ÉTUDE DE L’IMPACT DE LA GRANULOMETRIE SUR LES PERFORMANCES DU CONCENTRÉ PYRRHOTITE
103
PROJET INDUSTRIEL DE FIN DES ÉTUDES Présenté Pour l’obtention du titre : Ingénieur d’Etat Arts et Métiers Par : Rahma HMOUDOU Titre : ÉTUDE DE L’IMPACT DE LA GRANULOMETRIE SUR LES PERFORMANCES DU CONCENTRÉ PYRRHOTITE Jury : M. Abdellah LAAZIZI……………………………………………………………… M. Mohammed ASSOUAG…………………………………………………….. M. Mostapha ELJAI……………………………………………………………..... M. Anas MENBAOUI……………………………………………………………… Président du jury (ENSAM) Encadrent académique (ENSAM) Rapporteur (ENSAM) Encadrent industriel (CMG) Année universitaire 2014/2015 PIFE N° :
-
Upload
maryouma-jaouhari -
Category
Documents
-
view
70 -
download
18
description
PFE ,CMG MANAGEM
Transcript of ÉTUDE DE L’IMPACT DE LA GRANULOMETRIE SUR LES PERFORMANCES DU CONCENTRÉ PYRRHOTITE
PROJET INDUSTRIEL DE FIN DES ÉTUDES
Présenté
Pour l’obtention du titre :
Ingénieur d’Etat Arts et Métiers
Par :
Rahma HMOUDOU
Titre :
ÉTUDE DE L’IMPACT DE LA GRANULOMETRIE SUR LES PERFORMANCES DU CONCENTRÉ PYRRHOTITE
Jury :
M. Abdellah LAAZIZI………………………………………………………………
M. Mohammed ASSOUAG……………………………………………………..
M. Mostapha ELJAI…………………………………………………………….....
M. Anas MENBAOUI………………………………………………………………
Président du jury (ENSAM)
Encadrent académique (ENSAM)
Rapporteur (ENSAM)
Encadrent industriel (CMG)
Année universitaire 2014/2015
PIFE N° :

I
Rapport PIFE réalisé par : HMOUDOU Rahma
Dédicace
A l’être le plus cher au monde, pour sa tendresse, son amitié, et son soutien
inconditionnel, sans toi chère mère, je n’aurai pas pu devenir ce que je suis aujourd’hui.
A celui qui a toujours garni mon chemin de force et de lumière. Mon très cher père,
je veux te faire savoir que tu es un père exceptionnel.
A mon adorable petite sœur Oumaima, à qui j’espère tout le bonheur et la réussite.
A mes grands frères Taha et Mehdi, j’espère pour vous une vie pleine de succès.
A ma famille pour l’amour et le respect qu’ils m’ont toujours accordés.
A tous mes amis qui ont su me réconforter, quand les choses tournaient au pire.
A tous ceux qui ont croisé mon chemin, et qui ne m’ont apporté que du bien.
II
Rapport PIFE réalisé par : HMOUDOU Rahma
Remerciements
Au terme de mon projet de fin d’études, j’exprime ma profonde reconnaissance à
M. Mabrouk BENHAMOU, Directeur de l’ENSAM Meknès ainsi que tout le cadre
administratif et professoral pour leurs efforts considérables, spécialement le département
Matériaux en témoignage de ma reconnaissance.
L’encadrement a été assuré par M. Anas MENBAOUI et M. Ilyass LATRACH. Je
tiens à leur remercier pour leur encadrement ainsi que pour l’intérêt avec lequel ils ont
suivi la progression de mon travail.
Mon sincère remerciement s’adresse à mon tuteur M. Mohammed ASSOUAG
pour ses directives et ses conseils durant ma période de stage ainsi que pour l’intérêt
particulier qu’il a prodigué à mon projet. Je le remercie également pour la confiance
qu’il m’a accordée et sans laquelle ce projet n’aurait pas été tel qu’il le fut.
Je tiens également à présenter mes sincères remerciements à toutes les personnes de
la Compagnie Minière des Guemassa qui m’ont apporté l’aide nécessaire pour mener à
bien mon stage, pour leurs conseils pertinents et pour le temps qu’ils m’ont consacré
malgré leurs diverses occupations, qu’ils soient assurés de toute ma gratitude.
Mes remerciements vont également à tous les membres du jury pour le temps qu’ils
ont pris à examiner ce travail.
Que tous ceux qui m’ont soutenu et ont cru en mes efforts, trouvent ici l’expression
de ma profonde gratitude et mes remerciements.
Enfin, MERCI à tous ceux qui ont collaboré de près ou de loin pour que ce travail
voie le jour.
III
Rapport PIFE réalisé par : HMOUDOU Rahma
Résumé
Les performances d’un circuit de flottation sont reliées au taux de récupération de toutes
les classes granulométriques de particules contenant le minéral de valeur. On sait également
que pour qu’une particule soit récupérée avec le concentré, elle doit avoir passé toutes les
étapes du processus de récupération sans avoir été contrainte à retourner dans la pulpe. La
détermination d’une stratégie qui va maximiser la récupération de toutes les classes de
dimension des particules associées au minéral de valeur représente donc le cœur de la
problématique. L’objectif de ce projet de fin d’études est donc d’étudier l’impact de la
granulométrie sur la flottation du concentré pyrrhotite.
Afin de développer des outils de traitement plus efficaces, des travaux ont été entrepris
pour évaluer les performances de l’hydrocyclone en regard de la récupération des grosses
particules dans le concentré pyrrhotite et d’éliminer une bonne partie des schlamms.
IV
Rapport PIFE réalisé par : HMOUDOU Rahma
Abstract
The performances of a circuit of flotation are connected to the rate of recovery of all the
particle-size ranges of particles containing mineral of value. It is also known that so that a
particle is recovered with the concentrate, it must have passed all the stages of the process of
recovery without to be forced to turn over in pulp. The determination of a strategy which will
maximize the recovery of all the classes of dimension of the particles associated with mineral
with value thus represents the heart of the problems. The objective of this project of end of
studies is thus to study the impact of granulometry on the flotation of the concentrate
pyrrhotite.
In order to develop more effective tools for treatment, work was undertaken to evaluate the
performances of the hydrocyclone compared to the recovery of the large particles in the
concentrate pyrrhotite and to eliminate a good part of the sludges.
V
Rapport PIFE réalisé par : HMOUDOU Rahma
ملخص
حشحبط اجبصاث دسة انطف بعذل اسخشجبع كم اصبف انقبسبث انحببت نهجضئبث انحخت عهى انعذ ري انقت.
قذ يشث ي كم يشاحم عهت االسخشجبع د ا حك عهب ا حك انشكض نك خى اسخعبدة جضئت يع كزنك ا عهى
يجبشة عهى انعدة انى انهب. جش االشكبنت ار ححذذ اسخشاحجت حجعم اسخشجبع كم االصبف راث بعذ جضئبث
ا انذف ي زا انششع انذساس ار دساست حأثش انقبط انحبب عهى يشحبطت ببنعذ انقى ف حذ االقصى.
شحج.يشكض انب
يشكض ف كبشة جضئبث اسخعبدة اصاء انذسسكه اجبصاث نقبو بأشغبل انقبو ثى ,فعبنت اكثش اداث حطش اجم ي
. (انشالو( انخبو انعذ فضالث ي يى جضء اصانت انبشحج
VI
Rapport PIFE réalisé par : HMOUDOU Rahma
Table des matières
Dédicace ................................................................................................................................................... I
Remerciements ....................................................................................................................................... II
Résumé ................................................................................................................................................... III
Abstract .................................................................................................................................................. IV
V ........................................................................................................................................................ ملخص
Table des matières ................................................................................................................................. VI
Liste des figures ....................................................................................................................................... X
Liste des tableaux ................................................................................................................................... XI
liste des symboles ................................................................................................................................. XII
Glossaire ............................................................................................................................................... XIII
Introduction générale .............................................................................................................................. 1
Chapitre I : contexte général du projet ................................................................................................... 3
Introduction : ........................................................................................................................................... 3
I. Présentation de l’organisme d’accueil : .......................................................................................... 4
I.1 Le groupe SNI : ........................................................................................................................ 4
I.2 MANAGEM : ............................................................................................................................ 4
I.2.1 L’exploitation minière : ....................................................................................................... 5
I.2.2 L’hydrométallurgie : ............................................................................................................ 5
I.2.3 Les services de MANAGEM : ................................................................................................ 5
I.2.4 Filiales de MANAGEM : ........................................................................................................ 5
I.3 La compagnie minière des Guemassa : ................................................................................... 6
I.3.1 Généralités : ........................................................................................................................ 6
I.3.2 Historiques :......................................................................................................................... 7
I.3.3 Situation géographique : ..................................................................................................... 8
I.4 Présentation de l’unité amont acide : ..................................................................................... 9
II. Etude bibliographique : ................................................................................................................... 9
II.1 Concassage : ............................................................................................................................ 9
II.2 Broyage .................................................................................................................................... 9
VII
Rapport PIFE réalisé par : HMOUDOU Rahma
II.2.1 Physique du broyage : libération des minéraux : .......................................................... 10
II.2.2 Physico-chimie du broyage : dépression des minéraux non valorisables : ................... 11
II.3 Flottation : ............................................................................................................................. 12
II.3.1 Objectif de la flottation : ............................................................................................... 12
II.3.2 Principe de la flottation : ............................................................................................... 12
II.3.3 Adsorption de collecteur : ............................................................................................. 14
II.3.4 Addition d’un agent moussant : .................................................................................... 14
II.3.5 Addition des activants et déprimants : ......................................................................... 15
II.3.6 Effet de la granulométrie sur la flottabilité des particules : .......................................... 15
II.4 Les systèmes de classification : ............................................................................................. 16
II.4.1 Classificateurs gravitationnels : ..................................................................................... 16
II.4.2 Classificateurs centrifuges : ........................................................................................... 18
III. Présentation du procédé de valorisation du minerai polymétallique: ..................................... 28
III.1 Description du procédé d’extraction : ................................................................................... 29
III.2 Description du procédé de traitement : ................................................................................ 29
III.2.1 Unités de concassage : .................................................................................................. 29
III.2.2 Unités de broyage : ....................................................................................................... 30
III.2.3 Unités de flottation : ..................................................................................................... 30
Conclusion : ........................................................................................................................................... 35
Chapitre II : Analyse de l’existant .......................................................................................................... 36
Introduction : ......................................................................................................................................... 36
I. Etat actuel de l’unité : ................................................................................................................... 37
I.1 Capacité de production : ....................................................................................................... 37
I.2 Qualité de la production : ...................................................................................................... 38
II. Caractérisation de l’alimentation de l’unité pyrrhotite : .............................................................. 38
II.1 Caractérisation chimique : .................................................................................................... 39
II.2 Caractérisation minéralogique : ............................................................................................ 40
II.3 Caractérisation granulochimique : ........................................................................................ 41
III. Caractérisation du concentré pyrrhotite : ................................................................................. 42
III.1 Caractérisation chimique : .................................................................................................... 42
III.2 Caractérisation minéralogique : ............................................................................................ 43
III.3 Caractérisation granulochimique : ........................................................................................ 44
Conclusion : ........................................................................................................................................... 44
Chapitre III : Etude méthodologique de la problématique ................................................................... 45
VIII
Rapport PIFE réalisé par : HMOUDOU Rahma
Introduction : ......................................................................................................................................... 45
I. Diagramme Ishikawa : ................................................................................................................... 46
I.1 But : ....................................................................................................................................... 46
I.2 Méthode : .............................................................................................................................. 46
II. La méthode QQOQCCP : ................................................................................................................ 48
II.1 Définition : ............................................................................................................................. 48
II.2 Caractérisation de la méthode : ............................................................................................ 48
III. Formulation de la problématique : ........................................................................................... 50
Conclusion : ........................................................................................................................................... 51
Chapitre IV : Dimensionnement de l’hydrocyclone .............................................................................. 52
Introduction : ......................................................................................................................................... 52
I. Bilan matière : ............................................................................................................................... 53
I.1 Introduction : ......................................................................................................................... 53
I.2 Méthodes de calcul : ............................................................................................................. 53
I.2.1 Principe du calcul du Bilan de l’hydrocyclone : ................................................................. 53
I.2.2 Calcul des bilans : .............................................................................................................. 54
II. Modélisation de l’hydrocyclone : .................................................................................................. 55
II.1 Etapes de dimensionnement : ............................................................................................... 56
II.2 Application des modèles (Krebs et Plitt): .............................................................................. 57
III. Programmation : ....................................................................................................................... 58
III.1 Code source du bilan matière : ............................................................................................. 58
III.2 Code source des modèles (Krebs et Plitt) :............................................................................ 58
IV. Interfaces d’application : ........................................................................................................... 59
Conclusion : ........................................................................................................................................... 61
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances .................................. 62
Introduction : ......................................................................................................................................... 62
I. Montage expérimental : ................................................................................................................ 63
I.1 Hydrocyclone : ....................................................................................................................... 63
I.2 Cuve ....................................................................................................................................... 64
I.3 Pompe ................................................................................................................................... 64
II. Analyse critique des performances de l’hydrocyclone : ............................................................... 65
II.1 Paramètres du modèle : ........................................................................................................ 65
II.1.1 Courbe de partage : ....................................................................................................... 65
II.1.2 Dimension de coupure : ................................................................................................ 66
IX
Rapport PIFE réalisé par : HMOUDOU Rahma
II.1.3 Partage de l’eau à la souverse : ..................................................................................... 67
II.1.4 Acuité de séparation : ................................................................................................... 68
II.1.5 La pression d’opération : ............................................................................................... 68
II.1.6 Ecart probable : ............................................................................................................. 68
II.1.7 Imperfection de coupure : ............................................................................................. 69
II.2 Code source du modèle de Plitt: ........................................................................................... 69
III. Etude des performances de la classification : ........................................................................... 70
III.1 Résultats : .............................................................................................................................. 71
IV. Analyses et interprétations : ..................................................................................................... 74
Conclusion : ........................................................................................................................................... 74
Chapitre VI : Etude de la rentabilité du projet ...................................................................................... 76
Introduction : ......................................................................................................................................... 76
I. Budget d’investissement : ............................................................................................................. 77
II. Détermination des cash-flows : ..................................................................................................... 77
III. Détermination de la valeur actuelle nette (VAN) : .................................................................... 78
IV. Détermination du délai de récupération :................................................................................. 79
V. Détermination de l’indice de profitabilité : ................................................................................... 79
VI. Détermination du taux interne de rentabilité : ......................................................................... 79
Conclusion ............................................................................................................................................. 80
Conclusion générale ............................................................................................................................. 81
Bibliographie & Webographie ............................................................................................................... 83
ANNEXES .................................................................................................................................................. 1
ANNEXE A : Schéma synoptique de l’usine de traitement de la CMG ................................................... 2
ANNEXE B : Facteur multiplicatif en fonction des particules passantes ................................................. 3
ANNEXE C : La densité solide ................................................................................................................... 3
ANNEXE D : Variation du débit de pulpe alimentée et perte de charge en fonction du diamètre d'un
hydrocyclone ........................................................................................................................................... 4
ANNEXE E : courbes de partages des essais ........................................................................................... 5
ANNEXE F : Démonstration de la concentration solide & du pourcentage solide en volume ................ 6
X
Rapport PIFE réalisé par : HMOUDOU Rahma
Liste des figures
Figure 1: Situation géographique du gisement polymétallique de Hajar ............................................... 8
Figure 2: schéma simplifié de la libération des minéraux par fragmentation lors du broyage ............ 10
Figure 3 : distribution schématique de la taille des particules issues d'un broyage minier avec coupure
granulométrique par hydrocyclonage ................................................................................................... 11
Figure 4 : schéma des principales interactions pendant la flottation minérale .................................... 14
Figure 5 : interaction eau-bulle de gaz et agent moussant ................................................................... 15
Figure 6 : Zones dans un classificateur mécanique ............................................................................... 16
Figure 7 : Classificateur mécanique à vis submergée (type S) .............................................................. 17
Figure 8 : Classificateur mécanique à râteaux....................................................................................... 18
Figure 9: Conception d'un hydrocyclone ............................................................................................... 20
Figure 10: Écoulement à l'intérieur d'un hydrocyclone ........................................................................ 21
Figure 11: Mécanisme d'atteinte d'équilibre des particules de dimension de coupure d'un
hydrocyclone ......................................................................................................................................... 22
Figure 12: Zone de classification à l'intérieur d'un hydrocyclone ......................................................... 23
Figure 13: Variables de conception d'un hydrocyclone ........................................................................ 25
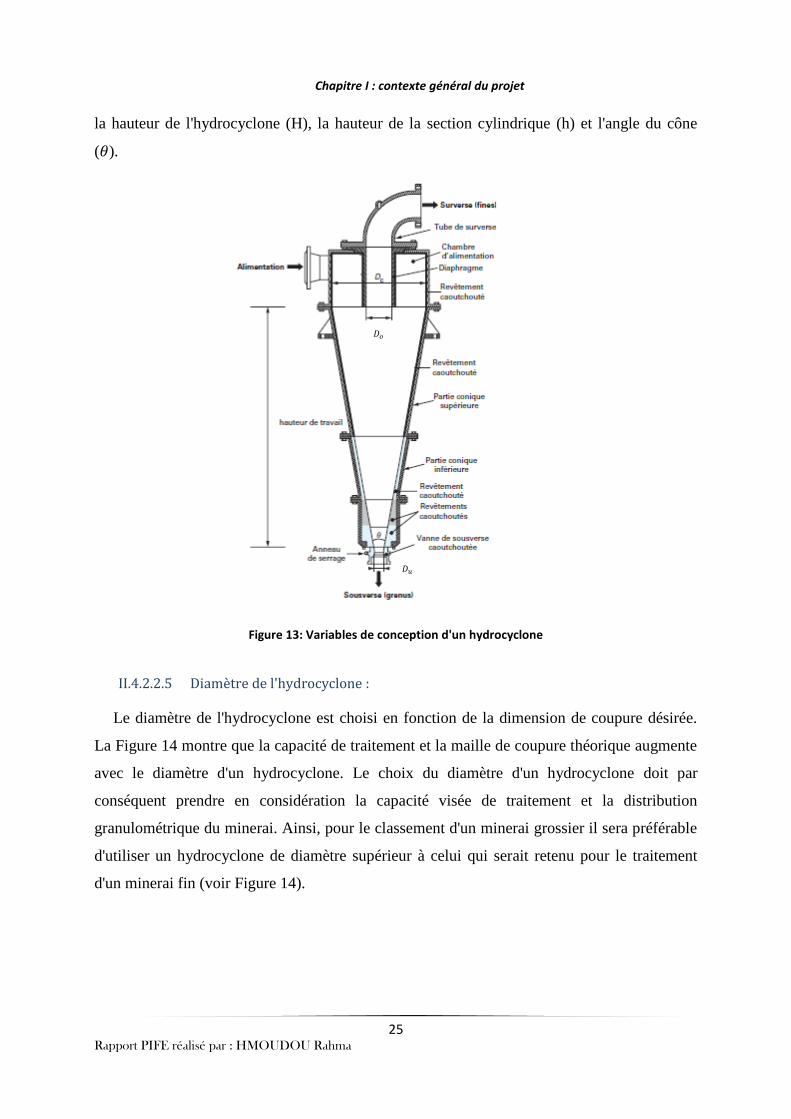
Figure 14: Sélection d'hydrocyclone en fonction du débit d'alimentation de pulpe et de maille ........ 26
Figure 15: Influence du diamètre de l'apex sur l'aspect de la souverse du cyclone ............................. 27
Figure 16: Sélection du diamètre d'apex en fonction du débit de pulpe d'alimentation ..................... 27
Figure 17: Schéma synoptique du circuit plomb ................................................................................... 32
Figure 18: Schéma synoptique du circuit cuivre ................................................................................... 33
Figure 19: Schéma synoptique du circuit zinc ....................................................................................... 34
Figure 20: Schéma synoptique du circuit pyrrhotite ............................................................................. 35
Figure 21: Evolution de la production du concentré pyrrhotite pour les mois Janvier- Février – Mars –
Avril 2015............................................................................................................................................... 37
Figure 22: Evolution de la qualité du concentré pyrrhotite pour le mois janvier- février – mars – avril
2015 ....................................................................................................................................................... 38
Figure 23: Photomicrographies MEB de l'alimentation pyrrhotite ....................................................... 41
Figure 24: Distribution des teneurs en Fe, S et SiO2 dans les différentes tranches de l’alimentation 41
Figure 25: Photomicrographies MEB du concentré pyrrhotite ............................................................. 43
Figure 26: Distribution des teneurs en Fe, S et SiO2 dans les différentes tranches du concentré ...... 44
Figure 27: Analyse des causes par le diagramme Ishikawa .................................................................. 47
Figure 28: Diagramme bilan de matière ................................................................................................ 54
Figure 29: Menu d'application .............................................................................................................. 60
Figure 30: Interface insertion des données ........................................................................................... 60
Figure 31: Interface calcul du bilan matière .......................................................................................... 61
Figure 32: Interface dimensionnement de l'hydrocyclone ................................................................... 61
Figure 33: Schéma du montage expérimental ...................................................................................... 63
Figure 34: Design de l'hydrocyclone du montage expérimental (Krebs Engineer) ............................... 64
Figure 35: Courbe de partage et paramètres caractéristiques ............................................................. 66
Figure 36: courbes de partages du premier essai ................................................................................. 71
Figure 37: distribution des fines et des grossiers dans l’alimentation, la surverse et la souverse ....... 72
XI
Rapport PIFE réalisé par : HMOUDOU Rahma
Liste des tableaux
Tableau 1: résultats de l’analyse chimique de l’alimentation pyrrhotite ............................................. 39
Tableau 2: résultats de l’analyse chimique du concentré pyrrhotite.................................................... 42
Tableau 3: Analyse par la méthode QQOQCP ....................................................................................... 49
Tableau 4: spécification du concentré pyrrhotite marchand ................................................................ 50
Tableau 5: Bilan matière de l'hydrocyclone .......................................................................................... 55
Tableau 6: Le dimensionnement de l'hydrocyclone ............................................................................. 57
Tableau 7: caractéristiques des flux lors des essais .............................................................................. 70
Tableau 8: les performances du cyclone ............................................................................................... 72
Tableau 9: fractions des fines et des grossiers dans l'alimentation, la surverse et la souverse ........... 72
Tableau 10: dimension en maille correspond à 80 % du passant .............................................. 73
Tableau 11: analyse chimique du concentré pyrrhotite ....................................................................... 73
Tableau 12: Résultats de l'étude économique ...................................................................................... 78
Tableau 13: Résultats de l'étude économique avec un taux d’actualisation de 0.83 ........................... 80
Tableau 14: Résultats de l'étude économique avec un taux d’actualisation de 0.82 ........................... 80
XII
Rapport PIFE réalisé par : HMOUDOU Rahma
liste des symboles
Variables de conception de l'hydrocyclone :
Dc = Diamètre de la section cylindrique (cm)
Di = Diamètre de la buse d'alimentation (cm)
D0 = Diamètre de la buse de surverse du diaphragme ou vortex (cm)
Du = Diamètre de la buse de souverse ou apex (cm)
H = hauteur de travail ou hauteur du cylindre (cm)
= angle du cône (degré, °)
Variables d'opération de l'hydrocyclone :
P = Pression d'opération (psi)
: Débit massique de la pulpe au point i (t/h)
: Débit massique solide au point i en (t/h)
: Débit massique liquide au point i (t/h)
: Densité pulpe au point i
: Concentration solide au point i
: Densité solide
: Densité liquide
Paramètres caractéristiques de performance :
S = Fraction volumique de pulpe entre la souverse et la surverse
Rv= Fraction volumique de pulpe entre la souverse et l'alimentation
Rs= Fraction de solide entre la souverse et l'alimentation
Rf= Fraction massique d'eau d'alimentation se retrouvant dans la souverse (Soutirage)
d50c = dimension de coupure corrigée (pm)
I = Imperfection corrigée de la classification
m = acuité de la classification (pente de la courbe de partage)
XIII
Rapport PIFE réalisé par : HMOUDOU Rahma
Glossaire
Concentré : Produit obtenu à la sortie d’un procédé minéralurgique comportant
la portion enrichie.
D80 : la dimension des mailles (en ) correspond à 80 % de passant.
Granulométrie : Mesure des dimensions des grains d’un mélange dont les résultats
sont présentés sous forme de répartition statistique.
Pulpe : Mélange solides/liquide dont la principale caractéristique et le
pourcentage de solides qu’il contient.
SKIP : Engin qui permet de remonter le minerai à la surface.
Tout-venant : Matériaux extrait d’une mine ou d’une carrière avant tout
traitement.
Minéralurgie : Peut être considérée comme l’ensemble des procédés et des
techniques de préparation, de séparation et d’épuration des espèces
minérales ou des éléments chimiques de valeurs à partir d’une
matière brute en vue d’obtenir un concentré utilisable
industriellement.
1
Rapport PIFE réalisé par : HMOUDOU Rahma
Introduction générale
Dans le cadre de sa politique d’amélioration continue et compte tenu de ses engagements,
le groupe MANAGEM entreprend une démarche qui vise à améliorer, de manière soutenue, le
niveau de production et les qualités des produits finis dans l’ensemble de ses unités de
production.
L’intérêt de mon projet de fin d’études consiste à étudier l’impact de la granulométrie sur
la flottation du concentré pyrrhotite afin d’éliminer une très bonne partie des fractions fines et
des schlamms.
Pour atteindre cet objectif, nous avons scindé le rapport en 6 chapitres :
Chapitre I :
Ce chapitre a été divisé en trois parties. La première partie a été consacrée à la
présentation de MANAGEM, CMG et l’amont acide en tant qu’organisme d’accueil. La
deuxième partie où l’on fait le tour d’horizon de la bibliographie sur la flottation ainsi que le
fonctionnement d’un hydrocyclone. Enfin, une troisième partie qui explicite le processus de la
valorisation du minerai polymétallique.
Chapitre II :
Afin de justifier le besoin de conduire l’étude et ainsi développer une formulation claire
des finalités souhaitées, le deuxième chapitre comporte un diagnostic de l’existant.
Chapitre III :
Dans ce chapitre et dans l’ultime but de présenter une meilleure analyse du projet, nous
avons utilisé quelques outils d’analyse au système étudié. L’objectif était d’élucider par cette
analyse les différents aspects de la problématique pour en faire émerger les finalités qui
justifient le besoin de conduire une telle étude.
2
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre IV :
Afin de pallier aux problèmes cités dans les chapitres précédents, nous avons choisi
l’hydrocyclone comme solution pour garantir la récupération des grosses particules dans le
concentré pyrrhotite et d’éliminer une bonne partie des schlamms.
Lors de ce chapitre, nous avons dimensionné l’hydrocyclone et avons construit une feuille
de calcul sous Excel qui pourra fournir les dimensions nécessaires à la fabrication d’un tel
système.
Chapitre V :
Ce chapitre a été consacré à la description de la procédure utilisée pour effectuer les
travaux expérimentaux afin de générer les données nécessaires dans le cadre du projet. Le
chapitre a été divisé en quatre parties. Dans la première partie, nous avons décrit les
caractéristiques techniques du montage expérimental. Dans la deuxième partie, nous avons
présenté une revue de la littérature sur les performances de la classification, le déroulement
des travaux effectués ainsi que les résultats obtenus qui ont été décrits dans la troisième
partie. Lors de la dernière partie, nous avons analysé et interprété les résultats obtenus.
Chapitre VI :
Ce chapitre clôt le rapport et évalue la rentabilité du projet avant de se lancer dans son
investissement. Pour ce faire, afin de faire un choix judicieux et prendre des décisions
pertinentes adaptées aux objectifs stratégiques de l’entreprise, nous avons calculé le budget
nécessaire à la réalisation du projet et son impact sur le chiffre d’affaires de la société.
3
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre I : contexte général du projet
Introduction :
Le présent chapitre se décline en trois parties. La première partie
se veut une présentation de MANAGEM, CMG et l’amont acide
en tant qu’organisme d’accueil. La deuxième partie présente une
revue de la littérature sur la flottation ainsi que le fonctionnement
d’un hydrocyclone. Enfin, une troisième partie qui explicite le
processus de la valorisation du minerai polymétallique.
Chapitre I : contexte général du projet
4
Rapport PIFE réalisé par : HMOUDOU Rahma
I. Présentation de l’organisme d’accueil :
I.1 Le groupe SNI :
Le Groupe ONA, abréviation d’Omnium Nord Africain était, avant sa dissolution en
2010, le premier groupe industriel et financier privé marocain. Crée en 1919 par des banques
sous forme d’une compagnie auxiliaire des transports. Il connaitra par la suite sa réelle
création en 1934 par l’entrepreneur français Jean Epinta. Dès sa marocanisation en 1980 et
grâce à une véritable stratégie industrielle, le groupe ONA commence à investir dans les
secteurs porteurs de l’économie du royaume.
Avec plus de 25000 collaborateurs et un chiffre d’affaires annuel près de 26 milliards de
dirhams, ONA est un leader groupe industriel et financier marocain.
Opérant au Maroc, en France et en Afrique subsaharienne, le groupe ONA est constitué
d’un holding et de sociétés organisées en quatre métiers stratégiques : Mines & Matériaux de
Construction, Agro-alimentaire & Boissons, Distribution et Activités financières.
Sa position de leader, ses valeurs et ses principes de management en font l’un des
principaux moteurs de modernisation de l’économie marocaine et de développement du
progrès social.
En juillet 1999, ONA prend le contrôle de la Société National et de l’Investissement (SNI)
cette acquisition lui permet de multiples opportunités de synergie et constitue un levier
efficace pour le développement de nouveaux projets industriels.
En Mars 2010 la décision a été prise de fusionner la SNI et le groupe ONA, suite à cette
fusion d’absorption achevée juridiquement le 31 décembre 2010, le groupe MANAGEM est
devenu filiale de la SNI. Conscient du potentiel du secteur minier, il a regroupé l'ensemble de
ces participations de façon à optimiser l'ensemble des compétences au sein du groupe.
I.2 MANAGEM :
MANAGEM est la filiale du groupe SNI chargé de l’industrie minière. Présent au niveau
national et international, MANAGEM développe son activité autour de deux principaux
métiers : la mine et l'hydrométallurgie.
Chapitre I : contexte général du projet
5
Rapport PIFE réalisé par : HMOUDOU Rahma
I.2.1 L’exploitation minière :
Dans le domaine de la mine, MANAGEM exploite plusieurs gisements. Il produit des
concentrés aussi variés que le cobalt, zinc, plomb, cuivre, fluorine et des métaux précieux à
savoir l’or et l’argent.
Le développement minier de MANAGEM se poursuit à travers plusieurs projets au Maroc
et à l’international notamment en Afrique.
I.2.2 L’hydrométallurgie :
Dans le domaine de l’hydrométallurgie, MANAGEM s’est spécialisé dans le traitement de
matières complexes et dans la production de cathodes de cobalt et de spécialités chimiques à
forte valeur ajoutée comme l’oxyde de zinc, le sulfate de nickel et le trioxyde d’arsenic.
Le groupe s’appuie sur ses équipes du centre de recherche et de l’ingénierie pour
poursuivre son développement dans ce métier.
I.2.3 Les services de MANAGEM :
MANAGEM a étendue son savoir-faire en s’appuyant sur deux entités REMINEX et
TECHSUB :
Reminex: spécialisée dans l’ingénierie, la recherche et l’exploitation,
Techsub : spécialisée dans les sondages et les travaux souterrains.
Ces deux filiales, disposant de moyens techniques évolués et de ressources humaines
qualifiées, constituant un puissant outil de développement pour MANAGEM. Elles assurent
également des prestations à l’extérieur de MANAGEM, dans des projets industriels de taille.
I.2.4 Filiales de MANAGEM :
CMG : (Compagnie Minière des Guemassa) détenue à 77% par MANAGEM.
Créée en 1988, CMG exploite le gisement polymétallique de Hajjar situé à 30 Km de
Marrakech. Depuis 1992, la société exploite des concentrés de zinc, de plomb et de cuivre. En
2004, CMG a mis en exploitation le gisement polymétallique de Draâ Lasfar, à 15 km de
Marrakech, pour renforcer et soutenir la production du site de Hajjar.
Chapitre I : contexte général du projet
6
Rapport PIFE réalisé par : HMOUDOU Rahma
CTT : (Compagnie de TifnoutTighanimine) détenue à 100% par MANAGEM.
Implantée à 120 kilomètres au sud de la ville d’Ouarzazate, la CTT Bou-Azzer est l’une des
plus anciennes mines de MANAGEM. Son expérience, acquise depuis sa création en 1928,
est principalement dirigée vers la recherche, l’exploitation et le traitement du cobalt primaire.
Elle fournit les usines hydro de cobalt pour l’essentiel de leur approvisionnement en cobalt
concentré ou en haldes de cobalt.
SAMINE : (Société Anonyme d’Entreprises Minières) détenue à 100% par
MANAGEM.
Créée en 1974, Samine exploite le gisement d’El Hammam, situé à 80 Km de Meknès. Elle
compte parmi les premières entreprises minières productrices de fluorine dans le monde.
SMI : (Société Métallurgique d’Imiter, gisement d’argent), détenue à 74% par
MANAGEM.
Créée en 1969, la SMI est chargée de l’exploitation du gisement métallique d’argent d’Imiter,
situé à 150 kilomètres à l’est d’Ouarzazate. Elle produit des lingots d’argent métal d’une
pureté de 99,5%.
AGM : (Akka Gold Mining : Gisement d’or) détenue à 70% par MANAGEM.
Située à 280 kilomètres au sud-est d’Agadir, la société Akka Gold Mining extrait de l’or
métal du gisement aurifère d’Iourirn depuis 2001.
I.3 La compagnie minière des Guemassa :
I.3.1 Généralités :
La Compagnie Minière des Guemassa est une société anonyme au capital de 390.000.000
de DH. Elle a ouvert ses portes en février 1988. Elle est détenue à 77% par MANAGEM.
La Compagnie (CMG) fait partie du groupe ONA. Sur le plan international, la mine de
Guemassa occupe le sixième rang après Canada dans la production du concentré du Zinc avec
un tonnage annuel de 200.000 tonnes/an et elle figure parmi les dix premières mines
métalliques du monde. Elle exploite le gisement de HAJJAR, situé à 35 Km au sud-ouest de
Marrakech, depuis décembre 1992.
Chapitre I : contexte général du projet
7
Rapport PIFE réalisé par : HMOUDOU Rahma
La CMG assure ainsi l’extraction, le traitement et la commercialisation du minerai.
Le gisement du site de Hajjar a été découvert en 1984 par le Bureau de recherche et de
participation minière (BRPM) lors d’une campagne de recherche des amas sulfurés. Il s’agit
d’un gisement polymétallique (Plomb, Cuivre, Zinc, Argent) très important, considéré par sa
taille comme l’un des premiers au Maroc. Le gisement est relevé de teneurs intéressantes de
plomb sous forme de galène Pbs, de cuivre sous forme de chalcopyrite CuFeS2 et de zinc
sous forme de blende ZnS. On y trouve aussi d’autres éléments non exploitables (FeS2,
FeAsS, Ag,…). Les réserves sont estimées à 20 millions de tonnes. La CMG assure ainsi
l’extraction, le traitement et la commercialisation du minerai.
I.3.2 Historiques :
1984 – 1988 : Reconnaissance du gisement de GUEMASSA par le Bureau de Recherche et de
Participations Minières (BRPM).
1988 : Création de CMG détenue à 30% par le BRPM et 70% par ONA et transfert des 6
permis miniers du BRPM en faveur de CMG suite à la convention de Hajjar.
1989 : ONA, à travers sa filiale CMG mène des travaux de mise en valeur de la mine qui
aboutissent à une étude de faisabilité.
1992 : Construction des installations de la mine et début de l’exploitation du gisement
polymétallique de zinc, plomb, cuivre et argent de Hajjar.
1995: Transfert des participations de l’ONA dans CMG à MANAGEM.
1997 : Extension de l’usine de traitement de Guemassa portant sa capacité de 3 500 à 4 500
tonnes/jour.
1997 : Acquisition par CMG des permis Drâa Lasfar initialement détenus par le BRPM,
Reminex et Somifer. Les travaux d’exploration sur ce gisement avaient démarré en 1988 dans
le cadre de la convention entre ONA-Mines et le BRPM.
2000 : Acquisition de 60,34% de la société Akka Gold Mining qui fut créée en 1996 suite à
une convention entre le BRPM et MANAGEM sur le gisement aurifère d’Iourirn.
Lancement de l’étude de faisabilité de la mise en valeur des ressources polymétalliques de
Drâa Lasfar.
Signature d’une convention de gestion entre CMG et MANAGEM.
2001 : Lancement du projet Calamine qui consiste en la production d’oxyde de zinc.
Chapitre I : contexte général du projet
8
Rapport PIFE réalisé par : HMOUDOU Rahma
Finalisation de l’étude de faisabilité du projet polymétallique de Drâa Lasfar.
2002 : Accord du conseil d’administration en mars 2002 pour le lancement du projet Drâa
Lasfar. Début de la production de l’oxyde de zinc de haute pureté en septembre 2002.
Mai 2004 : Extension de l’usine pour une capacité de plus de 4000 t /j après le démarrage du
nouveau gisement de Draa Sfar situé à 50 km vers le nord du site des Guemassa et de
Tighardine situé vers le sud à 70 km du site minier.
Octobre 2010 : Démarrage du projet du grand aval de draa sfar (puits de 1100 m de
profondeur).
2011 : Développement du projet AMENSSIF.
2012 : Démarrage du projet cupifère de Draa Sfar Nord.
I.3.3 Situation géographique :
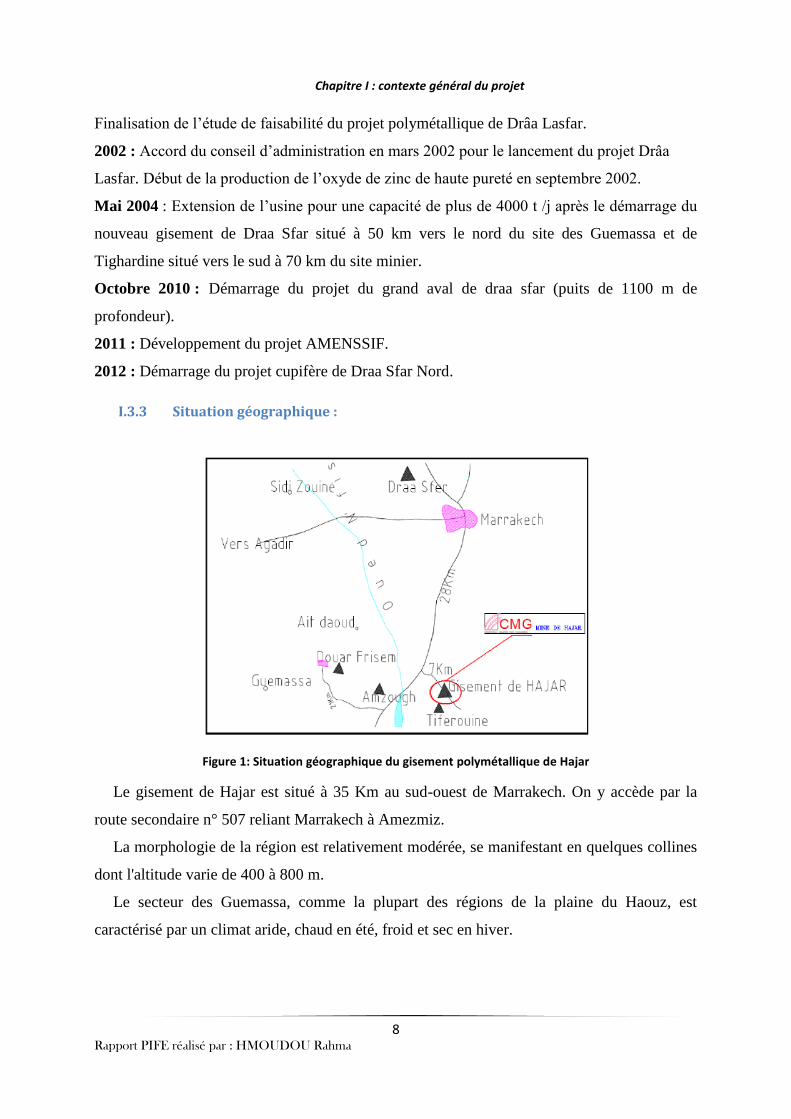
Figure 1: Situation géographique du gisement polymétallique de Hajar
Le gisement de Hajar est situé à 35 Km au sud-ouest de Marrakech. On y accède par la
route secondaire n° 507 reliant Marrakech à Amezmiz.
La morphologie de la région est relativement modérée, se manifestant en quelques collines
dont l'altitude varie de 400 à 800 m.
Le secteur des Guemassa, comme la plupart des régions de la plaine du Haouz, est
caractérisé par un climat aride, chaud en été, froid et sec en hiver.
Chapitre I : contexte général du projet
9
Rapport PIFE réalisé par : HMOUDOU Rahma
I.4 Présentation de l’unité amont acide :
Créée en 2012, cette unité permet de produire à partir des rejets de la mine un concentré
de pyrrhotite, matière première de l’usine d’acide sulfurique. Cette dernière présente
l’avantage de répondre à un double objectif qui est à la fois économique puisqu’elle génère
d’autres produits marchands, notamment l’oxyde de fer et l’énergie électrique, et
environnementale dans la mesure où elle permet de traiter les rejets de la mine.
La concentration de la pyrrhotite se faisait initialement par séparation magnétique en
récupérant la matière première directement de la digue CMG. Cette variante a connu
beaucoup de limitations en termes de cadence de production (180 tonnes humides par jour) et
de coût de revient. En conséquence, il y a eu recours à la flottation qui a permis d’atteindre
une cadence de 500 tonnes humides par jour.
II. Etude bibliographique :
II.1 Concassage :
La fragmentation des solides dans le cadre de l’enrichissement des minerais regroupe un
ensemble de techniques ayant pour but de réduire, par action mécanique externe, un solide, de
volume donné en éléments de volume plus petit. Elle a pour but de libérer, dans le matériau
hétérogène qui constitue généralement une roche, les éléments valorisables, les minéraux de
la gangue, ou de réduire une matière minérale donnée à des dimensions dictées par
l’utilisation. Outre ces objectifs primordiaux, la fragmentation peut avoir pour but de réduire
la matière à des dimensions facilitant sa manutention et son conditionnement
II.2 Broyage
Le broyage est une étape du traitement minéralurgique, car c’est la première étape de la
chaine de procédé de séparation. Le broyage intervient à deux niveaux : un niveau physique
de fragmentation du minerai et un niveau physico-chimique de conditionnement des surfaces
minérales. Le broyage se fait généralement en deux étapes : une étape de fragmentation (avec
broyeur à barres ou à boulet) et une étape de classification (avec un hydrocyclone ou un tamis
vibrant).
Chapitre I : contexte général du projet
10
Rapport PIFE réalisé par : HMOUDOU Rahma
Dans un premier temps, nous aborderons l’aspect fragmentation du broyage. La
distribution granulométrique de sortie de l’étape de broyage joue un rôle très important pour
la récupération des minéraux par flottation. Dans un second temps, les implications
superficielles du conditionnement physico-chimique du broyage pour les sulfures de fer.
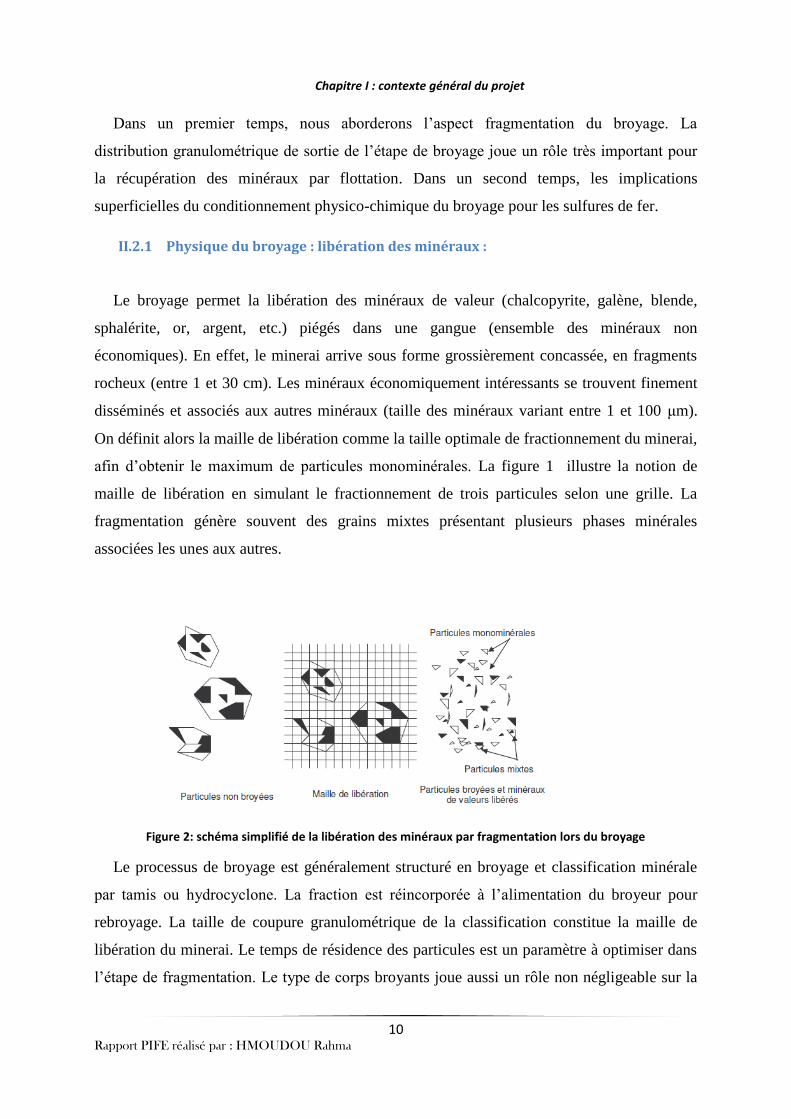
II.2.1 Physique du broyage : libération des minéraux :
Le broyage permet la libération des minéraux de valeur (chalcopyrite, galène, blende,
sphalérite, or, argent, etc.) piégés dans une gangue (ensemble des minéraux non
économiques). En effet, le minerai arrive sous forme grossièrement concassée, en fragments
rocheux (entre 1 et 30 cm). Les minéraux économiquement intéressants se trouvent finement
disséminés et associés aux autres minéraux (taille des minéraux variant entre 1 et 100 m).
On définit alors la maille de libération comme la taille optimale de fractionnement du minerai,
afin d’obtenir le maximum de particules monominérales. La figure 1 illustre la notion de
maille de libération en simulant le fractionnement de trois particules selon une grille. La
fragmentation génère souvent des grains mixtes présentant plusieurs phases minérales
associées les unes aux autres.
Figure 2: schéma simplifié de la libération des minéraux par fragmentation lors du broyage
Le processus de broyage est généralement structuré en broyage et classification minérale
par tamis ou hydrocyclone. La fraction est réincorporée à l’alimentation du broyeur pour
rebroyage. La taille de coupure granulométrique de la classification constitue la maille de
libération du minerai. Le temps de résidence des particules est un paramètre à optimiser dans
l’étape de fragmentation. Le type de corps broyants joue aussi un rôle non négligeable sur la
Chapitre I : contexte général du projet
11
Rapport PIFE réalisé par : HMOUDOU Rahma
distribution granulométrique de sortie de broyeur. Plusieurs formes de corps broyants sont
utilisées actuellement ; la petite taille de corps broyants détermine la finesse de la
granulométrie de sortie, des corps broyants de différentes tailles (notamment dans le cas des
boulets) sont aussi utilisés pour améliorer la fragmentation :
Les barres : rapport de réduction de 1/30 à 1/100 ;
Les boulets : rapport de réduction de 1/500 ;
Les tuques : rapport de réduction d’environ 1/500.
La nature des corps broyants intervient peu dans la fragmentation du minerai, mais elle est
très importante dans la physico-chimie du broyage, sujet qui sera discuté dans la partie
suivante.
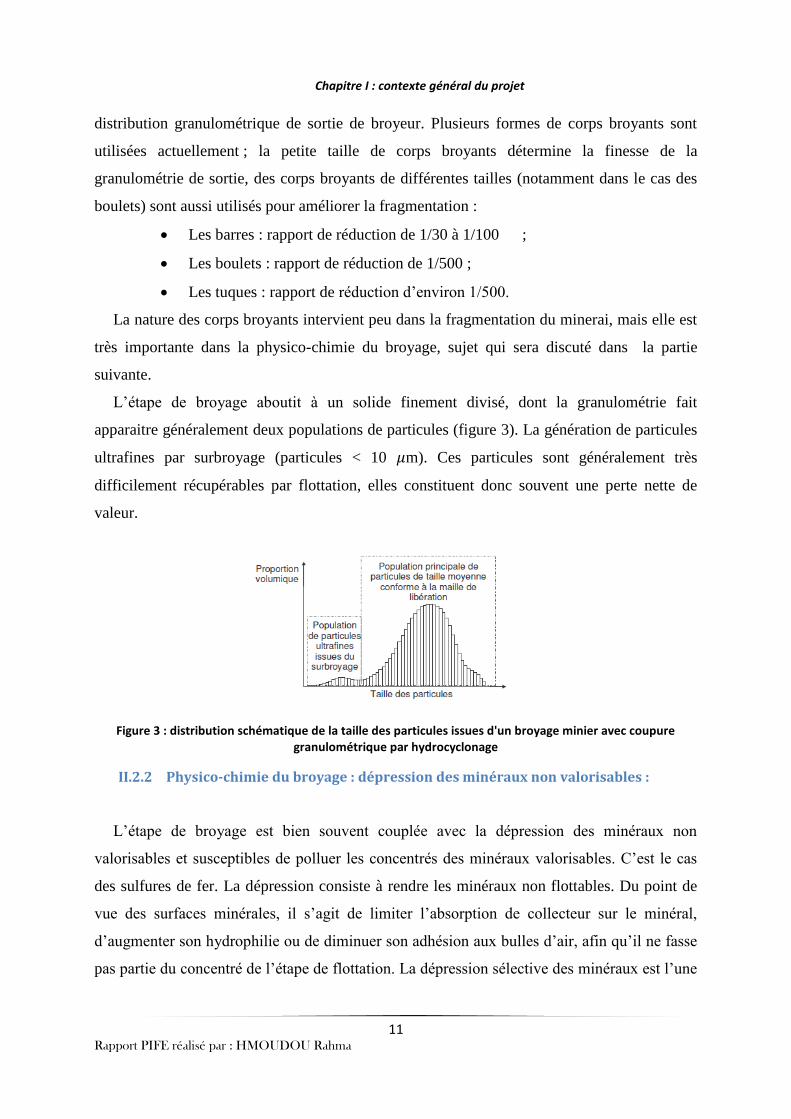
L’étape de broyage aboutit à un solide finement divisé, dont la granulométrie fait
apparaitre généralement deux populations de particules (figure 3). La génération de particules
ultrafines par surbroyage (particules < 10 m). Ces particules sont généralement très
difficilement récupérables par flottation, elles constituent donc souvent une perte nette de
valeur.
Figure 3 : distribution schématique de la taille des particules issues d'un broyage minier avec coupure granulométrique par hydrocyclonage
II.2.2 Physico-chimie du broyage : dépression des minéraux non valorisables :
L’étape de broyage est bien souvent couplée avec la dépression des minéraux non
valorisables et susceptibles de polluer les concentrés des minéraux valorisables. C’est le cas
des sulfures de fer. La dépression consiste à rendre les minéraux non flottables. Du point de
vue des surfaces minérales, il s’agit de limiter l’absorption de collecteur sur le minéral,
d’augmenter son hydrophilie ou de diminuer son adhésion aux bulles d’air, afin qu’il ne fasse
pas partie du concentré de l’étape de flottation. La dépression sélective des minéraux est l’une
Chapitre I : contexte général du projet
12
Rapport PIFE réalisé par : HMOUDOU Rahma
des clés de la récupération sélective par flottation. Les minéraux économiquement
intéressants, qui seront récupérés pendant l’étape de flottation, sont les sulfures de plomb, de
cuivre et de zinc.
La plupart des minéraux sont naturellement hydrophiles et ne flottent pas facilement. Les
minéraux susceptibles de contaminer les concentrés sulfures de plomb, de cuivre et de zinc
pendant leur flottation sont essentiellement les sulfures de fer, pyrite et pyrrhotite. La
dépression des sulfures de fer se pratique pendant le broyage des minéraux en milieu aqueux,
car leur réactivité de surface est plus importante à cette étape du traitement minéralurgique.
Tous les minéraux ne possèdent pas la même réactivité. Les sulfures sont les minéraux les
plus réactifs.
Les mécanismes mis en jeu lors de la dépression des sulfures de fer, dépendent de
nombreux paramètres : nature des corps broyants ; PH de la solution et composition de la
solution.
II.3 Flottation :
II.3.1 Objectif de la flottation :
La flottation est un procédé de séparation qui suit l'exploitation d'un minerai et sa
fragmentation. La flottation précède les opérations d'épaississage et de séchage des concentrés
et permet de séparer les minéraux de valeur de la gangue comme peut le faire un procédé de
séparation gravimétrique. L'objectif de la flottation est de concentrer un minéral de valeur,
souvent en faible concentration dans le minerai traité, tout en maintenant un rendement
optimum. La problématique industrielle, qui représente le défi de l'ingénieur métallurgiste, est
de déterminer les conditions opératoires qui vont permettre d'obtenir des résultats en
récupération et en teneur qui maximisent le rendement économique de l'usine.
II.3.2 Principe de la flottation :
La flottation est une technique de minéralurgie qui différentie les minéraux hydrophiles des
minéraux hydrophobes. Dans un réacteur, la pulpe minérale est mise en contact avec des
bulles de gaz, généralement de l’air. Les minéraux hydrophobes adhèrent aux bulles de gaz et
remontent à la surface du réacteur. Deux types de flottation sont envisageables :
Chapitre I : contexte général du projet
13
Rapport PIFE réalisé par : HMOUDOU Rahma
La flottation en banc, dans laquelle les minéraux non flottés passent d’un réacteur à
l’autre pour épuiser la pulpe en minéraux hydrophobes. Elle est la plus ancienne et la plus
utilisée par l’industrie minière.
La flottation en colonne, dans laquelle la pulpe est injectée par le haut de la colonne et
les bulles d’air par le bas.
Dans un banc de flottation, la collision entre minéral et bulles d’air se fait juste avant
l’injection dans le réacteur de séparation, où les bulles remontent à la surface. L’attachement
du minéral à la bulle dépend de l’hydrophobie des surfaces du minéral, mais aussi, des
conditions hydrodynamiques, lors de l’injection et lors de la remontée en surface.
Généralement, de petites bulles sont préférables car elles provoquent peu de turulence.
L’utilisation d’un moussant permet de stabiliser les bulles et de diminuer leur coalescence. Il
arrive parfois que des minéraux de la gangue se retrouvent dans le concentré de flottation,
sous l’effet de l’entrainement causé par la remontée massive des bulles d’air ou par la réelle
flottation de minéraux activés accidentellement ou mal déprimés, et qui ont adsorbé du
collecteur.
Physico-chimie du conditionnement. Il s’agit de rendre les surfaces des minéraux
valorisables le plus hydrophobe possible. L’ajout de réactifs est généralement souhaitable.
Des réactifs inorganiques sont généralement utilisés pour activer les surfaces minérales vis-
à-vis de l’adsorption de collecteur. Puis, un composé organique est adsorbé en surface du
sulfure. Ce dernier constitue la molécule directement responsable de l’hydrophobie ;
Physique de la collision. Les particules sont mises en contact avec les bulles d’air, et
leur rencontre donne lieu à une liaison forte dans le cas des particules minérales
suffisamment hydrophobes ;
Chimie de l’adhésion. Le lien bulle-particule est mis à contribution dans la remontée
de la bulle. Plus l’hydrophobie du minéral sera forte, plus le lien sera solide et plus la
particule sera susceptible d’être récupérée dans le concentré de la flottation.

Chapitre I : contexte général du projet
14
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 4 : schéma des principales interactions pendant la flottation minérale
II.3.3 Adsorption de collecteur :
Pour faciliter la récupération sélective des sulfures de valeur, la grande majorité des
flottations se font après adsorption d’un collecteur. Il s’agit d’une molécule organique qui
présente une polarité : une tête plutôt hydrophile qui va se fixer sur le minéral, et une chaine
aliphatique plus ou moins longue, qui va contribuer aux propriétés hydrophobes de la surface
du minéral. La nature de ces surfactants est variée ; les plus courants pour les sulfures sont les
xanthates, mais il est possible d’utiliser des dithiophosphates, des dithiocarbamates, des
thionocarbamates, des mercaptobenzotizole ou bien encore des amines acétates. Les xanthates
ayant été reconnus comme les collecteurs les mieux adaptés à la flottation des sulfures.
II.3.4 Addition d’un agent moussant :
Quand les surfaces minérales ont été rendues hydrophobes par ajout de collecteur, l’étape
suivante de la flottation est la collision avec les bulles de gaz. Ces dernières ont une tendance
Chapitre I : contexte général du projet
15
Rapport PIFE réalisé par : HMOUDOU Rahma
naturelle de s’agglomérer (phénomène de coalescence). La coalescence des bulles de gaz est
diminuée par l’ajout d’un agent moussant. Idéalement, l’agent moussant n’agit que sur la
phase liquide et il n’entre pas en interaction avec la surface des minéraux. En pratique, les
interactions sont possibles entre agent moussant et minéraux de même qu’entre agent
moussant et réactifs de flottation.
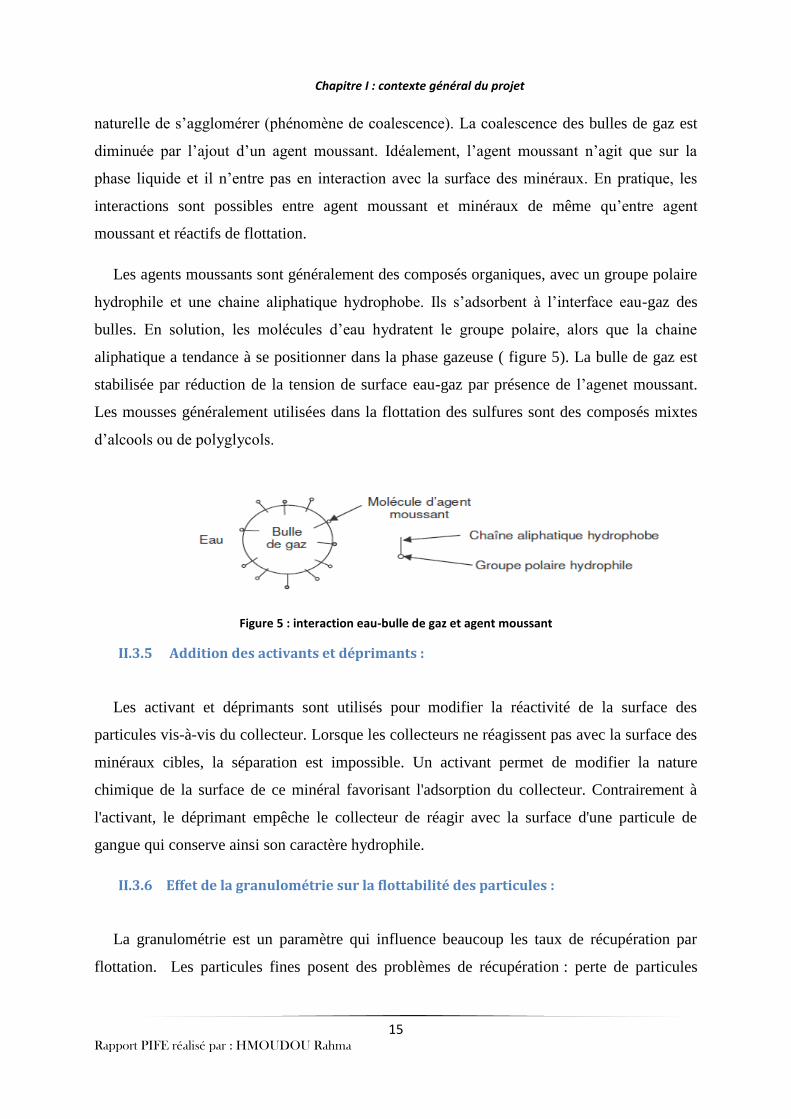
Les agents moussants sont généralement des composés organiques, avec un groupe polaire
hydrophile et une chaine aliphatique hydrophobe. Ils s’adsorbent à l’interface eau-gaz des
bulles. En solution, les molécules d’eau hydratent le groupe polaire, alors que la chaine
aliphatique a tendance à se positionner dans la phase gazeuse ( figure 5). La bulle de gaz est
stabilisée par réduction de la tension de surface eau-gaz par présence de l’agenet moussant.
Les mousses généralement utilisées dans la flottation des sulfures sont des composés mixtes
d’alcools ou de polyglycols.
Figure 5 : interaction eau-bulle de gaz et agent moussant
II.3.5 Addition des activants et déprimants :
Les activant et déprimants sont utilisés pour modifier la réactivité de la surface des
particules vis-à-vis du collecteur. Lorsque les collecteurs ne réagissent pas avec la surface des
minéraux cibles, la séparation est impossible. Un activant permet de modifier la nature
chimique de la surface de ce minéral favorisant l'adsorption du collecteur. Contrairement à
l'activant, le déprimant empêche le collecteur de réagir avec la surface d'une particule de
gangue qui conserve ainsi son caractère hydrophile.
II.3.6 Effet de la granulométrie sur la flottabilité des particules :
La granulométrie est un paramètre qui influence beaucoup les taux de récupération par
flottation. Les particules fines posent des problèmes de récupération : perte de particules
Chapitre I : contexte général du projet
16
Rapport PIFE réalisé par : HMOUDOU Rahma
fines valorisables ou entrainement de particules fines de la gangue et contamination du
concentré. De même, les grosses particules ne sont pas flottées par les bulles d’air, en raison
de leur masse élevée.
II.4 Les systèmes de classification :
II.4.1 Classificateurs gravitationnels :
II.4.1.1 Classificateurs à simple sédimentation :
Classificateurs mécaniques :
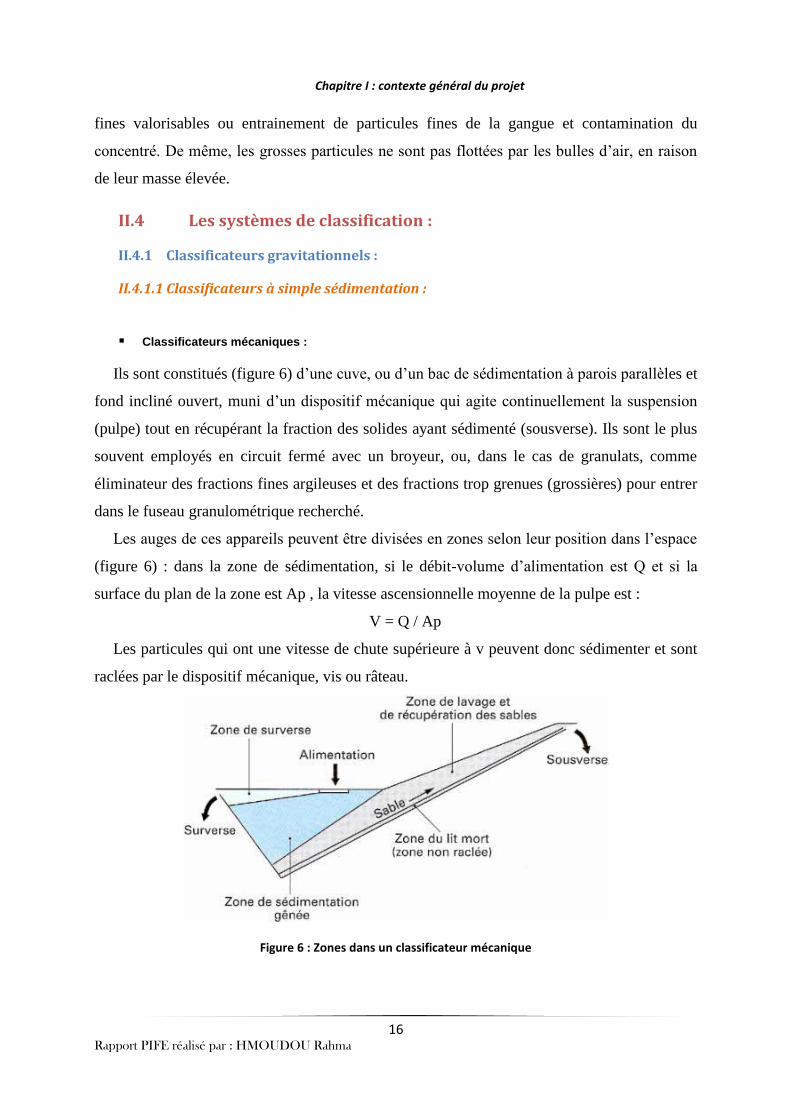
Ils sont constitués (figure 6) d’une cuve, ou d’un bac de sédimentation à parois parallèles et
fond incliné ouvert, muni d’un dispositif mécanique qui agite continuellement la suspension
(pulpe) tout en récupérant la fraction des solides ayant sédimenté (sousverse). Ils sont le plus
souvent employés en circuit fermé avec un broyeur, ou, dans le cas de granulats, comme
éliminateur des fractions fines argileuses et des fractions trop grenues (grossières) pour entrer
dans le fuseau granulométrique recherché.
Les auges de ces appareils peuvent être divisées en zones selon leur position dans l’espace
(figure 6) : dans la zone de sédimentation, si le débit-volume d’alimentation est Q et si la
surface du plan de la zone est Ap , la vitesse ascensionnelle moyenne de la pulpe est :
V = Q / Ap
Les particules qui ont une vitesse de chute supérieure à v peuvent donc sédimenter et sont
raclées par le dispositif mécanique, vis ou râteau.
Figure 6 : Zones dans un classificateur mécanique
Chapitre I : contexte général du projet
17
Rapport PIFE réalisé par : HMOUDOU Rahma
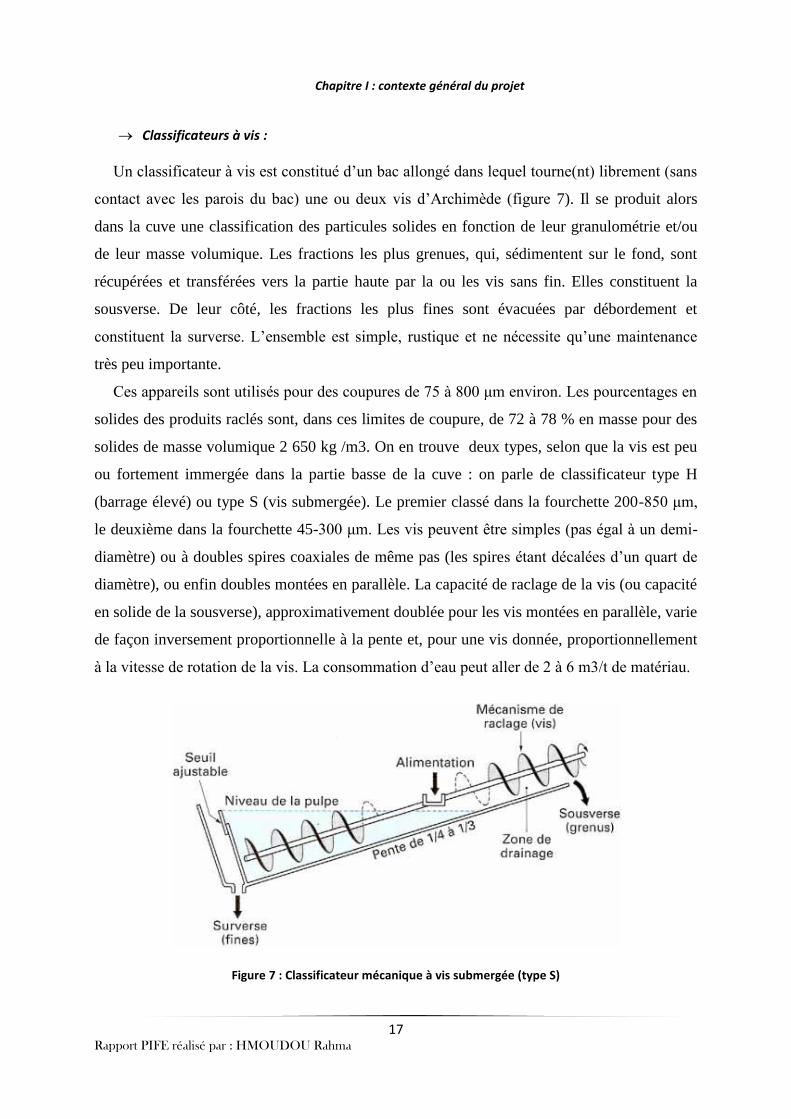
Classificateurs à vis :
Un classificateur à vis est constitué d’un bac allongé dans lequel tourne(nt) librement (sans
contact avec les parois du bac) une ou deux vis d’Archimède (figure 7). Il se produit alors
dans la cuve une classification des particules solides en fonction de leur granulométrie et/ou
de leur masse volumique. Les fractions les plus grenues, qui, sédimentent sur le fond, sont
récupérées et transférées vers la partie haute par la ou les vis sans fin. Elles constituent la
sousverse. De leur côté, les fractions les plus fines sont évacuées par débordement et
constituent la surverse. L’ensemble est simple, rustique et ne nécessite qu’une maintenance
très peu importante.
Ces appareils sont utilisés pour des coupures de 75 à 800 m environ. Les pourcentages en
solides des produits raclés sont, dans ces limites de coupure, de 72 à 78 % en masse pour des
solides de masse volumique 2 650 kg /m3. On en trouve deux types, selon que la vis est peu
ou fortement immergée dans la partie basse de la cuve : on parle de classificateur type H
(barrage élevé) ou type S (vis submergée). Le premier classé dans la fourchette 200-850 m,
le deuxième dans la fourchette 45-300 m. Les vis peuvent être simples (pas égal à un demi-
diamètre) ou à doubles spires coaxiales de même pas (les spires étant décalées d’un quart de
diamètre), ou enfin doubles montées en parallèle. La capacité de raclage de la vis (ou capacité
en solide de la sousverse), approximativement doublée pour les vis montées en parallèle, varie
de façon inversement proportionnelle à la pente et, pour une vis donnée, proportionnellement
à la vitesse de rotation de la vis. La consommation d’eau peut aller de 2 à 6 m3/t de matériau.
Figure 7 : Classificateur mécanique à vis submergée (type S)
Chapitre I : contexte général du projet
18
Rapport PIFE réalisé par : HMOUDOU Rahma
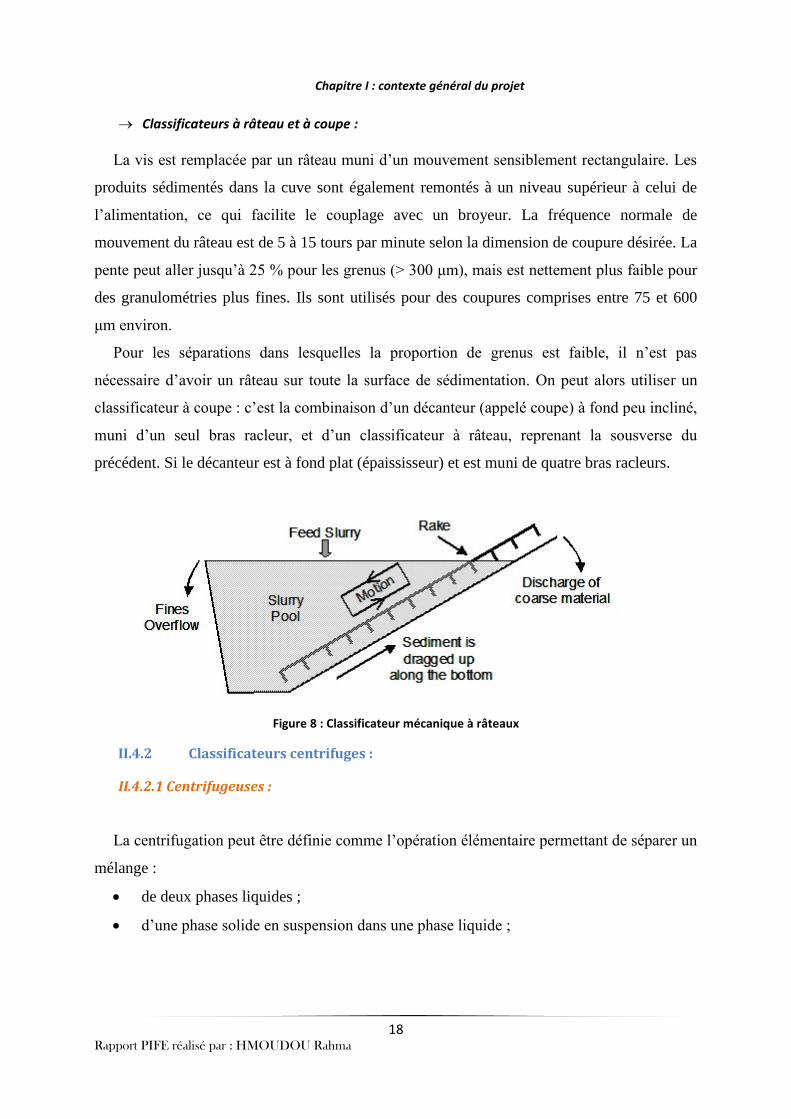
Classificateurs à râteau et à coupe :
La vis est remplacée par un râteau muni d’un mouvement sensiblement rectangulaire. Les
produits sédimentés dans la cuve sont également remontés à un niveau supérieur à celui de
l’alimentation, ce qui facilite le couplage avec un broyeur. La fréquence normale de
mouvement du râteau est de 5 à 15 tours par minute selon la dimension de coupure désirée. La
pente peut aller jusqu’à 25 % pour les grenus (> 300 m), mais est nettement plus faible pour
des granulométries plus fines. Ils sont utilisés pour des coupures comprises entre 75 et 600
m environ.
Pour les séparations dans lesquelles la proportion de grenus est faible, il n’est pas
nécessaire d’avoir un râteau sur toute la surface de sédimentation. On peut alors utiliser un
classificateur à coupe : c’est la combinaison d’un décanteur (appelé coupe) à fond peu incliné,
muni d’un seul bras racleur, et d’un classificateur à râteau, reprenant la sousverse du
précédent. Si le décanteur est à fond plat (épaississeur) et est muni de quatre bras racleurs.
Figure 8 : Classificateur mécanique à râteaux
II.4.2 Classificateurs centrifuges :
II.4.2.1 Centrifugeuses :
La centrifugation peut être définie comme l’opération élémentaire permettant de séparer un
mélange :
de deux phases liquides ;
d’une phase solide en suspension dans une phase liquide ;
Chapitre I : contexte général du projet
19
Rapport PIFE réalisé par : HMOUDOU Rahma
de deux phases liquides contenant une troisième phase solide ; par l’action d’une force
centrifuge appliquée aux constituants, le mélange étant entraîné en rotation au moyen d’un
appareil appelé centrifugeuse.
Si les particules à classer sont très petites, les forces intervenant dans la classification
hydraulique deviennent trop faibles, même dans le cas des cyclones. Il faut donc pouvoir les
augmenter encore par une action plus importante de la force centrifuge. L’accélération
développée doit pouvoir atteindre plusieurs centaines et même plusieurs milliers de fois
l’accélération due à la pesanteur g pour que les forces soient suffisantes pour agir sur des
particules microniques
(< 5 m).
Les centrifugeuses répondent à ce besoin. Elles peuvent être de filtration (permettant de
réaliser des coupures de l’ordre de 5 m à travers leurs parois et le gâteau de solides
centrifugés) ou de décantation (la coupure peut alors descendre jusqu’à 0,5 m) et délivrent
des liquides clarifiés. Leur fonctionnement peut être continu, semi-continu ou discontinu.
Selon les procédés de déchargement des produits, elles peuvent admettre des suspensions
contenant de 1 à 25 % en masse de solides avec des débits unitaires pouvant atteindre 200
m3/h.
II.4.2.2 Hydrocyclone :
Dans cette partie, on identifie d'abord les différentes composantes entrant dans la
conception d'un hydrocyclone, ensuite on décrit le principe d'opération d'un hydrocyclone,
puis l'écoulement de la matière à l'intérieur de celui-ci et enfin les zones de classification des
particules.
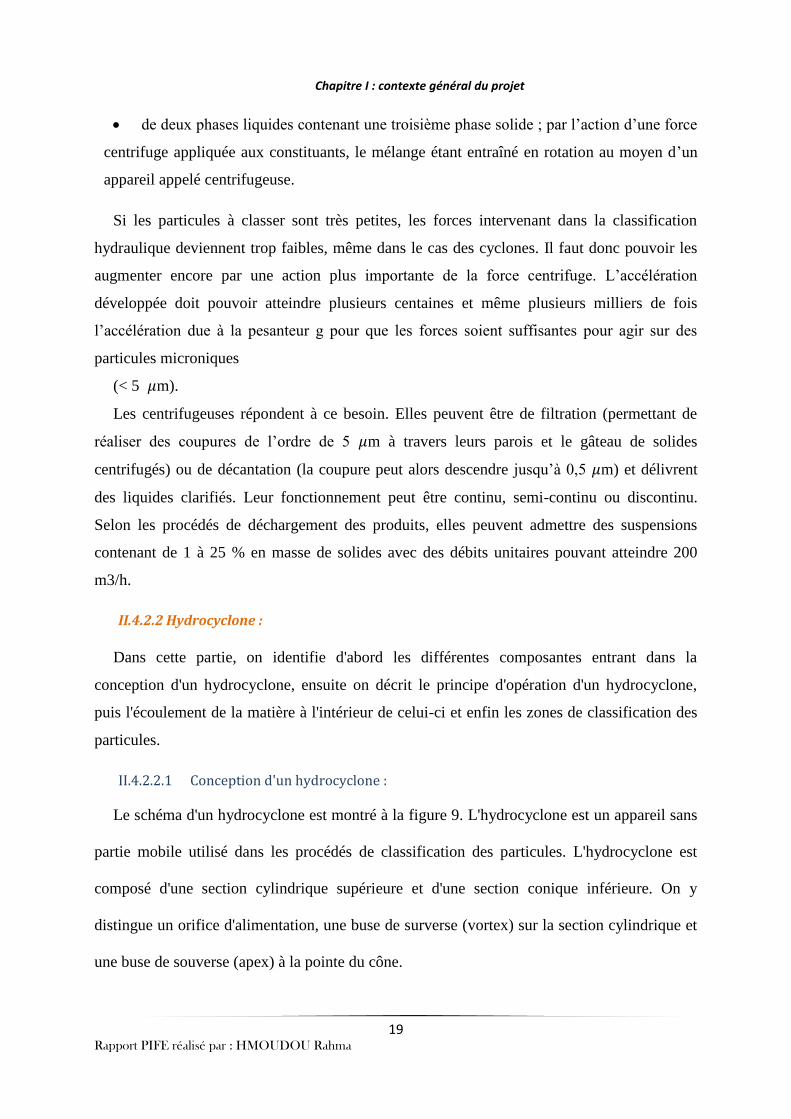
II.4.2.2.1 Conception d'un hydrocyclone :
Le schéma d'un hydrocyclone est montré à la figure 9. L'hydrocyclone est un appareil sans
partie mobile utilisé dans les procédés de classification des particules. L'hydrocyclone est
composé d'une section cylindrique supérieure et d'une section conique inférieure. On y
distingue un orifice d'alimentation, une buse de surverse (vortex) sur la section cylindrique et
une buse de souverse (apex) à la pointe du cône.
Chapitre I : contexte général du projet
20
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 9: Conception d'un hydrocyclone
La surface intérieure de l'hydrocyclone est protégée par un revêtement en caoutchouc afin
d'éviter l'usure due à l'abrasion par les particules de minerai. Des gammes d'apex et vortex
interchangeables peuvent être installées sur l'hydrocyclone pour ajuster l'opération au matériel
traité et à l'objectif de la classification. L'effet du choix de l'apex et du vortex est discuté plus
en détail à la section II.4.2.2.1.
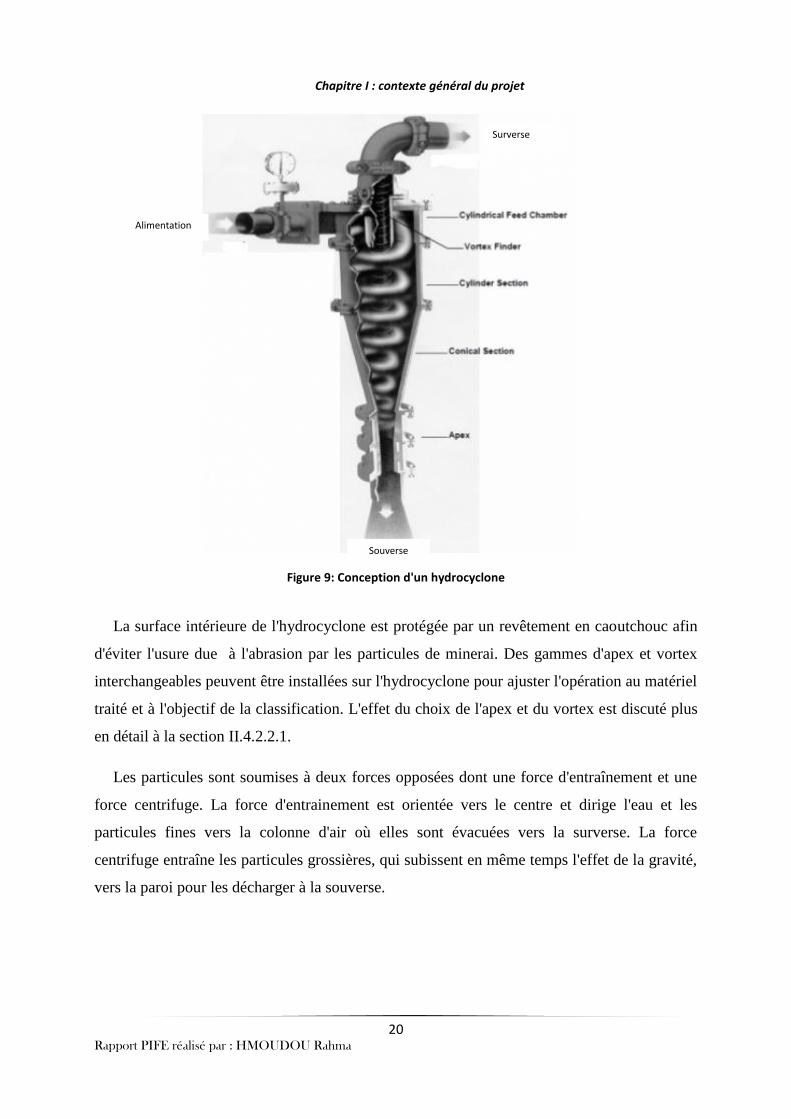
Les particules sont soumises à deux forces opposées dont une force d'entraînement et une
force centrifuge. La force d'entrainement est orientée vers le centre et dirige l'eau et les
particules fines vers la colonne d'air où elles sont évacuées vers la surverse. La force
centrifuge entraîne les particules grossières, qui subissent en même temps l'effet de la gravité,
vers la paroi pour les décharger à la souverse.
Alimentation
Surverse
Souverse
Chapitre I : contexte général du projet
21
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 10: Écoulement à l'intérieur d'un hydrocyclone
II.4.2.2.2 Ecoulement de la matière dans un hydrocyclone :
Les premiers travaux publiés sur les hydrocyclones furent des études portant sur la
compréhension de l'écoulement fluide à l'intérieur d'un hydrocyclone. Les travaux de Kelsall
portaient sur le suivi microscopique de fines particules d'aluminium illuminées en rotation
dans une pulpe. Puisque la pulpe est introduite tangentiellement dans l'hydrocyclone les
particules sont soumises à une force centrifuge donnant naissance à des composantes de
vitesse tangentielle, axiale et radiale. Des chercheurs ont tenté d'étudier ces différentes
composantes par des simulations par éléments finis et par des mesures tomographiques.
Malgré de nombreuses publications sur le sujet, les rôles de ces trois vitesses sont encore mal
compris. Cependant, les observations de Cilliers (15) et Castro (16) confirment que pour une
particule en mouvement :
La composante tangentielle croit vers l'axe du cylindre pour atteindre son maximum
vers la colonne d'air, ensuite elle décroit vers la paroi de l'hydrocyclone.
La composante axiale diminue lorsque la particule est proche de la paroi de
l'hydrocyclone et elle augmente quand la particule s'approche de la colonne d'air;
La composante radiale, de faible amplitude par rapport aux composantes axiale et
tangentielle, est dirigée vers le centre de l'hydrocyclone et croit vers l'apex.
En adoptant cette approche, ces auteurs donnent une idée sur la séparation et l'évacuation
des particules. Ils rapportent que les particules introduites dans l'hydrocyclone sont soumises
à l'une de ces formes de vitesse (tangentielle, axiale ou radiale) dépendamment de leur masse.
Chapitre I : contexte général du projet
22
Rapport PIFE réalisé par : HMOUDOU Rahma
Une investigation menée par Concha, à partir des travaux antérieurs (Kelsall, Knowles,
Rajamani, Xu, Hwang), révèle que c'est la composante tangentielle qui génère la force
centrifuge responsable de la séparation entre les particules fines et grossières. Quand aux
composantes axiale et radiale on suppose un mouvement identique entre les particules fines et
l'eau.
Le comportement d'une particule dépend donc d'un bilan de forces, dont la résultante est le
passage de la particule en surverse ou en souverse. Les particules grossières sont
principalement soumises à la force centrifuge et la force de gravité et migrent vers la paroi de
l'hydrocyclone pour descendre vers l'apex. Les particules fines sont d'abord dirigées
radialement vers le centre par la force d'entrainement, ensuite elles progressent verticalement
le long de l'axe du cylindre à travers la colonne d'air pour être évacuées à la surverse.
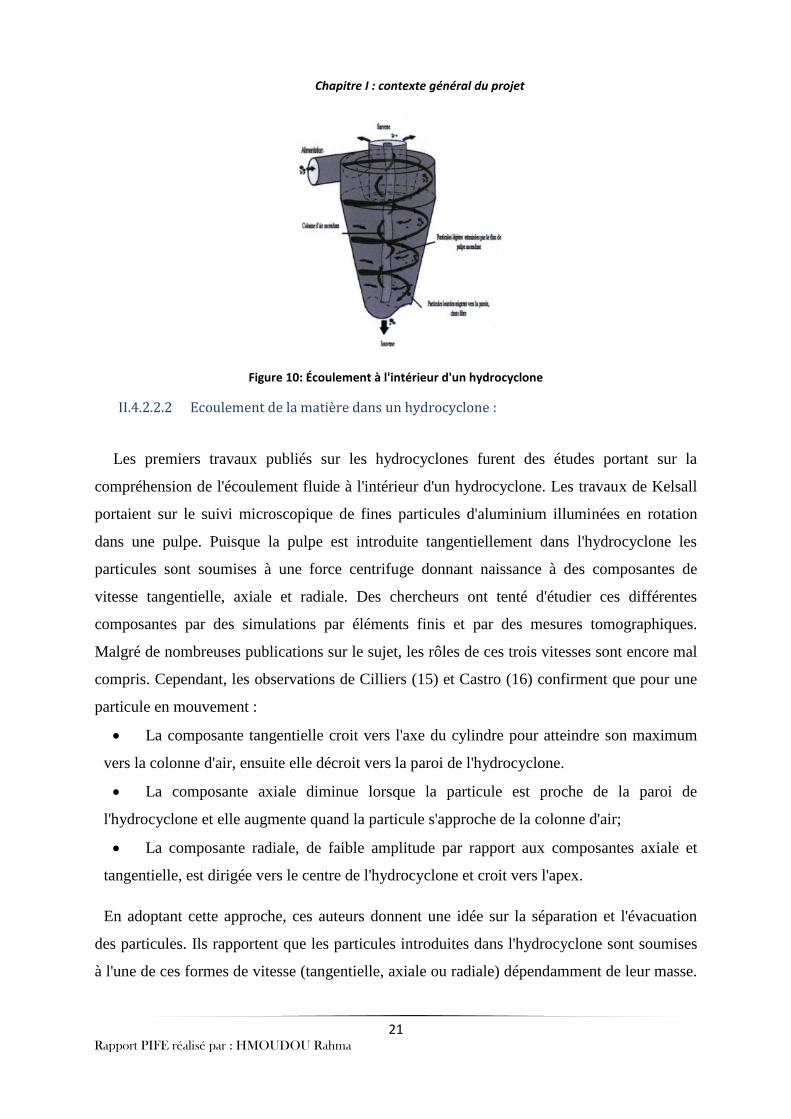
Certaines particules de dimension intermédiaire atteignent un régime d'équilibre lorsque
les forces opposées (centrifuge et entrainement) s'annulent. Ces particules se déplacent
lentement, elles ont autant de chance de se retrouver à la surverse qu'à la souverse. On
qualifie alors leur dimension de diamètre de coupure de l'hydrocyclone. La Figure 11 illustre
que :
l'orbite d'équilibre est atteinte lorsque la force centrifuge est égale à la force
d'entrainement (a);
dans ce cas les particules suivent le parcours ayant une vitesse nulle pour se retrouver
à la surverse ou à la souverse (b).
Figure 11: Mécanisme d'atteinte d'équilibre des particules de dimension de coupure d'un hydrocyclone
Chapitre I : contexte général du projet
23
Rapport PIFE réalisé par : HMOUDOU Rahma
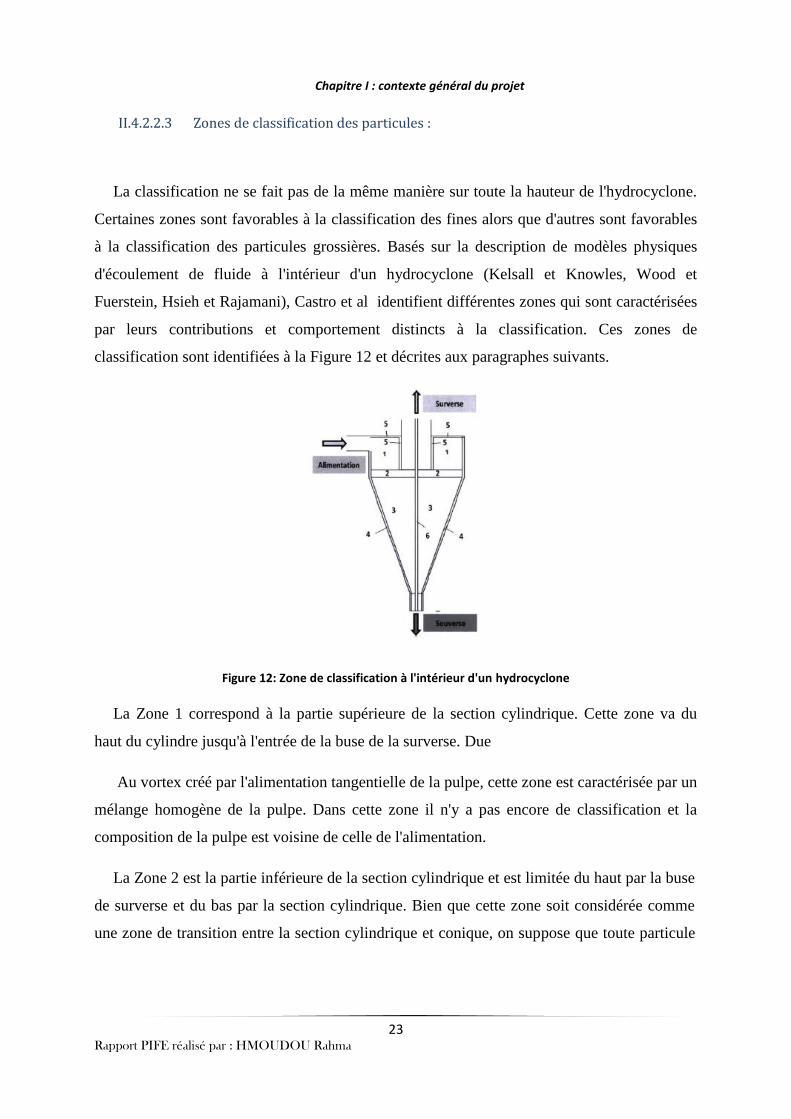
II.4.2.2.3 Zones de classification des particules :
La classification ne se fait pas de la même manière sur toute la hauteur de l'hydrocyclone.
Certaines zones sont favorables à la classification des fines alors que d'autres sont favorables
à la classification des particules grossières. Basés sur la description de modèles physiques
d'écoulement de fluide à l'intérieur d'un hydrocyclone (Kelsall et Knowles, Wood et
Fuerstein, Hsieh et Rajamani), Castro et al identifient différentes zones qui sont caractérisées
par leurs contributions et comportement distincts à la classification. Ces zones de
classification sont identifiées à la Figure 12 et décrites aux paragraphes suivants.
Figure 12: Zone de classification à l'intérieur d'un hydrocyclone
La Zone 1 correspond à la partie supérieure de la section cylindrique. Cette zone va du
haut du cylindre jusqu'à l'entrée de la buse de la surverse. Due
Au vortex créé par l'alimentation tangentielle de la pulpe, cette zone est caractérisée par un
mélange homogène de la pulpe. Dans cette zone il n'y a pas encore de classification et la
composition de la pulpe est voisine de celle de l'alimentation.
La Zone 2 est la partie inférieure de la section cylindrique et est limitée du haut par la buse
de surverse et du bas par la section cylindrique. Bien que cette zone soit considérée comme
une zone de transition entre la section cylindrique et conique, on suppose que toute particule
Chapitre I : contexte général du projet
24
Rapport PIFE réalisé par : HMOUDOU Rahma
s'échappant de cette zone vers la zone 3 aura plus de chances de se retrouver à la souverse
tandis que toute particule qui y reste se retrouvera à la surverse.
La Zone 3 correspond à la section conique. À proximité de la paroi, il existe une zone de
faible vitesse caractérisée par un écoulement de matière à pourcentage en solides très élevé
(visqueux) et qualifiée de couche limite. En dehors de la couche limite l'écoulement est non
visqueux, toute particule s'échappant de l'interface entre la zone 1 et la zone 2 se voit soumise
au phénomène de classification existant dans la zone 3. La classification s'effectue
principalement dans cette zone mais aussi en partie dans les zones 2 et 5 pour les particules
fines.
La Zone 4 représente la couche limite sur la paroi latérale de l'hydrocyclone. Cette couche
prend naissance dès l'alimentation de la pulpe et se développe pour atteindre son épaisseur
maximale à l'interface entre les zones 1 et 2. Cette zone est caractérisée par un pourcentage
solide élevé qui maintient une couche limite d'épaisseur constante jusqu'à la souverse. Toute
particule captive de la zone 4 ne sera plus soumise à l'action de classification et sera
emprisonnée pour finalement être déchargée à la souverse. Ce phénomène est en partie
responsable de l'envoi des particules fines à la souverse.
La Zone 5 est la couche limite sur la partie supérieure de l'hydrocyclone. Cette couche
permet d'évacuer certaines particules fines directement de l'alimentation vers la surverse mais
aussi quelques particules grossières qui sont emprisonnées et envoyées vers la surverse.
La Zone 6 correspond à la colonne d'air ascendant. Elle s'étend de la pointe du cône
jusqu'au haut du cylindre. La colonne d'air est un des éléments clé de la classification. Sa
présence et sa stabilité sont deux facteurs importants pour éviter des problèmes d'opération
d'un hydrocyclone.
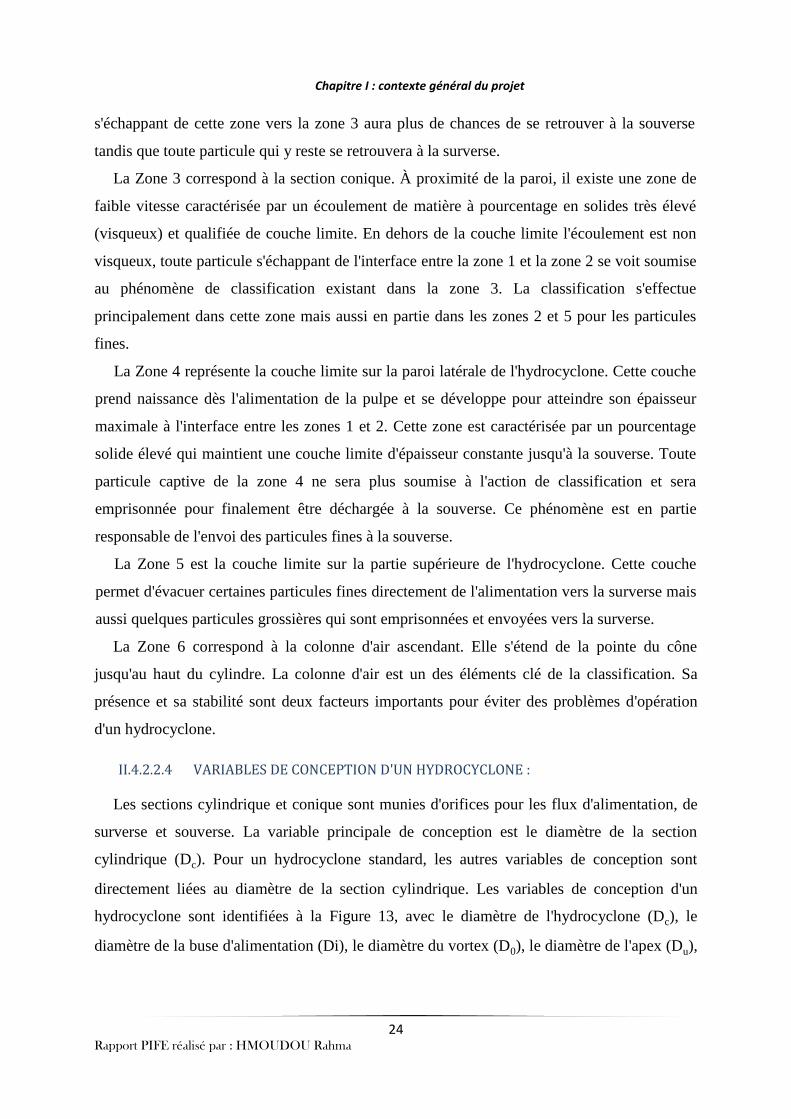
II.4.2.2.4 VARIABLES DE CONCEPTION D'UN HYDROCYCLONE :
Les sections cylindrique et conique sont munies d'orifices pour les flux d'alimentation, de
surverse et souverse. La variable principale de conception est le diamètre de la section
cylindrique (Dc). Pour un hydrocyclone standard, les autres variables de conception sont
directement liées au diamètre de la section cylindrique. Les variables de conception d'un
hydrocyclone sont identifiées à la Figure 13, avec le diamètre de l'hydrocyclone (Dc), le
diamètre de la buse d'alimentation (Di), le diamètre du vortex (D0), le diamètre de l'apex (Du),
Chapitre I : contexte général du projet
25
Rapport PIFE réalisé par : HMOUDOU Rahma
la hauteur de l'hydrocyclone (H), la hauteur de la section cylindrique (h) et l'angle du cône
( ).
Figure 13: Variables de conception d'un hydrocyclone
II.4.2.2.5 Diamètre de l'hydrocyclone :
Le diamètre de l'hydrocyclone est choisi en fonction de la dimension de coupure désirée.
La Figure 14 montre que la capacité de traitement et la maille de coupure théorique augmente
avec le diamètre d'un hydrocyclone. Le choix du diamètre d'un hydrocyclone doit par
conséquent prendre en considération la capacité visée de traitement et la distribution
granulométrique du minerai. Ainsi, pour le classement d'un minerai grossier il sera préférable
d'utiliser un hydrocyclone de diamètre supérieur à celui qui serait retenu pour le traitement
d'un minerai fin (voir Figure 14).
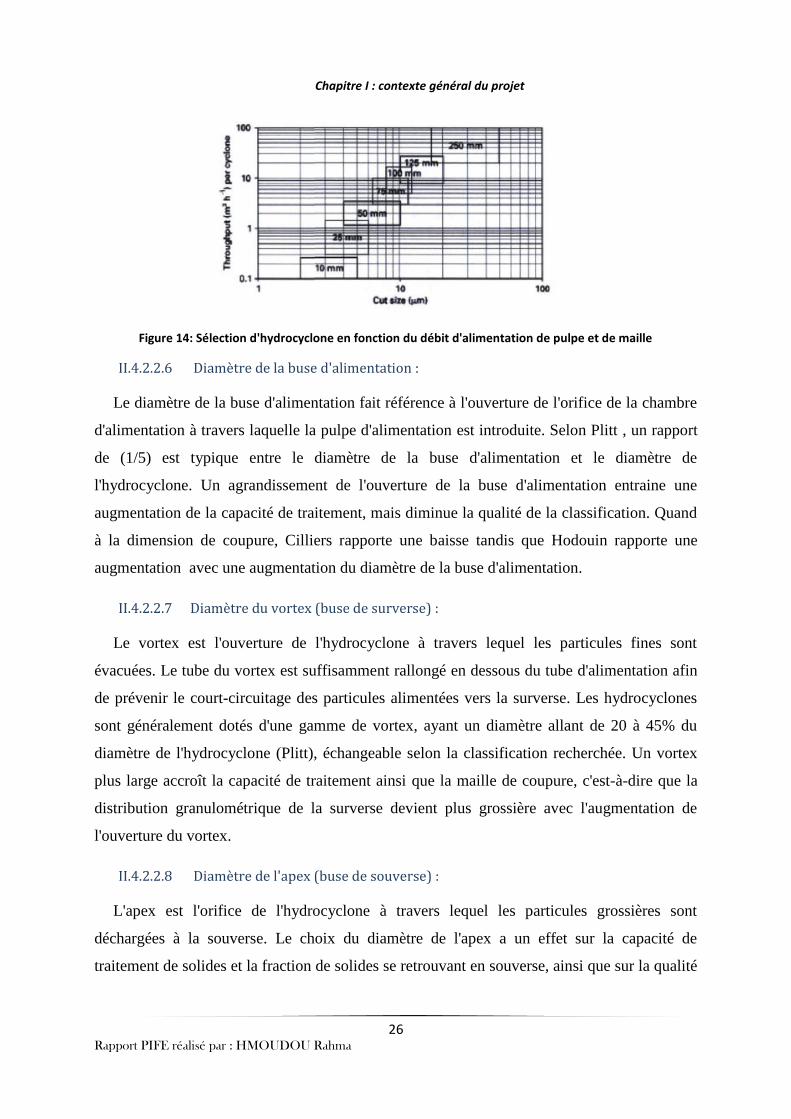
Chapitre I : contexte général du projet
26
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 14: Sélection d'hydrocyclone en fonction du débit d'alimentation de pulpe et de maille
II.4.2.2.6 Diamètre de la buse d'alimentation :
Le diamètre de la buse d'alimentation fait référence à l'ouverture de l'orifice de la chambre
d'alimentation à travers laquelle la pulpe d'alimentation est introduite. Selon Plitt , un rapport
de (1/5) est typique entre le diamètre de la buse d'alimentation et le diamètre de
l'hydrocyclone. Un agrandissement de l'ouverture de la buse d'alimentation entraine une
augmentation de la capacité de traitement, mais diminue la qualité de la classification. Quand
à la dimension de coupure, Cilliers rapporte une baisse tandis que Hodouin rapporte une
augmentation avec une augmentation du diamètre de la buse d'alimentation.
II.4.2.2.7 Diamètre du vortex (buse de surverse) :
Le vortex est l'ouverture de l'hydrocyclone à travers lequel les particules fines sont
évacuées. Le tube du vortex est suffisamment rallongé en dessous du tube d'alimentation afin
de prévenir le court-circuitage des particules alimentées vers la surverse. Les hydrocyclones
sont généralement dotés d'une gamme de vortex, ayant un diamètre allant de 20 à 45% du
diamètre de l'hydrocyclone (Plitt), échangeable selon la classification recherchée. Un vortex
plus large accroît la capacité de traitement ainsi que la maille de coupure, c'est-à-dire que la
distribution granulométrique de la surverse devient plus grossière avec l'augmentation de
l'ouverture du vortex.
II.4.2.2.8 Diamètre de l'apex (buse de souverse) :
L'apex est l'orifice de l'hydrocyclone à travers lequel les particules grossières sont
déchargées à la souverse. Le choix du diamètre de l'apex a un effet sur la capacité de
traitement de solides et la fraction de solides se retrouvant en souverse, ainsi que sur la qualité
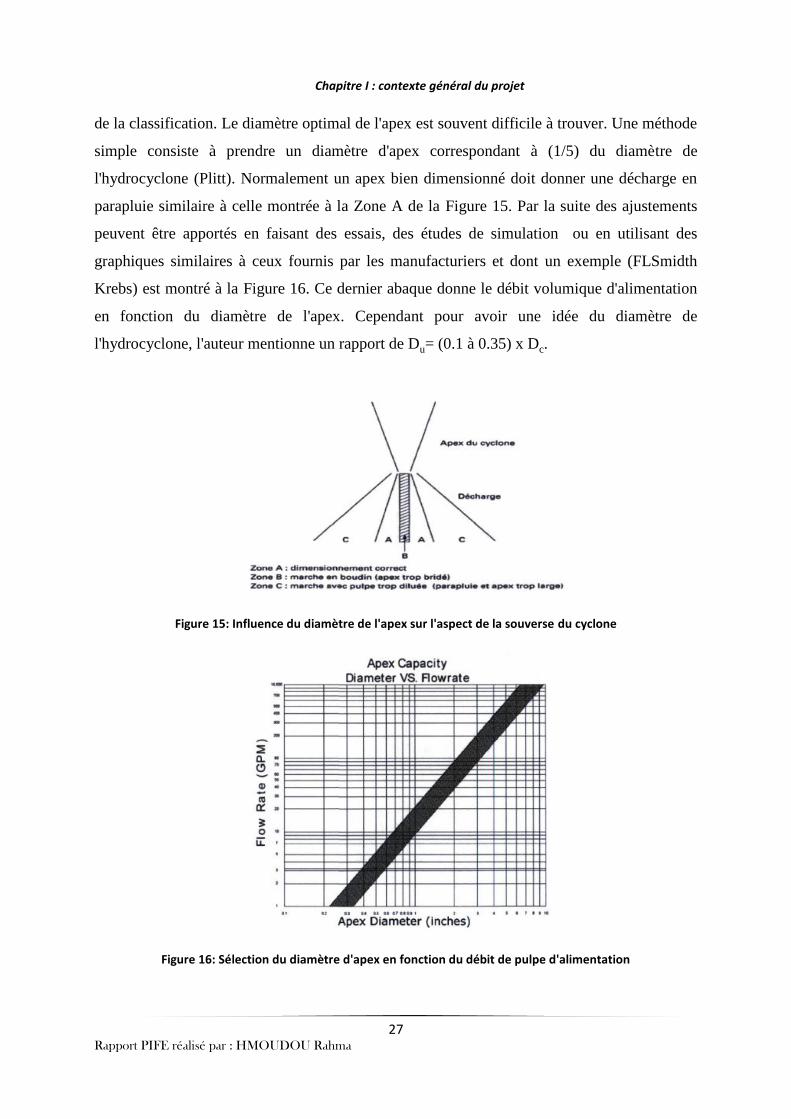
Chapitre I : contexte général du projet
27
Rapport PIFE réalisé par : HMOUDOU Rahma
de la classification. Le diamètre optimal de l'apex est souvent difficile à trouver. Une méthode
simple consiste à prendre un diamètre d'apex correspondant à (1/5) du diamètre de
l'hydrocyclone (Plitt). Normalement un apex bien dimensionné doit donner une décharge en
parapluie similaire à celle montrée à la Zone A de la Figure 15. Par la suite des ajustements
peuvent être apportés en faisant des essais, des études de simulation ou en utilisant des
graphiques similaires à ceux fournis par les manufacturiers et dont un exemple (FLSmidth
Krebs) est montré à la Figure 16. Ce dernier abaque donne le débit volumique d'alimentation
en fonction du diamètre de l'apex. Cependant pour avoir une idée du diamètre de
l'hydrocyclone, l'auteur mentionne un rapport de Du= (0.1 à 0.35) x Dc.
Figure 15: Influence du diamètre de l'apex sur l'aspect de la souverse du cyclone
Figure 16: Sélection du diamètre d'apex en fonction du débit de pulpe d'alimentation
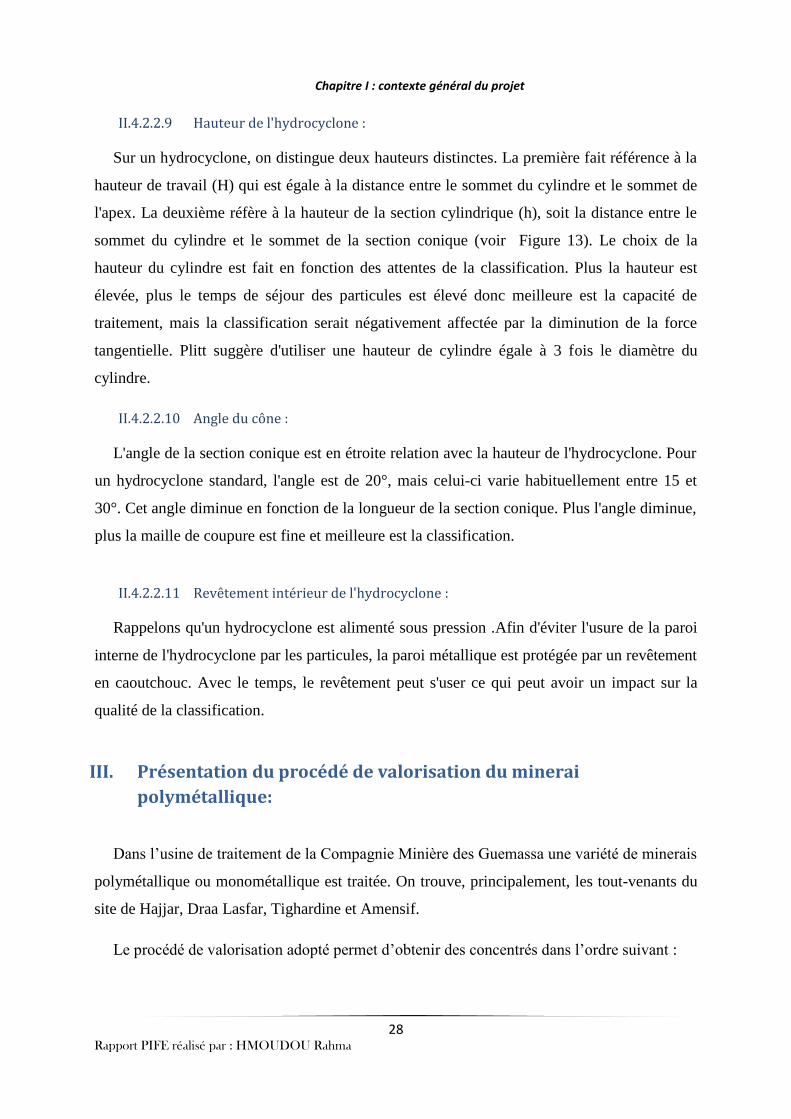
Chapitre I : contexte général du projet
28
Rapport PIFE réalisé par : HMOUDOU Rahma
II.4.2.2.9 Hauteur de l'hydrocyclone :
Sur un hydrocyclone, on distingue deux hauteurs distinctes. La première fait référence à la
hauteur de travail (H) qui est égale à la distance entre le sommet du cylindre et le sommet de
l'apex. La deuxième réfère à la hauteur de la section cylindrique (h), soit la distance entre le
sommet du cylindre et le sommet de la section conique (voir Figure 13). Le choix de la
hauteur du cylindre est fait en fonction des attentes de la classification. Plus la hauteur est
élevée, plus le temps de séjour des particules est élevé donc meilleure est la capacité de
traitement, mais la classification serait négativement affectée par la diminution de la force
tangentielle. Plitt suggère d'utiliser une hauteur de cylindre égale à 3 fois le diamètre du
cylindre.
II.4.2.2.10 Angle du cône :
L'angle de la section conique est en étroite relation avec la hauteur de l'hydrocyclone. Pour
un hydrocyclone standard, l'angle est de 20°, mais celui-ci varie habituellement entre 15 et
30°. Cet angle diminue en fonction de la longueur de la section conique. Plus l'angle diminue,
plus la maille de coupure est fine et meilleure est la classification.
II.4.2.2.11 Revêtement intérieur de l'hydrocyclone :
Rappelons qu'un hydrocyclone est alimenté sous pression .Afin d'éviter l'usure de la paroi
interne de l'hydrocyclone par les particules, la paroi métallique est protégée par un revêtement
en caoutchouc. Avec le temps, le revêtement peut s'user ce qui peut avoir un impact sur la
qualité de la classification.
III. Présentation du procédé de valorisation du minerai
polymétallique:
Dans l’usine de traitement de la Compagnie Minière des Guemassa une variété de minerais
polymétallique ou monométallique est traitée. On trouve, principalement, les tout-venants du
site de Hajjar, Draa Lasfar, Tighardine et Amensif.
Le procédé de valorisation adopté permet d’obtenir des concentrés dans l’ordre suivant :
Chapitre I : contexte général du projet
29
Rapport PIFE réalisé par : HMOUDOU Rahma
PbS : Galène
CuFe2S : Chalcopyrite
ZnS : Blende
Fe7S8 : pyrrhotite
III.1 Description du procédé d’extraction :
Le service fond se charge de l’extraction, cette dernière s’effectue en trois étapes :
o Forage : il est fait à l’aide du jumbo hydraulique à deux bras qui forent un
nombre de trous qui dépend du volume à abattre.
o Tire : une équipe de mineurs remplit les trous forés par des explosifs, les
connecte avec des fils, et on déclenche l’explosion grâce à une batterie.
o Purgeage : après l’évacuation des fumées, une purgeuse fait tomber les blocs
qui sont restés collés après la tire, les blocs sont ensuite transportés par des engins Dumper
vers des convoyeurs, puis vers les unités de concassage.
III.2 Description du procédé de traitement :
Après l’extraction, le minerai subit les opérations de concassage et de broyage. Ces
opérations les préparent à la flottation qui sert à séparation des métaux. Une fois filtrés, les
concentrés sont stockés en vue de leur commercialisation.
III.2.1 Unités de concassage :
On distingue trois niveaux de concassage :
Concassage primaire :
Le concassage primaire est effectué au fond de la mine par un concasseur à mâchoires
giratoire. Il réduit les blocs de minerai à 120 mm après il est transporté vers une aire de
stockage d’une capacité de 6000 tonnes. Cette opération a pour but de réduire la taille des
blocs de minerai pour faciliter le transport et d’augmenter le taux de remplissage du SKIP. Le
rôle de ce dernier est de remonter le minerai à la surface.
Chapitre I : contexte général du projet
30
Rapport PIFE réalisé par : HMOUDOU Rahma
Concassage secondaire :
Chacun des neufs extracteurs situés en dessous permet d’envoyer au besoin minerai au-
dessus vers un crible primaire de 20 mm. Le refus est dirigé vers le concasseur secondaire
(concasseur giratoire) qui le réduit à une taille de 20mm.
Concassage tertiaire :
Le concassé et le passé du crible se retrouvent sur le crible secondaire a une taille de
10mm. Le passé est stocké dans deux silos de stockage d’une capacité de 2500 tonnes chacun,
alors que le refus subit un concassage tertiaire pour être passé au tamis de 10mm.
Au terme de ces concassages, on dispose à l’entrée du premier broyeur ED d’un minerai à une
taille de moins de 10mm.
III.2.2 Unités de broyage :
L’objectif du broyage est de réduire la granulométrie du minerai à un ordre micrométrique
afin de libérer les espèces utiles. Le broyage est principalement effectué en voie humide.
Broyage primaire :
En premier lieu un broyage primaire effectué par le broyeur à barres QA, alimenté par un
débit moyen de 150 tonnes/heure, vise à alimenter un deuxième broyeur à boulets BO100 par
un minerai de taille inférieure à 500 m. Ce dernier travaille généralement en association avec
un système de classification (hydrocyclone) destiné à retirer du produit broyé les particules
ayant atteint la maille désirée (inférieure à 160 m) et ne renvoyer au broyage que les
fractions n’ayant pas encore atteint ce degré de finesse.
Broyage secondaire :
Le broyage secondaire est effectué à la sortie du circuit de plomb par un broyeur à boulets
ED. Le produit, ainsi obtenu, est une maille inférieure à 63 m.
Deux autres broyeurs à boulets, de dimensions plus petites que les autres, servent soit à
rebroyer les mixtes (cuivre+zinc) afin d’augmenter le rendement de la flottation, soit à broyer
les mousses de l’ébauchage du cuivre et du zinc.
III.2.3 Unités de flottation :
Le minerai de Hajar subit une flottation différentielle, dans l’ordre Pb-Cu-Zn-pyrrhotite,
pour récupérer des concentrés de plomb, de cuivre, de zinc et de pyrrhotite. Le choix de cette
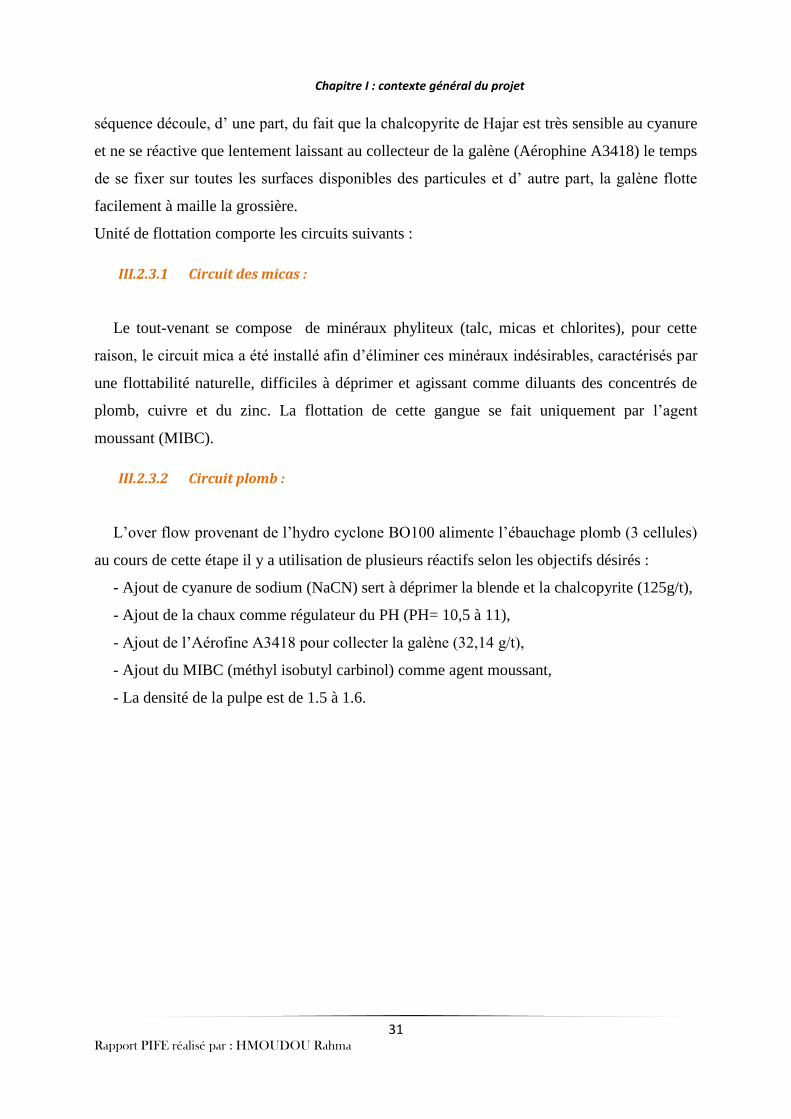
Chapitre I : contexte général du projet
31
Rapport PIFE réalisé par : HMOUDOU Rahma
séquence découle, d’ une part, du fait que la chalcopyrite de Hajar est très sensible au cyanure
et ne se réactive que lentement laissant au collecteur de la galène (Aérophine A3418) le temps
de se fixer sur toutes les surfaces disponibles des particules et d’ autre part, la galène flotte
facilement à maille la grossière.
Unité de flottation comporte les circuits suivants :
III.2.3.1 Circuit des micas :
Le tout-venant se compose de minéraux phyliteux (talc, micas et chlorites), pour cette
raison, le circuit mica a été installé afin d’éliminer ces minéraux indésirables, caractérisés par
une flottabilité naturelle, difficiles à déprimer et agissant comme diluants des concentrés de
plomb, cuivre et du zinc. La flottation de cette gangue se fait uniquement par l’agent
moussant (MIBC).
III.2.3.2 Circuit plomb :
L’over flow provenant de l’hydro cyclone BO100 alimente l’ébauchage plomb (3 cellules)
au cours de cette étape il y a utilisation de plusieurs réactifs selon les objectifs désirés :
- Ajout de cyanure de sodium (NaCN) sert à déprimer la blende et la chalcopyrite (125g/t),
- Ajout de la chaux comme régulateur du PH (PH= 10,5 à 11),
- Ajout de l’Aérofine A3418 pour collecter la galène (32,14 g/t),
- Ajout du MIBC (méthyl isobutyl carbinol) comme agent moussant,
- La densité de la pulpe est de 1.5 à 1.6.
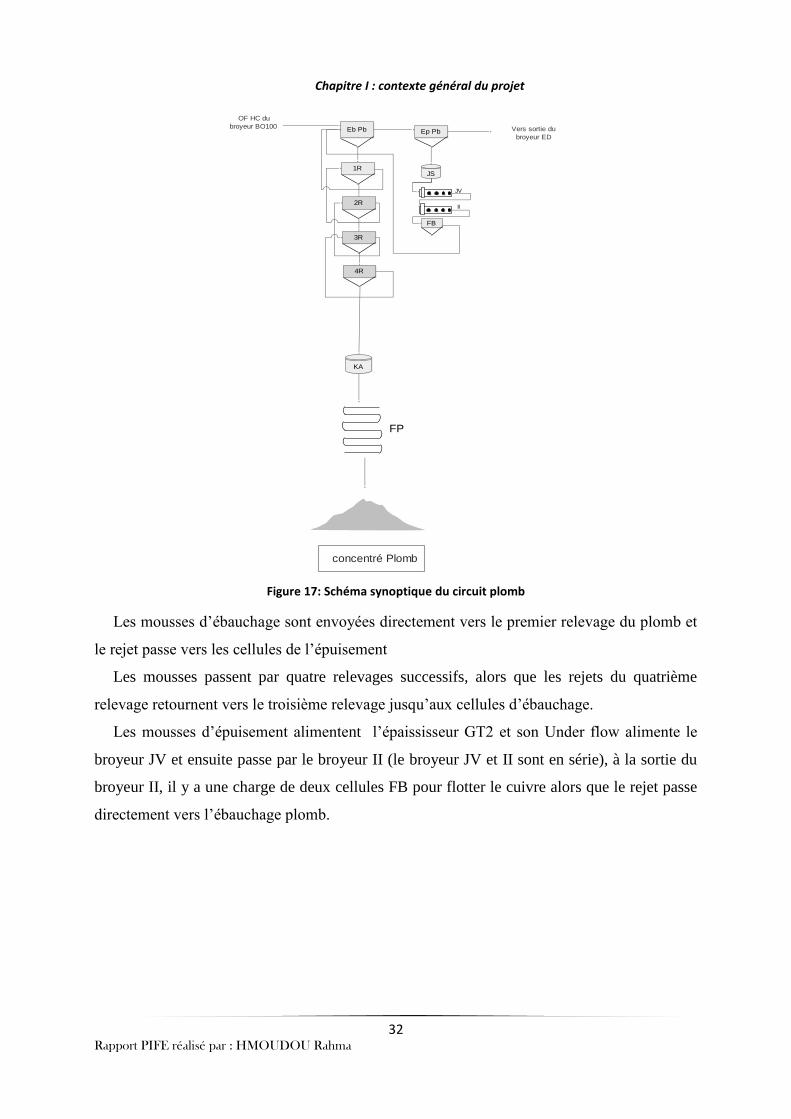
Chapitre I : contexte général du projet
32
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 17: Schéma synoptique du circuit plomb
Les mousses d’ébauchage sont envoyées directement vers le premier relevage du plomb et
le rejet passe vers les cellules de l’épuisement
Les mousses passent par quatre relevages successifs, alors que les rejets du quatrième
relevage retournent vers le troisième relevage jusqu’aux cellules d’ébauchage.
Les mousses d’épuisement alimentent l’épaississeur GT2 et son Under flow alimente le
broyeur JV et ensuite passe par le broyeur II (le broyeur JV et II sont en série), à la sortie du
broyeur II, il y a une charge de deux cellules FB pour flotter le cuivre alors que le rejet passe
directement vers l’ébauchage plomb.
Ep Pb
1R
2R
3R
4R
JS
FB
JV
II
Eb Pb
KA
FP
concentré Plomb
OF HC du
broyeur BO100 Vers sortie du
broyeur ED
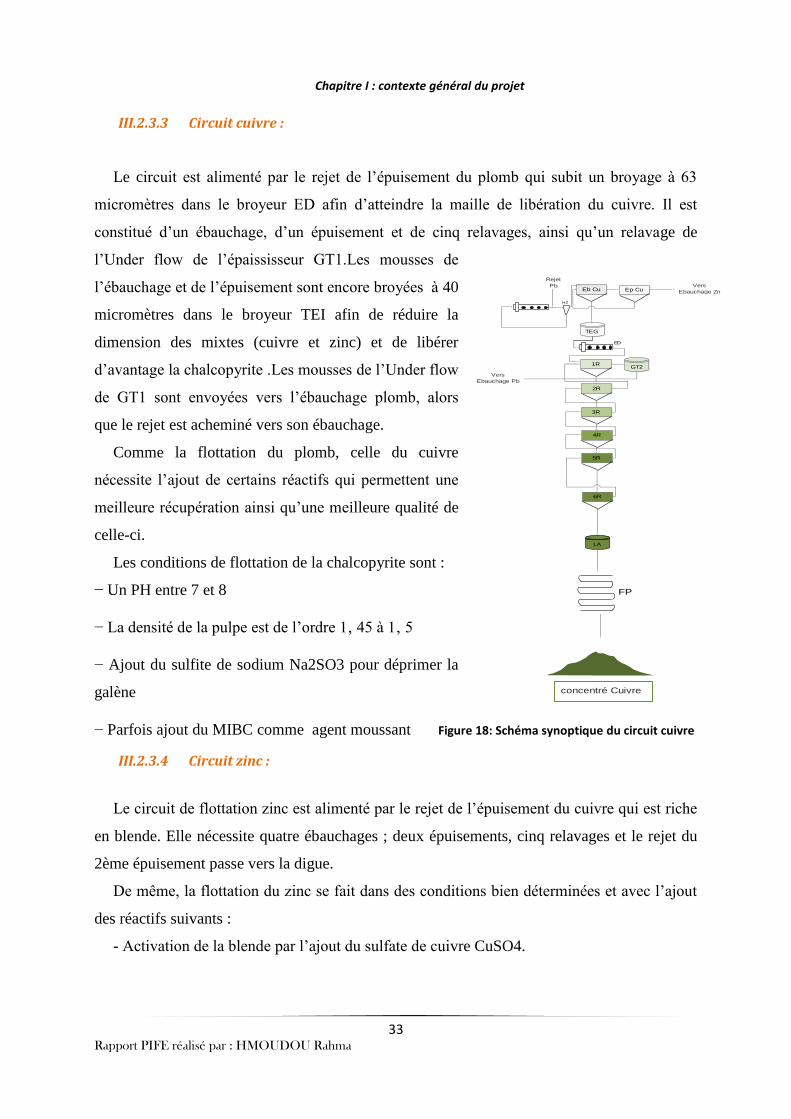
Chapitre I : contexte général du projet
33
Rapport PIFE réalisé par : HMOUDOU Rahma
Eb Cu Ep Cu
TEG
1R
2R
3R
4R
5R
GT2
LA
6R
ED
FP
H2
Rejet
Pb Vers
Ebauchage Zn
Vers
Ebauchage Pb
concentré Cuivre
III.2.3.3 Circuit cuivre :
Le circuit est alimenté par le rejet de l’épuisement du plomb qui subit un broyage à 63
micromètres dans le broyeur ED afin d’atteindre la maille de libération du cuivre. Il est
constitué d’un ébauchage, d’un épuisement et de cinq relavages, ainsi qu’un relavage de
l’Under flow de l’épaississeur GT1.Les mousses de
l’ébauchage et de l’épuisement sont encore broyées à 40
micromètres dans le broyeur TEI afin de réduire la
dimension des mixtes (cuivre et zinc) et de libérer
d’avantage la chalcopyrite .Les mousses de l’Under flow
de GT1 sont envoyées vers l’ébauchage plomb, alors
que le rejet est acheminé vers son ébauchage.
Comme la flottation du plomb, celle du cuivre
nécessite l’ajout de certains réactifs qui permettent une
meilleure récupération ainsi qu’une meilleure qualité de
celle-ci.
Les conditions de flottation de la chalcopyrite sont :
− Un PH entre 7 et 8
− La densité de la pulpe est de l’ordre 1‚ 45 à 1‚ 5
− Ajout du sulfite de sodium Na2SO3 pour déprimer la
galène
− Parfois ajout du MIBC comme agent moussant Figure 18: Schéma synoptique du circuit cuivre
III.2.3.4 Circuit zinc :
Le circuit de flottation zinc est alimenté par le rejet de l’épuisement du cuivre qui est riche
en blende. Elle nécessite quatre ébauchages ; deux épuisements, cinq relavages et le rejet du
2ème épuisement passe vers la digue.
De même, la flottation du zinc se fait dans des conditions bien déterminées et avec l’ajout
des réactifs suivants :
- Activation de la blende par l’ajout du sulfate de cuivre CuSO4.
Chapitre I : contexte général du projet
34
Rapport PIFE réalisé par : HMOUDOU Rahma
- Ajout de AXK (l’amyle xanthate de potassium) dans tous les ébauchages et les
épuisements comme collecteur de la blende.
- Ajustement du PH de 12 à 12‚5 par l’ajout de la chaux.
Figure 19: Schéma synoptique du circuit zinc
III.2.3.5 Circuit pyrrhotite :
Afin de garantir la récupération de la pyrrhotite, on ajoute aux rejets de la flottation du zinc
de l’acide sulfurique pour diminuer le PH de la solution, cette dernière va alimenter le circuit
de la pyrrhotite.
Les réactifs utilisés sont :
Le sulfate de cuivre pour activer la pyrrhotite.
1 Eb Zn 2 Eb Zn 3 Eb Zn 1 Ep Zn4 Eb Zn
1R
2R
3R
4R
VG
MA
5R
HC
SM
FP
concentré Zinc
2 Ep ZnRejet Cu Vers circuit
Phyrrotite
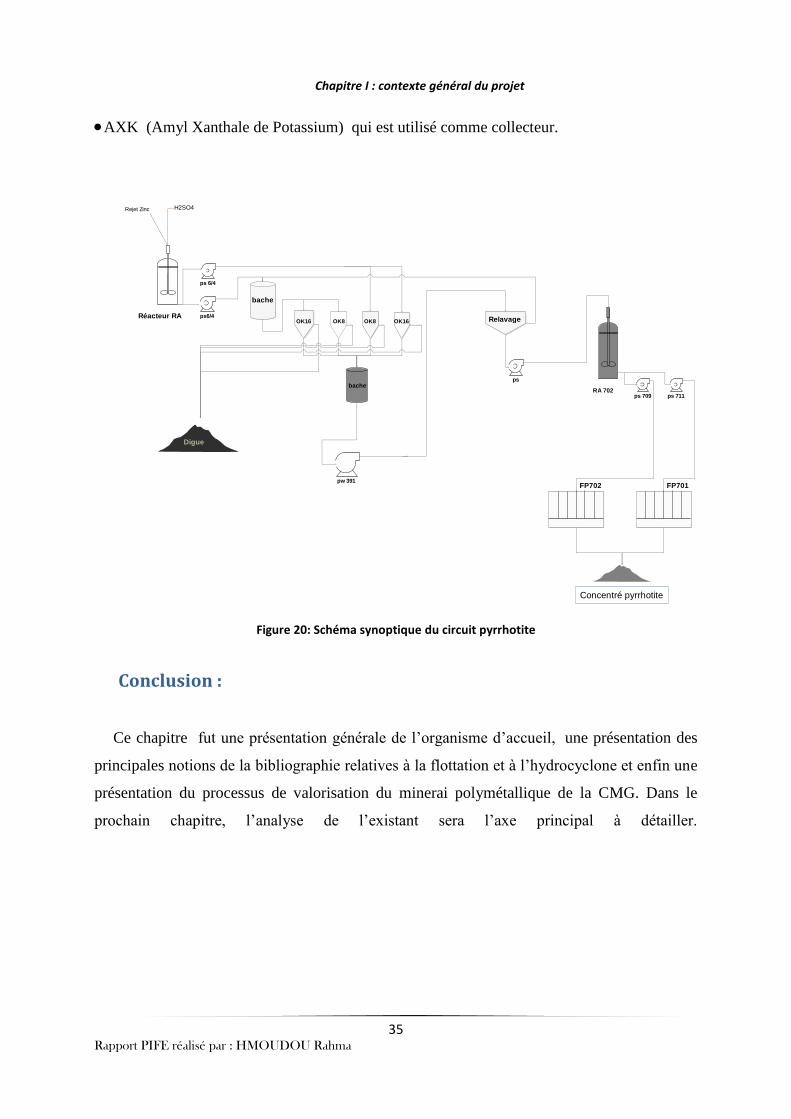
Chapitre I : contexte général du projet
35
Rapport PIFE réalisé par : HMOUDOU Rahma
AXK (Amyl Xanthale de Potassium) qui est utilisé comme collecteur.
Figure 20: Schéma synoptique du circuit pyrrhotite
Conclusion :
Ce chapitre fut une présentation générale de l’organisme d’accueil, une présentation des
principales notions de la bibliographie relatives à la flottation et à l’hydrocyclone et enfin une
présentation du processus de valorisation du minerai polymétallique de la CMG. Dans le
prochain chapitre, l’analyse de l’existant sera l’axe principal à détailler.
ps 6/4
pw 391
ps
ps6/4
ps 709 ps 711
H2SO4
bache
bache
Relavage
FP701FP702
Concentré pyrrhotite
Réacteur RA
RA 702
Digue
OK16 OK16OK8OK8
Rejet Zinc

36
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre II : Analyse de l’existant
Introduction :
Le chapitre précédent a été consacré à la présentation générale
de l’organisme d’accueil. Dans ce chapitre, nous allons entamer
une étude de l’existant qui sert à présenter les caractéristiques et
les propriétés de l’alimentation et du concentré à produire et à
faire un diagnostic qui va nous aider à connaître l’état actuel de la
production et les obstacles confrontés et à déduire la
problématique.
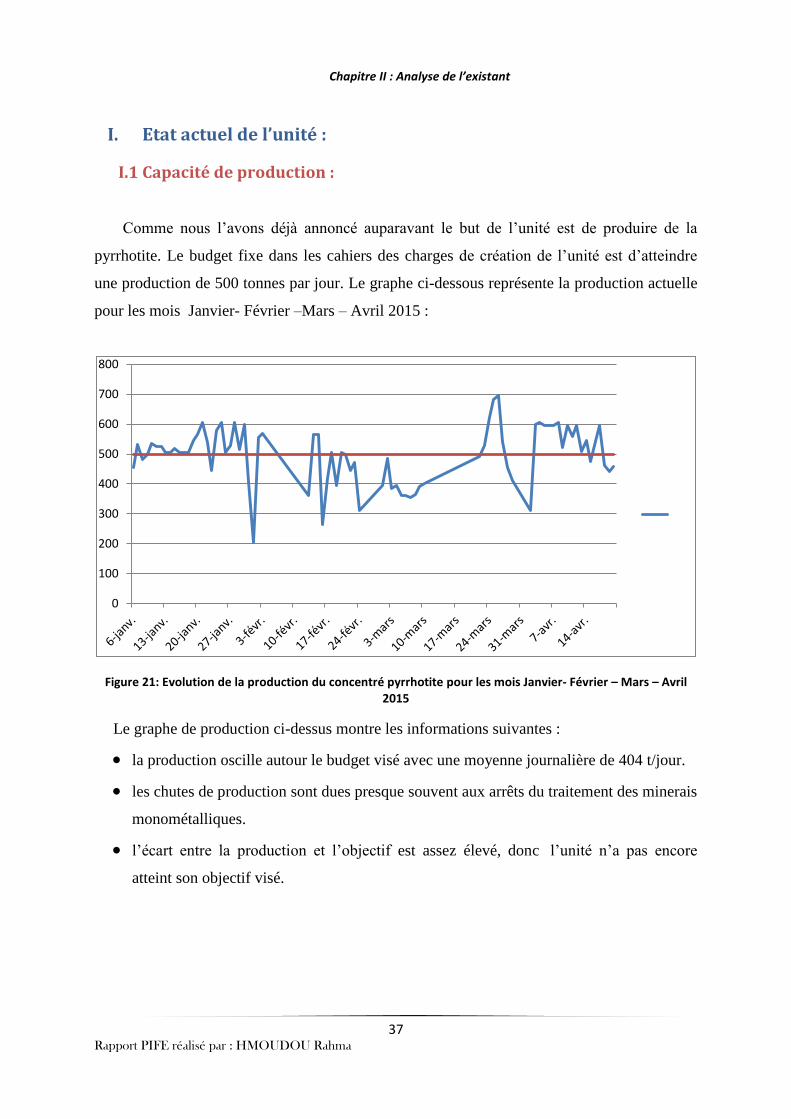
Chapitre II : Analyse de l’existant
37
Rapport PIFE réalisé par : HMOUDOU Rahma
I. Etat actuel de l’unité :
I.1 Capacité de production :
Comme nous l’avons déjà annoncé auparavant le but de l’unité est de produire de la
pyrrhotite. Le budget fixe dans les cahiers des charges de création de l’unité est d’atteindre
une production de 500 tonnes par jour. Le graphe ci-dessous représente la production actuelle
pour les mois Janvier- Février –Mars – Avril 2015 :
Figure 21: Evolution de la production du concentré pyrrhotite pour les mois Janvier- Février – Mars – Avril 2015
Le graphe de production ci-dessus montre les informations suivantes :
la production oscille autour le budget visé avec une moyenne journalière de 404 t/jour.
les chutes de production sont dues presque souvent aux arrêts du traitement des minerais
monométalliques.
l’écart entre la production et l’objectif est assez élevé, donc l’unité n’a pas encore
atteint son objectif visé.
0
100
200
300
400
500
600
700
800
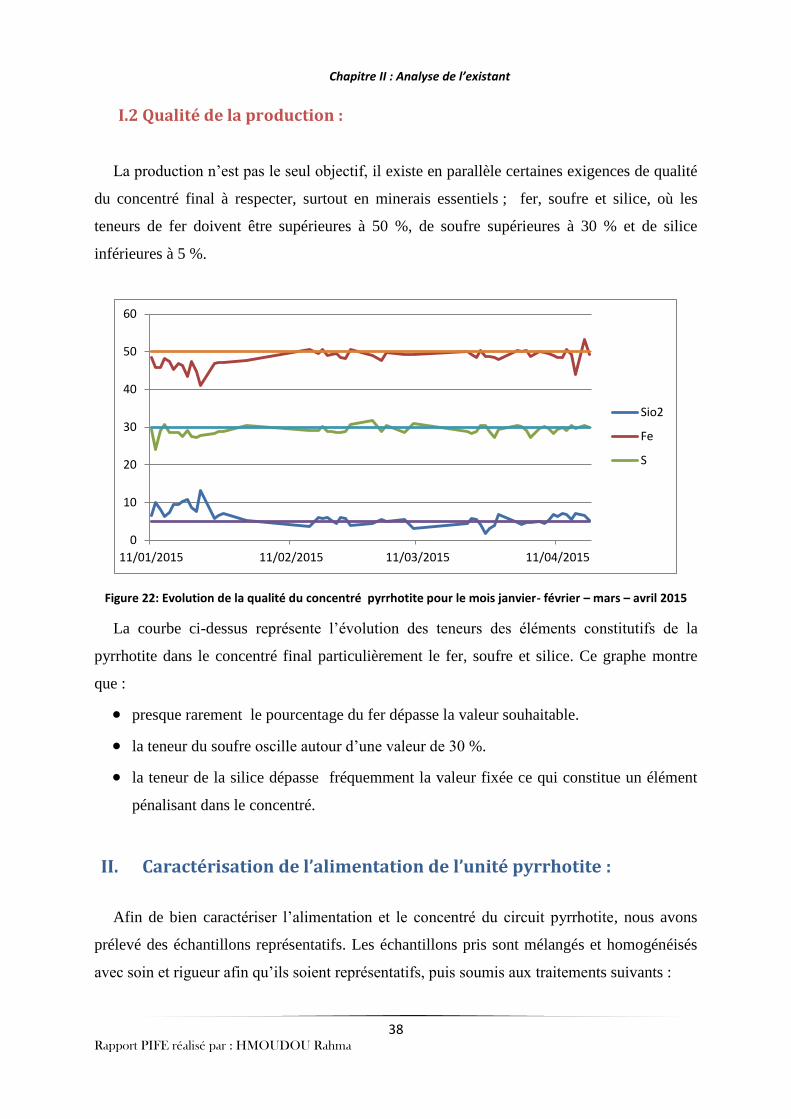
Chapitre II : Analyse de l’existant
38
Rapport PIFE réalisé par : HMOUDOU Rahma
I.2 Qualité de la production :
La production n’est pas le seul objectif, il existe en parallèle certaines exigences de qualité
du concentré final à respecter, surtout en minerais essentiels ; fer, soufre et silice, où les
teneurs de fer doivent être supérieures à 50 %, de soufre supérieures à 30 % et de silice
inférieures à 5 %.
Figure 22: Evolution de la qualité du concentré pyrrhotite pour le mois janvier- février – mars – avril 2015
La courbe ci-dessus représente l’évolution des teneurs des éléments constitutifs de la
pyrrhotite dans le concentré final particulièrement le fer, soufre et silice. Ce graphe montre
que :
presque rarement le pourcentage du fer dépasse la valeur souhaitable.
la teneur du soufre oscille autour d’une valeur de 30 %.
la teneur de la silice dépasse fréquemment la valeur fixée ce qui constitue un élément
pénalisant dans le concentré.
II. Caractérisation de l’alimentation de l’unité pyrrhotite :
Afin de bien caractériser l’alimentation et le concentré du circuit pyrrhotite, nous avons
prélevé des échantillons représentatifs. Les échantillons pris sont mélangés et homogénéisés
avec soin et rigueur afin qu’ils soient représentatifs, puis soumis aux traitements suivants :
0
10
20
30
40
50
60
11/01/2015 11/02/2015 11/03/2015 11/04/2015
Sio2
Fe
S
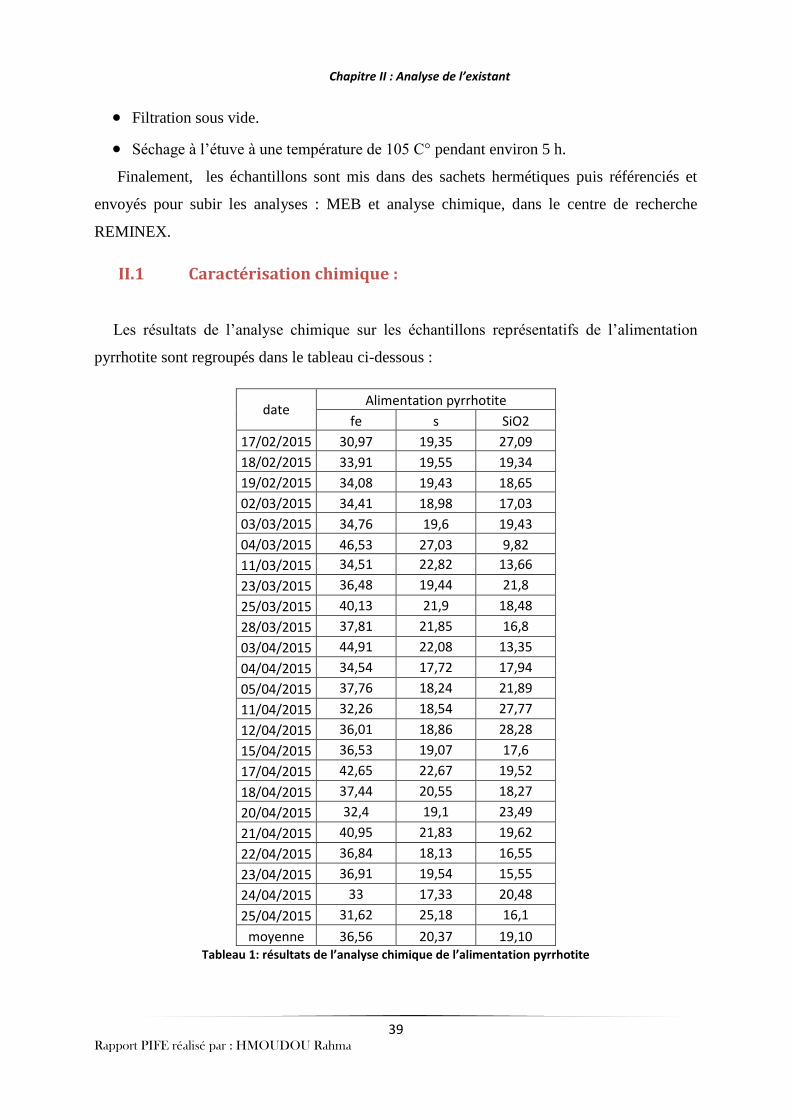
Chapitre II : Analyse de l’existant
39
Rapport PIFE réalisé par : HMOUDOU Rahma
Filtration sous vide.
Séchage à l’étuve à une température de 105 C° pendant environ 5 h.
Finalement, les échantillons sont mis dans des sachets hermétiques puis référenciés et
envoyés pour subir les analyses : MEB et analyse chimique, dans le centre de recherche
REMINEX.
II.1 Caractérisation chimique :
Les résultats de l’analyse chimique sur les échantillons représentatifs de l’alimentation
pyrrhotite sont regroupés dans le tableau ci-dessous :
date Alimentation pyrrhotite
fe s SiO2
17/02/2015 30,97 19,35 27,09
18/02/2015 33,91 19,55 19,34
19/02/2015 34,08 19,43 18,65
02/03/2015 34,41 18,98 17,03
03/03/2015 34,76 19,6 19,43
04/03/2015 46,53 27,03 9,82
11/03/2015 34,51 22,82 13,66
23/03/2015 36,48 19,44 21,8
25/03/2015 40,13 21,9 18,48
28/03/2015 37,81 21,85 16,8
03/04/2015 44,91 22,08 13,35
04/04/2015 34,54 17,72 17,94
05/04/2015 37,76 18,24 21,89
11/04/2015 32,26 18,54 27,77
12/04/2015 36,01 18,86 28,28
15/04/2015 36,53 19,07 17,6
17/04/2015 42,65 22,67 19,52
18/04/2015 37,44 20,55 18,27
20/04/2015 32,4 19,1 23,49
21/04/2015 40,95 21,83 19,62
22/04/2015 36,84 18,13 16,55
23/04/2015 36,91 19,54 15,55
24/04/2015 33 17,33 20,48
25/04/2015 31,62 25,18 16,1
moyenne 36,56 20,37 19,10 Tableau 1: résultats de l’analyse chimique de l’alimentation pyrrhotite
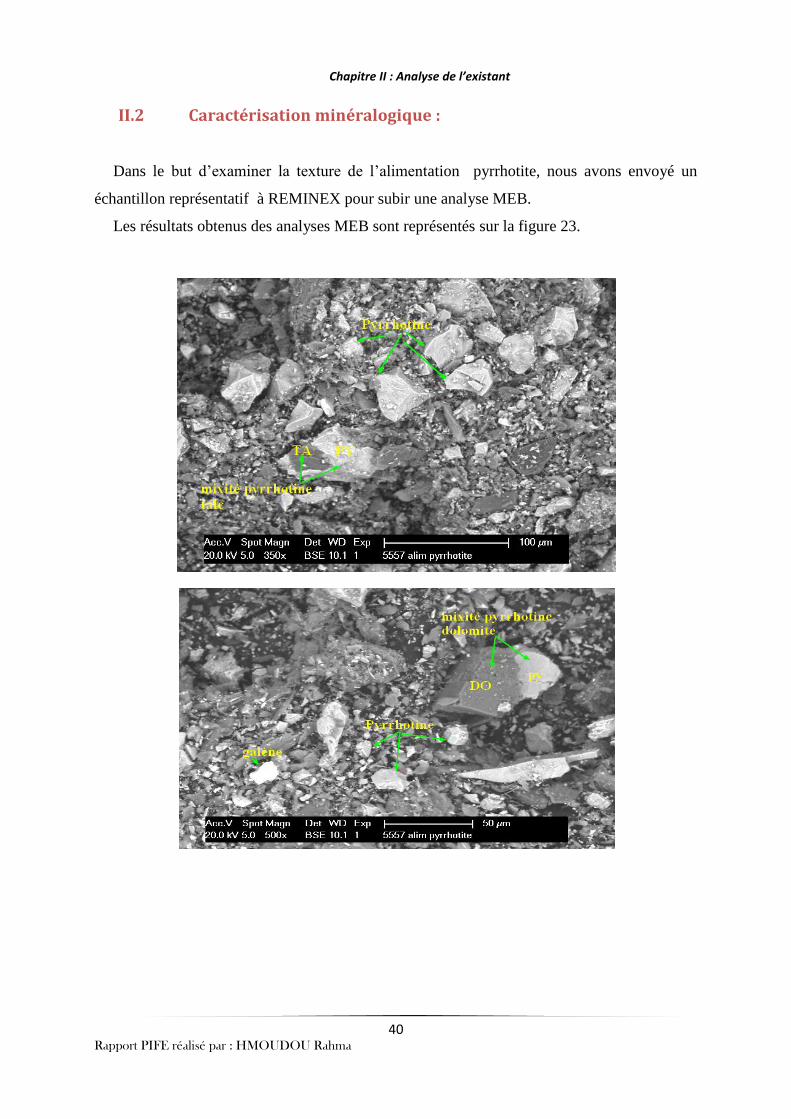
Chapitre II : Analyse de l’existant
40
Rapport PIFE réalisé par : HMOUDOU Rahma
II.2 Caractérisation minéralogique :
Dans le but d’examiner la texture de l’alimentation pyrrhotite, nous avons envoyé un
échantillon représentatif à REMINEX pour subir une analyse MEB.
Les résultats obtenus des analyses MEB sont représentés sur la figure 23.
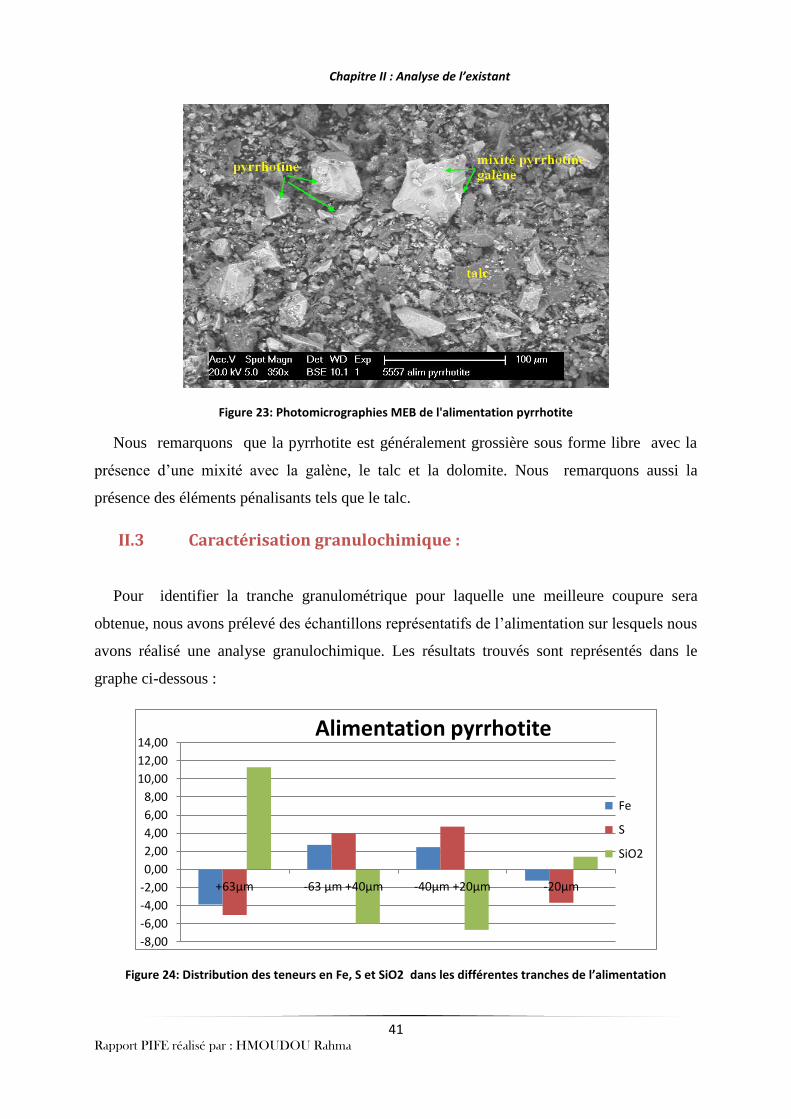
Chapitre II : Analyse de l’existant
41
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 23: Photomicrographies MEB de l'alimentation pyrrhotite
Nous remarquons que la pyrrhotite est généralement grossière sous forme libre avec la
présence d’une mixité avec la galène, le talc et la dolomite. Nous remarquons aussi la
présence des éléments pénalisants tels que le talc.
II.3 Caractérisation granulochimique :
Pour identifier la tranche granulométrique pour laquelle une meilleure coupure sera
obtenue, nous avons prélevé des échantillons représentatifs de l’alimentation sur lesquels nous
avons réalisé une analyse granulochimique. Les résultats trouvés sont représentés dans le
graphe ci-dessous :
Figure 24: Distribution des teneurs en Fe, S et SiO2 dans les différentes tranches de l’alimentation
-8,00
-6,00
-4,00
-2,00
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
+63µm -63 µm +40µm -40µm +20µm -20µm
Alimentation pyrrhotite
Fe
S
SiO2
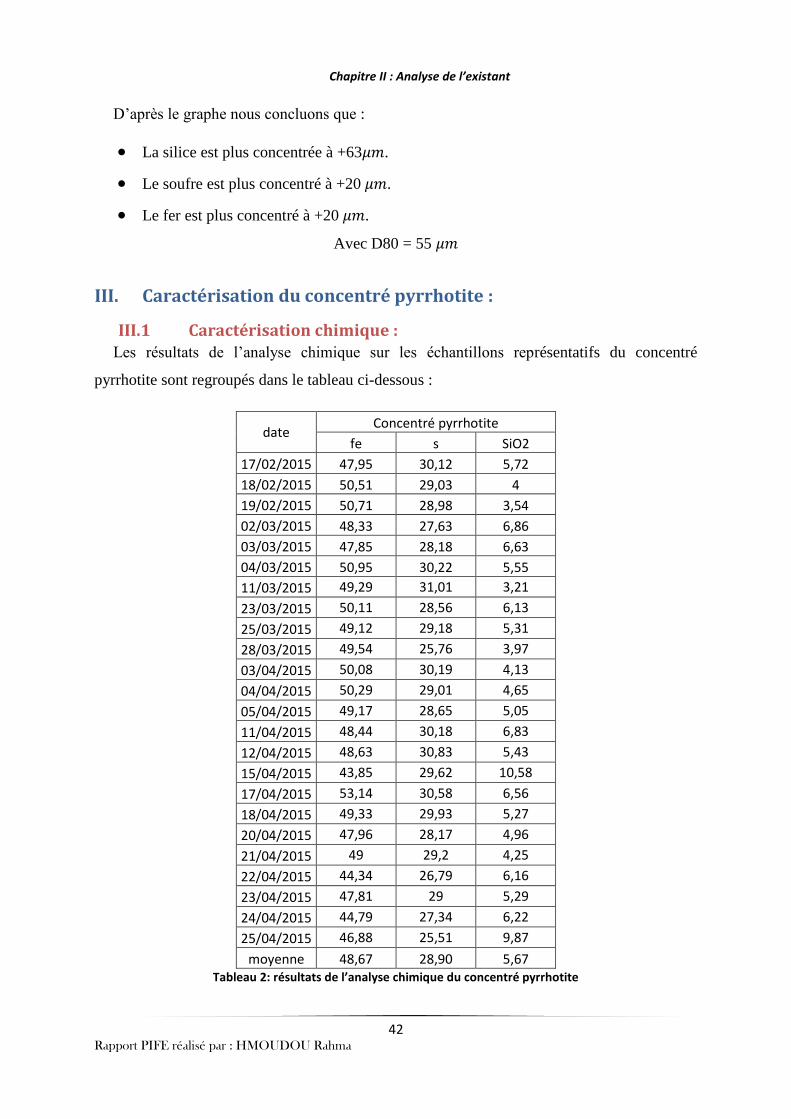
Chapitre II : Analyse de l’existant
42
Rapport PIFE réalisé par : HMOUDOU Rahma
D’après le graphe nous concluons que :
La silice est plus concentrée à +63 .
Le soufre est plus concentré à +20 .
Le fer est plus concentré à +20 .
Avec D80 = 55
III. Caractérisation du concentré pyrrhotite :
III.1 Caractérisation chimique : Les résultats de l’analyse chimique sur les échantillons représentatifs du concentré
pyrrhotite sont regroupés dans le tableau ci-dessous :
date Concentré pyrrhotite
fe s SiO2
17/02/2015 47,95 30,12 5,72
18/02/2015 50,51 29,03 4
19/02/2015 50,71 28,98 3,54
02/03/2015 48,33 27,63 6,86
03/03/2015 47,85 28,18 6,63
04/03/2015 50,95 30,22 5,55
11/03/2015 49,29 31,01 3,21
23/03/2015 50,11 28,56 6,13
25/03/2015 49,12 29,18 5,31
28/03/2015 49,54 25,76 3,97
03/04/2015 50,08 30,19 4,13
04/04/2015 50,29 29,01 4,65
05/04/2015 49,17 28,65 5,05
11/04/2015 48,44 30,18 6,83
12/04/2015 48,63 30,83 5,43
15/04/2015 43,85 29,62 10,58
17/04/2015 53,14 30,58 6,56
18/04/2015 49,33 29,93 5,27
20/04/2015 47,96 28,17 4,96
21/04/2015 49 29,2 4,25
22/04/2015 44,34 26,79 6,16
23/04/2015 47,81 29 5,29
24/04/2015 44,79 27,34 6,22
25/04/2015 46,88 25,51 9,87
moyenne 48,67 28,90 5,67 Tableau 2: résultats de l’analyse chimique du concentré pyrrhotite
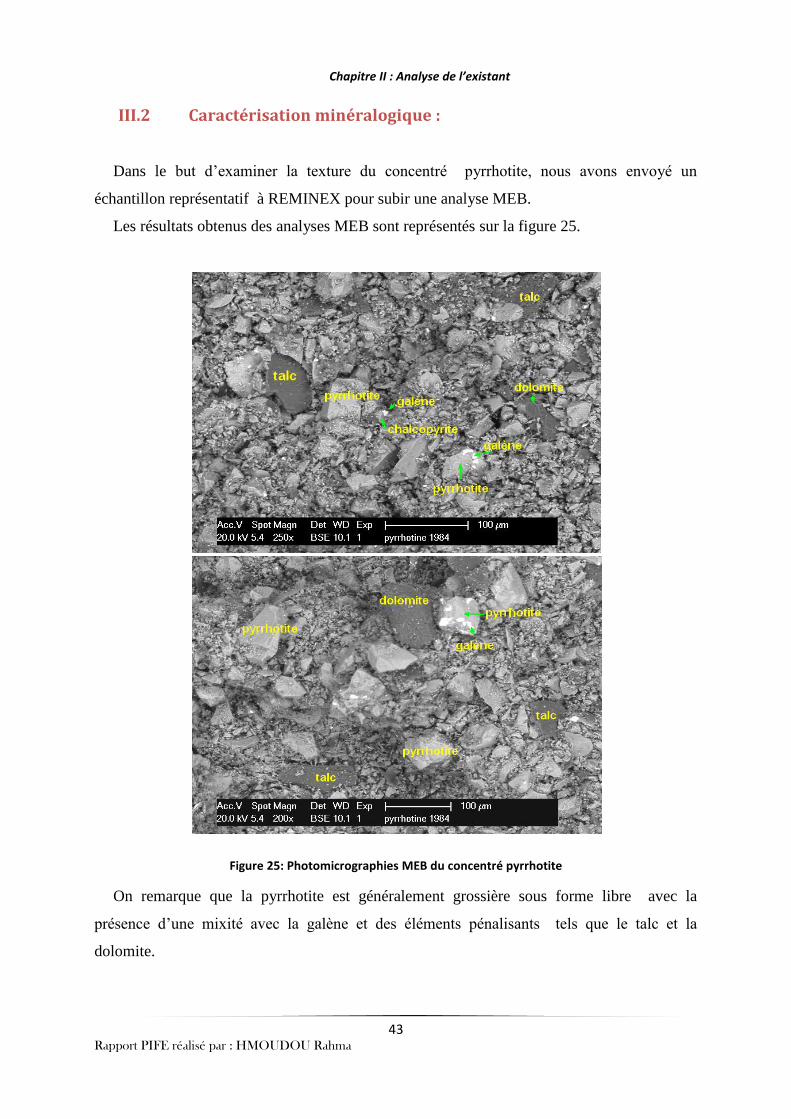
Chapitre II : Analyse de l’existant
43
Rapport PIFE réalisé par : HMOUDOU Rahma
III.2 Caractérisation minéralogique :
Dans le but d’examiner la texture du concentré pyrrhotite, nous avons envoyé un
échantillon représentatif à REMINEX pour subir une analyse MEB.
Les résultats obtenus des analyses MEB sont représentés sur la figure 25.
Figure 25: Photomicrographies MEB du concentré pyrrhotite
On remarque que la pyrrhotite est généralement grossière sous forme libre avec la
présence d’une mixité avec la galène et des éléments pénalisants tels que le talc et la
dolomite.
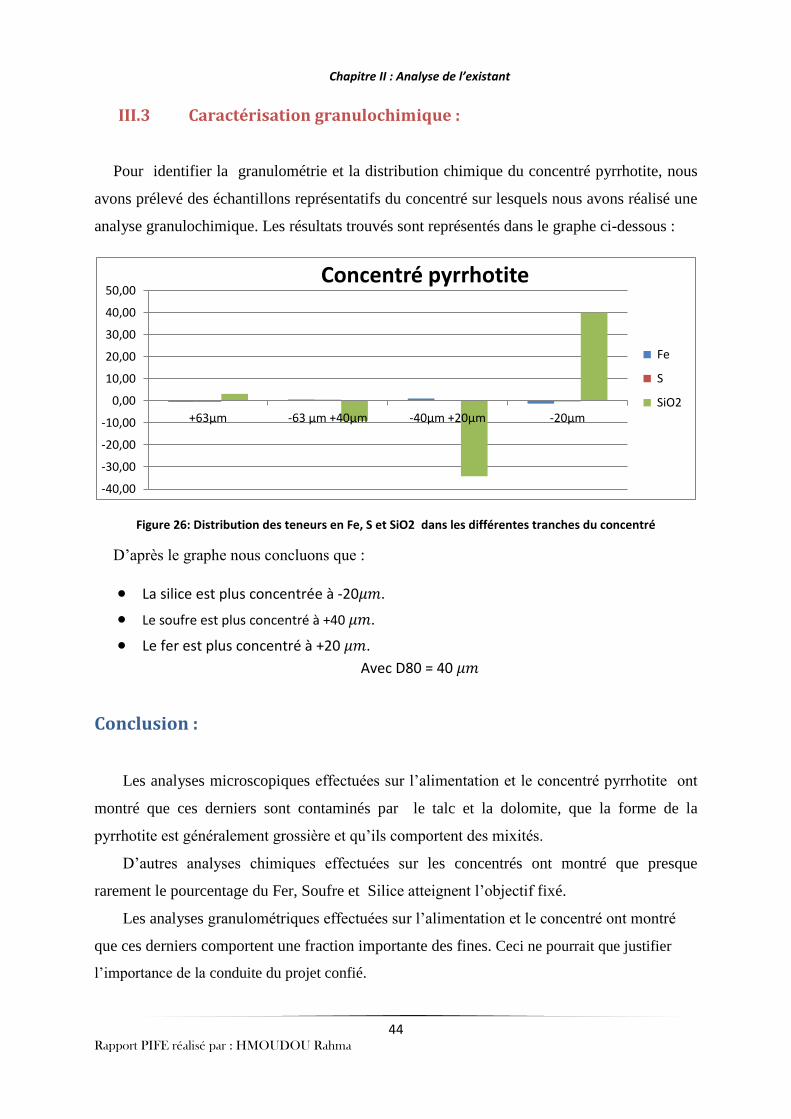
Chapitre II : Analyse de l’existant
44
Rapport PIFE réalisé par : HMOUDOU Rahma
III.3 Caractérisation granulochimique :
Pour identifier la granulométrie et la distribution chimique du concentré pyrrhotite, nous
avons prélevé des échantillons représentatifs du concentré sur lesquels nous avons réalisé une
analyse granulochimique. Les résultats trouvés sont représentés dans le graphe ci-dessous :
Figure 26: Distribution des teneurs en Fe, S et SiO2 dans les différentes tranches du concentré
D’après le graphe nous concluons que :
La silice est plus concentrée à -20 .
Le soufre est plus concentré à +40 .
Le fer est plus concentré à +20 .
Avec D80 = 40
Conclusion :
Les analyses microscopiques effectuées sur l’alimentation et le concentré pyrrhotite ont
montré que ces derniers sont contaminés par le talc et la dolomite, que la forme de la
pyrrhotite est généralement grossière et qu’ils comportent des mixités.
D’autres analyses chimiques effectuées sur les concentrés ont montré que presque
rarement le pourcentage du Fer, Soufre et Silice atteignent l’objectif fixé.
Les analyses granulométriques effectuées sur l’alimentation et le concentré ont montré
que ces derniers comportent une fraction importante des fines. Ceci ne pourrait que justifier
l’importance de la conduite du projet confié.
-40,00
-30,00
-20,00
-10,00
0,00
10,00
20,00
30,00
40,00
50,00
+63µm -63 µm +40µm -40µm +20µm -20µm
Concentré pyrrhotite
Fe
S
SiO2
45
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre III : Etude méthodologique de la problématique
Introduction :
Dans ce chapitre et dans l’ultime but de présenter une
meilleure analyse du projet, nous avons imbriqué quelques outils
d’analyse au système étudié. L’objectif était d’élucider par cette
analyse les différents aspects de la problématique pour en faire
émerger les finalités qui justifient le besoin de conduire une telle
étude.
Chapitre III : Etude méthodologique de la problématique
46
Rapport PIFE réalisé par : HMOUDOU Rahma
I. Diagramme Ishikawa :
I.1 But :
Le diagramme de cause à effet ou diagramme d’Ishikawa ou encore méthode des 5M est
une démarche qui permet d’identifier les causes possibles d’un problème ou un défaut (effet).
Il convient ensuite d’agir sur ces causes pour corriger le défaut en mettant en place des actions
correctives appropriées.
I.2 Méthode :
1. Énoncer le problème, effet (variable de réponse).
2. Faire la liste des causes associées à cet effet dans une session de brainstorming.
3. Penser aux grandes catégories : matériaux, machines, méthodes, main-d’œuvre,
milieu.
4. Tracer le diagramme.
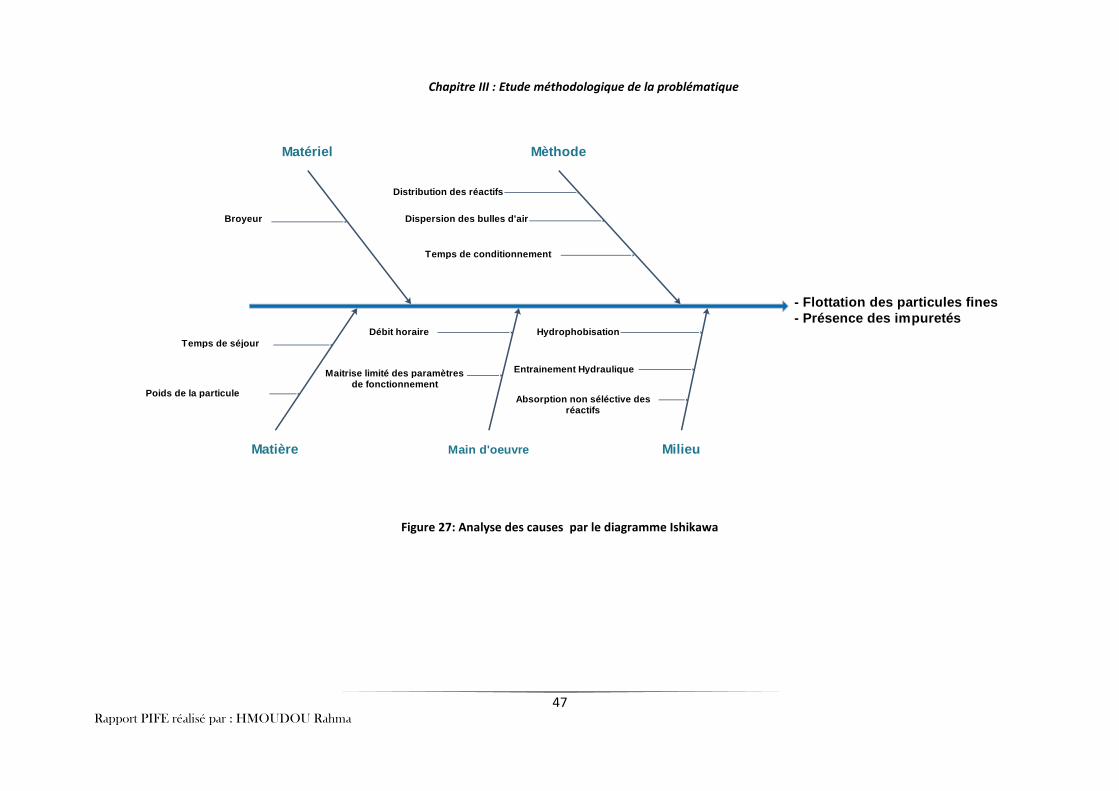
Chapitre III : Etude méthodologique de la problématique
47
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 27: Analyse des causes par le diagramme Ishikawa
- Flottation des particules fines
- Présence des impuretés
MèthodeMatériel
Matière Main d'oeuvre Milieu
Broyeur
Distribution des réactifs
Dispersion des bulles d'air
Temps de conditionnement
Temps de séjour
Poids de la particule
Débit horaire
Maitrise limité des paramètres de fonctionnement
Hydrophobisation
Entrainement Hydraulique
Absorption non séléctive des réactifs
Chapitre III : Etude méthodologique de la problématique
48
Rapport PIFE réalisé par : HMOUDOU Rahma
II. La méthode QQOQCCP :
II.1 Définition :
Dans la plupart des expériences courantes, et ceci quel que soit le domaine, la recherche de
solutions au problème nécessite très souvent de répondre aux mêmes questions en général :
Quoi ? (objets, action, phase, opération) ;
Qui ? (acteur, responsable) ;
Où ? (lieu, distance, étape) ;
Quand ? (moment, planning, durée, fréquence) ;
Combien ? (matériel, équipement, moyen nécessaire) ;
Comment ? (manières, modalités, procédures) ;
Pourquoi ? (réaliser telle action, respecter telle procédure) ;
Ce questionnement d’un problème a été formalisé et a donné naissance à une méthode : la
méthode QQOQCCP.
II.2 Caractérisation de la méthode :
La méthode QQOQCCP est une méthode d’analyse formelle, critique et constructive
basée sur le questionnement. En résumé, le but de cette méthode est d’obtenir un ensemble
d’informations pour comprendre quelles sont les raisons ou les causes principales d’une
situation ; d’identifier clairement et de manière structurée les aspects à traiter ou à améliorer
et surtout de ne rien oublier lors de la planification des actions correctives.
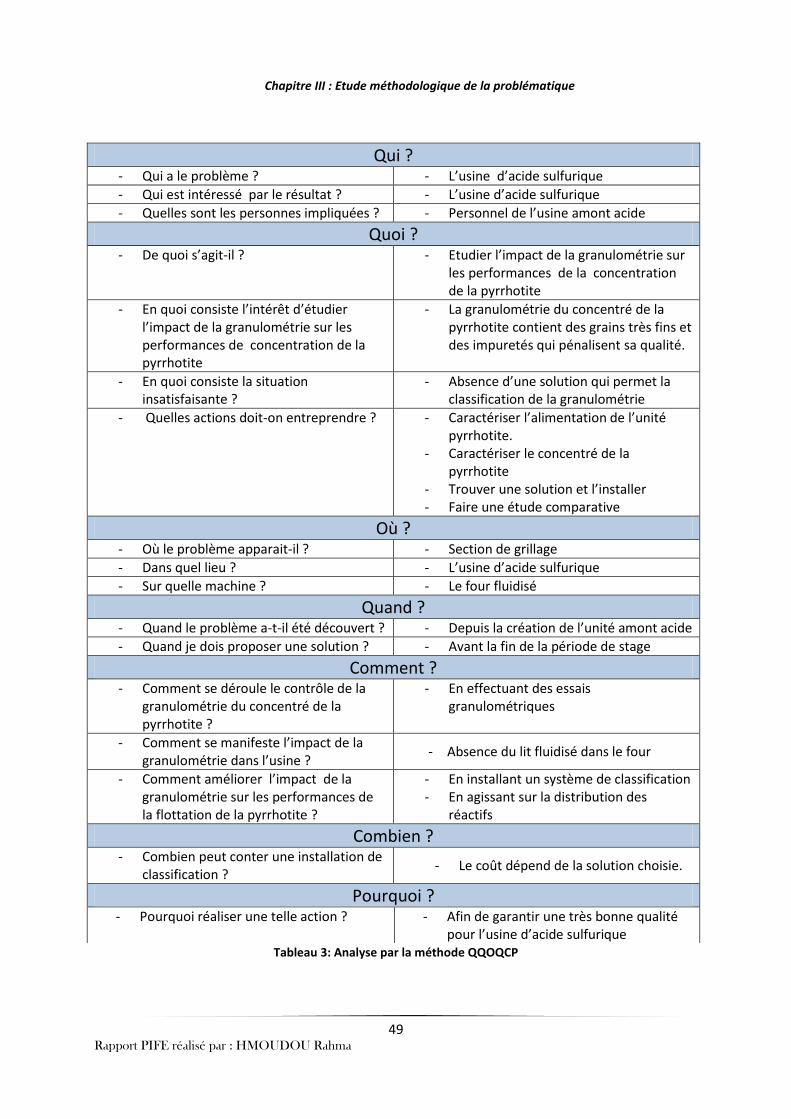
Chapitre III : Etude méthodologique de la problématique
49
Rapport PIFE réalisé par : HMOUDOU Rahma
Tableau 3: Analyse par la méthode QQOQCP
Qui ? - Qui a le problème ? - L’usine d’acide sulfurique
- Qui est intéressé par le résultat ? - L’usine d’acide sulfurique
- Quelles sont les personnes impliquées ? - Personnel de l’usine amont acide
Quoi ? - De quoi s’agit-il ? - Etudier l’impact de la granulométrie sur
les performances de la concentration de la pyrrhotite
- En quoi consiste l’intérêt d’étudier l’impact de la granulométrie sur les performances de concentration de la pyrrhotite
- La granulométrie du concentré de la pyrrhotite contient des grains très fins et des impuretés qui pénalisent sa qualité.
- En quoi consiste la situation insatisfaisante ?
- Absence d’une solution qui permet la classification de la granulométrie
- Quelles actions doit-on entreprendre ? - Caractériser l’alimentation de l’unité pyrrhotite.
- Caractériser le concentré de la pyrrhotite
- Trouver une solution et l’installer - Faire une étude comparative
Où ? - Où le problème apparait-il ? - Section de grillage
- Dans quel lieu ? - L’usine d’acide sulfurique
- Sur quelle machine ? - Le four fluidisé
Quand ? - Quand le problème a-t-il été découvert ? - Depuis la création de l’unité amont acide
- Quand je dois proposer une solution ? - Avant la fin de la période de stage
Comment ? - Comment se déroule le contrôle de la
granulométrie du concentré de la pyrrhotite ?
- En effectuant des essais granulométriques
- Comment se manifeste l’impact de la granulométrie dans l’usine ?
- Absence du lit fluidisé dans le four
- Comment améliorer l’impact de la granulométrie sur les performances de la flottation de la pyrrhotite ?
- En installant un système de classification - En agissant sur la distribution des
réactifs
Combien ? - Combien peut conter une installation de
classification ? - Le coût dépend de la solution choisie.
Pourquoi ? - Pourquoi réaliser une telle action ? - Afin de garantir une très bonne qualité
pour l’usine d’acide sulfurique
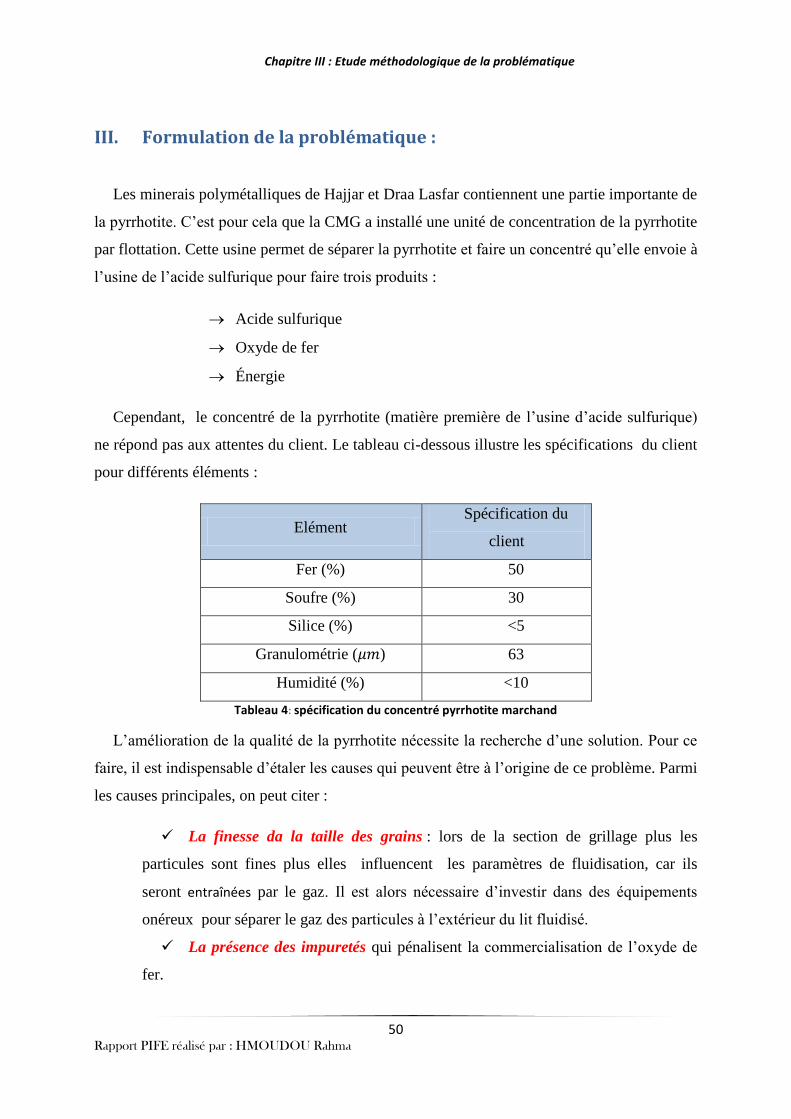
Chapitre III : Etude méthodologique de la problématique
50
Rapport PIFE réalisé par : HMOUDOU Rahma
III. Formulation de la problématique :
Les minerais polymétalliques de Hajjar et Draa Lasfar contiennent une partie importante de
la pyrrhotite. C’est pour cela que la CMG a installé une unité de concentration de la pyrrhotite
par flottation. Cette usine permet de séparer la pyrrhotite et faire un concentré qu’elle envoie à
l’usine de l’acide sulfurique pour faire trois produits :
Acide sulfurique
Oxyde de fer
Énergie
Cependant, le concentré de la pyrrhotite (matière première de l’usine d’acide sulfurique)
ne répond pas aux attentes du client. Le tableau ci-dessous illustre les spécifications du client
pour différents éléments :
Elément Spécification du
client
Fer (%) 50
Soufre (%) 30
Silice (%) <5
Granulométrie ( ) 63
Humidité (%) <10
Tableau 4: spécification du concentré pyrrhotite marchand
L’amélioration de la qualité de la pyrrhotite nécessite la recherche d’une solution. Pour ce
faire, il est indispensable d’étaler les causes qui peuvent être à l’origine de ce problème. Parmi
les causes principales, on peut citer :
La finesse da la taille des grains : lors de la section de grillage plus les
particules sont fines plus elles influencent les paramètres de fluidisation, car ils
seront entraînées par le gaz. Il est alors nécessaire d’investir dans des équipements
onéreux pour séparer le gaz des particules à l’extérieur du lit fluidisé.
La présence des impuretés qui pénalisent la commercialisation de l’oxyde de
fer.

Chapitre III : Etude méthodologique de la problématique
51
Rapport PIFE réalisé par : HMOUDOU Rahma
Conclusion :
Après avoir utilisé quelques outils d’analyse aux problèmes de finesse et des impuretés,
nous avons pu prendre connaissance des aspects les plus importants à considérer le long des
chapitres à venir. Nous avons pu également cerner et définir l’objectif qui justifie l’intérêt de
conduire ce projet et qui est d’étudier l’impact de la granulométrie sur la concentration de la
pyrrhotite, une étude qui devra aboutir à une recommandation d’une solution efficace.
52
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre IV : Dimensionnement de l’hydrocyclone
Introduction :
Afin de pallier aux problèmes cités auparavant, nous avons
choisi l’hydrocyclone comme solution pour garantir la
récupération des grosses particules dans le concentré pyrrhotite et
d’éliminer une bonne partie des schlamms.
Lors de ce chapitre, nous allons dimensionner l’hydrocyclone
et aussi construire une feuille de calcul sous Excel qui pourra
fournir les dimensions nécessaires à la fabrication d’un tel
système.
Chapitre IV : Dimensionnement de l’hydrocyclone
53
Rapport PIFE réalisé par : HMOUDOU Rahma
I. Bilan matière :
I.1 Introduction :
L’analyse critique de fonctionnement des différents équipements composant le circuit
nécessite la connaissance des caractéristiques de la pulpe qui alimente cette boucle et du
rendement du circuit ; c’est dans ce but que nous avons effectué un bilan matière de ce circuit.
Le bilan minéralurgique est un aspect fondamental pour l’évaluation d’une opération
minéralurgique. Il permet de déterminer la répartition des produits dans l’usine, et par le
même coup, d’évaluer les paramètres de performance tels que : la teneur et la récupération.
I.2 Méthodes de calcul :
L’analyse des bilans permet de déterminer les différents flux d’entrée et de sortie de la
chaine et de chaque appareil de traitement. En effet, le bilan de matière exprime la
conservation de la matière qui se traduit en régime permanent par l’égalité des flux entrants et
sortants en un point donné
I.2.1 Principe du calcul du Bilan de l’hydrocyclone :
Pour écrire les équations d’un bilan, il faut :
a. Délimiter avec précision le système auquel on veut établir le bilan, par exemple
l’hydrocyclone.
b. Inventorier les flux entrant au système et les flux sortant du système, dans cet
exemple : - flux entrant : le flux A (Alimentation)
- flux sortant : le flux U (Souverse) et le flux θ (Surverse)
c. Écrire les équations de bilan selon le principe général : Entrées = Sorties , tout
en sachant que cette égalité n’est valable qu’en régime permanent, c'est-à-dire que le
circuit a atteint l’équilibre, ce qui n’est pas le cas lors du démarrage ou de l’arrêt par
exemple ou juste après une modification d’un débit de matière solide ou eau ou d’un
paramètre de marche jugée ayant une influence significative sur les débits matière. Cela
suppose aussi que les pertes sont nulles ou du moins négligeables.
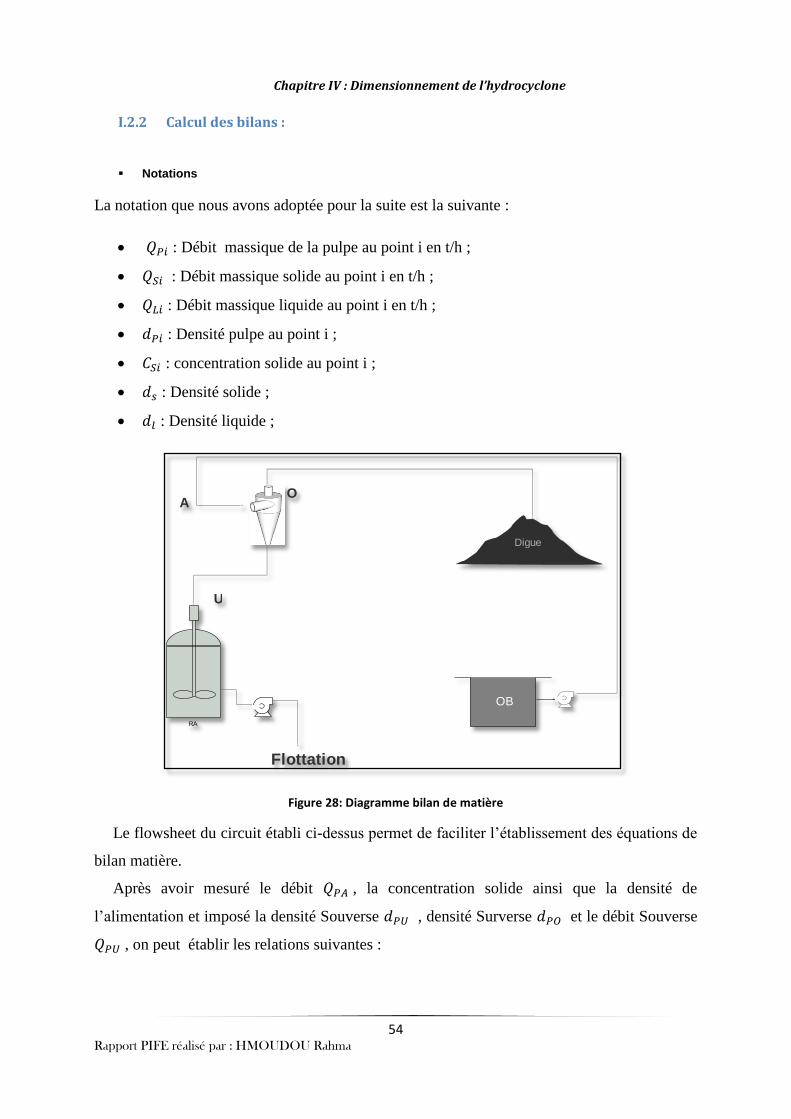
Chapitre IV : Dimensionnement de l’hydrocyclone
54
Rapport PIFE réalisé par : HMOUDOU Rahma
I.2.2 Calcul des bilans :
Notations
La notation que nous avons adoptée pour la suite est la suivante :
: Débit massique de la pulpe au point i en t/h ;
: Débit massique solide au point i en t/h ;
: Débit massique liquide au point i en t/h ;
: Densité pulpe au point i ;
: concentration solide au point i ;
: Densité solide ;
: Densité liquide ;
Figure 28: Diagramme bilan de matière
Le flowsheet du circuit établi ci-dessus permet de faciliter l’établissement des équations de
bilan matière.
Après avoir mesuré le débit , la concentration solide ainsi que la densité de
l’alimentation et imposé la densité Souverse , densité Surverse et le débit Souverse
, on peut établir les relations suivantes :
OB
RA
Digue
AO
U
Flottation
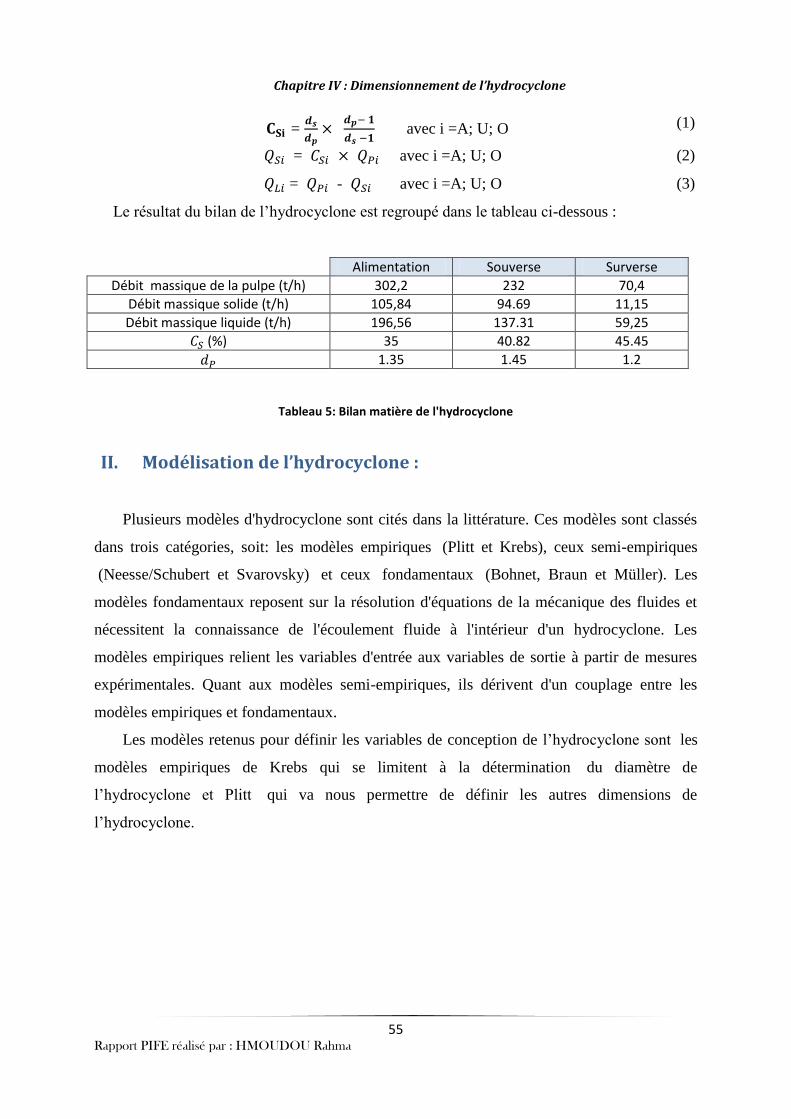
Chapitre IV : Dimensionnement de l’hydrocyclone
55
Rapport PIFE réalisé par : HMOUDOU Rahma
=
avec i =A; U; O (1)
= avec i =A; U; O (2)
= - avec i =A; U; O (3)
Le résultat du bilan de l’hydrocyclone est regroupé dans le tableau ci-dessous :
Tableau 5: Bilan matière de l'hydrocyclone
II. Modélisation de l’hydrocyclone :
Plusieurs modèles d'hydrocyclone sont cités dans la littérature. Ces modèles sont classés
dans trois catégories, soit: les modèles empiriques (Plitt et Krebs), ceux semi-empiriques
(Neesse/Schubert et Svarovsky) et ceux fondamentaux (Bohnet, Braun et Müller). Les
modèles fondamentaux reposent sur la résolution d'équations de la mécanique des fluides et
nécessitent la connaissance de l'écoulement fluide à l'intérieur d'un hydrocyclone. Les
modèles empiriques relient les variables d'entrée aux variables de sortie à partir de mesures
expérimentales. Quant aux modèles semi-empiriques, ils dérivent d'un couplage entre les
modèles empiriques et fondamentaux.
Les modèles retenus pour définir les variables de conception de l’hydrocyclone sont les
modèles empiriques de Krebs qui se limitent à la détermination du diamètre de
l’hydrocyclone et Plitt qui va nous permettre de définir les autres dimensions de
l’hydrocyclone.
Alimentation Souverse Surverse
Débit massique de la pulpe (t/h) 302,2 232 70,4
Débit massique solide (t/h) 105,84 94.69 11,15
Débit massique liquide (t/h) 196,56 137.31 59,25
(%) 35 40.82 45.45
1.35 1.45 1.2
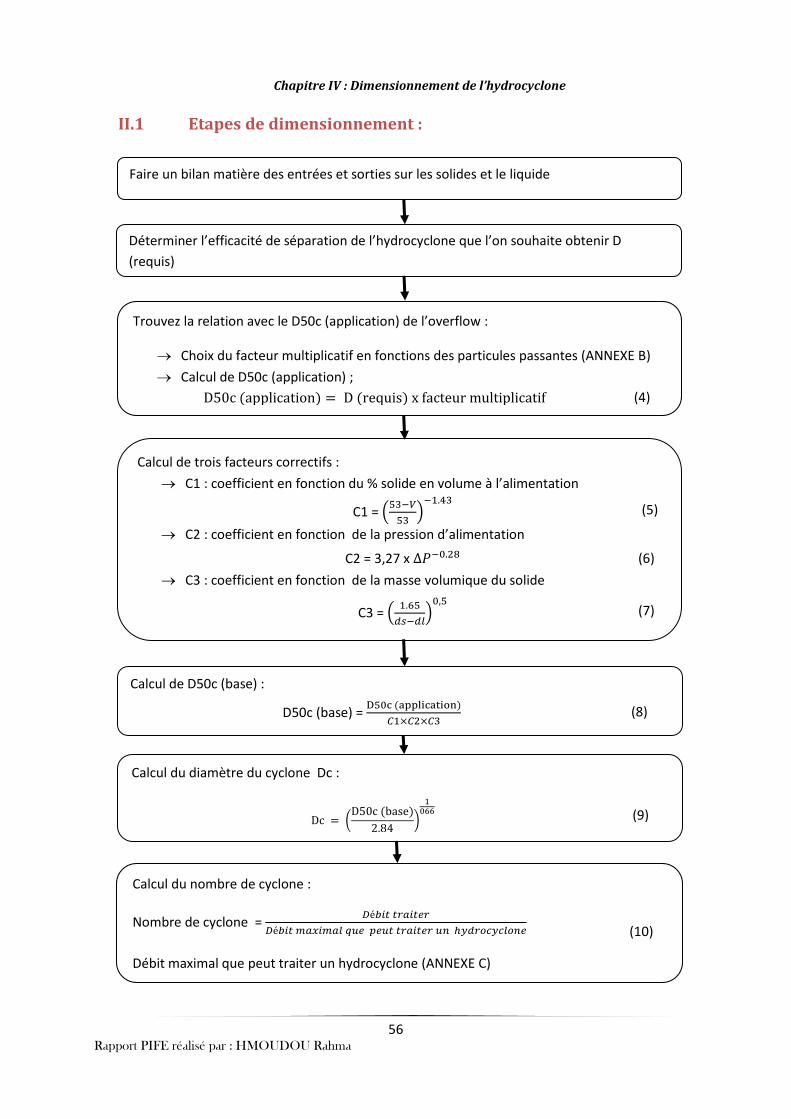
Chapitre IV : Dimensionnement de l’hydrocyclone
56
Rapport PIFE réalisé par : HMOUDOU Rahma
II.1 Etapes de dimensionnement :
Calcul de trois facteurs correctifs :
C1 : coefficient en fonction du % solide en volume à l’alimentation
C1 = (
)
(5)
C2 : coefficient en fonction de la pression d’alimentation
C2 = 3,27 x (6)
C3 : coefficient en fonction de la masse volumique du solide
C3 = (
)
(7)
Faire un bilan matière des entrées et sorties sur les solides et le liquide
Déterminer l’efficacité de séparation de l’hydrocyclone que l’on souhaite obtenir D
(requis)
Calcul du diamètre du cyclone Dc :
(
)
(9)
Calcul du nombre de cyclone :
Nombre de cyclone =
(10)
Débit maximal que peut traiter un hydrocyclone (ANNEXE C)
Trouvez la relation avec le D50c (application) de l’overflow :
Choix du facteur multiplicatif en fonctions des particules passantes (ANNEXE B)
Calcul de D50c (application) ;
(4)
Calcul de D50c (base) :
D50c (base) =
(8)
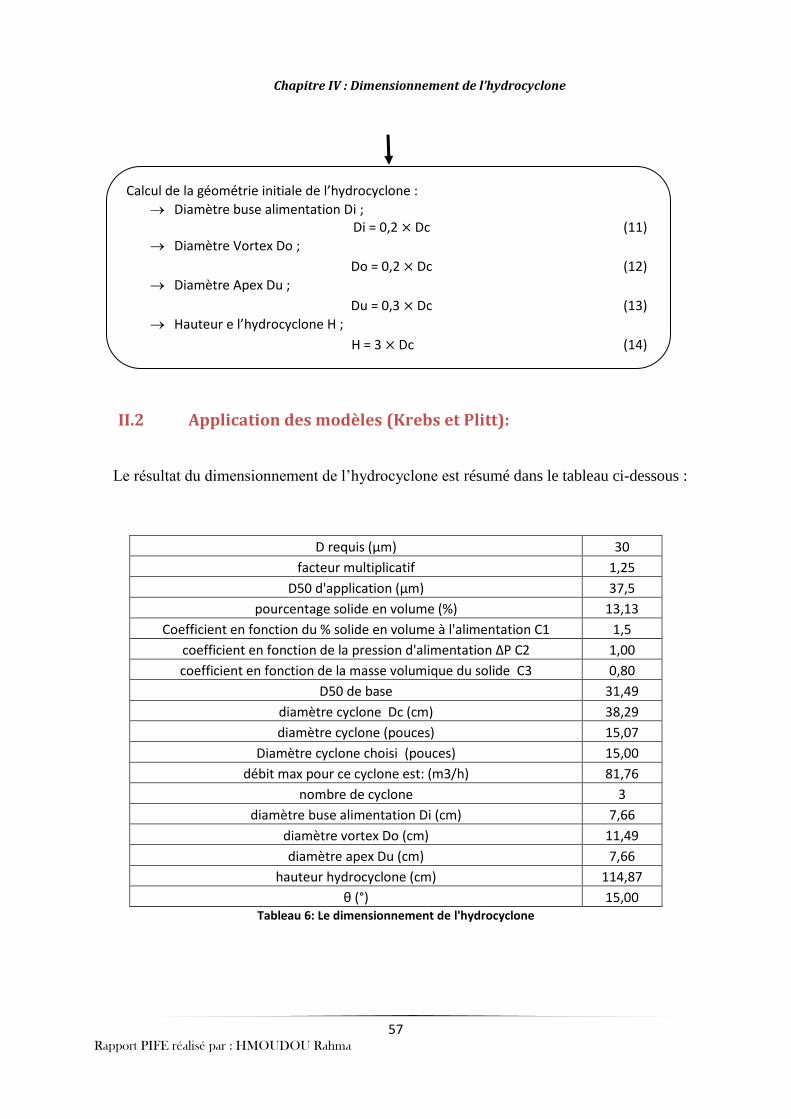
Chapitre IV : Dimensionnement de l’hydrocyclone
57
Rapport PIFE réalisé par : HMOUDOU Rahma
II.2 Application des modèles (Krebs et Plitt):
Le résultat du dimensionnement de l’hydrocyclone est résumé dans le tableau ci-dessous :
D requis (μm) 30
facteur multiplicatif 1,25
D50 d'application (μm) 37,5
pourcentage solide en volume (%) 13,13
Coefficient en fonction du % solide en volume à l'alimentation C1 1,5
coefficient en fonction de la pression d'alimentation ∆P C2 1,00
coefficient en fonction de la masse volumique du solide C3 0,80
D50 de base 31,49
diamètre cyclone Dc (cm) 38,29
diamètre cyclone (pouces) 15,07
Diamètre cyclone choisi (pouces) 15,00
débit max pour ce cyclone est: (m3/h) 81,76
nombre de cyclone 3
diamètre buse alimentation Di (cm) 7,66
diamètre vortex Do (cm) 11,49
diamètre apex Du (cm) 7,66
hauteur hydrocyclone (cm) 114,87
θ (°) 15,00 Tableau 6: Le dimensionnement de l'hydrocyclone
Calcul de la géométrie initiale de l’hydrocyclone :
Diamètre buse alimentation Di ; Di = 0,2 Dc (11)
Diamètre Vortex Do ;
Do = 0,2 Dc (12)
Diamètre Apex Du ;
Du = 0,3 Dc (13)
Hauteur e l’hydrocyclone H ;
H = 3 Dc (14)
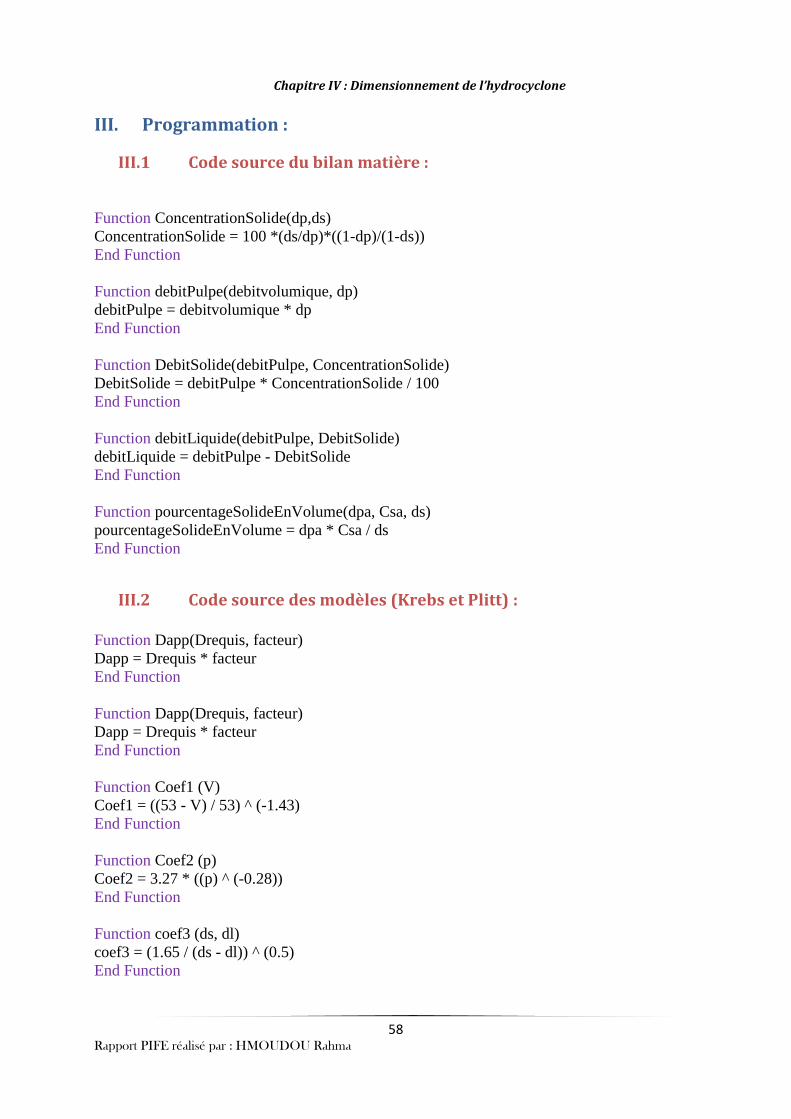
Chapitre IV : Dimensionnement de l’hydrocyclone
58
Rapport PIFE réalisé par : HMOUDOU Rahma
III. Programmation :
III.1 Code source du bilan matière :
Function ConcentrationSolide(dp,ds)
ConcentrationSolide = 100 *(ds/dp)*((1-dp)/(1-ds))
End Function
Function debitPulpe(debitvolumique, dp)
debitPulpe = debitvolumique * dp
End Function
Function DebitSolide(debitPulpe, ConcentrationSolide)
DebitSolide = debitPulpe * ConcentrationSolide / 100
End Function
Function debitLiquide(debitPulpe, DebitSolide)
debitLiquide = debitPulpe - DebitSolide
End Function
Function pourcentageSolideEnVolume(dpa, Csa, ds)
pourcentageSolideEnVolume = dpa * Csa / ds
End Function
III.2 Code source des modèles (Krebs et Plitt) :
Function Dapp(Drequis, facteur)
Dapp = Drequis * facteur
End Function
Function Dapp(Drequis, facteur)
Dapp = Drequis * facteur
End Function
Function Coef1 (V)
Coef1 = ((53 - V) / 53) ^ (-1.43)
End Function
Function Coef2 (p)
Coef2 = 3.27 * ((p) ^ (-0.28))
End Function
Function coef3 (ds, dl)
coef3 = (1.65 / (ds - dl)) ^ (0.5)
End Function
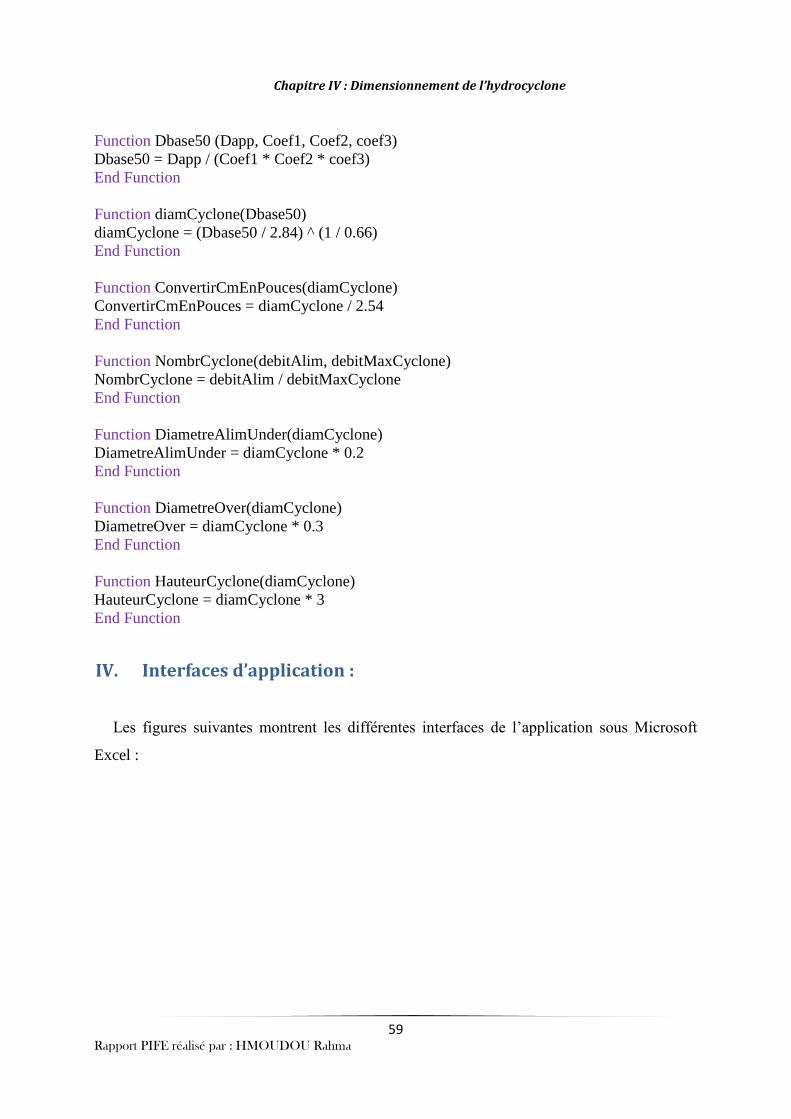
Chapitre IV : Dimensionnement de l’hydrocyclone
59
Rapport PIFE réalisé par : HMOUDOU Rahma
Function Dbase50 (Dapp, Coef1, Coef2, coef3)
Dbase50 = Dapp / (Coef1 * Coef2 * coef3)
End Function
Function diamCyclone(Dbase50)
diamCyclone = (Dbase50 / 2.84) ^ (1 / 0.66)
End Function
Function ConvertirCmEnPouces(diamCyclone)
ConvertirCmEnPouces = diamCyclone / 2.54
End Function
Function NombrCyclone(debitAlim, debitMaxCyclone)
NombrCyclone = debitAlim / debitMaxCyclone
End Function
Function DiametreAlimUnder(diamCyclone)
DiametreAlimUnder = diamCyclone * 0.2
End Function
Function DiametreOver(diamCyclone)
DiametreOver = diamCyclone * 0.3
End Function
Function HauteurCyclone(diamCyclone)
HauteurCyclone = diamCyclone * 3
End Function
IV. Interfaces d’application :
Les figures suivantes montrent les différentes interfaces de l’application sous Microsoft
Excel :
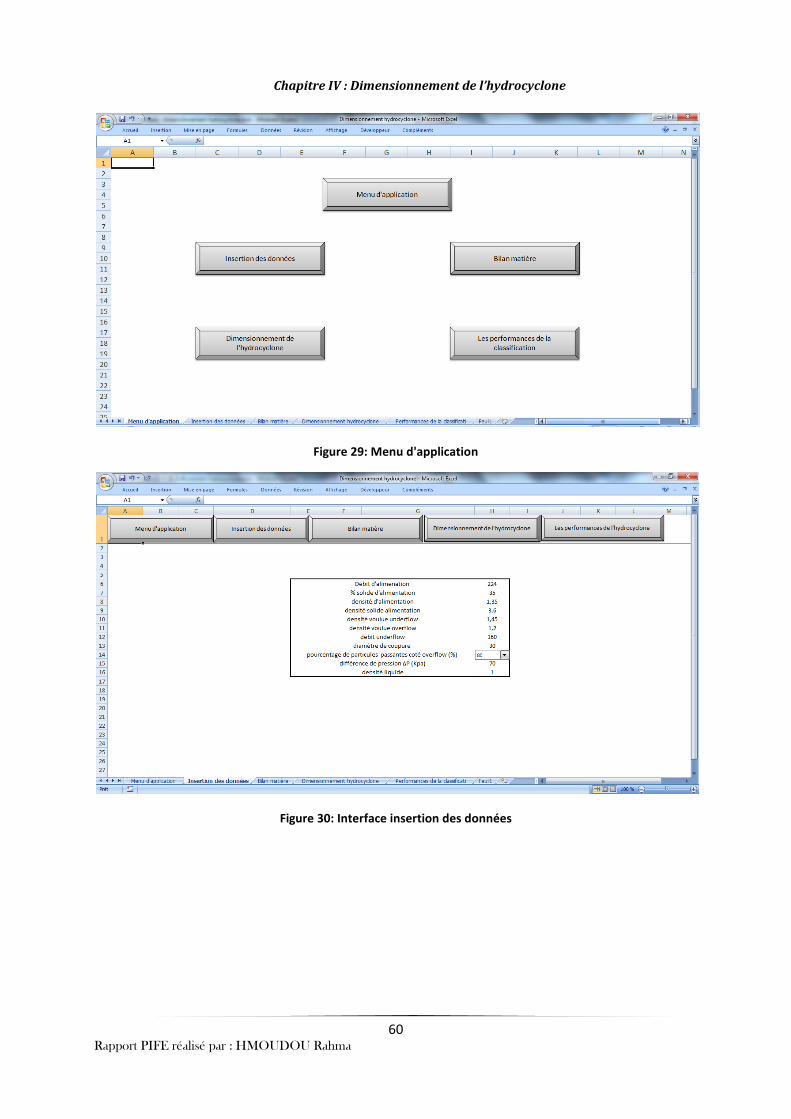
Chapitre IV : Dimensionnement de l’hydrocyclone
60
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 29: Menu d'application
Figure 30: Interface insertion des données
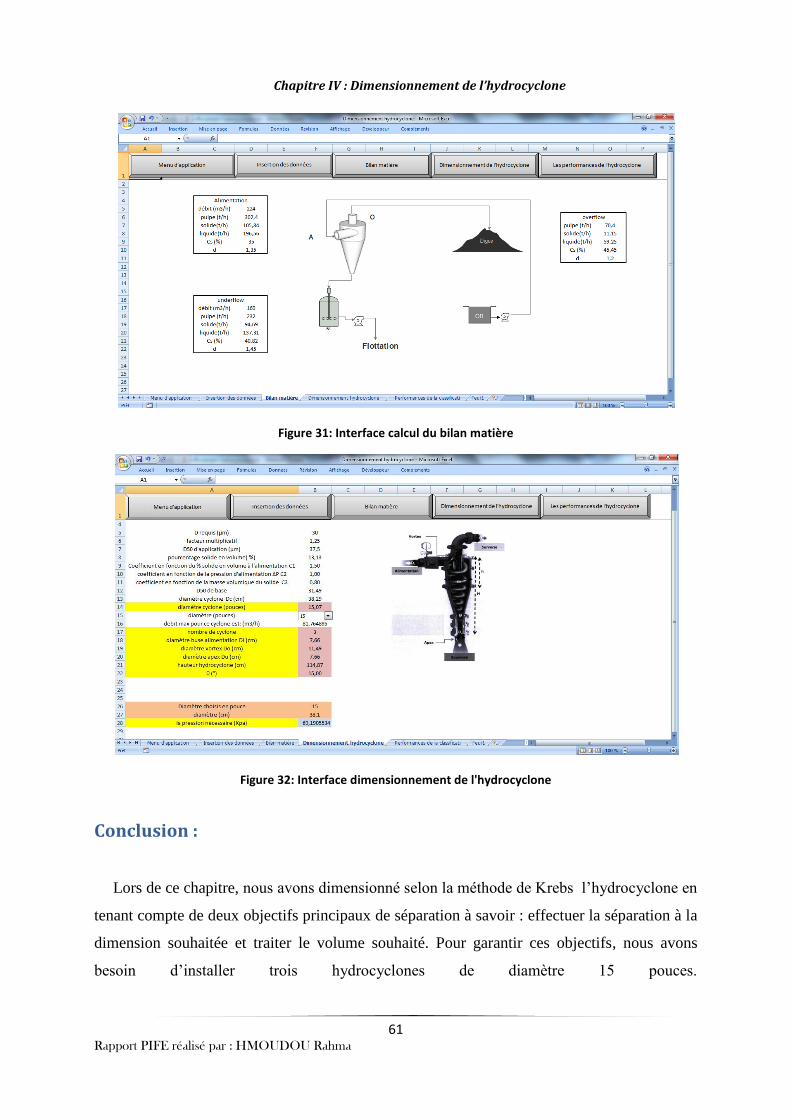
Chapitre IV : Dimensionnement de l’hydrocyclone
61
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 31: Interface calcul du bilan matière
Figure 32: Interface dimensionnement de l'hydrocyclone
Conclusion :
Lors de ce chapitre, nous avons dimensionné selon la méthode de Krebs l’hydrocyclone en
tenant compte de deux objectifs principaux de séparation à savoir : effectuer la séparation à la
dimension souhaitée et traiter le volume souhaité. Pour garantir ces objectifs, nous avons
besoin d’installer trois hydrocyclones de diamètre 15 pouces.
62
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces
performances
Introduction :
Ce chapitre décrit la procédure utilisée pour effectuer les travaux
expérimentaux afin de générer les données nécessaires dans le
cadre du projet. Le chapitre est divisé en 4 parties. La première
partie décrit les caractéristiques techniques du montage
expérimental. La deuxième partie présente une revue de la
littérature sur les performances de la classification. Le
déroulement des travaux effectués ainsi que les résultats obtenus
sont décrits dans la troisième partie. Lors de la dernière partie,
nous allons analyser et interpréter les résultats obtenus.
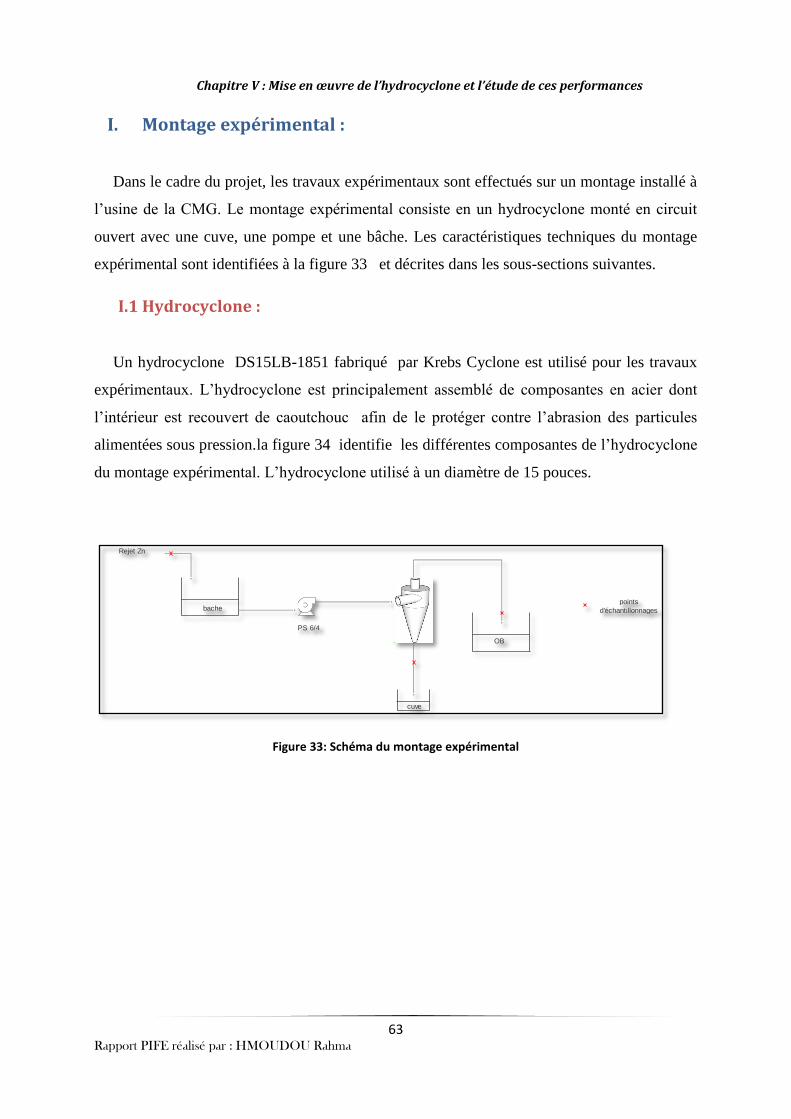
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
63
Rapport PIFE réalisé par : HMOUDOU Rahma
I. Montage expérimental :
Dans le cadre du projet, les travaux expérimentaux sont effectués sur un montage installé à
l’usine de la CMG. Le montage expérimental consiste en un hydrocyclone monté en circuit
ouvert avec une cuve, une pompe et une bâche. Les caractéristiques techniques du montage
expérimental sont identifiées à la figure 33 et décrites dans les sous-sections suivantes.
I.1 Hydrocyclone :
Un hydrocyclone DS15LB-1851 fabriqué par Krebs Cyclone est utilisé pour les travaux
expérimentaux. L’hydrocyclone est principalement assemblé de composantes en acier dont
l’intérieur est recouvert de caoutchouc afin de le protéger contre l’abrasion des particules
alimentées sous pression.la figure 34 identifie les différentes composantes de l’hydrocyclone
du montage expérimental. L’hydrocyclone utilisé à un diamètre de 15 pouces.
Figure 33: Schéma du montage expérimental
PS 6/4
OB
bache
cuve
Rejet Zn
points
d'échantillonnages
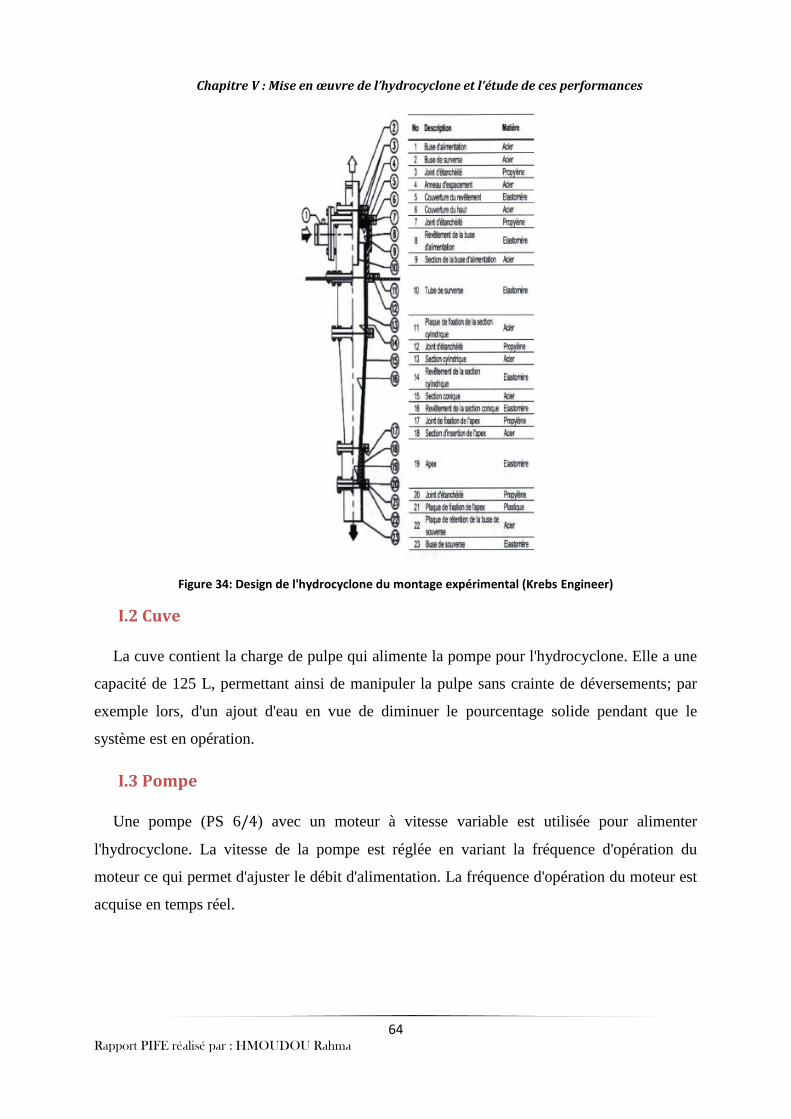
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
64
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 34: Design de l'hydrocyclone du montage expérimental (Krebs Engineer)
I.2 Cuve
La cuve contient la charge de pulpe qui alimente la pompe pour l'hydrocyclone. Elle a une
capacité de 125 L, permettant ainsi de manipuler la pulpe sans crainte de déversements; par
exemple lors, d'un ajout d'eau en vue de diminuer le pourcentage solide pendant que le
système est en opération.
I.3 Pompe
Une pompe (PS 6 ) avec un moteur à vitesse variable est utilisée pour alimenter
l'hydrocyclone. La vitesse de la pompe est réglée en variant la fréquence d'opération du
moteur ce qui permet d'ajuster le débit d'alimentation. La fréquence d'opération du moteur est
acquise en temps réel.
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
65
Rapport PIFE réalisé par : HMOUDOU Rahma
II. Analyse critique des performances de l’hydrocyclone :
Plusieurs modèles prédisent les paramètres de performance d’un hydrocyclone. Le modèle
de référence retenu dans le cadre de ce projet est celui proposé par Plitt.
Plitt et son équipe ont développé des formules empiriques basées sur des régressions
multiples ; ces formules prennent en compte les différents paramètres de performance de
l’hydrocyclone et toutes les variables caractérisant la géométrie de ce dernier ainsi que les
différents paramètres opératoires.
II.1 Paramètres du modèle :
II.1.1 Courbe de partage :
Les courbes de partages permettent de caractériser la classification. Elles s’obtiennent
pourtant :
en abscisse: la dimension moyenne des grains d'une tranche granulométrique (d- ,d+ )
sur échelle logarithmique.
en ordonnée: la proportion en poids de la même tranche (d- , d+ ) de l'alimentation
qui passe dans la souverse.
On peut également interpréter l’ordonnée de la courbe de partage comme étant la probabilité
qu’a un grain de l’alimentation, de dimension d de se trouver dans la souverse.
=
(15)
Lors de la classification, les particules très fines entraînées par l'eau se retrouvent à la
souverse alors qu'elles devraient être à la surverse. Puisqu'on suppose que ces fines n'ont pas
été soumises à la classification, le partage des particules (équation 15) est corrigé pour tenir
compte du soutirage ( ), c'est-à-dire de la proportion des particules de l'alimentation qui ne
subit pas la classification, mais l'entrainement.
(16)
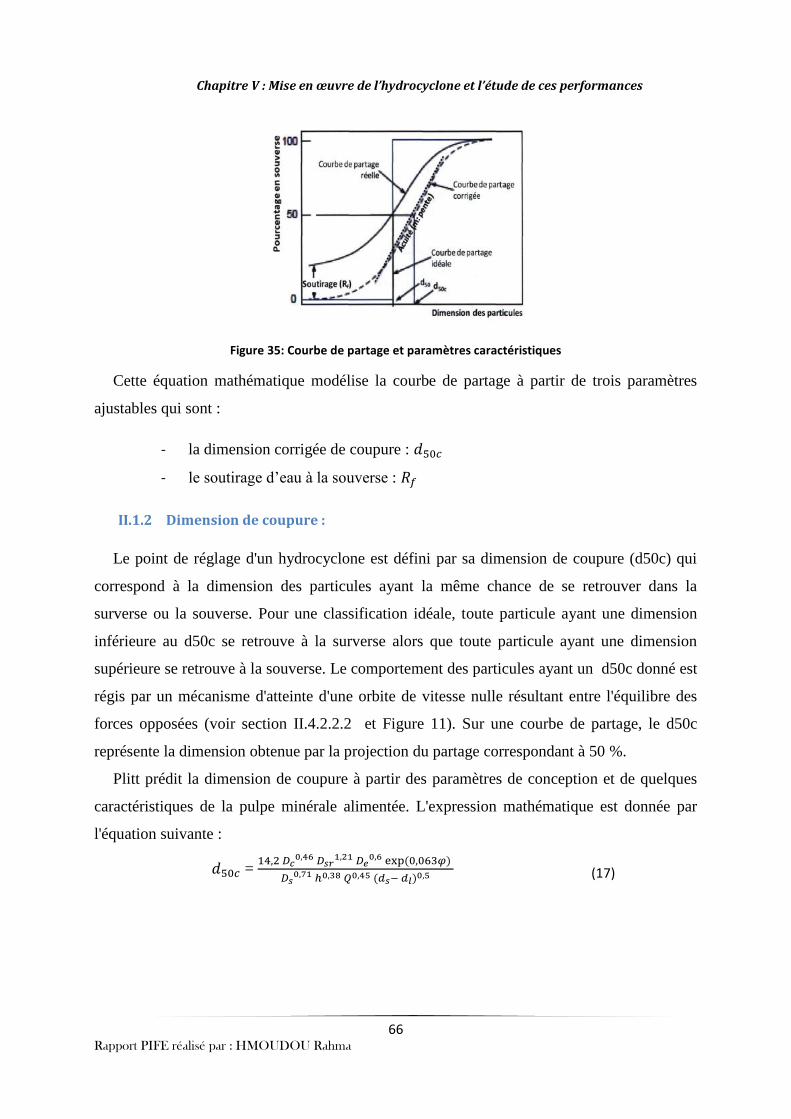
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
66
Rapport PIFE réalisé par : HMOUDOU Rahma
Figure 35: Courbe de partage et paramètres caractéristiques
Cette équation mathématique modélise la courbe de partage à partir de trois paramètres
ajustables qui sont :
- la dimension corrigée de coupure :
- le soutirage d’eau à la souverse :
II.1.2 Dimension de coupure :
Le point de réglage d'un hydrocyclone est défini par sa dimension de coupure (d50c) qui
correspond à la dimension des particules ayant la même chance de se retrouver dans la
surverse ou la souverse. Pour une classification idéale, toute particule ayant une dimension
inférieure au d50c se retrouve à la surverse alors que toute particule ayant une dimension
supérieure se retrouve à la souverse. Le comportement des particules ayant un d50c donné est
régis par un mécanisme d'atteinte d'une orbite de vitesse nulle résultant entre l'équilibre des
forces opposées (voir section II.4.2.2.2 et Figure 11). Sur une courbe de partage, le d50c
représente la dimension obtenue par la projection du partage correspondant à 50 %.
Plitt prédit la dimension de coupure à partir des paramètres de conception et de quelques
caractéristiques de la pulpe minérale alimentée. L'expression mathématique est donnée par
l'équation suivante :
=
(17)
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
67
Rapport PIFE réalisé par : HMOUDOU Rahma
II.1.3 Partage de l’eau à la souverse :
Le partage de l'eau est la proportion du débit d'eau alimenté qui se retrouve à la souverse.
Lors de la classification, les particules très fines sont entraînées avec l'eau qui va à la
souverse. Ce phénomène est désigné comme un court-circuitage des particules fines
entraînées par l'eau. Puisque la proportion d'eau à la souverse est liée à la proportion de
particules fines court-circuitée, Plitt propose les équations suivantes pour calculer le
coefficient de partage d'eau à la souverse.
La distribution de pulpe est exprimée par l'expression suivante :
S =
(18)
Le partage de pulpe est donné par le rapport :
=
(19)
Les équations (18) et (19) et sont liées par la relation :
=
(20)
Puisque le partage massique du solide est exprimé selon :
=
(21)
Ainsi, la relation suivante donne l'expression du partage de l'eau, soit l'estimé du soutirage:
=
=
(22)
Où Cs = pourcentage de solides dans la pulpe
En pratique, une courbe de partage ne converge pas vers zéro dans la région des fines
particules. Donc, le point sur la courbe de partage correspondant à la dimension nulle
représente la fraction de particules fines entraînées par l'eau accompagnant les grossières,

Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
68
Rapport PIFE réalisé par : HMOUDOU Rahma
c'est-à-dire le soutirage. Le modèle proposé par Plitt estime plutôt la distribution volumique
de pulpe (S) entre la souverse et la surverse selon :
S =
(
)
(23)
Avec : masse volumique de la pulpe en kg/m3.
II.1.4 Acuité de séparation :
L'acuité de la séparation est donnée par la pente de la courbe de partage. Elle informe sur la
qualité de la classification. Plus la valeur de la pente est élevée, plus la courbe de partage tend
vers une courbe de partage idéale (voir Figure 35), donc meilleure sera la classification. Le
modèle proposé par Plitt pour prédire l'acuité de séparation est:
(
)
(24)
II.1.5 La pression d’opération :
Le modèle de Plitt prédit la pression d'opération en fonction du débit et des paramètres de
conception d'un hydrocyclone en utilisant :
(25)
Avec : masse volumique de la pulpe en g/cm3.
II.1.6 Ecart probable :
C’est l’écart entre la courbe de partage réelle et la courbe idéale. Elle traduit la netteté de la
séparation que nous appelons abusivement la pente de la courbe de partage. Plus l’écart est
minime, meilleure sera la séparation.
(26)
Nous retrouvons bien les conditions aux limites si = , = 0 et la courbe de
partage est alors une droite verticale qui représente la classification parfaite.
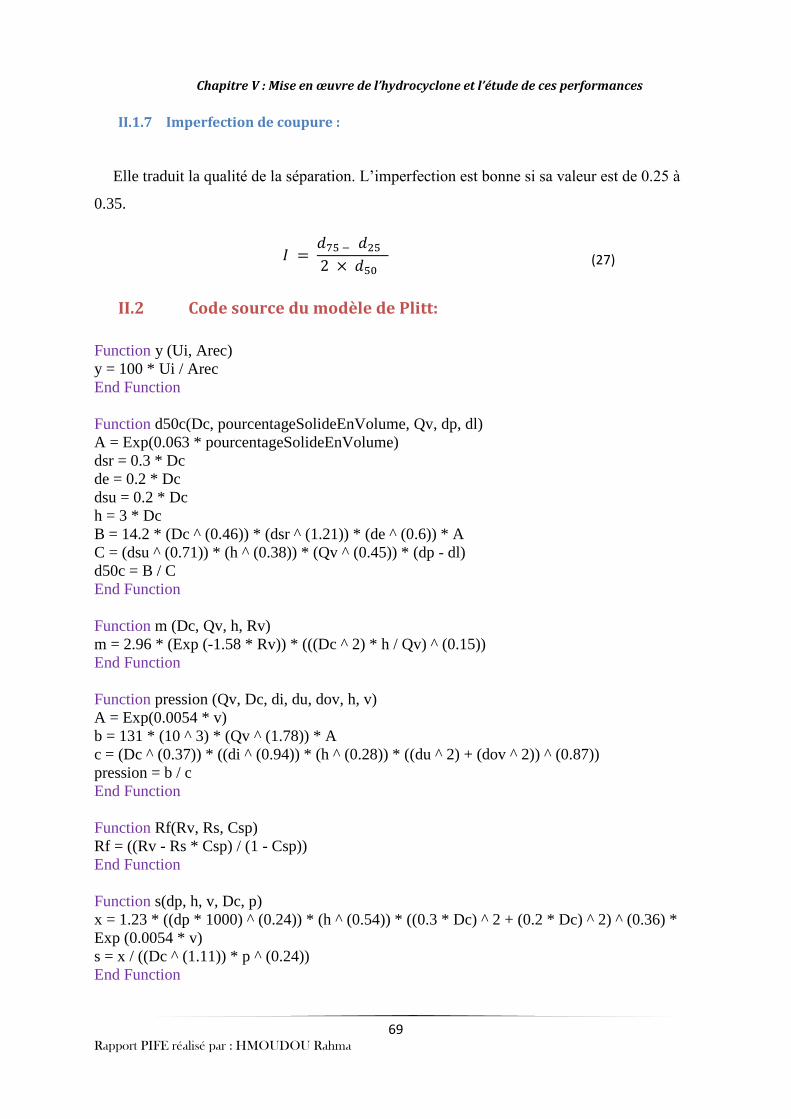
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
69
Rapport PIFE réalisé par : HMOUDOU Rahma
II.1.7 Imperfection de coupure :
Elle traduit la qualité de la séparation. L’imperfection est bonne si sa valeur est de 0.25 à
0.35.
(27)
II.2 Code source du modèle de Plitt:
Function y (Ui, Arec)
y = 100 * Ui / Arec
End Function
Function d50c(Dc, pourcentageSolideEnVolume, Qv, dp, dl)
A = Exp(0.063 * pourcentageSolideEnVolume)
dsr = 0.3 * Dc
de = 0.2 * Dc
dsu = 0.2 * Dc
h = 3 * Dc
B = 14.2 * (Dc ^ (0.46)) * (dsr ^ (1.21)) * (de ^ (0.6)) * A
C = (dsu ^ (0.71)) * (h ^ (0.38)) * (Qv ^ (0.45)) * (dp - dl)
d50c = B / C
End Function
Function m (Dc, Qv, h, Rv)
m = 2.96 * (Exp (-1.58 * Rv)) * (((Dc ^ 2) * h / Qv) ^ (0.15))
End Function
Function pression (Qv, Dc, di, du, dov, h, v)
A = Exp(0.0054 * v)
b = 131 * (10 ^ 3) * (Qv ^ (1.78)) * A
c = (Dc ^ (0.37)) * ((di ^ (0.94)) * (h ^ (0.28)) * ((du ^ 2) + (dov ^ 2)) ^ (0.87))
pression = b / c
End Function
Function Rf(Rv, Rs, Csp)
Rf = ((Rv - Rs * Csp) / (1 - Csp))
End Function
Function s(dp, h, v, Dc, p)
x = 1.23 * ((dp * 1000) ^ (0.24)) * (h ^ (0.54)) * ((0.3 * Dc) ^ 2 + (0.2 * Dc) ^ 2) ^ (0.36) *
Exp (0.0054 * v)
s = x / ((Dc ^ (1.11)) * p ^ (0.24))
End Function
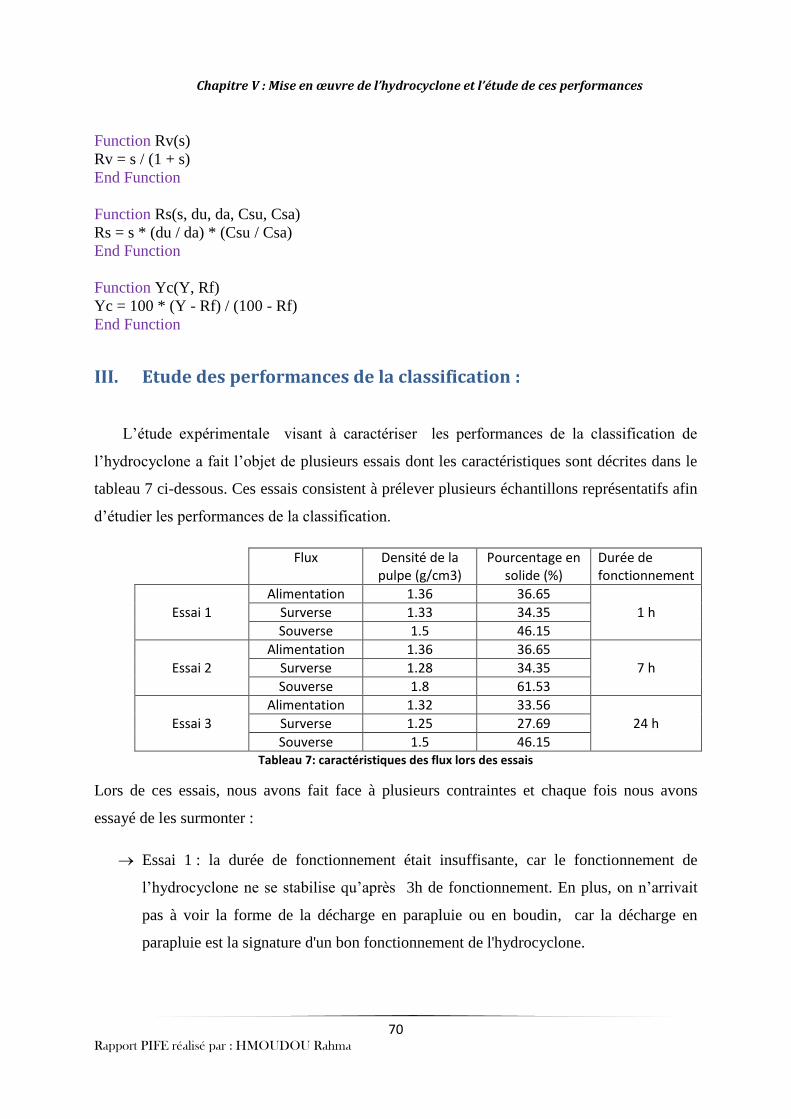
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
70
Rapport PIFE réalisé par : HMOUDOU Rahma
Function Rv(s)
Rv = s / (1 + s)
End Function
Function Rs(s, du, da, Csu, Csa)
Rs = s * (du / da) * (Csu / Csa)
End Function
Function Yc(Y, Rf)
Yc = 100 * (Y - Rf) / (100 - Rf)
End Function
III. Etude des performances de la classification :
L’étude expérimentale visant à caractériser les performances de la classification de
l’hydrocyclone a fait l’objet de plusieurs essais dont les caractéristiques sont décrites dans le
tableau 7 ci-dessous. Ces essais consistent à prélever plusieurs échantillons représentatifs afin
d’étudier les performances de la classification.
Flux Densité de la pulpe (g/cm3)
Pourcentage en solide (%)
Durée de fonctionnement
Essai 1
Alimentation 1.36 36.65
1 h Surverse 1.33 34.35
Souverse 1.5 46.15
Essai 2
Alimentation 1.36 36.65
7 h Surverse 1.28 34.35
Souverse 1.8 61.53
Essai 3
Alimentation 1.32 33.56
24 h Surverse 1.25 27.69
Souverse 1.5 46.15 Tableau 7: caractéristiques des flux lors des essais
Lors de ces essais, nous avons fait face à plusieurs contraintes et chaque fois nous avons
essayé de les surmonter :
Essai 1 : la durée de fonctionnement était insuffisante, car le fonctionnement de
l’hydrocyclone ne se stabilise qu’après 3h de fonctionnement. En plus, on n’arrivait
pas à voir la forme de la décharge en parapluie ou en boudin, car la décharge en
parapluie est la signature d'un bon fonctionnement de l'hydrocyclone.
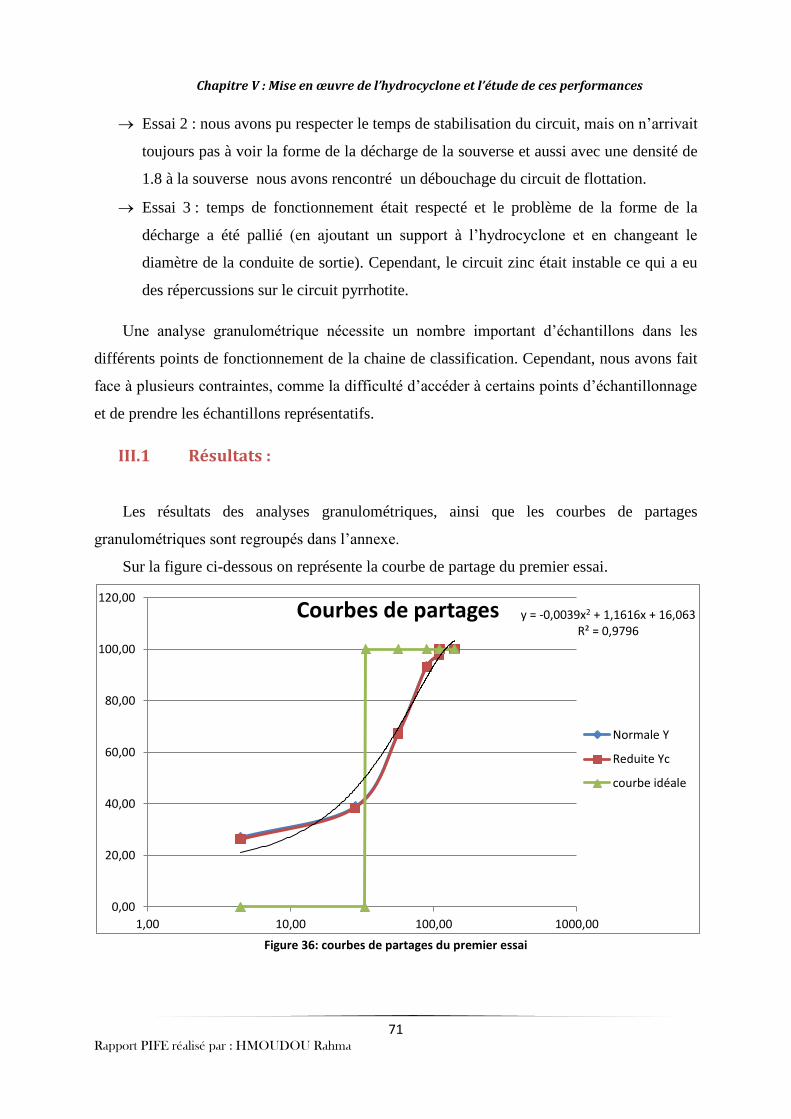
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
71
Rapport PIFE réalisé par : HMOUDOU Rahma
Essai 2 : nous avons pu respecter le temps de stabilisation du circuit, mais on n’arrivait
toujours pas à voir la forme de la décharge de la souverse et aussi avec une densité de
1.8 à la souverse nous avons rencontré un débouchage du circuit de flottation.
Essai 3 : temps de fonctionnement était respecté et le problème de la forme de la
décharge a été pallié (en ajoutant un support à l’hydrocyclone et en changeant le
diamètre de la conduite de sortie). Cependant, le circuit zinc était instable ce qui a eu
des répercussions sur le circuit pyrrhotite.
Une analyse granulométrique nécessite un nombre important d’échantillons dans les
différents points de fonctionnement de la chaine de classification. Cependant, nous avons fait
face à plusieurs contraintes, comme la difficulté d’accéder à certains points d’échantillonnage
et de prendre les échantillons représentatifs.
III.1 Résultats :
Les résultats des analyses granulométriques, ainsi que les courbes de partages
granulométriques sont regroupés dans l’annexe.
Sur la figure ci-dessous on représente la courbe de partage du premier essai.
Figure 36: courbes de partages du premier essai
y = -0,0039x2 + 1,1616x + 16,063 R² = 0,9796
0,00
20,00
40,00
60,00
80,00
100,00
120,00
1,00 10,00 100,00 1000,00
Courbes de partages
Normale Y
Reduite Yc
courbe idéale
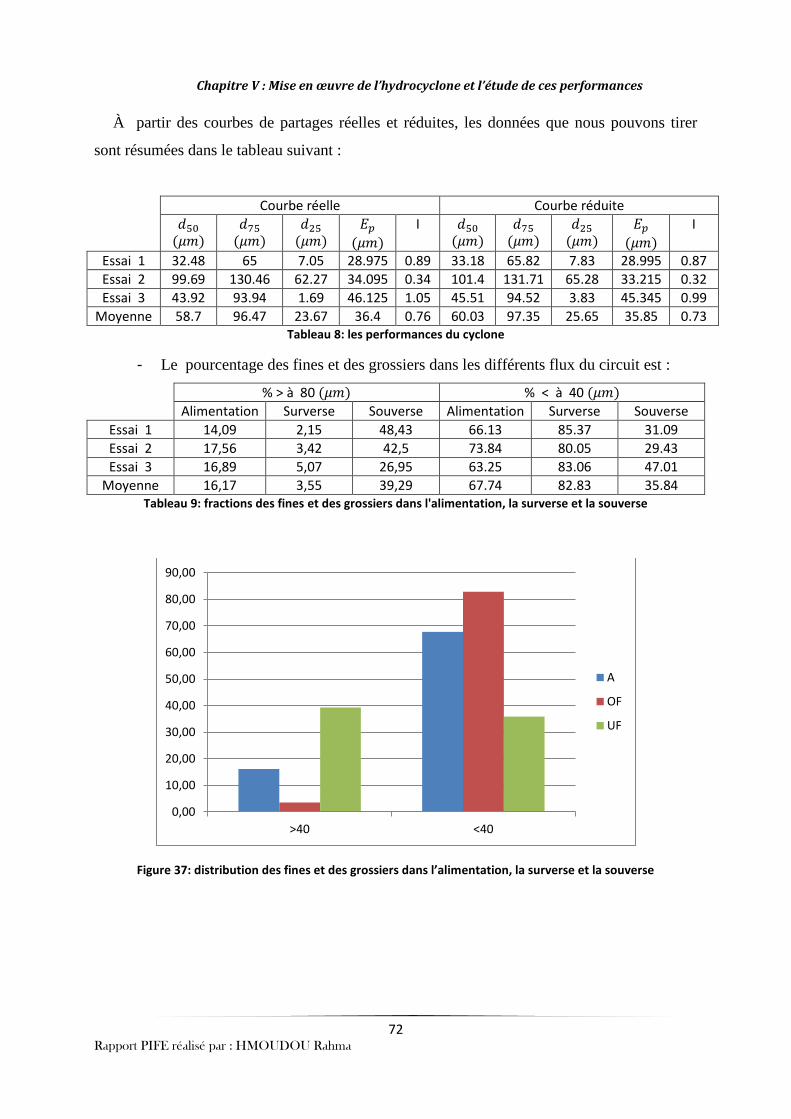
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
72
Rapport PIFE réalisé par : HMOUDOU Rahma
À partir des courbes de partages réelles et réduites, les données que nous pouvons tirer
sont résumées dans le tableau suivant :
Courbe réelle Courbe réduite
I
I
Essai 1 32.48 65 7.05 28.975 0.89 33.18 65.82 7.83 28.995 0.87
Essai 2 99.69 130.46 62.27 34.095 0.34 101.4 131.71 65.28 33.215 0.32
Essai 3 43.92 93.94 1.69 46.125 1.05 45.51 94.52 3.83 45.345 0.99
Moyenne 58.7 96.47 23.67 36.4 0.76 60.03 97.35 25.65 35.85 0.73 Tableau 8: les performances du cyclone
- Le pourcentage des fines et des grossiers dans les différents flux du circuit est :
% > à 80 % < à 40
Alimentation Surverse Souverse Alimentation Surverse Souverse
Essai 1 14,09 2,15 48,43 66.13 85.37 31.09
Essai 2 17,56 3,42 42,5 73.84 80.05 29.43
Essai 3 16,89 5,07 26,95 63.25 83.06 47.01
Moyenne 16,17 3,55 39,29 67.74 82.83 35.84 Tableau 9: fractions des fines et des grossiers dans l'alimentation, la surverse et la souverse
Figure 37: distribution des fines et des grossiers dans l’alimentation, la surverse et la souverse
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
>40 <40
A
OF
UF
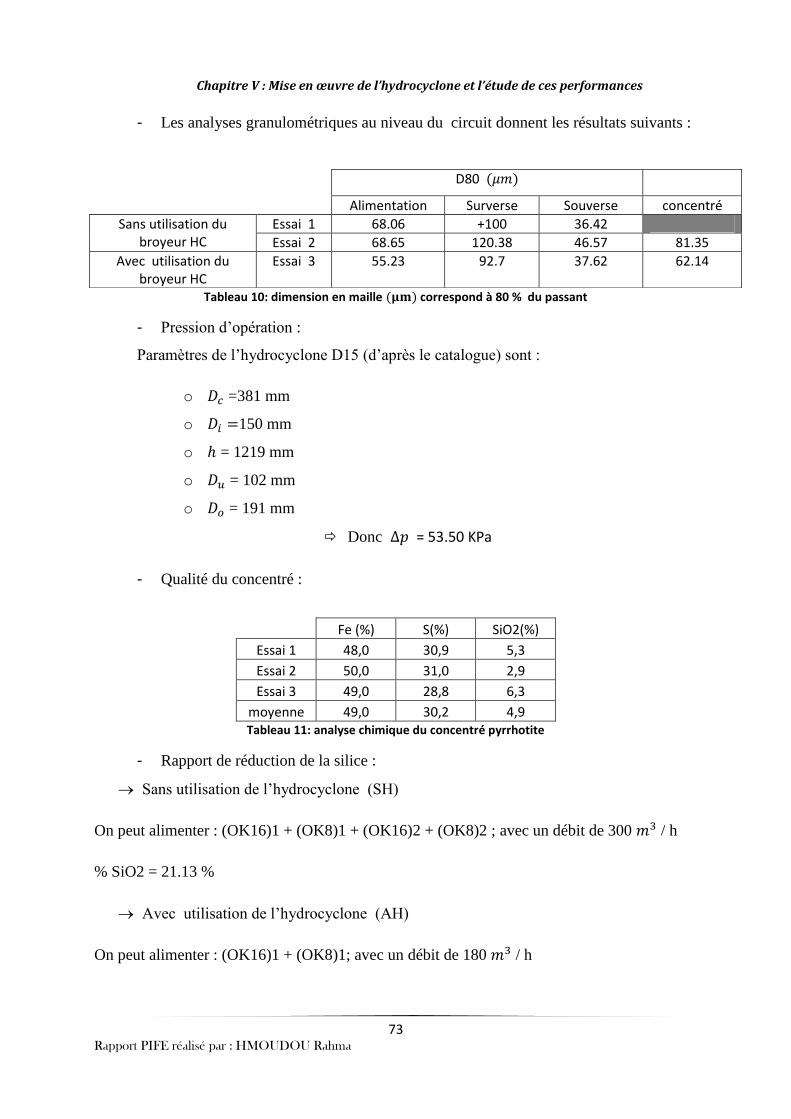
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
73
Rapport PIFE réalisé par : HMOUDOU Rahma
- Les analyses granulométriques au niveau du circuit donnent les résultats suivants :
Tableau 10: dimension en maille correspond à 80 % du passant
- Pression d’opération :
Paramètres de l’hydrocyclone D15 (d’après le catalogue) sont :
o =381 mm
o 150 mm
o = 1219 mm
o = 102 mm
o = 191 mm
Donc = 53.50 KPa
- Qualité du concentré :
Fe (%) S(%) SiO2(%)
Essai 1 48,0 30,9 5,3
Essai 2 50,0 31,0 2,9
Essai 3 49,0 28,8 6,3
moyenne 49,0 30,2 4,9 Tableau 11: analyse chimique du concentré pyrrhotite
- Rapport de réduction de la silice :
Sans utilisation de l’hydrocyclone (SH)
On peut alimenter : (OK16)1 + (OK8)1 + (OK16)2 + (OK8)2 ; avec un débit de 300 / h
% SiO2 = 21.13 %
Avec utilisation de l’hydrocyclone (AH)
On peut alimenter : (OK16)1 + (OK8)1; avec un débit de 180 / h
D80
Alimentation Surverse Souverse concentré
Sans utilisation du broyeur HC
Essai 1 68.06 +100 36.42
Essai 2 68.65 120.38 46.57 81.35
Avec utilisation du broyeur HC
Essai 3 55.23 92.7 37.62 62.14
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
74
Rapport PIFE réalisé par : HMOUDOU Rahma
% SiO2 = 13.82 %
= 43.60 %
Avec l’hydrocyclone nous avons pu éliminer 56.4% de la SiO2.
IV. Analyses et interprétations :
D’après les résultats ci-dessus, nous remarquons que :
La coupure de l’hydrocyclone (58.7 ) est supérieure voire même éloignée de la
coupure désirée qui doit être de l’ordre de 30 .
L’imperfection obtenue 0.76 est loin des valeurs acceptables industriellement (0.25 à
0.35).
Le pourcentage des fines dans la souverse (35.85 %) est élevé.
Le pourcentage des grossiers dans la surverse (3.55 %).
Nous avons comme moyenne une pression de 53,5 KPa, ce qui est conforme avec les
normes recommandées d’avoir une pression entre 40 KPa à 70 KPa.
A l’issu de cette étude du cyclone D15 on peut tirer les observations suivantes :
La classification réalisée actuellement au niveau de l’hydrocyclone ne se fait pas selon
les conditions désirées. Cela est justifié principalement par les paramètres opératoires
de fonctionnement.
Grâce à l’hydrocyclone on a pu éliminer 56.4 % de la silice tout en gardant la même
qualité du produit fini.
En utilisant l’hydrocyclone, la granulométrie du concentré a augmenté D80 =62,14
alors qu’avant, elle était D80 = 40 .
Conclusion :
Pour évaluer les performances de l’hydrocyclone D 15, trois essais ont été effectués. En se
basant sur les résultats de la granulométrie et l’élimination des éléments pénalisants, nous
sommes proches de l’objectif .Cependant, d’autres résultats n’étaient pas concluants, il faut
refaire d’autres essais avant de conclure.
Chapitre V : Mise en œuvre de l’hydrocyclone et l’étude de ces performances
75
Rapport PIFE réalisé par : HMOUDOU Rahma
On peut agir sur différents paramètres pour contrôler le fonctionnement de
l’hydrocyclone :
- Une augmentation du diamètre de l’apex apporte :
– une augmentation de la capacité de traitement ;
– une diminution de la maille de coupure.
- Une augmentation de la hauteur libre du cyclone apporte :
– une augmentation de la capacité de traitement ;
– une diminution de la maille de coupure ;
– une amélioration de la qualité de la classification.
- Une augmentation du débit diminue la dimension de coupure.
Et ainsi voir la répercussion de chaque paramètre sur les performances de l’hydrocyclone.
Il faut aussi tenir compte des recommandations suivantes :
- Il faut que les opérateurs contrôlent fréquemment la densité de l’underflow.
- Il faut installer des points de prise des échantillons accessible.
- Il faut installer un manomètre pour contrôler la pression à l’entrée de
l’hydrocyclone.
- Il faut éviter les décharges en boudin.
- Il faut contrôler l’usure des buses.

76
Rapport PIFE réalisé par : HMOUDOU Rahma
Chapitre VI : Etude de la rentabilité du projet
Introduction :
Avant de se lancer dans un projet d’investissement, il faut
juger et évaluer sa rentabilité. Pour ce faire et afin de faire un
choix judicieux et prendre des décisions pertinentes adaptées aux
objectifs stratégiques de l’entreprise, nous allons calculer dans cet
axe le budget nécessaire à la réalisation du projet et son impact
sur le chiffre d’affaires de la société.
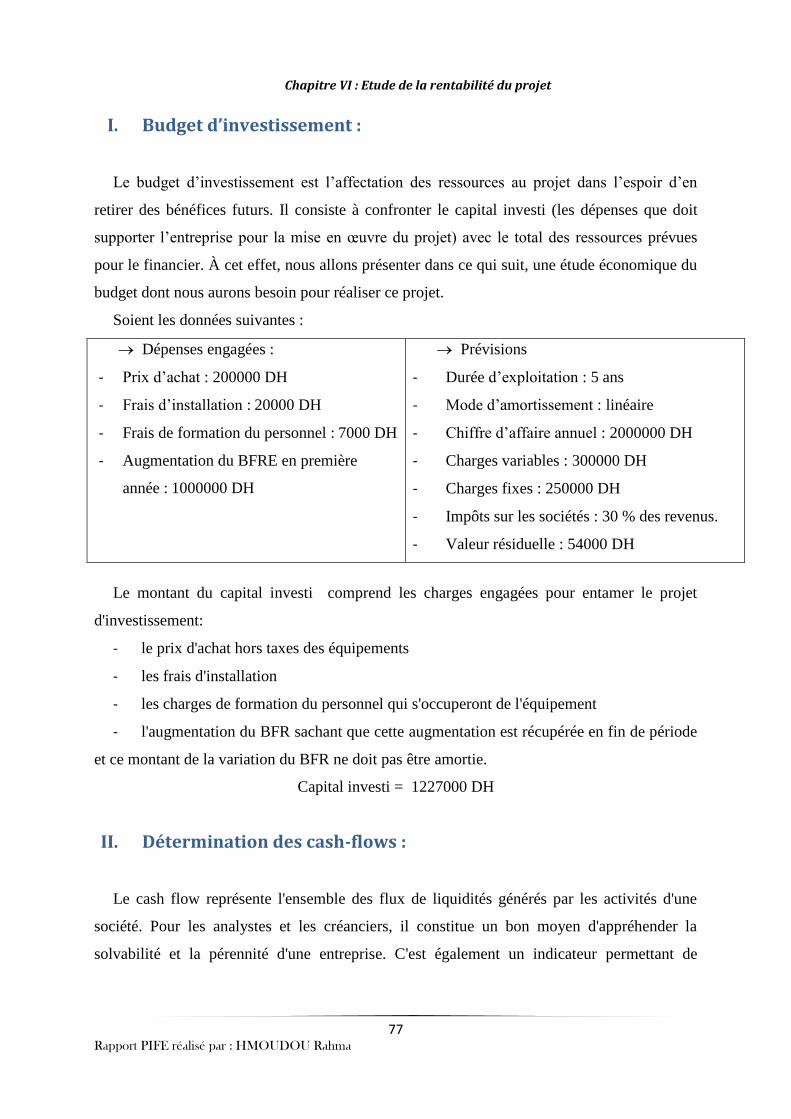
Chapitre VI : Etude de la rentabilité du projet
77
Rapport PIFE réalisé par : HMOUDOU Rahma
I. Budget d’investissement :
Le budget d’investissement est l’affectation des ressources au projet dans l’espoir d’en
retirer des bénéfices futurs. Il consiste à confronter le capital investi (les dépenses que doit
supporter l’entreprise pour la mise en œuvre du projet) avec le total des ressources prévues
pour le financier. À cet effet, nous allons présenter dans ce qui suit, une étude économique du
budget dont nous aurons besoin pour réaliser ce projet.
Soient les données suivantes :
Dépenses engagées :
- Prix d’achat : 200000 DH
- Frais d’installation : 20000 DH
- Frais de formation du personnel : 7000 DH
- Augmentation du BFRE en première
année : 1000000 DH
Prévisions
- Durée d’exploitation : 5 ans
- Mode d’amortissement : linéaire
- Chiffre d’affaire annuel : 2000000 DH
- Charges variables : 300000 DH
- Charges fixes : 250000 DH
- Impôts sur les sociétés : 30 % des revenus.
- Valeur résiduelle : 54000 DH
Le montant du capital investi comprend les charges engagées pour entamer le projet
d'investissement:
- le prix d'achat hors taxes des équipements
- les frais d'installation
- les charges de formation du personnel qui s'occuperont de l'équipement
- l'augmentation du BFR sachant que cette augmentation est récupérée en fin de période
et ce montant de la variation du BFR ne doit pas être amortie.
Capital investi = 1227000 DH
II. Détermination des cash-flows :
Le cash flow représente l'ensemble des flux de liquidités générés par les activités d'une
société. Pour les analystes et les créanciers, il constitue un bon moyen d'appréhender la
solvabilité et la pérennité d'une entreprise. C'est également un indicateur permettant de
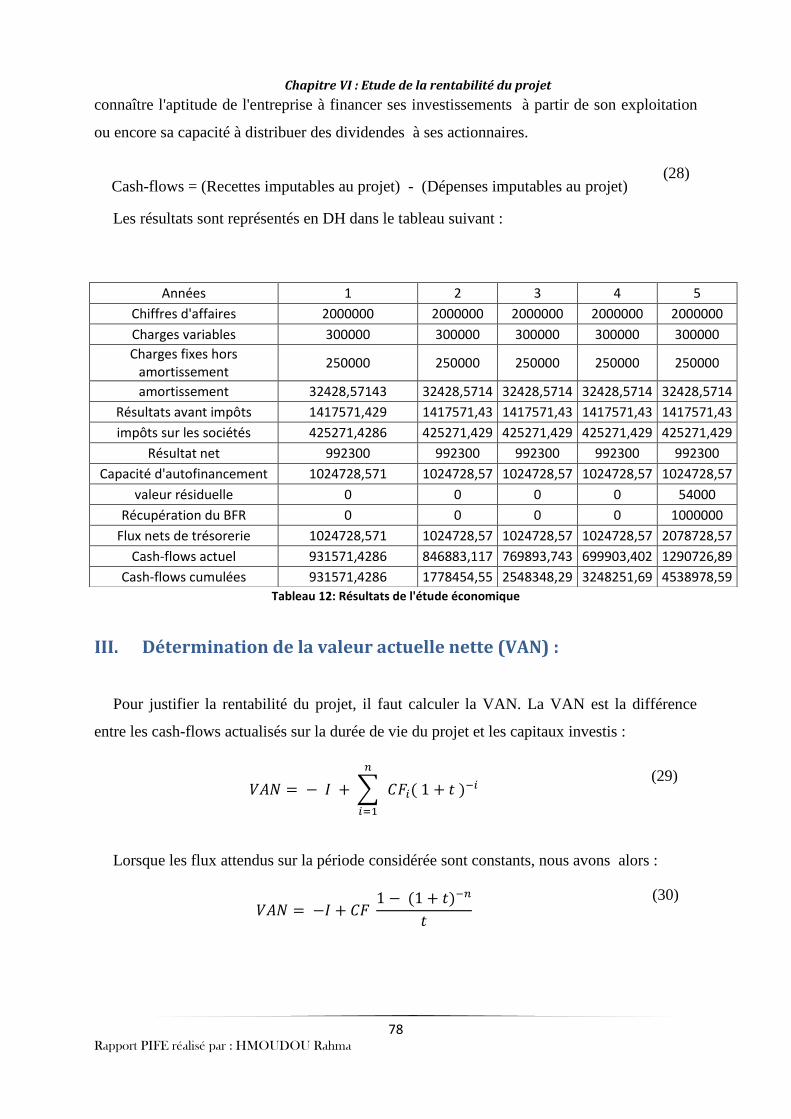
Chapitre VI : Etude de la rentabilité du projet
78
Rapport PIFE réalisé par : HMOUDOU Rahma
connaître l'aptitude de l'entreprise à financer ses investissements à partir de son exploitation
ou encore sa capacité à distribuer des dividendes à ses actionnaires.
Cash-flows = (Recettes imputables au projet) - (Dépenses imputables au projet) (28)
Les résultats sont représentés en DH dans le tableau suivant :
Tableau 12: Résultats de l'étude économique
III. Détermination de la valeur actuelle nette (VAN) :
Pour justifier la rentabilité du projet, il faut calculer la VAN. La VAN est la différence
entre les cash-flows actualisés sur la durée de vie du projet et les capitaux investis :
∑
(29)
Lorsque les flux attendus sur la période considérée sont constants, nous avons alors :
(30)
Années 1 2 3 4 5
Chiffres d'affaires 2000000 2000000 2000000 2000000 2000000
Charges variables 300000 300000 300000 300000 300000
Charges fixes hors amortissement
250000 250000 250000 250000 250000
amortissement 32428,57143 32428,5714 32428,5714 32428,5714 32428,5714
Résultats avant impôts 1417571,429 1417571,43 1417571,43 1417571,43 1417571,43
impôts sur les sociétés 425271,4286 425271,429 425271,429 425271,429 425271,429
Résultat net 992300 992300 992300 992300 992300
Capacité d'autofinancement 1024728,571 1024728,57 1024728,57 1024728,57 1024728,57
valeur résiduelle 0 0 0 0 54000
Récupération du BFR 0 0 0 0 1000000
Flux nets de trésorerie 1024728,571 1024728,57 1024728,57 1024728,57 2078728,57
Cash-flows actuel 931571,4286 846883,117 769893,743 699903,402 1290726,89
Cash-flows cumulées 931571,4286 1778454,55 2548348,29 3248251,69 4538978,59

Chapitre VI : Etude de la rentabilité du projet
79
Rapport PIFE réalisé par : HMOUDOU Rahma
Nous optons pour un taux de 10 % = prime de risque.
VAN = 3311978.59 DH
Puisque la valeur de la VAN est supérieure à 0, l’investissement est rentable.
IV. Détermination du délai de récupération :
C’est le temps au bout duquel le montant cumulé des cash-flows actualisés est égal au
montant du capital investi.
DR = 1.34 ans = 1 an 4 mois
Donc le retour sur investissement sera réalisé en 1 an et 4 mois.
V. Détermination de l’indice de profitabilité :
L'indice de profitabilité est le rapport entre le cumul actualisé des flux de trésorerie (cash
flows) et le capital investi .Ce critère renseigne sur la rentabilité d'un investissement.
Contrairement à la Valeur actuelle nette (VAN) l'indice de profitabilité (IP) met en rapport la
valeur créée avec le montant de l'investissement.
∑
(31)
IP = 2.7
L’ d d à d j
VI. Détermination du taux interne de rentabilité :
Le TIR est le taux t pour lequel il y a équivalence entre le capital investi et les cash-flows
générés par ce projet. Soit :
∑
(32)
Les cash-flows sont une fonction décroissante du taux d’actualisation. Pour diminuer ces
cash-flows et atteindre le capital investi, on suppose par itération que le taux d’actualisation =
0.83
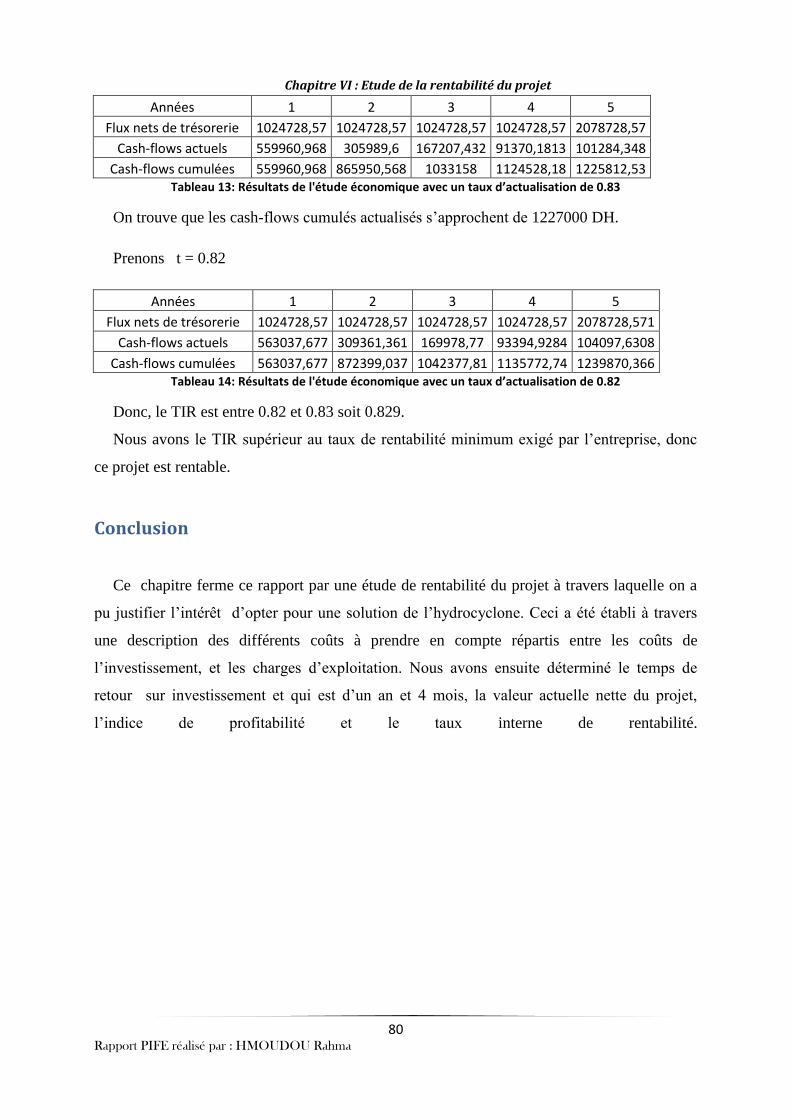
Chapitre VI : Etude de la rentabilité du projet
80
Rapport PIFE réalisé par : HMOUDOU Rahma
Années 1 2 3 4 5
Flux nets de trésorerie 1024728,57 1024728,57 1024728,57 1024728,57 2078728,57
Cash-flows actuels 559960,968 305989,6 167207,432 91370,1813 101284,348
Cash-flows cumulées 559960,968 865950,568 1033158 1124528,18 1225812,53 Tableau 13: Résultats de l'étude économique avec un taux d’actualisation de 0.83
On trouve que les cash-flows cumulés actualisés s’approchent de 1227000 DH.
Prenons t = 0.82
Années 1 2 3 4 5
Flux nets de trésorerie 1024728,57 1024728,57 1024728,57 1024728,57 2078728,571
Cash-flows actuels 563037,677 309361,361 169978,77 93394,9284 104097,6308
Cash-flows cumulées 563037,677 872399,037 1042377,81 1135772,74 1239870,366 Tableau 14: Résultats de l'étude économique avec un taux d’actualisation de 0.82
Donc, le TIR est entre 0.82 et 0.83 soit 0.829.
Nous avons le TIR supérieur au taux de rentabilité minimum exigé par l’entreprise, donc
ce projet est rentable.
Conclusion
Ce chapitre ferme ce rapport par une étude de rentabilité du projet à travers laquelle on a
pu justifier l’intérêt d’opter pour une solution de l’hydrocyclone. Ceci a été établi à travers
une description des différents coûts à prendre en compte répartis entre les coûts de
l’investissement, et les charges d’exploitation. Nous avons ensuite déterminé le temps de
retour sur investissement et qui est d’un an et 4 mois, la valeur actuelle nette du projet,
l’indice de profitabilité et le taux interne de rentabilité.
81
Rapport PFE réalisé par : HMOUDOU Rahma
Conclusion générale
La flottation est un procédé sensible à la composition de surface et à la dimension des
particules. L’influence de la dimension des particules est un sujet de recherche active depuis
le début des années 70. Il existe un ensemble de procédés qui permettent de séparer les
particules solides d’une pulpe en un milieu liquide en deux ou plusieurs fractions de
granularités différentes par la seule action d’un champ ‘accélération (gravitationnel ou
centrifuge). Par contre, ces techniques permettent difficilement un traitement efficace des
particules fines ; à savoir les particules présentant un diamètre inférieur à 40 . Dans
plusieurs cas, cette fraction granulométrique contient une charge maximale en contaminant.
L’objectif du projet est d’évaluer l’impact de la granulométrie sur la concentration de la
pyrrhotite. Dans ce cadre, nous avons tenté de dimensionner et d’installer un hydrocyclone à
l’usine amont acide.
La revue de la littérature effectuée au chapitre I a fourni la documentation pour
comprendre le principe d’opération d’un hydrocyclone.
Une analyse de l’existant explicité au chapitre II a présenté les caractéristiques et les
propriétés de l’alimentation et du concentré et a fourni un diagnostic qui nous a aidé à
connaitre l’état actuel de la production.
Après avoir imbriqué quelques outils d’analyse aux problèmes de finesse et des impuretés,
lors du chapitre III, nous avons pu prendre connaissance des aspects les plus importants à
considérer le long des chapitres à venir. Nous avons pu également cerner et définir l’objectif
qui justifie l’intérêt de conduire ce projet et qui est d’étudier l’impact de la granulométrie sur
la concentration de la pyrrhotite, une étude qui devra aboutir à une recommandation d’une
solution efficace.
La solution choisie est l’hydrocyclone. Dans le chapitre IV, nous avons dimensionné
selon la méthode de Krebs l’hydrocyclone en tenant compte de deux objectifs principaux de
séparation à savoir : effectuer la séparation à la dimension souhaitée et traiter le volume
82
Rapport PFE réalisé par : HMOUDOU Rahma
souhaité. Pour garantir ces objectifs, nous avons besoin d’installer trois hydrocyclones de
diamètre 15 pouces.
La méthodologie expérimentale traitée au chapitre V a permis d’évaluer les performances
de l’hydrocyclone D15. Pour ce faire, trois essais ont été effectués. En se basant sur les
résultats de la granulométrie et l’élimination des éléments pénalisants, nous sommes proches
de l’objectif .Cependant, d’autres résultats n’étaient pas concluants, il faut refaire d’autres
essais avant de conclure.
Le dernier chapitre clôt ce rapport par une étude de rentabilité du projet à travers laquelle
on a pu justifier l’intérêt d’opter pour une solution de l’hydrocyclone. Ceci a été établi à
travers une description des différents coûts à prendre en compte répartis entre les coûts de
l’investissement, et les charges d’exploitation. Nous avons ensuite déterminé le temps de
retour sur investissement et qui est d’un an et 4 mois, la valeur actuelle nette du projet,
l’indice de profitabilité et le taux interne de rentabilité.
83
Rapport PFE réalisé par : HMOUDOU Rahma
Bibliographie & Webographie
1. PROUX, Mélanie. AMELIORATION DU RENDEMENT DES PARTICULES GROSSIERES PAR LA
STRATEGIE D'ADDITION DES REACTIFS DANS UN BANC DE FLOTTATION. Canada : s.n., 2000. Thèse.
2. JDID, Pierre BLAZY. El-Aid. FLOTTATION - MECANISMES ET REACTIFS. 10 Juin 2000.
3. HOUOT, Robert et JOUSSEMET, Robert. CLASSIFICATION HYDRAULIQUE EN DIMENSIONS.
TECHNIQUES DE L'INGENIEUR. TECHNIQUES DE L'INGENIEUR, 1996, pp. 7-8.
4. GARDES, Nathalie. CHAPITRE 2- LA DECISION D'INVESTISSEMENT. 2006. pp. 4-11.
5. Davailles, Aurélien. EFFET DE LA CONCENTRATION EN SOLIDE SUR LES PERFORMANCES DE
SEPARATION D'UN HYDROCYCLONE. Toulouse : s.n., 2011. THESE.
6. BLAZY, Pierre et JDID, El-Aid. FLOTTATION- ASPECT PRATIQUE. 10 Septembre 2000.
7. BLAZY, Pierre et JOUSSEMET, Robert. CLASSIFICATION HYDRAULIQUE EN DIMENSIONS-
CLASSIFICATION PAR CENTRIFUGATION. 12 Janvier 2015.
8. BLANCO, César Alberto Sosa. OPTIMISATION ECONOMIQUE D'UNE UNITE INDUSTRIELLE DE
BROYAGE ET FLOTTATION PAR LE REGLAGE DU CIRCUIT DE BROYAGE. Quebec : s.n., 1999.
9. A.ARTERBURN, Richard. THE SIZING AND SELECTION OF HYDROCYCLONES. 1976.
10. Le diagramme d'Ishikawa ou méthode des 5M. Logistique Conseil. [En ligne] [Citation : 21 Mars
2015.] http://www.logistiqueconseil.org/Fiches/Logistique/5M-Ishikawa.pdf.
11. La Méthode des QQOQCP. Méthodes et outils de gestion. [En ligne] [Citation : 1 Mai 2015.]
http://www.ouati.com/qqoqcp.html.
12. Ingénieur Process. [En ligne] 14 Mars 2015. http://ingenieurprocess.kazeo.com/hydro-
cyclone/hydro-cyclone,r1840906.html.
13. EXCEL-PRATIQUE. [En ligne] 06 Avril 2015. http://www.excel-pratique.com/fr/index.php.
14. MOHAMED MAI MANGA. CARACTERISATION DE L'OPERATION D'UN HYDROCYCLONE EN
PRESENCE D'ANOMALIES DE FONCTIONNEMENT. QUEBEC : s.n., 2011. pp. 5-18, THESE.
15. J. J. Cilliers, «Hydrocyclone for particle size separation», Encyclopedia of Separation
Science, 2000, p. 1819-1825
16. O. M. Castro, J. P. Hernandez, P. Hlavane, «Application of a new generation of hydrocyclones at La Coipa: Placer Dome Gold Plant in Chile», Minerals Engineering International, 1st International Symposium on Hydrocyclones, South Africa, 2003
1
Rapport PFE réalisé par : HMOUDOU Rahma
ANNEXES
ANNEXE A : Le flowsheet de l’usine de traitement de la CMG.
ANNEXE B : Facteur multiplicatif en fonction des particules passantes.
ANNEXE C : La densité solide
ANNEXE D : Variation du débit de pulpe alimentée et perte de charge en fonction du
diamètre d'un hydrocyclone.
ANNEXE E : courbes de partages des essais
ANNEXE F : Démonstration de la concentration solide & du pourcentage solide en volume
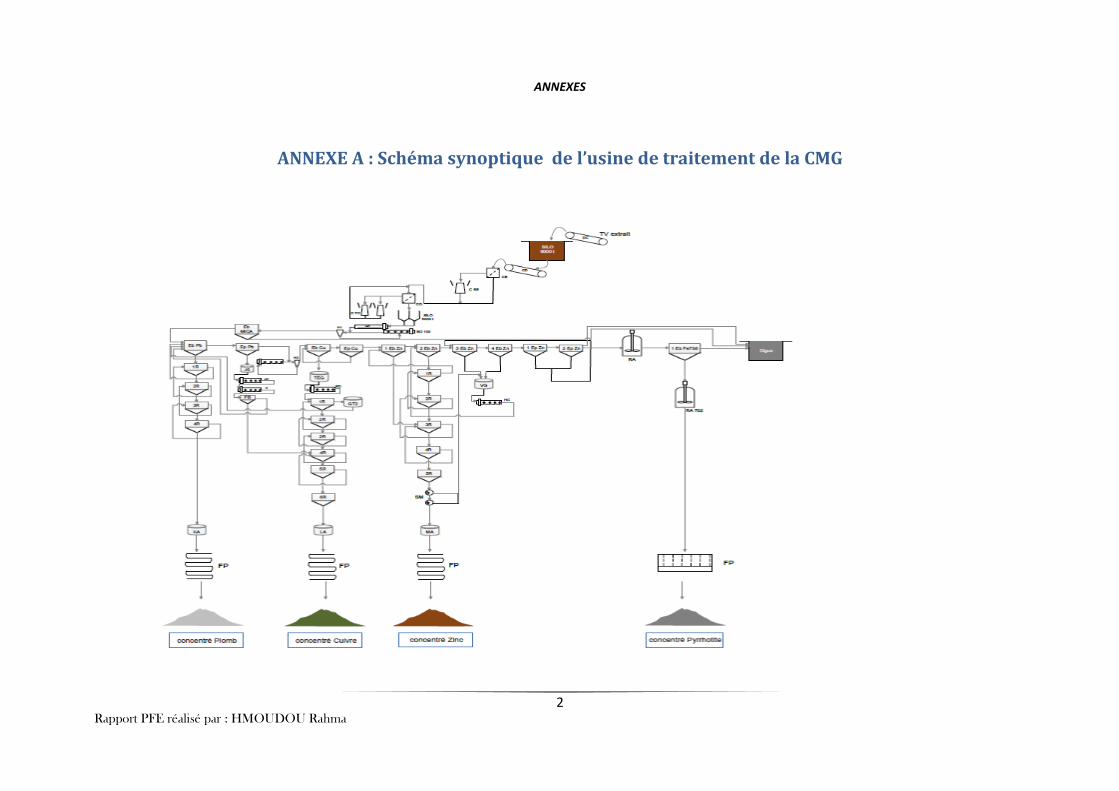
ANNEXES
2
Rapport PFE réalisé par : HMOUDOU Rahma
ANNEXE A : Schéma synoptique de l’usine de traitement de la CMG
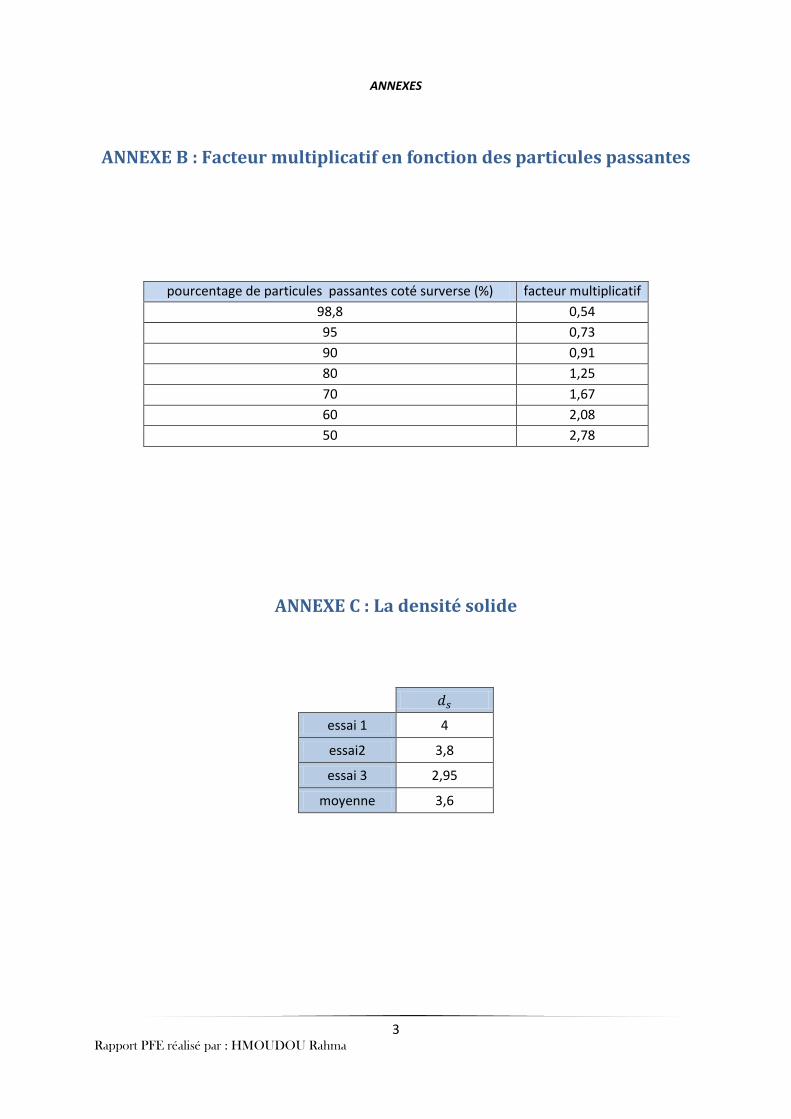
ANNEXES
3
Rapport PFE réalisé par : HMOUDOU Rahma
ANNEXE B : Facteur multiplicatif en fonction des particules passantes
pourcentage de particules passantes coté surverse (%) facteur multiplicatif
98,8 0,54
95 0,73
90 0,91
80 1,25
70 1,67
60 2,08
50 2,78
ANNEXE C : La densité solide
essai 1 4
essai2 3,8
essai 3 2,95
moyenne 3,6
ANNEXES
4
Rapport PFE réalisé par : HMOUDOU Rahma
ANNEXE D : Variation du débit de pulpe alimentée et perte de charge
en fonction du diamètre d'un hydrocyclone
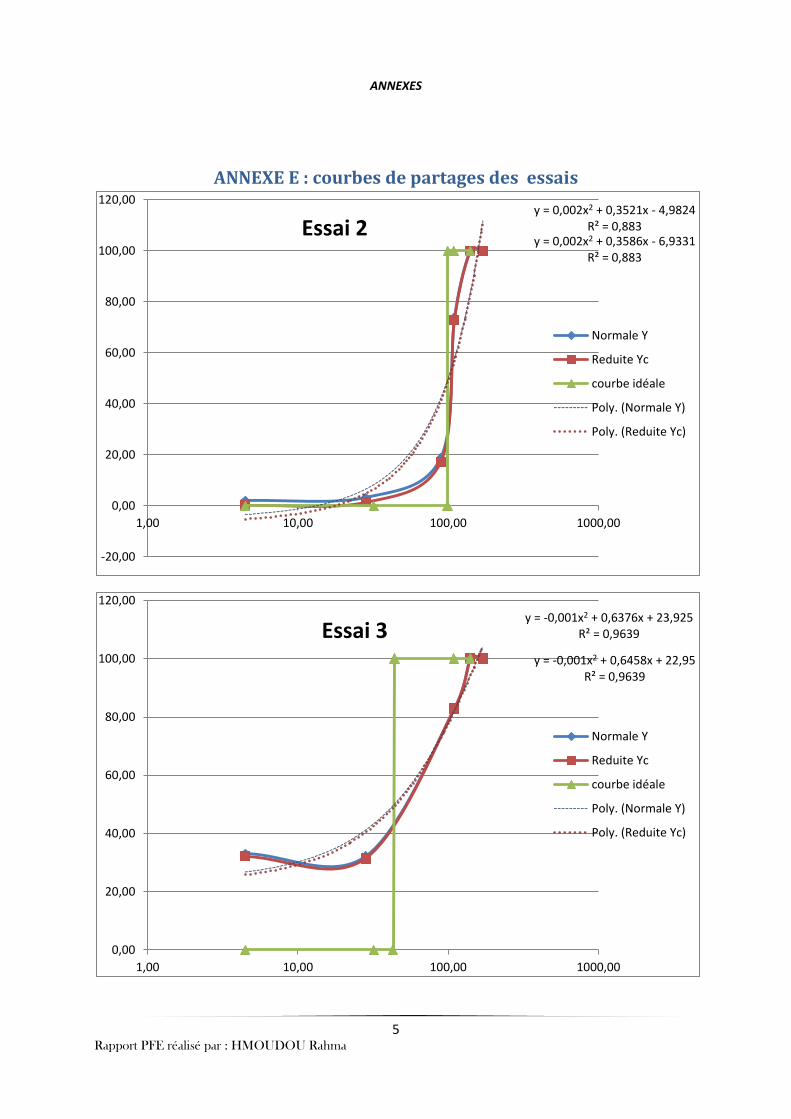
ANNEXES
5
Rapport PFE réalisé par : HMOUDOU Rahma
ANNEXE E : courbes de partages des essais
y = 0,002x2 + 0,3521x - 4,9824 R² = 0,883
y = 0,002x2 + 0,3586x - 6,9331 R² = 0,883
-20,00
0,00
20,00
40,00
60,00
80,00
100,00
120,00
1,00 10,00 100,00 1000,00
Essai 2
Normale Y
Reduite Yc
courbe idéale
Poly. (Normale Y)
Poly. (Reduite Yc)
y = -0,001x2 + 0,6376x + 23,925 R² = 0,9639
y = -0,001x2 + 0,6458x + 22,95 R² = 0,9639
0,00
20,00
40,00
60,00
80,00
100,00
120,00
1,00 10,00 100,00 1000,00
Essai 3
Normale Y
Reduite Yc
courbe idéale
Poly. (Normale Y)
Poly. (Reduite Yc)
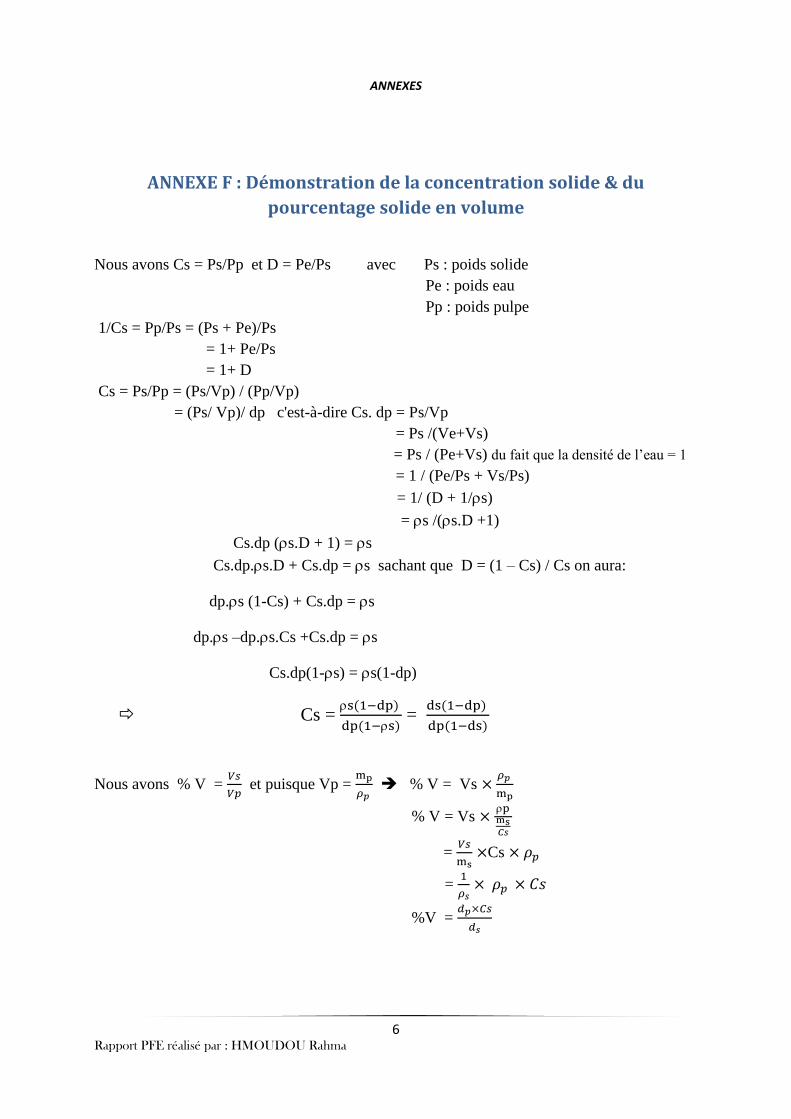
ANNEXES
6
Rapport PFE réalisé par : HMOUDOU Rahma
ANNEXE F : Démonstration de la concentration solide & du
pourcentage solide en volume
Nous avons Cs = Ps/Pp et D = Pe/Ps avec Ps : poids solide
Pe : poids eau
Pp : poids pulpe
1/Cs = Pp/Ps = (Ps + Pe)/Ps
= 1+ Pe/Ps
= 1+ D
Cs = Ps/Pp = (Ps/Vp) / (Pp/Vp)
= (Ps/ Vp)/ dp c'est-à-dire Cs. dp = Ps/Vp
= Ps /(Ve+Vs)
= Ps / (Pe+Vs) du fait que la densité de l’eau = 1
= 1 / (Pe/Ps + Vs/Ps)
= 1/ (D + 1/s)
= s /(s.D +1)
Cs.dp (s.D + 1) = s
Cs.dp.s.D + Cs.dp = s sachant que D = (1 – Cs) / Cs on aura:
dp.s (1-Cs) + Cs.dp = s
dp.s –dp.s.Cs +Cs.dp = s
Cs.dp(1-s) = s(1-dp)
Cs =
=
Nous avons % V =
et puisque Vp =
% V = Vs
% V = Vs
=
Cs
=
%V =