Huilerie Prof Tchiengang
32
1 UNIVERSITE DE NGAOUNDERE Ecole Nationale Supérieure des Sciences Agro – Industrielles SYNTHESE BIBLIOGRAPHIQUE SUR LA QUALITE DES HUILES ALIMENTAIRES C. TCHIEGANG Professeur ENSAI Université de Ngaoundéré Copie de WILSON AGWANANDE A. IAA 3 2008/2009 3 ème Edition, 2008
-
Upload
emmanuel-moussi -
Category
Documents
-
view
192 -
download
0
Transcript of Huilerie Prof Tchiengang

1
UNIVERSITE DE NGAOUNDERE
Ecole Nationale Supérieure des Sciences Agro – Industrielles
SYNTHESE BIBLIOGRAPHIQUE SUR LA QUALITE DES HUILES
ALIMENTAIRES
C. TCHIEGANG
Professeur
ENSAI
Université de Ngaoundéré
Copie de WILSON AGWANANDE A. IAA3 2008/2009
3ème Edition, 2008

2
SOMMAIRE 1- Altération des huiles alimentaires
1.1- L’acidification des huiles alimentaires
1.2- Oxydation des huiles alimentaires
2- Normes de qualité des huiles alimentaires
3- Méthodes d’étude de la qualité des huiles alimentaires
3.1- Stabilité oxydative des huiles alimentaires
3.1.1. Principes généraux
3.1.2. Méthodes d’étude de la stabilité oxydative
3.1.2.1. Méthodes Active Oxygen Method (AOM)
3.1.2.2. Méthodes Rancimat et OSI
3.1.2.3. L’Analyse Thermique Différentielle (ATD)
3.1.2.4. Etude des caractéristiques thermiques des huiles par analyse thermique
différentielle
4. Quelques aspects du raffinage et qualité des huiles
4.1 Traitements et qualité des huiles
4.2. Qualité et opinion du consommateur
REFERENCES BIBLIOGRAPHIQUES

3
SYNTHESE BIBLIOGRAPHIQUE SUR LA QUALITE DES HUILES ALIMENTAIRES
Le mot qualité traduit l'état d'altération plus ou moins important d'un corps gras (Wolff,
1991). Les critères pouvant être pris en compte lors de l'évaluation de la qualité d'une
huile sont: les propriétés organoleptiques (couleur, saveur, arôme) et la stabilité.
Certains facteurs tels que la nature et l’état et la composition de la matière première, les
traitements technologiques subis, les conditions et la durée d'entreposage peuvent
influencer la qualité d'une huile (Cheftel, Cheftel & Besançon, 1983).
1- Altération des huiles alimentaires
Les huiles subissent de nombreuses modifications sous l’influence de la lumière, de
l’oxygène, des traces de métaux, de la pression et des températures élevées. Le
changement de la qualité de l’huile au cours des procédés d’extraction et du stockage et
de l’utilisation est provoqué par des réactions chimiques dont l’oxydation en particulier.
L’altération des corps gras est liée à leur structure chimique: ce sont des triesters qui
peuvent s’hydrolyser en donnant des glycérides partiels et des acides gras libres (Wolff,
1991). Les chaînes insaturées réagissent avec l’oxygène de l’air pour former des produits
d’oxydation responsables du rancissement des corps gras. Ces deux caractéristiques
(liaison ester et double liaison) sont la cause des deux principales formes d’altération des
corps gras alimentaires: l’acidification et l’oxydation (Kondratowicz & Ostasz, 2000).
1.1. L’acidification des huiles alimentaires
L’acidification des corps gras résulte de l’hydrolyse d’une ou de deux des trois
liaisons esters des glycérides. Avant ou après extraction, l’acidification des huiles se
produit par hydrolyse chimique ou enzymatique (action des lipases). Les acides gras
libres qui en résultent sont préjudiciables à la qualité de l’huile car, ils s’oxydent plus
rapidement que les triglycérides d’une part, et d’autre part, ils sont responsables du
goût désagréable de “savon” observé dans certaines huiles (cas du coprah ou du
palmiste). Certaines conditions favorisent cette acidification notamment la présence
d’eau, d’humidité, de chaleur et enfin de pression (Wolff, 1991). Toutefois, le raffinage
lorsqu’il est bien conduit, élimine les acides gras libres au cours de la neutralisation
(Norris, 1982).

4
1.2. Oxydation des huiles alimentaires
L’oxydation, cause majeure de détérioration des huiles alimentaires (Paul &
Mittal, 1997), se traduit généralement par une dégradation des acides gras essentiels
(linoléique et linolénique) dont les conséquences sont une baisse de la valeur
nutritionnelle et la formation de produits de décomposition qui leur donne une odeur et
une flaveur indésirables et peut-être une certaine toxicité (Pascaud, Ben Nasser,
Bridonneau & Pascaud, 1985 ; Meyer, 1986; Benzie, 1996). Elle résulte de l’action de
l’oxygène sur les doubles liaisons des acides gras non saturés. Sa vitesse est
influencée par le degré d’insaturation de l’huile (Cheftel & Cheftel, 1984).
Les acides gras insaturés et les triglycérides produisent des radicaux libres qui s’oxydent
en premier lieu pour donner des hydroperoxydes et plus tard, ils se transforment en de
nombreux composés: aldéhydes, acides, cétones et alcools. La polymérisation se produit
au terme d’une oxydation intense (Kubow, 1992; Yanishlieva & Kortenska, 1993 ; Maga &
Tu, 1995).
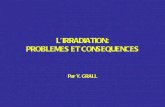
Les réactions d’oxydation débutent en général par la formation des radicaux libres
(Figure 1). Les principaux facteurs de ces réactions sont: l’irradiation, le traitement
thermique élevé, la présence d’oxygène et des traces de métaux (Krishnamurthy, 1982;
Wolff 1991). L’oxydation comporte une phase d’initiation, une phase de propagation et une
phase d’arrêt. Les phases d’initiation et de propagation sont catalysées par l’oxygène,
l’exposition à la lumière, la présence des pigments comme la chlorophylle, la riboflavine et
des métaux lourds comme le cuivre, le fer et le nickel (Frank, Geil & Freaso, 1982).
La phase d’initiation induit la formation des radicaux libres à partir des acides gras
insaturés (initiation primaire), ou de peroxydes lipidiques (initiation secondaire) (Cheftel
& Cheftel, 1984).
Quant à la phase de propagation, les radicaux libres formés lors de la phase
précédente sont capables de capter l’oxygène ou de s’attaquer à d’autres acides gras
insaturés pour former des peroxydes lipidiques (Krishnamurthy, 1982 ; Cheftel &
Cheftel, 1984). Ces réactions sont rapides car les radicaux libres sont très actifs.

5
Figure 1 : Mécanisme d’oxydation des lipides (Cheftel & Cheftel, 1984).
L’indice de peroxyde ne permet la mesure du degré d’oxydation qu’au début de la
réaction à cause de l’instabilité des peroxydes formés (Wolff, 1991).
La phase d’arrêt favorise la formation des composés non radicalaires stables:
aldéhydes, cétones, alcools à chaîne courte volatils, époxydes, furanes et polymères
issus de l’association des radicaux libres. Ces derniers proviennent majoritairement de
la décomposition des peroxydes lipidiques (Krishnamurthy, 1982 ; Cheftel & Cheftel,
1984).
2. Normes de qualité des huiles alimentaires
Dans le but de standardiser et de garantir la qualité des huiles alimentaires, des normes
aussi bien générales que spécifiques (cas des huiles d’olive) ont été mises au point. Le
tableau 1 résume les normes CODEX en la matière (CODEX, 1989 ; 1999).
3. Méthodes d’étude de la qualité des huiles alimentaires

6
De nombreuses méthodes analytiques ont été développées pour estimer la qualité des
huiles alimentaires. Ce sont notamment les techniques de détermination des teneurs en
composés polaires totaux et des indices d’iode, de peroxyde, d’acide, d’anisidine des
huiles (Fritsch, 1981; Yoon, Kim, Kim, Kwon & Teah, 1987; Robards, Kerr & Patsalides,
1988). Des nombreuses autres indicateurs comme le suivi de la dégradation des acides
gras insaturés, de la formation des diènes conjugués et acides gras oxydés par mesure de
l’absorbance dans l’ultraviolet permettent également d’avoir une idée sur l’état d’auto –
oxydation des huiles alimentaires (Chimi, Cillard & Cillard, 1994; Gutiérez, Jimenez, Ruiz
& Albi, 1999).
Tableau 1 : Quelques paramètres de qualité des huiles et graisses alimentaires et des
huiles d’olive (CODEX, 1989 ; 1999). Caractéristiques Huiles et
graisses alimentaires
Huile d’olive
Huile de grignons d’olives
raffinée Vierge Raffinée
Matières volatiles à 105 °C (% m/m) 0,2 0,2 0,1 0,1
Impuretés insolubles (% m/m) 0,05 0,1 0,05 0,05
Teneur en savon (% m/m) 0,0005 0 0 0
Fer (mg/kg)
* 1
2
3
2,5
5
5
/
/
/
Cuivre (mg/kg)
1
2
3
0,1
0,4
0,4
/
/
/
Indice d’acide
1
2
3
0,6
4
4
6,6
0,6
0,6
Indice de peroxyde (méq O2/kg)
2 et 3
Autres graisses et huiles
15
10
20
10
10
Extinction spécifique dans l’UV
232 nm
270 nm
/
/
3,5
0,3
/
1,10
6
2
* : 1 : Graisses et huiles raffinées ; 2 : Graisses et huiles vierges ; 3 : Graisses et huiles pressées à froid
La détermination des paramètres sensoriels (odeur, flaveur ou couleur) est aussi un critère d’évaluation de
la qualité des huiles alimentaires (Coppin & Pike, 2001).

7
3.1. Stabilité oxydative des huiles alimentaires
3.1.1. Principes généraux
Les nombreux tests d’analyse de la qualité des huiles ne permettent que d’avoir une idée
de l’état de l’huile à des moments bien précis. Malheureusement, ils ne permettent pas de
prédire l’aptitude de l’huile à résister à l’oxydation. Compte tenu du fait que l’oxydation de
l’huile aboutit à des odeurs et flaveurs désagréables indiquant une mauvaise qualité, il est
toujours important de déterminer non seulement la qualité de l’huile, mais également sa
stabilité oxydative (Coppin & Pike, 2001). A cet effet, plusieurs méthodes ont été mises au
point afin d’évaluer cette stabilité oxydative (Frankel, 1993). La plupart visant à accélérer
le processus d’oxydation de l’huile en l’exposant à des températures élevées en présence
d’un excès d’oxygène (Tan, Che Man, Jinap & Yusoff, 2002a ; Tan, Che Man, Selamat &
Yusoff, 2002b).
La résistance de l’huile à l’oxydation dépend des facteurs comme : le degré d’insaturation,
la présence des antioxydants et des pro-oxydants, et l’histoire du produit. La détermination
de la stabilité oxydative des huiles est basée sur la mesure de la durée d’induction,
période après laquelle on assiste à une montée dramatique de l’oxydation de l’huile
soumise à des conditions données (Coppin & Pike, 2001). 3.1.2. Méthodes d’étude de la stabilité oxydative
Plusieurs tests accélérés de mesure du temps d’induction ont été mis au point: le Test
AOM (Active Oxygen Method), OSI (Oil Stability Index), Rancimat et l’ATD (Analyse
thermique différentielle). Toutes ces méthodes visent à déterminer la réponse de l’huile à
l’oxydation pendant une durée de temps plus courte que lors des études de la stabilité à
température ambiante.
L’une des plus anciennes méthodes d’étude de la stabilité oxydative des huiles est le Test
de Schaal basé sur la mesure quotidienne de l’indice de peroxyde de l’huile conservée
dans une étuve réglée à 60 °C. La méthode de Warburg fonctionnant sur des bases
similaires permet de mesurer l’absorption de l’oxygène par l’huile (Gertz, Klostermann &
Kochnar, 2000).
3.1.2.1. Méthodes Active Oxygen Method (AOM)
La méthode AOM mesure le temps nécessaire pour obtenir le virage d’une solution d’un
indicateur coloré dans laquelle vient barboter l’air qui a servi à l’oxydation d’un corps gras

8
maintenu à 98 2 °C (AFNOR, 1981). Le virage observé est dû à la présence dans l’air de
produits acides volatils à chaîne courte entraînant la baisse du pH de la solution
d’indicateur qui change de teinte. Une autre variante de cette méthode ou Test de Swift
consiste à mesurer à des intervalles réguliers de temps, l’indice de peroxyde d’une huile
maintenue à 98 2 °C et à travers laquelle circule un courant d’air (Gertz et al., 2000).
Cette méthode présente toutefois l’inconvénient d’être fastidieuse et longue. De plus, la
détermination de l’indice de peroxyde de l’huile se fait de façon discontinue, ce qui ne
permet pas une détermination précise du temps d’induction (Jebe, Matlock & Sleeter,
1993; Wan, 1995). Pour toutes ces raisons, la méthode a été déclarée obsolète par
l’AOCS en 1993 et remplacée par une version automatique : la méthode Oil Stability Index
(OSI) (AOCS, 1993 ; 1997).
Des tests récents ont été développés pour la détermination de la stabilité oxydative des
huiles. Ils sont basés pour la plupart sur des principes tels que l’adsorption de l’oxygène
ou encore l’évaluation de la formation des produits volatils de l’oxydation (Rudnik et al.,
2001).
3.1.2.2. Méthodes Rancimat et OSI
Les méthodes Rancimat et OSI sont basées sur la mesure de la conductivité d’une
solution et non plus de l’indice de peroxyde de l’huile (Gertz et al., 2000). Le test
totalement automatisé et réalisé entre 100 et 130 °C, permet de mesurer le temps
d’induction de l’oxydation de l’huile. Un courant d’air envoyé à travers l’huile maintenue à
100 - 130 °C se charge de composés volatils issus de l’oxydation de l’huile et passe enfin
à travers un tube contenant de l’eau distillée dans laquelle plonge une électrode qui
mesure la conductivité de la solution. La libération des composés volatils de l’air dans
l’eau entraînera une élévation de la conductivité. La période d’induction est obtenue en
calculant la dérivée seconde de la courbe représentant l’évolution de la conductivité en
fonction du temps (Gertz et al., 2000; Coppin & Pike, 2001).
3.1.2.3. L’Analyse Thermique Différentielle (ATD)
L’ATD est une technique d’utilisation très récente pour la détermination de stabilité
oxydative des huiles. Toutefois, les premiers essais ont été réalisés par Hassel (1976). Il a
démontré qu’avec cette technique quatre heures suffisaient pour l’analyse d’une huile au
lieu de quatorze jours pour la méthode AOM. L’ATD est de plus en plus utilisée aussi bien
pour la détermination de la qualité de l’huile que pour la mesure de la stabilité oxydative

9
de diverses huiles (Litwinienko & Kaprzyska - Guttman, 1998; Tan & Che Man, 1999;
Rudnik et al., 2001; Tan et al., 2002a, b).
De nombreuses études utilisant les méthodes OSI et Rancimat ont été initiées pour la
détermination de la stabilité oxydative des huiles alimentaires (Laübli & Bruttel, 1986; Hill,
1993; Jebe et al., 1993; Gordon & Mursi, 1994; Wan, 1995) et des aliments riches en
huiles (Barrera - Arellano & Esteves, 1992; Fritsch, 1994). Toutefois, l’utilité de ces
méthodes reste sujette à caution, au regard des températures élevées auxquelles elles
sont réalisées (100 - 130 °C) (Coppin & Pike, 2001). En effet, ces températures
provoqueraient des réactions qui ne se produiraient pas dans les aliments à des plus
basses températures (Frankel, 1993). A faible température par contre, Gordon & Mursi
(1994) ont noté une corrélation satisfaisante (R²= 0,97) entre la stabilité oxydative de
l’huile mesurée à 20 °C son indice de peroxyde.
3.1.2.4. Etude des caractéristiques thermiques des huiles par analyse thermique
différentielle
Lors d’une réaction chimique ou durant le changement d’état physique d’un corps
(cristallisation ou fusion), de la chaleur est soit libérée, soit absorbée. Cette chaleur
correspond à une variation d’énergie qui est mesurée par calorimétrie différentielle.
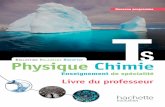
L’Analyse Thermique Différentielle (ATD) ou Differential Scanning Calorimetry (DSC)
permet de déterminer les variations d’énergie liées à un changement d’état. L’analyse est
dite « différentielle » car le flux énergétique mesuré au niveau de l’échantillon est soustrait
à celui d’un point de référence constitué par une capsule vide (Figure 2). Un balayage en
température permet donc de déterminer la température correspondant aux changements
d’état, ainsi que la quantité d’énergie dégagée (transformation exothermique) ou
consommée (transformation endothermique) lors du changement d’état.

10
Figure 1 : Schéma de principe du fonctionnement de l’analyse thermique différentielle
Les analyses ont été réalisées avec un calorimètre différentiel Perkin-Elmer, modèle Pyris
1 (Perkin-Elmer Corp., Norwalk, USA), commandé par le logiciel Pyris 1. L’étalonnage de
l’enthalpie et de la température de fusion du calorimètre a été effectué par mesure de la
fusion de l’indium dont la température et l’enthalpie de fusion sont parfaitement connues :
Tf : 166,6 °C et H : 68 cal/g.
L’analyse thermique différentielle a été utilisée pour déterminer les températures de
cristallisation et de fusion des huiles. Elle a été effectuée par un cycle de « refroidissement
et chauffage » selon la méthodologie définie par Tan et al. (2002a). Pratiquement, une
prise d’essai de 10 mg d’huile a été introduite dans une capsule spéciale en aluminium qui
est ensuite scellée. Après introduction de la capsule dans la chambre de mesure, la
capsule vide (référence) et celle contenant l’échantillon ont été chauffées à 80 °C avec
une vitesse de montée en température de 200 °C/min. Cette température a été maintenue
pendant 10 min. Après ce chauffage, une phase de refroidissement a été réalisée jusqu’à
– 40 °C à la vitesse de 5 °C/min. Après le maintien de cette température pendant 10 min,
la phase de chauffage de l’huile a été initiée avec une montée de température jusqu’à 40
°C à raison de 5 °C/min. Trois essais ont été effectués par échantillon.
Traitement des données
Echantillon

11
4 - QUELQUES ASPECTS DU RAFFINAGE ET QUALITE DES HUILES
4.1 : Traitements et qualité des huiles Tableau : 2. Traitement de raffinage et qualité des huiles
Composés gras altérés/artefacts formés Produits éliminés/réduits Extraction aux
solvants 1. Solvants résiduels en petite
quantité 2. Huile si chauffage excessif
Démucilagination 1. Produit hydratable non gras, principalement hydrates de carbone et protéines partiellement extraits.
2. Lipides non glycériques hydratables tels que phospholipides partiellement extraits.
3. Chlorophylle (partiellement extrait), surtout si l’acide phosphorique est utilisé.
Neutralisation alcaline
1. Acides gras libres et autres produits extraits. 2. phospholipides résiduels extraits 3. composés protidiques réduits en quantité 4. matières colorantes réduites en quantité
Décoloration 1. Formation d’acides gras conjugués et destruction de peroxydes.
1. Caroténoïdes extraits 2. Chlorophylle et ses produits de décompositions
extraits 3. Pigments analogues au gossypol extraits 4. Agents toxiques, tels que hydrocarbures aromatiques
polycycliques extraits (si on utilise le charbon actif en quantité).
Désodorisation 1. Formation d’isomères géométriques pour les acides sensibles.
2. Formation de dimères linéaires et cycliques et polymères.
1. Acides gras libres, produits de décomposition des peroxydes, principes colorants et leurs produits de décomposition éliminés.
2. stérols et esters de stérols réduits en quantité 3. Tocophérols réduits en quantité 4. Résidus de pesticides et mycotoxines totalement
extraits. Hydrogénation 1. Saturation partielle
2. Formation des isomères de positions et géométriques.
3. Formation des dimères linéaires et cycliques et de polymères
1. Acides gras essentiels réduits en quantité
Frigélisation 1. Augmentation des triglycérides insaturés
1. Augmentation des triglycérides à haut point de fusions éliminées.
Interestérification au hasard
1. Réarrangement des triglycérides en une distribution au hasard plus poussée (to a more random distribution).

12
4-2 : Qualité et opinion du consommateur
Tableau 3: Composition entre l’opinion du consommateur, les recommandations des nutritionnistes et de la législation (en France).
Souhaits du consommateur Recommandations des nutritions
Législation
PURETE
Couleur
Impureté (trace de terres
décolorantes).
Limpidité (cires et
triglycérides saturés.
Fluides.
Rapport AGP/acides gras
saturés.
Règle de Keys 1/3 saturés,
1/3 monoinsaturés.
Abaissement du % de lipides
Rapport - tocophérol /
%AGP (relation vitamine
E/acide linoléque).
Produits de dégradation
réduite au minimum.
- à température normale
(peroxydes et produits
d’oxydation).
- En friture profonde (E.C.N. et
monomères cycliques).
- Absence de contamination.
- Modification structurelle
minimum des acides gras
(problème des isomères).
1) « Etiquetage » sur la composition (si
mélange d’huile).
2) Huile pour assaisonnent unique : si la
teneur en linolénique est supérieure à
2%.
3) Huile pour assaisonnement et huile de
friture : si la teneur en linolénique est
inférieure à 2%.
4) Interdiction de l’huile de lin (en tant
qu’huile alimentaire comestible).
5) Fixation d’une « liste positive » des
adjuvants technologiques (acides,
bases, terres blanchissantes, solvants,
gaz, sels).
6) Valeur maximum pour les traces
résiduelles dans le produit.
7) Autorisations nécessaires pour les
traitements de fractionnement,
hydrogénation et interestérification
(avec aussi fixation d’une liste positive
des adjuvants technologiques
essentiellement les catalyseurs
d’hydrogénation et d’interestérification,
le laurylsulfate de sodium comme
détergent pour les processus de
fractionnement).
8) Estérification interdite.
PERFORMANCES A
TEMPERATURE NORMALE
Goût
Stabilité au stockage
PERFORMANCES EN
FRITURE PROFONDE
Aptitude à friture sans
« inconvénients » :
- mousse
- éclaboussures
- odeurs
- aspect de brunissement
ABSENCE DE
CONTAMINATION
Pesticides
Hydrocarbures aromatiques
polycycliques
Chlorure de vinyle monomère
Aflatoxine
Adjuvants de fabrication
En France, l’industrie connaît le point de vue médical mais il est interdit de mentionner
certains avantages ou caractéristiques de quelques ingrédients et de rappeler (étiquetage)
les recommandations médicales (rapport saturés/insaturés ; acides gras essentiels, vitamine
E, effet hypocholestérolémiant, action « cholagogue »). NB : Additifs interdits dans les huiles
alimentaires vendues directement en supermarchés et chez les détaillants.

13
La composition en acides gras des principales huiles végétales alimentaires est donnée dans
le tableau 4.
Tableau 2 NOM COMMUN DES ACIDES GRAS LES PLUS COURANTS
Nom systématique Nom commun Nombre de
carbone
Nombre de
doubles liaisons
Poids
moléculaire
Indice
d’iode
Point
fusion
Butanoïque
Hexanoïque
Octanoïque
Décanoïque
Dodécanoïque
Dodécènoïque
Tétradécanoïque
Tétradécènoïque
Hexadécanoïdque
Hexadécènoïque
Octadécanoïque
*Octadécènoïque Δ 9
Octodécènoïque trans-9
OctadécadiénoïqueΔ 9-12
Octadécatriènoïque
Δ 9-12-15
Octadécadiénoïque
Clis Δ 9-11-13
Octadécatriénoïque trans-
trans-trans Δ 9-11-13
Eicosanoïque
Eicosènoïque
Eicosatétraènoïque
Docosanoïque
Docosénoïque
Tétracosanoïque
Tétracosénoïque
Hexacosanoïque**
Octacosanoïque**
Tricontanoïque**
Dotriacontanoïque**
Butyrique
Caproïque
Caprylique
Caprique
Laurique
Lauroléique
Mysristique
Mysristoléique
Palmitique
Palmitoléique
Stéarique
Oléique
Elaïdique
Linolénique
-Eléostéarique
-Eléostérarique
Arachidique
Gadoléique
Arachidonique
Béhènique
Erucique
Lignocérique
Sélacholéique
Sélacholéique
Cérotique
Montanique
Melissique
Laccéroïque
4
6
8
10
12
12
12
14
14
16
16
18
18
18
18
18
id
id
20
20
20
22
22
24
24
26
28
30
32
0
0
0
0
0
1
0
1
0
1
1
Forme-trans du
précèdent
2
3
3 doubles
liaisons
conjuguées
id
Forme trans
du précedent
0
1
4
0
1
0
0
0
0
88,1
116,16
144,21
172,26
200,31
198,29
228,36
226,34
256,42
254,39
284,47
284,44
282,44
280,43
278,41
id
id
312,5
310,50
304,45
340,57
338,55
368,62
366,60
0
0
0
0
0
128
0
112,1
0
89,87
89,87
181,04
273,52
id
id
0
81,75
333,51
0
62,24
- 79
- 3,9
16,5
31,3
44,1
54
63
- 0,5
69,5
13,4
-5
-11
80
33
84
87,7
91
93
96

14
*Δ : Position du premier carbone portant la double liaison (numérotation à partir de la fonction
acide). En écriture simplifiée on note souvent C18 Δ 9 pour l’acide linoléique.
** Se rencontrent essentiellement dans les cires.
Les propriétés physiques des acides gras varient dans le même sens que celles
des triglycérides. Par contre, ils sont responsables de la plupart des propriétés chimiques
des corps gras. Surtout lorsqu’ils sont mono-ou polyinsaturés, les acides peuvent
participer à des nombreuses réactions chimiques autres que l’estérification, hydrolyse et
l’interestification évoquée précédemment. Ils peuvent être hydrogénés, sulfonés
(production de substances détergents), déshydrogénés, saponifiés, halogéné, condensés
avec de l’anhydride maléique ou phtalique (synthèse de Diels-Alder), hydroxylés,
polyméries, isomérisés par chauffage avec des catalyseurs (passages de la forme cis à la
forme –trans ou formation de systèmes conjugués), servir de base à la « lipochimie » pour
la production d’alcools, d’aldéhydes, de cétones, etc.
Démucilagination continue à l’eau en présence d’acide
L’huile brute, reprise dans les réservoirs de stockage à l’aide d’une pompe, est
envoyée dans un échangeur à plaques d’où elle ressort à une température comprise
entre 60 et 80°C. Elle reçoit alors 1 à 3% d’acide phosphorique commercial à 75%. L’acide
est dispersé dans l’huile grâce à un mélangeur rapide, ou à la rigueur, un mélange
statique. Le mélange est alors brassé pendant au moins 20mn dans un ou plusieurs
contacteurs à axe vertical. Cette préparation phosphorique sera désormais appelée
« conditionnement » : c’est d’elle que dépend la réussite de la suite des opérations de
raffinage. L’eau destinée à faire précipiter les mucilages est introduite à raison de 3% à
une température de 60 à 90%C. le mélange, après passage dans un mélangeur, est
brassée pendant une demi-heure dans un ou plusieurs contacteurs lents avant d’être
centrifugé.
Si les analyses effectuées à la sortie de l’étage de neutralisation montraient que les
phospholipides n’ont pas été totalement éliminés il est probable qu’on ajoute l’acide
phosphorique à une teneur supérieure à 3% ne changera pas grand-chose, à condition
bien sûr, que l’installation soit bien conçue et que l’opération ait été menée correctement.
Dans un tel cas, il vaut mieux, après la démucilagination, faire subir à l’huile un deuxième
« conditionnement phosphorique » avant d’ajouter la soude.
L’acide phosphorique est un composé corrosif et il est absolument indispensable
que toutes les conduites, jusqu’au niveau de la neutralisation soient en acier inox. Il faut
également prévoir un système permettant de neutraliser les mucilages dès leur sortie de la

15
centrifugeuse. Dans le cas où cette neutralisation s’avèrerait irréalisable, il est
recommandé d’utiliser des conduites de transport en « Uranus B6 » ou en matière
plastique armaturée (genre « fibercast » ou polypropylène).
UTILISAION DES SOUS-PRODUITS
Les « lécithines » ont une valeur commerciale importante mais ne sont guère
récupérables que dans les unités qui raffinent du soja : elles seules peuvent rentabiliser
une installation de purification des mucilages pour extraire la lécithine. Pour les raffinages
qui traitent diverses qualités d’huile, les sous-produits sont :
- soit incorporés dans les tourteaux lorsqu’il existe une trituration dans l’usine ;
- soit autoclavés pour être hydrolysé en vue de récupérer les acides gras. On peut
obtenir le même résultat en les saponifiant préalablement, seuls ou en mélange
avec les pâtes de neutralisation et en décomposant à l’acide sulfurique les savons
obtenus (voir 8e partie).
FACTEURS INFLUANTS SUR LA DEMUCILAGINATION
Qualité d’eau
Certains auteurs ont préconisé d’augmenter la quantité d’eau proportionnellement à
l’acidité de l’huile brute.
Les études expérimentales montrent toutefois que la courbe liant la quantité de
phosphore restant dans l’huile à la quantité d’eau ajoutée, tend très rapidement vers une
valeur limite. Par contre, la teneur en phosphore des mucilages éliminés passe par un
maximum : au-delà de ce taux d’entraînement d’huile. Il n’y a donc pas intérêt à ce que
l’ajout d’eau dépasse 3%. Rapidement, il est renvoyé dans une cuve de traitement
(généralement en bois). La plus grande partie du savon est éliminée par ce premier lavage
et l’agitateur est alors mis en route dans risque d’émulsions. Un second lavage est
effectué dans les mêmes conditions, mais avec de l’eau pure autant que possible exempte
d’ions Ca++.
Après décantation et élimination de l’eau de second lavage, la batteuse est mise
sous vide, ce qui permet de déshydrater l’huile avant de l’envoyer dans les décolorateurs.
Traitement des soapstocks et des eaux de lavage

16
Tous les traitements recommandés dans la huitième partie concernant les sous-
produits provenant des raffinages fonctionnant en continu peuvent être appliqués à ceux
provenant dans raffinages discontinus.
TECHNIQUE DE NEUTRALISAION EN CONTINU
Les procédés discontinus présentent un certain nombre d’inconvénients :
- ils obligent à opérer dans les pareils de grande dimension en raison de la durée des
décantations par gravité. Une opération complète de neutralisation peut durer 8
heures.
- Ils entraînent des pertes élevées à la neutralisation. La soude reste longtemps en
contact avec l’huile et peu provoquer un début de saponification parasite. D’autre
part, le peu d’efficacité de la séparation par « gravité » conduit à un entraînement
mécanique important.
- Ils nécessitent une grande expérience de la part de l’opérateur qui doit être
constamment présent.
- En batteuse, le lavage est très difficile à contrôler ; il se produit souvent des
émulsions occasionnant des pertes auxquelles viennent s’ajouter celles qui se
produisent au cours des décantations successives.
La neutralisation en continu diffère des techniques discontinues décrites
précédemment par le fait que l’huile et la soude-eau de lavage s’effectue sur des
centrifugeuses continues.
La bonne séparation des phases huile et savon repose en grande partie sur la bonne conduite des opérations de « conditionnement » ou de démucilagination.
L’effet tensio-actif des phospholipides favorise la formation d’émulsions qui gêne cette
opération et il est probable que la présence de quantités importantes de glycérides dont
les chaînes acides sont fortement oxydées produits des effets analogues. Dans l’état
actuel de nos connaissances, il n’est pas prouvé que la présence de glycérides partiels
puisse être responsable d’émulsions lors des opérations de neutralisation.
Le procédé de neutralisation continue, à l’origine mis au point par Scharples sous le
nom de « low loss process » (procédé à pertes faibles), est, de nos jours, universellement
employé. La technique de base reste la même et seuls les appareils varient d’une
installation à l’autre. Une description détaillée des matériels utilisés dans les procédés de
neutralisation alcaline continue est donnée dans les chapitres 8 et 9 de cette deuxième
partie : « Technologie ».

17
La figure 12 schématise l’implantation type d’un étage de neutralisation. L’huile
sorte de la turbine de démucilagination ou de l’étage de conditionnement à 60°C – 80°C,
et passe dans un échangeur à plaques qui élèves la température jusqu’aux environs de
90°C. La solution neutralisante est alors injectée par un système de pompe doseuse. Au
départ, la quantité de la soude est réglée à 5-10% au-dessus de la quantité calculée pour
la neutralisation complète des acides gras libres et de acide phosphorique présents dans
l’huile. En marche normale, le réglage peut se faire sur l’acidité rémanente de l’huile
sortant de la turbine de neutralisation et à 0,07% après lavage.
Le mélange d’huile et de soude passe dans mélangeur rapide ou un mélangeur
statique avant d’être envoyé vers la centrifugeuse de neutralisation. Le réglage de
centrifugeuse doit être tel que l’huile neutralisée en sorte avec une teneur en savon
comprise entre 700 et 1000ppm : une teneur en savon trop faible pourrait signifier que la
zone de séparation s’est déplacée vers la phase lourde et qu’il y a risque de perte d’huile
dans les « pâtes » alors qu’une
Tableau 7
CORRESPONDANCE DES CONCENTRATIONS DES SOLUTIONS DE SOUDE (à 15°C)
Densité °Bé NaOH% en poids
1 litre contient en g de NaOH
1,007 1. 0,59 6,0 1,014 2. 1,20 12,0 1,022 3. 1,85 18,9 1,029 4. 2,50 25,7 1,036 5. 3,15 32,6 1,045 6. 3,79 39,6 1,052 7. 4,50 47,3 1,060 8. 5,20 55,0 1,075 9. 5,86 62,5 1,083 10. 6,58 70,7 1,091 11. 7,38 79,1 1,100 12. 8,07 88,3 1,108 13. 8,78 96,6 1,116 14. 9,50 105,3 1,125 15. 10,30 114,9 1,134 16. 11,06 124,4 1,142 17. 11,90 155,5 1,152 18. 12,69 166,7 1,162 19. 13,50 177,4 1,171 20. 14,35 188,8 1,180 21. 15,15 201,2 1,190 22. 16,00 213,7 1,200 23. 16,91 226,4 1,210 24. 17,81 239,7 1,220 25. 18,71 253,6
1,231 26. 19,65 267,4 1,241 27. 20,60 281,7 1,252 28. 21,55 296,8 1,263 29. 22,50 311,9 1,274 30. 23,50 327,7 1,285 31. 24,48 344,7 1,297 32. 25,50 361,7 1,308 33. 26,58 380,6 1,320 34. 27,65 399,6 1,332 35. 28,83 419,6 1,345 36. 30,00 441,0 1,357 37. 36,36 462,1 1,370 38. 37,65 484,1 1,383 39. 39,06 507,9 1,397 40. 40,47 530,9 1,410 41. 42,02 556,2 1,424 42. 43,58 582,0 1,438 43. 45,16 610,6 1,453 44. 46,73 639,8 1,468 45. 48,41 669,7 1,483 46. 50,10 700,0 1,498 47. 732,9 1,514 48. 766,5 1,530 49. 50.

18
LA NEUTRALISATION A LA SOUDE
GENERALITES
Cette opération vise essentiellement à éliminer les acides gras libres indésirables dans l’huile
fine parce qu’ils sont des catalyseurs d’oxydation et d’hydrolyse. Il existe différentes techniques
pour réaliser cette opération et, en la « distillation neutralisante » qui est étudiée page 199 et
suivantes, mais la neutralité à la soude reste, et de loin, la plus employée tout au moins dans le
raffinage des huiles végétales alimentaires fluides.
Outre son effet neutralisant, la soude permet de débarrasser l’huile de la quasi-totalité des
phospholipides qui ont subi l’opération de « conditionnement » (ou du reliquat de ceux qui ont
échappé à la « démucilagination séparée »), d’éliminer les traces métalliques (principalement fer et
cuivre) qui sont des catalyseurs d’oxydation. Enfin la soude a un effet décolorant important parce
qu’elle détruit un grand nombre de pigments et de composés colorés d’origine oxydative.
L’acidité exprime généralement en % d’acide oléique, sauf certaines huiles comme celles de
palme ou de palmiste où on l’exprime en % d’acide palmitique ou laurique. Suivant l’état de la
graine, la teneur en acides gras libres varie énormément et peut atteindre 10% pour certaines huiles
particulièrement dégradées.
La neutralisation par les bases élimine ces acides gras sous forme de savons appelés
communément « pâtes de neutralisation » ou « soapstocks », qui contiennent également les
mucilages, diverses impuretés, et l’huile neutre entraînée sous forme d’émulsion. Cette mécanique
qui dépend du type de matériel et de son utilisation. En plus de cet entraînement l’opération est mal
conduite, la soude peut non seulement neutraliser l’acides gras, ce qui est le but recherché, mais
aussi attaqué l’huile neutre par une saponification dite « parasite » qui diminue également le
rendement, suivant la réaction :
TRIGLYCERIDE + SOUDE SAVON + GLYCEROL
Le but n’est pas seulement d’obtenir une huile parfaitement neutralisée avec un
entraînement d’huile dans les soapstocks aussi faible que possible mais aussi de laisser le moins
possible de savon dans l’huile neutralisée, pour éviter les émulsions. Comme les savons sont
insolubles dans l’huile mais ont solubles dans les acides gras, qui eux-mêmes sont miscibles à
l’huile, il faudrait pouvoir neutraliser totalement, chose impossible puisque la réaction de
neutralisation est de la forme :
R-COOH + NaOH ↔ R-COONa + H2O
Acide + base donne savon + eau

19
Pour déplacer l’équilibre dans le sens d’une neutralisation complète, il est nécessaire
d’employer un excès de soude qui, s’il est mal dosé, peut entraîner des pertes importantes par
saponification parasite.
Les solutions de soude utilisées ont généralement une concentration comprise entre 15°Bé
(115g/litre) et 40°Bé (480g/litre). Dans certains cas, il peut être nécessaire d’opérer avec des
lessives diluées, dont la concentration est comprise entre 2°Bé (12g/litre) et 6°Bé (40g/litre). De nos
jours, la soude est généralement achetée en lessive à 40°Bé (500g/litre) ce qui évite la fastidieuse
préparation des solutions à partir de soude fondue ou en paillettes. Le tableau 7 donne les
correspondances entre les concentrations en soude et les titres en °Bé.
CHOIX DE LA CONCENTRATION DE SOUDE
C’est l’examen des facteurs ci-dessous qui permet de choisir la concentration à employer.
Nature de pâtes de neutralisation
Les solutions concentrées de la soude donne les pâtes dures, visqueuses, qui, en
refroidissant, peuvent devenir solides. Elles sortent difficilement des centrifugeuses et entraînent
beaucoup d’huile neutre.
Quantité d’huile neutre saponifiée
Plus la concentration de la soude est forte, plus les risques de saponification parasite
augmentent, surtout lorsque l’acidité de l’huile brute à traiter est faible.
Quantité d’huile neutre entraînée
Plus la solution de la soude est diluée, plus il y a de risques de pertes par émulsion de l’huile dans
l’eau (les savons sont des émulsions puissants). En général, seules les huiles à très faible acidité
peuvent être neutralisées par des solutions très diluées.
Quantité de la séparation huile-savon
La concentration de la soude doit être choisie pour que les flocons de savon soient bien
formés et serrés. Les petits flocons spongieux entraînent beaucoup d’huile.
La décoloration d’huile
La décoloration de l’huile au cours de la neutralisation est intéressante car les matières
colorées éliminées sont généralement d’origine oxydative et il est difficile de s’en débarrasser par
des procédés physiques. Plus la soude est diluée et en excès par rapport à la quantité théorique,
meilleure est la décoloration.
Tableau 8 : Relation entre l’acidité de l’huile brute et la concentration de lessive neutralisante
L’acidité de l’huile

20
Plus l’huile est acide et plus la solution de soude peut être concentrée car les risques de
saponification parasite sont plus faibles puisque les acides gras sont attaqués les premiers. Il n’est
cependant pas possible d’établir une relation précise entre la concentration de la soude à employer
et l’acidité de l’huile, car entrent également en jeu la quantité de l’huile brute et son état
d’oxydation. A titre indicatif, le tableau 8 donne les concentrations de soude qui sont le plus
souvent adoptées en fonction de l’acidité de l’huile brute.
Les facteurs dont il faut tenir compte pour choisir la concentration de soude sont donc
nombreux et parfois contradictoires. Il faut trouver un compromis et, dans ces conditions, il peut
être prudent d’effectuer un essai préliminaire en laboratoire.
Tableau 9 QUANTITE DE LESSIVE NECESSAIRE POUR NEUTRALISER 1000KILOS D’HUILE A 1%D’ACIDITE
Densités Degrés
Baumé
En kilos de
lessive
En litres de
lessive
Densités Degrés
Baumé
En kilos de
lessive
En litres de
lessive
1.014
1.029
1.045
1.060
1.075
1.091
1.108
1.125
1.142
1.162
2
4
6
8
10
12
14
16
18
20
118,33
52,40
35,50
26,84
21,68
17,85
15,16
12,94
11,30
9,94
118,33
50,07
33,81
25,36
20,29
16,36
13,68
11,54
9,89
8,55
1.180
1.200
1.220
1.241
1.263
1.285
1.308
1.332
1.357
1.383
22
24
26
28
30
32
34
36
38
40
8,97
8,08
7,25
6,67
6,03
5,53
5,10
4,74
4,39
4,08
7,60
6,73
5,94
5,37
4,77
4,30
3,90
3,56
3,23
2,93
TECHNIQUES DE NEUTRALISATION EN DISCONTNU
Contrairement à ce que l’on pourrait penser, le raffinage à la soude en discontinu est une
opération délicate qui demande beaucoup de savoir-faire pour être parfaitement réussie. En effet, le
raffinage « en batteuse », comme on l’appelle communément, conduit souvent à des émulsions ou à
des saponifications parasites toutes deux génératrices de pertes telles que, peu à peu, le procédé a
été abandonné. Pourtant, il est bon d’en connaître le principe car la ta technique qui utilise un
matériel simple ne nécessitant que peu d’énergie reste valable dans le cas d’unités traitant des
quantités d’huiles trop faibles pour justifier l’investissement d’un système continu.
Neutralisation discontinue à la soude concentrée
Pour éviter l’émulsion, il faut respecter un certain nombre de principes :
Eviter d’employer une solution de la soude trop ancienne qui risque d’être carbonatée et
peut provoquer un dégagement de gaz carbonique au cours de la neutralisation : les bulles de

21
gaz auront tendance à faire flotter les flocons de savon qui ne décanteront que très
lentement.
L’agitation doit être efficace de façon à diviser parfaitement la soude dans l’huile ; la
réaction s’effectue en phase hétérogène et la dispersion est un paramètre important qui
influe sur la vitesse de réaction. De plus, la mauvaise agitation risque de provoquer des
surchauffes locales favorisant la saponification parasite. Par contre, une agitation trop forte
ou mal conçue entraîne des émulsions, et peut incorporer de l’air dans l’huile.
L’excès de soude à employer est fonction de la qualité de l’huile brute et aussi du degré de
neutralisation recherché. Pour les huiles alimentaires, l’huile neutralisée, lavée et séchée doit
contenir moins de 0,1% d’acides gras (la désodorisation diminuera cette teneur).
A partir du moment où les flocons de savon sont formés il faut élever la température
jusqu’aux environs de 80°C pour diminuer la viscosité de l’huile et faciliter la séparation
huile-savon.
Il ne faut pas laisser la température dépassée 90°C, surtout si de l’air a été incorporé dans
l’huile au moment de l’agitation. Les flocons de savon fixeraient alors des bulles d’air ou de
vapeur en équilibres avec l’eau et remonteraient en surface au lieu de décanter.
L’opération s’effectue dans une cuve cylindrique à fond conique à double enveloppe ou à
serpentins intérieurs. Cette cuve est munie d’un agitateur, d’une ou plusieurs couronnes percées de
trous pour l’ajout des réactifs et d’une prise de vide.
Avant de commencer à ajouter de la soude, il faut attendre que toutes les bulles d’air soient
remontées à la surface. L’utilisation des batteuses hermétiques telles que celle de la figure 10
permet de mettre la masse sous vide ce qui provoque un dégazage très rapide.
L’huile est alors maintenue sous agitation et la soude est introduite par une couronne percée
de trous. Il est préférable d’effectuer l’addition de lessive de soude en deux fois. On ajoute d’abord
lentement (en 1/2heure) 90% de la quantité stoéchiométrique. A ce moment, le dosage de l’acidité
résiduelle permet d’effectuer un nouvel ajout de soude pour réaliser la neutralisation beaucoup plus
précise. En effet une partie de la soude est consommée par la précipitation des mucilages et d’autres
impuretés et la quantité calculée peut être insuffisante pour obtenir une neutralisation complète
(d’autant plus que la soude peut être carbonatée) : les acides gras libres non neutralisés dissolvent
du savon générateur d’émulsions.
L’agitation est alors un peu ralentie, et la température est progressivement élevée par
passage de vapeur dans les serpentins, ou dans la double enveloppe, jusqu’à ce qu’elle atteigne 70-
80°C. Les flocons grossissent et forment des agrégats qui ont tendance à décanter. Le chauffage et
l’agitation sont alors arrêtés.

22
Après une heure de décantation, l’huile neutralisée surnageante est épinée ou pompée vers
les batteuses de lavage après que les savons aient eux-mêmes été évacués (figure 11). Le travail
avec une seconde concentré permet une meilleure épuration de l’huile brute qui est parfaitement
débarrassée de ses mucilages et qui subit déjà un début de décoloration, ce qui facilite les opérations
ultérieures. Ce procédé est toutefois pénalisé par des pertes plus importantes.
Neutralisation à la soude diluée
Lorsque l’acidité de l’huile est faible, la neutralisation par une lessive concentrée augmente
les risques de saponification parasite. Dans ce cas, il faut mieux travailler avec une lessive diluée.
Cette méthode peut également donner de bons résultats lorsque l’huile à traiter est oxydée. Il
semble que les savons dilués facilitent la précipitation des mucilages et entraînent mieux les
produits colorants d’origine oxydative.
A côté de ces avantages, le travail avec des lessives diluées favorise la formation
d’émulsions, nécessite un volume de matériel plus important et augmente les dépenses d’énergie.
Les soapstocks obtenus sont plus fluides et peuvent être évacués plus facilement, même à basse
température. Par contre, leur traitement en vue de les transformer en acides gras est plus difficile et
met en jeu des volumes beaucoup plus importants qui viennent compliquer les problèmes posés par
le traitement des eaux résiduaires.
L’huile est d’abord chauffée sous l’agitation jusqu’à ce que sa température atteigne 95°C.
L’agitation est alors arrêtée. La solution de soude à 6°B préalablement chauffée à 100°C, pour
éviter que les gouttes de soude tombant dans l’huile ne provoquent des émulsions, est ajoutée en
pluie. Pour limiter le risque de voir se former des émulsions, il est recommandé d’employer une
lessive de soude contenant du sel, ce qui permet à la phase aqueuse de décanter plus rapidement. Il
est possible de travailler avec un excès de solution neutralisante, car la dilution réduit le risque de
saponification parasite.
Après décantation, la phase lourde est pompée vers les cuves de traitement. L’huile neutre
qui contient encore beaucoup de savon est envoyée vers les batteuses de lavage.
Lavage de l’huile neutralisée
L’huile chauffée jusqu’à 80°C dans une batteuse telle que celle de la figure 10 est arrosée,
sans agitation, par 8% d’eau bouillante ajoutée en pluie. La solution savonneuse qui décante.
LE LAVAGE
TECHNIQUE DU LAVAGE EN CONTINU

23
Cette opération permet d’éliminer les substances alcalines (savon et soude en excès)
présentent dans l’huile sortant de la turbine de neutralisation, ainsi que les dernières traces de
métaux, des phospholipides et autres impuretés.
Il est essentiel que l’huile brute ait subi une bonne préparation (conditionnement ou
démucilagination). Dans le cas contraire, il se produit des émulsions importantes et une partie du
savon risque de n’être pas éliminée.
Le lavage est plus efficace lorsqu’il est effectué en deux stades. Il est préférable d’utiliser de
l’eau décalcifiée qui évite l’encrassement des bols par dépôt de savons et de phosphates de calcium.
L’eau de lavage doit être la plus chaud possible (90°C) et doit représenter 10 à 15% de l’huile
traitée.
Le schéma n°13 représente l’implantation type d’un étage de lavage. L’huile provenant de la
turbine de neutralisation reçoit de l’eau du premier lavage. (6 à 8%), introduite par une pompe
doseuse et le mélange riche en savon est brassé lentement dans un contacteur pendant 1 à 3 mn sans
risque d’émulsion ( à condition que l’eau utilisée pour le lavage soit suffisamment chaude, sinon
prévoir un échangeur de chaleur sur le circuit d’eau). Il est conseiller d’effectuer la séparation sur
une centrifugeuse auto-débourbeuse pour éviter le nettoyage bihebdomadaire de la turbine de lavage
qui s’encrasse rapidement les centrifugeuses à bols classiques. L’huile sortant du premier lavage
reçoit à nouveau 4 à 7% d’eau, passe dans un mélangeur rapide (la teneur en savon est alors assez
basse pour que la formation d’émulsion ne soit plus à craindre), et le mélange est séparé par
centrifugation. Si toutes les opérations en amont ont été menées correctement, l’huile lavée contient
moins de 30ppm de savon.
Bien le lavage en deux temps soit de loin préférable, il peut arriver, pour des raisons telles
qu’une panne de turbine ou un arrêt pour nettoyage d’un bol, que l’on soit obligé de travailler avec
un seul lavage. Dans ce cas, les 10 à 15% d’eau sont introduits en une seule fois. La teneur en savon
de l’huile lavée devra rester inférieure à 50 ppm. Au-delà, il est prudent d’arrêter la ligne.
DESHUILAGE DES EAUX DE LAVAGE
Les eaux de lavage (surtout celles du premier) entraînent une quantité notable d’huile neutre.
Il est donc nécessaire de faire subir une décantation avant de les envoyer à l’égoût. Pour cela, il
suffit de les faire passer dans un florentin de dimension suffisante, avec recyclage automatique en
tête d ligne de la matière grasse récupérée.
Les eaux de lavage peuvent être déshuilées très efficacement par centrifugation. Pour
réaliser cette opération, il n’est pas nécessaire d’employer du matériel très coûteux : une
centrifugeuse à bol tubulaire telle que le modèle représenté par le schéma 34 suffit.

24
Il est également possible d’utiliser un séparateur statique (figure 69).
LE SECHAGE
TECHNIQUES DU SECHAGE CONTINU
L’humidité présente dans l’huile lavée est éliminée avant l’opération de décoloration car elle
peut provoquer un colmatage rapide des filtres, surtout en présence de savon. Il semblerait pourtant
qu’un ajout d’eau augment le pouvoir adsobant des terres actives, c’est du moins la théorie que
mettent en application certains procédés de prétraitement des huiles en vue du raffinage physique
(voir 7e partie, chapitre 3).
L’huile sortant du lavage à une température de l’ordre de 90°C est pulvérisée dans une tour
verticale maintenue sous une pression de 30 à 60 tors (schéma 14). Il est recommandé de placer un
regard légèrement au-dessus du niveau de l’huile afin de pouvoir détecter la formation de mousses
provoquées par le mauvais fonctionnement des étages antérieurs (élimination incomplète du
phosphore organique et / ou des savons).
CONTROLE DE QUALITE
C’est après le séchage que sont effectuées la plupart des analyses relatives à la marche des
lignes de neutralisation. Sauf en cas d’essai, de réglages ou de traitement d’un lot difficile, il suffit
généralement de contrôler un certain nombre de caractéristiques :
Acidité*
La teneur doit être inférieure à 0,1% exprime en acide oléique dans le cas des huiles fluides.
Cette activité va augmenter au cours de l’opération de décoloration mais une partie des acides gras
sera éliminée lors de la décoloration.
Humidité*
Elle doit rester inférieure à 0,08% (à l’entrée du sécheur elle est généralement comprise
entre 0,5% et 0,7%) pour ne pas gêner les opérations ultérieures (sauf en cas de « raffinage
physique »).
Phosphore*
Le taux doit être le plus faible et de toute façon inférieure à 5 ppm. Une partie du phosphore
rémanent sera fixé par la terre décolorante.
Savon*
La teneur doit être inférieure à 50ppm pour que les savons puissent être transformés
totalement en acides gras par l’action des terres décolorantes (voir page 126).

25
La périodicité de contrôle dépend essentiellement de la marche de l’atelier (stabilité des
lignes, homogénéité des lots, changements de quantité), ainsi que de la possibilité d’effectuer
certains contrôles après décoloration.
Voir méthodes d’analyses en fin d’ouvrage.
LA DECOLORATION
GENERALITES
Cette opération vise à éliminer les pigments colorés que la neutralisation n’a que très
partiellement détruits. Elle fait intervenir un phénomène physique : l’adsorption sur la terre
décolorante ou sur du charbon actif.
Des méthodes chimiques ont également été employées pour décolorer les huiles végétales à
usage industriel. Elles visaient à détruire les colorants par oxydation. Le permanganate de
potassium, le bichromate de sodium et les dérivés du chlore tel le bioxyde de chlore (ClO2)
provoque une décoloration appréciable mais leur action oxydante ne s’arrête pas à la destruction des
pigments colorés et les huiles obtenues sont fortement dégradées.
En France, seules les méthodes physiques sont autorisées pour les corps gras alimentaires.
LE PHENOMENE DE L’ADSORPTION
Lorsqu’un absorbant est mis en contact avec une solution, il attire à sa surface aussi bien les
molécules de la substance dissoute que celles du solvant. Cette attraction condense les molécules
qui forment des enveloppes où la concentration du soluté est différente de la concentration initiale.
L’absorption n’est pas un phénomène instantané et s’opère avec un léger dégagement de
chaleur. La réaction est théoriquement réversible dans le cas d’une solution varie et partiellement
inversible dans le cas d’une solution colloïdale.
La capacité d’adsorption est donnée par la relation de Freundlich :
Où x est la quantité de substance adsorbée
m est la quantité d’adsorbant
c est la quantité de substance résiduelle dissoute
n est la constante dépendante de la nature de l’adsorbant
k est une constante appelée capacité d’adsorption
x log = n log c +k m

26
n et k ne sont réellement constantes que pour des faibles variations de x et de c , ce qui, dans le cas
de la décoloration des huiles végétales, est toujours vrai.
Lorsque l’état d’équilibre est atteint, l’adsorbant n’a plus d’activité vis-à-vis de l’huile qu’il
a décolorée mais est encore actif s’il est remis en contact avec une huile plus colorée ; la
décoloration est donc efficace lorsqu’elle est réalisée à contre-courant.
Elle est également meilleure lorsque la filtration s’effectue sous pression, ce qui a pour effet
de déplacer l’équilibre dans le bon sens (percolation).
Enfin, un adsorbant employé en petites quantités en plusieurs fois est plus efficace
qu’employé à forte dose en une seule fois.
LES AGENTS DECOLORANTS
L’industrie des corps gras utilise des terres décolorantes généralement activées et des
charbons actifs.
Terres décolorantes
Les terres naturelles ou terres à foulon sont employées telles quelles car elles possèdent un
pouvoir décolorant naturel. Ce sont des argiles plastiques très communes dans le bassin parisien. On
ne trouve aussi aux Etats-Unis, en Allemagne, au Japon, en Espagne. Elles sont en général
simplement séchées et finement broyées pour accroître la surface de contact ; en pratique, il est de
très grandes différences de la qualité d’un lot à l’autre à tel point qu’il est nécessaire de faire un
essai de laboratoire avant l’emploi. En général, ces terres sont peu actives et ne sont pas activables.
Leur emploi est dont limité aux huiles très faciles à décolorer.
Les terres activées. En général, à l’état naturel, ces terres ne possèdent aucun pouvoir
décolorant. Ce sont aussi des argiles plastiques de type « Montmorillonites » et leur composition
chimique ne permet pas de dire, à priori, si elles seront activables ou non. Les principaux gisements
sont situés en Allemagne (Bavière), en Italie, en Grande Bretagne (sud de l’Angleterre), en
Amérique du Sud (Brésil), en Afrique du Nord (Algérie).
L’activation consiste à transformer les silicates en silice colloïdale qui possède un fort
pouvoir adsorbant ; cette transformation est réalisée par voie chimique par l’action d’acides forts
(pour des raisons des prix de revient, on emploie l’acide sulfurique plutôt que l’acide
chlorhydrique) à des températures variantes de 80 à 130°C. L’acide fort agit en remplaçant des
actions par des protons tout en augmentant considérablement la surface adsorbante. La quantité de
la terre dépend de la quantité de l’acide employé, du temps de contact de la température. Après
réaction, la terre est lavée pour éliminer le plus possible d’acide et les sels métalliques qui se sont

27
formés sous l’action de l’acide. Les terres sont ensuite séchées et broyées ; pendant le stockage, on
laisse reprendre un peu l’humidité. L’humidité optimum serait de 8 à 12%.
Charbons actifs
Leurs propriétés sont utilisées depuis longtemps en sucrerie, mais l’étude systématique de
leur pouvoir adsorbant date de la guerre 1914-1918 lorsqu’ils ont été utilisés dans les masques à
gaz.
Ils renferment 95 à 98% de carbone, mais leur caractère spécifique est leur porosité. On
admet que la surface spécifique de 1g de charbon actif atteint 6000 à 1000m2. L’activation
développe la structure capillaire et débouche les pores obstrués par des goudrons ; on emploie en
général des acides oxygénés peu volatils tels que l’acide phosphorique ou des sels d’halogènes tels
que le chlorure de zinc.
EFFETS SECONDAIRES DES AGENTS DECOLORANTS
Outre leur action sur le pigments colorés, les agents décolorants entraînent un certain
nombre d’effets secondaires : ils transforment en acides gras les savons encore présents dans l’huile
après le lavage, bloquent les phospholipides, les polymères et les oxypolymères, créent des
systèmes de double liaisons conjuguées, probablement par action sur les peroxydes (les charbons
actifs ne provoquent pas ce genre d’effet), forment des colorants non adsorbables par action
chimique sur les glycérides oxydés.
Parmi les effets secondaire, seuls sont intéressants ceux qui permettent de remédier à
certains défauts de l’épuration alcaline ou de l’élimination des phospholipides en vue du raffinage
physique (voir 7e partie, chapitre 3 « la distillation neutralisante »). Toutefois, les savons et les
composés phosphorés jouent le rôle de poisons qui diminuent le pouvoir décolorant des terres
activées. Dans le cas du raffinage alcalin, il est donc absolument indispensable de n’envoyer à la
décoloration que des huiles présentant les caractéristiques définies page 73 : il en résultera des
économies importantes d’agent décolorant et une réduction de la perte en huile dans la terre usée.
Les actions secondaires de caractère oxydatif peuvent être évitées en noyant au terrage que des
huiles fraîchement épurées. Il est donc recommandé d’éviter tout stock tampon entre l’épuration et
la décoloration qui doivent s’effectuer sous vide.
CONDUITE DE LA DECOLORATION
La décoloration des huiles végétales fluides par des terres activées donne les meilleurs résultats
lorsque l’opération est conduite à une température voisine de 90° C. pour certains autre corps gras,
il peut être utile d’opérer dans des conditions différentes : ainsi l’huile de la palme est, le plus

28
souvent, décolorer à 120° C. une agitation efficace favorise le contact et permet de limiter le temps
de réaction à une demi-heure. L’opération s’effectuer toujours sous vide.
La quantité de terre décolorante à employer dépend à la fois de l’objective poursuivi et de la nature
de l’huile à traiter. Il est extrêmement important d’exercer un contrôle très strict de la qualité
obtenue de façon, non seulement à réduire le prix de revient (en limitant les surconsommations de
terre activée et la perte en huile qui en résulte) mais aussi à éviter de dégrader l’huile par les effets
secondaires évoques précédemment.
Mesure de l’efficacité de la décoloration
Cette opération est beaucoup plus complexe qu’elle ne paraît. Tout au moins quand on recherche
une méthode simple qui puisse être mise en œuvre par des opérateur dans l’atelier.
Carotène
De nombreux appareils permettent d’apprécier l’efficacité de la décoloration. Leur principe repose
soit sur la comparaison de la couleur de l’huile avec une gamme étalon (Gardner, Lovibond), soit
sur la mesure de la transmission à 420 ou à 450 nm. Quelle que soit la méthode employée, les
renseignements fournis ne suffissent pas à déterminer la quantité de la terre décolorante à employer
car il faut tenir compte de la destruction technique du carotène lors de la désorientation. Il est donc
nécessaire d’évaluer l’effet qu’aura la décoloration technique en faisant subir à l’huile décolorée un
chauffage sous vide à 240° C pendant une demi-heure à une heure ; un essai de ce type permet un
meilleur réglage d’où découle une importante économie de terre activée et une diminution de la
perte en huile dans terre usée.
Il arrive fréquemment pour les huiles de tournesol et pour les huiles de l’arachide extraites de
grains fraîches que la décoloration thermique suffise à atteindre l’objectif de couleur qui à été fixé
pour le produire fini. Dans ce cas, il est fortement recommandé d’effectuer tout de même un
traitement avec 0,05 % de terre activée pour qu’elle joue le rôle épurant signalé précédemment.
Chlorophylle
Ce pigment est extrêmement abondant dans l’huile brute de colza (certain lots en contiennent plus
de 3 ppm, ce rend à ce décoloration impossible a réaliser dans des conditions normales). L’huile de
soja en contient généralement 2 à 4 pmm. La chlorophylle existe également à l’état de trace dans
certaines variétés d’huiles de tournesol.
La teneur en chlorophylle de l’huile décolorée ne doit pas dépasser 0,02 ppm : il a été démontré
qu’au - delà il existe un risque important pour que l’une de désodorisée soit instable. Ce

29
phénomène, à ce jour n’a pas reçu d’explication satisfaisante et ne doit probablement pas être
attribue à la chlorophylle elle-même d’autant puisqu’elle détruite lors de la désodorisation …
Le dosage da la chlorophylle* s’effectue par de méthode colorimétrique.
* voir méthodes d’analyses en fin d’ouvrage.
Consommation de la terre décolorante
Si les contrôles décrits précédemment sont exercés avec rigueur, la consommation de la terre
activée varient de 0,05 à 0,2% pour l’arachide et le tournesol, de 0,4 à 0,7% pour le maïs, de 0,6 à
0,9% pour le soja, le colza et le coton.
Pour les lots particulièrement difficiles, il est inutile de dépenser 0,9% car au-delà de ce
taux, le gain de décoloration peut être considéré comme négligeable et il faut chercher ailleurs la
solution du problème. Il est impossible de remplacer partiellement la terre activée par du charbon
actif, ce qui donne souvent de bons résultats tout en n’augment que faiblement les absorptions dans
l’ultraviolet. L’emploi du charbon actif ne va toutefois pas sans inconvénients au niveau de la
filtration. En effet, les « fines » sont difficiles à arrêter et il est souvent nécessaire de pratiquer une
double filtration de sécurité sur les plaques filtrantes pour y parvenir. La deuxième solution consiste
à effectuer une première décoloration légère (avec 0,5% de terre par exemple) suivie d’un lavage à
la soude diluée (60g/litre) et d’une nouvelle décoloration avec 0,5 à 0,8% de terre. Cette méthode
est coûteuse mais efficace tant en ce qui concerne le carotène (qui est mieux éliminé par double
terrage) que la chlorophylle (partiellement détruite par la 2e neutralisation et totalement adsorbée
par la 2e décoloration) et que les colorant d’origine oxydative (généralement sensible à l’action de la
soude).
Certains recommandent, en cas de difficultés de décoloration, d’ajouter à l’entrée du terrier
une solution d’acide phosphorique ou citrique calculée de façon à transformer les traces de savons
en acides gras, ce qui aurait pour effet d’augmenter le pouvoir décolorant de la terre activée (les
savons jouant le rôle de poison). En cas d’emploi d’acide phosphorique, il faut, à la sortie de la
filtration, contrôler que l’huile décolorée est par exemple de phosphore : dans le cas contraire, elle
doit être recyclée dans l’huile brute. Le phosphore, surtout celui qui est apporté par l’acide
phosphorique, est un puissant catalyseur de rancissement et d’hydrolyse puisque son action
commence à des taux à peine supérieurs à 5 ppm.
Les propos ci-dessus ne concernent que le raffinage classique à la soude. En effet, dans le
cas du raffinage physique, certains procédés emploient des quantités de terre activée bien
supérieures (voir 7e partie, chapitre 3).
Les terres décolorantes ont généralement les vitesses de filtration très faibles et ses vitesses
sont encore diminuées lorsque les huiles épurées contiennent trop de savon et /ou de phospholipides

30
et d’humidité. Dans ce cas, les filtres sont rapidement colmatés et doivent être nettoyés
fréquemment. Le colmatage est d’autant plus rapide que la quantité de la terre employée est faible,
ce qui est normal puisqu’à ce moment le rapport de substance colmatante / terre devient très grand.
Cet inconvénient peut être évité en ajoutant, en même temps que la terre décolorante 0,05 à 0,15%
de terre filtrante (diatomée ou éventuellement perlite).
Description d’un appareil de décoloration
La figure 71 donne le schéma de principe d’un « décolorateur » qui, sous réserve de
quelques modifications, peut fonctionner en continu ou en semi continu. Des essais effectués sur de
l’huile de colza contenant 15 ppm de chlorophylle ont montré qu’à quantité de terre activée égale
(0,8%), l’adsorption est moins bonne dans le cas de décolorateurs continus. Toutefois, les
différences observées ne sont sensibles qu’en début de filtration : dès que l’épaisseur du gâteau
déposé sur le filtre est insuffisante (généralement au bout de 5 minutes), il n’y a plus de différence
significative entre les deux systèmes, sans doute à cause de l’effet de « percolation » signalé plus
haut. Pour plus de sécurité, on pourra réserver les décolorateurs continus aux traitements des huiles
réputées faciles à décolorer (arachide, tournesol).
Il est recommandé d’installer un échangeur entre la sortie du sécheur et l’entrée du
décolorateur pour permettre d’ajuster la température à la nature de l’huile à traiter.
Il existe sur le marché des colorimètres capables de doser le carotène et la chlorophylle en
continu qui, couplés à un micro-ordinateur, peuvent permettre de régler la quantité de la terre
décolorante à employer en fonction d’une une consigne (constructeur : Mac Closkey Scientific
Industries. P.O. Box 69. Newfoundland N.J. 07435-0069; distributeur europeen : Buck Scientific
Ltd, Litchorough Rural Industrie Estate, Toweester, Northants/N.N. 128 BJ. G.B.). Il ne semble pas
que ce genre de matériel puisse constituer la base d’une automatisation

31
REFERENCES BIBLIOGRAPHIQUES AFNOR (1981). Recueil de normes françaises.
Corps gras, graines oléagineuses, produits dérivés.
AOCS (American Oil Chem. Soc) (1993). Official
methods and recommended practices of the
American Oil Chemists’ Society, 4th edn,
Champaign, Illinois (USA), AOCS, [D. Firestone,
ed].
AOCS (American Oil Chem. Soc) (1997). Official
method: Oil Stability Index (OSI) Cd 12 - 92.
Champaign, Illinois (USA), AOCS, [D. Firestone,
ed].
Barrera - Arellano D. & Esteves W. (1992). Oxidative stability of potato chips determined by
rancimat. JAOCS 69 : 335 - 337.
Benzie I.F.F. (1996). Lipid peroxidation: a review of causes,
consequences, measurement and dietary
influences. Inter. J. Food Sci. Nutr. 47 : 233 - 261.
Cheftel J.C. & Cheftel H. (1984). Introduction à la
chimie et à la biochimie des aliments Vol 1 Tec et
Doc., Lavoisier, Paris (France), 381 p.
Cheftel J.C., Cheftel H. & Besançon P., (1983). Introduction à la Biochimie et à la Technologie des
Aliments, Tec. Doc., Paris, France, Vol. 2, pp. 201-
204.
Chimi H., Cillard J. & Cillard P. (1994). Autoxydation de l’huile d’argan Argania spinosa L.
du Maroc. Sci. Alts 14 (1994) : 117 - 124.
CODEX (1989). Normes codex pour les huiles
d’olive vierges et raffinées et pour l’huile de
grignons d’olive raffinée. CODEX STAN 33-1981
(Rév. 1-1989), 6p.
CODEX (1999). Norme codex pour graisses et les
huiles comestibles non visées par des normes
individuelles. Codex STAN 19-1981 (Rév. 2-1999),
5p.
Coppin E.A. & Pike O. (2001). Oil Stability Index
correlated with sensory determination of oxidative
stability in light - exposed soybean oil. JAOCS 78 (1) : 13 - 18.
Denise J. Le Raffinage des corps gras. Les
éditions des Berffrois
Frank J., Geil J.V. & Freaso R. (1982). Automatic
determination of oxidation stability of oil and fatty
products. Food Technol. 36: 71-76.
Frankel E.N. (1993). In search of better methods to
evaluate natural antioxidants ans oxidative stability
in food lipids. Trends in Food Sci. Technol. 4 : 220 -
225.
Fristch C.W. (1981). Measurements of frying fat
deterioration : a brief review. JAOCS 58 : 272 –
274.
Fritsch C.W. (1994). Lipid oxidation - The other
dimension. Inform 5 : 423 - 426.
Gertz C., Klostermann S. & Kochnar S.P. (2000). Testing and comparing oxidative stability of
vegetable oils and fats at frying temperature. Eur. J.
Lipid Sci. Technol. 102 (2000) : 543 - 551.
Gordon M.H. & Mursi A. (1994). Comparison of oil
stability based on Metrohm Rancimant with storage
at 20 °C. JAOCS 71 : 649 - 651.
Hassel R.L. (1976). Thermal analysis: an
alternative method of measuring oil stability.
JAOCS 53: 179 – 181.
Hill S.E. (1993). Determination of the oxidation
stability of soy oil with the oxidative stability
instruments: operation parameter effects. Inform 4 : 453.
Jebe T.A., Matlock M.G. & Sleeter R.T. (1993). Collaborative study of the oil stability index analysis.
JAOCS 70 : 1055 - 1061.
Kondratowicz E.P. & Ostasz L. (2000). Quality
changes in edible oils at high temperature kinetic
analysis. Eur. J. Lipid Sci. Technol. 2000 : 276 -
281.
Krishnamurthy R.G. (1982). Cooking oils, salad
oils and salad dressings. In: Bailey’s Industrial Oils
and Fat Products. Vol. 2, 4th ed. (D SWERN ed.);
John Wiley and Sons Inc., New-York (USA), 603 p.

32
Kubow S. (1992). Routes of formation and toxic
consequences of lipid oxidation product in foods.
Free Radical Biol. Med. 12 (1992): 63 - 81.
Laübli M.W. & Bruttel P.A. (1986). Determination
of the oxidative stability of fas and oils: comparison
between the Active Oxygen Method (AOCS Cd 12-
57) and the Rancimat method. JAOCS 63 : 792 -
795.
Liwinienko G. & Kasprrzycka - Guttman T. (1998). A DSC study of thermoxidation kinetics of
mustard oil. Thermochimica Acta 319 (1998) : 185 -
191.
Maga J.A. & Tu A.T. (1995). Food additive
toxicology. Marcel Dekker Inc., New - York, Basel,
Hong Kong.
Meyer L.H. (1986). Food chemistry. Reinhold Publ.
Corp. New-York (USA), 12 - 63.
Meyer, 1986;
Norris, F.A. (1982). Extraction of fats and oils. In:
Bailey’s Industrial Oils and Fat Products. Vol. 2, 4th
ed. (D. Swern ed.); John Wiley and Sons Inc., New-
York (USA), 603 p.
Pascaud A., Ben Nasser I., Bridonneau P. & Pascaud M. (1985). Acides gras polyinsaturés
indispensables, éicosanoïdes et cancer. Cah. Nutr.
Diet. 20 : 443 - 450.
Paul S. & Mittal G.S. (1997). Regulating the use of
oil/fat in deep fat/oil food frying. Critical Rev. Food
Sci. Nutr. 37 : 635 - 662.
Robards K., Kerr A.F. & Patsalides E. (1988). Rancidity and its measurement in edible oils and
snack foods. Analyst 113 : 213 - 222.
Rudnik E., Szczucinska H., Gwardiak H., Szulc A. & Winiarska A. (2001). Comparative study of
oxidative stability of linseed oil. Thermochimica
Acta 370 : 135 - 140.
Tan C.P., Che Man Y.B., Jinap S. & Yusoff M.S.A. (2002a). Effects of microwave heating on
the quality characteristics and thermal properties of
RBD palm olein. Innovative Food Sci. Technol. 3 : 157 – 163.
Tan C.P., Che Man Y.B., Selamat J. & Yusoff M.S.A. (2002b). Comparative studies of oxidative
stability of edible oils by differential scanning
calorimetry and oxidative stability index methods.
Food Chem. 76 (2002) : 385 - 389.
Wan P.J. (1995). Accelerated stability method. In:
Methods to assess quality and stability of oils and
fats containing foods [K. Warner, NAM Eskin, eds],
AOCS Press, Champaign, Illinois (USA), 179 - 189.
Wolff J.P. (1991). Analyse et dosage des lipides.
In : Techniques d’analyse et de contrôle dans les
industries agro-alimentaires IV : analyse des
constituants alimentaires [J.L. Multon,
coordonnateur]. 2ème Ed., Lavoisier Tec et Doc,
Paris (France), 450 p.
Yanishlieva N.V. & Kortenska V.D. (1993). On the
participation of fatty alcohols in inhibited oxidation
of lipids. Fat Sci. Technol. 1 (1993) : 35 - 40.
Yoon S.H., Kim S.K., Kim K.H., Kwon T.W. & Teah Y.K. (1987). Evaluation of physicochemical
changes in cooking oil during heating. JAOCS 64
(6): 870-873.