Investissez dans l’optimisation de vos process. · Walter Xpress, vous vous créez de précieux...
24
Walter Xpress Investissez dans l’optimisation de vos process. _ WALTER XPRESS MET LE TURBO Nouveau ! PROGRAMME ÉTENDU
Transcript of Investissez dans l’optimisation de vos process. · Walter Xpress, vous vous créez de précieux...

Walter Xpress
Investissez dans l’optimisation de vos process.
_WALTER XPRESS MET LE TURBO
Nouveau !PROGRAMME
ÉTENDU

ASSOCIEZ CE QUI VA ENSEMBLE : EFFICACITÉ ET RENTABILITÉ.
Outils standard
Outils spéciaux sur mesure
OPTIMISEZ VOTRE PROCESSUS PRECISEMENT LÀ OÙ LA PRODUCTIVITÉ FAIT DÉFAUT : DANS LES TEMPS DE PRÉPARATION
Plus d’opérations intégrées, une plus grande efficacitéExécuter plusieurs opérations avec un outil – c’est la conséquence logique de notre compréhension globale des process. Notre but est de rendre vos process plus efficaces de manière concrète.
Minimiser les temps de préparation et les arrêtsRéduisez les temps non productifs pendant l’usinage ! Le regroupement de différentes étapes réduit le nombre de changements d’outils et permet un usinage simultané. Résultat : la productivité de votre fabrication augmente.
Avec les outils spéciaux, vous réunissez plusieurs opérations d’usinage dans un seul outilVous avez une opération d’usinage spécifique. Walter détermine pour vous au préalable une solution qui optimise votre process ! Là où par exemple un foret monobloc et un outil à chanfreiner étaient jusqu’à présent nécessaires, vous pouvez désormais exécuter les deux opérations bien plus efficacement avec un seul outil. Car les deux usinages sont réunis dans un seul et unique outil. Votre avantage : votre process est alors nettement simplifié.
Avec les outils spéciaux sur mesure, vous regroupez plusieurs opérations d’usinage en un seul outil. Vous économiserez des changements d’outils improductifs et rendrez plus performants l’ensemble de vos process d’usinage.
Durée du processus [t]
Opération 1 + 2 + 3
Temps de réglage / Changement d’outil
Opération 1 Opération 2 Opération 3
Jusqu’à 40 % de gain de temps grâce à la réduction des temps de préparation
2

Si vous demandez aujourd’hui un outil Walter Xpress, vous avez dès le lendemain toutes les données essentielles sur votre bureau.
Économisez de l’argent comptant avec Walter XpressWalter Xpress est rapide, performant et individuel. Des propriétés qui vous font économiser des coûts énormes – selon le nombre d’usinages – comparativement à des stratégies d’usinage conventionnelles.
Utilisez votre temps pour votre compétence de basePendant que vous augmentez votre productivité avec Walter Xpress, vous vous créez de précieux gains de temps. Un gain de temps apte à générer un étonnant effet de levier – par exemple si vous l’exploitez résolument pour vos compétences de base.
Réduisez votre stock d’en-cours en outils Son nom est déjà tout un programme. Walter Xpress brille par des délais de livraison extrêmement courts. Pour vous, cela signifie : au plus tard trois semaines après la réception de la commande, généralement même plus tôt, vous recevez des outils sur mesure de la gamme d’outils Walter Xpress. Votre propre stock reste faible et vous pouvez réduire votre capital engagé.
Profitez-en – même avant la livraisonAvec Walter Xpress, vous profitez d’une énorme sécurité de planification – et ce dès l’origine ! Car la simulation est disponible dès le stade de l’offre.
DÉLAI DE LIVRAISON MAXIMAL SOUS TROIS SEMAINES : WALTER XPRESS MET LE TURBO
Durée du processus [t]
Livraison de votre outil Walter Xpress
Après 2 –3 semaines
Vous recevez une offre en même temps que la mise à disposition de la documentation client
Nous avons reçu votre demande
Jour 1 Jour 2
Vous nous passez commande.
Jour 3
Démarrage de la production
Jour 4
3

Perçage avec des outils à plaquettes amovibles
* Le diamètre effectivement percé de la pièce peut différer de ces valeurs en raison de la profondeur de perçage, du matériau de la pièce à usiner, de l’avance et des conditions d’enlèvement des copeaux, etc.
TolérancesNombre maxi de logements de plaquettes amovibles différents
Foret à pointe interchangeable Point Drill
Alésage : fritté : ± 0,15 mmrectifié : ± 0,10 mm Dans des conditions optimales, il est possible d’atteindre une tolérance de perçage de IT8 du diamètre de perçage.*
5
Foret à plaquettes Insert Drill / D3120
fritté : ± 0,15 mmrectifié : ± 0,10 mm
6
Opérationpar étage au maximum 2 logements de plaquettes amovibles possibles
Dmin, maxmm
LCmm
l4mm
Perçage en pleine matière
Foret à pointe interchangeable - Point Drill
Dc = 12,00–37,998 × DC ≤ 300
Foret à plaquettes - Insert Drill
Dc = 16,50–59,005 × DC ≤ 300
D3120
Dc = 16,00–42,004 × DC ≤ 300
1er étage : perçage en pleine matière + chanfreinage D2 max = DC + 15
Foret à pointe inter-changeable - Point Drill
5 × DC
7 × DC
Foret à plaquettes - Insert Drill
5 × DC
≤ 300
1er étage : perçage en pleine matière + alésage D2 max = DC + 22
Foret à pointe inter-changeable - Point Drill
5 × DC
7 × DC
Foret à plaquettes - Insert Drill
5 × DC
≤ 300
1er étage : perçage en pleine matière + alésage et chanfreinage
D2.1 max = DC + 15
D2.2 max = D2.1 + 22
Foret à pointe inter-changeable - Point Drill
5 × DC
7 × DC
Foret à plaquettes - Insert Drill
5 × DC
≤ 300
2ème étage : … + chanfreinage
D3 max = D2 + 15
Foret à pointe inter-changeable - Point Drill
5 × DC
7 × DC
Foret à plaquettes - Insert Drill
5 × DC
≤ 300
2ème étage : … + alésage
D3 max = D2 + 22
Foret à pointe inter-changeable - Point Drill
5 × DC
7 × DC
Foret à plaquettes - Insert Drill
5 × DC
≤ 300
2ème étage : … + alésage et chanfreinage D3.1 max = D2 + 15
D3.2 max = D3.1 + 22
Foret à pointe inter-changeable - Point Drill
5 × DC
7 × DC
Foret à plaquettes - Insert Drill
5 × DC
≤ 300
DC
DC
l4
LC
DC
DC
DC
DC
DC
DC
DC
DC
D2
D2
D2.1
D2
D2
D2.2
D3
D3
D3.2D3.1D2
l4
l4
l4
l4
l4
l4
l4
LC
LC
LC
LC
LC
LC
LC
DC
4

*D3120 / D3320 sont disponibles à partir de Q3/2018
Plaquettes amovibles possibles – alésage
Forme CC.. Forme DC..
Forme SC..
Forme TC..
Forme MP.. Forme P484..
Forme P284..
Exemples d’outils
Foret à plaquettesForet à pointe interchangeableD3120 / D3320*
Attachements possibles
SK DIN 69871ANSI/CAT JIS (MASBT)
HSKDIN 69893, forme A
Queue cylindriqueISO 9766
Queue cylindriqueDIN 1835
NCT Walter Capto™
ScrewFit AC
5

Alésage avec des outils à plaquettes amovibles
Nombre de dents possibles par étage
Progression maxi par rapport à DC
Diamètre 0–25 : Z = 1Diamètre 25–50 : Z = 2Diamètre 50–75 : Z = 3Diamètre > 75 : Z = 4
1er Chanfreinage : DC + 15 mm2ème Alésage : DC + 22 mm3ème Chanfreinage + alésage : DC + 37 mm
Opérationpar étage maxi 4 logements de plaquettes amovibles/cassettes possibles
Dmin, maxmm Angle ap max
mmLCmm
l4 mm
1er étage : chanfreinage
Dc = 16–250 90°–3° 7,5 ≤ 5 × DC ≤ 300
1er étage : alésage
Dc = 16–250 90°–3° 11 ≤ 5 × DC ≤ 300
1er étage : alésage + chanfreinage
Dc = 16–250 90°–3° 18,5 ≤ 5 × DC ≤ 300
2ème étage : … + chanfreinage
D2 max = DC + 15 90°–3° ≤ 5 × DC ≤ 300
2ème étage : … + alésage
D2 max = DC + 22 90°–3° ≤ 5 × DC ≤ 300
2ème étage : … + alésage et chanfreinage D2.1 max = DC + 15
D2.2 max = D2.1 + 2290°–3° ≤ 5 × DC ≤ 300
3ème étage : … + chanfreinage
D3 max = D2 + 15 ≤ 5 × DC ≤ 300
3ème étage : ... + alésage
D3 max = D2 + 22 ≤ 5 × DC ≤ 300
3ème étage : ... + alésage et chanfreinage D3.1 max = D2 + 15
D3.2 max = D3.1 + 2290°–3° ≤ 5 × DC ≤ 300
LC
l4
DC
DC
DC
DW
DW
DW
DW
DW
DW
DW DCD2 D3.1 D3.2
DC
DC
DC
DC
DC
DC
DC
DC
D2
D2
D2
D2.1
D2
D2
D3
D3
D2.2
l4
l4
l4
l4
l4
l4
l4
l4
l4
LC
LC
LC
LC
LC
LC
LC
LC
LC
AP
AP
AP
6

Plaquettes amovibles possibles – alésage
Forme CC.. Forme DC..
Forme SC..
Forme TC..
Forme MP.. Forme P484..
Cassettes possibles
κ: 95°, 90°Alésage de finition : DC min = 28 mm
κ: 95°, 90°, 75°, 60°, 45°, 30°, 15°Cartouche Walter : D C min = 40 mm
κ: 95°, 90°, 75°, 60°, 45°, 30°, 15°Cartouche ISO : DC min = 40 mm
κ: 95°, 90°, 75°, 60°, 45°, 30°, 15°Minicartouche : DC min = 20 mm
Attachements possibles
SK DIN 69871ANSI/CAT JIS (MASBT)
HSKDIN 69893, forme A
Queue cylindriqueselon la norme ISO 9766
Queue cylindriqueDIN 1835
NCT Walter Capto™
ScrewFit AC
Exemples d’outils
Outil d’alésage à trois étages avec logements de plaquettes fixes
Outil d’alésage avec cartouche ISO
7

Perçage avec des outils en carbure monobloc / HSS
Opération Dmin, maxmm
LC mm
Longueur d’étage l3 mm
l1mm
Angle de pointemin, max
Angle étage min, max
Perçage en pleine matière
Carbure monobloc :Dc = 3,00–20,00
Acier rapide - HSS : Dc = 3,00–16,00
35 × DC
≤ 430
≤ 470
90°–150°
1er étage : perçage en pleine matière + chanfreinage Carbure monobloc :
D2 max = DC × ~ 1,510 × DC 10 × DC ≤ 330 90°–150° 60°–180°
1er étage : perçage en pleine matière + alésage Carbure monobloc :
D2 max = DC × ~ 1,512 × DC 10 × DC ≤ 330 90°–150° 60°–180°
2ème étage : ... + chanfreinage
Carbure monobloc :D3 max = DC × ~ 1,5
12 × DC 10 × DC ≤ 330 90°–150° 60°–180°
2ème étage : ... + alésage
Carbure monobloc :D3 max = DC × ~ 1,5
12 × DC 10 × DC ≤ 330 90°–150° 60°–180°
Tolérances
Dmin, max ≥ IT6
Longueur d’étage l3 ± 0,05
l1
LC
DC
DC
DC
DC
DC
DC
D2
D2
D2
D2
D3
D3
l1
l1
l1
l1
l1
LC
LC
LC
LC
LC
8

Variante lubrification
lubrification interne (IK)
lubrification externe
MMS (micropulvérisation)
Variante queue
DIN 6535 HA
DIN 6535 HE
DIN 6535 HB
X·treme DH, technologie XD
Exemples d’outils
X·treme Plus
Foret étagé Alpha® Jet avec angle d’étage à 180°
Foret étagé DC170 Supreme
9

Exemples d’outils
P6004 anthracite
Groupes de matériaux
P NK
Perçage en pleine matière avec des plaquettes amovibles haute performance
P6004 or P6004 rouge
OpérationDiamètre DCmm
Rayon de bec r mm
Chanfrein au bec Lmm
Angle de pointe
Perçage en pleine matière avec diamètre inter médiaire spécial
DC min = 12,00
DC max = 38,00140°
Perçage en pleine matière avec rayon au bec spécial
DC min = 12,00
DC max = 38,00
rmin = 0,3
rmax = 0,15 × DC 140°
Perçage en pleine matière avec chanfrein au bec spécial
DC min = 12,00
DC max = 38,00
LC min = 0,3
LC max = 1,0
αC min = 30°
αC max = 60°
140°
Application
DC
DC
DC
R
αCLC
10

Réalisation de gorge avec système pour réalisation de gorge à plusieurs arêtes de coupe Walter Cut MX
OpérationLargeur de coupe smm
Profondeur de coupe T mm
Rayon de bec r mm
Angle d’attaque de l’outil
Angle de chanfrein
Réalisation de gorge
Smin = 0,5
Smax = 5,5
Tmin = 1
Tmax = 6
rmin = 0,05
rmax = (r1+r2=S)
Réalisation de gorge à rayon plein
Smin = 0,5
Smax = 5,5
Tmin = 1
Tmax = 6r = S/2
Tronçonnage
Smin = 0,5
Smax = 5,5
Tmin = 1
Tmax = 6
rmin = 0,05
rmax = (r1+r2=S)
Kmin = 3°
Kmax = 20°
Réalisation de gorge et chanfreinage
Smin = 1
Smax = 5,5
Tmin = 1
Tmax = 6
rmin = 0,05
rmax = 0,50
B1min = 30°
B1max = 60°
D2
Tmax
lTol.
Exemples d’outils
Géométrie CF5 Géométrie GD8
6°
6°
18°
6°
Groupes de matériaux
P K SM
Tolérances largeur de coupe : ±0,02 mm. Les largeurs de plaquette de tronçonnage sont disponibles à partir de 3,25–5,55 mm à partir de Q3/2018. Réalisation de gorge et chanfreinage (forme B) les profondeurs de gorge jusqu’à Tmax 6 mm sont disponibles à partir de Q3/2018.
Application
S
S
S
S
r
r r
T
B1
rr
rr
K
11

Filetage avec des outils HSS-E / HSS-E PM
* En fonction du type
Variantes
Version coupe à droite ou à gauche
Opération DN min, maxmm
l1 maxmm Dimensions Types de filetage Forme d’entrée*
Taraudage : Trou borgne
3,00–24,00
Pouce :NO5–15/16"
80 [DN ≤ 4 mm]135 [DN ≤ 12 mm]190 [DN ≤ 24 mm]
DIN 371DIN 374DIN 376DIN 5156DIN 21841RDIN 21841TANSI DINANSIANSIDINJIS DIN 40435RDIN 40435Tselon définition
MEG MMFEG MFUNEG UNUNCEG UNCUNFEG UNFUNEFG
Forme C (23 filets)Forme E (1,52 filets)Forme F (11,5 filet)Forme A (67 filets)Forme D (45 filets)
Taraudage : Trou débouchant
3,00–24,00
Pouce :NO5–15/16"
80 [DN ≤ 4 mm] 135 [DN ≤ 12 mm]190 [DN ≤ 24 mm]
DIN 371DIN 374DIN 376DIN 5156DIN 21841RDIN 21841TANSI DINANSIANSIDINJIS DIN 40435RDIN 40435Tselon définition
MEG MMFEG MFUNEG UNUNCEG UNCUNFEG UNFUNEFG
Forme B (45 filets)
Taraudage par déformation : Trou borgne et trou débouchant
3,00–24,00
Pouce :1/16"–5/8"
80 [DN ≤ 4 mm] 135 [DN ≤ 12 mm]190 [DN ≤ 12 mm]
DIN 2174RDIN 2174TDIN 2189ANSIDINANSIANSIDINJISDIN 40435RDIN 40435Tselon définition
MEG MMFEG MFG
Forme C (23,5 filets)Forme E (1,52 filets)Forme A (67 filets)Forme D (45,5 filets)
l1
DN
DN
DN
DN
l1
l1
l1
DN
l1
12
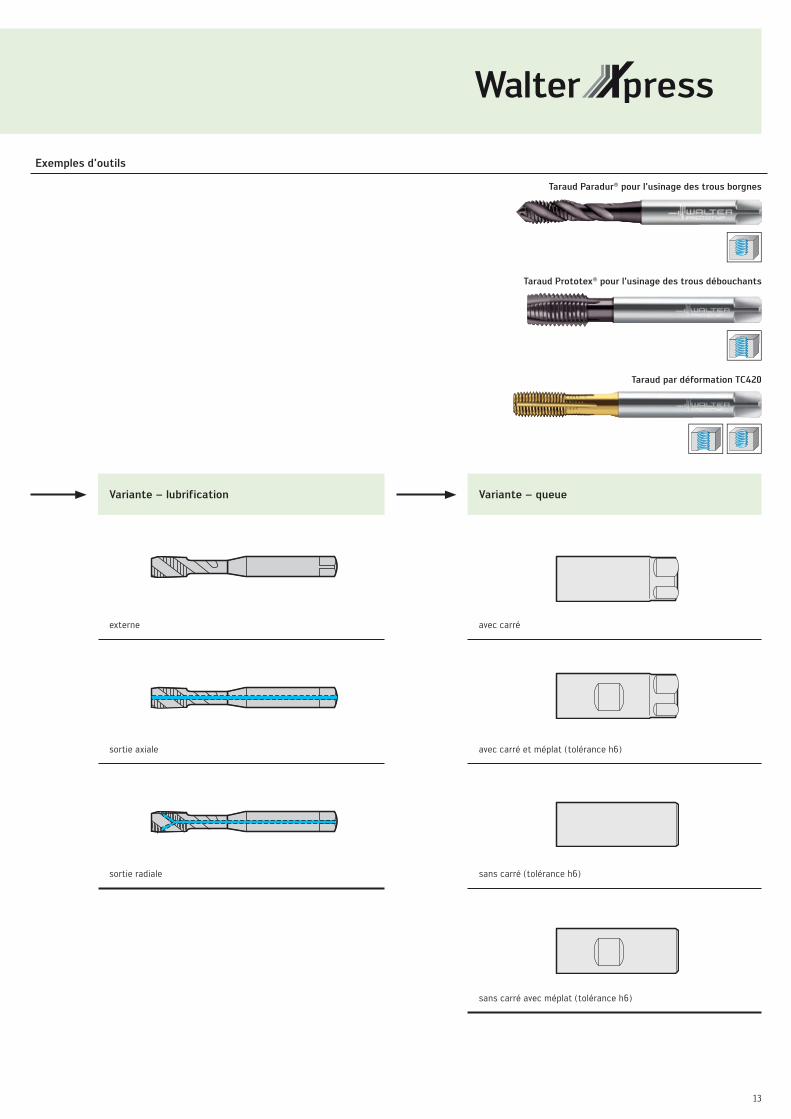
Variante – lubrification
externe
sortie axiale
sortie radiale
Variante – queue
avec carré
avec carré et méplat (tolérance h6)
sans carré (tolérance h6)
sans carré avec méplat (tolérance h6)
Exemples d’outils
Taraud Paradur® pour l’usinage des trous borgnes
Taraud Prototex® pour l’usinage des trous débouchants
Taraud par déformation TC420
13
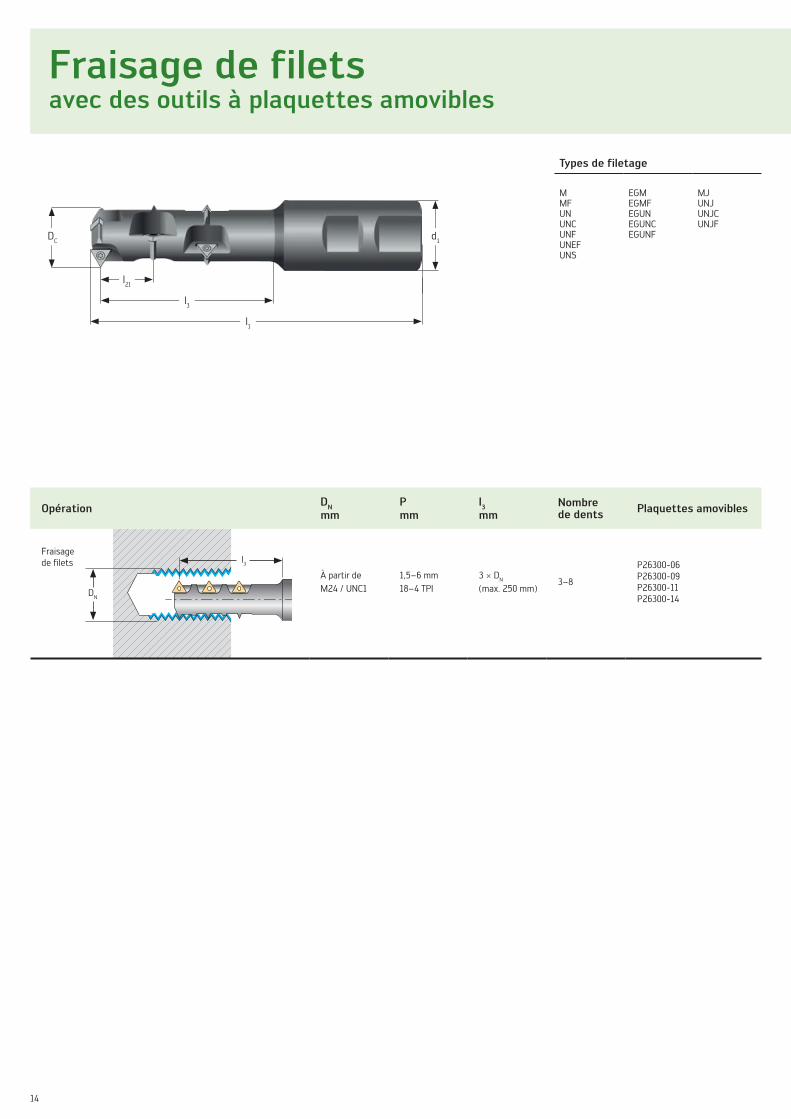
Fraisage de filets avec des outils à plaquettes amovibles
Types de filetage
MMFUNUNCUNFUNEFUNS
EGMEGMFEGUNEGUNCEGUNF
MJUNJUNJCUNJF
l21
l1
DC d1
Opération DN mm
P mm
l3 mm
Nombre de dents Plaquettes amovibles
Fraisage de filets
À partir de M24 / UNC1
1,5–6 mm18–4 TPI
3 × DN (max. 250 mm)
3–8
P2630006P2630009P2630011P2630014
l3
l3
DN
14
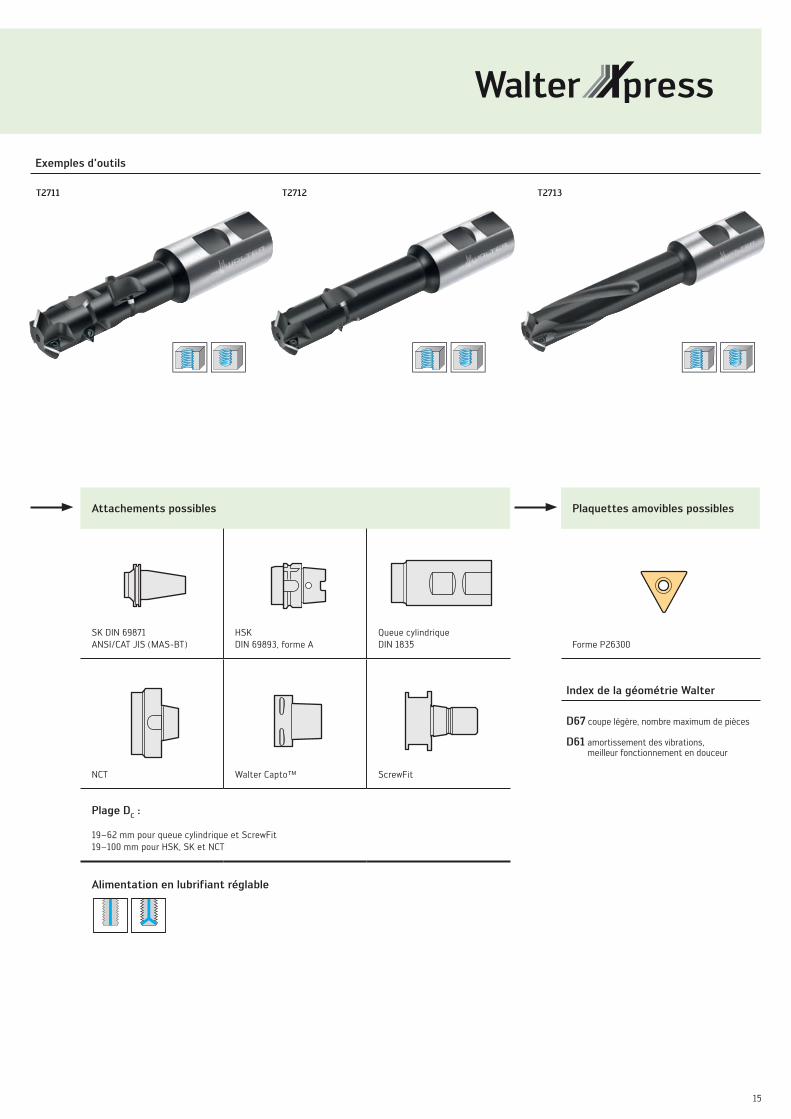
Plaquettes amovibles possibles
Forme P26300
Index de la géométrie Walter
D67 coupe légère, nombre maximum de pièces
D61 amortissement des vibrations, meilleur fonctionnement en douceur
Exemples d’outils
T2711 T2713T2712
Attachements possibles
SK DIN 69871ANSI/CAT JIS (MASBT)
HSKDIN 69893, forme A
Queue cylindriqueDIN 1835
NCT Walter Capto™ ScrewFit
Plage DC :
19–62 mm pour queue cylindrique et ScrewFit19–100 mm pour HSK, SK et NCT
Alimentation en lubrifiant réglable
15

Fraisage avec des outils à plaquettes amovibles M4000
Tolérances Diamètre
Fraise à dresser
Par plaquette amovible frittée :
Par plaquette amovible rectifiée :
± 0,15 mm
± 0,1 mm
Opération DC min, max mm
L C min, max mm
l 4 min, max mm
Kappa [κ] Plaquettes amovibles
Dressage à la fraise(M4132)
15–250 0,1–11 ≤ 125 89,5°SD..06SD..09SD..12
Dressage à la fraise(M4130)
16–250 0,1–16 ≤ 125 90°LD..08LD..14LD..17
Surfaçage(M4000)
15–250 0,1–11 ≤ 125 10°–89,5°SD..06SD..09SD..12
Fraise à chanfreiner(M4000)
8–240 0,1–10 ≤ 125 15°–75°SD..06SD..09SD..12
l4
l4
LC
LC
DC DC
DC
DC
DC
DC
LC
LC
LC
LC
l4
l4
l4
l4
16

Attachements possibles
SK DIN 69871ANSI/CAT JIS (MASBT)
HSKDIN 69893, forme A
Queue cylindriqueDIN 1835 NCT
Walter Capto™ ScrewFit
Entraînement transversal trou cylindrique DIN 138A
Plage DC :
15–62 mm pour queue cylindrique et ScrewFit15–84 mm pour HSK, SK et NCT40–250 mm pour logements alésage
Fraisage avec des outils à plaquettes amovibles M4000
Fraise à dresser Fraises à surfacer Fraise à chanfreiner
Exemples d’outils
17

Fraisage avec des outils à plaquettes amovibles
Tolérances Diamètre Largeurs de coupe
Fraise à dresser
Par plaquette amovible frittée :
Par plaquette amovible rectifiée :
Par tolérance restreinte :
± 0,20 mm
± 0,12 mm
± 0,07 mm
Fraise disque
Par plaquette amovible frittée :
Par plaquette amovible rectifiée :
Par tolérance restreinte :
± 0,30 mm
± 0,23 mm
± 0,09 mm
± 0,34 mm
± 0,16 mm
± 0,11 mm
Opération DC min, max mm
L C min, max mm
l4 min, max mm
ae max mm
SBmm
Kappa [κ] Plaquettes amovibles
Dressage Xtra·tec®
10,00–250,00 0,1–16,7 ≤ 125 90°
AD..0803AD..10T3AD..1204AD..1606AD..1807
Dressage Walter BLAXX
21,90–250,00 0,1–15,0 ≤ 125 90°LN..0904LN..1306LN..1607
Rainurage
80,00–350,00 11,0–31,0 ≤ 100 0,3 × DC 11–30CN..0805CN..1206CN..1608
Xtra·tec®
Rainurage 80,00–350,00 11,0–30,0 ≤ 100 0,3 × DC 11–30
LN..0804LN..1005LN..1206LN..1608
Surfaçage à la fraise pour usinage lourd 125,00–315,00 0,1–16,0 ≤ 125
15°
45°
60°
75°
90°
LN..2010
l4
l4
l4
LC
LC
DC
DC DC
SBSB
aeae
DC
DC
DC
DC
DC
DC
SB
SB
ae
ae
LC
LC
LC
l4
l4
l4
l4
18

Attachements possibles
SK DIN 69871ANSI/CAT JIS (MASBT)
HSKDIN 69893, forme A
Queue cylindriqueDIN 1835
NCT Walter Capto™ ScrewFit
Entraînement transversal trou cylindrique DIN 138A Entraînement transversal trou cylindrique DIN 138ATrou cylindrique avec rainure longitudinale DIN 138L
Plage DC :
10–62 mm pour queue cylindrique et ScrewFit10–84 mm pour HSK, SK et NCT40–350 mm pour logements alésage
Fraisage avec des outils à plaquettes amovibles
Fraise disqueFraise à dresser
Exemples d’outils
19
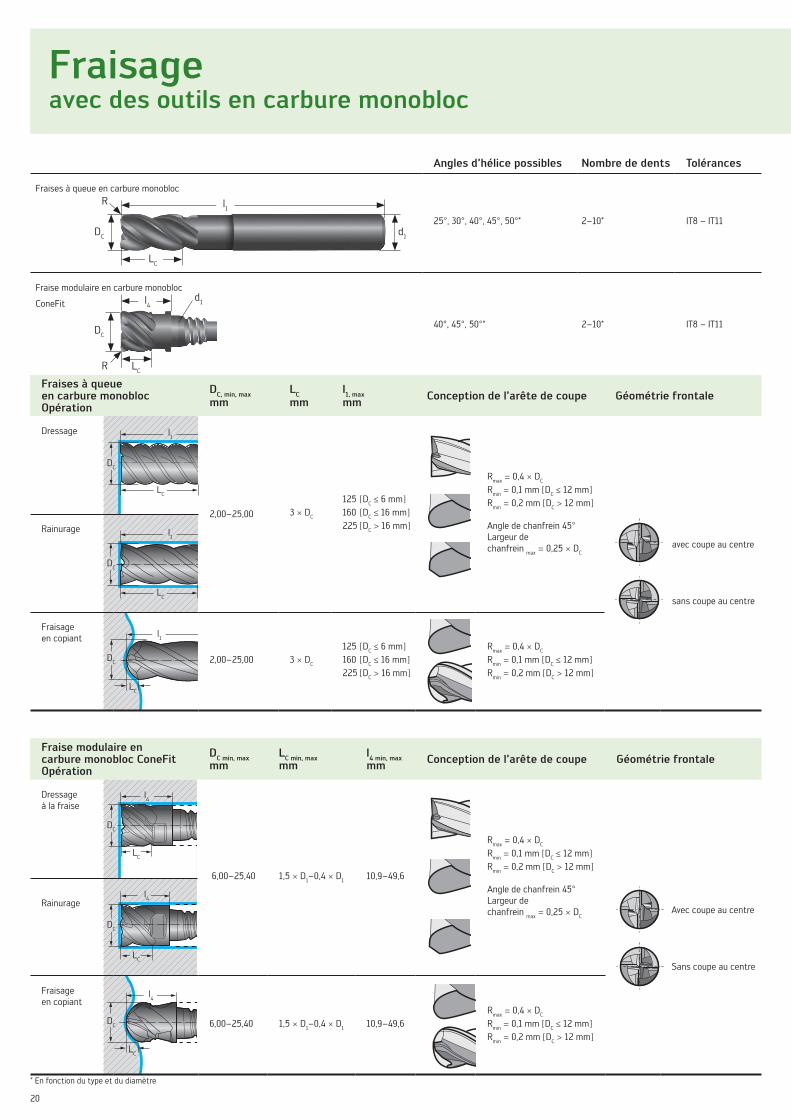
Fraisage avec des outils en carbure monobloc
* En fonction du type et du diamètre
Angles d’hélice possibles Nombre de dents Tolérances
Fraises à queue en carbure monobloc
25°, 30°, 40°, 45°, 50°* 2–10* IT8 – IT11
Fraise modulaire en carbure monobloc
ConeFit
40°, 45°, 50°* 2–10* IT8 – IT11
Fraises à queue en carbure monoblocOpération
DC, min, maxmm
LCmm
l1, maxmm Conception de l’arête de coupe Géométrie frontale
Dressage
Rainurage
2,00–25,00 3 × DC
125 [DC ≤ 6 mm] 160 [DC ≤ 16 mm] 225 [DC > 16 mm]
Rmax = 0,4 × DC
Rmin = 0,1 mm [DC ≤ 12 mm]Rmin = 0,2 mm [DC > 12 mm]
Angle de chanfrein 45°Largeur de chanfrein max = 0,25 × DC
avec coupe au centre
sans coupe au centre
Fraisage en copiant
2,00–25,00 3 × DC
125 [DC ≤ 6 mm] 160 [DC ≤ 16 mm] 225 [DC > 16 mm]
Rmax = 0,4 × DC
Rmin = 0,1 mm [DC ≤ 12 mm]Rmin = 0,2 mm [DC > 12 mm]
Fraise modulaire en carbure monobloc ConeFit Opération
DC min, maxmm
LC min, max mm
l4 min, max mm Conception de l’arête de coupe Géométrie frontale
Dressage à la fraise
Rainurage
6,00–25,40 1,5 × D1–0,4 × D1 10,9–49,6
Rmax = 0,4 × DC
Rmin = 0,1 mm [DC ≤ 12 mm]Rmin = 0,2 mm [DC > 12 mm]
Angle de chanfrein 45°Largeur de chanfrein max = 0,25 × DC
Avec coupe au centre
Sans coupe au centre
Fraisage en copiant
6,00–25,40 1,5 × D1–0,4 × D1 10,9–49,6Rmax = 0,4 × DC
Rmin = 0,1 mm [DC ≤ 12 mm]Rmin = 0,2 mm [DC > 12 mm]
DC
R
R
DC
LC
LC
l4
l1
d1
d1
DC
DC
DC
DC
DC
DC
LC
LC
LC
LC
LC
LC
l1
l1
l1
l4
l4
l4
20

Dimensions de queue d1 h6 : 6, 8, 10, 12, 14, 16, 18, 20, 25
HA
HB
HE
SafeLock(à partir de Dc 12 mm)
Dimensions ConeFit d1 : E10, E12, E16, E20, E25
Types possibles
MC111MC122MC216MC321MC322MC324MC326MC341MC416MC716MC726MD133
Proto·maxTM TG
Proto·maxTM ST N35
Proto·maxTM ST N45
Proto·maxTM ST N50
Protostar® Compact N45 Protostar® AL25*
Protostar® AL30*
Protostar® AL45Protostar® N30Protostar® N40*
Protostar® N45Protostar® N50Protostar® Tough Guys H50
* Possible avec rayon plein, coupe au centre
Types possibles
MC326 ProtomaxTM TG
ProtomaxTM ST N45ProtomaxTM ST N50Protostar® AL45Protostar® N40*
Protostar® N45Protostar® N50Protostar® N50Graphite
* Possible avec rayon plein, coupe au centre
Fraise modulaire en carbure monobloc ConeFitFraises à queue en carbure monobloc
Exemples d’outils
21

NE CHERCHEZ PLUS ET COMMANDEZ PLUS RAPIDEMENT : LES MOYENS D’ACCÉDER À VOTRE OUTIL.
COMMENT COMMANDER DES OUTILS SPÉCIAUX VIA WALTER XPRESS
Celui qui demande aujourd’hui un outil via Walter Xpress, reçoit toutes les données essentielles le lendemain – et en dispose au bout de 3 semaines au maximum
Définissez votre outil spécial simplement à l’aide du formulaire de demande, p. ex. sous : xpress.walter
Envoyez le formulaire par email à votre interlocuteur Walter Dans un délai de 24 heures, nous vous ferons parvenir une offre
accompagnée du plan, du prix et du délai de livraison
D’un simple clic de souris, nos technicocommerciaux vous aident sur place, p. ex. en vous faisant directement une offre accompagnée d’une documentation client complète. Vous ne pourrez pas commander votre outil spécial plus rapidement. Venez nous parler.
Walter Xpress pour économiser du temps et de l’argent
C’est encore plus rapide en personne
22

Contact personnel – dans le monde entierVous pouvez nous contacter par téléphone, fax ou email. Vous trouverez les coordonnées de votre interlocuteur local sur notre page Internet à l’adresse : walter-tools.com
Le catalogue général 2017 de Walter contient l’ensemble de la gamme standard de nos marques de compétence Walter, Walter Titex et Walter Prototyp. Il est actualisé en permanence sur la base du dernier catalogue des innovations produits en vigueur.
Walter TOOLSHOP et EDILe Walter TOOLSHOP offre aux clients la possibilité de s’informer et de passer commande rapidement. Via la plateforme EDI (Electronic Data Interchange), il est également possible d’échanger des documents (par ex. des commandes) et des outils spéciaux peuvent aussi être commandés.
Modes de commande numériques
Sur walter-tools.com, vous pouvez consulter rapidement et facilement vos produits Walter en ligne et les commander, sur votre smartphone, tablette ou PC. Votre avantage : un accès direct à partir de n’importe quel terminal, avec un affichage optimisé – n’importe quand !
Walter e-Library
Recherche par documentGrâce à l’application Walter eLibrary, vous trouvez désormais aussi toutes les informations dont vous avez besoin sur vos appareils mobiles en l’espace de quelques secondes : par ex. des brochures et des catalogues, en ligne et hors ligne, disponibles dans 17 langues.
Walter GPS
Recherche par applicationLe Walter GPS vous permet de trouver en quelques étapes la solution d’usinage optimale pour votre pièce, en ligne ou hors ligne, et de la transférer directement dans le Walter TOOLSHOP si nécessaire !
Catalogue en ligne Walter
Recherche par outil Dans le catalogue en ligne Walter, vous trouvez les produits souhaités grâce à la structure connue de notre catalogue produits ainsi qu’aux fonctions de filtrage et de recherche. Y sont également intégrés : une fonction d’achat ainsi que des liens pour les schémas et les modèles.
COMMENT PROCÉDER POUR TROUVER ET COMMANDER VOTRE OUTIL STANDARD :
23

Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne waltertools.com
Walter France SoultzsousForêts, France +33 (0) 3 88 80 20 00, service.fr@waltertools.com
Walter Benelux N.V./S.A. Zaventem, Belgique (B) +32 (02) 7258500(NL) +31 (0) 900 2658522service.benelux@waltertools.com
Walter (Schweiz) AG Solothurn, Suisse +41 (0) 32 617 40 72, service.ch@waltertools.com
Sous
rése
rve
de m
odifi
catio
ns –
Prin
ted
in G
erm
any
7559
228
(01/
2018
) FR






![Seilwinde >LAMBDA< 300 kg Wire Rope Winch >LAMBDA< … · Triebwerkgruppe DIN 15020/1 2 m 2 m 2 m 2 m Zugkraft gesamt [daN] 300 300 300 300 empf. Seil:DIN3069 SE-znk 1960](https://static.fdocuments.fr/doc/165x107/5b1444157f8b9a437c8c29a1/seilwinde-lambda-300-kg-wire-rope-winch-lambda-triebwerkgruppe-din-150201.jpg)