Flamme Poster
10
Click here to load reader
Transcript of Flamme Poster

NOx Reduction and Improvement of Heat Transfer forGlass Melting Furnaces with Regenerative Air Preheating
Axel Scherello1), Michael Flamme1) and Hans Kremer1), 2)
1) Gaswärme-Institut e. V., Hafenstr. 101, 45356 Essen, Germany2) Lehrstuhl für Energieanlagentechnik, Ruhr-Universität Bochum,
Universitätsstr. 150, 44780 Bochum, Germany
ABSTRACT
This paper contains the results of research work realized at Gaswärme-Institut(GWI), Essen, Germany, in order to minimize the NOx production rates and atthe same time to increase the heat transfer characteristics. The investigationsconcerning burner lances for glass melting furnaces operated with regenerativeair preheating (1350 °C) have shown that it is possible to lower NOx-emissionsstrongly by adjusting the flames to the applications boundary conditions.
Key words: Combustion, Glass melting furnaces, NOx Control and Reduction
INTRODUCTION
In order to reduce the heat-loss in glass melting processes the energy of theexhaust gases is returned into the process by preheating the combustion air.The increased levels of the process air and the high wall and furnacetemperatures are responsible for the higher production rates of NOx.Depending on glass tank design, the compounds of the used fuel and the airpreheating temperature flue gas NOx concentrations are measured between4001 and 4000 mg/m3. Concerning future glass melting furnaces the aim is toreach a limit of 500 mg/m3 already prescribed for furnaces used in otherindustries.
1 All concentrations given as NO2 (8 % O2, dry)

GWI TEST FACILITIES AND MEASUREMENT EQUIPMENT
The test furnace used for the test program is designed for a maximum walltemperature of 1600 °C. The furnace chamber consists of sections to vary thefurnace length between 2 and 5 m. If the total length of the furnace is used,burners designed for a total maximum heat input of 1.5 MW can be tested. It istherefore feasible to examine small sized burners for regenerative glass tanks.
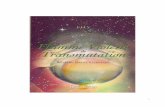
NOx emission from glass melting furnaces with regenerative systems whichachieve air preheating temperatures of up to 1350 °C are higher compared torecuperative systems. During the last years different methods for NOx reductionhave been developed. These methods have been tested at glass meltingfurnaces under production conditions. In order to make fundamental tests withthese new combustion technologies, GWI has launched a research project inco-operation with glass industry partners listed at [3]. These tests are aimed atan optimization of the burners at a test furnace under glass melting furnace
Rotating BedRegeneratorPre-Combustion
Chamber
Test Furnace
Hot Air Duct
Fig. 1: GWI Testing facilities

conditions. That means 1600 °C furnace wall temperature, 1350 °C airpreheating temperature and burner loads of up to 1 MW.
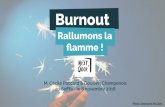
The test furnace front wall is modified to simulate a typical underportarrangement (see Fig. 2). The air duct is connected with a direct fired airpreheater to ensure a constant process air temperature.
As heat transfer from the flame to the molten glass is critical in glass furnaces,total radiation and forward directed radiation were measured in addition topollutant concentrations and furnace temperatures. An ellipsoidal radiometerwas used to determine total radiation originated from the half-sphere of thefurnace inside, while the forward directed radiative heat transfer was measuredby a Narrow Angle Radiometer described at Lallemant et al. [2]. The principleof radiation detection is shown in Fig. 3.
20°
15°
Hot Air Duct
BurnerNozzleBrick
NaturalGas Inlet
Furnace Wall withUnderport Arrangement
a
Fig. 2: Experimental set-up for burner investigationswith 1350 °C regenerative air preheating

Total Radiation
Konvection
Purge
Furnace Wall
Probe
Ellipsoid
Detektor
CollimatingTube Water Cooling
Shutter
DetectorSensor
N2-Purge Mirror
Fig. 3: Radiation Detection Principle of Ellipsoidal (top)and Narrow Angle Radiometer (bottom)
These measurements at different locations along the furnace center line in theburner level were carried out to examine the influence of the different NOx
control techniques on heat transfer from the flame to the molten glass.
During last years structural alterations were realized at the test furnace. It wasequipped with viewports used for camera and laser detection.
The equipment for temperature and pressure detection as well as for flue gasanalysis completes the measurement devices at the GWI test furnace.

BURNER TESTS WITH REGENERATIVE AIR PREHEATING
In the first step three different commercial burners so called adjustable gaslances were tested. Due to control devices it is possible to change the injectionarea and the momentum of the gas jets. In addition the burner load, the burnerupward angle, and the air preheating temperature were varied during the tests.Heat transfer measurements, determination of the flame expansion anddetailed concentration measurements of flue gas emissions were carried out.
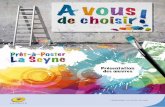
As an example Fig. 4 shows the NOx emissions of burner B in dependence ofthe burner angle (a), the air preheating temperature and gas jet momentum.For a high speed jet there is almost no difference if the burner is inclinedupwards. In the case of a minimum momentum the NOx emissions are high ifthe injection is steep. On the other hand NOx production is reduced remarkablyat a flat burner angle of 6°.
The different burners are varying in flame shapes as well as in their structure ofradiation. Fig. 5 shows the straight ahead radiation signals measured with theNarrow Angle Radiometer.
0
200
400
600
800
1000
1200
1400
1600
1100 1300
a = 6° min. Mom.
a = 6° max. Mom.
a = 10° min. Mom.
a = 10° max. Mom.
NO
x [ m
g / m
³ N,
8% O
2, d
ry ]
Preheated Air Temperature [ °C ]
Fig. 4: Comparison of NOx emissions in dependenceof momentum and burner angle (a)

The differences are based on different flame characteristics as well as on thefact, that the signals were detected only in center line of the furnace. On theother hand the flames are burning under and over this line in dependence of
450
500
550
600
650
700
0 1 2 3 4 5Furnace Position [m]
Rad
iativ
e H
eat F
lux
[kW
/m2 ] Burner A, a = 6°, max. Mom
Burner B, a = 10°, max. Mom
Burner C, a = 9°, max. Mom
λ = 1,1Tair = 1300 °CPnatural gas = ~850 kW
Fig. 6: Variations of radiative half-sphere heat fluxdetected with the ellipsoidal radiometer
600
700
800
900
1000
1100
1200
0 1 2 3 4 5Position [ m ]
Rad
iatio
n [ k
W/m
² ]
Burner A, Angle 6°max. MomentumBurner B, Angle 10°high MomentumBurner C, Angle 9°max. Momentum
Load: ~850 kWλ = 1,1TAir = 1300 °C
Fig. 5: Variations of radiative heat flux detected with the narrowangle radiometer at the centerline of the furnace

the fuel injection angle.
The graph representing the measured signals using the ellipsoidal radiometer(Fig. 6) shows that detecting signals not only two- but three-dimensional thedifferences are erased. Fig. 6 shows flat curves for the half-sphere radiationvalues for burner A, B and C. It is obvious that there is a leak of heat flux in themiddle of the furnace, where the signals of burner B and C were decreasedabout 5 %.
The reasons for the different radiation characteristics are shown in varyingflame shapes. Due to the fact that the furnace is equipped with viewports andwindows it is possible to operate camera detection equipment to visualize the
flames.
Fig. 7 – 9 represent images of the detection of OH combustion radicals withinthe ultra violet radiation spectrum. The figures are assembled from images
200 400 600 800 [mm]
Fig. 7: OH Radiation Intensity of Burner A, Load 860 kW,Angle 3°, low Momentum
Fig. 8: OH Radiation Intensity of Burner B, Load 900 kW,Angle 10°, low Momentum

taken under different detection angles and show the first meter of the flames.
Using an light intensified CCD-camera system together with a small band UV-filter it is possible to detect the distribution of the combustion radical OH. Theflames and their expansion can be observed in front of the hot and brightshining furnace walls.
OH radicals are formed by high temperature dissociation effects and are mainlyresponsible for the oxidation of CO. The application of this UV-visualization-technique allows to describe the contours and local temperature peaks of aflame and therefore it is possible to optimize the combustion and to reduce thepollutant emissions.
The intensity of OH radiation correlates with the NOx emissions measured atthe furnace exit. If the OH radiation intensity is bright and the areas of itsdetection are large the measured NOx emissions were high.
Figure 9 shows an intensive OH spot at the right hand side of the image thatcorresponds with the high radiation value of burner C detected at the beginningof the flame with the Narrow Angle Radiometer (Fig. 5).
Fig. 9: OH Radiation Intensity of Burner C, Load 740 kW,Angle 9°, low Momentum

LASER DIAGNOSTICS
In addition in-flame concentration measurements of major as well as minorspecies were tried to carry out by using advanced laser diagnostics in order toobtain a basic knowledge about the combustion process and its pollutantformation.
The measurements were realized by Laser Labor Göttingen. The appliedtechniques were not carried out with the achieved success. The reason was thestrong laser light absorbing soot formation of the flames so that they werealmost impenetrable for the laser light. However the laser measurements couldbe used to visualize unburned fractions and soot transport phenomena insidethe flames.
CONCLUSIONS
During this research project – finished successfully in summer 1999 – theexperimental set-up was realized to investigate burners for glass meltingfurnaces operated with regenerative air preheating. At the test furnace of GWI itis possible to simulate flow mixture and combustion conditions in a realisticway.
It was not possible to find an operation mode for the different test burners thatruns with good emission and heat flux results for all given boundary conditions.If the air preheating temperature changes it is necessary to operate the burnerswith different burner angles and gas inlet momentums. These adjustments arenot transferable to another burner type. For each combination of combustionconditions and furnace load the burners have to be adjusted in a special andunique way.
ACKNOWLEDGEMENTS
The authors would like to express their gratitude to the industrial Partners andto the Arbeitsgemeinschaft industrieller Forschungsvereinigungen AiF (Proj,No. 11113N) for the financial support by the German Bundesmisterium fürWirtschaft BMWi.

We also thank the industrial Partners, the Research Institutes and themeasurement supplying companies for their friendly co-operation.
REFERENCES
[1] Kircher, U.: NOx-Minderung von Glasschmelzöfen. Gaswärme International 42 (1993) Nr. 1/2.
[2] Lallemant, N.; Sayre, A. and Weber, R.: Evaluation of emissivitycorrelations of H2O-CO2-N2/air mixtures and coupling with solutionmethods of the radiative transfer equation. Prog. Energy Combust. Sci.Vol. 22, S. 543 – 574, 1996.
[3] Scherello, A.: Experimentelle Untersuchung und Optimierung vonBrennersystemen für Glasschmelzwannen mit regenerativerLuftvorwärmung. AiF Project No. 11113N, 1997.
[4] Scherello, A.; Flamme, M.; Kremer, H.: Experimentelle Untersuchungund Optimierung von Brennersystemen für Glasschmelzwannen mitregenerativer Luftvorwärmung, Verbrennung und Feuerungen, 19.Deutscher Falmmentag, VDI Berichte 1492, S.589 – 596, 1999.
[5] Scherello, A.; Flamme, M.; Kremer, H.: New Approaches to NOx Controlfor Glass Melting Furnaces resulting from advanced Burner and ProcessDesign. Report on the 5th int. conference on technology and combustionfor a clean environment, S. 705 – 708, Lisbon, Portugal, 1999.
[6] Scherello, A.; Konold, U.; Lorra, M.: Optimierung vonIndustrieofenfeuerungen mittels moderner Meßtechnik undmathematischer Modellierung. Erdgaseinsatz in IndustriellenThermoprozessanlagen. Tagungsband zum 4. GWI-Kolloquium, Vulkan-Verlag, ISBN 3-8027-5612-6, Essen, 1999.
[7] Scherello, A.; Kremer, H. und Wirtz, S.: Mathematische Modellierung derStickstoffoxidbildung in querbeheizten Glasschmelzöfen. GaswärmeInternational 43, Heft 9, S. 427, 1994.
[8] Scherello, A.; Lorra, M.; Flamme, M.; Kremer, H.: Neue Möglichkeitenzur NOx–Minderung an Glasschmelzwannen. Tagungsband zur 73.Glastechnischen Tagung, S. 16 – 19, Halle (Saale), 1999.
[9] Schwarz, G.: Feuerungstechnik für Glasschmelzwannen gestern undheute. Tagungsband der 68. Glastechnischen Tagung, Bad Salzdetfurth,1994.