Dossier technique Paletticc - graczyk.fr · Dossier technique Paletticc ... Contrôlé par un...
11
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com Dossier technique Paletticc Conditionnement et emballage : Dans la plus grande usine du monde d’embouteillage d’eau minérale, Perrier a mis en service un atelier d’embouteillage hautement automatisé. L’utilisation de nombreux variateurs de vitesse et de terminaux d’exploitation évolués a permis d’atteindre une productivité élevée dans des conditions de travail optimales. Pour ce faire l’usine utilise entre autre un matériel appelé Paletticc. A quoi sert le Paletticc ? Ce système sert à la palettisation de produits (sous forme de cartons). Des cartons arrivent sur un convoyeur d’entrée. Il s’agit d’empiler un certain nombre de ces cartons sur une palette. Cette palette sera ensuite transportée par un engin Système de transfert et de palettisation automatisé Un automatisme performant associé à une machine de palettisation pluritechnologique. "Paletticc" est le résultat d’une démarche de recherche de systèmes industriels propres aux formations à la mécanique et à l’électrotechnique. Le dispositif met en oeuvre plusieurs chaînes opératives dont les fonctionnements, coordonnées par programme, assurent une fonction d’ensemble parfaitement cohérente avec la machine industrielle.
Transcript of Dossier technique Paletticc - graczyk.fr · Dossier technique Paletticc ... Contrôlé par un...

Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Dossier technique Paletticc
Conditionnement et emballage : Dans la plus grande usine du monde d’embouteillage d’eau minérale, Perrier a mis en service un atelier d’embouteillage hautement automatisé. L’utilisation de nombreux variateurs de vitesse et de terminaux d’exploitation évolués a permis d’atteindre une productivité élevée dans des conditions de travail optimales. Pour ce faire l’usine utilise entre autre un matériel appelé Paletticc. A quoi sert le Paletticc ? Ce système sert à la palettisation de produits (sous forme de cartons). Des cartons arrivent sur un convoyeur d’entrée. Il s’agit d’empiler un certain nombre de ces cartons sur une palette. Cette palette sera ensuite transportée par un engin
Système de transfert et de palettisation automatisé
Un automatisme performant associé à une machine de palettisation pluritechnologique. "Paletticc" est le résultat d’une démarche de recherche de systèmes industriels propres aux formations à la mécanique et à l’électrotechnique. Le dispositif met en œuvre plusieurs chaînes opératives dont les fonctionnements, coordonnées par programme, assurent une fonction d’ensemble parfaitement cohérente avec la machine industrielle.
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
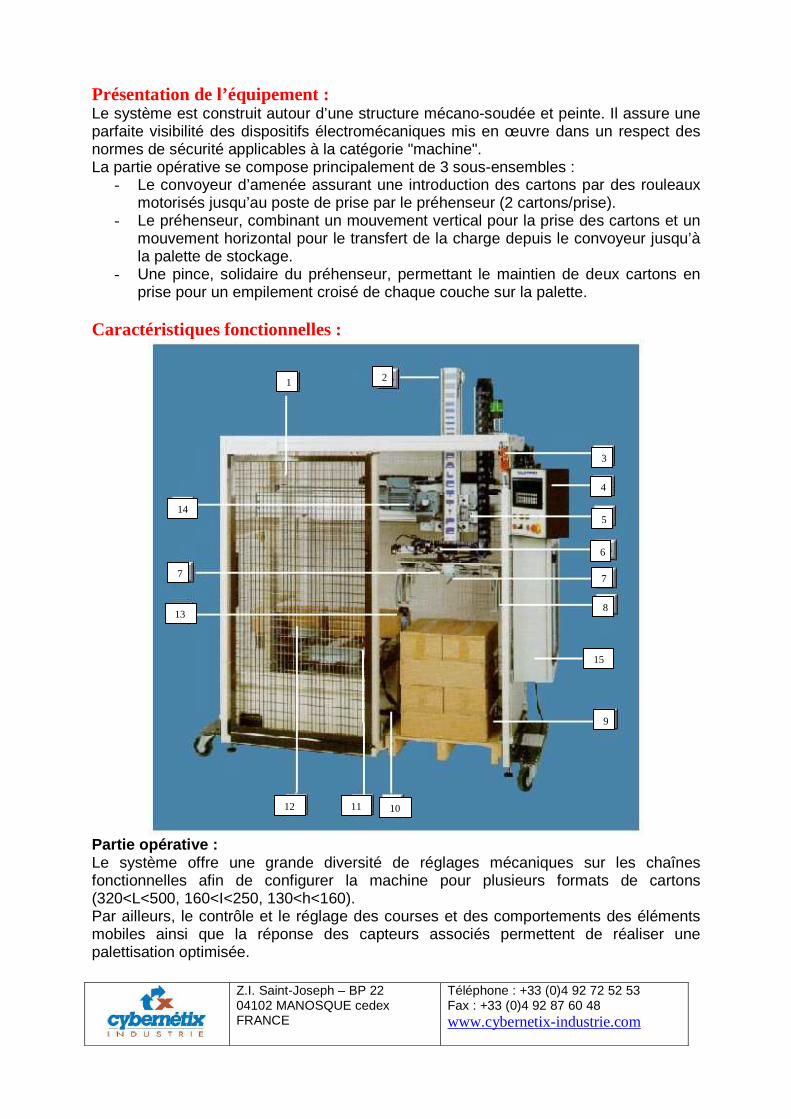
Présentation de l’équipement : Le système est construit autour d’une structure mécano-soudée et peinte. Il assure une parfaite visibilité des dispositifs électromécaniques mis en œuvre dans un respect des normes de sécurité applicables à la catégorie "machine". La partie opérative se compose principalement de 3 sous-ensembles :
- Le convoyeur d’amenée assurant une introduction des cartons par des rouleaux motorisés jusqu’au poste de prise par le préhenseur (2 cartons/prise).
- Le préhenseur, combinant un mouvement vertical pour la prise des cartons et un mouvement horizontal pour le transfert de la charge depuis le convoyeur jusqu’à la palette de stockage.
- Une pince, solidaire du préhenseur, permettant le maintien de deux cartons en prise pour un empilement croisé de chaque couche sur la palette.
Caractéristiques fonctionnelles :
Partie opérative : Le système offre une grande diversité de réglages mécaniques sur les chaînes fonctionnelles afin de configurer la machine pour plusieurs formats de cartons (320<L<500, 160<I<250, 130<h<160). Par ailleurs, le contrôle et le réglage des courses et des comportements des éléments mobiles ainsi que la réponse des capteurs associés permettent de réaliser une palettisation optimisée.
1 2
3
4
5
6
7
8
7
9
10 11 12
13
14
15

Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Partie contrôle/commande : Contrôlé par un automate programmable industriel, Paletticc permet de développer la notion d’interactivité entre le système et l’utilisateur : une boîte de dialogue opérateur/machine permet le paramétrage dimensionnel des cartons et la définition du conditionnement de la palette (1 à 5 couches). Des messages d’état et d’aide au diagnostic sont affichés en permanence sur la machine. Optionnelle, une supervision par ordinateur peut être intégrée (système ouvert). Composants principaux :
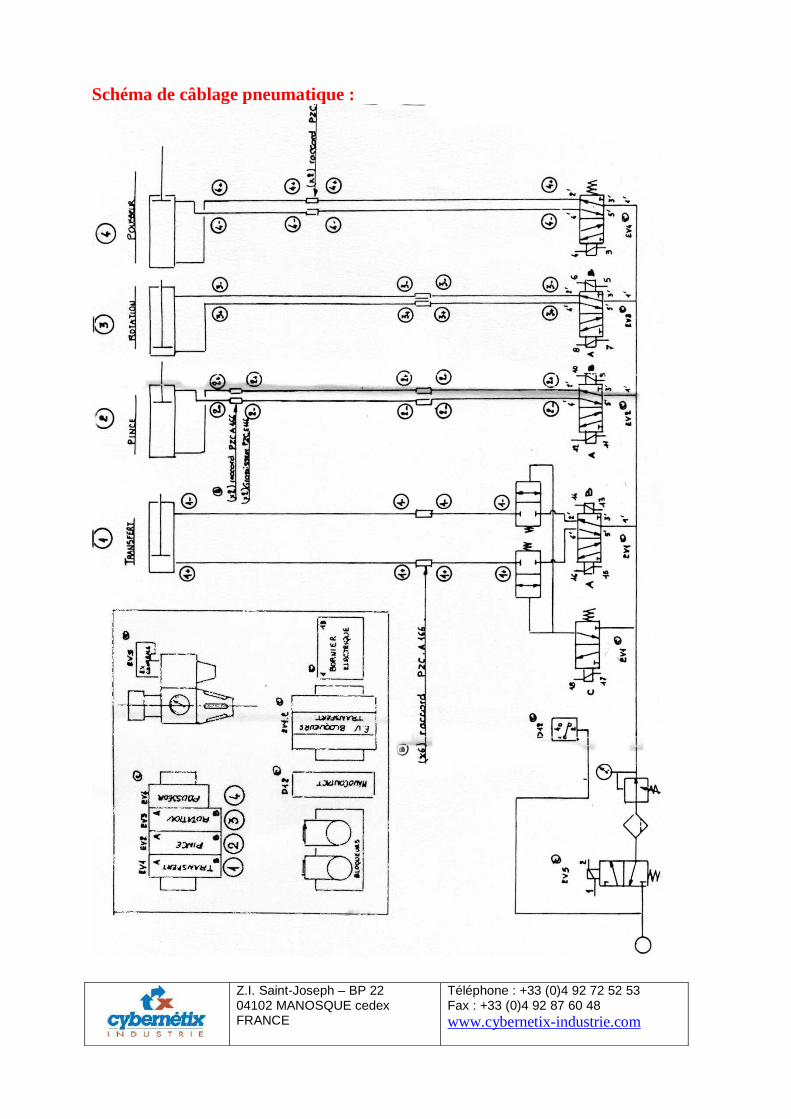
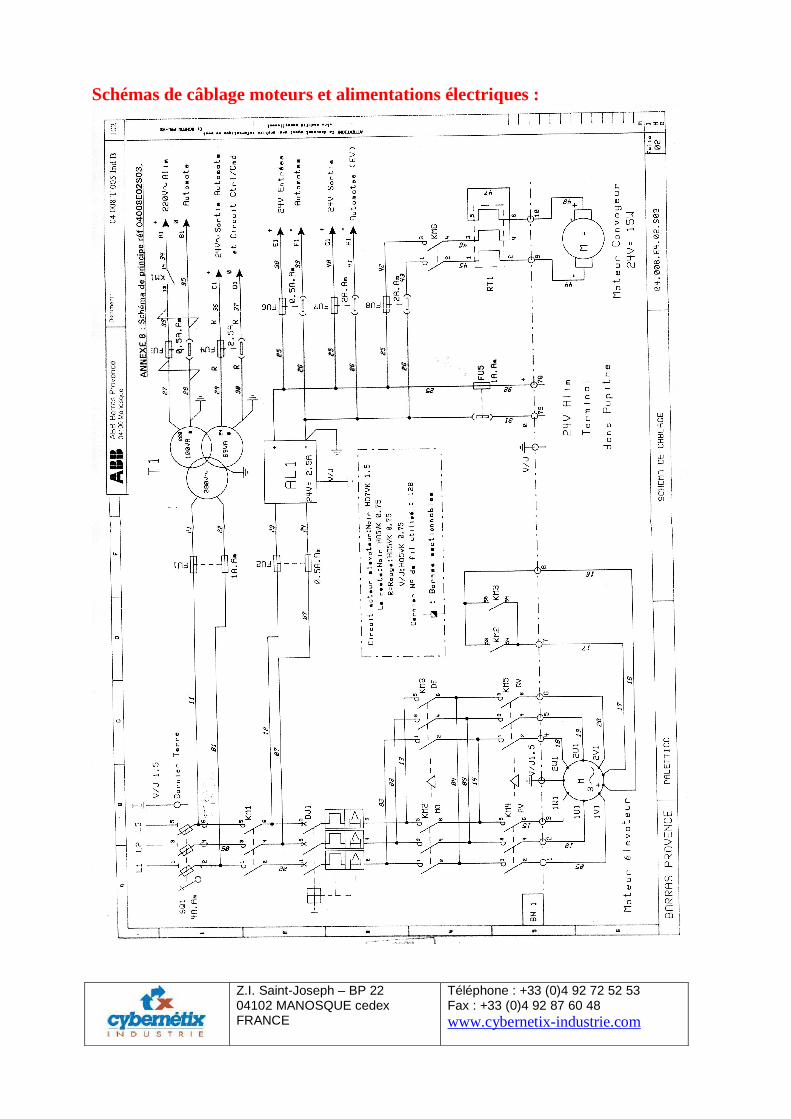
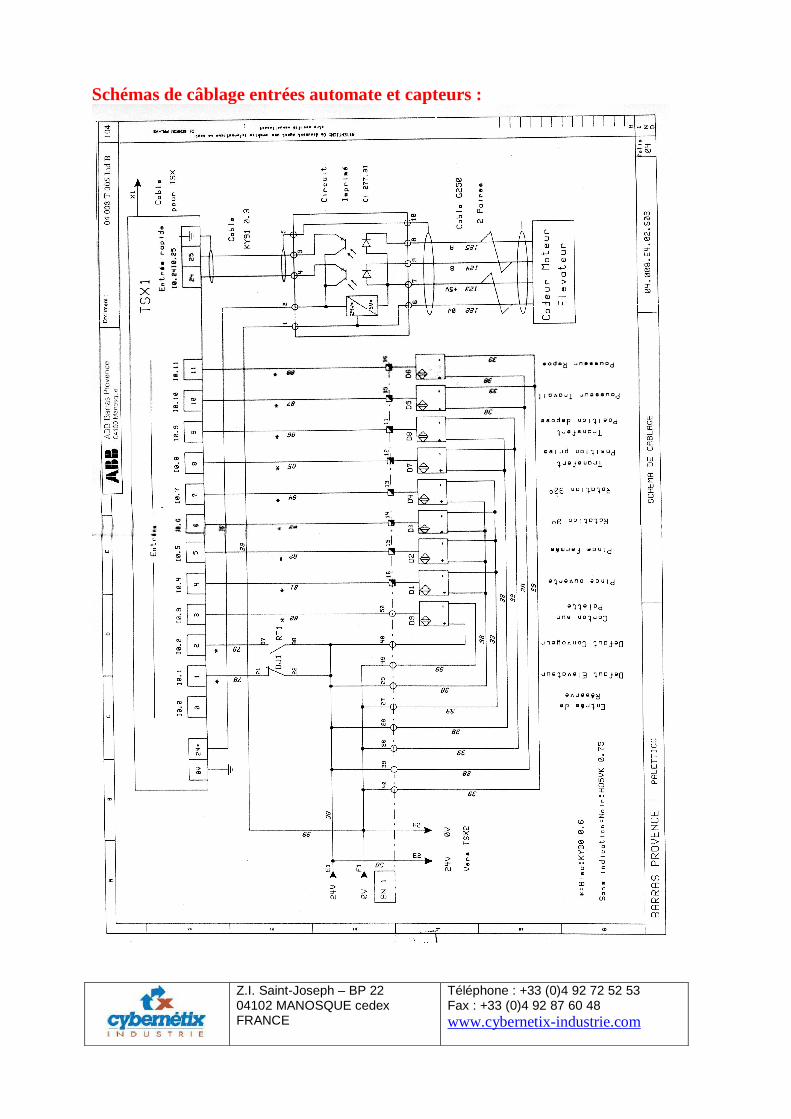
- Moteur à courant continu. - Moteur asynchrone bi-vitesse. - Vérins pneumatiques. - Codeur incrémental. - Détecteurs optoélectroniques. - Pressostat. - Interrupteurs de fin de course mécaniques et I.L.S. - Interrupteur de sécurité.
1 : Alimentation vérin de transfert horizontal + capteur de position ILS
2 : Pince élévatrice
3 : sécurité porte à clé
4 : Pupitre de commande
5 : Interrupteurs de sur course (référence position)
7 : Capteur Présence carton
8 : Capteur accostage pince
9 : Capteur optique présence carton sur palette
10 : Capteur présence Palette
11
: C
on
voye
ur
cart
on
(Mo
teur
à c
our
an
t con
tinu)
12 et 13 : Réflecteur capteur optique présence
14 : Motoréducteur frein asynchrone + codeur incrémental (mesure de la position verticale de la pince)
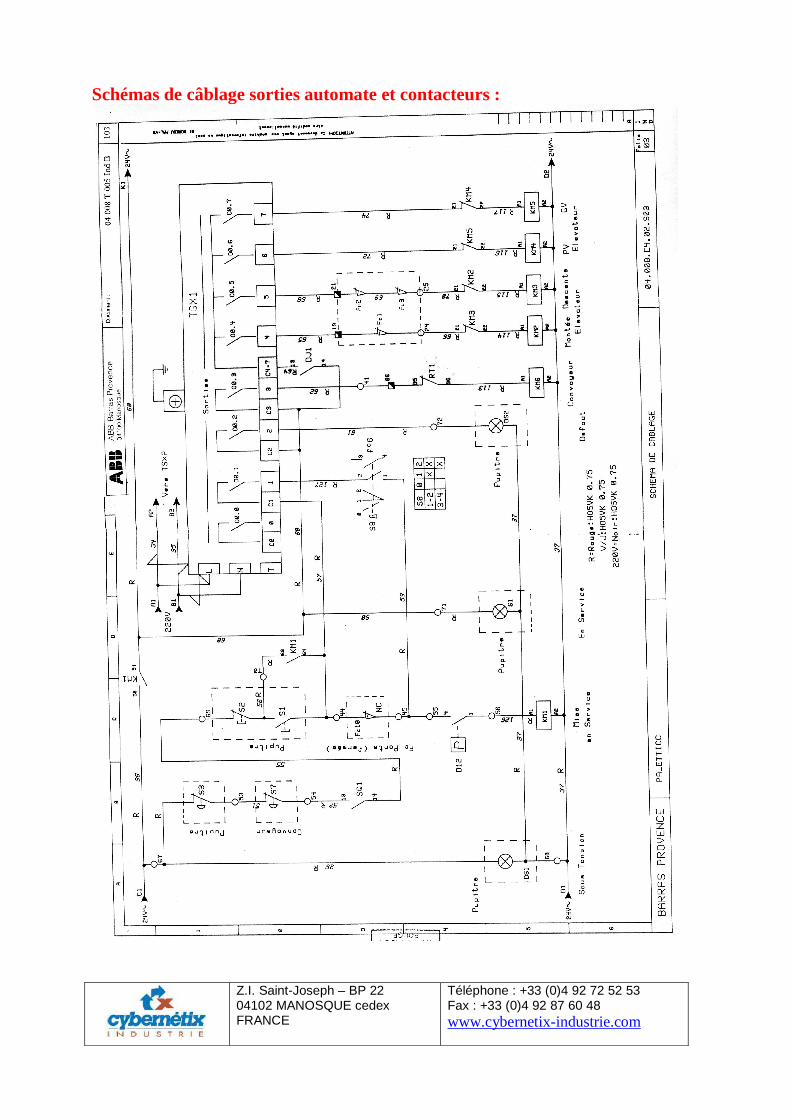
15 : Armoire de commande (automate et extension, protections électriques, distributeurs, contacteurs)
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Caractéristiques générales : Encombrement (Paletticc) :
• L = 2770 mm, • P = 1350 mm, • H = 2400 mm maxi.
Dimensions des cartons : • 320 mm < L< 500 mm, • 160 mm < l < 250 mm, • Hauteur paramétrable de 130 à
160 mm,
Nombre de rangées : • paramétrable de 1 à 5,
Cartons par rangée : 2 Cadence :
• 37 palettes de 4 cartons de 150mm / heure,
Modes de marche :
• Manuel (à partir du terminal de dialogue),
• Pas à pas, • Automatique.
Energies utilisées : • Electrique 380 V triphasé,
50Hz, 1kW et pneumatique 6 bars,
Automate :
• TSX 17-20 + module 16E12S,
Particularités : • borniers interruptibles pour
simulation des dysfonctionnements,
• armoire de commande vitrée pour observation des E/S automate.
Mise en route en mode automatique : Commutateur en mode manuel : - Mettre le système dans les condition de départ de cette séquence à l’aide des
boutons du terminal adaptés (Absence de défaut moteur, Absence de défaut butée atteinte, Absence de défaut codeur, Porte fermée, Pince en position 0°, Transfert en position prise, pince ouverte, palette vide, pousseur au repos, carton non détecté en butée du convoyeur, carton non détecté au niveau pousseur),
- Faire la prise d’origine (cette fonction a pour but l’initialisation du compteur associé au codeur incrémental d’altitude de l’élévateur) en appuyant sur la touche « prise d’origine » du terminal.
Commutateur en position automatique :
- Paramétrer la hauteur des cartons grâce aux touches numériques du terminal puis valider par la touche « ENTER »,
- Paramétrer le nombre de rangées grâce aux touches numériques du terminal puis valider par la touche « ENTER »,
- Démarrer le cycle par action sur le bouton « validation cycle », - Introduire les cartons dans le convoyeur l’un a la suite de l’autre.
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Schéma de câblage pneumatique :
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Schémas de câblage moteurs et alimentations électriques :
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Schémas de câblage sorties automate et contacteurs :
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
Schémas de câblage entrées automate et capteurs :
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
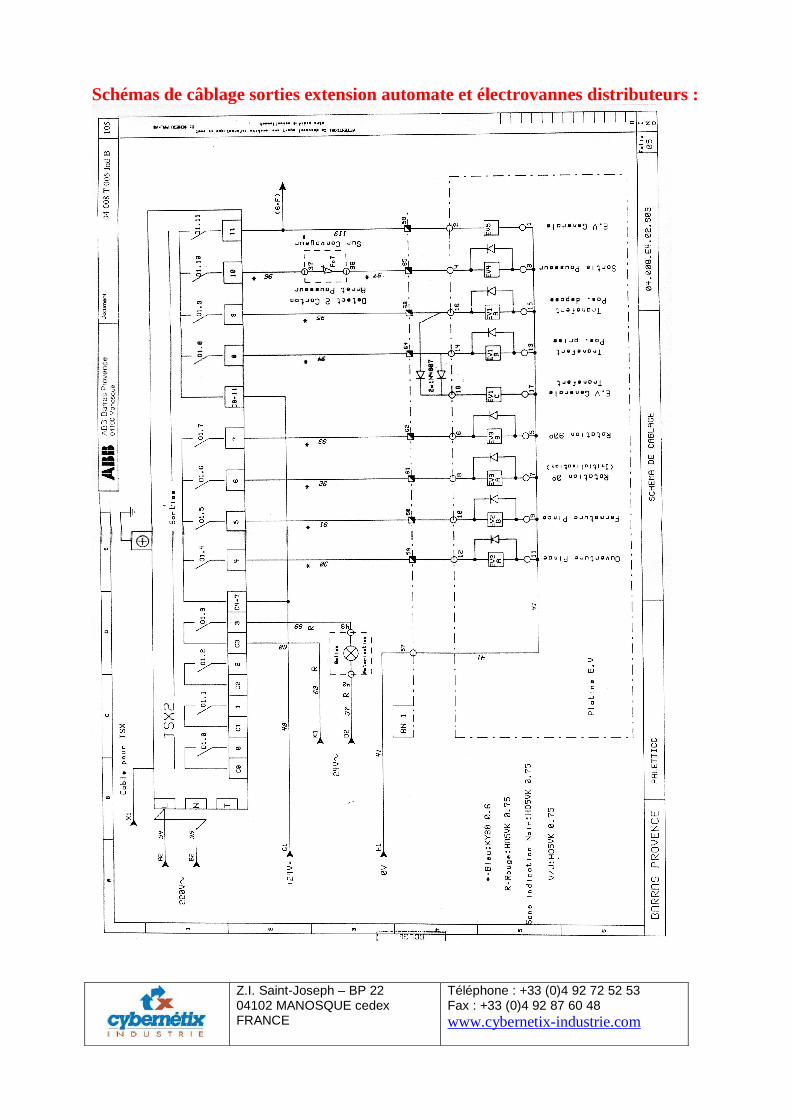
Schémas de câblage sorties extension automate et électrovannes distributeurs :
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
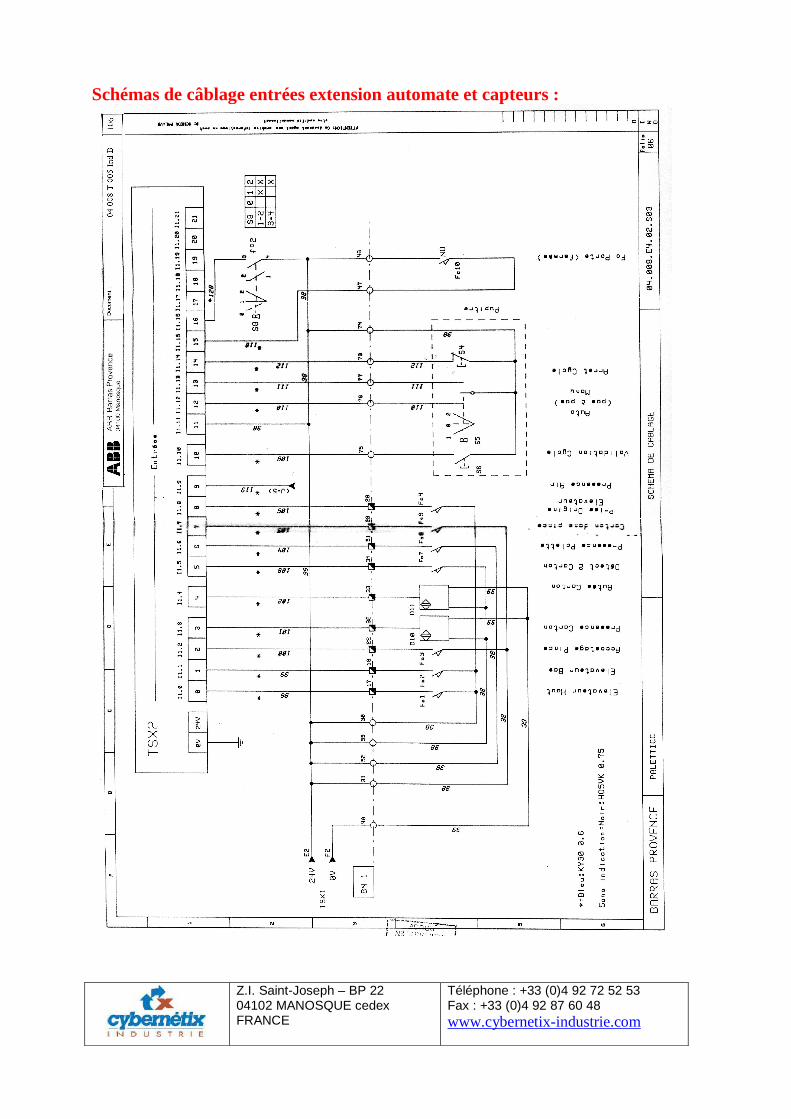
Schémas de câblage entrées extension automate et capteurs :
Z.I. Saint-Joseph – BP 22 04102 MANOSQUE cedex FRANCE
Téléphone : +33 (0)4 92 72 52 53 Fax : +33 (0)4 92 87 60 48 www.cybernetix-industrie.com
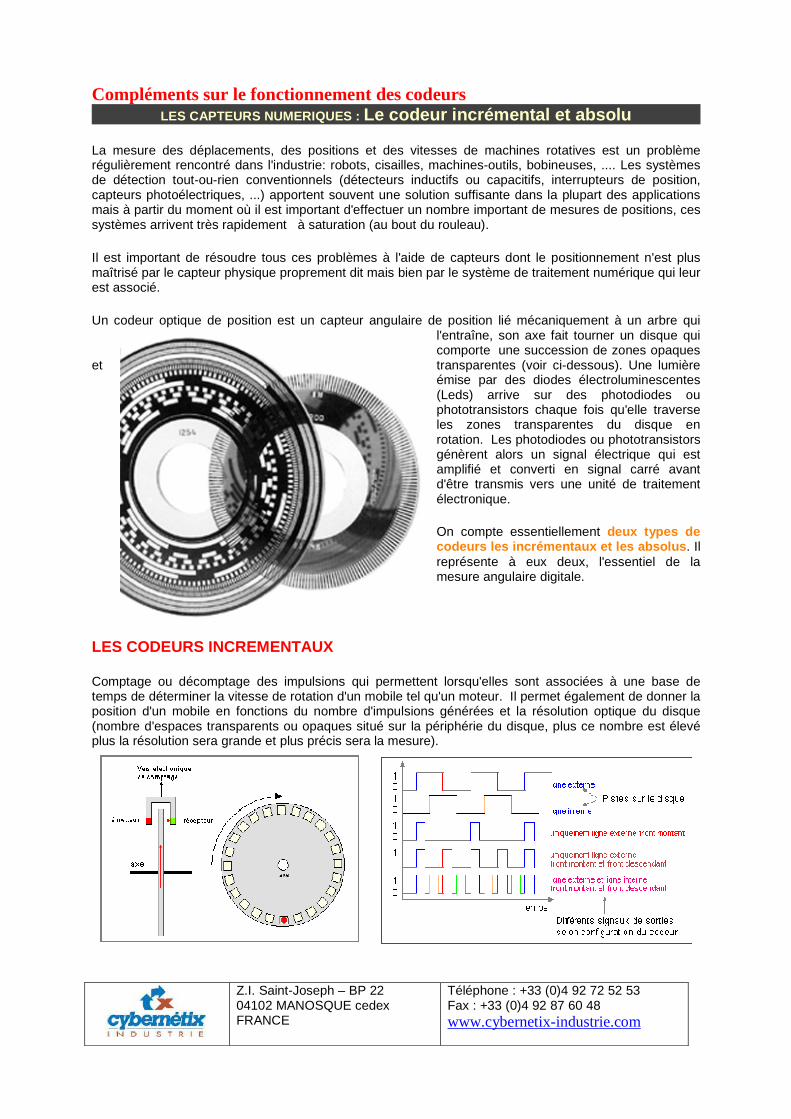
Compléments sur le fonctionnement des codeurs LES CAPTEURS NUMERIQUES : Le codeur incrémental et absolu
La mesure des déplacements, des positions et des vitesses de machines rotatives est un problème régulièrement rencontré dans l'industrie: robots, cisailles, machines-outils, bobineuses, .... Les systèmes de détection tout-ou-rien conventionnels (détecteurs inductifs ou capacitifs, interrupteurs de position, capteurs photoélectriques, ...) apportent souvent une solution suffisante dans la plupart des applications mais à partir du moment où il est important d'effectuer un nombre important de mesures de positions, ces systèmes arrivent très rapidement à saturation (au bout du rouleau).
Il est important de résoudre tous ces problèmes à l'aide de capteurs dont le positionnement n'est plus maîtrisé par le capteur physique proprement dit mais bien par le système de traitement numérique qui leur est associé.
Un codeur optique de position est un capteur angulaire de position lié mécaniquement à un arbre qui l'entraîne, son axe fait tourner un disque qui comporte une succession de zones opaques
et transparentes (voir ci-dessous). Une lumière émise par des diodes électroluminescentes (Leds) arrive sur des photodiodes ou phototransistors chaque fois qu'elle traverse les zones transparentes du disque en rotation. Les photodiodes ou phototransistors génèrent alors un signal électrique qui est amplifié et converti en signal carré avant d'être transmis vers une unité de traitement électronique.
On compte essentiellement deux types de codeurs les incrémentaux et les absolus . Il représente à eux deux, l'essentiel de la mesure angulaire digitale.
LES CODEURS INCREMENTAUX
Comptage ou décomptage des impulsions qui permettent lorsqu'elles sont associées à une base de temps de déterminer la vitesse de rotation d'un mobile tel qu'un moteur. Il permet également de donner la position d'un mobile en fonctions du nombre d'impulsions générées et la résolution optique du disque (nombre d'espaces transparents ou opaques situé sur la périphérie du disque, plus ce nombre est élevé plus la résolution sera grande et plus précis sera la mesure).