FORMATEUR - halltech-school.oeducat.org
25
Dr PALE SIE Enseignant Chercheur Formateur & Consultant en Management Industriel E-mail : [email protected] tel: 0022557549854 0022502507204 Domaine de Recherche : STRATEGIE &MANAGEMENT FORMATEUR
Transcript of FORMATEUR - halltech-school.oeducat.org

Dr PALE SIE
Enseignant Chercheur
Formateur & Consultant en Management Industriel
E-mail : [email protected]
tel: 0022557549854
0022502507204
Domaine de Recherche :
STRATEGIE &MANAGEMENT
FORMATEUR
Les Systèmes de planification
229/04/2020
3
29/04/2020
L’utilisation des nouvelles technologies dans la
planification de la production révèle une évolution
progressive des systèmes de planification depuis
l’avènement du MRP. Nombreuses étapes d’intégration ont
été franchies : MRP1, MRP2, MRP FCS et de plus en plus
on parle de MRP APS. Toutes ces versions du MRP sont
introduites dans les PGI (progiciels de gestion intégré) de
nouvelle génération encore appelés ERP (Entreprise
ressource planning).
4
29/04/2020
MRP
MRP II
MRP FCS
MRP APS
Calcul des besoins
5
29/04/2020
La méthode MRP est une méthode de planification des besoins en
composants basée sur la nomenclature des produits. Bien qu’utilisée à
des fins moins complexes, elle est particulièrement adaptée pour les
entreprises fabriquant des produits constitués de nombreux composants.
Ex : industrie automobile, industries d’assemblage…
Cette méthode répartie les différents besoins de l’entreprise en deux
principales catégories :
Les besoins indépendants. Ce sont les besoins externes émis par la
clientèle : commandes fermes de produits finis, prévisions des ventes
estimées par le service commercial ;
Les besoins dépendants. Ce sont les besoins internes en matières et
composants nécessaires pour la fabrication des produits finis ou
références finales. Ils sont calculés sur la base de la nomenclature.

6
29/04/2020
Le MRP (Material Requirement Planning) remplie différentes fonctions:
❖C’est un outil de calculs des besoins nets en matièrespremières ou en composants à fabriquer ou à acheter. Il utiliseles données du PDP, Programme directeur de production. Sur labase de la nomenclature de chaque produit fini, il calculed’abord les besoins bruts. La prise en compte des stocks et desencours permet ensuite de calculer les besoins nets.
❖Le MRP est l’étape initiale pour le calcul des besoins encapacité. Lorsqu’on lui associe les différentes gammesd’opération, on peut calculer les charges de main d’œuvre etmoyens de production nécessaires pour satisfaire les besoins duPDP dans les délais.
7
29/04/2020
❖C’est un outil de planification à long terme. Il utilise les
données commerciales (prévisions de ventes, commandes)
et les données techniques (gammes d’opérations, postes à
charge) pour simuler, puis équilibrer les charges de travail
et les capacités de production.
❖C’est un système d’information permettant de gérer de
façon automatique les lancements d’ordres de fabrication
ou de commande et de piloter la production des références
finales.
8
29/04/2020
La procédure MRP suit les étapes suivantes :
1. Élaboration du Plan Industriel et Commercial (PIC) : surun horizon temporel long (semestre/année) on définit les besoinsglobaux de production. En amont du PIC se trouve le Planstratégique.
2. Élaboration du Programme Directeur de Production(PDP) : définit les besoins de production du PIC pour chaqueproduits finis à un horizon temporel réduit (mois/semaine).
3. Calcul des besoins nets (CBN) et Planification desbesoins en composants : a partir du PDP, des nomenclatures etdes gammes opératoires, on calcule les besoins en composants eton planifie les ordres d’approvisionnement (OA) et les ordres defabrication (OF);
4.Ordonnancement : on positionne précisément les OA et lesOF dans le temps et on réalise les ajustements nécessaires.
9
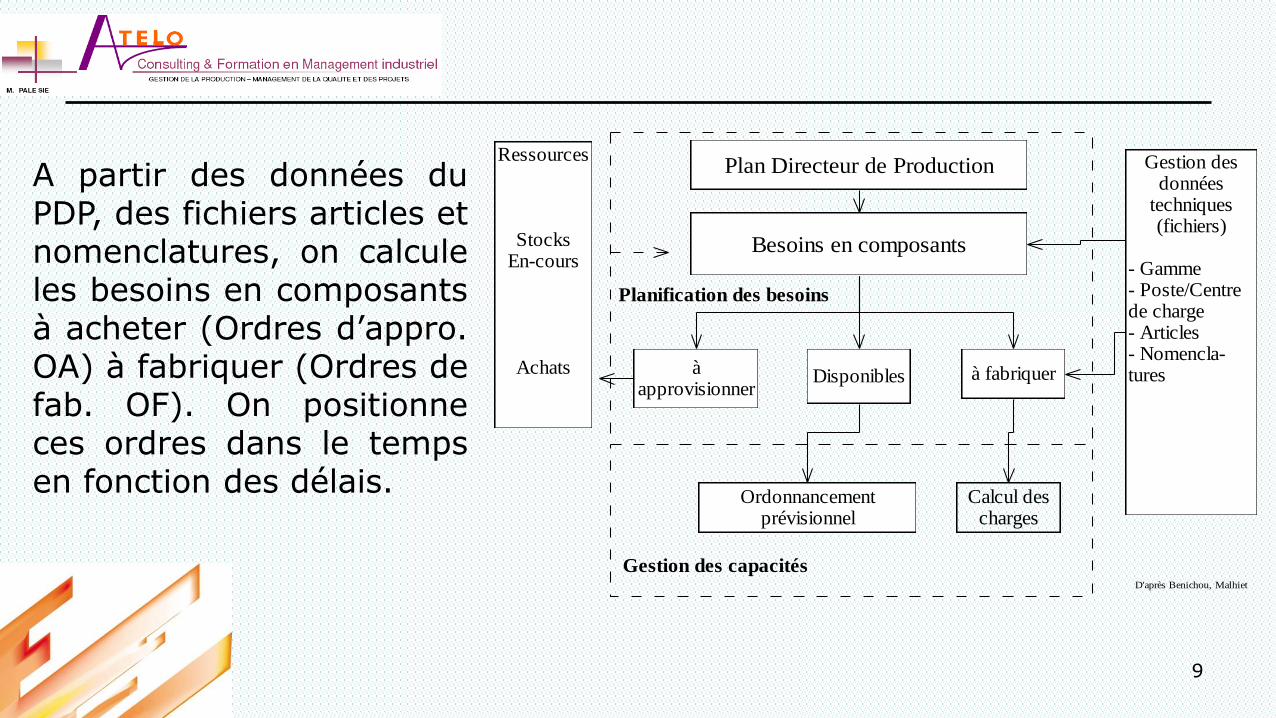
A partir des données duPDP, des fichiers articles etnomenclatures, on calculeles besoins en composantsà acheter (Ordres d’appro.OA) à fabriquer (Ordres defab. OF). On positionneces ordres dans le tempsen fonction des délais.
Plan Directeur de Production
Besoins en composants
Ressources
StocksEn-cours
Achats
Gestion desdonnées
techniques(fichiers)
- Gamme- Poste/Centrede charge- Articles- Nomencla-turesà
approvisionnerDisponibles à fabriquer
Ordonnancementprévisionnel
Planification des besoins
Gestion des capacités
Calcul descharges
D'après Benichou, Malhiet

10
La gestion des capacités vérifie queles besoins de fabrication sontréalisables et les positionneprécisément dans le temps.L’ordonnancement utilise lesdonnées de stock, et les donnéestechniques (gammes…) pourélaborer un planning détaillé. Onpasse enfin à l’étape delancement/suivi (gestion desopérations) pour réaliser lesajustements fins de dernièresminutes.
Ordonnancement prévisionnel(semaine/mois)
Jalonnement - Lissage
Gestion des
capacités
Programme de productionOrdres de fabrications
Ordonnancement court terme(jour/semaine)
Lancement des OFGestion des priorités
Ajustements
Gestion des OF
Gestion des opérationsD'après Benichou, Malhiet
11
29/04/2020
le système d’information MRP est constitué des fichiers suivants :
❖Le fichier des prévisions de ventes. Il contient les données sur lesbesoins futurs de la clientèle, est régulièrement enrichi par leservice commercial de l’entreprise ;❖Le fichier des commandes fermes. Il renferme les commandesconfirmées par les clients.❖Le fichier des références. Il contient la totalité des référencesutilisées dans le processus de fabrication ou d’assemblage desréférences finales ;❖Le fichier des stocks. Il présente en temps réel l’état des stockssur toute la chaîne de fabrication ;❖Le fichier du PDP, Programme directeur de production. Il présenteles besoins bruts en produits finis ;❖ Le fichier des nomenclatures. Il contient l’arborescence générale
de base des articles.
Le système d’information du MRP

12
❖ Les données prévisionnelles des ventes ou de la demande en références finales
nécessitent d’être fiables. De nombreuses entreprises réduisent continuellement
l’importance des prévisions dans le PDP à la faveur des commandes fermes. Une
méthode qui s’avère bien efficace pour limiter les risques de surproduction ;
❖La gestion des nomenclatures nécessite d’être rigoureuse (tenue à jour des
composants et des coefficients qui indiquent les quantités de chaque composant dans
l’article composé). L’omission d’un composant dans l’arborescence du produit fini ou
l’introduction d’un coefficient faux dans le fichier des nomenclatures fausse les résultats du
calcul des besoins nets et peut provoquer des ruptures de stocks, des retards ;
❖La tenue des stocks nécessite d’être stricte. La qualité et les quantités des matières et
composants stockés sont régulièrement contrôlés grâce à l’exécution des inventaires.
Les rebus, les composants avariés, les articles défectueux sont retirés des stocks. Ainsi, le
système est exposé à moins de risque d’erreurs ;
Pour optimiser la production à l’aide du MRP, le système d’information
MRP doit être régulièrement enrichi et mis à jour :
13
29/04/2020
❖Les gammes d’opérations doivent être justes. Pour assurer une
meilleure gestion du processus de fabrication et des temps opératoires,
les gammes sont régulièrement actualisées en fonction des changements
technologiques. Les gammes mal renseignées faussent le calcul des
besoins en main d’œuvre et en capacité de production ;
❖Les données contenues dans les fiches articles doivent êtres justes et
régulièrement ajustées en fonction de l’évolution de la demande. Il
s’agit principalement des données de planification (stock mini, maxi,
délais, stock de sécurité, stratégie de calcul des lots de commande…).
Si elles restent statiques, elles peuvent être à l’origine des stocks
inutiles en cas de ralentissement de la production ou des ruptures de
stocks en cas de d’accroissement de la demande en références finales.
14
29/04/2020Avantages et limites du MRP
Le MRP permet de:✓ Préparer le programme de production avec un
lissage global des charges✓ Exprimer un échéancier, pour chaque article final,
des quantités à fabriquer✓ Déduire par le calcul des besoins les quantités à produire
pour chaque article✓ Planifier les capacités à partir des propositions de
lancement, en jalonnant à partir des gammes, chargerles sections et lisser les charges par méthode originale
✓ Contrôler l’exécution des lancements
La finalité de cette méthode est de pouvoir établir les OF(ordres de fabrication) et les OA (ordres d’achat).
15
29/04/2020
Le MRP actuellement intégré dans de nombreux logiciels de
gestion facilite les opérations de planification des besoins.
Notamment, la gestion en masse d’une grande quantité de
données. Il s’adapte à la variation des niveaux d’activité de
l’entreprise (accélération ou ralentissement de la demande), et
aide à la prise de décision en cas de surcharge de travail dans les
différents postes à charge.
C’est un outil de pointe qui nécessite une main d’œuvre
suffisamment qualifié. Tellement les enjeux sont majeurs.
L’interdépendance ferme qui existe entre les différentes
applications et données de base utilisées par le système
d’information du MRP expose l’ensemble de la fonction
production à un grand nombre de défaillances probables.
16
29/04/2020
Le MRP est un système complexe qui fonctionne mieux pour
des nomenclatures stables. Il s’adapte peu aux produits trop
personnalisés. Dans ce dernier cas, le calcul des besoins ne se
fait pas uniquement sur la base de la nomenclature des
références finales.
Cela demanderait à chaque fois de reproduire une
nomenclature pour chaque demande faite sur mesure.
Sur le plan du pilotage des ressources de production,
notamment lorsqu’il s’agit d’équilibrer les charges, le MRP
ne tient pas compte des contraintes réelles de temps et de
capacité des ressources de production.
17
29/04/2020MRP2
La méthode MRP à bénéficié aux Etats-Unis dans lesannées 70 d’un soutien important de l’APICS(American Production and Inventory Control Society).Elle à évolué et s’est transformée en méthode MRP2(Manufacturing Ressources Planning). Le calcul mis enœuvre dans la méthode MRP est alors suivi d’unephase de planification de la charge, puis de calcul d’unplan valorisé d’approvisionnement et de charge. LeMRP2 quitte alors l’atelier pour prendre en comptel’ensemble des problèmes de production en termesfinanciers. Il consiste alors en une solution globale degestion de la production.
18
29/04/2020Les limites du MRP2
Très apprécié au départ pour son efficacité dans le calculdes besoins nets, le MRP2 a rapidement montré seslimites surtout en ce qui concerne la planification descapacités de production. Le MRP2 évalue la charge detravail pour chaque machine, mais, ne tient pas comptede la capacité nominale, et il ne gère pas l’ordred’exécution des commandes par machine.
Il s’est avéré en définitive que le MRP2 ne tient pascompte des contraintes de temps et de capacité desressources de production. Ce qui a value souvent à cesystème d’être nommé ICS (Infinite CapacityScheduler)
19
29/04/2020MRP FCS (Finite Capacity Scheduler)
Le système MRP FCS vient combler les lacunes du MRP2. Notammentil prend en compte de nombreuses contraintes réelles des machines(heures de marches, capacité des ressources de production). Unavantage qui lui procure la faculté de :1. Découvrir les ressources sous exploitées,2. Découvrir les ressources surchargées (dont le nombre de
commandes programmées entraine le dépassement de la capacitéde production) ;
3. Définir une meilleure séquence de traitement des commandes auniveau de chaque machine ;
4. Optimiser d’une manière globale le processus de fabrication.
Avec le système MRP FCS, la représentation graphique de la chargede travail affecté à une ressource pour une plage horaire donnéemontre une succession des commandes dans le meilleur ordre. Ce quifacilite la lecture de leur séquence d’exécution.
20
29/04/2020MRP APS (Advanced Planning Scheduler)
Le MRP APS se veut un système révolutionnaire, qui
permettrait d’avoir une vision globale de l’utilisation
future des ressources de production tout en restant dans
un horizon prévisionnel à long termes.
Au-delà d’un MRP FCS, le MRP APS permet de faire
différentes simulations en intégrant des variables non
contrôlables de l’environnement.
21
29/04/2020
le MRP APS permet de fournir la meilleure solution possible
pour les questions d’organisation et de planification
basée sur une analyse optimale de rentabilité pour ce
qui est des commandes, de la demande, de l'offre, de la
capacité et de la logistique. Par exemple, en cas de pénurie,
un système APS doit permettre de savoir s’il faut livrer en
premier les clients les plus importants, pour qu’ils soient
satisfaits (indépendamment des marges bénéficiaires), ou
s’il vaut mieux livrer en priorité les clients les plus rentables.
22
29/04/2020ERP ou PGI (Progiciel de Gestion Intégré)
Le terme ERP vient de l’anglais « Enterprise RessourcePlanning ». ERP a été traduit en français parl’acronyme PGI (Progiciel de Gestion Intégré) et se définitcomme un groupe de modules relié à une base de donnéesunique.L’ERP est un progiciel qui permet de gérer l’ensemble desprocessus opérationnels d’une entreprise en intégrantplusieurs fonctions de gestion : solution de gestion descommandes, solution de gestion des stocks, solution degestion de la paie et de la comptabilité, solution de gestion e-commerce, solution de gestion de commerce BtoB ou BtoC ...dans un système. Autrement dit, l’ERP représente la « colonnevertébrale » d’une entreprise.
23
29/04/2020
Pour être qualifiée de « Progiciel de Gestion Intégré », unesolution logicielle ERP doit couvrir au moins deux principesfondamentaux qui sont les suivants :
➢ Construire des applications informatiques sous forme demodules indépendants mais parfaitement compatibles surune base de données unique et commune.
➢ L’usage d’un moteur de Workflow permet de définirl’ensemble des tâches d’un processus et de gérer leurréalisation dans tous les modules du système qui en ontbesoin.

24
29/04/2020