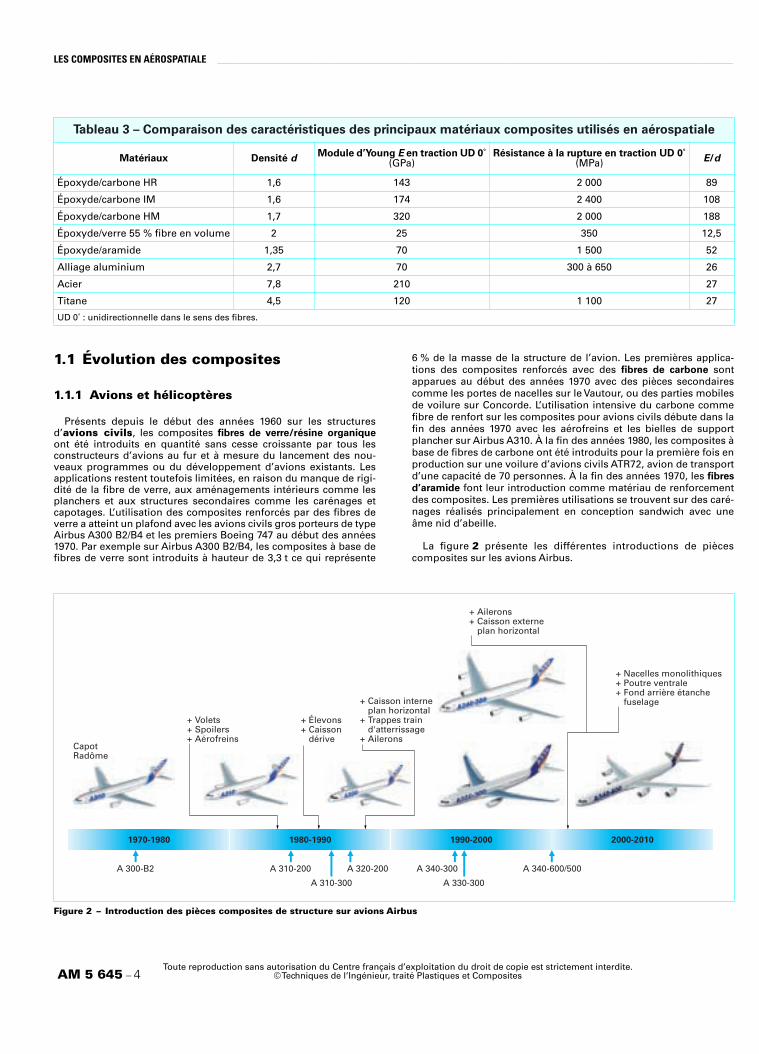
Présents depuis le début des années 1960 sur les structuresd’avions civils, les composites fibres de verre/résine organiqueont été introduits en quantité sans cesse croissante par tous lesconstructeurs d’avions au fur et à mesure du lancement des nou-veaux programmes ou du développement d’avions existants. Lesapplications restent toutefois limitées, en raison du manque de rigi-dité de la fibre de verre, aux aménagements intérieurs comme lesplanchers et aux structures secondaires comme les carénages etcapotages. L’utilisation des composites renforcés par des fibres deverre a atteint un plafond avec les avions civils gros porteurs de typeAirbus A300 B2/B4 et les premiers Boeing 747 au début des années1970. Par exemple sur Airbus A300 B2/B4, les composites à base defibres de verre sont introduits à hauteur de 3,3 t ce qui représente
de voilure sur Concorde. L’utilisation intensive du carbone commefibre de renfort sur les composites pour avions civils débute dans lafin des années 1970 avec les aérofreins et les bielles de supportplancher sur Airbus A310. À la fin des années 1980, les composites àbase de fibres de carbone ont été introduits pour la première fois enproduction sur une voilure d’avions civils ATR72, avion de transportd’une capacité de 70 personnes. À la fin des années 1970, les fibres
d’aramide font leur introduction comme matériau de renforcementdes composites. Les premières utilisations se trouvent sur des caré-nages réalisés principalement en conception sandwich avec uneâme nid d’abeille.
La figure 2 présente les différentes introductions de piècescomposites sur les avions Airbus.
Figure 2 – Introduction des pièces composites de structure sur avions Airbus
CapotRadôme
+ Volets+ Spoilers+ Aérofreins
+ Élevons+ Caisson
dérive
+ Caisson interneplan horizontal
+ Trappes traind'atterrissage
+ Ailerons
+ Ailerons+ Caisson externe
plan horizontal
+ Nacelles monolithiques+ Poutre ventrale+ Fond arrière étanche
fuselage
1970-1980 1980-1990 1990-2000 2000-2010
A 300-B2 A 310-200
A 310-300
A 320-200
A 330-300
A 340-300 A 340-600/500
______________________________________________________________________________________________________ LES COMPOSITES EN AÉROSPATIALE
(0)
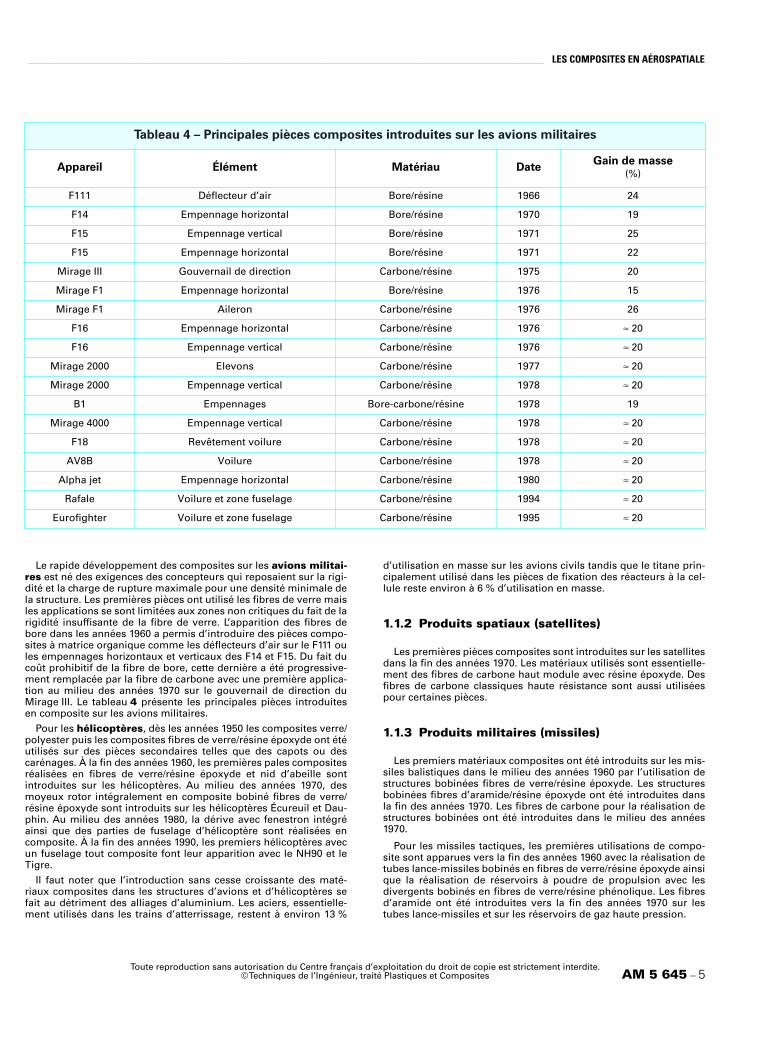
Tableau 4 – Principales pièces composites introduites sur les avions militaires
Appareil Élément Matériau DateGain de masse
(%)
F111 Déflecteur d’air Bore/résine 1966 24
F14 Empennage horizontal Bore/résine 1970 19
F15 Empennage vertical Bore/résine 1971 25
F15 Empennage horizontal Bore/résine 1971 22
Mirage III Gouvernail de direction Carbone/résine 1975 20
Mirage F1 Empennage horizontal Bore/résine 1976 15
Mirage F1 Aileron Carbone/résine 1976 26
F16 Empennage horizontal Carbone/résine 1976 ≈ 20
F16 Empennage vertical Carbone/résine 1976 ≈ 20
Mirage 2000 Elevons Carbone/résine 1977 ≈ 20
Mirage 2000 Empennage vertical Carbone/résine 1978 ≈ 20
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 5
Le rapide développement des composites sur les avions militai-res est né des exigences des concepteurs qui reposaient sur la rigi-dité et la charge de rupture maximale pour une densité minimale dela structure. Les premières pièces ont utilisé les fibres de verre maisles applications se sont limitées aux zones non critiques du fait de larigidité insuffisante de la fibre de verre. L’apparition des fibres debore dans les années 1960 a permis d’introduire des pièces compo-sites à matrice organique comme les déflecteurs d’air sur le F111 oules empennages horizontaux et verticaux des F14 et F15. Du fait ducoût prohibitif de la fibre de bore, cette dernière a été progressive-ment remplacée par la fibre de carbone avec une première applica-tion au milieu des années 1970 sur le gouvernail de direction duMirage III. Le tableau 4 présente les principales pièces introduitesen composite sur les avions militaires.
Pour les hélicoptères, dès les années 1950 les composites verre/polyester puis les composites fibres de verre/résine époxyde ont étéutilisés sur des pièces secondaires telles que des capots ou descarénages. À la fin des années 1960, les premières pales compositesréalisées en fibres de verre/résine époxyde et nid d’abeille sontintroduites sur les hélicoptères. Au milieu des années 1970, desmoyeux rotor intégralement en composite bobiné fibres de verre/résine époxyde sont introduits sur les hélicoptères Écureuil et Dau-phin. Au milieu des années 1980, la dérive avec fenestron intégréainsi que des parties de fuselage d’hélicoptère sont réalisées encomposite. À la fin des années 1990, les premiers hélicoptères avecun fuselage tout composite font leur apparition avec le NH90 et leTigre.
Il faut noter que l’introduction sans cesse croissante des maté-riaux composites dans les structures d’avions et d’hélicoptères sefait au détriment des alliages d’aluminium. Les aciers, essentielle-ment utilisés dans les trains d’atterrissage, restent à environ 13 %
d’utilisation en masse sur les avions civils tandis que le titane prin-cipalement utilisé dans les pièces de fixation des réacteurs à la cel-lule reste environ à 6 % d’utilisation en masse.
1.1.2 Produits spatiaux (satellites)
Les premières pièces composites sont introduites sur les satellitesdans la fin des années 1970. Les matériaux utilisés sont essentielle-ment des fibres de carbone haut module avec résine époxyde. Desfibres de carbone classiques haute résistance sont aussi utiliséespour certaines pièces.
1.1.3 Produits militaires (missiles)
Les premiers matériaux composites ont été introduits sur les mis-siles balistiques dans le milieu des années 1960 par l’utilisation destructures bobinées fibres de verre/résine époxyde. Les structuresbobinées fibres d’aramide/résine époxyde ont été introduites dansla fin des années 1970. Les fibres de carbone pour la réalisation destructures bobinées ont été introduites dans le milieu des années1970.
Pour les missiles tactiques, les premières utilisations de compo-site sont apparues vers la fin des années 1960 avec la réalisation detubes lance-missiles bobinés en fibres de verre/résine époxyde ainsique la réalisation de réservoirs à poudre de propulsion avec lesdivergents bobinés en fibres de verre/résine phénolique. Les fibresd’aramide ont été introduites vers la fin des années 1970 sur lestubes lance-missiles et sur les réservoirs de gaz haute pression.
B1 Empennages Bore-carbone/résine 1978 19
Mirage 4000 Empennage vertical Carbone/résine 1978 ≈ 20
F18 Revêtement voilure Carbone/résine 1978 ≈ 20
AV8B Voilure Carbone/résine 1978 ≈ 20
Alpha jet Empennage horizontal Carbone/résine 1980 ≈ 20
Rafale Voilure et zone fuselage Carbone/résine 1994 ≈ 20
Eurofighter Voilure et zone fuselage Carbone/résine 1995 ≈ 20
LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
(0)
1.2 Intérêts et inconvénients pour le constructeur
1.2.1 Avions et hélicoptères
Le constructeur pour rester compétitif par rapport aux produitsdes concurrents doit proposer les produits les plus performants à un
métallique (couramment en bronze) sur le dernier pli des pièces(sous la couche de peinture) facilite l’écoulement des charges élec-triques à la surface des pièces pouvant être exposées aux impactsde foudre.
La sensibilité aux chocs de faible énergie, comme la chute d’outilslors des opérations d’assemblage ou de maintenance des appareils,est un point particulier qui nécessite de prendre des actions de pro-tection.
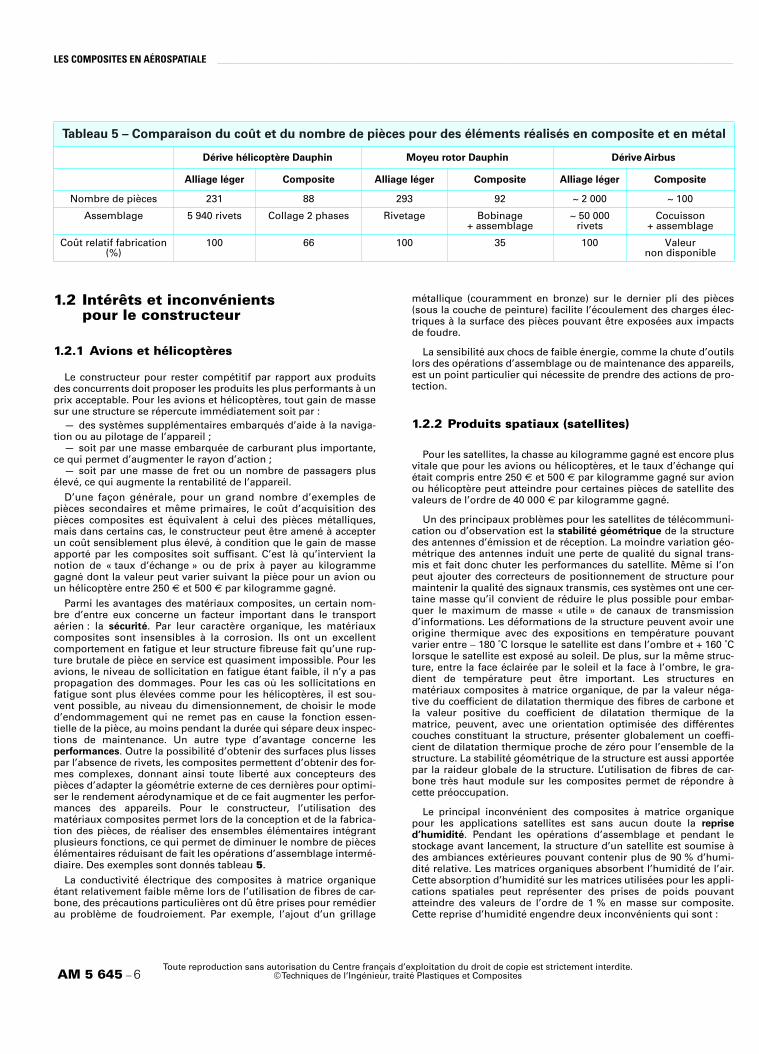
Tableau 5 – Comparaison du coût et du nombre de pièces pour des éléments réalisés en composite et en métal
Dérive hélicoptère Dauphin Moyeu rotor Dauphin Dérive Airbus
Alliage léger Composite Alliage léger Composite Alliage léger Composite
Nombre de pièces 231 88 293 92 ~ 2 000 ~ 100
Assemblage 5 940 rivets Collage 2 phases Rivetage Bobinage + assemblage
~ 50 000 rivets
Cocuisson + assemblage
Coût relatif fabrication (%)
100 66 100 35 100 Valeur non disponible
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 6 © Techniques de l’Ingénieur, traité Plastiques et Composites
prix acceptable. Pour les avions et hélicoptères, tout gain de massesur une structure se répercute immédiatement soit par :
— des systèmes supplémentaires embarqués d’aide à la naviga-tion ou au pilotage de l’appareil ;
— soit par une masse embarquée de carburant plus importante,ce qui permet d’augmenter le rayon d’action ;
— soit par une masse de fret ou un nombre de passagers plusélevé, ce qui augmente la rentabilité de l’appareil.
D’une façon générale, pour un grand nombre d’exemples depièces secondaires et même primaires, le coût d’acquisition despièces composites est équivalent à celui des pièces métalliques,mais dans certains cas, le constructeur peut être amené à accepterun coût sensiblement plus élevé, à condition que le gain de masseapporté par les composites soit suffisant. C’est là qu’intervient lanotion de « taux d’échange » ou de prix à payer au kilogrammegagné dont la valeur peut varier suivant la pièce pour un avion ouun hélicoptère entre 250 € et 500 € par kilogramme gagné.
Parmi les avantages des matériaux composites, un certain nom-bre d’entre eux concerne un facteur important dans le transportaérien : la sécurité. Par leur caractère organique, les matériauxcomposites sont insensibles à la corrosion. Ils ont un excellentcomportement en fatigue et leur structure fibreuse fait qu’une rup-ture brutale de pièce en service est quasiment impossible. Pour lesavions, le niveau de sollicitation en fatigue étant faible, il n’y a paspropagation des dommages. Pour les cas où les sollicitations enfatigue sont plus élevées comme pour les hélicoptères, il est sou-vent possible, au niveau du dimensionnement, de choisir le moded’endommagement qui ne remet pas en cause la fonction essen-tielle de la pièce, au moins pendant la durée qui sépare deux inspec-tions de maintenance. Un autre type d’avantage concerne lesperformances. Outre la possibilité d’obtenir des surfaces plus lissespar l’absence de rivets, les composites permettent d’obtenir des for-mes complexes, donnant ainsi toute liberté aux concepteurs despièces d’adapter la géométrie externe de ces dernières pour optimi-ser le rendement aérodynamique et de ce fait augmenter les perfor-mances des appareils. Pour le constructeur, l’utilisation desmatériaux composites permet lors de la conception et de la fabrica-tion des pièces, de réaliser des ensembles élémentaires intégrantplusieurs fonctions, ce qui permet de diminuer le nombre de piècesélémentaires réduisant de fait les opérations d’assemblage intermé-diaire. Des exemples sont donnés tableau 5.
La conductivité électrique des composites à matrice organiqueétant relativement faible même lors de l’utilisation de fibres de car-bone, des précautions particulières ont dû être prises pour remédierau problème de foudroiement. Par exemple, l’ajout d’un grillage
1.2.2 Produits spatiaux (satellites)
Pour les satellites, la chasse au kilogramme gagné est encore plusvitale que pour les avions ou hélicoptères, et le taux d’échange quiétait compris entre 250 € et 500 € par kilogramme gagné sur avionou hélicoptère peut atteindre pour certaines pièces de satellite desvaleurs de l’ordre de 40 000 € par kilogramme gagné.
Un des principaux problèmes pour les satellites de télécommuni-cation ou d’observation est la stabilité géométrique de la structuredes antennes d’émission et de réception. La moindre variation géo-métrique des antennes induit une perte de qualité du signal trans-mis et fait donc chuter les performances du satellite. Même si l’onpeut ajouter des correcteurs de positionnement de structure pourmaintenir la qualité des signaux transmis, ces systèmes ont une cer-taine masse qu’il convient de réduire le plus possible pour embar-quer le maximum de masse « utile » de canaux de transmissiond’informations. Les déformations de la structure peuvent avoir uneorigine thermique avec des expositions en température pouvantvarier entre − 180 ˚C lorsque le satellite est dans l’ombre et + 160 ˚Clorsque le satellite est exposé au soleil. De plus, sur la même struc-ture, entre la face éclairée par le soleil et la face à l’ombre, le gra-dient de température peut être important. Les structures enmatériaux composites à matrice organique, de par la valeur néga-tive du coefficient de dilatation thermique des fibres de carbone etla valeur positive du coefficient de dilatation thermique de lamatrice, peuvent, avec une orientation optimisée des différentescouches constituant la structure, présenter globalement un coeffi-cient de dilatation thermique proche de zéro pour l’ensemble de lastructure. La stabilité géométrique de la structure est aussi apportéepar la raideur globale de la structure. L’utilisation de fibres de car-bone très haut module sur les composites permet de répondre àcette préoccupation.
Le principal inconvénient des composites à matrice organiquepour les applications satellites est sans aucun doute la reprised’humidité. Pendant les opérations d’assemblage et pendant lestockage avant lancement, la structure d’un satellite est soumise àdes ambiances extérieures pouvant contenir plus de 90 % d’humi-dité relative. Les matrices organiques absorbent l’humidité de l’air.Cette absorption d’humidité sur les matrices utilisées pour les appli-cations spatiales peut représenter des prises de poids pouvantatteindre des valeurs de l’ordre de 1 % en masse sur composite.Cette reprise d’humidité engendre deux inconvénients qui sont :
______________________________________________________________________________________________________ LES COMPOSITES EN AÉROSPATIALE
— une variation de volume de la structure, ce qui entraîne unedéformation de cette dernière avec tous les inconvénients listésprécédemment ;
— une désorption de l’humidité après largage du satellite dansl’espace avec pollution possible de la surface des miroirs d’antenneentraînant une atténuation des signaux de transmission.
C’est pour ces raisons que les satellites une fois fabriqués sontstockés en ambiance sèche et même parfois sous vide avant d’êtrelancés pour éviter les reprises d’humidité dans la structure compo-site.
1.2.3 Produits militaires (missiles)
Pour les missiles, le principal avantage pour le constructeur d’uti-liser des matériaux composites est de pouvoir proposer à ses clientsdes produits plus performants. Nous ne parlerons pas ici du gain demasse dont les avantages sont présentés dans le paragraphe 1.3.3.Par contre, l’utilisation des composites sur les ailettes de guidagedes missiles permet de garder une bonne maîtrise de la trajectoirejusqu’à la cible finale. À cause de l’échauffement cinétique provoquépar le frottement de l’air sur la structure des ailettes de missile en finde trajectoire, les ailettes en alliage d’aluminium peuvent fondredans certaines conditions et le missile poursuit sa trajectoire sans
duction des composites sur les structures satellites est le gain de
masse réalisé.
1.3.3 Produits militaires (missiles)
Pour l’utilisateur final des missiles qui est le militaire sur le champ
de bataille, le principal avantage de l’utilisation des composites estencore le gain de masse obtenu. Pour les missiles portables oulance-rockets, ce gain de masse permet une meilleure manœuvrabi-lité par le fantassin sur le terrain. Pour les missiles tactiques, le gainde masse permet soit d’augmenter le rayon d’action du missile, soitd’augmenter la puissance des systèmes d’aide à la navigation, soitd’augmenter la charge utile, ce qui se traduit dans tous les cas par
Exemple : l’utilisation de matériaux composites sur la structured’un satellite de télécommunication de type Intelsat 5 permet un gainde masse de l’ordre de 4 % sur l’ensemble du satellite équipé avec sesinstruments de communication et ses moteurs. Ce gain de masse per-met de gagner 9 kg qui sont mis à profit pour augmenter le nombre decircuits de communication. Sur une durée d’utilisation de 7 ans, la loca-tion de ces circuits de communication supplémentaires permet derembourser le prix de mise en orbite du satellite.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 7
contrôle, ce qui entraîne une perte de précision du tir. L’utilisation dematériaux composites sur les ailettes de par une plus faible conduc-tivité thermique fait qu’en fin de mission, les ailettes conservent unecertaine intégrité de forme, ce qui permet de maintenir la trajectoiredu missile sans perte de précision.
1.3 Intérêts et inconvénients pour les utilisateurs finaux
1.3.1 Avions et hélicoptères
L’utilisateur final, dans le cas des avions et hélicoptères la compa-gnie aérienne ou l’opérateur, ne voit dans l’utilisation de compositepour la réalisation de pièces de structure que l’augmentation de per-formance proposée sur le produit final et les opérations de mainte-nance associées. Le paragraphe 1.3.4 présente l’aspect maintenancede façon plus précise.
Sur le plan de la performance, pour un avion civil, environ 30 %de la masse totale de l’appareil en état de vol provient de la massede la structure, environ 20 % provient des moteurs et des systèmeset environ 50 % provient de la charge marchande et du carburant.
Ce gain de masse, environ 5 % par rapport à une structure équiva-lente entièrement métallique, se traduit par une augmentation de lacharge marchande de l’avion et par une diminution de consomma-tion non négligeable par rapport à la charge marchande transportée.Sur la vie de l’avion, l’économie de carburant représente plusieursmilliers de tonnes de kérosène.
1.3.2 Produits spatiaux (satellites)
L’utilisateur final dans le cas des satellites sera défini commel’opérateur du satellite. Sur la durée de vie d’un satellite, l’utilisateurfinal n’a en général pas d’opération de maintenance à effectuer surla structure. Le principal avantage pour l’utilisateur final de l’intro-
une augmentation des performances du missile. Les matériauxcomposites offrent aussi la possibilité de proposer des structuresglobalement plus discrètes vis-à-vis de la détection radar. De plus,l’insensibilité à la corrosion des matériaux composites facilite lamise en place des conditions de stockage de longue durée des mis-siles.
Par contre, du fait de la sensibilité aux chocs des matériaux com-posites, des précautions particulières de manutention doivent êtreprises pour éviter d’endommager les structures.
1.3.4 Maintenance en service
Au niveau de la maintenance en service, les principales structuresconcernées sont les structures d’avions, les structures d’hélicoptè-res et dans une moindre mesure les structures de missiles. Lesstructures de satellites ne sont pratiquement pas concernées par lesproblèmes de maintenance.
Pour les avions et hélicoptères, l’introduction des composites aobligé les compagnies aériennes à mettre en place de nouvellesméthodes de détection de dommages (contrôles ultrasons) et deréparation adaptées aux composites. Du fait de la grande diversitédes matériaux composites utilisés sur les différents avions ou héli-coptères existant sur le marché, les ateliers de maintenance sontobligés d’avoir à disposition un nombre relativement important dekits de réparation adaptés à chaque nuance de composite utilisé.Ces kits de réparation ont en général des durées de vie limitées(environ 12 mois stockés à − 18 ˚C) et sont relativement onéreux dufait de leur approvisionnement en faible quantité. De plus, ces pro-duits sont très souvent mis à la poubelle à cause de leur date depéremption qui arrive à échéance avant d’avoir trouvé une utilisa-tion de réparation. Il faut tout de même signaler que les problèmesde réparation concernent pour l’instant essentiellement les compo-
sites sandwich qui sont relativement sensibles aux chocs et utiliséssur des pièces plus exposées aux dommages (radômes, trappes detrains d’atterrissage, pièces mobiles de voilure). Le principal incon-vénient d’une structure sandwich légèrement endommagée estqu’elle peut laisser entrer de l’eau à l’intérieur des alvéoles du nidd’abeille. Cette eau emprisonnée diminue la durée de vie de la pièce,facilite le décollement de la peau du sandwich et alourdit considéra-
Exemple : sur un Airbus A320, la structure représente environ22 500 kg. Sur ces 22 500 kg, on a environ 20 % de composite soitenviron 4 500 kg. Si l’on considère que le composite permet de gagneren moyenne 25 % de masse, le gain de masse sur la structure repré-sente environ 1 100 kg.

LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
blement la pièce de structure concernée. Sur les composites mono-lithiques, ce problème ne se pose pas.
2. Applications
2.1 Avions et hélicoptères
2.1.1 Pièces d’aménagement intérieur
Les matériaux composites ont très vite trouvé leur place sur lespièces d’aménagement intérieur d’avions ou d’hélicoptères. Les Les pièces d’aménagement intérieur sont principalement réa-
Exemple : le cas de la voilure extrême de l’ATR 72 est intéres-sant. Sur environ 300 avions en service, avec une première mise enservice en 1987, aucun ennui majeur n’a été constaté sur les partiescomposites, avec un coût de maintenance réduit de 30 % par rapportau coût de maintenance d’une voilure équivalente en matériau métalli-que. Ce coût de maintenance est réduit essentiellement par l’absencede corrosion et l’absence de propagation de fissures de fatigue qu’il estnécessaire de répertorier et dont il faut suivre l’évolution.
Figure 4 – Pièce aménagement intérieur d’avion de conditionnementd’air en composite tissu de fibres de verre dans une résine phénolique
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 8 © Techniques de l’Ingénieur, traité Plastiques et Composites
principales caractéristiques demandées pour ces applications sont :— une mise en œuvre pouvant être réalisée de façon peu oné-
reuse sans utilisation de moyens lourds comme les autoclaves ;— des propriétés de feu/fumée/toxicité répondant aux normes en
vigueur.
Ce dernier point est très important car il représente le principalinconvénient pour l’utilisation des matériaux composites à matriceorganique dans les aménagements intérieurs. De nombreuses victi-mes du transport aérien périssent non pas à cause du crash del’avion mais asphyxiées par les fumées dégagées lors des incendiesqui se déclarent à la suite du crash. Pour les aménagements inté-rieurs d’avions, les trois principales exigences concernent l’opacitédes fumées, la toxicité de fumées et la quantité de chaleur dégagéepar le matériau, pendant la combustion.
Les pièces d’aménagement intérieur qui se situent dans la partievisible de la cabine sont les panneaux de revêtement et d’habillagedu fuselage (figure 3), les pourtours de hublots, les coffres à baga-ges, les tablettes de sièges, les galets de service. Les planchers fontaussi partie des aménagements intérieurs bien qu’un minimum deperformances mécaniques soit requis pour ces pièces. Les plan-chers avions sont des structures sandwich avec âme nid d’abeilleNomex (résine phénolique sur fibres d’aramide) avec des peaux enfibres carbone ou de verre dans une résine époxyde. Pour les piècesnon visibles, on trouve les conduites de conditionnement d’air(figure 4).
lisées en composites renforcés par des tissus en fibres de verre oud’aramide dans une matrice phénolique. Les matrices phénoliquessont utilisées à cause de leurs bonnes propriétés en feu/fumée/toxi-cité malgré une mise en œuvre délicate avec dégagement de pro-duit de réaction pendant la polymérisation qui nécessite desgammes de fabrication adaptées permettant d’évacuer le produit deréaction formé (eau).
2.1.2 Pièces de structure
L’utilisation des matériaux composites sur les structures d’avionsn’a cessé de croître au fil des années. Le tableau 6 présente les tauxd’utilisation de composite par rapport à la masse totale de structurede l’appareil.
(0)
Figure 3 – Pièce aménagement intérieur d’avion en compositetissu de fibres de verre dans une résine phénolique
Tableau 6 – Taux de matériaux composites par rapport à la masse totale de structure
Type ProgrammeAnnée
d’introduction
Taux de composite(% en masse
de la structure)
Avions d’affaire
AVTEK 400 1985 80
BEECH STARSHIP
1986 78
Avions civils DC9 1965 0,5
B747 1969 1,5
A300-600 1980 4,5
MD80 1981 1
A310 1982 8
B767 1983 3,5
B737-300 1984 1
A320 1988 20
B747-400 1990 2
A340 1991 18
MD11 1991 4,5
B777 1996 10

______________________________________________________________________________________________________ LES COMPOSITES EN AÉROSPATIALE
de l’appareil (radars) des chocs pouvant intervenir comme parexemple les collisions avec les oiseaux pendant les phases dedécollage et d’atterrissage. De par sa fonction, la qualité premièredemandée à cette pièce est la transparence aux ondes électroma-gnétiques. Pour respecter cette exigence, les fibres de carbone nepeuvent pas être utilisées. Les radômes doivent assurer le maintiendu profil aérodynamique en résistant à la pression exercée par l’airen vol. De nombreuses opérations de réparation sont effectuées aucours de la vie de l’appareil sur les radômes ;
— toutes les parties mobiles de la voilure en grande partie aussiréalisées en structure sandwich (ailerons, volets de profondeur,aérofreins) avec pour les zones les plus chargées mécaniquementl’utilisation de composite monolithique. Certaines de ces pièces sui-vant leur positionnement par rapport aux roues du train d’atterris-sage sont aussi soumises à de nombreux endommagementsprovoqués pendant les phases de roulage sur piste au décollage età l’atterrissage par projection d’éléments comme des gravillons. Lafigure 6 présente une partie mobile d’Airbus A320 ;
— les carénages de protection du train d’atterrissage sous l’avionqui ont surtout un rôle aérodynamique vis-à-vis du train d’atterris-sage en position rentrée pendant le vol de l’appareil. Ces pièces sontréalisées en structure sandwich avec âme Nomex et peaux en tissusde fibres de verre ou d’aramide dans une résine époxyde. Ces piè-ces sont aussi soumises aux dommages lors du roulement del’appareil sur la piste et aussi aux collisions des engins de manuten-
Avions de transport, militaires et bombardiers
B-1B 1984 6
C-17 1992 6
B2 1995 38
Avion de chasse
F-111 1967 2
F-15 1972 5
F-16 1975 2
F-18C/D 1978 13
AV-8B 1982 28
RAFALE 1994 29
EURO-FIGHTER
1994 38
F-22 1996 28
Tableau 6 – Taux de matériaux composites par rapport à la masse totale de structure (suite)
Type ProgrammeAnnée
d’introduction
Taux de composite(% en masse
de la structure)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 9
■ Sur tous les avions civils, de type Airbus ou Boeing, l’appareilqui utilise le plus de composite en pourcentage est l’Airbus A320. Letaux de composite de la structure représente environ 20 % du totalde la masse. Les pièces réalisées en composite sur l’Airbus A320(figure 5) sont principalement :
— les radômes fabriqués en structure sandwich avec âme nidd’abeille Nomex (résine phénolique sur papier en fibres d’aramide)et peaux en tissu de fibres de quartz dans une résine époxyde. Cettepièce a pour but principal de protéger les instruments de navigation
tion lors des opérations de chargement et de déchargement dessoutes de l’appareil ;
— la dérive et les plans horizontaux arrières qui sont essentielle-ment réalisés en composite monolithique à partir de préimprégnésnappe unidirectionnelle ou tissu de fibres de carbone dans unerésine époxyde. Pour les pièces monolithiques réalisées à partir depréimprégné nappe unidirectionnelle, l’utilisation de machines àdraper automatiques (réalisation de l’empilement des différentescouches de préimprégné) a contribué très fortement à la réductiondes coûts de fabrication des pièces de structure en composite.
Figure 5 – Pièces de structure en composite sur avion Airbus A320
Planchers passagers en composite à fibres de carbone
Aileron
Volet
Spoiler
Carénage deguide de volet
Dérive verticale
Caisson de dérive
Plan horizontal arrière
Porte d'accès
Aérofreins
Mât réacteur
Râdome
Trappe de traind'atterrissage
Portes d'accès
Carénage de protectiondu train d'atterrissage
Composite à fibres de carbone
Composite à fibres d'aramide
Composite à fibres de verre
Composite à fibres de quartz

LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
Figure 6 – Partie mobile de voiture Airbus A320 en composite sandwich âme nid d’abeille papier en fibres d’aramide/résine phénolique et peaux en tissu en fibres de carbone/résine époxyde(ferrures de liaison métalliques)
Figure 9 – Fond arrière étanche de fuselage Airbus A340-500/600.Pièce en composite sandwich et monolithique tissu en fibres
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 10 © Techniques de l’Ingénieur, traité Plastiques et Composites
Sur les derniers avions Airbus qui ont été conçus, l’usage descomposites a encore progressé. Dans l’A340-500/600 on utilise descomposites monolithiques pour :
— la réalisation de deux poutres ventrales de 16 m de long envi-ron (poutres situées en partie basse du fuselage au niveau de la voi-lure qui permettent de reprendre les efforts du train d’atterrissage).Pour ces deux poutres ventrales (figure 7), l’utilisation du compo-site a permis de gagner globalement 1 600 kg par rapport à unesolution en alliage d’aluminium. Les matériaux utilisés sont despréimprégnés à base de nappes unidirectionnelle et de tissu enfibres de carbone dans une résine époxyde ;
— les bords d’attaque de voilure (figure 8) fabriqués en compo-site monolithique avec des tissus de fibres de verre dans unematrice thermoplastique polysulfure de phénylène (PPS) ;
— le fond arrière étanché du fuselage, pièce circulaire (figure 9)de grande dimension, qui permet de réaliser l’étanchéité du fuse-lage à l’arrière de l’appareil entre la zone pressurisée et la zone nonpressurisée. Cette pièce est fabriquée en composite monolithique etsandwich à partir de préimprégnés tissu en fibres de carbone dansune résine époxyde.
Sur un avion, la voilure fait partie des zones de structure qui sontmécaniquement les plus chargées. Le premier avion de série dédiéau transport civil qui a intégré un caisson extrême de voilure réaliséen composite est l’ATR72 qui est sorti en 1989. La voilure est réaliséeen composite monolithique à partir de préimprégné unidirectionnelen fibres de carbone dans une résine époxyde. Cette pièce(figure 10) est conçue à partir de panneaux plans de 7 m de longavec raidisseurs intégrés.
Sur le futur gros porteur Airbus A380, par rapport aux program-mes précédents, la grande innovation qui est une première mon-diale sera l’introduction de la structure caisson central de voilure quisera réalisée en composite. Cette pièce de 7 m par 7 m et de 3 m dehaut (figure 11) est la pièce la plus chargée mécaniquement dans unavion. Les panneaux présenteront des zones courantes pouvantatteindre 44 mm d’épaisseur. Les matériaux utilisés seront descomposites monolithiques réalisés avec des préimprégnés en fïbresde carbone haute résistance et module intermédiaire dans unerésine époxyde. L’utilisation du composite sur cette structure permetun gain de masse de 3 000 kg environ par rapport à la même struc-ture réalisée en alliage d’aluminium.
Figure 7 – Poutre ventrale composite sur avion Airbus A340-500/600.Pièce de 16 m de long en composite monolithique fibres de carbone dans une résine époxyde
Figure 8 – Bord d’attaque de voilure sur Airbus A340-500/600.Pièce en composite monolithique avec tissus en fibres de verre dans une résine thermoplastique PPS
de carbone dans une résine époxyde

______________________________________________________________________________________________________ LES COMPOSITES EN AÉROSPATIALE
pales qui est déjà atteinte avec les pales réalisées en matériauxmétalliques. Pourtant, les composites vont rapidement s’imposer
Figure 10 – Caisson de voilure composite monolithique d’ATR72en fibres de carbone/résine époxyde
Figure 12 – Pales de rotor principal d’hélicoptère en composite
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 11
■ Sur les hélicoptères civils, les composites représentent entre25 % et 30 % de la masse totale de structure. Si en règle générale,les composites sont introduits pour gagner entre 25 % et 30 % demasse par rapport à une solution métallique, il existe sur hélico-ptère une exception à cette règle, les pales. En cas de panne turbinemoteur, la réglementation impose qu’un hélicoptère puisse se poseren utilisant le phénomène d’autorotation des pales. La mise en auto-rotation n’est pas possible au-dessous d’une masse minimale des
dans les années 1960 comme la solution incontournable pour laréalisation des pales (figure 12). Plusieurs raisons ont dicté cechoix :
— les performances en fatigue des matériaux composites. Unepale métallique, à cause de la propagation des fissures en fatiguenécessite d’être remplacée toutes les 2 000 h de vol. Une palecomposite, insensible aux problèmes de fatigue, présente unedurée de vie supérieure à la durée de vie globale de l’hélicoptère. Legain obtenu sur le coût d’exploitation de l’hélicoptère est très signi-ficatif (− 66 %) ;
— la possibilité de réaliser par moulage des formesaérodynamiques optimisées (section cambrée et vrillée), ce qui per-met par exemple sur un AS330 d’augmenter la masse au décollagede 400 kg (+ 6 %) et de diminuer la consommation de carburant envol de croisière de 6 % environ ;
— le prix de revient global d’une pale en matériau composite quiest diminué de plus de 20 % par rapport au prix de revient de lamême pale réalisée en matériau métallique.
Tous ces avantages permettent de proposer des hélicoptères avecune diminution de l’ordre de 13 % du coût de revient du kilogrammetransporté par kilomètre.
Les pales sont réalisées en structure sandwich avec des zonesmonolithiques à partir de composite contenant des fibres de verre,des fibres de carbone haute résistance et des fibres de carbone hautmodule dans une résine époxyde. Les matériaux d’âmes utiliséssont de la mousse et du nid d’abeille. Pour compenser le gain demasse procuré par le composite, les pales sont lestées avec descontrepoids en plomb. Les bords d’attaque, pour des problèmesd’érosion, sont en acier inoxydable.
Le moyeu rotor (figure 13) est l’exemple typique de pièce qui réa-lisée en composite permet un gain de coût global obtenu essentiel-lement par la diminution du nombre de pièces élémentaires(tableau 7). Les moyeux de l’ancienne génération étaient entière-ment métalliques, les articulations étaient assurées par des systè-mes de roulement à aiguilles ou à billes chers, lourds et demandantune maintenance relativement importante (graissage, vérification etrenouvellements périodiques). Les matériaux composites ont per-mis de remplacer avantageusement ces roulements par des zonessouples et de simplifier les concepts par une bonne intégration desfonctions. Le moyeu du Dauphin en composite divise par trois lenombre de pièces, par trois le prix de revient et divise par deux lamasse totale de l’ensemble. Les matériaux utilisés sont des fibres deverre dans une résine époxyde.
Figure 11 – Schéma du caisson central de voilure en composite de l’Airbus A380

LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
(0)
pièce. Sur avions civils de type Airbus, les entrées d’air et les nacel-
Figure 13 – Moyeu rotor principal hélicoptère en composite
Tableau 7 – Gain de masse et de coût de pièces d’hélicoptères composites par rapport à la même
pièce métallique
PièceMatériau
fibres/résine
Variation de masse par rapport à une
solution
Variation de coût par
rapport à une solution
Figure 14 – Entrée d’air et nacelle du moteur pour Airbus A340-500/600 en composite
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 12 © Techniques de l’Ingénieur, traité Plastiques et Composites
Les autres pièces d’hélicoptère qui sont réalisées en compositesont les carénages, la dérive avec fenestron intégré, l’armature deverrière... Dans le tableau 7 sont présentés pour quelques piècestype d’hélicoptères les gains de masse et de coût par rapport à unesolution métallique.
2.1.3 Pièces de structures zones moteurs
Pour les parties proches des moteurs, les composites à matriceorganique peuvent encore trouver des applications dans les zonestièdes. Sur hélicoptère, les capots moteurs sont réalisés en compo-site, les températures d’utilisation sont de l’ordre de 150 ˚C encontinu. Les matrices époxydes peuvent être utilisées, mais la tem-pérature de service, relativement élevée pour ce type de matériau,provoque un vieillissement accéléré de la structure en accélérant lesphénomènes de fïssuration, ce qui raccourcit la durée de vie de la
les sont réalisées en composite (figure 14). Ces zones, bien que pro-ches des moteurs, ne travaillent pas à des températures trèsélevées. Les principales caractéristiques demandées à ce type depièce sont une atténuation du niveau sonore des réacteurs. Cettefonction est assurée par une structure sandwich adaptée quiabsorbe une partie du bruit émis. Ces pièces, du fait de leur relative-ment faible température de service, utilisent des résines époxydes.
À l’entrée du réacteur, les aubes de compresseur et les aubes deredressement de flux d’entrée d’air sont réalisées en composite. Enfonction de la position de ces pièces dans le moteur et de leur tem-pérature de service, les matériaux sont des tissus de carbone dansdes résines époxyde ou bismaléimides. Les grilles et les voletsd’inverseur de poussée sont réalisés en tissu de fibres de carbonedans une matrice bismaléimide. Les inverseurs de poussée sont despièces situées à la périphérie du moteur qui lors de l’atterrissage del’avion orientent le flux du réacteur dans le sens opposé au sens deroulement de l’avion afin de participer au freinage de l’appareil surla piste. Ces pièces sont sollicitées pendant des temps relativementcourts sur la durée de vie d’un avion mais sont soumises à un fluxde chaleur important qui peut faire monter la température de lapièce au-delà de 200 ˚C.
2.2 Produits spatiaux (satellites)
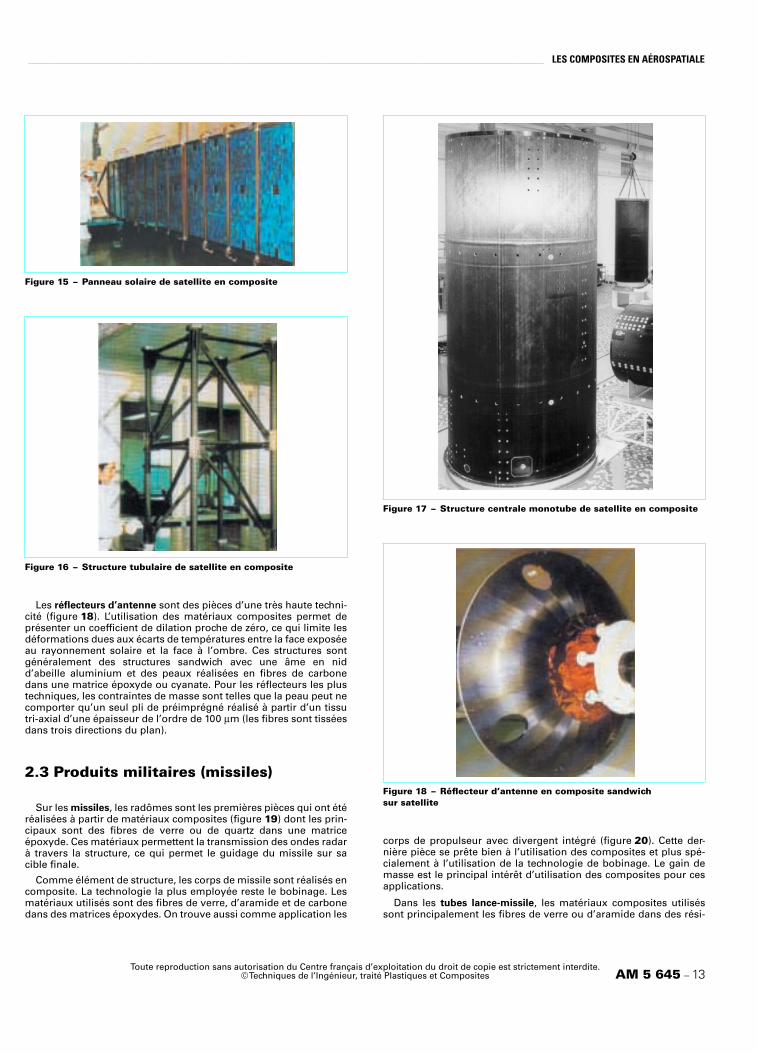
Les satellites utilisent les matériaux composites pour laréalisation des armatures des panneaux solaires (figure 15). Lesavantages procurés par les composites sont une bonne rigidité de lastructure pour une masse relativement faible. Les armatures sont engénéral constituées de composites monolithiques réalisés à partirde fibres de carbone haut module avec des matrices cyanates ouépoxydes. Les matrices cyanates présentent l’avantage de réduire laquantité d’humidité absorbée au sol avant lancement. Le gain demasse de la structure en diminuant l’inertie des panneaux solairesse répercute aussi sur la masse des moteurs de déploiement etd’orientation de ces panneaux.
Les composites sont aussi utilisés dans la structure des satellitesqui peut se présenter sous forme tubulaire (figure 16) ou sousforme de tube central de plus gros diamètre (figure 17). Sur la struc-ture proprement dite, le gain de masse par rapport à une solutionmétallique est de l’ordre de 50 %. Dans une structure tubulaire, lescomposites monolithiques sont fabriqués à partir de fibres de car-bone haut module dans une résine époxyde ou bismaléimide.
métallique(%)
métallique(%)
Carénages Aramide/époxyde − 55 − 80
Empennage horizontal Carbone/époxyde − 45 − 55
Moyeu rotor principal Verre/époxyde − 40 − 65
Portes Aramide/époxyde − 30 − 70
Siège pilote Aramide/époxyde − 20 − 80
Moyeu rotor fenestron Verre/époxyde − 20 − 60
Dérive fenestron
Aramide-carbone/époxyde − 20 − 35
Dérive empennage Carbone/époxyde − 20 + 10
Planchers Aramide-carbone/époxyde − 20 + 70 %
(pas rentable)
Verrière Aramide-carbone/époxyde − 15 − 50
Pales Verre-carbone/ époxyde 0 − 30
______________________________________________________________________________________________________ LES COMPOSITES EN AÉROSPATIALE
Figure 15 – Panneau solaire de satellite en composite
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Plastiques et Composites AM 5 645 − 13
Les réflecteurs d’antenne sont des pièces d’une très haute techni-cité (figure 18). L’utilisation des matériaux composites permet deprésenter un coefficient de dilation proche de zéro, ce qui limite lesdéformations dues aux écarts de températures entre la face exposéeau rayonnement solaire et la face à l’ombre. Ces structures sontgénéralement des structures sandwich avec une âme en nidd’abeille aluminium et des peaux réalisées en fibres de carbonedans une matrice époxyde ou cyanate. Pour les réflecteurs les plustechniques, les contraintes de masse sont telles que la peau peut necomporter qu’un seul pli de préimprégné réalisé à partir d’un tissutri-axial d’une épaisseur de l’ordre de 100 µm (les fibres sont tisséesdans trois directions du plan).
2.3 Produits militaires (missiles)
Sur les missiles, les radômes sont les premières pièces qui ont étéréalisées à partir de matériaux composites (figure 19) dont les prin-cipaux sont des fibres de verre ou de quartz dans une matriceépoxyde. Ces matériaux permettent la transmission des ondes radarà travers la structure, ce qui permet le guidage du missile sur sacible finale.
Comme élément de structure, les corps de missile sont réalisés encomposite. La technologie la plus employée reste le bobinage. Lesmatériaux utilisés sont des fibres de verre, d’aramide et de carbonedans des matrices époxydes. On trouve aussi comme application les
corps de propulseur avec divergent intégré (figure 20). Cette der-nière pièce se prête bien à l’utilisation des composites et plus spé-cialement à l’utilisation de la technologie de bobinage. Le gain demasse est le principal intérêt d’utilisation des composites pour cesapplications.
Dans les tubes lance-missile, les matériaux composites utiliséssont principalement les fibres de verre ou d’aramide dans des rési-
Figure 16 – Structure tubulaire de satellite en composite
Figure 17 – Structure centrale monotube de satellite en composite
Figure 18 – Réflecteur d’antenne en composite sandwich sur satellite

LES COMPOSITES EN AÉROSPATIALE ______________________________________________________________________________________________________
composite seront vraisemblablement des carters de boîte de trans-mission si la capacité des techniques de préformes tissées 3D etd’injection de résine à obtenir ce type de pièce à un coût acceptablepar rapport à la solution métallique est démontrée.
Pour les satellites, les composites sont déjà très largement utili-sés et leur légitimité ne fait pas de doute.
De même pour les missiles, les composites sont très largementutilisés. Les pièces qui sont encore en matériau métallique le sontpour des problèmes de température d’utilisation où les compositesà matrice organique ne peuvent pas être utilisés avec des coûtsacceptables.
4. Conclusion
Aujourd’hui, les matériaux composites sont arrivés à un degréd’utilisation tel qu’il ne serait plus possible de se passer de cettefamille de matériaux sur les applications aéronautiques. Leur intro-duction a été facilitée durant ces vingt dernières années par uneréduction importante constante des coûts sur les matériaux de base.Les fibres de carbone haute résistance classiques, dans les années1970, étaient proposées à des prix de l’ordre de 300 €/kg alors quedans les années 2000, ce même type de fibre de qualité
Figure 19 – Radôme de missile en composite
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.AM 5 645 − 14 © Techniques de l’Ingénieur, traité Plastiques et Composites
nes époxydes toujours avec la technologie de bobinage qui resteune des technologies les plus performantes en coût pour les struc-tures de révolution. Les réservoirs générateurs de gaz pour la pro-pulsion des missiles sont aussi en composite avec dans certains casun bobinage réalisé directement sur les éléments pyrotechniquesavec polymérisation de la structure bobinée. L’étape de polymé-risation demande alors une maîtrise complète des températurespour éviter l’explosion de la structure lors de la fabrication.
3. Perspectives d’utilisation
Pour les avions civils, la prochaine étape importante sera l’intro-duction des composites sur les fuselages d’avions gros porteurs detype Airbus ou Boeing. Des travaux sont en cours pour définir lesconcepts structuraux les mieux adaptés et mettre en place les procé-dures de certification. Des premières tentatives ont abouti sur desavions d’affaire comme le Raytheon Premier de taille plus modestequi présentent déjà un fuselage entièrement en structure compositesandwich. Toutes les bases techniques sont en place pour proposerdes voilures entièrement en matériaux composites sur de futursavions gros porteurs. Si toutes ces futures applications sont techni-quement réalisables, leur réalisation effective dépendra principale-ment des coûts de développement et de production en comparaisondes solutions métalliques existantes en prenant en compte la notionde prix à payer au kilogramme gagné.
Pour les hélicoptères, les principales pièces de structure sontaujourd’hui en composite : les pales, le fenestron (partie arrière quicomprend la dérive et les carénages de protection du rotor anti-cou-ple de stabilisation et des parties de fuselage). Pour certaines zonesencore en métal, le coût de production des pièces en compositeserait trop élevé. Les prochaines pièces qui pourraient voir le jour en
aéronautique est proposé à des prix de l’ordre de 30 €/kg. Pour desfibres de carbone dites non aéronautique mais avec des propriétésvoisines, le prix est même de l’ordre de 15 €/kg. Les progrès desprocédés de fabrication ont aussi permis de réduire les coûts avecnotamment l’introduction de moyens de mise en œuvre automati-que comme les machines à draper ou les machines à bobiner ou àplacement de fibres. L’introduction de méthodes de fabricationbasées sur l’injection ou l’infiltration de résine dans des préformesfibreuses permettent également la réduction des coûts. Les maté-riaux composites sont une source constante d’amélioration des per-formances des structures aéronautiques dans un domaine où legain de masse peut se traduire directement par une augmentationdes performances que ce soit pour les avions civils ou militaires, leshélicoptères, les missiles ou les satellites. L’augmentation du tauxde matériau composite sur les structures est limitée aujourd’hui parla difficulté et le coût de réalisation des pièces de grande taille(figure 21).
Ce document n’aurait pas pu être réalisé sans l’apport d’informa-tions et de photos de différentes filiales du groupe EADS commeAirbus, EADS Launch Vehicles, Eurocopter, EADS Missiles.
Figure 20 – Corps de propulseur de missile avec divergent intégré bobiné en fibres de verre dans une résine époxyde
Figure 21 – Coût d’une pièce de structure en fonction du coût du matériau et du coût de fabrication
Co
ûts
de
fab
rica
tio
n
Coût du matériau
Métal
Objectif pour les compositesObjectif pour les composites
Résolution de lacontrainte de taille
Réductioncoût matt matériau
(plus faible prix,meilleur utilisation) meilleur utilisation)
AugmentationAugmentationcoût matt matériau
Objectif pour les composites
Résolution de lacontrainte de taille
Réductioncoût matériau
(plus faible prix,meilleur utilisation)
Compositeaujourdhui
Contraintede taille
Réduction coûtsd'assemblage
Augmentationcoût matériau
Lignes de coût constant de pièces C
C0 = 1
C1 = C
0 x f