Corps du livret - educlos.free.freduclos.free.fr/doc/6Sigma_PME.pdf · Démarche Six Sigma pour les...
25
Année 2002/2003 EXCOFFIER Nicolas PERONNET Matthieu PORTMANN Vincent
Transcript of Corps du livret - educlos.free.freduclos.free.fr/doc/6Sigma_PME.pdf · Démarche Six Sigma pour les...

Année 2002/2003
EXCOFFIER Nicolas PERONNET Matthieu PORTMANN Vincent
Démarche Six Sigma pour les PME/PMI 2
Sommaire :
I . PRÉSENTATION DE LA DÉMARCHE SIX SIGMA 3
A. LES ORIGINES 3B. OBJECTIFS GÉNÉRAUX 3
I I . DÉMARCHE SIX SIGMA 4
A. DÉROULEMENT GLOBAL 4B. ÉTAPES ET OUTIL 5C. LA GESTION DE PROJET 7D. MANAGEMENT SIX SIGMA 7
1. LA STRUCTURE HABITUELLE 72. ADAPTATION AUX PME/PMI 7
E. LES IMPÉRATIFS POUR LA RÉUSSITE DU PROJET 8
I I I . LES EXEMPLES D’UTILISATION 9
A. 1ER CAS 9B. 2E CAS 10
IV. RÉSUMÉ DES OUTILS : 11
V. ANNEXES : 12
Démarche Six Sigma pour les PME/PMI 3
I. Présentation de la démarche Six Sigma
A. Les origines
Mikel Harry, de formation statistique, est ingénieur chez Motorola. Fin 80, début 90, il pousse sonentreprise à étudier les variations comme un moyen d’améliorer les performances. La variation, en termestatistique, est l’écart type mesuré par rapport à la moyenne( lettre grecque�σ).
Le principe de la démarche repose sur une dispersion de +/- 3σ autour de la cible, d’où le nom de 6σ.Cette méthode, encore peu répandue en Europe, a déjà fait ses preuves dans de nombreuses entreprises aux Etats-Unis.
B. Objectifs généraux
Il faut savoir que toute la démarche se base sur une amélioration de la satisfaction client et de larentabilité de l’entreprise.
Les principaux objectifs de la démarche Six Sigma sont :
• la diminution des coûts de non qualité ;• l’amélioration de la disponibilité des machines ainsi que de leur rendement ;• l’obtention de meilleures parts de marché en augmentant le chiffre d’affaires ;• l’amélioration de la qualité.• 3.4ppm (parties défectueuses par million)
Pour atteindre ces objectifs, il faudra lutter contre la dispersion fixés par la démarche.
Démarche Six Sigma pour les PME/PMI 4
II. Démarche Six sigma
A. Déroulement global
La démarche Six Sigma est basée sur l’amélioration de la satisfaction client par des notions statistiques.Elle doit être gérée comme un projet. C’est cette démarche de management qui est réellement nouvelle car lesoutils sont souvent connus des qualiticiens. L’application d’une telle démarche nécessite de suivrel’enchaînement des tâches. Les outils utilisés dans le cadre de cette démarche sont simples. La liste exhaustivedes outils se trouve en annexes. Dans ce paragraphe, nous présenterons le déroulement général de la démarche,les étapes et les outils utilisés. Des cas d’utilisations seront présentés par la suite.
Déroulement :
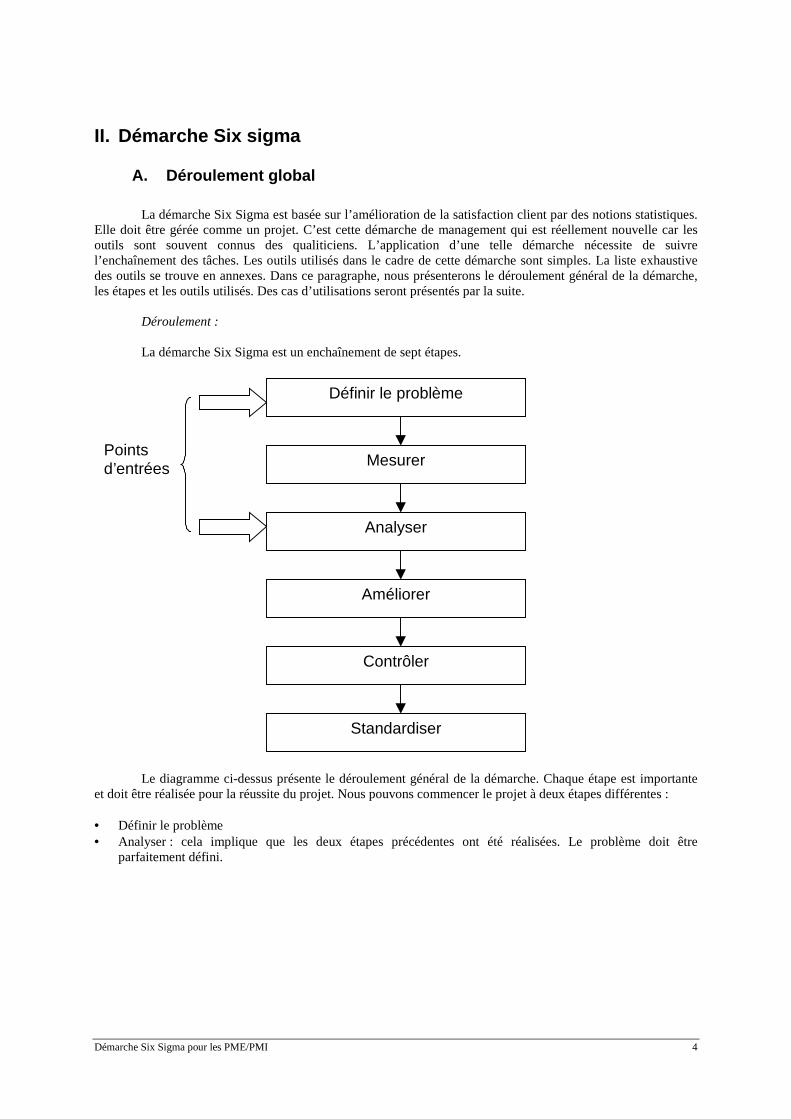
La démarche Six Sigma est un enchaînement de sept étapes.
Le diagramme ci-dessus présente le déroulement général de la démarche. Chaque étape est importanteet doit être réalisée pour la réussite du projet. Nous pouvons commencer le projet à deux étapes différentes :
• Définir le problème• Analyser : cela implique que les deux étapes précédentes ont été réalisées. Le problème doit être
parfaitement défini.
Définir le problème
Mesurer
Analyser
Améliorer
Contrôler
Standardiser
Pointsd’entrées
Démarche Six Sigma pour les PME/PMI 5
B. Étapes et outil
Nous allons définir succinctement les étapes de la méthode ainsi que les principaux outils utilisés. Laméthode Six Sigma limite le nombre d’outils. Nous avons sélectionné les plus couramment utilisés.
Définir le problème :
Cette étape est primordiale pour la réussite du projet. Il s’agit :
• De formuler le problème et d’ identifier ses sources ;• De faire l’analyse de l’état actuel et d’ identifier l’état souhaité ;• De définir les processus de mesure.
Les outils à utiliser :
• QQOQCP : à savoir Qui, Quoi, Où, Quand, Comment, Pourquoi. Cette méthode permet de définir leproblème ; (voir annexe p.17)
• Diagramme de Pareto : ce diagramme présente la proportion de chaque aspect du problème en pourcentagecumulé. C’est le 80-20 : 20% des facteurs représentent 80% des problèmes ;
• Histogramme : permet la représentation graphique des données sous forme graphique. Il permet de définir siun modèle mathématique est applicable ( loi normale, etc.) ;
• 5 Pourquoi : permet de remonter à la source du problème. (voir annexe p.18)
Mesurer :
L’étape « mesurer » permet :
• d’ identifier les caractéristiques mesurables représentatives de la non qualité ;• de valider les processus de mesure (justesse, répétabilité) ;• d’observer le procédé pour dresser un historique (carte d’observation, feuille de relevé).
Cette étape permet de préparer la suite du projet en s’assurant de la validité des moyens de mesure, et endressant un historique du procédé sur lequel travailler.
Les outils à utiliser :
• Les outils d’analyse de données comme la régression multiple ou la variance sont à utiliser lorsque l’on veutdéterminer les caractéristiques représentatives de la non-qualité.
• R & R : (Répétabilité et Reproductibilité) Cet outils permet de valider les moyens de mesure. Nous vérifionsla capabilité du moyen de mesure, sa reproductibilité et sa répétabilité. Il est important d’avoir des outils decontrôle fiables
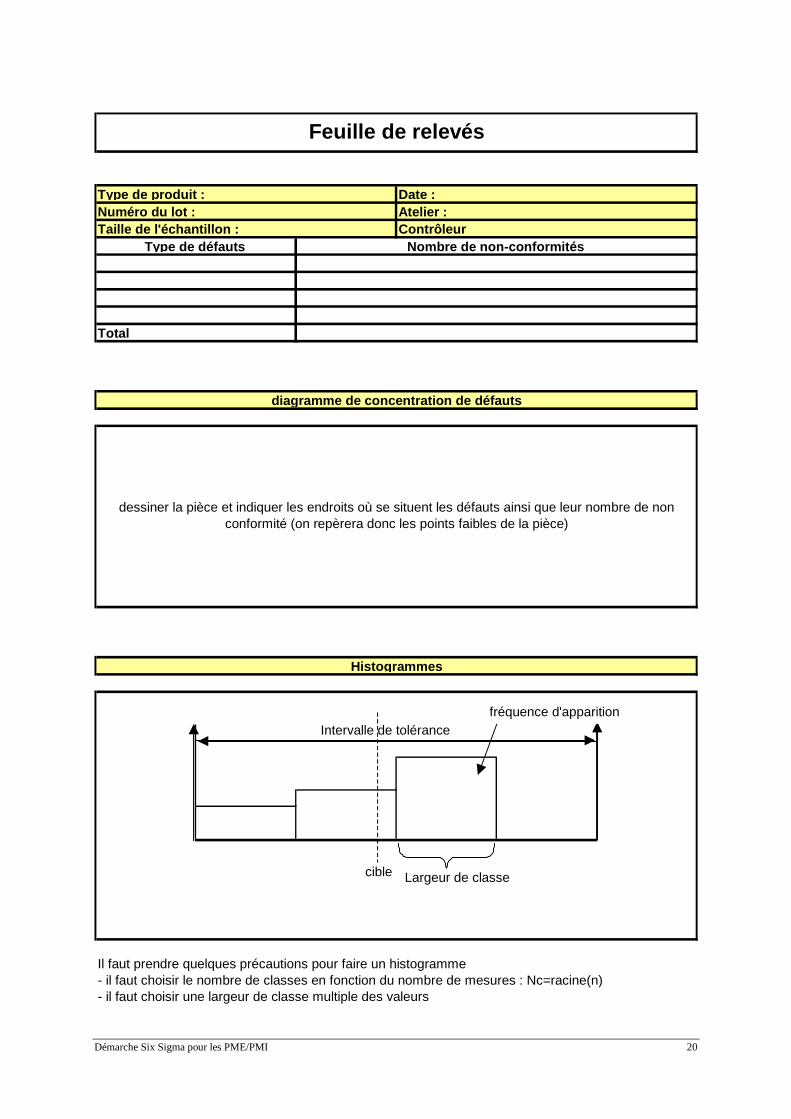
• Feuille de relevé : facilite et formalise la saisie des informations sur le procédé. Cet outil permet de dresserun historique en relation avec la carte d’observation (voir annexes)
• Carte d’observation : elle permet de faire apparaître la dispersion instantanée de la machine ou de l’activitéobservée
Analyser :
Les résultats des mesures sont analysés. Un déballage d’ idées peut être mené en complément. Lesvariations observées sont analysées.
Démarche Six Sigma pour les PME/PMI 6
Les outils à utiliser :
• 5M (Méthode, Milieu, Machine , Matière, Main d’œuvre) ou diagramme cause/effet : permet de cerner lesprincipales causes de non-qualité soulevées par le diagramme de Pareto ; (voir annexe p.19)
• Analyse statistique : les principaux indicateurs statistiques sont étudiés à savoir : moyenne, variance,fréquence. A partir des feuilles de relevés, elle permet de déterminer les sources probables de dispersion.
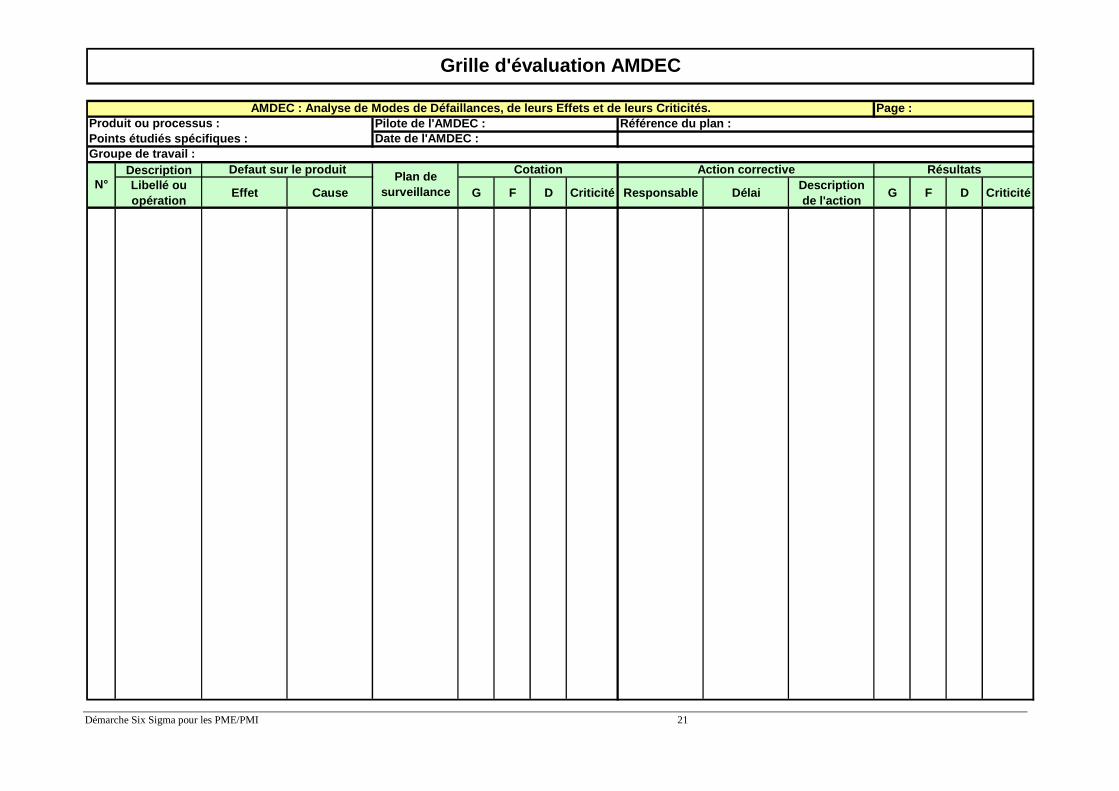
• AMDEC (Analyse des Modes de Défaillance, de leurs Effets et de leurs Criticités) : permet de définir lesproblèmes et les moyens mis en œuvre pour les résoudre. (voir annexes p.21,22,23)
Améliorer :
Cette étape a pour but de résoudre les problèmes :
• En dressant un plan d’action ;• En modifiant un ou plusieurs facteurs.
Les outils à utiliser :
• 3Q (Qui, Quoi, Quand) : permet la mise en place d’un plan d’action ;• Plan d’expériences : cet outil permet d’analyser les paramètres influents sur le procédé et de trouver la ou
les configurations assurant la meilleure qualité (3,4ppm). Une suite d’essais est conduite pour atteindrel’objectif fixé.
Contrôler :
Il faut :
• Déterminer le plan de surveillance pour l’ensemble des caractéristiques ;• Documenter le poste de travail.
Les outils à utiliser :
• Carte de contrôle : une carte de contrôle est mise en place pour assurer la surveillance du procédé (voirannexes p.24,25). Le choix de la carte dépend :
- Du type de procédé ;- Du résultat de l’analyse statistique ;- Du degré d’automatisation au poste ;- Des objectifs qualités.
Standardiser :
Cette étape clos le projet Six Sigma. Bien qu’étant la dernière étape, elle ne doit pas être négligée. Eneffet, elle assure la pérennité de la solution. Il faut :
• Simplifier au maximum la solution• Etablir des procédures d’autocontrôle ;• Etendre les résultats du projet à d’autres processus ;• Communiquer sur la réussite de l’action.
L’étape de standardisation ne doit pas être négligée, elle permet une réutilisation des résultats du projet.C’est en quelques sorte « un retour sur investissement » lorsque la démarche a été un succès.
Démarche Six Sigma pour les PME/PMI 7
C. La gestion de projet
La mise en place d’une démarche Six Sigma est un projet à part entière. Les règles de gestion de projets’y appliquent donc.
Avant de commencer, l’engagement de la direction doit être total. Sans l’appui de cette dernière, leprojet ne pourra pas se dérouler correctement. Voici les points obligatoirement définis avant de lancer le projet :
• L’équipe de projet et le chef de projet : l’équipe doit être motivée. Dans le cadre de petite structure, seul lechef de projet sera affecté à temps plein ;
• Les objectifs et contraintes du projet : Les attentes financières et la qualité de produit (ou de process)doivent être définies, chiffrées. Des indicateurs doivent être définis pour permettre le suivi du projet ;
• Les investissements et les dépenses doivent être étudiés : ainsi, les dépenses liées au projet peuvent êtreplanifiées.
• Le planning est mis en place et validé par la direction : le planning est très important. La maîtrise deséchéances permet d’assurer le bon déroulement du projet et d’éviter tout risque « d’enlisement ». De plus,pour chaque tache planifiée est désignée un responsable.
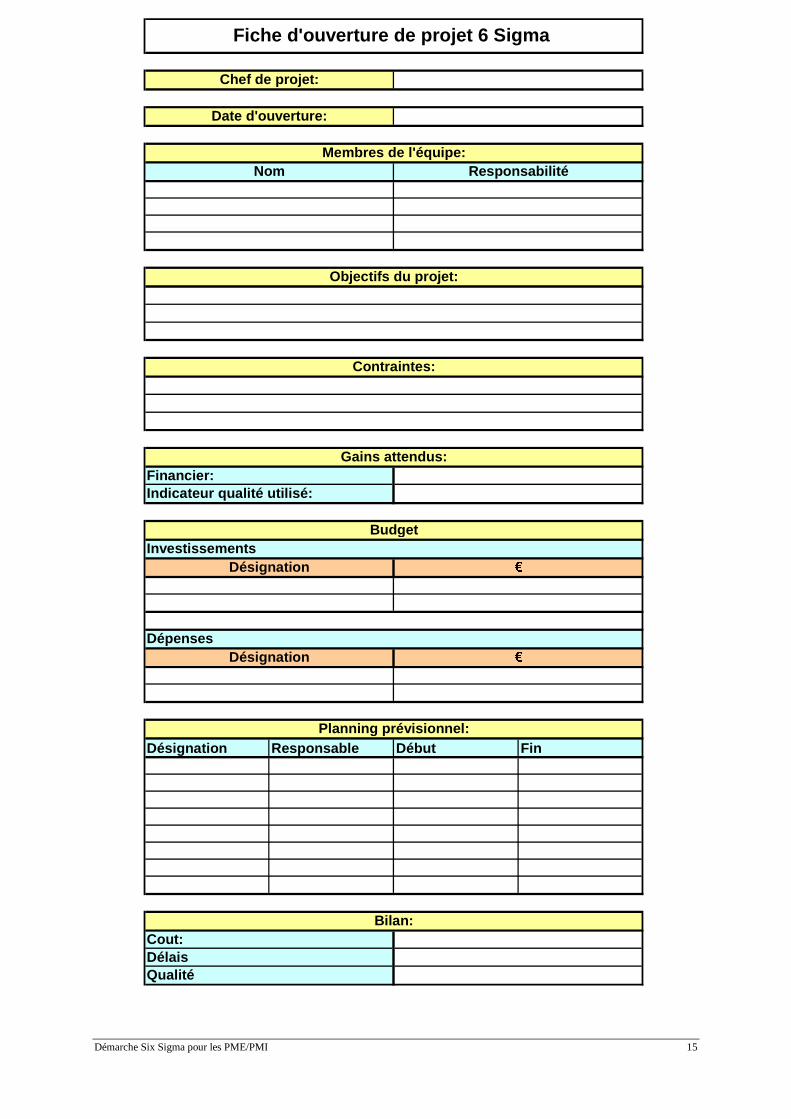
Pour chaque projet, une Fiche d’ouverture de projet doit être mise en place (voir annexes). Elle fait lasynthèse de toutes les informations relatives au projet.
D. Management Six Sigma
1. La structure habituelle
La gestion par projet est très importante dans la démarche Six Sigma car cela permet d’ordonner tousles outils à utiliser. Ainsi, il faut nommer :
• Un Black Belt qui a pour rôle d’animer le projet, de former le groupe de travail et d’utiliser les outils et laméthode 6 sigma. Il est reconnu pour sa maîtrise des outils statistiques et ses qualités de management.
• Un Champion doit définir les projets, fixer les objectifs aux Black Belt, s’assurer des ressources disponibleset organiser des revues de projet.
• Les Master Black Belt doivent enseigner, conseiller et développer la méthode. Il a déjà une certaineexpérience dans les outils statistiques. Son expérience dans le management de projets n’est plus à faire.
• Les Green Belt sont des Black Belt en formation.
2. Adaptation aux PME/PMI
Cette structure de gestion de projet est bien adaptée aux grandes entreprises. Cependant, pour les PMEet les PMI, elle n’est pas adéquat. En effet, il n’y a pas beaucoup de personnes qui travaillent sur un projet et ilfaut donc adapter la structure afin qu’elle réponde mieux aux besoins. On pourra donc simplifier cetteorganisation :
• Un chef de projet reprendra les mêmes fonctionnalités que le Black Belt ;• La direction pourra reprendre les fonctions du Champion ;• Un consultant pourra aider l’équipe à la réalisation du projet.

Démarche Six Sigma pour les PME/PMI 8
E. Les impératifs pour la réussite du projet
Le paramètre le plus important pour la réussite de la démarche Six Sigma est le soutien inconditionnelde la direction. Réaliser une démarche Six Sigma sans l’appui de cette dernière sera forcément vouée à l’échec.
La motivation du chef de projet va permettre de l’amener à l’objectif fixé, malgré les problèmes qu’ ilrencontrera en cours d’avancement. De lui va dépendre toute la conduite du projet.
Enfin, la communication autour du projet est primordial pour sa réussite. La démarche Six Sigmaapportant du changement au sein de l’organisation, il faut qu’elle soit comprise et acceptée de tous. Lacommunication doit se faire :
• Lors du lancement du projet ;• Chaque fois qu’une question se pose ;• Lors de la mise en place des outils.
Il faut intégrer les gens au changement pour qu’ ils n’aient pas l’ impression de le subir. Ils doivent êtreacteur et non pas spectateur.
Démarche Six Sigma pour les PME/PMI 9
III. Les exemples d’utilisation
A. 1er cas
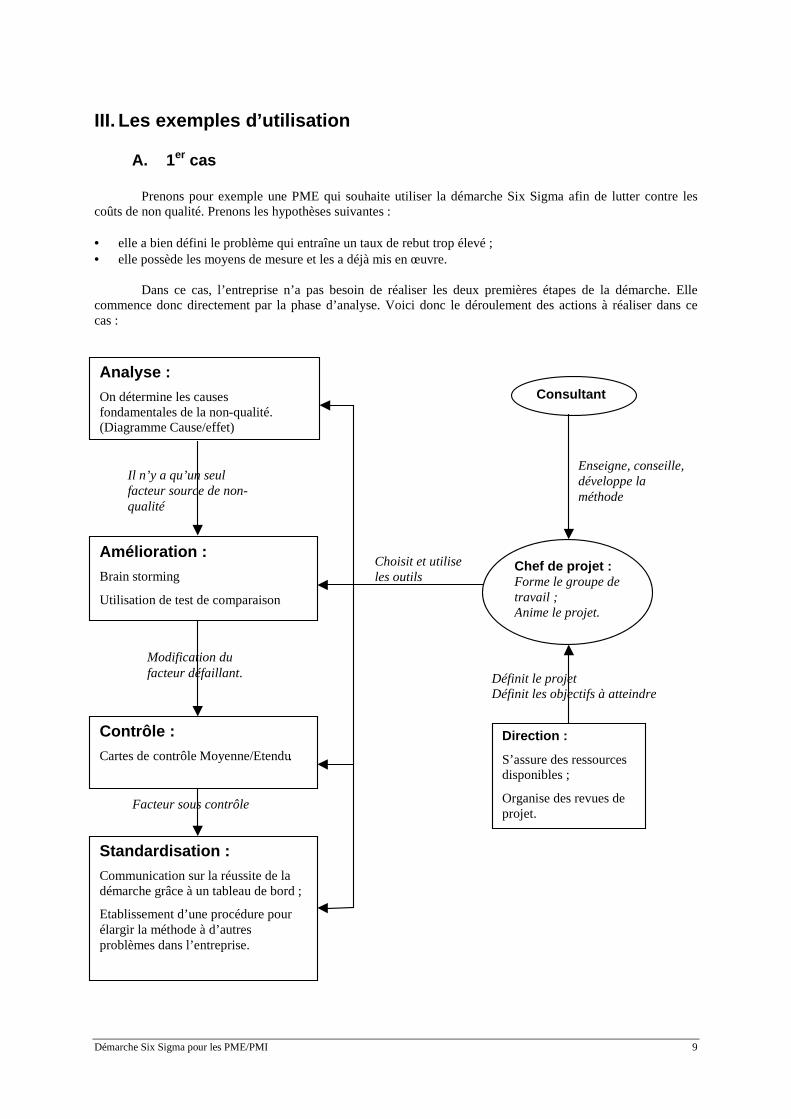
Prenons pour exemple une PME qui souhaite utiliser la démarche Six Sigma afin de lutter contre lescoûts de non qualité. Prenons les hypothèses suivantes :
• elle a bien défini le problème qui entraîne un taux de rebut trop élevé ;• elle possède les moyens de mesure et les a déjà mis en œuvre.
Dans ce cas, l’entreprise n’a pas besoin de réaliser les deux premières étapes de la démarche. Ellecommence donc directement par la phase d’analyse. Voici donc le déroulement des actions à réaliser dans cecas :
Analyse :On détermine les causesfondamentales de la non-qualité.(Diagramme Cause/effet)
Amélioration :Brain storming
Utilisation de test de comparaison
Standardisation :Communication sur la réussite de ladémarche grâce à un tableau de bord ;
Etablissement d’une procédure pourélargir la méthode à d’autresproblèmes dans l’entreprise.
Il n’y a qu’un seulfacteur source de non-qualité
Modification dufacteur défaillant.
Facteur sous contrôle
Choisit et utiliseles outils
Consultant
Enseigne, conseille,développe laméthode
Définit le projetDéfinit les objectifs à atteindre
Direction :
S’assure des ressourcesdisponibles ;
Organise des revues deprojet.
Chef de projet :Forme le groupe detravail ;Anime le projet.
Contrôle :Cartes de contrôle Moyenne/Etendu.
Démarche Six Sigma pour les PME/PMI 10
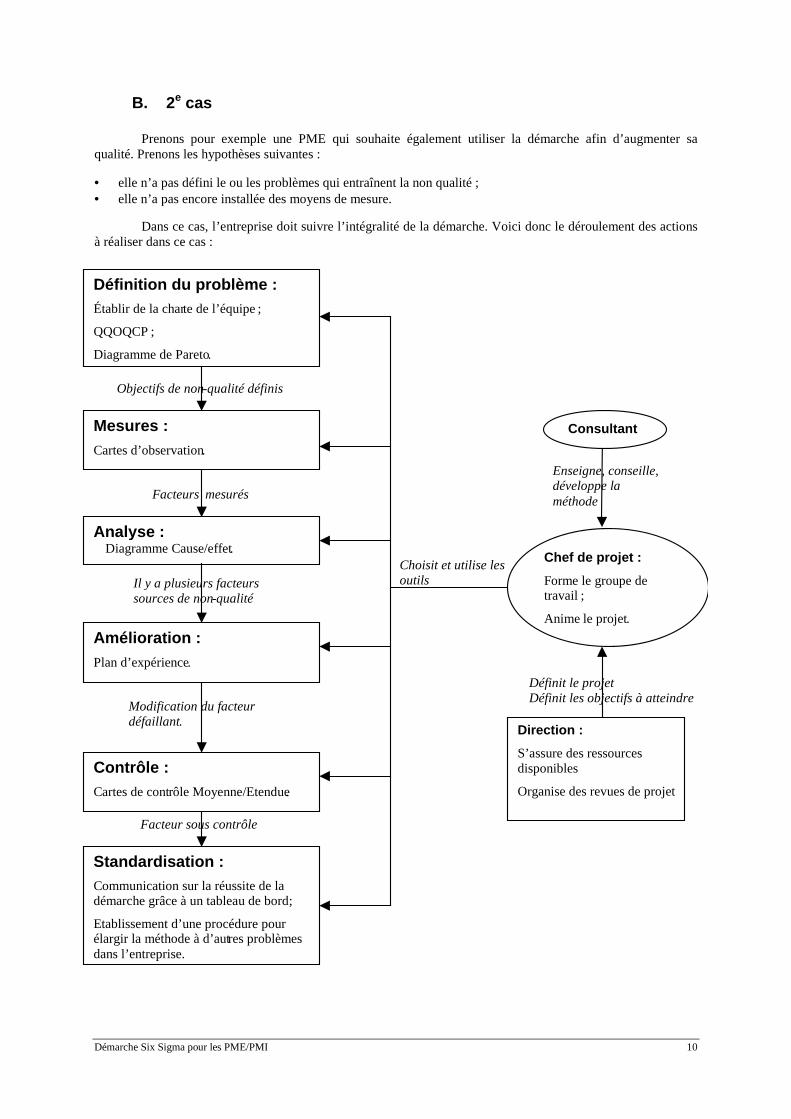
B. 2e cas
Prenons pour exemple une PME qui souhaite également utiliser la démarche afin d’augmenter saqualité. Prenons les hypothèses suivantes :
• elle n’a pas défini le ou les problèmes qui entraînent la non qualité ;• elle n’a pas encore installée des moyens de mesure.
Dans ce cas, l’entreprise doit suivre l’ intégralité de la démarche. Voici donc le déroulement des actionsà réaliser dans ce cas :
Standardisation :Communication sur la réussite de ladémarche grâce à un tableau de bord;
Etablissement d’une procédure pourélargir la méthode à d’autres problèmesdans l’entreprise.
Modification du facteurdéfaillant.
Facteur sous contrôle
Définit le projetDéfinit les objectifs à atteindre
Direction :
S’assure des ressourcesdisponibles
Organise des revues de projet
Contrôle :Cartes de contrôle Moyenne/Etendue.
Mesures :Cartes d’observation.
Analyse :Diagramme Cause/effet.
Amélioration :Plan d’expérience.
Il y a plusieurs facteurssources de non-qualité
Enseigne, conseille,développe laméthode
Objectifs de non-qualité définis
Facteurs mesurés
Définition du problème :Établir de la charte de l’équipe;
QQOQCP;
Diagramme de Pareto.
Choisit et utilise lesoutils
Chef de projet :
Forme le groupe detravail ;
Animele projet.
Consultant

Démarche Six Sigma pour les PME/PMI 11
IV. Résumé des outils :
La matrice suivante présente les outils et leurs utilisations au sein des étapes de la démarche.
Etapes 6 sigma
Outils
Déf
inir
Mes
ure
r
An
alys
er
Am
élio
rer
Co
ntr
ôle
r
Sta
nd
ard
iser
QQOQCOP X X XDiagrame de pareto X XHistogramme X X5 pourquoi X XRépétabilité et Reproductibilité XFeuille de relevé XCarte d'observation XBoîte à moustache XAnalyse factorielle XAnalyse de la variance X5 M Xrégression mutiple XAMDEC XBrainstorming (débalage d'idée) X3 Q XPlan d'expériences (plusieurs facteurs) XTest de comparaison (un seul facteur) XCartes de contrôles XProcédure X
Démarche Six Sigma pour les PME/PMI 12
V. Annexes :
Bibliographie 11
Liste des outils Six Sigma 12
Fiche d’ouverture de projet 13
Fiche de suivi de projet 16
QQOQCP 17
5 Pourquoi 18
5M 19
Feuille de relevé / Histogramme 20
AMDEC 21Grille d’AMDEC 21Notation générale 22Notation produit 23
Carte de contrôle 24XB/S 24XB/R 25
Démarche Six Sigma pour les PME/PMI 13
A. Bibliographie
Bibliographie
Ouvrage
Livres sur la méthode 6 sigma et ses outils :
- Objectif Six Sigma Georges Eckes Village mondial 2001
- Qualité en production Daniel Duret, Maurice Pillet Edition d’organisation 2001
- Six sigma Mikel J-Harry tri Star Publishing 1997
- The vision of six sigma : application ressource ( trois volumes )Mikel J-Harry tri Star Publishing 1997
- The vision of six sigma : Tools and Methods for Breakthrough ( trois volumes )Mikel J-Harry tri Star Publishing 1997
Livres sur les outils spécifiques :
MSP : Maîtrise des statistiques et des procédés
- Appliquer la Maîtrise Statistique des Procédés(MSP / SPC) Maurice Pillet Edition d’organisation 1994
- L’ABC de la MSP en BD Emmanuel Duclos E.Duclos conseil 2001
Plan d’expériences
- Introduction aux plans d’expériences par la méthode Taguchi Maurice Pillet Edition d’organisation 1994
AMDEC : Analyse de Modes de Défaillances, de leurs Effets et de leurs Criticités.
- AMDEC : Guide pratique Gérard Landy AFNOR 2001
Les outils de la qualité
- Gestion industrielle et performances Gilles Lasnier Hermes 2001
Internet :
- http://www.isixsigma.com- http://www.adamssixsigma.com- http://www.6sigma.us- http://www.ge.com/sixsigma- http://www.6-sigma.com- https://www.rathstrong.com/rs- http://www.sixsigmaspc.com- http://www.sixsigmabenchmarking.com
Démarche Six Sigma pour les PME/PMI 14
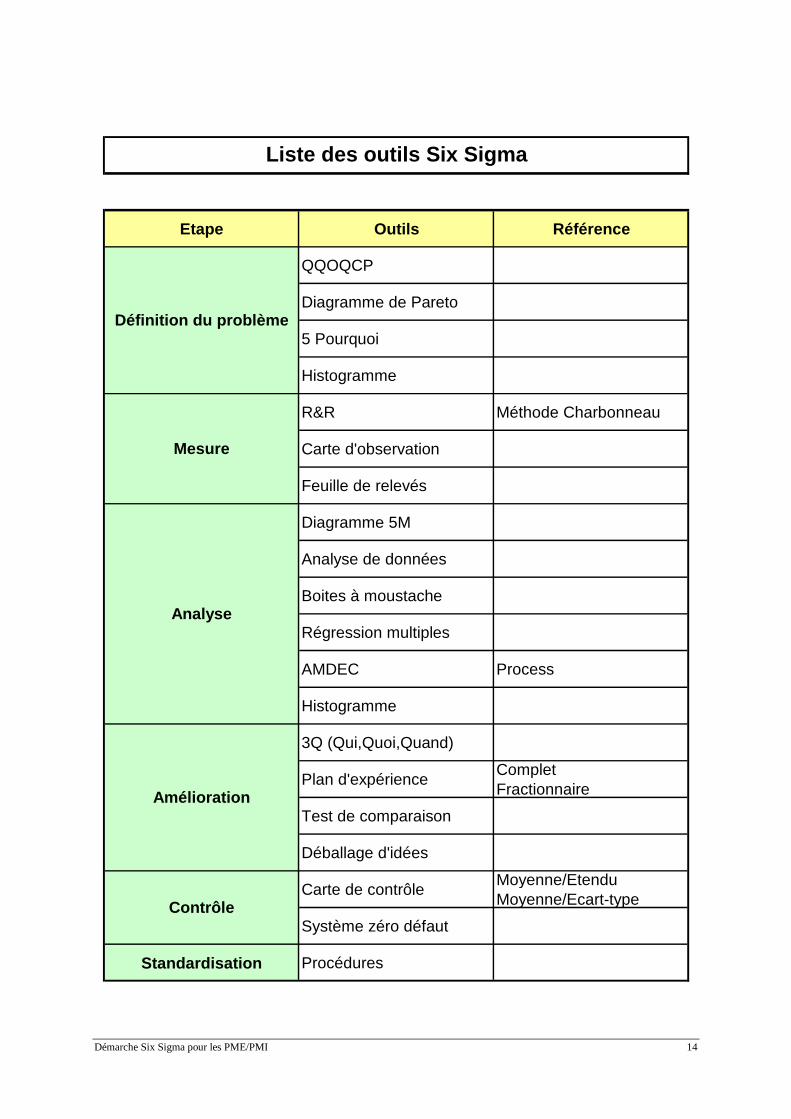
B. Liste des principaux outils
Etape Outils Référence
QQOQCP
Diagramme de Pareto
5 Pourquoi
Histogramme
R&R Méthode Charbonneau
Carte d'observation
Feuille de relevés
Diagramme 5M
Analyse de données
Boites à moustache
Régression multiples
AMDEC Process
Histogramme
3Q (Qui,Quoi,Quand)
Plan d'expérienceCompletFractionnaire
Test de comparaison
Déballage d'idées
Carte de contrôleMoyenne/EtenduMoyenne/Ecart-type
Système zéro défaut
Standardisation Procédures
Amélioration
Contrôle
Liste des outils Six Sigma
Définition du problème
Mesure
Analyse
Démarche Six Sigma pour les PME/PMI 15
C. Fiche d’ouverture de projet
Désignation Responsable Début Fin
InvestissementsDésignation
�
Budget
Financier:Indicateur qualité utilisé:
Bilan:Cout:DélaisQualité
Planning prévisionnel:
Désignation�
Dépenses
Membres de l'équipe:
Objectifs du projet:
Contraintes:
Gains attendus:
Nom Responsabilité
Chef de projet:
Fiche d'ouverture de projet 6 Sigma
Date d'ouverture:
Démarche Six Sigma pour les PME/PMI 16
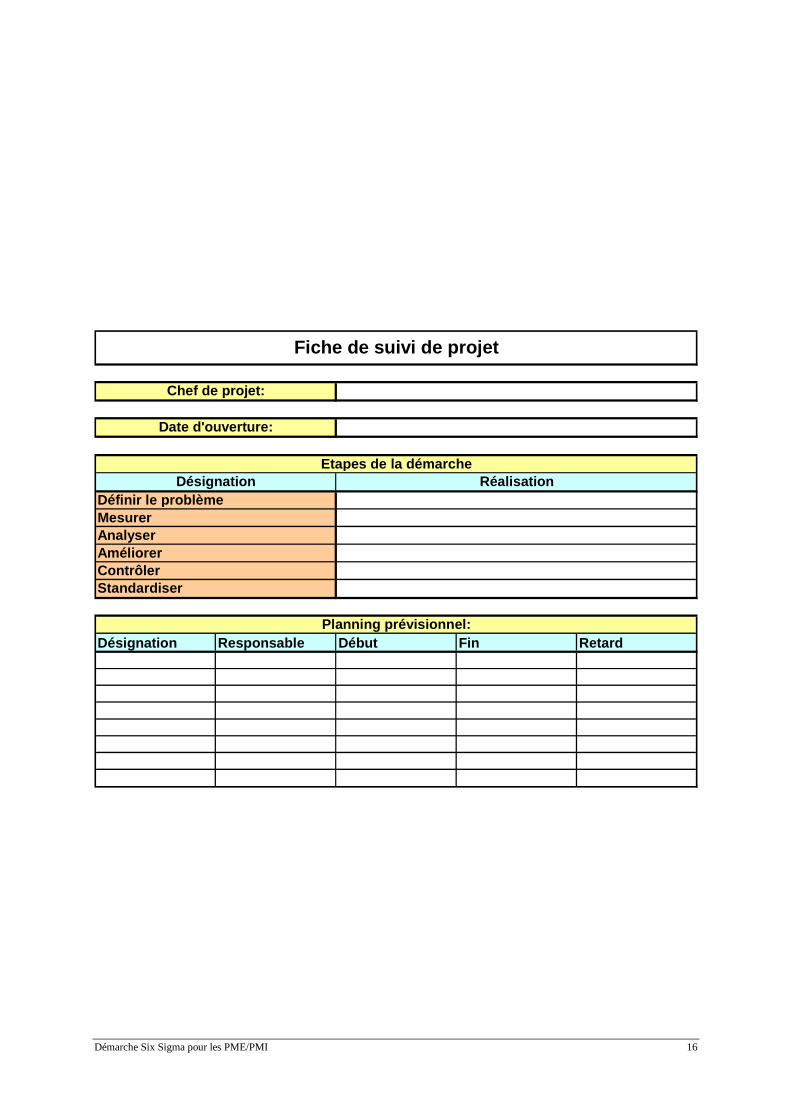
D. Fiche de suivi de projet
Désignation Responsable Début Fin Retard
Améliorer
Date d'ouverture:
Analyser
Planning prévisionnel:
ContrôlerStandardiser
Etapes de la démarche
Fiche de suivi de projet
Désignation Réalisation
MesurerDéfinir le problème
Chef de projet:
Démarche Six Sigma pour les PME/PMI 17
E. QQOQCP
Questions Réponses Combien (apparition)QuiQuoiOùQuandCommentPourquoi
Méthode QQOQCP
Démarche Six Sigma pour les PME/PMI 18
F. 5 Pourquoi
Pourquoi?
Pourquoi?
Problème:
Méthode des 5 Pourquoi
Conclusion
Pourquoi?
Pourquoi?
Pourquoi?
Démarche Six Sigma pour les PME/PMI 19
G. 5MDiagramme des 5 M
Machine Matière Main-d’œuvre
Méthode Milieu
Démarche Six Sigma pour les PME/PMI 20
H. Feuille de relevé / Histogramme
Il faut prendre quelques précautions pour faire un histogramme- il faut choisir le nombre de classes en fonction du nombre de mesures : Nc=racine(n)- il faut choisir une largeur de classe multiple des valeurs
Histogrammes
Feuille de relevés
Type de produit : Date :
diagramme de concentration de défauts
Atelier : Numéro du lot : Taille de l'échantillon : Contrôleur
Type de défauts Nombre de non-conformités
dessiner la pièce et indiquer les endroits où se situent les défauts ainsi que leur nombre de non conformité (on repèrera donc les points faibles de la pièce)
Total
Intervalle de tolérance
cible
fréquence d'apparition
Largeur de classe
Démarche Six Sigma pour les PME/PMI 21
I. AMDEC
1. Grille d’AMDECDescriptionLibellé ou opération
Effet Cause G F D Criticité Responsable DélaiDescription de l'action
G F D Criticité
0 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 00 0
Grille d'évaluation AMDEC
AMDEC : Analyse de Modes de Défaillances, de leurs Effets et de leurs Criticités. Page :Produit ou processus :Points étudiés spécifiques :
Pilote de l'AMDEC : Référence du plan :Date de l'AMDEC :
Groupe de travail :
N° Defaut sur le produit Plan de
surveillance
Cotation Action corrective Résultats
Démarche Six Sigma pour les PME/PMI 22
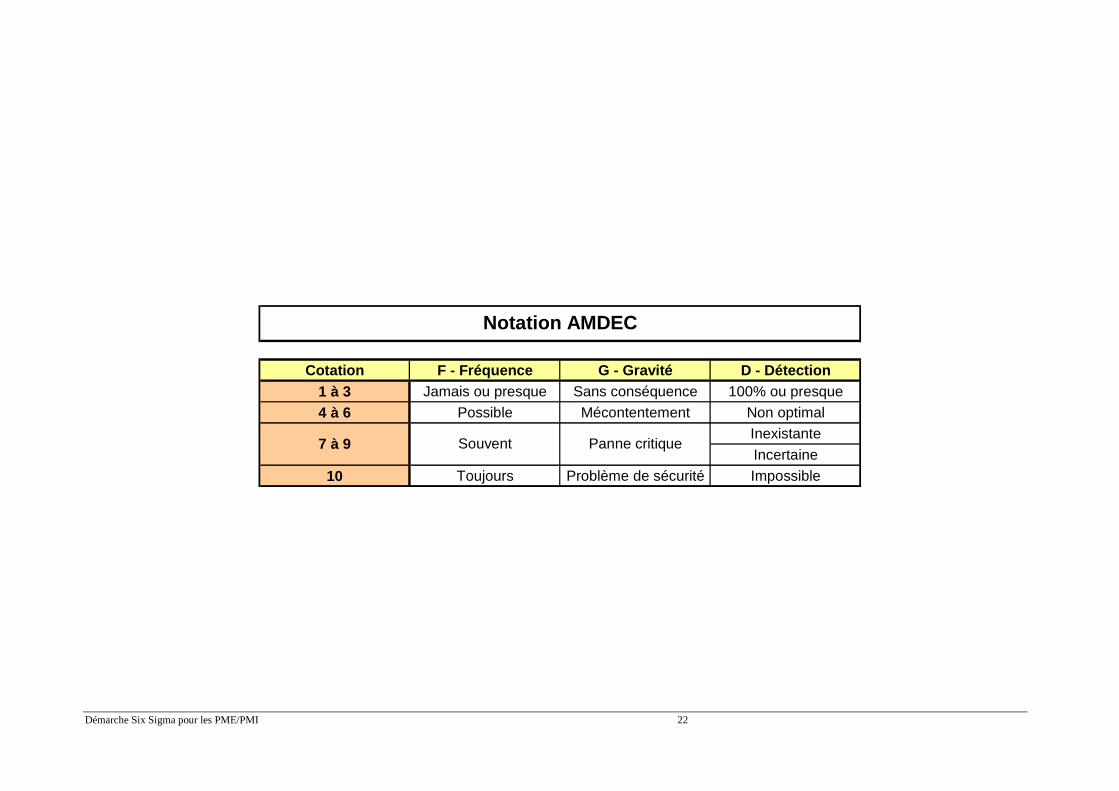
2. Notation générale
Cotation F - Fréquence G - Gravité D - Détection1 à 3 Jamais ou presque Sans conséquence 100% ou presque
4 à 6 Possible Mécontentement Non optimal
Inexistante
Incertaine
10 Toujours Problème de sécurité Impossible
Notation AMDEC
7 à 9 Souvent Panne critique
Démarche Six Sigma pour les PME/PMI 23
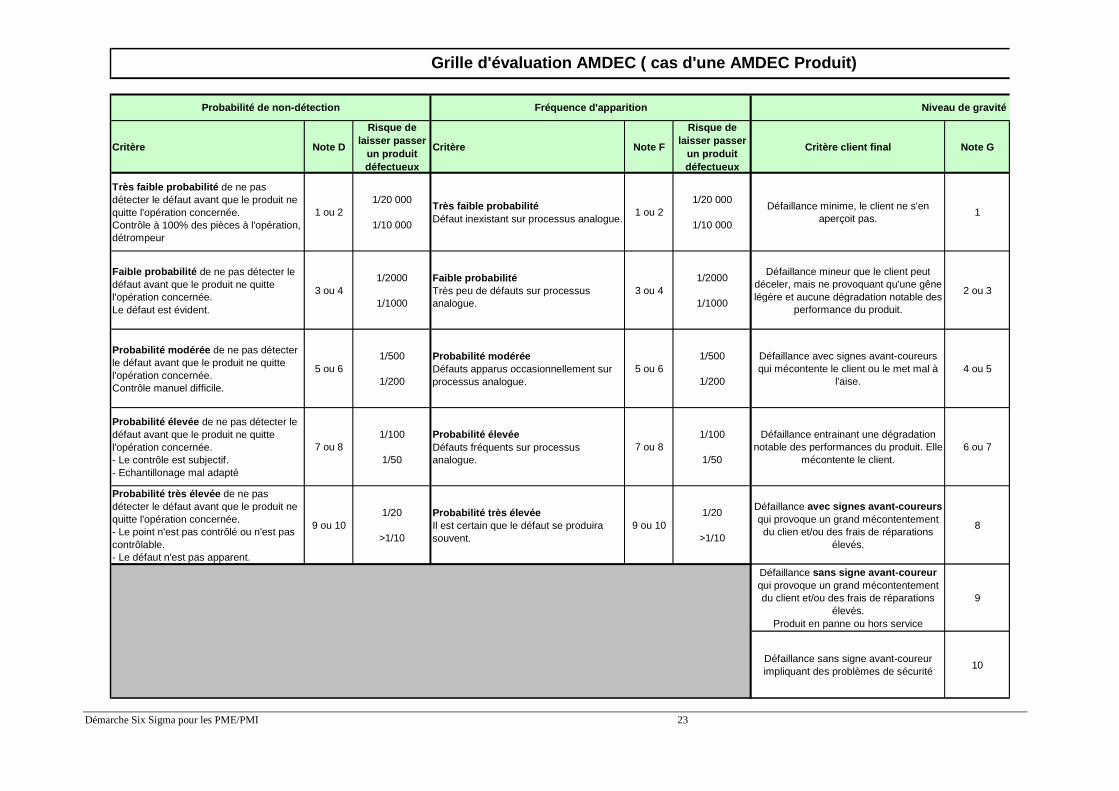
3. Notation produitCritère Note D
Risque de laisser passer
un produit défectueux
Critère Note F
Risque de laisser passer
un produit défectueux
Critère client final Note G
Très faible probabilité de ne pas détecter le défaut avant que le produit ne quitte l'opération concernée.Contrôle à 100% des pièces à l'opération, détrompeur
1 ou 21/20 000
1/10 000
Très faible probabilitéDéfaut inexistant sur processus analogue.
1 ou 21/20 000
1/10 000
Défaillance minime, le client ne s'en aperçoit pas.
1
Faible probabilité de ne pas détecter le défaut avant que le produit ne quitte l'opération concernée.Le défaut est évident.
3 ou 41/2000
1/1000
Faible probabilitéTrès peu de défauts sur processus analogue.
3 ou 41/2000
1/1000
Défaillance mineur que le client peut déceler, mais ne provoquant qu'une gêne légère et aucune dégradation notable des
performance du produit.
2 ou 3
Probabilité modérée de ne pas détecter le défaut avant que le produit ne quitte l'opération concernée.Contrôle manuel difficile.
5 ou 61/500
1/200
Probabilité modérée Défauts apparus occasionnellement sur processus analogue.
5 ou 61/500
1/200
Défaillance avec signes avant-coureurs qui mécontente le client ou le met mal à
l'aise.4 ou 5
Probabilité élevée de ne pas détecter le défaut avant que le produit ne quitte l'opération concernée.- Le contrôle est subjectif.- Echantillonage mal adapté
7 ou 81/100
1/50
Probabilité élevée Défauts fréquents sur processus analogue.
7 ou 81/100
1/50
Défaillance entrainant une dégradation notable des performances du produit. Elle
mécontente le client.6 ou 7
Probabilité très élevée de ne pas détecter le défaut avant que le produit ne quitte l'opération concernée.- Le point n'est pas contrôlé ou n'est pas contrôlable.- Le défaut n'est pas apparent.
9 ou 101/20
>1/10
Probabilité très élevée Il est certain que le défaut se produira souvent.
9 ou 101/20
>1/10
Défaillance avec signes avant-coureurs qui provoque un grand mécontentement du clien et/ou des frais de réparations
élevés.
8
Défaillance sans signe avant-coureur qui provoque un grand mécontentement du client et/ou des frais de réparations
élevés.Produit en panne ou hors service
9
Défaillance sans signe avant-coureur impliquant des problèmes de sécurité
10
Grille d'évaluation AMDEC ( cas d'une AMDEC Produit)
Probabilité de non-détection Fréquence d'apparition Niveau de gravité

Démarche Six Sigma pour les PME/PMI 24
J. Carte de contrôle
1. XB/S
Carte de contrôle Moyenne/Ecart-type
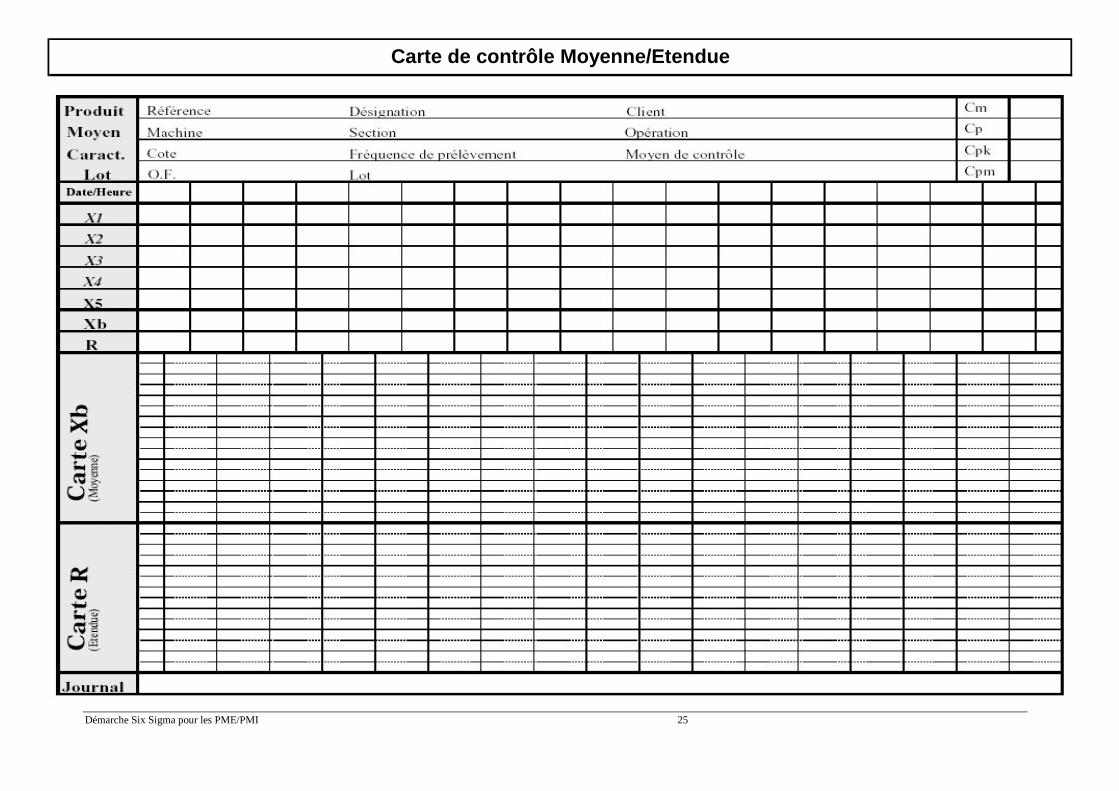
Démarche Six Sigma pour les PME/PMI 25
2. XB/R
Carte de contrôle Moyenne/Etendue