L Laauurreenntt LLEECCOOCCQQ IIUUTT GGEEIIIIlaurentlecocq.free.fr/v3/documents/Rapport de...
27
L L L a a a u u u r r r e e e n n n t t t L L L E E E C C C O O O C C C Q Q Q I I I U U U T T T G G G E E E I I I I I I
Transcript of L Laauurreenntt LLEECCOOCCQQ IIUUTT GGEEIIIIlaurentlecocq.free.fr/v3/documents/Rapport de...
LLLaaauuurrreeennnttt LLLEEECCCOOOCCCQQQ IIIUUUTTT GGGEEEIIIIII
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 2
Remerciement Je tiens à remercier M. BINON, mon maître de stage, pour ses conseils, son soutien et son accueil chaleureux au sein de son équipe. Je tiens aussi à remercier M. PAUTONNIER, mon animateur de stage pour ses conseils et son aide technique ainsi que M. RISSE et M. GIRARD pour leur aide très précieuse. Je remercie aussi M. PERRON, M. PERRET, M. CELSI, M. SUWALSKI et M. MICHELIN pour m’avoir aider malgré leur travail. Enfin, je remercie l’ensemble du personnel de la maintenance du secteur Z pour sa sympathie et son accueil chaleureux tout au long de mon stage.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 3
Introduction Dans le cadre d’un stage faisant partie de ma formation à l’IUT GEII du Creusot, j’ai passé dix semaine au sein de l’entreprise MICHELIN de Blanzy. Ce stage a pour but de mettre en pratique les connaissances acquises au cours des deux années passés à l’IUT, de nous confronter à des situations auxquelles nous ne sommes pas habituées et de nous apprendre le fonctionnement d’une entreprise et de son environnement. Mon stage s’est déroulé dans l’atelier Z de la fabrique de gomme semi-finie, plus particulièrement sur le groupe 1, en tant qu’automaticien. Le thème de ce stage fut le changement de la motorisation des tapis élévateurs du groupe 1.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 4
Abstract
At the end of the second year, a training-course in a company is required to valid our Technical University Diploma. I have completed it in a tyre manufacturing company, MICHELIN. I was working in an engineering group in the semi-finished production shop. This shop produces rubber used in the tyre manufacturing process. My job was to study the feasibility of replacing mechanical variable speed system of a piece of machinery. I had to identify several different solutions, weigh the pros and cons of each of them, justify my final choice and study it thoroughly. Working in a factory give me a brand new point of view, and it was very good learning experience.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 5
1) Un peu d’histoire :
Depuis plus d’un siècle, le nom du groupe MICHELIN est associé avec les mots progrès, qualité et innovations.
Ce n’est pas pour rien que binindum, le logo du groupe à été élu meilleur logo du
monde. C’est la preuve que l’empire MICHELIN est connu dans le monde entier et que sa renommé n’est plus à faire.
On connaît bien sur le groupe pour ses pneumatiques mais aussi pour son guide et ses
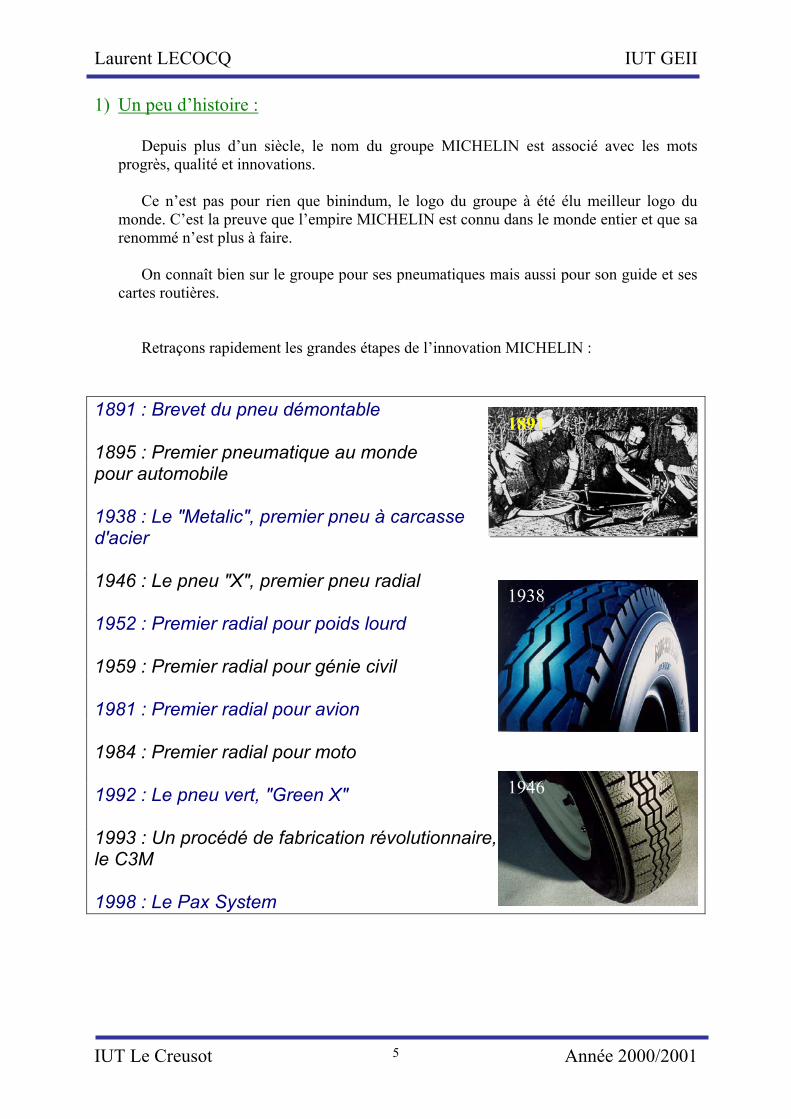
cartes routières. Retraçons rapidement les grandes étapes de l’innovation MICHELIN :
1891 : Brevet du pneu démontable 1895 : Premier pneumatique au monde pour automobile 1938 : Le "Metalic", premier pneu à carcasse d'acier 1946 : Le pneu "X", premier pneu radial 1952 : Premier radial pour poids lourd 1959 : Premier radial pour génie civil 1981 : Premier radial pour avion 1984 : Premier radial pour moto 1992 : Le pneu vert, "Green X" 1993 : Un procédé de fabrication révolutionnaire, le C3M 1998 : Le Pax System
1891
1938
1946
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 6
2) MICHELIN dans le monde :
A) Implantation géographique :
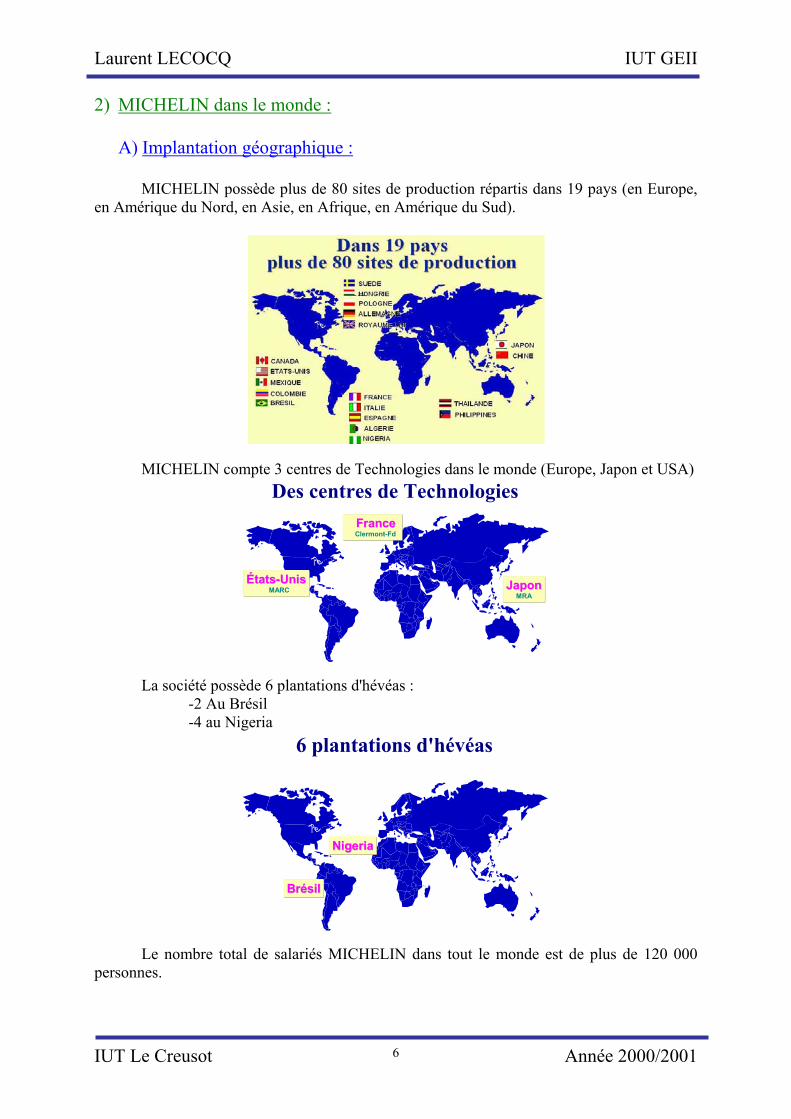
MICHELIN possède plus de 80 sites de production répartis dans 19 pays (en Europe, en Amérique du Nord, en Asie, en Afrique, en Amérique du Sud).
MICHELIN compte 3 centres de Technologies dans le monde (Europe, Japon et USA)
FFrraannccee Clermont-Fd
ÉÉttaattss--UUnniiss MARC JJaappoonn
MRA
Des centres de Technologies
La société possède 6 plantations d'hévéas : -2 Au Brésil -4 au Nigeria
BBrrééssiill
NNiiggeerriiaa
6 plantations d'hévéas
Le nombre total de salariés MICHELIN dans tout le monde est de plus de 120 000
personnes.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 7
B) Le groupe MICHELIN
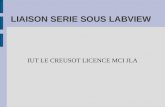
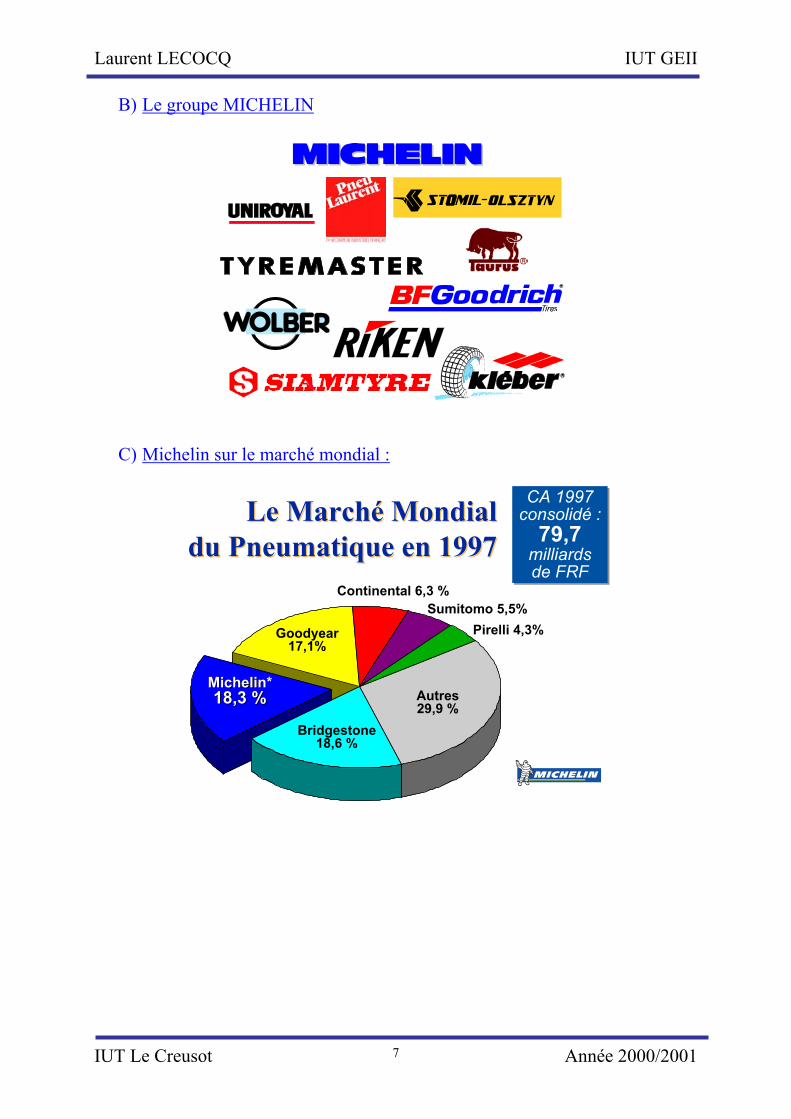
C) Michelin sur le marché mondial :
Le Marché Mondialdu Pneumatique en 1997
Le Marché Mondialdu Pneumatique en 1997
CA 1997consolidé :
79,7milliardsde FRF
CA 1997consolidé :
79,7milliardsde FRF
Autres29,9 %
Bridgestone18,6 %
Goodyear17,1%
Continental 6,3 %
Pirelli 4,3%Sumitomo 5,5%
Michelin*Michelin*18,3 %18,3 %
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 8
3) MICHELIN en France : Le groupe MICHELIN France regroupe 24 usines et emploie environ 36900 personnes.
A) Implantation en France :
La France dans le GroupeLa France dans le GroupeLa France dans le Groupe
So issons
To ursGuichen
Van nes
Cholet
LaRo che-sur-Yon Po itiers
Bo urges
Decize
TroyesToul
Ep inal
AvallonM ontceau-les-Mines
Ro anne
G ivors
Saint-Priest
Le Puy
BordeauxBassens
Clermo nt-Ferrand
Clermo nt-F errand :To utes les LP sont rep résentées .
Clermont-Ferrand :Toutes les LP sont représentées .
RCP
Paris
Implantations des LP
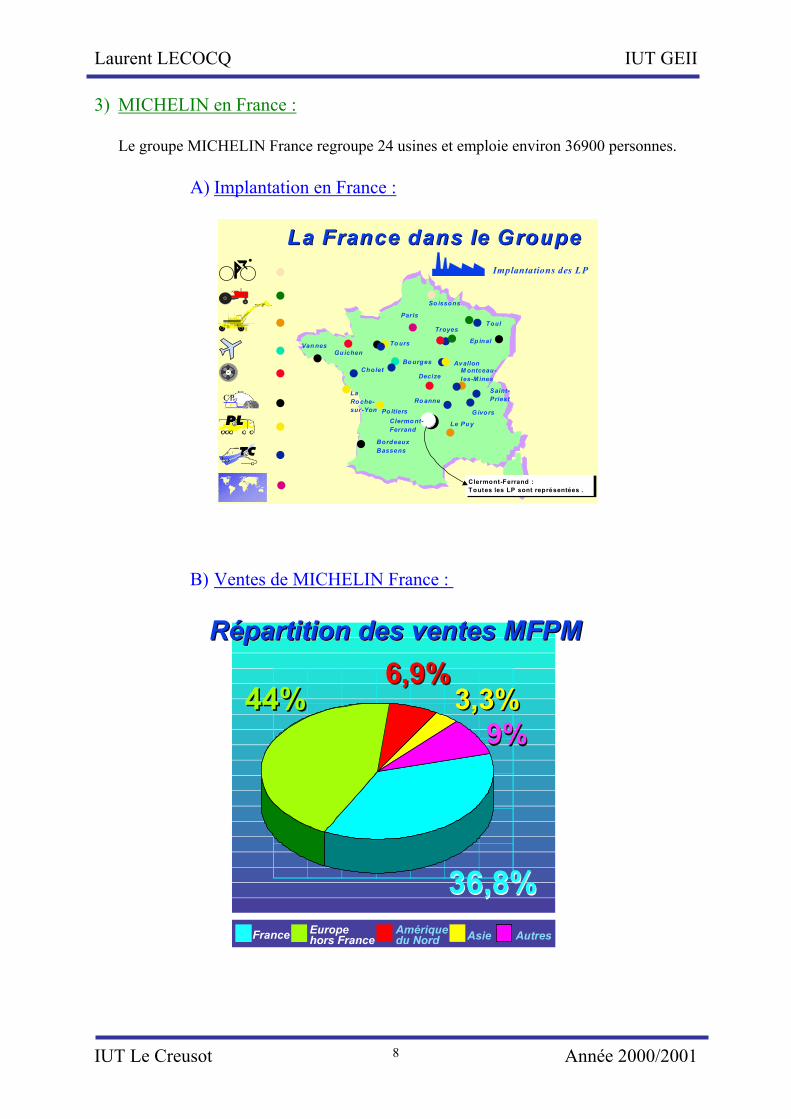
B) Ventes de MICHELIN France :
Europehors FranceFrance Amérique
du Nord Asie Autres
9%9%3,3%3,3%
6,9%6,9%44%44%
36,8%36,8%
Répartition des ventes MFPMRépartition des ventes MFPMRépartition des ventes MFPM

Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 9
4) MICHELIN à Blanzy : L’usine, sous sa forme actuelle, possède un effectif d’environ 1500 personnes sans
compter les intermédiaires dont le nombre est variable tout au long de l’année. Le site UMO* a une superficie de 33ha dont 18.7 de bâtiments.
A) Organisation du site de MICHELIN Blanzy :
Le site de MICHELIN est spécialisé dans 3 domaines : - la production de pneumatiques pour le tourisme
- la production de pneumatiques pour le génie civil - la fabrication de gomme semi-finie
FABRICATIONS UMOFABRICATIONS UMOPRODUITS SEMI-FINISPRODUITS SEMI-FINIS PRODUITS FINISPRODUITS FINIS
Pneus TourismePneus Tourisme
Pneus Génie-CivilPneus Génie-Civil
MélangesGommes plastifiéesProduits chimiquesNappes métalliques
MélangesGommes plastifiéesProduits chimiquesNappes métalliques
B) Clients d’UMO :
REPARTITION DE NOSREPARTITION DE NOSCLIENTS EN EUROPECLIENTS EN EUROPE
Ladoux0,2%
Italie etGrèce
5%
Autriche0,9%
Bénélux6%
Suisse0,9% Allemagne
18%
Europede l'Est0,8%
Finlande0,2%
FranceOE8%France
MR18%
Angleterre13%
EspagnePortugal
7%
IM6%Hollande
12%Pays nordiques
4%
BLANZY
* UMO = Usine Montceau
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 10
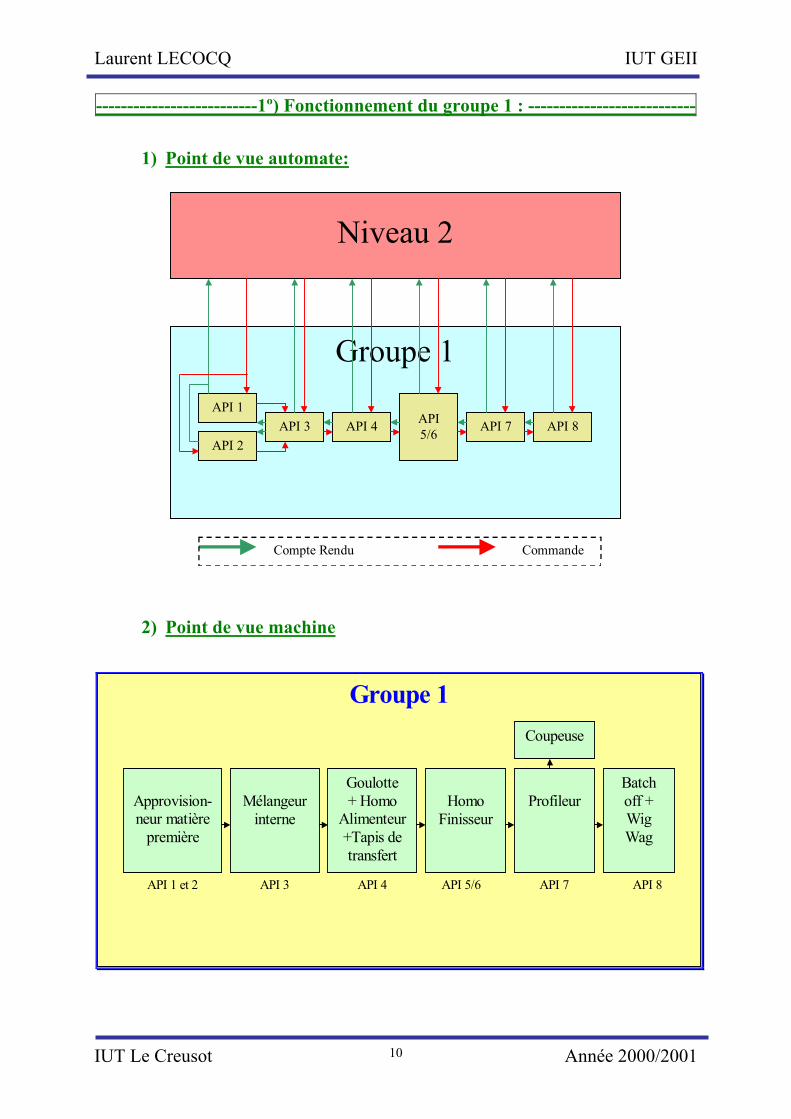
--------------------------1º) Fonctionnement du groupe 1 : ---------------------------
1) Point de vue automate:
Niveau 2
Groupe 1API 1
API 2API 3 API 8API 4 API
5/6 API 7
Compte Rendu Commande
2) Point de vue machine
Groupe 1
Approvision-neur matière
première
Mélangeurinterne
Goulotte+ Homo
Alimenteur+Tapis detransfert
HomoFinisseur
ProfileurBatchoff +WigWag
API 1 et 2 API 3 API 4 API 5/6 API 7 API 8
Coupeuse
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 11
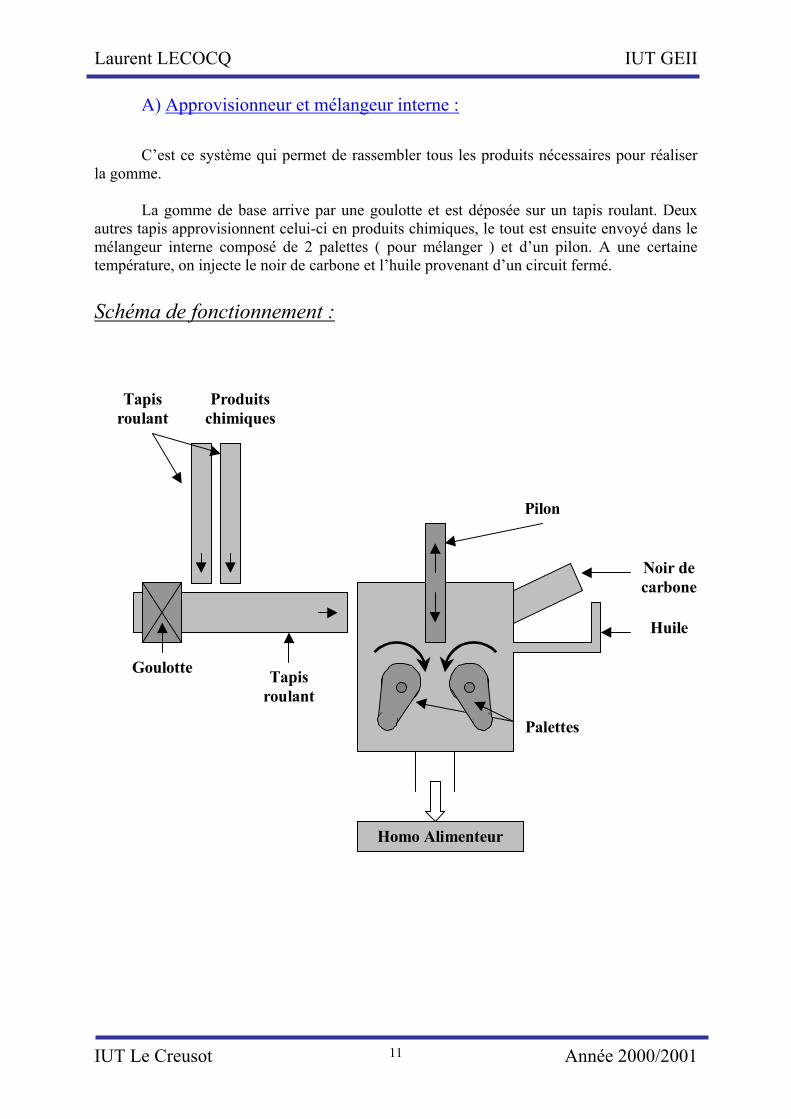
A) Approvisionneur et mélangeur interne :
C’est ce système qui permet de rassembler tous les produits nécessaires pour réaliser la gomme.
La gomme de base arrive par une goulotte et est déposée sur un tapis roulant. Deux autres tapis approvisionnent celui-ci en produits chimiques, le tout est ensuite envoyé dans le mélangeur interne composé de 2 palettes ( pour mélanger ) et d’un pilon. A une certaine température, on injecte le noir de carbone et l’huile provenant d’un circuit fermé. Schéma de fonctionnement :
Produitschimiques
Goulotte
Palettes
Pilon
Tapisroulant
Noir decarbone
Huile
Tapisroulant
Homo Alimenteur
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 12
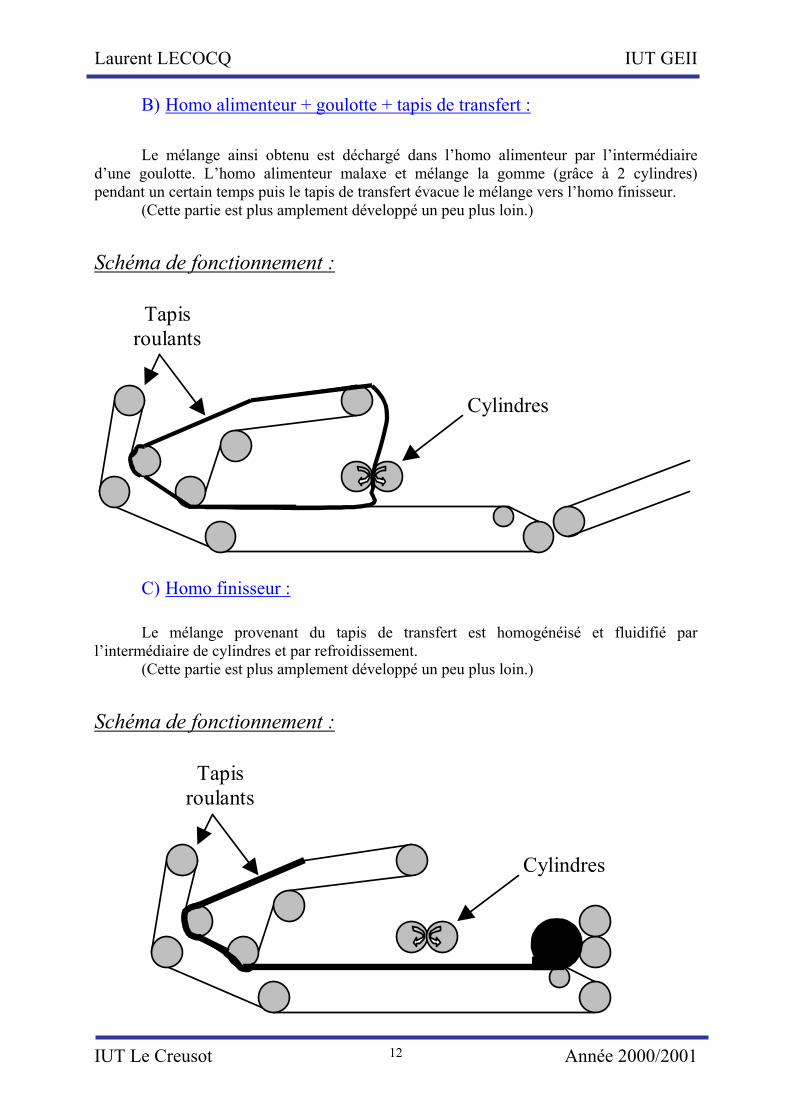
B) Homo alimenteur + goulotte + tapis de transfert : Le mélange ainsi obtenu est déchargé dans l’homo alimenteur par l’intermédiaire d’une goulotte. L’homo alimenteur malaxe et mélange la gomme (grâce à 2 cylindres) pendant un certain temps puis le tapis de transfert évacue le mélange vers l’homo finisseur.
(Cette partie est plus amplement développé un peu plus loin.)
Schéma de fonctionnement :
Tapisroulants
Cylindres
C) Homo finisseur : Le mélange provenant du tapis de transfert est homogénéisé et fluidifié par l’intermédiaire de cylindres et par refroidissement. (Cette partie est plus amplement développé un peu plus loin.)
Schéma de fonctionnement :
Tapisroulants
Cylindres
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 13
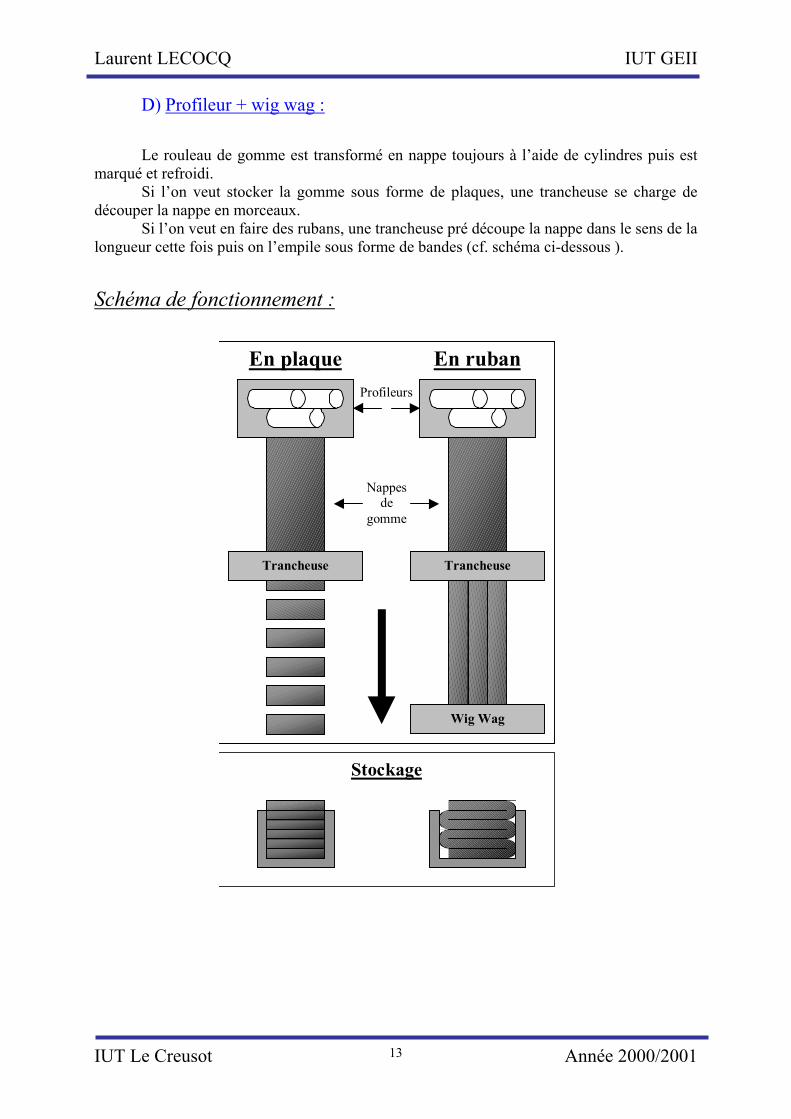
D) Profileur + wig wag : Le rouleau de gomme est transformé en nappe toujours à l’aide de cylindres puis est marqué et refroidi. Si l’on veut stocker la gomme sous forme de plaques, une trancheuse se charge de découper la nappe en morceaux. Si l’on veut en faire des rubans, une trancheuse pré découpe la nappe dans le sens de la longueur cette fois puis on l’empile sous forme de bandes (cf. schéma ci-dessous ).
Schéma de fonctionnement :
Trancheuse Trancheuse
Wig Wag
En plaque En ruban
Stockage
Nappesde
gomme
Profileurs
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 14
-------2º)Fonctionnement de l’homo alimenteur et de l’homo finisseur :-------
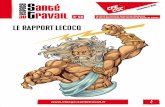
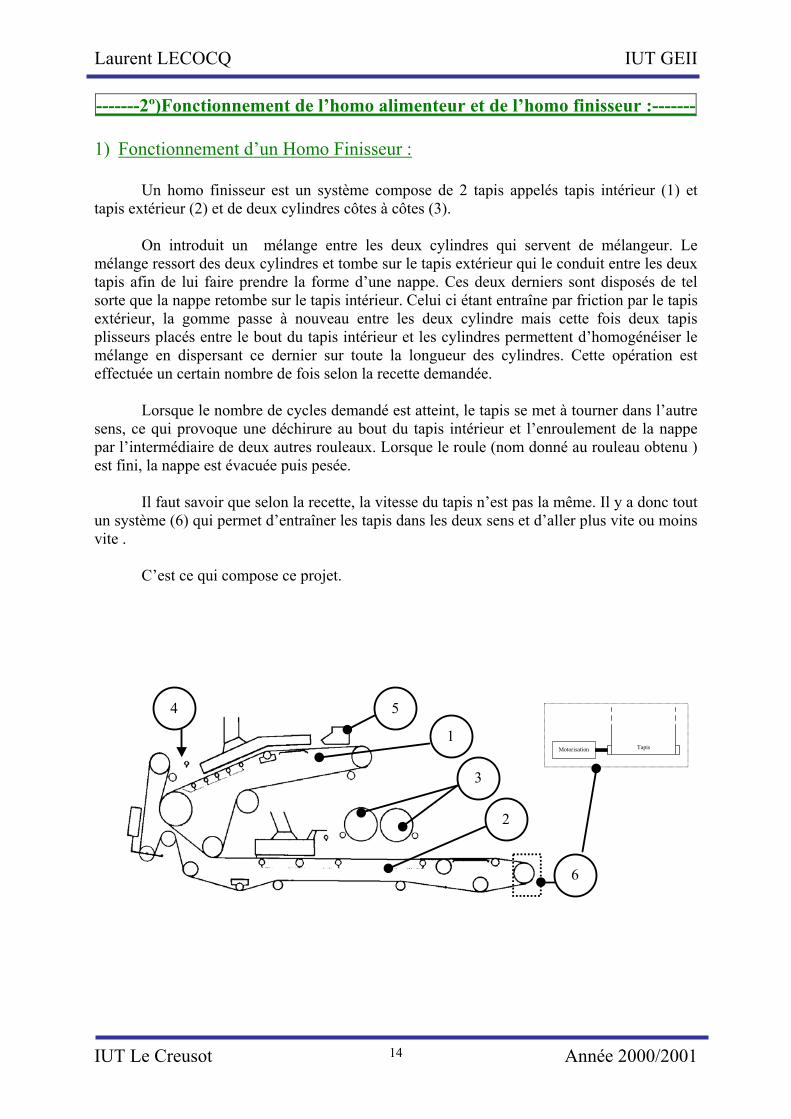
1) Fonctionnement d’un Homo Finisseur : Un homo finisseur est un système compose de 2 tapis appelés tapis intérieur (1) et tapis extérieur (2) et de deux cylindres côtes à côtes (3). On introduit un mélange entre les deux cylindres qui servent de mélangeur. Le mélange ressort des deux cylindres et tombe sur le tapis extérieur qui le conduit entre les deux tapis afin de lui faire prendre la forme d’une nappe. Ces deux derniers sont disposés de tel sorte que la nappe retombe sur le tapis intérieur. Celui ci étant entraîne par friction par le tapis extérieur, la gomme passe à nouveau entre les deux cylindre mais cette fois deux tapis plisseurs placés entre le bout du tapis intérieur et les cylindres permettent d’homogénéiser le mélange en dispersant ce dernier sur toute la longueur des cylindres. Cette opération est effectuée un certain nombre de fois selon la recette demandée. Lorsque le nombre de cycles demandé est atteint, le tapis se met à tourner dans l’autre sens, ce qui provoque une déchirure au bout du tapis intérieur et l’enroulement de la nappe par l’intermédiaire de deux autres rouleaux. Lorsque le roule (nom donné au rouleau obtenu ) est fini, la nappe est évacuée puis pesée. Il faut savoir que selon la recette, la vitesse du tapis n’est pas la même. Il y a donc tout un système (6) qui permet d’entraîner les tapis dans les deux sens et d’aller plus vite ou moins vite . C’est ce qui compose ce projet.
1
2
3
4
6
5
Motorisation Tapis
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 15
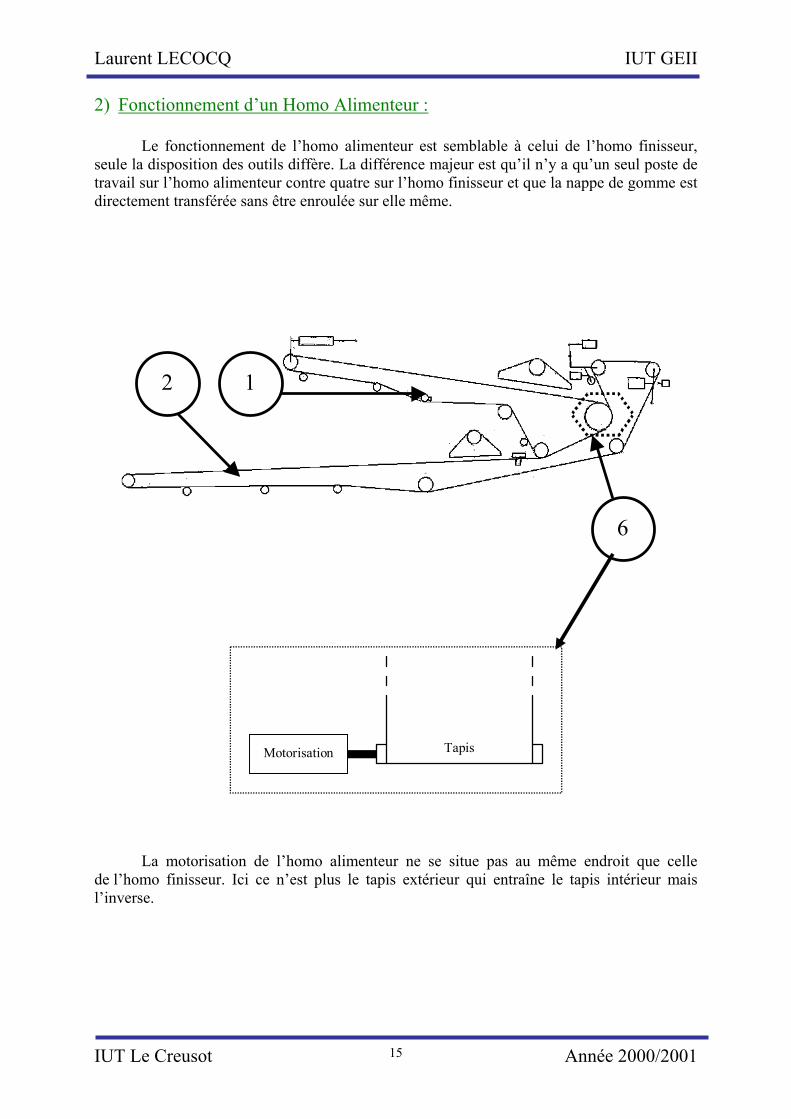
2) Fonctionnement d’un Homo Alimenteur : Le fonctionnement de l’homo alimenteur est semblable à celui de l’homo finisseur, seule la disposition des outils diffère. La différence majeur est qu’il n’y a qu’un seul poste de travail sur l’homo alimenteur contre quatre sur l’homo finisseur et que la nappe de gomme est directement transférée sans être enroulée sur elle même.
12
6
Motorisation Tapis
La motorisation de l’homo alimenteur ne se situe pas au même endroit que celle de l’homo finisseur. Ici ce n’est plus le tapis extérieur qui entraîne le tapis intérieur mais l’inverse.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 16
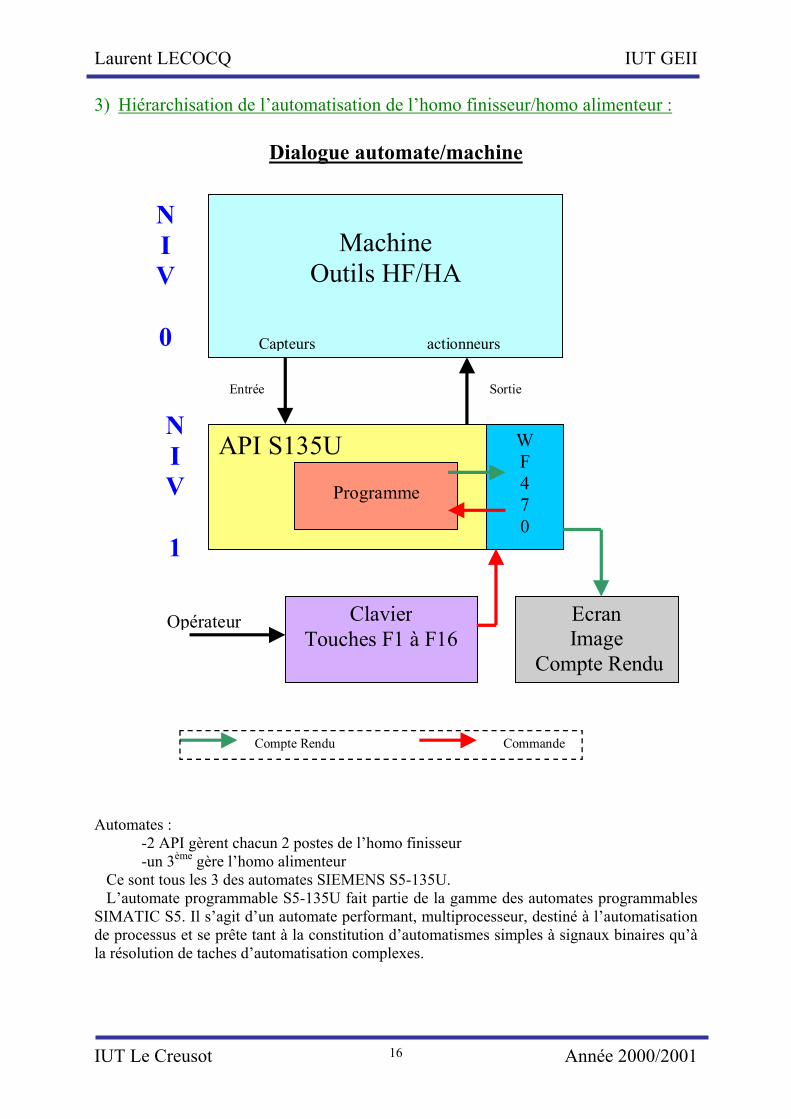
3) Hiérarchisation de l’automatisation de l’homo finisseur/homo alimenteur :
Dialogue automate/machine
MachineOutils HF/HA
Capteurs actionneurs
API S135U
Programme
WF470
Entrée Sortie
NIV
0
NIV
1
EcranImage
Compte Rendu
ClavierTouches F1 à F16
Opérateur
Compte Rendu Commande
Automates : -2 API gèrent chacun 2 postes de l’homo finisseur -un 3ème gère l’homo alimenteur Ce sont tous les 3 des automates SIEMENS S5-135U. L’automate programmable S5-135U fait partie de la gamme des automates programmables SIMATIC S5. Il s’agit d’un automate performant, multiprocesseur, destiné à l’automatisation de processus et se prête tant à la constitution d’automatismes simples à signaux binaires qu’à la résolution de taches d’automatisation complexes.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 17
Il y a 4 marches possibles de l’homo finisseur : -marche auto
-marche IS2 -marche IS1 -marche maintenance/réglage
Les 3 premières sont accessibles à l’opérateur et à la maintenance, la 4ème uniquement à la maintenance. Marche IS1 : Ce fonctionnement est utilisé lorsque l’opérateur détecte un problème sans qu’il y est de défaut. Il peut alors agir manuellement (mais sans quitter le mode auto) sur certains paramètres mais avec une marge très restreinte. Toutes ses actions resteront sans conséquence pour le mélange en cours de préparation. Marche IS2 : Ce fonctionnement est utilisé lorsqu’un défaut est détecté. L’opérateur arrête alors le mode auto et bénéficie d’un domaine d’action très large tout en restant en cycle. Ce mode de marche permet de terminer le mélange et de l’évacuer. Marche M/R : Celle-ci se pratique hors mode auto et hors cycle et permet à la maintenance de commander et de visualiser unitairement tous les organes de la machine. Cette marche n’est pas accessible par l’opérateur car elle permet de faire simultanément des actions contraires qui risqueraient d’endommager les outils. Marche auto : C’est le cycle de fonctionnement normal de l’homo finisseur. L’automate dirige le système dans son cycle de production.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 18
-----------------------------1º) Analyse du sujet : ---------------------------
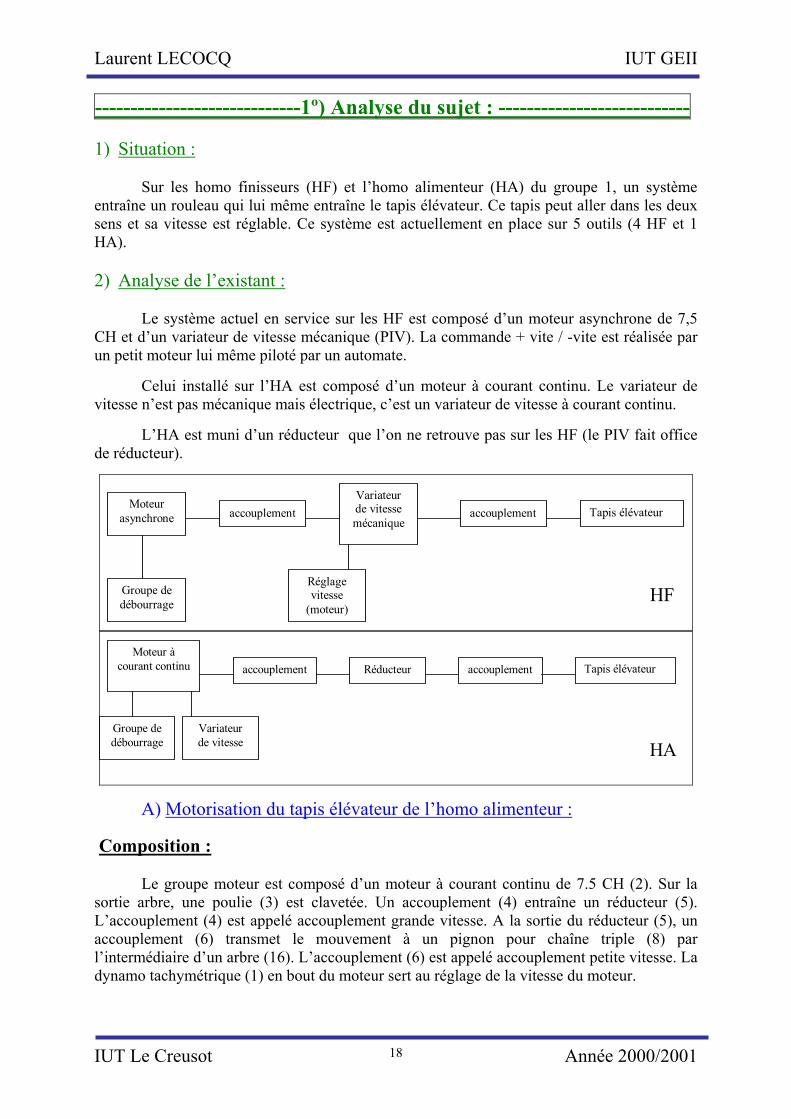
1) Situation : Sur les homo finisseurs (HF) et l’homo alimenteur (HA) du groupe 1, un système entraîne un rouleau qui lui même entraîne le tapis élévateur. Ce tapis peut aller dans les deux sens et sa vitesse est réglable. Ce système est actuellement en place sur 5 outils (4 HF et 1 HA). 2) Analyse de l’existant : Le système actuel en service sur les HF est composé d’un moteur asynchrone de 7,5 CH et d’un variateur de vitesse mécanique (PIV). La commande + vite / -vite est réalisée par un petit moteur lui même piloté par un automate. Celui installé sur l’HA est composé d’un moteur à courant continu. Le variateur de vitesse n’est pas mécanique mais électrique, c’est un variateur de vitesse à courant continu. L’HA est muni d’un réducteur que l’on ne retrouve pas sur les HF (le PIV fait office de réducteur).
Moteurasynchrone
Variateurde vitessemécanique
accouplement
Réglagevitesse
(moteur)
Tapis élévateuraccouplement
HFGroupe dedébourrage
Moteur àcourant continu
Variateurde vitesse
accouplementRéducteur Tapis élévateuraccouplement
HAGroupe dedébourrage
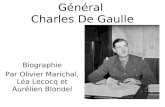
A) Motorisation du tapis élévateur de l’homo alimenteur : Composition : Le groupe moteur est composé d’un moteur à courant continu de 7.5 CH (2). Sur la sortie arbre, une poulie (3) est clavetée. Un accouplement (4) entraîne un réducteur (5). L’accouplement (4) est appelé accouplement grande vitesse. A la sortie du réducteur (5), un accouplement (6) transmet le mouvement à un pignon pour chaîne triple (8) par l’intermédiaire d’un arbre (16). L’accouplement (6) est appelé accouplement petite vitesse. La dynamo tachymétrique (1) en bout du moteur sert au réglage de la vitesse du moteur.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 19
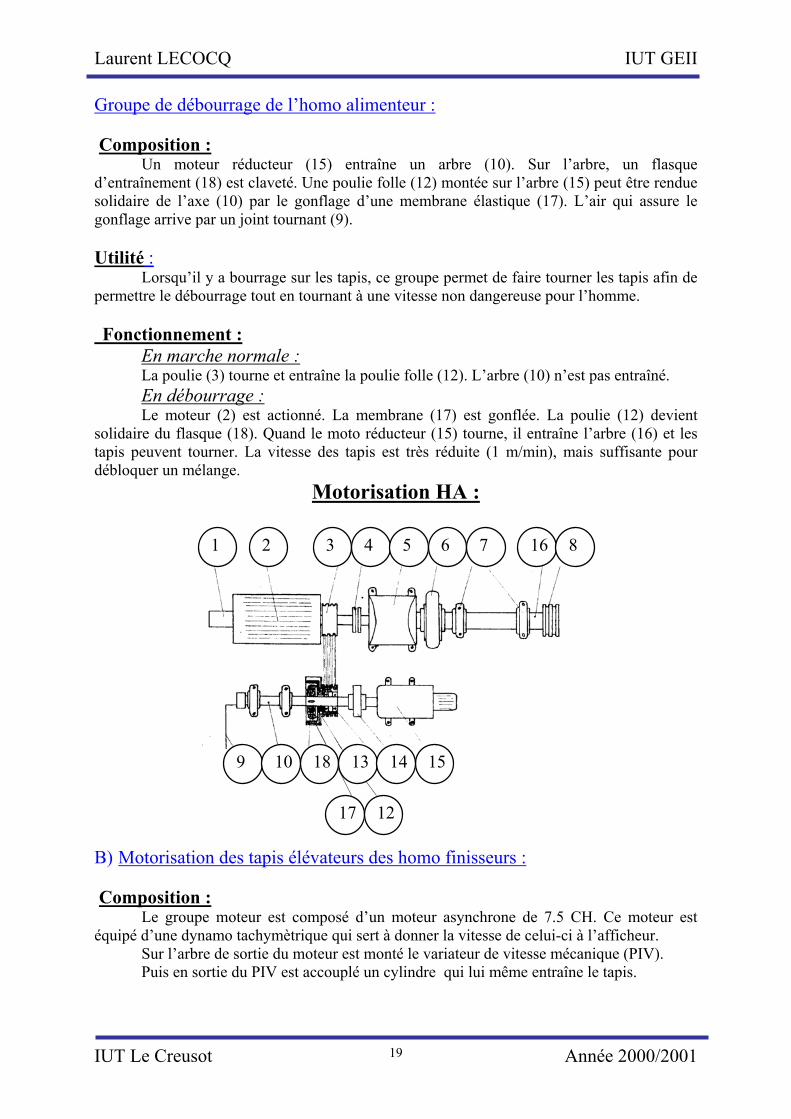
Groupe de débourrage de l’homo alimenteur : Composition : Un moteur réducteur (15) entraîne un arbre (10). Sur l’arbre, un flasque d’entraînement (18) est claveté. Une poulie folle (12) montée sur l’arbre (15) peut être rendue solidaire de l’axe (10) par le gonflage d’une membrane élastique (17). L’air qui assure le gonflage arrive par un joint tournant (9). Utilité : Lorsqu’il y a bourrage sur les tapis, ce groupe permet de faire tourner les tapis afin de permettre le débourrage tout en tournant à une vitesse non dangereuse pour l’homme. Fonctionnement :
En marche normale : La poulie (3) tourne et entraîne la poulie folle (12). L’arbre (10) n’est pas entraîné. En débourrage : Le moteur (2) est actionné. La membrane (17) est gonflée. La poulie (12) devient
solidaire du flasque (18). Quand le moto réducteur (15) tourne, il entraîne l’arbre (16) et les tapis peuvent tourner. La vitesse des tapis est très réduite (1 m/min), mais suffisante pour débloquer un mélange.
Motorisation HA :
16
10 18
17 12
13 14 15
1 2 3 4 5 6 7 8
9
B) Motorisation des tapis élévateurs des homo finisseurs : Composition : Le groupe moteur est composé d’un moteur asynchrone de 7.5 CH. Ce moteur est équipé d’une dynamo tachymètrique qui sert à donner la vitesse de celui-ci à l’afficheur. Sur l’arbre de sortie du moteur est monté le variateur de vitesse mécanique (PIV).
Puis en sortie du PIV est accouplé un cylindre qui lui même entraîne le tapis.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 20
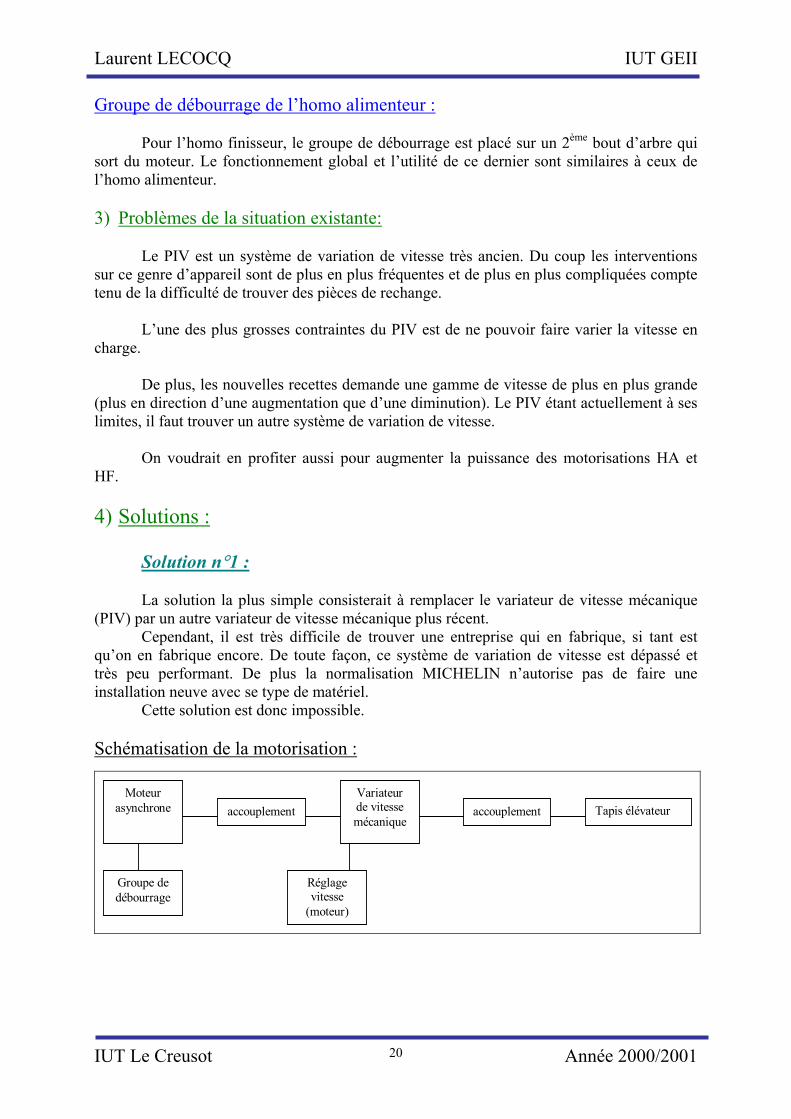
Groupe de débourrage de l’homo alimenteur : Pour l’homo finisseur, le groupe de débourrage est placé sur un 2ème bout d’arbre qui sort du moteur. Le fonctionnement global et l’utilité de ce dernier sont similaires à ceux de l’homo alimenteur. 3) Problèmes de la situation existante: Le PIV est un système de variation de vitesse très ancien. Du coup les interventions sur ce genre d’appareil sont de plus en plus fréquentes et de plus en plus compliquées compte tenu de la difficulté de trouver des pièces de rechange. L’une des plus grosses contraintes du PIV est de ne pouvoir faire varier la vitesse en charge. De plus, les nouvelles recettes demande une gamme de vitesse de plus en plus grande (plus en direction d’une augmentation que d’une diminution). Le PIV étant actuellement à ses limites, il faut trouver un autre système de variation de vitesse. On voudrait en profiter aussi pour augmenter la puissance des motorisations HA et HF. 4) Solutions : Solution n°1 : La solution la plus simple consisterait à remplacer le variateur de vitesse mécanique (PIV) par un autre variateur de vitesse mécanique plus récent. Cependant, il est très difficile de trouver une entreprise qui en fabrique, si tant est qu’on en fabrique encore. De toute façon, ce système de variation de vitesse est dépassé et très peu performant. De plus la normalisation MICHELIN n’autorise pas de faire une installation neuve avec se type de matériel. Cette solution est donc impossible. Schématisation de la motorisation :
Moteurasynchrone
Variateurde vitessemécanique
accouplement
Réglagevitesse
(moteur)
Tapis élévateuraccouplement
Groupe dedébourrage
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 21
Solution n°2 :
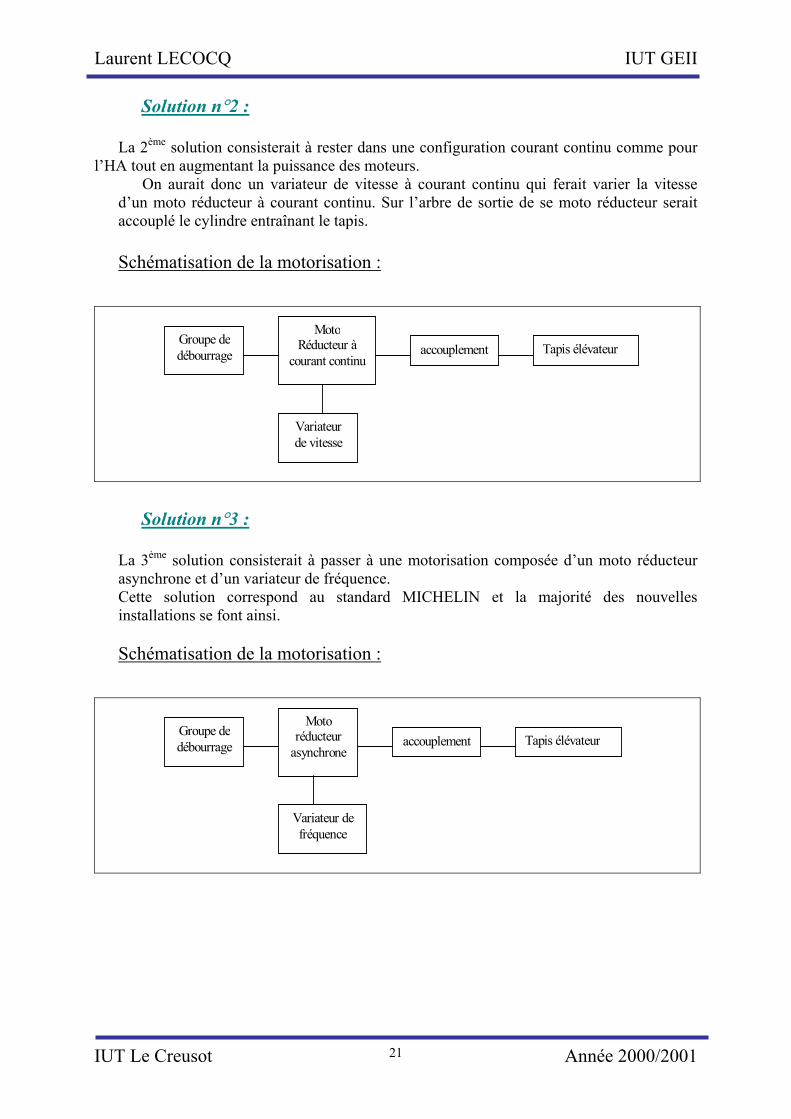
La 2ème solution consisterait à rester dans une configuration courant continu comme pour l’HA tout en augmentant la puissance des moteurs.
On aurait donc un variateur de vitesse à courant continu qui ferait varier la vitesse d’un moto réducteur à courant continu. Sur l’arbre de sortie de se moto réducteur serait accouplé le cylindre entraînant le tapis. Schématisation de la motorisation :
MotoRéducteur à
courant continu
Variateurde vitesse
accouplement Tapis élévateurGroupe dedébourrage
Solution n°3 :
La 3ème solution consisterait à passer à une motorisation composée d’un moto réducteur asynchrone et d’un variateur de fréquence. Cette solution correspond au standard MICHELIN et la majorité des nouvelles installations se font ainsi. Schématisation de la motorisation :
Motoréducteur
asynchrone
Variateur defréquence
accouplement Tapis élévateurGroupe dedébourrage
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 22
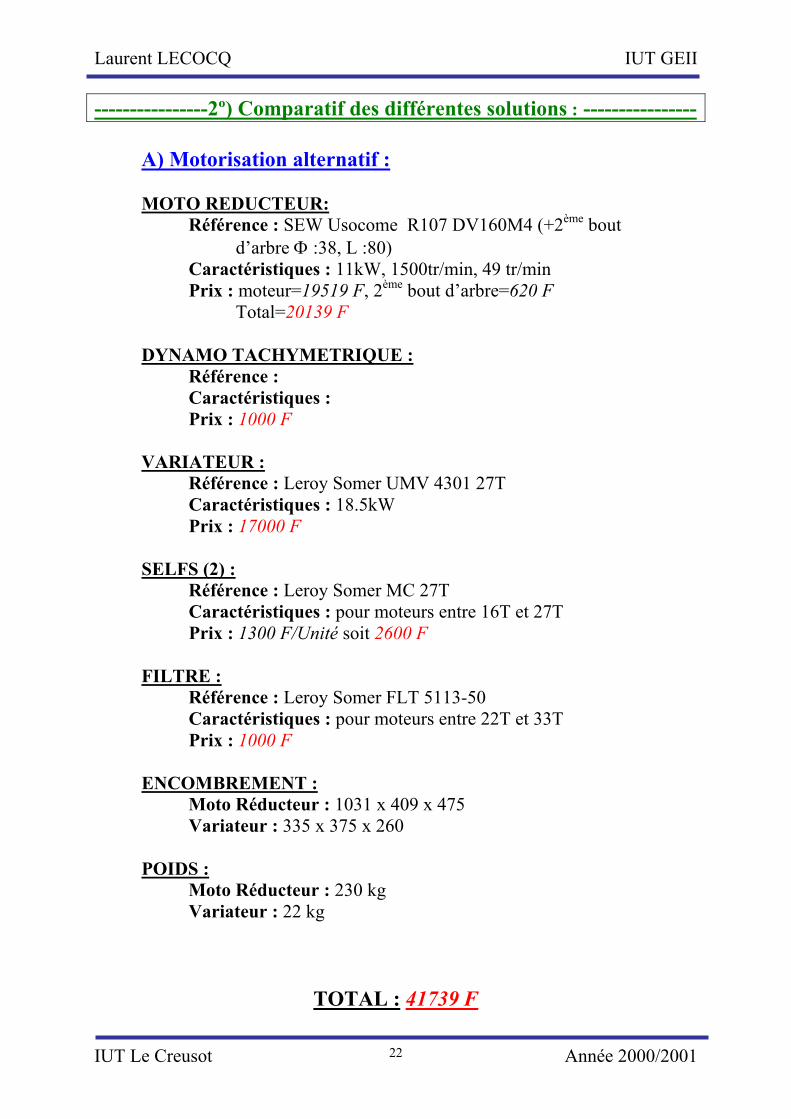
----------------2º) Comparatif des différentes solutions : ---------------- A) Motorisation alternatif :
MOTO REDUCTEUR:
Référence : SEW Usocome R107 DV160M4 (+2ème bout d’arbre Φ :38, L :80)
Caractéristiques : 11kW, 1500tr/min, 49 tr/min Prix : moteur=19519 F, 2ème bout d’arbre=620 F Total=20139 F DYNAMO TACHYMETRIQUE :
Référence : Caractéristiques : Prix : 1000 F
VARIATEUR : Référence : Leroy Somer UMV 4301 27T
Caractéristiques : 18.5kW Prix : 17000 F SELFS (2) :
Référence : Leroy Somer MC 27T Caractéristiques : pour moteurs entre 16T et 27T Prix : 1300 F/Unité soit 2600 F
FILTRE : Référence : Leroy Somer FLT 5113-50
Caractéristiques : pour moteurs entre 22T et 33T Prix : 1000 F ENCOMBREMENT :
Moto Réducteur : 1031 x 409 x 475 Variateur : 335 x 375 x 260 POIDS :
Moto Réducteur : 230 kg Variateur : 22 kg
TOTAL : 41739 F
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 23
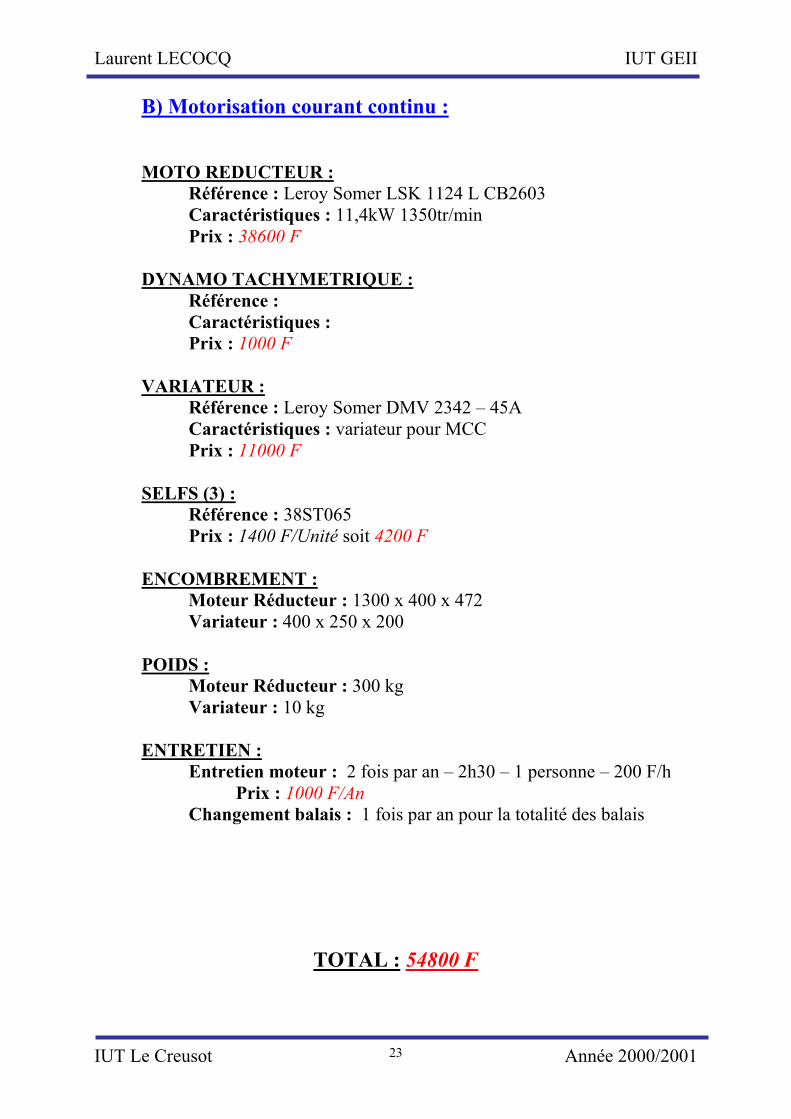
B) Motorisation courant continu : MOTO REDUCTEUR :
Référence : Leroy Somer LSK 1124 L CB2603 Caractéristiques : 11,4kW 1350tr/min Prix : 38600 F DYNAMO TACHYMETRIQUE :
Référence : Caractéristiques : Prix : 1000 F
VARIATEUR : Référence : Leroy Somer DMV 2342 – 45A
Caractéristiques : variateur pour MCC Prix : 11000 F SELFS (3) :
Référence : 38ST065 Prix : 1400 F/Unité soit 4200 F ENCOMBREMENT :
Moteur Réducteur : 1300 x 400 x 472 Variateur : 400 x 250 x 200 POIDS :
Moteur Réducteur : 300 kg Variateur : 10 kg
ENTRETIEN : Entretien moteur : 2 fois par an – 2h30 – 1 personne – 200 F/h Prix : 1000 F/An Changement balais : 1 fois par an pour la totalité des balais
TOTAL : 54800 F
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 24
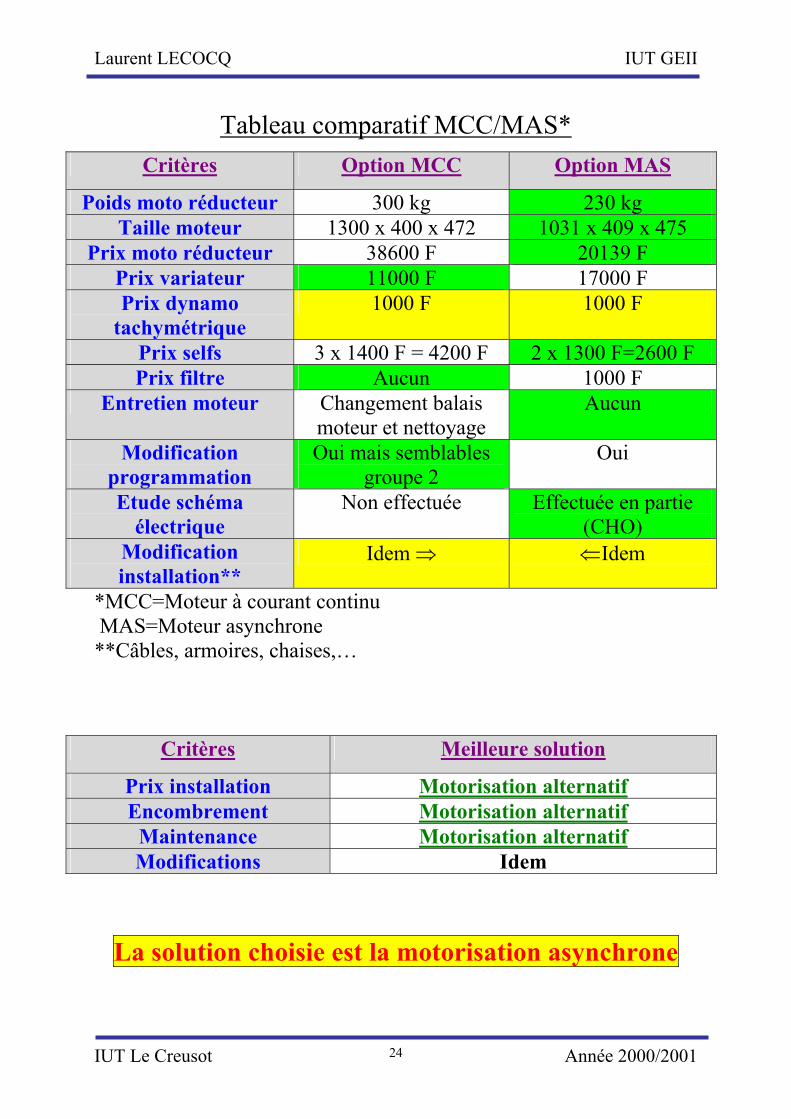
Tableau comparatif MCC/MAS*
Critères Option MCC Option MAS
Poids moto réducteur 300 kg 230 kg Taille moteur 1300 x 400 x 472 1031 x 409 x 475
Prix moto réducteur 38600 F 20139 F Prix variateur 11000 F 17000 F Prix dynamo
tachymétrique 1000 F 1000 F
Prix selfs 3 x 1400 F = 4200 F 2 x 1300 F=2600 F Prix filtre Aucun 1000 F
Entretien moteur Changement balais moteur et nettoyage
Aucun
Modification programmation
Oui mais semblables groupe 2
Oui
Etude schéma électrique
Non effectuée Effectuée en partie (CHO)
Modification installation**
Idem ⇒ ⇐Idem
*MCC=Moteur à courant continu MAS=Moteur asynchrone **Câbles, armoires, chaises,…
Critères Meilleure solution
Prix installation Motorisation alternatif Encombrement Motorisation alternatif
Maintenance Motorisation alternatif Modifications Idem
La solution choisie est la motorisation asynchrone
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 25
-----------------------------3º) Etude des modifications : ------------------------------
Une fois la solution choisie (moto réducteur asynchrone et variateur de fréquence), il a fallu faire son étude et effectuer les modifications nécessaires pour la mettre en place.
Celle-ci se divisent en 2 parties :
-La conception et l’intégration du variateur et du moteur dans l’équipement existant Cette partie a consisté à réaliser les schémas électriques qui intègrent :
. le disjoncteur du variateur
. le contacteur de puissance du moteur
. le système d’antiparasitage
. la résistance de freinage
. la commande du variateur
. les entrées sorties tout ou rien et analogiques nécessaires au fonctionnement de l’ensemble
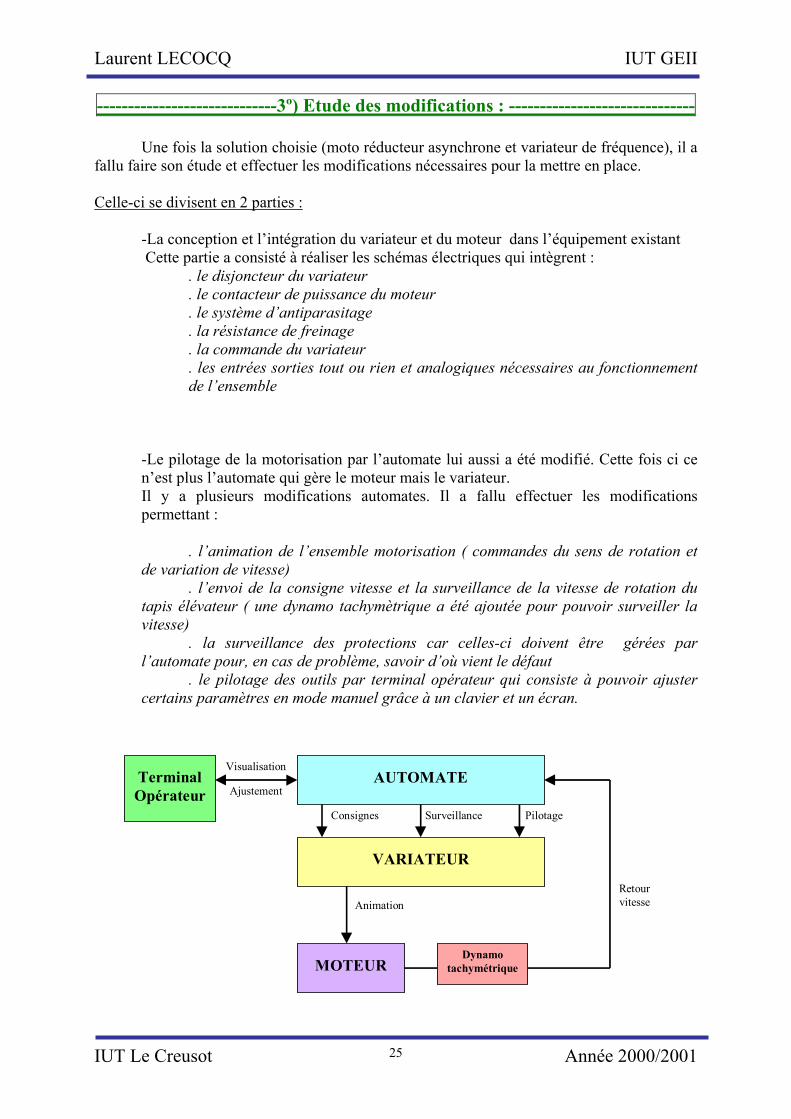
-Le pilotage de la motorisation par l’automate lui aussi a été modifié. Cette fois ci ce n’est plus l’automate qui gère le moteur mais le variateur. Il y a plusieurs modifications automates. Il a fallu effectuer les modifications permettant :
. l’animation de l’ensemble motorisation ( commandes du sens de rotation et de variation de vitesse)
. l’envoi de la consigne vitesse et la surveillance de la vitesse de rotation du tapis élévateur ( une dynamo tachymètrique a été ajoutée pour pouvoir surveiller la vitesse)
. la surveillance des protections car celles-ci doivent être gérées par l’automate pour, en cas de problème, savoir d’où vient le défaut
. le pilotage des outils par terminal opérateur qui consiste à pouvoir ajuster certains paramètres en mode manuel grâce à un clavier et un écran.
AUTOMATE
VARIATEUR
MOTEUR
Surveillance
Dynamotachymétrique
Retourvitesse
TerminalOpérateur
Visualisation
Ajustement
Pilotage
Animation
Consignes
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 26
J’ai rassemblé ces modification dans deux dossiers, un pour l’homo alimenteur et un pour l’homo finisseur. Ces document serviront à la mise en place de ce système. J’y ai inclus une nomenclature où est indiqué tout le matériel nécessaire à la réalisation du projet.
J’ai inclus en annexe quelques un de ces documents qui montrent les principales
modifications : - un exemple de modification du dialogue homme/machine - le schéma électrique du moteur et du variateur - le grafcet permettant l’animation du tapis élévateur
ATTENTION :
Bien sur les documents mis en annexe ne sont pas très représentatifs du travail que j’ai effectué mais ceux ci sont trop nombreux pour pouvoir les insérer en annexe et MICHELIN ne m’a pas autorisé à les inclure car j’ai été confronté au secret professionnel.
Cependant, j’ai été autorisé à les présenter durant ma prestation orale du mardi 26 juin.
Laurent LECOCQ IUT GEII
IUT Le Creusot Année 2000/2001 27
Conclusion
Ces dix semaines passées au sein de l’entreprise MICHELIN ce sont très bien déroulées et ont étés très enrichissantes pour moi. Pour la première fois j’ai été confronté à résoudre un problème réel tel que l’on en trouve dans toutes les industries. On avait étudié cette année les deux types de motorisation mais séparément. Cette fois, j’ai du les confronter pour savoir laquelle des deux était la plus adaptée à notre cas mais surtout j’ai du les étudier en relation avec leur contexte réel.
D’autre part j’ai du apprendre à travailler en relation avec tous les corps de métier.
Une partie de mon stage a consisté à me renseigner auprès de toutes les personnes présentes, de l’opérateur au mécanicien en passant par les automaticiens et les électroniciens afin de confronter leur point de vue et de mettre en relation leurs idées.
Pour conclure plus en rapport avec ma réalisation, je dois dire que j’ai pu mener mon
projet à terme. Tout ce que j’ai réalisé, je l’ai inséré dans deux dossiers qui serviront à effectuer les modifications. Celles-ci seront sûrement effectuées l’année prochaine sur le groupe 1 et pourraient bien être installées plus tard sur le groupe 2.