
FORMULATION D’ENROBES SEMI-TIEDES UTILISANT DES...
80
Mémoire de projet de fin d’études -Spécialité Génie Civil- FORMULATION D’ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES Auteur : Simon LACHAMBRE INSA Strasbourg, spécialité Génie Civil, option Aménagement du territoire Tuteur entreprise : Alan CARTER Ecole de Technologie Supérieure de Montréal, Ing., Ph.D., Professeur Tuteur INSA : Cyrille CHAZALLON INSA Strasbourg, Maitre de conférence RAPPORT FINAL
Transcript of FORMULATION D’ENROBES SEMI-TIEDES UTILISANT DES...
Mémoire de projet de fin d’études -Spécialité Génie Civil-
FORMULATION D’ENROBES SEMI-TIEDES
UTILISANT DES POURCENTAGES ELEVES DE
GRANULATS BITUMINEUX RECYCLES
Auteur : Simon LACHAMBRE
INSA Strasbourg, spécialité Génie Civil, option Aménagement du territoire
Tuteur entreprise : Alan CARTER
Ecole de Technologie Supérieure de Montréal, Ing., Ph.D., Professeur
Tuteur INSA : Cyrille CHAZALLON
INSA Strasbourg, Maitre de conférence
RAPPORT FINAL
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 2
Remerciements
Je tiens à remercier mon tuteur entreprise Alan CARTER de m‟avoir
accueilli au sein de son laboratoire et de m‟avoir aiguillé tout au long
du stage, ainsi que mon tuteur d‟école Cyrille CHAZALLON pour
l‟attention et les corrections qu‟il a apporté à mon projet.
Je tiens aussi à remercier le technicien Francis BILODEAU pour sa
disponibilité et son aide au cours des essais de laboratoire.
Enfin, je salue mes collègues Arnaud MONTALANT et Romain
THOMAS, présents pour m‟aider à réaliser certaines expériences.

FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 3
Avant propos
Après plus de quatre années de formation supérieure ponctuées de quelques expériences
professionnelles à différentes échelles hiérarchiques, le projet de fin d‟études représente la
transition entre la vie universitaire et la vie professionnelle en offrant l‟opportunité d‟exprimer
ses capacités tout en enrichissant son savoir dans un domaine qui nous passionne. Ce
projet met à l‟épreuve notre esprit de synthèse, d‟analyse, d‟organisation et d‟autonomie
pour résoudre un problème réel dans une situation réelle. C‟est dans ce contexte que je
réalise du 24 janvier 2011 au 10 juin 2011 mon projet de fin d‟études au sein du Laboratoire
Universitaire de Chaussée, Route et Enrobé Bitumineux (LUCREB) de l‟École de
Technologie Supérieure de Montréal.
After four years of engineering school training punctuated by hierarchical scales internships,
the Final Project represents the transition between university and professional life. It offering
us the opportunity to express our capabilities while enhancing our knowledge in a field that
fascinate us. This project will test our ability to synthesize, organize and solve a real situation
problem. In this context, from January 24, 2011 to June 10, 2011, I realize my Final Project in
the University Laboratory of Road and asphalt (LUCREB) of the Superior School of
Technology (ETS, Montréal, Québec).

FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 4
Abstract
L‟industrie de la route est de plus en plus confrontée au problème du manque de ressources
et à la sensibilisation écologique. Les ressources pétrolières pour la réalisation du bitume se
raréfient, la fabrication des enrobés consomme beaucoup d‟énergie et la mise en œuvre à
haute température pose des problèmes de santé publique. Certes, la fabrication et la mise
en œuvre à basse température d‟enrobés performants utilisant des matériaux bitumineux
recyclés est utilisée mais cette technique doit être optimisée. En d‟autres termes, peut-on
formuler ce type d‟enrobés en utilisant des pourcentages élevés de granulats recyclés tout
en conservant des performances similaires à un enrobé à chaud classique ? Quelles sont les
limites de l‟utilisation des granulats recyclés ?
Nowadays, Road industry is facing resources and environmental awareness problems.
Petroleum resources for bitumen realization are scarce, manufacture of asphalt consume a
lot of energy and finally, high temperature implementation is supposed to cause health
problems. Actually, manufacture and implementation of performed low-temperature asphalt
using reclaimed asphalt pavement is used, but this technique should be optimized. In other
words, can we use high percentages of recycled asphalt in low energy asphalt while
maintaining similar performances to conventional hot mix asphalt? What are the limits of
recycled asphalt use?
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 5
Sommaire
1. INTRODUCTION .......................................................................................................................................... 9
2. PRESENTATION ........................................................................................................................................ 10
2.1. PRESENTATION DE L’ÉCOLE DE TECHNOLOGIE SUPERIEURE .............................................................................. 10
2.2. PRESENTATION DU LABORATOIRE L.U.C.R.E.B. ........................................................................................... 11
3. RAPPELS SUR LES ENROBES BITUMINEUX ................................................................................................ 12
3.1. COMPOSITION ET ROLE DES COMPOSANTS DE L’ENROBE BITUMINEUX ................................................................ 12
3.2. LES DIFFERENTS TYPES D’ENROBES BITUMINEUX ........................................................................................... 13
3.3. FABRICATION DES ENROBES BITUMINEUX .................................................................................................... 14
3.4. IMPORTANCE DE LA FORMULATION ........................................................................................................... 14
3.5. LES ESSAIS SUR ENROBES BITUMINEUX........................................................................................................ 15
4. ÉTAT DE L’ART DU PROJET ....................................................................................................................... 17
4.1. LE PROCEDE DE « LOW ENERGY ASPHALT » POUR LA MISE EN PLACE DES ENROBES SEMI-TIEDES .............................. 17
4.1.1. Bref historique du concept ....................................................................................................... 17
4.1.2. Avantages du système ............................................................................................................. 18
4.1.3. Explication de la démarche technique ...................................................................................... 18
4.1.4. Perspectives pour le projet ....................................................................................................... 21
4.2. L’UTILISATION DU « GRANULAT BITUMINEUX RECYCLE » (GBR) OU « RECLAIMED ASPHALT OF PAVEMENT » (RAP) .... 22
4.2.1. Introduction ............................................................................................................................. 22
4.2.2. Importance de la nature, de l’âge et du pourcentage de granulats bitumineux recyclés. .......... 22
4.2.3. Problème de la combinaison des bitumes : The black rock ....................................................... 23
4.3. ÉTAT DES LIEUX DES EXPERIENCES SUR LES ENROBES SEMI-TIEDES CONTENANT DES GRANULATS BITUMINEUX RECYCLES . 23
5. DESCRIPTION DU PROJET ......................................................................................................................... 25
5.1. RAPPEL DE L’OBJECTIF ............................................................................................................................ 25
5.2. DEFINITION DES MOYENS DE REALISATION ................................................................................................... 25
5.3. ORGANIGRAMME.................................................................................................................................. 25
6. EXPERIMENTATION .................................................................................................................................. 27
6.1. DEFINITION DES PROCEDURES D’ESSAIS ET DES CRITERES DE VALIDATION DES MELANGES (FORMULATION DE NIVEAU 1) . 27
6.1.1. Procédure d’analyse granulométrique ..................................................................................... 28
6.1.2. Procédure de formulation LC pour les enrobés bitumineux ....................................................... 28
6.1.3. Procédure de malaxage des enrobés ........................................................................................ 29
6.1.4. Procédure d’essai pour la densité maximale ............................................................................ 30
6.1.5. Procédure d’essai de la presse à cisaillement giratoire ............................................................. 32
6.1.6. Procédure de réalisation du mélange pour la plaque ............................................................... 32 6.1.6.1. Procédure de compaction du mélange ...................................................................................................... 33
6.2. PROCEDURES ET EXPLICATIONS SUR LES ESSAIS DE RETRAIT THERMIQUE EMPECHE ET DE MODULE COMPLEXE .............. 34
6.2.1. Préparation pour les essais ...................................................................................................... 34
6.2.2. Procédures et explications sur le retrait thermique empêché ................................................... 34 6.2.2.1. Introduction................................................................................................................................................. 34 6.2.2.2. Principe de l’essai et mode opératoire ...................................................................................................... 34 6.2.2.3. Résultats types et calculs ............................................................................................................................ 34
6.2.3. Procédures et explications sur l’essai au module complexe ...................................................... 35
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 6
6.2.3.1. Introduction................................................................................................................................................. 35 6.2.3.2. Etude expérimentale (essai de traction-compression directe (TCD)) ....................................................... 36
6.3. PREMIERE PHASE D’ESSAIS AVEC UN BITUME DE TYPE PG 70 -28. .................................................................... 38
6.3.1. Introduction et explications ..................................................................................................... 38
6.3.2. Granulométries utilisées et procédure suivie ............................................................................ 39 6.3.2.1. Granulométries expérimentées.................................................................................................................. 39 6.3.2.2. Procédure de réalisation ............................................................................................................................. 40
6.3.3. Résultats obtenus .................................................................................................................... 40
6.3.4. Test complémentaire du bitume .............................................................................................. 41
6.3.5. Bilan ........................................................................................................................................ 42
6.4. SECONDE PHASE D’ESSAIS AVEC LE BITUME DE TYPE PG 58 -28. ...................................................................... 42
6.4.1. Réalisation de l’enrobé témoin pour les essais de retrait thermique et de module complexe .... 42 6.4.1.1. Caractéristiques granulaires du mélange ................................................................................................... 42 6.4.1.2. Caractéristiques du malaxage pour les essais PCG et dmm ...................................................................... 44 6.4.1.3. Caractéristiques du malaxage pour la réalisation et le compactage de la plaque ................................... 44
6.4.2. Réalisation des essais pour l’enrobé LEA contenant 30% de granulats bitumineux recyclés. ..... 45 6.4.2.1. Introduction................................................................................................................................................. 45 6.4.2.2. Caractéristiques granulaires et bitumineuses du mélange ....................................................................... 45 6.4.2.3. Travaux préliminaires.................................................................................................................................. 46 6.4.2.4. Malaxage pour les essais PCG et dmm ....................................................................................................... 47 6.4.2.5. Détail des températures de l’essai ............................................................................................................. 47 6.4.2.6. Description des mélanges réalisés ............................................................................................................. 48 6.4.2.7. Malaxage et compactage de la plaque....................................................................................................... 48
6.4.3. Réalisation des essais pour l’enrobé LEA contenant 50% de granulats bitumineux recyclés. ..... 50 6.4.3.1. Caractéristiques granulaires et bitumineuses du mélange ....................................................................... 50 6.4.3.2. Malaxage pour les essais de PCG et dmm.................................................................................................. 51 6.4.3.3. Description des mélanges ........................................................................................................................... 51 6.4.3.4. Températures caractéristiques des essais ................................................................................................. 52 6.4.3.5. Malaxage et compactage de la plaque....................................................................................................... 52
6.4.4. Réalisation des essais pour l’enrobé LEA contenant 70% de granulats bitumineux recyclés. ..... 53 6.4.4.1. Caractéristiques granulaires et bitumineuses du mélange ....................................................................... 53 6.4.4.2. Malaxage pour les essais dmm et PCG ....................................................................................................... 54 6.4.4.3. Températures caractéristiques des essais ................................................................................................. 55 6.4.4.4. Description des mélanges réalisés ............................................................................................................. 55 6.4.4.5. Malaxage et compactage de la plaque....................................................................................................... 56
7. RESULTATS ET ANALYSES ......................................................................................................................... 57
7.1. Introduction ................................................................................................................................. 57
7.2. Les résultats de validation des mélanges (test de formulation niveau 1) ...................................... 57 7.2.1. Résultats du mélange témoin .......................................................................................................................... 57 7.2.2. Résultats du mélange LEA+30% de GBR ......................................................................................................... 58 7.2.3. Enrobé LEA+50% de GBR ................................................................................................................................. 62 7.2.4. Enrobé LEA+70% de GBR ................................................................................................................................. 66 7.2.5. Comparaison et bilan des essais PCG .............................................................................................................. 68
7.3. Essai de retrait thermique empêché ............................................................................................. 69 7.3.1. Introduction...................................................................................................................................................... 69 7.3.2. Comparaison des résultats de l’essai de retrait thermique ........................................................................... 69
7.4. Essai de traction-compression directe pour le module complexe .................................................. 73 7.4.1. Introduction...................................................................................................................................................... 73 7.4.2. Représentation de Cole and Cole .................................................................................................................... 73 7.4.3. Bilan .................................................................................................................................................................. 76
CONCLUSION GENERALE ET PERSPECTIVES ...................................................................................................... 77
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 7
REFERENCES BIBLIOGRAPHIQUES..................................................................................................................... 79
Table des figures
FIGURE 1 : LOGO DE L'ECOLE [HTTP://WWW.ETSMTL.CA/] .............................................................................................. 10
FIGURE 2 : LOGO DU LABORATOIRE [RECHERCHE.ETSMTL.CA/LUCREB]................................................................................ 11
FIGURE 3 : SCHEMA HEURISTIQUE DE L'IMPORTANCE DE LA FORMULATION .......................................................................... 15
FIGURE 4 : COMPARAISON ENERGETIQUE DES DIFFERENTS PROCEDES DE REALISATION DES ENROBES (F. OLARD 2007) ................ 17
FIGURE 5 : ENERGIE NECESSAIRE A LA PRODUCTION D'UNE TONNE D'ENROBE ....................................................................... 18
FIGURE 6 : SCHEMA DE DEROULEMENT DU PROCEDE LEA DE TYPE 1 (OLARD, ET AL. 2009) .................................................. 20
FIGURE 7 : SCHEMA DE DEROULEMENT DU PROCEDE LEA DE TYPE 2 (OLARD, ET AL. 2009) .................................................. 20
FIGURE 8 : SCHEMA DE DEROULEMENT DU PROCEDE LEA DE TYPE 3 (OLARD, ET AL. 2009) .................................................. 21
FIGURE 9 : EXEMPLE DE GRAPHIQUE DU COMBINE GRANULAIRE POUR LA FORMULATION D’UN ENROBE ESG-10 .......................... 29
FIGURE 11 : COMPORTEMENT D'UNE CHAUSSEE AU PASSAGE D'UNE ROUE .......................................................................... 36
FIGURE 12 : REPRESENTATION DU MODULE COMPLEXE ................................................................................................... 37
FIGURE 13 : EXEMPLE DE REPRESENTATION DANS LE PLAN DE COLE AND COLE ..................................................................... 37
FIGURE 14 : EXEMPLE DE REPRESENTATION DANS LE PLAN DE BLACK .................................................................................. 38
FIGURE 15 : COURBES GRANULOMETRIQUES DES DIFFERENTS MELANGES TESTES ................................................................... 40
FIGURE 16 : COMPARAISON SOMMAIRE DES RESULTATS PCG OBTENUS POUR LES DIFFERENTS MELANGES PRECEDENTS ................. 43
FIGURE 17 : COURBE GRANULOMETRIQUE DE L'ENROBE RETENUE POUR LA REALISATION DE LA PLAQUE ..................................... 44
FIGURE 18 : COURBE GRANULOMETRIQUE DE L'ENROBE LEA+30% DE GBR ....................................................................... 46
FIGURE 19 : COURBE GRANULOMETRIQUE DU MELANGE LEA+50% DE GBR....................................................................... 50
FIGURE 20 : COURBE GRANULOMETRIQUE DU MELANGE LEA+70% DE GBR....................................................................... 54
FIGURE 21 : RESULTATS DE LA PRESSE A CISAILLEMENT POUR LES DIFFERENTS MELANGES ........................................................ 60
FIGURE 22 : COUPE DE L'ECHANTILLON DE PCG ............................................................................................................ 62
FIGURE 23 : RESULTATS DES ESSAIS PCG..................................................................................................................... 64
FIGURE 24 : COUPE DE L'ECHANTILLON DE PCG ............................................................................................................ 65
FIGURE 25 : RESULTATS DES ESSAIS PCG..................................................................................................................... 67
FIGURE 26 : COMPARAISON DES ESSAIS PCG VALIDES .................................................................................................... 68
FIGURE 27 : COMPARAISON DES MELANGES APRES ESSAI AU RETRAIT THERMIQUE EMPECHE .................................................... 70
FIGURE 28 : COMPARATIF DES PENTES DE RELAXATION ................................................................................................... 71
FIGURE 29 : COMPARAISON DES PENTES 2................................................................................................................... 72
FIGURE 30 : REPRESENTATION DE L'ENROBE TEMOIN DANS LE PLAN DE COLE, COLE .............................................................. 74
FIGURE 31 : REPRESENTATION DE L'ENROBE LEA+50% DE GBR DANS LE PLAN DE COLE, COLE ............................................... 74
FIGURE 32 : COMPARAISON DU COMPORTEMENT VISCOELASTIQUE DANS LE PLAN DE COLE AND COLE ....................................... 75
Table des tableaux
TABLEAU 6.3-1 : DIFFERENTES GRANULOMETRIES TESTEES .............................................................................................. 39
TABLEAU 6.3-2 : FORMULATION VALIDE AVEC BITUME PG 70 -28 .................................................................................... 41
TABLEAU 6.3-3 : RESULTATS DECOULANT DE L'ANALYSE AU VISCOSIMETRE .......................................................................... 41
TABLEAU 6.4-1 : GRANULOMETRIES TESTEES ............................................................................................................... 42
TABLEAU 6.4-2 : FORMULATION RETENUE................................................................................................................... 43
TABLEAU 6.4-3 : GRANULOMETRIE RETENUE POUR L'ENROBE LEA+30% DE GBR ................................................................ 45
TABLEAU 6.4-4 : GRANULOMETRIE RETENUE ............................................................................................................... 50
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 8
TABLEAU 6.4-5 : GRANULOMETRIE RETENUE ............................................................................................................... 54
TABLEAU 9 : NOMBRE DE VIDES EN FONCTION DE CHAQUE MELANGE ................................................................................. 59
TABLEAU 10 : COMBINE GRANULAIRE DU MELANGE RETENU ............................................................................................ 61
TABLEAU 11 : CARACTERISTIQUES DE VIDES DU MELANGE RETENU..................................................................................... 62
TABLEAU 12 : CARACTERISTIQUES DE VIDES DES MELANGES TESTES.................................................................................... 63
TABLEAU 13 : COMBINE GRANULAIRE DU MELANGE RETENU ............................................................................................ 65
TABLEAU 14 : CARACTERISTIQUES DE VIDES DU MELANGE RETENU..................................................................................... 66
TABLEAU 15 : CARACTERISTIQUES DE VIDES DES MELANGES TESTES.................................................................................... 67
TABLEAU 16 : CARACTERISTIQUES DE RUPTURE DES TROIS MELANGES TESTES ....................................................................... 69
TABLEAU 17 : COMPARAISON DES COEFFICIENTS DIRECTEURS DE LA PENTE DE RELAXATION ..................................................... 71
TABLEAU 18 : COEFFICIENTS DIRECTEURS DES PENTES POUR CHAQUE MELANGE .................................................................... 73
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 9
1. Introduction
Au cours du XXe siècle, le développement de l‟industrialisation et des moyens de transport a
favorisé l‟essor des chaussées bitumineuses. L‟enrobé s‟est vite imposé comme la chaussée
de référence de par ces caractéristiques mécaniques, son confort et son aspect sécuritaire
pour l‟usager. La construction routière est devenue un outil social, politique et économique
majeur pour la société (CORTE et Di BENEDETTO 2004).
Toutefois, l‟industrie de la route se confronte depuis quelques années au problème de la
sensibilisation écologique et du développement durable. Les techniques de réalisation et de
mise en œuvre ont nettement évolué depuis le début du XXe, mais certains problèmes
restent toujours d‟actualité (enrobé.fr s.d.).
Dans un premier temps, les enrobés dits à chaud consomment beaucoup d‟énergie pour
maintenir à haute température l‟ensemble des composants du mélange. C‟est dans ce
contexte que des nouvelles techniques de réalisation ont été mises en œuvre au début des
années 2000 pour pallier à ce problème de surconsommation énergétique. Une de ces
techniques est la mise en place d‟enrobés dit semi-tièdes. Ces enrobés dont la température
n‟excède jamais les 100 °C du malaxage à la mise en œuvre sont obtenus par un procédé
particulier (LEA© : Low Energy Asphalt) qui permet de diminuer l‟énergie nécessaire à la
réalisation tout en maintenant les caractéristiques des enrobés à chaud.
D‟autre part, on ne peut parler de développement durable sans aborder le sujet du
recyclage. Le recyclage pour la réutilisation des enrobés est en perpétuelle évolution (Bitume
Québec 2010). En effet, ce recyclage possède de nombreux avantages tel que la réduction
des émissions, la diminution de la consommation énergique et des coûts de production ou
encore la préservation des ressources naturelles. Actuellement, les normes en Europe et en
Amérique du Nord restreignent l‟utilisation des enrobés recyclés à des pourcentages
relativement faible pour des raisons d‟opinion publique et car la quantité de ressources
actuelles ne nécessite pas l‟utilisation de pourcentages d‟enrobés recyclés importants.
Toutefois, avec l‟augmentation du prix du bitume et la diminution des granulats disponibles
dans certains pays, l‟utilisation des enrobés recyclés demeure une technique d‟avenir
(Bitume Québec 2010).
C‟est donc dans ce contexte que s‟inscrit la problématique de mon projet de fin d‟études.
Cette étude vise à faire interagir la technique des enrobés semi-tièdes avec l‟utilisation des
enrobés recyclés. Le sujet consistera donc à formuler des enrobés semi-tièdes contenant
des pourcentages élevés d‟enrobés recyclés par la méthode LEA© puis à analyser le
comportement et la résistance mécanique de ces derniers.
L‟étude se décomposera en plusieurs étapes ; Dans un premier temps, il s‟agira de faire des
rappels sur les enrobés bitumineux puis d‟établir l‟état de l‟art des études ayant un rapport
avec le sujet de façon à mettre en avant les études antérieures, la nécessité du projet ainsi
que les éléments théoriques nécessaires au bon déroulement de la suite du projet. Ensuite,
le rapport s‟articulera autour de l‟expérimentation (procédures mises en œuvre et essais
réalisés) puis de l‟analyse des résultats et leur interprétation. Des conclusions seront alors
apportées.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 10
2. Présentation
2.1. Présentation de l’École de Technologie supérieure
L‟École de technologie supérieure (ÉTS), fondée en
1974, est une constituante du réseau de l'Université du
Québec. Elle propose des formations en trois cycles :
le premier consacré aux baccalauréats et les second et
troisième cycles regroupant les maîtrises, les DESS,
les programmes courts ainsi que les doctorats en
génie. Les domaines d‟étude offerts couvrent une
demi-douzaine de génies. Ainsi l‟école rassemble près
de 25 % de toute la population étudiante au
baccalauréat en génie au Québec, ce qui la classe au
premier rang des établissements universitaires offrant
ce type de formation. (Ecole de Technologie
Supérieure de Montréal s.d.)
En matière de formation, l‟ÉTS, c‟est :
- 4 800 étudiants, 130 professeurs, 22 maîtres d‟enseignement général et quelque 200
chargés de cours.
- 13 millions de dollars alloués à la recherche annuellement. Autour de 40 % provenant
de contrats de recherche du milieu industriel.
- Plus de 2 000 stages rémunérés accessibles en milieu industriel dans plus de 900
entreprises avec une moyenne salariale de 11 100 CAD par stage.
- 800 finissants qui obtiennent leur diplôme et qui s‟intègrent aux 12 000 diplômés
travaillant déjà dans différents secteurs de l‟ingénierie (Ecole de Technologie
Supérieure de Montréal s.d.)
En matière de débouchés, les statistiques montrent que :
- 95 % des étudiants diplômés du premier cycle occupent un emploi ou poursuivent
leurs études au 2e cycle.
- 94 % des étudiants ont trouvé un emploi dans les six mois qui ont suivi l‟obtention de
leur diplôme.
- 36 % d‟entre eux obtiennent un emploi dans une entreprise où ils ont déjà fait un
stage (Ecole de Technologie Supérieure de Montréal s.d.) (Laboratoire Universitaire
sur les Chaussées, Routes et Enrobés Bitumineux s.d.).
Figure 1 : Logo de l'école [http://www.etsmtl.ca/]
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 11
2.2. Présentation du laboratoire L.U.C.R.E.B.
Parmi les différents génies que possède l‟école
se trouve le département du génie de la
construction autour duquel gravitent cinq
groupes de recherche, dont le laboratoire
L.U.C.R.E.B. Ce laboratoire, l‟un des mieux
équipés du Québec, permet de réaliser un panel
important de formulations et essais sur les
enrobés bitumineux, domaine dans lequel je
désirais réaliser mon projet (Laboratoire
Universitaire sur les Chaussées, Routes et
Enrobés Bitumineux s.d.).
Le laboratoire L.U.C.R.E.B poursuit trois objectifs distincts : élaborer des projets de
recherche adaptés à la réalité québécoise, permettre à l‟industrie de disposer d‟un
laboratoire performant et former des ingénieurs qualifiés sur des techniques et des théories
actuelles. Le LUCREB occupe une position très avantageuse parmi les laboratoires nord-
américains de R&D des enrobés bitumineux grâce à une équipe au savoir-faire reconnu et à
des équipements de haute technologie.
Figure 2 : Logo du laboratoire [recherche.etsmtl.ca/lucreb]
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 12
3. Rappels sur les enrobés bitumineux
3.1. Composition et rôle des composants de l’enrobé
bitumineux
Un enrobé bitumineux est un mélange de granulats et de liant (le bitume) appliqué en
plusieurs couches pour constituer une chaussée. Un enrobé doit supporter les charges de
trafic, être confortable et sécuritaire et protéger les fondations des charges et des agents
thermiques. Ainsi, chacun des constituants à des caractéristiques particulières qui donnent à
l‟enrobé bitumineux ses caractéristiques.
Dans un premier temps, les granulats sont classés en trois grandes catégories ; les fines, les
sables et les gravillons. Ils sont définis par leur granulométrie. Les gravillons constituent
l‟ossature de l‟enrobé bitumineux tandis que les fines et les sables permettent l‟enrobage du
liant. Des proportions de ces derniers découlent les caractéristiques de l‟enrobé bitumineux
que ce soit au niveau de la texture de surface, la résistance à l‟orniérage ou encore la
résistance à la fissuration (DELORME, De la ROCHE et WENDLING Septembre 2010).
L‟étude des proportions de ces granulats appelés granulométrie est indispensable pour
quantifier la qualité de l‟enrobé bitumineux obtenu. En effet la formulation d‟un enrobé est
définie par une courbe granulométrique qui illustre les pourcentages de granulats passants
en fonction des différents tamis normalisés. La granulométrie est donc indispensable pour
obtenir le matériau escompté et pouvoir contrôler la qualité de ce dernier.
D‟autre part, l‟unité structurale de l‟enrobé bitumineux ne serait pas envisageable sans le
liant. Il existe différents liants tels que l‟asphalte, le goudron ou le bitume. Nous ne nous
concentrerons que sur le bitume dans cet exposé. Le bitume est un matériau obtenu par
raffinage de pétrole brut. Ce distillat lourd est complexe tant sur le plan chimique que
mécanique. Il est principalement caractérisé par une viscosité qui évolue avec la
température. Même si ce dernier ne représente environ que 6 % du poids total d‟enrobé, il
donne à ce dernier ses caractéristiques de rigidité (CORTE et Di BENEDETTO 2004).
Toutefois, les caractéristiques de viscosité peuvent être modifiées par des additifs qui
modifient l‟agencement chimique. En effet, de tels constituants peuvent s‟adjoindre au
mélange pour en modifier et le plus souvent favoriser les caractéristiques du bitume et de
l‟enrobé. Ces additifs, d‟origine naturelle ou artificielle sont incorporés dans le bitume ou lors
du malaxage. Il peut s‟agir de dopes d‟adhésivité, de polyéthylène, de polymères, dérivés du
caoutchouc ou encore de produits recyclés (DELORME, De la ROCHE et WENDLING
Septembre 2010).
Le bitume est caractérisé par son gradient de performance nommé PG suivit de deux
températures (ex : PG 58 -28). Pour l‟exemple cité, 58°C représente la température
maximale que l‟enrobé peut supporter avant déformation et -28°C représente la température
jusqu‟à laquelle l‟enrobé ne risque pas de fissuration thermique. La détermination de la
température maximale avant déformation est obtenue grâce à l‟essai DSR caractérisant le
comportement viscoélastique du bitume grâce un appareil nommé rhéomètre à cisaillement
dynamique qui soumet l‟échantillon de bitume à des déformations sinusoïdales pour ensuite
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 13
mesure le module G* du liant à des températures fixées. On obtient alors la température
maximale avant déformation. La température avant fissuration est quand à elle obtenue
après un essai BBR. Sommairement, cet essai consiste à mesurer la flexion d‟une poutre de
bitume soumise à une contrainte constante à différentes températures. On obtient ainsi la
température de fissuration (Lelièvre 2002).
3.2. Les différents types d’enrobés bitumineux
Les enrobés s‟utilisent au niveau des diverses couches de chaussée et ont donc des
structures et des compositions différentes pour répondre aux contraintes particulières de la
couche. Trois grands types d‟enrobés bitumineux peuvent être mis en avant :
Dans un premier temps, les graves bitumes (GB). Mises au point dans les années 70, elles
représentent aujourd‟hui la première technique d‟assise des chaussées autoroutières. Ce
type d‟enrobé est utilisé en couche de base pour la diffusion des efforts. La stabilité est
obtenue par l‟utilisation de bitume relativement dur à un dosage relativement faible et avec
l‟utilisation de granulats entièrement concassés. Ainsi, il est en général caractérisé par une
teneur en bitume de 3 % à 4,5 % et une granularité de type 0/14 mm (GB14) ou 0/20 mm
(GB20) facilitant un bon compactage. L‟épaisseur de la couche est comprise entre 60 et
150 mm (DELORME, De la ROCHE et WENDLING Septembre 2010) (cours-génie-civil.com
s.d.). Le critère épaisseur de la couche joue sur le compactage.
D‟autre part, il existe aussi les enrobés de liaison (BBL). Ces derniers ont une teneur en
bitume comprise entre 4 % et 5,2 %. Les granulats associés ont un diamètre nominal
maximal de 14 mm. Ces enrobés sont utilisés en couche de liaison. Cette couche, située
entre la couche de base et la couche de surface, reprend les efforts superficiels horizontaux
(cours-génie-civil.com s.d.) (SETRA 1992).
Ensuite, les enrobés s‟utilisent en couche de roulement (BB). Ces enrobés de surface sont
de plusieurs natures suivant leurs caractéristiques d‟uni, de drainage, d‟acoustique et de
sollicitations mécaniques. Il existe ainsi des enrobés grenus (BBG), semi-grenus (BBSG),
denses… caractérisés par une granulométrie particulière (DELORME, De la ROCHE et
WENDLING Septembre 2010) (SETRA 1992).
Enfin, il existe des enrobés dits spéciaux qui se différencient des autres enrobés par une
granulométrie particulière, l‟utilisation de bitume modifié ou encore l‟ajout de produits au
mélange. On peut citer (SETRA 1992) :
- Les enrobés à module élevé (EME), utilisé en couches d‟assises et caractérisé par
un module de rigidité, une résistance à la l‟orniérage et à la fatigue plus élevée.
- Les bétons bitumineux minces (BBM), utilisés en couche de roulement et
caractérisés par l‟utilisation de bitume modifié favorisant ses caractéristiques
mécaniques à fort trafic.
- Les bétons bitumineux très minces (BBTM), caractérisés par leur faible épaisseur
(2,5 cm), l‟utilisation d‟une granulométrie discontinue et d‟un bitume modifié,
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 14
permettent des économies de matériaux tout en répondant aux critères de
performances demandés.
- Les bétons bitumineux drainants qui favorisent la sécurité par temps de pluie,
réduisent le bruit de roulement et possèdent un bon comportement vis-à-vis de
l‟orniérage. Ils sont caractérisés par un pourcentage de vides important (20 à 25 %).
3.3. Fabrication des enrobés bitumineux
Il existe plusieurs techniques de fabrication des enrobés dépendant principalement de la
température du mélange et de son malaxage.
Dans un premier temps, la technique la plus répandue est la fabrication des enrobés à
chaud. Cette technique conventionnelle est basée sur le principe du malaxage des granulats
et du bitume à haute température (140-170 °C).
Il existe toutefois des techniques alternatives permettant de baisser la température de
malaxage et de mise en œuvre. On parle alors d‟enrobés tièdes (température de malaxage
entre 100 et 140 °C grâce à l‟ajout d‟une cire synthétique dans le bitume) ou d‟enrobés semi-
tièdes (voir partie 4. État de l‟art du projet).
Enfin, une dernière méthode de fabrication consiste à fabriquer des enrobés à froid. Les
granulats sont dans ce cas mélangés à une émulsion de bitume sans chauffage et ensuite
mis en place à température ambiante. Ce type d‟enrobé possède des performances
variables suivant sa fabrication et son usage (temporaire ou durable) qui ne feront pas l‟objet
du présent projet (enrobé.fr s.d.)
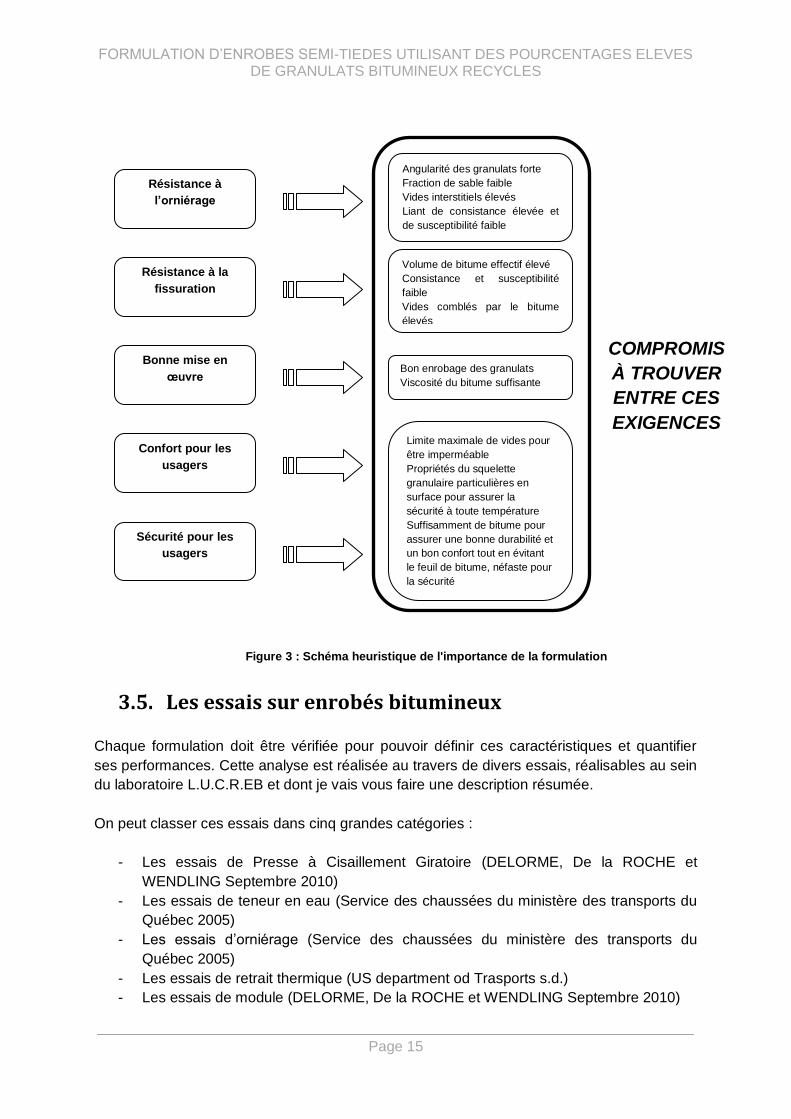
3.4. Importance de la formulation
Pour que l‟enrobé bitumineux réponde aux exigences de confort, de protection et de
résistance, il doit répondre à de nombreux critères de performance parfois incompatibles
avec toutes les exigences. En effet, un compromis est toujours nécessaire pour assurer la
résistance minimale à l‟orniérage, à la fissuration, au vieillissement et à l‟arrachement tout en
conservant des quantités de vides, de granulats spécifiques et de bitume raisonnables,
propices au confort, la sécurité et la mise en œuvre (Service des chaussées du ministère
des transports du Québec 2005).Ce compromis doit être trouvé dans la formulation.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 15
3.5. Les essais sur enrobés bitumineux
Chaque formulation doit être vérifiée pour pouvoir définir ces caractéristiques et quantifier
ses performances. Cette analyse est réalisée au travers de divers essais, réalisables au sein
du laboratoire L.U.C.R.EB et dont je vais vous faire une description résumée.
On peut classer ces essais dans cinq grandes catégories :
- Les essais de Presse à Cisaillement Giratoire (DELORME, De la ROCHE et
WENDLING Septembre 2010)
- Les essais de teneur en eau (Service des chaussées du ministère des transports du
Québec 2005)
- Les essais d‟orniérage (Service des chaussées du ministère des transports du
Québec 2005)
- Les essais de retrait thermique (US department od Trasports s.d.)
- Les essais de module (DELORME, De la ROCHE et WENDLING Septembre 2010)
Figure 3 : Schéma heuristique de l'importance de la formulation
Résistance à
l’orniérage
Bonne mise en
œuvre
Confort pour les
usagers
Sécurité pour les
usagers
Résistance à la
fissuration
Angularité des granulats forte
Fraction de sable faible
Vides interstitiels élevés
Liant de consistance élevée et
de susceptibilité faible
Volume de bitume effectif élevé
Consistance et susceptibilité
faible
Vides comblés par le bitume
élevés
Teneur en vides interstitiels
faible
Bon enrobage des granulats
Viscosité du bitume suffisante
Limite maximale de vides pour
être imperméable
Propriétés du squelette
granulaire particulières en
surface pour assurer la
sécurité à toute température
Suffisamment de bitume pour
assurer une bonne durabilité et
un bon confort tout en évitant
le feuil de bitume, néfaste pour
la sécurité
COMPROMIS
À TROUVER
ENTRE CES
EXIGENCES
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 16
- Les essais de fatigue (Service des chaussées du ministère des transports du Québec
2005)
Chacun d‟entre eux permettant d‟interpréter des caractéristiques particulières de l‟enrobé
formulé.
- Dans un premier temps, la Presse à Cisaillement Giratoire. Cet essai soumet une
éprouvette d‟enrobé à un mouvement de rotation déviée permettant de quantifier le
pourcentage de vides interstitiels en fonction du nombre de girations (Service des
chaussées du ministère des transports du Québec 2005). Ainsi, en fonction du type
d‟enrobés et de l‟épaisseur de la couche, on peut prévoir le pourcentage de vide et
donc caractériser la texture et la compacité de l‟enrobé sur le chantier. Cette
expérience permet de valider la formulation grâce à des exigences de pourcentages
de vides à certaines girations
- Ensuite des essais de teneur en eau peuvent être réalisés. Ces essais s‟appuient sur
deux méthodes ; la compression simple (ou essai de Duriez) et la compression
diamétrale. Le rapport de la résistance après immersion à la résistance à sec donne
la tenue à l'eau du mélange.
- D‟autre part, des essais d‟orniérage sont aussi mis en place. Une plaque
parallélépipédique de 5 ou 10 cm d‟épaisseur est soumise au passage d‟une roue
simulant le trafic. L‟enrobé est caractérisé en fonction de la profondeur de l‟ornière à
1000, 3000 et 10 000 cycles de passage de la roue.
- De plus, il est important de réaliser des essais de retrait thermique empêché pour
quantifier les performances de l‟enrobé. Cet essai, nommé TSRST (Thermal Stress
Restrianed Specimen Test), donne une indication de la performance de l‟enrobé à
basse température en place. L‟essai permet de réaliser des mesures jusqu‟à -45 °C
(US department od Trasports s.d.).
- À ces essais s‟ajoute la quantification du module complexe. Il s‟agit d‟un essai de
traction uniaxiale avec contrôle de la loi de chargement, de la fréquence et de la
température. L‟interprétation de la déformation en fonction de la contrainte permet
alors d‟obtenir le module complexe en fonction des paramètres de chargement et de
température et donc de quantifier la résistance à la fissuration de l‟enrobé sous
contraintes thermiques et de chargement.
- Enfin, des expérimentations sur la fatigue peuvent être réalisées. En résumé, on fixe
une déformation et un cycle de chargement. On observe alors l‟évolution de la
contrainte à imposer pour conserver la déformation et lorsque cette contrainte est
diminuée de moitié par rapport à la situation initiale, on considère que l‟éprouvette est
endommagée et on comptabilise le nombre de cycles auxquels l‟échantillon a résisté.
Les essais de fatigue sont réalisés à diverses températures pour observer l‟évolution
de la fatigue en fonction du gradient thermique.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 17
4. État de l’art du projet
4.1. Le procédé de « Low Energy Asphalt » pour la mise en
place des enrobés semi-tièdes
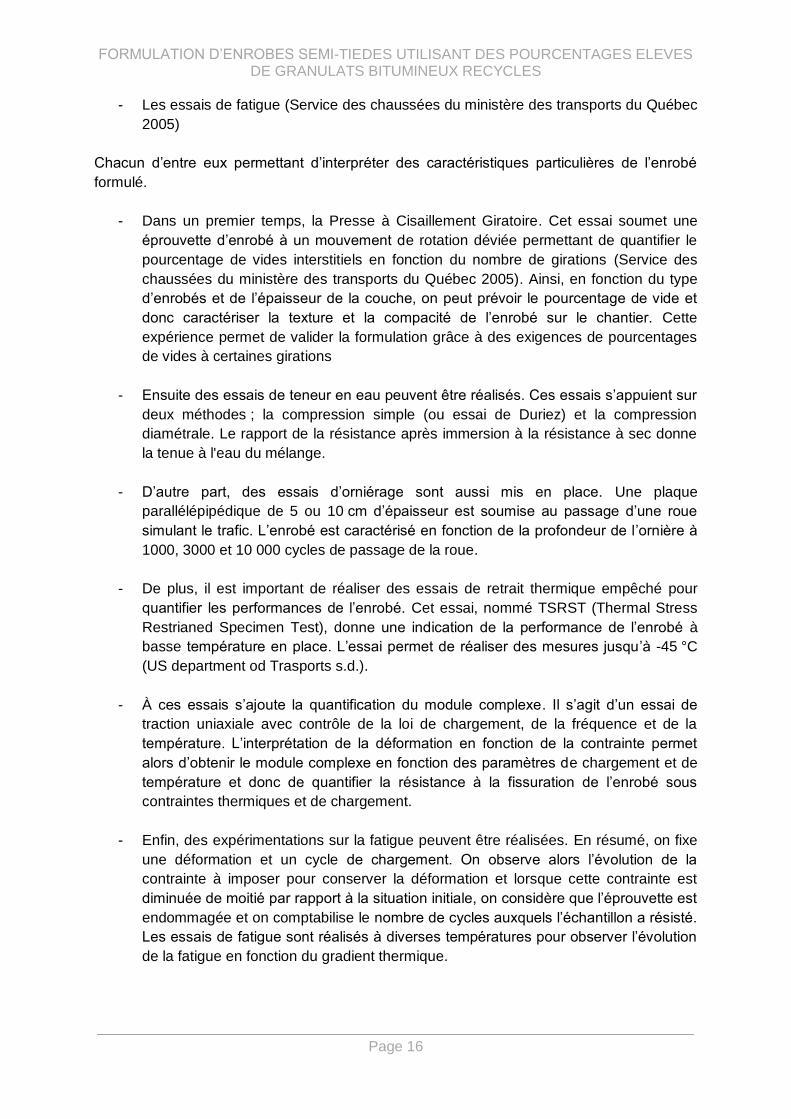
Le procédé LEA pour « Low Energy Asphalt » permet de produire et de mettre en œuvre des
enrobés à des températures dites « basses », c'est-à-dire comprises entre 60 et 100 °C
comme le montre le graphique ci-dessous :
Figure 4 : Comparaison énergétique des différents procédés de réalisation des enrobés (F. OLARD 2007)
LEA® est la désignation anglaise d‟un procédé international venant de la fusion de deux
procédés brevetés par Eiffage TP et Fairco. Les brevets en questions sont les suivants :
EBE® (Enrobé à Basse énergie) et EBT® (Enrobé à Basse Température) (F. OLARD 2007).
Ce procédé utilise l‟eau contenue dans le sable humide ou le granulat bitumineux recyclé
pour faire mousser le bitume
Comparé aux enrobés à chaud, le procédé LEA de réalisation des enrobés semi-tièdes
possède des avantages économiques et écologiques notables sans altérer les performances
de l‟enrobé.
4.1.1. Bref historique du concept
Le procédé L.E.A., imaginé par Romier en France, est un concept récent développé à partir
de 2002. Cette technique brevetée, appelée aussi E.B.T. pour Enrobé à Basse Température,
a été développée en laboratoire à partir de 2004 puis mise en œuvre dans une vingtaine de
centrales entre 2005 et 2007 (GAUDEFROY et AL. 2007).
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 18
4.1.2. Avantages du système
Ce nouveau moyen de production d‟enrobés a des avantages notables comparés aux
enrobés à chaud. Ces avantages peuvent être classés en trois grands domaines :
- Les avantages écologiques et environnementaux (PIDWERBESKY, BEUZENBERG
et J. 2009).
- Les avantages économiques et productiques (ROMIER, et al. 2006).
- Les avantages de mise en œuvre favorisant santé et sécurité (PIDWERBESKY,
BEUZENBERG et J. 2009) (MARCOTTE, et al. 2010).
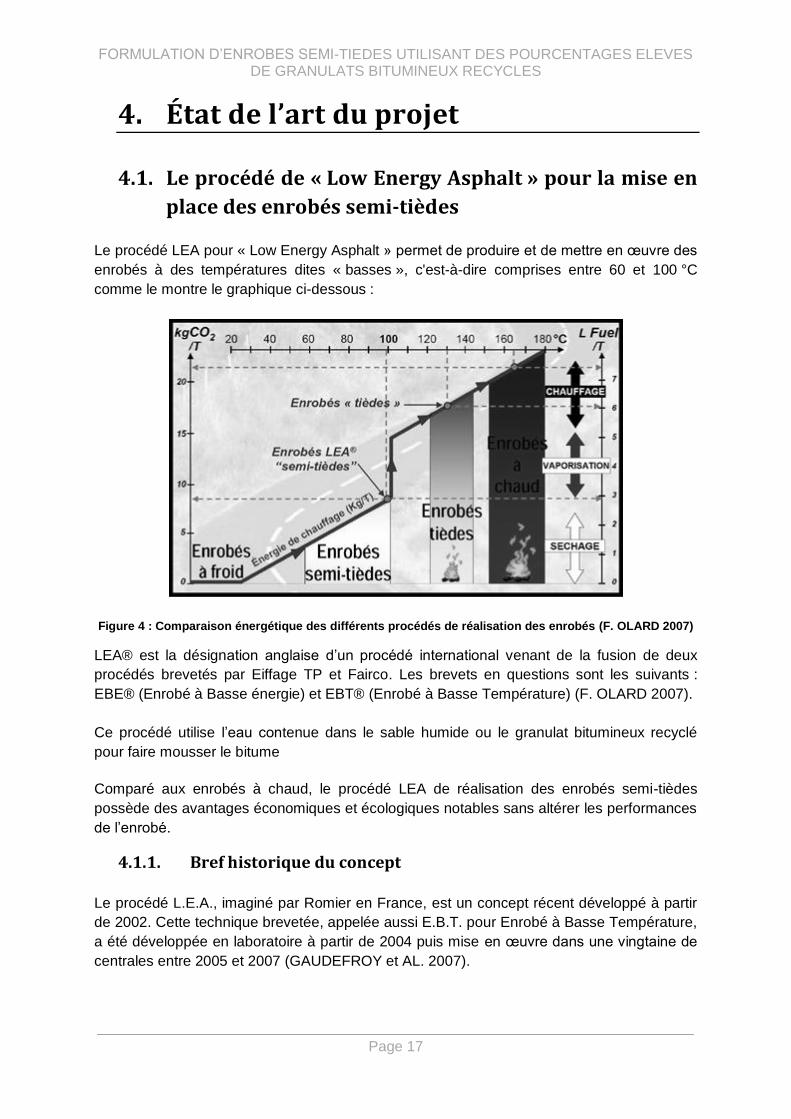
Dans un premier temps, ce procédé influe sur la réduction de l‟énergie consommée tout au
long du procédé ainsi que le dégagement des gaz à effet de serre. Ainsi on peut noter :
- Une réduction d‟environ 50 % de l‟énergie de chauffage comme le montre le tableau
ci-dessous ;
Figure 5 : Energie nécessaire à la production d'une tonne d'enrobé
- Une réduction des gaz à effet de serre (VOC et NOx) de plus de 50 %
D‟autre part, le procédé possède des avantages économiques et productiques telles que :
- Une conservation des performances des enrobés à chaud.
- Un système de production pouvant réutiliser le système des enrobés à chaud avec
seulement quelques équipements complémentaires.
Pour finir, le procédé LEA possède des avantages de mise en œuvre. Il permet de :
- diminuer les dégagements nocifs et donc les désagréments vis-à-vis des ouvriers du
chantier
- Faciliter les conditions de transport ainsi que le confort de mise en œuvre (lié à la
température).
- Remettre rapidement la circulation en route
- D‟éviter l‟adhérence sur les matériaux en contact tel que les bennes, les fin isseurs…
(F. OLARD 2007)
4.1.3. Explication de la démarche technique
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 19
Le principe de base de la méthode LEA est de faire mousser le bitume grâce à l‟adjonction
de granulats froids et humides (OLARD, et al. 2009).
Cet ajout de matériaux aux propriétés de température et d‟humidité différentes favorise
plusieurs aspects.
- Tout d‟abord, l‟eau réagit avec le bitume, créant une réaction de moussage et
d‟expansion de ce dernier. Les granulats ajoutés sont alors enrobés par la mousse
pour créer un film d‟enrobage. La présence de ce film favorise la maniabilité de
l‟enrobé à base température.
- D‟autre part, cette adjonction stabilise la température du mélange à environ 100 °C,
donnant à l‟enrobé ces propriétés semi-tièdes.
- Enfin, le surplus d‟eau permet une meilleure maniabilité à basse température sans
pour autant réduire les performances. Une adjonction supplémentaire d‟eau est
envisageable avant la réaction en augmentant l‟humidité du sable ou des granulats
bitumineux recyclés (GBR) et en fin de réaction pour faciliter la maniabilité (ROMIER,
et al. 2006).
Il existe trois grands types de procédés LEA ayant tous le même principe de base, mais des
chronologies d‟ajout des matériaux différentes. Nous avons ainsi :
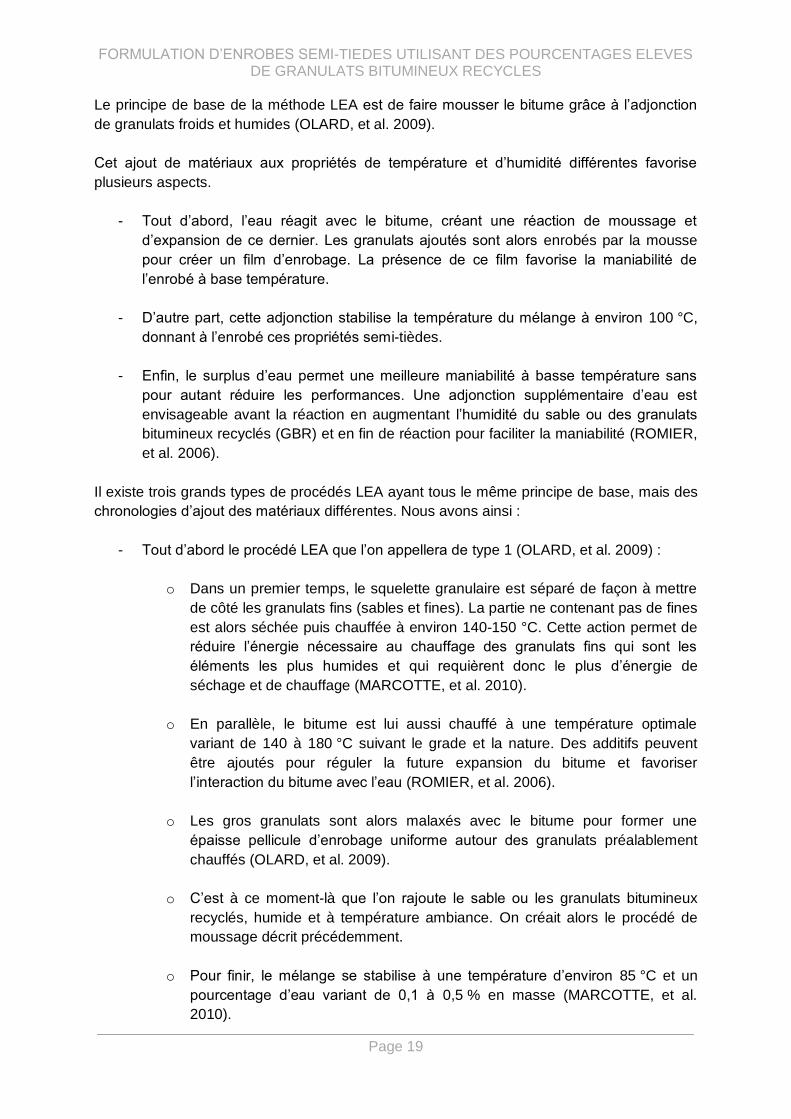
- Tout d‟abord le procédé LEA que l‟on appellera de type 1 (OLARD, et al. 2009) :
o Dans un premier temps, le squelette granulaire est séparé de façon à mettre
de côté les granulats fins (sables et fines). La partie ne contenant pas de fines
est alors séchée puis chauffée à environ 140-150 °C. Cette action permet de
réduire l‟énergie nécessaire au chauffage des granulats fins qui sont les
éléments les plus humides et qui requièrent donc le plus d‟énergie de
séchage et de chauffage (MARCOTTE, et al. 2010).
o En parallèle, le bitume est lui aussi chauffé à une température optimale
variant de 140 à 180 °C suivant le grade et la nature. Des additifs peuvent
être ajoutés pour réguler la future expansion du bitume et favoriser
l‟interaction du bitume avec l‟eau (ROMIER, et al. 2006).
o Les gros granulats sont alors malaxés avec le bitume pour former une
épaisse pellicule d‟enrobage uniforme autour des granulats préalablement
chauffés (OLARD, et al. 2009).
o C‟est à ce moment-là que l‟on rajoute le sable ou les granulats bitumineux
recyclés, humide et à température ambiance. On créait alors le procédé de
moussage décrit précédemment.
o Pour finir, le mélange se stabilise à une température d‟environ 85 °C et un
pourcentage d‟eau variant de 0,1 à 0,5 % en masse (MARCOTTE, et al.
2010).

FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 20
Le processus est résumé sur le schéma ci-dessous :
Figure 6 : Schéma de déroulement du procédé LEA de type 1 (OLARD, et al. 2009)
- Ensuite le procédé LEA de type 2 (OLARD, et al. 2009). Ce dernier se différencie du
premier par le fait que la fraction de granulats humides et froids est ajoutée à la
fraction de gros granulats séchés avant le malaxage avec le bitume. Une adduction
d‟eau est possible avant ce malaxage pour faciliter l‟émulsion ainsi que la future mise
en œuvre (ROMIER, et al. 2006).
Figure 7 : Schéma de déroulement du procédé LEA de type 2 (OLARD, et al. 2009)
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 21
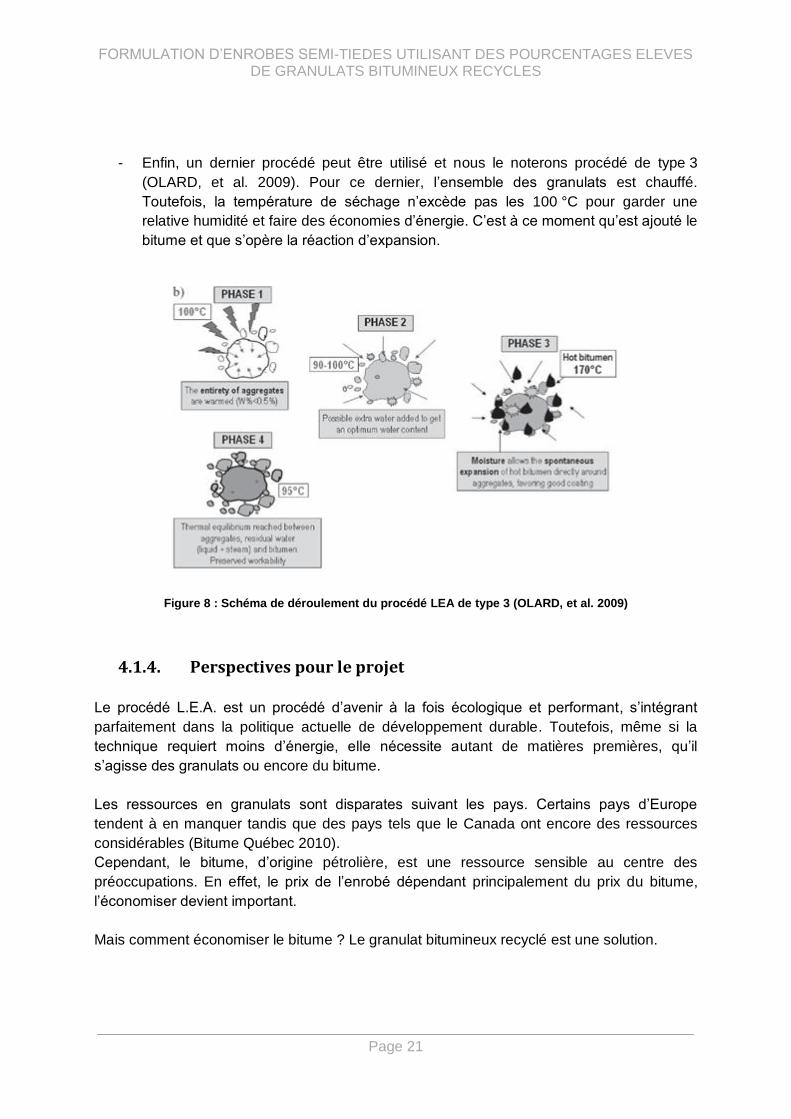
- Enfin, un dernier procédé peut être utilisé et nous le noterons procédé de type 3
(OLARD, et al. 2009). Pour ce dernier, l‟ensemble des granulats est chauffé.
Toutefois, la température de séchage n‟excède pas les 100 °C pour garder une
relative humidité et faire des économies d‟énergie. C‟est à ce moment qu‟est ajouté le
bitume et que s‟opère la réaction d‟expansion.
Figure 8 : Schéma de déroulement du procédé LEA de type 3 (OLARD, et al. 2009)
4.1.4. Perspectives pour le projet
Le procédé L.E.A. est un procédé d‟avenir à la fois écologique et performant, s‟intégrant
parfaitement dans la politique actuelle de développement durable. Toutefois, même si la
technique requiert moins d‟énergie, elle nécessite autant de matières premières, qu‟il
s‟agisse des granulats ou encore du bitume.
Les ressources en granulats sont disparates suivant les pays. Certains pays d‟Europe
tendent à en manquer tandis que des pays tels que le Canada ont encore des ressources
considérables (Bitume Québec 2010).
Cependant, le bitume, d‟origine pétrolière, est une ressource sensible au centre des
préoccupations. En effet, le prix de l‟enrobé dépendant principalement du prix du bitume,
l‟économiser devient important.
Mais comment économiser le bitume ? Le granulat bitumineux recyclé est une solution.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 22
Le recyclage des enrobés est largement utilisé de nos jours pour répondre à ce problème.
Un état des lieux des techniques utilisés est nécessaire pour les inclure dans le processus
de fabrication d‟enrobés semi-tièdes.
4.2. L’utilisation du « Granulat bitumineux recyclé » (GBR)
ou « Reclaimed asphalt of pavement » (RAP)
4.2.1. Introduction
Historiquement, le recyclage des enrobés bitumineux s‟est développé à la suite de la crise
pétrolière de 1970. Le prix du pétrole et donc du bitume devant être optimisé. Ce recyclage
est normalisé et réglementé de façon à faciliter la réutilisation des matières premières
(Bitume Québec 2010).
Il existe deux grandes techniques de recyclage de l‟enrobé ; le recyclage à froid et le
recyclage à chaud. Dans les deux cas, ce recyclage peut être réalisé sur place ou en usine.
Le recyclage présente des avantages environnementaux, techniques et économiques
présentés en Annexe (Bitume Québec 2010). C‟est pour cette raison que le pourcentage de
réutilisation des enrobés est en constante évolution.
Techniquement, ces granulats bitumineux recyclés sont incorporés dans des nouveaux
mélanges avec des proportions prédéfinies.
4.2.2. Importance de la nature, de l’âge et du pourcentage de
granulats bitumineux recyclés.
Les granulats bitumineux recyclés sont des granulats contenant une certaine proportion de
bitume du précédent mélange. L‟ajout de granulats bitumineux recyclés à des conséquences
sur les propriétés mécaniques du nouvel enrobé. Il faut donc avant toute chose connaître les
caractéristiques du bitume en présence ainsi que les proportions et les caractéristiques des
granulats.
En effet, les enrobés bitumineux contenant du RAP ont des caractéristiques influencées par
l‟âge, le pourcentage et la composition du RAP.
Avec l‟âge, le bitume évolue. Il existe deux types de vieillissement du bitume ; le
vieillissement à court terme représentatif du vieillissement lors de la mise en œuvre et le
vieillissement à long terme, représentation du vieillissement en place de l‟enrobé (BROWN et
SCHOLTZ 2000). Les conséquences directes de ce vieillissement sont une modification du
grade de performance1 (PG grade), plus élevé à haute et basse température, et une
augmentation de la viscosité (XINJUN, et al. 2008) (SIAS DANIEL, POCHILY et BOISVERT
1 Le grade de performance, noté PG, défini les limites d‟utilisation du bitume. Une annexe explique le principe et la démarche
de caractérisation du grande de performance du bitume
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 23
2010). Le bitume du RAP se combine avec le bitume vierge du nouveau mélange. Ce
mélange modifie alors le grade de bitume et la viscosité, augmentant ainsi le module
complexe et la résistance à l‟orniérage. La combinaison a toutefois des effets négatifs sur la
résistance à la fatigue et la résistance thermique du nouveau mélange (XINJUN, et al. 2008).
D‟autre part, la nature des granulats bitumineux recyclés à elle aussi évoluée au cours du
temps. Les proportions des différents granulats ainsi que leur angularité sont différentes du
nouveau mélange granulaire (McDANIEL, et al. 2000). Pour des pourcentages importants de
GBR, l‟analyse granulométrique doit prendre en compte cette caractéristique.
Enfin, cette combinaison des deux bitumes est influencée par le pourcentage de RAP. Plus
la proportion de RAP est importante, plus les caractéristiques définies précédemment sont
importantes à analyser. Ceci est d‟autant plus vrai que des problèmes de combinaisons des
bitumes sont à prendre en considération.
4.2.3. Problème de la combinaison des bitumes : The black rock
Le terme « Black Rock » fait référence au phénomène de non-combinaison du bitume
provenant des granulats recyclés et du bitume vierge, d‟où le terme de « Black Rock » pour
décrire la conservation de l‟aspect initial des GBR. La technologie Superpave a mis en avant
ce problème de combinaison. En effet, le bitume provenant du GBR ayant un grade de
performance (PG grade) et une viscosité différente de celui du bitume du nouveau mélange,
le mélange des deux bitumes n‟est pas garanti (STEPHENS, MAHONEY et DIPPOLD 2001).
En d‟autres termes, si l‟on considère que la combinaison est totale alors que les GBR
réagissent comme un « Black Rock », le mélange final ne sera pas assez visqueux et ses
propriétés mécaniques en seront modifiées. De même, si l‟on considère les GBR comme des
« Black Rock » alors que la combinaison des bitumes opère, le mélange final sera alors trop
visqueux (McDANIEL, et al. 2000). Ainsi, des tests ont été menés et ont conduit aux
conclusions suivantes : en dessous de 15 % de RAP, la conservation des performances ne
nécessite aucune modification de la classe de bitume du nouveau mélange. Entre 15 et 25
% de RAP, on doit augmenter d‟une classe le grade de bitume pour conserver les
performances. Enfin, au-delà de 25 %, les caractéristiques du mélange doivent être étudiées
(STEPHENS, MAHONEY et DIPPOLD 2001) . Pour les pourcentages supérieurs à 25 %,
l‟évaluation du mélange se fait grâce à des « courbes de mélange » découlant
d‟interpolations et de modélisations mathématiques.
4.3. État des lieux des expériences sur les enrobés semi-
tièdes contenant des granulats bitumineux recyclés
“Mix Design and Characterization of Low Energy Asphalt (LEA) Mixes containing Reclaimed
Asphalt Mixes” de Tomy Marcotte, Alan Carter, Alice Duveau et Daniel Perraton a traité le
sujet des enrobés semi-tiède contenant des granulats bitumineux recyclés.
L‟étude s‟est portée sur l‟utilisation du procédé LEA avec un mélange comportant 15 % de
granulats bitumineux recyclés. Le but étant de comparer les procédés suivants :
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 24
- Procédé HMA (enrobé à chaud) sur enrobé ESG 10 (mélange de référence)
- Procédé HMA sur enrobé ESG 10 + 15 % de RAP
- Procédé LEA sur enrobé ESG 10 + 15 % de RAP
La comparaison a été faite vis-à-vis de l‟essai PCG, de l‟orniérage, du retrait thermique et
enfin du module complexe.
Ces essais ont mené aux résultats suivants (MARCOTTE, et al. 2010) :
- « L’ajout de RAP augmente la résistance à l’orniérage, causé par la présence d’une
proportion de bitume plus vieux et plus visqueux dans le mélange »
- « Le mélange LEA et RAP a une meilleure résistance à l’orniérage que le mélange
HMA + RAP même si on observe une stabilisation à 10 000 cycles, la résistance est
alors quasiment la même au final »
- « Les essais de retrait thermique ont montré que les trois mélanges respectent les
conditions définies par le grade de performance du bitume à base température.
Toutefois le mélange LEA + RAP possède la plus faible température de retrait
thermique à basse température ».
- « En ce qui concerne, le module complexe, les résultats des essais sur le mélange
LEA + RAP est différent des deux autres mélanges. Il s’avère que ce module est plus
élevé que pour les deux autres ; résultat non attendu ».
Pour conclure, les essais réalisés montrent que la technique LEA alliée à l‟utilisation du RAP
est une technique simple, écologique, économique et qui ne modifie pas défavorablement
les caractéristiques de l‟enrobé (MARCOTTE, et al. 2010). Il n‟en demeure pas moins que
d‟autres essais avec des pourcentages de RAP plus importants doivent être menés pour voir
quelle est la limite de l‟utilisation de cette technique d‟avenir. C‟est dans cette logique que
s‟inscrit mon projet.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 25
5. Description du projet
5.1. Rappel de l’objectif
Le but de cette étude est de formuler des enrobés dits semi-tièdes par la méthode LEA en
utilisant des pourcentages élevés de granulats bitumineux recyclés. L‟objectif est de
concevoir ce produit et d‟en analyser ses caractéristiques mécaniques de façon à savoir si
un tel mélange, s‟intégrant dans une logique écologique et économique actuelle, possède les
performances nécessaires pour s‟appliquer à l‟échelle industrielle.
5.2. Définition des moyens de réalisation
Le projet est divisé en 4 branches similaires. Chacune des branches analyse le retrait
thermique et le module complexe d‟un mélange. Si jamais le temps ne permet pas de
réaliser l‟ensemble des essais, 1 ou 2 branches intermédiaires pourront être mises en
suspend. Les cinq branches correspondent aux cinq mélanges suivants :
- ESG-10 à chaud (HMA), enrobé de référence
- ESG-10 semi-tiède (procédé LEA) + 30 % de RAP
- ESG-10 semi-tiède (procédé LEA) + 50 % de RAP
- ESG-10 semi-tiède (procédé LEA) + 70 % de RAP
L‟enrobé ESG-10 est un enrobé de référence très utilisé au Québec.
Deux enrobés ont été utilisés lors des essais ; un bitume modifié de type PG 70 -28 et un
bitume de type PG 58 -28. Un second bitume a été nécessaire car des tests supplémentaires
de viscosité sur le premier bitume ont montré que ce dernier ne correspondait pas aux
normes de viscoélasticité et donnait des résultats non satisfaisant (l‟analyse du problème est
développée dans la partie Expérimentation en 6.2.).
Quand aux granulats bitumineux recyclés, ils sont directement récupérés à l‟usine d‟enrobé
après recyclage et concassage. Leurs caractéristiques sont précisées en annexe 4.
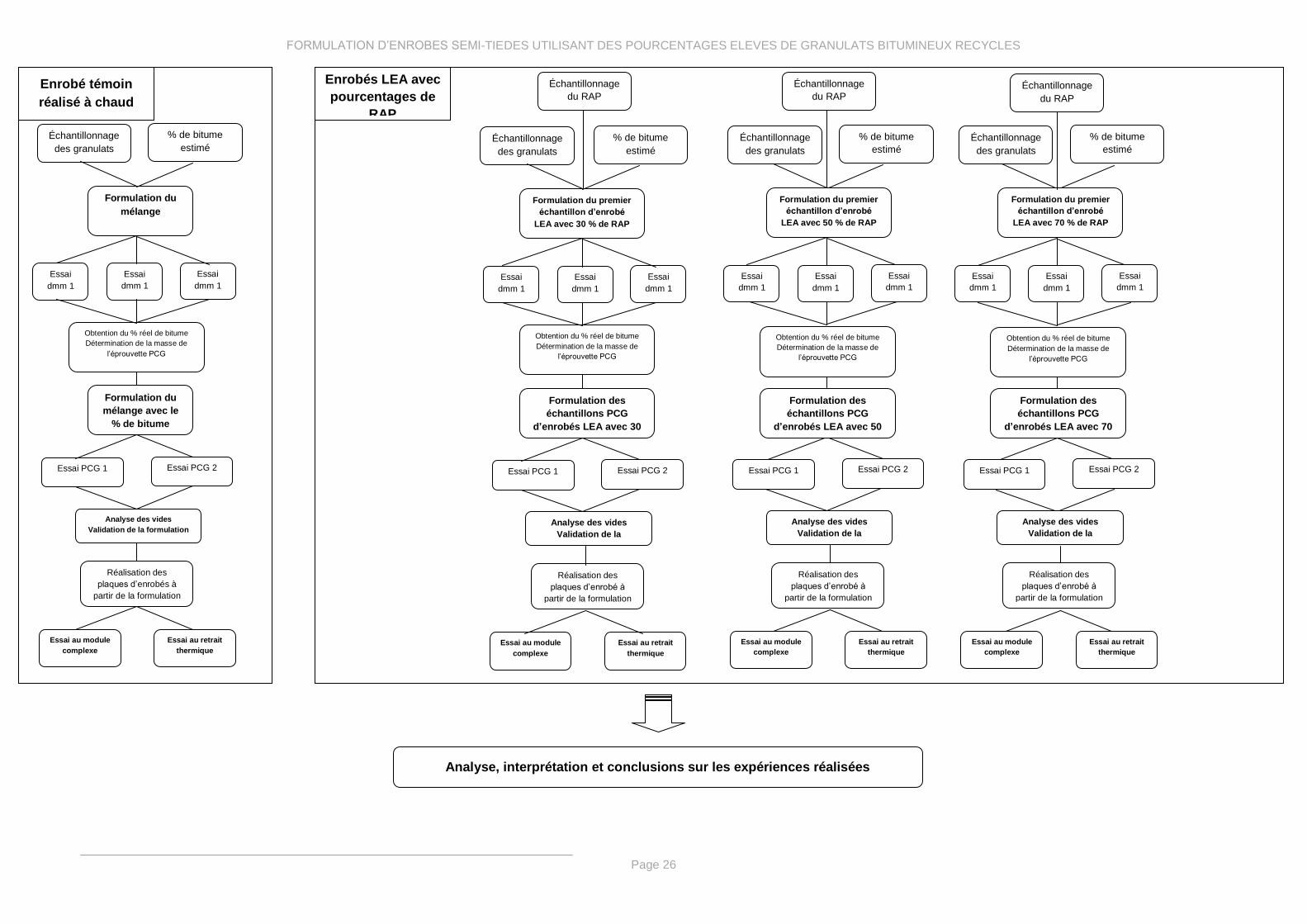
5.3. Organigramme
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 26
Enrobés LEA avec
pourcentages de
RAP
Analyse, interprétation et conclusions sur les expériences réalisées
Formulation du
mélange
Essai PCG 2
Obtention du % réel de bitume
Détermination de la masse de
l‟éprouvette PCG
Échantillonnage
des granulats
Essai au retrait
thermique
Analyse des vides
Validation de la formulation
Réalisation des
plaques d‟enrobés à
partir de la formulation
validée
Essai PCG 1
Essai au module
complexe
Essai
dmm 1
Enrobé témoin
réalisé à chaud
% de bitume
estimé
Essai
dmm 1
Essai
dmm 1
Formulation du
mélange avec le
% de bitume
Essai PCG 2
Obtention du % réel de bitume
Détermination de la masse de
l‟éprouvette PCG
Échantillonnage
des granulats
Essai au retrait
thermique
Analyse des vides
Validation de la
formulation
Réalisation des
plaques d‟enrobé à
partir de la formulation
validée
Essai PCG 1
Essai au module
complexe
Essai
dmm 1
% de bitume
estimé
Essai
dmm 1
Essai
dmm 1
Essai PCG 2
Obtention du % réel de bitume
Détermination de la masse de
l‟éprouvette PCG
Échantillonnage
des granulats
Essai au retrait
thermique
Analyse des vides
Validation de la
formulation
Réalisation des
plaques d‟enrobé à
partir de la formulation
validée
Essai PCG 1
Essai au module
complexe
Essai
dmm 1
% de bitume
estimé
Essai
dmm 1
Essai
dmm 1
Essai PCG 2
Obtention du % réel de bitume
Détermination de la masse de
l‟éprouvette PCG
Échantillonnage
des granulats
Essai au retrait
thermique
Analyse des vides
Validation de la
formulation
Réalisation des
plaques d‟enrobé à
partir de la formulation
validée
Essai PCG 1
Essai au module
complexe
Essai
dmm 1
% de bitume
estimé
Essai
dmm 1
Essai
dmm 1
Échantillonnage
du RAP
Échantillonnage
du RAP Échantillonnage
du RAP
Formulation du premier
échantillon d’enrobé
LEA avec 30 % de RAP
Formulation du premier
échantillon d’enrobé
LEA avec 50 % de RAP
Formulation du premier
échantillon d’enrobé
LEA avec 70 % de RAP
Formulation des
échantillons PCG
d’enrobés LEA avec 30
% de RAP
Formulation des
échantillons PCG
d’enrobés LEA avec 50
% de RAP
Formulation des
échantillons PCG
d’enrobés LEA avec 70
% de RAP
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 27
6. Expérimentation
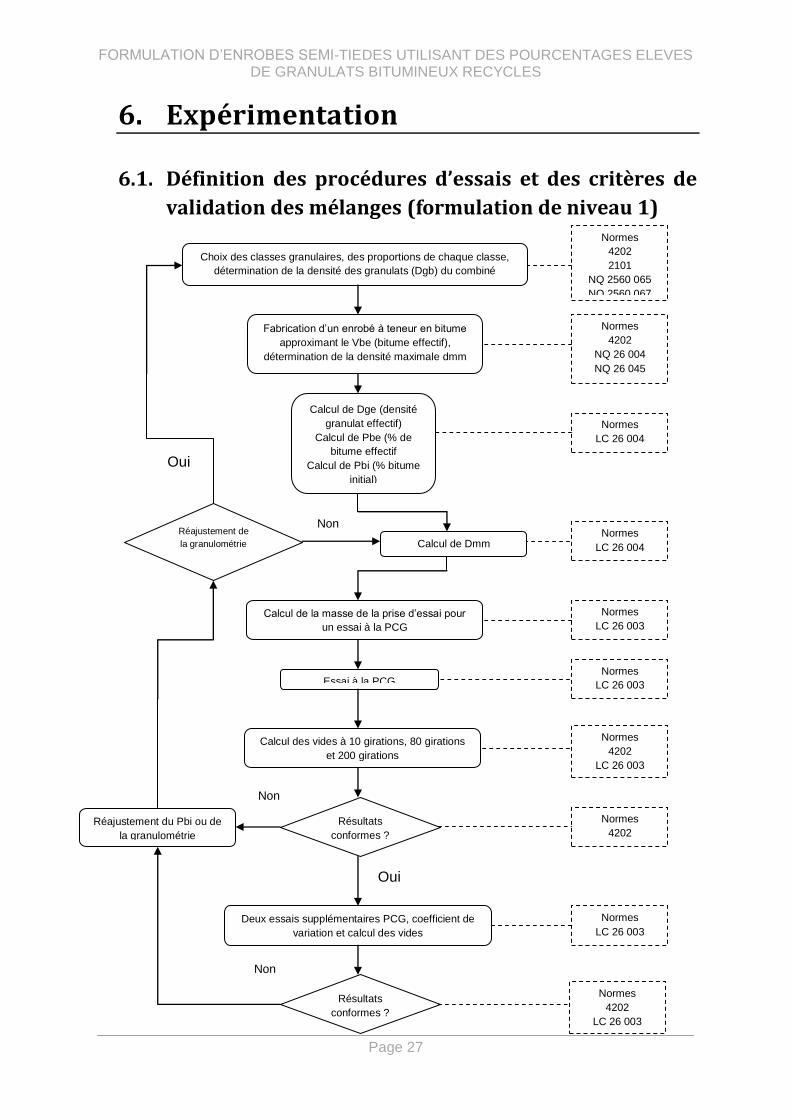
6.1. Définition des procédures d’essais et des critères de
validation des mélanges (formulation de niveau 1)
Choix des classes granulaires, des proportions de chaque classe,
détermination de la densité des granulats (Dgb) du combiné
granulaire
Fabrication d‟un enrobé à teneur en bitume
approximant le Vbe (bitume effectif),
détermination de la densité maximale dmm
Calcul de Dge (densité
granulat effectif)
Calcul de Pbe (% de
bitume effectif
Calcul de Pbi (% bitume
initial)
Calcul de la masse de la prise d‟essai pour
un essai à la PCG
Calcul des vides à 10 girations, 80 girations
et 200 girations
Réajustement du Pbi ou de
la granulométrie
Essai à la PCG
Deux essais supplémentaires PCG, coefficient de
variation et calcul des vides
Réajustement de
la granulométrie
Résultats
conformes ?
Normes
4202
NQ 26 004
NQ 26 045
Normes
LC 26 004
Normes
4202
LC 26 003
Normes
4202
Normes
4202
2101
NQ 2560 065
NQ 2560 067
Calcul de Dmm Normes
LC 26 004
Normes
LC 26 003
Normes
LC 26 003
Normes
LC 26 003
Résultats
conformes ?
Normes
4202
LC 26 003
Oui
Non
Non
Non
Oui
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 28
L‟ensemble des références et les procédures permettant de réaliser la caractérisation du
mélange sont définis dans les normes présentes sur l‟organigramme ci-dessus
6.1.1. Procédure d’analyse granulométrique
Cette analyse consiste à caractériser la granulométrie des différents types de granulats
utilisés pour le mélange. Dans notre cas, pour un ESG-10, il est nécessaire de réaliser la
granulométrie des granulats de type 0/5 mm, 5/10 mm et filler.
La granulométrie du filler a déjà été réalisée car la méthode de détermination requiert des
équipements et une méthode pointue qui n‟a pas d‟intérêt particulier pour le stage.
L‟ensemble de la granulométrie a été réalisé par tamisage suivant la procédure suivante :
- Échantillonnage d‟une masse X de granulats
- Homogénéisation de l‟échantillon grâce à l‟utilisation du séparateur
- Récupération d‟une masse Y de granulats pour le tamisage
- Lavage puis séchage à l‟étuve des granulats pour la classe granulaire 0/5 mm
- Réalisation de deux tamisages automatiques de 10 minutes
- Pesée des différents tamis et du refus
6.1.2. Procédure de formulation LC pour les enrobés bitumineux
La formulation LC pour les enrobés bitumineux comprend la détermination du combiné
granulaire ainsi que le calcul de divers pourcentages et densités de granulats et bitume. Ils
permettent de réaliser le mélange et de trouver les différents paramètres de réalisation des
essais de densité maximale et de presse à cisaillement giratoire validant la formulation.
- Détermination du combiné granulaire :
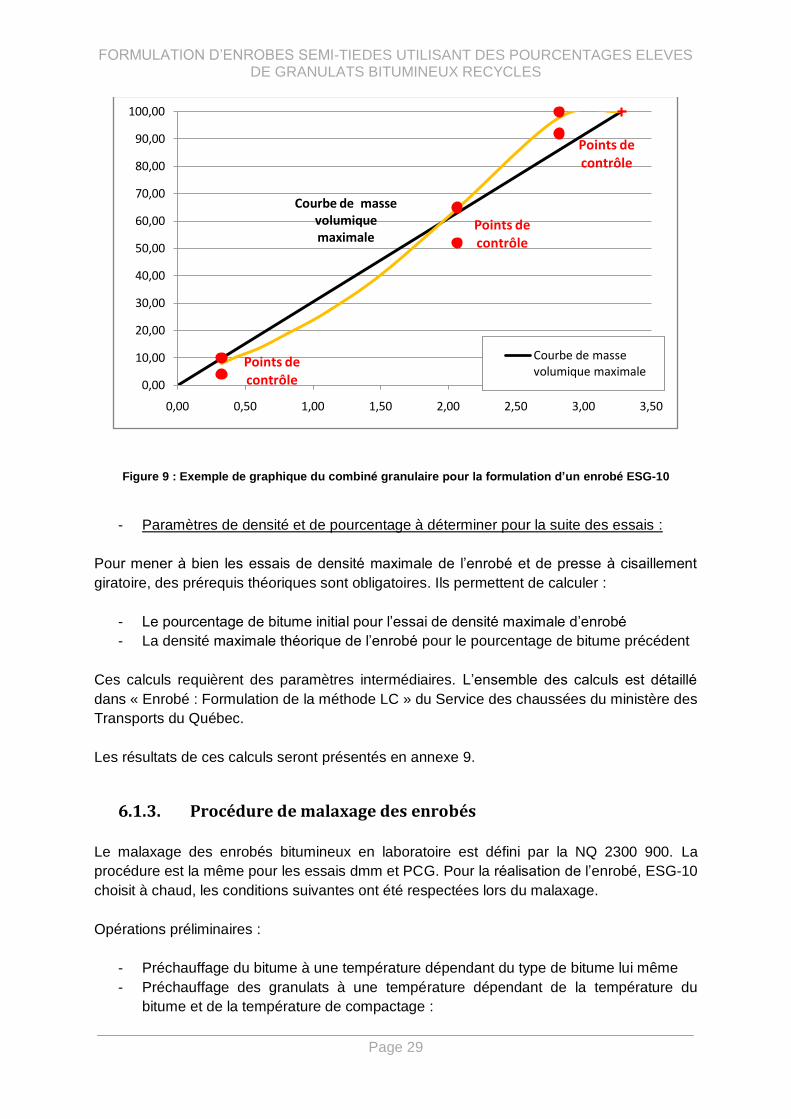
Le combiné granulaire correspond au pourcentage de passant du mélange composé des
différentes classes granulaires. Ces différentes classes étant combinées de façon à
répondre aux exigences de la méthode de formulation LC. Ainsi, la méthode LC définit trois
intervalles de contrôle de passant en fonction du tamis2. Chaque combiné granulaire doit
valider ces points de contrôle. Toutefois, le fait de passer ces points de contrôle de garanti
pas la validation de la formulation. La courbe granulométrique doit être ajustée de façon à
optimiser le nombre de vides interstitiels et répondre aux exigences de l‟essai PCG.
Plusieurs fois au cours des essais, les pourcentages des classes granulaires ont dû être
modifiés pour minimiser les vides. Cette démarche passe par une augmentation du
pourcentage des granulats fins (fillers et 0/5 mm) qui se traduit par un rapprochement de la
courbe granulométrique vers la courbe de masse volumique maximale.
2 Ces intervalles sont présents en Annexe 6, 7 et 8 dans les tableaux de courbe granulométrique
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 29
Figure 9 : Exemple de graphique du combiné granulaire pour la formulation d’un enrobé ESG-10
- Paramètres de densité et de pourcentage à déterminer pour la suite des essais :
Pour mener à bien les essais de densité maximale de l‟enrobé et de presse à cisaillement
giratoire, des prérequis théoriques sont obligatoires. Ils permettent de calculer :
- Le pourcentage de bitume initial pour l‟essai de densité maximale d‟enrobé
- La densité maximale théorique de l‟enrobé pour le pourcentage de bitume précédent
Ces calculs requièrent des paramètres intermédiaires. L‟ensemble des calculs est détaillé
dans « Enrobé : Formulation de la méthode LC » du Service des chaussées du ministère des
Transports du Québec.
Les résultats de ces calculs seront présentés en annexe 9.
6.1.3. Procédure de malaxage des enrobés
Le malaxage des enrobés bitumineux en laboratoire est défini par la NQ 2300 900. La
procédure est la même pour les essais dmm et PCG. Pour la réalisation de l‟enrobé, ESG-10
choisit à chaud, les conditions suivantes ont été respectées lors du malaxage.
Opérations préliminaires :
- Préchauffage du bitume à une température dépendant du type de bitume lui même
- Préchauffage des granulats à une température dépendant de la température du
bitume et de la température de compactage :
Points de contrôle
Courbe de masse volumique maximale
Points de contrôle
Points de contrôle
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
Courbe de masse volumique maximale
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 30
o Trois échantillons (1 échantillon d‟environ 4 kg pour les trois essais de dmm et
2 échantillons d‟environ 6 kg pour les deux essais PCG)
o Les échantillons respectent les proportions granulaires définies par l‟analyse
granulométrique.
- Préchauffage de la cuve et du bras de malaxage à température des granulats
pendant ½ heure.
Opérations de malaxage :
- Sortie de la cuve de malaxage, mise en place sur la balance et mise à zéro de cette
dernière.
- Sortie des granulats, introduction dans la cuve et homogénéisation.
- Formation d‟un cratère, remise à zéro de la balance puis introduction de la masse de
bitume avec ajustement si la masse de granulat a évolué après séjour dans l‟étuve.
- Mise en place de la cuve et du bras de malaxage sur le malaxeur
- Malaxage à vitesse 1 durant 45 secondes
- Arrêt puis homogénéisation pour éviter que les fines ne soient pas malaxées
- Malaxage à vitesse 2 durant 30 secondes
- Transvasement et récupération des fines sur les parois de la cuve
- Cure de 2 h de l‟enrobé pour la dmm et cure jusqu‟à température de compactage
pour l‟essai PCG
6.1.4. Procédure d’essai pour la densité maximale
L‟essai de densité maximale permet d‟obtenir la densité maximale expérimentale de l‟enrobé
réalisée de façon à ajuster plus précisément la quantité de bitume à insérer dans le mélange
destiné à l‟essai PCG.
Opérations préalables à l‟essai :
- Mise à l‟étuve des bacs du séparateur pour faciliter la séparation des échantillons
- Sortie de l‟échantillon d‟enrobé après deux heures de cure à température de
compactage.
- Séparation de la quantité (environ 4 kg) en trois échantillons d‟environ 1 kg chacun
grâce au séparateur préalablement chauffé grâce à la lumière infrarouge.
- Désagglomération des sous-échantillons et refroidissement jusqu‟à la température de
la pièce.
Matériel de l‟essai :
- Récipient nommé pycnomètre servant de contenant durant tout l‟essai
- Balance de précision
- Plaque de verre servant de couvercle au pycnomètre pour avoir des pesées exactes
- Agitateur
- Pompe à vacuum
L‟objectif de l‟opération est d‟obtenir trois masses permettant de déterminer la densité
maximale de l‟enrobé. Ces trois masses sont :
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 31
- D : masse du récipient rempli d‟eau (g à 25 °C)
- À : masse de l‟échantillon à l‟air libre (g)
- E : masse du récipient rempli d‟eau contenant l‟échantillon (g à 25 °C)
Procédure de détermination de D :
- Remplir le pycnomètre (récipient) d‟eau dans le basin à 25 °C jusqu‟à obtention d‟un
ménisque supérieur.
- Mise en place de la plaque en verre pour avoir la quantité d‟eau requise vis-à-vis du
volume du récipient.
- Vérification de la non-présence de bulles d‟air.
- Pesée du récipient : masse D obtenue.
Procédure de détermination de A :
- Remplir le fond du récipient avec un peu d‟eau (éviter la fissuration lors de
l‟incorporation de l‟enrobé).
- Mise à zéro de la balance.
- Incorporation de l‟enrobé.
- Pesée du récipient : masse A obtenue.
Procédure de détermination de E :
- Compléter d‟eau le récipient précédent (2,5 cm au dessus de l‟enrobé)
- Mettre en place le récipient sur l‟agitateur.
- Positionnement de la ventouse sur le récipient et activation de la pompe à vacuum à
une pression partielle d‟environ 3 kPa.
- Processus d‟évacuation de l‟air grâce à la pompe :
o 1 minute de pompage à vacuum sans agitation
o 9 minutes de pompage avec agitation
o Retour à la pression normale par ouverture de la vanne
- Remplir le reste du récipient en évitant de faire des bulles d‟air qui faussent l‟analyse
volumétrique
- Remplir le pycnomètre (récipient) d‟eau dans le basin à 25 °C jusqu‟à obtention d‟un
ménisque supérieur.
- Mise en place de la plaque en verre pour avoir la quantité d‟eau requise vis-à-vis du
volume du récipient.
- Vérification de la non-présence de bulles d‟air.
- Pesée du récipient : masse E obtenue.
On réalise ces essais pour les trois échantillons de dmm fabriqués. On obtient alors trois
valeurs de dmm grâce à la formule suivante :
𝑑𝑚𝑚 =𝐴
𝐴 + 𝐷 − 𝐸 (𝐿𝐶 26 − 045)
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 32
6.1.5. Procédure d’essai de la presse à cisaillement giratoire
Matériel utilisé :
- 2 échantillons d‟enrobés obtenus suivant la méthode de malaxage précédente en
cure à 160 °C
- Cylindre de moulage maintenu à 160 °C
- Pastilles à placer dans le fond du cylindre et sur l‟échantillon après moulage
- Entonnoir pour transvasement de l‟échantillon dans le moule
Opérations préalables :
- Calcul de la masse d‟enrobé à incorporer à partir des caractéristiques du moule et la
densité maximale d‟enrobé expérimentale calculée précédemment.
𝑀𝑃𝐶𝐺 = 𝜋×𝑑𝑖𝑎𝑚 è𝑡𝑟𝑒 𝑐𝑦𝑙𝑖𝑛𝑑𝑟𝑒 ²
4× ℎ𝑎𝑢𝑡𝑒𝑢𝑟 à 0 % 𝑑𝑒 𝑣𝑖𝑑𝑒𝑠 (115 𝑚𝑚) × 𝑑𝑚𝑚 (LC 26-004)
Procédure d‟essai :
- Sortir l‟échantillon et le cylindre de l‟étuve
- Mettre la pastille au fond du cylindre
- Procéder au transvasement de la quantité Mpcg d‟enrobé dans le cylindre
- Égaliser la surface et mettre la seconde pastille
- Positionner le moule dans la presse à cisaillement giratoire
- Démarrer la procédure (pression 600kPa et 200 girations) et faire attention de bien
axer le moule avec le vérin supérieur.
- La procédure est automatisée, on récupère les données des hauteurs en fonction des
girations à la fin de l‟essai.
Le résultat des essais permet alors de déterminer le pourcentage de vides en fonction du
nombre de girations. Pour l‟enrobé ESG 10 témoin, la formulation est validé si le
pourcentage de vides à 10, 80 et 200 girations répond aux critères suivants :
- Le pourcentage de vides doit être supérieur à 11 % à 10 girations.
- Le pourcentage de vides doit être compris entre 4 et 7 % à 80 girations.
- Le pourcentage de vides doit être supérieur à 2 % à 200 girations.
Si les deux essais PCG répondent aux exigences, la formulation est validée et l‟on peut
procéder à la réalisation des plaques d‟enrobé servant aux essais de module complexe et de
retrait thermique.
6.1.6. Procédure de réalisation du mélange pour la plaque
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 33
Le malaxage des enrobés bitumineux en laboratoire est défini par la NQ 2300 900. La
procédure est la même que pour les essais dmm et PCG.
Opérations préliminaires :
- Préchauffage du bitume à température normé
- Préchauffage des granulats :
o 30 kilogrammes de granulats sont chauffés
o Les échantillons respectent les proportions granulaires définies par l‟analyse
granulométrique.
- Préchauffage de la cuve et du bras de malaxage dans l‟étuve pendant ½ heure.
Opérations de malaxage :
- Sortie de la cuve de malaxage, mise en place sur la balance et mise à zéro de cette
dernière.
- Sortie des granulats, introduction dans la cuve et homogénéisation.
- Formation d‟un cratère, remise à zéro de la balance puis introduction de la masse de
bitume avec ajustement si la masse de granulat a évolué après séjour dans l‟étuve.
- Mise en place de la cuve et du bras de malaxage sur le malaxeur
- Malaxage à vitesse 1 jusqu‟à obtention du mélange visuellement enrobé
- Arrêt puis homogénéisation pour éviter que les fines ne soient pas malaxées
- Malaxage à vitesse 2 durant 30 secondes
- Sortie du bol et vérification de la présence de fines non enrobés
- Si présence de fines, décollement de ces dernières à l‟aide d‟une cuillère puis
malaxage à vitesse 2 jusqu‟à homogénéisation.
- Transvasement dans une panne avec ajustement de la quantité précise pour le
moule de compactage. Cette quantité dépend du moule choisi ainsi que des
caractéristiques de ce dernier. Le détail de cette opération sera décrit dans l‟annexe
1.
- Cure jusqu‟à température de compactage
6.1.6.1. Procédure de compaction du mélange
Le compactage est réalisé grâce au compacteur du laboratoire LUCREB3. Le compactage
suit lui aussi une procédure bien précise :
- Sortir la panne de l‟étuve et transvasé la quantité exacte d‟enrobé dans le moule fixé
sur le compacteur
- Pilonner l‟enrobé de 50 coups en circulaire de l‟extérieure de du moule vers l‟intérieur
- Suivre la procédure de compactage définie par la force de compactage, le nombre de
passage, la position de passage ainsi que la hauteur du vérin situé sous le moule.
Une procédure normée doit être respecté pour le compactage de l‟enrobé ESG 10.
Cette dernière est présente en Annexe 2.
3 Voir Annexe 2
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 34
6.2. Procédures et explications sur les essais de retrait
thermique empêché et de module complexe
6.2.1. Préparation pour les essais
Avant de réaliser les essais de retrait thermique et de module complexe, la plaque réalisée
doit être découpée pour créer les éprouvettes servant à la réalisation des essais de retrait
thermique et de module complexe. La démarche de conception de ces éprouvettes est
décrite dans l‟annexe 11.
Chaque plaque permet d‟obtenir deux éprouvettes pour le retrait thermique et deux
éprouvettes pour le module complexe.
6.2.2. Procédures et explications sur le retrait thermique empêché
6.2.2.1. Introduction
L‟essai au retrait thermique est une bonne interprétation de la fissuration thermique des
enrobés bitumineux. La fissuration thermique est une dégradation commune dans les pays
nordiques tel que le Canada. Les premières fissures qui apparaissent sur un revêtement
bitumineux sont généralement les fissures transversales causées par le retrait thermique. La
couche de surface tend à se contracter sous l‟effet de l‟abaissement de la température.
Lorsque la contrainte engendrée dans l‟enrobé dépasse sa résistance en tension, il se crée
une fissure transversale. En termes de matériaux, lors d‟une baisse de température, le
bitume se contracte tandis que les granulats tendent à se séparer, créant la fissuration
thermique.
L‟essai de retrait thermique empêché permet d‟évaluer la performance d‟un enrobé
bitumineux à basse température suivant la norme AASHTO TP10-93.
6.2.2.2. Principe de l’essai et mode opératoire
L‟essai est fondé sur le principe énoncé précédemment. L‟échantillon d‟enrobé est placé
dans une enceinte à température contrôlée dans laquelle la température est abaissée
progressivement tout en empêchant toute déformation thermique de l‟échantillon. Les
variations de températures provoquent alors des contraintes thermiques qui amènent à la
fissuration de l‟échantillon à basse température. Cet essai nécessite l‟utilisation d‟une presse
pour laquelle le déplacement peut être contrôlé en fonction de la température et de la force
de façon à créer le phénomène de retrait empêché. L‟utilisation d‟extensomètres est
primordiale pour maintenir la longueur de l‟éprouvette constante jusqu‟à sa rupture par
contrainte thermique.
6.2.2.3. Résultats types et calculs
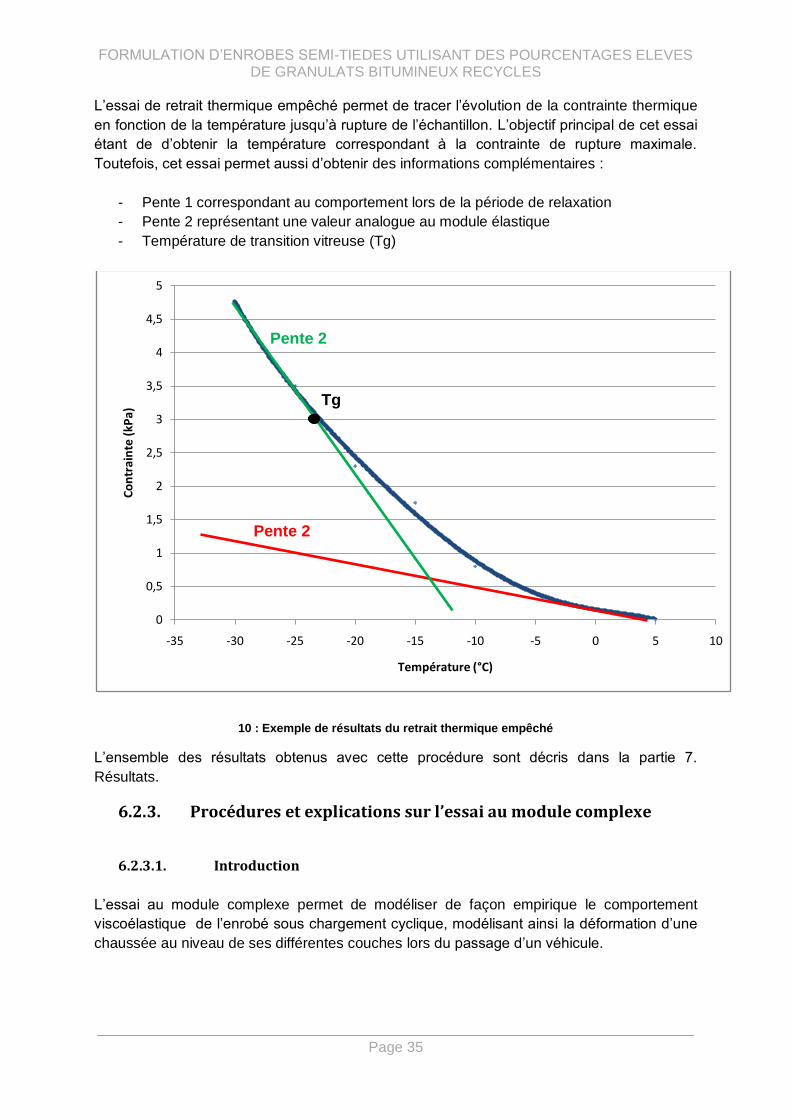
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 35
L‟essai de retrait thermique empêché permet de tracer l‟évolution de la contrainte thermique
en fonction de la température jusqu‟à rupture de l‟échantillon. L‟objectif principal de cet essai
étant de d‟obtenir la température correspondant à la contrainte de rupture maximale.
Toutefois, cet essai permet aussi d‟obtenir des informations complémentaires :
- Pente 1 correspondant au comportement lors de la période de relaxation
- Pente 2 représentant une valeur analogue au module élastique
- Température de transition vitreuse (Tg)
10 : Exemple de résultats du retrait thermique empêché
L‟ensemble des résultats obtenus avec cette procédure sont décris dans la partie 7.
Résultats.
6.2.3. Procédures et explications sur l’essai au module complexe
6.2.3.1. Introduction
L‟essai au module complexe permet de modéliser de façon empirique le comportement
viscoélastique de l‟enrobé sous chargement cyclique, modélisant ainsi la déformation d‟une
chaussée au niveau de ses différentes couches lors du passage d‟un véhicule.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
-35 -30 -25 -20 -15 -10 -5 0 5 10
Co
ntr
ain
te (
kPa)
Température (°C)
Pente 2
Pente 2
Tg
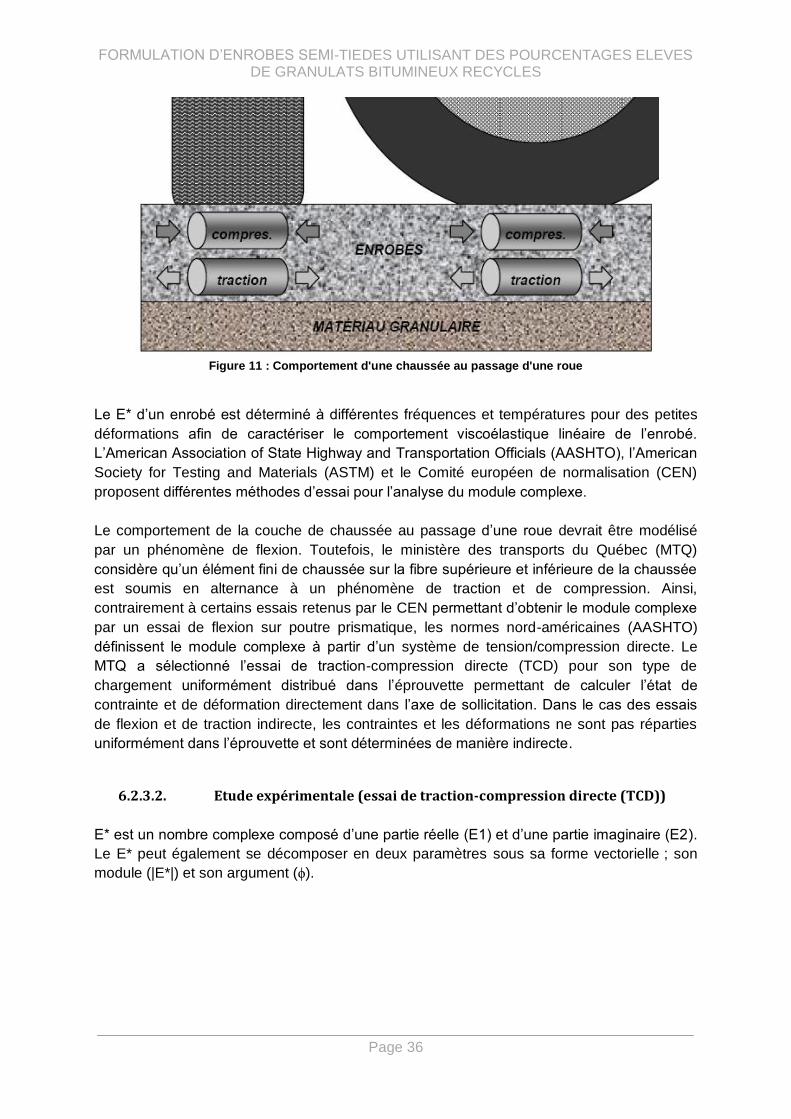
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 36
Figure 11 : Comportement d'une chaussée au passage d'une roue
Le E* d‟un enrobé est déterminé à différentes fréquences et températures pour des petites
déformations afin de caractériser le comportement viscoélastique linéaire de l‟enrobé.
L‟American Association of State Highway and Transportation Officials (AASHTO), l‟American
Society for Testing and Materials (ASTM) et le Comité européen de normalisation (CEN)
proposent différentes méthodes d‟essai pour l‟analyse du module complexe.
Le comportement de la couche de chaussée au passage d‟une roue devrait être modélisé
par un phénomène de flexion. Toutefois, le ministère des transports du Québec (MTQ)
considère qu‟un élément fini de chaussée sur la fibre supérieure et inférieure de la chaussée
est soumis en alternance à un phénomène de traction et de compression. Ainsi,
contrairement à certains essais retenus par le CEN permettant d‟obtenir le module complexe
par un essai de flexion sur poutre prismatique, les normes nord-américaines (AASHTO)
définissent le module complexe à partir d‟un système de tension/compression directe. Le
MTQ a sélectionné l‟essai de traction-compression directe (TCD) pour son type de
chargement uniformément distribué dans l‟éprouvette permettant de calculer l‟état de
contrainte et de déformation directement dans l‟axe de sollicitation. Dans le cas des essais
de flexion et de traction indirecte, les contraintes et les déformations ne sont pas réparties
uniformément dans l‟éprouvette et sont déterminées de manière indirecte.
6.2.3.2. Etude expérimentale (essai de traction-compression directe (TCD))
E* est un nombre complexe composé d‟une partie réelle (E1) et d‟une partie imaginaire (E2).
Le E* peut également se décomposer en deux paramètres sous sa forme vectorielle ; son
module (|E*|) et son argument (ϕ).
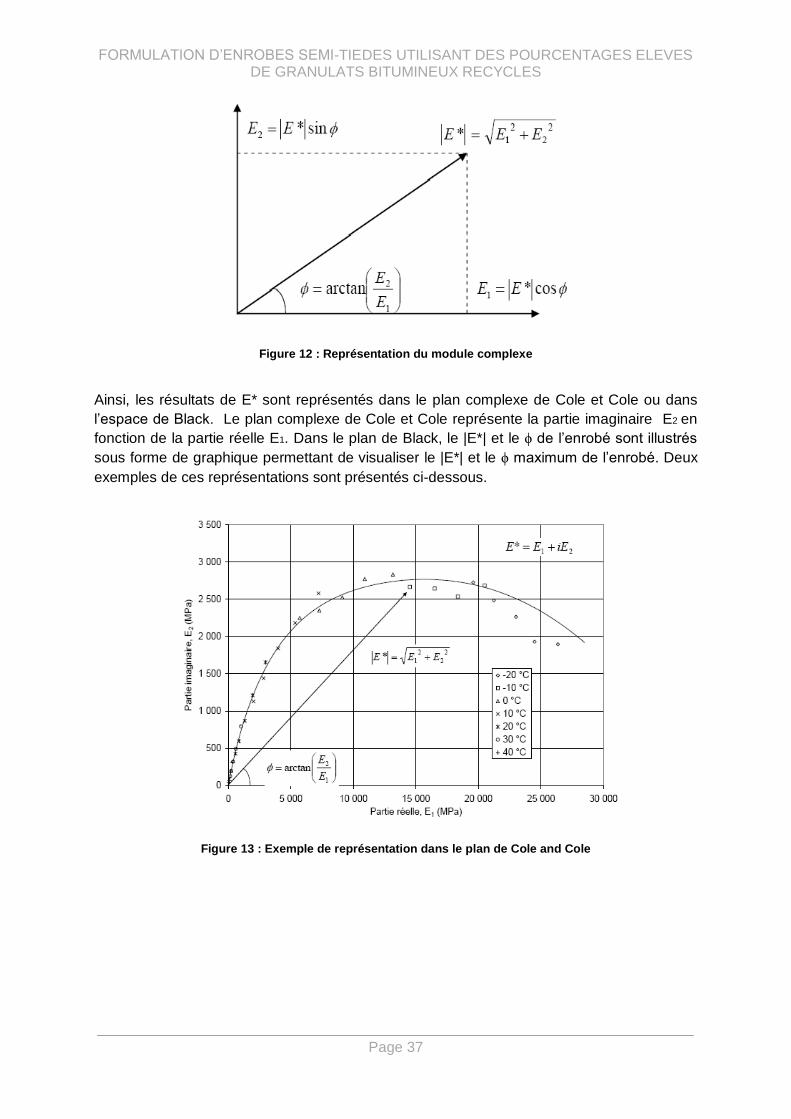
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 37
Figure 12 : Représentation du module complexe
Ainsi, les résultats de E* sont représentés dans le plan complexe de Cole et Cole ou dans
l‟espace de Black. Le plan complexe de Cole et Cole représente la partie imaginaire E2 en
fonction de la partie réelle E1. Dans le plan de Black, le |E*| et le ϕ de l‟enrobé sont illustrés
sous forme de graphique permettant de visualiser le |E*| et le ϕ maximum de l‟enrobé. Deux
exemples de ces représentations sont présentés ci-dessous.
Figure 13 : Exemple de représentation dans le plan de Cole and Cole
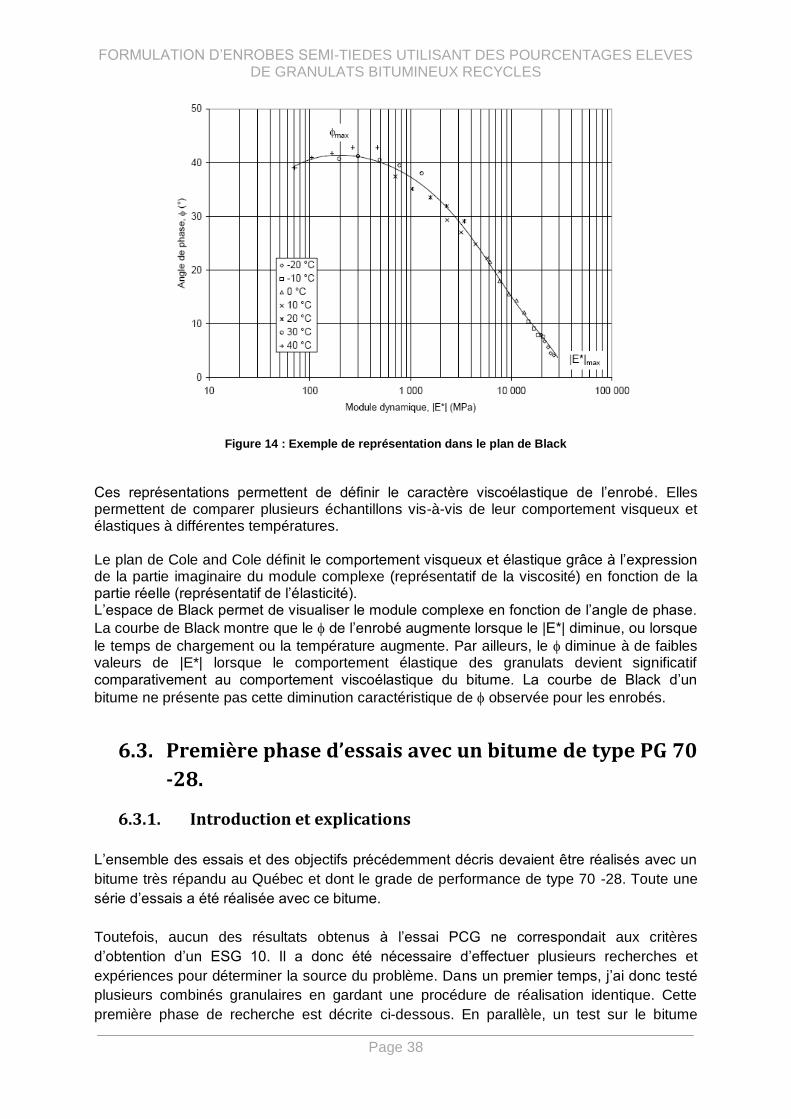
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 38
Figure 14 : Exemple de représentation dans le plan de Black
Ces représentations permettent de définir le caractère viscoélastique de l‟enrobé. Elles permettent de comparer plusieurs échantillons vis-à-vis de leur comportement visqueux et élastiques à différentes températures. Le plan de Cole and Cole définit le comportement visqueux et élastique grâce à l‟expression de la partie imaginaire du module complexe (représentatif de la viscosité) en fonction de la partie réelle (représentatif de l‟élasticité). L‟espace de Black permet de visualiser le module complexe en fonction de l‟angle de phase.
La courbe de Black montre que le de l‟enrobé augmente lorsque le |E*| diminue, ou lorsque
le temps de chargement ou la température augmente. Par ailleurs, le diminue à de faibles valeurs de |E*| lorsque le comportement élastique des granulats devient significatif comparativement au comportement viscoélastique du bitume. La courbe de Black d‟un
bitume ne présente pas cette diminution caractéristique de observée pour les enrobés.
6.3. Première phase d’essais avec un bitume de type PG 70
-28.
6.3.1. Introduction et explications
L‟ensemble des essais et des objectifs précédemment décris devaient être réalisés avec un
bitume très répandu au Québec et dont le grade de performance de type 70 -28. Toute une
série d‟essais a été réalisée avec ce bitume.
Toutefois, aucun des résultats obtenus à l‟essai PCG ne correspondait aux critères
d‟obtention d‟un ESG 10. Il a donc été nécessaire d‟effectuer plusieurs recherches et
expériences pour déterminer la source du problème. Dans un premier temps, j‟ai donc testé
plusieurs combinés granulaires en gardant une procédure de réalisation identique. Cette
première phase de recherche est décrite ci-dessous. En parallèle, un test sur le bitume
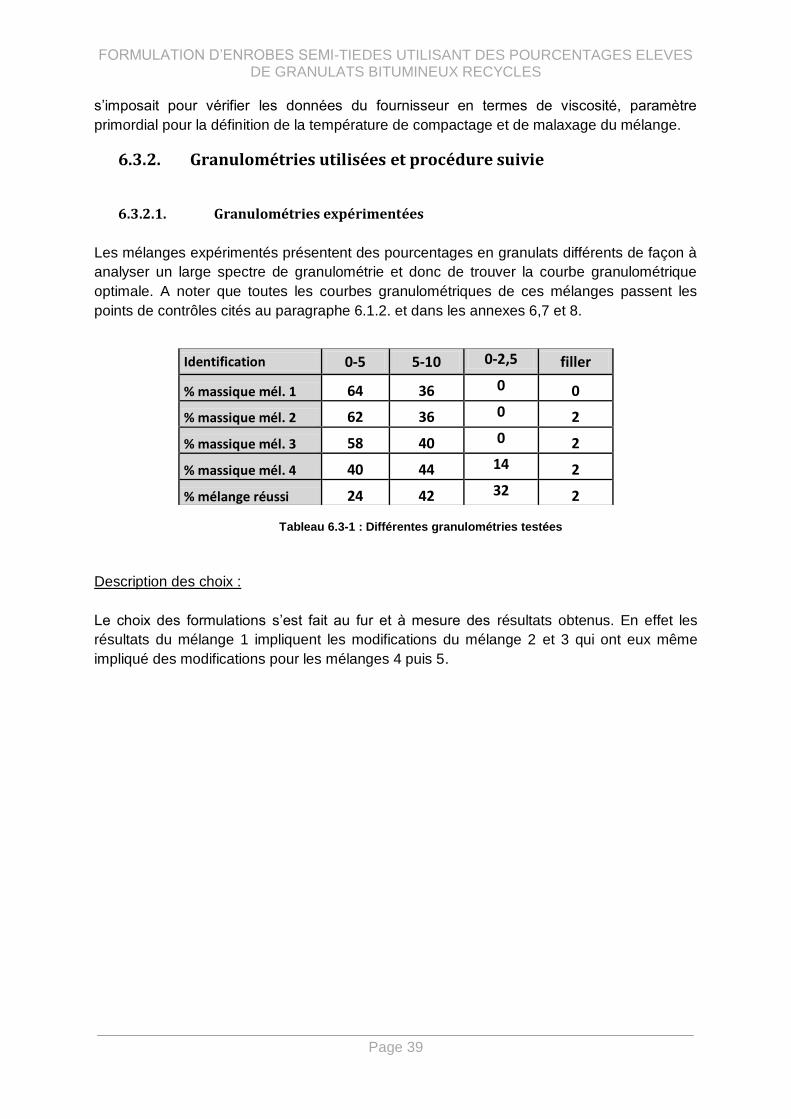
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 39
s‟imposait pour vérifier les données du fournisseur en termes de viscosité, paramètre
primordial pour la définition de la température de compactage et de malaxage du mélange.
6.3.2. Granulométries utilisées et procédure suivie
6.3.2.1. Granulométries expérimentées
Les mélanges expérimentés présentent des pourcentages en granulats différents de façon à
analyser un large spectre de granulométrie et donc de trouver la courbe granulométrique
optimale. A noter que toutes les courbes granulométriques de ces mélanges passent les
points de contrôles cités au paragraphe 6.1.2. et dans les annexes 6,7 et 8.
Description des choix :
Le choix des formulations s‟est fait au fur et à mesure des résultats obtenus. En effet les
résultats du mélange 1 impliquent les modifications du mélange 2 et 3 qui ont eux même
impliqué des modifications pour les mélanges 4 puis 5.
Identification 0-5 5-10 0-2,5 filler
% massique mél. 1 64 36 0 0
% massique mél. 2 62 36 0 2
% massique mél. 3 58 40 0 2
% massique mél. 4 40 44 14 2
% mélange réussi 24 42 32 2
Tableau 6.3-1 : Différentes granulométries testées
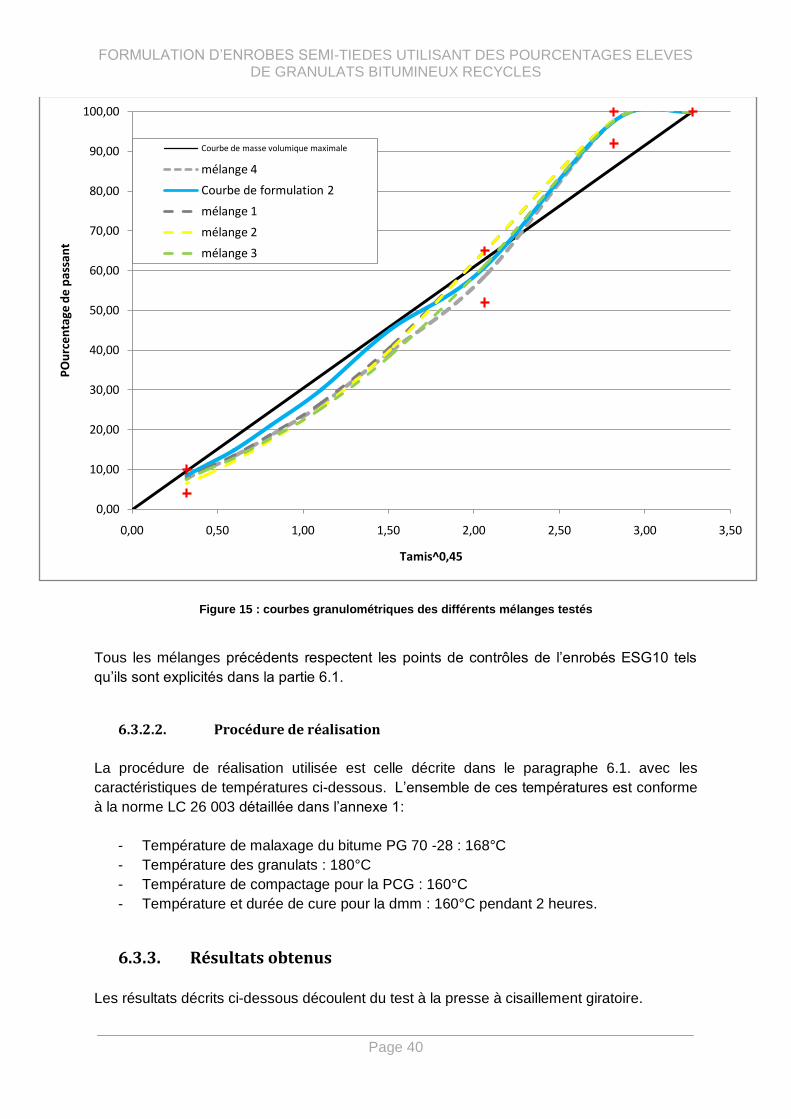
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 40
Figure 15 : courbes granulométriques des différents mélanges testés
Tous les mélanges précédents respectent les points de contrôles de l‟enrobés ESG10 tels
qu‟ils sont explicités dans la partie 6.1.
6.3.2.2. Procédure de réalisation
La procédure de réalisation utilisée est celle décrite dans le paragraphe 6.1. avec les
caractéristiques de températures ci-dessous. L‟ensemble de ces températures est conforme
à la norme LC 26 003 détaillée dans l‟annexe 1:
- Température de malaxage du bitume PG 70 -28 : 168°C
- Température des granulats : 180°C
- Température de compactage pour la PCG : 160°C
- Température et durée de cure pour la dmm : 160°C pendant 2 heures.
6.3.3. Résultats obtenus
Les résultats décrits ci-dessous découlent du test à la presse à cisaillement giratoire.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
PO
urc
en
tage
de
pas
san
t
Tamis^0,45
Courbe de masse volumique maximale
mélange 4
Courbe de formulation 2
mélange 1
mélange 2
mélange 3
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 41
Après analyse des résultats, les mélanges 1, 2, 3 et 4 ne répondaient pas aux critères de
vides d‟un enrobé ESG 10 définis dans le paragraphe 6.1.5.
- Le mélange 1 possédait beaucoup trop de vides intergranulaires.
- Les mélanges 2 et 3, possédant tous deux plus de particules fines (2% de filler pour
le mélange 2, 2% de filler et 2% de plus de 0-5 mm pour le mélange 3) possédaient
eux aussi trop de vides. Ainsi, étant donné que les points de contrôles ne
permettaient pas d‟augmenter le pourcentage de particules fines (filler et 0-5 mm), j‟ai
décidé d‟utiliser un autre matériau possédant un passant plus important au niveau du
tamis de 5 mm et de 2,5 mm (voir annexe 4) pour augmenter la quantité de particules
fines et diminuer le pourcentage de vides interstitiels.
- Les mélanges 4 et 5 utilisaient donc un matériau plus fin qui a permis d‟obtenir une
formulation répondant aux critères de validation à la presse à cisaillement giratoire.
Toutefois, étant donné que des formulations n‟impliquant pas l‟utilisation de granulats de
type 0-2,5 mm avaient fonctionné par le passé, j‟ai décidé de tester le bitume pour vérifier les
données du fournisseur.
6.3.4. Test complémentaire du bitume
Le viscosimètre de Brookfield mesure la viscosité d‟un liquide à une vitesse de cisaillement
donnée. A partir de ces données, il permet de déterminer la température à laquelle l‟enrobé
doit être malaxé et compacté. Les résultats sont présentés dans le tableau ci-dessous :
Températures
malaxage compactage
[°C] [°C]
Températures d'après l'essai 183 167
Températures dans les normes 168 160
Tableau 6.3-3 : Résultats découlant de l'analyse au viscosimètre
D‟après les essais, pour le bitume PG 70 -28 que nous avons utilisé, la température de
malaxage de ce bitume est de 183°C et la température de compactage de l‟enrobé de
167°C. Les normes, que nous avons suivies, donnent une température de malaxage de
168°C et une température de compactage de 160°C pour le bitume PG 70 -28.
Il est donc évident que le bitume ne correspond ni aux données fournisseur ni aux normes
en vigueur pour ce produit. Dans ce contexte, il apparaît évident que l‟ensemble des essais
menés avec ce bitume ne peut aboutir à des résultats satisfaisants.
Identification 0-5 5-10 0-2,5 filler
% mélange réussi 24 42 32 2
Tableau 6.3-2 : Formulation valide avec bitume PG 70 -28
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 42
6.3.5. Bilan
Le bitume utilisé lors de cette phase d‟essai a donc faussé les résultats obtenus
précédemment. Les essais doivent être réalisés avec un nouveau bitume. Etant donné que
le fournisseur ne possède plus de bitume de type PG 70 -28, c‟est un bitume de type PG 58 -
28 qui est utilisé pour refaire et continuer les essais.
6.4. Seconde phase d’essais avec le bitume de type PG 58 -
28.
Avant de commencer tout essai et pour éviter de devoir recommencer une série d‟essais à
cause d‟erreurs adjacentes, j‟ai testé le bitume PG 58 -28 et les caractéristiques de viscosité
sont respectés.
6.4.1. Réalisation de l’enrobé témoin pour les essais de retrait
thermique et de module complexe
6.4.1.1. Caractéristiques granulaires du mélange
Pour confirmer le rôle de la viscosité du bitume sur le résultat des essais de PCG, nous
avons testé quatre formulations granulaires en analysant l‟influence sur les résultats des
essais PCG.
Les quatre mélanges granulaires suivants donnent des courbes granulométriques différentes
permettant de juger de l‟influence du mélange granulaire sur la validation par l‟essai de la
presse à cisaillement giratoire.
Les quatre formulations sont les suivantes :
Identification 0-5 5-10 filler
% massique mél. 1 61 36 3
% massique mél. 2 59 39 3
% massique mél. 3 55 42 3
% massique mél. 4 52 45 3
Tableau 6.4-1 : Granulométries testées
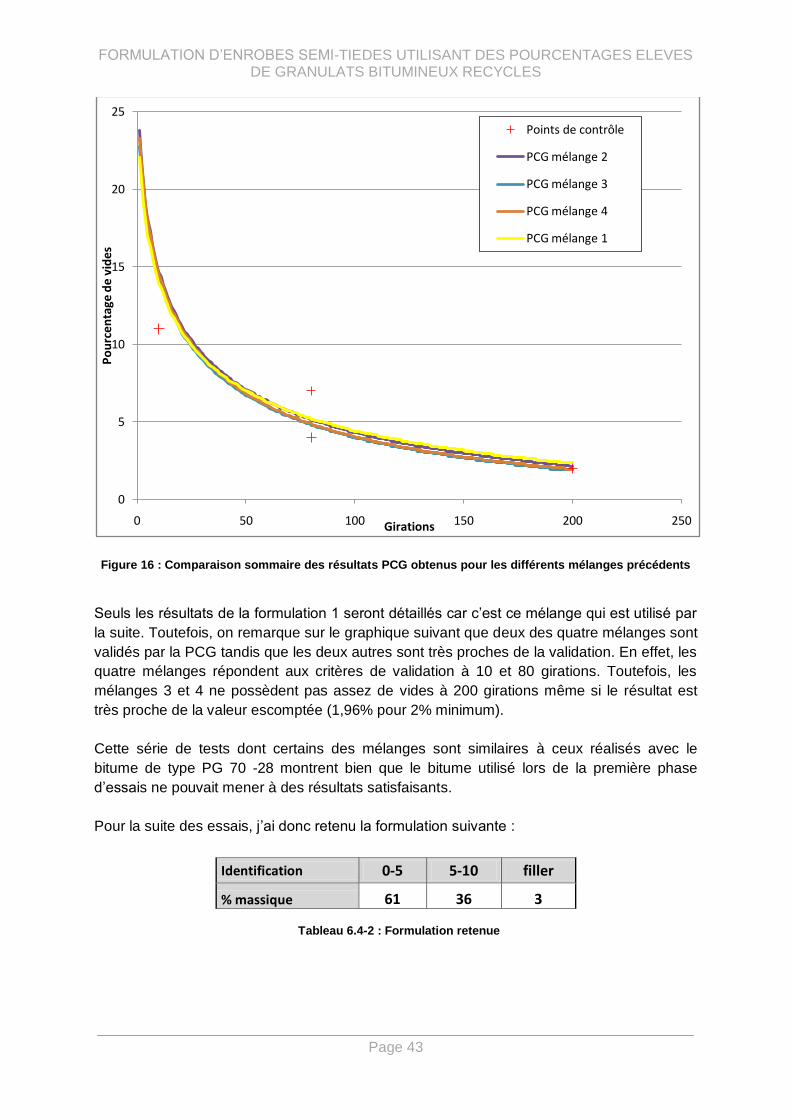
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 43
Figure 16 : Comparaison sommaire des résultats PCG obtenus pour les différents mélanges précédents
Seuls les résultats de la formulation 1 seront détaillés car c‟est ce mélange qui est utilisé par
la suite. Toutefois, on remarque sur le graphique suivant que deux des quatre mélanges sont
validés par la PCG tandis que les deux autres sont très proches de la validation. En effet, les
quatre mélanges répondent aux critères de validation à 10 et 80 girations. Toutefois, les
mélanges 3 et 4 ne possèdent pas assez de vides à 200 girations même si le résultat est
très proche de la valeur escomptée (1,96% pour 2% minimum).
Cette série de tests dont certains des mélanges sont similaires à ceux réalisés avec le
bitume de type PG 70 -28 montrent bien que le bitume utilisé lors de la première phase
d‟essais ne pouvait mener à des résultats satisfaisants.
Pour la suite des essais, j‟ai donc retenu la formulation suivante :
0
5
10
15
20
25
0 50 100 150 200 250
Po
urc
en
tage
de
vid
es
Girations
Points de contrôle
PCG mélange 2
PCG mélange 3
PCG mélange 4
PCG mélange 1
Identification 0-5 5-10 filler
% massique 61 36 3
Tableau 6.4-2 : Formulation retenue
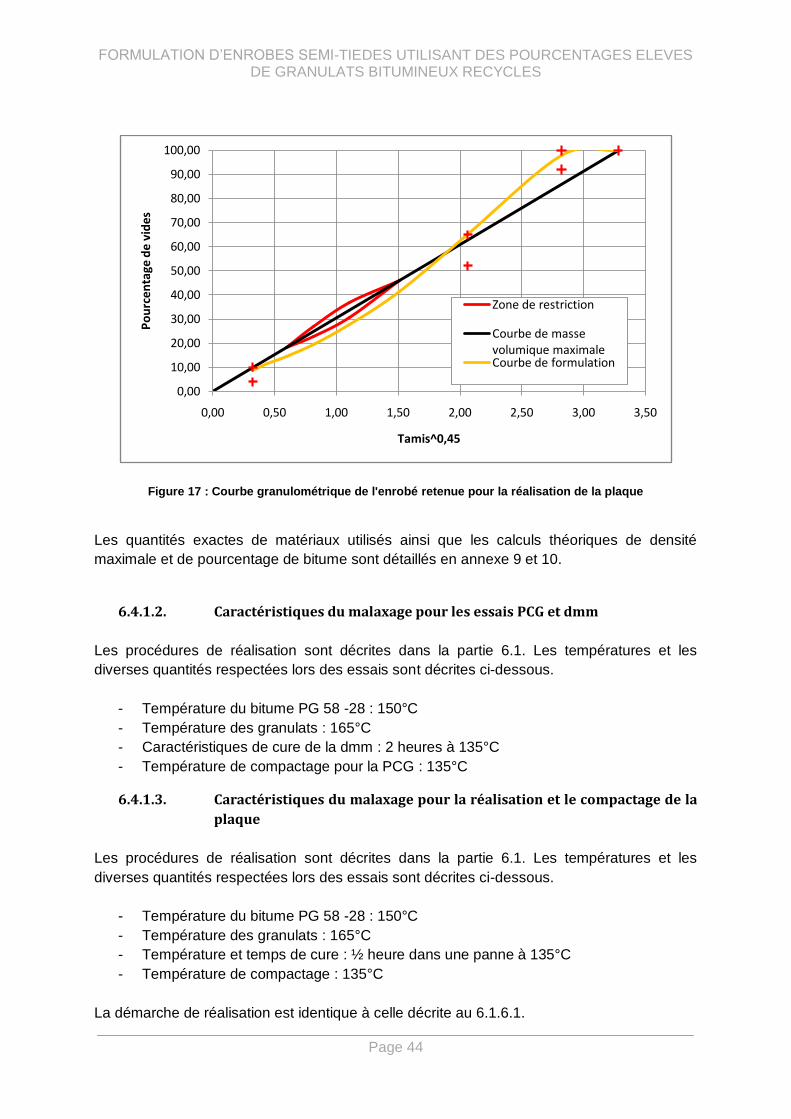
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 44
Figure 17 : Courbe granulométrique de l'enrobé retenue pour la réalisation de la plaque
Les quantités exactes de matériaux utilisés ainsi que les calculs théoriques de densité
maximale et de pourcentage de bitume sont détaillés en annexe 9 et 10.
6.4.1.2. Caractéristiques du malaxage pour les essais PCG et dmm
Les procédures de réalisation sont décrites dans la partie 6.1. Les températures et les
diverses quantités respectées lors des essais sont décrites ci-dessous.
- Température du bitume PG 58 -28 : 150°C
- Température des granulats : 165°C
- Caractéristiques de cure de la dmm : 2 heures à 135°C
- Température de compactage pour la PCG : 135°C
6.4.1.3. Caractéristiques du malaxage pour la réalisation et le compactage de la
plaque
Les procédures de réalisation sont décrites dans la partie 6.1. Les températures et les
diverses quantités respectées lors des essais sont décrites ci-dessous.
- Température du bitume PG 58 -28 : 150°C
- Température des granulats : 165°C
- Température et temps de cure : ½ heure dans une panne à 135°C
- Température de compactage : 135°C
La démarche de réalisation est identique à celle décrite au 6.1.6.1.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
Po
urc
en
tage
de
vid
es
Tamis^0,45
Zone de restriction
Courbe de masse volumique maximaleCourbe de formulation
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 45
On obtient au final une plaque dont les caractéristiques sont les suivantes :
- Masse 28,031 kilogrammes
- Dimensions : 500 mm x 250 mm x 125 mm
On peut ainsi réaliser les essais de module complexe et les essais de retrait thermique avec
cette plaque (Voir annexe 2).
6.4.2. Réalisation des essais pour l’enrobé LEA contenant 30% de
granulats bitumineux recyclés.
6.4.2.1. Introduction
La technique de réalisation ainsi que la présence de granulats bitumineux recyclés modifient
la formulation ainsi que le procédé de réalisation des échantillons d‟enrobé. En effet, le
procédé LEA requiert des températures de compactage ainsi qu‟un phasage d‟ajout des
constituants particulier. D‟autre part, l‟ajout d‟un pourcentage fixé de granulats bitumineux
recyclés va modifier la formulation ainsi que les caractéristiques de bitume et de densité du
mélange granulaire. Ceci venant du fait que les granulats bitumineux recyclés possèdent :
- Leur propre granulométrie4
- Un pourcentage de bitume présent dans les granulats
- Leur propre densité brute
D‟autre part, ces granulats ont une teneur en eau qui devra être maitrisée car le pourcentage
d‟eau présent dans le mélange joue un rôle prépondérant pour le processus LEA fondé sur
le moussage du bitume.
Voici donc les travaux à mettre en œuvre pour réaliser des échantillons dmm et PCG
d‟enrobé LEA contenant 30% de GBR.
6.4.2.2. Caractéristiques granulaires et bitumineuses du mélange
La granulométrie du mélange répond à deux critères. Dans un premier temps, cette dernière
doit répondre aux exigences des points de contrôle définis par la norme pour un ESG 10.
D‟autre part, pour avoir des résultats comparables entre les essais, j‟ai choisi de prendre une
granulométrie qui se rapproche le plus possible de l‟enrobé témoin représenté en pointillés
sur le graphique si dessous. Les pourcentages granulométriques utilisés pour les essais sont
les suivants :
Identification 0-5 5-10 filler RAP
% massique 44 21 5 30
Tableau 6.4-3 : Granulométrie retenue pour l'enrobé LEA+30% de GBR
4 Voir annexe 3
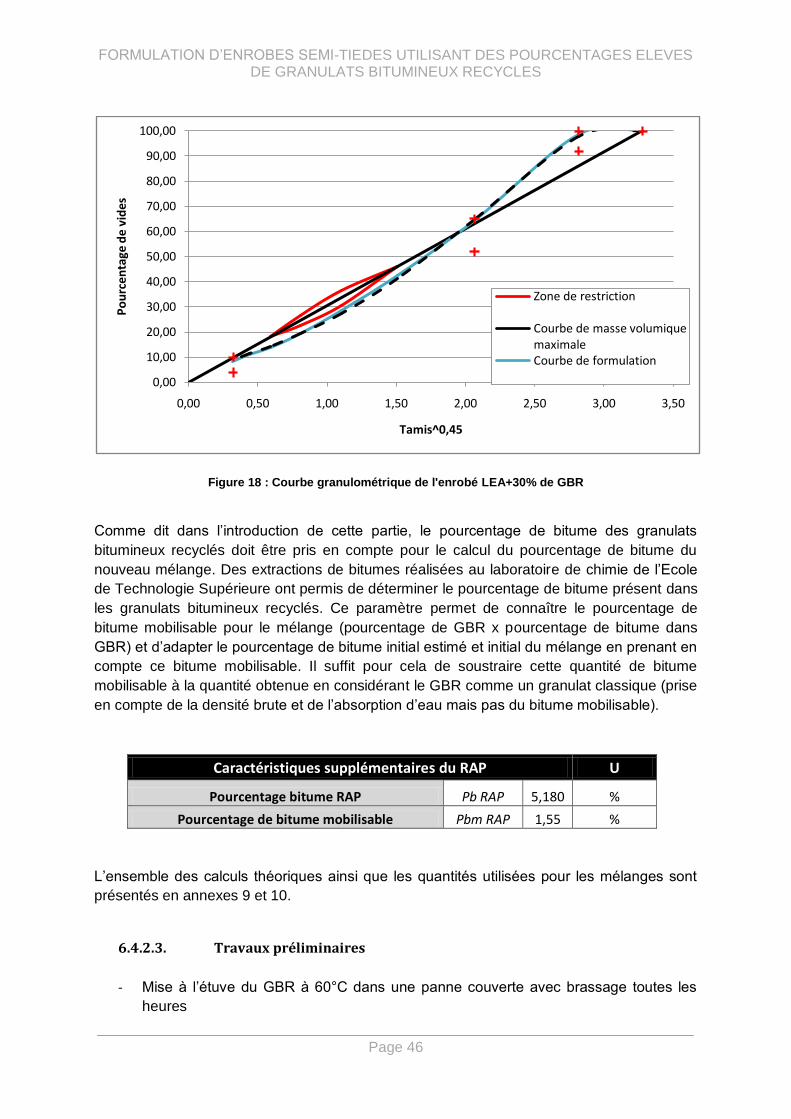
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 46
Figure 18 : Courbe granulométrique de l'enrobé LEA+30% de GBR
Comme dit dans l‟introduction de cette partie, le pourcentage de bitume des granulats
bitumineux recyclés doit être pris en compte pour le calcul du pourcentage de bitume du
nouveau mélange. Des extractions de bitumes réalisées au laboratoire de chimie de l‟Ecole
de Technologie Supérieure ont permis de déterminer le pourcentage de bitume présent dans
les granulats bitumineux recyclés. Ce paramètre permet de connaître le pourcentage de
bitume mobilisable pour le mélange (pourcentage de GBR x pourcentage de bitume dans
GBR) et d‟adapter le pourcentage de bitume initial estimé et initial du mélange en prenant en
compte ce bitume mobilisable. Il suffit pour cela de soustraire cette quantité de bitume
mobilisable à la quantité obtenue en considérant le GBR comme un granulat classique (prise
en compte de la densité brute et de l‟absorption d‟eau mais pas du bitume mobilisable).
Caractéristiques supplémentaires du RAP U
Pourcentage bitume RAP Pb RAP 5,180 %
Pourcentage de bitume mobilisable Pbm RAP 1,55 %
L‟ensemble des calculs théoriques ainsi que les quantités utilisées pour les mélanges sont
présentés en annexes 9 et 10.
6.4.2.3. Travaux préliminaires
- Mise à l‟étuve du GBR à 60°C dans une panne couverte avec brassage toutes les
heures
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
Po
urc
en
tage
de
vid
es
Tamis^0,45
Zone de restriction
Courbe de masse volumique maximaleCourbe de formulation
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 47
- Tamisage des GBR au tamis de 10 mm pour obtenir la granulométrie souhaitée5
- Echantillonnage des autres granulats
- Mise à l‟étuve à 150 +/- 2°C du bitume PG 58 -28
- Mise à l‟étuve à 165°C des granulats autre que GBR
o Environ 4kg pour l‟essai dmm
o Environ 6kg pour l‟essai PCG6
- Mise à l‟étuve à 165°C du bol de malaxage
- Préparation de la quantité d‟eau souhaitée7
La quantité d‟eau nécessaire à la réaction de moussage correspond en général à 3,5 à 6%
de la masse de granulats bitumineux recyclés. Comme je l‟ai expliqué dans la partie contexte
de l‟étude, des expériences ont été réalisées avec des LEA comprenant 15% de GBR et la
quantité d‟eau retenue était de 5%. Je vais donc prendre ce pourcentage en compte pour
avoir un outil de comparaison supplémentaire pour mes essais.
- Granulats GBR à la température de la pièce (environ 23°C)
6.4.2.4. Malaxage pour les essais PCG et dmm
- Sortie du bol de malaxage
- Tare de la balance
- Incorporation des granulats (relevé de température)
- Ajustement de la quantité de bitume (relevé de la température du bitume)
- Malaxage phase 1 :45 secondes
- Ajout du RAP et de l‟eau pendant le malaxage (relevé de la température du
mélange). Pour mieux maitriser le pourcentage d‟eau contenu dans le GBR, ce n‟est
pas du GBR humide qui est ajouté mais du GBR sec et une quantité d‟eau
correspondant à la teneur en eau voulue.
- Malaxage phase 2 : 30secondes
- Récupération des fines8
- Malaxage phase 3 : 30 secondes
- Mise en place dans un contenant chauffé (relevé de la température du mélange)
- Mise en place dans l‟étuve à 80°C pendant 2h (relevé de la température avant
essais)
6.4.2.5. Détail des températures de l’essai
- Température des granulats chauds : 165°C
- Température du bitume : 150°C
- Température du RAP : 22,6°C
- Température de l‟eau : 21,7°C
- Température pendant le malaxage : environ 100°C
- Température après malaxage : entre 70 et 80°C
- Température de mise à l‟étuve : entre 60 et 80°C suivant l‟essai
5 Cette opération est nécessaire pour obtenir la granulométrie escomptée
6 Les quantités exactes seront définies en annexe
7 Voir fichier Excel récapitulatif
8 La récupération des fines est réalisée au moyen d‟une cuillère chauffée et en raclant le fond et les bords du bol de malaxage
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 48
- Température au début de l‟essai PCG : entre 60 et 80°C suivant l‟essai
6.4.2.6. Description des mélanges réalisés
Comme dit précédemment, les mélanges de type LEA comportant des granulats bitumineux
recyclés font intervenir des paramètres supplémentaires étant donné les incertitudes
concernant la réaction de moussage et la quantité de bitume réutilisé réellement mobilisable.
Les températures doivent elles aussi être totalement maîtrisées pour mener à bien la
réaction.
Ainsi, j‟ai du mener plusieurs essais avec différents mélanges pour obtenir un enrobé
correspondant aux critères de la formulation de niveau 1 :
- Mélange avec le pourcentage de bitume découlant de la dmm expérimentale (4,75%
de bitume) et une température de compaction de 70°C
- Mélange avec le pourcentage de bitume découlant de la dmm expérimentale (4,75%
de bitume) et une température de compaction de 60°C
- Mélange avec un pourcentage de bitume découlant de la dmm expérimentale (4,75%
de bitume) et une température de compaction de 80°C
- Mélange avec le pourcentage de bitume inférieur à la dmm expérimentale (4,3% de
bitume) et avec une température de compaction de 80°C
L‟analyse au niveau de la formulation s‟est faite en deux temps. Dans un premier temps,
l‟évolution de la température de compaction a permis de voir l‟évolution du pourcentage de
vides en fonction de la température et de voir la température optimale de compaction
permettant de répondre aux critères de la formulation de niveau 1. Dans un second temps,
l‟évolution du pourcentage de bitume a permis de palier au problème de vides et de
ressuage de bitume.
L‟ensemble des résultats et les observations en découlant sont présentés dans la partie 7.
Résultats. L‟analyse des résultats a permis de retenir le dernier mélange ayant un
pourcentage de 4,3 % et une température de compaction de 80°C pour la réalisation de la
plaque.
6.4.2.7. Malaxage et compactage de la plaque
La procédure de malaxage est identique à celle décrite pour les essais de dmm et PCG.
Opérations préliminaires
- Préchauffage du bitume à température normé
- Préchauffage des granulats :
o 30 kilogrammes de granulats sont chauffés
o Les échantillons respectent les proportions granulaires définies par l‟analyse
granulométrique.
- Préchauffage de la cuve et du bras de malaxage dans l‟étuve pendant ½ heure.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 49
Opérations de malaxage :
- Sortie de la cuve de malaxage, mise en place sur la balance et mise à zéro de cette
dernière.
- Sortie des granulats, introduction dans la cuve et homogénéisation.
- Formation d‟un cratère, remise à zéro de la balance puis introduction de la masse de
bitume avec ajustement si la masse de granulat a évolué après séjour dans l‟étuve.
- Mise en place de la cuve et du bras de malaxage sur le malaxeur
- Malaxage à vitesse 1 jusqu‟à obtention du mélange visuellement enrobé
- Ajout des granulats bitumineux recyclés et de la quantité d‟eau
- Malaxage à vitesse 1 jusqu‟à obtention d‟un mélange visuellement enrobé
- Arrêt puis homogénéisation pour éviter que les fines ne soient pas malaxées
- Malaxage à vitesse 2 durant 30 secondes
- Sortie du bol et vérification de la présence de fines non enrobés
- Si présence de fines, décollement de ces dernières à l‟aide d‟une cuillère puis
malaxage à vitesse 2 jusqu‟à homogénéisation.
- Transvasement dans une panne avec ajustement de la quantité précise pour le
moule de compactage. Cette quantité dépend du moule choisi ainsi que des
caractéristiques de ce dernier. Le détail de cette opération sera décrit dans l‟annexe
1.
- Cure jusqu‟à température de compactage
Observation sur le malaxage:
- Durant l‟opération, une grande quantité de vapeur d‟eau est dégagée, preuve de la
réalisation de la réaction de moussage.
- Contrairement à un enrobé classique, aucune particule bitumineuse ou granulaire ne
reste collé au fond du bol, facilitant le nettoyage à l‟échelle du laboratoire mais aussi
à l‟échelle industrielle dans les camions qui transportent l‟enrobé sur le chantier
Opération de compactage :
L‟opération de compactage peut être résumée de la façon suivante :
- Sortir la panne de l‟étuve et transvaser la quantité exacte d‟enrobé dans le moule fixé
sur le compacteur
- Pilonner l‟enrobé de 50 coups en circulaire de l‟extérieure du moule vers l‟intérieur
- Suivre la procédure de compactage définie par la force de compactage, le nombre de
passage, la position de passage ainsi que la hauteur du vérin situé sous le moule.
Une procédure normée doit être respecté pour le compactage de l‟enrobé ESG 10.
Cette dernière est présente en Annexe 3.
Observation sur le compactage :
Le compactage d‟un enrobé LEA présente certaines particularités :
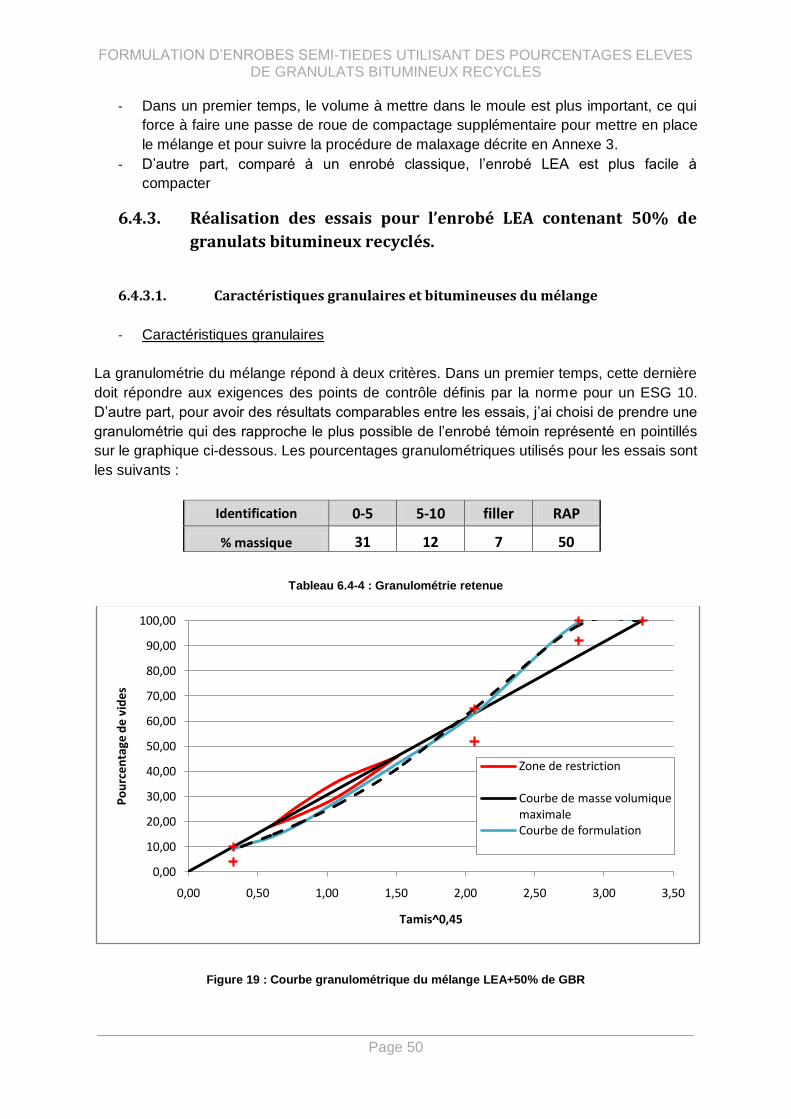
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 50
- Dans un premier temps, le volume à mettre dans le moule est plus important, ce qui
force à faire une passe de roue de compactage supplémentaire pour mettre en place
le mélange et pour suivre la procédure de malaxage décrite en Annexe 3.
- D‟autre part, comparé à un enrobé classique, l‟enrobé LEA est plus facile à
compacter
6.4.3. Réalisation des essais pour l’enrobé LEA contenant 50% de
granulats bitumineux recyclés.
6.4.3.1. Caractéristiques granulaires et bitumineuses du mélange
- Caractéristiques granulaires
La granulométrie du mélange répond à deux critères. Dans un premier temps, cette dernière
doit répondre aux exigences des points de contrôle définis par la norme pour un ESG 10.
D‟autre part, pour avoir des résultats comparables entre les essais, j‟ai choisi de prendre une
granulométrie qui des rapproche le plus possible de l‟enrobé témoin représenté en pointillés
sur le graphique ci-dessous. Les pourcentages granulométriques utilisés pour les essais sont
les suivants :
Identification 0-5 5-10 filler RAP
% massique 31 12 7 50
Tableau 6.4-4 : Granulométrie retenue
Figure 19 : Courbe granulométrique du mélange LEA+50% de GBR
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
Po
urc
en
tage
de
vid
es
Tamis^0,45
Zone de restriction
Courbe de masse volumique maximaleCourbe de formulation
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 51
Le détail de la granulométrie est défini en Annexe 6
- Caractéristiques bitumineuses :
Caractéristiques supplémentaires du RAP U
Pourcentage bitume RAP Pb RAP 5,18 %
Pourcentage de bitume mobilisable Pbm RAP 2,59 %
6.4.3.2. Malaxage pour les essais de PCG et dmm
- Sortie du bol de malaxage
- Tare de la balance
- Incorporation des granulats (relevé de température)
- Ajustement de la quantité de bitume (relevé de la température du bitume)
- Malaxage phase 1 :45 secondes
- Ajout des GBR (préchauffés pour certains mélanges) et de l‟eau pendant le malaxage
(relevé de la température du mélange). Pour mieux maitriser le pourcentage d‟eau
contenu dans le GBR, ce n‟est pas du GBR humide qui est ajouté mais du GBR sec
et une quantité d‟eau correspondant à la teneur en eau voulue.
- Malaxage phase 2 : 30secondes
- Récupération des fines9
- Malaxage phase 3 : 30 secondes
- Mise en place dans un contenant chauffé (relevé de la température du mélange)
- Mise en place dans l‟étuve à 80°C pendant 2h (relevé de la température avant
essais)
6.4.3.3. Description des mélanges
Voici les différents mélanges utilisés pour obtenir un enrobé correspondant aux critères de la
formulation de niveau 1 :
- Mélange avec le pourcentage de bitume découlant de la dmm théorique (3,2% de
bitume) et une température de compaction de 80°C
- Mélange avec le pourcentage de bitume découlant de la dmm expérimentale (3,75%
de bitume) et avec une température de compaction de 80°C
- Mélange avec le pourcentage de bitume supérieur à celui de la dmm expérimentale
(4,3% de bitume) et une température de compaction de 80°C
- Mélange avec le pourcentage de bitume supérieur à celui de la dmm expérimentale
(4,3% de bitume), une température de compaction de 80°C et des granulats
bitumineux recyclés chauffés à 60°C
- Mélange avec le pourcentage de bitume supérieur à celui de la dmm expérimentale
(4,3% de bitume), une température de compaction de 80°C et des granulats
bitumineux chauffés à 80°C.
9 La récupération des fines est réalisée au moyen d‟une cuillère chauffée et en raclant le fond et les bords du bol de malaxage
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 52
La variation du pourcentage de bitume a permis de répondre au problème de mauvais
enrobage. Le préchauffage des GBR a assuré la totale réaction de vaporisation.
L‟ensemble des résultats et des observations en découlant sont présentés dans la partie 7.
Résultats. L‟analyse des résultats a permis de retenir le dernier mélange ayant un
pourcentage de 4,3 % et une température de compaction de 80°C pour la réalisation de la
plaque.
6.4.3.4. Températures caractéristiques des essais
- Température des granulats chauds : 165°C
- Température du bitume : 150°C
- Température du GBR : de 22°C à 80°C suivant les mélanges
- Température de l‟eau : environ 22,1°C
- Température pendant le malaxage : 98,5°C
- Température de mise à l‟étuve : 80°C
- Température au début de l‟essai PCG : 80°C
6.4.3.5. Malaxage et compactage de la plaque
La procédure de malaxage est identique à celle décrite pour le mélange LEA précédent.
Opérations préliminaires
- Préchauffage du bitume à température normé
- Préchauffage des granulats :
o Préchauffage des granulats vierges à 165°C
o Préchauffage des granulats bitumineux recyclés à 60 et 80°C suivant les
mélanges
o Les échantillons respectent les proportions granulaires définies par l‟analyse
granulométrique.
- Préchauffage de la cuve et du bras de malaxage dans l‟étuve pendant ½ heure.
Opérations de malaxage :
- Sortie de la cuve de malaxage, mise en place sur la balance et mise à zéro de cette
dernière.
- Sortie des granulats, introduction dans la cuve et homogénéisation.
- Formation d‟un cratère, remise à zéro de la balance puis introduction de la masse de
bitume avec ajustement si la masse de granulat a évolué après séjour dans l‟étuve.
- Mise en place de la cuve et du bras de malaxage sur le malaxeur
- Malaxage à vitesse 1 jusqu‟à obtention du mélange visuellement enrobé
- Ajout des granulats bitumineux recyclés et de la quantité d‟eau.
- Arrêt puis homogénéisation pour éviter que les fines ne soient pas malaxées
- Malaxage à vitesse 1 jusqu‟à obtention d‟un mélange visuellement enrobé
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 53
- Malaxage à vitesse 2 durant 30 secondes
- Sortie du bol et vérification de la présence de fines non enrobés
- Si présence de fines, décollement de ces dernières à l‟aide d‟une cuillère puis
malaxage à vitesse 2 jusqu‟à homogénéisation.
- Transvasement dans une panne avec ajustement de la quantité précise pour le
moule de compactage. Cette quantité dépend du moule choisi ainsi que des
caractéristiques de ce dernier. Le détail de cette opération sera décrit dans l‟annexe
1.
- Cure jusqu‟à température de compactage
Observation sur le malaxage:
- Pour les mélanges n‟ayant pas de granulats bitumineux recyclés préchauffés, la
réaction entre l‟eau et le bitume n‟est que partielle et il reste de l‟eau après
compactage à l‟essai PCG.
- Pour ces mêmes mélanges, le malaxage laisse beaucoup de particules au fond du
bol de malaxage.
- Il est nécessaire de chauffer les granulats bitumineux recyclés à 80°C pour observer
un phénomène et un rendu similaire au LEA contenant 30% de GBR.
Opération de compactage :
L‟opération de compactage peut être résumée de la façon suivante :
- Sortir la panne de l‟étuve et transvaser la quantité exacte d‟enrobé dans le moule fixé
sur le compacteur
- Pilonner l‟enrobé de 50 coups en circulaire de l‟extérieure de moule vers l‟intérieur
- Suivre la procédure de compactage définie par la force de compactage, le nombre de
passage, la position de passage ainsi que la hauteur du vérin situé sous le moule.
Une procédure normée doit être respecté pour le compactage de l‟enrobé ESG 10.
Cette dernière est présente en Annexe 3.
Observation sur le compactage :
Les observations sont les même que pour les enrobés LEA contenant 30% de granulats
bitumineux recyclés.
6.4.4. Réalisation des essais pour l’enrobé LEA contenant 70% de
granulats bitumineux recyclés.
6.4.4.1. Caractéristiques granulaires et bitumineuses du mélange
- Caractéristiques granulaires
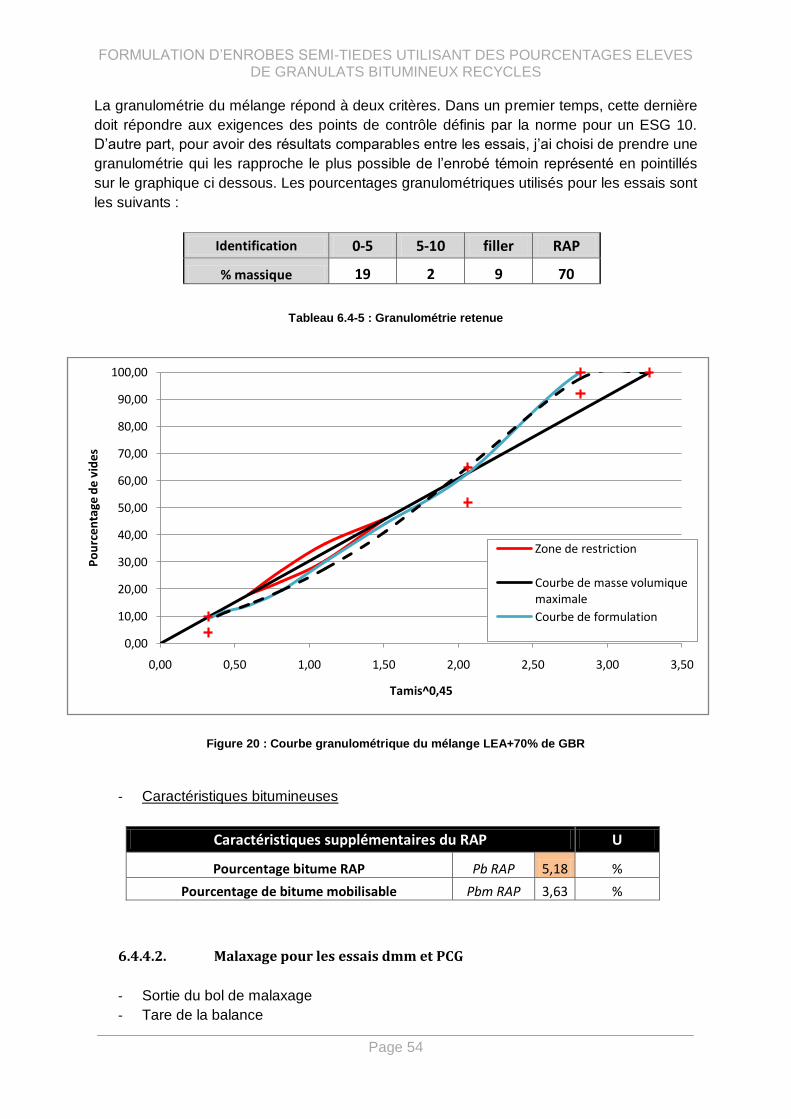
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 54
La granulométrie du mélange répond à deux critères. Dans un premier temps, cette dernière
doit répondre aux exigences des points de contrôle définis par la norme pour un ESG 10.
D‟autre part, pour avoir des résultats comparables entre les essais, j‟ai choisi de prendre une
granulométrie qui les rapproche le plus possible de l‟enrobé témoin représenté en pointillés
sur le graphique ci dessous. Les pourcentages granulométriques utilisés pour les essais sont
les suivants :
Identification 0-5 5-10 filler RAP
% massique 19 2 9 70
Tableau 6.4-5 : Granulométrie retenue
Figure 20 : Courbe granulométrique du mélange LEA+70% de GBR
- Caractéristiques bitumineuses
Caractéristiques supplémentaires du RAP U
Pourcentage bitume RAP Pb RAP 5,18 %
Pourcentage de bitume mobilisable Pbm RAP 3,63 %
6.4.4.2. Malaxage pour les essais dmm et PCG
- Sortie du bol de malaxage
- Tare de la balance
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
Po
urc
en
tage
de
vid
es
Tamis^0,45
Zone de restriction
Courbe de masse volumique maximale
Courbe de formulation
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 55
- Incorporation des granulats (relevé de température)
- Ajustement de la quantité de bitume (relevé de la température du bitume)
- Malaxage phase 1 :45 secondes
- Ajout des GBR (préchauffés pour certains mélanges) et de l‟eau pendant le malaxage
(relevé de la température du mélange). Pour mieux maitriser le pourcentage d‟eau
contenu dans le GBR, ce n‟est pas du GBR humide qui est ajouté mais du GBR sec
et une quantité d‟eau correspondant à la teneur en eau voulue.
- Malaxage phase 2 : 30secondes
- Récupération des fines10
- Malaxage phase 3 : 30 secondes
- Mise en place dans un contenant chauffé (relevé de la température du mélange)
- Mise en place dans l‟étuve à 60°C pendant 2h (relevé de la température avant
essais)
6.4.4.3. Températures caractéristiques des essais
- Température des granulats chauds : 165°C
- Température du bitume : 150°C
- Température du RAP : de 22,6°C à 80°C suivant les mélanges
- Température de l‟eau : environ 22°C
- Température après malaxage : environ 85°C
- Température de mise à l‟étuve : 60°C
- Température au début de l‟essai PCG : 60°C
6.4.4.4. Description des mélanges réalisés
Voici les différents mélanges pour obtenir un enrobé correspondant aux critères de la
formulation de niveau 1 :
- Mélange avec le pourcentage de bitume découlant de la dmm théorique (2,78% de
bitume) et température de compaction de 60°C
- Mélange avec le pourcentage de bitume découlant de la dmm expérimentale (3,2%
de bitume) et avec une température de compaction de 60°C
- Mélange avec le pourcentage de bitume supérieur à la dmm expérimentale (4,3% de
bitume), une température de compaction de 60°C
- Mélange avec le pourcentage de bitume supérieur à la dmm expérimentale (4,3% de
bitume), une température de compaction de 60°C et des granulats bitumineux
recyclés chauffés à 80°C.
La variation du pourcentage de bitume avait pour but de répondre au problème de mauvais
enrobage.
La mise à l‟étuve des granulats bitumineux recyclés à 80°C avait pour but de répondre au
problème de mauvaise réaction entre le bitume et l‟eau.
10
La récupération des fines est réalisée au moyen d‟une cuillère chauffée et en raclant le fond et les bords du bol de malaxage
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 56
6.4.4.5. Malaxage et compactage de la plaque
Les procédures de malaxage et de compactage sont identiques à celles décrites pour les
mélanges LEA précédents.
Observation sur le malaxage:
- Pour les mélanges dont les granulats bitumineux ne sont pas chauffés, l‟enrobage
ainsi que la réaction de moussage n‟est que partielle.
- L‟enrobage est total pour l‟enrobé contenant les GBR à 80°C. Cependant, la réaction
entre l‟eau et le bitume n‟est pas non plus totale à la fin du malaxage.
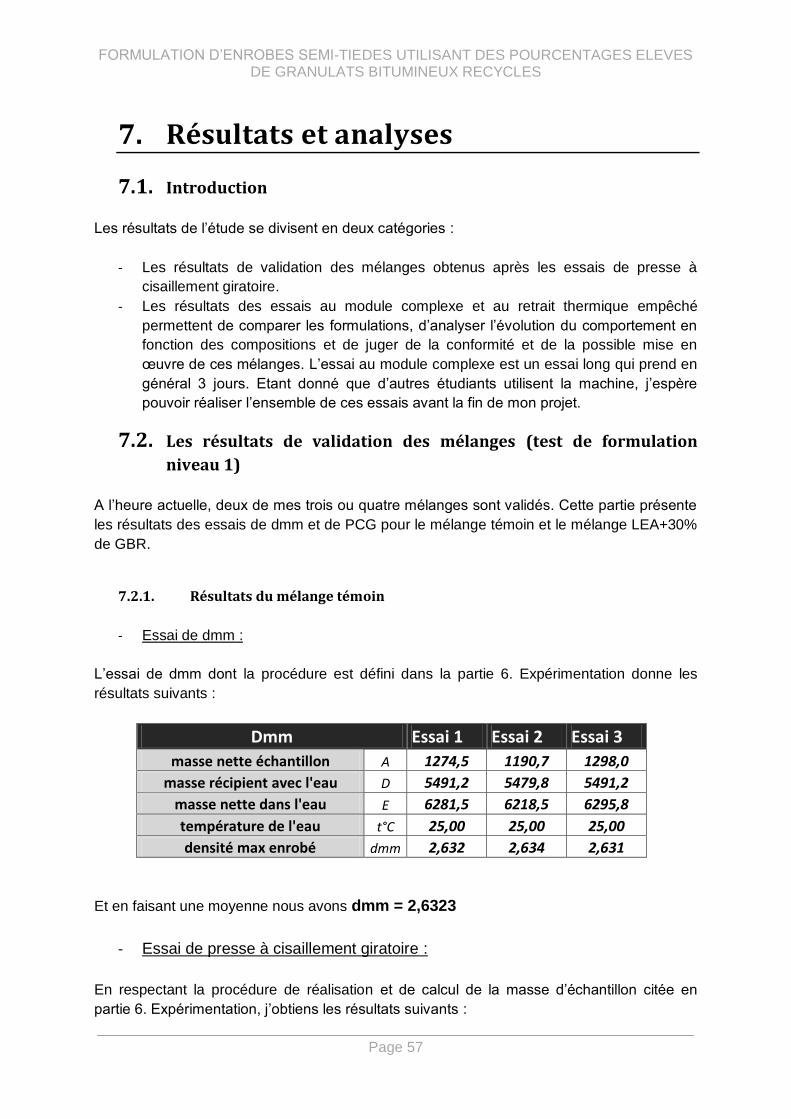
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 57
7. Résultats et analyses
7.1. Introduction
Les résultats de l‟étude se divisent en deux catégories :
- Les résultats de validation des mélanges obtenus après les essais de presse à
cisaillement giratoire.
- Les résultats des essais au module complexe et au retrait thermique empêché
permettent de comparer les formulations, d‟analyser l‟évolution du comportement en
fonction des compositions et de juger de la conformité et de la possible mise en
œuvre de ces mélanges. L‟essai au module complexe est un essai long qui prend en
général 3 jours. Etant donné que d‟autres étudiants utilisent la machine, j‟espère
pouvoir réaliser l‟ensemble de ces essais avant la fin de mon projet.
7.2. Les résultats de validation des mélanges (test de formulation
niveau 1)
A l‟heure actuelle, deux de mes trois ou quatre mélanges sont validés. Cette partie présente
les résultats des essais de dmm et de PCG pour le mélange témoin et le mélange LEA+30%
de GBR.
7.2.1. Résultats du mélange témoin
- Essai de dmm :
L‟essai de dmm dont la procédure est défini dans la partie 6. Expérimentation donne les
résultats suivants :
Dmm Essai 1 Essai 2 Essai 3
masse nette échantillon A 1274,5 1190,7 1298,0
masse récipient avec l'eau D 5491,2 5479,8 5491,2
masse nette dans l'eau E 6281,5 6218,5 6295,8
température de l'eau t°C 25,00 25,00 25,00
densité max enrobé dmm 2,632 2,634 2,631
Et en faisant une moyenne nous avons dmm = 2,6323
- Essai de presse à cisaillement giratoire :
En respectant la procédure de réalisation et de calcul de la masse d‟échantillon citée en
partie 6. Expérimentation, j‟obtiens les résultats suivants :
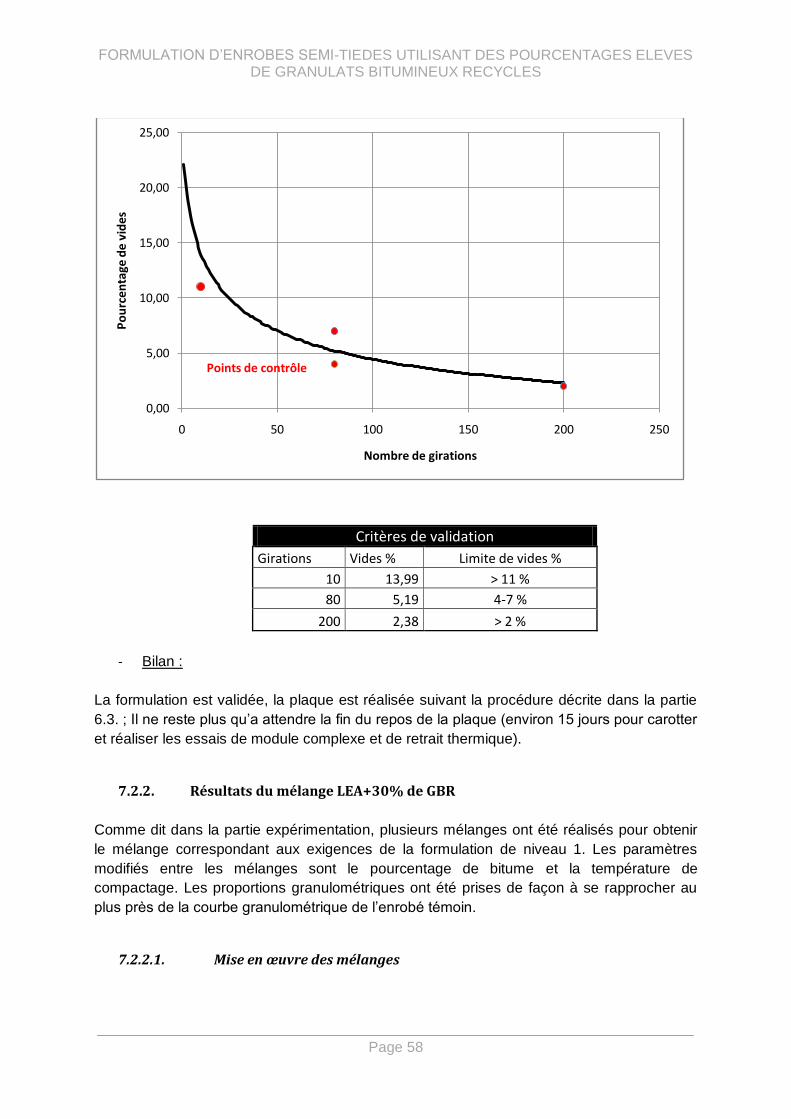
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 58
Critères de validation
Girations Vides % Limite de vides %
10 13,99 > 11 %
80 5,19 4-7 %
200 2,38 > 2 %
- Bilan :
La formulation est validée, la plaque est réalisée suivant la procédure décrite dans la partie
6.3. ; Il ne reste plus qu‟a attendre la fin du repos de la plaque (environ 15 jours pour carotter
et réaliser les essais de module complexe et de retrait thermique).
7.2.2. Résultats du mélange LEA+30% de GBR
Comme dit dans la partie expérimentation, plusieurs mélanges ont été réalisés pour obtenir
le mélange correspondant aux exigences de la formulation de niveau 1. Les paramètres
modifiés entre les mélanges sont le pourcentage de bitume et la température de
compactage. Les proportions granulométriques ont été prises de façon à se rapprocher au
plus près de la courbe granulométrique de l‟enrobé témoin.
7.2.2.1. Mise en œuvre des mélanges
Points de contrôle
0,00
5,00
10,00
15,00
20,00
25,00
0 50 100 150 200 250
Po
urc
en
tage
de
vid
es
Nombre de girations
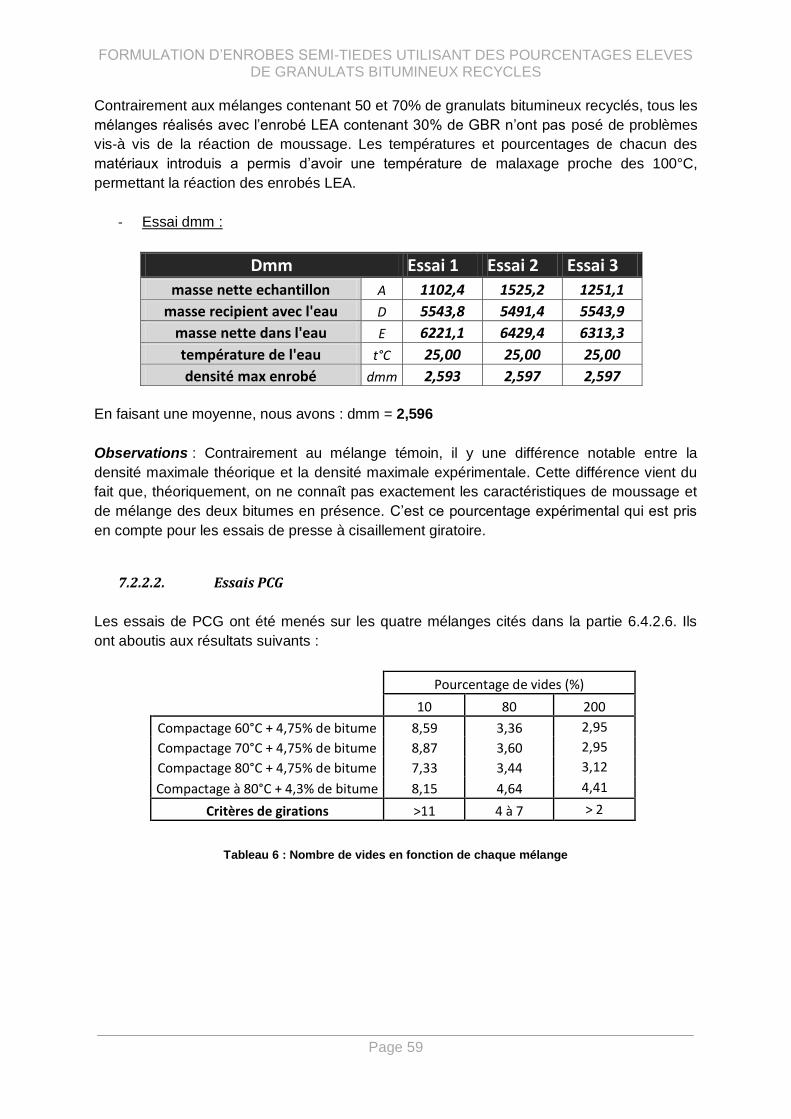
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 59
Contrairement aux mélanges contenant 50 et 70% de granulats bitumineux recyclés, tous les
mélanges réalisés avec l‟enrobé LEA contenant 30% de GBR n‟ont pas posé de problèmes
vis-à vis de la réaction de moussage. Les températures et pourcentages de chacun des
matériaux introduis a permis d‟avoir une température de malaxage proche des 100°C,
permettant la réaction des enrobés LEA.
- Essai dmm :
Dmm Essai 1 Essai 2 Essai 3
masse nette echantillon A 1102,4 1525,2 1251,1
masse recipient avec l'eau D 5543,8 5491,4 5543,9
masse nette dans l'eau E 6221,1 6429,4 6313,3
température de l'eau t°C 25,00 25,00 25,00
densité max enrobé dmm 2,593 2,597 2,597
En faisant une moyenne, nous avons : dmm = 2,596
Observations : Contrairement au mélange témoin, il y une différence notable entre la
densité maximale théorique et la densité maximale expérimentale. Cette différence vient du
fait que, théoriquement, on ne connaît pas exactement les caractéristiques de moussage et
de mélange des deux bitumes en présence. C‟est ce pourcentage expérimental qui est pris
en compte pour les essais de presse à cisaillement giratoire.
7.2.2.2. Essais PCG
Les essais de PCG ont été menés sur les quatre mélanges cités dans la partie 6.4.2.6. Ils
ont aboutis aux résultats suivants :
Pourcentage de vides (%)
10 80 200
Compactage 60°C + 4,75% de bitume 8,59 3,36 2,95
Compactage 70°C + 4,75% de bitume 8,87 3,60 2,95
Compactage 80°C + 4,75% de bitume 7,33 3,44 3,12
Compactage à 80°C + 4,3% de bitume 8,15 4,64 4,41
Critères de girations >11 4 à 7 > 2
Tableau 6 : Nombre de vides en fonction de chaque mélange
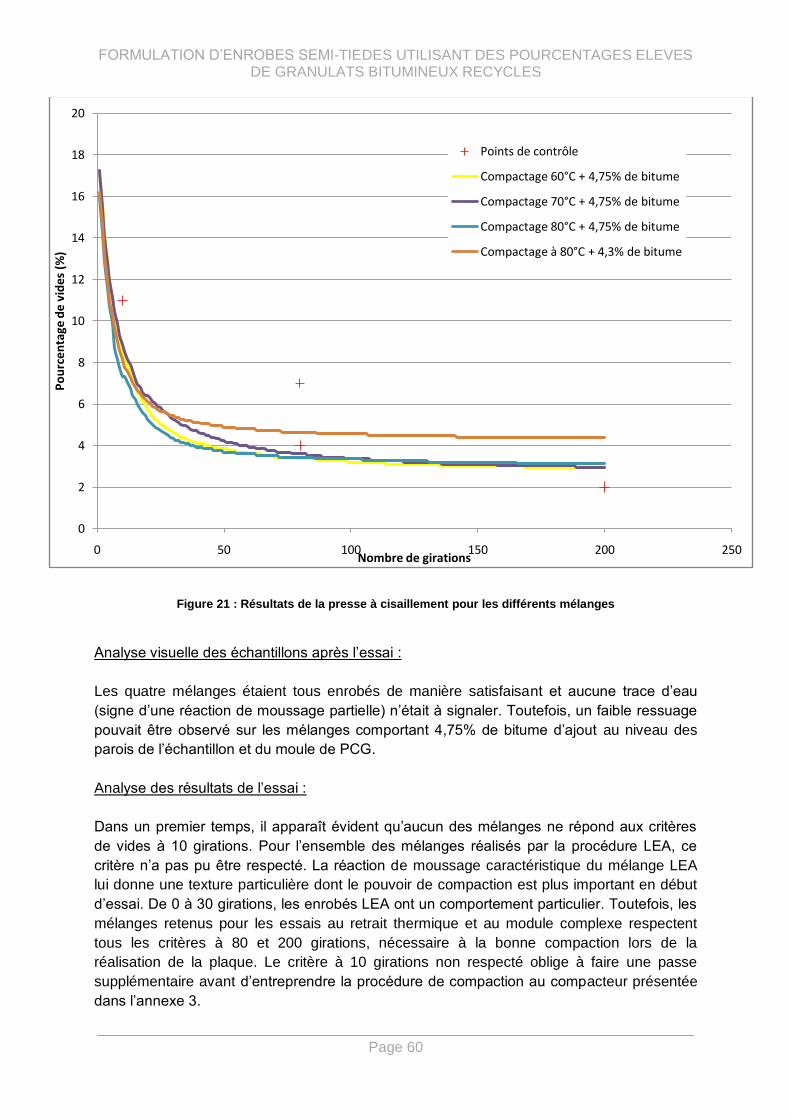
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 60
Figure 21 : Résultats de la presse à cisaillement pour les différents mélanges
Analyse visuelle des échantillons après l‟essai :
Les quatre mélanges étaient tous enrobés de manière satisfaisant et aucune trace d‟eau
(signe d‟une réaction de moussage partielle) n‟était à signaler. Toutefois, un faible ressuage
pouvait être observé sur les mélanges comportant 4,75% de bitume d‟ajout au niveau des
parois de l‟échantillon et du moule de PCG.
Analyse des résultats de l‟essai :
Dans un premier temps, il apparaît évident qu‟aucun des mélanges ne répond aux critères
de vides à 10 girations. Pour l‟ensemble des mélanges réalisés par la procédure LEA, ce
critère n‟a pas pu être respecté. La réaction de moussage caractéristique du mélange LEA
lui donne une texture particulière dont le pouvoir de compaction est plus important en début
d‟essai. De 0 à 30 girations, les enrobés LEA ont un comportement particulier. Toutefois, les
mélanges retenus pour les essais au retrait thermique et au module complexe respectent
tous les critères à 80 et 200 girations, nécessaire à la bonne compaction lors de la
réalisation de la plaque. Le critère à 10 girations non respecté oblige à faire une passe
supplémentaire avant d‟entreprendre la procédure de compaction au compacteur présentée
dans l‟annexe 3.
0
2
4
6
8
10
12
14
16
18
20
0 50 100 150 200 250
Po
urc
en
tage
de
vid
es (
%)
Nombre de girations
Points de contrôle
Compactage 60°C + 4,75% de bitume
Compactage 70°C + 4,75% de bitume
Compactage 80°C + 4,75% de bitume
Compactage à 80°C + 4,3% de bitume
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 61
Le premier mélange réalisé fut l‟échantillon compacté à 80°C et comportant 4,75% de
bitume. Ce mélange possédait des caractéristiques valides à 200 girations et très proches
des critères à 80 girations. Il a donc été décidé de voir l‟influence de la température de
compactage sur ce mélange pour voir si, pour une température de compactage plus faible,
les pourcentages de vides changés et pouvaient respecter les critères de validation de la
presse à cisaillement giratoire pour un mélange ESG10. Toutefois baisser la température de
compactage à 70°C puis 60°C n‟a pas eu une influence significative sur les résultats tant à
80 qu‟à 200 girations avec des différences de pourcentages n‟excédent pas 0,3% et ne
permettant pas de respecter le critère à 80 girations.
Un second axe d‟optimisation fut le pourcentage de bitume. En effet, après l‟essai à la
presse à cisaillement giratoire, les mélanges contenant 4,75% de bitume d‟ajout ressuées
faiblement sur les parois du moule et de l‟échantillon, signe d‟un trop fort pourcentage de
bitume. Or, un pourcentage important de bitume à des répercussions sur le pourcentage de
vide du mélange. Dans ce contexte, un mélange contenant 4,3% de bitume d‟ajout fut
réalisé. En termes de malaxage, de réaction et de températures, aucune différence n‟a été
notée avec les autres mélanges. Cependant, ce mélange répond aux critères de la presse à
cisaillement giratoire et le résultat visuel ne montre pas de signes de ressuage. C‟est donc
ce mélange qui a été retenu pour les essais de retrait thermique et de module complexe.
7.2.2.3. Bilan
Le mélange retenu a donc les caractéristiques suivantes
- Granulométrie :
Identification 0-5 5-10 filler RAP
% massique 44 21 5 30
Tableau 7 : Combiné granulaire du mélange retenu
- Caractéristiques bitumineuses :
Bitume d‟ajout de grade de performance 58 -28 : 4,3% de la masse totale du mélange
- Caractéristiques visuelles :
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 62
Figure 22 : Coupe de l'échantillon de PCG
- Températures du mélange :
o Température des granulats chauds : 165°C
o Température du bitume : 150°C
o Température du RAP : 22,6°C
o Température de l‟eau : 21,7°C
o Température pendant le malaxage : 102,5°C
o Température après malaxage : 80°C
o Température de mise à l‟étuve : 80°C
- Caractéristiques de la presse à cisaillement giratoire :
Pourcentage de vides (%)
10 80 200
Compactage à 80°C + 4,3% de bitume 8,15 4,64 4,41
Critères de girations >11 4 à 7 > 2
Tableau 8 : Caractéristiques de vides du mélange retenu
7.2.3. Enrobé LEA+50% de GBR
Cinq mélanges ont été réalisés pour obtenir le mélange correspondant aux exigences de la
formulation de niveau 1. Les paramètres modifiés entre les mélanges sont le pourcentage de
bitume et la température des granulats bitumineux recyclés, essentiels pour répondre aux
exigences de la presse à cisaillement giratoire mais aussi pour assurer le bon enrobage et la
réaction entre l‟eau et le bitume lors du malaxage. Les proportions granulométriques ont été
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 63
prises de façon à se rapprocher au plus près de la courbe granulométrique de l‟enrobé
témoin.
7.2.3.1. Mise en œuvre des mélanges
- Essai dmm :
En faisant une moyenne, nous avons : dmm = 2,507
Observations : Comme les autres mélanges, il y une différence entre la densité maximale
théorique et la densité maximale expérimentale. Cette différence vient du fait que,
théoriquement, on ne connaît pas exactement les caractéristiques de moussage et de
mélange des deux bitumes en présence. C‟est ce pourcentage expérimental qui est pris en
compte pour les essais de presse à cisaillement giratoire.
7.2.3.2. Essais PCG
Les essais de PCG ont été menés sur les quatre mélanges cités dans la partie 6.4.3.3. Ils
ont aboutis aux résultats suivants :
Pourcentage de vides (%)
10 80 200
Compactage à 80°C+3,2% de bitume 5,04 3,12 2,79
Compactage à 80°C + 3,75% de bitume 5,97 3,52 2,95
Compactage à 80°C + 4,3% de bitume 5,43 3,69 3,36
Compactage à 80°C + 4,3% de bitume + GBR à 60°C 5,35 3,85 3,60
Compactage à 80°C + 4,3% de bitume + GBR à 80°C 5,35 4,01 3,85
Critères de girations >11 4 à 7 > 2
Tableau 9 : Caractéristiques de vides des mélanges testés
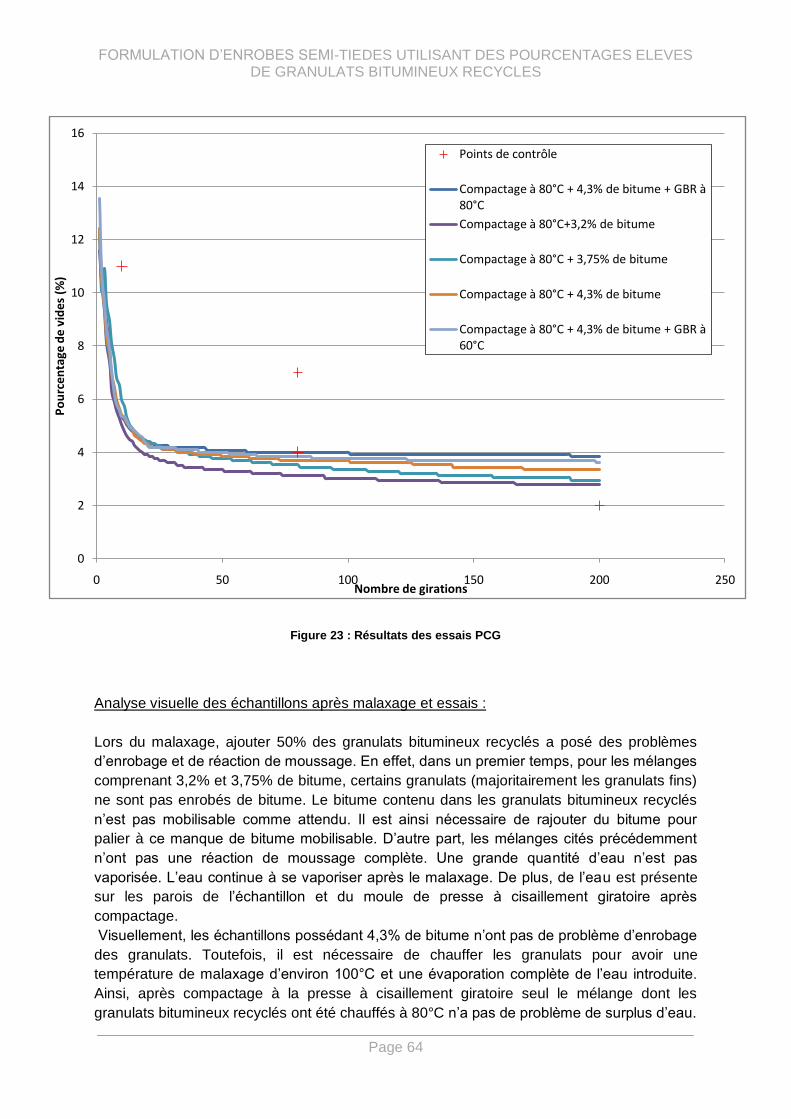
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 64
Figure 23 : Résultats des essais PCG
Analyse visuelle des échantillons après malaxage et essais :
Lors du malaxage, ajouter 50% des granulats bitumineux recyclés a posé des problèmes
d‟enrobage et de réaction de moussage. En effet, dans un premier temps, pour les mélanges
comprenant 3,2% et 3,75% de bitume, certains granulats (majoritairement les granulats fins)
ne sont pas enrobés de bitume. Le bitume contenu dans les granulats bitumineux recyclés
n‟est pas mobilisable comme attendu. Il est ainsi nécessaire de rajouter du bitume pour
palier à ce manque de bitume mobilisable. D‟autre part, les mélanges cités précédemment
n‟ont pas une réaction de moussage complète. Une grande quantité d‟eau n‟est pas
vaporisée. L‟eau continue à se vaporiser après le malaxage. De plus, de l‟eau est présente
sur les parois de l‟échantillon et du moule de presse à cisaillement giratoire après
compactage.
Visuellement, les échantillons possédant 4,3% de bitume n‟ont pas de problème d‟enrobage
des granulats. Toutefois, il est nécessaire de chauffer les granulats pour avoir une
température de malaxage d‟environ 100°C et une évaporation complète de l‟eau introduite.
Ainsi, après compactage à la presse à cisaillement giratoire seul le mélange dont les
granulats bitumineux recyclés ont été chauffés à 80°C n‟a pas de problème de surplus d‟eau.
0
2
4
6
8
10
12
14
16
0 50 100 150 200 250
Po
urc
en
tage
de
vid
es (
%)
Nombre de girations
Points de contrôle
Compactage à 80°C + 4,3% de bitume + GBR à 80°C
Compactage à 80°C+3,2% de bitume
Compactage à 80°C + 3,75% de bitume
Compactage à 80°C + 4,3% de bitume
Compactage à 80°C + 4,3% de bitume + GBR à 60°C
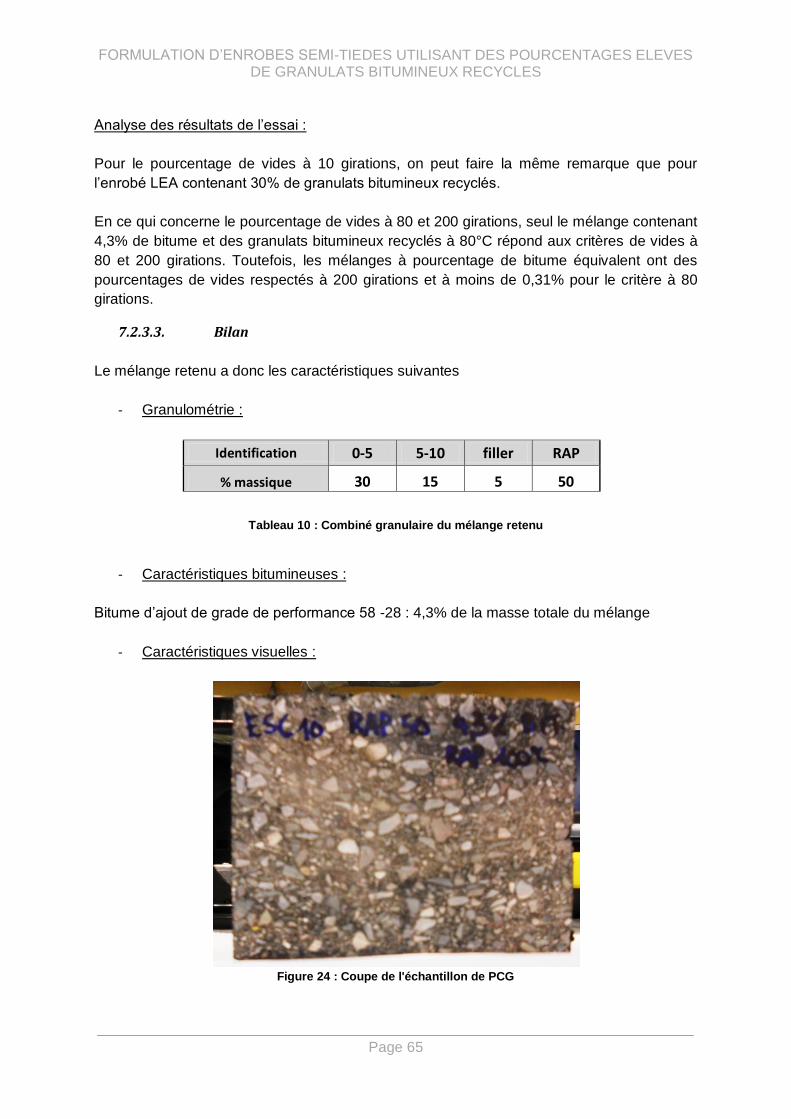
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 65
Analyse des résultats de l‟essai :
Pour le pourcentage de vides à 10 girations, on peut faire la même remarque que pour
l‟enrobé LEA contenant 30% de granulats bitumineux recyclés.
En ce qui concerne le pourcentage de vides à 80 et 200 girations, seul le mélange contenant
4,3% de bitume et des granulats bitumineux recyclés à 80°C répond aux critères de vides à
80 et 200 girations. Toutefois, les mélanges à pourcentage de bitume équivalent ont des
pourcentages de vides respectés à 200 girations et à moins de 0,31% pour le critère à 80
girations.
7.2.3.3. Bilan
Le mélange retenu a donc les caractéristiques suivantes
- Granulométrie :
Identification 0-5 5-10 filler RAP
% massique 30 15 5 50
Tableau 10 : Combiné granulaire du mélange retenu
- Caractéristiques bitumineuses :
Bitume d‟ajout de grade de performance 58 -28 : 4,3% de la masse totale du mélange
- Caractéristiques visuelles :
Figure 24 : Coupe de l'échantillon de PCG
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 66
- Températures du mélange :
o Température des granulats chauds : 165°C
o Température du bitume : 150°C
o Température du GBR : 80°C
o Température de l‟eau : environ 22,1°C
o Température pendant le malaxage : 98,5°C
o Température de mise à l‟étuve : 80°C
o Température au début de l‟essai PCG : 80°C
- Caractéristiques de la presse à cisaillement giratoire :
Pourcentage de vides (%)
10 80 200
Compactage à 80°C + 4,3% de bitume 5,35 4,01 3,85
Critères de girations >11 4 à 7 > 2
Tableau 11 : Caractéristiques de vides du mélange retenu
7.2.4. Enrobé LEA+70% de GBR
La formulation de cet enrobé fut la plus complexe au niveau de la fabrication. En effet, les
opérations de malaxage et de presse à cisaillement giratoire ont donné des résultats non
concluant en termes d‟enrobage et de réaction d‟évaporation et de moussage.
7.2.4.1. Mise en œuvre des mélanges
- Essai dmm :
En faisant une moyenne, nous avons : dmm = 2,490
Observations : Comme les autres mélanges, il y une différence entre la densité maximale
théorique et la densité maximale expérimentale. Cette différence vient du fait que,
théoriquement, on ne connaît pas exactement les caractéristiques de moussage et de
mélange des deux bitumes en présence. C‟est ce pourcentage expérimental qui est pris en
compte pour les essais de presse à cisaillement giratoire.
7.2.4.2. Essais PCG
Les essais de PCG ont été menés sur les quatre mélanges cités dans la partie 6.4.4.4. Ils
ont aboutis aux résultats suivants :
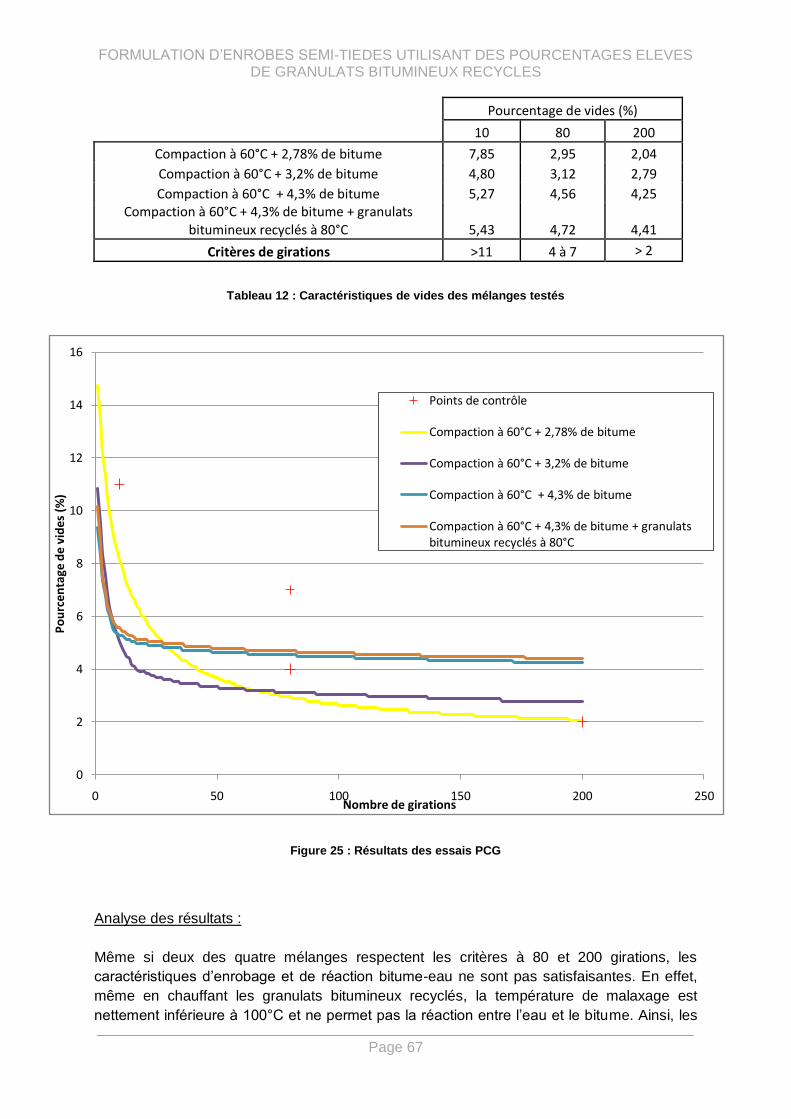
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 67
Pourcentage de vides (%)
10 80 200
Compaction à 60°C + 2,78% de bitume 7,85 2,95 2,04
Compaction à 60°C + 3,2% de bitume 4,80 3,12 2,79
Compaction à 60°C + 4,3% de bitume 5,27 4,56 4,25 Compaction à 60°C + 4,3% de bitume + granulats
bitumineux recyclés à 80°C 5,43 4,72 4,41
Critères de girations >11 4 à 7 > 2
Tableau 12 : Caractéristiques de vides des mélanges testés
Figure 25 : Résultats des essais PCG
Analyse des résultats :
Même si deux des quatre mélanges respectent les critères à 80 et 200 girations, les
caractéristiques d‟enrobage et de réaction bitume-eau ne sont pas satisfaisantes. En effet,
même en chauffant les granulats bitumineux recyclés, la température de malaxage est
nettement inférieure à 100°C et ne permet pas la réaction entre l‟eau et le bitume. Ainsi, les
0
2
4
6
8
10
12
14
16
0 50 100 150 200 250
Po
urc
en
tage
de
vid
es (
%)
Nombre de girations
Points de contrôle
Compaction à 60°C + 2,78% de bitume
Compaction à 60°C + 3,2% de bitume
Compaction à 60°C + 4,3% de bitume
Compaction à 60°C + 4,3% de bitume + granulats bitumineux recyclés à 80°C
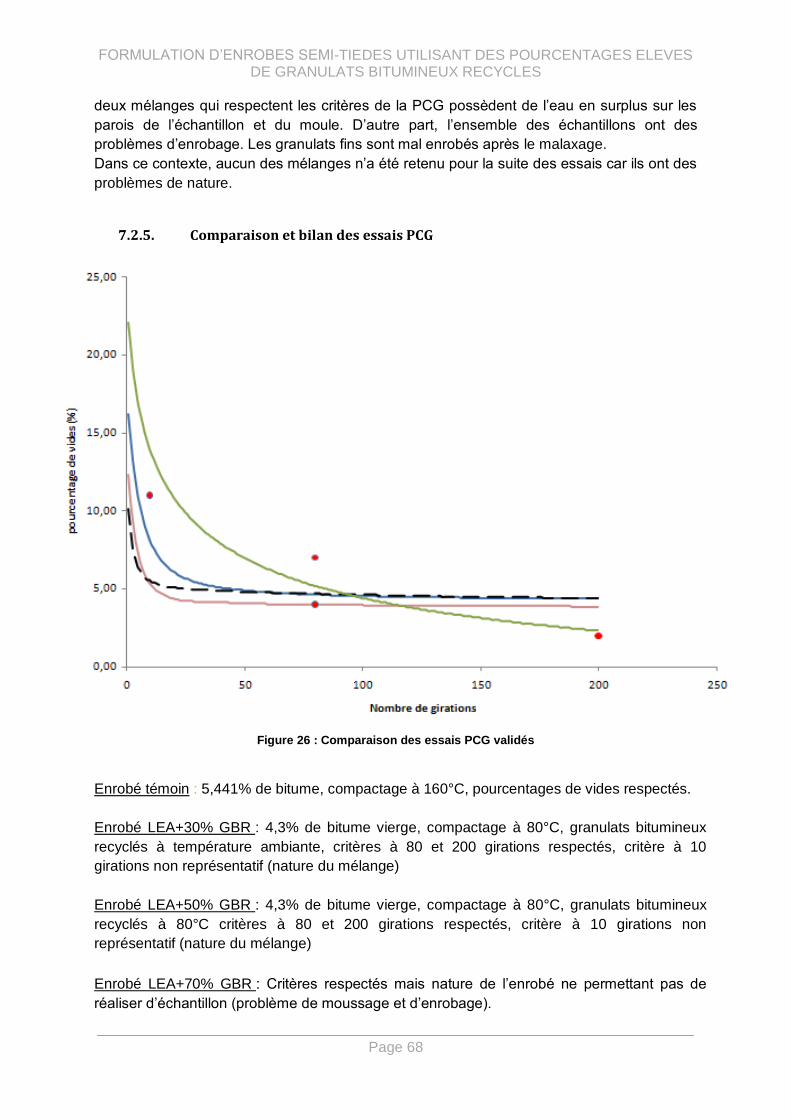
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 68
deux mélanges qui respectent les critères de la PCG possèdent de l‟eau en surplus sur les
parois de l‟échantillon et du moule. D‟autre part, l‟ensemble des échantillons ont des
problèmes d‟enrobage. Les granulats fins sont mal enrobés après le malaxage.
Dans ce contexte, aucun des mélanges n‟a été retenu pour la suite des essais car ils ont des
problèmes de nature.
7.2.5. Comparaison et bilan des essais PCG
Figure 26 : Comparaison des essais PCG validés
Enrobé témoin : 5,441% de bitume, compactage à 160°C, pourcentages de vides respectés.
Enrobé LEA+30% GBR : 4,3% de bitume vierge, compactage à 80°C, granulats bitumineux
recyclés à température ambiante, critères à 80 et 200 girations respectés, critère à 10
girations non représentatif (nature du mélange)
Enrobé LEA+50% GBR : 4,3% de bitume vierge, compactage à 80°C, granulats bitumineux
recyclés à 80°C critères à 80 et 200 girations respectés, critère à 10 girations non
représentatif (nature du mélange)
Enrobé LEA+70% GBR : Critères respectés mais nature de l‟enrobé ne permettant pas de
réaliser d‟échantillon (problème de moussage et d‟enrobage).
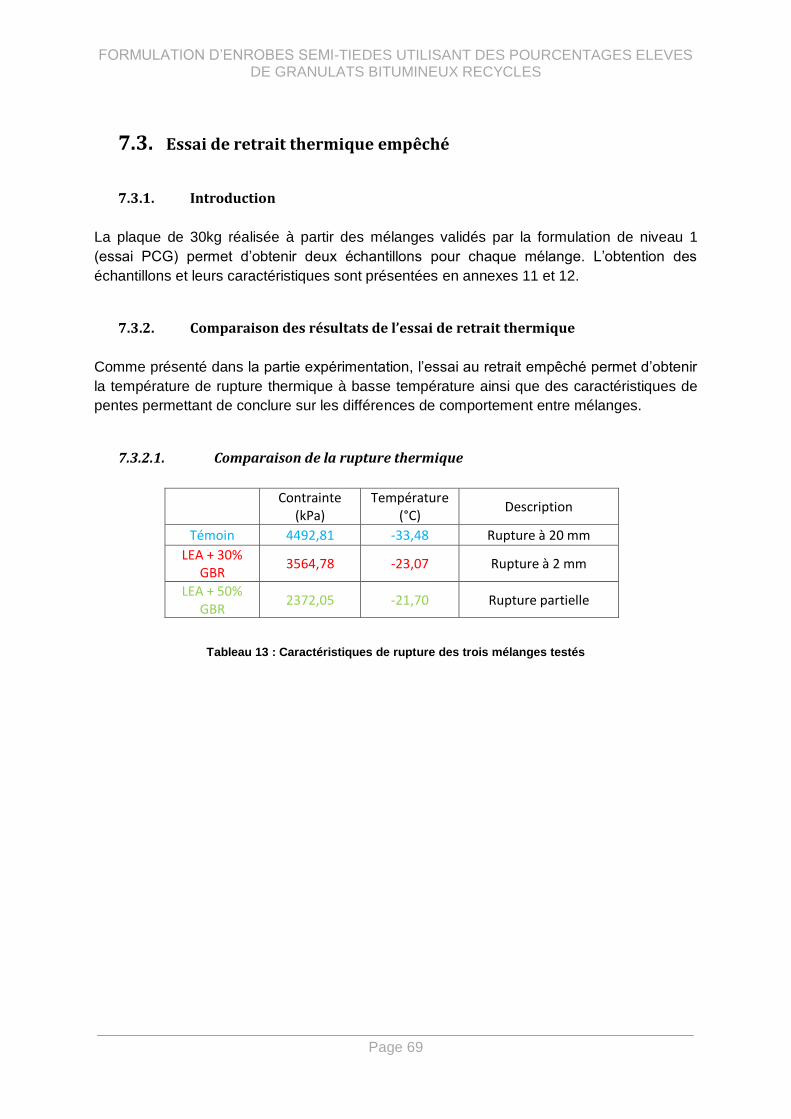
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 69
7.3. Essai de retrait thermique empêché
7.3.1. Introduction
La plaque de 30kg réalisée à partir des mélanges validés par la formulation de niveau 1
(essai PCG) permet d‟obtenir deux échantillons pour chaque mélange. L‟obtention des
échantillons et leurs caractéristiques sont présentées en annexes 11 et 12.
7.3.2. Comparaison des résultats de l’essai de retrait thermique
Comme présenté dans la partie expérimentation, l‟essai au retrait empêché permet d‟obtenir
la température de rupture thermique à basse température ainsi que des caractéristiques de
pentes permettant de conclure sur les différences de comportement entre mélanges.
7.3.2.1. Comparaison de la rupture thermique
Contrainte
(kPa) Température
(°C) Description
Témoin 4492,81 -33,48 Rupture à 20 mm
LEA + 30% GBR
3564,78 -23,07 Rupture à 2 mm
LEA + 50% GBR
2372,05 -21,70 Rupture partielle
Tableau 13 : Caractéristiques de rupture des trois mélanges testés
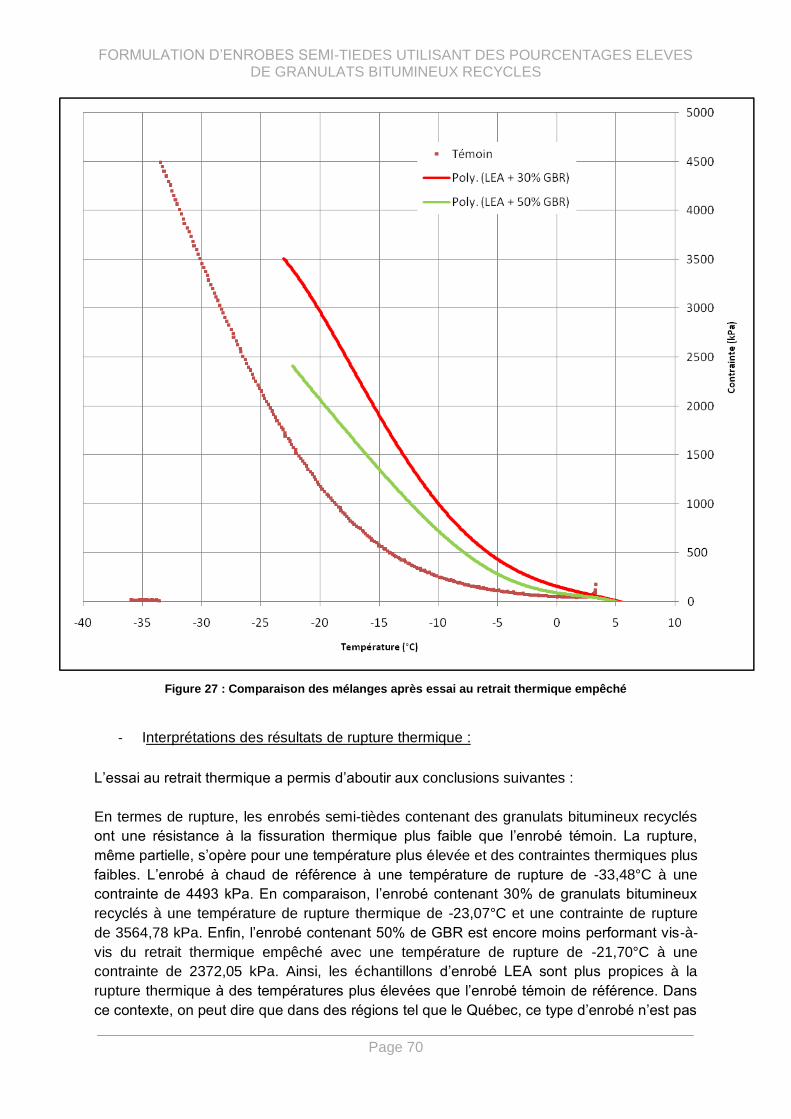
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 70
Figure 27 : Comparaison des mélanges après essai au retrait thermique empêché
- Interprétations des résultats de rupture thermique :
L‟essai au retrait thermique a permis d‟aboutir aux conclusions suivantes :
En termes de rupture, les enrobés semi-tièdes contenant des granulats bitumineux recyclés
ont une résistance à la fissuration thermique plus faible que l‟enrobé témoin. La rupture,
même partielle, s‟opère pour une température plus élevée et des contraintes thermiques plus
faibles. L‟enrobé à chaud de référence à une température de rupture de -33,48°C à une
contrainte de 4493 kPa. En comparaison, l‟enrobé contenant 30% de granulats bitumineux
recyclés à une température de rupture thermique de -23,07°C et une contrainte de rupture
de 3564,78 kPa. Enfin, l‟enrobé contenant 50% de GBR est encore moins performant vis-à-
vis du retrait thermique empêché avec une température de rupture de -21,70°C à une
contrainte de 2372,05 kPa. Ainsi, les échantillons d‟enrobé LEA sont plus propices à la
rupture thermique à des températures plus élevées que l‟enrobé témoin de référence. Dans
ce contexte, on peut dire que dans des régions tel que le Québec, ce type d‟enrobé n‟est pas
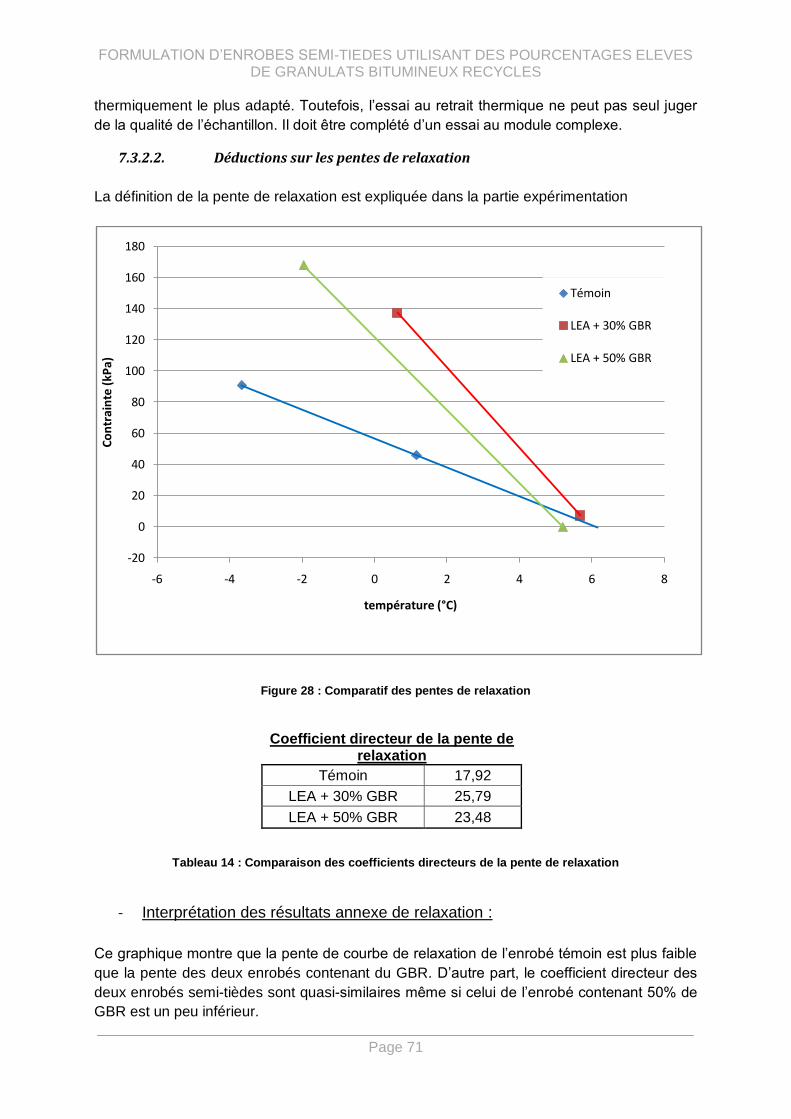
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 71
thermiquement le plus adapté. Toutefois, l‟essai au retrait thermique ne peut pas seul juger
de la qualité de l‟échantillon. Il doit être complété d‟un essai au module complexe.
7.3.2.2. Déductions sur les pentes de relaxation
La définition de la pente de relaxation est expliquée dans la partie expérimentation
Figure 28 : Comparatif des pentes de relaxation
Coefficient directeur de la pente de relaxation
Témoin 17,92
LEA + 30% GBR 25,79
LEA + 50% GBR 23,48
Tableau 14 : Comparaison des coefficients directeurs de la pente de relaxation
- Interprétation des résultats annexe de relaxation :
Ce graphique montre que la pente de courbe de relaxation de l‟enrobé témoin est plus faible
que la pente des deux enrobés contenant du GBR. D‟autre part, le coefficient directeur des
deux enrobés semi-tièdes sont quasi-similaires même si celui de l‟enrobé contenant 50% de
GBR est un peu inférieur.
-20
0
20
40
60
80
100
120
140
160
180
-6 -4 -2 0 2 4 6 8
Co
ntr
ain
te (
kPa)
température (°C)
Témoin
LEA + 30% GBR
LEA + 50% GBR
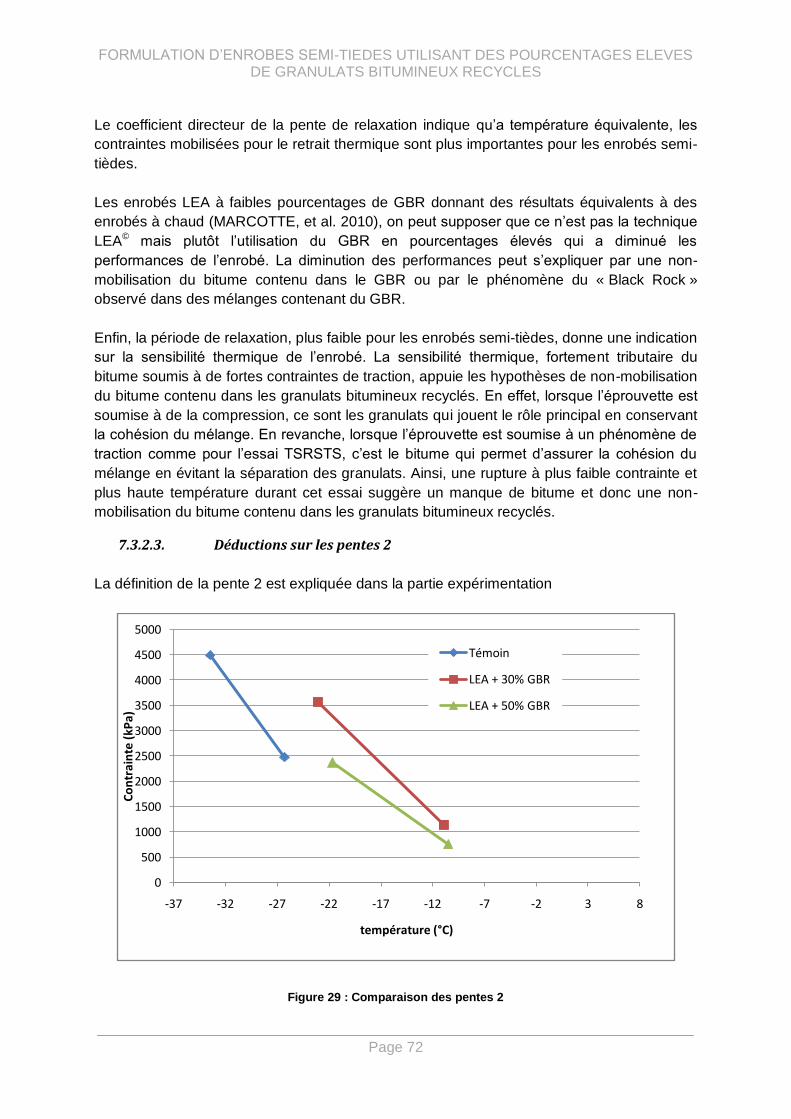
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 72
Le coefficient directeur de la pente de relaxation indique qu‟a température équivalente, les
contraintes mobilisées pour le retrait thermique sont plus importantes pour les enrobés semi-
tièdes.
Les enrobés LEA à faibles pourcentages de GBR donnant des résultats équivalents à des
enrobés à chaud (MARCOTTE, et al. 2010), on peut supposer que ce n‟est pas la technique
LEA© mais plutôt l‟utilisation du GBR en pourcentages élevés qui a diminué les
performances de l‟enrobé. La diminution des performances peut s‟expliquer par une non-
mobilisation du bitume contenu dans le GBR ou par le phénomène du « Black Rock »
observé dans des mélanges contenant du GBR.
Enfin, la période de relaxation, plus faible pour les enrobés semi-tièdes, donne une indication
sur la sensibilité thermique de l‟enrobé. La sensibilité thermique, fortement tributaire du
bitume soumis à de fortes contraintes de traction, appuie les hypothèses de non-mobilisation
du bitume contenu dans les granulats bitumineux recyclés. En effet, lorsque l‟éprouvette est
soumise à de la compression, ce sont les granulats qui jouent le rôle principal en conservant
la cohésion du mélange. En revanche, lorsque l‟éprouvette est soumise à un phénomène de
traction comme pour l‟essai TSRSTS, c‟est le bitume qui permet d‟assurer la cohésion du
mélange en évitant la séparation des granulats. Ainsi, une rupture à plus faible contrainte et
plus haute température durant cet essai suggère un manque de bitume et donc une non-
mobilisation du bitume contenu dans les granulats bitumineux recyclés.
7.3.2.3. Déductions sur les pentes 2
La définition de la pente 2 est expliquée dans la partie expérimentation
Figure 29 : Comparaison des pentes 2
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
-37 -32 -27 -22 -17 -12 -7 -2 3 8
Co
ntr
ain
te (
kPa)
température (°C)
Témoin
LEA + 30% GBR
LEA + 50% GBR
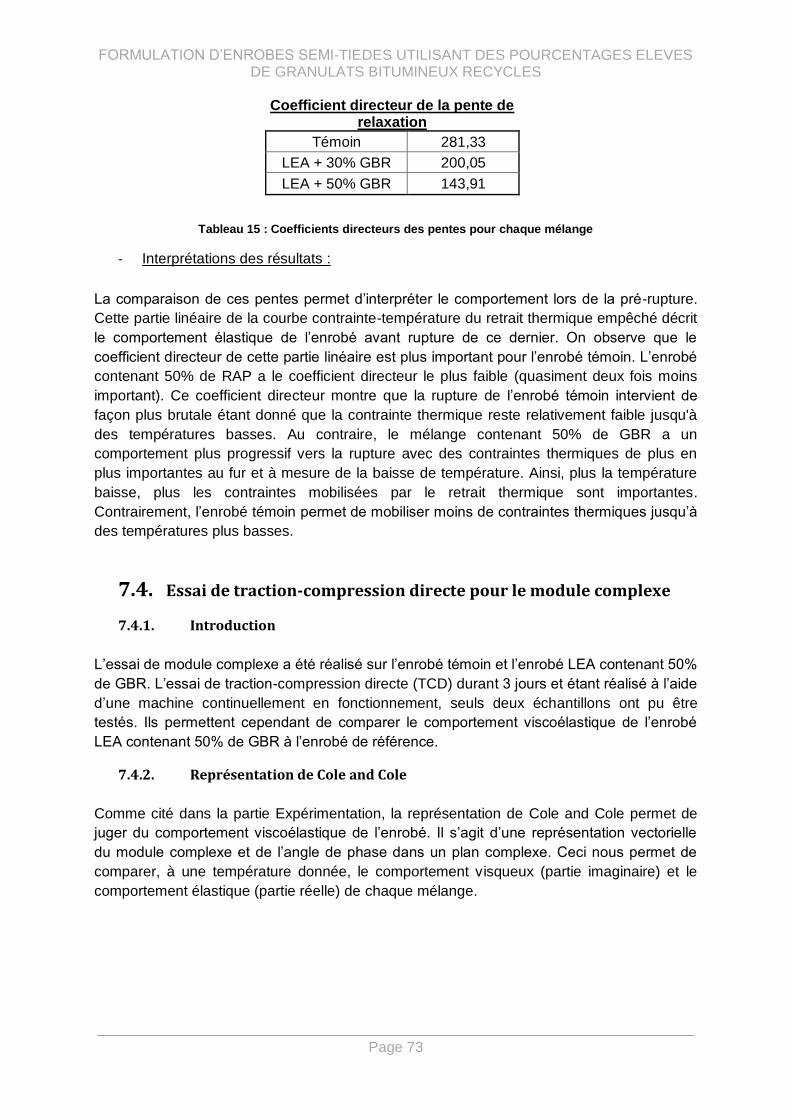
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 73
Coefficient directeur de la pente de relaxation
Témoin 281,33
LEA + 30% GBR 200,05
LEA + 50% GBR 143,91
Tableau 15 : Coefficients directeurs des pentes pour chaque mélange
- Interprétations des résultats :
La comparaison de ces pentes permet d‟interpréter le comportement lors de la pré-rupture.
Cette partie linéaire de la courbe contrainte-température du retrait thermique empêché décrit
le comportement élastique de l‟enrobé avant rupture de ce dernier. On observe que le
coefficient directeur de cette partie linéaire est plus important pour l‟enrobé témoin. L‟enrobé
contenant 50% de RAP a le coefficient directeur le plus faible (quasiment deux fois moins
important). Ce coefficient directeur montre que la rupture de l‟enrobé témoin intervient de
façon plus brutale étant donné que la contrainte thermique reste relativement faible jusqu'à
des températures basses. Au contraire, le mélange contenant 50% de GBR a un
comportement plus progressif vers la rupture avec des contraintes thermiques de plus en
plus importantes au fur et à mesure de la baisse de température. Ainsi, plus la température
baisse, plus les contraintes mobilisées par le retrait thermique sont importantes.
Contrairement, l‟enrobé témoin permet de mobiliser moins de contraintes thermiques jusqu‟à
des températures plus basses.
7.4. Essai de traction-compression directe pour le module complexe
7.4.1. Introduction
L‟essai de module complexe a été réalisé sur l‟enrobé témoin et l‟enrobé LEA contenant 50%
de GBR. L‟essai de traction-compression directe (TCD) durant 3 jours et étant réalisé à l‟aide
d‟une machine continuellement en fonctionnement, seuls deux échantillons ont pu être
testés. Ils permettent cependant de comparer le comportement viscoélastique de l‟enrobé
LEA contenant 50% de GBR à l‟enrobé de référence.
7.4.2. Représentation de Cole and Cole
Comme cité dans la partie Expérimentation, la représentation de Cole and Cole permet de
juger du comportement viscoélastique de l‟enrobé. Il s‟agit d‟une représentation vectorielle
du module complexe et de l‟angle de phase dans un plan complexe. Ceci nous permet de
comparer, à une température donnée, le comportement visqueux (partie imaginaire) et le
comportement élastique (partie réelle) de chaque mélange.
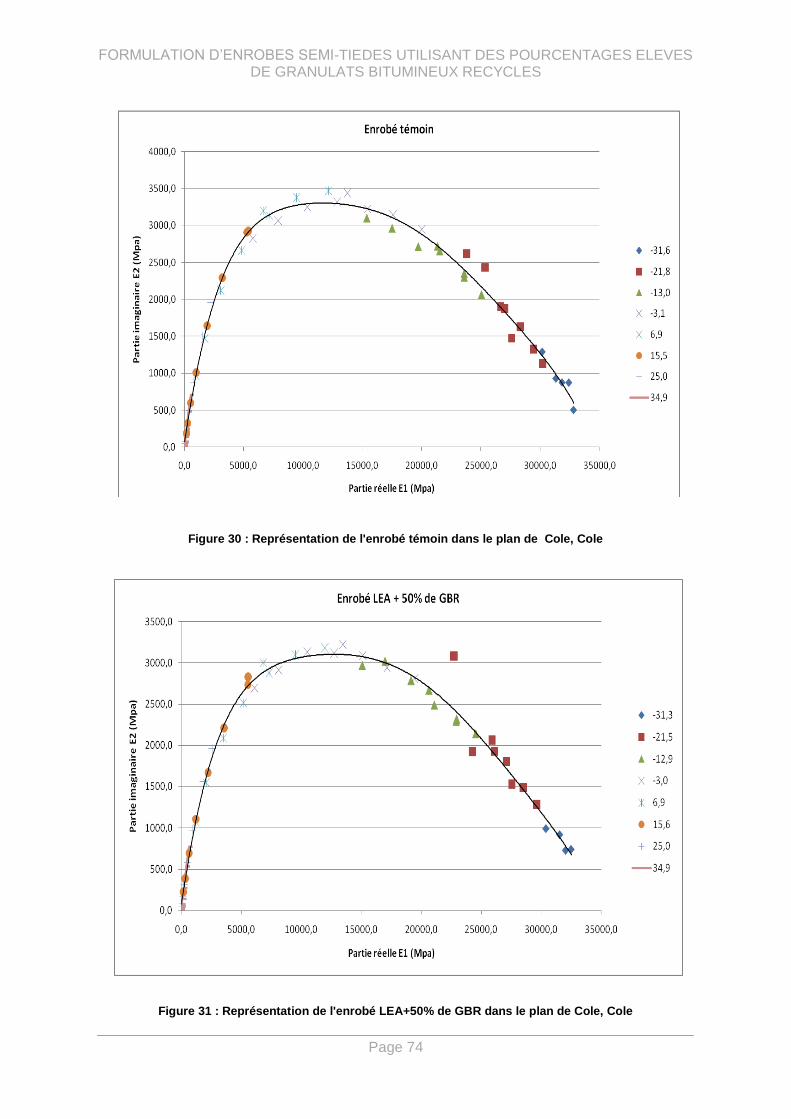
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 74
Figure 30 : Représentation de l'enrobé témoin dans le plan de Cole, Cole
Figure 31 : Représentation de l'enrobé LEA+50% de GBR dans le plan de Cole, Cole
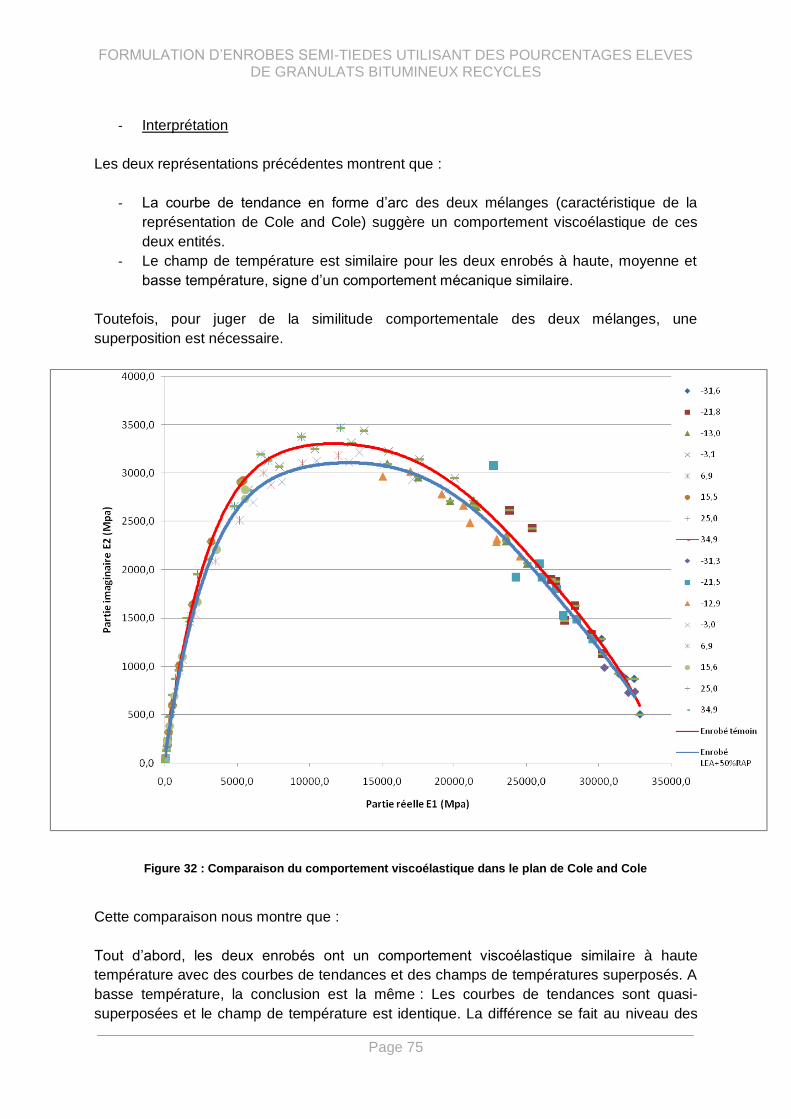
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 75
- Interprétation
Les deux représentations précédentes montrent que :
- La courbe de tendance en forme d‟arc des deux mélanges (caractéristique de la
représentation de Cole and Cole) suggère un comportement viscoélastique de ces
deux entités.
- Le champ de température est similaire pour les deux enrobés à haute, moyenne et
basse température, signe d‟un comportement mécanique similaire.
Toutefois, pour juger de la similitude comportementale des deux mélanges, une
superposition est nécessaire.
Figure 32 : Comparaison du comportement viscoélastique dans le plan de Cole and Cole
Cette comparaison nous montre que :
Tout d‟abord, les deux enrobés ont un comportement viscoélastique similaire à haute
température avec des courbes de tendances et des champs de températures superposés. A
basse température, la conclusion est la même : Les courbes de tendances sont quasi-
superposées et le champ de température est identique. La différence se fait au niveau des
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 76
températures moyennes. Entre 15,6°C et -21,5°C, la partie visqueuse du module complexe
est plus importante pour l‟enrobé témoin même si la différence de module complexe
n‟excède pas les 8,3% de différence.
7.4.3. Bilan
Contrairement à l‟essai de retrait thermique qui montrait une nette différence de performance
entre l‟enrobé de référence et les enrobés semi-tièdes à base de granulats bitumineux
recyclés, l‟essai de traction-compression directe montre que l‟enrobé LEA contenant 50% de
GBR à un comportement viscoélastique similaire à l‟enrobé témoin à basse et haute
température. De plus, le comportement de ce dernier à moyenne température est très
proche de l‟échantillon de référence avec un écart relatif inférieur à 8,3%. En conclusion, on
peut dire que vis-à-vis de l‟essai au module complexe, le dimensionnement des deux types
de chaussées diffère peu. Toutefois, la prise en compte de la rupture thermique réduit le
champ d‟action de l‟utilisation de l‟enrobé LEA contenant 50% de granulats bitumineux
recyclés.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 77
Conclusion générale et perspectives
Le procédé LEA est un procédé d‟avenir à la fois écologique et performant permettant de
produire et de mettre en œuvre des enrobés à des températures dites « basses », c'est-à-
dire comprises entre 60 et 100 °C. Ces avantages principaux sont une réduction de l‟énergie
de chauffage, une diminution des dégagements nocifs et un confort de mise en œuvre.
Associé à l‟utilisation des granulats bitumineux recyclés, l‟économie des matériaux vierges
tel que le bitume et les granulats est d‟autant plus grande. Une étude précédente menée sur
la technique LEA alliée à des faibles pourcentages de granulats bitumineux a montré que
cette technique ne modifie pas défavorablement les caractéristiques de l‟enrobé
(MARCOTTE, et al. 2010). Toutefois, d‟autres essais doivent être menés avec des
pourcentages de RAP plus importants pour voir quelle est la limite de l‟utilisation de cette
technique d‟avenir. C‟est dans cette logique que s‟est inscrite mon projet.
Le but fut donc de formuler des enrobés dits semi-tièdes par la méthode LEA en utilisant des
pourcentages élevés de granulats bitumineux recyclés. Les diverses étapes furent la
formulation d‟un enrobé témoin et de 3 enrobés par la méthode LEA© contenant
respectivement 30,50 et 70% de granulats bitumineux recyclés, la validation des
formulations grâce à l‟essai à la presse à cisaillement giratoire et enfin la caractérisation de
leur comportement mécanique grâce aux essais de retrait thermique empêché et de module
complexe.
Malgré un problème avec le bitume fournisseur en début de projet, la formulation a
finalement aboutie et a permis de mettre en avant l‟importance de la granulométrie et des
paramètres tel que la température de malaxage, la température des granulats bitumineux
recyclés ou encore le pourcentage de bitume d‟ajout. Les enrobés semi-tièdes contenant des
granulats bitumineux recyclés ont induit des procédures de malaxage particulières. De
nombreux mélanges ont été testés grâce à l‟essai de presse à cisaillement giratoire et
validés de par les critères de validation de cet essai et la nature de l‟échantillon en termes
d‟enrobage et de surplus d‟eau. La formulation et l‟essai de presse à cisaillement giratoire
ont permis la création de deux mélanges semi-tièdes contenant 30 et 50% de granulats
bitumineux recyclés répondant aux caractéristiques de compaction d‟un enrobé ESG 10. Ces
enrobés ont montré lors de la formulation leurs avantages en termes de malaxage, de
compactage, d‟économies d‟énergies et de quantités de matériaux vierges.
Dans un second temps, les essais au retrait thermique ont permis de caractériser la rupture
thermique et de définir la performance des enrobés semi-tièdes comparé à l‟enrobé de
référence crée. Cet essai a montré que les enrobés LEA contenant des granulats bitumineux
recyclés ne sont pas aussi performants que l‟enrobé à chaud classique en termes de
fissuration thermique. L‟utilisation de pourcentages élevés de GBR augmente la température
de rupture et souligne le problème de la mobilisation du bitume contenu dans ces granulats
recyclés. Toutefois, l‟essai de retrait thermique empêché ne permet pas à lui seul de
caractériser le comportement d‟un enrobé et un essai de module complexe à été réalisé sur
l‟enrobé témoin et l‟enrobé semi-tiède contenant 50% de granulats bitumineux recyclés.
Ainsi, cet essai a montré que l‟enrobé LEA contenant 50% de GBR à un comportement
viscoélastique similaire à l‟enrobé témoin à basse et haute température. De plus, le
comportement de ce dernier à moyenne température est très proche de l‟échantillon de
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 78
référence avec un écart relatif inférieur à 8,3%. On peut donc conclure que vis-à-vis de
l‟essai au module complexe, le dimensionnement des deux types de chaussées diffère peu
mais la prise en compte de la rupture thermique réduit le champ d‟action de l‟utilisation de
l‟enrobé LEA contenant 50% de granulats bitumineux recyclés.
Incorporer un pourcentage important de granulats bitumineux dans un enrobé semi-tiède est
donc une technique réalisable donnant des résultats concluant en terme de comportement
viscoélastique. Néanmoins, il serait intéressant de faire une étude sur la mobilisation du
bitume des granulats bitumineux recyclés pour les mélanges contenant un fort pourcentage
de ces derniers.
Personnellement, ce projet m‟a permis de me familiariser avec le monde de la recherche et
un domaine que je ne connaissais que de manière théorique ; les enrobés bitumineux. Ainsi,
mon projet au L.U.C.R.E.B. m‟a permis de mettre en pratiques mes recherches théoriques
sur les enrobés semi-tièdes contenant des granulats bitumineux recyclés pour arriver aux
résultats présentés dans ce rapport.
Ce projet fût d‟autant plus enthousiasmant qu‟il traitait d„un sujet d‟actualité encore au stade
de l‟étude. Mon tuteur m‟a d‟ailleurs demandé de réaliser un article qui sera soumis à la
commission de la Canadian Technical Asphalt Association en Août.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 79
Références bibliographiques
http://www.etsmtl.ca/A-propos/ETS-en-bref/Presentation (accès le Février 2011).
BENNERT, T., et R. DONGRE. «Backcalculation Method to determine Effective Asphalt
Binder Properties Of Recycled Asphalt Pavement Mixtures.» Journal of The Transportation
Research Board N°2179, 2010: 75-84.
Bitume Québec. Le recyclage des enrobés bitumineux. Bulletin technique n°3, Québec:
Bitume Québec, 2010.
BROWN, S.F., et T.V. SCHOLTZ. «Development of laboratory protocols for the ageing of
asphalt mixtures.» Eurasphalt et Eurobitume congress. Barcelone, 2000.
Comité Européen de Normalisation_Bitumes et liants bitumineux. Détermination de la
résistance au durcissement sous l'effet de la chameur et de l'air - Partie 1 : Méthode RTFOT.
EN 12607-1, 1999.
CORTE, Jean-François, et Hervé Di BENEDETTO. «Matériaux routiers bitumeux 1 :
Description et propriété des constituants.» Chapitre 3 : les liants hydrocarbonés. Paris:
Lavoisier, 2004.
cours-génie-civil.com. Cours routes procédés généraux de construction. www.cours-genie-
civil.com/.../51Enrobes_cours-routes_procedes-generaux-de-construction.pdf (accès le 03
05, 2011).
DELORME, Jean-Luc, Chantal De la ROCHE, et Louisette WENDLING. Manuel LPC d'aide
à la formulation des enrobés. Paris: Laboratoire Central des Ponts et chaussées, Septembre
2010.
enrobé.fr. www.enrobe.fr (accès le mars 16, 2011).
GAUDEFROY, V., et AL. Etude en laboratoire des performances mécaniques des enrobés à
la mousse de bitume utilisant des granulats tièdes. BLCP n°270-271, 2007.
JENKINGS, J.K., J.L.A. DE GROOT, M.F.C. VAN DE VEN, et A.A.A. MOLENAAR. «Half-
Warm Foamed Bitumen Treatment, a new process.» 7th Conference on Asphalt pavements
for Southern Africa. 2009.
Laboratoire Universitaire sur les Chaussées, Routes et Enrobés Bitumineux.
http://recherche.etsmtl.ca/lucreb/ (accès le Février 2011).
Lelièvre, André. Les enrobés bitumineux. Paris: Le griffon d'argile, 2002.
MANG, Tia. Developpement of a suitable procedure for simulatingaging effects of hot mixing
on modified asphalts for the use in superpave binder specifications. Florida Departement of
Transportation, June 2000.
MARCOTTE, Tomy, Alan CARTER, Alice DUVEAU, et Daniel PERRATON. Mix Design and
Characterization of Low Energy Asphalt (LEA) Mixes Containing reclaimed Asphalt Mixes
(RAP). Canadian Technical Asphalt Association, 2010.
MARTINEAU, Y. Necessity for a thermal approch, the case of LEA. Paris: USIRF, Mai 2007.
McDANIEL, Rebecca S., Hamid SOLEYMANI, Michael R. ANDERSON, Pamela TURNER,
et Robert PETERSON. Recommanded used of Reclaimed Asphalt Pavement in the
Superpave Mix Design Method. NCHRP Project 9612, 2000.
OLARD, F., E. BEDUNEAU, N. SEIGNEZ, S. DUPRIET, et D. BONNEAU. Laboratory
performance-based assessment of half-warm mix asphalts with high recycling rate by means
of the factorial experiment design approach. London: Taylor & Francis Group, 2009.
FORMULATION D‟ENROBES SEMI-TIEDES UTILISANT DES POURCENTAGES ELEVES DE GRANULATS BITUMINEUX RECYCLES
Page 80
OLARD, François. les enrobés LEA, Low Energy Asphalts. Trois rivières: Bitume Québec,
2007.
PIDWERBESKY, B., A. BEUZENBERG, et DE BONO J. «Low Emmisions Asphalt
Experience.» 13th int'l Flexible Pavements. 2009.
ROMIER, A., M. AUDEON, J. DAVID, et Y. MARTINEAU. «Low-Energy Asphalt with
Performance of Hot-Mix Asphalt.» Journal of the transportation research board No 1962,
2006: 101-112.
Service des chaussées du ministère des transports du Québec. Enrobés : Formulation
suivant la méthode LC. Québec: Gouvernement du Québec, 2005.
SETRA. Guide des terrassements routiers. Paris: Techniques de l'ingénieur, 1992.
SIAS DANIEL, J., J.L. POCHILY, et D.M. BOISVERT. «Can More Reclaimed Asphalt
Pavement Be added ? Study of Extracted Binder Properties from Plated-Produced Mixtures
with up t25% Reclaimed Asphalt Pavement.» Journal of the Transportation Research Board
N°2180, 2010: 19-29.
SOON-JAE, Lee, K. Akisetty CHANDRA, et N. AMIRKHANIAN SERJI. Recycling of
laboratory-prepared long-term aged binder containing crumb rubber modifier. Clemston:
ScienceDirect, Septembre 2007.
STEPHENS, J. E., J. MAHONEY, et C. DIPPOLD. DETERMINATION OF THE PG GRADE
TO USE IN A RAP MIX. Storrs, USA: University of Connecticut, 2001.
US department od Trasports. Asphalt pavement technology : Equipment Temperature Stress
Restrained Specimen Test.
http://www.fhwa.dot.gov/pavement/asphalt/labs/mixtures/tsrst.cfm (accès le mars 16, 2011).
XINJUN, L., M.O. MARASTEANU, R.C. WILLIAMS, et T.R. CLYNE. «Effect of Reclaimed
Asphalt Pavement (Proportion and Type) and Binder Grade on Asphalt Mixture".»
Transportation Research Record : Journal of the Transportation Research Board, No. 2051,
2008.


















