Gestion de la production -...
16
Pilotage d’ateliers Alain Bigot Gestion de la production
Transcript of Gestion de la production -...

Pilotage d’ateliers
Alain Bigot
Gestion de la production
Sommaire
Édito ....................................................................................................... 3
1. Pilotage de flux par le Kanban .................................... 31.1. Liens Kanban et juste à temps ....................................................31.2. Pré-requis pour un bon pilotage par Kanban ...............................41.2.1. Réduire la taille des lots pour tendre les flux ........................................41.2.2. Adapter les conteneurs .........................................................................5
1.3. Description du Kanban ................................................................61.3.1. Le Kanban à une carte ........................................................................61.3.2. Le Kanban à deux cartes (Kanban de production / Kanban de transfert) .........................................................................................................71.3.3. Le Kanban : gestion des priorités .........................................................81.3.4. Le Kanban : dimensionnement du système .........................................10
2. Production en ligne ou en ilots ................................... 112.1. L’organisation par ligne de produits privilégie le flux ....................112.2. L’organisation en îlots (par technologie) privilégie l’optimisation des capacités.......................................................................................12
3. La différenciation retardée au service de la flexibilité ........................................................................ 13
4. Affectation et gestion des compétences du personnel .......................................................................... 14
5. Conclusion .................................................................... 15
IAE Caen Basse-Normandie / Alain Bigot

3
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
Édito Dans les précédents modules, nous avons traité la mise en condition d’une bonne gestion de production. Les rôles successifs du Plan stratégique, du PIC (Plan Industriel et Commercial), du PDP (Plan de Production), du calcul des besoins nets (OF, AE), du flux poussé, du flux tiré, et également du «juste à temps ».
Nous allons maintenant dans ce thème traiter la dernière étape du processus de planification et de suivi de production qu’est le pilotage à très court terme des ateliers.
1. Pilotage de flux par le Kanban
Nous avons déjà vu que les productions peuvent être pilotées en flux poussés ou en flux tirés mais il faut bien comprendre que les deux systèmes peuvent être utilisés dans le même objectif de livraison, à savoir en « juste à temps ».
Par exemple, Renault, par son film de production établit sur les 6 prochains jours, préconise le flux poussé et demande à ses fournisseurs de livrer en « juste à temps » sur la base de ce film de production anticipé. Toyota lui s’appuie sur un système de flux tirés dans une logique de remplacement de la consommation avec le système Kanban.
1.1. Liens Kanban et juste à temps
La méthode kanban (étiquette en japonais) est fortement associée au juste-à-temps puisqu’elle a été expérimentée sur les chaînes de production de Toyota comme outil d’ordonnancement et de définition des priorités de production. De nombreuses variantes ont été développées depuis à travers le monde. Mais pour l’essentiel les principes restent les mêmes.
Remarque
Une mise en garde de départ s’impose quant à la relation entre Kanban et JAT. Certains environnements, usines ou lignes de fabrication ne permettent pas l’application du Kanban. Il ne faudrait pas que de telles conditions soient un motif pour abandonner l’idée du juste-à-temps. Il peut-être fascinant de voir à quel point le Kanban permet à certaines entreprises de bien résoudre l’équation production=demande. Mais le souci de réduire les temps de réaction, les stocks, les temps d’attente du processus de production et le souci de rendre un meilleur service au client sont encore plus importants. Le juste-à-temps inclut donc le Kanban, comme une de ses méthodes de travail mais le juste-à-temps n’est pas le Kanban.
4
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
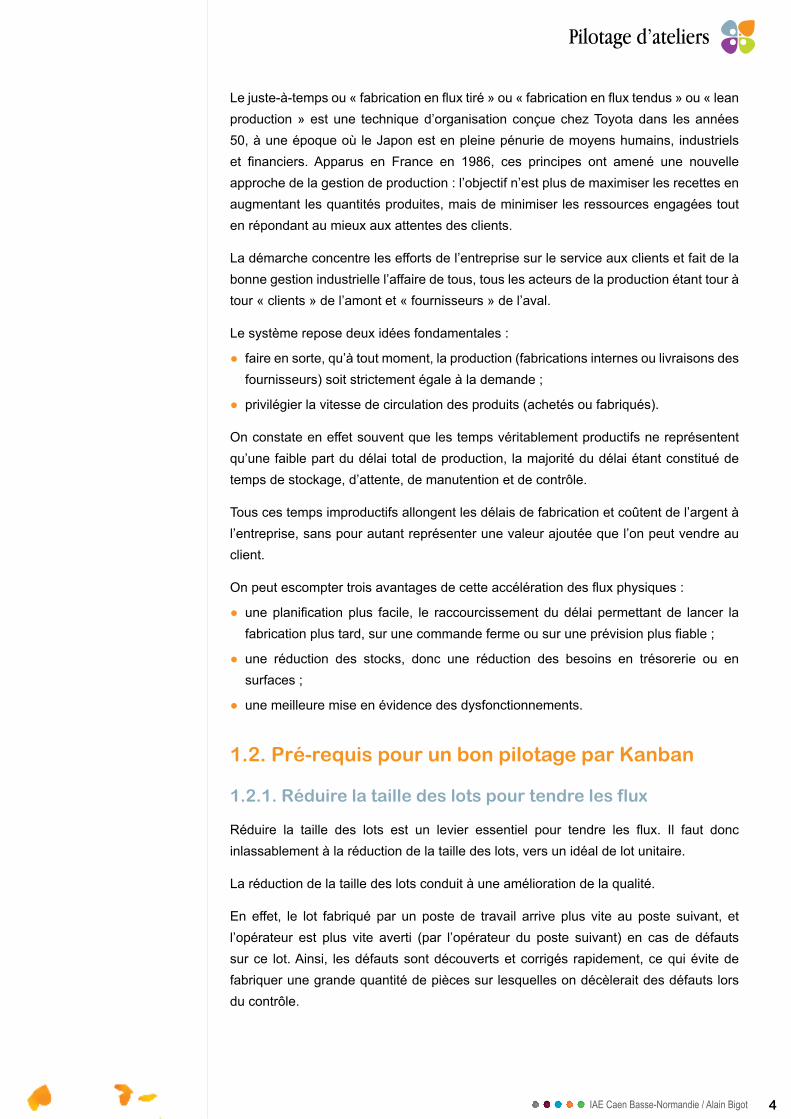
Le juste-à-temps ou « fabrication en flux tiré » ou « fabrication en flux tendus » ou « lean production » est une technique d’organisation conçue chez Toyota dans les années 50, à une époque où le Japon est en pleine pénurie de moyens humains, industriels et financiers. Apparus en France en 1986, ces principes ont amené une nouvelle approche de la gestion de production : l’objectif n’est plus de maximiser les recettes en augmentant les quantités produites, mais de minimiser les ressources engagées tout en répondant au mieux aux attentes des clients.
La démarche concentre les efforts de l’entreprise sur le service aux clients et fait de la bonne gestion industrielle l’affaire de tous, tous les acteurs de la production étant tour à tour « clients » de l’amont et « fournisseurs » de l’aval.
Le système repose deux idées fondamentales :
● faire en sorte, qu’à tout moment, la production (fabrications internes ou livraisons des fournisseurs) soit strictement égale à la demande ;
● privilégier la vitesse de circulation des produits (achetés ou fabriqués).
On constate en effet souvent que les temps véritablement productifs ne représentent qu’une faible part du délai total de production, la majorité du délai étant constitué de temps de stockage, d’attente, de manutention et de contrôle.
Tous ces temps improductifs allongent les délais de fabrication et coûtent de l’argent à l’entreprise, sans pour autant représenter une valeur ajoutée que l’on peut vendre au client.
On peut escompter trois avantages de cette accélération des flux physiques :
● une planification plus facile, le raccourcissement du délai permettant de lancer la fabrication plus tard, sur une commande ferme ou sur une prévision plus fiable ;
● une réduction des stocks, donc une réduction des besoins en trésorerie ou en surfaces ;
● une meilleure mise en évidence des dysfonctionnements.
1.2. Pré-requis pour un bon pilotage par Kanban
1.2.1. Réduire la taille des lots pour tendre les flux
Réduire la taille des lots est un levier essentiel pour tendre les flux. Il faut donc inlassablement à la réduction de la taille des lots, vers un idéal de lot unitaire.
La réduction de la taille des lots conduit à une amélioration de la qualité.
En effet, le lot fabriqué par un poste de travail arrive plus vite au poste suivant, et l’opérateur est plus vite averti (par l’opérateur du poste suivant) en cas de défauts sur ce lot. Ainsi, les défauts sont découverts et corrigés rapidement, ce qui évite de fabriquer une grande quantité de pièces sur lesquelles on décèlerait des défauts lors du contrôle.
5
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
Le rôle de surveillance de l’encadrement est réduit, car les opérateurs disposent d’une information rapide sur leurs propres résultats et sont ainsi incités à modifier leur comportement.
En effet, la fabrication par lots importants induit un certain laxisme : on peut penser que parmi une grande quantité de pièces, il est inévitable qu’une certaine quantité soit mauvaise mais que ce n’est pas un problème puisqu’il suffit de trier.
Dans un système juste-à-temps, les défauts sont intolérables car ils risquent de bloquer le système.
1.2.2. Adapter les conteneurs
Les conteneurs (caisses, blisters…) doivent être de taille réduite et ajustée à la consommation du poste aval, puisque le conteneur est à la fois le lot de fabrication minimal et le lot de transfert minimal. L’objectif de stock minimal est donc directement lié à la taille du conteneur. En outre, si celui-ci contient un nombre élevé de produits par rapport à la consommation moyenne de la pièce, la circulation des conteneurs sera irrégulière et le lot d’encours augmenté. Dans la méthode Kanban, le conteneur doit contenir un nombre constant de pièces. Le respect de cette exigence peut nécessiter une adaptation des bacs de façon à permettre le comptage exact et automatique des pièces.
Maîtriser les aléas :
● donner la priorité à la qualité ;
● développer la polyvalence ;
● disposer de surcapacités ;
● assurer la circulation de l’information.
Le juste-à-temps est la recherche et l’élimination permanente des gaspillages (de temps, de matières, de capacités, de potentialités inexploitées). Ce qui s’est traduit par les formules : zéro stock, zéro délai, zéro panne, zéro défaut, zéro papier.
Mais dans ce contexte il faut surtout…
Impliquer le personnel :
● obtenir la participation de tous ;
● motiver le personnel ;
● former.
La participation de tous est sollicitée pour l’identification des sources de gaspillage et la résolution des problèmes. Le fer de lance de la démarche est l’ouvrier qui réfléchit et propose, au lieu d’être un simple exécutant. Il faut créer les conditions de cette participation (cercles de qualité, systèmes de suggestion récompensé) et motiver le personnel (écouter, résoudre tous les problèmes qui se posent au groupe, reconnaître les compétences, admettre et tirer la leçon des erreurs).
Les relations hiérarchiques en sont transformées: le nombre de niveaux hiérarchiques est réduit et l’encadrement a plus un rôle d’animation que de décision technique.
6
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
La formation doit porter non seulement sur la « culture juste-à-temps », mais aussi sur l’acquisition des compétences techniques nécessaires (la qualification demandée aux salariés étant plus importante dans le cadre du juste-à-temps que dans une organisation plus taylorienne) et, pour l’encadrement, sur la communication pour améliorer la participation des ouvriers et l’efficacité des échanges.
1.3. Description du Kanban
1.3.1. Le Kanban à une carte
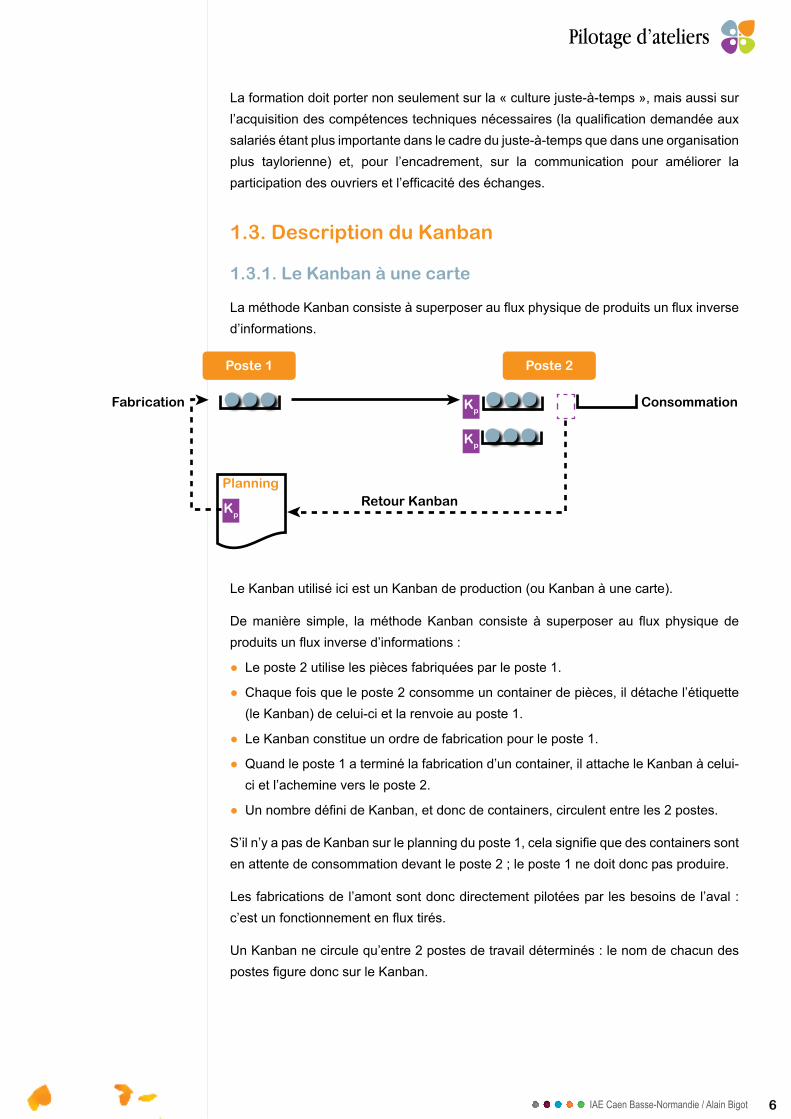
La méthode Kanban consiste à superposer au flux physique de produits un flux inverse d’informations.
Poste 1 Poste 2
Kp
Kp
Kp
PlanningRetour Kanban
ConsommationFabrication
Le Kanban utilisé ici est un Kanban de production (ou Kanban à une carte).
De manière simple, la méthode Kanban consiste à superposer au flux physique de produits un flux inverse d’informations :
● Le poste 2 utilise les pièces fabriquées par le poste 1.
● Chaque fois que le poste 2 consomme un container de pièces, il détache l’étiquette (le Kanban) de celui-ci et la renvoie au poste 1.
● Le Kanban constitue un ordre de fabrication pour le poste 1.
● Quand le poste 1 a terminé la fabrication d’un container, il attache le Kanban à celui-ci et l’achemine vers le poste 2.
● Un nombre défini de Kanban, et donc de containers, circulent entre les 2 postes.
S’il n’y a pas de Kanban sur le planning du poste 1, cela signifie que des containers sont en attente de consommation devant le poste 2 ; le poste 1 ne doit donc pas produire.
Les fabrications de l’amont sont donc directement pilotées par les besoins de l’aval : c’est un fonctionnement en flux tirés.
Un Kanban ne circule qu’entre 2 postes de travail déterminés : le nom de chacun des postes figure donc sur le Kanban.
7
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
1.3.2. Le Kanban à deux cartes (Kanban de production /
Kanban de transfert)
Poste 1 Poste 2
KpKT
Kp
PlanningRetour Kanban
ConsommationFabrication
KT
KT
Planning
Transfert
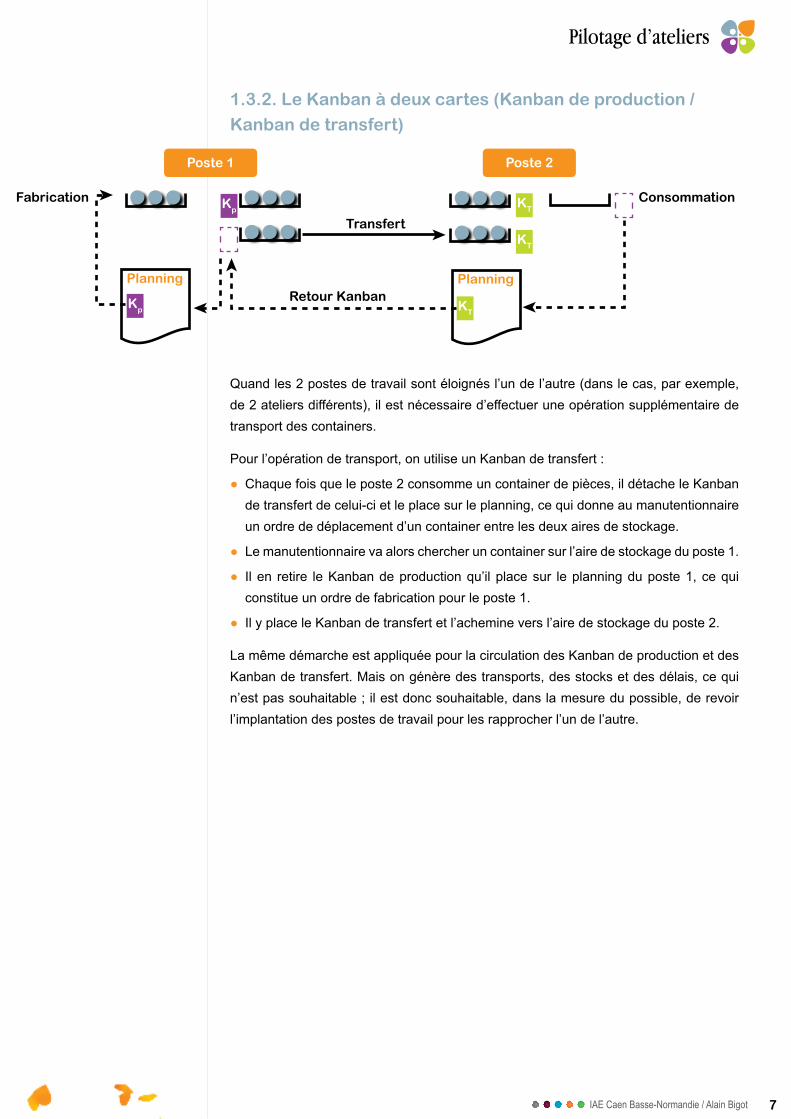
Quand les 2 postes de travail sont éloignés l’un de l’autre (dans le cas, par exemple, de 2 ateliers différents), il est nécessaire d’effectuer une opération supplémentaire de transport des containers.
Pour l’opération de transport, on utilise un Kanban de transfert :
● Chaque fois que le poste 2 consomme un container de pièces, il détache le Kanban de transfert de celui-ci et le place sur le planning, ce qui donne au manutentionnaire un ordre de déplacement d’un container entre les deux aires de stockage.
● Le manutentionnaire va alors chercher un container sur l’aire de stockage du poste 1.
● Il en retire le Kanban de production qu’il place sur le planning du poste 1, ce qui constitue un ordre de fabrication pour le poste 1.
● Il y place le Kanban de transfert et l’achemine vers l’aire de stockage du poste 2.
La même démarche est appliquée pour la circulation des Kanban de production et des Kanban de transfert. Mais on génère des transports, des stocks et des délais, ce qui n’est pas souhaitable ; il est donc souhaitable, dans la mesure du possible, de revoir l’implantation des postes de travail pour les rapprocher l’un de l’autre.
8
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
1.3.3. Le Kanban : gestion des priorités
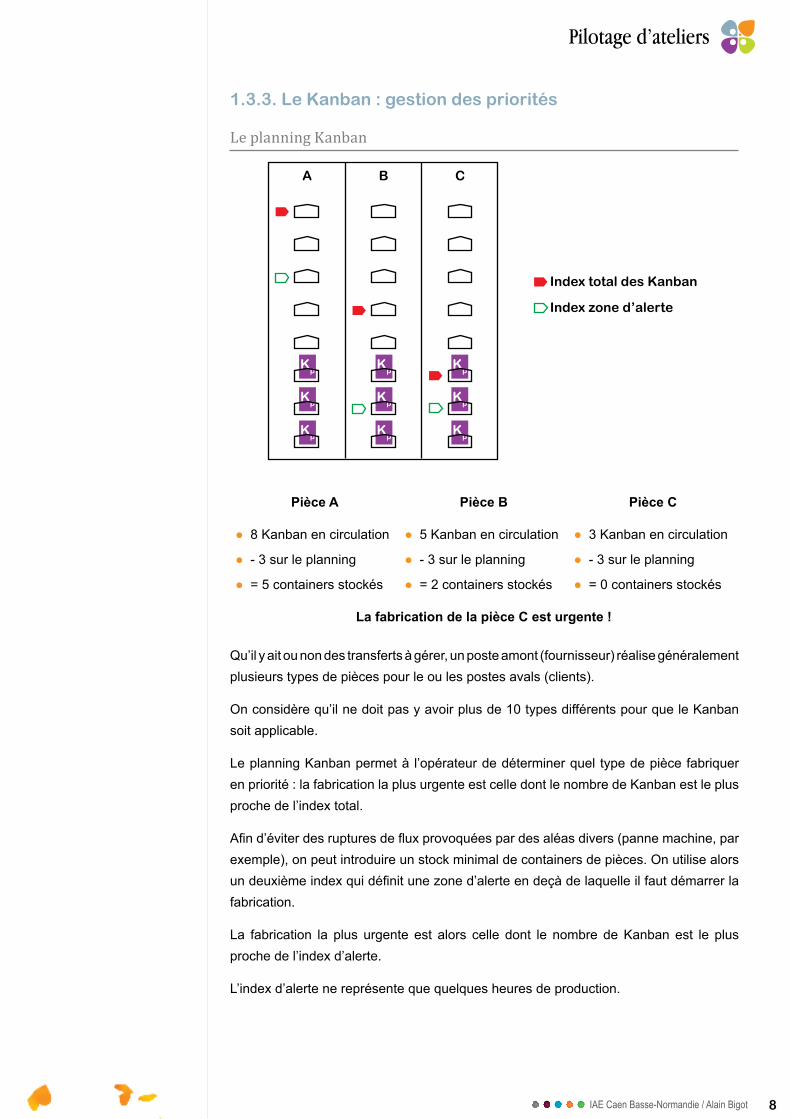
Le planning Kanban
Kp Kp Kp
Kp Kp Kp
Kp Kp Kp
A
Index total des Kanban
B C
Index zone d’alerte
Pièce A Pièce B Pièce C
● 8 Kanban en circulation
● - 3 sur le planning
● = 5 containers stockés
● 5 Kanban en circulation
● - 3 sur le planning
● = 2 containers stockés
● 3 Kanban en circulation
● - 3 sur le planning
● = 0 containers stockés
La fabrication de la pièce C est urgente !
Qu’il y ait ou non des transferts à gérer, un poste amont (fournisseur) réalise généralement plusieurs types de pièces pour le ou les postes avals (clients).
On considère qu’il ne doit pas y avoir plus de 10 types différents pour que le Kanban soit applicable.
Le planning Kanban permet à l’opérateur de déterminer quel type de pièce fabriquer en priorité : la fabrication la plus urgente est celle dont le nombre de Kanban est le plus proche de l’index total.
Afin d’éviter des ruptures de flux provoquées par des aléas divers (panne machine, par exemple), on peut introduire un stock minimal de containers de pièces. On utilise alors un deuxième index qui définit une zone d’alerte en deçà de laquelle il faut démarrer la fabrication.
La fabrication la plus urgente est alors celle dont le nombre de Kanban est le plus proche de l’index d’alerte.
L’index d’alerte ne représente que quelques heures de production.
9
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
Autre présentation
Poste 1 Poste 2 DemandePoste 3
Système d’information associé
Chaque poste de travail indique au poste amont, la nature de la pièce à produire (référence), la quantité correspondante, le lieu de localisation du poste aval.
Le système d’information doit faire remonter rapidement les besoins de l’aval vers l’amont, ce sea le rôle des cartes Kanban.
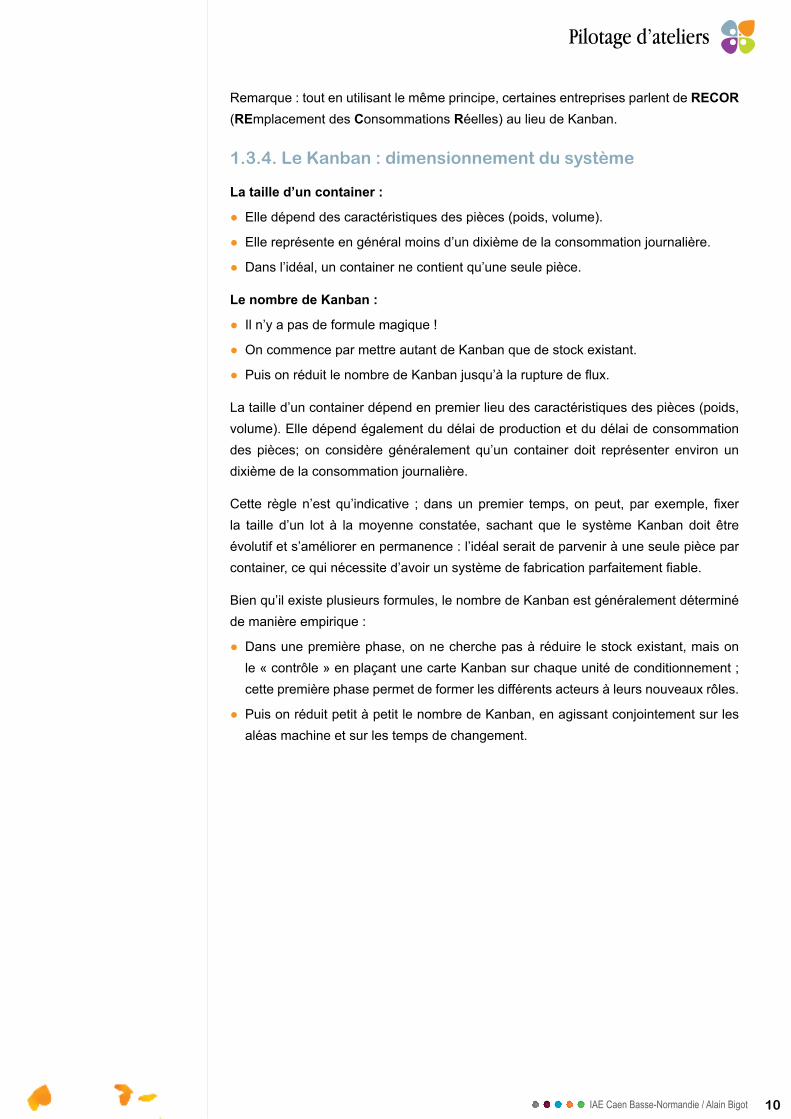
Principe de fonctionnement
La méthode KANBAN va consister à superposer un flux physique (les pièces matricées), à un flux inverse d’informations (les cartes Kanban).
Poste de Matriçage(1)
Autres références
Flux des Kanbans (3)
PlanningKanban
Centre d’usinage
Flux des pièces (2)
Circulation des Kanbans
● Au poste de matriçage (poste amont), le Kanban (1) est utilisé comme un ordre de fabrication.
● Une fois le conteneur rempli, le Kanban l’accompagne jusqu’au poste flux (2).
● Les conteneurs sont placés en attente près du centre d’usinage (poste aval). L’opérateur «consomme» les pièces ; quand le conteneur est vide il renvoie le Kanban (3) au poste de matriçage.
● Quand le poste reçoit les kanbans, il doit produire ; quand il cesse d’en recevoir, il doit arrêter. Les mises en fabrication sont directement pilotées par les besoins de l’aval.
10
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
Remarque : tout en utilisant le même principe, certaines entreprises parlent de RECOR (REmplacement des Consommations Réelles) au lieu de Kanban.
1.3.4. Le Kanban : dimensionnement du système
La taille d’un container :
● Elle dépend des caractéristiques des pièces (poids, volume).
● Elle représente en général moins d’un dixième de la consommation journalière.
● Dans l’idéal, un container ne contient qu’une seule pièce.
Le nombre de Kanban :
● Il n’y a pas de formule magique !
● On commence par mettre autant de Kanban que de stock existant.
● Puis on réduit le nombre de Kanban jusqu’à la rupture de flux.
La taille d’un container dépend en premier lieu des caractéristiques des pièces (poids, volume). Elle dépend également du délai de production et du délai de consommation des pièces; on considère généralement qu’un container doit représenter environ un dixième de la consommation journalière.
Cette règle n’est qu’indicative ; dans un premier temps, on peut, par exemple, fixer la taille d’un lot à la moyenne constatée, sachant que le système Kanban doit être évolutif et s’améliorer en permanence : l’idéal serait de parvenir à une seule pièce par container, ce qui nécessite d’avoir un système de fabrication parfaitement fiable.
Bien qu’il existe plusieurs formules, le nombre de Kanban est généralement déterminé de manière empirique :
● Dans une première phase, on ne cherche pas à réduire le stock existant, mais on le « contrôle » en plaçant une carte Kanban sur chaque unité de conditionnement ; cette première phase permet de former les différents acteurs à leurs nouveaux rôles.
● Puis on réduit petit à petit le nombre de Kanban, en agissant conjointement sur les aléas machine et sur les temps de changement.
11
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
2. Production en ligne ou en ilots
Lorsque la question de l’organisation de la production se pose, soit pour en changer, soit pour la mettre en place, le choix entre ligne et cellule ou îlots peut se poser.
Le type d’organisation, en ligne ou en îlots, influe fortement sur la flexibilité ;
● La production peut être organisée en fonction du flux, les équipements étant implantés en ligne dans l’ordre des opérations à réaliser.
● Les équipements peuvent être regroupés par technologie, les produits circulant d’un regroupement à l’autre.
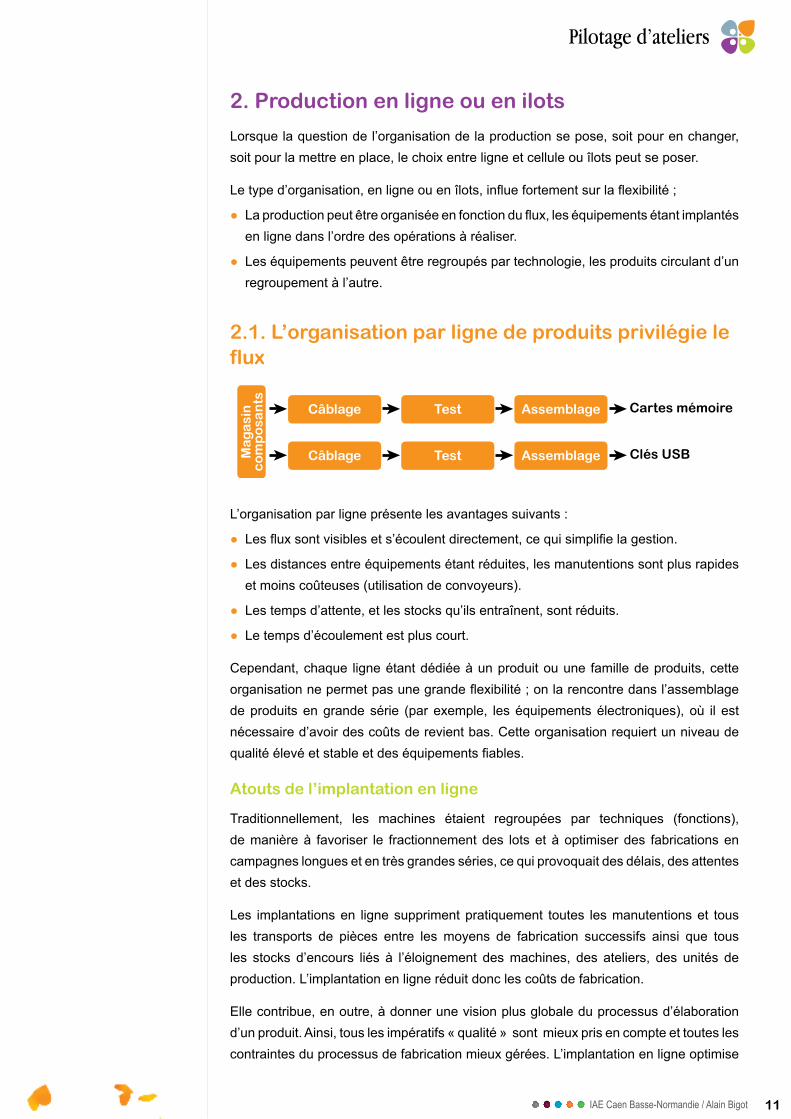
2.1. L’organisation par ligne de produits privilégie le flux
Câblage Test Cartes mémoireAssemblage
Câblage Test Clés USBAssemblageMa
ga
sin
co
mp
osa
nts
L’organisation par ligne présente les avantages suivants :
● Les flux sont visibles et s’écoulent directement, ce qui simplifie la gestion.
● Les distances entre équipements étant réduites, les manutentions sont plus rapides et moins coûteuses (utilisation de convoyeurs).
● Les temps d’attente, et les stocks qu’ils entraînent, sont réduits.
● Le temps d’écoulement est plus court.
Cependant, chaque ligne étant dédiée à un produit ou une famille de produits, cette organisation ne permet pas une grande flexibilité ; on la rencontre dans l’assemblage de produits en grande série (par exemple, les équipements électroniques), où il est nécessaire d’avoir des coûts de revient bas. Cette organisation requiert un niveau de qualité élevé et stable et des équipements fiables.
Atouts de l’implantation en ligne
Traditionnellement, les machines étaient regroupées par techniques (fonctions), de manière à favoriser le fractionnement des lots et à optimiser des fabrications en campagnes longues et en très grandes séries, ce qui provoquait des délais, des attentes et des stocks.
Les implantations en ligne suppriment pratiquement toutes les manutentions et tous les transports de pièces entre les moyens de fabrication successifs ainsi que tous les stocks d’encours liés à l’éloignement des machines, des ateliers, des unités de production. L’implantation en ligne réduit donc les coûts de fabrication.
Elle contribue, en outre, à donner une vision plus globale du processus d’élaboration d’un produit. Ainsi, tous les impératifs « qualité » sont mieux pris en compte et toutes les contraintes du processus de fabrication mieux gérées. L’implantation en ligne optimise
12
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
les flux et permet l’accroissement du potentiel de production de la ligne de produit. Implanter en ligne, c’est rapprocher au maximum les moyens de production successifs d’un même produit, et synchroniser les opérations correspondantes pour fabriquer en continu sans interruption dans le flux.
Une nouvelle implantation n’est pas nécessaire lors de la mise en place du Kanban, mais elle sera intéressante pour la mise en tension de la ligne.
Il est préférable, pour assurer la fluidité, de disposer de plusieurs petites machines affectées au flux de production plutôt que d’une même machine complexe partagée par des lignes différentes de produits.
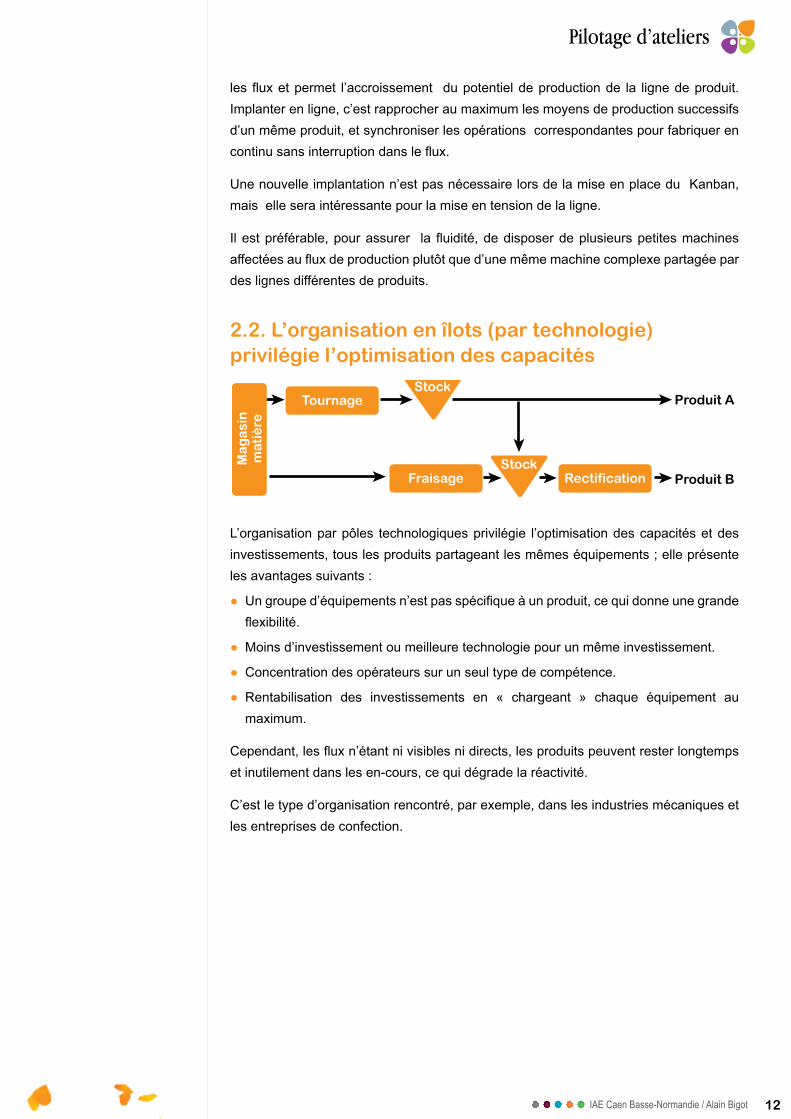
2.2. L’organisation en îlots (par technologie) privilégie l’optimisation des capacités
Tournage Produit A
Fraisage Rectification
Ma
ga
sin
mat
ière
Produit BStock
Stock
L’organisation par pôles technologiques privilégie l’optimisation des capacités et des investissements, tous les produits partageant les mêmes équipements ; elle présente les avantages suivants :
● Un groupe d’équipements n’est pas spécifique à un produit, ce qui donne une grande flexibilité.
● Moins d’investissement ou meilleure technologie pour un même investissement.
● Concentration des opérateurs sur un seul type de compétence.
● Rentabilisation des investissements en « chargeant » chaque équipement au maximum.
Cependant, les flux n’étant ni visibles ni directs, les produits peuvent rester longtemps et inutilement dans les en-cours, ce qui dégrade la réactivité.
C’est le type d’organisation rencontré, par exemple, dans les industries mécaniques et les entreprises de confection.
13
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
3. La différenciation retardée au service de la flexibilité
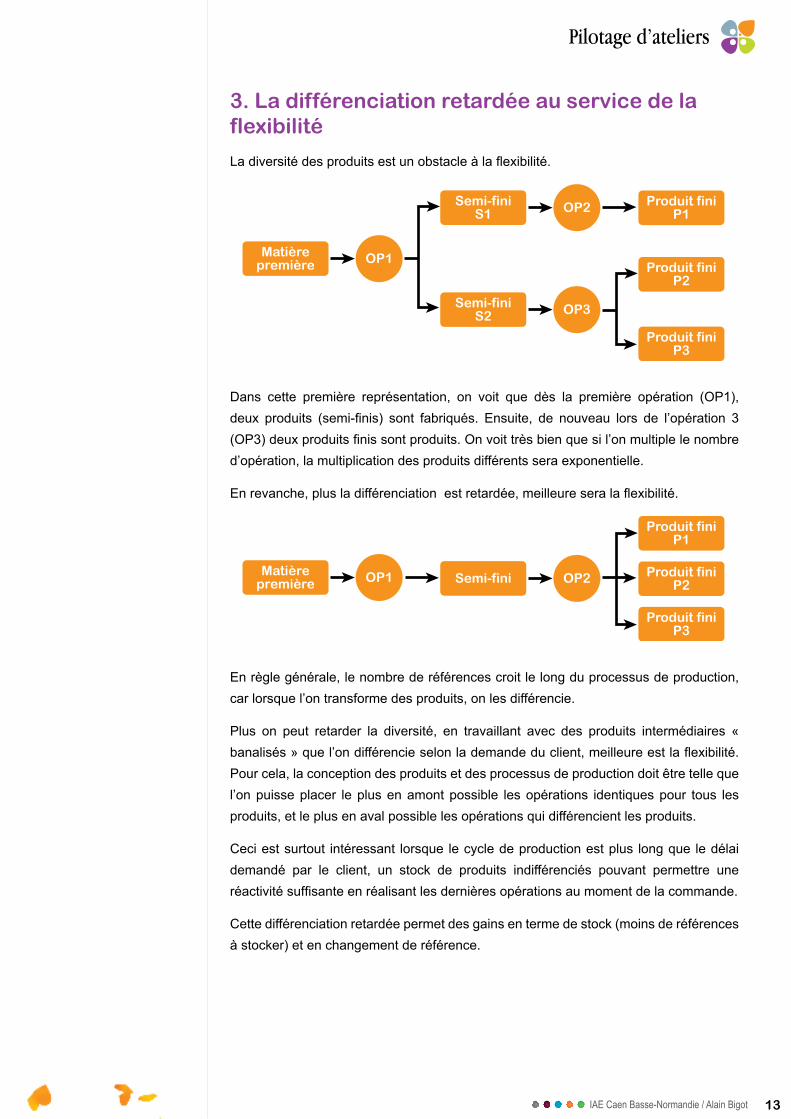
La diversité des produits est un obstacle à la flexibilité.
Matièrepremière OP1
Semi-finiS1 OP2
Semi-finiS2 OP3
Produit finiP3
Produit finiP2
Produit finiP1
Dans cette première représentation, on voit que dès la première opération (OP1), deux produits (semi-finis) sont fabriqués. Ensuite, de nouveau lors de l’opération 3 (OP3) deux produits finis sont produits. On voit très bien que si l’on multiple le nombre d’opération, la multiplication des produits différents sera exponentielle.
En revanche, plus la différenciation est retardée, meilleure sera la flexibilité.
Matièrepremière OP1 Semi-fini OP2
Produit finiP3
Produit finiP2
Produit finiP1
En règle générale, le nombre de références croit le long du processus de production, car lorsque l’on transforme des produits, on les différencie.
Plus on peut retarder la diversité, en travaillant avec des produits intermédiaires « banalisés » que l’on différencie selon la demande du client, meilleure est la flexibilité. Pour cela, la conception des produits et des processus de production doit être telle que l’on puisse placer le plus en amont possible les opérations identiques pour tous les produits, et le plus en aval possible les opérations qui différencient les produits.
Ceci est surtout intéressant lorsque le cycle de production est plus long que le délai demandé par le client, un stock de produits indifférenciés pouvant permettre une réactivité suffisante en réalisant les dernières opérations au moment de la commande.
Cette différenciation retardée permet des gains en terme de stock (moins de références à stocker) et en changement de référence.
14
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
4. Affectation et gestion des compétences du personnel
La polyvalence est un moyen de flexibilité essentiel pour l’entreprise, mais si elle est bien organisée (on parle de poly-activité et de poly-compétence) elle doit aussi être source d’enrichissement pour le personnel :
● la polyvalence peut se faire entre plusieurs postes de travail ;
● ou entre différentes tâches sur le même poste.
L’affectation du personnel à des tâches annexes à la production permet de réguler l’activité :
● inventaires tournants ;
● rangement, nettoyage ;
● réalisation d’améliorations des postes de travail ;
● actions de formation.
D’autres mesures permettent d’adapter la disponibilité des heures de main d’œuvre aux fluctuations de la demande :
● mise en place de personnel supplémentaire ou heures supplémentaires,
● modulation des horaires de travail.
L’affectation et la gestion des compétences du personnel est un enjeu prépondérant pour la flexibilité du système de production.
La polyvalence (ou poly-compétence) du personnel permet d’obtenir une marge de manœuvre sur les postes où les besoins sont momentanément plus importants, et donc de s’adapter plus vite aux variations de la demande, ou à des demandes ponctuelles spécifiques.
Il est important que cette polyvalence soit organisée afin d’éviter de déplacer les gens trop souvent, à l’improvise, ce qui est pénible pour eux, mal compris et peu efficace, les opérateurs n’ayant alors pas la possibilité de se stabiliser suffisamment. L’élargissement des compétences doit être un élément valorisant, et rémunéré.
Un autre axe intéressant de développement de la polyvalence est de permettre aux opérateurs d’effectuer plus de tâches sur leur poste de travail : réglages, changements d’outils, dépannage, entretien préventif… Cela permet de plus d’éviter que des « experts » (régleurs, agents de maintenance) deviennent des goulots d’étranglement.
L’affectation du personnel à des tâches annexes à la production peut être un moyen de réguler l’activité, à condition que ces tâches soient vraiment utiles et non redondantes avec des tâches qui auront lieu de toute manière :
● réalisation des inventaires tournants pour vérifier que l’enregistrement des transactions liées aux flux est correct ;
● rangement, nettoyage des postes de travail, des zones de stockage…
● réalisation d’améliorations des postes de travail en donnant aux opérateurs la possibilité d’appliquer eux-mêmes leurs idées ;
● réalisation d’actions de formation.
15
Pilotage d’ateliers
IAE Caen Basse-Normandie / Alain Bigot
La mise en place d’heures supplémentaires, le travail de nuit ou le week-end, le recours à du personnel intérimaire ou en CDD est une solution facile à mettre en œuvre et largement pratiquée. La modulation du temps de travail, par exemple dans le cadre d’accords d’annualisation est également une solution pour améliorer la flexibilité.
5. Conclusion
La gestion de production est un domaine complexe tant les éléments et acteurs à prendre en considération sont nombreux et tant ils interagissent entre-deux.
Beaucoup d’entreprises n’ont pas encore pris conscience des énormes potentiels de gains de productivité qui pourraient être trouvés dans ce domaine.
Alors aidons-les et à les découvrir… pourquoi pas avec vous !

© Copyright - Institut d’Administration des Entreprises Université de Caen Basse-Normandie - 3, rue Claude Bloch - BP 5160 - 14075 Caen cedex
Toute représentation ou reproduction intégrale ou partielle, par quelque procédé que ce soit, faite sans le consentement de l’auteur ou de l’éditeur est illicite (article L. 122-4 du code de propriété intellectuelle).
Une création du studio pédagogique Ingenium
QU
AL IC E R T
CERTIFICATION DE SERVICES
94 Cachan, 191 av. Aristide BriandActivité universitaire de formationet de recherche dans le domaine
des sciences de gestion etdu management
Caractéristiques sur demande