Etude du moulage a la cire perdue en moule monobloc pour la
193
SOPHIE LUN SIN ETUDE DU MOULAGE A LA CIRE PERDUE EN MOULE MONOBLOC POUR LA FABRICATION DE COMPOSANTES EN ALLIAGE DE MAGNÉSIUM AZ91D Thèse présentée à la Faculté des études supérieures de l'Université Laval dans le cadre du programme de doctorat en génie de la métallurgie pour l'obtention du grade de Philosophiae Doctor (Ph.D.) FACULTE DES SCIENCES ET DE GENIE UNIVERSITÉ LAVAL QUÉBEC 2007 © Sophie Lun Sin, 2007
Transcript of Etude du moulage a la cire perdue en moule monobloc pour la

SOPHIE LUN SIN
ETUDE DU MOULAGE A LA CIRE PERDUE EN MOULE MONOBLOC POUR LA FABRICATION DE
COMPOSANTES EN ALLIAGE DE MAGNÉSIUM AZ91D
Thèse présentée à la Faculté des études supérieures de l'Université Laval
dans le cadre du programme de doctorat en génie de la métallurgie pour l'obtention du grade de Philosophiae Doctor (Ph.D.)
FACULTE DES SCIENCES ET DE GENIE UNIVERSITÉ LAVAL
QUÉBEC
2007
© Sophie Lun Sin, 2007

RÉSUMÉ
Le moulage à la cire perdue est une technique offrant une grande liberté de
conception, une bonne précision dimensionnelle et un excellent état de surface, et ce, pour
une large gamme d'alliages. Cependant, dans le cas des alliages de magnésium, les données
disponibles dans la littérature sont plutôt rares voire contradictoires. Dans ce contexte, ce
projet de doctorat avait pour objectif l'étude du procédé de moulage à la cire perdue en
moule monobloc et des propriétés des pièces en alliage de magnésium AZ91D obtenues.
Pour cela, trois volets ont été considérés.
Nous avons tout d'abord évalué l'aptitude de l'alliage à remplir les cavités du
moule. Les expériences effectuées nous ont permis de montrer que l'application d'un vide
partiel dans le moule était indispensable pour assurer le bon remplissage de la cavité de
moulage. Par ailleurs, le remplissage des moules est favorisé par une augmentation de
l'épaisseur de la section à remplir, de la pression métallostatique, de la surchauffe de
l'alliage liquide ainsi que de la température de préchauffage du moule.
L'étude de la réactivité moule-métal et de ses conséquences sur le fini de surface a
fait l'objet de la deuxième partie de ce projet. Nos travaux ont permis de clarifier les
mécanismes associés aux réactions entre le moule et l'alliage liquide. Le magnésium
liquide et ses vapeurs réagissent avec la silice contenue dans le moule selon la réaction
4Mg + SiCh = 2MgO + Mg2Si. Nous avons également montré que la température de coulée
n'exerçait pas d'influence notable sur la réactivité, alors qu'une augmentation de
l'épaisseur de la pièce et/ou de la température du moule favorisait les réactions.
Finalement, la microstructure des échantillons à l'état tel que coulé a été
caractérisée et les propriétés mécaniques en traction ont été déterminées. Les résultats
montrent que les propriétés en traction excèdent les exigences minimales définies par la
norme ASTM B-403. Il s'est également avéré que la conception du système de coulée

iv
jouait un rôle déterminant sur la qualité des pièces obtenues. La température de coulée et la
température du moule n'ont que peu d'influence sur les propriétés des pièces, alors que
l'épaisseur des pièces les affecte. Des particules Al-Mn, observées principalement à la
surface des pièces moulées, ont été caractérisées.

ABSTRACT
Investment casting is used to produce complex shapes, with excellent dimensional
accuracy and surface finish, from a wide range of alloys. However, in the case of
magnésium alloys, the literature on the subject is rare, even contradictory. In this context,
the objective of this work is to study the solid mould investment casting process and the
properties of AZ91D magnésium alloy cast parts. Three aspects were considered.
First, the capacity of AZ91D alloy to fill mould cavities was evaluated. Experiments
showed that vacuum assistance is necessary to provide adéquate mould filling. Mould
filling was improved by raising section thickness, métal head, superheating and mould
preheating température.
The influence of process parameters on reactivity and surface finish was then
examined. The mechanism associated with mould-metal reactions was clarified. Liquid
magnésium and its vapours react with silica in the mould according to the reaction 4Mg +
SiCh = 2MgO + Mg2Si. Casting température proved to hâve no noticeable influence on
reactivity, whereas an increase in section thickness and/or mould température promûtes
mould-metal reactions.
Finally, the microstructure of as-cast test spécimens was characterized and the
mechanical properties were determined. The tensile properties exceed the minimum
requirements of the standard ASTM B-403. Gating design played a determining rôle on the
quality of cast spécimens. Casting and mould températures had little influence on
microstructural and mechanical properties, whereas section thickness affected them. Al-Mn
particles, mainly observed at the surface of cast parts, were also characterized.

AVANT-PROPOS
Ce document est présenté sous la forme d'une thèse de doctorat avec insertion
d'articles. Outre les parties normalement incluses dans une thèse, lesquelles sont rédigées
en français, il comprend quatre articles écrits en anglais en vue de leur publication dans des
revues scientifiques. Ces publications, que l'on retrouve aux chapitres IV, V, VI et VII, ont
été ou seront publiées dans des revues avec comité de lecture.
Le premier article, intitulé « Influence of process parameters on fluidity of solid
investment cast AZ91D magnésium alloy », a été publié dans la revue Materials Science
and Engineering A (vol. 386, 2004, pp. 34-42). J'en suis le premier auteur et M. Dominique
Dubé y apparaît comme coauteur. J'ai planifié et réalisé les expériences et l'analyse des
résultats obtenus. M. Dominique Dubé a supervisé les travaux et a révisé les versions
préliminaires du manuscrit.
Le deuxième article, intitulé «Interfacial reactions between AZ91D magnésium
alloy and plaster mould material during investment casting », a été publié dans la revue
Materials Science and Technology (vol. 22, no. 6, 2006, pp. 1456-1463). Cet article, dont je
suis le premier auteur, a été rédigé en collaboration avec MM. Dominique Dubé et Real
Tremblay, qui apparaissent à titre de coauteurs. J'ai réalisé les expériences et analysé les
résultats obtenus. MM. Dominique Dubé et Real Tremblay ont supervisé les travaux, ont
participé à la planification des expériences, à l'interprétation des résultats ainsi qu'à la
correction de l'article.
Le troisième article, intitulé « Characterization of Al-Mn particles in AZ91D
investment castings », a été accepté dans la revue Materials Characterization en octobre
2006 et sera publié très prochainement. J'ai réalisé le travail expérimental et analysé les
résultats obtenus, avec la collaboration de MM. Dominique Dubé et Real Tremblay, qui

vii
sont coauteurs de l'article. MM. Dubé et Tremblay ont également corrigé les versions
préliminaires de l'article.
Finalement, le quatrième article, intitulé « An investigation of the microstructure
and mechanical properties of plaster mould investment casting of AZ91D magnésium
alloy », a été accepté dans la revue Materials Characterization en avril 2007. J'en suis le
premier auteur et MM Dominique Dubé et Real Tremblay y apparaissent à titre de
coauteurs. J'ai réalisé les expériences et analysé les résultats obtenus. MM Dominique
Dubé et Real Tremblay ont supervisé les travaux et ont corrigé le manuscrit.

REMERCIEMENTS
La réalisation de ce projet de doctorat a été rendue possible grâce au soutien de
plusieurs personnes que je tiens à remercier.
Tout d'abord, je voudrais exprimer ma reconnaissance à mon directeur de
recherche, M. Dominique Dubé, pour la confiance qu'il m'a témoignée tout au long de mon
doctorat. Sa très grande disponibilité et son esprit critique ont grandement facilité la
réalisation de ce projet. Je tiens également à remercier mon codirecteur, M. Real Tremblay,
pour ses conseils qui ont été très appréciés.
Mes remerciements s'adressent également au personnel technique du département
de génie des mines, de la métallurgie et des matériaux, et plus particulièrement à M. Guy
Bureau, Mme Maude Larouche et M. Daniel Marcotte, qui m'ont apportée une aide
précieuse.
Merci aussi à tous ceux qui, chacun à leur manière, m'ont aidée lors de ce projet. Je
tiens à remercier plus particulièrement Alexandre Maltais et Nicolas Giguère pour leur
assistance lors des coulées de magnésium.
En terminant, j'aimerais remercier mes proches pour leurs encouragements et leur
soutien tout au long de ce projet : mes parents et mes frères, malgré la distance, et mes
amis, Karine, Xavier, Jocelyn et Liette en particulier. Merci enfin à Gérald pour son appui
en toutes circonstances.

TABLE DES MATIÈRES
RÉSUMÉ iii
ABSTRACT v
AVANT-PROPOS vi
REMERCIEMENTS viii
TABLE DES MATIÈRES ix
LISTE DES FIGURES xiv
LISTE DES TABLEAUX xviii
CHAPITRE I INTRODUCTION 1 1.1 CONTEXTE DE L'ÉTUDE 1 1.2 MOULAGE À LA CIRE PERDUE DES ALLIAGES DE MAGNÉSIUM : PROBLÉMATIQUE
ET OBJECTIFS DU PROJET DE DOCTORAT 3 1.3 STRUCTURE DE LA THÈSE 5 1.4 RÉFÉRENCES 7
CHAPITRE II ÉTAT DES CONNAISSANCES 9 2.1 CAPACITÉ DE REMPLISSAGE DES SECTIONS MINCES 9
2.1.1 Considérations générales 9 2.1.2 Facteurs affectant la fluidité 11
2.1.1.1 Facteurs associés à la nature du moule 11 a) Influence des propriétés thermiques (conductivité thermique, effusivité
thermique, diffusivité thermique, coefficient de transfert de chaleur) 11 b) Perméabilité 12
2.1.1.2 Facteurs associés à la nature de l'alliage 12 a) Mode de solidification 12 b) Enthalpie de fusion 13 c) Viscosité 14 d) Tension de surface 14
2.1.1.3 Influence des paramètres de procédé 14

X
a) Température de coulée 14 b) Température du moule 15 c) Conception du système de coulée 15 d) Propreté du métal liquide 16 e) Méthodes externes 17
2.1.3 Cas des alliages de magnésium 19 2.2 ÉTUDE DES RÉACTIONS ENTRE LE MOULE ET LE MÉTAL LIQUIDE LORS DU
MOULAGE À LA CIRE PERDUE DES ALLIAGES DE MAGNÉSIUM 22 2.2.1 Réactions possibles entre le moule et les alliages moulés 22 2.2.2 Réactivité des alliages de magnésium 23 2.2.3 Moulage à la cire perdue des alliages de magnésium : état des
connaissances 26 2.3 MICROSTRUCTURE ET PROPRIÉTÉS MÉCANIQUES 31
2.3.1 Phénomènes liés à la solidification 31 a) Principes de la germination 31 b) Surfusion de constitution et morphologie de solidification 32
2.3.2 Effets de la microstructure sur les propriétés mécaniques 33 2.3.2.1 Taille des grains 33 2.3.2.2 Espaces interdendritiques 35 2.3.2.3 Défauts dans les pièces moulées 36
2.3.3 Cas des alliages de magnésium moulés à la cire perdue 37 2.4 RÉFÉRENCES 41
CHAPITRE III TECHNIQUE ET MÉTHODE EXPÉRIMENTALES 48 3.1 MÉTHODE EXPÉRIMENTALE 48
3.1.1 Choix du procédé de moulage 48 3.1.2 Mesure de la capacité de remplissage 51 3.1.3 Réactivité et fini de surface 53 3.1.4 Microstructure et propriétés mécaniques 55
3.2 TECHNIQUE EXPÉRIMENTALE 57 3.2.1 Procédure générale de fabrication des pièces 57 3.2.2 Choix des alliages 58 3.2.3 Gaz protecteur 58 3.2.4 Microstructure et propriétés mécaniques 59
3.2.4.1 Microstructure 59 3.2.4.2 Mesure de la porosité 60 3.2.4.3 Essais de traction et fractographie 62
3.3 RÉFÉRENCES 64
CHAPITRE IV INFLUENCE OF PROCESS PARAMETERS ON FLUIDITY OF INVESTMENT-CAST AZ91D MAGNESIUM ALLOY 66
4.1 RÉSUMÉ 67 4.2 ABSTRACT 67

xi
4.3 INTRODUCTION 68 4.4 EXPÉRIMENTAL PROCÉDURE 72
4.4.1 Lost wax process 72 4.4.2 Production of wax patterns 72 4.4.3 Mould making 73 4.4.4 Melting and casting 73 4.4.5 Vacuum assistance 74 4.4.6 Testmodel 75
4.5 RESULTS AND DISCUSSION 77 4.5.1 Influence of vacuum assistance on fluidity 77 4.5.2 Influence of expérimental parameters on fluidity 78
4.5.2.1 Distance from flask walls 78 4.5.2.2 Métal head 79 4.5.2.3 Section thickness 79 4.5.2.4 Casting température 81 4.5.2.5 Mould preheating température 83
4.5.3 Régression analysis of expérimental data 85 4.6 CONCLUSIONS 87 4.7 ACKNOWLEDGEMENTS 87 4.8 REFERENCES 8 8
CHAPITRE V ÏNTERFACIAL REACTIONS BETWEEN AZ91D MAGNESIUM ALLOY AND PLASTER MOULD MATERIAL DURING INVESTMENT CASTING 91
5.1 RÉSUMÉ 92 5.2 ABSTRACT 92 5.3 INTRODUCTION 93 5.4 MOULD / METAL REACTION 93
5.4.1 Composition ofplaster mould 94 5.4.1.1 Plaster décomposition 94 5.4.1.2 Additives 96 5.4.1.3 Impurities 97 5.4.1.4 Residual water 97
5.4.2 Trapped gases in contact with magnésium 97 5.4.3 Dewaxing residues 98 5.4.4 Composition of the magnésium alloys 98 5.4.5 Casting conditions 99
5.5 EXPERIMENTAL PROCEDURE 99 5.5.1 Production ofcastings 99 5.5.2 Research methodology 101 5.5.3 Characterization methods 102
5.6 RESULTS AND DISCUSSION 103 5.6.1 Influence of investment composition 103 5.6.2 Casting température, mould température and section thickness 104 5.6.3 Reaction products at the mould-metal interface 107

xii
5.6.4 Mechanism of the reaction 113 5.7 CONCLUSIONS 115 5.8 ACKNOWLEDGEMENTS 116 5.9 REFERENCES 117
CHAPITRE VI CHARACTERIZATION OF AL-MN PARTICLES IN AZ91D INVESTMENT CASTINGS 121
6.1 RÉSUMÉ 122 6.2 ABSTRACT 122 6.3 INTRODUCTION 123 6.4 EXPERIMENTAL PROCEDURE 125 6.5 RESULTS 126 6.6 DISCUSSION 132 6.7 CONCLUSIONS 133 6.8 ACKNOWLEDGEMENTS 134 6.9 REFERENCES '. 135
CHAPITRE VII AN INVESTIGATION ON MICROSTRUCTURAL AND MECHANICAL PROPERTIES OF PLASTER MOULD INVESTMENT CASTING OF AZ91D MAGNESIUM ALLOY 139
7.1 RÉSUMÉ 140 7.2 ABSTRACT 140 7.3 INTRODUCTION 141 7.4 EXPERIMENTAL PROCEDURE 142
7.4.1 Production of cast spécimens 142 7.4.2 Expérimental parameters 143
7.4.2.1 Gating design 143 7.4.2.2 Pouring and mould preheating température 144 7.4.2.3 Thickness of cast spécimens 144
7.4.3 Microstructural studies 145 7.4.4 Evaluation of tensile properties and fractography 146
7.5 RESULTS AND DISCUSSION 146 7.5.1 General microstructure of cast spécimens 146 7.5.2 Influence of gating design 147 7.5.3 Influence of casting and mould températures 152 7.5.4 Thickness of cast spécimen 155 7.5.5 Companson of mechanical properties of investment cast parts with other
casting methods 161 7.6 CONCLUSIONS 164 7.7 ACKNOWLEDGEMENTS 165 7.8 REFERENCES 166

xiii
CHAPITRE VIII CONCLUSIONS 171
CHAPITRE IX PERSPECTIVES ET TRAVAUX FUTURS 175

LISTE DES FIGURES
Figure 1.1 Comparaison des délais de production et des coûts relatifs des techniques utilisées pour la fabrication de prototypes en alliage de magnésium (d'après Ruden [6]) 2
Figure 2.1 Modèles utilisés pour mesurer la fluidité en moulage à la cire perdue : (a) tube à succion, (b) spirales [4], (c) coins [2,5], (d) grilles de rétention [4], (e) lames verticales [3,5] et (f) U inversé [5] 10
Figure 2.2 Schéma illustrant le principe du remplissage assisté du vide (d'après Beeley[6]) 18
Figure 2.3 Production de structures poreuses en alliages de magnésium AZ91 (d'après Yamada[80]) 30
Figure 2.4 Représentation de la surfusion de constitution; (a) diagramme d'équilibre de l'alliage binaire A-B, (b) variation de la concentration en soluté CB devant le front de solidification, (c) profils de température près de l'interface 33
Figure 3.1 Moulage monobloc et moulage en carapace [1] 50
Figure 3.2 Résumé des travaux relatifs à l'étude de la fluidité de l'alliage AZ91D moulé à la cire perdue 52
Figure 3.3 Résumé des travaux relatifs à l'étude de la réactivité moule-métal et du fini de surface des pièces moulées à la cire perdue 54
Figure 3.4 Résumé des travaux relatifs à l'étude de la microstructure et des propriétés mécaniques de l'alliage AZ91D moulé à la cire perdue 56
Figure 3.5 Schéma du montage pour la mesure de la porosité 60
Figure 3.6 Éprouvette de traction, a-distance entre repères (25.00 ± 0.10 mm); b-largeur (6.00 ± 0.05 mm) ; c-épaisseur (maximum 6.00 mm) ; d-rayon du congé (6.00 mm) ; e-longueur totale (100.00 mm) ; f-longueur de la section réduite (32.00 mm) ; g-longueur de la zone de serrage (30.00 mm) ; h-largeur de la zone de serrage (10.00 mm) 63
Figure 4.1 Illustration of theprinciple of vacuum-assistedcasting 75
Figure 4.2 Fluidity test model; (a) Schematic view of cluster, (b) Maximum height of casting at moment of freezing 76

XV
Figure 4.3 Influence of vacuum assistance on mould filling; (a) Spiral cast without vacuum assistance, (b) Spiral cast with vacuum assistance 77
Figure 4.4 Influence of distance from flask wall on mould filling (Te = 750°C; TM = 350°C; t = 1.3 mm, D = 8 cm) 79
Figure 4.5 Influence of métal head on mould filling (Tc = 750°C; TM = 300°C; t = 1.3 mm; d = 1.1 cm) 80
Figure 4.6 Influence of section thickness on mould filling (Te = 750°C; TM = 300°C; d = 1.1 cm) 80
Figure 4.7 Influence of casting température on mould filling; (a) as a function of superheat ATS and (b) as a function of ATS/(TC-TM). (TM = 300°C; t = 1.3 mm; d = 1.1 cm) 82
Figure 4.8 Mould filling as a function of (a) mould preheating température and (b) 1/(TC-TM). (T C = 750°C; t - 1.3 mm; d = 1.1 mm) 84
Figure 4.9 Comparison between predicted values of Lf as calculated by équation (4.9) and expérimental results 86
Figure 5.1 Test model showing the pouring cup, the sprue and the attached sheets 101
Figure 5.2 SEM micrographs of 1.6 mm thick AZ91D sheets cast (a) in commercial plaster, showing round pits and (b) in pure plaster. (Tcasting = 750°C and Tmouid = 350°C) 104
Figure 5.3 Influence of mould preheating température on reactivity and roughness of AZ91D 1.0 mm sheets cast at 750°C (a) in a mould preheated at 300°C, and (b) in a mould preheated at 450°C. (Roughness was measured near the arrow) 105
Figure 5.4 Surface aspect of (a) a pouring cup showing black deposits over its side surface and (b) a reaction-free 1.0 mm sheet cast at 750°C in moulds preheated to 350°C 106
Figure 5.5 SEM micrograph of a 0.4 mm AZ91D sheet showing delineated dendrites butnopit 106
Figure 5.6 Grey reaction layer formed at the surface of a plaster mould preheated at 450°C (arrows) 108

xvi
Figure 5.7 Reaction layer at the surface of a 1.0 mm sheet cast at 750°C in plaster mould preheated at 450°C; (a) BSE image; EPMA mapping of the sample showing (b) Mg, (c) Si, (d) O, (e) Al, (f) Mn éléments. The présence of Mg-Si particle (1), Si-0 particle (2), and Al-Mn particle (3) is indicated by arrows 109
Figure 5.8 XRD spectra of 1.0 mm sheets cast at 750°C in moulds preheated at (a) 450°C (sample A) and (b) 250°C (sample B) 111
Figure 5.9 XPS surveys of 1.0 mm sheets cast at 750°C in moulds preheated at (a) 450°C (sample A) and (b) 250°C (sample B) 112
Figure 5.10 XPS analysis of the commercial plaster mould surface: (a) grey reaction layer and (b) virgin plaster 113
Figure 5.11 Vapour pressure of magnésium as a function of température [46] 114
Figure 5.12 Schematic interactions between magnésium and mould material 115
Figure 6.1 Backscattered électron image of the cross-section of a 1.6 mm thick spécimen investment cast in plaster mould 127
Figure 6.2 Characteristic X-ray energy spectrum of Al-Mn particles 127
Figure 6.3 SEM micrographs of the surface of (a) 0.8 mm, (b) 1.0 mm, (c) 1.3 mm and (d) 1.6 mm thick AZ91D spécimens investment cast in plaster mould. ..128
Figure 6.4 Morphology of Al-Mn particles observed at the surface of: (a) 0.4 mm, (b) 0.6 mm, (c) 1.3 mm thick spécimens investment cast in plaster mould 129
Figure 6.5 Elemental EPMA mappings of a 3.2 mm thick spécimen showing the distribution of : (a) Mn, (b) Al, and (c) Fe in the bulk, and (d) Mn, (e) Al, and (f) Fe at the surface 131
Figure 7.1 Top andbottom filling configurations 144
Figure 7.2 (a) Optical micrograph of solid mould cast AZ91D alloy; (b) Detailed view of the lamellar structure (1) and MgnAli2 phase (2) 147
Figure 7.3 Typical stress-strain curves obtained for top- and bottom-filled spécimens. .148
Figure 7.4 Influence of gating design on ultimate tensile strength (UTS), elongation (ef) and yield strength (YS) at 0.2% offset of 4.3 mm thick spécimens. An error bar corresponding to two standard déviations is also shown for each measured property 148

xvii
Figure 7.5 Influence of gating design on occurrence of flow marks, (a) top-filled spécimen showing flow marks (see arrows) at its surface, (b) bottom-filled spécimen showing no flow mark at its surface 150
Figure 7.6 SEM micrograph of (a) top-filled spécimen showing microshrinkage, inclusions and oxide film and (b) bottom-filled spécimen 151
Figure 7.7 Influence of section thickness and gating design on porosity level in investment cast spécimens. Error bars correspond to two standard déviations 151
Figure 7.8 SEM micrograph of the fracture surface of a tensile test spécimen showing (a) and (b) cleavage features (top and bottom filling), (c) a large spherical pore on the fracture surface (top and bottom-filling) (d) exposed intact dendrite(top filling) 153
Figure 7.9 Influence of casting température (TM=350°C, e=2.2 mm) (a) on grain size and secondary dendrite arm spacing and (b) on mechanical properties of bottom-filled spécimens. Error bars correspond to two standard déviations.. 154
Figure 7.10 Influence of mould preheating température (Tc=750°C, e=4.3 mm) (a) on grain size and secondary dendrite arm spacing and (b) on mechanical properties of bottom-filled spécimens. Error bars correspond to two standard déviations 156
Figure 7.11 Influence of section thickness on mechanical properties (Tc=750°C, TM=350°C) (a) bottom filling, (b) top filling. Error bars correspond to two standard déviations 157
Figure 7.12 Influence of section thickness on grain size and secondary dendrite arm spacing (bottom filling, TC=750°C, TM=350°C). Error bars correspond to two standard déviations 158
Figure 7.13 Optical micrographs of (a) a bottom-filled spécimen 4.3 mm thick, (b) a top-filled spécimen 1.6 mm thick and (b) a top-filled spécimen 1.3 mm thick. The arrow shows microporosity observed in cast part 160
Figure 7.14 Influence of grain size on yield strength from various sources 163

LISTE DES TABLEAUX
Tableau 2.1 Inhibiteurs et gaz protecteurs utilisés pour protéger le magnésium liquide et réduire les réactions moule-métal 25
Tableau 2.2 Propriétés mécaniques (résistance à la traction « Rm » et allongement à la rupture « er ») des alliages AZ63 et AZ92 moulés en sable et à la cire perdue (d'après la référence [63]) 37
Tableau 2.3 Propriétés mécaniques (résistance à la traction « Rm », limite élastique « Re », allongement « er ») de différents alliages de magnésium moulés à la cire perdue (d'après [28,59,82]) 38
Tableau 2.4 Propriétés de l'alliage AZ91HP moulé à la cire perdue (d'après Kim et coll. [83]) 40
Tableau 3.1 Composition de l'alliage AZ91D (% en poids) utilisé durant le projet (NorskHydro Canada) 58
Table 4.1 Thermal properties of pure magnésium and pure aluminum at their respective melting points 71
Table 4.2 Value of adjustableparameters 85
Table 5.1 Standard Gibbs energy (AGreact.) as a function of température (T) and enthalpy (AHreact.) of selected reactions [13,14] 95
Table 5.2 Composition of ingots of AZ91D magnésium alloy (wt %) 100
Table 5.3 Composition of commercial investment used to prépare plaster-based moulds 102
Table 6.1 Literature review about manganese-containing particles detected in Mg-Al base alloys 124
Table 6.2 Chemical composition of AZ91D magnésium alloy ingots (wt %) 125
Table 6.3 Chemical composition of Al-Mn particles (standard déviation in parenthèses) 130
Table 7.1 Coefficients of variation of ultimate tensile strength (UTS), elongation (ef) and yield strength (YS) for top andbottom filling 149
Table 7.2 Typical tensile properties of AZ91 magnésium alloy (as-cast condition) 162

CHAPITRE I
INTRODUCTION
1.1 CONTEXTE DE L'ÉTUDE
La réalisation d'économies d'énergie, le respect de l'environnement et la réduction
des coûts de fabrication passent par l'allégement des structures, en particulier dans le
domaine du transport. Ainsi, les véhicules automobiles devront consommer moins
d'énergie et être donc les plus légers possibles, et il en est de même dans les industries
aéronautique et spatiale. La diminution de poids est également une exigence pour des
produits dans les domaines de l'informatique, de la téléphonie mobile, des bagages, de
l'outillage et des articles de sport. Dans ce contexte, les matériaux métalliques tels que le
magnésium et le titane, aux côtés de l'aluminium, prennent une place de plus en plus
importante dans diverses applications pour lesquelles leur faible masse volumique est un
atout.
Le magnésium, en particulier, est le matériau de structure le plus léger avec une
masse volumique de 1.74 g/cm3, ce qui représente les deux tiers de celle de l'aluminium, le
quart de celle du fer et le cinquième de celle du cuivre. Il possède en outre une rigidité
spécifique élevée, une excellente capacité d'amortissement et une bonne stabilité
dimensionnelle. Cependant, sa structure cristalline hexagonale compacte lui confère peu de
systèmes de glissement à la température ambiante et limite ainsi la quantité de déformation
à froid qu'il peut subir. La fabrication des pièces en alliage de magnésium s'effectue donc

2
essentiellement par moulage ou par déformation à chaud à une température comprise entre
200 et 350°C.
Actuellement, les pièces en alliage de magnésium sont, en grande partie, fabriquées
par moulage sous pression, qui permet la production en grande série de pièces de précision.
L'intérêt de l'industrie pour le magnésium s'explique principalement par sa facilité de
moulage. Sa chaleur de solidification plus basse que celle de l'aluminium permet d'obtenir
des cadences de moulage plus élevées, d'accroître la durée de vie des matrices et de réaliser
ainsi d'importantes économies d'énergie.
Toutefois, les moules utilisés dans le moulage sous pression sont coûteux et longs à
produire. Le nombre d'applications grandissant pour le moulage sous pression a donc
suscité un intérêt croissant pour la fabrication de prototypes avant de lancer l'usinage des
cavités d'injection. Le moulage au plâtre [1-5], le moulage au sable, les assemblages
soudés, le moulage à modèle gazéifiable et le moulage à la cire perdue sont utilisés pour la
fabrication de ces prototypes [6]. La Figure 1.1 compare ces différents procédés en termes
de coût et de délai de production.
Élevé
COUT
Faible
sous pression ■
■ cire perdue
plâtre sables B
■ assemblage soudé
Court DELAI Long
Figure 1.1 Comparaison des délais de production et des coûts relatifs des
techniques utilisées pour la fabrication de prototypes en alliage de
magnésium (d'après Ruden [6]).

3
Bien que la Figure 1.1 montre que le moulage à la cire perdue soit plus coûteux et
nécessite une durée de mise en œuvre relativement plus élevée, ce procédé est celui qui
offre le plus de flexibilité pour la conception des pièces en magnésium. Cette technique est
en effet caractérisée par une très grande liberté de conception, grâce à sa capacité à
reproduire des formes complexes à sections minces et à la possibilité d'obtenir des formes
internes. La précision dimensionnelle est très bonne, ce qui permet d'obtenir une
reproductibilité parfaite des petits détails et de réduire ou de supprimer l'usinage. L'état de
surface est également très bon. Enfin, des pièces normalement composées de plusieurs
éléments peuvent être coulées en une pièce unique, supprimant ainsi les soudures et les
assemblages [7-11]. Le moulage à la cire perdue est d'autant plus intéressant si l'on
considère les progrès récents dans le domaine du prototypage rapide (frittage sélectif par
laser, stéréolithographie...), qui rend possible la réalisation de modèles en cire ou en
polymère avec des délais relativement courts. De plus, le moulage à la cire perdue offre les
mêmes spécifications que le moulage sous pression en termes de précision et de fini de
surface et sa flexibilité permet d'effectuer facilement des modifications dans la conception
de la pièce.
Le moulage à la cire perdue des alliages de magnésium semble donc une avenue
particulièrement intéressante, d'une part, pour la production de prototypes destinés au
moulage sous pression, et d'autre part, pour la fabrication en petite et en moyenne série de
pièces à haute valeur ajoutée.
1.2 MOULAGE À LA CIRE PERDUE DES ALLIAGES DE MAGNÉSIUM : PROBLÉMATIQUE ET
OBJECTIFS DU PROJET DE DOCTORAT
Les premiers travaux concernant le moulage à la cire perdue des alliages de
magnésium datent du début des années 1950. Toutefois, un certain nombre d'entre eux sont
à caractère publicitaire et se limitent à indiquer qu'il est possible de produire des pièces en
alliage de magnésium par ce type de procédé [6,12-14]. Davenport et Orton [15] puis

4
Herrick [16] et Pelligrini [17] ont été les premiers à étudier de manière plus extensive les
propriétés mécaniques de quelques alliages de magnésium moulés en moule monobloc. Ce
n'est pourtant qu'une trentaine d'années plus tard, au milieu des années 1990, que la
littérature fait à nouveau mention de travaux sur le sujet. Cependant, ces dernières études
dénotent un intérêt particulier pour le moulage en carapace au détriment du moulage
monobloc, en raison des problèmes de réactivité entre les constituants du moule de plâtre et
l'alliage de magnésium liquide rapportés par plusieurs auteurs [18-24], ce qui semble en
contradiction avec les études précédentes. Les données concernant le moulage à la cire
perdue (moulage en carapace ou moulage monobloc) des alliages de magnésium ne sont
donc dans leur ensemble ni claires ni exhaustives.
Ainsi, sur le plan de la conception, on ne possède que très peu de lignes directrices
appropriées pour la conception des moules. Les données scientifiques et techniques sur le
moulage à la cire perdue des alliages de magnésium sont rares, en particulier en ce qui
concerne la technique de moulage en moule monobloc. De nombreuses questions surgissent
lorsqu'il s'agit d'optimiser les propriétés mécaniques des pièces obtenues en fonderie. La
détermination des paramètres de moulage permettant d'obtenir des pièces saines aux
propriétés mécaniques satisfaisantes s'avère donc nécessaire. Dans ce contexte, l'objectif
général de ce projet de doctorat visait l'étude du procédé de moulage à la cire perdue en
moule monobloc et des caractéristiques des pièces en alliage de magnésium (AZ91D plus
particulièrement) produites par ce procédé.
Plus spécifiquement, trois volets principaux ont été abordés, lesquels sont
étroitement liés puisqu'ils gouvernent la qualité des pièces obtenues. Tout d'abord, la
réussite d'une pièce moulée passe entre autres par une bonne aptitude de l'alliage liquide à
alimenter adéquatement le moule. La qualité du remplissage dépend non seulement des
conditions de moulage (températures du moule et de l'alliage liquide) mais aussi de la
conception du système de coulée et de la nature de l'alliage. Elle est particulièrement
importante en moulage à la cire perdue puisque des pièces minces aux formes complexes
doivent être remplies. Or, cet aspect a été peu abordé dans le cas des alliages de magnésium
dans la littérature. Dans ce contexte, il est nécessaire de déterminer l'importance relative

s
des paramètres de moulage sur la capacité de remplissage de l'alliage de magnésium et de
déterminer l'épaisseur minimale des pièces que l'on peut obtenir par ce type de procédé.
Par ailleurs, les problèmes reliés aux réactions moule-métal sont d'une importance
majeure lorsque l'on considère la qualité des pièces moulées. À haute température, le
magnésium et ses alliages possèdent une capacité réductrice relativement élevée. Ils sont
donc très réactifs vis-à-vis de nombreux matériaux de moulage, endommageant les pièces
moulées et, dans le pire des cas, pouvant conduire à l'explosion du moule. Dans le cas du
moulage à la cire perdue, les informations disponibles demeurent contradictoires sous
plusieurs aspects. Quelle est l'origine des réactions moule-métal observées ? Quel est leur
effet sur la qualité des pièces moulées ? Et s'il y a lieu, quels sont les paramètres qui
permettraient de les limiter ? Telles sont les questions auxquelles les présents travaux
tenteront de répondre.
Finalement, les propriétés mécaniques des pièces moulées (résistance, ductilité, etc.)
dépendent beaucoup de la microstructure et des défauts qui peuvent découler des conditions
de moulage. Dans le cas des alliages de magnésium moulés à la cire perdue, ces propriétés
sont mal connues. Une étude expérimentale est donc nécessaire afin de déterminer le rôle
des paramètres de moulage et de la conception du moule sur ces propriétés.
1.3 STRUCTURE DE LA THÈSE
La thèse est divisée en huit chapitres principaux. En premier lieu, le chapitre II
présentera une revue de littérature couvrant les divers aspects du projet. Plus
particulièrement, les problèmes reliés au remplissage de sections relativement minces
seront abordés. Les diverses réactions moule-métal qui peuvent intervenir seront ensuite
examinées. Finalement, les principaux résultats concernant la microstructure et les
propriétés mécaniques des alliages de magnésium moulés par la méthode de la cire perdue
seront exposés.

6
Le chapitre III, quant à lui, décrira la démarche expérimentale relative à chacun des
volets du projet, ainsi que les techniques mises en œuvre tout au long de ce travail.
Les résultats obtenus sont ensuite regroupés, sous forme d'articles, dans les
chapitres IV à VII. Comme il a été mentionné précédemment, les objectifs du travail de
recherche s'orientent autour de trois axes principaux. Ainsi, le chapitre IV traite de la
fluidité de l'alliage AZ91D moulé à la cire perdue. L'analyse des réactions moule-métal
mises en jeu lors du moulage de l'alliage AZ91D dans un moule de plâtre est quant à elle
présentée au chapitre V. Enfin, les chapitres VI et VII seront consacrés à l'étude de la
microstructure et des propriétés mécaniques de l'alliage AZ91D moulé à la cire perdue.
Finalement, les conclusions et les perspectives de ce projet seront respectivement
exposées dans les chapitres VIII et IX.

7
1.4 RÉFÉRENCES
1. D. L. Albright. «Engineering the New Génération of Magnésium Die Casting». 1987. Magnésium in the Auto Industry : Prospects for the Future-Proceedings 44th Annual World Magnésium Conférence, Tokyo, Japan, May 17-20 1987, McLean, VA: International Magnésium Association, p. 46-53.
2. J. Davis and J. R. Brevick. «Effects of Sand and Carbon Fiber Additions on Plaster Mold and Casting Properties». 1990. AFS Transactions, 98, p. 301-304.
3. J. R. Brevick, J. W. Davis and C. Dincher. «Towards Improving the Properties of Plaster Moulds and Castings». 1991. Proceedings of the Institution of Mechanical Engineers, Part B : Journal of Engineering Manufacture, 205, no. 4, p. 265-269.
4. N. Fantetti, M. O. Pekguleryuz and M. M. Avedesian. «Magnésium Plaster-Cast Prototypes vs. Diecastings - a Comparative Evaluation of Properties». 1991. Magnésium at the Threshold? 48th Annual World Magnésium Conférence, Québec City, Canada, June 18-21 1991, McLean, VA: International Magnésium Association, p. 25-31.
5. W. Lamb. «Plaster Mold Parts: Ifs as Easy as A.P.C.». 1990. Die Casting Management, 8, no. 5, p. 22-23.
6. T. Ruden. «Prototype Alternatives for Magnésium Die Castings». 1991. Die Casting Management, 9, no 5, p. 26-29.
7. E. L. Cady. Précision Investment Castings. 1948. New York, NY: Reinhold Publishing Corp, 364 p.
8. Investment Casting Institute. Investment Casting Handbook. 1968. Chicago: Investment Casting Institute, 305 p.
9. «Casting». In: Metals Handbook, Desk Edition. 1985. Metals Park, OH: American Society for Metals, p. 23.1-23.64.
10. A. J. Clegg. Précision Casting Processes. 1991. Oxford: Pergamon Press, 293 p.
11. P. Cuenin. «Moulage - Noyautage». 1994. Techniques de l'Ingénieur, MC, article M3512.
12. Anonymous. «Magnésium Investment Casting». 1965. Précision Métal Molding, 43, no 7, p. 38-39.
13. Anonymous. «Magnésium Alloy Casting Process». 1987. Materials Engineering, 104, no 11, p. 12.

8
14. P. S. Frederick. «Prototyping Magnésium Alloy Castings». 1988. Automotive Engineering, 96, no 5, p. 62-64, 66, 68, 70.
15. W. F. Davenport and G. W. Orton. «Investment Casting Magnésium». 1950. Iron Age, 165, no 7, p. 94-96.
16. K. Herrick. «Magnesium-Base Alloys Investment Cast Properties». 1961. AFS Transactions, 69, p. 179-188.
17. C. J. Pellegrini. «Investment Cast Zirconium-Bearing Magnesium-Base Alloys». 1962. AFS Transactions, 70, p. 1229-1234.
18. M. H. Idris and A. J. Clegg. «Processing and Evaluation of Investment Cast Magnesium-Base Alloy». 1996. AFS Transactions, 104, p. 237-244.
19. M. H. Idris, A. Ourdjini, E. Hamzah and A. .1. Clegg. «Suppression of Mold-Metal Reactions during Investment Casting». 2000. Proceedings of the Magnésium Alloys and their Applications Conférence, Munich, Germany, September 27-28 2000, Weinheim, Germany: Wiley-VCH, p. 628-634.
20. M. H. Idris, A. Ourdjini, E. Hamzah and A. J. Clegg. «Investment Casting for Magnésium Alloy». 2000. Proceedings of the Second International Conférence on Advanced Manufacturing Technology, organised by Technological University, Johor Bahru, Malaysia, August 16-17 2000, p. 591-594.
21. M. H. Idris, M. S. Yong and A. J. Clegg. «Précision Casting of a Magnesium-Base Alloy». 1997. Foundryman, 90, no 4, p. 140-144.
22. S. Kim, T. Hong and Y. Kim. «Evaluation of Thermal Stability of Mold Materials for Magnésium Investment Casting». 2001. Materials Transactions, 42, no 3, p. 539-542.
23. S. Kim, M. Kim, T. Hong, H. Kim and Y. Kim. «Investment Casting of AZ91HP Magnésium Alloy». 2000. Metals and Materials International, 6, no 3, p. 275-279.
24. M. Rosefort, S. Korte and A. Buhrig-Polaczek. «Investment Casting of Magnésium». 2003. Proceedings of the 6th International Conférence Magnésium Alloys and their Applications, Wolfsburg, Germany, November 18-20 2003, Weinheim, Germany: Wiley-VCH, p. 752-757.

CHAPITRE II
ÉTAT DES CONNAISSANCES
2.1 CAPACITÉ DE REMPLISSAGE DES SECTIONS MINCES
2.1.1 Considérations générales
La fluidité est une propriété du métal liquide qui intervient dans une large mesure
dans la réussite des pièces de fonderie. En effet, un manque de fluidité est à l'origine de
défauts, tels que les non-venus, les reprises ou les rides, qui peuvent mener au rejet d'un
grand nombre de pièces. Elle est notamment déterminante en moulage à la cire perdue où
des sections minces et complexes doivent être remplies.
Pour le physicien, la fluidité représente l'inverse de la viscosité et est une propriété
fondamentale du liquide. En fonderie, la signification du terme « fluidité » est différente. Si
le métal ne remplit pas complètement la cavité d'un moule, on dit qu'il manque de fluidité.
La fluidité est alors une mesure empirique de la distance que peut parcourir le métal liquide
avant sa solidification et est dépendante de nombreuses constantes physiques et de
variables associées à l'expérimentation. La définition de la fluidité en fonderie n'est
toutefois pas très claire et différentes terminologies ont été utilisées dans diverses langues,
telles que « coulabilité », « running quality », « running capacity », « runnability »,
« castability », « flowability », « flowing power» [1] ou « FliePvermogen »,
« Formfullungsvermôgen » [2].

10
Afin de clarifier ce concept, Campbell et coll. [3] ainsi que Stojanov et coll. [2]
distinguent deux types de fluidité, selon des critères statiques et dynamiques. Le premier
type de fluidité répond à des critères dynamiques et est appelé coulabilité (« flowability »).
La coulabilité intervient surtout dans le cas de sections relativement larges et pour des
températures de moule et/ou de coulée relativement faibles. Elle est contrôlée par la
solidification, dépend de la surchauffe, des transferts de chaleur et autres facteurs
thermiques. Le second type de fluidité, appelé « fillability » et que l'on traduira par le terme
« capacité de remplissage », répond à des critères statiques. La capacité de remplissage est
limitée par la tension de surface et la hauteur de métal. Le remplissage est contrôlé par un
équilibre mécanique de forces, qui n'est influencé ni par le mode de solidification ni par
une augmentation de la température. Dans le cas des sections minces, le transfert de chaleur
et la tension de surface contribuent tous les deux à limiter le remplissage du moule.
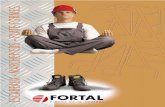
Dans la littérature, plusieurs modèles ont été utilisés pour mesurer la fluidité comme
le montre la Figure 2.1.
Métal liquide
(a)
I II Il II 1 11 II II II I
i ii M H H H ii m m H u il il m u i il il il n M n in - n n n n n ii n . ii n it n n n n i n ii . i i ii u ii n
n n il n u u n i I I! Il II II II II I (à)
Vide
(b)
g>
l^ l^
(e) (0
Figure 2.1 Modèles utilisés pour mesurer la fluidité en moulage à la cire perdue :
(a) tube à succion, (b) spirales [4], (c) coins [2,5], (d) grilles de rétention
[4], (e) lames verticales [3,5] et (f) U inversé [5].

I l
Dans le cas des alliages moulés à la cire perdue, on retrouve plus spécifiquement les
spirales, les coins, les grilles de rétention et les lames verticales. On notera cependant que la
diversité des modèles rend difficile la comparaison des résultats obtenus par les différents
groupes de recherche.
2.1.2 Facteurs affectant la fluidité
2.1.1.1 Facteurs associés à la nature du moule
a) Influence des propriétés thermiques (conductivité thermique, effusivité
thermique, diffusivité thermique, coefficient de transfert de chaleur)
La conductibilité thermique caractérise la capacité du moule à transmettre la
chaleur : plus vite un moule peut transférer la chaleur d'une région chaude à une région
froide, plus vite la pièce se solidifie. Dans le cas du moulage à la cire perdue, la
conductivité thermique du moule est relativement faible, ce qui a pour effet de retarder la
solidification du métal et donc d'améliorer le remplissage des cavités. En pratique, la
conductivité thermique peut être abaissée en augmentant la porosité et la masse volumique
du moule [6].
L'effusivité thermique (« heat diffusivity ») représente la capacité d'un moule à
absorber la chaleur. Elle dépend du produit de la conductivité thermique du métal « K », de
sa masse volumique «p » et de sa chaleur spécifique «cp» [7]. Les moules de plâtre
possédant une effusivité thermique relativement faible, ils absorbent très peu de chaleur
lorsque le métal liquide y pénètre, ce qui contribue à retarder la solidification [8] et donc à
améliorer la coulabilité.
Par ailleurs, la diffusivité thermique (« thermal diffusivity »), « a », est une mesure
de la capacité du moule à dissiper la chaleur. Elle dépend des mêmes paramètres que
l'effusivité thermique et s'écrit comme suit :

12
a = — (2.1) p.cP
Ce facteur est important lorsqu'il s'agit de remplir des sections larges, une diffusivité
thermique plus faible favorisant une augmentation de la coulabilité.
Finalement, le coefficient de transfert de chaleur est un facteur important dans le
remplissage de sections larges. Plus la résistance au flux de chaleur à l'interface moule-
métal est importante, plus le métal gardera longtemps sa chaleur et restera fluide. Abaisser
le coefficient de transfert de chaleur par l'utilisation d'un revêtement à la surface du moule,
par exemple, favorise le remplissage du moule [9,10].
b) Perméabilité
Les gaz présents dans la cavité du moule peuvent, d'une part, engendrer des non-
venus en réduisant la vélocité du métal et, d'autre part, réagir avec le métal de façon à
augmenter la tension de surface et donc à abaisser la capacité de remplissage du moule.
Dans le cas du moulage à la cire perdue, le moule possède des cavités qui doivent être
parfaitement remplies en un temps relativement court. Il est alors important que tout gaz
présent dans la cavité du moule puisse s'échapper avant que la solidification du métal ne se
produise. La perméabilité du moule, qui correspond à son aptitude à se laisser traverser par
un fluide (liquide ou gaz) sous l'effet d'un gradient de pression, doit être relativement
importante pour permettre l'évacuation des gaz présents dans la cavité du moule et par
conséquent favoriser le remplissage du moule.
2.1.1.2 Facteurs associés à la nature de l'alliage
a) Mode de solidification
La coulabilité dépend dans une large mesure de la composition de l'alliage. Il
semble ainsi préférable d'utiliser des alliages à intervalle de solidification court si on

13
souhaite une bonne coulabilité. Ce comportement peut s'expliquer si l'on considère le
mode de solidification. Dans le cas des métaux purs, la solidification s'effectue selon un
front de solidification plan [10-13], sous forme de grains basaltiques qui croissent à partir
des parois du moule vers le centre de la pièce. Le métal liquide peut continuer à s'écouler
dans le chemin de coulée jusqu'à ce que les fronts de solidification se rejoignent, fermant le
canal. Pour les alliages dilués (avec un pourcentage en soluté relativement faible),
l'écoulement cesse de façon analogue aux métaux purs. Cependant, le front de
solidification n'est plus plan, mais devient dentelé. La formation de dendrites qui se
projettent dans le métal crée une résistance à l'écoulement du fluide. L'écoulement du
métal est donc arrêté beaucoup plus vite que dans le cas des métaux purs [12,13].
Finalement, dans le cas des alliages riches en soluté, la croissance et la fragmentation des
dendrites au début de la solidification conduit à une structure équiaxe. Les dendrites
croissent tout en progressant avec le flux de métal jusqu'à ce que la friction devienne
suffisamment importante pour provoquer l'arrêt de l'écoulement [12,13].
La morphologie des structures de solidification joue également un rôle important sur
la capacité de remplissage. Dans le cas des alliages riches en soluté, du métal partiellement
solidifié parvient vers les détails fins, alors que les métaux purs et les alliages qui se
solidifient avec une interface solide-liquide plane délivrent du métal complètement liquide
vers les détails du moule [5]. Ainsi, les alliages possédant un intervalle de solidification
court favorisent le remplissage des moules [5].
b) Enthalpie de fusion
La coulabilité est d'autant plus importante que l'enthalpie de fusion est élevée [5,8].
Une enthalpie de fusion relativement grande contribue à augmenter la quantité de chaleur
que le métal doit dissiper avant de se solidifier. Ainsi, les alliages hypereutectiques Al-Si
possèdent une fluidité relativement élevée, étant donné que l'enthalpie de fusion du
silicium primaire est 4.5 fois supérieure à celle de l'aluminium pur [5,8,14].

14
c) Viscosité
La viscosité d'un métal liquide est une propriété qui traduit la résistance de ce métal
à s'écouler. L'influence de la viscosité sur la coulabilité du métal liquide dépend de la
température à laquelle il se trouve [5]. Sous le liquidus, la viscosité augmente de plusieurs
ordres de grandeur avec une diminution de température. La vitesse d'écoulement est alors
fortement diminuée, ce qui conduit à une diminution rapide de la coulabilité. Au-dessus du
liquidus en revanche, l'influence de la viscosité sur la coulabilité est extrêmement faible
[10,11,15].
d) Tension de surface
La tension superficielle oppose continuellement une résistance à l'écoulement du
métal liquide [8]. Toutefois, la tension de surface exerce une influence relativement faible
sur la coulabilité lorsque le canal dans lequel s'effectue l'écoulement est large ou lorsque la
pression métallostatique est suffisamment élevée. En revanche, la contribution de la tension
de surface augmente de façon importante et diminue la coulabilité lorsque le canal est étroit
ou lorsque la pression métallostatique est insuffisante [5,12,15]. La capacité de remplissage
est quant à elle fortement influencée par la tension de surface. Si la pression métallostatique
est trop faible, le remplissage de la cavité ne pourra avoir lieu.
2.1.1.3 Influence des paramètres de procédé
a) Température de coulée
Lorsque du métal liquide est versé dans un moule froid, le moule est immédiatement
chauffé par le métal liquide, qui lui-même se refroidit. Si la température du métal n'est pas
suffisamment élevée par rapport au liquidus, le liquide peut se solidifier avant le
remplissage complet de la cavité. Par conséquent, il est nécessaire d'augmenter la
température du métal liquide bien au-dessus du liquidus, en le surchauffant, l'enthalpie du
métal étant alors augmentée. La plupart des études montrent que la coulabilité augmente

15
linéairement en fonction de la température de coulée [15-20]. En revanche, la surchauffe ne
permet pas d'améliorer la capacité de remplissage des sections minces, celle-ci dépendant
de la tension de surface.
b) Température du moule
La coulabilité d'un métal pur ou d'un alliage augmente avec la température du
moule, car il y a alors une réduction du taux de transfert de chaleur vers le moule [5]. En
effet, le flux de chaleur du métal vers le moule étant fonction de la différence de
température entre le métal et le moule, augmenter la température du moule permet
d'allonger la période pendant laquelle l'alliage demeure liquide. Il a ainsi été observé que la
coulabilité varie proportionnellement à l/(TMétai - TMouie) [5]. En revanche, la température
du moule ne semble pas influencer la capacité de remplissage des cavités, sauf si la tension
de surface est affectée par la température.
c) Conception du système de coulée
La vélocité du métal liquide joue un rôle sur la capacité de remplissage du moule. À
des vélocités relativement faibles, le temps que le métal met pour remplir les cavités peut
être suffisamment long pour refroidir le volume de métal à une température où la
coulabilité est beaucoup plus faible [18]. Au contraire, des vélocités relativement élevées
favorisent le remplissage du moule, mais les turbulences créées peuvent avoir un effet
néfaste sur les propriétés de la pièce moulée [8].
Dans ce contexte, il est nécessaire que la conception du système de coulée soit bien
faite pour assurer le remplissage rapide des cavités tout en minimisant les turbulences. Par
exemple, on cherchera à remplir l'empreinte le plus rapidement en considérant la position,
le nombre, la dimension et la forme des attaques de coulée ; on tendra vers un remplissage
régulier de l'empreinte et on évitera tout ce qui pourrait faire obstacle au déplacement
normal du métal dans le moule, en éliminant les contre-pressions ou en réduisant les pertes
de charge.

16
Par ailleurs, Flemings a montré que la pression métallostatique était directement liée
à la vélocité du métal liquide [10]. La pression métallostatique (analogue à la pression
hydrostatique) est causée par l'action de la gravité sur la colonne de métal qui s'élève au-
dessus d'un point donné de la cavité de moulage. Elle est calculée comme le produit
« p.g.h » dans lequel « h » est la hauteur de métal, « p » la masse volumique du métal et
« g » l'accélération de la pesanteur. La pression métallostatique affecte la coulabilité. Ainsi,
une amélioration significative de la fluidité peut être obtenue en pratique en augmentant la
hauteur de la colonne de métal [10]. Elle influence également la capacité de remplissage,
car elle agit à rencontre de la tension de surface du métal pour remplir les aspérités du
moule.
d) Propreté du métal liquide
Les gaz dissous, les films d'oxyde, les inclusions, les impuretés non métalliques de
même que les particules intermétalliques présentes dans le métal liquide peuvent réduire la
coulabilité de manière relativement importante [11,21,22]. L'ampleur de cette diminution a
été évaluée pour différents alliages dans différentes conditions, et on a montré qu'elle
pouvait atteindre jusqu'à 20% [21]. Les gaz dissous peuvent modifier certaines propriétés
du métal comme la viscosité. Les films d'oxyde solides comme ceux qui se forment à la
surface des alliages d'aluminium liquides peuvent former autour du flot de métal une
enveloppe continue possédant une tension de surface élevée et restreindre le flux de métal.
Ces films, appelés « bifilms » [23], peuvent également être brisés et incorporés à l'alliage
qui s'écoule au risque d'augmenter la viscosité du métal. Les films d'oxyde contribuent
ainsi à réduire la capacité du métal à reproduire les plus petits détails [11]. Néanmoins, il a
été montré que la filtration de ces impuretés résultait en une amélioration substantielle de la
coulabilité, jusqu'à 25% [24].

17
c) Méthodes externes
En moulage à la cire perdue, il est nécessaire de remplir des sections minces et de
reproduire des formes complexes. Or, étant donnée la perméabilité relativement faible des
moules utilisés, le simple moulage par gravité ne suffit pas pour assurer le remplissage
complet des cavités. Différentes méthodes ont été développées afin de pallier cette
difficulté, comme la centrifugation [4,6,25-27], le remplissage assisté du vide et
l'application de vibrations.
L'assistance du vide consiste à placer les moules dans une chambre hermétique
connectée à une pompe à vide. La pression dans la chambre est réduite juste avant la coulée
du métal dans le moule. Lorsque le métal est versé dans le moule, l'air qui doit être déplacé
par le métal est aspiré à travers les porosités du moule. Le vide est maintenu jusqu'à
solidification complète de la pièce [6,24,28]. La réduction de pression dans le cas du
remplissage assisté du vide permet d'éliminer la contre-pression associée à la présence de
gaz dans la cavité du moule. La surpression à l'intérieur du moule est également éliminée
localement à travers les porosités du moule ou éventuellement à travers des évents.
En 1970, ce principe a été amélioré par l'introduction de châssis de moulage
perforés, appelés « frettes », qui permettent d'obtenir des pressions différentielles plus
importantes et mieux distribuées, une plus grande surface du moule étant exposée au vide
[6,27]. Un collet est soudé au niveau de l'extrémité supérieure de ces frettes. La frette est
placée de manière telle que la partie perforée se retrouve dans la chambre à vide, le collet
maintenant la frette en position. L'étanchéité du système est assurée à l'aide d'un joint
torique, résistant à des températures relativement élevées. La Figure 2.2 montre
schématiquement le principe du remplissage assisté du vide.

IX
CoËet
Châssis de moulage perforé (frette)
-Vfs —■
lr 1
-r—1
Joint
Chambre à vide
Vers la pompe à vide
Figure 2.2 Schéma illustrant le principe du remplissage assisté du vide (d'après
Beeley [6]).
L'application de vibrations peut aussi aider au remplissage des pièces. Le principe
consiste à fixer solidement le moule à une table vibrante et à verser le métal tout en
appliquant des vibrations à des amplitudes et des fréquences spécifiées. Il a été montré par
Levinson et coll. [29] que l'application de vibrations améliorait la capacité de remplissage
des alliages de façon prononcée selon l'intensité des vibrations. Cette amélioration semble
être due au fait que les vibrations ont pour effet de briser les films de surface qui peuvent
ralentir la progression du métal liquide dans les cavités. Flemings et coll. [15] ont
également constaté que l'application des vibrations permettait d'améliorer la capacité de
remplissage de manière appréciable, en particulier pour des hauteurs de métal relativement
faibles. Les vibrations augmenteraient dans ce cas la hauteur de métal effective (effets
d'accélération).

19
2.1.3 Cas des alliages de magnésium
Dans la littérature, il existe quelques travaux portant sur la fluidité du magnésium et
de ses alliages. Cependant, aucune étude n'a été effectuée sur la fluidité des alliages de
magnésium moulés à la cire perdue.
Niesse et coll. [30] ont étudié la fluidité de plusieurs alliages de magnésium
(systèmes Mg-Al, Mg-Zn, Mg-Al-Zn, Mg-Zn-Zr, Mg-Th-Zr, Mg-RE, Mg-RE-Zr, où RE
représente des terres rares), à l'aide de tubes à succion. Pour la plupart des systèmes
d'alliages, les auteurs ont constaté que la fluidité diminuait de manière importante avec
l'addition de petites quantités d'éléments d'alliage, puis augmentait à l'approche de la
composition eutectique. Les résultats sont moins clairs en ce qui concerne les alliages
contenant du zirconium, du thorium ou des terres rares. Finalement, la fluidité varie de
manière inversement proportionnelle à l'intervalle de solidification (écart de température
entre le liquidus et le solidus).
Sundarrajan et coll. [31] ont observé que dans le cas des alliages Mg-Al, la fluidité
est inversement proportionnelle à l'intervalle de solidification. Elle est minimale pour une
concentration en aluminium de 5%. Par ailleurs, le même groupe de recherche a observé
que la capacité à reproduire les détails du moule augmente avec la concentration en
aluminium [20]. Les variations ont été attribuées à la surchauffe, la pression métallostatique
et la diminution du taux de solidification.
Plus récemment, un groupe de chercheurs chinois [32-36] a effectué des essais de
fluidité à l'aide de spirales moulées en sable sur des alliages Mg-Al. Les résultats montrent
que la fluidité est plus importante avec une augmentation de la surchauffe. Ils ont
également étudié l'influence des éléments d'alliage (aluminium, silicium, béryllium, terres
rares) sur la fluidité. Ces éléments peuvent modifier le liquidus, l'intervalle de
solidification, la morphologie de l'interface solide/liquide, la chaleur de fusion et la tension
de surface et donc modifier la fluidité.

20
L'addition d'aluminium (6-12%) permet d'améliorer la fluidité du magnésium [33],
puisqu'elle amène une diminution du liquidus et de l'intervalle de solidification et que la
chaleur de fusion de la phase MgnAln est plus importante que celle de oMg.
Les chercheurs ont également constaté que l'addition de silicium (0-2% en poids) à
l'alliage Mg-6A1 permettait d'obtenir une meilleure fluidité [35]. La fluidité augmente
d'abord progressivement avec des ajouts de 0.3 et 1.0% en poids de silicium, puis
fortement avec 1.5% de silicium. Toutefois, l'ajout de silicium mène à la formation de
particules de Mg2Si indésirables. Néanmoins, l'enthalpie de fusion de ces inclusions est
relativement élevée et le silicium a peu d'effet sur le liquidus, ce qui entraîne globalement
une diminution du taux de solidification et une augmentation de la fluidité. De plus, dans le
système Mg-Si, la composition de l'eutectique Mg-Mg2Si est d'environ 1.5% Si. Pour
l'alliage Mg-6Al-1.5Si, on observe alors un changement dans le mode de solidification
[33]. Dans ce cas, l'interface solide-liquide est plus plane, et la fluidité est améliorée.
L'ajout de béryllium au système Mg-Al-Zn a également un effet bénéfique sur la
fluidité comparativement à l'alliage AZ91D. Le même groupe de chercheurs observe
également que la fluidité augmente pour des températures de coulée comprises entre 690 et
750°C, puis diminue au-delà de 750°C. En présence de béryllium, la susceptibilité de
l'alliage de magnésium à réagir avec l'oxygène diminue. Il en résulte une diminution de la
viscosité de l'alliage liquide et donc une augmentation de la fluidité. Au-delà de 750°C,
l'oxydation de l'alliage s'accélère et la fluidité diminue [36].
L'ajout de terres rares (RE) (>3%) permet également d'augmenter la fluidité des
alliages AZ91, Mg-6A1 et Mg-Al-Zn-Be [32-34,36]. Les terres rares ont pour effet de
diminuer l'intervalle de solidification. De plus, il se forme des composés AlnRE3 qui
possèdent une chaleur latente de fusion relativement élevée, ce qui a pour effet d'augmenter
la fluidité de l'alliage. En revanche, les terres rares possèdent une forte affinité pour
l'oxygène et peuvent ainsi mener à la formation d'inclusions et donc à la diminution de la
fluidité. Lorsque la température de coulée est comprise entre 711 et 750°C, la fluidité
augmente, étant donné que la viscosité et la tension de surface diminuent et que la capacité

21
calorifique du métal augmente. Au-dessus de 750°C, la fluidité diminue, l'oxydation de
l'alliage est d'autant plus favorisée que la température de coulée augmente. Les auteurs ont
également remarqué qu'augmenter la température du moule permettait d'augmenter
fortement la fluidité, étant donné que le temps de solidification est plus long. Finalement,
ils ont observé que la fluidité augmentait avec une augmentation de l'épaisseur de la pièce.
Ils ont déterminé une épaisseur de pièce critique (comprise entre 1.0 et 2.5 mm selon les
conditions de coulée) en dessous de laquelle la fluidité augmente lentement avec
l'épaisseur. Au-dessus de cette épaisseur critique, on observe une forte augmentation de la
fluidité avec l'épaisseur, le temps de solidification est alors plus long et la contribution des
phénomènes de tension de surface plus faible.
D'autres essais ont été effectués à l'aide de spirales moulées en moule permanent
sur des alliages des séries AZ et AM. Les résultats montrent que l'aluminium et le
béryllium sont les éléments majeurs affectant la fluidité, l'aluminium en diminuant la
température du liquidus et le béryllium en augmentant la résistance à l'oxydation de ces
alliages [37].
Finalement, Hua et coll. [38] ont étudié l'influence de la température de coulée et de
la composition de l'alliage sur la fluidité d'alliages de magnésium Mg-Al-Zn-Mn-Ce. Les
mesures ont été effectuées à l'aide de tubes à succion. Les auteurs trouvent que le meilleur
modèle pour caractériser l'influence de la température de coulée sur la fluidité est une
fonction exponentielle. Ils indiquent aussi que l'ajout d'éléments d'alliage influence la
température du liquidus, le mode de solidification, ainsi que la formation de composés
intermétalliques, ce qui induit des modifications au niveau de la fluidité du magnésium.

22
2.2 ÉTUDE DES RÉACTIONS ENTRE LE MOULE ET LE MÉTAL LIQUIDE LORS DU
MOULAGE À LA CIRE PERDUE DES ALLIAGES DE MAGNÉSIUM
Les réactions moule-métal peuvent influencer la qualité des pièces moulées de façon
déterminante, puisqu'elles peuvent conduire à la formation de défauts dans la pièce. Elles
sont particulièrement importantes dans le cas des alliages de magnésium, puisque ces
alliages sont très réactifs. Dans un premier temps, il sera question des différents types de
réactions qui peuvent se produire entre les constituants du moule et le métal liquide, puis
l'état des connaissances portant sur la réactivité des alliages de magnésium moulés à la cire
perdue sera discuté.
2.2.1 Réactions possibles entre le moule et les alliages moulés
Divers types de réactions peuvent survenir entre le matériau de confection du moule
et l'alliage liquide qui y est versé.
Le métal liquide peut réagir directement avec certaines composantes du moule. Par
exemple, dans le cas du moulage d'alliages de titane dans des moules de sable ou dans des
carapaces destinées au moulage à la cire perdue, il peut se former divers oxydes entre le
titane et l'oxygène présent dans le moule. Le titane réduit la silice contenue dans la
carapace utilisée en moulage à la cire perdue pour donner du silicium et de l'oxyde de
titane [39-41]. Le métal liquide peut également dissoudre le moule. Ce phénomène est
généralement négligé dans le cas du moulage à la cire perdue, mais il existe certains cas
d'exception, comme pour les alliages de titane. Lors de la coulée du titane et de ses alliages
en carapace, il peut se former une couche de réaction enrichie en éléments provenant du
moule (carbone, azote et surtout oxygène) [42,43]. La nature fragile de cette couche peut
provoquer une rupture prématurée de la pièce.
Le métal liquide peut réagir avec les gaz (généralement l'air) présents dans le
moule. Cette réaction mène à la formation d'oxydes qui sont néfastes pour la qualité des
pièces obtenues (formation d'inclusions et diminution des propriétés mécaniques) [44].

23
Dans le cas particulier du moulage avec modèle gazéifiable, les gaz présents proviennent de
la décomposition du polystyrène par le métal liquide [8,45]. Par exemple, pour les fontes,
de l'hydrogène, du méthane et une quantité considérable de carbone libre sont générés. Le
carbone se dépose à la surface du front de métal liquide et peut mener à des défauts dans la
pièce [8], Finalement, le métal liquide peut aussi réagir avec les gaz présents dans le moule
et les produits de cette réaction peuvent ensuite réagir à leur tour avec le moule. Par
exemple, chez certains alliages ferreux, l'oxydation du fer par l'oxygène est suivie de la
réaction entre l'oxyde de fer (FeO) et la silice (SiC^) contenue dans le moule pour former la
fayalite (Fe2Si04). Cette réaction s'accompagne souvent d'une infiltration de métal dans le
moule, ce qui entraîne une détérioration de la surface de la pièce [8,46].
Le métal peut aussi s'infiltrer dans le moule, selon deux autres mécanismes :
l'infiltration du métal en phase liquide et l'infiltration du métal en phase vapeur. Le
problème de l'infiltration du métal liquide est surtout rencontré en moulage au sable, où le
métal pénètre entre les grains de sable. Il en résulte alors une détérioration du fini de
surface de la pièce (obtention d'une surface rugueuse) [46]. Dans le deuxième cas, les
vapeurs de métal peuvent diffuser à travers les pores du moule et se condenser sur les
agrégats du moule [46]. Par exemple, dans les aciers riches en manganèse moulés en sable,
on observe la contamination du moule de sable par les vapeurs de manganèse. Ces vapeurs
s'infiltrent à travers les grains de sable et réagissent avec les oxydes de fer présents dans le
sable d'olivine utilisé [47].
2.2.2 Réactivité des alliages de magnésium
De manière générale, le magnésium et ses alliages sont caractérisés par leur grande
affinité pour l'oxygène de l'air et leur forte propension à réagir avec les matériaux de
moulage. Cela vient du fait que la couche d'oxyde qui se forme à la surface du magnésium
liquide n'est pas protectrice. De plus, la pression de vapeur du magnésium est élevée à des
températures relativement basses. Le magnésium liquide brûle spontanément dans l'air,
cette combustion étant alimentée par les vapeurs de magnésium.

24
Il s'avère donc souvent nécessaire d'utiliser des inhibiteurs ou des gaz protecteurs
pour protéger le magnésium liquide. Le Tableau 2.1 recense les principaux inhibiteurs et
gaz protecteurs utilisés pour réduire les réactions moule-métal. Les « flux » sont des
poudres composées de mélanges de chlorures et de fluorures. Saupoudrés à la surface du
métal liquide, ils forment une couche protectrice à la surface du métal liquide. En raison
toutefois de leur influence néfaste sur la résistance à la corrosion des pièces moulées et des
équipements de moulage, la protection par « flux » a été supplantée par la protection par
atmosphère, qui met en œuvre des gaz protecteurs, comme l'argon, le dioxyde de soufre et
l'hexafluorure de soufre SFÔ. Finalement, des inhibiteurs peuvent être ajoutés dans les
moules pour limiter les réactions moule-métal. Ainsi, des inhibiteurs comme le fluoborate
de potassium, le fluorure d'aluminium, l'acide borique ou le carbone sont utilisés lors du
moulage au sable des alliages de magnésium. Ils peuvent former soit une couche protectrice
à la surface du magnésium liquide, soit une atmosphère protectrice dans l'empreinte, soit
un revêtement protecteur autour des grains de sable [48]. Dans le cas du moulage au plâtre,
du fluorure d'aluminium a été incorporé [48].
Dans le cas du moulage à la cire perdue des alliages de magnésium, Emley [49]
affirme, en 1966, qu'aucun inhibiteur n'est nécessaire puisque le moule est cuit à très haute
température et que le métal se solidifie assez rapidement. Pourtant, la littérature disponible
indique la nécessité d'utiliser des inhibiteurs ou des gaz protecteurs sans lesquels les
réactions moule-métal ne peuvent qu'avoir lieu. Torok et Wilson [28] ont ainsi présenté
une revue des différents inhibiteurs utilisés : soufre, SF6, SO2, KBF4, AIF3, BF3. Les
données concernant le moulage à la cire perdue des alliages de magnésium ne sont donc pas
très claires, voire contradictoires, comme le montre la prochaine section.

25
Tableau 2.1 Inhibiteurs et gaz protecteurs utilisés pour protéger le magnésium
liquide et réduire les réactions moule-métal.
Inhibiteur Propriétés
Protection de
la surface du
métal liquide
[49-51]
Gaz
protecteurs
[28,49-56]
Éléments
ajoutés aux
constituants
du moule
[28,50,57]
Flux
(MgCl2 et
autres
chlorures)
Soufre
Fluides à la température du métal liquide. Inconvénients :
1) oxydation du flux qui forme un composé épais susceptible
de se craqueler et d'exposer le métal liquide à l'air ambiant ;
2) contamination de la pièce moulée, inclusions, effet sur les
propriétés mécaniques ;
3) problèmes de corrosion.
Répandu à la surface du magnésium liquide pour consommer
l'oxygène
N2 Réagit avec Mg liquide pour produire du Mg3N2 et permet la
vaporisation du magnésium au-dessus de 650°C.
Ar et He Inertes vis-à-vis de Mg liquide mais permettent la
vaporisation du magnésium liquide; onéreux ; toute présence
d'air doit être exclue.
CO2 Toute présence d'air doit être exclue.
BF3 Très toxique, corrosif.
SO2 Toxique et corrosif.
SFÔ Incolore, inodore, non toxique mais participe à l'effet de
serre.
HFC Substitut possible au SFc moins nuisible sur le plan
environnemental.
AIF3 Toxique.
KBF4 Température de décomposition : 615°C; toxique.
CaF2 Nocif.

26
2.2.3 Moulage à la cire perdue des alliages de magnésium : état des connaissances
Dans la littérature, les données concernant le moulage à la cire perdue des alliages
de magnésium ne sont pas exhaustives. Quelques-unes d'entre elles se limitent à indiquer
qu'il est possible de produire des pièces en alliage de magnésium par moulage à la cire
perdue [58-61], sans donner de précisions supplémentaires. En 1955, Campbell [62]
indique que la réactivité du magnésium freine le développement du procédé, mais il publie
tout de même les propriétés en traction de l'alliage AZ92 obtenu par moulage à la cire
perdue. Au début des années 1950, Davenport et Orton [63] étudient la microstructure et les
propriétés mécaniques des alliages AZ63 et AZ92. Les moules étaient purgés avec du SO2
pour prévenir les réactions moule-métal. Butler [64] évoque, quant à lui, les réactions
observées durant le moulage en moule monobloc des alliages de magnésium : explosion du
moule, feu d'artifice. Le problème a néanmoins pu être résolu en ajoutant un composé non
volatile (non précisé) dans le mélange de plâtre. Au début des années 1960, Herrick [65],
d'une part, et Pellegrini [66], d'autre part, ont respectivement étudié les propriétés de pièces
moulées à la cire perdue à partir d'alliages magnésium-aluminium et d'alliages de
magnésium contenant du zirconium. Un inhibiteur (borofluorure) était ajouté au mélange
de plâtre et les alliages liquides étaient protégés par du SO2.
Il faudra cependant attendre près de trente ans avant que le moulage d'alliages de
magnésium soit de nouveau étudié. Comment expliquer un regain d'intérêt aussi tardif? La
réponse vient sans doute du fait que les réactions moule-métal ont freiné l'application de ce
procédé aux alliages de magnésium. Ainsi, plusieurs études indiquent qu'il est impossible
de mouler ces alliages dans des moules à base de plâtre, essentiellement composés de silice,
avec laquelle les alliages de magnésium vont réagir de manière intense, même sous
protection gazeuse [67,68]. Les travaux les plus récents dénotent un intérêt plus particulier
pour le moulage en carapace des alliages de magnésium et plus particulièrement pour la
formulation de céramiques permettant de limiter les réactions moule-métal lors du moulage
à la cire perdue des alliages de magnésium.

27
Dans cette optique, Idris et coll. [57,68-70] ont envisagé plusieurs approches. Ils ont
tout d'abord étudié l'influence de la composition du moule (alumino-silicate AbC^-SiC^,
oxyde de magnésium, oxyde de calcium, carbonate de calcium, graphite, plâtre, zircone
ZrÛ2) sur les réactions entre le moule et l'alliage ZRE1. Parmi les matériaux utilisés, la
zircone s'est révélée être le revêtement le plus prometteur. Leurs travaux font aussi état de
traces de réactions avec le plâtre, qui seraient dues à une reprise d'humidité lors du
refroidissement du moule avant la coulée de magnésium. La deuxième approche consistait
à ajouter un inhibiteur dans le moule : si l'utilisation de borofluorure de potassium en tant
qu'inhibiteur ne s'est pas révélée concluante, l'ajout de fluorure de calcium en revanche
semble être efficace pour limiter les réactions. Par ailleurs, ils ont établi qu'un débit
minimum en SFÔ était nécessaire pour assurer une protection adéquate du métal.
L'influence des paramètres de procédé (température de coulée et température du moule) a
aussi été étudiée. Les auteurs ont constaté qu'une température de moule élevée associée à
une température de coulée élevée favorise les réactions entre le moule et l'alliage de
magnésium ZRE1. Dans le pire des cas, un remplissage incomplet des pièces et l'adhérence
des matériaux du moule sur la pièce ont été observés. Finalement, les sections minces sont
moins susceptibles de présenter des traces de réaction.
Kim et coll. [71] se sont intéressés à l'étude de la réactivité entre l'alliage AZ91E et
les oxydes (CaO, CaZrÛ3, AhCVSiCh, ZrSidt-SiC^) entrant dans la composition des
moules carapaces. La coulée du métal était effectuée sous une atmosphère protectrice
composée de 1% de SFÔ dans du CO2. Les auteurs concluent que le zirconate de calcium
CaZr03 est prometteur pour le moulage à la cire perdue des alliages de magnésium. Le
silicate de zirconium ZrSiÛ4 (zircon) et les alumino-silicates A^C^-SiC^ peuvent aussi être
utilisés si les conditions de fusion et de coulée sont bien contrôlées.
Zhang et coll. [72,73] ont étudié les réactions entre l'alliage AZ91 et des carapaces
de silicate de zirconium ZrSiC>4 liées avec de la silice colloïdale et des carapaces de zircone
ZrÛ2 liées avec de la zircone. Des réactions entre le moule et l'alliage moulé ont été
observées dans chacun des cas en l'absence de gaz protecteur. Le moule adhérait à la pièce
moulée et les analyses d'image ont montré la présence d'une couche de réaction, dans

28
laquelle du magnésium et de l'oxygène ont été détectés. D'après les auteurs, le magnésium
réagit avec l'oxygène pour former un film d'oxyde poreux à travers lequel les vapeurs de
magnésium pénètrent pour réagir à leur tour avec les matériaux constituant le moule.
Toutefois, un mélange de CO2 et de SF6 permet de réduire l'ampleur des réactions, mais
son efficacité dépend de la concentration en SF6 dans le mélange de gaz protecteur. Dans ce
cas, il se forme une couche de réaction composée de magnésium, d'oxygène, de fluor, de
soufre et d'aluminium.
Les travaux de Rosefort et coll. [67] avaient pour but de trouver une alternative à la
silice colloïdale, en tant que liant dans les carapaces destinées au moulage d'alliages de
magnésium. D'autres liants organiques ont été utilisés mais leur composition n'a pas été
précisée. L'alumine a été utilisée à la fois comme sable et comme matériau de remplissage.
La coulée s'est faite sous protection gazeuse de SF(,. L'inspection visuelle n'a révélé
aucune trace de réaction. De même, Bauer [74] a mis au point une méthode (marque
déposée) permettant de traiter les moules carapaces, mais peu de détails ont été donnés.
Finalement, Cingi [75] a étudié les réactions entre l'alliage AZ91E et des carapaces
composées de verre d'alumine AI2O3, de verre de silice Si02, de silicate de zirconium
ZrSiCXt, de molochite (kaolin calciné) AI2O3 (42% poids).SiCh (54.5% poids), de zircone
ZrÛ2, d'oxyde d'yttrium Y2O3 et de verre de magnésie MgO. Dans ce travail, les réactions
étaient observées soit après coulée de l'alliage dans les moules de céramique, soit après
immersion des moules directement dans le métal liquide. Le verre de magnésie et l'oxyde
d'yttrium se sont avérés d'excellents candidats, le verre d'alumine et le silicate de
zirconium de bons candidats, alors que la molochite, la zircone et le verre de silice étaient
qualifiés de moyen à très mauvais. Cingi a également comparé l'effet du fluoborate de
potassium KBF4 et du fluoborate de sodium NaBF4 sur les réactions moule-métal. Il a
constaté que le fluoborate de potassium était inefficace pour réduire les réactions moule-
métal, contrairement au fluoborate de sodium. Finalement, des moules préchauffés ont été
placés avant la coulée dans un lit de sable « Croning », dont les grains sont enrobés d'une
résine thermodurcissable. Sous l'effet de la chaleur, il se forme une carapace autour des

2(;
moules. Dans ce cas, les réactions étaient réduites mais les pièces présentaient un taux de
porosités relativement élevé.
Néanmoins, il est possible de limiter les réactions entre le magnésium liquide et le
plâtre, à condition de respecter certaines précautions. Dans un brevet, Neelameggham et
coll. [76] proposent une méthode permettant de couler du magnésium liquide dans un
moule à base de plâtre. Ils préconisent notamment l'utilisation d'eau ne contenant pas de
fer, ils précisent la durée et la température minimale de cuisson, l'utilisation d'hexafluorure
de soufre SFÔ en tant qu'atmosphère protectrice et l'utilisation d'un thermocouple pour
vérifier l'occurrence d'une réaction. Fantetti et coll. [77-79] ont ainsi pu produire des
pièces en alliage de magnésium dans des moules de plâtre, en utilisant un inhibiteur dans le
mélange de plâtre et en purgeant les moules avec un mélange 1% SFÔ / C02 avant la coulée
de magnésium. Les auteurs indiquent que les matériaux, les gaz, les paramètres de procédé
utilisés devaient être bien contrôlés pour éviter les réactions entre le moule et le métal, les
réactions pouvant se produire si l'humidité résiduelle n'est pas réduite en dessous d'une
certaine limite (non précisée dans la publication) ou si des contaminants sont présents dans
les matériaux durant la fabrication du moule.
De leur côté, Yamada et coll. [80] ont réalisé une étude concernant la fabrication de
structures poreuses en alliage de magnésium. Leur procédé est schématisé à la Figure 2.3.
Après avoir été versé sur une forme en polyuréthane, le plâtre subit une cuisson à 773 K,
entraînant l'élimination de la forme. Le plâtre possède alors une structure poreuse. L'alliage
de magnésium est ensuite coulé dans le moule de plâtre avec assistance du vide pour
améliorer le remplissage du moule. Finalement, le moule de plâtre est détruit à l'aide d'un
jet d'eau sous pression, permettant de libérer la structure métallique. Les auteurs ont
observé des réactions mineures à la surface de la pièce en alliage AZ91. Us ont utilisé un
gaz protecteur constitué d'un mélange d'argon et d'hexafluorure de soufre SFÔ.

30
plâtre poreux vide ouverts
Figure 2.3 Production de structures poreuses en alliages de magnésium AZ91
(d'après Yamada [80]).
De la même façon, Defouloy et Monnier [81] préconisent l'utilisation de plusieurs
mesures destinées à limiter les réactions moule-métal. Par exemple, ils proposent d'enduire
les modèles en cire d'une couche superficielle de manière à créer un écran entre le plâtre et
le métal en fusion après l'élimination des modèles et assurer l'élimination de tous les
résidus lors du décirage et de la cuisson du moule en plâtre. Ils recommandent également de
protéger le métal en fusion et le moule à l'aide d'une atmosphère protectrice.
Comme on peut le constater, les différents résultats paraissent contradictoires. On
notera qu'aucune étude sur la nature des réactions entre les moules de plâtre et les alliages
de magnésium n'a été effectuée.

31
2.3 MICROSTRUCTURE ET PROPRIÉTÉS MÉCANIQUES
Il est reconnu que les propriétés mécaniques des alliages moulés dépendent de leur
microstructure : taille des grains, texture, distribution des phases secondaires,
microporosité, etc. Il existe néanmoins peu de données sur l'influence des paramètres de
procédé sur la microstructure et les propriétés mécaniques des alliages de magnésium
moulés à la cire perdue. La plupart des travaux se contentent de mentionner les valeurs de
la résistance à la traction, de la limite élastique et de l'allongement à la rupture des alliages
considérés. Seuls quelques-uns d'entre eux tentent d'établir un lien entre la microstructure
et les propriétés mécaniques. L'état des connaissances concernant les alliages de
magnésium sera exposé plus loin. Il sera précédé d'un bref rappel théorique concernant,
d'une part, les phénomènes de solidification, et d'autre part, l'effet de la microstructure sur
les propriétés mécaniques.
2.3.1 Phénomènes liés à la solidification
Les phénomènes liés à la solidification sont très importants, puisque les structures
qui se développent influencent grandement les propriétés finales de la pièce moulée.
a) Principes de la germination
La solidification d'un métal est un processus qui commence par la formation d'un
germe qui croît ensuite aux dépens du liquide. La germination peut se produire
spontanément au sein du liquide (germination homogène) ou à la surface d'une particule
étrangère (germination hétérogène) [82].
La germination homogène nécessite une force motrice (surfusion) relativement
importante. Un germe n'aura tendance à se développer que si son rayon est supérieur au
rayon critique « r* » défini par l'équation suivante:

32
r*= YsL M (2.2) LV.AT
où « 7SL » est l'énergie surfacique de l'interface solide-liquide, « TM » la température de
fusion, « Lv » l'enthalpie de fusion par unité de volume et « AT » la surfusion. On voit donc
bien que plus la surfusion est importante, plus la taille critique du germe diminue, facilitant
ainsi la germination homogène. Par ailleurs, un germe dont le rayon est inférieur au rayon
critique aura tendance à se dissoudre dans le liquide.
La germination hétérogène, quant à elle, met en jeu une surfusion beaucoup moins
importante que la germination homogène. Elle s'amorce à la surface d'un substrat, à la
condition que cette dernière soit mouillée par le métal liquide. La stabilité du germe dépend
dans ce cas du rayon de courbure de l'interface solide-liquide.
b) Surfusion de constitution et morphologie de solidification
Si l'on considère un alliage binaire A-B dont le diagramme d'équilibre est
représenté à la Figure 2.4a, le premier germe qui se forme possède une composition Ci
inférieure à la composition initiale Co dans le liquide. Lors de sa croissance, le soluté en
excès est rejeté dans le liquide et se retrouve en plus grande concentration devant le front de
solidification. (Figure 2.4b). Lorsque le gradient thermique à l'interface solide-liquide est
suffisamment faible pour que, sur une distance x, la température 8 réelle du liquide soit
inférieure au liquidus (Figure 2.4c), on dit qu'il y a « surfusion structurale ».

33
; Température réelle
AC, C0 C,.
Teneur en B
(a)
Distance de l'interface solide liquide
(b)
Distance de l'interface solide liquide
(c)
Figure 2.4 Représentation de la surfusion de constitution; (a) diagramme
d'équilibre de l'alliage binaire A-B, (b) variation de la concentration en
soluté CB devant le front de solidification, (c) profils de température
près de l'interface.
Le concept de surfusion de constitution permet d'expliquer la formation de plusieurs
microstructures chez les alliages. Devant le front de solidification, l'étendue de la zone de
surfusion de constitution dépend du gradient thermique dans le liquide. Les gradients
thermiques élevés favorisent la croissance en front plan. Au contraire, en présence de
gradients relativement faibles, il y a instabilité du front de solidification car la température
est inférieure au liquidus dans cette zone. Si une protubérance apparaît à l'interface solide-
liquide, elle tend à se développer plus rapidement permettant la formation de structures
dendritiques ou cellulaires orientées.
2.3.2 Effets de la microstructure sur les propriétés mécaniques
2.3.2.1 Taille des grains
Le développement de grains fins lors de la solidification est généralement
souhaitable, puisqu'une structure fine permet d'obtenir une meilleure résistance mécanique,
une augmentation de la ductilité, une diminution de la tendance à la fissuration à chaud, une

34
meilleure résistance à la fatigue, etc. La relation de Hall-Petch traduit l'influence bénéfique
exercée par raffinement de la taille des grains sur les propriétés mécaniques. Il s'agit d'une
relation empirique de la forme :
o y =o- 0 +kD- 1 / 2 (2.3)
où « ay » est la contrainte d'écoulement, « GO » est la résistance intrinsèque au mouvement
des dislocations (friction), « k » un paramètre exprimant la contribution des joints de grains
au renforcement et « D » la taille des grains.
Campbell [8] passe en revue l'effet d'une diminution de la taille des grains sur les
propriétés mécaniques de quelques matériaux moulés. Pour certains systèmes d'alliage,
raffinement de la taille des grains résulte en une augmentation des propriétés mécaniques.
Ainsi, la relation de Hall-Petch explique l'augmentation de la résistance des aciers laminés
avec une réduction de la taille des grains. Cela a conduit au développement d'aciers à haute
résistance obtenus à l'aide de procédés visant à contrôler la taille des grains.
C'est dans la même optique que des alliages de magnésium affinés par l'addition de
zirconium ont été développés. L'affinement de la taille des grains se traduit par une
augmentation appréciable des propriétés mécaniques. Le magnésium et ses alliages
possédant une structure hexagonale compacte, la déformation plastique ne se propage pas
facilement d'un grain à l'autre. Dans ces alliages, les joints de grains constituent des
obstacles efficaces au mouvement des dislocations, ce qui explique la valeur relativement
élevée observée pour la pente k dans la relation de Hall-Petch.
Les alliages d'aluminium, en revanche, possèdent une structure cubique faces
centrées et donc un nombre de systèmes de glissement suffisant pour permettre la
déformation plastique. Les dislocations sont donc moins gênées dans leur mouvement par
la présence des joints de grains. L'effet d'un affinement de la taille des grains, bien que
bénéfique, demeure alors modeste.

35
L'effet Hall-Petch ne s'étend pas néanmoins à tous les systèmes d'alliages. D'une
part, il s'est avéré difficile d'affiner certains alliages. Par exemple, les aciers qui se
solidifient selon la forme cubique centrée peuvent être affinés, contrairement aux aciers qui
se solidifient selon la forme cubique faces centrées. D'autre part, pour plusieurs alliages,
raffinement de la taille des grains ne s'est pas avéré nécessairement bénéfique. Campbell
[8] rapporte ainsi les résultats des travaux effectués par Cibula et coll. sur des bronzes
coulés en moule de sable. L'affinement de la taille des grains dans ces alliages, grâce à
l'addition de zirconium, a eu pour seul effet positif la réduction de la tendance à la
fissuration à chaud. L'effet sur la résistance s'est avéré variable et une diminution de la
ductilité a été observée. La formation de porosités, liée à un problème d'alimentation de la
pièce, pourrait expliquer la diminution des propriétés. De la même manière, les travaux de
Church et coll. [83] sur un acier à haute résistance, 0.33C-0.7Mn-0.3Si-0.8Cr-1.8Ni-
0.25Mo-0.040S-0.040P, dont les grains ont été affinés par l'ajout de 0.60% de titane,
montrent que la présence de films interdendritiques de sulfure de titane provoque une
fragilisation importante du matériau. Néanmoins, la ténacité et la ductilité étaient
améliorées avec une quantité moins importante en titane (0.1-0.2%), quantité par ailleurs
suffisante pour affiner le grain.
On notera en outre qu'il est souhaitable d'obtenir une structure à grains larges dans
les pièces moulées qui doivent résister au fluage à haute température.
2.3.2.2 Espaces interdendritiques
L'espace interdendritique fait généralement référence à la distance séparant les bras
de dendrites secondaires. 11 s'agit d'un paramètre microstructural important, puisque la
diminution de l'espace interdendritique s'accompagne d'une amélioration des propriétés
mécaniques [8]. De plus, la micro ségrégation qui existe entre les bras de dendrites cause
une réduction des propriétés mécaniques de la pièce moulée. Un traitement thermique
permet de pallier ce problème. Or, le temps requis pour l'homogénéisation diminue avec
une réduction de l'espace interdendritique. Il est donc souhaitable que ce paramètre soit le
plus petit possible [84].

36
Plusieurs hypothèses ont été avancées pour expliquer l'effet bénéfique d'une
réduction de l'espace interdendritique sur les propriétés mécaniques. La première est: l'effet
Hall-Petch résiduel [8]. Cet effet serait lié à la désorientation des bras de dendrites (bras de
dendrite mal alignés) produite par la présence de défauts. Il y aura alors des joints de grains
faiblement désorientés entre les bras de dendrite. Plus le degré de désorientation est
important, plus la résistance au passage du plan de glissement est élevée. L'effet Hall-Petch
résiduel est donc le résultat de la présence de sous-grains. Finalement, la diminution de
l'espace interdendritique aurait pour conséquence de restreindre la germination et la
croissance des phases interdendritiques, ce qui résulterait en une amélioration de la
résistance mécanique et de la ténacité [8].
2.3.2.3 Défauts dans les pièces moulées
Les défauts présents dans la pièce moulée (inclusions, porosité, films, fissuration à
chaud ...) ont des effets divers sur les propriétés mécaniques. D'après Campbell [8], la
limite élastique n'est généralement pas affectée par la présence de défauts dans la pièce. Le
seul effet qui pourrait être observé serait lié à une réduction de surface occasionnée par les
défauts. Néanmoins, la plupart des défauts n'occupent qu'un faible pourcentage de la
surface de la pièce et cet effet est donc à peine détectable.
Toutefois, les défauts exercent une influence néfaste sur les propriétés en fatigue des
alliages moulés [85]. La présence de pores et de films d'oxydes contribue à l'initiation de
fissures dans le matériau. La filtration de ces impuretés, ainsi que l'utilisation de systèmes
de coulée optimisés, contribuent à résoudre ce problème [85]. Les porosités abaissent la
ductilité des matériaux moulés de manière particulièrement marquée [8]. Selon Campbell
[8], dans le cas d'un matériau sain, l'allongement à la rupture est de l'ordre de la largeur
« L » de l'échantillon. Dans le cas d'un matériau contenant un pore de diamètre « d »,
l'allongement à la rupture est réduit à : (L-d)/2. Finalement, dans le cas général d'une
rangée de micropores séparés par la distance « s », l'allongement s'exprime
approximativement de la manière suivante :

M
i m1 /2 i-f/2
S-d = ^ 1 n J = — (2-4)
où « n » est le nombre de pores par unité de surface et « f » est la fraction surfacique de
pores sur la surface de rupture. Finalement, une augmentation de la ductilité à température
ambiante s'accompagne généralement d'une augmentation de la résistance à la rupture.
Cette dernière augmente aussi avec une réduction de la quantité et de la taille des défauts
[8].
2.3.3 Cas des alliages de magnésium moulés à la cire perdue
Davenport et Orton [63] ont étudié les propriétés mécaniques des alliages AZ63 et
AZ92 moulés à la cire perdue à l'état tel que coulé. Ces propriétés ont été comparées à
celles obtenues par moulage au sable et sont données au Tableau 2.2. Ils ont constaté qu'il
était possible, en contrôlant le taux de solidification, d'obtenir des pièces moulées à la cire
perdue dont les propriétés mécaniques et la taille des grains sont comparables à celles
obtenues par moulage au sable.
Tableau 2.2 Propriétés mécaniques (résistance à la traction « R„, » et allongement à
la rupture « ef ») des alliages AZ63 et AZ92 moulés en sable et à la cire
perdue (d'après la référence [63]).
Méthode AZ63 AZ92 de
moulage * coulée (°C)
Rm (MPa)
et (%)
*■ coulée
(°C) Rm
(MPa) ef
(%) 816 198.6 6.0 816 170.3 3.5
Moulage 816 195.8 5.5 816 171.7 3.0 802 199.3 6.0 802 170.3 2.5
Cire 677 193.1 6.0 679 164.1 3.0 perdue 802 151.7 2.0 802 139.9 1.0

3 S
Les propriétés mécaniques des alliages AZ92A, AZ91C, AZ81A, AZ31, AMIOOA,
EZ33A, HK31A, Ml A, Kl A, QE22A, ZK61A et ZE41A provenant de diverses sources
[28,59,86] sont répertoriées au Tableau 2.3.
Tableau 2.3 Propriétés mécaniques (résistance à la traction « Rm », limite élastique
« Rc », allongement « ci ») de différents alliages de magnésium moulés à
la cire perdue (d'après [28,59,86]).
Propriétés minimales Propriétés moyennes Alliage Etat Rm R. er Rm Rc ef
(MPa) (MPa) (%) (MPa) (MPa) (%) F 138 69 _ 172 90 1.0
AZ92A T4 234 69 6.0 248 117 6.0 T5 138 76 - 179 103 1.0 T6 234 124 - 262-281 152-166 1.0-4.6
F, 124 69 _ 179 90 2.0 AZ91C T4 234 69 7.0 248 103 10.0
T5 138 76 2.0 179-254 103-152 2.0-4.0 T(> 234 110 3.0 262 124 4.0
AZ81A T4 124 234
69 69 7.0 248 110 12.0
F 138 69 - 172 90 1.0 AMIOOA T4 234 69 6.0 248 103 10.0
T6 234 103 2.0 236-262 110-170 1.9-3.0 T61 234 117 - 262 138 1.0
EZ33A T5 138 97 2.0 157-166 106-117 3.0-4.8
HK31A T6 186 90 4.0 207 124 6.0
AZ31 F 166 55 10.0 207 69 15.0
M1A F 83 28 3.0 97 31 5.0
K1A F 152 48 14 - - -
QE22A T6 241 172 2 255 181 5.3
ZK61A T6 276 172 5 - - -
ZE41A T5 200 134 2.5 221 150 5.7

39
Herrick [65] a étudié quatre alliages magnésium-aluminium obtenus par moulage à
la cire perdue : AZ92A, AZ91C, AZ81A et AM100A. Un inhibiteur (borofluorure) était
ajouté au mélange de plâtre et le métal était protégé par du dioxyde de soufre SO2. Un
affineur de grains (hexachlorobenzène) a été ajouté à tous les alliages. La taille moyenne
des grains ainsi que les taux de phases secondaires ont été déterminés en fonction de
l'épaisseur des pièces (1.6-12.7 mm), la température du moule (20-340°C) et la température
de coulée (670-740°C). L'auteur a constaté que tous ces paramètres exerçaient une
influence mineure sur la taille moyenne des grains. En revanche, une augmentation de la
température du moule ou de la température de coulée s'est révélée néfaste pour les
propriétés mécaniques, quels que soient l'alliage ou l'état considérés. Les propriétés en
traction étaient proches de celles obtenues par moulage au sable. Les alliages ont été classés
selon leur tendance à la microporosité, l'alliage AZ91C présentant la meilleure
combinaison résistance, ductilité et coulabilité
Pellegrini [66] a, quant à lui, étudié les caractéristiques de cinq alliages de
magnésium contenant du zirconium (KlA, ZK61A, EZ33A, QE22A et HK31A) moulés à
la cire perdue. L'influence de la température du moule, de la température de coulée, de
l'épaisseur de la section sur la taille moyenne des grains, d'une part, et l'influence de la
température du moule et de la température de coulée sur les propriétés en traction, d'autre
part, ont été déterminées. À l'exception de l'alliage K1A, les propriétés des alliages
ZK61A, EZ33A, HK31A, QE22A excèdent les minima requis pour le moulage au sable.
L'auteur constate également que la taille des grains augmente avec le temps de
solidification et l'épaisseur de la pièce. Néanmoins, la variation des propriétés mécaniques
avec la température du moule et la température de coulée ne montre pas de tendance claire.
Idris et Clegg [68,70] ont évalué les propriétés mécaniques (résistance et
allongement à la rupture) de l'alliage ZREl et ont mesuré la taille des grains en fonction de
la température du moule (21-200°C) et de la température de coulée (700-780°C) en
fonction des paramètres de procédé. Leurs résultats montrent que la température de coulée
et la température du moule influencent toutes deux les propriétés mécaniques de l'alliage
ZREl, mais aucune tendance claire n'apparaît. Ainsi, lorsque la température de coulée

40
augmente de 700 à 780°C, la résistance à la rupture commence par diminuer avant
d'augmenter par la suite. La résistance à la traction est maximale (163 MPa) lorsque le
métal est coulé à 700°C dans un moule préchauffé à 200°C. Les auteurs ont également
mesuré la taille des grains en fonction de la température de coulée. Néanmoins, aucune
relation précise n'a pu, une fois encore, être établie entre le taux de solidification, la taille
des grains et la résistance du matériau.
Finalement, Kim et coll. [87] ont étudié la microstructure et les propriétés
mécaniques de l'alliage AZ91HP moulé à la cire perdue (moulage en carapace). Ils ont en
particulier étudié l'effet de la température du moule et de la température de coulée sur la
dureté de l'alliage à l'état tel que coulé (Tableau 2.4). Les auteurs ont constaté que toute
variation de la température de coulée sur l'intervalle de température considéré (650-710°C)
entraîne peu de changement de la dureté. En revanche, lorsque la température du moule
diminue, ils observent une augmentation de la dureté et de la résistance à la traction, qui est
expliquée par raffinement de la microstructure.
Tableau 2.4 Propriétés de l'alliage AZ91HP moulé à la cire perdue (d'après Kim et
coll. [87]).
1 moule Dureté Rm Taille des grains (°C) (Rockwell E) (MPa) (fim)
Température ambiante 63.6 170 109
200 60 166 163
400 50.3 155 250

41
2.4 RÉFÉRENCES
1. A. I. Krynitsky. «Progress Made in Fluidity Testing of Molten Metals during the Last Ten Years». 1953. AFS Transactions, 61, p. 399-410.
2. P. Stojanov, J. Schadlich-Stubenrauch and P. R. Sahm. «Précision Casting of Aluminium-Lithium Alloys, and Investigation of Their Casting Properties and Microstructure. I». 1995. Aluminium, 71, no 4, p. 464-469.
3. J. Campbell and I. D. Olliff. «Static and Dynamic Criteria for Filling of Thin Section Molds». 1971. AFS Cast Metals Research Journal, 7, no 2, p. 55-61.
4. D. OU and C. J. Raub. «Investment Casting of Gold Jewellery: Factors Affecting the Filling of Moulds». 1986. Gold Bulletin, 19, no 2, p. 34-39.
5. J. A. Capadona and D. L. Albright. «Review of Fluidity Testing As Applied to Lost-Polystyrene Investment Casting». 1979. 82nd Annual Meeting, Détroit, MI, April 24-28 1978, Des Plaines: American Foundrymen's Society, p. 43-54.
6. P. R. Beeley and R. F. Smart. Investment Casting. 1995. London: Institute of Materials, 486 p.
7. G. H. Geiger and F. R. Poirier. Transport Phenomena in Metallurgy. 1973. Reading, MA.; Don Mills: Addison-Wesley, 616 p.
8. J. Campbell. Castings. 1993. Oxford; Boston: Butterworth-Heinemann, 288 p.
9. M. C. Flemings, E. Niiyama and H. F. Taylor. «Fluidity of Aluminum Alloys». 1961. AFS Transactions, 69, p. 625-635.
10. M. C. Flemings. «Fluidity of Metals-Techniques for Producing Ultra Thin Section Castings». 1963. 30th International Foundry Congress, Prague, 1963, p. 61-81.
11. D. V. Ragone, C. M. Adams and H. F. Taylor. «Some Factors Affecting Fluidity of Metals». 1956. AFS Transactions, 64, p. 640-652.
12. M. C. Flemings. Solidification Processing. 1974. New York: McGraw-Hill, 364 p.
13. J. E. Niesse, M. C. Flemings and H. F. Taylor. «Application of Theory in Understanding Fluidity of Metals». 1959. AFS Transactions, 67, p. 685-697.
14. Metals Handbook. Properties and Sélection: Nonferrous Alloys and Pure Metals, vol. 2. 9th éd. 1979. Metals Park, OH : American Society for Metals, p. 164-165.
15. M. C. Flemings, F. R. Mollard, E. Niiyama and H. F. Taylor. «Fluidity of Aluminum». 1962. AFS Transactions, 70, p. 1029-1039.

42
16. S. A. Prussin and G. R. Fitterer. «Some Requirements for Successful Fluidity Testing». 1958. AFS Transactions, 66, p. 143-150.
17. H. S. Chandraseckariah and S. Seshan. «Effect of Foundry Variables on Fluidity of Investment-Cast Nickel-Base Superalloys». 1994. AFS Transactions, 102, p. 855-859.
18. B. Walker. «New Type of Fluidity Test-Piece». 1963. Foundry Trade Journal, 115, no 2452, p. 713-721.
19. M. I. Vainer and Y. S. Lerner. «Vacuum-Assisted Investment Casting of Al-Ni-Bronze». 1999. AFS Transactions, 107, p. 35-42.
20. S. Sundarrajan and H. M. Roshan. «Studies on Mold Filling Ability Characteristics of Magnésium-Aluminium Alloys». In: Source Book on Magnésium Alloys Technology. 1995. Bangalore: Indian Institute of Metals, Non-Ferrous Metals Division and Bangalore Chapter, Paper No. 18, p. 1-12.
21. A. J. Clegg. Précision Casting Processes. 1991. Oxford: Pergamon Press, 293 p.
22. «Magnésium Alloys». In: Metals Handbook. Metallography and Microstructures, vol. 9. 9th éd. 1985. Metals Park, OH: American Society for Metals, p. 425-434.
23. J. Campbell. «Review: Defect Structure of Liquid Metals». 2003. Proceedings of the Tenth International Conférence on Modeling of Casting, Welding and Advanced Solidification Processes, Destin, FL, May 25-30 2003, Warrendale, PA: Minerais, Metals and Materials Society, p. 209-219.
24. R. A. Horton. «Investment Casting». In: Metals Handbook. Casting, vol. 15. 9th éd. 1988. Metals Park, OH: American Society for Metals, p. 253-269.
25. D. Ott and C. J. Raub. «Investment Casting of Gold Jewellery». 1985. Gold Bulletin, 18, no 2, p. 58-68.
26. H. Peterson and L. Diamond. «Problems in Gold Ring Casting». 1981. Precious Metals, Proceedings of the 4th International Precious Metals Institute Conférence, Toronto, Canada, June 2-5 1980, Oxford, UK: Pergamon Press, p. 227-234.
27. A. M. Schaler. «Static Vacuum Assist in Casting of Silver and Gold Alloys». 1981. Precious Metals, Proceedings of the 4th International Precious Metals Institute Conférence, Toronto, Canada, June 2-5 1980, Oxford, UK: Pergamon Press, p. 235-239.

43
28. A. E. Torok and P. C. Wilson. «Investment Cast Premium Quality Magnésium Alloys». 1987. Compétitive Advances in Metals and Processes, Proceedings of the First International SAMPE Metals and Metals Processing Conférence, Cherry Hill, NJ, August 18-20 1987, Covina, CA: Society for the Advancement of Material and Process Engineering, p. 285-294.
29. D. W. Levinson, A. H. Murphy and W. Rostoker. «Influence of Vibration on Fluidity and Filling during Investment Casting of an Aluminum Alloy». 1955. AFS Transactions, 63, p. 683-686.
30. J. E. Niesse, M. C. Flemings and H. F. Taylor. «Fluidity of a Séries of Magnésium Alloys». 1957. AFS Transactions, 65, p. 207-211.
31. S. Sundarrajan, H. M. Roshan and E. G. Ramachandran. «Studies on the Fluidity Characteristics of Binary Magnésium-Aluminium Alloys». In: Source Book on Magnésium Alloys Technology. 1995. Bangalore: The Indian Institute of Metals, Non-Ferrous Metals Division and Bangalore Chapter, Paper No. 19, p. 1-7.
32. Q. D. Wang, Y. Z. Lu, X. Zeng, W. J. Ding, Y. P. Zhu, Q. H. Li and J. Lan. «Study on the Fluidity of AZ91+xRE Magnésium Alloy». 1999. Materials Science and Engineering A, 271, no 1-2, p. 109-115.
33. Y. Z. Lu, Q. D. Wang, W. J. Ding and X. Q. Zeng. «Fluidity of Mg-Al Alloys and the Effect of Alloying Eléments». 2000. Zeitschrift fur Metallkunde, 91, no 6, p. 477-482.
34. Y. Lu, Q. Wang, X. Zeng, W. Ding, C. Zhai and Y. Zhu. «Effects of Rare Earths on the Microstructure, Properties and Fracture Behavior of Mg-Al Alloys». 2000. Materials Science and Engineering A, 278, no 1-2, p. 66-76.
35. Y. Z. Lu, Q. D. Wang, X. Q. Zeng, W. J. Ding and Y. P. Zhu. «Effects of Silicon on Microstructure, Fluidity Mechanical Properties, and Fracture Behaviour of Mg-6A1 Alloy». 2001. Materials Science and Technology, 17, no 2, p. 207-214.
36. X. Q. Zeng, Q. D. Wang, Y. Z. Lu, Y. P. Zhu, W. J. Ding and Y. H. Zhao. «Influence of Béryllium and Rare Earth Additions on Ignition-Proof Magnésium Alloys». 2001. Journal of Materials Processing Technology, 112, no 1, p. 17-23.
37. E. Aghion and B. Bronfin. «The Corrélation between the Microstructure and Properties of Structural Magnésium Alloys in Ingot Form». 1997. Proceedings of the Third International Magnésium Conférence, Manchester, UK, April 10-12 1996, London: The Institute of Materials, p. 313-325.
38. Q. Hua, D. Gao, H. Zhang, Y. Zhang and Q. Zhai. «Influence of Alloy Eléments and Pouring Température on the Fluidity of Cast Magnésium Alloy». 2007. Materials Science and Engineering A, 444, no 1-2, p. 69-74.

44
39. A. M. Ferenczi, B. Demri, M. Moritz and D. Muster. «Casted Titanium for Dental Applications: an XPS and SEM Study». 1998. Biomaterial, 19, no 16, p. 1513-1515.
40. R. L. Saha, T. K. Nandy, R. D. K. Misra and K. T. Jacob. «Metal-Mold Reactions during Casting of Titanium in Zircon Sand Molds». 1990. AFS Transactions, 98, p. 253-260.
41. H. J. Mueller. «Characterization of Reaction between Cast Titanium and Silica-Containing Investment Mold». 1993. Symposium on Metallography, May 8-10 1991, Atlantic City, NJ, Philadelphia, PA: ASTM, p. 429-445.
42. M.-G. Kim, S. K. Kim and Y.-J. Kim. «Effect of Mold Material and Binder on Metal-Mold Interfacial Reaction for Investment Castings of Titanium Alloys». 2002. Materials Transactions, 43, no 4, p. 745-750.
43. C. Frueh, D. R. Poirier and M. C. Maguire. «Effect of Silica-Containing Binders on the Titanium/Face Coat Reaction». 1997. Metallurgical and Materials Transactions B, 28, no 5, p. 919-926.
44. T. S. Piwonka. «Reactions at the Mold/Metal Interface in Investment Castings». 1994. Investment Casting Institute, 42nd Annual Technical Meeting 1994, Atlanta, GA, September 25-28 1994, Dallas, TX: Investment Casting Institute, p. 15:1-15:12.
45. S. Shivkumar, L. Wang and D. Apelian. «Lost-Foam Casting of Aluminum Alloy Components». 1990. JOM, 42, no 11, p. 38-44.
46. J. M. Svoboda and G. H. Geiger. «Mechanisms of Métal Pénétration in Foundry Molds». 1969. AFS Transactions, 77, p. 281-888.
47. K. Tani, Y. Ueda and S. Mori. «Interfacial Reaction Between Cast Steel and Olivine Sand or Silica Sand». 1987. Transactions ofthe Iron and Steel Institute ofJapan, 27, no 3, p. 197-204.
48. G. Lagrené. «Fonderie et Moulage des Alliages de Magnésium». 2000. Techniques de l'Ingénieur, MC, article M3640.
49. E. F. Emley. Principles of Magnésium Technology. 1966. New York: Pergamon Press, 1013 p.
50. J. W. Fruehling and J. D. Hanawalt. «Protective Atmosphères for Melting Magnésium Alloys». 1969. AFS Transactions, 77, p. 159-64.
51. R. S. Busk and R. B. Jackson. «Use of SFÔ in the Magnésium Industry». 1980. 37th Annual World Conférence on Magnésium, Sait Lake City, Utah, June 8-11 1980, Dayton, OH: International Magnésium Association, p. 1-4.

45
52. N. J. Ricketts and S. P. Cashion. «Hydrofluorocarbons as a Replacement for Sulphur Hexafluoride in Magnésium Processing». 2001. Magnésium Technology 2001, New Orléans, LA, February 11-15 2001, Warrendale, PA: Minerais, Metals and Materials Society, p. 31-36.
53. P. Lyon, P. D. Rogers, J. F. King, S. P. Cashion and N. J. Ricketts. «Magnésium Melt Protection at Magnésium Elektron Using HFC-134a». 2003. Magnésium Technology 2003, San Diego, CA, March 2-6 2003, Warrendale, PA: Minerais, Metals and Materials Society, p. 11-14.
54. S. L. Couling. «Use of Air/CCVSFû Mixtures for Improved Protection of Molten Magnésium». 1979. Proceedings of the 36th Annual World Conférence on Magnésium, Oslo, Norway, June 24-28 1979, Dayton, OH: International Magnésium Association, p. 54-57.
55. S. L. Couling and T. E. Leontis. «Improved Protection of Molten Magnésium with Air/C02/SF6 Gas Mixtures». 1979. Light Metals 1980, Proceedings of Technical Session at AIME 109th Annual Meeting, Las Vegas, NV, February 24-28 1980, Warrendale, PA: Metallurgical Society of AIME, p. 997-1009.
56. S. P. Cashion. «The Use of Sulphur Hexafluoride (SF6) for Protecting Molten Magnésium». 1998. Ph.D. Thesis, The University of Queensland, Queensland, 186 p.
57. M. H. Idris, A. Ourdjini, E. Hamzah and A. J. Clegg. «Suppression of Mold-Metal Reactions during Investment Casting». 2000. Proceedings of the Magnésium Alloys and their Applications Conférence, Munich, Germany, September 27-28 2000, Weinheim, Germany: Wiley-VCH, p. 628-634.
58. T. Ruden. «Prototype Alternatives for Magnésium Die Castings». 1991. Die Casting Management, 9, no 5, p. 26-29.
59. Anonymous. «Magnésium Investment Casting». 1965. Précision Métal Molding, 43, no 7, p. 38-39.
60. Anonymous. «Magnésium Alloy Casting Process». 1987. Materials Engineering, 104, no 11, p. 12.
61. P. S. Frederick. «Prototyping Magnésium Alloy Castings». 1988. Automotive Engineering, 96, no 5, p. 62-64, 66, 68, 70.
62. J. B. Campbell. «Magnésium Investment Castings Save Weight». 1955. Materials and Methods, 41, no 1, p. 94-95.
63. W. F. Davenport and G. W. Orton. «Investment Casting Magnésium». 1950. Iron Age, 165, no 7, p. 94-96.

46
64. P. L. Butler. «Magnésium Jnvestment Castings». 1952. Modem Metals, 8, no 11, p. 69-70.
65. K. Herrick. «Magnesium-Base Alloys Investment Cast Properties». 1961. AFS Transactions, 69, p. 179-188.
66. C. J. Pellegrini. «Investment Cast Zirconium-Bearing Magnesium-Base Alloys». 1962. AFS Transactions, 70, p. 1229-1234.
67. M. Rosefort, S. Korte and A. Biihrig-Polaczek. «Investment Casting of Magnésium». 2003. Proceedings of the 6th International Conférence Magnésium Alloys and their Applications, Wolfsburg, Germany, November 18-20 2003, Weinheim, Germany: Wiley-VCH, p. 752-757.
68. M. H. Idris and A. J. Clegg. «Processing and Evaluation of Investment Cast Magnesium-Base Alloy». 1996. AFS Transactions, 104, p. 237-244.
69. M. H. Idris, A. Ourdjini, E. Hamzah and A. J. Clegg. «Investment Casting for Magnésium Alloy». 2000. Proceedings of the Second International Conférence on Advanced Manufacturing Technology, organised by Technological University, Johor Bahru, Malaysia, August 16-17 2000, p. 591-594. '
70. M. H. Idris, M. S. Yong and A. J. Clegg. «Précision Casting of a Magnesium-Base Alloy». 1997. Foundryman, 90, no 4, p. 140-144.
71. S. Kim, T. Hong and Y. Kim. «Evaluation of Thermal Stability of Mold Materials for Magnésium Investment Casting». 2001. Materials Transactions, 42, no 3, p. 539-542.
72. Z. Zhang, C. Turcotte and G. Morin. «Magnésium Investment Casting and Mould-Magnesium Reactions». 2002. Materials Week 2002, Munich, Germany, September 30-October 2 2002.
73. Z. Zhang, C. Turcotte and G. Morin. «Effect of Inhibitor Gas on Mould - Magnésium Reactions in Investment Casting». 2004. Magnésium Technology 2004, Charlotte, North Carolina, March 14-18 2004, Warrendale, PA: Minerais, Metals and Materials Society, p. 197-202.
74. K. Bauer. «Aristo Cast: Accepting the Challenge». 2005. Modem Casting, 95, no 8, p. 22-25.
75. C. Cingi. «Mold-Metal Reactions in Magnésium Investment Castings». 2006. Ph.D. Thesis, Helsinki University of Technology, Espoo, Finland, 101p.
76. R. Neelameggham, O. K. Wheeler and G. B. Weed. «Magnésium Alloy Casting in Plaster Mold», US Patent No. 4,579,166. 1 April 1986.

47
77. N. Fantetti, A. Thorvaldsen and A. Couture. «Properties of Magnésium Plaster Castings». 1991. International Congress and Exposition, Détroit, MI, February 25-March 1 1991, Warrendale, PA: SAE, p. 1-10.
78. N. Fantetti. Blaster Cast and Sand Cast Magnésium Prototypes-Advantages and Limitations». 1992. International Congress and Exposition, Détroit, MI, February 24-28 1992, Warrendale, PA: SAE, p. 1-7.
79. N. Fantetti, M. O. Pekguleryuz and M. M. Avedesian. «Magnésium Plaster-Cast Prototypes vs. Diecastings - a Comparative Evaluation of Properties». 1991. Magnésium at the Threshold? 48th Annual World Magnésium Conférence, Québec City, Canada, June 18-21 1991, McLean, VA: International Magnésium Association, p. 25-31.
80. Y. Yamada, K. Shimojima, Y. Sakaguchi, M. Mabuchi, M. Nakamura, T. Asahina, T. Mukai, H. Kanahashi and K. Higashi. Processing of an Open-Cellular AZ91 Magnésium Alloy with a Low Density of 0.05 g/cm ». 1999. Journal of Materials Science Letters, 18, no 18, p. 1477-1480.
81. D. Defouloy and L. Monnier. «Prototype Parts in Magnésium Alloys by Express Casting (Pièces Prototypes d'Alliages de Magnésium en Fonderie Express)». 2001. Hommes et Fonderie, 318, p. 12-22.
82. D. A. Porter. Phase Transformations in Metals and Alloys. 1992. London; New York: Chapman & Hall, 514 p.
83. N. Church, P. Wieser and J. F. Wallace. «Control of Cast Grain Size of Steel Castings, Effect of Grain Refmement on Properties». 1966. AFS Transactions, 74, p. 113-128.
84. A. Ohno. The Solidification of Metals. 1976. Tokyo: Chijin Shokan Co., 144 p.
85. C. Nyahumwa, N. R. Green and J. Campbell. «Effect of Mold-Filling Turbulence on Fatigue Properties of Cast Aluminum Alloys». 1998. AFS Transactions, 106, p. 215-223.
86. K. Herrick and H. Matthieson. «Most Magnésium Alloys Can Be Investment Cast». 1961. Précision Métal Molding, 19, no 3-4, p. 53-55.
87. S. Kim, M. Kim, T. Hong, H. Kim and Y. Kim. «Investment Casting of AZ91HP Magnésium Alloy». 2000. Metals and Materials International, 6, no 3, p. 275-279.

CHAPITRE III
TECHNIQUE ET MÉTHODE EXPÉRIMENTALES
3.1 MÉTHODE EXPÉRIMENTALE
3.1.1 Choix du procédé de moulage
Comme mentionné précédemment, le but de ce projet de doctorat est l'étude de la
fluidité et des propriétés des pièces en alliage de magnésium obtenues par moulage à la cire
perdue. Pour cette méthode de moulage, on distingue deux techniques, qui ne diffèrent que
dans la façon de préparer le moule : le moulage monobloc et le moulage en carapace, ce
dernier étant le plus utilisé actuellement. Ces deux procédés sont schématisés à la Figure
3.1.
Dans les deux cas, le procédé de moulage à la cire perdue débute par la réalisation
en matière fusible, généralement en cire ou en polystyrène, de la réplique (ou modèle) de
chacune des pièces désirées. Le modèle est ensuite assemblé sur des canaux de coulée
également en matière fusible pour constituer une grappe. La grappe est recouverte de
matériau réfractaire, puis est éliminée par chauffage afin de laisser dans la céramique une
cavité rigoureusement identique à la forme du modèle. Après cuisson du moule à haute
température, le métal en fusion est coulé dans la cavité laissée par l'élimination de la cire.
Après refroidissement, le moule est détruit et les pièces sont séparées et parachevées [1-3].

49
En ce qui concerne le moulage en carapace, celui-ci est principalement utilisé pour
les aciers au carbone, les aciers alliés, les alliages réfractaires et autres alliages possédant
des points de fusion supérieurs à 1100°C. Dans ce procédé, la grappe en cire est immergée
dans une barbotine, constituée d'un liant dans lequel une fine farine de réfractaire est
maintenue en suspension, puis saupoudrée d'un sable réfractaire. Cette opération est
répétée de manière à construire une carapace uniforme autour de la grappe [2-4].
Le moulage monobloc est, quant à lui, particulièrement répandu en joaillerie et en
dentisterie [1,2,4,5]. Il convient également pour les alliages non-ferreux coulés à des
températures inférieures à 1100°C, tels les alliages à base d'aluminium et à base de cuivre.
Dans ce procédé, le modèle est placé dans un châssis de moulage et une barbotine à base de
plâtre et d'eau est versée sur le modèle. Le revêtement utilisé est typiquement composé
d'un mélange de diverses formes allotropiques de la silice (cristobalite et quartz) et de
semi-hydrate (sulfate de calcium partiellement hydraté de formule chimique CaSC^. 14
H20).
C'est cette dernière méthode qui a été choisie dans le cadre de ce projet. Ce procédé
est en effet adapté aux alliages de magnésium puisque la température de fusion de ces
alliages est inférieure à la température de décomposition du plâtre utilisé en moulage à la
cire perdue. De plus, le temps de mise en œuvre du moulage monobloc est plus court que
celui du moulage en carapace.

3) Un châssis de moulage métallique est placé autour de la grappe
* . *
_fia. 1) Le modèle est fabriqué par injection de cire ou de plastique dans une matrice
2) Les modèles sont fixés à un chemin de coulée
3) La grappe est trempée dans une barbotine à base de céramique
CHALEUR CHALEUR
M l / * W A
4) Une barbotine est versée sur le modèle
5) Après la prise du moule, le modèle est éliminé par fusion
• j » VIDE
6) Le métal liquide est coulé dans les moules chauds par gravité, sous vide ou par centrifugation
fôfl £
7) Le moule est détruit afin de dégager les pièces
MOULAGE MONOBLOC
8) Les pièces sont séparées du chemin de coulée et parachevées
CHALEUR „ „ CHALEUR
4) Un sable réfractaire est saupoudré sur le modèle. Les étapes 3 et 4 sont répétées pour obtenir l'épaisseur désirée
5) Après la prise du moule, le modèle est éliminé par fusion
6) Le métal liquide est coulé dans les moules chauds par gravité, sous vide ou par centrifugation
7) Le moule est détruit afin de dégager les pièces
MOULAGE EN CARAPACE
Figure 3.1 Moulage monobloc et moulage en carapace [1]. c

51
3.1.2 Mesure de la capacité de remplissage
Le premier objectif de ce projet consistait à évaluer la capacité de remplissage de
sections minces moulées en cire perdue. Il s'agit également d'obtenir les résultats
concernant la fluidité des alliages de magnésium dans les moules de plâtre, qui font défaut
dans la littérature. La revue de littérature a permis d'identifier un certain nombre de
paramètres pouvant influencer le degré de remplissage des moules. Ces facteurs sont : les
conditions de solidification (elles-mêmes influencées par la température du moule, la
température de coulée et l'épaisseur de la pièce), la conception du moule (hauteur de métal,
distance entre la frette et la paroi du moule, conception du système de coulée) et
l'assistance du vide.
Il a été mentionné que plusieurs modèles pouvaient être utilisés pour mesurer la
fluidité des métaux précieux moulés à la cire perdue. Parmi ces modèles figurent les
spirales et les grilles de rétention. Néanmoins, compte tenu des divers paramètres retenus
pour cette étude, ces deux modèles ont été écartés. En effet, il était impossible de modifier
l'épaisseur des grilles de rétention, et dans le cas des spirales, celles qui possédaient un
diamètre trop petit avaient tendance à s'affaisser, induisant des erreurs au niveau de la
hauteur de métal. Pour ce projet de doctorat, le modèle suggéré par Campbell [6] a été
choisi, soit de mesurer la fluidité à partir de lames minces verticales, une approche qui
permet d'évaluer l'effet de la tension de surface sur le remplissage des moules.
La Figure 3.2 résume les travaux relatifs à l'étude de la fluidité de l'alliage AZ91D
lors du moulage à la cire perdue.

52
Fluidité
V
Revue de littérature
<r Choix du modèle
1 ' " ■>'
Grilles de rétention
Lames minces verticales Spirales
w Paramètres de procédé
1 r i ' " Conditions de solidification
Assistance du vide
Conception du moule - système de coulée
- tempéra - tempéra - épaisseï
iiure au me iture de coi ir
>uie .liée
- hauteur de métal - distance modèle-
paroi de la frette
Figure 3.2 Résumé des travaux relatifs à l'étude de la fluidité de l'alliage AZ91D
moulé à la cire perdue.

53
3.1.3 Réactivité et fini de surface
Comme mentionné précédemment, les informations concernant la réactivité des
alliages de magnésium moulés à la cire perdue demeurent contradictoires. L'intérêt premier
de ce projet est d'étudier les mécanismes associés aux réactions moule-métal, afin d'établir
des procédures permettant de maximiser la qualité des pièces.
Pour y parvenir, une démarche en deux volets a été privilégiée. Dans un premier
temps, les paramètres influençant le degré de réaction entre les éléments constitutifs du
moule et l'alliage AZ91D ont été évalués. La revue de littérature a permis d'isoler divers
facteurs, à savoir la composition du moule, d'une part, et les paramètres liés aux conditions
de solidification (température de coulée, température du moule, épaisseur de la pièce),
d'autre part. Un certain nombre d'expériences a donc été réalisé afin de déterminer
l'importance relative de ces paramètres sur les réactions moule-métal. Une fois cet aspect
clarifié, la couche de réaction entre le moule et le métal a été caractérisée. Pour ce faire,
différentes techniques ont été utilisées. Les techniques de spectroscopie de photoélectrons
induits par les rayons X (XPS), de diffraction des rayons X (DRX) et la microsonde
électronique ont permis de caractériser la couche de réaction, de manières qualitative et
quantitative. La morphologie de la couche de réaction a été observée par microscopie
électronique à balayage (MEB). Finalement, la rugosité, en relation avec le fini de surface
des pièces moulées, a été mesurée par profilométrie. L'ensemble des travaux effectués est
résumé à la Figure 3.3.

S 4
Réactivité et fini de surface
Revue de littérature
Paramètres de procédé
Conditions de solidification
température du moule température de coulée épaisseur
Nature de la couche de réaction
XPS DRX
Caractéristiques du moule - plâtre pur - plâtre commercial
Caractérisation
Morphologie
Microsonde électronique
Rugosité
MEB Profilomètre
Figure 3.3 Résumé des travaux relatifs à l'étude de la réactivité moule-métal et du
fini de surface des pièces moulées à la cire perdue.

55
3.1.4 Microstructure et propriétés mécaniques
Comme il a été vu dans le chapitre précédent, les relations entre les propriétés
mécaniques et la microstructure des alliages de magnésium moulés à la cire perdue font
défaut dans la littérature. Les propriétés mécaniques dépendent non seulement de la finesse
de la microstructure, mais aussi de la présence éventuelle de défauts dans la pièce
(porosités, inclusions, etc.). Ces paramètres sont eux-mêmes reliés aux paramètres de
coulée.
Dans ce contexte, la microstructure et les propriétés mécaniques ont été évaluées en
fonction des paramètres influençant le temps de solidification (température de coulée,
température du moule, épaisseur de la pièce), mais aussi en fonction du système de coulée
adopté. Les espaces interdendritiques secondaires (SDAS) ainsi que la taille des grains ont
été mesurés afin de caractériser la microstructure des échantillons obtenus. Le taux de
porosités dans les pièces a aussi été mesuré. Les propriétés mécaniques ont été évaluées à
l'aide d'essais de traction. Les faciès de rupture, qui permettent d'obtenir des
renseignements sur les caractéristiques microstructurales du matériau, ont aussi été
observés. La Figure 3.4 résume les travaux relatifs à l'étude de la microstructure et des
propriétés mécaniques de l'alliage AZ91D.

56
Microstructure et propriétés mécaniques
i '
Revue de littérature
v Paramètres de procédé
" 1 Conditions de
solidification - température du moule - température de coulée - épaisseur
1 r Conditions de solidification
- température du moule - température de coulée - épaisseur
Système de coulée
Conditions de solidification
- température du moule - température de coulée - épaisseur
V
Caractérisation
i ' V w Microstructure
-SDAS - taille des grains
Faciès de rupture Propriétés mécaniques en
traction
Microstructure -SDAS - taille des grains
Propriétés mécaniques en
traction - porosité
Figure 3.4 Résumé des travaux relatifs à l'étude de la microstructure et des
propriétés mécaniques de l'alliage AZ91D moulé à la cire perdue.

57
3.2 TECHNIQUE EXPÉRIMENTALE
3.2.1 Procédure générale de fabrication des pièces
Les modèles en cire ont été fabriqués soit par soudage à l'aide d'une cire collante,
soit par injection dans une matrice métallique. Ces modèles ont été placés dans une base en
caoutchouc puis insérés dans des frettes (cylindres perforés en acier inoxydable) dont les
trous auront été recouverts de ruban adhésif.
Le moule a ensuite été préparé à partir d'un plâtre commercial ajouté à de l'eau
distillée suivant un rapport massique eau/plâtre de 40%, tel que recommandé par le
manufacturier. Il est important d'utiliser de l'eau distillée pour éviter l'introduction
d'impuretés susceptibles de favoriser les réactions moule-métal. On laisse tremper le plâtre
dans l'eau pendant une minute environ puis la barbotine est mélangée à l'aide d'un
agitateur pendant trois minutes. Le mélange est ensuite versé dans le châssis de moulage.
Après la prise du plâtre (environ dix minutes), on laisse le mélange reposer à l'air pendant
deux heures au minimum, puis le support en caoutchouc et le ruban adhésif sont retirés
avant le décirage, étape qui consiste à éliminer la cire. Cette opération est effectuée dans un
four préchauffé à 150°C.
Vient ensuite l'étape de cuisson du moule, qui permet d'éliminer l'eau et les résidus
du modèle et de donner une meilleure résistance mécanique au plâtre. Pour ce faire, le cycle
de cuisson recommandé par le manufacturier a été appliqué. Ce cycle consistait en un
premier palier à 371°C pendant deux heures, puis d'un deuxième palier à 482°C pendant
deux heures suivi d'un palier à 732°C pendant quatre heures. La température du four a
ensuite été abaissée et maintenue jusqu'à la température de moule désirée. Les taux de
montée en température étaient respectivement de 4, 2 et 10°C/min pour chacun des paliers.
Le moule est sorti du four juste avant la coulée pour éviter toute reprise d'humidité
qui pourrait favoriser les réactions moule-métal. Il est ensuite placé dans une chambre
ouverte, dont l'étanchéité est assurée par l'intermédiaire d'une plaque et d'un joint torique,

58
laissant uniquement l'ouverture du moule exposée à l'atmosphère. Un vide partiel (700 mm
Hg) est instauré à travers la chambre et autour du moule, à l'aide d'une pompe à vide
mécanique. La surface de l'alliage est écumée puis le métal liquide est versé sous
atmosphère protectrice CO2/0.5% SFv, dans le moule préalablement purgé.
Après solidification de la pièce, la pompe à vide est arrêtée et le moule est détruit
afin de récupérer la pièce obtenue. Cette étape, appelée décochage, s'effectue à l'aide d'un
jet d'eau sous pression. Les moules auront été préalablement plongés dans l'eau pendant
une trentaine de minutes afin de faciliter cette opération.
3.2.2 Choix des alliages
L'alliage AZ91D, qui est l'alliage commercial le plus répandu dans l'industrie
automobile, a été choisi dans le cadre de ce projet. Sa composition est donnée au Tableau
3.1 suivant.
Tableau 3.1 Composition de l'alliage A/911) (% en poids) utilisé durant le projet
(Norsk Hydro Canada).
Al Mn Zn Si Cu Ni Fe Be Mg
9.0 0.24 0.83 0.005 < 0.001 < 0.001 0.003 0.0008 Bal.
3.2.3 Gaz protecteur
Étant donnée la forte réactivité du magnésium, il convient de respecter un certain
nombre de mesures de sécurité. Par exemple, il faut s'assurer que le creuset soit propre
(aucune trace de rouille), vérifier la quantité de gaz protecteur et porter des équipements de
sécurité ignifugés. Dans le cadre de ce projet, aucun inhibiteur, comme le borofluorure de
potassium KBF4, n'a été ajouté dans le plâtre étant données la toxicité et la température de

59
décomposition relativement basse de ce type de produit. Un mélange de gaz constitué de
CO2 et de 0.5% SFÔ a été utilisé pour protéger le magnésium liquide et pour purger le
moule (1 à 2 minutes) avant la coulée du métal.
3.2.4 Microstructure et propriétés mécaniques
3.2.4.1 Microstructure
Des échantillons ont été coupés, enrobés dans de la résine acrylique et polis selon
les procédures développées pour les alliages de magnésium [7]. Le prépolissage des
échantillons a été effectué par passages successifs sur des papiers abrasifs de carbure de
silicium SiC de grosseur décroissante (jusqu'au grain 1200). Les papiers abrasifs sont
aspergés d'eau pour éviter tout échauffement de l'échantillon. Le polissage est ensuite
effectué à l'aide de suspensions de diamant (6 um et 0.1 um) sur des pelions, suivi du
polissage final avec une suspension de diamant (0.1 um) sur une toile « Texmet® ».
Afin de révéler la microstructure générale, les échantillons ont été observés après
attaque chimique dans une solution contenant 20% vol. d'acide acétique, 1% vol. d'acide
nitrique concentré, 60% vol. d'éthylène glycol et 19% vol. d'eau.
Pour révéler les grains, les échantillons ont été attaqués chimiquement à l'aide du
réactif développé par Maltais et coll. [8], qui permet de créer un contraste entre les grains
lorsque l'échantillon est observé sous lumière polarisée au microscope optique. La taille
des grains a été déterminée selon la procédure ASTM El 12 [9].
La mesure des espaces interdendritiques a été effectuée sur un minimum de dix
champs sur des dendrites révélant au moins quatre bras secondaires. Pour observer les
dendrites, les échantillons ont été attaqués par un mélange constitué de 2 ml d'acide
fluorhydrique HF, 3 ml d'acide chlorhydrique HC1, 5 ml d'acide nitrique HNO3 et 350 ml
d'eau H2O pendant 2 à 3 secondes.

60
Les échantillons ont été observés par microscopie optique avant et après attaque
chimique. Dans certains cas, les échantillons ont été observés par microscopie électronique
à balayage et à la microsonde électronique.
3.2.4.2 Mesure de la porosité
La méthode d'Archimède a été utilisée pour mesurer le taux de porosité dans les
échantillons. Un minimum de trois échantillons a été utilisé pour déterminer la masse
volumique. La Figure 3.5 suivante schématise la technique utilisée.
Balance analytique
Fil de suspension
Contenant
Support élévateur
Figure 3.5 Schéma du montage pour la mesure de la porosité.
Un panier est suspendu par un fil au crochet situé en dessous de la balance
analytique (sensibilité : 0.0001 g). Il est immergé jusqu'à un certain niveau dans un
contenant d'eau distillée, à laquelle du savon a été ajouté afin de diminuer la tension de
surface. La balance est ensuite tarée à zéro. L'échantillon est alors posé sur le plateau de la
balance et on note sa masse à sec « mair ». Une mince couche de vaseline est ensuite

61
appliquée à la surface de l'échantillon afin de sceller les porosités ouvertes. L'ensemble est
placé sur le plateau de la balance qui est à nouveau tarée à zéro. Le contenant est abaissé à
l'aide du support élévateur, puis l'échantillon est placé sur le panier et immergé dans l'eau
au même niveau que précédemment. On note la masse « meau-majr ». La température de
l'eau a aussi été prise en note. La masse volumique de l'eau est déterminée à l'aide du
tableau donné dans la norme ASTM B311 [10].
Le taux de porosité « P » est alors calculé de la manière suivante :
P = 100. t P L mair
P t h ' m a i r - m e a u (3.1)
où « PL » est la masse volumique de l'eau à la température mesurée, « pu, » la masse
volumique théorique de l'échantillon (1.81 g/cm3 pour l'alliage AZ91D), « majr » la masse à
sec de l'échantillon et « meau » la masse de l'échantillon dans l'eau.
Le taux de porosité a été mesuré sur un minimum de trois échantillons. Le détail des
calculs permettant d'évaluer l'incertitude globale sur les mesures de porosité est présenté
ci-dessous. Le taux de porosité peut s'exprimer de la manière suivante :
P= 100-100 . -^ .—52*—, soit : P * m a i r - n \ a u
In (100 - P) = In 100 + In p, - In plh +ln m . - In (mair - meau )
A(100-P)_ApL+Amair A(mair-meau) = Ap, +Amair Amair | Ameau
100-P pL mair mair-mea„ pL mair mair-meau mair-me
ce qui donne:

62
A(IOO-P) < Ap,
PL +
A m a i r + ÎOO-P
< Ap,
PL +
m a i r
+ A m a i r
m a i r - m e a u
I Àm„
mair m„
L'incertitude sur les mesures de porosité est finalement donnée par la relation
suivante :
A(IOO-P) 100-P
< ApL + A m a i r + < PL
+ mair
+ Am . + Am„
m. rn (3.2)
La masse volumique de l'eau « pi » dépend de la température de l'eau. L'incertitude
sur la mesure de la température est 0.5°C, ce qui induit une incertitude de
1.0125xl0"4g/cm3 sur la masse volumique. Les incertitudes sur les masses sont de 10" g.
Afin d'évaluer l'incertitude la plus élevée, la masse à sec la plus faible (de l'ordre de 0.8 g)
et la différence entre la masse à sec et la masse dans l'eau la plus faible (de l'ordre de 0.4 g)
ont été utilisées. La masse volumique est 0.9975 g/cm3 pour une température mesurée de
23°C. L'application numérique donne une incertitude globale maximale de 7.10"4.
3.2.4.3 Essais de traction et fractographie
Les propriétés mécaniques ont été évaluées à l'aide d'échantillons de taille réduite à
section rectangulaire de 6.0 mm de largeur et 25.0 mm pour la longueur entre repères
(Figure 3.6) [11]. Les modèles en cire destinés aux essais de traction ont été injectés dans
une matrice métallique, conçue de manière à pouvoir modifier l'épaisseur de l'éprouvette.
Les essais de traction ont été effectués à un taux de déformation de 4 mm/min avec un
extensomètre de 2.54 cm (1 pouce), soit un taux de 0.003 s , selon la procédure ASTM
B557M[11].

63
-ir- i t i* h ±
■C(-
Figure 3.6 Éprouvette de traction, a-distance entre repères (25.00 ± 0.10 mm) ; b-
largeur (6.00 ± 0.05 mm) ; c-épaisseur (maximum 6.00 mm) ; d-rayon du
congé (6.00 mm) ; e-longueur totale (100.00 mm) ; f-longueur de la
section réduite (32.00 mm) ; g-iongueur de la zone de serrage (30.00
mm) ; h-Iargeur de la zone de serrage (10.00 mm).
La résistance à la traction Rm a été mesurée et l'allongement à la rupture réel a été
évalué selon la relation suivante :
f réel f uniforme R
45000 xlOO (3-3)
La limite élastique à 0.2 % a été calculée avec un module élastique nominal de 45
GPa, puisque l'alliage de magnésium AZ91 ne présente pas une région élastique bien
définie [12-15].
L'analyse des faciès de rupture en traction a été réalisée à l'aide d'un microscope
électronique à balayage. Après les essais de traction, les échantillons ont été préparés pour
l'observation fractographique. Un revêtement Au-Pd a été appliqué à la surface des
échantillons, par évaporation sous vide, afin de limiter les effets de charge.

64
3.3 RÉFÉRENCES
1. Investment Casting Institute. Investment Casting Handbook. 1968. Chicago: Investment Casting Institute, 305 p.
2. «Casting». In: Metals Handbook, Desk Edition. 1985. Metals Park, OH: American Society for Metals, p. 23.1-23.64.
3. R. A. Horton. «Investment Casting». In: Metals Handbook. Casting, vol. 15. 9th éd. 1988. Metals Park, OH: American Society for Metals, p. 253-269.
4. P. Cuenin. «Moulage - Noyautage». 1994. Techniques de l'Ingénieur, MC, article M3512.
5. P. R. Beeley and R. F. Smart. Investment Casting. 1995. London: Institute of Materials, 486 p.
6. J. Campbell and I. D. Olliff. «Static and Dynamic Criteria for Filling of Thin Section Molds». 1971. AFS Cast Metals Research Journal, 7, no 2, p. 55-61.
7. «Magnésium Alloys». In: Metals Handbook. Metallography and Microstructures, vol. 9. 9th éd. 1985. Metals Park, OH: American Society for Metals, p. 425-434.
8. A. Maltais, D. Dubé, M. Fiset, G. Laroche and S. Turgeon. «Improvements in the Metallography of As-Cast AZ91 Alloy». 2004. Materials Characterization, 52, no. 2, p. 103-119.
9. ASTM El 12. Standard Test Methods for Determining Average Grain Size, Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 243-266.
10. ASTM B311. Test Method for Density Détermination for Powder Metallurgy (P/M) Materials Containing Less Than Two Percent Porosity. Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 83-86.
11. ASTM B557M. Standard Test Methods of Tension Testing Wrought and Cast Aluminum- and Magnésium-Alloy Products [Metric]. Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 419-429.
12. T. K. Aune and H. Westengen. «Property Update on Magnésium Die Casting Alloys». 1995. Society of Automotive Engineers, Inc., Magnésium in Vehicle Design, 1995, p. 21-31.
13. M. M. Avedesian and H. Baker. ASM Specialty Handbook: Magnésium and Magnésium Alloys. 1999. Materials Park, OH: ASM International, 314 p.

65
14. C. H. Câceres, C. J. Davidson, J. R. Griffiths and C. L. Newton. «Effects of Solidification Rate and Ageing on the Microstructure and Mechanical Properties of AZ91 Alloy». 2002. Materials Science and Engineering A, 325, no 1-2, p. 344-355.
15. Z. Zhang and A. Couture. «Investigation of the Properties of Mg-Zn-Al Alloys». 1998. Scripta Materialia, 39, no 1, p. 45-53.

CHAPITRE IV
INFLUENCE OF PROCESS PARAMETERS ON FLUIDITY OF INVESTMENT-CAST AZ91D MAGNESIUM ALLOY
S. Lun Sin et D. Dubé
Département de génie des mines, de la métallurgie et des matériaux, Université Laval
Québec, QC G1K 7P4
Cet article a été publié dans la revue Materials Science and Engineering A (vol.
386, 2004, p 34-42).

67
4.1 RÉSUMÉ
Le moulage à la cire perdue en moule monobloc est un procédé polyvalent et précis,
qui permet la fabrication de composantes aux formes complexes, le remplissage de sections
minces et la reproduction des détails les plus fins. Ce procédé s'avère aussi particulièrement
utile pour couler des prototypes en alliage de magnésium, mais il existe peu de données
quantitatives quant aux relations entre les paramètres de procédé et la fluidité, propriété qui
détermine, dans une large mesure, la réussite des pièces coulées. Dans ce travail, des
expériences ont été effectuées sur l'alliage AZ91D afin de déterminer l'influence de divers
paramètres sur la capacité de remplissage des moules de plâtre avec assistance du vide. Les
paramètres suivants ont été étudiés : l'épaisseur de la section et la position du modèle dans
le moule, ainsi que les températures de coulée et de préchauffage du moule. Enfin, un
modèle simple a été développé pour estimer la fluidité.
4.2 ABSTRACT
Investment casting is a versatile and précise process, which allows the fabrication of
components requiring intricate shapes, the filling of thin sections and the reproduction of
fine détails. It is also useful for casting magnésium alloy prototypes but little quantitative
information is available about the relationships between process parameters and fluidity,
which plays an important rôle in the successful production of castings. In this work,
experiments hâve been performed on AZ91D alloy to détermine the influence of various
parameters on the filling capacity of a plaster mould using vacuum assistance. The
following parameters were examined: section thickness and position of casting in the
mould as well as mould and casting températures. A simple model was developed for the
calculation of the filled length.

68
4.3 INTRODUCTION
Investment casting methods are regarded as précise fabrication processes for
components having intricate shape and requiring excellent surface finish and dimensional
accuracy. Thèse methods, which include shell moulding, solid mould casting and numerous
similar methods [1,2], hâve been used for décades in jewellery [2,3], for casting artworks
[2,3], in surgery implants and in dental applications [2,3]. Investment casting methods are
currently selected for casting thin wall components from a wide variety of alloys including
superalloys, stainless steel, as well as aluminum- and copper-based alloys [1].
There is also a growing industrial interest in solid mould casting of magnésium
alloys for the production of prototypes or a short séries of components [4-6]. However
important process parameters about solid investment casting of magnésium alloys using
vacuum assistance are not available in the literature. Moreover, considering the reactive
nature of molten magnésium alloys with respect to plaster-based mould materials, a
particular foundry practice had to be developed. A study was thus conducted in our
laboratory to evaluate the influence of process parameters on the fluidity of AZ91D
magnésium alloy for the production of thin wall castings (<2 mm). The results of this work
are presented in this paper. The impact of process parameters on surface finish,
microstructure and mechanical properties of castings will be presented in fortheoming
papers.
Fluidity is defined as the ability for a molten métal to flow through and to fill a
mould cavity before solidification occurs [7]. It governs the filling of moulds and the
sharpness of cast détails. Fluidity is therefore an important property for the successful
production of castings. It is also an empirical property which dépends not only on the
composition of the molten alloy, casting parameters, and mould properties but also on the
testing method [8,9]. For instance, the mode of solidification has a strong effect on fluidity.
Alloys with a wide freezing range usually hâve reduced melt flow [7-15] and hâve a
tendency to deliver partially solidified métal to mould surfaces whereas pure metals and

69
eutectics are more fluid, flow farther than alloys and reproduce détails more accurately
[10].
Cleanliness of molten alloys also influences mould filling capacity and it has been
found that dissolved gases, intermetallic précipitâtes, inclusions, and non-metallic
impurities reduce the fluidity of alloys [12,16]. In particular, oxide films, which
spontaneously form at the surface of reactive melts, increase their surface tension and
reduce their ability to reproduce sharp détails. Thèse films can also be broken and mixed
into the flowing stream thereby decreasing the effective fluidity of the melt [7,12]. Oxides
and other intermetallics were found to reduce fluidity by as much as 20% [3]. However, it
was observed that filtering of impurities or degassing of alloys resulted in significant
improvement in fluidity [17,18].
In the filling of thin sections, surface tension of molten métal must be overcome in
order for the molten métal to be introduced into the cavities and provide sharp détails.
Considering a narrow plate having a thickness 2r and assuming that the liquid métal does
not wet the mould, filling is possible if the pressure at the interface exceeds the résistance
caused by surface tension [7] :
P i - P c > 1 (4.1) r
where y stands for the surface tension of the molten alloy, Pj is the local pressure inside the
molten métal and Pe the pressure within the cavity. The total pressure inside the métal is the
sum of the metallostatic pressure and the atmospheric pressure Pa. The pressure inside the
cavity is the sum of the pressure in the mould due to the atmosphère Pa and the back
pressure due to residual gases présent in the mould cavity Pm [7]. Then relation (4.1)
becomes :
(Pa + pgh)-(P a + P m ) > 1 (4.2) r

70
which simplifies yielding,
p g h - P m > ^ (4.3) r
where p is the density of the molten alloy, g the accélération due to gravity, and h the head
of métal. Relation (4.3) indicates that the back-pressure Pm due to gases confined within the
mould cavity lowers the effective head which governs mould filling. During filling, back-
pressure rises if gases within the mould cannot escape rapidly enough through vents or
through the pores of the mould. The permeability of the mould to gases is therefore
important to eliminate the occlusion of gases and to ensure correct mould filling [19-21].
It can also be shown that fluidity increases with solidification time [7], which in the
case of a pure métal poured at its melting point in an insulating mould can be expressed as :
t f = S 2 * ( PS H f ^2
TM "Tu J^m Pm c m (4.4)
where S is the thickness solidified, ps the density of solid métal, Hf the enthalpy of fusion,
TM the melting point, To the initial mould température, Km the thermal conductivity of the
mould, pm the density of the mould and cm the spécifie heat of the mould material [11]. This
équation indicates that a decrease of thermal conductivity, spécifie heat capacity or density
of mould material increases solidification time and therefore improves fluidity. Fluidity
also dépends on the enthalpy of fusion because solidification time is directly related to the
quantity of heat Q to be removed from the métal during solidification. If a pure métal
considered at its melting point is poured with negligible superheat, the heat that must be
removed before complète solidification is given by the following équation :
Q = PsVH f (4.5)

71
where p s is the density of the solidifying métal, V the volume of métal and Hf the enthalpy
of melting [22]. For comparison purposes, the enthalpy of fusion per unit mass and per unit
volume for pure magnésium and pure aluminum are given in Table 4.1 [23-25]. In the case
of magnésium and its alloys, their relatively lower enthalpy variation during solidification
represents a challenge to the proper filling of castings [26]. Far less energy needs to be
dissipated during solidification of magnésium and its alloys, which means shorter
solidification time, and less time for the métal to flow within the cavity than is the case
with aluminum alloys. Consequently a better balance in the température of the mould and
the molten métal is needed to control molten métal flow and solidification with magnésium
alloys.
Table 4.1 Thermal properties of pure magnésium and pure aluminum at their
respective melting points.
Material Enthalpy of fusion
unit mass (kJ/kg)
per Density of solid (at the melting point)
(kg/m3)
Enthalpy of fusion per unit volume
(MJ/m3)
Pure Mg
Pure Al
368
397
1610
2550
592
1012
In the case of magnésium and its alloys, the literature provides little information on
their fluidity. Niesse et al. [27] studied the fluidity of several magnesium-base alloys. As
expected, with addition of small quantities of alloying éléments, a sharp drop in fluidity
was observed, a rise in fluidity being noted as the alloy content approached eutectic
composition. Sundarrajan et al. [15] observed that in the case of Mg-Al alloys, fluidity was
inversely proportional to the non-equilibrium freezing range, being minimal for about 5%
aluminum. On the other hand, Sundarrajan et al. [28] found that the ability to properly
reproduce mould détails increases with aluminum content. Variations were ascribed to
superheat, pressure head and to an increased variation of enthalpy during solidification.

72
In the présent work, experiments were performed in order to détermine the relative
importance of spécifie parameters on fluidity of AZ91D alloy. The influence of
characteristic thickness of components was investigated along with various process
parameters : influence of vacuum assistance, position of the wax model in the flask as well
as casting and mould températures.
4.4 EXPERIMENTAL PROCEDURE
4.4.1 Lost wax process
The solid mould investment casting process which has been described in détail
elsewhere can be outlined as follows [1]. The process begins with the production of wax
patterns that are assembled into a cluster. This cluster is then placed into a specially
perforated flask, and a slurry is poured producing a solid block with a relatively low
permeability, though some permeability can be introduced to the block mould by the
incorporation of additives. After dewaxing, the mould is baked, and then oven cooled to the
appropriate température. The alloy can be poured with or without vacuum assistance.
Finally, after solidification, the mould is broken away to remove the castings. The
expérimental aspects of each step of the process are described below.
4.4.2 Production of wax patterns
Expérimental patterns were made from waxes used in jewellery and dentistry and
assembled to form a wax tree with sticky wax. Thèse waxes which contain a negligible
amount of ash were selected in order to prevent reactions with the plaster mould wall and
with molten magnésium. Their melting points, measured using differential scanning
calorimetry (DSC), were found to be in the range 60-65°C. No filler was necessary in the
présent séries of experiments. The characteristic properties of the waxes were selected to
facilitate dewaxing.

73
4.4.3 Mould making
A slurry, consisting of a commercial gypsum-bonded investment mixed with water,
was poured around the pattern. Care was taken to control the proportion in which the
investment material and water were mixed, since the permeability of the investment, which
influences the spécifie heat, thermal conductivity and density of the investment, dépends on
the investment/water ratio [29,30].
As confirmed by semi-quantitative X-ray fluorescence analysis, the commercial
plaster used in this study contains a high proportion of silica (62%) compared to calcium
sulphate (27%). This composition is typical of plaster investments commonly used in
jewellery and dentistry [3], which were developed to obtain the best reproducibility of
casting dimensions. Chemical additions were made to control setting time, setting
expansion and the viscosity of the slurry. Silica, in the form of quartz and cristobalite, is
used as the refractory component of the investment and controls its volume expansion.
Moulds were held for two hours after they had set. After wax élimination, moulds
were baked, in order to eliminate any trace of wax from the investment cavities, and ensure
complète removal of water, since molten magnésium will react with residual moisture and
chemically-bonded water [31]. The maximum température of the heating cycle was 730°C.
Heating at excessive température leads to important dimensional change [32] and to the
dissociation of gypsum into calcium and sulphur oxides and results in tarnished,
discoloured castings [19]. Moulds were oven cooled to the appropriate casting température.
4.4.4 Melting and casting
Molten magnésium alloys are highly susceptible to oxidation and care must be taken
to minimise the opportunity for magnésium to react with oxygen. A stainless steel crucible
was used for melting ingots of AZ91D magnésium alloy in an electric résistance furnace
and a mixture of CO2 and 0.5 % SF6 was used as a protective gas. Moulds were also
flushed with the same gas mixture immediately prior to casting in accordance with

74
recommended practice [33,34]. The alloy was poured with and without vacuum assistance.
Finally, the moulds were broken away with the help of pressurised water to remove the
castings.
Undesirable chemical reactions can occur between molten magnésium and the
various oxides contained in industrial plaster, sometimes leading to violent exothermic
reactions upon contact of the molten alloy with the mould wall during filling, and even
after the beginning of solidification [26,35]. Consequently, care must be exercised during
ail steps of the process.
4.4.5 Vacuum assistance
Figure 4.1 illustrâtes the expérimental set up for vacuum-assisted mould filling. A
steel collar is welded on the upper end of the perforated stainless steel flask. The flask is
placed into a vacuum chamber in such a way that the collar holds the flask in position
inside the chamber and a rubber ring aids in keeping a good seal between the collar and the
chamber. A partial vacuum is drawn within the chamber and around the mould and the
métal is poured into the exposed mould opening. Vacuum is maintained until complète
solidification of cast parts. Because of the perforation of the flask, a much larger area of
investment is exposed to vacuum, resulting in a greater and more evenly distributed
pressure differential [3]. In order to détermine the influence of vacuum on mould filling
capacity, two spirals, 1.6 mm thick, were cast with and without vacuum assistance.

7.S
Gasket
Test spécimen
Vacuum chamber
To vacuum pump
Figure 4.1 Illustration of the principle of vacuum-assisted casting.
4.4.6 Test model
The model used to perform fluidity tests consists of vertical strips, 0.5 cm wide,
attached to the sprue at différent distances d from the flask vertical axis and at différent
distances D from the top of the pouring cup, in such a way that the effective métal head
continuously decreases during the filling of the strips, Figure 4.2a. In thèse experiments, the
métal head is defined as the distance separating the pouring basin and the base of the
vertical strips [36]. Mould filling capacity was evaluated by measuring the maximum
height of the casting after solidification, Lf, as indicated in Figure 4.2b.
For this test casting design, it can be shown from the relation established by
Flemings et al. [37], that the maximum height of casting at the moment of freezing for thin
flat strips of thickness t and width x, with the assumption x » t , is :

76
Lf = PVQ t (kH f+CpAT s) 2h(T c -T M )
1 + -TÏAX
,1/2
VoCpp'k' (4.6)
where p is the density of liquid, Vo the velocity of liquid at entrance to section, k the
fraction of solidified alloy, Hf the enthalpy of fusion, Cp the spécifie heat of the liquid, ATS
the superheat defined as (Tc-TiJ where TL is the liquidus température, h the heat transfer
coefficient at the metal-mould interface, Tc the température of the liquid métal, TM the
initial mould température, AX the length of choking zone in alloy solidification, CP the
spécifie heat of the mould, p' the density of the mould, and k' the thermal conductivity of
the mould.
Distance from flask walls d
/S)
Métal head D
I I
< *
Runner Width
Thicknesst
(.0 (b)
Figure 4.2 Fluidity test model; (a) Schematic view of cluster, (b) Maximum height
of casting at moment of freezing.

77
This relation shows that fluidity dépends on casting température, mould température
and section thickness. In this work, the relative influence of thèse parameters as well as the
distance between strip and flask wall and the distance from top of pouring cup were studied
(Figures 4.2a and 4.2b). Expérimental parameters were set at the following levels: the
pouring température Te (650, 700 and 750°C), the mould preheating température TM (250,
300 and 350°C), the strip thickness t (0.08, 0.1 and 0.13 cm), the distance d between strip
and flask wall (1.2, 1.6, 2.6 and 3.6 cm) and the distance D from the top of the pouring cup
(8, 12 and 16 cm). Each test was performed at least twice using vacuum assistance.
4.5 RESULTS AND DISCUSSION
4.5.1 Influence of vacuum assistance on fluidity
Figure 4.3 illustrâtes the influence of vacuum assistance on the casting of a flat strip
curved into a spiral. Without vacuum assistance (Figure 4.3a), the molten AZ91D alloy is
not fluid enough to fill the mould completely, creating misrun defects. On the other hand,
fluidity is strongly increased by using vacuum assistance leading to complète filling of the
spiral (Figure 4.3b).
Figure 4.3 Influence of vacuum assistance on mould filling; (a) Spiral cast without
vacuum assistance, (b) Spiral cast with vacuum assistance.

78
In the absence of vacuum assistance, the condition governing the filling of moulds
is given by équation (4.3). Under thèse conditions, atmospheric pressure plays no rôle in
the filling of mould. With vacuum-assisted filling, residual gases are removed from mould
cavity by drawing a vacuum through the perméable mould and atmospheric pressure
effectively pushes the molten métal inside the cavity. Thus, the term (Pa + Pm) becomes
negligible and équation (4.2) reduces to:
Pa + pgh > * (4.7) r
This relation indicates that the atmospheric pressure Pa is allowed to act on the
incoming métal, vacuum efficiently drawing the molten métal into the mould. In practice
however, a pressure of about half an atmosphère (0.5 Pa) is commonly obtained [7].
4.5.2 Influence of expérimental parameters on fluidity
4.5.2.1 Distance from flask walls
The influence of the distance between the flask wall and the strips on fluidity was
studied for différent casting conditions. Figure 4.4 shows a typical curve obtained with a
pouring température of 750°C and a mould température of 350°C. The strips were 1.3 mm
thick and the distance from the top of the pouring cup was set at 8 cm. Sélection of other
expérimental parameters produced a similar trend. The degree of filling is lower when
strips are located near the flask central axis, since the more important distance between the
mould cavity and the perforated flask wall results in a less effective action of vacuum. This
confirms that mould filling efficiency is related to the local degree of vacuum, as shown
recently by Vainer and Lerner [38]. However, the improvement in fluidity is small as the
distance between flask wall and the strips is diminished. In the following sections, only
data corresponding to a flask-strip distance of 1.1 cm are presented.

79
■
! I
1
■ 1
0,5 1,5 2,5 3,5
Distance from flask walls d (cm)
Figure 4.4 Influence of distance from flask wall on mould filling (Tc = 750°C; TM =
350°C; t - 1.3 mm, D = 8 cm).
4.5.2.2 Métal head
Figure 4.5 shows that there is a linear relation between mould filling capacity and
métal head in agreement with previous investigations [7,9,10,12,28,37-39].
4.5.2.3 Section thickness
Figure 4.6 illustrâtes the linear dependence between mould filling capacity and
section thickness, keeping the pouring température at 750°C and the plaster mould being
preheated at 300°C. This is in agreement with relation (4.6), which predicts a direct
proportionality between section thickness and fluidity. Thèse results can be explained by
the fact that thinner sections promote faster solidification. Thus for a fixed head of métal,
ail factors being equal, the thinner the section, the more difficult it is to fill the mould.

80
Ë < i
10 11 12 13
Métal head D (cm) 14 15 16 17
Figure 4.5 Influence of métal head on mould filling (Tc - 750°C; TM = 300°C; t 1.3 mm; d = 1.1 cm).
14
12
10
0
♦ D = 8 cm ■ D = 12 cm ,< i
A D = 16 cm , . . - - '
_ . . - - ' ' ' j [••""•"-"I. - i j \ i . - - - "
i 1
< f i ►
f
i i i i i p
1,3 1,4
Figure 4.6
0,6 0,7 0,8 0,9 1 1,1 1,2
Section thickness t (mm)
Influence of section thickness on mould filling (Tc = 750°C; TM = 300°C; d = 1.1 cm).

81
4.5.2.4 Casting température
Figure 4.7a shows the influence of superheat on mould filling capacity, maintaining
constant the mould preheating température and strip thickness. In agreement with previous
studies [7-10,28,38,40], thèse results confirm that mould filling is improved with superheat.
Within the température range considered, the relation between filled length and superheat is
almost linear. Thèse results are explained by an increase in the enthalpy of the métal with
pouring température. Therefore, the métal remains liquid for a longer period of time and
consequently a better filling of the mould cavity is obtained. In the présent work, the degree
of superheat was limited to 155 K. Beyond this superheat, the SF6 protective atmosphère is
less efficient [41] and iron contamination of the melt increases [42].
Examination of relation (4.6) suggests that, ail factors being equal, Lf should
increase linearly with ATS/(TC-TM). The results shown in Figure 4.7b are in agreement with
a linear relation. Moreover, as the métal head D increases, the velocity Vo increases, and
the slope of the curves Lf = f (ÀTS/(TC-TM)) should increase, as can be observed in Figure
4.7b.
Finally, according to relation (4.6), fluidity is not expected to be null at zéro
superheat but it should be reduced rapidly with température upon cooling below the
liquidus since the viscosity increases by orders of magnitude [10]. However extrapolation
of the linear curves of Figure 4.7b suggests a fluidity close to zéro or slightly négative at
zéro superheat. This resuit can be explained by the choice of the casting température as a
référence parameter which is not the effective température of the molten alloy entering the
strips.

S2
12
10
•3 6 , i
Figure 4.7
i A D = 8 cm ■ D= 12 cm ♦ D = 16 cm /" /i / ' i> y ' '
r .-•"" ,--"" ...A ' ','' ..-*''
.- ' . -* ' ■.-' i"
12
6 3 6
50 100 150
Superheat ATS (°C)
(a)
200
A D = 8 cm \
■ D= 12 cm ♦ D= 16cm
, * ' 1
N ,"' y'
< >,-'' y'' ' ......i 1
y'"' ,.■■■'1 k'
i
I 1 1
v"'
' i
O 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4
ATS/(TC-TM)
(b)
Influence of casting température on mould filling; (a) as a function of
superheat ATS and (b) as a function of ATS/(TC-TM). (TM = 300°C; t =
1.3 mm; d = 1.1 cm).

83
4.5.2.5 Mould preheating température
Figure 4.8a illustrâtes the influence of mould preheating température on mould
filling capacity for différent heads of métal. As expected, raising mould preheating
température improves mould filling [9,12,13,36]. Equation (4.6) also implies that
solidification time is a function of the inverse of the différence between casting température
and mould température. Thus, raising mould température should reduce the rate of heat
transfer and retard solidification, increasing fluidity. However, the influence of mould
température on filling is relatively weak. In the présent investigation, mould preheating
température was limited to 350°C. Higher mould températures promoted mould-metal
reactivity and had a deleterious effect on surface finish. Equation (4.6) indicates that Lf is a
function of l/(Tc -TM), ail other factors being constant. This relation has been plotted in
Figure 4.8b for différent heads of métal. A linear model was used to fit the data, revealing a
qualitative agreement with relation (4.6). It confirms that fluidity is higher when the head
of métal is higher. Similar to the case where the influence of casting température was
studied, increasing the head of métal increases the velocity of métal. Thus, the slope of the
curves increases with higher métal head.

84
M
10
V,
0
A D: 8 cm . . . . - ' * ■ D: 12 cm
. . . . - ' *
♦ D: 16 cm ' ' . - ■ " '
- L ---1 i-s
* -i -
> 1 ' i
M
\2
II o
200 220 240 260 280 300 320 340 360
Mould preheating température TM (°C)
(a)
A D: 8 cm ■ D: 12 cm ♦ D: 16 cm
* ÏA
>-i
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
1/(TC-TM) (1/°C)
(b)
Figure 4.8 Mould filling as a function of (a) mould preheating température and (b)
1/(TC-TM). (Tc = 750°C; t » 1.3 mm; d = 1.1 mm).

,x.s
4.5.3 Régression analysis of expérimental data
The data obtained in the présent work were analysed and fitted to a simple empirical
model in order to express the filled length Lf as a function of the expérimental parameters
studied. The model is partially based on the work of Flemings et al. [37]. Fluidity was thus
assumed to be a function of section thickness t and ATS/(TC-TM), with the différence that
fluidity was assumed to be negligible at zéro superheat, as previously discussed. Finally,
the influence of métal head D and distance from flask wall d were added to the model. The
model derived is written as follows:
Lf =cp-Da-tp-dY-( AT Y AT s VTc TM )
(4.8)
where the expérimental parameters are in the following range : D = 8-16 cm; Te — 650-
750°C; TM = 250-350°C; t = 0.08-0.13 cm; d =1.2-3.6 cm.
More than 160 experiments were performed and adjustable parameters were
determined by minimising the residual sum of the squares (least square method). Their
values are given in Table 4.2 along with their standard error.
Table 4.2 Value of adjustable parameters.
Adjustable parameter Value Standard error
q> 14.25 1.19
a 0.96 0.03
p 0.80 0.06
y -0.19 0.02
S 1.24 0.04

86
The équation obtained for Lf is given as follows:
L r = 14.25-D 0.96 ,0.80
, o. i y
ATQ 1.24
V M : ^M j (4.9)
Equation (4.9) confions the weak effect of distance from flask wall on fluidity and
the almost linear variation of Lf with métal head.
Figure 4.9 compares the calculated filling length using équation (4.9) with the
expérimental data. There is a relatively good agreement with the model chosen. The
standard error on Lf is 0.13 cm with a value for R2 of 0.92.
S
a (U
W
6 8 10 Predicted Lf (cm)
1?. 14 16
Figure 4.9 Comparison between predicted values of Lf as calculated by équation
(4.9) and expérimental results.

87
4.6 CONCLUSIONS
In the présent work, experiments hâve been performed to study the influence of
casting parameters on mould filling efficiency during investment casting of AZ91D alloy.
The following parameters were examined: vacuum assistance, pouring température, mould
preheating température, strip thickness and distance between the strips and the perforated
flask wall.
The experiments demonstrated that vacuum assistance is very efficient for filling
thin sections, removing trapped air, and drawing the molten métal into the mould. The
experiments also confinn that increasing the métal head improves the filling of moulds. To
a lesser extent, decreasing the distance from flask walls increases mould filling, since the
vacuum is stronger in the vicinity of flask walls. Finally, raising pouring and mould
preheating températures retards solidification and improves mould filling efficiency. In the
case of AZ91D magnésium alloys, using a casting température of 750°C and a mould
température of 350°C provides better filling of the mould. Higher casting températures
promote undesirable reactions between magnésium and oxygen. Finally the expérimental
data were fitted to a simple empirical model in order to express the filled length Lf as a
function of the expérimental parameters studied: Lf =14.25-D •-1 t AT* V '24
0.19 Ls
V^c T M j
4.7 ACKNOWLEDGEMENTS
The authors are grateful to the Natural Sciences and Engineering Research Council
of Canada (NSERC) and Intermag Technology for financial support during this project.
The authors would also like to thank Norsk Hydro Canada (Bécancour, Que., Canada) for
kindly supplying magnésium ingots. The assistance of Mr. Guy Bureau and Alexandre
Maltais is kindly acknowledged.

xs
4.8 REFERENCES
1. «Casting». In: Metals Handbook, Desk Edition. 1985. Metals Park, OH: American Society for Metals, p. 23.1-23.64.
2. A. J. Clegg. Précision Casting Processes. 1991. Oxford: Pergamon Press, 293 p.
3. P. R. Beeley and R. F. Smart. Investment Casting. 1995. London: Institute of Materials, 486 p.
4. D. Defouloy and L. Monnier. Prototype Parts in Magnésium Alloys by Express Casting (Pièces Prototypes d'Alliages de Magnésium en Fonderie Express)». 2001. Hommes et Fonderie, 318, p. 12-22.
5. K. Herrick. «Magnesium-Base Alloys Investment Cast Properties». 1961. AFS Transactions, 69, p. 179-188.
6. T. Ruden. «Prototype Alternatives for Magnésium Die Castings». 1991. Die Casting Management, 9, no 5, p. 26-29.
7. J. Campbell. Castings. 1993. Oxford; Boston: Butterworth-Heinemann, 288 p.
8. J. E. Niesse, M. C. Flemings and H. F. Taylor. «Application of Theory in Understanding Fluidity of Metals». 1959. AFS Transactions, 67, p. 685-697.
9. M. C. Flemings. «Fluidity of Metals-Techniques for Producing Ultra Thin Section Castings». 1963. 30th International Foundry Congress, Prague, 1963, p. 61-81.
10. J. A. Capadona and D. L. Albright. «Review of Fluidity Testing As Applied to Lost-Polystyrene Investment Casting». 1979. 82nd Annual Meeting, Détroit, MI, April 24-28 1978, Des Plaines: American Foundrymen's Society, p. 43-54.
11. M. C. Flemings. Solidification Processing. 1974. New York: McGraw-Hill, 364 p.
12. D. V. Ragone, C. M. Adams and H. F. Taylor. «Some Factors Affecting Fluidity of Metals». 1956. AFS Transactions, 64, p. 640-652.
13. B. Walker. «New Type of Fluidity Test-Piece». 1963. Foundry Trade Journal, 115, no 2452,p.713-721.
14. D. V. Ragone, C. M. Adams and H. F. Taylor. «A New Method for Determining the Effect of Solidification Range on Fluidity». 1956. AFS Transactions, 64, p. 653-657.
15. S. Sundarrajan, H. M. Roshan and E. G. Ramachandran. «Studies on the Fluidity Characteristics of Binary Magnésium-Aluminium Alloys». In: Source Book on

89
Magnésium Alloys Technology. 1995. Bangalore: The Indian Institute of Metals, Non-Ferrous Metals Division and Bangalore Chapter, Paper No. 19, p. 1-7.
16. E. Aghion and B. Bronfin. «The Corrélation between the Microstructure and Properties of Structural Magnésium Alloys in Ingot Form». 1997. Proceedings of the Third International Magnésium Conférence, Manchester, UK, April 10-12 1996, London: The Institute of Materials, p. 313-325.
17. D. E. Groteke. «Réduction of Inclusions in Aluminum by Filtration». 1983. Modem Casting, 73, no 4, p. 25-27.
18. D. E. Groteke. «Influence of SNIF Treatment on Characteristics of Aluminum Foundry Alloys». 1985. AFS Transactions, 93, p. 953-960.
19. H. Peterson and L. Diamond. «Problems in Gold Ring Casting». 1981. Precious Metals, Proceedings of the 4th International Precious Metals Institute Conférence, Toronto, Canada, June 2-5 1980, Oxford, UK: Pergamon Press, p. 227-234.
20. M. Brezina and V. Kondic. «Flow Phenomena in Investment Casting». The British Foundryman, 1973. 66, no 12, p. 337-348.
21. D. Ott and C. J. Raub. «Investment Casting of Gold Jewellery: Factors Affecting the Filling of Moulds». 1986. Gold Bulletin, 19, no 2, p. 34-39.
22. G. H. Geiger and F. R. Poirier. Transport Phenomena in Metallurgy. 1973. Reading, MA.; Don Mills: Addison-Wesley, 616 p.
23. R. S. Busk. Magnésium Products Design. 1987. New York, NY: Marcel Dekker Inc, 544 p.
24. J. E. Hatch. Aluminum, Properties, and Physical Metallurgy. 1984. Metals Park, OH: American Society for Metals, 424 p.
25. Metals Handbook. Properties and Sélection: Nonferrous Alloys and Pure Metals, vol. 2. 9th éd. 1979. Metals Park, OH: American Society for Metals.
26. A. E. Torok and P. C. Wilson. «Investment Cast Premium Quality Magnésium Alloys». 1987. Compétitive Advances in Metals and Processes, Proceedings of the First International SAMPE Metals and Metals Processing Conférence, Cherry Hill, NJ, August 18-20 1987, Covina, CA: Society for the Advancement of Material and Process Engineering, p. 285-294.
27. J. E. Niesse, M. C. Flemings and H. F. Taylor. «Fluidity of a Séries of Magnésium Alloys». 1957. AFS Transactions, 65, p. 207-211.
28. S. Sundarrajan and H. M. Roshan. «Studies on Mold Filling Ability Characteristics of Magnésium-Aluminium Alloys». In: Source Book on Magnésium Alloys Technology.

90
1995. Bangalore: Indian Institute of Metals, Non-Ferrous Metals Division and Bangalore Chapter, Paper No. 18, p. 1-12.
29. D. OU and C. J. Raub. «Investment Casting of Gold Jewellery-Gas Pressures in Moulds during Casting: Their Measurement and Their Effects». 1985. Gold Bulletin, 18, no 2, p. 58-68.
30. D. Ott. «Properties of Melt and Thermal Processes during Solidification in Jewellery Casting». 2000. Gold Bulletin, 33, no 1, p. 25-32.
31. G. Lagrené. «Fonderie et Moulage des Alliages de Magnésium». 2000. Techniques de l'Ingénieur, MC, article M3640.
32. E. S. Johnson. «Parameters Effect on Physical Properties of Plaster Molds». 1962. AFS Transactions, 70, p. 115-119.
33. R. Neelameggham, O. K. Wheeler and G. B. Weed. «Magnésium Alloy Casting in Plaster Mold», US Patent No. 4,579,166. 1 April 1986.
34. M. H. Idris, M. S. Yong and A. J. Clegg. «Précision Casting of a Magnesium-Base Alloy». 1997. Foundryman, 90, no 4, p. 140-144.
35. F. Bazile. «Propriétés du Magnésium et de ses Alliages». 1985. Techniques de l'Ingénieur, MB, article M450.
36. J. Campbell and I. D. Olliff. «Static and Dynamic Criteria for Filling of Thin Section Molds». 1971. AFS Cast Metals Research Journal, 7, no 2, p. 55-61.
37. M. C. Flemings, E. Niiyama and H. F. Taylor. «Fluidity of Aluminum Alloys». 1961. AFS Transactions, 69, p. 625-635.
38. M. I. Vainer and Y. S. Lerner. «Vacuum-Assisted Investment Casting of Al-Ni-Bronze». 1999. AFS Transactions, 107, p. 35-42.
39. M. C. Flemings, F. R. Mollard, E. Niiyama and H. F. Taylor. «Fluidity of Aluminum». 1962. AFS Transactions, 70, p. 1029-1039.
40. H. S. Chandraseckariah and S. Seshan. «Effect of Foundry Variables on Fluidity of Investment-Cast Nickel-Base Superalloys». 1994. AFS Transactions, 102, p. 855-859.
41. A. Kaye and A. Street. Die Casting Metallurgy. 1982. London: Butterworth Scientific, 309 p.
42. R. A. Horton. «Investment Casting». In: Metals Handbook. Casting, vol. 15. 9th éd. 1988. Metals Park, OH: American Society for Metals, p. 253-269.

CHAPITRE V
INTERFACIAL REACTIONS BETWEEN AZ91D MAGNESIUM ALLOY AND
PLASTER MOULD MATERIAL DURING INVESTMENT CASTING
S. Lun Sin, D. Dubé et R. Tremblay
Département de génie des mines, de la métallurgie et des matériaux, Université Laval
Québec, QC G1K 7P4
Cet article a été publié dans la revue Materials Science and Technology (vol. 22, no.
6, 2006, p 1456-1463).

')2
5.1 RÉSUMÉ
Les réactions à l'interface moule/métal déterminent la qualité des pièces obtenues
par moulage à la cire perdue. Elles sont particulièrement importantes dans le cas des
alliages de magnésium moulés dans des moules de plâtre. Dans ce travail, les réactions
entre le magnésium liquide et le moule de plâtre ont été étudiées. Tout d'abord, les
réactions potentielles avec les matériaux constitutifs du moule (incluant les gaz) ont été
examinées selon des considérations thermodynamiques. Ensuite, l'alliage de magnésium
AZ91D a été coulé sous forme de feuilles minces dans des moules de plâtre. La surface des
feuilles et du moule a été caractérisée. L'analyse des produits de réaction indique que les
vapeurs de magnésium diffusent à travers le plâtre et réduit la silice présente dans le moule
selon la réaction suivante : 4Mg + SiC>2 = 2MgO + Mg2Si. L'ampleur des réactions est
contrôlée par la température du moule et l'épaisseur de la pièce moulée.
5.2 ABSTRACT
Reactions at the mould/metal interface play an important rôle in determining the
quality of investment castings. They are particularly critical in the case of magnésium
alloys cast in industrial plaster moulds. In this work, reactions of molten magnésium alloy
with plaster mould were studied. First the potential interactions with mould materials
(including gases) were examined using thermodynamic considérations. Then thin sheets of
AZ91D magnésium alloy were cast in industrial plaster moulds using vacuum assistance:
the surface of sheets and plaster mould were characterised. The analysis of reaction
products indicates that magnésium vapours diffuse through the plaster and reduce the silica
présent in the investment material according to the following reaction: 4Mg + SiÛ2 =
2MgO + Mg2Si. The extent of reactions is controlled by mould température and thickness
of castings.

93
5.3 INTRODUCTION
The quality of investment castings dépends to a large extent on their surface finish.
It becomes thus essential to consider the reactions between the mould and the molten alloy.
In the case of magnésium alloys, the use of plaster moulds is generally not recommended
due to the high reactivity of the molten alloy with respect to mould materials [1]. Chemical
reactions with free water and silica contained in industrial plaster investments are suspected
[1-6].
Despite thèse limitations, previous works hâve shown that it is possible to cast
magnésium into silica-containing moulds using precautionary measures. Plaster-based
moulds hâve been successfully used to cast AZ91 magnésium alloy for short séries of thin
and complex components [7-9], to fabricate open-cellular structures having more than 95%
porosity [10] and, to a lesser extent, to produce investment cast parts [5,11,12]. However,
none of thèse studies investigated the reactivity between plaster-based mould and
magnésium alloys, which is still poorly understood.
In the présent work, the reactions involved during solid mould investment casting of
magnésium alloys were studied. The possible reactions between magnésium and mould
materials were briefly reviewed and a séries of casting experiments were performed with
the objective to identify the rôle of the main factors influencing the mould-metal reactivity.
Practical information about investment casting of magnésium alloys is also given. Finally,
the reactions that occur with industrial casting plasters containing silica additives were
determined.
5.4 MOULD / MÉTAL REACTION
Among the potential factors affecting the reactivity of molten magnésium with
respect to mould constituents, the influence of the following will be shortly reviewed:

94
composition of mould materials, trapped gases, dewaxing residues and cast alloy. Casting
conditions were also considered as they influence the extent of reactions.
Table 5.1 gives thermodynamic properties (standard Gibbs énergies ÀG and
enthalpies AH) of selected reactions. Calculations indicate that thèse reactions occur
spontaneously (AG < 0) over the range of température considered.
5.4.1 Composition ofplaster mould
5.4.1.1 Plaster décomposition
Calcium sulphate hemihydrate (CaSC^-Vit^O) is the binding component of plaster-
based investments. Combined with water, it produces a mouldable and quickly setting
slurry. After setting, the combined water is gradually removed from the gypsum mould
(CaS04.2H20) during the baking cycle. The maximum température of the cycle must be
carefully controlled since, under oxidising atmosphère, dehydrated calcium sulphate
(CaSC>4) décomposes at a significant rate above 1240°C, the reaction being complète at
about 1450°C [15]:
CaS04(s)-* CaO (S) + S03 (g) (5.1)
S 0 3 ( g ) - S0 2 ( g ) +y 2 0 2 ( g ) (5.2)

Table 5.1 Standard Gibbs energy (AGreact) as a function of température (T) and enthalpy (AHreact.) of selected reactions
[13,14].
Reaction AG^ct (kJ/mol) = a + b.T.Iog T + c.T
a bx i ( r AHreact.
(kJ/mol)
Température range (K)
Mg MgQ
Mga
Mg0
MgG
MgG
Mga
Mg(]
+ CaS04(S)^ CaO (S) + MgO (S) + S02 (g) -114
+ VA CaS04 (S) -» MgO (S) + VA CaS (s) -3 81
+ Vt Si02 (S) -* MgO (S) + Vi Si (S) -157
+ VA Si02 (S) -* J4 MgO (S) + VA Mg2Si (s) -103
+ V3 Fe203 (s) -» MgO (S) + 2/3 Fe (s) -334
+ H20 ( g )-* MgO(s) + H2(g) -362
+ ^ 0 2 ( g ) - MgO(s) -608
+ '/3N2(g)^'/3Mg3N2(s) -162
-1.00 -0.153 -114 -1.00 0.0335 -371 -1.00 0.0259 -157 0.50 0.0206 -103 -1.00 0.0258 -334 -1.00 0.0579 -362 -1.00 0.1128 -608 0.00 0.0757 -162
923-1124
923-1124
923-1380
923-1373
923-1380
923-1380
923-1380
923-1061

96
The production of sulphur dioxide causes gas porosity [16,17], which is detrimental
to surface finish. This décomposition occurs above the boiling point of magnésium and far
from usual mould preheating température or casting température [1]. Consequently calcium
sulphate could be considered as having a relatively good thermal stability under normal
casting conditions. However the décomposition température of calcium sulphate can be
reduced down to about 800°C in the présence of carbon monoxide [18] silica and various
other oxides [15,18-20] or under inert atmosphère [15]. In that perspective, molten
magnésium, which is a powerful reducing agent, is also expected to lower the
décomposition température of calcium sulphate according to the following reactions:
CaS04 (s) + Mg (,) - CaO (s) + MgO W + S02 (g) (5.3a)
CaS04 (s) + 4Mg (1) -* CaS (s) + 4MgO (s) (5.3b)
5.4.1.2 Additives
Industrial plasters contain additives such as cristobalite, quartz or wollastonite,
which can react exothermically with molten magnésium alloys. As mentioned earlier,
magnésium combines with silica to produce magnésium oxide, magnésium silicide and
silicon [21-23]:
2Mg (1) + Si02 (S) -* 2MgO (s) + Si (s) (5.4a)
4Mg 0) + Si02 (S) -* 2MgO (S) + Mg2Si (s) (5.4b)
The extent of thèse reactions is ail the more important as silica particles contained in the
investment are small, since finely divided particles hâve a superior spécifie surface.

97
5.4.1.3 Impurities
The présence of impurities such as iron oxides in the plaster-based investment can
lead to a thermite reaction with molten magnésium:
3Mg(l) + Fe203(s)^ 3MgO (s) + 2Fe (s) (5.5)
a reaction which can be minimised by using investment containing low level of iron oxides
and iron-free water supply (no tap water) [24]. Similar exothermic reactions would also
occur between molten magnésium and other iron oxide particles (FeO, Fe3Û4) [25].
5.4.1.4 Residual water
Residual water within preheated moulds, both free- and chemically-bonded water,
must be eliminated since it can be decomposed by molten magnésium [2,4,24,26,27]. Upon
pouring, the liquid magnésium heats up the mould and causes a rapid vaporisation of any
residual water resulting in steam, which can combine with magnésium:
Mg (1) + H20 (g) - MgO (s) + H2 (g) (5.6)
The hydrogen produced by this reaction can ignite explosively in the présence of oxygen
trapped within the mould. Sufficient baking time and appropriate température cycle, which
are determined by expérimentation, are therefore necessary in order to eliminate residual
traces of water. In particular, the interior of the mould must be at a température of at least
105°C to ensure the removal of the free water [1].
5.4.2 Trapped gases in contact with magnésium
Nitrogen and oxygen (as well as water vapour) from the atmosphère are initially
présent within the open porosities of preheated moulds and adsorbed on free surfaces.

98
Thèse gases can diffuse through the mould and combine exothermically with molten
magnésium [28]. The high affinity of molten magnésium for oxygen can lead to the
formation of magnésium oxide. Magnésium also reacts with nitrogen to produce
magnésium nitride.
2Mg(I) + 0 2 (g) - 2MgO(s) (5.7)
3Mg(1) + N2(g)^ Mg3N2(s) (5.8)
Reactions with thèse two gases can be avoided by carefully flushing the mould prior
to pouring [24] and by using a properly designed sprue and gating system [1].
5.4.3 Dewaxing residues
The interaction between magnésium and ashes remaining after the élimination of
wax models can affect the surface finish of cast components. However the removal of the
model residues [5] and the use of wax containing low level of ashes can reduce thèse
reactions [29]. The réduction of calcium sulphate is more likely to occur in the présence of
carbon from the residues of partially burnt out wax [16,17]:
CaS04(s) + C(s)-* CaO(S) + S02(g) + CO(g) (5.9a)
CaS04(s) + CO(g)-> CaO(s) + S02(g ) + C02 ( g ) (5.9b)
The resulting formation of S02, CO and C02 can induce gas porosity in the casting.
5.4.4 Composition of the magnésium alloys
The reactivity of molten magnésium alloys strongly dépends on their composition.
Proper alloying additions prove to reduce the reactivity of magnésium by decreasing the

99
liquidus température [30] and the handling température range. They also improve the
properties of the oxide film which fonns at the surface of molten magnésium, decreasing
magnésium evaporation and oxidation [31-34]. Alloying éléments such as aluminium,
béryllium and calcium contribute therefore to the réduction of the chemical activity of
magnésium. However, alloying éléments like lithium take part actively to reactions with
mould materials [35].
5.4.5 Casting conditions
The exothermic reactions of magnésium with plaster investment or gases generate
heat within the mould, slow down the cooling of the molten métal contained in the cavity,
and eventually increase internai mould température. In the latter situation, décomposition of
the plaster mould could lead to high internai pressure and destruction of the mould. The
extent of thèse reactions dépends on solidification time, which is influenced by casting and
mould preheating température, as well as section thickness [3,4]. Finally, inhibitors and
protective gases, such as sulphur hexafluoride SF6, can be used inside the plaster mould to
produce a temporary protective barrier at the surface of the molten alloy [2,5], thus
reducing mould-metal reactivity.
5.5 EXPÉRIMENTAL PROCÉDURE
5.5.1 Production of castings
The solid mould investment casting method used in the présent study has been
described in a previous paper [27]. This method requires the production of wax patterns,
which are assembled into a cluster with suitable gâtes and runners. The cluster was placed
into a perforated flask and a plaster-based slurry was poured around the pattern. Distilled
water was used to limit iron content in the mixture in order to prevent eventual reactions of
molten magnésium with iron oxides [24]. Inhibitors such as potassium fluoborate (KBF4)
were not used, due to early décomposition during the baking cycle of the plaster mould and
their toxicity [11,12].

100
After the investment had set, the wax model was burnt out and the mould heated at a
maximum température of approximately 730°C, lo completely eliminate traces of water
contained in moulds and carbonaceous residues from wax. The maximum température
reached during the heating cycle must be carefully controlled since heating above 730°C
produces unacceptable dimensional variations of the mould [36] and can lead to the
dissociation of gypsum into calcium and sulphur oxides [37,38], as mentioned previously.
Moulds were oven cooled at the desired température.
AZ91D magnésium alloy was cast by melting ingots in 430 stainless steel crucibles
under CO2-0.5%SF6 gas protection. Its composition is given in Table 5.2, in accordance
with ASTM B93/B93M standard [39]. Preheated moulds were flushed with a CO2-0.5%SF6
gas mixture immediately prior to and during alloy pouring, in accordance with
recommended practice [24,40], Mould purge must be performed for a time sufficient to
replace the air présent in the pores of the mould with CO2-0.5%SF6 gas mixture [24]. The
mould was filled using vacuum assistance. Unless specified otherwise, the mould was
broken away with the help of water to remove the casting.
Table 5.2 Composition of ingots of AZ91D magnésium alloy (wt %) .
Mg Al Mn Zn Si Cu Ni Fe Be
Balance 9.0 0.24 0.83 0.005 < 0.001 < 0.001 0.003 0.0008

101
5.5.2 Research methodology
The wax model was made by assembling flat sheets of wax onto a 9.5 mm diameter
sprue, as illustrated in Figure 5.1. Each sheet was 34 mm x 50 mm in size, their thickness
varying between 0.3 and 1.6 mm.
0 « 9.5 mm
9.
34 mm
Figure 5.1 Test model showing the pouring cup, the sprue and the attached sheets.
The effect of silica présent in commercial plaster investments was investigated by
casting AZ91D alloy into moulds made of commercial plaster-based investment plaster and
pure plaster (calcium sulphate hemihydrate). The composition of the commercial plaster-
based investment is given in Table 5.3. It is essentially composed of calcium sulphate
hemihydrate, which is the main setting agent, and of silica, as quartz and cristobalite, which
is used as the refractory component of the investment and controls the mould permeability
and its volume expansion during baking [29,41]. The surface aspect of the castings was
compared. Thereafter, only the commercial plaster-based investment was used in the
following experiments, where the effect of section thickness and casting conditions on the
reactivity of AZ91D were investigated.

102
Table 5.3 Composition of commercial investment used to prépare plaster-based
moulds.
Constituent Composition (wt %) CaS04 26.7 Si02 62
A1203 0.14 Fe < 0.05
Minor éléments Balance
Various solidification conditions were used in order to détermine the limits of the
process. Moulds were oven cooled to différent températures varying between 250 and
450°C. This température range was selected in order to produce acceptable filling and
solidification conditions. To study the influence of pouring température, AZ91D alloy was
cast between 650 and 750°C. Finally, the section thickness of the sheets was varied
between 1.0 to 1.6 mm, which is common for investment casting. Sheets 0.4 mm thick were
also tested for comparison purposes.
5.5.3 Characterization methods
The reactivity between plaster mould and cast alloy was initially evaluated by visual
inspection of the surface of cast sheets. Thèse surfaces were further examined at higher
magnifîcation with a scanning électron microscope (SEM) equipped with an energy
dispersive spectrometer (EDS). A Dektak profilometer was also used to evaluate the
average arithmetic surface roughness (Ra) [42]. The surface of sheets was scanned over a
distance of 2 cm. Measurement was performed twice on surfaces where signs of reactions
were évident and on areas where reactions were not visible.
Selected surfaces were also characterised by X-ray photoelectron spectroscopy
(XPS), électron probe microanalysis (EPMA) and X-ray diffraction (XRD). XPS analysis
of the samples was carried out using the monochromatic Al K^ radiation. A broad scan

103
survey (pass energy = 160 eV) was performed on each sample. XRD spectra were recorded
using the Cu KQ, radiation. It must be noted that, for thèse analysis, surfaces were not
cleaned with water but only loose débris were removed using a blast of dry air in order to
maintain the integrity of the reaction layer.
5.6 RESULTS AND DISCUSSION
5.6.1 Influence of investment composition
Visual inspection of AZ91D sheets cast in pure plaster and commercial-based
plaster showed no significant reaction between the magnésium alloy and the moulding
média. However, further observation of their surface with the scanning électron microscope
(Figures 5.2a and 5.2b) revealed typical différences. Figure 5.2a shows the surface of a 1.6
mm thick sheet cast in commercial plaster (casting température: 750°C; mould température:
350°C). It displays an irregular morphology with round pits. The microanalysis of débris
remaining in thèse pits reveals the présence of silicon in addition to magnésium and
oxygen. Magnésium and a minor quantity of oxygen were also detected at the surface of the
sheet, likely as magnésium oxide [31,43]. The shape of the pits could be ascribed to the
production of SO2, produced by local décomposition of calcium sulphate due to excessive
heating [16,17], as previously discussed. On the other hand, the surface of a sheet cast in
pure plaster under identical conditions displays a more regular surface without any pit
(Figure 5.2b). Only magnésium and oxygen were detected at the surface of this sheet.
Under the présent expérimental conditions, no other reaction product was found at the
surface of AZ91D sheets cast in pure plaster moulds. Reaction (5.3a) between calcium
sulphate and magnésium is thermodynamically favourable but, under the présent
expérimental conditions, no décomposition of calcium sulphate was observed in pure
plaster moulds. However, the sensitivity of pure plaster to thermal shock and its high
dimensional contraction during baking make it quite unsuitable for investment casting.
Consequently no other casting experiment was performed with pure plaster during this
work.

104
Figure 5.2 SEM micrographs of 1.6 mm thick AZ91D sheets cast (a) in commercial
plaster, showing round pits and (b) in pure plaster. (Tcastj„g = 750°C and
Tmould = 350°C).
5.6.2 Casting température, mould température and section thickness
Within the range of casting températures (650-760°C), no significant influence of
casting température on reactivity and surface finish was observed. However, increasing
mould température and/or section thickness proved to adversely affect mould-metal
reactions. Figures 5.3a and 5.3b show the surface of two 1 mm sheets, which were cast at
750°C in moulds preheated at 300 and 450°C respectively. The typical surface roughness
profile of each surface is also given (right side of the figure). Visual inspection reveals no
visible trace of metal-mould reaction at the surface of the sheet cast in moulds preheated at
300°C (Figure 5.3a), while sheets cast in moulds preheated at 450°C exhibit black deposits
on their surface (Figure 5.3b). Moreover, in the case of sheets cast in a mould preheated at
300°C, a surface roughness of 1.4 um was measured, which is inferior to the values
typically obtained in investment casting (3.2 um) [26]. Increasing the mould preheating
température locally increases the average surface roughness of AZ91D sheets (up to 5.3
jxm). The detrimental effect of raising mould preheating température is ascribed to a
reduced rate of cooling: the température remains high for a longer period of time in
castings, promoting reactions between magnésium and silica from plaster mould.

105
Hi "•via i iff
Ra: 1.4 nui
X(HIll)
,"•('.'',< . ' , - ' • / . '*'
2(1)0
20)0
Ra: 5.3 um X(|.im)
Figure 5.3 Influence of mould preheating température on reactivity and roughness
of AZ91D 1.0 mm sheets cast at 750°C (a) in a mould preheated at
300°C, and (b) in a mould preheated at 450°C. (Roughness was
measured near the arrow).
Similarly, increasing the sheet thickness increases the solidification time, allowing
more time for reactions to take place. For thicknesses comprised between 0.4 and 1.6 mm,
and using secondary dendrite arm spacing [44] and a liquidus-solidus interval of 170 K
[45], the estimated solidification time range from 0.1 to 40 s. For the sprue and pouring cup
it is estimated to 180 and 260 s respectively. As seen in Figure 5.4, black deposits were
observed at the surface of pouring cups and sprues (casting température: 750°C, mould
température: 350°C). Thin sheets of AZ91D alloy (0.4-1.6 mm thick), were free of such
deposits.

106
Figure 5.4 Surface aspect of (a) a pouring cup showing black deposits over its side
surface and (b) a reaction-free 1.0 mm sheet cast at 750°C in rnoulds
preheated to 350°C.
Moreover, Figure 5.5 shows a dendritic structure at the surface of a 0.4 mm thick
sheet observed with a scanning électron microscope. No crater, such as those previously
observed at the surface of the 1.6 mm thick sheet, was visible (Figure 5.2a). It is therefore
concluded that the formation of craters and pits is enhanced by an increase of section
thickness.
Figure 5.5 SEM micrograph of a 0.4 mm AZ91D sheet showing delineated
dendrites but no pit.

107
Final ly, from the results of thèse experiments, it was possible to set practical
limitations of the casting process for AZ91D alloy. Firstly, it was found that (between 650
and 760°C) the casting température does not noticeably influence mould-metal reactivity.
However, the SF6 protective atmosphère is less efficient at higher casting température [46]
and iron contamination of the melt from steel crucible increases [1]. Consequently, the
maximum casting température should not exceed 760°C although the melt is more fluid at
higher température [27]. Secondly, it was found that increasing mould température and
section thickness enhance mould filling [27]. However a compromise must be found
between filling ability, which is required to produce complex and thin wall castings, and
metal-mould reactivity, which governs the quality of the finished cast part. In the présent
work, the maximum mould preheating température was set to 350°C and 1.6 mm thick
sheets were successfully obtained. It is expected that thicker sheets could be cast in plaster,
provided that the mould preheating température is appropriately diminished in order to
reduce the solidification time.
5.6.3 Reaction products at the mould-metal interface
In order to détermine the nature of the reaction products, a spécimen was cast under
severe conditions (casting température: 750°C, mould preheating température: 450°C). In
this experiment, the mould was broken without the use of water and the castings were only
air cleaned in order to préserve the reaction products. The surface of the plaster mould in
contact with the molten alloy and the surface of the cast part were examined. A grey layer
was observed at the surface of the plaster mould (Figure 5.6). Black residues were visible
on the casting.

108
Figure 5.6 Grey reaction layer formed at the surface of a plaster mould preheated
at 450°C (arrows).
A cross section of a 1 mm thick sheet, taken from the cast part, was further
embedded in epoxy resin, polished and observed by SEM using backscattered électrons
(Figure 5.7a). This spécimen is identified as sample A. A reaction layer about 40 um thick
is visible. Moreover, the investment was adhèrent to the cast part. No such reaction layer
was observed on similar sheets cast in moulds preheated at 250°C (identified as sample B).
The surface of thèse sheets was further characterised by EPMA, XRD and XPS. The
surface of the plaster mould in contact with sample A was also analysed by XPS and
compared to a plaster spécimen that had no contact with the molten alloy.
The cross-section of sample A shown in Figure 5.7a was examined by EPMA. X-
ray mapping of Mg, Si, O, Al and Mn was performed (Figures 5.7b to 5.7f). Two types of
silicon-containing particles can be observed (Figure 5.7c). One type contains oxygen, as it
can be seen in Figure 5.7d, and in the other type no oxygen was detected, but a relatively
high concentration of magnésium (Figure 5.7b) was found. The présence of Mg, O and Al
in the reaction layer is also observed, as well as Al-Mn particles, as indicated by the
elemental maps of aluminium and manganèse in Figures 5.7e and 5.7f respectively. The
mapping of aluminium (Figure 5.7e) also indicates a relatively high concentration of
aluminium in the reaction layer.

109
Figure 5.7 Reaction layer at the surface of a 1.0 mm sheet cast at 750°C in plaster
mould preheated at 450°C; (a) BSE image; EPMA mapping of the
sample showing (b) Mg, (c) Si, (d) O, (e) Al, (f) Mn éléments. The
présence of Mg-Si particle (1), Si-O particle (2), and Al-Mn particle (3)
is indicated by arrows.

110
X-ray diffraction spectra recorded from the surface of sheets A and B are presented
in Figures 5.8a and 5.8b respectively. Magnésium and /3-phase MgnAlu were identified in
both samples A and B. Besides, sample A contains other compounds which were identified
as plaster components (calcium sulphate, quartz, cristobalite), magnésium oxide MgO and
magnésium silicide Mg2Si. A relatively high proportion of 0-phase MgnAln was also
observed in the sample A, in relation with the relatively high concentration of aluminium
observed by EPMA. No spinel MgAhO^ previously reported as an oxidation product was
detected in this work [31,43].
Figures 5.9a and 5.9b show the XPS survey of the surface of the sheets of sample A
and B respectively. For sample A, Figure 5.9a reveals a relatively high concentration of
silicon (13.2 at.% vs. 2.4 at.%). In addition, the concentration of fluorine in sample A is
lower (0.2 at.%) compared with sample B (1 to 2 at.%). Fluorine at the surface of sample B
is attributed to the décomposition of sulphur hexafluoride and further formation of a thin
but protective fluoride layer [47]. Moreover, Figures 5.10a and 5.10b show the XPS survey
of the surface of the plaster spécimen with a grey reaction layer (formed in contact with
sample A) and a plaster spécimen without any contact with the molten alloy respectively.
They reveal a high concentration of magnésium at the surface of the reaction layer (13.1 at.
%) compared to only traces in the virgin plaster (0.3 at. %).

111
/m
600-
Mk)
g 4Q0
S & 3°°
I 200-
l i > )
(a)
- « ► W W i /
Cl
♦ Anhydrite • Cristobalite ■ Quartz O Magnésium A Mg17Al12 o MgO D Mg2Si
UUWv IS 1", :i', 4 ' ,
28(deg) 56 i.', /'.
a mu
2MJ
' S 2000
1 1500
f g 1000
600
(b)
O Magnésium A Mg17Al12
I6 26
O
A
'"-ir 0 A A i
29(deg)
—r™ JBMtfi
O
a 76
Figure 5.8 XRD spectra of 1.0 mm sheets cast at 750°C in moulds preheated at (a)
450°C (sample A) and (b) 250°C (sample B).

112
xlO"
50
45
'10
t/3 25-
1 ►S 20-
15
lu
5
r—I
^
(a) —,— 400
oie? op
4io 1200 1000 m\ 60(1 200
Binding energy (eV) xlO
10
I I
O on
(b) «•2 , S — I r 1200
— i , — p . 800
yj^k 1000 600 200 Binding energy (eV)
Figure 5.9 XPS surveys of 1.0 mm sheets cast at 750°C in moulds preheated at (a)
450°C (sample A) and (b) 250°C (sample B).

113
Ois
l.'l.
Mgl
s
III...
< KL 1
5 p BK. <
i-.-j
A Ca-A
Nal
' _
Mg-
A
ie
^J A
iMg-
A
<?<s ^i <s
8. Luui a ' rHMoJCN
j i C )
(a) U " IÏ3 M
1 ' lîl«l
i KlHI 400 o
un
■,<>
I S
VI
(b)
Ois
m TO
*-JL»<j|,
Miniling energy (eV) Binding energy (eV)
Figure 5.10 XPS analysis of the commercial plaster mould surface: (a) grey reaction
layer and (b) virgin plaster.
5.6.4 Mechanism of the reaction
At high mould température, it was observed that 1) the investment was adhèrent to
the surface of cast sheets and 2) a reaction layer, containing MgO and Mg2Si, was formed
at the interface between the mould and the surface of cast sheets. At low mould
température, no reaction product was visible. This can be explained by the fact that, at high
mould température, sulphur hexafluoride is not efficient to prevent the formation of the
reaction layer. This results in a lower concentration of fluorine at the surface of cast sheets
when severe casting conditions are used.

114
From EPMA and XRD analysis, the reaction layer contains Si02 particles coming
from the invcstment used during this work, a Mg-Si phase, identified as Mg2Si, magnésium
oxide MgO and MgnAl^. It suggests the following reaction:
4Mg + Si02 = 2MgO + Mg2Si
This reaction is exothermic and could lead to the vaporisation of magnésium, as
suggested by Idris et al. [21]. Indeed, magnésium vapour pressure is relatively high at usual
casting températures [13], as seen in Figure 5.11.
Magnésium evaporation is particularly critical within plaster based moulds since
their excellent thermal insulating properties reduce the solidification rate. The présence of
magnésium in plaster mould confirms that magnésium vapour diffuses through the mould
[48] where it can react with silica particles. Figure 5.12 sums up the reaction mechanism.
650 700 750 800 Température (°C)
850
Figure 5.11 Vapour pressure of magnésium as a function of température [46].

115
Plaster mould
. - . . ■ . - . . . . . . . .
Moltcn Mg alloy
Plaster mould ■ ■ ; ■ ' ■ ■ ■ ' ■ \ ■ ■ ■;■■
Moltcn Mg alloy
Plaster mould ■.;■.<.:■.■. .-...■. . \ - , v . - . - \v . .-.'.■. , v . . v
Moltcn Mg alloy
Plaster mould
§§ Mgw i
Moltcn Mg alloy
SI02
■w'V'w\v.vw\\\v.v'.«v.w.'.v.'\v
SI02
;^vs™^««w rt\\™\«™™
Reaction zone MgO + Mg2Si
Figure 5.12 Schematic interactions between magnésium and mould material.
5.7 CONCLUSIONS
The reactivity between AZ91D magnésium alloys and plaster-based moulds as a
function of casting température, mould température and section thickness was evaluated. It
was shown that over the température range studied, casting température does not influence
mould-metal reactivity. However, under slow solidification conditions, either under high
mould température and/or for high section thickness of sheets, sulphur hexafluoride gas
protection is not efficient enough to prevent mould-metal reactions. In this case, castings
exhibit a rough surface covered with adhèrent particles of investment and a reaction layer
between the plaster mould and the casting is formed. This layer was characterised and the
results indicate that magnésium reduces the silica présent in the investment material
according to the reaction Mg + !4 SiÛ2 = V2 MgO + lA Mg2Si. Magnésium vapour diffuses
through the reaction layer and reacts with the fine silica particles.

116
5.8 ACKNOWLEDGEMEIMTS
The authors are grateful to the National Research Council Canada (NSERC),
CERPIC (FQRNT- Fonds Québécois de la Recherche sur la Nature et les Technologies)
and Intermag Technology for Financial support during this project. They would also like to
thank Norsk Hydro Canada (Bécancour, Québec, Canada) for supplying magnésium ingots.
The assistance of MM. G. Bureau, M. Choquette, and A. Adnot and Mrs. M. Larouche is
kindly acknowledged.

117
5.9 REFERENCES
1. R. A. Horton. «Investment Casting». In: Metals Handbook. Casting, vol. 15. 9th éd. 1988. Metals Park, OH: American Society for Metals, p. 253-269.
2. J. B. Campbell. «Magnésium Investment Castings Save Weight». 1955. Materials and Methods, 41, no 1, p. 94-95.
3. A. E. Torok and P. C. Wilson. «Investment Cast Premium Quality Magnésium Alloys». 1987. Compétitive Advances in Metals and Processes, Proceedings of the First International SAMPE Metals and Metals Processing Conférence, Cherry Hill, NJ, August 18-20 1987, Covina, CA: Society for the Advancement of Material and Process Engineering, p. 285-294.
4. M. H. Idris and A. J. Clegg. «Processing and Evaluation of Investment Cast Magnesium-Base Alloy». 1996. AFS Transactions, 104, p. 237-244.
5. D. Defouloy and L. Monnier. «Prototype Parts in Magnésium Alloys by Express Casting (Pièces Prototypes d'Alliages de Magnésium en Fonderie Express)». 2001. Hommes et Fonderie, 318, p. 12-22.
6. M. Rosefort, S. Korte and A. Buhrig-Polaczek. «Investment Casting of Magnésium». 2003. Proceedings of the 6th International Conférence on Magnésium Alloys and their Applications, Wolfsburg, Germany, November 18-20 2003, Weinheim, Germany: Wiley-VCH, p. 752-757.
7. N. Fantetti, A. Thorvaldsen and A. Couture. «Properties of Magnésium Plaster Castings». 1991. Proceedings of SAE International Congress and Exposition, Détroit, MI, February 25-March 1 1991, Warrendale, PA: SAE, Technical paper 910413.
8. N. Fantetti. «Plaster Cast and Sand Cast Magnésium Prototypes-Advantages and Limitations». 1992. International Congress and Exposition, Détroit, MI, February 24-28 1992, Warrendale, PA: SAE, p. 1-7.
9. N. Fantetti, M. O. Pekguleryuz and M. M. Avedesian. «Magnésium Plaster-Cast Prototypes vs. Diecastings - a Comparative Evaluation of Properties». 1991. Magnésium at the Threshold? 48th Annual World Magnésium Conférence, Québec City, Canada, June 18-21 1991, McLean, VA: International Magnésium Association, p. 25-31.
10. Y. Yamada, K. Shimojima, Y. Sakaguchi, M. Mabuchi, M. Nakamura, T. Asahina, T. Mukai, H. Kanahashi and K. Higashi. «Processing of an Open-Cellular AZ91 Magnésium Alloy with a Low Density of 0.05 g/cm ». 1999. Journal of Materials Science Letters, 18, no 18, p. 1477-1480.

118
11. K. Herrick. «Magnesium-Base Alloys Investment Cast Properties». 1961. AFS Transactions, 69, p. 179-188.
12. C. J. Pellegrini. «Investment Cast Zirconium-Bearing Magnesium-Base Alloys». 1962. AFS Transactions, 70, p. 1229-1234.
13. O. Kubaschewski and C. B. Alcock. Metallurgical Thermochemistry, International Séries on Materials Science and Technology, Volume 24. 1979. Oxford; New York: Pergamon Press, p. 358-384.
14. O. Kubaschewski, C. B. Alcock and P. J. Spencer. «Chapter 5, Thermochemical Data». In: Materials Thermochemistry. 1993. Oxford; New York: Pergamon Press, p. 257-323.
15. G. M. Ingo, G. Chiozzini, V. Faccenda, E. Bemporad and C. Riccucci. «Thermal and Microchemical Characterisations of CaS04-Si02 Investment Materials for Casting Jewellery Alloys». 1998. Thermochimica Acta, 321, no 1-2, p. 175-183.
16. D. Ott. «Porosity in Investment Casting». 1993. Gold Technology, no 11, p. 15-20.
17. E. Bell. «Wax Elimination, Burnout and the Mould's Effect on Porosity in Castings». 1993. Gold Technology, no 11, p. 21-27.
18. R. Kuusik, P. Saikkonen and L. Niinisto. «Thermal-Décomposition of Calcium-Sulfate in Carbon-Monoxide». 1985. Journal of Thermal Analysis, 30, no 1, p. 187-193.
19. G. M. Ingo, C. Riccucci, G. Bultrini and G. Chiozzini. «Corrélation Between the Surface Acid-Base Nature of Solid Métal Oxides and Température of CaSÛ4 Décomposition». 2001. Journal of Thermal Analysis and Calorimetry, 66, p. 27-35.
20. D. Ott. «Reactions of Molten Métal with Investment». 1990. Proceedings of the Santa Fe 4th Symposium Jewelry Manufacturing Technology, Vail, Colorado, September 11-14 1990, Boulder, CO: Met-Chem Research Inc, p. 165-185.
21. M. H. Idris, A. Ourdjini, E. Hamzah and A. J. Clegg. «Suppression of Mold-Metal Reactions during Investment Casting». 2000. Proceedings of the Magnésium Alloys and their Applications Conférence, Munich, Germany, September 27-28 2000, Weinheim, Germany: Wiley-VCH, p. 628-634.
22. M. H. Idris, A. Ourdjini, E. Hamzah and A. J. Clegg. «Investment Casting for Magnésium Alloy». 2000. Proceedings of the Second International Conférence on Advanced Manufacturing Technology, organised by Technological University, Johor Bahru, Malaysia, August 16-17 2000, p. 591-594.

119
23. J. Zeschky, T. Hôfner, J. Lo, M. Scheffler and P. Greil. «High Strength Si-O-C Ceramic Foams for the Reinforcement of Mg-Alloys». 2003. Proceedings of the 6th International Conférence Magnésium Alloys and Their Applications, Wolfburg, Germany, K. U. Kainer, p. 378-383.
24. R. Neelameggham, O. K. Wheeler and G. B. Weed. «Magnésium Alloy Casting in Plaster Mold», US Patent No. 4,579,166. 1 April 1986.
25. E. F. Emley. Principles of Magnésium Technology. 1966. New York: Pergamon Press, 1013 p.
26. A. J. Clegg. Précision Casting Processes. 1991. Oxford: Pergamon Press, 293 p.
27. S. Lun Sin and D. Dubé. «Influence of Process Parameters on Fluidity of Investment-Cast AZ91D Magnésium Alloy». 2004. Materials Science and Engineering A, 386, no 1-2, p. 34-42.
28. F. Czerwinski. «The Oxidation Behaviour of an AZ91D Magnésium Alloy at High Températures». 2002. Acta Materialia, 50, no 10, p. 2639-2654.
29. P. R. Beeley and R. F. Smart. Investment Casting. 1995. London: Institute of Materials, 486 p.
30. A. A. Nayeb-Hashemi and J. B. Clark. Phase Diagrams ofBinary Magnésium Alloys. 1988. Metals Park, OH: ASM International, 370 p.
31. X. Zeng, Q. Wang, Y. Lu, W. Ding, Y. Zhu, C. Zhai, C. Lu and X. Xu. «Behavior of Surface Oxidation on Molten Mg-9Al-0.5Zn-0.3Be Alloy». 2001. Materials Science and Engineering A, 301, no 2, p. 154-161.
32. X. Q. Zeng, Q. D. Wang, Y. Z. Lu, Y. P. Zhu, W. J. Ding and Y. H. Zhao. «Influence of Béryllium and Rare Earth Additions on Ignition-Proof Magnésium Alloys». 2001. Journal of Materials Processing Technology, 112, no 1, p. 17-23.
33. M. Sakamoto, S. Akiyama and K. Ogi. «Suppression of Ignition and Burning of Molten Mg Alloys by Ca Bearing Stable Oxide Film». 1997. Journal of Materials Science Letters, 16, no 12, p. 1048-1050.
34. L. L. Rockhlin and N. I. Nikitina. «Effect of Calcium on the Properties of the Mg-Al System». 2003. Métal Science andHeat Treatment (Russia), 45, no 5-6, p. 171-173.
35. R. K. Singh, B. Sudhakar, C. R. Chakravorty and S. N. Tiwari. «Casting Characteristics of Magnésium-Lithium Alloys». 1996. International Journal ofCast Metals Research, 9, p. 71-78.
36. E. S. Johnson. «Parameters Effect on Physical Properties of Plaster Molds». 1962. AFS Transactions, 70, p. 115-119.

120
37. H. Peterson and L. Diamond. «Problems in Gold Ring Casting». 1981. Precious Metals, Proceedings of the 4th International Precious Metals Institute Conférence, Toronto, Canada, June 2-5 1980, Oxford, UK: Pergamon Press, p. 227-234.
38. D. Ott. (d'roperties of Investment». 1989. The Santa Fe Symposium on Jewelry Manufacturing Technology 1988, Santa Fe, NM, September 21-24 1988, Boulder, CO: Met-Chem Research Inc., p. 47-62.
39. ASTM B93/93M. Standard Spécification for Magnésium Alloys in Ingot Form for Sand Castings, Permanent Mold Castings, and Die Castings. Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 46-49.
40. M. H. Idris, M. S. Yong and A. J. Clegg. Précision Casting of a Magnesium-Base Alloy». 1997. Foundryman, 90, no 4, p. 140-144.
41. «Casting». In: Metals Handbook, Desk Edition. 1985. Metals Park, OH: American Society for Metals, p. 23.1-23.64.
42. A. Cornet and J.-P. Deville. Physique et Ingénierie des Surfaces. 1998. Les Ulis: EDP Sciences, 337 p.
43. F. Czerwinski. «The Early Stage Oxidation and Evaporation of Mg-9%Al-l%Zn Alloy». 2004. Corrosion Science, 46, no 2, p. 377-386.
44. D. Dubé, A. Couture, Y. Carbonneau, M. Fiset, R. Angers and R. Tremblay. «Secondary Dendrite Arm Spacings in Magnésium Alloy AZ91D: From Plaster Moulding to Laser Remelting». 1998. International Journal ofCast Metals Research, 11, no 3, p. 139-144.
45. R. S. Busk. Magnésium Products Design. 1987. New York, NY: Marcel Dekker Inc, 544 p.
46. A. Kaye and A. Street. Die Casting Metallurgy. 1982. London: Butterworth Scientific, 309 p.
47. S. P. Cashion, N. J. Ricketts and P. C. Hayes. «Characterisation of Protective Surface Films Formed on Molten Magnésium Protected by Air/SFô Atmosphères». 2002. Journal ofLight Metals, 2, no 1, p. 37-42.
48. Z. Zhang, C. Turcotte and G. Morin. «Effect of Inhibitor Gas on Mould-Magnesium Reactions in Investment Casting». 2004. Magnésium Technology 2004, Charlotte, North Carolina, March 14-18 2004, Warrendale, PA: Minerais, Metals and Materials Society, p. 197-202.

CHAPITRE VI
CHARACTERIZATION OF AL-MN PARTICLES IN AZ91D INVESTMENT CASTINGS
S. Lun Sin, D. Dubé et R. Tremblay
Département de génie des mines, de la métallurgie et des matériaux, Université Laval
Québec, QC G1K 7P4
Cet article a été accepté dans la revue Materials Characterization le 12 octobre
2006(doi:10.1016/j.matchar.2006.10.010).

122
6.1 RÉSUMÉ
Du manganèse est actuellement ajouté aux alliages Mg-Al dans le but d'améliorer le
comportement en corrosion des composantes moulées. Ce manganèse est dissout dans la
matrice de magnésium ou se retrouve sous forme de fines particules Al(Mn,Fe) dispersées
dans la pièce moulée. Dans le cas des échantillons d'AZ91D moulés à la cire perdue
(moulage monobloc), ces particules ont été observées en grande quantité à la surface des
pièces et ont été caractérisées par microscopie électronique à balayage et par microsonde
électronique. Les résultats ont montré que les particules avaient pour composition AlgMns
et que leur morphologie et leur taille dépendaient des conditions locales de solidification.
Leur présence à la surface des pièces est reliée au taux de solidification relativement faible
et aux gradients thermiques réduits à l'interface moule-métal.
6.2 ABSTRACT
Manganèse is currently added to Mg-Al alloys in order to improve the corrosion
behavior of cast components. A part of this manganèse is dissolved in the magnésium
matrix and the balance is found as fine Al(Mn,Fe) particles dispersed within castings. For
AZ91D spécimens prepared using the plaster mould investment casting process, thèse
particles were observed in very large quantity at the surface of castings. Thèse particles
were charactenzed by scanning électron microscopy and électron probe microanalysis. It
was found that they consist of AlgMns phase and that their morphology and size dépend on
local solidification conditions. Their présence at the surface of the castings is related to low
solidification rates and reduced thermal gradients at the mould/metal interface.

123
6.3 INTRODUCTION
Cast magnésium alloys are mainly based on the Mg-Al system, where manganèse is
added to reduce the effect of iron on corrosion résistance. Small additions of manganèse
decrease the concentration of iron in the melt through the formation of Alx(Fe,Mn)y
particles some of them settling at the bottom of crucibles, the others being embedded in
castings during solidification [1-4]. The composition of intermetallic particles dictâtes their
electrochemical behavior. Al-rich particles like AL̂ Mn and AlôMn show a relatively low
cathodic current density, while those containing high Mn concentrations such as Al8Mn5
show a continuously high cathodic current density [1-3,5-7]. Excess Mn concentrations can
be detrimental to the corrosion résistance of Mg-Al alloys.
Besides their effect on corrosion résistance, Alx(Fe,Mn)y particles can also act as
heterogeneous nucleation sites leading to grain refinement [8-10]. However, this influence
is still not clear [11-13]. It was observed that the metastable hep e-AlMn phase can act as a
nucleant [9,10] in Mg-Al alloys, but the influence of AlgMn5 particles on the grain size in
Mg-Al castings is not elucidated yet [12,14].
In cast Mg-Al alloys, particles containing aluminum and manganèse appear under
various sizes and forms, as it can be seen in Table 6.1. The size of particles usually ranges
from 0.1 to 30 um [4,12,15-20]. Various morphologies, more or less regular, were observed
[4,12,14-25]. Among the regular shapes, needles [19,25], crosses [24], flower morphologies
[4,20] and angular blocky structures [4,16,17,19,21-23] were reported.
Alx(Fe,Mn)y particles are usually found in the bulk of Mg-Al alloys containing
manganèse [4,12,15,19,23]. Particles were habitually observed inside the grains and at
grain boundaries in die-cast spécimens of AM50, AM60, AM20 and AZ91 alloys
[4,12,15,23].

Table 6.1 Literature review about manganese-containing particles detected in Mg-Al base alloys.
Production method Alloy Particle
_ t J £ e _ Particle size (^m) Particle morphology Particle location Réf.
Die-casting
AM50A AZ91D
Al-Mn N/A Angular blocky morphology (HPDC) Not mentioned. [21] AM60 Al-Mn 0.3 Irregular shapes (HPDC) Inside the grain and in the boundary région [15] AZ91D Al8Mn5 0.1-0.2 Angular blocky morphology Not mentioned. [16, 17] AZ91D Al8Mn5 N/A Angular blocky morphology Not mentioned. [22]
AZ91
AM60 AM50
AM20
Flower-like structure Angular blocky morphology
Mainly formed on the coarse MgnAln phase. A few small particles isolated on the grain boundaries.
Al-Mn-(Fe) 0.1-1 Flower-like structure Angular blocky morphology Bar-like shapes
In or near the grain boundaries
Angular blocky morphology In the interdendritic région AM50 Al-Mn Spherical particles Not mentioned.
Irregular shapes in LPDC samples AM50 Al-Mn N/A Angular blocky morphology in HPDC
samples
Some in the middle of grains, the majority in the areas of supersaturated a-Mg solid solution.
AZ31 Al8Mn5 0-Mn Not mentioned Preferentially at grain boundaries and in the interior of
the grains.
[4]
[18]
[23]
[12]
Rapid solidified ribbons AZ91 Al-Mn-Fe N/A Cross-shaped features Not mentioned. [24]
Ingots AM50 AM60 AZ91
Al-Mn 7 Blocky and needle morphologies Not mentioned. [19]
Cône ladle (sampling) AM60 Al8(Mn,Fe)5 10-30 Nearly spherical or developing a
multi-armed flower-like structure Not mentioned. [20]
Semi-solid AZ91 Al8(Mn,Fe)5 N/A Not mentioned Within the primary Mg phase [14]

125
While studying mould-metal reactivity of AZ91D spécimens investment cast in
plaster moulds, particles containing both Al and Mn were observed [26]. However, the
microstructure of thèse castings revealed that Al-Mn particles were not homogeneously
distributed within the bulk but that they were mostly located at the surface of the castings.
To our knowledge, such a high density of particles at the surface of cast components has
not yet been reported for other casting processes.
In order to find an explanation to this phenomenon, a detailed characterization of
the Al-Mn particles was conducted and focused on (1) the distribution and morphology of
Al-Mn particles in AZ91D investment castings and (2) the composition of thèse particles.
6.4 EXPÉRIMENTAL PROCÉDURE
Fiat spécimens of AZ91D alloy were prepared using the vacuum-assisted solid
mould investment casting process, which was described with more détails in a previous
paper [27]. Wax patterns were placed into a perforated flask and a plaster-based slurry was
poured around the pattern. The mould was essentially composed of calcium sulphate
hemihydrate, and of silica, as quartz and cristobalite. After setting, the wax patterns were
eliminated and the moulds were baked at a maximum température of approximately 730°C
and then decreased to 350°C prior to casting. Ingots of AZ91D alloy, with composition
given in Table 6.2, were melted under a protective gas cover (C02 + 0.5% SFÔ) in a
stainless steel crucible and the molten alloy was then poured into the mould. The casting
température was set to 750°C. At the end of the solidification, cast spécimens were
removed from plaster mould using pressurized water and air dried. The thickness of cast
spécimens ranges from 0.4 to 3.2 mm.
Table 6.2 Chemical composition of AZ91D magnésium alloy ingots (wt %) .
Mg Al Zn Mn Si Cu Ni Fe Be Bal. 9.0 0.83 0.24 0.005 < 0.001 < 0.001 0.003 0.0008

126
The surface and the polished cross-sections of cast spécimens were both examined.
The latter were prepared by embedding selected spécimens in acrylic and polishing
according to usual procédures [28]. Mechanical wet grinding involved successively finer
grits of silicon carbide papers down to 1200 grit. Fine polishing was carried out with
diamond suspension (particle size down to 0.1 \xm). Ail spécimens were coated with a thin
layer of Au-Pd to enhance resolution of observation with scanning électron microscope
(SEM). Backscattered électron mode was used to provide images with a better contrast.
Quantitative compositional analysis of the particles was conducted using an électron probe
X-ray microanalyzer (EPMA) equipped with a wavelength dispersive spectrometer. X-ray
mappings were obtained from the surface and in the cross-sections of cast spécimens to
reveal the distribution of Al, Mn, and Fe éléments.
6.5 RESULTS
Figure 6.1 shows a typical SEM micrograph in the cross-section of a 1.6 mm thick
flat spécimen obtained by the investment casting process. The microstructure of the
spécimens consists of a-Mg solid solution, along with MgnAl^ phase and particles
containing manganèse and aluminum, but no iron, as determined by energy-dispersive
spectroscopy (Figure 6.2). The backscattered électrons produce a sharp contrast between
the Al-Mn particles (white) and the magnesium-rich matrix. It was observed that most
particles are located at the surface of spécimens, while only some were found in the bulk.

127
Al-Mn partilÉs ;■ a " M «
Mg17Al12
0805 l$0;*k Jr X50Ô 10Hd) WD 18
Figure 6.1 Backscattered électron image of the cross-section of a 1.6 mm thick
spécimen investment cast in plaster mould.
o O
Al
Mn Au Pd
" * " T i T l in ig i - * * -
0.000 Energy (keV) 10.240
Figure 6.2 Characteristic X-ray energy spectrum of Al-Mn particles.
Figures 6.3 and 6.4 show the influence of the thickness of cast spécimens on the size
and morphology of manganese-rich particles at the surface of cast spécimens. The size of
particles increases with spécimen thickness (Figure 6.3), from approximately 1 um to

128
10 um in 0.4 mm and 1.3 mm thick spécimens, respectively. Thèse values are in the range
usually reported in the literature for Al-Mn particles (from 0.1 to 30 um). Thèse
micrographs also illustrate that the density of particles (number of particle/unit surface) at
the surface of the cast spécimens decreases as the section thickness increases. For thin
spécimens, the particles exhibit cross shapes (Figure 6.4a) and, as the section thickness of
the spécimen increases, they grow as faceted dendrites (Figures 6.4b and 6.4c). Particles are
bigger, less numerous and their dendritic structure is more developed when section
thickness increases, and hence when the cooling rate decreases (secondary dendrite arm
spacing varied from 17 to 23 (j.m when the section thickness increased from 0.8 to 1.6 mm).
(a) (b)
(c) (d)
Figure 6.3 SEM micrographs of the surface of (a) 0.8 mm, (b) 1.0 mm, (c) 1.3 mm
and (d) 1.6 mm thick AZ91D spécimens investment cast in plaster
mould.

129
(a) (b) (c)
Figure 6.4 Morphology of Al-Mn particles observed at the surface of: (a) 0.4 mm,
(b) 0.6 mm, (c) 1.3 mm thick spécimens investment cast in plaster
mould.
EPMA was further used to quantitatively détermine the composition of the Al-Mn
particles. The typical composition of the biggest particles (10 um) is given in Table 6.3
and, for comparison purposes, the composition of manganese-containing particles reported
in the literature is also given. Referring to the Al-Mn binary phase diagram, the Mn
concentration measured in analyzed particles (between 31 and 50 at.%), corresponds to that
of AIsMns [29]. Thèse particles, which contain a high Mn content, could be detrimental to
corrosion résistance. It was however difficult to détermine the composition of the smaller
Al-Mn particles (1-8 um), where magnésium from the matrix was also detected, distorting
the results. Nevertheless, it is presumed that they are also AlgMns particles. Many studies
mentioned the présence of iron in Al-Mn particles [14,30-32]. However in the présent
work, no iron was detected in the particles, in agreement with other works [10,22,33].
Corby et al. [20] also observed the présence of Mn containing particles, whose Fe content is
too low to be reliably detected. They suggested that thèse particles could be nearly iron-
free.

130
Table 6.3 Chemical composition of Al-Mn particles (standard déviation in
parenthèses).
Mg (at.%) Al (at.%) Mn (at.%) Fe (at.%) Référence
- 59.9 (0.4) 39.6 (0.5) - This work
- - 6 0 25-40 0-15 [31]
- 62.5 (1.3) 37.1(1.1) 1.3 (0.4) [14]
7.79* 57.01 35.14 - [16]
-60.7(3.1)
LPDC 39.3(3.1)
LPDC - [23]
-58.4 (7.0)
HPDC 41.6(7.0)
HPDC - [23]
* Mg likely cornes from the matrix.
Figure 6.5 shows typical elemental X-ray mapping of manganèse, aluminum and
iron at the surface and in the cross section of a 3.2 mm thick spécimen. Thèse mappings
were used to compare quantitatively the distribution of particles in the bulk and at the
surface of castings. Image analysis from thèse mappings indicates that the surface
proportion of Al-Mn particles is approximately ten times larger at the surface of cast
spécimens than in the bulk (7.3 ± 0.1% as compared to 0.6 ± 0.1%). The absence of iron is
also confirmed in particles both at the surface and in the bulk of the spécimens.

131
(c) (f>
Figure 6.5 Elemental EPMA mappings of a 3.2 mm thick spécimen showing the
distribution of : (a) Mn, (b) Al, and (c) Fe in the bulk, and (d) Mn, (e)
Al, and (f) Fe at the surface.

132
6.6 DISCUSSION
In this work, Al-Mn particles were observed in AZ91D spécimens molded by
investment casting. Thèse particles precipitate during cooling, since the solubility of Mn in
liquid Mg decreases with decreasing température and it is further reduced by the présence
of Al and Fe in the melt [31]. In molten AZ91 alloy containing 0.24 wt% Mn,
supersaturation in Mn occurs below 646°C. Al-Mn particles can then nucleate and grow in
the melt. At 595°C, a-Mg grains begin to crystallize. At this température, the solubility of
Mn in the molten AZ91 alloy is 0.122 wt% [31]. Therefore, under equilibrium conditions,
approximately half of the manganèse, initially présent, would be precipitated.
It was also observed that the Al-Mn particles at the surface of the spécimens exhibit
différent dimensions and morphology depending on the solidification conditions. In thin
spécimens, the relatively high cooling rates resuit in the formation of a large quantity of
small Al-Mn particles. Conversely, the reduced cooling rates experienced in thick
spécimens promote the growth of bigger but fewer Al-Mn particles. This relation between
the size of the particles and the solidification conditions is in agreement with previous
observations made by Byun et al. [14], Bakke and Karlsen [30] and Corby et al. [32].
However, for spécimens cast in permanent moulds (die casting and gravity casting),
most Al-Mn particles are formed in the bulk during solidification [4,12,15,19,23], only few
particles being formed at the surface. On the contrary, the number of Al-Mn particles at the
surface of spécimens investment cast in plaster moulds is unexpectedly large. In this
context, what particular casting conditions that prevail in plaster moulds during
solidification could stimulate the formation of thèse numerous particles at the surface ?
In permanent moulds, heat is rapidly conducted through the mould/metal interface.
Undercooling close to the mould wall is relatively important and a skin composed of fine a-
Mg grains usually forms at the surface of castings shortly after mould filling. Nucleation of
Al-Mn particles at the surface of permanent moulds is likely but when the melt température
locally reaches 595°C, nucleation of a-Mg starts and rapid growth occurs. The rapid growth
of o:-Mg grains prevents the development of Al-Mn particles, which hâve an inherently

133
more complex structure and présent a faceted morphology [34,35]. Consequently, for
permanent mould casting processes, the time available for the nucleation and growth of Al-
Mn particles at the surface of castings is rather short, the local température decreasing
rapidly due to the effective heat transfer through the mould.
The opposite situation prevails in plaster moulds which hâve a lower thermal
conductivity. In this case, cooling of cast alloys within mould cavity is slower. The
relatively lower undercooling at the mould-metal interface prevents the early nucleation
and growth of a-Mg grains. Consequently, there is a relatively longer period of time during
which the Al-Mn particles, which hâve nucleated at the mould surface, can grow.
As a summary, the rôle of the thermal conditions at the mould/metal interface on the
compétitive growth of a-Mg grains and Al-Mn particles is seriously considered to explain
the présence of the Al-Mn particles at the surface of the spécimens cast by investment
casting.
6.7 CONCLUSIONS
In this work, the distribution, morphology, and composition of Mn-rich particles
formed in AZ91D alloy flat spécimens cast in plaster moulds were characterized.
Thèse Mn-rich particles were observed in very large number at the surface of cast
spécimens. It was found that they consist of AlgMns phase and that they contain no iron.
Thèse particles are bigger, fewer in number and more developed when the cooling rate
decreases during solidification. The présence of AlgMns particles at the surface of
investment castings could be detrimental to the corrosion performances of cast components
because of their high content in Mn.
The relatively low cooling rate prevailing within plaster moulds during
solidification and the reduced thermal gradients at mould/metal interface allow the
nucleation and growth of Al-Mn particles at the surface of spécimens cast in plaster

134
moulds. More time is allowed for the nucleation and growth of Al-Mn particles onto the
surface of plaster moulds than with permanent mould casting processes where a-Mg grains
rapidly form a skin.
6.8 ACKNOWLEDGEMENTS
The authors are grateful to the National Research Council Canada (NSERC) and
CERPIC (FQRNT- Fonds Québécois de la Recherche sur la Nature et les Technologies) for
financial support during this project. They would also like to thank Norsk Hydro Canada
(Québec, Canada) for supplying magnésium ingots. The assistance of M. Larouche, G.
Bureau, M. Choquette and A. Ferland is kindly acknowledged.

135
6.9 REFERENCES
1. E. Ghali. «Chapter 44-Magnesium and Magnésium Alloys». In: Uhlig's Corrosion Handbook, 2nd édition. 2000. New York; Toronto: John Wiley & Sons, p. 793-830.
2. B. E. Carlson and J. W. Jones. «The Metallurgical Aspects of the Corrosion Behaviour of Cast Mg-Al Alloys». 1993. Light Metals Processing and Applications, Québec City, Canada, August 29-September 1 1993, Montréal: Canadian Institutc of Mining, Metallurgy and Petroleum, p. 833-847.
3. R. S. Hansen. «Review of Corrosion Behaviour of Mg-Alloys». 1992. DGM Conférence on Magnésium Alloys and Their Applications, Garmisch-Partenkirchen, Germany, April 8-12 1992, Oberursel, Germany: DGM Informationsgesellschaft, p. 111-118.
4. L.-Y. Wei, H. Westengen, T. K. Aune and D. Albright. «Characterisation of Manganese-Containing Intermetallic Particles and Corrosion Behaviour of Die Cast Mg-Al-Based Alloys». 2000. Magnésium Technology 2000, Nashville, TN, Mardi 12-16 2000, Warrendale, PA: Minerais, Metals and Materials Society, p. 153-160.
5. G. Song and A. Atrens. «Understanding Magnésium Corrosion. A Framework for Improved Alloy Performance». 2003. Advanced Engineering Materials, 5, no 12, p. 837-858.
6. P. Uzan, N. Frumin, D. Eliezer and E. Aghion. «The Rôle of Composition and Second Phases on the Corrosion Behavior of AZ Alloys». 2000. Magnésium 2000-Proceedings of the Second Israeli International Conférence on Magnésium Science and Technology, Dead Sea, Israël, February 22-24 2000, Béer Sheva, Israël: Magnésium Research Institute, p. 385-391.
7. K. Nisancioglu, O. Lunder and T. K. Aune. «Corrosion Mechanism of AZ91 Magnésium Alloy». 1990. 47th Annual World Conférence, Cannes, France, May 29-31 1990, McLean, VA: International Magnésium Association, p. 43-50.
8. T. Motegi, E. Yano, Y. Tamura and E. Sato. «Clarification of Grain Refining Mechanisms of Superheat-Treated Mg-Al-Zn Alloy Castings». 2000. Materials Science Forum, 350-351, p. 191-198.
9. P. Cao, M. Qian and D. H. StJohn. «Effect of Manganèse on Grain Refinement of Mg-Al Based Alloys». 2006. Scripta Materialia, 54, no 11, p. 1853-1858.
10. P. Cao, D. H. StJohn and M. Qian. «The Effect of Manganèse on the Grain Size of Commercial AZ31 Alloy». 2005. Materials Science Forum, 488-489, p. 139-142.
11. Y. Tamura, T. Motegi, N. Kono and E. Sato. «Effect of Minor Eléments on Grain Size of Mg-9%A1 Alloy». 2000. Materials Science Forum, 350, p. 199-204.

136
12. T. Laser, M. R. Nurnberg, A. Janz, C. Hartig, D. Letzig, R. Schmid-Fetzer and R. Bormann. «The Influence of Manganèse on the Microstructure and Mechanical Properties of AZ31 Gravity Die Cast Alloys». 2006. Acta Materialia, 54, no 11, p. 3033-3041.
13. M. A. Easton, A. Schiffl, J.-Y. Yao and H. Kaufmann. «Grain Refinement of Mg-Al(-Mn) Alloys by SiC Additions». 2006. Scripta Materialia, 55, no 4, p. 379-382.
14. J.-Y. Byun, S. I. Kwon, H. P. Ha and J.-K. Yoon. «A Manufacturing Technology of AZ91-Alloy Slurry for Semi Solid Forming». 2003. Proceedings of the 6th International Conférence Magnésium Alloys and Their Applications, Wolfburg, Germany, November 18-20 2003, Weinheim, Germany: Wiley-VCH Verlag GmbH&Co, p. 713-718.
15. S. Barbagallo, H. I. Laukli, O. Lohne and E. Cerri. «Divorced Eutectic in a HPDC Magnesium-Aluminum Alloy». 2004. Journal of Alloys and Compounds, 378, no 1-2, p. 226-232.
16. R. M. Wang, A. Eliezer and E. Gutman. «Microstructures and Dislocations in the Stressed AZ91D Magnésium Alloys». 2003. Materials Science and Engineering A, 344, no 1-2, p. 279-287.
17. R. M. Wang, A. Eliezer and E. M. Gutman. «An Investigation on the Microstructure of an AM50 Magnésium Alloy». 2003. Materials Science and Engineering A, 355, no 1-2, p. 201-207.
18. K. Y. Sohn, J. W. Jones and J. E. Allison. «The Effect of Calcium on Creep and Boit Load Rétention Behavior of Die-Cast AM50 Alloy». 2000. Magnésium Technology 2000, Nashville, TN, March 12-16 2000, Warrendale, PA: Minerais, Metals and Materials Society, p. 271-278.
19. J. M. Tartaglia and J. C. Grebetz. «Observations of Intermetallic Particle and Inclusion Distributions in Magnésium Alloys». 2000. Magnésium Technology 2000, Nashville, TN, March 12-16 2000, Warrendale, PA: Minerais, Metals and Materials Society, p. 113-121.
20. C. P. Corby, M. Qian, N. J. Ricketts and J. A. Taylor. «Intermetallic Morphology Development in AM60 Alloy». 2005. Magnésium Technology 2005, San Francisco, CA, February 13-17 2005, Warrendale, PA: Minerais, Metals and Materials Society, p. 451-456.
21. D. Gur, B. Bronfin and E. Shmelkin. «Détection of Defects in Magnésium Castings by the Radiography Method». 2000. Magnésium 2000-Proceeding of the Second Israeli International Conférence on Magnésium Science and Technology, Dead Sea, Israël, 22-24 Feb. 2000, Béer Sheva, Israël: Magnésium Research Institute, p. 135-142.

137
22. A. A. Kaya, P. Uzan, D. Eliezer and E. Aghion. «Electron Microscopical Investigation of As Cast AZ91D Alloy». 2000. Materials Science and Technology, 16, no 9, p. 1001-1006.
23. V. Y. Gertsman, J. Li, S. Xu, J. P. Thomson and M. Sahoo. «Microstructure and Second-Phase Particles in Low- and High-Pressure Die-Cast Magnésium Alloy AM50». 2005. Metallurgical and Materials Transactions A, 36, no 8, p. 1989-1997.
24. Y. Tamura, J. Yagi, T. Motegi, N. Kono and H. Tamehiro. «Manganese-Bearing Particles in Liquid AZ91 Magnésium Alloy». 2003. Materials Science Forum, 419-422, part 2, p. 703-706.
25. M. T. Murray, W. P. Sequeira and R. D'Allesandro. «Properties and Design of Castings in Magnésium Alloy AZ91D». 1996. Proceedings of the 1996 SAE International Congress & Exposition, Détroit, MI, USA, February 26-29 1996, Warrendale, PA: SAE, p. 35-41.
26. S. Lun Sin, D. Dubé and R. Tremblay. «Interfacial Reactions between AZ91D Magnésium Alloy and Plaster Mould Material During Investment Casting». 2006. Materials Science and Technology, 22, no 12, p. 1456-1463.
27. S. Lun Sin and D. Dubé. «Influence of Process Parameters on Fluidity of Investment-Cast AZ91D Magnésium Alloy». 2004. Materials Science and Engineering A, 386, no 1-2, p. 34-42.
28. «Magnésium Alloys». In: Metals Handbook. Metallography and Microstructures, vol. 9. 9th éd. 1985. Metals Park, OH: American Society for Metals, p. 425-434.
29. A. Jansson. «Thermodynamic Evaluation of the Al-Mn System». 1992. Metallurgical Transactions A, 23, no 11, p. 2953-2962.
30. P. Bakke and D. O. Karlsen. «Inclusion Assessment in Magnésium and Magnésium Base Alloys». 1997. Proceedings of the 1997 International Congress and Exposition, Détroit, MI, February 24-27 1997, Warrendale, PA: SAE, p. 61-73.
31. O. Holta, H. Westengen and J. Roen. «High Purity Magnésium Die Casting Alloys: Impact of Metallurgical Principles on Industrial Practice». 1997. Proceedings of the Third International Magnésium Conférence, Manchester, UK, April 10-12 1996, London, UK: Institute of Materials, p. 75-87.
32. C. P. Corby, N. J. Ricketts, M. Qian and R. D. Bailey. «Investigation of Intermetalhcs in Magnésium Die-Casting Sludge». 2004. Magnésium Technology 2004, Charlotte, NC, March 14-18 2004, Warrendale, PA: Minerais, Metals and Materials Society, p. 209-214.

138
33. Q. Han, E. A. Kenik, S. R. Agnew and S. Viswanathan. «Solidification Behavior of Commercial Magnésium Alloys». 2001. Magnésium Technology 2001, New Orléans, LA, February 11-15 2001, Warrendale, PA: Minerais, Metals and Materials Society, p. 81-86.
34. M. Li, S. Ozawa and K. Kuribayashi. «On Determining the Phase-Sélection Principle in Solidification from Undercooled Melts-Competitive Nucleation or Compétitive Growth?». 2004. Philosophical Magazine Letters, 84, no 8, p. 483-493.
35. J. D. Hunt and K. A. Jackson. «Dendrite-Eutectic Transition». 1967. Transactions of the Metallurgical Society of American Institute of Mining, Metallurgical and Petroleum Engineers, 239, no 6, p. 864-867.

CHAPITRE VII
AN INVESTIGATION ON MICROSTRUCTURAL AND MECHANICAL
PROPERTIES OF PLASTER MOULD INVESTMENT CASTING OF AZ91D MAGNESIUM ALLOY
S. Lun Sin, D. Dubé et R. Tremblay
Département de génie des mines, de la métallurgie et des matériaux, Université Laval
Québec, QC G1K 7P4
Cet article a été accepté dans la revue Materials Characterization le 24 avril 2007
(doi:10.1016/j.matchar.2007.04.026).

140
7.1 RÉSUMÉ
Dans ce travail, l'alliage de magnésium AZ91D a été moulé à la cire perdue
(moulage monobloc) avec assistance du vide. L'influence des paramètres de procédé et de
l'épaisseur de la section sur la microstructure et les propriétés en traction des échantillons
moulés a été étudiée. Dans les intervalles étudiés, les résultats montrent que les
températures de coulée et de moule ont une influence mineure sur les propriétés
mécaniques des pièces. Néanmoins, la conception du système de coulée affecte la
microstructure et les propriétés en traction des pièces. L'utilisation de systèmes de coulée
en chute conduit à des défauts qui réduisent considérablement les propriétés mécaniques.
De manière générale, les propriétés mécaniques augmentent avec une diminution de
l'épaisseur de la pièce, cette tendance étant expliquée par une réduction de l'espace
interdendritique secondaire et de la taille des grains. Finalement, les propriétés mécaniques
ont été comparées à celles obtenues par moulage au plâtre, moulage au sable, moulage
permanent et moulage sous pression.
7.2 ABSTRACT
In this work, AZ91D magnésium alloy was cast in solid plaster mould using
vacuum assistance. The influence of process parameters and wall thickness on the
microstructure and tensile properties of cast spécimens was studied. Within the range of
expérimental parameters, it was found that casting and mould preheating températures hâve
minor influence on mechanical properties. However, gating design proved to affect the
microstructure and tensile properties of cast spécimens. Compared to bottom filling, top
filling led to casting defects that seriously impaired the mechanical properties. Generally,
tensile properties increased with a decrease of section thickness, this improvement being
explained by a réduction of dendrite arm spacing and grain size. Finally, the mechanical
properties of solid mould investment cast spécimens were compared with those obtained by
foamed plaster casting, sand casting, permanent mould casting and die-casting.

141
7.3 INTRODUCTION
Investment casting methods are used for the production of short séries of premium
quality components having complex shapes and thin walls [1-3]. They are also useful for
the fabrication of prototypes, particularly in high-pressure die-casting of magnésium alloys
where smooth surface finish and near-net-shape are essential [4,5].
It is recognised that the mechanical properties of cast alloys dépend on their
micro structure: grain size and texture, secondary phases and porosity. However, there is
little information about the influence of casting parameters on micro structure and
mechanical properties of investment cast magnésium alloys [6-9].
Idris and Clegg [8,9] hâve studied the influence of investment casting process
variables on mechanical properties of magnésium alloys cast into an alumino-silicate
mould. However, no clear relationship between solidification conditions, microstructure
and strength was established. Kim et al. [10] observed a decrease of the grain size and an
increase in the hardness and the ultimate tensile strength with a decrease of the mould
température. They also found that any casting température variation on the interval of
température considered (650-710°C) produced little variation on the hardness. In the case
of conventional solid mould investment casting, Davenport and Orton [11] hâve studied the
mechanical properties of investment cast AZ63 and AZ92 magnésium alloys, in the as-cast
state. Their properties were similar to those obtained by sand casting, for spécimens having
comparable solidification time. A decrease in the casting température led to better tensile
properties. Herrick [6] and Pellegrini [12] studied the mechanical properties of Mg-Al- and
Mg-Zr-based alloys respectively. In particular, Herrick [6] reported that mould température
(from 20 to 340°C) and casting température (from 670 to 740°C) as well as section
thickness (from 1.6 to 12.7 mm) had minor influence on the average grain size. However,
increasing the investment mould température from 20 to 340°C or the pouring température
from 670 to 740°C proved to hâve a deteriorating influence on the average mechanical
properties of ail alloys and tempers investigated. The négative influence of mould and
pouring températures was attnbuted to the présence in varying quantity of undissolved

142
phases after heat treatment. In the case of Mg-Al-based alloys, Herrick [6] found that the
tensile properties were comparable to those obtained by sand casting methods. Among ail
the alloys studied, the combination of strength, ductility and castability was found to be
best for AZ91Calloy [6,13].
Previous papers hâve presented the results of a study about the influence of process
and mould parameters on the fluidity, surface finish and reactivity of magnésium alloys
produced by using vacuum-assisted plaster mould investment casting [14,15]. In the présent
work, the influence of casting conditions on micro structure and mechanical properties of
AZ91D magnésium alloy cast was examined. The following expérimental parameters were
studied: gating design, thickness of cast spécimen, casting température and mould
preheating température.
7.4 EXPÉRIMENTAL PROCÉDURE
7.4.1 Production of cast spécimens
Tensile test spécimens were produced using solid mould investment casting method
with vacuum assistance, a process described in a previous paper [14]. AZ91D ingots were
melted in a 430 stainless steel crucible under CC>2-0.5%SF6 protective gas mixture. Moulds
were also flushed with the CO2-0.5%SFÔ gas mixture prior to and during pouring of the
molten alloy in order to help reducing mould-metal reactions [9,16].
The pouring température and mould preheating température influence the surface
finish of the cast spécimens and mould-metal reactivity [9,15]. Unless specifically stated
otherwise, pouring température and mould preheating température were set to 750 and
350°C respectively.

143
7.4.2 Expérimental parameters
7.4.2.1 Gating design
The design of the cluster and its gating is critical with thin components as filling
must be completed before solidification significantly reduccs melt flow. In investment
casting, it is usual to pay relatively little attention to the design of the filling system of a
casting [17]. The top-filled System is widely adopted, the gating system being usually short
and wax patterns directly connected to the sprue [17-19]. In this way, mould cavities are
filled rapidly at the lowest cost. However, previous works showed that bottom filling
reduces melt turbulence, leading to better mechanical properties [17,19-26]. It must be
noted however that the degree of improvement in mechanical properties dépends on the
nature of the alloy studied. Significant improvement was observed in Al-based alloys,
while this effect was less clear for Fe- or Ni-based alloys [19,26].
In the case of magnésium alloys, such study has not yet been reported in the
literature so far. The first objective of this study is thus to assess the influence of gating
design on microstructure and tensile properties of AZ91D magnésium alloy. In this
perspective, two types of gating system were used as illustrated in Figure 7.1a. Some
spécimens were cast using bottom filling (Figure 7.1b), for which the molten magnésium
alloy enters the mould at its base, rises up and enters the spécimen cavity more quietly.
Other spécimens were cast by direct filling (Figure 7.1c), the molten alloy entering the
spécimen cavity from the top under the influence of gravity. The thickness of test
spécimens was set to 4.3 mm.

144
3 cm 'Il
B u
\\l
,0.5 cm 1 m
3 cm
(a)
Métal
*
(b)
Métal
(c)
Figure 7.1 Top and bottom fllling configurations.
7.4.2.2 Pouring and mould preheating température
Both pouring température and mould preheating température influence mould-metal
reactivity and cooling rate during solidification [15]. In order to study the influence of
pouring température on microstructure and mechanical properties, 2.2 mm thick spécimens
were bottom filled at a mould preheating température of 350°C and at casting températures
of 700, 720, 740, 750 and 760°C. This range of expérimental pouring températures was
selected in order to prevent excessive contamination of the melt and ensure complète
filling. The effect of mould preheating température was studied by using 4.3 mm thick
spécimens, bottom filled at 750°C. Mould preheating température was set to 250, 300 and
350°C. It was found with expérience that preheating at température higher than 350°C was
detrimental to surface finish [15].
7.4.2.3 Thickness of cast spécimens
During solidification, the cooling rate of cast spécimens and their microstructure are
influenced by wall thickness [27]. In this séries of experiments, the influence of section
thickness on microstructure and mechanical properties of cast spécimens was investigated
using both bottom and top filling. The thickness of spécimens was set to 1.0, 1.3, 1.6, 2.2,

145
3.2 and 4.3 mm for top filling and to 1.6, 2.2, 3.2 and 4.3 mm for bottom filling. It was not
possible to completely fill tensile spécimens thinner than 1.3 mm using bottom filling,
within the range of expérimental casting parameters tested during this study. However, the
surface filled was sufficiently large to be able to observe the microstructure and make
porosity measurements on thèse spécimens.
7.4.3 Microstructural studies
Selected spécimens were mechanically polished through successively finer grits of
silicon carbide papers (down to grit size 1200) and diamond polishing suspension (particle
size down to 0.1 u.m). Polished spécimens were etched with acetic glycol to reveal the
gênerai microstructure [28]. A différent etchant was used to reveal the granular structure
[29]. Spécimens were examined by optical (OM) and scanning électron microscopy (SEM).
Grain size was measured according to ASTM El 12 [30].
Solidification time was estimated by measuring the secondary dendrite arm spacing
(SDAS), using the following relation obtained for AZ91D magnésium alloy solidified
under various conditions [31]:
X = 3 5 . 5 T " 0 3 1 (7.1)
where X (jim) is the secondary arm spacing and T (K.s"1) is the cooling rate during
solidification. Measurements of SDAS were made at a minimum of ten différent locations
on dendrites revealing at least four secondary arms. Solidification time was calculated
considering a liquidus of 595°C and a non-equilibrium solidus of 425°C, i.e., a liquidus-
solidus interval of 170°C [32].
The porosity of tensile spécimens was evaluated by using density measurements in
distilled water (Archimede's method) and calculated using the following relation:
% porosity = 100 x —l- *- (7.2)

146
where Da is the actual density of the spécimen and Dt is the theoretical density of the alloy,
taken as 1.81 g.cm"3 for AZ91D magnésium alloys [32]. A minimum of three tensile
spécimens were used for thèse measurements.
7.4.4 Evaluation of tensile properties and fractography
Tensile strength was evaluated with as-cast sub-size spécimens of rectangular cross-
sections having a width of 6.0 mm and a 25.0 mm gage length. Tensile tests were carried
out at a déformation rate of 0.003 s" , according to ASTM B557M [33]. The ultimate tensile
strength (UTS) and the total elongation were evaluated from the stress-strain data obtained.
The real elongation at break (er) was calculated by subtracting the elastic strain (100 x
fracture stress/elastic modulus) from the total elongation, according to ASTM B557M [33].
The tensile yield strength at 0.2% offset (YS) was calculated using a nominal elastic
modulus (E) value of 45 GPa, since AZ91 magnésium alloy does not exhibit a definite
elastic région [34-38].
The fracture surfaces of selected tensile test spécimens were examined using a
scanning électron microscope, equipped with an energy dispersive X-ray analyser (EDS).
Ail spécimens were coated with a thin layer of Au-Pd to prevent charging.
7.5 RESULTS AND DISCUSSION
7.5.1 General microstructure of cast spécimens
Figure 7.2 shows the microstructure of a 1 mm thick spécimen cast at 750°C in a
mould preheated at 300°C, revealing microconstituents typically found in spécimens during
this study. Primary equiaxed dendrites of Q!-magnesium are visible (Figure 7.2a).

147
Figure 7.2 (a) Optical micrograph of solid mould cast AZ91D alloy; (b) Detailed
view of the lamellar structure (1) and MgnAIn phase (2).
At higher magnification (Figure 7.2b), a lamellar structure consisting of alternate /3-phase
(Mgi7Ali2) and a-magnésium solid solution is detected along with large intermetallic /3 -
phase. Cross-section of as-polished spécimens also reveals the présence of intermetallic Al-
Mn based particles, most of them being located at the surface of cast spécimens [39].
7.5.2 Influence of gating design
Figure 7.3 shows typical stress-strain curves obtained for top- and bottom-filled
spécimens. It can be noted that bottom-filled spécimens exhibit higher tensile strength,
effective elastic modulus and elongation at break. As shown in Figure 7.4, the average
tensile strength of bottom-filled spécimens is 36% superior to that of top-filled spécimens.
Bottom filling also proved to hâve a remarkable effect on ductility, which was found to be
three times higher as compared with top filling. However, gating design seems to hâve only
a slight influence on yield strength.

148
Bottom filling
0.000 0.005 0.010 0.015 0.020 0.025 0.030 Strain (mm/mm)
Figure 7.3 Typical stress-strain curves obtained for top- and bottom-filied
spécimens.
a)
u GO
180 160 140 120 100 80 60 40 20 0 v " ■ ■ v - ' ! -
■Top filling D Bottom filling
3.5 3 2.5 2
1.5 1 0.5 0
t> ti <> 'A HO a O m
UTS YS Elongation
Figure 7.4 Influence of gating design on ultimate tensile strength (UTS), elongation
(er) and yield strength (YS) at 0.2% offset of 4.3 mm thick spécimens.
An error bar corresponding to two standard déviations is also shown for
each measured property.

149
In order to evaluate the relative dispersion of mechanical properties, the coefficient
of variation (CV) was calculated using the following relation:
CV = 3 (7.3) x
where s is the standard déviation and x the mean value of the considered property. Table
7.1 gives the coefficient of variation for ultimate tensile strength (UTS), yield strength (YS)
and elongation (ef). It can be seen that the coefficient of variation is lower for ultimate
tensile strength and elongation in the case of bottom filling, revealing a reduced scatter in
thèse properties. The comparable coefficients of variation for yield strength confirm the
weak influence of gating design on this property, in accordance with Campbell [17] and
Câceres [40].
Table 7.1 Coefficients of variation of ultimate tensile strength (UTS), elongation
(ef) and yield strength (YS) for top and bottom filling.
CV of UTS CV of ef CV of YS (%) (%) (%)
Top filling 19 60 3 Bottom filling 3 19 2
Previous studies on aluminium alloys containing magnésium, which hâve a
relatively high propensity to form oxide films, produced similar results [19,24,25,41,42]. It
was reported that, with top filling running Systems, the disruption and the entrainment of
oxide films caused by turbulent flow leads to wide scattering of tensile strength and hence
low mechanical reliability [19,24,25,41,42]. In this work, the detrimental influence of top
filling on ultimate tensile strength, ductility and elastic modulus is also attributed to casting
defects.

150
Figure 7.5 shows the visual aspect of cast tensile test spécimens. It reveals that top-
filled spécimens exhibit flow marks on their surface (Figure 7.5a), while thèse features
were not visible in the case of bottom-filled spécimens (Figure 7.5b). Flow marks are
surface defects which are usually associated with turbulent flow [43]. With the top-filling
gating System, the molten magnésium alloy falls through the mould in a turbulent,
uncontrolled way, explaining the occurrence of flow marks.
Figure 7.5 Influence of gating design on occurrence of flow marks, (a) top-filled
spécimen showing flow marks (see arrows) at its surface, (b) bottom-
filled spécimen showing no flow mark at its surface.
Figure 7.6 shows the cross-section of top- and bottom-filled spécimens, which were
observed with scanning électron microscope. It reveals the présence of porosity, inclusions
and oxide films in ail cast parts which were top-filled (Figure 7.6a), while thèse defects
were generally not observed in the case of bottom-filled spécimens (Figure 7.6b).
Quantitative porosity measurements and fractographs confirai the présence of casting
defects in top-filled spécimens. As shown in Figure 7.7, bottom-filled spécimens are less
porous than top-filled spécimens. The higher porosity content in top-filled spécimens is
ascribed to the turbulent flow which entrains gases during the filling of mould.

151
v~< .Oxicle film
Inclusion u'-mF^ '
<» .,./ Microshrinkaj. .■■.ÎH>
(a) (b)
Figure 7.6 SEM micrograph of (a) top-filled spécimen showing microshrinkage,
inclusions and oxide film and (b) bottom-filled spécimen.
6
5
4 H
f 3 o u O
PH 2
1
0
" t + I
♦ Bottom filling ■ Top filling
* i _! ! , r-1 2 3 4
Section thickness (mm)
Figure 7.7 Influence of section thickness and gating design on porosity level in
investment cast spécimens. Error bars correspond to two standard
déviations.

152
Finally, Figure 7.8 shows the SEM fractographs of selected spécimens, which
revealed features of brittle fracture, with cleavage and quasi-cleavage as the principal
fracture modes (Figures 7.8a and 7.8b). For top filled spécimens, the présence of relatively
large round pores was also observed (Figure 7.8c), along with régions containing intact
(protruding) dendrites characteristic of shrinkage cavities [44] (Figure 7.8d). Porosity was
found mostly along interdendritic arms. For bottom-filled spécimens, some casting pores
were also observed, but intact dendrites were much less visible.
7.5.3 Influence of casting and mould températures
Figure 7.9a shows the influence of casting température on grain size and secondary
dendrite arm spacing in cast spécimens. It reveals that, in the range of températures studied,
SDAS does not vary with casting température. A slight increase of grain size with casting
température was also observed, but it does not significantly influence the ultimate tensile
strength, elongation or yield strength of cast parts, as shown in Figure 7.9b. Thèse results
are similar to those obtained by Siaminwe and Clegg [45] on Al-Si-Mg alloy. Thèse authors
also observed that casting température did not influence the microstructure and had little
effect on tensile properties.

153
(a)
f
s:
■■ / "
F
8324 i'SKU ^Hi ï f a ^ i n ^ J Û U ^
(b) ■■■ ' '
M '
j " ( ) '
> 5 ■ > ■ ■ ■ » ' .
0 3 3 6 ■.i5K:U ..■ ̂ 1 , 4 P iùwi, HD1J &£«■ Ko&BBHi
(c) (d)
Figure 7.8 SEM micrograph of the fracture surface of a tensile test spécimen
showing (a) and (b) cleavage features (top and bottom filling), (c) a large
spherical pore on the fracture surface (top and bottom-filling) (d)
exposed intact dendrite (top filling).

154
690 700 710 720 730 740 750
Casting température (°C)
(a)
760 770
690 700 710 720 730 740 750
Casting température (°C)
(b)
760 770
ure 7.9 Influence of casting température (TM=350°C, e=2.2 mm) (a) on grain
size and secondary dendrite arm spacing and (b) on mechanical
properties of bottom-filled spécimens. Error bars correspond to two
standard déviations.

155
Figure 7.10a shows the influence of mould preheating température on grain size and
secondary dendrite arm spacing. In the range of température studied, a slight increase
(20%) of secondary dendrite arm spacing was found as mould preheating température was
raised, which can be ascribed essentially to the slightly reduced cooling rate during
solidification. The influence of mould preheating température on grain size, however, is not
conclusive. No significant influence of mould température on ultimate tensile strength,
yield strength or ductility was observed, as shown in Figure 7.10b, despite the moderate but
systematic variation of secondary dendrite arm spacing.
7.5.4 Thickness of cast spécimen
The tensile properties of top- and bottom-filled spécimens are presented in Figure
7.11. For section thicknesses above 1.6 mm, mechanical properties of top- and bottom-
filled spécimens follow a similar tendency. It is observed that ultimate tensile strength and
elongation increase as the section thickness decreases, while yield strength remains
relatively constant. Below 1.6 mm, for top-filled spécimens, it is observed that thèse
properties decrease with a continuing decrease of section thickness although it would be
expected that the mechanical properties would further increase with a decrease of section
thickness [46,47]. However, a similar trend was observed in the work of Easton et al. [48]
and Abbott et al. [49] on die-cast AZ91 for UTS and elongation. The variation in ductility
and UTS with section thickness was ascribed to the présence of various defects in the cast
parts. The yield strength, in their work, tended to be higher for the thinnest sections and this
variation was attributed to the grain size of the spécimen.

156
240 260 280 300 320
Mould température (°C)
(a)
340 360
C/3
240 260 280 300 320
Mould température (°C)
(b)
340
o ■•
a o ■ 1—I
a o S
360
Figure 7.10 Influence of mould preheating température (TC=750°C, e=4.3 mm) (a)
on grain size and secondary dendrite arm spacing and (b) on
mechanical properties of bottom-filled spécimens. Error bars
correspond to two standard déviations.

157
2 2.5 3 3.5 Section thickness (mm)
(a)
■■? o -•■s
O
«3 O
S
2 3 Section thickness (mm)
(b)
ure7.11 Influence of section thickness on mechanical properties (Tc=750°C,
TM=350°C) (a) bottom fllling, (b) top fllling. Error bars correspond to
two standard déviations.

158
In this study, the variation of ultimate tensile strength and elongation can also be
explained using microstructural considérations. First, for bottom-filled spécimens, Figure
7.12 shows that grain size and secondary dendrite arm spacing increases with section
thickness. This increase of secondary dendrite arm spacing is explained by the réduction of
solidification rate, the cooling rate being inversely related to section thickness [27].
Besides, the size of grains closely follows the variation of dendrite arm spacing, longer
freezing times promoting coarser microstructure, as shown in Figure 7.12.
200 180 160
'S 140 f 120 ■g 100 .9 80 & 60
40 20 0
♦ Grain size - ■SDAS
>
<
>
1
i i i i i
100 90 80 70 60 a 50 oo
< 40 30 20 10 0
n
1 1.5 2 2.5 3 3.5 4 4.5 Section thickness (mm)
Figure 7.12 Influence of section thickness on grain size and secondary dendrite arm
spacing (bottom filling, TC=750°C, TM=350°C). Error bars correspond
to two standard déviations.

159
In Figure 7.7, it is shown that the degree of porosity dépends on the section
thickness of spécimens. Within the margin of expérimental error, porosity does not vary
much between 1.6 and 4.2 mm, but significantly increases when the section thickness
decreases to 1.0 mm, this increase being more important for top-filled spécimens.
Fractographs (Figure 7.8) also revealed that shrinkage porosity, with intact dendrites clearly
visible, is ail the more présent as the section thickness of cast parts decreases. The higher
porosity level in thinner sections is ascribed to a more difficult filling.
Finally, as illustrated in Figure 7.13a, it was observed that for section thicknesses
above 1.6 mm, the micro structure of bottom- and top-filled spécimens consists of equiaxed
grains, homogeneously distributed within spécimens. For section thicknesses below 1.6
mm, bottom-filled spécimens still présent a uniform microstructure. However, in top-filled
spécimens, areas with abnormally large grains along with areas containing much smaller
grains were observed (Figures 7.13b and 7.13c). Thèse abnormally large grains are
approximately 500 um in diameter, much larger than those found in the thickest spécimens
cast in this study. Their présence in the microstructure is detrimental to tensile properties,
in agreement with previous studies [50,51]. Their origin is not clear but is likely related to
the présence of oxide films which are unfavourable nucleation sites.
As for the yield strength, since the grain size and secondary dendrite arm spacing
are simultaneously reduced with the thickness of as-cast spécimens, it is expected that it
should be improved even more efficiently with a réduction in thickness of spécimens, in
agreement with a previous study of Couture and Meier [46]. However, it was observed that
it does not vary much, except at the lowest section thicknesses in top-filled spécimens. The
reverse trend observed with thinner spécimens in the présent work is ascribed to the
présence of microshrinkage, to fine particles or to surface defects, which hâve relatively
more importance in thin spécimens and reduce the grain size contribution.

160
■ I » ' , : Wl
■ f%- * :
■ I » ' , : Wl ■ I » ' , : Wl
ai. À' V.
HSKl i i .1. ai. 1 mm
(a)
^ ' J . . d&%'v » • ivHÏ,.,**
s 1 1 , ■ Jfc
^ M W ' ■ , ■ t t * J SSL > ■"
BF I n ^ ■ ^ T ^ ^ ^ ™"™
1 mm
(b)
(c)
Figure 7.13 Optical micrographs of (a) a bottom-filled spécimen 4.3 mm thick, (b) a
top-filled spécimen 1.6 mm thick and (b) a top-filled spécimen 1.3 mm
thick. The arrow shows microporosity observed in cast part.

161
7.5.5 Comparison of mechanical properties of investment cast parts with other
casting methods
From the différent results obtained, it can be seen, in the case of bottom filling, that
tensile properties exceed the minimum requirements of ASTM B403 for AZ91C-F
magnésium alloy (UTS: 124 MPa, YS (0.2%): 69 MPa, elongation not specified) [52].
For comparison purposes, the typical tensile properties of AZ91D magnésium alloy
in as-cast condition for différent casting processes are listed in Table 7.2. Moreover, Figure
7.14 compares the yield strength (a) of as-cast AZ91 from différent sources [46,49,53-59]
as a function of the inverse square root of grain size (d"'/2). A least square régression was
calculated using a model based on the Hall-Petch relationship [60]:
cr = a 0 +k-d~1/2 (7.4)
where o"0 and k dépend on alloy composition. Values of 379 and 64 were obtained for OQ
and k respectively with a R2 of 0.77, based on properties measured in MPa for yield
strength and um for grain size respectively. Grain size was comprised between 10 and
1100 um.
As expected, solidification time is shorter in the case of die-casting, resulting in a
finer microstructure and higher mechanical properties [49,55,57,58]. In the case of
permanent mould casting, the results display significant différences [53-55,58,59]. The
higher values of yield strength obtained by Maltais et al. [53] can be explained by
considering the secondary dendrite arm spacing. In this work, the SDAS was maintained
constant to 16 \x.m, while it was maintained to 40 um in the work of Sasaki et al. [54]. The
réduction of the effective size of primary phase should even more increase the yield
strength. Comparatively to die-casting and permanent mould casting, the solidification time
in plaster mould casting [56] and sand casting [46,49] is higher, which leads to a coarser
microstructure and lower mechanical properties.

162
In the présent work, the results obtained reveal that the mechanical properties of
investment cast AZ91D magnésium alloy are slightly inferior or comparable to those found
for sand casting and permanent mould casting. The results are lower than those published
by Herrick [6] who found a value of UTS of 198 MPa and an elongation of 2.5% in the as-
cast condition in the case of AZ91C alloy cast at 670°C in a mould at 20°C. This is
probably due to a higher solidification rate provided by a lower mould température.
However, they are superior to those obtained by Fantetti et al. [61] in the case of foamed
plaster casting (without vacuum assistance). This can be explained by the fact that the
section thickness used was higher and that foamed plaster is more thermally insulating than
dense plaster.
Table 7.2 Typical tensile properties of AZ91 magnésium alloy (as-cast condition).
Process UTS (MPa) YS (MPa) e f(%) Référence
Plaster (foamed) casting 103 91 1.0 [61]
Sand casting 153 104 2.5 [38]
145 87 2.6 [55]
Permanent mould casting 100-112 88-95 0.5-0.9 [53]
170 93 1.4 [59]
Die casting 233 163 6.0 [55]

200 180 160
f^*\ a 140 b 120
100 bC
R0 — — i
x — 60 o
> 40 20 0
0
a = 379 d"1" + 64 R2 = 0.77
0.05 0.1 0.15 0.2 0.25 0.3 0.35 1-1/2 d'1'* (average grain diameter, d, in |Lim)
♦ Investment casting (this work) ▲ Plaster casting [56] D Sand casting [46,49] O Squeeze casting [57] ODie casting [49,55,57,58]
x Permament mould casting [53-55,58,59] • Thixomoulding [49]
Figure 7.14 Influence of grain size on yield strength from various sources.

164
7.6 CONCLUSIONS
In this work, the influence of process parameters on microstructure and mechanical
properties of vacuum-assisted solid investment cast AZ91D magnésium alloy was
investigated.
In the range of température investigated, it was found that casting and mould
preheating températures do not significantly influence the microstructure and tensile
properties of as-cast spécimens.
However, the influence of top and bottom filling Systems on the properties of
AZ91D castings were compared. Top-filling Systems promote the formation of
microporosity and other casting defects, which appear to adversely affect ultimate tensile
strength and elongation of cast AZ91D alloy. Ductility was particularly affected, since an
elongation three times lower was obtained, as compared to bottom filling. However, it was
also observed that it was not possible to fill section thicknesses inferior to 1.6 mm with
bottom filling.
An improvement of tensile strength and elongation with a decrease of section
thickness was observed in bottom-filled spécimens. It was essentially ascribed to a
réduction of the grain size and secondary arm spacing. The thinnest top-filled spécimens
display decreasing properties. This was ascribed to the présence of porosity and abnormally
large grains.
Finally, the ultimate tensile strength and yield strength obtained were higher than
the minimum requirements of ASTM B403 for AZ91C-F magnésium alloy. The results
were slightly lower than those obtained by sand casting and permanent mould casting, but
higher than those obtained by foamed plaster casting.

165
7.7 ACKNOWLEDGEMENTS
The authors are gratefui to the National Research Council Canada (NSERC) for
financial support during this project. The assistance of Mrs. M. Larouche, MM. G. Bureau,
D. Marcotte, M. Choquette and A. Ferland is kindly acknowledged.

166
7.8 REFERENCES
1. «Casting». In: Metals Handbook, Desk Edition. 1985. Metals Park, OH: American Society for Metals, p. 23.1-23.64.
2. P. R. Beeley and R. F. Smart. Investment Casting. 1995. London: Institute of Materials, 486 p.
3. A. J. Clegg. Précision Casting Processes. 1991. Oxford: Pergamon Press, 293 p.
4. D. Defouloy and L. Monnier. «Prototype Parts in Magnésium Alloys by Express Casting (Pièces Prototypes d'Alliages de Magnésium en Fonderie Express)». 2001. Hommes et Fonderie, 318, p. 12-22.
5. T. Ruden. «Prototype Alternatives for Magnésium Die Castings». 1991. Die Casting Management, 9, no 5, p. 26-29.
6. K. Herrick. «Magnesium-Base Alloys Investment Cast Properties». 1961. AFS Transactions, 69, p. 179-188.
7. J. B. Campbell. «Magnésium Investment Castings Save Weight». 1955. Materials and Methods, 41, no 1, p. 94-95.
8. M. H. Idris, M. S. Yong and A. J. Clegg. «Précision Casting of a Magnesium-Base Alloy». 1997. Foundryman, 90, no 4, p. 140-144.
9. M. H. Idris and A. J. Clegg. «Processing and Evaluation of Investment Cast Magnesium-Base Alloy». 1996. AFS Transactions, 104, p. 237-244.
10. S. Kim, M. Kim, T. Hong, H. Kim and Y. Kim. «Investment Casting of AZ91HP Magnésium Alloy». 2000. Metals and Materials International, 6, no 3, p. 275-279.
11. W. F. Davenport and G. W. Orton. «Investment Casting Magnésium». 1950. Iron Age, 165, no 7, p. 94-96.
12. C. J. Pellegrini. «Investment Cast Zirconium-Bearing Magnesium-Base Alloys». 1962. AFS Transactions, 70, p. 1229-1234.
13. Anonymous. «Magnésium Investment Casting». 1965. Précision Métal Molding, 43, no 7, p. 38-39.
14. S. Lun Sin and D. Dubé. «Influence of Process Parameters on Fluidity of Investment-Cast AZ91D Magnésium Alloy». 2004. Materials Science and Engineering A, 386, no 1-2, p. 34-42.

167
15. S. Lun Sin, D. Dubé and R. Tremblay. «Interfacial Reactions between AZ91D Magnésium Alloy and Plaster Mould Material during Investment Casting». 2006. Materials Science and Technology, 22, no 12, p. 1456-1463.
16. R. Neelameggham, O. K. Wheeler and G. B. Weed. «Magnésium Alloy Casting in Plaster Mold». US Patent No. 4,579,166. 1 Apr. 1986.
17. J. Campbell. Castings. 1993. Oxford; Boston: Butterworth-Heinemann, 288 p.
18. M. I. Vainer and Y. S. Lerner. «Vacuum-Assisted Investment Casting of Al-Ni-Bronze». 1999. AFS Transactions, 107, p. 35-42.
19. M. Cox, M. Wickins, J. P. Kuang, R. A. Harding and J. Campbell. «Effect of Top and Bottom Filling on Reliability of Investment Castings in Al, Fe, and Ni Based Alloys». 2000. Materials Science and Technology, 16, no 11-12, p. 1445-1452.
20. H. E. Elliott and J. G. Mezoff. «Effect of Gating Design on Métal Flow Conditions in the Casting of Magnésium Alloys». 1948. AFS Transactions, 56, p. 223-245.
21. M. Cox, R. A. Harding and J. Campbell. «Optimised Running System Design for Bottom Fi lied Aluminium Alloy 2L99 Investment Castings». 2003. Materials Science and Technology, 19, no 5, p. 613-625.
22. X. Dai, X. Yang, J. Campbell and J. Wood. «Effects of Runner System Design on the Mechanical Strength of Al-7Si-Mg Alloy Castings». 2003. Materials Science and Engineering A, 354, no 1-2, p. 315-325.
23. X. Dai, X. Yang, J. Campbell and J. Wood. «Influence of Oxide Film Defects Generated in Filling on Mechanical Strength of Aluminium Alloy Castings». 2004. Materials Science and Technology, 20, no 4, p. 505-513.
24. N. R. Green and J. Campbell. «Influence of Oxide Film Filling Defects on the Strength of Al-7Si-Mg Alloy Castings». 1995. AFS Transactions, 102, p. 341-347.
25. M. Jolly, M. Cox, R. Harding, B. Griffiths and J. Campbell. «Quiescent Filling Applied to Investment Castings». 2002. Modem Casting, 92, no 12, p. 36-38.
26. D. Z. Li, J. Campbell and Y. Y. Li. «Filling System for Investment Cast Ni-Base Turbine Blades». 2004. Journal of Materials Processing Technology, 148, no 3, p. 310-316.
27. M. C. Flemings. Solidification Processing. 1974. New York: McGraw-Hill, 364 p.
28. «Magnésium Alloys». In: Metals Handbook. Metallography and Microstructures, vol. 9. 9th éd. 1985. Metals Park, OH: American Society for Metals, p. 425-434.

168
29. A. Maltais, D. Dubé, M. Fiset, G. Laroche and S. Turgeon. «Improvements in the Metallography of As-Cast AZ91 Alloy». 2004. Materials Characterization, 52, no. 2, p. 103-119.
30. ASTM El 12. Standard Test Methods for Determining Average Grain Size, Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 243-266.
31. D. Dubé, A. Couture, Y. Carbonneau, M. Fiset, R. Angers and R. Tremblay. «Secondary Dendrite Arm Spacings in Magnésium Alloy AZ91D: From Plaster Moulding to Laser Remelting». 1998. International Journal ofCast Metals Research, 11, no 3, p. 139-144.
32. R. S. Busk. Magnésium Products Design. 1987. New York, NY: Marcel Dekker Inc, 544 p.
33. ASTM B557M. Standard Test Methods of Tension Testing Wrought and Cast Aluminum- and Magnesium-Alloy Products [Metric]. Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 419-429.
34. T. K. Aune and H. Westengen. «Property Update on Magnésium Die Casting Alloys». 1995. Society of Automotive Engineers, Inc., Magnésium in Vehicle Design, 1995, p. 21-31.
35. M. M. Avedesian and H. Baker. ASM Specialty Handbook: Magnésium and Magnésium Alloys. 1999. Materials Park, OH: ASM International, 314 p.
36. C. H. Câceres. «Material Properties and Process Assessment in Mg-Al Casting Alloys Using Strength - Ductility Charts». 2001. International Journal of Cast Metals Research, 14, no 3, p. 185-197.
37. Z. Zhang and A. Couture. «Investigation of the Properties of Mg-Zn-Al Alloys». 1998. Scripta Materialia, 39, no 1, p. 45-53.
38. Y. Carbonneau, M. Lepage, J. Renaud and D. Dubé. «Elastic Modulus, Yield Strength and Elongation of AZ91 Alloy». 2001. Magnésium 2000 - Proceedings of the Second Israeli International Conférence on Magnésium Science and Technology, Dead Sea, Israël, February 22-24 2001, Beer-Sheva, Israël: Magnésium Research Institute, p. 276-284.
39. S. Lun Sin, D. Dubé and R. Tremblay. «Characterization of Al-Mn particles in AZ91D investment castings». 2006. Materials Characterization, in press (doi: 10.1016/j.matchar.2006.10.010).
40. C. H. Câceres, C. J. Davidson, J. R. Griffiths and C. L. Newton. «Effects of Solidification Rate and Ageing on the Microstructure and Mechanical Properties of AZ91 Alloy». 2002. Materials Science and Engineering A, 325, no 1-2, p. 344-355.

169
41. C. Nyahumwa, N. R. Green and J. Campbell. «Effect of Mold-Filling Turbulence on Fatigue Properties of Cast Aluminum Alloys». 1998. AFS Transactions, 106, p. 215-223.
42. J. Runyoro, S. M. A. Boutorabi and J. Campbell. «Critical Gâte Velocities for Film-Forming Casting Alloys: A Basis for Process Spécification.». 1992. AFS Transactions, 100, p. 225-234.
43. G. Hénon, C. Mascré and G. Blanc. Recherche de la Qualité des Pièces de Fonderie. 1971. Paris: Editions techniques des industries de la fonderie, 394 p.
44. S. G. Lee, G. R. Patel, A. M. Gokhale, A. Sreeranganathan and M. F. Horstemeyer. «Variability in the Tensile Ductility of High-Pressure Die-Cast AM50 Mg-Alloy». 2005. Scripta Materialia, 53, no 7, p. 851-856.
45. L. Siaminwe and A. J. Clegg. «Effect of Processing Variables on Structure and Tensile Properties of Investment Cast Al-Si-Mg Casting Alloy». 1999. Materials Science and Technology, 15, no 7, p. 812-820.
46. A. Couture and J. W. Meier. «The Effect of Wall Thickness on Tensile Properties of Mg-Al-Zn Alloy Castings». 1966. AFS Transactions, 74, p. 164-173.
47. W. P. Sequeira, M. T. Murray, G. L. Dunlop and D. H. StJohn. «Effect of Section Thickness and Gâte Velocity on the Microstructure and Mechanical Properties of High Pressure Die Cast Magnésium Alloy AZ91D». 1997. Proceedings of the 1997 TMS Annual Meeting, Orlando, FL, February 9-13 1997, Warrendale, PA: Minerais, Metals and Materials Society, p. 169-183.
48. M. Easton, T. Abbott and C. Câceres. «The Effect of Microstructural Features and Defects on the Ductility of High Pressure Die Cast AS21, AM60 and AZ91». 2003. Materials Science Forum, 419-422, p. 147-152.
49. T. Abbott, M. Easton and W. Song. «Mechanical Behaviour of Cast Magnésium Alloys». 2003. Materials Science Forum, 419-422, p. 141-146.
50. K. J. Kurzydlowski and J. J. Bucki. «Flow Stress Dependence on the Distribution of Grain Size in Polycrystals». 1993. Acta Metallurgica et Materialia, 41, no 11, p. 3141-3146.
51. A. L. Bowles, J. R. Griffiths and C. J. Davidson. «Ductility and the Skin Effect in High Pressure Die Cast Mg-Al Alloys». 2001. 2001 TMS Annual Meeting, New Orléans, LA, February 11-15 201, Warrendale, PA: The Minerais, Metals and Materials Society, p. 161-168.

170
52. ASTM B403. Standard Spécification for Magnesium-Alloy Investment Castings, Annual Book of ASTM Standards. 2001. West Conshohocken, PA: ASTM International, p. 349-352.
53. A. Maltais, M. Fiset and D. Dubé. «Grain Refinement of Magnésium Alloy AZ91D Cast in Permanent Mold Using Mechanical Vibrations». 2003. Materials Science Forum, 426-432, p. 527-532.
54. H. Sasaki, M. Adachi and T. Sakamoto. «Effect of Solidifïed Structure on Mechanical Properties of AZ91 Alloy». 1996. IMA 53. Magnesium-a Material Advancing to the 21st Century, Ube City, Yamaguchi, Japan, 2-4 June 1996, McLean, VA: International Magnésium Association, p. 86-92.
55. Z. Zhang, A. Couture, R. Tremblay and D. Dubé. «Microstructure and Mechanical Properties of Permanent Mold and Die Casting AZ91 Magnésium Alloy». 1999. International Symposium on Light Metals as held at the 38th Annual Conférence of Metallurgists of CIM, Québec City, Canada, August 22-26 1999, Montréal: Canadian Institute of Mining, Metallurgy and Petroleum, p. 397-406.
56. N. Fantetti, A. Thorvaldsen and A. Couture. «Properties of Magnésium Plaster Castings». 1991. Proceedings of SAE International Congress and Exposition, Détroit, MI, February 25-March 1 1991, Warrendale, PA: SAE, Technical Paper 910413.
57. A. Luo, H. Hu and S. H. J. Lo. «Microstructure and Mechanical Properties of Squeeze Cast AZ91D Magnésium Alloy». 1996. Light Metals 1996, Montréal, Canada, August 25-29 1996, Montréal: Canadian Institute of Mining, Metallurgy and Petroleum, p. 375-387.
58. C. D. Lee and K. S. Shin. «Effects of Precipitate and Dendrite Arm Spacing on Tensile Properties and Fracture Behavior of As-Cast Magnésium-Aluminum Alloys». 2003. Metals and Materials, 9, no 1, p. 21-27.
59. B. H. Choi, B. S. You, C. D. Yim, W. W. Park and I. M. Park. «Microstructure and Mechanical Properties of Ca Containing AZ91 Magnésium Alloys». 2005. Materials Science Forum, 415-419, p. 2477-2480.
60. G. E. Dieter. Mechanical Metallurgy. 1986. New York; Montréal: McGraw Hill, 3rd édition, 751 p.
61. N. Fantetti, M. O. Pekguleryuz and M. M. Avedesian. «Magnésium Plaster-Cast Prototypes vs. Diecastings - a Comparative Evaluation of Properties». 1991. Magnésium at the Threshold? 48th Annual World Magnésium Conférence, Québec City, Canada, June 18-21 1991, McLean, VA: International Magnésium Association, p. 25-31.

CHAPITRE VIII
CONCLUSIONS
Le moulage à la cire perdue est une technique intéressante pour la production de
pièces minces et complexes. Dans le cas du magnésium néanmoins, les données disponibles
dans la littérature sont plutôt rares, et mêmes contradictoires, notamment en ce qui
concerne la réactivité des alliages de magnésium vis-à-vis des moules de plâtre utilisés pour
le moulage monobloc. Ce projet avait donc comme objectif principal l'étude des
caractéristiques des pièces en alliage de magnésium AZ91D moulées à la cire perdue.
L'alliage AZ91D a été choisi puisque c'est l'un des alliages les plus utilisés dans l'industrie
pour sa bonne coulabilité, sa résistance à la corrosion satisfaisante et ses bonnes
caractéristiques mécaniques. Plus précisément, trois volets ont été considérés : 1) la
capacité de remplissage, 2) la réactivité et 3) la microstructure et les propriétés mécaniques
de l'alliage AZ91D.
La littérature ne faisait état, à notre connaissance, d'aucune étude concernant la
capacité de l'alliage à remplir les sections minces en moulage à la cire perdue. Des
expériences ont donc été réalisées dans le but de déterminer les paramètres permettant le
remplissage adéquat des moules par l'alliage AZ91D. Les études effectuées ont permis de
montrer que l'application d'un vide partiel dans le moule était indispensable pour assurer le
bon remplissage du moule, en particulier dans le cas du remplissage de sections minces. Par
ailleurs, le remplissage des moules est favorisé par une augmentation de l'épaisseur de la
section à remplir, de la hauteur de métal, de la surchauffe ainsi que de la température de

172
préchauffage du moule. L'influence de la distance séparant la paroi de la frette de la cavité
à remplir demeure négligeable, même si une légère augmentation de la fluidité avec une
diminution de cette distance a pu être observée. Enfin, la conception du système de coulée
influence également le remplissage du moule : lorsque le métal tombe librement dans la
cavité, le remplissage est meilleur, mais cela favorise la formation de défauts dans la pièce.
En ce qui concerne la réactivité entre le moule de plâtre et le magnésium liquide, les
données disponibles dans la littérature étaient contradictoires. Une série d'expériences a
donc été effectuée dans le but de clarifier les mécanismes associés aux réactions moule-
métal, afin d'établir, par la suite, des procédures permettant de maximiser la qualité des
pièces obtenues. Les résultats ont montré que, dans l'intervalle de température considéré, la
température de coulée ne semble pas avoir d'influence notable sur la réactivité. En
revanche, lorsque le taux de solidification est relativement lent (température de moule et/ou
épaisseur de la pièce trop élevées), la protection assurée par l'hexafluorure de soufre n'est
pas suffisante pour prévenir les réactions moule-métal. Celles-ci se manifestent sous la
forme de brûlures à la surface des pièces et en un fini de surface altéré (augmentation de la
rugosité). Des particules de plâtre adhèrent à la pièce moulée et il se forme une couche de
réaction entre le moule de plâtre et la pièce. Cette couche a été caractérisée et un modèle a
été proposé. La couche de réaction est le résultat de l'interaction entre le magnésium
liquide et les vapeurs de magnésium avec la silice contenue dans le moule. Les travaux ont
également montré qu'utiliser des températures de moule adéquates (350°C maximum) et
des sections pas trop épaisses (< 4 mm) permettait d'obtenir des pièces saines, avec un fini
de surface acceptable.
Le dernier volet du projet consistait à évaluer la microstructure ainsi que les
propriétés mécaniques en traction de l'alliage AZ91D tel que moulé à la cire perdue. Les
résultats montrent que les propriétés en traction excèdent les exigences minimales définies
par la norme ASTM B-403. Les résultats sont légèrement inférieurs à ceux obtenus par
moulage au sable ou par moulage permanent, mais ils demeurent supérieurs à ceux obtenus
par moulage au plâtre. Plusieurs paramètres de procédé ont été étudiés. Les travaux ont
montré que la température de coulée et la température de préchauffage du moule ne

173
semblent pas influencer les propriétés mécaniques dans les limites de température étudiées.
En revanche, la conception du système de coulée a un rôle marqué sur les propriétés en
traction de l'alliage AZ91D. Les systèmes de coulée en chute, où le métal tombe librement
dans la cavité à remplir, conduisent à des pièces dont la résistance à la rupture, et surtout la
ductilité, sont nettement inférieures que dans le cas où la coulée s'effectue en source. Ces
résultats ont été attribués à la formation d'oxydes et de microporosités, favorisée par les
turbulences générées par la coulée en chute. Toutefois, il n'était pas possible de remplir
complètement les pièces dont l'épaisseur était inférieure à 1.3 mm par coulée en source. Par
ailleurs, les travaux montrent que diminuer l'épaisseur de la section résulte, en premier lieu,
en une augmentation des propriétés en traction, ces résultats étant attribués à un
refroidissement plus rapide accompagné d'une diminution de la taille des grains et des
espaces interdendritiques. Toutefois, pour les échantillons coulés en chute dont l'épaisseur
est inférieure à 1.6 mm, ces propriétés diminuent, en raison de la présence de porosité et de
grains anormalement gros.
Au cours de ce projet, la présence de particules de Al8Mn5 a également été notée à
la surface des pièces. Les particules Al8Mn5 sont couramment observées dans les pièces de
magnésium coulées, mais à notre connaissance, aucune étude ne mentionne la présence
massive de telles particules à la surface des pièces. Les présents travaux ont montré que ces
phases sont plus grosses, moins nombreuses et plus développées lorsque le taux de
solidification diminue au cours de la solidification. Il a été avancé dans ce travail que,
contrairement au moulage permanent pour lequel il se forme une peau de grains Mg-a en
surface, le taux de solidification relativement lent à l'intérieur des moules de plâtre et les
gradients thermiques réduits à l'interface moule-métal permettent la croissance des
particules Al-Mn à la surface des échantillons avant que les grains de Mg- a ne se forment.
À la lumière des résultats obtenus, augmenter la température de coulée favorise le
remplissage du moule, n'a pas d'effet notable sur la réactivité moule-métal et les propriétés
mécaniques. En ce qui concerne les autres paramètres de procédé, des compromis doivent
être trouvés. Élever la température du moule permet l'obtention d'une meilleure fluidité,
mais cela favorise les réactions moule-métal. La coulée en chute permet un meilleur

174
remplissage des sections minces, mais cela se fait au détriment des propriétés mécaniques.
Finalement, une augmentation de l'épaisseur de la section a un effet positif sur la fluidité,
mais elle favorise également la réactivité entre le moule et le métal et conduit à des
propriétés en traction plus faibles.

CHAPITRE IX
PERSPECTIVES ET TRAVAUX FUTURS
Les travaux ont porté essentiellement sur la fabrication de pièces en alliage de
magnésium AZ91D par moulage à la cire perdue en moule monobloc. L'étude d'autres
systèmes d'alliages peut être envisagée. Par exemple, il serait intéressant de mouler des
alliages possédant une fluidité plus élevée et/ou de moindre réactivité vis-à-vis du plâtre
que l'alliage AZ91D, comme les séries ZAE et ZAEC. Il a en effet été montré que la
fluidité des alliages ZAE et ZAEC était favorisée par l'ajout de cérium [1]. Les mêmes
travaux ont également indiqué que le calcium et le cérium avaient un effet bénéfique sur la
résistance à l'oxydation de l'alliage liquide en présence d'oxygène.
L'utilisation de modèles fabriqués par frittage sélectif au laser (SLS) peut également
s'avérer intéressante, puisque cela permet de réduire considérablement la confection du
modèle.
L'évaluation des propriétés de pièces traitées thermiquement compléterait la
présente étude. D'autres types d'essais mécaniques, comme le fluage, peuvent également
être envisagés. En moulage à la cire perdue, la vitesse de solidification est lente, ce qui
entraîne une microstructure relativement grossière. Des grains plus gros (qui permettent
d'avoir une surface totale de joints de grains plus faible) peut être un avantage dans les cas
où l'on souhaite que la pièce moulée résiste mieux au fluage à haute température.

176
Par ailleurs, la littérature indique que les particules AlsMns sont néfastes pour la
tenue en corrosion des alliages de magnésium. Il serait aussi souhaitable d'analyser le
comportement en corrosion des pièces produites par moulage à la cire perdue, d'autant plus
que ces phases se retrouvent principalement à la surface des pièces moulées. On pourrait
également envisager d'autres alliages dans le but d'empêcher la formation de telles
particules.
Finalement, une étude plus poussée pourrait être entreprise pour expliquer la
microstructure observée dans les pièces minces coulées en chute.
Référence
1. S. Tardif. «Étude sur l'Effet de l'Ajout de Cérium dans les Alliages Mg-Zn-Al et
Mg-Zn-Al-Ca ». 2002. Mémoire de maîtrise, Université Laval, Québec, Canada, 175
P-