Cours Cereales LUUXXEEE
67
Cours de céréales de M me GHARIB présentés par Mr. BOUASLA Abdallah 1 LES CEREALES DANS LE MONDE Généralités sur les céréales Les céréales sont des graines alimentaires appartenant à 10 espèces végétales, les 3 les plus employés actuellement : blé, riz et maïs ; à cela s’ajoute l’orge, le seigle, avoine, le sorgho, le mét eil (mélange de blé et de seigle), triticale (hybride de blé et de seigle). Les blés sont présentent partout dans le monde où 2 espèces sont particulièrement cultivées : le blé dur (Triticum durum) c’est le blé de semoulerie par excellence ; le blé tendre (Triticum œstivum), T. vulgare, froment. La récolte de blé a lieu à différentes époques de l’année quelque part dans le monde : en mars au Inde, en mai en Chine, en juillet-août au USA et Europe, Algérie, en Canada, en hiver au Argentine et Australie. Le riz c’est la culture céréalière la plus importante dans le monde en développement, il constitue la denrée alimentaire de base de plus de la moitie de la population du globe. Parmi les céréales, la production du riz est celle qui utilise la plus forte proportion de terre. Le maïs fournit des éléments nutritifs aux humains et aux animaux et sert de matière première à l’industrie pour la fabrication de l’amidon. Les farines de céréales contiennent à coté de l’amidon des protéines de réserve insolubles dans l’eau, les prolamines et les glutenines que l’on ne trouve pas ailleurs, lorsqu’elles sont présentent en bonnes proportions, elles permettent l’obtention d’une pâte extensible (propriétés des prolamines) et élastique (propriétés des glutenines). Seules deux céréales se prêtent à la panification : le blé et le seigle, les autres céréales ont des emplois alimentaires variés, le plus commun c’est la préparation de boissons alcoolisées, mais les usages les plus courantes des céréales concerne la cuisine soit directement en grain, soit en farine, soit en amidon ou en semoule. Les aspects nutritionnels Ils apportent l’essentiel de l’énergie de 60% et 80% des protéines. Un grain de céréales contint environ 10-15% d’eau, 70-76% de glucides (amidon), 8-14% de protéines et 2-4% de lipides. Parmi les vitamines, toutes les céréales ont des caractéristiques similaires : absence de vit A,
-
Upload
jedidi-amir -
Category
Documents
-
view
78 -
download
3
Transcript of Cours Cereales LUUXXEEE
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
1
LES CEREALES DANS LE MONDE
Généralités sur les céréales
Les céréales sont des graines alimentaires appartenant à 10 espèces végétales, les 3 les plus
employés actuellement : blé, riz et maïs ; à cela s’ajoute l’orge, le seigle, avoine, le sorgho, le méteil
(mélange de blé et de seigle), triticale (hybride de blé et de seigle).
Les blés sont présentent partout dans le monde où 2 espèces sont particulièrement cultivées :
le blé dur (Triticum durum) c’est le blé de semoulerie par excellence ; le blé tendre (Triticum
œstivum), T. vulgare, froment.
La récolte de blé a lieu à différentes époques de l’année quelque part dans le monde : en mars
au Inde, en mai en Chine, en juillet-août au USA et Europe, Algérie, en Canada, en hiver au
Argentine et Australie.
Le riz c’est la culture céréalière la plus importante dans le monde en développement, il
constitue la denrée alimentaire de base de plus de la moitie de la population du globe. Parmi les
céréales, la production du riz est celle qui utilise la plus forte proportion de terre.
Le maïs fournit des éléments nutritifs aux humains et aux animaux et sert de matière première
à l’industrie pour la fabrication de l’amidon.
Les farines de céréales contiennent à coté de l’amidon des protéines de réserve insolubles
dans l’eau, les prolamines et les glutenines que l’on ne trouve pas ailleurs, lorsqu’elles sont
présentent en bonnes proportions, elles permettent l’obtention d’une pâte extensible (propriétés des
prolamines) et élastique (propriétés des glutenines).
Seules deux céréales se prêtent à la panification : le blé et le seigle, les autres céréales ont des
emplois alimentaires variés, le plus commun c’est la préparation de boissons alcoolisées, mais les
usages les plus courantes des céréales concerne la cuisine soit directement en grain, soit en farine,
soit en amidon ou en semoule.
Les aspects nutritionnels
Ils apportent l’essentiel de l’énergie de 60% et 80% des protéines. Un grain de céréales
contint environ 10-15% d’eau, 70-76% de glucides (amidon), 8-14% de protéines et 2-4% de
lipides. Parmi les vitamines, toutes les céréales ont des caractéristiques similaires : absence de vit A,
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
2
C et D (trace), présence des vitamines de groupes B, B1, B2 et B6, E et PP. les oligo-aliments, les
céréales de même composition ont une teneur élevé en K, P, Mg, S, et Ca, une teneur faible en Na,
Fe, Zn, Cu et Mn sont déficientes en iode. Les protéines des céréales sont déficientes en un acide
aminé essentiel : la lysine, cette pauvreté relative entraine une mauvaise qualité biologique de ces
protéines et donc une efficacité protéique faible.
I-LA STRUCTURE ET LA COMPOSITION CHIMIQUE DU GRAIN DE BLE
I-1-Notion botanique
a-La plante : on désigne sous le non de blé les espèces du genre Triticum de la famille des
Graminées, c’est un fruit sec qui contient à l’intérieur la graine proprement dite. Le blé est une
céréale qui se distingue des autres Graminées par les propriétés physico-chimiques de son gluten.
b-Les différentes étapes de développement de la plante
1-Germination : Celle-ci nécessite certaines conditions de milieu tel que l’hydratation du grain qui
doit être au moins de 30%, présence d’O2 libre et une température de 2°C. Au cours de cette étape,
il y a gonflement du grain par absorption d’eau puis à la base du grain (place du germe) il se dégage
la première feuille, les premières racines (séminales) et une tige portant les premières feuilles.
2-Tallage : Au cours de cette étape, il y a ramification de la tige, apparition de nouvelles racines
(adventives), de nouvelles feuilles sur chaque tige puis s’effectue la montée des tiges.
3-La floraison (fécondation) : Après certain temps de végétation, un épi se forme au sommet de
chaque tige, après la différenciation des épillets à l’intérieur de celui-ci, les fleures apparaissent.
Cette phase est brève mais se prolonge si la température est suffisante. Après la fécondation, un
certain nombre de grains se forment sur chaque épillet ; chaque grain est enveloppé dans des
écailles creuses : les glumelles.
4-La maturation : on distingue plusieurs états de grain :
Etat laiteux : le grain est volumineux et encore vert ;
Etat pâteux : le grain prend une couleur jaune et son intérieur est pâteux ;
Etat mûr : le grain prend sa forme et sa texture définitive.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
3
I-2-La structure du grain (voir planche)
Le grain de blé constitue le fruit, il a une forme ovoïde plus ou moins allongée, il a une face
dorsale plus ou moins bombée et une face ventrale comportant un sillon profond, à sa partie
supérieure de courts poils qui forment la brosse ; à sa partie inférieure visible sur sa face dorsale se
trouve le germe.
La coupe longitudinale d’un grain permet de distinguer trois parties essentielles dans les
proportions suivantes par rapport au grain total : les enveloppes : 14-16%, amande farineuse
(albumen ou endosperme) : 81-83% et le germe : 2.5-3%.
a-Les enveloppes : constitués par des couches de cellules superposées :
1-Le péricarpe (enveloppe du fruit) : comprend l’épicarpe, mésocarpe et endocarpe ;
2-Tégument séminale et bande hyaline ;
3-Assise protéique ou cellule à aleurone.
Au cours de la mouture, ces enveloppes donnent du son, ces enveloppes sont riches en
matières minérales, ont également des teneurs assez élevées en matières protéiques et en matière
grasse, contiennent des pigments qui donnent la couleur propre des grains et une partie importante
de vitamine du groupe B.
b-L’amande farineuse : constitué par des grains d’amidon enchâssés dans un réseau protéique de
gluten.
L’amidon : pondéralement c’est le plus important (70%), sous forme de granules sphériques, il
joue un rôle important durant la fermentation panaire.
Le gluten : c’est le complexe protéique « gliadine-glutenine », c’est une forme de matière
protéique spéciale au blé, c’est lui qui confère à la pâte les propriétés plastiques. Les qualités de
la pâte dépendent de la qualité et la quantité du gluten présent dans l’amande farineuse.
c-Le germe : formé de scutellum et de l’embryon, il constitue la future plante. Il est riche en
protéines, matière grasse, sucre, vitamines du groupe B et vitamine E.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
4
I-3-La Composition chimique (voir tableau 39)
Cette composition dépond de nombreux facteurs : climat, la variété, la nature du sol et les
amendements et les techniques culturales.
Les conditions climatiques et le sol influent considérablement sur la composition chimique de
blé et plus particulièrement sur la teneur en protéines.
Les conditions climatiques surtout la lumière et l’humidité du sol augmentent la teneur
glucidique. Les engrais azotés influent positivement sur la teneur en protéines. La composition et
l’acidité du sol influent sur la teneur en sels minéraux.
a-L’eau
Les grains de céréales sont des organes végétaux particulièrement déshydratés, leur teneur en
eau est en moyenne de 14%, il est un facteur déterminant au cours du stockage. Il est difficile de
conserver des grains ayant une humidité supérieure à 17-18% ; et il est quasiment impossible au-
delà de 23%.
On pratique, la teneur en eau des céréales la plus favorable pour l’entreposage est de 10-15%,
une humidité inférieure à 9% peut être nécessaire pour un entreposage prolongé à 20°C.
L’eau conditionne la vitesse et l’intensité des réactions chimiques, enzymatiques et le
développement microbien.
b-Les glucides
Se sont des substances particulièrement énergétiques, sont nettement majoritaires (plus de
60% de la matière humide ou 80% de la matière sèche). Ils sont constitués principalement par de
l’amidon contenu à 85% dans l’albumen. Un ensemble de composés glucidiques de structure est
aussi présent dans le grain (2%) : la cellulose et l’hémicellulose contenus essentiellement dans les
enveloppes externes.
Les sucres constituent 2-3.5% du grain de blé et 1-2% de la farine, ils sont constitués de
saccharose, glucose, raffinose et levosine.
De point de vue technologique, cette fraction joue un triple rôle :
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
5
Constitue la source d’alimentation hydrocarbonée nécessaire à la levure au cours de la
fermentation ;
Intervient par ses réactions avec les protéines dans la formation de la couleur, l’odeur et la
saveur des produits cuits ;
Joue un rôle non négligeable dans les caractéristiques mécaniques et la texture des produits
cuits ; dans certains cas, elle forme presque la totalité de squelette final (feuille de gaufrette).
c-Les protides
En plus du rôle nutritionnel, les protéines jouent le rôle de charpente de la pâte, elles sont les
seuls responsables à la fois de l’extensibilité, tenacité, élasticité et cohésion de la pâte.
Les différents types de protéines du blé : le gluten est le plus important de point de vue
quantitatif (80-85%) des protéines totales que technologique.
Les grains de blé renferment un grand nombre de protéines : des protéines de structure,
protéines biologiques actives et des protéines de réserve.
Ces protéines ne sont pas réparties dans le grain de blé uniformément, elles sont surtout
localisées dans le germe et l’assise protéique.
d-Les lipides
Riches en acides gras saturés, localisés dans le germe et les enveloppes. Ces substances
influent sur la valeur boulangère des farines en exerçant une action dépressive qui modifie la
cohésion physique du gluten, provoquant aussi des phénomènes de vieillissement de la farine. Sous
l’action de la lipase, les TG se transforment en AG ce qui entraîne une diminution du pH ce qui va
exercer une influence néfaste sur les propriétés plastiques des protéines de la farine.
e-Les vitamines
Surtout dans le germe, leur répartition varie selon les sols, les climats et les variétés de blé.
On trouve surtout : B1, B2, B5, PP, B6 et E. les variations dues aux traitements technologiques sont
beaucoup plus marquées parce que certaines vitamines sont très sensibles à la chaleur.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
6
f-Matières minérales
Tous les éléments minéraux sont représentés dans le grain dans des proportions très
différentes : 75% de K (300-600 mg/100g de matière sèche), P (200-500 U), S (100-250 U), Mg
(100-150 U), Cl (50-150 U) et Ca (25-100 U). La majeur partie de P se trouve sous forme de
phytate, les éléments minéraux n’existent pas à l’état libre mais à l’état combiné. Le blé peut être
plus ou moins riche en minéraux selon le sol, le climat, la fumure et même l’année.
g-Les diastases
De masse pondérale infiniment réduite, jouent un rôle capital dans la vie du grain et de la
farine.
g-1-Les glucidases
La β-amylase transforme l’amidon en β-maltose, elle se trouve dans le grain sain et normal.
L’α-amylase transforme l’amidon en dextrine, elle ne se trouve que dans les blés germés.
L’invertase transforme le saccharose et levosine en sucres réducteurs, elle n’existe pas dans
les farines à faible taux d’extraction.
La maltase se trouve en faible quantité, elle hydrolyse une partie de maltose.
g-2-Les autres : diastases protéolytiques, lipolytiques, phytases.
II-LES PROPRIETES BIOLOGIQUES DES GRAINS
Les grains de blé sont des semences résultant de la fécondation, ils sont destinés à donner
naissance à une nouvelle génération de plantes. Au cours du processus de germination qui assure la
survie de l’espèce, se sont généralement des organes qui résistent à des conditions difficiles, les
grains de blé restent vivants entre 3 et 5 ans, l’une des caractéristiques biologiques de blé est que sa
maturation s’achève par une très forte déshydratation (H° = 10-15% à maturité) ; cette perte d’eau
intense s’accompagne de modifications profondes de l’ultra structure des cellules et de la
condensation des substances de réserve, elle entraîne une importante réduction du métabolisme en
particulier l’activité respiratoire qui devient très faible.
II-1-Les grains après récolte
C’est un ensemble d’êtres vivants en équilibre biologique instable, un lot de grains entreposé
comporte inévitablement deux entités vivantes :
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
7
Les grains eux-mêmes et plus particulièrement le germe ou les tissus comme l’assise
protéique ;
Les micro-organismes (levures, moisissures et bactéries).
On peut aussi trouver des insectes sous forme larvaire ou adulte, des acariens et même des
petits vertébrés (rongeurs et oiseaux).
Remarque : Dans le cas de stockage des produits de mouture, le grain disparaît en tant qu’être
vivant, par contre les micro-organismes, les insectes et les rongeurs demeurent.
Les grains après récolte vivent normalement dans un état métabolique ralenti mais ils sont
toujours près à activer leur rythme vital dès que le milieu est favorable, les cellules de l’amande
essentiellement remplies de substances de réserve alimentaire, les processus vitaux qu’en ceci
démarreront.
II-2-Les phénomènes vitaux essentiels des grains
a-Les phénomènes d’oxydation
Affectent principalement les glucides et les lipides quand la chaleur et l’humidité sont
suffisantes, elles se manifestent en deux cas :
Aérobiose : il s’agit d’une respiration active avec dégagement de CO2, de vapeur d’eau et d’une
quantité importante de calories (673 kcal/mol de glucose oxydé) ;
Anaérobiose : il s’agit d’une fermentation alcoolique intracellulaire produisant un effet
thermique plus faible.
b-La germination
En présence de l’humidité, d’O2 et de température favorable, la germination des grains est
l’aboutissement normal de leur activité vitale.
Pour les grains stockés ou astockés, la germination même à ses premiers stades est grave. Elle
a deux conséquences pratiques graves :
Modification chimique des substances de réserve ;
Augmentation de l’activité enzymatique, ceci donne des blés hyperamylasiques.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
8
II-3-Les êtres vivants accompagnant les grains
a-Les micro-organismes
Les micro-organismes accompagnant les grains sont l’une des causes majeures d’altération,
ils sont constitués le plus souvent de très nombreuses espèces et genres :
Les moisissures représentées par des espèces très variées, les plus répandus sont :
Les champignons de stockage : Penicillium et Aspergillus se trouvent en très faible quantité
sur les grains à la récolte mais adaptés aux substrats relativement secs peuvent prendre un
essor au cours du stockage en silos.
Les champignons de champs : Alternaria, Cladosporium, Verticillium, Fusarium, Mucor,
Rhisopus. Plus hydrophiles et se multiplient moins activement ou régressent au cours du
stockage.
Les bactéries, leur présence attaque n’a lieu de préférence qu’après l’attaque de moisissures.
Leur nombre peut atteindre plusieurs millions/g et diminue avec la diminution d’eau. C’est ainsi
que la flore bactérienne est toujours plus abondante en années humides qu’en années sèches.
Les levures, leur distribution est irrégulière, peuvent être aussi abondantes que presque
totalement absentes.
Ces micro-organismes proviennent très fréquemment du sol et sont véhiculés vers les grains
par l’air ou par l’eau soit aux champs avant la récolte soit au moment de la récolte ou lors des
opérations de manutention qui la suive.
b-Les arthropodes
Les insectes et les acariens ne sont pas comme les micro-organismes inévitables dans les
grains entreposés, leur présence est révélatrice de mauvaises conditions de stockage. Les principales
espèces d’insectes qu’on peut rencontrer sont de deux ordres :
Les lépidoptères : espèce dominante : Ephestia kuhniella ou mite de la farine ;
Les coléoptères : Sitophilus granarius (charançon).
Ces différents arthropodes peuvent exister dans les grains sous forme d’œuf, à l’état larvaire,
nymphal et adulte.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
9
c-Les vertébrés
Divers vertébrés (souris, rat, oiseaux) peuvent vivre au dépend des stockes de grains mal
protégés dans ils consomment des quantités considérables. Par ailleurs, leurs déjections peuvent
servir de vecteur à des germes pathogènes.
III-LES PROPRIETES PHYSIQUES DES GRAINS
III-1-Nature granulaire des blés
Les blés en masse représentent un ensemble constitué par des particules granulaires
indépendantes, entre elles existe un volume d’air interstitiel qui correspond à environ 40% du
volume apparent. La structure granulaire des blés présente un grand intérêt :
Possibilité d’insuffler de l’air à travers cette espace et évacuer ainsi la chaleur et l’humidité
excédentaire ;
Possibilité d’intervenir sur la composition de l’atmosphère interstitielle ( [CO2] et [N2] ) freinant
ainsi les phénomènes vitaux actifs ;
Augmentation de pH par addition de bicarbonate alcalin (25-30 g/Qx de blé) ;
Gaz toxique (mélange d’oxyde d’éthylène et CO2) contre les insectes.
III-2-Conductibilité thermique
Elle est très faible en absence d’une ventilation forcée, les seules convections naturelles de
l’air intergranulaire sont insuffisantes pour évacuer la chaleur produite par les phénomènes vitaux,
celle-ci s’accumule sur place en provoquant des élévations de température pouvant atteindre 80°C
qui provoque de graves altérations.
III-3-Hygroscopicité et répartition de l’eau dans le blé
A la maturité, il n’y a plus d’eau physiologique en circulation, mais uniquement de l’eau
absorbée par les molécules : protéines, amidon, cellulose en constituant une couche d’eau à leur
surface. L’affinité de ces constituants pour l’eau est fonction du nombre de groupements polaire par
rapport aux groupements apolaires.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
10
Les lipides à forte proportion de groupements apolaires ont peu d’affinité pour l’eau.
Cependant, les glucides comportent de nombreux sites polaires très hygroscopiques. Donc l’affinité
des grains pour l’eau a des mécanismes moléculaires relativement complexes : les liaisons
hydrogènes entre les molécules d’eau, les extrémités polaires des macromolécules (glucides et
protéines) et à une échelle plus macroscopique des phénomènes physiques : capillarité, osmose.
III-4-Transfert de chaleur et de vapeur dans le blé
Le grain est produit hygroscopique, il peut absorber ou rejeter l’eau par échange sous forme
de vapeur avec l’air selon les caractéristiques de l’air qui l’entoure.
A l’humidité relative de l’air donné correspond une teneur d’eau du grain dite « d’équilibre »,
cet équilibre hygroscopique ne pourra s’obtenir que lorsque les grains et l’air sont à la même
température. Deux types de transferts sont distingués :
a-Transfert provoqué par ventilation forcée dans une masse de grains (air sec et/ou chaud)
Il s’agit d’un séchage par ventilation, les transferts de chaleur et de vapeur s’effectuent par les
grains et l’air circulant, c’est HR de ce dernier qui va imposer la teneur en eau finale du grain.
D’une manière générale, les grains tendent à se mettre à l’équilibre d’humidité et de
température avec l’air insufflé.
L’humidité initiale des grains toujours relativement faible, le facteur limitant de la vitesse de
séchage n’est pas la vaporisation du liquide à la surface du produit, mais la désorption de l’eau
absorbée et la résistance interne des grains à la diffusion de la vapeur d’eau.
La mise en contre de cette donnée conduit à la mise au point de la technique du séchage lent
différé pour la phase de repos du grain correspond à une période de diffusion de la vapeur d’eau à
l’intérieur du grain depuis le centre encore humide vers la périphérie sèche.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
11
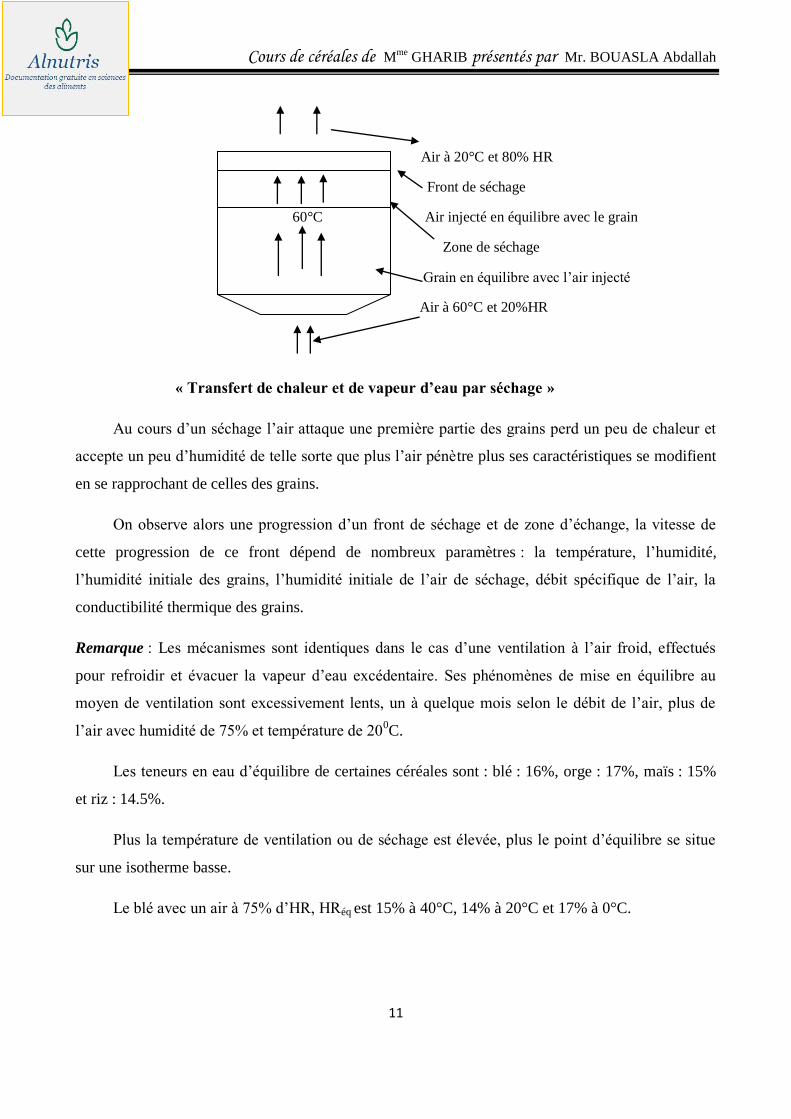
Air à 20°C et 80% HR
Front de séchage
60°C Air injecté en équilibre avec le grain
Zone de séchage
Grain en équilibre avec l’air injecté
Air à 60°C et 20%HR
« Transfert de chaleur et de vapeur d’eau par séchage »
Au cours d’un séchage l’air attaque une première partie des grains perd un peu de chaleur et
accepte un peu d’humidité de telle sorte que plus l’air pénètre plus ses caractéristiques se modifient
en se rapprochant de celles des grains.
On observe alors une progression d’un front de séchage et de zone d’échange, la vitesse de
cette progression de ce front dépend de nombreux paramètres : la température, l’humidité,
l’humidité initiale des grains, l’humidité initiale de l’air de séchage, débit spécifique de l’air, la
conductibilité thermique des grains.
Remarque : Les mécanismes sont identiques dans le cas d’une ventilation à l’air froid, effectués
pour refroidir et évacuer la vapeur d’eau excédentaire. Ses phénomènes de mise en équilibre au
moyen de ventilation sont excessivement lents, un à quelque mois selon le débit de l’air, plus de
l’air avec humidité de 75% et température de 200C.
Les teneurs en eau d’équilibre de certaines céréales sont : blé : 16%, orge : 17%, maïs : 15%
et riz : 14.5%.
Plus la température de ventilation ou de séchage est élevée, plus le point d’équilibre se situe
sur une isotherme basse.
Le blé avec un air à 75% d’HR, HRéq est 15% à 40°C, 14% à 20°C et 17% à 0°C.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
12
b-Transfert naturel de chaleur et/ou de vapeur d’eau
Ils se produisent de façon imprévue et peu contrôlable pendant le stockage entraînant le plus
souvent des conséquences désastreuses. Quant à la qualité des grains, ses transferts peuvent être
provoqués par des causes variées susceptibles d’agir seules ou en association ensembles.
b-1--Gradient de teneur en eau (sans gradient de température)
Si dans une masse de grain se trouve un gradient de teneur en eau, celle-ci tende à s’égaliser
par transfert de vapeur d’eau des grains plus humides vers les plus secs et ceci selon deux cas :
Cas d’un mélange intime entre les grains secs et humides
L’humidité tende à s’homogénéiser en une semaine environ.
Cas d’un gradient juxtaposition sans mélange
Dans un silo de deux lots de grains et ayant des teneurs en eau différentes, la tendance à
l’homogénéisation mais le phénomène est plus lent et le risque d’altération dans le lot humide est
plus grand.
b-2-Gradient de température (sans gradient de teneur en eau)
Il résulte de la présence d’un point froid ou d’un point chaud du fait de la faible capacité
calorifique et de la faible conductibilité thermique du grain. Les phénomènes en tendance à être très
lents et autorisent des augmentations de température fortes et localisées. Ce gradient conduit à un
double transfert de chaleur et d’humidité.
Les grains les plus chauds se déshydratent au profit des grains les plus froids qui
s’humidifient d’avantage. On peut distinguer deux effets réalisables dans les silos de stockage :
Effet de paroi froide : peut se produire dans différentes conséquences :
- Alternance de température lumière et nocturne, saisonnière (hiver, été) ;
- Alternance de température entre les deux faces d’un silo, l’une exposée en soleil et l’autre à
l’ombre ;
- Ecart de température lors du transport maritime entre les parois d’un navire baigné dans l’eau
froide.
Ces phénomènes sont particulièrement accentués dans les payés ensoleillées ou de climat très
contracte.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
13
Si le courant d’air chaud et humide de convection intragranulaire à une température
supérieure à celle des couches de grains qu’il atteint au cours du transfert qui aura une condensation
de la vapeur d’eau à la surface des grains qu’il absorbe si non il se refroidi sans condensation et
l’HR de l’air augmente. Les grains froids absorbent la vapeur d’eau jusqu’à ce que la teneur en eau
d’équilibre soit atteinte. Si la condensation est abondante, l’eau ruisselle le long des parois pour se
trouver dans les patries inférieures des cellules. Il peut avoir également une condensation sur le toit
du silo, l’eau condensée retombant en pluie sur les grains situés à la partie supérieure du silo. Si les
parois et les grains avoisinant sont plus chauds que ceux du centre, la chaleur et la vapeur d’eau
migrent de la périphérie vers le centre.
Remarque : Si l’humidité et la température dépassent les seuils critiques dans les zones de
réhumidification, on assiste au développement des êtres vivants, lesquels vont dégager des quantités
supplémentaires de chaleur et de vapeur d’eau.
Les effets des parois froides dans un silo sont très dépendants du matériau de la technologie
de construction : les silos métalliques sont beaucoup plus sensibles à ce phénomène que ceux en
béton.
L’isolation des parois, la construction sous abri ou entrée permet de limiter les risques de
point froid.
Effet du point chaud
Il se produit lorsque dans un e masse de grains se trouve une zone de production importante et
localisée de chaleur par effet biologique, dans ce cas apparaît un phénomène de convection
ascensionnel et vertical. L’air intergranulaire chargé de chaleur et de vapeur migre du point chaud
vers la masse de grains plus secs et plus frais située au-dessus qui se réhumidifie la zone ainsi
réhumidifie est tiède pour être à son tour le siège d’un échauffement biologique qui provoque un
nouveau transfert de chaleur est de vapeur plus chaud de la masse.
Le phénomène peut se propager ainsi de proche en proche vers le haut du silo où la chaleur et
l’humidité vont s’accumuler, ce milieu chaud humide est bien oxygéné et très favorable au
développement des moisissures. L’ensemble des grains contenus dans le silo peut ainsi se trouver
altéré avec un paroxytonne au un tiers supérieur du silo.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
14
III-5-Conservation de certaines qualités spécifiques des céréales
Si on veut obtenir en fin de stockage des céréales utilisables en technologie, il est nécessaire
de préserver certaines qualités indispensables pour ces transformations afin de différer leur
utilisation technologique et de maintenir leur valeur hygiénique et nutritionnelle :
Le niveau d’activité enzymatique notamment l’action amylasique dans le cas des céréales
panifiables qui est indispensable au bon déroulement de la fermentation panaire ;
L’intégrité des protéines constitutives : dans le cas du blé, la dénaturation des protéines et du
gluten altère les qualités rhéologiques des pâtes et compromet leur levée ;
L’intégrité de l’amidon et des protéines du maïs est indispensable pour une bonne extraction
(amidonnerie) ;
Intégrité des lipides en cas des graines oléagineuses ;
Le pouvoir germinatif qui doit être maintenu très élevé dans le cas des semences et des orges de
malterie (boissons alcooliques).
IV-LES PROCESSUS D’ALTERATION DES GRAINS
Le déclenchement d’un processus d’altération nécessite que soit réuni simultanément deux
conditions, d’une part la présence d’une ou de plusieurs causes d’altération intrinsèque ou
extrinsèque aux grains, de nature biologique ou physico-chimique. D’autre part, l’existence de
facteurs d’environnement favorables à l’activité d’altération.
IV-1-Les différents types d’altération : 4 types.
Les réactions chimiques de dégradation, les altérations enzymatiques, les altérations
biologiques et les altérations d’origine mécanique ou physique.
A-Réactions chimiques de dégradation
Réaction de Maillard
Nécessite une température élevée, se rencontre au cours de séchage ou des accidents de
chauffage biologique.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
15
Dénaturation des protéines et des acides nucléiques
Les modifications de la structure quaternaire, tertiaire et même secondaire de la molécule
entraînent des pertes des propriétés fonctionnelles (solubilité, caractère rhéologique à l’état hydraté
et l’activité enzymatique). Parmi les causes de dénaturation, la chaleur est la plus fréquente.
Modification physico-chimique de l’amidon
A température assez élevée, il y a éclatement des grains d’amidon qui sera suivi d’un
empesage plus ou moins prononcé selon l’eau disponible. A sec, on peut observer une sorte de
fusion de grains sans dispersion.
Destruction des vitamines B1, E et caroténoïdes au cours de stockage
La destruction de B1 est linéaire (20% /an), elle est due à sa concentration à la périphérie qui
est moins protégée de l’O2. L’oxydation de la vitamine E et caroténoïdes est due à l’action des
peroxydes formés au dépend des AGI.
Remarque : Les 4 types de réactions exigent une température assez élevée et se rencontrent surtout
lors du séchage ou des accidents de chauffage.
Oxydation non enzymatique
Par l’O2 de l’air, intervient au niveau des AGI à des températures basses, elles sont
exothermiques, l’augmentation de la température du milieu favorise le développement des
microorganismes, elles entraînent la formation des composés volatils d’odeur désagréable.
B-Les altérations enzymatiques
Essentiellement provoquées par les enzymes propres du grain ainsi que les enzymes qui
réagissent les phénomènes de la respiration et de la fermentation.
C-Les altérations biologiques
Dues aux activités métaboliques de l’écosystème, ces êtres vivants constituent un risque
considérable car leur métabolisme se traduit la décomposition du milieu dans lequel ils vivent et par
la libération de nouvelles substances (enzymes, toxines, métabolites divers) en plus la libération
d’eau et de chaleur dont l’accumulation accélère les processus d’altération.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
16
D-L’altération d’origine mécanique ou physique
D’origine mécanique sont dues à des chocs entraînant des cassures des grains favorisant
largement les autres causes d’altération.
Les altérations d’origine physiques sont dues aux radiations UV, γ, et Infrarouge en dose
excessive.
IV-2-Les facteurs du milieu qui conditionnent l’activité de la cause d’altération
a-Le facteur « temps »
Introduit la notion de la vitesse de la réaction dont la connaissance est indispensable pour
déterminer la durée maximale probable de stockage en tenant compte des différentes causes en jeu.
b-Le facteur « température »
La température joue pratiquement sur toutes les réactions de détérioration, plus la température
augmente plus les réactions d’altération chimiques, biologiques, et microbiologiques sont rapides.
La température a des fois 2 effets antagonistes : elle active et inhibe certaines réactions, sur
les réactions enzymatiques, d’une part la température active la réaction enzymatique lorsque
l’enzyme et le substrat sont présents et d’autre part lorsque la température est dénaturante, la vitesse
de réaction va d’abord en augmentant puis diminue au fur et à mesure que l’enzyme est inactivée.
c-Le facteur « H0 »
Il existe des seuils d’HR au-dessous ou au-delà desquelles pour une température donnée,
l’activité des causes d’altération se trouve inhibée.
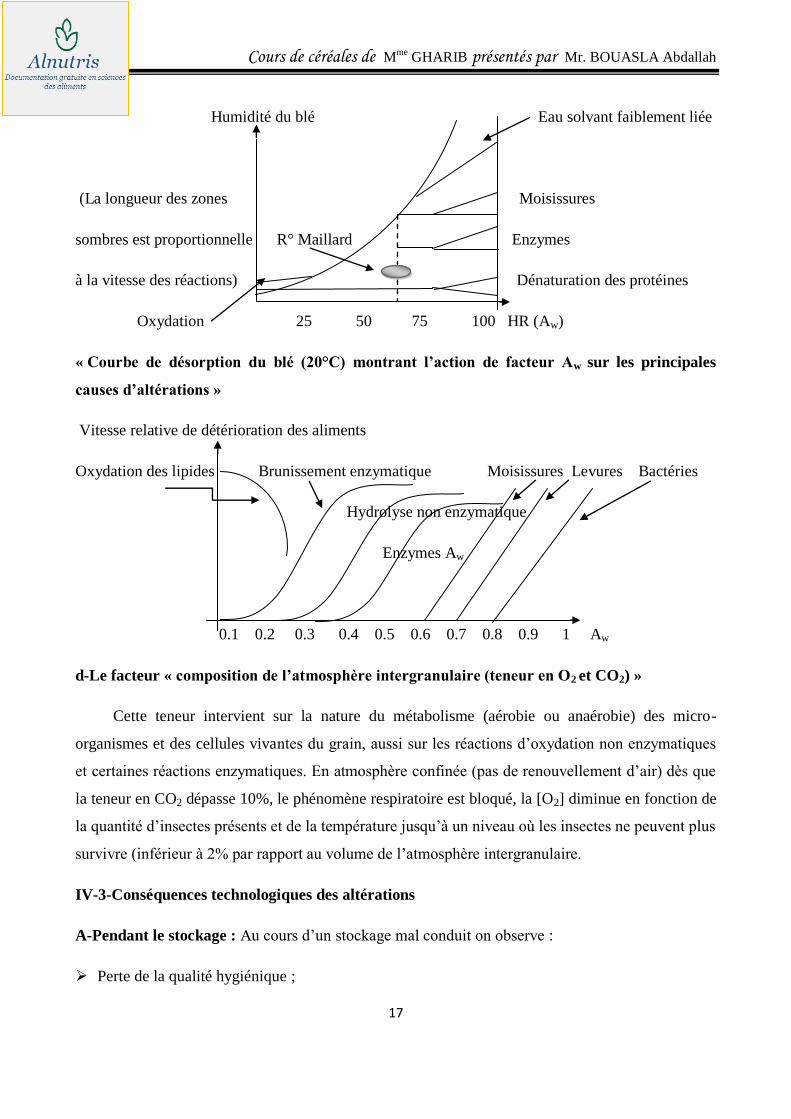
La figure montre qu’aucune réaction biologique (due aux micro-organismes) ou biochimiques
(enzymes) ne peut avoir lieu avec une intensité significative pendent la durée normale de stockage
lorsque l’HR est inférieur au point critique. En dessous, seuls les oxydations non enzymatiques, la
réaction de Maillard et certaines activations non enzymatiques (lipases, lipoxygénases) sont encore
à craindre.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
17
Humidité du blé Eau solvant faiblement liée
(La longueur des zones Moisissures
sombres est proportionnelle R° Maillard Enzymes
à la vitesse des réactions) Dénaturation des protéines
Oxydation 25 50 75 100 HR (Aw)
« Courbe de désorption du blé (20°C) montrant l’action de facteur Aw sur les principales
causes d’altérations »
Vitesse relative de détérioration des aliments
Oxydation des lipides Brunissement enzymatique Moisissures Levures Bactéries
Hydrolyse non enzymatique
Enzymes Aw
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 Aw
d-Le facteur « composition de l’atmosphère intergranulaire (teneur en O2 et CO2) »
Cette teneur intervient sur la nature du métabolisme (aérobie ou anaérobie) des micro-
organismes et des cellules vivantes du grain, aussi sur les réactions d’oxydation non enzymatiques
et certaines réactions enzymatiques. En atmosphère confinée (pas de renouvellement d’air) dès que
la teneur en CO2 dépasse 10%, le phénomène respiratoire est bloqué, la [O2] diminue en fonction de
la quantité d’insectes présents et de la température jusqu’à un niveau où les insectes ne peuvent plus
survivre (inférieur à 2% par rapport au volume de l’atmosphère intergranulaire.
IV-3-Conséquences technologiques des altérations
A-Pendant le stockage : Au cours d’un stockage mal conduit on observe :
Perte de la qualité hygiénique ;
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
18
Développement de l’acidité libre ;
Perte pondérale de la valeur alimentaire par autoconsommation des réserves ;
Perte progressive de la valeur germinative des semences ;
Perte progressive de la qualité boulangère des blés ;
Dans certains cas extrêmes, un échauffement biologique important conduit à l’altération totale
des grains.
Pour être correctement conduit, un stockage devra éviter toute modification des grains et tout
échauffement biologique.
B-Pendant le séchage
Au cours d’un séchage conduit à une température excessive, certaines propriétés spécifiques
des céréales peuvent être gravement compromises : la qualité des orges amidonnières, le pouvoir
germinatif des semences, la qualité des orges de brasserie, la valeur boulangère des blés et dans une
moindre mesure la valeur nutritionnelle en alimentation humaine.
Pour être bien conduit, un séchage doit être très ménagé au début lorsque les grains sont
encore humides, puis progressivement on peut augmenter la température au fur et à mesure de la
diminution de la teneur en eau.
La température maximale est fonction de la durée de séchage, il faut aussi que le séchage soit
très homogène si non certaines fractions brutalement séchées sont altérées alors que d’autres
laissées trop humides s’altèrent au cours du séchage.
V-TRAITEMENT PRELIMINAIRE APRES RECEPTION DES GRAINS
V-1-Le nettoyage
Le nettoyage des grains venant d’être récoltés permet, en éliminant d’une manière générale
tous les éléments indésirables, d’améliorer la conservation ultérieure. Le nettoyage des locaux de
stockage est une excellente mesure préventive qui évite la contamination des lots sains. Les parois
des silos, les appareils de transport et les locaux annexes devraient être régulièrement nettoyés et
désinfectés.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
19
V-2-Le séchage
Pratiquement obligatoire avec certains grains récoltés humides. Dans la pratique industrielle
moderne, il est effectué dans des séchoirs continus ou discontinus à contre courant.
V-3-La désinfection
Lorsqu’un lot est infecté, la désinsectisation avant ou au cours du stockage est indispensable.
On utilise le plus généralement des produits chimiques insecticides, certains traitements physiques
peuvent être mis en œuvre (radiation γ), l’utilisation encore expérimentale de champs électriques à
haute fréquence (micro-ondes) semble prometteuse. Récemment, une étude a montré qu’un
traitement thermique appliqué à certaines conditions permet une bonne désinsectisation des
semoules de blé dur
VI-LE STOCKAGE
Lorsque le grain a été correctement nettoyé, séché et désinfecté, il doit être maintenu dans des
conditions de siccité et de température compatibles avec une bonne conservation.
Le problème principal pendant le stockage sera d’évacuer la chaleur et la vapeur résultant du
métabolisme normal de l’écosystème, il pourra être nécessaire de refroidir le grain s’il y a eu un
échauffement excessif ou de lui administrer un traitement insecticide supplémentaire.
VI-1-Techniques de stockage
a-Stockage en atmosphère renouvelée : l’aération est assurée soit :
Par des transvasements périodiques de silo en silo (transilage) ;
Par une installation de ventilation disposée à l’intérieure du silo, la répartition de l’air doit être
homogène, les silos doivent être bien isolés thermiquement, il faut insuffler des quantités d’air
insuffisantes pour refroidir tout le volume.
b-Stockage en anaérobiose
Il permet d’allonger notablement les durées de conservation en bloquant les métabolismes
respiratoires des grains, des micro-organismes et des insectes. Il y a deux technologies permettant
d’obtenir l’anaérobiose :

Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
20
Stockage sous atmosphère confinée
Il s’agit d’une conservation conduite dans un silo étanche dont l’atmosphère s’appauvrie en
O2 et s’enrichie en CO2 du fait de la respiration de l’écosystème.
Stockage en atmosphère modifiée
L’anaérobiose est immédiatement imposée soit par mise sous vide, soit par saturation de
l’atmosphère intergranulaire par CO2 ou N2.
VI-2-Modes de stockage
a-Entreposage classique
Le procédé le plus classique est la matmoras pour certaines faibles productions
traditionnelles.
Dans les unités agricoles, on utilise des magasins pour les grains conservés pour
l’alimentation où les semences sont stockées en sacs ou en vrac.
b-Entreposage en silos
Ils sont généralement construits en métal ou en béton armé et comportent des cellules
juxtaposées de section variable et de grande hauteur, terminés à leur base par des semelles de
vidange et fermés à leur partie supérieure par une planche sur laquelle sont installés les appareils de
remplissage des cellules.
L’emploi des silos permet l’utilisation beaucoup plus poussée des aires de stockage et
supprime l’utilisation des sacs très onéreux et réduit la main d’œuvre. On distingue :
Les silos fermés : Silos extérieurs comprenant une ou plusieurs cellules de 500 à 1000 Qx ;
Les silos coopératifs : En béton armé ou en tôle pleine d’acier, la capacité varie de 1000 à
100000 Qx ;
Les silos portuaires : De capacité généralement supérieure à 50000 Qx, ils sont en béton armé.
MEUNERIE ET SEMOULERIE
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
21
A- MEUNERIE
C’est l’opération qui a pour but de séparer les diverses parties de grain de blé pour en isoler
de la farine.
I-Le nettoyage
A pour but d’enlever du blé toutes les impuretés qui sont présents :
- Corps étrangers : pierres, pailles, corps métalliques ;
- Grains étrangers : plus longs ou plus courts ;
- Poussière : logée à l’intérieur du sillon ainsi que celle adhérant à la brosse du grain et si possible
les poils elles-mêmes qui constituent celle-ci.
Les différentes étapes de nettoyage sont :
I-1-Réception du blé
Après réception au magasin de blé du moulin, le blé est conservé à des boisseaux à blé sale,
les différents blés arrivant au magasin sont mélangés dans ces boisseaux afin de fabriquer par la
suite une farine bien équilibrée et de qualité.
I-2-La pesée
A la sortie de ces boisseaux, le blé est pesé au moyen d’une bascule automatique, la benne de
cette bascule peut contenir 5 à 100 kg de blé et se remplie et se vide alternativement. Un compteur
automatique permet d’enregistrer la quantité de blé sale destinée à la mouture, ce qui nous permettre
de faire calcul de taux d’extraction et de connaître le taux d’impuretés par différence avec les
résultats enregistrés à la deuxième bascule après nettoyage.
Le blé pesé est dirigé vers la première machine de nettoyage (séparateur-aspirateur). Le but
principal de cet appareil est d’enlever la poussière à 90% et éliminer les autres impuretés à 70-80%.
I-3-Séparateur-aspirateur
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
22
Cet appareil est constitué de trois types de tamis légèrement inclinés et mise au mouvement de
va et vient ou de vibration et de secousse. Le blé est traité par une forte aspiration à l’entrée et à la
sortie de la machine.
Le premier tamis (tamis de réception à grosses perforations) laisse passer très rapidement le
blé et retire les déchets les plus gros.
Le deuxième tamis (tamis principal à perforations plus étroites) laisse traverser le blé mais
retire les déchets légèrement plus gros.
Le troisième tamis (tamis à sable), dont les pores sont inférieurs à la taille du blé, retire celui-
ci mais laisse passer les grains de sable et les grains de blé cassés.
I-4-Le magnétique
A la sortie du séparateur-aspirateur, le blé passe par un dispositif appelé « magnétique », ceci
soit un aimant ou un électro-aimant. Il retire du blé les corps métalliques qui seraient passé avec
celui-ci à travers les tamis des séparateurs.
L’efficacité de la séparation des corps métalliques dépend de :
o La force magnétique de l’aimant ou de l’électro-aimant ;
o La vitesse de blé ;
o L’épaisseur de la couche de blé.
I-5-Le triage
A pour but d’enlever du blé les impuretés qui ont le même diamètre de celui-ci mais de
longueur différente, soit plus courte tel que les grains ronds, vesces, nielles ; soit plus long tel que
les grains d’avoine et d’orge.
Il y a deux types de trieurs : à grain long et à grain rond. Le trieur est constitué par un cylindre
en tôle portant sa surface intérieure des alvéoles dont la forme et la taille varient avec le genre de
triage à effectuer.
Il fonctionne légèrement incliné et tourne plus ou moins lentement ce qui permet le
déplacement des grains qui restent au fond du cylindre.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
23
Le cylindre en tournant entraîne des grains logés dans les alvéoles jusqu’au moment où, sous
l’action de la pesanteur, ils tombent dans un auget fixe qui les recueils ou bien tombent au fond du
cylindre selon la longueur du grain.
Exemple : Si le trieur est destiné à éliminer les grains ronds, les alvéoles auront la taille de ces
grains, dans ce cas les grains de blé nettoyés restent au fond du cylindre car ils se détachent des
alvéoles plutôt que les grains ronds qui eux tombent dans l’auget.
I-6-Le brossage
Le but est d’enlever les poussières qui se trouvent dans la brosse du blé et dans le sillon et
d’éliminer les couches externes de l’enveloppe. Cette opération est réalisée par des brosses à blé.
I-7-Nettoyage humide (lavage)
Son but est d’éliminer toutes les poussières et les impuretés plus lourdes et plus légères que
les grains de blés. Il permet aussi d’enlever la poussière qui se trouve dans le sillon et qui n’a pas
été enlevée par l’opération de brossage.
Le lavage est effectué grâce à une laveuse-essoreuse qui est composée de deux parties :
Un bac de lavage ;
Une colonne essoreuse.
Le blé est déversé dans le bac de laveuse et brassé dans l’eau par une vis d’Archimède, les
pierres et le sable plus lourds tombent au fond du bac, ils sont évacués sous forme de boue. Par
contre, les déchets légers flottent en surface, ils sont donc éliminés à la sortie de la laveuse.
Le blé passe dans l’essoreuse par un système de batteur, il est remonté au sommet de
l’essoreuse, une force centrifuge évacue ainsi une grande partie de l’eau superficielle qui mouille
les grains.
I-8-Conditionnement
Cette opération répond à un double objectif :
Assouplir l’écorce du grain et faire en sorte que son humidité soit légèrement supérieure à celle
de l’amande en vue de facilité leur séparation ;
Amener l’amande farineuse dans un état physique tel que sa réduction en farine fine soit obtenue
le plus rapidement possible.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
24
Dans le plus simple des cas, on conditionne avec de l’eau normale et pendant une période
strictement fixée à 24 à 36 heures avec une humidité de 18% : c’est le conditionnement froid ou
passif.
Dans les moulins excipe de conditionneur, le grain est soumis à l’action de la chaleur
(condition chaude).
En conditionnement optimum, l’enveloppe a une humidité légèrement supérieure à celle de
l’amande, elle devient élastique et pendant le broyage, elle se sépare facilement sous forme de
lambeaux. L’amande par contre devient plus fragile ce qui permet de diminuer la demande
d’énergie pour le broyage et de raccourcir le temps de la mouture.
Le conditionnement peut avoir lieu dans des boisseaux de repos ou dans des conditionneurs-
sécheurs.
II-Préparation du mélange de blé pour la mouture
Les distributeurs-doseurs assurent le mélange du blé. C’est on a deux types de blé avec deux
taux de cendre : un à 1% et l’autre à 1.6% ; pour déterminer les quantités de blé à prendre de chaque
type, on utilise la méthode de la croix.
2% 0.1%
2 × 1 + 3 × 1.6 2 + 4.8 1.7%
4 4 1.6% 0.3%
III-Influence de l’humidité sur la mouture
Cas d’une mouture humide
- Le blutage sera difficile car il y aura un engorgement du produit au niveau des appareils à tamis.
- Le curage des sons sera difficile car les particules farineuses adhèrent fortement aux particules
du son.
- La farine obtenue sera humide et peut s’altérer facilement.
Cas d’une mouture sèche
- Le détachement de l’amande des enveloppes est difficile ce qui se traduit par une perte de petits
morceaux d’amande dans le son.
- La farine obtenue est sèche et non conforme aux normes.
-
1.7%
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
25
MOUTURE DU BLE
I-Les principes de la mouture
1) Broyer progressivement le grain de telle sorte que les enveloppes de celui-ci seront les moins
brisés possibles.
2) Nettoyer la face interne de ces enveloppes en essayant au maximum de garder leur intégrité ;
3) Assurer progressivement la réduction des semoules plus ou moins vêtues provenant du broyage
en évitant au maximum celles des enveloppes présent sur ces produits
Au cours de la mouture, on reçoit deux sortes de produits granulés appelés « série blanche »
et « série bise ». Le produit de la série blanche contient plus d’éléments de l’amande que des
enveloppes ; par contre celui de la série bise contient plus de fragments de l’enveloppe que
d’amande.
La mouture du blé est définie par le taux d’extraction
T.E = Poids de la farine extraite / 100g de blé mise en œuvre.
II-Les différentes phases de la mouture
II-1-Broyage
C’est la première opération de la mouture et a pour but d’écraser les grains et les fractions
contenant plus d’enveloppe que d’amande. Il est réalisé par des cylindres cannelés.
II-2-Claquage et convertissage
Se sont les deux phases de réduction des produits provenant du broyage. Ils sont destinés à
réduire les particules de la série blanche. Les claqueurs et les convertisseurs sont des appareils à
cylindres lisses.
II-3-Sassage
C’est une opération intermédiaire entre le broyage et la première phase de réduction des
produits de claquage. Son but est de purifier et classer les produits allant au claquage.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
26
II-4-Curage du son
C’est une opération qui consiste à réduire au maximum la quantité de l’amande adhérant à la
face interne des enveloppes (grâce à des brosses à son).
II-5-Blutage
C’est une opération qui, après chaque passage dans un appareil à cylindre, classe les produits
broyés selon différentes tailles. Ce qui passe à travers le tamis constitue l’extraction et ce qui reste
sur le tamis constitue le refus.
L’appareil le plus souvent utilisé dans cette opération est le « Plansichter ». Ces derniers sont
généralement constitués de deux grandes caisses comprenant chacune sur le plan vertical un, deux
ou trois compartiments sur lesquels se trouve 10 à 12 tamis superposés, chaque compartiment
représente un dispositif de blutage indépendant de celui-ci de compartiment voisin ce qui permet
d’envoyer simultanément des produits différents sur le même appareil.
On utilise pour les tamis des Plansichters différents tissus :
o Tissus métalliques qui servent à classifier les plus gros produits de broyage (Nickel, acier étamé,
acier inox ou du bronze phosphoreux) ;
o Tissus en gaze utilisés pour classifier les plus fines semoules, les finots et les farines. (gaze de
soie, mélange de soie et coton ou en polymère plastique : nylon).
Les numéros attribués aux tissus métalliques correspondent au nombre de mailles contenues
dans un pouce métrique (l = 27.77 mm).
L’ouverture des mailles varie avec le nombre des mailles et la grosseur des fils. Si la distance
d’axe en axe de deux fils voisins reste la même, le numéro du tamis restera le même mais
l’ouverture diminue si la grosseur du fil augmente.
On classe généralement les gazes selon deux numérotations : Française et Suisse.
La Française correspond au nombre de mailles contenues dans un pouce parisien (27.07 mm).
La Suisse comporte quatre catégories : prima, x, xx, xxx. La grosseur des fils augmente avec le
nombre de x.
Exemple : 13 xx ouverture = 100 µm. 13 xxx ouverture = 95 µm.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
27
II-6-Séchage
Terme vocabulaire meunier désignant une partie spéciale du blutage qui consiste à finir de
séparer d’un produit la farine qui se trouve mélange à lui.
III-Les différents produits de la mouture
III-1-La farine : c’est le principal produit de la mouture de particules très fines de l’amande de
grains et résultant de la réduction de celle-ci.
III-2-Les semoules : morceaux d’amande plus ou moins vêtus d’enveloppe de grosseur variable, il
y a les grosses semoules et fines semoules dites propres ou vêtus.
III-3-Les finots : semoules très fines et très pures qui provient des passages de broyage.
III-4-Les gruaux : produits analogues aux finots produites lors de la réduction des semoules en tête
de claquage et de convertissage.
III-5-Les issues : produites finis autres que la farine, on distingue :
Les sons : constitués par les enveloppes du grain et une certaine partie de l’amande adhérente à
la phase interne de ces enveloppes, selon leur taille on a les gros sons et les sons fins.
Les remoulages : comprennent un mélange d’enveloppes plus ou moins finement broyé et
d’amande farineuse. On a :
- Les remoulages bis qui sont les plus gros, ils constituent sur le diagramme le refus final du
claquage.
- Les remoulages blancs qui sont les plus fins et riches en farine qui représentent l’issu
recueilli en fin de convertissage.
Les farines basses : de couleur bise, trop piquées, correspondant aux farines obtenues en faible
quantité à la fin du claquage et convertissage. Suivant le taux d’extraction désiré, ces farines
peuvent être extraites à part.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
28
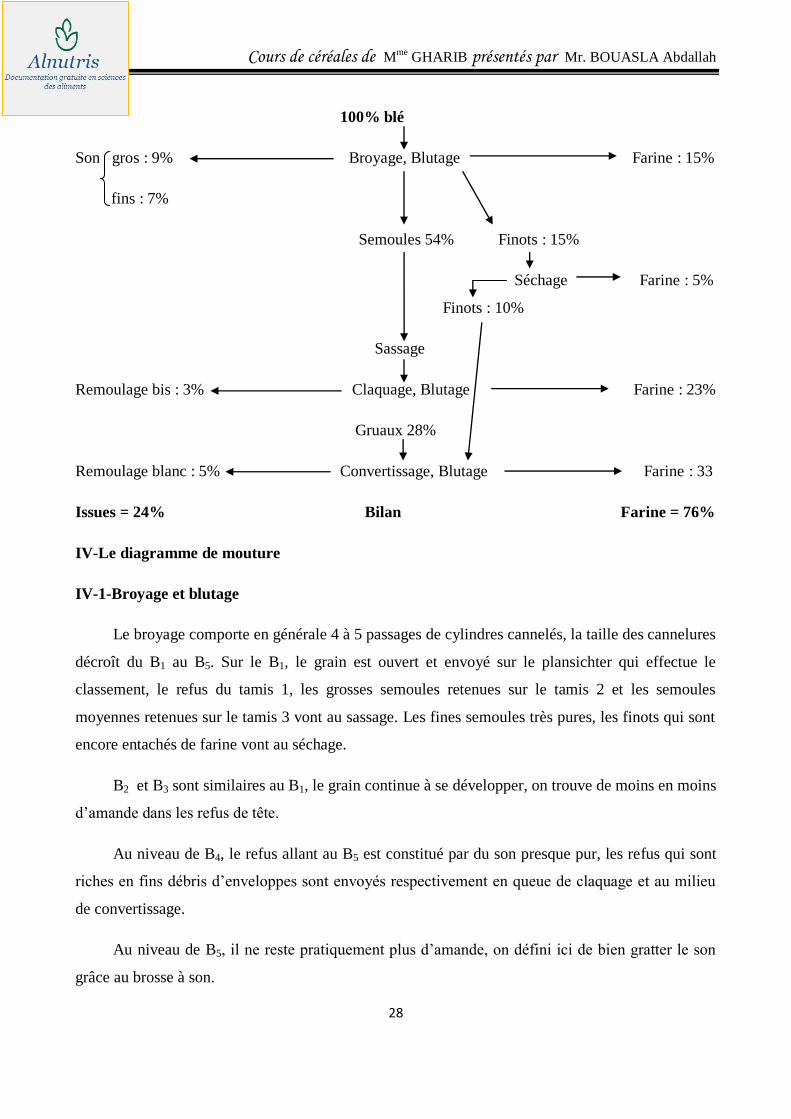
100% blé
Son gros : 9% Broyage, Blutage Farine : 15%
fins : 7%
Semoules 54% Finots : 15%
Séchage Farine : 5%
Finots : 10%
Sassage
Remoulage bis : 3% Claquage, Blutage Farine : 23%
Gruaux 28%
Remoulage blanc : 5% Convertissage, Blutage Farine : 33
Issues = 24% Bilan Farine = 76%
IV-Le diagramme de mouture
IV-1-Broyage et blutage
Le broyage comporte en générale 4 à 5 passages de cylindres cannelés, la taille des cannelures
décroît du B1 au B5. Sur le B1, le grain est ouvert et envoyé sur le plansichter qui effectue le
classement, le refus du tamis 1, les grosses semoules retenues sur le tamis 2 et les semoules
moyennes retenues sur le tamis 3 vont au sassage. Les fines semoules très pures, les finots qui sont
encore entachés de farine vont au séchage.
B2 et B3 sont similaires au B1, le grain continue à se développer, on trouve de moins en moins
d’amande dans les refus de tête.
Au niveau de B4, le refus allant au B5 est constitué par du son presque pur, les refus qui sont
riches en fins débris d’enveloppes sont envoyés respectivement en queue de claquage et au milieu
de convertissage.
Au niveau de B5, il ne reste pratiquement plus d’amande, on défini ici de bien gratter le son
grâce au brosse à son.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
29
Le broyage ne produit relativement que peu de farine en moyen 25% de la farine totale.
Environ 70% du blé mise en œuvre est, durant le broyage, envoyé au claquage et convertissage sous
forme de semoule et de finots.
IV-2-Sassage
Parmi les semoules de même grosseur classées par le blutage, certaines viennent de l’intérieur
de l’amande (blanches, pures), d’autres formées à la périphérie de l’amande conservent des restes
d’enveloppes.
On cherche avec le sassage à séparer ces différentes semoules afin de mieux spécialiser les
appareils suivants (claqueur, dernier broyeur) et de ne pas souiller la farine par des piqûres.
Le principe de sassage : le mélange de semoule est envoyé sur un tamis animé d’un
mouvement de va et vient et traversé par un courant d’air réglable, les semoules les plus pures qui
sont les plus lourdes passent les premières, celles qui sont moyennement vêtues moins lourdes et
plus plates passent ensuite et en fin les plus vêtues ayant la forme de plaquettes n’arrivant pas à
traverser et sont refusées par le tamis. Une faible quantité de pellicules de son est aspirée hors du
sasseur (soufflures).
Dans le diagramme, au niveau de S1, la semoule propre et la semoule très peu vêtue passent
dans les deux premiers tiers de la longueur du tamis et vont au premier passage de claquage. Les
semoules vêtues sont envoyées au B3 où elles sont retravaillées et reviendront au sassage. Les
produits envoyés au B4 sont constitués de semoules très vêtues.
IV-3-Claquage et blutage
Il reçoit les semoules propres ou très peu vêtues venant de sassage. Il a pour but de produire
des gruaux très propres qui seront réduit par les convertisseurs. Le claquage complète ainsi l’action
de sassage dans la voie de l’obtention de produit très pur donnant par leur réduction presque
uniquement de la farine.
Les particules d’enveloppe des semoules légèrement vêtues sont séparées, distendus, allongés
par le claquage et parallèlement la taille des semoules réduite.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
30
Le tamisage qui suit permet la séparation des gruaux, des produits riches en enveloppes
renvoyés sur le broyage et des produits intermédiaires (semoules très petites et encore vêtues) qui
seront dirigés sur le claqueur 2.
La série des claqueurs 2, 3 et 4 épuisent progressèrent ces produits, en obtient finalement sur
le C4 des produits roux, plats, creux, vides de leur contenu appelé remoulage bis. Une quantité de
farine de l’ordre de 30% de la farine totale est produite par le claquage.
IV-4-Convertissage et blutage
Il est alimenté en tête par les finots et les gruaux qui sont constitués de 95-98% d’amande
farineuse. Le passage de ceux-ci entre les cylindres lisses donne de la farine plus refus allant an
convertissage suivant. La quantité de farine est de 40-45% de la farine totale.
Dans le diagramme, au dernier convertissage, le refus est constitué de remoulage blanc.
B-SEMOULERIE
Le but final de la semoulerie c’est la fabrication des semoules alors celui de la meunerie est la
fabrication de la farine ce qui entraîne des différences qui portent sur 4 points :
1-Nature de blé
Les blés semouliers par excellence sont les blés durs dont l’amande est d’ordinaire vitreuse.
Lorsque ces blés contiennent des grains totalement ou partiellement farineux (mitadinés) leur valeur
pour la fabrication des semoules diminue pour deux raisons :
Leur rendement en semoule est moins élevé.
La présentation et la valeur de celle-ci est amoindrit par la présence de granules blancs non
translucides.
2-Nettoyage
On retrouvera dans le nettoyage de blé dur les mêmes opérations que celui de blé tendre mais
la présence d’impureté indésirable dans la farine l’est encore plus dans la semoule parce que les
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
31
particules sont plus grosses, les débris des grains noirs sont plus visibles dans ces dernières, donc on
doit prendre certaines précautions dans la conduite de certaines opérations de nettoyage :
C’est ainsi on placera une bluterie à sable après le séparateur.
Au triage, on sera parfois amené à compléter l’équipement ordinaire par un trieur densimétrique
dont le principe de travail est différent.
Le germe étant difficile de séparer des semoules au cours de la mouture. On recherche à
l’éliminer au maximum au préalable par épointage.
3-Préparation des blés à la mouture
On sait que dans la mouture de blé tendre, on cherche à humidifier le grain en profondeur. En
semoulerie, on doit maintenir le caractère vitreux de l’amande, donc on ne procèdera qu’à une
addition d’eau modérée suivie d’un temps de repos plus court souvent inférieur à 12 heures de telle
sorte que l’eau assouplisse le son sans trop humidifier l’amande. Une teneur en eau excessive (plus
15,5%) est préjudiciable à la conservation des semoules qui, sans s’altérés complètement, perdent
rapidement leur aspect vitreux.
4-La mouture
La mouture de blé tendre comporte ordinairement 5 passages de broyage à cylindres cannelés
et un grand nombre de convertissage lisse. La mouture du blé se différencie de celle de blé tendre
par l’emploi généralisé des appareils à cylindre cannelé, les cylindres lisses n’ayant qu’une action
secondaire. Le sassage, qui est une opération complémentaire de classement et d’épuration des
produits, qui joue un rôle intéressant mais accessoire dans la fabrication des farines, devient ici une
opération capitale.
5-Destination des différents produits
Produits SSSSE SSSE SSSF Son Farine basse
Normes (%) 62 10 7 17 4
SSSSE : semoule super sassé super extraire : destinée à la fabrication des pâtes alimentaires de haute qualité.
SSSE : semoule ordinaire destinée à la fabrication des pâtes alimentaires moyennes.
SSSF : semoule très fine (semoulette), a un aspect farineux, elle a fait l’objet de plusieurs recherches dont le
but de son incorporation dans farine panifiable.
Les sons et les farines basses pour alimentation des bétails.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
32
LA PANIFICATION
I-Définition du pain
C’est le produit résultant de la cuisson de la pâte obtenue par pétrissage d’un mélange de
farine de blé destinée à la panification, eau potable, de sel de cuisson et d’un agent de fermentation.
Le mélange peut comprendre éventuellement certains adjuvants ou additifs autorisés.
II-Principe de la panification
Pour la préparation habituelle de la pâte boulangère, un mélange convenable de farine est
additionné d’eau et de sel puis pétri pendant 10 à 20 minutes. La pâte est ensuite additionnée de
levure. Une fermentation de 2 à 3 heures produit un dégagement de CO2 et la pâte gonfle par
formation de poches de gaz retenus entre les membranes minces du gluten. La durée optimale de la
maturation de la pâte (pétrissage et fermentation) pour l’obtention de bonnes propriétés
rhéologiques dépend de la force des farines (la tolérance au pétrissage est plus grande avec les
farines fortes).
La pâte est ensuite coupée, mise en forme et incisée, laissée gonfler à nouveau pendant une
heure environ et cuite 20 à 40 minutes dans un four à 235 à 260°C. La cuisson coagule certaines
protéines et fixe ainsi la structure spongieuse de la mie. La préparation du pain dure 4 à 8 heures.
III-Les composants du pain
III-1-La farine
Généralement on utilise un mélange de farine afin d’obtenir une pâte ayant une qualité
boulangère optimale.
III-2-L’eau
L’eau est après la farine le plus important constituant de la pâte et joue un rôle majeur au
cours de sa confection.
L’eau hydrate la farine, gonfle les grains d’amidon et favorise l’assouplissement et
l’allongement du gluten ce qui donne à la pâte ses propriétés plastiques qui lui permettent de se
développer et de se laisser façonner.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
33
III-3-Le sel : chimiquement NaCl :
Il améliore en premier lieu les qualités plastiques de la pâte (fermeté et tenacité) et permet aussi
d’élever légèrement l’addition d’eau ;
Il agit ensuite sur l’activité de la fermentation qu’il freine un peu et joue dans ce domaine le rôle
de régulateur ;
Il favorise la coloration de la croûte lors de la cuisson ;
Il augmente l’hygroscopicité du pain ;
Il améliore la saveur du pain.
III-4-La levure
La levure industrielle précise de boulangerie est Saccharomyces cerevisae. Elle provoque la
fermentation et transforme les sucres en alcool et CO2.
IV-Les améliorant, les adjuvants et leurs rôles
Les propriétés de la farine peuvent souvent être modifiées et parfois améliorées soit au niveau
de la couleur ou du pouvoir diastasique ou des propriétés plastiques des pâtes à l’aide de traitement
ou par addition de produits de nature biologique ou chimique.
IV-1-La farine de fève
Elle est mélangée à la farine panifiable à raison de 2% maximum. Elle améliore la production
gazeuse et parfois la coloration de la croûte par une très légère activation de l’amylolyse et un très
léger apport de sucres fermentescibles.
IV-2-Les produits maltés
Peuvent être incorporés à la farine jusqu’à 0.3%. Leur rôle est destiné à corriger les farines
hypodiastasiques et à rétablir un équilibre enzymatique approprié à la fermentation panaire.
Le principal actif du malt c’est l’amylase α et β, diastases hydrolysant qui possèdent la
propriété de transformer l’amidon en sucres (maltose et dextrine). Ce double apport a pour effet
d’amplifier l’activité fermentative des pâtes et d’augmenter la quantité de sucres résiduels
indispensables à la coloration de la croûte lors de la cuisson.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
34
IV-3-La poudre du gluten : peut avoir pour but :
Améliorer la force de la farine et de contribuer à équilibrer ses propriétés plastiques (dans ce cas
elle est utilisée à raison de 1.5 à 1.5%) ;
Renforcer les propriétés physiques des pâtes dans la fabrication des pains spéciaux (1 à 2.5%).
IV-4-L’acide ascorbique
La dose maximale utilisée est de 30 g/quintal de farine. L’acide ascorbique qui est
naturellement un antioxydant devient, quand il est incorporé dans la pâte, un agent oxydant actif.
Il renforce les propriétés physiques des pâtes, il augmente leur tenacité et diminue leur viscosité,
il améliore leur tenue ;
L’oxydation ainsi obtenue ne provoque qu’un très léger blanchiment de la mie et n’a aucune
incidence sur le goût du pain. Cette oxydation par contre accélère la maturation de la pâte ;
Il peut également, lors de la fermentation de longue durée, favoriser la tenue des pâtons et leur
rétention gazeuse en assurant la protection les propriétés physiques des pâtes contre l’activité des
ferments protéolytiques ;
Il influence également la coloration de la croûte qu’il contribue à freiner (sert pour corriger les
farines hyperdiastasiques).
IV-5-La lécithine
Peut être utilisée à dose de 100 à 300 g/quintal de farine. C’est un agent émulsifiant dont
l’action tend à lubrifier la pâte et à améliorer son extensibilité. Elle joue aussi un rôle d’antioxydant
qui se traduit par un très léger freinage du blanchiment de la pâte et de l’altération du goût du pain.
IV-6-Les sucres
Le saccharose entre dans la composition des produits viennois dont il facilite la fermentation
et accroît la finesse.
Le glucose peut être utilisé dans les pâtes à fermentation rapide (les biscottes).
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
35
V-Fabrication de la pâte
V-1-PETRISSAGE
Il assure le mélange intime des matières premières mise en œuvre et la confection de la pâte.
V-1-1-Pétrissage manuel (à bras)
Il dure 25 à 30 minutes et comprend 4 et parfois 5 phases distinctes : le frasage, découpage et
passage en tête, l’étirage et le soufflage, le pâtonnage et la mise en planche, le bassinage et la
contre-frase.
V-1-2-Le pétrissage manuel
Les pétrins mécaniques utilisés sont classés en 4 types : les pétrins à axe vertical, horizontal,
oblique et à mouvement divers.
Le pétrissage mécanique peut être réalisé selon 2 méthodes : pétrissage classique ou
pétrissage accentué. Quelque soit la méthode, le pétrissage comprend 2 phases distinctes :
- Le frasage.
- Le découpage, l’étirage et le soufflage.
Le tout simultanément réalisé. Dans les mêmes conditions que le pétrissage manuel, le
boulanger peut être amené à bassiner ou à contre-fraser.
a-Pétrissage classique
a-1-Le frasage
A pour but de mélanger tous les constituants jusqu’à disparition complète de toute trace d’eau
et de farine et d’aboutir à la formation d’une pâte grossièrement homogène.
a-2-Découpage, étirage et soufflage
Durant cette phase, il y a formation de réseau glutineux qui donne à la pâte ses propriétés
plastiques (élasticité, tenacité et extensibilité).
Quel que soit le pétrin utilisé, le pétrissage doit être coupé d’au moins d’une période de repos
qui peut être prévue 6 à 8 minutes après la mise en route. Cet arrêt facilite l’hydratation de la farine,
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
36
il permet au pétrisseur de suivre l’évolution des qualités plastiques de sa pâte et de porter une
appréciation valable sur ses caractéristiques. Le boulanger peut ainsi bassiner la pâte si elle est trop
dure ou contre-fraser si elle est trop molle.
Remarque :
Le bassinage consiste à ajouter avec le bassin un peu d’eau à la pâte en formation.
La contre frase consiste à ajouter un peu de farine à la pâte en formation.
Pâte trop dure, trop courte ou trop chaude, on effectue le bassinage.
Pâte trop molle ou qui relâche, on effectue la contre-frase.
La durée de repos varie de 3 à 5 minutes puis le travail reprend jusqu’à ce que la pâte soit
homogène, bien cohérente, bien lisse et qu’elle ne colle plus aux parois du pétrin.
Un défaut de pétrissage ne permet pas de porter les propriétés plastiques de la pâte à leur
optimum et cela se traduit par :
Une pâte légèrement plus collante ;
Un manque de tolérance des pâtons à l’apprêt ;
Un défaut de développement notable de pains ;
Une mie plus terne et légèrement plus grise.
La durée de pétrissage est fonction de :
o Type de pétrin utilisé ;
o Caractéristiques de la farine mise en œuvre ;
o Mode de panification en usage.
b-Pétrissage accentué
Cette méthode comporte une très nette accentuation du travail qui se traduit d’une part par une
liaison plus intime de l’eau et de la farine et la formation d’une pâte très homogène, très lisse et très
extensible ; et d’autre part par une oxydation qui engendre un blanchiment notable de la pâte.
Le résultat se présente sous forme d’un pain en moyen plus développé que le pain classique,
nettement plus blanc, beaucoup moins savoureux et très affadie.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
37
Le pétrissage accentué peut être réalisé avec d’anciens pétrins dont la vitesse a été accentuée
ou avec de nouveaux pétrins à 2 vitesses ou à vitesse progressive.
2-L’HYDRATATION
L’hydratation de la farine résulte de sa combinaison par mélange avec l’eau lors du pétrissage.
Connaissant la quantité d’eau et de farine utilisée, on peut calculer le pourcentage
d’absorption de la farine. Exemple : 50 kg de farine nécessite 30 l d’eau. Donc C.A = 30/50 × 100 =
60%.
Pour une pâte à consistance constante, le taux d’hydratation d’une farine peut varier en
fonction de :
La force boulangère de la farine ;
La richesse en eau ;
Le taux d’extraction ;
La granulation
Le degré hygrométrique ambiant.
2-1-Détermination de la température de l’eau
La température de la pâte en fin de pétrissage est en moyenne de 23°C. la détermination de la
température de l’eau de coulage repose sur le raisonnement suivant : « On sait par expérience que le
produit de la température des 3 facteurs (fournil, farine, eau) dont dépendra la chaleur de la pâte
représente un total arithmétique égale à trois fois le chiffre de température choisie pour la pâte soit
23 × 3 = 69. Exemple : t° du fournil = 20°C
t° de la farine = 18°C 20 + 18 + z = 69 z = 69 – (20 + 18) z = 31°C
t° de l’eau = z
Toutefois, certains facteurs peuvent provoquer au cours du pétrissage l’échauffement de la
pâte donc l’augmentation de sa température, donc quel que soit la cause d’augmentation de la
température, le boulanger doit appliquer une correction de son eau de coulage. A toute élévation
anormale de la température de la pâte de 1°C correspond une diminution de la température de l’eau
de coulage de 3°.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
38
2-2-Calcul du volume d’eau
Le boulanger doit déterminer la quantité d’eau et de farine correspondant au poids de la pâte
nécessaire à la fabrication des pains.
Pour cette détermination, le boulanger doit connaître le pourcentage d’hydratation de la farine
utilisée et le poids de la pâte qu’i doit fabriquer (c’est le nombre des pains × poids d’un pâton).
Exemple : supposant une fournée de 120 pains avec le poids d’un pâton de 400 g. donc le poids de
la pâte sera 120 × 400 = 48000 g = 48 kg.
Pour rechercher le volume de l’eau, il faudra résoudre le problème à l’aide de fractions : une
farine qui s’hydrate à 60% équivaut quand elle est transformée en pâte à : 100 fractions de farine et
60 fractions d’eau. Donc on a 160 fractions.
Quelque soit le poids de la pâte, le nombre de fractions restera le même, seul leurs poids
différera.
Pour une pétrissée de 48 kg, le poids d’une fraction sera 48/160 = 0.3 kg.
Le volume d’eau à couler sera : 60 × 0.3 = 18 kg = 18 l.
La quantité de farine sera : 100 × 0.3 = 30 kg (ou 48 – 18 = 30kg).
Caractéristiques d’une bonne pâte : une bonne pâte doit avoir :
Du corps c.à.d. qu’elle présente à l’étirement une réaction élastique et oppose une légère
résistance à la pression de la main.
De la souplesse c.à.d. qu’on doit pouvoir l’étirer, la plier, la manier sans difficulté tout en ayant
une tenacité suffisante.
Non collante
Une bonne tenue c.à.d. qu’elle ne déforme pas.
Défauts de pâtes : ils sont classés en quatre catégories :
1-Pâte qui relâche : c’est une pâte qui suinte en surface et perd de sa consistance. Elle est difficile à
mettre en forme.
2-Pâte courte : au cours du pétrissage, elle manque du corps, elle se déchire à la moindre extension,
manque de souplesse, si l’on effectue une pression à la main, l’empreinte demeure.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
39
3-Pâte grasse : pâte huileuse à sa surface, elle colle à la main et elle est souvent molle.
4-Pâte filante : la plus mauvaise, il est impossible de la façonner.
3-LA FERMENTATION
3-1-La fermentation panaire et son rôle
C’est une fermentation alcoolique engendrée par l’action des ferments sur les sucres présents
dans la pâte qui les transforment en alcool et CO2. Les ferments utilisés peuvent être apportés par :
o Le levain naturel qui est une culture artisanale de ferments à l’état sauvage (Saccharomyces
micor) ;
o La levure biologique de boulangerie : Saccharomyces cerevisiae qui est une culture industrielle
de ferments appropriés recueillis dans la levure de bière.
Les sucres proviennent :
Des sucres préexistants (glucose et surtout saccharose) ;
Des sucres engendrés par l’amylolyse et dégradation d’une fraction d l’amidon par les amylases
des céréales au cours de la fermentation.
Seuls le glucose et le lévulose sont directement assimilés par la levure. Les enzymes présents
dans la pâte transforment le saccharose en glucose et lévulose grâce à la saccharase. La maltase
transforme le maltose en 2 glucoses. La fin de cycle de la fermentation est assurée une autre enzyme
« la zymase » qui transforme lévulose et glucose en alcool et CO2.
Rôle de la fermentation panaire : il est double :
Engendrer la production de CO2 pour assurer la levée et l’alvéolage interne de la pâte ;
Provoquer l’évolution biophysique de la pâte propre à l’équilibre plastique nécessaire à la
panification et donner naissance à des acides organiques sources des principaux arômes qui
seront à la base du goût du pain et influenceront sa conservation.
3-2-Mode de fermentation
La fermentation directe
C’est la plus employée, elle est à base de levure, elle est réalisée sans aucune opération
préalable. La levure est délayée dans une partie de l’eau de coulage, le sel est dissout dans l’eau de
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
40
pétrissage à dose de 10 g/kg de farine et sans attendre, on ajoute la totalité de la farine nécessaire en
pétrissage de la fournée.
La quantité de levure utilisée varie selon la saison et la durée de la fermentation. La durée de
la fermentation varie légèrement selon la consistance de la pâte.
En panification directe, la pâte subit un pointage long (4 heures). Au cours de ce pointage, la
pâte subit une rupture en pleine activité de la fermentation et qui a comme résultat :
Chasser le CO2 formé ;
Ramener la pâte presque à son volume initial ;
Surtout d’augmenter la tenacité et la force de la pâte tout en donnant un regain d’activité à la
fermentation.
3-3-Les étapes de la fermentation : on distingue 2 étapes :
3-3-1-Le pointage : c’est la période de la fermentation comprise entre la fin de pétrissage et le
pesage de la pâte.
3-3-2-L’apprêt : c’est la fermentation qui s’échelonne de la tourne à la mise en four.
La force, la pousse et leur signification
Au cours de la fermentation panaire, la force sert à désigner un des aspects des propriétés
physiques de la pâte. Elle se traduit par une perte de la souplesse de la pâte que compense un
accroissement de la tenacité.
La pousse c’est la traduction imagée de la fermentation. C’est l’expression visuelle d’une
activité qui se traduit par un développement croissant et continu de la pâte.
Influence de la fermentation sur les propriétés physiques de la pâte
De nombreux facteurs intérieurs et extérieurs à la pâte modifient ses aptitudes fermentatives
et ses propriétés physiques.
Les extérieurs proviennent du milieu et sont la température ambiante d’une part et l’état
hygrométrique d’autre part.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
41
La période de travail exige, comme période froide, qu’on augmente légèrement l’activité de la
fermentation ; et par temps chaud, cette activité sera au contraire légèrement réduite.
Par temps humide, on donnera à la pâte un petit excès de force en exagérant légèrement le
pointage, l’apprêt sera moyen mais se déroulera à « clair ».
Si l’atmosphère est sèche, le pointage devra être légèrement au-dessus de la normale ; les
pâtons devront avoir un bon apprêt et durant celui-ci, ils seront soigneusement recouverts.
Les facteurs intérieurs sont : la valeur boulangère de la farine mise en œuvre, son taux
d’extraction, sa granulation et l’état du levain.
4-LA MISE EN FORME
4-1-Le pesage
Après le pointage, la pâte est divisée en une quantité de pâtons égale au nombre de pains que
doit comprendre la fournée.
Pour obtenir des pains d’un poids déterminé, les pâtons sont pesés et dans tous les cas la
division de la pâte doit être effectuée avec une coupe-pâton et non à la main.
4-2-La tourne
C’est l’opération au cours de laquelle le boulanger donne au pâton, qui a été pesé, la forme
qu’exige le type de pain qu’il doit fabriquer. Cette forme doit être régulière et correcte.
4-3-L’apprêt
Lorsque la mise en forme est obtenue, les pâtons sont disposés sur couche ou sur plaque pour
y subir la fermentation d’apprêt.
5-LA CUISSON
5-1-La coupe et son objet
Elle intervient à la fois sur l’aspect extérieur du pain et sur le développement.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
42
La première conséquence de l’incision des pâtons avant la mise en four c’est de provoquer
artificiellement des zones qui permettent au CO2 d’effectuer sa poussée et de contribuer ainsi à leur
développement maximal.
L’acquisition de ce volume maximal n’est obtenue qu’à la condition que les incisions soient
correctement données :
Il faut que les coups de lame couvrent le pâton sur toute sa longueur ;
Il faut que les coups de lame se chevauchent bien les unes les autres ;
La position du tranchant de la lame doit tendre vers l’horizontal et non inciser la pâte
verticalement.
5-2-La buée et son rôle
Les pains sont cuits en présence de buée. Primitivement, la buée était produite à l’aide d’un
bouchon de paille bien mouillé que l’on introduit dans le four quelques minutes avant
l’enfournement des pains.
Actuellement, les fours sont équipés d’appareils à buée. Le rôle de la buée est multiple :
Permet aux pâtons d’attendre un plus grand volume ;
Favorise l’épanouissement des « jets » résultants des coups de lame ;
A une très grande influence sur la couleur et l’aspect de la croûte : la condensation, qui
provoque la transformation de l’amidon en produits complexes de la famille des caramels, donne
à la croûte une couleur jaune dorée d’un aspect légèrement brillant et glacé.
5-3-La cuisson proprement dite
C’est au cours de la cuisson que la transformation de la pâte fermentée en pains s’accomplie.
Cette transformation passe par 2 phases :
Au cours de la première phase, la fermentation à l’intérieur du pâton poursuit son activité
jusqu’à ce que la chaleur interne atteignant une température varie entre 45 et 50°C, provoque la
destruction des ferments et stoppe alors toute leur action. Soumis à l’influence de la chaleur,
l’ensemble des gaz se dilate et sous leur poussée la pâte gonfle, les alvéoles internes augmentent de
volume et leurs parois s’amincissent.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
43
L’élévation de la température agit ensuite entre 60 et 70°C sur le gluten qu’elle coagule et sur
l’amidon qu’elle transforme en empois. Ceci se traduit par la perte progressive et rapide de la
plasticité des parois des pâtons et prise définitive de structure du pain.
Au cours de la 2ème
phase, l’action de la chaleur ne provoque plus que la dessiccation de la
surface du pâton en contact avec elle et la formation de la croûte et donc la cuisson finale du pain.
La durée de la cuisson varie avec le poids et la forme des pâtons : 45 à 50 minutes pour les
gros pains et 12 à 13 minutes pour les petits pains.
VI-Défauts des pains : sont observés dans plusieurs domaines :
VI-1-Aspect extérieur : peuvent se manifester sous différentes formes :
Coups de lame qui jettent mal ;
Coups de lame qui déchirent ;
Pains plats ;
Couleur de la croûte anormale ;
Croûte trop épaisse ;
Croûte cloquée.
VI-2-Développement et volume
Pains lourds et mal développés ;
Pains maigres ;
Pains qui rétrécissent au four.
VI-3-Aspect de la mie
Texture serrée et grossière ;
Couleur anormale
Mie collante ; visqueuse ou friable.
IV-4-Odeur et saveur
Un pain peut être beau mais sera considéré comme mauvais si l’odeur et le goût laisse à
désirer.
Exemple : Un taux d’extraction trop poussé peut donner une odeur et un goût de bis.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
44
LA BISCUITERIE
I-Définition du biscuit
Initialement on donnait le nom de biscuit aux pains en forme de galette qui ont subit 2
cuissons pour en améliorant la conservation. Actuellement, le biscuit est un aliment à base de farine,
de matières sucrantes, d’œufs et d’autres produits alimentaires tel que arômes et condiments
autorisés susceptibles après cuisson de conserver leur qualité organoleptique et commerciale durant
une période de conservation supérieure à un mois.
II-Classification des biscuits : selon la consistance de la pâte, on distingue :
- Les pâtes dures ou demi-dures pour les types biscuits secs ;
- Les pâtes molles pour les biscuits type pâtisserie industrielle ;
- Les pâtes liquides pour les types gaufrettes.
III-La constitution d’un biscuit
III-1-La farine
Parmi les nombreuses matières premières utilisées en biscuiterie, la farine reste l’élément de
base de la fabrication presque de toutes les spécialités de la biscuiterie (65 à 77 kg/100kg de
biscuit).
Il est très important de savoir si l’on doit utiliser des farines faibles, moyennes ou fortes avec
les caractéristiques viscoélastiques très différentes qu’elles présentent. Ainsi une farine au biscuit
dur ne convient pas bien pour des biscuits qui doivent développer ; pour ceux-ci, on préfère des
farines ayant des caractéristiques de pâte plus élastiques.
La farine de blé tendre est généralement la plus employée en biscuiterie et en pâtisserie
industrielle. On a cependant eu recours, pour certaines fabrications spéciales ou des produits de
régimes, à l’emploi de toute une gamme de succédanés (farine de seigle, de maïs, de légumineuses,
d’orge, de pomme de terre, de riz et de soja) et de dérivés directs des farines (amidon, fécules et
dextrines).
Pour être utilisée en biscuiterie, la farine doit avoir les caractéristiques :
Extensible et peu élastique ;
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
45
Faible (peu de gluten : 7 à 8%) ;
Pure (faible taux d’extraction : 65 à 75%) ;
A granulation fine ;
Pouvoir diastasique faible ;
Pour les biscuits à laminer et à découper, le travail de déformation ou force W = 90 à 100
milliers d’ergs, le gonflement G = 24 cm2 et le rapport de configuration P/L = 0.3 à 0.4.
III-2-Les matières sucrantes
Représentent en biscuiterie 15 à 20% du poids des matières premières. En pâtisserie
industrielle, cette proportion est parfois supérieure de même qu’au pain d’épicerie où elle atteint
jusqu’à 50%.
Le saccharose est la matière sucrée de base employée dans la biscuiterie en raison de sa
pureté, de sa grande solubilité et de la facilité relative avec laquelle on arrive à l’extraire
industriellement pur. Ce sucre n’est pas employé qu’à l’état solide, mais souvent de plus en plus à
l’état liquide sous forme de sirop de sucre facilement incorporable en pâte. Ses rôles sont :
Sert à communiquer au biscuit son goût sucré et une couleur brune dorée très appréciée ;
Grande action sur les propriétés plastiques des pâtes et les qualités organoleptiques et
conservatoires des produits cuits (la pâte a tendance à affaisser dans le four affaibli par le sucre,
mais la présence de matières grasses en proportion convenable évitera cet inconvénient) ;
Il facilite l’incorporation de l’air qui servira à la levée régulière du produit (il facilite le crémage
du gras) ;
Agit comme antioxydant puissant et améliore la stabilité des biscuits en empêchant le
rancissement de la MG ;
Sa solidification après cuisson et refroidissement rend les biscuits indéformables et plus ou
moins durs.
Diverses autres matières sucrantes peuvent être utilisées tel que le miel, le glucose, le
lévulose, le maltose et le lactose.
III-3-Les matières grasses
Parmi les divers corps gras utilisés en biscuiterie, pâtisserie et boulangerie, la margarine, les
graisses animales, les huiles et les graisses végétales et le beurre. Ce dernier est le plus utilisé ; son
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
46
arôme spécifique sa saveur et ses qualités comestibles exceptionnelles font de lui la première MG
de base en biscuiterie, ceci malgré sa faible résistance au rancissement et son attaque par les
bactéries et les moisissures. Les rôles des corps gras sont :
Pour les pâtes dures à faible taux d’hydratation, le corps gras accroît la plasticité ce qui se traduit
par une diminution de la consistance ;
Dans un biscuit sec, le corps gras coupe le corps de la pâte en rendant discontinue le réseau du
gluten donnant ainsi au biscuit la friabilité ;
Sa présence dans la pâte active la cuisson par une transmission accélérée de la chaleur ;
Leur possibilité d’englober sous forme d’émulsion une quantité d’air importante (au cours de
l’opération du crémage du gras) permet une levée de biscuit par formation de vacuoles ce qui
permet une réduction de la dose de levures ;
Sur le plan organoleptique, le corps gras communique au produit, lorsque celui-ci ne contient
aucun parfum surajouté, sa saveur et son arôme ;
Sur le plan nutritionnel, la grande valeur alimentaire est surtout énergétique des corps gras en
plus de celle du mélange sucre- farine fait que les biscuits sont des produits nutritionnellement
bien équilibrés.
III-4-Les substances de levée et de texture
Ces produits sont utilisés pour faire lever les pâtes et leur conférer après cuisson une structure
alvéolaire convenable plus ou moins développée. Les principaux agents servant à lever t à texturer
les biscuits sont :
III-4-1-Substances à activité essentiellement levante
a-Levure biologique
Surtout utilisée en boulangerie pâtisserie industrielle, mais aussi dans certaines fabrications de
biscuiterie.
b-Levure chimique
Plusieurs substances peuvent être utilisées, soit seules soit en mélange : bicarbonate de soude,
carbonate d’ammoniac, carbonate de potasse, l’acide tartrique, citrique, crème de tartre.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
47
Exemple : Exemple de formulation type de levure chimique : {bicarbonate de soude, crème de
tartre, charge amylacée} => stabilisent la réaction avant l’utilisation de la levure.
On distingue 2 stades d’activité de la levure chimique :
1) La pré-fermentation : correspond au début d’action chimique ayant lieu dès l’introduction du
produit dans la pâte.
2) La post-fermentation : qui n’a lieu que sous l’action de la chaleur.
III-4-2-Substances améliorantes (extraits de malt)
Apportent à la fabrication de principes actifs (maltose et diastases) qui complètent la
fermentation et augmentent le développement à la cuisson et par suite le rendement.
Ils agissent par leur apport en maltose, sucre essentiel fermentescible, qui amplifie l’action
fermentaire de la levure biologique dans les pâtes levées. En outre, leurs diastases transforment
partiellement l’amidon de la farine utilisée en maltose ; on a ainsi des pâtes fermentant mieux et
plus rapidement, se colorent mieux à la cuisson et se cuits plus rapidement. Le biscuit ainsi réalisé a
une couleur plus stable, un arôme et une saveur plus fins et une texture plus régulière et une
friabilité meilleure sans accroître la casse.
III-4-3-Substance de charpentage (œufs)
Se sont d’excellent aliments par les acides aminés (lysine et tryptophane) que peut donner leur
blanc, et surtout les constituants énergétiques (cholestérol) et antianémiques (ovovétiline riche en
fer et cuivre) dans leur jaune. Leurs rôles sont :
Charpentage et aération de la structure des produits cuits ;
Valeur alimentaire importante et variée phospholipidique et protidique.
Ils sont employés soit entier, soit à l’état de blanc ou à l’état de jaune seulement, soit entier en
travaillant séparément blanc et jaune.
L’emploi des œufs entiers aide beaucoup au travail de développement en donnant de la
légèreté à la pâtisserie tout en accroissant leur valeur alimentaire.
L’emploi du jaune d’œuf répond à 4 buts :
o Renforcer la solidité des produits ;
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
48
o Accroître les qualités diététiques ;
o Flatter l’œil par une couleur jaune agréable ;
o Facilité l’émulsion des MG de certaines fabrications.
L’emploi du blanc d’œuf qui possède la propriété de se laisser battre en neige très facilement
par battage. Il se sépare en de très petites vésicules qui empoisonnent de l’air et lors de la cuisson,
cet air se dilate et étant les vacuoles jusqu’à ce que leurs parois soient coaguler par la chaleur : c’est
un moyen naturel de levée.
III-4-4-Substances à activité annexe (épaississants, liants, émulsifiants)
Se sont les adjuvants de texture dont les plus importants :
Les amidons pré-gélatinés ;
Gélatine et albumine comme épaississant ;
La poudre de gluten comme liant et la lécithine et la glycérine comme émulsifiants.
III-5-Eaux, colorants et arômes
Eaux potables et eaux aromatiques ;
Essences naturelles (surtout d’agrumes : citron et orange) ;
Epices et aromates : café, caramels, vanille, girofle.
Cacao et dérivés (chocolat) ;
Fruits et dérivés : fruits confis, fruits secs (amande, arachide, noisette,…) ;
Colorants.
III-6-Autres adjuvants
a-Le lait : les avantages apportés par le lait sont surtout :
Son caractère mouillant qui améliore les propriétés physiques de la pâte grâce à sa tension
superficielle basse (par rapport à l’eau) qui lui confère une meilleure mouillabilité ;
C’est un améliorant de la structure et de la texture des pâtes par l’apport qu’il réalise en fines
micelles de caséinates et de particules d’albumine encore plus fines ;
Il ralentit l’activité diastasique des farines et semble par contre accroître l’activité de la zymase
de la levure et accélère la production de gaz ;
C’est un améliorant de la cuisson par sa MG qui transmis mieux les calories que l’eau ;
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
49
C’est un améliorant de la coloration : couleur plus ou moins brune des produits cuits due à la
réaction de Maillard ;
C’est un améliorant de la saveur.
b-Le sel de cuisine
Presque toutes les formules de biscuiterie et de pâtisserie utilisent une certaine proportion de
cet élément qui s’associe très bien avec le sucre. Il joue un rôle multiple et essentiel dans la
fermentation :
Rôle régulateur de la fermentation ;
Modifie les propriétés du gluten ;
Assure une production plus uniforme de CO2 et ainsi une meilleure structure de la mie ;
Au cours de la cuisson, il améliore le pouvoir de rétention des gaz en évitant ainsi les alvéoles
trop grandes.
Retard l’action de la levure.
IV-Processus de fabrication
IV-1-Préparation des ingrédients
Certains ingrédients subissent des opérations préliminaires avant leur incorporation dans le
pétrin : broyage de sucre, préparation du sirop (acide tartrique, sucre cristallisé et eau), broyage du
gras (pommadage), broyage du bicarbonate d’ammoniac.
IV-2-Préparation de la pâte : la fabrication des biscuits se fait en différentes étapes selon le
diagramme suivant : pétrissage => laminage => moulage => cuisson => refroidissement =>
empaquetage.
1) Pétrissage
A pour but de mélanger entièrement les matières premières en les transformant en une pâte
homogène.
2) La mise en forme
a-Laminage : il est réalisé dans des laminoirs qui assurent l’étalement de la pâte à l’épaisseur
régulière voulue de chaque biscuit.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
50
b-Moulage et découpage : la pâte passe par l’intermédiaire d’un tapis roulant et par un mouvement
de rotation continu de moule, la pâte laminée est fractionnée en morceaux réguliers de forme
appropriée où seront imprimées les inscriptions désirées.
3) Le dorage des biscuits
On procède avant dorage des biscuits un dorage léger des formes découpées à l’aide de divers
mélanges à dorure généralement à base d’œuf. Ce dorage est fait soit manuellement, soit à l’aide
d’un système automatique de brosse.
4) La cuisson
Elle détermine l’aspect le goût et final des produits, elle assure leur conservation et contribue
au développement des différentes qualités organoleptiques qui sont :
o Développement et augmentation du volume du biscuit par dégagement de CO2 ce qui donne un
produit léger et bien aéré. Cette augmentation est d’autant plus importante que le gluten est
élastique, que la quantité de CO2 est importante et que la quantité de sucre et de gras est basse ;
o Le brunissement du biscuit ;
o Diminution de l’humidité du produit ;
o Diminution de la valeur nutritive due à la réaction de Maillard ;
La cuisson est réalisée dans des fours tunnels de 1m de large et pouvant mesurer jusqu’à 100
m de long, pendant un temps qui va de 5 minutes en biscuiterie sèche à 20 minutes en pâtisserie
industrielle.
L’humidité des produits cuits à leur sortie doit être très faible de 1 à 2%.
Remarque : il faut toujours un four plus chaud pour les petites pièces que pour les grosses, celles-
ci devront s’y séjourner plus lentement.
5) Le refroidissement
Les biscuits sortant du four à des températures très élevées doivent être soigneusement
refroidis avant leur conditionnement. Il y a 2 méthodes de refroidissement :
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
51
Refroidissement à l’air libre : consiste à exposer les biscuits à l’air libre avec lequel s’effectue
l’échange thermique. Ce mode est jugé meilleur puisqu’il permet au produit de se refroidir
progressivement à l’abri de tout choc thermique provocant les fissurations et les cassures.
Refroidissement accéléré : système utilisé surtout lorsque l’espace disponible ne permet pas le
refroidissement à l’air libre ou lorsque le type de biscuit nécessite un refroidissement accéléré
(feuilles de gaufrette).
6) L’emballage
Lors de l’emballage, les biscuits doivent être secs, bien formés et refroidis. Il se fait soit
manuellement soit à l’aide d’une empaqueteuse automatique.
LES PATES ALIMENTAIRES (PASTIFICATION)
I-Définition
Les pâtes alimentaires sont les produits obtenus par le pétrissage non fermenté et non salé de
semoule de blé dur et d’eau dont les proportions moyennes de 34 parties de semoule pour 6 à 10
parties d’eau.
II-Classification : suivant les machines dont elles sont issues, on peut classer les pâtes alimentaires
en 2 catégories :
1-Les pâtes pressées : on distingue 2 types de produits :
a-Les pâtes pleines préparées par extrusion (spaghetti, vermicelle, pâte à potage, étoile) ;
b-Les produits creux préparés par extrusion (macaronis, coquilles).
2-Les pâtes laminées : les nouilles longues, papillon.
III-Matières premières utilisées
III-1-La semoule : elle doit avoir une granulométrie homogène pour permettre l’hydratation
régulière au cours du pétrissage.
III-2-L’eau : doit être potable.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
52
IV-Procédé de fabrication
IV-1-Préparation de la semoule
La semoule utilisée est tamisée dans un plansichter afin de la débarrassée des impuretés et des
matières étrangères qu’elle peut contenir (pailles de sac, bout de ficelle, morceau d’étiquette et
parfois larves d’insectes).
IV-2-Les différentes étapes de la fabrication : plusieurs opérations sont regroupées dans 2
technologies :
A-TECHNOLOGIE DE PETRISSAGE
1-Le pétrissage
Consiste à obtenir le mélange intime de l’eau et de la semoule. La quantité d’eau ajoutée est
de 280 l/t de semoule de manière à ce que la teneur en eau finale de la pâte soit voisin de 33% par
rapport à la matière humide en tenant compte de l’humidité initiale de la semoule qui est en
moyenne 14%.
Le pétrissage se fait en 2 étapes :
Préparation des ingrédients qui se fait dans une cuve pré-mélangeuse de longueur et de diamètre
variable selon la presse considérée ;
Le pétrissage qui se fait soit dans une cuve sous vide pour éviter la formation de bulles d’air
dans la pâte.
2-La mise en forme
Elle a pour but d’amener la pâte à la forme commerciale désirée en la faisant passer sous
pression à travers les filières d’un moule. Selon le type de la pâte à fabriquer, 3 différentes
opérations sont à effectuer :
Pressage : la pâte obtenue après pétrissage est reprise par une vis sans fin dont la double
fonction est de permettre l’avancement des produits tout en les comprimant de manière à
provoquer leur extrusion à travers un moule situé en tête de vis.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
53
Tréfilage : entête de presse, des filières sont disposées et selon la conformation de ces filières et
la vitesse à laquelle les pâtes sont découpées à la sortie de la presse, on a le format des produits
finis désirés (spaghetti et vermicelles).
Laminage : la pâte est laminée par passage entre 2 rouleaux pour être découpée à l’importe
pièce ayant la forme désirée (nouille longue).
B-TECHNOLOGIE DE SECHAGE
Le but est de diminuer la teneur en eau des pâtes afin de leur assurer une bonne conservation.
Le séchage ne doit altérer en rien la forme ni l’aspect de la pâte, il doit la rendre insensible aux
influences extérieures normales. Il doit réaliser un état d’équilibre entre les principaux constituants
(amidon, gluten de telle sorte que la pâte puisse, tout en gardant un certain degré d’élasticité,
opposer une certaine résistance à la rupture.
Traditionnellement les pâtes se sèchent à l’air chaud à hygrométrie assez élevée et
température relativement basse ; ceci permet d’éviter la formation de gerçures ou de brisures, la
dénaturation des protéines, la gélatinisation de l’amidon qui sont les conséquences d’une
évaporation trop rapide.
Actuellement, la technologie de séchage comporte 3 étapes :
1) Le pré-séchage
Dont le rôle consiste surtout à enlever l’eau superficielle afin que, lors du séchage proprement
dit, les pâtes restent individualisées. L’eau est enlevée de la pâte par courant d’air préalablement
réchauffé par passage à travers des échangeurs dans lesquels circule de l’eau chaude.
2) Le séchage intermédiaire
Considéré comme un temps de repos pour les pâtes à sécher. Il a pour but de rétablir la masse
d’équilibre de l’humidité rompue par le fort chauffage subit au cours du pré-séchage. Il s’effectue
grâce à des thermo-ventilateurs (batterie de chauffage + ventilateur) qui injectent de l’air chaud à
l’intérieur des séchoirs.
3) Le séchage final
Consiste à amener graduellement la pâte à son taux d’humidité d’équilibre (11.5 à 12.5%). La
durée de séchage varie en fonction du format toute chose égale par ailleurs.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
54
Exemple : Pour des températures sèches et humides respectivement de 55 à 50°C, la durée est de 5
heures pour le vermicelle moyen bouclé et 14 heures et demi pour les spaghettis.
V-Qualités des pâtes alimentaires
Elles doivent satisfaire les besoins du consommateur sous un triple point de vue :
V-1-Qualité organoleptique
a-Aspect des pâtes alimentaires : 4 groupes de caractéristiques déterminent l’aspect des pâtes :
Gerçures : fêlures de la pâte dues à un mauvais réglage des séchoirs.
Piqûres : peuvent être :
- Blanches qui proviennent d’une hydratation insuffisante au cours du pétrissage ;
- Brunes témoignant d’une purification insuffisante des semoules au cours de la mouture ;
-Noires pouvant provenir de la présence de grains mouchetés ou de grains étrangers fortement
colorés.
Texture superficielle des pâtes
Peuvent être lisses ou rugueuses selon le type de moule utilisé. Le moule en téflon donne une
superficie lisse et brillante. Les moules en bronze donnent une superficie rugueuse et hétérogène.
Coloration
Considérée comme l’ensemble d’une composante jaune que l’on souhaite élever et d’une
composante grise ou brune qui doit être faible. Cette coloration est sous la dépendance de la teneur
en pigments jaunes et en lipoxygénases détruisant ces pigments.
b-Qualité culinaire des pâtes alimentaires
La qualité culinaire des semoules serait leur aptitude à être transformer en pâtes alimentaires
qui soient fermes, non délitées et non collantes après cuisson même si celle-ci a été trop prolongée.
c-Cuisson des pâtes alimentaires : la cuisson d’une pâte vise à :
Gélatiniser l’amidon pour le rendre digestible ;
Modifier la texture des pâtes de manière à leur conférer des caractéristiques souhaitées par le
consommateur ;
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
55
Amener les pâtes à la température désirée.
V-2-Qualité nutritionnelle
Les pâtes alimentaires sont considérer comme un aliment énergétique : une ration de 60 à 70 g
de pâtes crues satisfait près de 10% des besoins journaliers en calories.
L’apport calorique est loin d’être négligeable puisque 10 mg de pâtes contiennent 10 à 12 g de
protéines, 12 à 14 g dans le cas des pâtes aux œufs. L’apport en matières minérales est relativement
bas.
V-3-Qualité hygiénique
Bien que les conditions de fabrication et surtout le séchage des pâtes favorisent le
développement des micro-organismes, la qualité hygiénique des pâtes alimentaires reste excellente.
VI-Les défauts de fabrication
VI-1-Défauts dus au pétrissage
Dus à la matière première : la matière première de qualité inférieure accompagnée de piqûres
brunes ou noires donne des pâtes présentant les mêmes défauts.
Un mélange de semoule de nature très différente ou mal fait peut conduire à l’obtention de
pâtes présentant des irrégularités de teinte, d’aspect et de composition.
Un pétrissage insuffisant se traduit sur les produits finis par l’apparition de points blancs
correspondant à des particules de semoules insuffisamment hydratées.
Une durée de pétrissage prolongée entraîne une diminution de la consistance, de la cohésion
et de l’élasticité de la pâte.
Dus aux mauvais soins : négligence du personnel dans les soins de propreté et d’entretien du
matériel.
Dus au mauvais état du matériel ou réglage défectueux des machines.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
56
VI-2-Défauts dus au séchage
Défauts dus au pré-séchage
A la sortie des filières, les pâtes alimentaires doivent être immédiatement pré-séchées d’une
manière uniforme pour éviter leur déformation.
Accidents dus à l’atmosphère du séchage
o Gerçures : défauts dus au séchage dans une atmosphère trop chaude et trop sèche.
o Moisissures : défaut dû au séchage dans une atmosphère trop humide avec une température
relativement basse qui se traduit par la formation d’une couche grisâtre à la surface de la
pâte.
o Excès d’acidité par fermentation : ce type de défaut est dû à une fermentation exagérée
des pâtes alimentaires dans le cas de séchage dans une atmosphère à humidité et chaleur
excessives.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
57
TECHNIQUES D’ANALYSE DES CEREALES
I-ANALYSES PHYSIQUES
I-1-Analyses physiques des grains
Les principales caractéristiques physiques des grains sont définies par : le poids à l’hectolitre,
la masse de 1000 grains, le taux d’impuretés, le taux de mitadinage dans le cas du blé dur.
La connaissance de ces caractéristiques présente un triple intérêt :
Permettre par un dépistage sommaire de déceler un certain nombre d’altérations qui peuvent
entraîner des modifications au cours de la conservation des grains ;
Constituent pour le meunier et le semoulier un indicateur dans la conduite des opérations de
nettoyage avant mouture et dans la prévision des rendements ;
Interviennent dans la définition ‘une qualité standard dans les contrats commerciaux.
a-Poids à l’hectolitre
Appellations : masse naturelle ou densité naturelle ou poids spécifique. C’est la masse d’un
hectolitre de grains avec impuretés et exprimé en kg. Il peut varier de 60 à 80 kg. Plus un blé est
lourd par unité de volume, plus son rendement en farine extraite est grand.
Le poids à l’hectolitre est déterminé à partir d’un échantillon d’un litre à l’aide d’un appareil
de « Nilema-litre » ; le résultat est ensuite ramené à l’hectolitre. Cette mesure dépend de plusieurs
facteurs dont les principaux sont :
- L’espace vide intragranulaire ;
- La densité des grains ;
- La teneur en eau des grains ;
- Le taux et la nature des impuretés présentes dans l’échantillon.
b-La masse de 1000 grains
C’est la masse de 1000 grains entiers exprimée en gramme. Elle permet de caractériser une
variété, mettre en évidence des anomalies comme l’échaudage et étudier l’influence des traitements
en végétation ou des conditions climatiques.

Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
58
La détermination de la masse de 1000 grains est basée sur le comptage des grains d’une prise
d’essai de 30 g après élimination des impuretés et de grains cassés. Elle est exprimée en gramme de
matière sèche selon la formule suivante :
P = [1000 × P’/ N] × [100 / 100 – H]
P : poids réel de 1000 grains. N : nombre de grains entiers de 30 g.
P’ : poids de la prise d’essai (30 g). H : humidité.
c-Taux de cendre
Les impuretés sont l’ensemble des éléments considérés conventionnellement comme
indésirables dans l’échantillon. Elles sont constituées de grains de l’espèce cassés ou attaqués par
des déprédateurs, grains étrangers à l’espèce analysée et les éléments d’origine organique ou non
organique.
La recherche des impuretés consiste à peser les différentes impuretés trouvées dans une prise
d’essai de 100 gde grains.
d-Taux de mitadinage
Le mitadinage est un accident physiologique fréquent sur les grains de blé dur. Il provoque un
changement de texture de l’albumen qui est normalement translucide et vitreux et qui devient en
partie en en totalité opaque et farineuse.
Méthode de détermination : le grain doit être coupé obligatoirement pour examiner sa structure. Il y
a 2 méthodes :
Méthode de référence : où tous les grains sont coupés à l’aide d’un scalpel et examinés un par
un.
Méthode pratique : où une partie seulement des grains est coupée à l’aide d’une coupe-grain
« le farinotome de POHL » et examinée. Le farinotome comporte un jeu de 12 plaques, chaque
plaque contient 50 alvéoles. Le taux de mitadinage est déterminé sur 600 grains (50 × 12) ; cette
détermination s’effectue sur un échantillon propre et il est calculé selon la formule suivante :
T.M = N× 100 / 600 où N : nombre de grains mitadinés parmi les 600 examinés.
I-2-Analyses physiques des farines
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
59
Elles portent généralement sur 2 caractéristiques : la finesse ou la granulométrie d’une farine
et la blancheur.
a-Détermination de la granulométrie d’une farine : dépend de nombreux paramètres :
Paramètres liés au blé : vitrosité et variété.
Paramètres liés à la technologie : le conditionnement, type d’appareil utilisé et le taux
d’extraction. Il existe de nombreuses méthodes de la détermination de la granulométrie basées
sur des principes divers ; et de toutes ces techniques, le tamisage est certainement la technique la
plus pratiquée et la plus utilisée pour l’étude de la granulométrie des farines.
b-Appréciation de la couleur d’une farine
La pureté et la blancheur d’une farine dépendent du taux d’extraction, de la mouture et de son
degré de jaune dû à la présence de pigments originels (flavonones, caroténoïdes).
La méthode utilisée pour étudier la couleur et la pureté d’une farine est l’examen « Pekar »,
c’est une méthode ancienne, rapide, simple et très utilisée en meunerie.
Principe : Lorsqu’une farine aplatie est immergée dans l’eau, des réactions d’oxydation vont
colorer cette farine en brun roux plus ou moins marqué avec une accentuation des piqûres
d’enveloppe.
II-ANALYSES CHIMIQUES
II-1-Détermination de l’humidité
La détermination de l’humidité des céréales et produits dérivés est une opération capitale qui
présente 4 intérêts :
1) Intérêt technologique : pour la détermination et la conduite des opérations de récolte, de
séchage, de stockage ou de transformation industrielle ainsi que pour l’évaluation et le maîtrise
des pertes après récolte.
2) Intérêt analytique : pour rapporter les résultats des analyses de toute nature à une base fixe
(matière sèche).
3) Intérêt commercial : les profits réalisés au cours d’une transaction dépendent de la teneur en
eau.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
60
4) Intérêt réglementaire : la teneur en eau maximale à ne pas dépasser est fixée par la loi pour des
raisons de bonne conservation et d’honnêteté commerciale.
A-Opérations préliminaires au dosage de l’eau
En raison de 2 particularités analytiques de l’eau (sa répartition hétérogène et ses migrations
faciles), plusieurs étapes préliminaires doivent être prises en considération :
a-L’échantillonnage
Dans le cas d’un produit en vrac, il est nécessaire de prélever un nombre important
d’échantillon selon un plan normalisé. 2 démarches sont possibles selon l’objectif souhaité :
Si l’on souhaite apprécier l’hétérogénéité du lot, des échantillons primaires seront prélevés selon
un plan normalisé en divers points et isolés dans des flacons différents puis soumis à l’analyse.
Si l’on cherche à connaître la teneur en eau moyenne du lot, les échantillons primaires seront
soigneusement mélangés et dans cette masse un échantillon secondaire sera prélevé et soumis à
l’analyse.
b-Conservation de l’échantillon
Les caractéristiques de l’échantillon ne doivent pas évoluer pendant le stockage qui s’écoule
entre l’échantillonnage et le dosage proprement dit. L’échantillon doit donc être conservé dans un
flacon étanche à l’eau ou vapeur.
c-Préparation de l’échantillon
1) Repos et équilibre de l’échantillon
Avant d’ouvrir le flacon et y prélever une prise d’essai, il convient de le laisser reposer un
temps suffisant pour que l’échantillon soit en équilibre thermique avec l’atmosphère du laboratoire
si non il y aura risque de vaporisation ou de condensation.
2) Broyage des grains
Un broyage préalable des grains est nécessaire afin d’augmenter la vitesse de diffusion de la
vapeur d’eau.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
61
B-Principe de dosage de l’eau
L’humidité est déterminée à « l’étuve Brabender » à une température de 130°C pendant une
heure sur une prise d’essai de 10 g de produit. Cet appareil permet un dosage rapide de l’humidité
car elle fonctionne selon le principe du séchage à chaud sous un courant d’air pulsé. L’air chargé de
l’humidité peut être évacué à travers les ouvertures du couvercle et de ce fait le processus de
dessiccation est rapide.
C-Difficulté de dosage de l’eau
La répartition de l’eau est souvent hétérogène dans un lot ;
L’instabilité de l’échantillon ;
Diverses réactions biochimiques (oxydation) peuvent générer de l’eau.
II-2-Dosage des cendres
Les matières minérales sont des constituants mineurs pondéralement dans les grains et la
farine des céréales. Néanmoins, en meunerie la connaissance du taux de cendre est très importante.
a-Facteurs de variation de la teneur en cendres
Facteurs génétiques : la dureté, la taille et la teneur en enveloppes des grains.
Facteurs pédologiques : la nature du sol, sa richesse en humus et la disponibilité des minéraux
du sol.
Facteurs climatiques : l’humidité et l’ensoleillement.
Facteurs agronomiques : nature de la fumure, densité des semis et les précédents culturaux.
Facteurs physiologiques : état de maturité du blé à la récolte, maladies cryptogamiques.
Traitements technologiques : type de conditionnement avant mouture et le taux d’extraction.
b-Principe
La détermination des cendres est effectuée par calcination au four électrique d’une prise
d’essai de 5 g de produit à 600°C pendant 2 heures, puis à 900°C pendant 2 autres heures.
Le poids est d’abord calculé en pourcentage de matière humide puis rapporté à la matière
sèche selon les formules : T.C / M.H = [P3 – P1 / P2 – P1] × 100
T.C / M.S = [T.C / M.H] × [100 / 100 – H]
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
62
P1 : poids de la capsule vide
P2 : poids de la capsule vide + prise d’essai (5 g)
P3 : capsule + cendres
II-3-Dosage des protéines
Les protéines constituent un des éléments les plus importants dans la détermination de la
qualité des blés ou de leurs produits de mouture. Leur teneur varie de 6 à 22% des grains, celle de la
farine est généralement inférieure de 1% à celle des grains car le germe et les couches périphériques
du grain éliminées par la mouture sont très riche en ces constituants. Les protéines jouent un double
rôle :
Rôle en nutrition en couvrant une partie des besoins de l’organisme.
Rôle en technologie : les protéines sont à la base de secondes transformations (pastification,
panification, biscuiterie). L’aptitude technologique d’un blé est influencée aussi bien par la
quantité des protéines que par leur qualité.
La détermination du taux de protéines du blé se fait soit par détermination directe, soit
détermination de l’azote ammoniacal après minéralisation de l’azote protéique.
La méthode la plus générale de dosage de l’azote et la seule qui a été valable pendant
longtemps c’est celle par minéralisation introduite par KJELDHAL (1883). Elle est basée sur le
principe suivant :
Minéralisation de 1 g de farine par chauffage dans l’acide sulfurique concentré en présence d’un
catalyseur. Les composés organiques de l’azote sont décomposés et transformés en sulfate
d’ammonium : SO4(NH4).
Distillation et déplacement en milieu alcalin par la soude de l’ammoniac formé :
SO4(NH4)2 + 2 NaOH ====> SO4(Na2O) + 2 NH3 + 2 H2O
L’NH3 formé est ensuite entraîné par la vapeur d’eau pour être recueilli dans une solution
d’acide de normalité connue.
Dosage de l’azote par une solution d’acide sulfurique : 2 NH3 + H2SO4 ====> SO4(NH4)2.
Le coefficient de transformation de l’azote en protéine est généralement de 5.7 pour les céréales.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
63
II-4-Dosage de l’activité enzymatique
Les amylases α et β sont des enzymes provoquant la dégradation de l’amidon et de ces
constituants.
La β-amylase est une exoenzyme qui attaque les extrémités non réductrices des chaînes de
glucose au niveau des liaisons α (1 => 4) en libérant du β-maltose.
Les α-amylases sont des endoenzymes qui attaquent toutes les liaisons α (1 => 4) sauf les
liaisons terminales.
a-Dosage de l’activité β-amylasique
L’activité β-amylasique correspond au nombre de gramme d’amidon transformé en maltose
par l’extrait enzymatique sur un substrat d’amidon soluble à 30°C à pH = 4.8 et pendant une heure.
Le maltose formé est déterminé par méthode colorimétrique ; cette méthode n’est valable que
si la β-amylase est présente seule dans l’extrait pour que l’activité α-amylasique est très faible.
b-Dosage de l’activité β-amylasique
Cette activité peut être déterminée directement sur un extrait aqueux après inhibition ou non
de la β-amylase. On distingue 2 groupes de méthodes :
Méthodes colorimétriques : sont basées sur la mesure du temps nécessaire à l’α-amylase
contenue dans la prise d’essai pour amener le substrat de β-dextrine à un degré d’amylolyse tel
que les dextrines formées donnent avec l’iode une coloration fixée.
Méthodes viscométriques : sont basées sur la mesure de l’abaissement de viscosité d’un
empois standard soumis à l’action de l’extrait enzymatique. A partir des résultats obtenus, il est
possible de :
- Equilibrer de point de vue amylolytique les mélange de blé mise en mouture ;
- Eliminer les céréales hyperdiastasiques provenant de la récolte des grains germés ;
- Déterminer les quantités des produits diastasiques à ajouter aux farines pour en modifier les
caractéristiques.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
64
III-ANALYSES TECHNOLOGIQUES
III-1-Détermination de la teneur en gluten
En panification, la valeur boulangère d’une farine est étroitement liée à la quantité et la
qualité de son gluten.
Principe : le dosage repose sur son insolubilité dans l’eau salée et sur la propriété qu’il possède de
s’agglomérer lorsqu’on le malaxe sous un courant d’eau qui élimine les autres constituants
(protéines solubles, amidon). La masse plastique obtenue est pesée à l’état humide puis après
dessiccation.
L’extraction peut être faite manuellement ou mécaniquement (glutomatic ou glutinex). Ce
taux de gluten humide et sec donne la valeur du coefficient d’hydratation (C.H) par la formule :
C.H = [G.H – G.S / G.H] × 100
La C.H d’un gluten normal est de 66% et peut s’élever jusqu’à 68%. Elle est fonction de la
qualité et en particulier de son état de maturité. Elle diminue jusqu’à 60% quand le taux
d’extraction augmente ou lorsque la farine vieillie.
Détermination de l’extensibilité du gluten
L’appréciation de l’extensibilité de gluten est basée sur la mesure de l’allongement d’une
boule de gluten (2 g) sous l’effet d’une charge de 4 g. l’expérience se fait à 25°C pendant 2 heures.
Selon la méthode, on distingue 5 types de gluten :
Gluten très bon qui garde sa longueur après 2 heures ;
Gluten bon qui s’allonge jusqu’à 1.5 cm après 2 heures ;
Gluten doux qui s’allonge vite (plus de 1.5 cm ;
Gluten faible qui s’allonge beaucoup et se casse avant la fin d’essai ;
Gluten court qui s’allonge peu et se casse.
III-2-Détermination des propriétés rhéologiques par alvéographe CHOPIN
L’alvéographe CHOPIN est utilisé pour la mesure de la force boulangère d’une pâte à
hydratation constante c. à. d. l’aptitude d’une farine à résister plus ou moins au travail du pétrin

Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
65
quand on y incorpore une quantité d’eau. D’après cette force, la valeur d’utilisation des blés diffère,
on distingue :
Les farines de force utilisées en biscotterie ;
Les farines de force moyenne destinées à la boulangerie ;
Les farines faibles servant à la fabrication des biscuits.
Principe : la méthode consiste à faire passer progressivement, sous l’influence d’un courant d’air,
un fragment de pâte de l’état de masse compacte à celui d’une membrane mince jusqu’à la limite
naturelle de rupture.
La prise d’essai est de 250 g. la quantité d’eau à ajouter est fonction de l’humidité initiale de
la farine. La température du pétrin et de la chambre de repos des pâtons est de 25°C.
Les changements subits par la pâte s’inscrivent sur un cylindre enregistreur en un diagramme
où sont tirées des caractéristiques intimement liées en propriétés plastiques de la pâte.
Tenacité de la pâte : distance bd en mm. b
L’extensibilité de la pâte (L) : distance ae en mm.
Gonflement de la pâte (G) : en cm3. P
Rapport de configuration (P / L). e
Force ou travail de déformation (W) : en milliers d’ergs. a d c
Effectué pour 1 g de pâte, il est en relation avec la surface L
du diagramme : W = S × C / L
S : surface en cm2 de la courbe alvéographique mesurée à l’aide le l’abaque planimétrique fourni
avec l’appareil.
C : coefficient en relation avec le gonflement (G) et dont la valeur est fournie par un tableau.
L : mesurée en cm sur la courbe.
Les valeurs caractéristiques moyennes pour la panification française selon CALVEL sont :
W = 130 à 160 : bonne force boulangère.
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
66
160 – 250 : blé améliorant si l’alvéogramme est équilibré.
> 250 : blé de force.
G = 21-24 : bon gonflement.
> 24 : caractère améliorant à n’utiliser qu’en mélange.
III-3-Appréciation de la qualité rhéologique par le farinographe BRABENDER
Le farinographe BRABENDER est un appareil utilisé pour la mesure de la plasticité d’une
pâte à vitesse et à température constante. Il consiste à enregistrer l’évolution de la consistance de la
pâte au cours d’un pétrissage intensif. La méthode consiste à :
Réalisation d’un essai préalable (courbe de titrage) afin de déterminer la quantité d’eau à ajouter
pour que la pâte atteigne la consistance standard de 500 U.B (Unité BRABENDER) ;
Réalisation d’un essai définitif (courbe définitive) en versant en une seule fois la quantité d’eau
déterminée par l’essai de titrage.
Le farinographe donne essentiellement 2 propriétés importantes :
L’absorption de la farine pour atteindre une consistance bien définie de 500 U.B.
Le comportement de la pâte pendant le pétrissage et la tolérance de celle-ci au pétrissage pour
éviter l’abus de pétrissage.
III-4-Détermination des propriétés fermentatives des farines
a-Définition : le pouvoir fermentaire de la levure de panification c’est essentiellement la vitesse
avec laquelle elle transforme les sucres fermentescibles présents dans la pâte en CO2 et éthanol.
b-Méthodes de mesure : on peut les classer en 2 types de la manière suivante :
Méthode faisant appel à la mesure du gonflement d’un pâton.
Méthode déterminant le dégagement total de CO2 ou celui retenu par la pâte par une mesure de
pression ou de volume.
Les appareils permettant la mesure de l’aptitude fermentaire des pâtes sont :
Cours de céréales de Mme GHARIB présentés par Mr. BOUASLA Abdallah
67
Fermentomètre de BURROUK et HARRISON : Dont le principe est basé sur la
détermination de l’activité fermentaire des levures au sein d’une pâte en mesurant le dégagement
gazeux produit.
DSI gazographe : Permet l’enregistrement du volume gazeux produit.
Fermentographe SJA : Mesure le temps de fermentation nécessaire pour que le volume de CO2
dégagé par un pâton atteigne 450 ml.
Zymotachygraphe et rhéofermentographe : Permettent la mesure de la vitesse de dégagement
de CO2 et de sa rétention par la pâte. Le fermentographe permet en plus la détermination du
volume de la pâte fermenté
III-5-Panification d’essai et caractérisation des pains
Les méthodes d’analyses physiques et chimiques des blés, des farines et des pâtes de farine
permettent d’avoir une approche de la valeur d’utilisation de ces produits par la panification.
L’expérience montre que cette approche est souvent insuffisante pour prévoir le comportement réel
des farines dans la fabrication du pain ; seul le test de panification apparaît comme le moyen le plus
fiable pour apprécier la valeur boulangère des farines. Le test de panification comporte les mêmes
opérations que la panification industrielle ; les paramètres suivants sont déterminés sur les pains :
Poids du pain en gramme après cuisson.
Appréciation visuelle de la couleur des pains.
Poids du pain en gramme 24 heures après cuisson.
Volume du pain en cm3.
La masse volumique de la mie en g/cm3 en coupant un volume cylindrique de mie de 27 cm
3
qu’on pèse.
La porosité de la mie.
Terminés, avec l’aide de Dieu, le mardi 13/02/2007