CONTROLE EN SERVICE, DE CANALISATIONS EN … · CONTROLE EN SERVICE, DE CANALISATIONS EN ZONES...
24
CONTROLE EN SERVICE, DE CANALISATIONS EN ZONES INACCESSIBLES : ETAT DE L’ART, RETOUR D’EXPERIENCE ET PERSPECTIVES P. Dainelli, S. Yaacoubi, W. Ke, G. Framezelle, S. Bittendiebel, Institut de Soudure F. Lepiller, M. Tessier Institut de Soudure Industrie Le contrôle en service, de zones inaccessibles est une thématique identifiée, pour laquelle la plupart des exploitants, espèrent l’arrivée de solutions opérationnelles simples et permettant une appréhension des endommagements similaires à celle utilisée jusqu’à ce jour avec les techniques de contrôles non destructif (CND) dites « conventionnelles » ou « classiques ». La technique Ondes Ultrasonores Guidées Longue portée OUG-L (appelée également LGRUT pour Long Range Ultrasonic Testing) tend à être de plus en plus usitée dans le contrôle des canalisations. L’article présentera des exemples de cas d’applications industrielles, une discussion sur les réels apports de certaines avancées techniques pour la détection : Revue des principaux systèmes de contrôle, Le choix du mode émis, Le focusing, Le contrôle de canalisation avec supports soudés. Les méthodologies de caractérisation, classification des indications seront également exposées : Interaction faisceau / défaut, Apport du focusing, Les outils de calibration et d’étalonnage. Enfin, les perspectives apportées par de nouveaux développements vis-à-vis de la caractérisation et des techniques Ondes Ultrasonores Guidées Courte portée OUG-C seront détaillées ainsi qu’une avantageuse stratégie de mise en œuvre combinée OUG-L et OUG- C. AVANCEES TECHNIQUES SUR LA DETECTION OUG-L Introduction Aujourd’hui le marché de la vente des équipements OUG-L poursuit son évolution, avec l’arrivée de nouveaux acteurs. 1 De même, la normalisation progresse et permet d’encadrer la mise en œuvre de cette technique avec la parution de différentes normes nationales et internationales 2 , 3 , 4 , 5 , 6 , ainsi que des projets de normes assez avancés donnant des limites ou un cadre à la réalisation de l’analyse 7 et des critères d’acceptation. 8 Il est même possible de dire, qu’aujourd’hui, le marché de l’équipement OUG-L tend à se scinder en deux : les équipements pour l’inspection, ainsi que les équipements pour le monitoring. Applications de monitoring La mise en œuvre de la technique OUG-L appliquée au monitoring offre de nombreux avantages dont une sensibilité de détection significativement accrue, par analyse statistique de l’évolution des signaux en fonction du temps. 9 , 10 Le déploiement de solutions de monitoring efficaces, nécessite en amont, des travaux d’ingénierie pour définir l’architecture du système de monitoring 11 , le traitement de contraintes de mise en œuvre particulières (sécurité, résistance, …) et fréquemment, le couplage de différentes techniques ou méthodes : Ondes Ultrasonores Guidées Longue portée (distance de tuyauterie surveillée de 10 m à 80 m), More info about this article: http://www.ndt.net/?id=16181
Transcript of CONTROLE EN SERVICE, DE CANALISATIONS EN … · CONTROLE EN SERVICE, DE CANALISATIONS EN ZONES...
CONTROLE EN SERVICE, DE CANALISATIONS EN ZONES INACCESSIBLES : ETAT DE L’ART, RETOUR D’EXPERIENCE ET
PERSPECTIVES P. Dainelli, S. Yaacoubi, W. Ke, G. Framezelle, S. Bittendiebel, Institut de Soudure
F. Lepiller, M. Tessier Institut de Soudure Industrie Le contrôle en service, de zones inaccessibles est une thématique identifiée, pour laquelle la plupart des exploitants, espèrent l’arrivée de solutions opérationnelles simples et permettant une appréhension des endommagements similaires à celle utilisée jusqu’à ce jour avec les techniques de contrôles non destructif (CND) dites « conventionnelles » ou « classiques ». La technique Ondes Ultrasonores Guidées Longue portée OUG-L (appelée également LGRUT pour Long Range Ultrasonic Testing) tend à être de plus en plus usitée dans le contrôle des canalisations. L’article présentera des exemples de cas d’applications industrielles, une discussion sur les réels apports de certaines avancées techniques pour la détection :
Revue des principaux systèmes de contrôle,
Le choix du mode émis,
Le focusing,
Le contrôle de canalisation avec supports soudés. Les méthodologies de caractérisation, classification des indications seront également exposées :
Interaction faisceau / défaut,
Apport du focusing,
Les outils de calibration et d’étalonnage. Enfin, les perspectives apportées par de nouveaux développements vis-à-vis de la caractérisation et des techniques Ondes Ultrasonores Guidées Courte portée OUG-C seront détaillées ainsi qu’une avantageuse stratégie de mise en œuvre combinée OUG-L et OUG-C.
AVANCEES TECHNIQUES SUR LA DETECTION OUG-L
Introduction
Aujourd’hui le marché de la vente des équipements OUG-L poursuit son évolution, avec l’arrivée de nouveaux acteurs.1 De même, la normalisation progresse et permet d’encadrer la mise en œuvre de cette technique avec la parution de différentes normes nationales et internationales 2, 3, 4, 5, 6, ainsi que des projets de normes assez avancés donnant des limites ou un cadre à la réalisation de l’analyse 7 et des critères d’acceptation. 8 Il est même possible de dire, qu’aujourd’hui, le marché de l’équipement OUG-L tend à se scinder en deux : les équipements pour l’inspection, ainsi que les équipements pour le monitoring.
Applications de monitoring
La mise en œuvre de la technique OUG-L appliquée au monitoring offre de nombreux avantages dont une sensibilité de détection significativement accrue, par analyse statistique de l’évolution des signaux en fonction du temps. 9, 10 Le déploiement de solutions de monitoring efficaces, nécessite en amont, des travaux d’ingénierie pour définir l’architecture du système de monitoring 11, le traitement de contraintes de mise en œuvre particulières (sécurité, résistance, …) et fréquemment, le couplage de différentes techniques ou méthodes :
Ondes Ultrasonores Guidées Longue portée (distance de tuyauterie surveillée de 10 m à 80 m),
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
1618
1
Ondes Ultrasonores Guidées Courte portée (distance de tuyauterie surveillée 200 mm à 5 m),
Ultrasons par mesure d’épaisseur, Emission acoustique,
… Ces applications ne sont pas traitées dans cet article. Toutefois, Institut de Soudure travaille activement sur le développement de solutions monitoring basées sur les Ondes Ultrasonores Guidées mais également sur d’autres méthodes CND. 12 13 14
Domaines d’emploi des Ondes Ultrasonores Guidées pour le contrôle des canalisations
Il est important de rappeler la genèse de la technique OUG-L et également les domaines d’emploi pour lesquels la technique est adéquate. En effet, malgré la relative maturité de la technique, le manque de connaissances théoriques, techniques et terrain de nombreux intervenants (prestataires, vendeurs de matériels, …) conduit à véhiculer des informations erronées amenant à une vision controversée de cette technique par certains donneurs d’ordres. Historiquement, la technique OUG-L a été développée pour répondre à la question de la détection rapide, de la corrosion sous calorifuge sur les tuyauteries en minimisant la longueur à décalorifuger. Les travaux appliqués à cette problématique démarrèrent en 1991. La taille de défaut recherchée était fixée à environ 50 % de perte d’épaisseur sur environ 50 % du diamètre, soit environ 6 % de la circonférence. Ce défaut recherché correspondait à une perte de section comprise entre 5 % et 10 %, compatible avec le rapport signal bruit d’environ 40 dB que permettait cette 1ère génération d’équipements. 15 Dans la pratique et en exploitant notre retour d’expérience, les domaines d’emploi pour lesquels la technique offre une valeur ajoutée majeure, sont :
Lignes où la criticité des défauts peut être très élevée : o Meilleure probabilité de détection (POD : Probability of Detection) que
l’inspection visuelle, o Capacité à distinguer des endommagements internes non prévus, o Possibilité de diagnostiquer rapidement et à distance des incidents sur les
canalisations de transport : chocs et impacts.
Inspection visuelle (IV) couteuse en termes d’accès à la tuyauterie, avec des zones quasi-impossible à inspecter par IV, ou contraignante en termes de HSE :
o Recherche de corrosion sous calorifuge (CUI : Corrosion Under Insulation) : permet d’assurer un contrôle volumique à 100 % sur de grandes distances, en se limitant à des opérations locales de décalorifugeage,
o Les passages sous ponceaux, où l’inspection visuelle est très difficile en termes d’accès et de contraintes HSE (utilisation d’ARI),
o Le contrôle en rack aérien inaccessible et sous des zones de supportage simples (pipeline posé sur des poutrelles métalliques),
o Le contrôle de canalisations verticales, o Passages aériens au-dessus de réseaux de transport (routiers, ferrés, …)
Le contrôle en service sur les zones nécessitant des opérations lourdes pouvant entrainer des baisses voire des arrêts de production :
o le contrôle de canalisations non revêtues passant en gaine à travers des murs ou des merlons,
o Les tuyauteries de transport adjacentes ou situées sous des ouvrages d’arts. Recherche rapide de zones d’endommagements internes :
o Zone de suspicion de corrosion interne, o Par exemple réseau d’incendie exposé à des corrosions d’origine biologique
(MIC : microbiologically influenced corrosion).
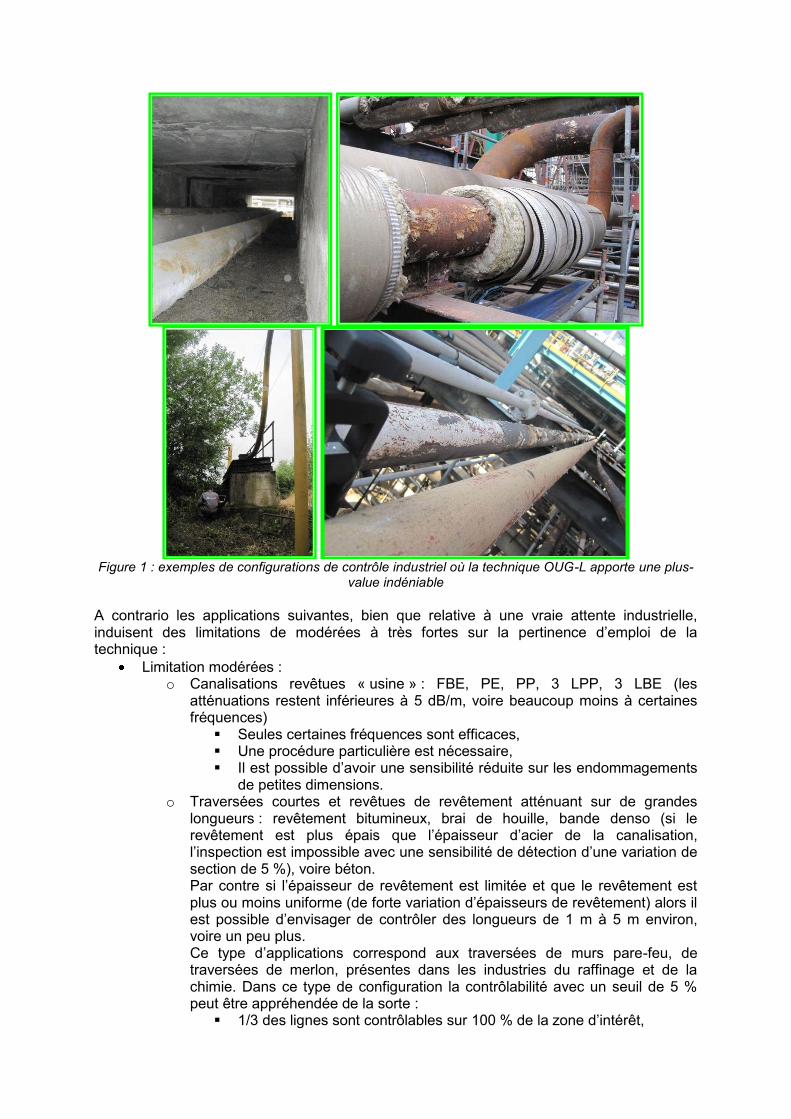
Figure 1 : exemples de configurations de contrôle industriel où la technique OUG-L apporte une plus-
value indéniable
A contrario les applications suivantes, bien que relative à une vraie attente industrielle, induisent des limitations de modérées à très fortes sur la pertinence d’emploi de la technique :
Limitation modérées : o Canalisations revêtues « usine » : FBE, PE, PP, 3 LPP, 3 LBE (les
atténuations restent inférieures à 5 dB/m, voire beaucoup moins à certaines fréquences)
Seules certaines fréquences sont efficaces, Une procédure particulière est nécessaire, Il est possible d’avoir une sensibilité réduite sur les endommagements
de petites dimensions. o Traversées courtes et revêtues de revêtement atténuant sur de grandes
longueurs : revêtement bitumineux, brai de houille, bande denso (si le revêtement est plus épais que l’épaisseur d’acier de la canalisation, l’inspection est impossible avec une sensibilité de détection d’une variation de section de 5 %), voire béton. Par contre si l’épaisseur de revêtement est limitée et que le revêtement est plus ou moins uniforme (de forte variation d’épaisseurs de revêtement) alors il est possible d’envisager de contrôler des longueurs de 1 m à 5 m environ, voire un peu plus. Ce type d’applications correspond aux traversées de murs pare-feu, de traversées de merlon, présentes dans les industries du raffinage et de la chimie. Dans ce type de configuration la contrôlabilité avec un seuil de 5 % peut être appréhendée de la sorte :
1/3 des lignes sont contrôlables sur 100 % de la zone d’intérêt,
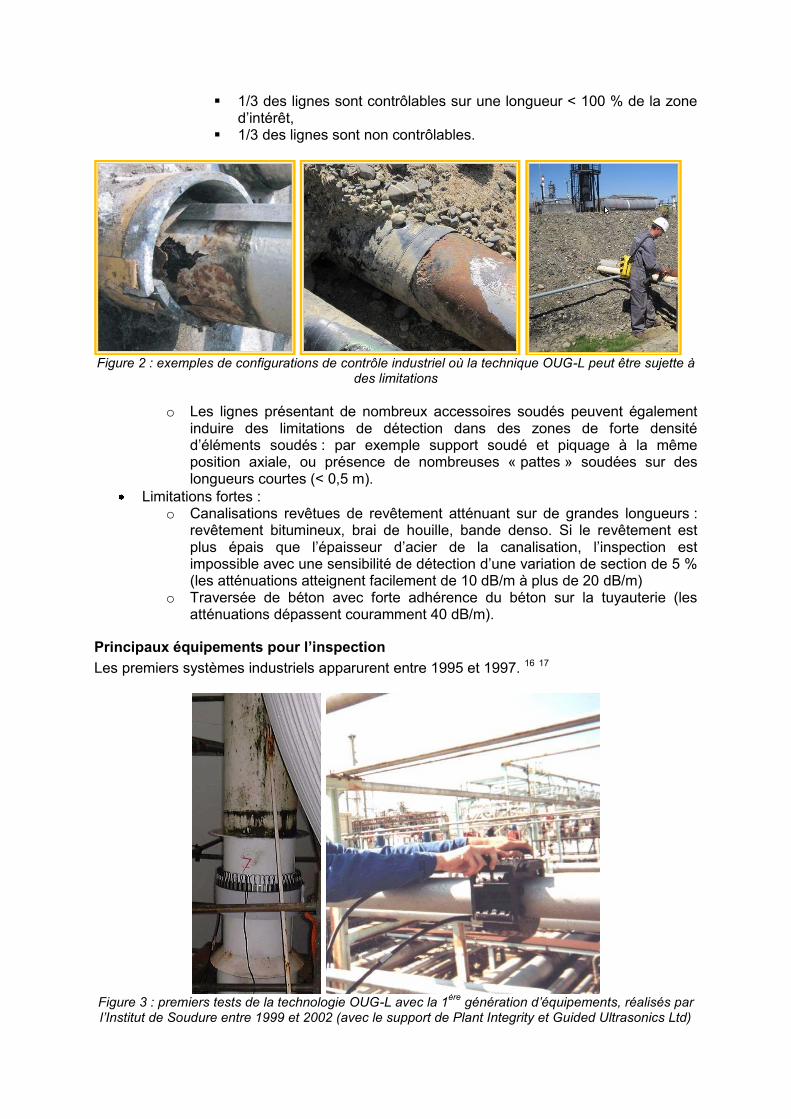
1/3 des lignes sont contrôlables sur une longueur < 100 % de la zone d’intérêt,
1/3 des lignes sont non contrôlables.
Figure 2 : exemples de configurations de contrôle industriel où la technique OUG-L peut être sujette à
des limitations
o Les lignes présentant de nombreux accessoires soudés peuvent également
induire des limitations de détection dans des zones de forte densité d’éléments soudés : par exemple support soudé et piquage à la même position axiale, ou présence de nombreuses « pattes » soudées sur des longueurs courtes (< 0,5 m).
Limitations fortes : o Canalisations revêtues de revêtement atténuant sur de grandes longueurs :
revêtement bitumineux, brai de houille, bande denso. Si le revêtement est plus épais que l’épaisseur d’acier de la canalisation, l’inspection est impossible avec une sensibilité de détection d’une variation de section de 5 % (les atténuations atteignent facilement de 10 dB/m à plus de 20 dB/m)
o Traversée de béton avec forte adhérence du béton sur la tuyauterie (les atténuations dépassent couramment 40 dB/m).
Principaux équipements pour l’inspection
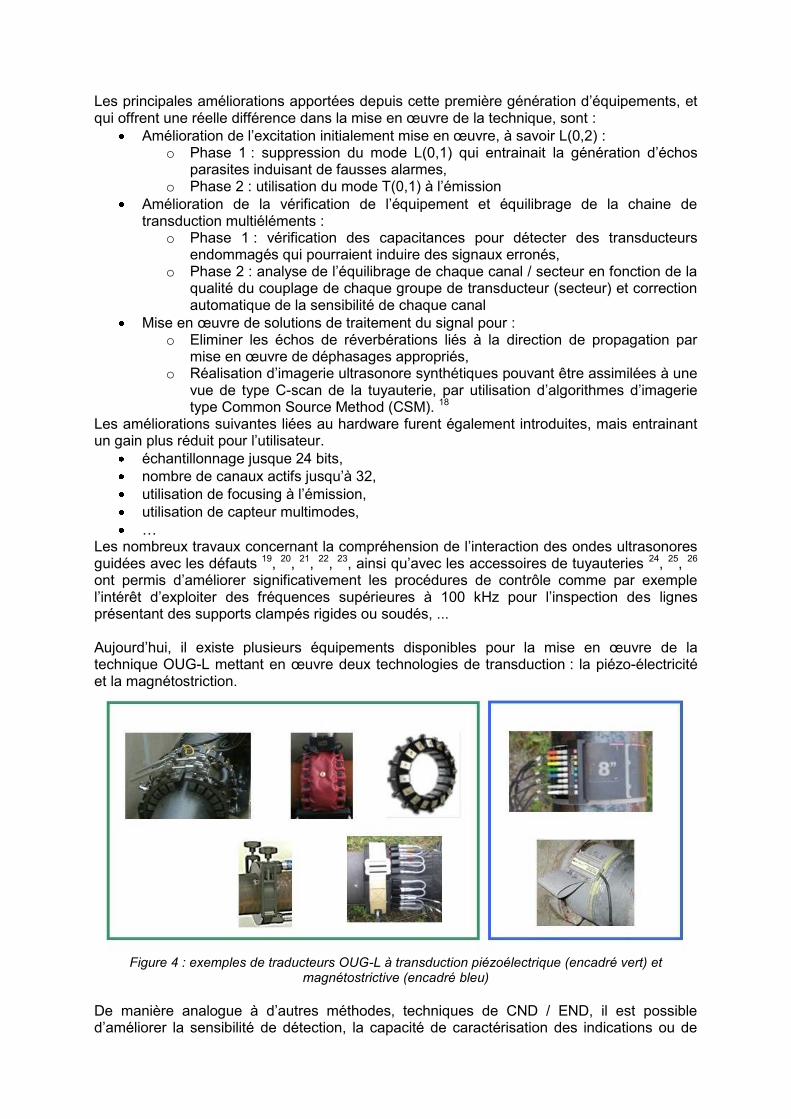
Les premiers systèmes industriels apparurent entre 1995 et 1997. 16 17
Figure 3 : premiers tests de la technologie OUG-L avec la 1
ère génération d’équipements, réalisés par
l’Institut de Soudure entre 1999 et 2002 (avec le support de Plant Integrity et Guided Ultrasonics Ltd)
Les principales améliorations apportées depuis cette première génération d’équipements, et qui offrent une réelle différence dans la mise en œuvre de la technique, sont :
Amélioration de l’excitation initialement mise en œuvre, à savoir L(0,2) : o Phase 1 : suppression du mode L(0,1) qui entrainait la génération d’échos
parasites induisant de fausses alarmes, o Phase 2 : utilisation du mode T(0,1) à l’émission
Amélioration de la vérification de l’équipement et équilibrage de la chaine de transduction multiéléments :
o Phase 1 : vérification des capacitances pour détecter des transducteurs endommagés qui pourraient induire des signaux erronés,
o Phase 2 : analyse de l’équilibrage de chaque canal / secteur en fonction de la qualité du couplage de chaque groupe de transducteur (secteur) et correction automatique de la sensibilité de chaque canal
Mise en œuvre de solutions de traitement du signal pour : o Eliminer les échos de réverbérations liés à la direction de propagation par
mise en œuvre de déphasages appropriés, o Réalisation d’imagerie ultrasonore synthétiques pouvant être assimilées à une
vue de type C-scan de la tuyauterie, par utilisation d’algorithmes d’imagerie type Common Source Method (CSM). 18
Les améliorations suivantes liées au hardware furent également introduites, mais entrainant un gain plus réduit pour l’utilisateur.
échantillonnage jusque 24 bits,
nombre de canaux actifs jusqu’à 32, utilisation de focusing à l’émission, utilisation de capteur multimodes,
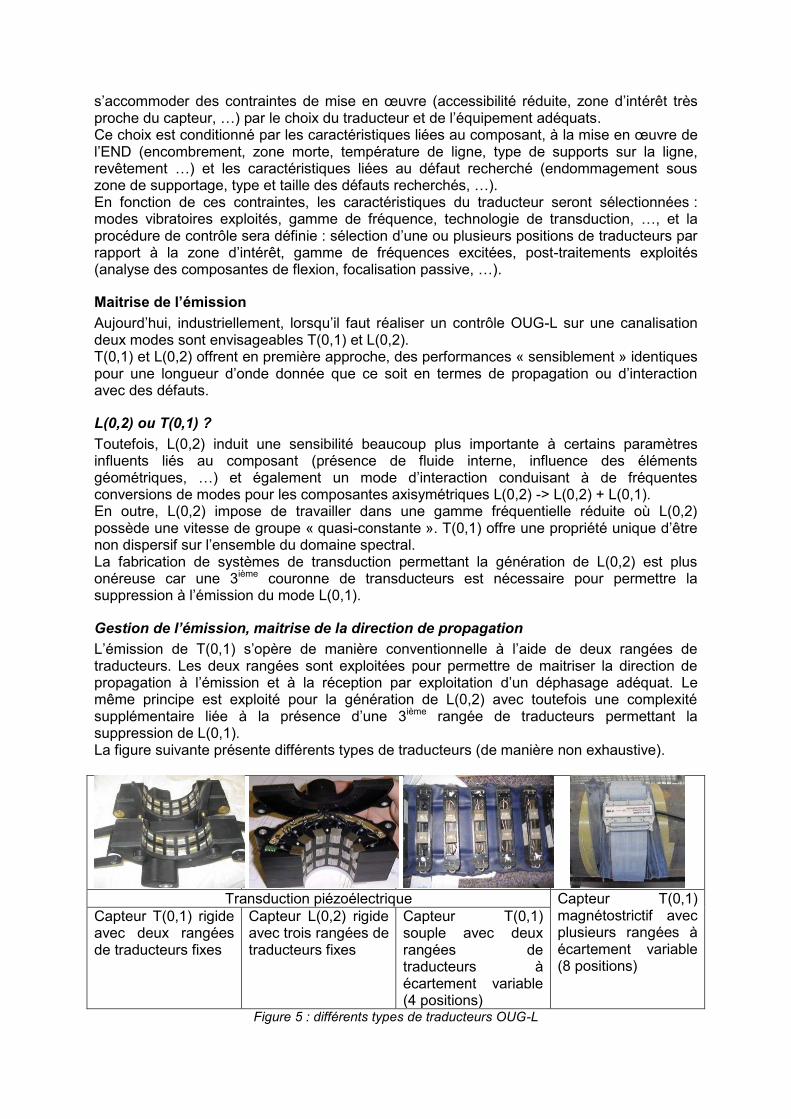
… Les nombreux travaux concernant la compréhension de l’interaction des ondes ultrasonores guidées avec les défauts 19, 20, 21, 22, 23, ainsi qu’avec les accessoires de tuyauteries 24, 25, 26 ont permis d’améliorer significativement les procédures de contrôle comme par exemple l’intérêt d’exploiter des fréquences supérieures à 100 kHz pour l’inspection des lignes présentant des supports clampés rigides ou soudés, ... Aujourd’hui, il existe plusieurs équipements disponibles pour la mise en œuvre de la technique OUG-L mettant en œuvre deux technologies de transduction : la piézo-électricité et la magnétostriction.
Figure 4 : exemples de traducteurs OUG-L à transduction piézoélectrique (encadré vert) et
magnétostrictive (encadré bleu)
De manière analogue à d’autres méthodes, techniques de CND / END, il est possible d’améliorer la sensibilité de détection, la capacité de caractérisation des indications ou de
s’accommoder des contraintes de mise en œuvre (accessibilité réduite, zone d’intérêt très proche du capteur, …) par le choix du traducteur et de l’équipement adéquats. Ce choix est conditionné par les caractéristiques liées au composant, à la mise en œuvre de l’END (encombrement, zone morte, température de ligne, type de supports sur la ligne, revêtement …) et les caractéristiques liées au défaut recherché (endommagement sous zone de supportage, type et taille des défauts recherchés, …). En fonction de ces contraintes, les caractéristiques du traducteur seront sélectionnées : modes vibratoires exploités, gamme de fréquence, technologie de transduction, …, et la procédure de contrôle sera définie : sélection d’une ou plusieurs positions de traducteurs par rapport à la zone d’intérêt, gamme de fréquences excitées, post-traitements exploités (analyse des composantes de flexion, focalisation passive, …).
Maitrise de l’émission
Aujourd’hui, industriellement, lorsqu’il faut réaliser un contrôle OUG-L sur une canalisation deux modes sont envisageables T(0,1) et L(0,2). T(0,1) et L(0,2) offrent en première approche, des performances « sensiblement » identiques pour une longueur d’onde donnée que ce soit en termes de propagation ou d’interaction avec des défauts.
L(0,2) ou T(0,1) ?
Toutefois, L(0,2) induit une sensibilité beaucoup plus importante à certains paramètres influents liés au composant (présence de fluide interne, influence des éléments géométriques, …) et également un mode d’interaction conduisant à de fréquentes conversions de modes pour les composantes axisymétriques L(0,2) -> L(0,2) + L(0,1). En outre, L(0,2) impose de travailler dans une gamme fréquentielle réduite où L(0,2) possède une vitesse de groupe « quasi-constante ». T(0,1) offre une propriété unique d’être non dispersif sur l’ensemble du domaine spectral. La fabrication de systèmes de transduction permettant la génération de L(0,2) est plus onéreuse car une 3ième couronne de transducteurs est nécessaire pour permettre la suppression à l’émission du mode L(0,1).
Gestion de l’émission, maitrise de la direction de propagation
L’émission de T(0,1) s’opère de manière conventionnelle à l’aide de deux rangées de traducteurs. Les deux rangées sont exploitées pour permettre de maitriser la direction de propagation à l’émission et à la réception par exploitation d’un déphasage adéquat. Le même principe est exploité pour la génération de L(0,2) avec toutefois une complexité supplémentaire liée à la présence d’une 3ième rangée de traducteurs permettant la suppression de L(0,1). La figure suivante présente différents types de traducteurs (de manière non exhaustive).
Transduction piézoélectrique Capteur T(0,1)
magnétostrictif avec plusieurs rangées à écartement variable (8 positions)
Capteur T(0,1) rigide avec deux rangées de traducteurs fixes
Capteur L(0,2) rigide avec trois rangées de traducteurs fixes
Capteur T(0,1) souple avec deux rangées de traducteurs à écartement variable (4 positions)
Figure 5 : différents types de traducteurs OUG-L
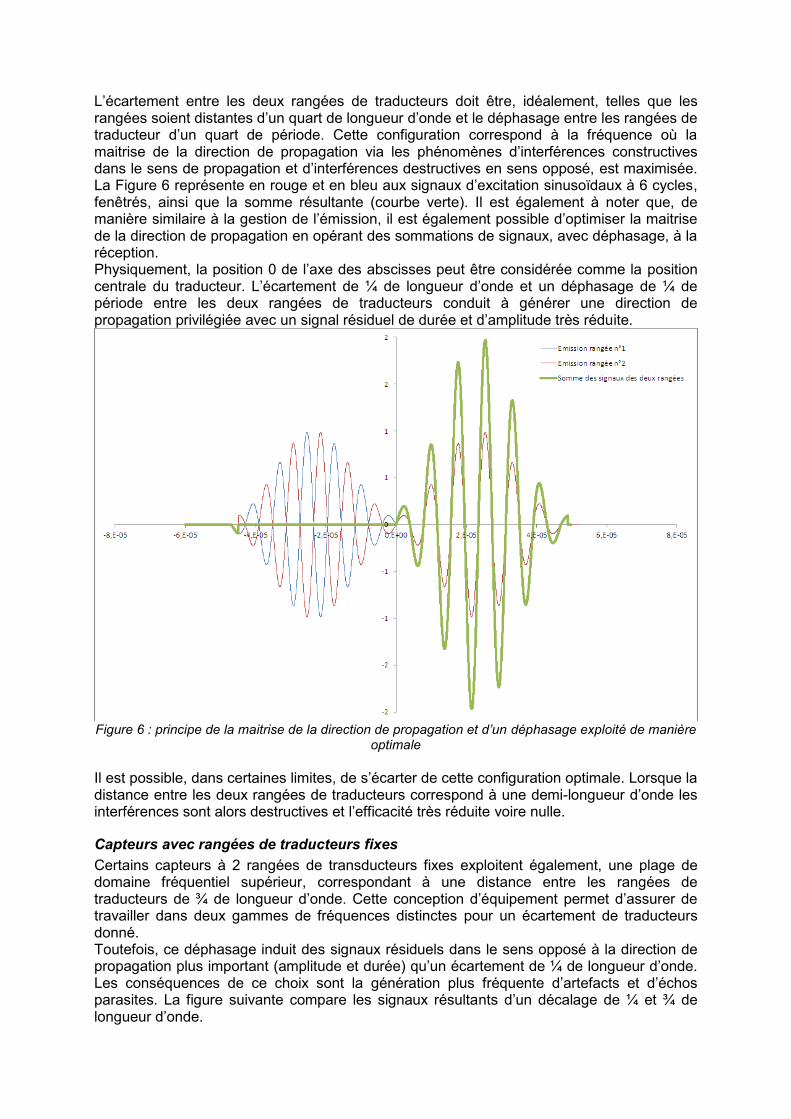
L’écartement entre les deux rangées de traducteurs doit être, idéalement, telles que les rangées soient distantes d’un quart de longueur d’onde et le déphasage entre les rangées de traducteur d’un quart de période. Cette configuration correspond à la fréquence où la maitrise de la direction de propagation via les phénomènes d’interférences constructives dans le sens de propagation et d’interférences destructives en sens opposé, est maximisée. La Figure 6 représente en rouge et en bleu aux signaux d’excitation sinusoïdaux à 6 cycles, fenêtrés, ainsi que la somme résultante (courbe verte). Il est également à noter que, de manière similaire à la gestion de l’émission, il est également possible d’optimiser la maitrise de la direction de propagation en opérant des sommations de signaux, avec déphasage, à la réception. Physiquement, la position 0 de l’axe des abscisses peut être considérée comme la position centrale du traducteur. L’écartement de ¼ de longueur d’onde et un déphasage de ¼ de période entre les deux rangées de traducteurs conduit à générer une direction de propagation privilégiée avec un signal résiduel de durée et d’amplitude très réduite.
Figure 6 : principe de la maitrise de la direction de propagation et d’un déphasage exploité de manière
optimale
Il est possible, dans certaines limites, de s’écarter de cette configuration optimale. Lorsque la distance entre les deux rangées de traducteurs correspond à une demi-longueur d’onde les interférences sont alors destructives et l’efficacité très réduite voire nulle.
Capteurs avec rangées de traducteurs fixes
Certains capteurs à 2 rangées de transducteurs fixes exploitent également, une plage de domaine fréquentiel supérieur, correspondant à une distance entre les rangées de traducteurs de ¾ de longueur d’onde. Cette conception d’équipement permet d’assurer de travailler dans deux gammes de fréquences distinctes pour un écartement de traducteurs donné. Toutefois, ce déphasage induit des signaux résiduels dans le sens opposé à la direction de propagation plus important (amplitude et durée) qu’un écartement de ¼ de longueur d’onde. Les conséquences de ce choix sont la génération plus fréquente d’artefacts et d’échos parasites. La figure suivante compare les signaux résultants d’un décalage de ¼ et ¾ de longueur d’onde.
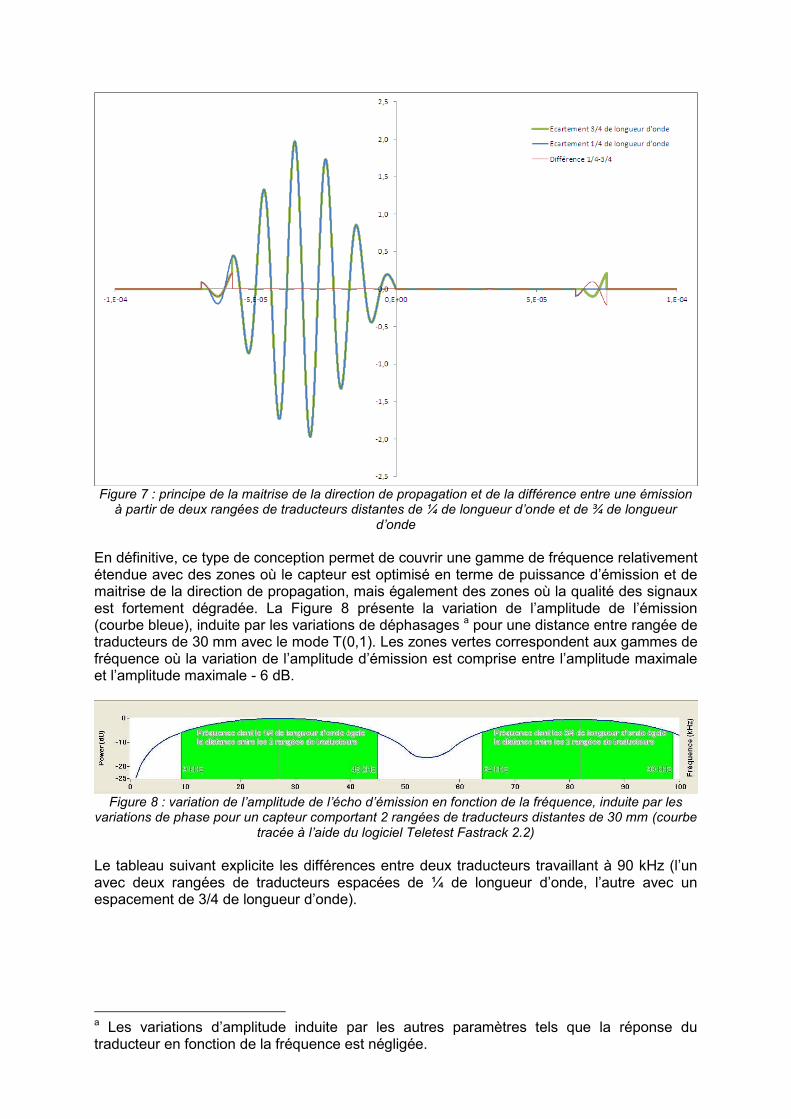
Figure 7 : principe de la maitrise de la direction de propagation et de la différence entre une émission
à partir de deux rangées de traducteurs distantes de ¼ de longueur d’onde et de ¾ de longueur d’onde
En définitive, ce type de conception permet de couvrir une gamme de fréquence relativement étendue avec des zones où le capteur est optimisé en terme de puissance d’émission et de maitrise de la direction de propagation, mais également des zones où la qualité des signaux est fortement dégradée. La Figure 8 présente la variation de l’amplitude de l’émission (courbe bleue), induite par les variations de déphasages a pour une distance entre rangée de traducteurs de 30 mm avec le mode T(0,1). Les zones vertes correspondent aux gammes de fréquence où la variation de l’amplitude d’émission est comprise entre l’amplitude maximale et l’amplitude maximale - 6 dB.
Figure 8 : variation de l’amplitude de l’écho d’émission en fonction de la fréquence, induite par les
variations de phase pour un capteur comportant 2 rangées de traducteurs distantes de 30 mm (courbe tracée à l’aide du logiciel Teletest Fastrack 2.2)
Le tableau suivant explicite les différences entre deux traducteurs travaillant à 90 kHz (l’un avec deux rangées de traducteurs espacées de ¼ de longueur d’onde, l’autre avec un espacement de 3/4 de longueur d’onde).
a Les variations d’amplitude induite par les autres paramètres tels que la réponse du traducteur en fonction de la fréquence est négligée.
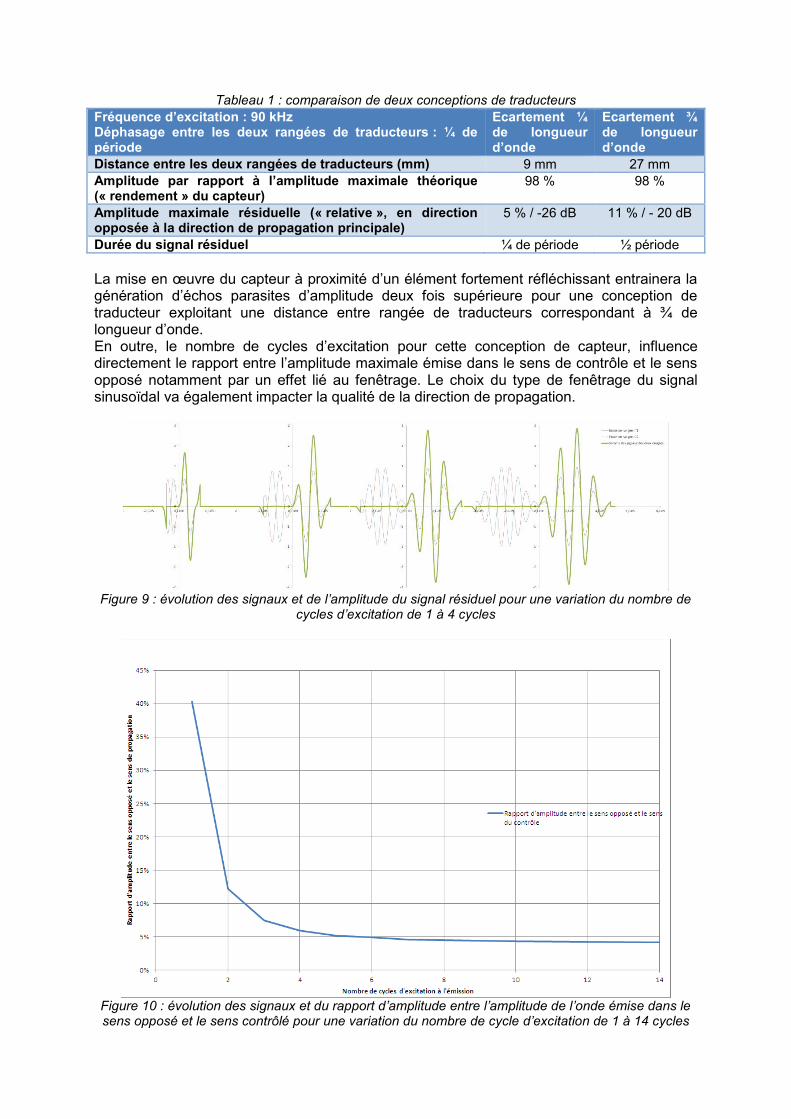
Tableau 1 : comparaison de deux conceptions de traducteurs
Fréquence d’excitation : 90 kHz Déphasage entre les deux rangées de traducteurs : ¼ de période
Ecartement ¼ de longueur d’onde
Ecartement ¾ de longueur d’onde
Distance entre les deux rangées de traducteurs (mm) 9 mm 27 mm
Amplitude par rapport à l’amplitude maximale théorique (« rendement » du capteur)
98 % 98 %
Amplitude maximale résiduelle (« relative », en direction opposée à la direction de propagation principale)
5 % / -26 dB 11 % / - 20 dB
Durée du signal résiduel ¼ de période ½ période
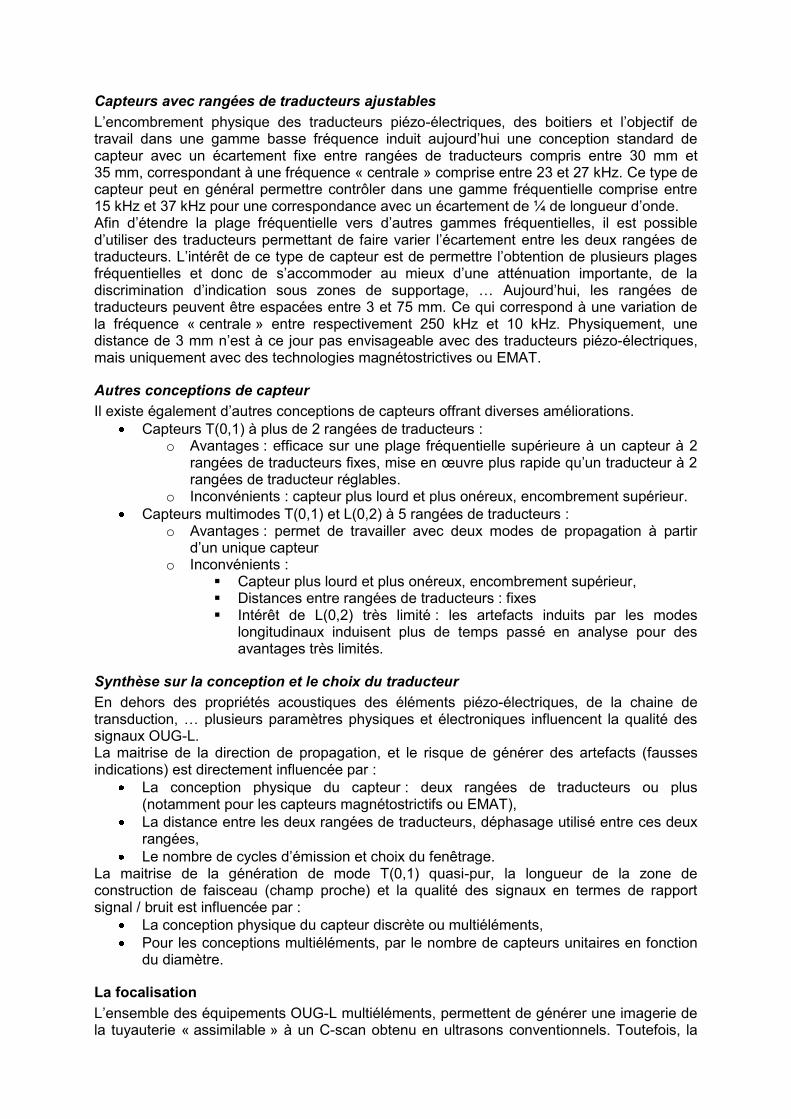
La mise en œuvre du capteur à proximité d’un élément fortement réfléchissant entrainera la génération d’échos parasites d’amplitude deux fois supérieure pour une conception de traducteur exploitant une distance entre rangée de traducteurs correspondant à ¾ de longueur d’onde. En outre, le nombre de cycles d’excitation pour cette conception de capteur, influence directement le rapport entre l’amplitude maximale émise dans le sens de contrôle et le sens opposé notamment par un effet lié au fenêtrage. Le choix du type de fenêtrage du signal sinusoïdal va également impacter la qualité de la direction de propagation.
Figure 9 : évolution des signaux et de l’amplitude du signal résiduel pour une variation du nombre de
cycles d’excitation de 1 à 4 cycles
Figure 10 : évolution des signaux et du rapport d’amplitude entre l’amplitude de l’onde émise dans le sens opposé et le sens contrôlé pour une variation du nombre de cycle d’excitation de 1 à 14 cycles
Capteurs avec rangées de traducteurs ajustables
L’encombrement physique des traducteurs piézo-électriques, des boitiers et l’objectif de travail dans une gamme basse fréquence induit aujourd’hui une conception standard de capteur avec un écartement fixe entre rangées de traducteurs compris entre 30 mm et 35 mm, correspondant à une fréquence « centrale » comprise entre 23 et 27 kHz. Ce type de capteur peut en général permettre contrôler dans une gamme fréquentielle comprise entre 15 kHz et 37 kHz pour une correspondance avec un écartement de ¼ de longueur d’onde. Afin d’étendre la plage fréquentielle vers d’autres gammes fréquentielles, il est possible d’utiliser des traducteurs permettant de faire varier l’écartement entre les deux rangées de traducteurs. L’intérêt de ce type de capteur est de permettre l’obtention de plusieurs plages fréquentielles et donc de s’accommoder au mieux d’une atténuation importante, de la discrimination d’indication sous zones de supportage, … Aujourd’hui, les rangées de traducteurs peuvent être espacées entre 3 et 75 mm. Ce qui correspond à une variation de la fréquence « centrale » entre respectivement 250 kHz et 10 kHz. Physiquement, une distance de 3 mm n’est à ce jour pas envisageable avec des traducteurs piézo-électriques, mais uniquement avec des technologies magnétostrictives ou EMAT.
Autres conceptions de capteur
Il existe également d’autres conceptions de capteurs offrant diverses améliorations.
Capteurs T(0,1) à plus de 2 rangées de traducteurs : o Avantages : efficace sur une plage fréquentielle supérieure à un capteur à 2
rangées de traducteurs fixes, mise en œuvre plus rapide qu’un traducteur à 2 rangées de traducteur réglables.
o Inconvénients : capteur plus lourd et plus onéreux, encombrement supérieur.
Capteurs multimodes T(0,1) et L(0,2) à 5 rangées de traducteurs : o Avantages : permet de travailler avec deux modes de propagation à partir
d’un unique capteur o Inconvénients :
Capteur plus lourd et plus onéreux, encombrement supérieur, Distances entre rangées de traducteurs : fixes Intérêt de L(0,2) très limité : les artefacts induits par les modes
longitudinaux induisent plus de temps passé en analyse pour des avantages très limités.
Synthèse sur la conception et le choix du traducteur
En dehors des propriétés acoustiques des éléments piézo-électriques, de la chaine de transduction, … plusieurs paramètres physiques et électroniques influencent la qualité des signaux OUG-L. La maitrise de la direction de propagation, et le risque de générer des artefacts (fausses indications) est directement influencée par :
La conception physique du capteur : deux rangées de traducteurs ou plus (notamment pour les capteurs magnétostrictifs ou EMAT),
La distance entre les deux rangées de traducteurs, déphasage utilisé entre ces deux rangées,
Le nombre de cycles d’émission et choix du fenêtrage. La maitrise de la génération de mode T(0,1) quasi-pur, la longueur de la zone de construction de faisceau (champ proche) et la qualité des signaux en termes de rapport signal / bruit est influencée par :
La conception physique du capteur discrète ou multiéléments,
Pour les conceptions multiéléments, par le nombre de capteurs unitaires en fonction du diamètre.
La focalisation
L’ensemble des équipements OUG-L multiéléments, permettent de générer une imagerie de la tuyauterie « assimilable » à un C-scan obtenu en ultrasons conventionnels. Toutefois, la
méthodologie d’obtention et le nombre de canaux exploités varie d’un équipement à l’autre, de même que l’algorithme exploité. Le choix de l’algorithme exploité impacte :
le pouvoir de séparation entre deux indications proches,
les artefacts générés et le rapport signal sur bruit,
l’architecture électronique du hardware, la quantité de données nécessaires et les tailles de fichiers d’acquisition.
Ainsi, dans le cas d’ondes ultrasonores guidées générées dans une géométrie de type plaque, un algorithme de type SAFT (Synthetic Aperture Focusing Technique) améliore la capacité à discrétiser des indications avec de petites extensions circonférentielles, mais fournit une imagerie moins « propre » qu’un algorithme de type TFM (Total Focusing Method). Dans le cas d’un pipeline de géométrie cylindrique, ces mêmes algorithmes nécessitent des développements complémentaires, pour supprimer les artefacts induits par la propagation circonférentielle d’ondes émises lors d’une excitation locale. L’apport de la focalisation sera précisé dans les paragraphes suivants.
Contrôle de canalisation avec supports
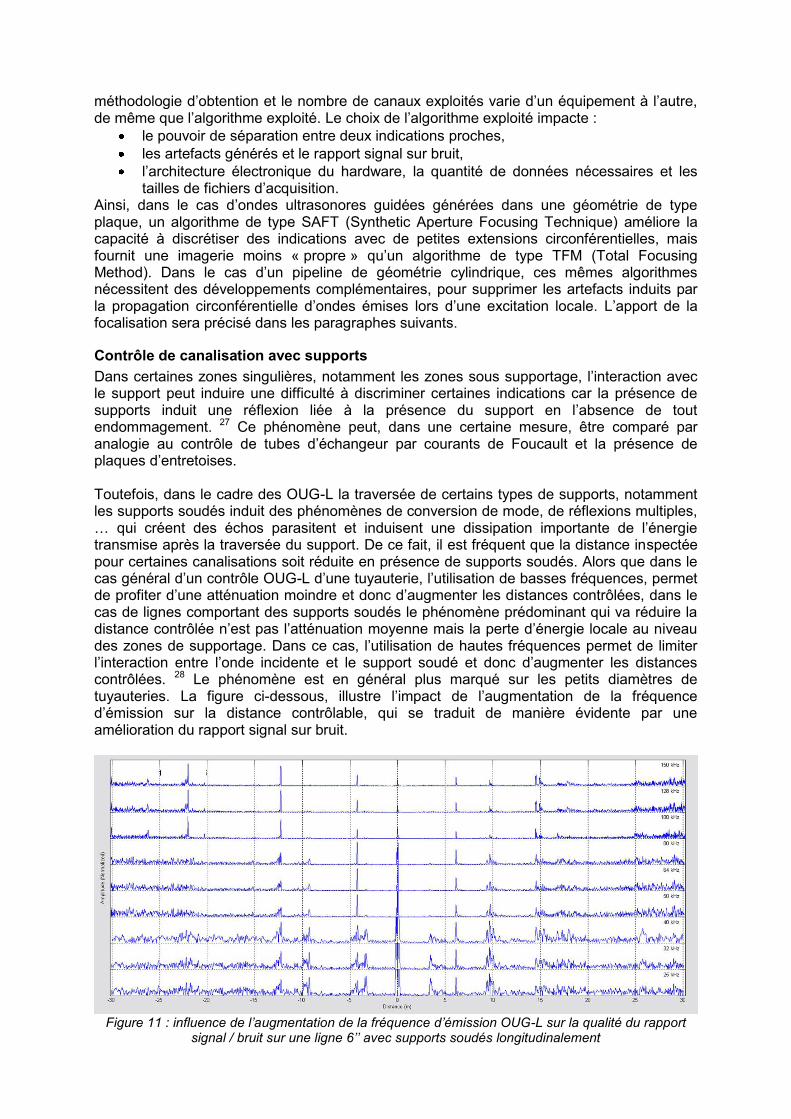
Dans certaines zones singulières, notamment les zones sous supportage, l’interaction avec le support peut induire une difficulté à discriminer certaines indications car la présence de supports induit une réflexion liée à la présence du support en l’absence de tout endommagement. 27 Ce phénomène peut, dans une certaine mesure, être comparé par analogie au contrôle de tubes d’échangeur par courants de Foucault et la présence de plaques d’entretoises. Toutefois, dans le cadre des OUG-L la traversée de certains types de supports, notamment les supports soudés induit des phénomènes de conversion de mode, de réflexions multiples, … qui créent des échos parasitent et induisent une dissipation importante de l’énergie transmise après la traversée du support. De ce fait, il est fréquent que la distance inspectée pour certaines canalisations soit réduite en présence de supports soudés. Alors que dans le cas général d’un contrôle OUG-L d’une tuyauterie, l’utilisation de basses fréquences, permet de profiter d’une atténuation moindre et donc d’augmenter les distances contrôlées, dans le cas de lignes comportant des supports soudés le phénomène prédominant qui va réduire la distance contrôlée n’est pas l’atténuation moyenne mais la perte d’énergie locale au niveau des zones de supportage. Dans ce cas, l’utilisation de hautes fréquences permet de limiter l’interaction entre l’onde incidente et le support soudé et donc d’augmenter les distances contrôlées. 28 Le phénomène est en général plus marqué sur les petits diamètres de tuyauteries. La figure ci-dessous, illustre l’impact de l’augmentation de la fréquence d’émission sur la distance contrôlable, qui se traduit de manière évidente par une amélioration du rapport signal sur bruit.
Figure 11 : influence de l’augmentation de la fréquence d’émission OUG-L sur la qualité du rapport
signal / bruit sur une ligne 6’’ avec supports soudés longitudinalement
La mise en œuvre de hautes fréquences offre une meilleure sensibilité aux défauts de petites dimensions, toutefois certain défaut avec une grande longueur axiale peuvent ne pas réfléchir suffisamment d’énergie à cette fréquence. Notamment certaines corrosion / érosion progressive. La mise en œuvre d’OUG-L hautes fréquences (> 100 kHz) requiert une analyse qui n’est pas uniquement basée sur l’analyse de l’amplitude du signal réfléchi.
METHODOLOGIES DE CARACTERISATION, CLASSIFICATION DES INDICATIONS
Interaction faisceau / défaut
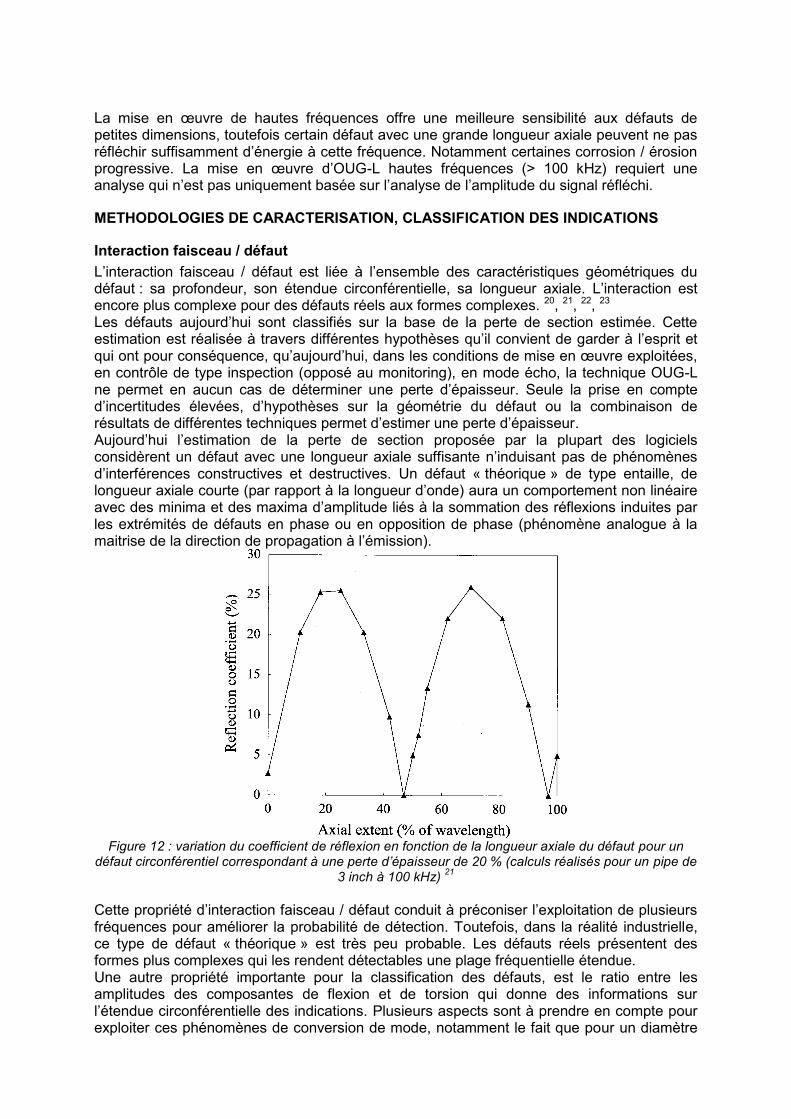
L’interaction faisceau / défaut est liée à l’ensemble des caractéristiques géométriques du défaut : sa profondeur, son étendue circonférentielle, sa longueur axiale. L’interaction est encore plus complexe pour des défauts réels aux formes complexes. 20, 21, 22, 23 Les défauts aujourd’hui sont classifiés sur la base de la perte de section estimée. Cette estimation est réalisée à travers différentes hypothèses qu’il convient de garder à l’esprit et qui ont pour conséquence, qu’aujourd’hui, dans les conditions de mise en œuvre exploitées, en contrôle de type inspection (opposé au monitoring), en mode écho, la technique OUG-L ne permet en aucun cas de déterminer une perte d’épaisseur. Seule la prise en compte d’incertitudes élevées, d’hypothèses sur la géométrie du défaut ou la combinaison de résultats de différentes techniques permet d’estimer une perte d’épaisseur. Aujourd’hui l’estimation de la perte de section proposée par la plupart des logiciels considèrent un défaut avec une longueur axiale suffisante n’induisant pas de phénomènes d’interférences constructives et destructives. Un défaut « théorique » de type entaille, de longueur axiale courte (par rapport à la longueur d’onde) aura un comportement non linéaire avec des minima et des maxima d’amplitude liés à la sommation des réflexions induites par les extrémités de défauts en phase ou en opposition de phase (phénomène analogue à la maitrise de la direction de propagation à l’émission).
Figure 12 : variation du coefficient de réflexion en fonction de la longueur axiale du défaut pour un
défaut circonférentiel correspondant à une perte d’épaisseur de 20 % (calculs réalisés pour un pipe de 3 inch à 100 kHz)
21
Cette propriété d’interaction faisceau / défaut conduit à préconiser l’exploitation de plusieurs fréquences pour améliorer la probabilité de détection. Toutefois, dans la réalité industrielle, ce type de défaut « théorique » est très peu probable. Les défauts réels présentent des formes plus complexes qui les rendent détectables une plage fréquentielle étendue. Une autre propriété importante pour la classification des défauts, est le ratio entre les amplitudes des composantes de flexion et de torsion qui donne des informations sur l’étendue circonférentielle des indications. Plusieurs aspects sont à prendre en compte pour exploiter ces phénomènes de conversion de mode, notamment le fait que pour un diamètre
donné en deçà d’une certaine fréquence, les déplacements particulaires des composantes de flexion s’éloignent de celui du mode T(0,1), le phénomène de conversion de mode devient alors inexploitables.
Apport de la focalisation
L’intérêt principal de la focalisation est d’apporter une augmentation de la sensibilité. Cette amélioration augmente avec la fréquence d’inspection et le diamètre de la canalisation. La focalisation passive exploitant des algorithmes CSM (Common Source Method) permet d’envisager des améliorations de sensibilité jusqu’à 24 dB en fonction du diamètre. 29 Les résultats suivants ont été obtenus par différents auteurs.
Tableau 2 : exemples de résultats obtenus par focalisation
Type de focalisation
Algorithme Diamètre Fréquence Gain en sensibilité apporté par la focalisation
Passive CSM b 8’’ 50 kHz 18 dB 29
Passive CSM 24’’ 50 kHz 24 dB 29
Active NC c 16’’ 55 kHz 7 dB 30, 31
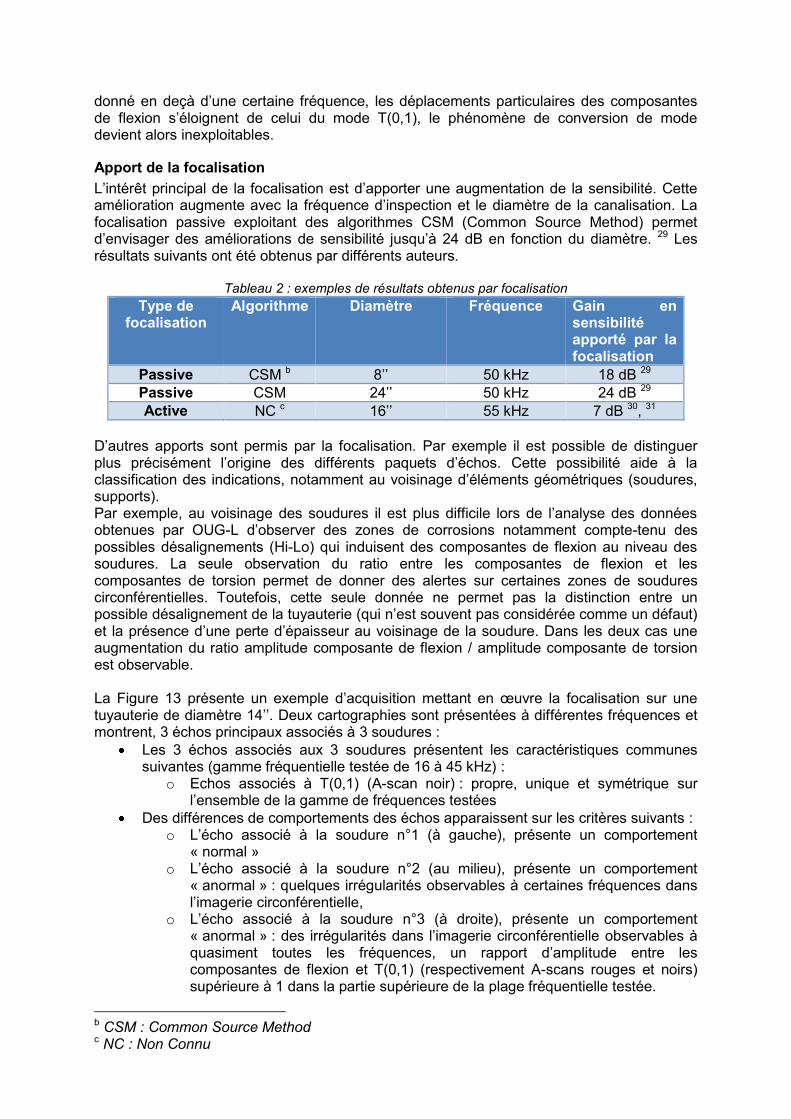
D’autres apports sont permis par la focalisation. Par exemple il est possible de distinguer plus précisément l’origine des différents paquets d’échos. Cette possibilité aide à la classification des indications, notamment au voisinage d’éléments géométriques (soudures, supports). Par exemple, au voisinage des soudures il est plus difficile lors de l’analyse des données obtenues par OUG-L d’observer des zones de corrosions notamment compte-tenu des possibles désalignements (Hi-Lo) qui induisent des composantes de flexion au niveau des soudures. La seule observation du ratio entre les composantes de flexion et les composantes de torsion permet de donner des alertes sur certaines zones de soudures circonférentielles. Toutefois, cette seule donnée ne permet pas la distinction entre un possible désalignement de la tuyauterie (qui n’est souvent pas considérée comme un défaut) et la présence d’une perte d’épaisseur au voisinage de la soudure. Dans les deux cas une augmentation du ratio amplitude composante de flexion / amplitude composante de torsion est observable. La Figure 13 présente un exemple d’acquisition mettant en œuvre la focalisation sur une tuyauterie de diamètre 14’’. Deux cartographies sont présentées à différentes fréquences et montrent, 3 échos principaux associés à 3 soudures :
Les 3 échos associés aux 3 soudures présentent les caractéristiques communes suivantes (gamme fréquentielle testée de 16 à 45 kHz) :
o Echos associés à T(0,1) (A-scan noir) : propre, unique et symétrique sur l’ensemble de la gamme de fréquences testées
Des différences de comportements des échos apparaissent sur les critères suivants : o L’écho associé à la soudure n°1 (à gauche), présente un comportement
« normal » o L’écho associé à la soudure n°2 (au milieu), présente un comportement
« anormal » : quelques irrégularités observables à certaines fréquences dans l’imagerie circonférentielle,
o L’écho associé à la soudure n°3 (à droite), présente un comportement « anormal » : des irrégularités dans l’imagerie circonférentielle observables à quasiment toutes les fréquences, un rapport d’amplitude entre les composantes de flexion et T(0,1) (respectivement A-scans rouges et noirs) supérieure à 1 dans la partie supérieure de la plage fréquentielle testée.
b CSM : Common Source Method c NC : Non Connu
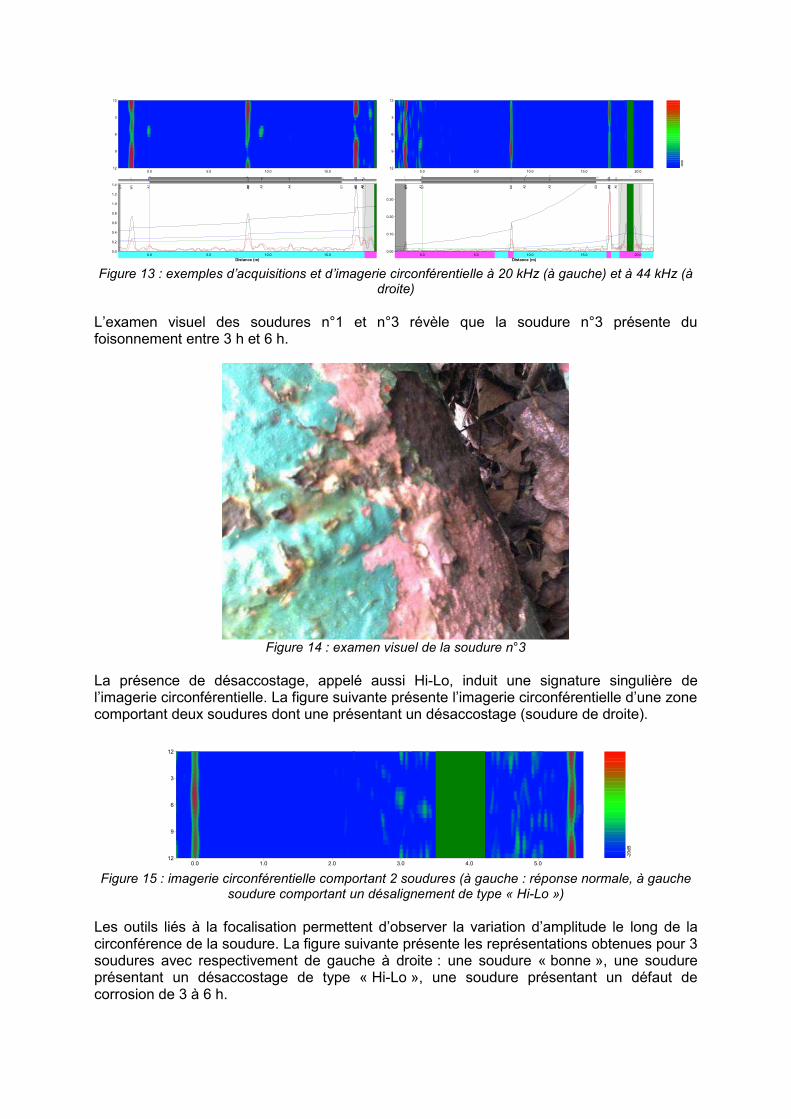
Figure 13 : exemples d’acquisitions et d’imagerie circonférentielle à 20 kHz (à gauche) et à 44 kHz (à
droite)
L’examen visuel des soudures n°1 et n°3 révèle que la soudure n°3 présente du foisonnement entre 3 h et 6 h.
Figure 14 : examen visuel de la soudure n°3
La présence de désaccostage, appelé aussi Hi-Lo, induit une signature singulière de l’imagerie circonférentielle. La figure suivante présente l’imagerie circonférentielle d’une zone comportant deux soudures dont une présentant un désaccostage (soudure de droite).
Figure 15 : imagerie circonférentielle comportant 2 soudures (à gauche : réponse normale, à gauche
soudure comportant un désalignement de type « Hi-Lo »)
Les outils liés à la focalisation permettent d’observer la variation d’amplitude le long de la circonférence de la soudure. La figure suivante présente les représentations obtenues pour 3 soudures avec respectivement de gauche à droite : une soudure « bonne », une soudure présentant un désaccostage de type « Hi-Lo », une soudure présentant un défaut de corrosion de 3 à 6 h.
0.0 5.0 10.0 15.012
9
6
3
12
0.0 5.0 10.0 15.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
Distance (m)
W1
U1
A1
W2
A2
A3
A4
E1
W3
A5
A6
A7
-18dB
0.0 5.0 10.0 15.0 20.012
9
6
3
12
Clo
ck
0.0 5.0 10.0 15.0 20.00.00
0.10
0.20
0.30
Distance (m)
W1
W2
W3
U1
E1
E2
A1
A2
A3
A4
A5
-20dB
0.0 1.0 2.0 3.0 4.0 5.012
9
6
3
12
W4
R6
R5
R4
R3
S1
U2
W3
B1
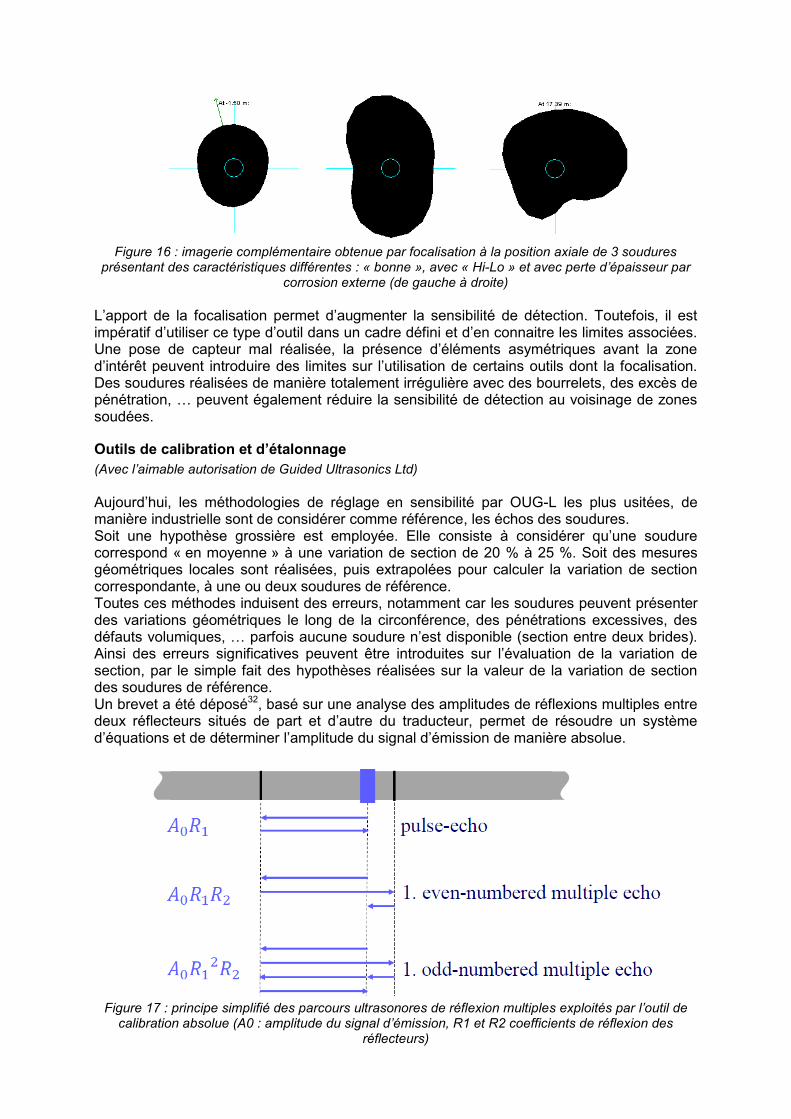
Figure 16 : imagerie complémentaire obtenue par focalisation à la position axiale de 3 soudures
présentant des caractéristiques différentes : « bonne », avec « Hi-Lo » et avec perte d’épaisseur par corrosion externe (de gauche à droite)
L’apport de la focalisation permet d’augmenter la sensibilité de détection. Toutefois, il est impératif d’utiliser ce type d’outil dans un cadre défini et d’en connaitre les limites associées. Une pose de capteur mal réalisée, la présence d’éléments asymétriques avant la zone d’intérêt peuvent introduire des limites sur l’utilisation de certains outils dont la focalisation. Des soudures réalisées de manière totalement irrégulière avec des bourrelets, des excès de pénétration, … peuvent également réduire la sensibilité de détection au voisinage de zones soudées.
Outils de calibration et d’étalonnage
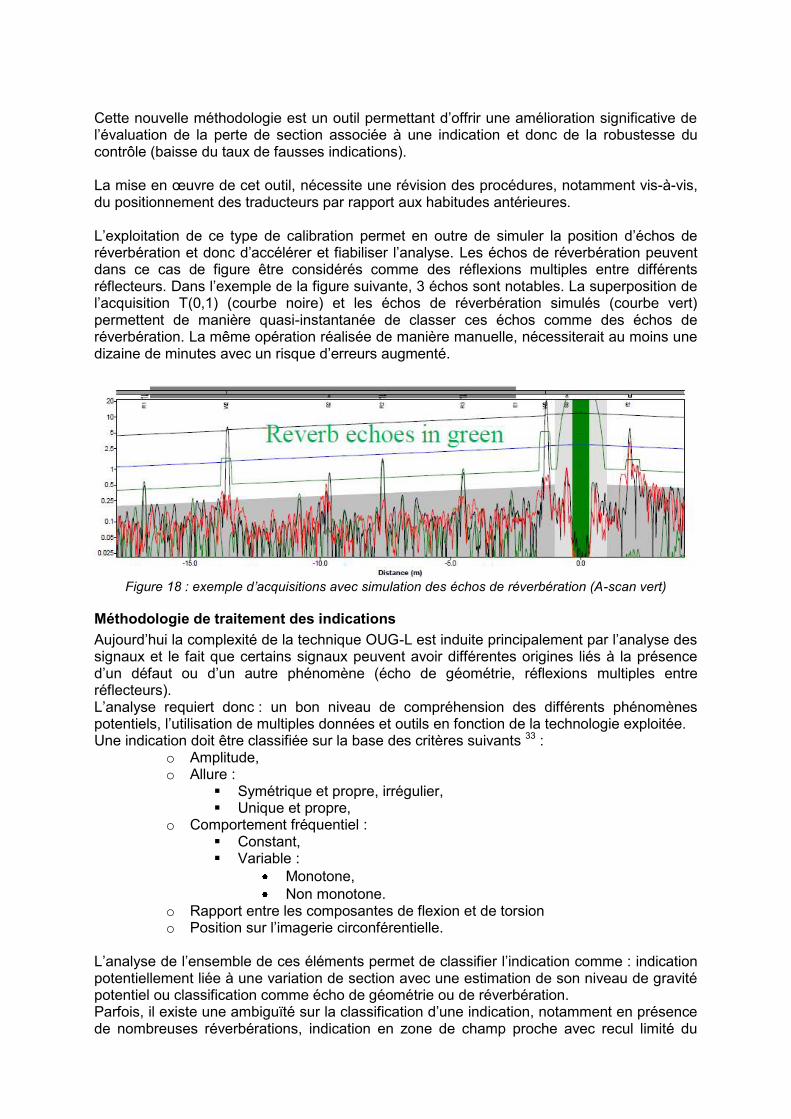
(Avec l’aimable autorisation de Guided Ultrasonics Ltd) Aujourd’hui, les méthodologies de réglage en sensibilité par OUG-L les plus usitées, de manière industrielle sont de considérer comme référence, les échos des soudures. Soit une hypothèse grossière est employée. Elle consiste à considérer qu’une soudure correspond « en moyenne » à une variation de section de 20 % à 25 %. Soit des mesures géométriques locales sont réalisées, puis extrapolées pour calculer la variation de section correspondante, à une ou deux soudures de référence. Toutes ces méthodes induisent des erreurs, notamment car les soudures peuvent présenter des variations géométriques le long de la circonférence, des pénétrations excessives, des défauts volumiques, … parfois aucune soudure n’est disponible (section entre deux brides). Ainsi des erreurs significatives peuvent être introduites sur l’évaluation de la variation de section, par le simple fait des hypothèses réalisées sur la valeur de la variation de section des soudures de référence. Un brevet a été déposé32, basé sur une analyse des amplitudes de réflexions multiples entre deux réflecteurs situés de part et d’autre du traducteur, permet de résoudre un système d’équations et de déterminer l’amplitude du signal d’émission de manière absolue.
Figure 17 : principe simplifié des parcours ultrasonores de réflexion multiples exploités par l’outil de
calibration absolue (A0 : amplitude du signal d’émission, R1 et R2 coefficients de réflexion des réflecteurs)
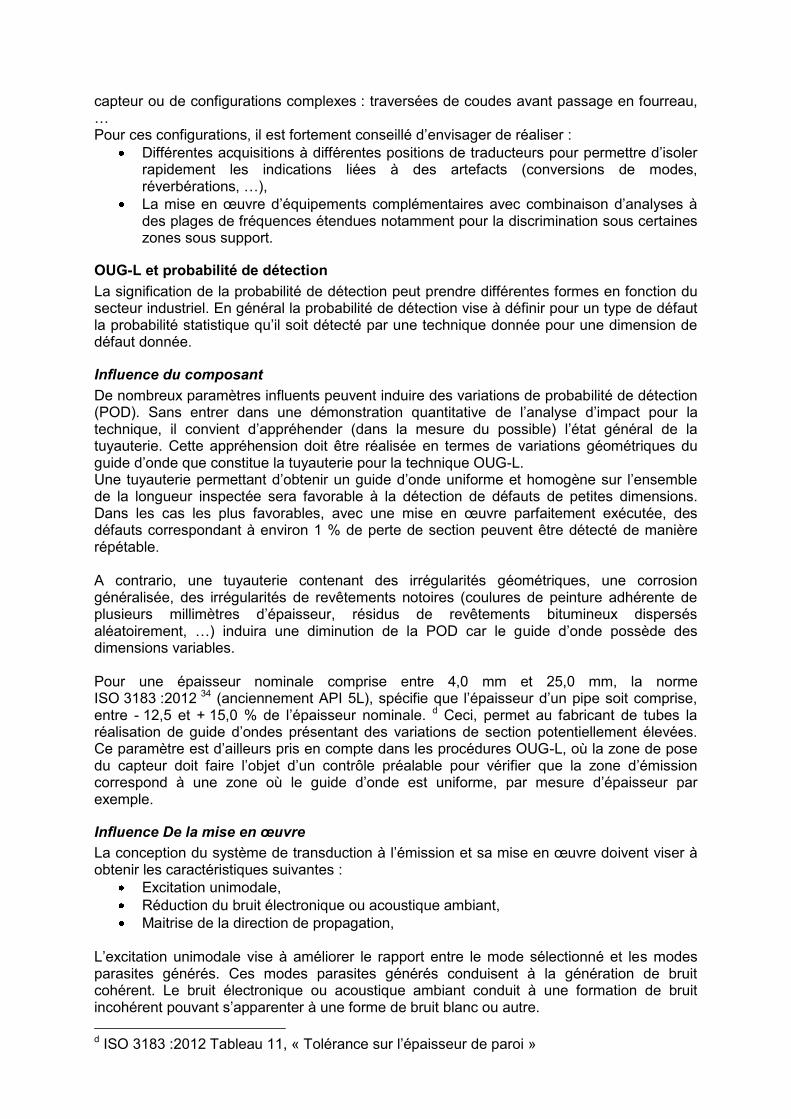
Cette nouvelle méthodologie est un outil permettant d’offrir une amélioration significative de l’évaluation de la perte de section associée à une indication et donc de la robustesse du contrôle (baisse du taux de fausses indications). La mise en œuvre de cet outil, nécessite une révision des procédures, notamment vis-à-vis, du positionnement des traducteurs par rapport aux habitudes antérieures. L’exploitation de ce type de calibration permet en outre de simuler la position d’échos de réverbération et donc d’accélérer et fiabiliser l’analyse. Les échos de réverbération peuvent dans ce cas de figure être considérés comme des réflexions multiples entre différents réflecteurs. Dans l’exemple de la figure suivante, 3 échos sont notables. La superposition de l’acquisition T(0,1) (courbe noire) et les échos de réverbération simulés (courbe vert) permettent de manière quasi-instantanée de classer ces échos comme des échos de réverbération. La même opération réalisée de manière manuelle, nécessiterait au moins une dizaine de minutes avec un risque d’erreurs augmenté.
Figure 18 : exemple d’acquisitions avec simulation des échos de réverbération (A-scan vert)
Méthodologie de traitement des indications
Aujourd’hui la complexité de la technique OUG-L est induite principalement par l’analyse des signaux et le fait que certains signaux peuvent avoir différentes origines liés à la présence d’un défaut ou d’un autre phénomène (écho de géométrie, réflexions multiples entre réflecteurs). L’analyse requiert donc : un bon niveau de compréhension des différents phénomènes potentiels, l’utilisation de multiples données et outils en fonction de la technologie exploitée. Une indication doit être classifiée sur la base des critères suivants 33 :
o Amplitude, o Allure :
Symétrique et propre, irrégulier, Unique et propre,
o Comportement fréquentiel : Constant, Variable :
Monotone,
Non monotone. o Rapport entre les composantes de flexion et de torsion o Position sur l’imagerie circonférentielle.
L’analyse de l’ensemble de ces éléments permet de classifier l’indication comme : indication potentiellement liée à une variation de section avec une estimation de son niveau de gravité potentiel ou classification comme écho de géométrie ou de réverbération. Parfois, il existe une ambiguïté sur la classification d’une indication, notamment en présence de nombreuses réverbérations, indication en zone de champ proche avec recul limité du
capteur ou de configurations complexes : traversées de coudes avant passage en fourreau, … Pour ces configurations, il est fortement conseillé d’envisager de réaliser :
Différentes acquisitions à différentes positions de traducteurs pour permettre d’isoler rapidement les indications liées à des artefacts (conversions de modes, réverbérations, …),
La mise en œuvre d’équipements complémentaires avec combinaison d’analyses à des plages de fréquences étendues notamment pour la discrimination sous certaines zones sous support.
OUG-L et probabilité de détection
La signification de la probabilité de détection peut prendre différentes formes en fonction du secteur industriel. En général la probabilité de détection vise à définir pour un type de défaut la probabilité statistique qu’il soit détecté par une technique donnée pour une dimension de défaut donnée.
Influence du composant
De nombreux paramètres influents peuvent induire des variations de probabilité de détection (POD). Sans entrer dans une démonstration quantitative de l’analyse d’impact pour la technique, il convient d’appréhender (dans la mesure du possible) l’état général de la tuyauterie. Cette appréhension doit être réalisée en termes de variations géométriques du guide d’onde que constitue la tuyauterie pour la technique OUG-L. Une tuyauterie permettant d’obtenir un guide d’onde uniforme et homogène sur l’ensemble de la longueur inspectée sera favorable à la détection de défauts de petites dimensions. Dans les cas les plus favorables, avec une mise en œuvre parfaitement exécutée, des défauts correspondant à environ 1 % de perte de section peuvent être détecté de manière répétable. A contrario, une tuyauterie contenant des irrégularités géométriques, une corrosion généralisée, des irrégularités de revêtements notoires (coulures de peinture adhérente de plusieurs millimètres d’épaisseur, résidus de revêtements bitumineux dispersés aléatoirement, …) induira une diminution de la POD car le guide d’onde possède des dimensions variables. Pour une épaisseur nominale comprise entre 4,0 mm et 25,0 mm, la norme ISO 3183 :2012 34 (anciennement API 5L), spécifie que l’épaisseur d’un pipe soit comprise, entre - 12,5 et + 15,0 % de l’épaisseur nominale. d Ceci, permet au fabricant de tubes la réalisation de guide d’ondes présentant des variations de section potentiellement élevées. Ce paramètre est d’ailleurs pris en compte dans les procédures OUG-L, où la zone de pose du capteur doit faire l’objet d’un contrôle préalable pour vérifier que la zone d’émission correspond à une zone où le guide d’onde est uniforme, par mesure d’épaisseur par exemple.
Influence De la mise en œuvre
La conception du système de transduction à l’émission et sa mise en œuvre doivent viser à obtenir les caractéristiques suivantes :
Excitation unimodale,
Réduction du bruit électronique ou acoustique ambiant,
Maitrise de la direction de propagation, L’excitation unimodale vise à améliorer le rapport entre le mode sélectionné et les modes parasites générés. Ces modes parasites générés conduisent à la génération de bruit cohérent. Le bruit électronique ou acoustique ambiant conduit à une formation de bruit incohérent pouvant s’apparenter à une forme de bruit blanc ou autre. d ISO 3183 :2012 Tableau 11, « Tolérance sur l’épaisseur de paroi »
L’ensemble de ces éléments conduisent à définir un rapport signal sur bruit à l’émission qui permet de caractériser la qualité de l’émission. Augmenter la puissance d’émission seule ne permet que d’améliorer un peu le rapport signal / bruit vis-à-vis de bruits externes mais pas du bruit cohérent. Il est donc préférable dans un premier temps d’améliorer la conception, le dessin du transducteur que d’améliorer l’efficacité de la transduction. Un traducteur offrant une conception parfaite permettant une mise en œuvre avec un rapport signal sur bruit quasi infini est « théoriquement » envisageable. Toutefois, ce capteur mis en œuvre par un opérateur, sur un composant réel verra son rapport signal sur bruit dégradé de manière significative à cause des paramètres influents suivants :
Désalignement du transducteur par rapport à l’axe de révolution de la tuyauterie, Couplage non uniforme sur l’ensemble de la circonférence de la tuyauterie.
POD des OUG-L sur applications pétrochimiques
Il n’existe pas à ce jour de données disponibles et significatives d’un point de vue statistique pour déterminer réellement des POD. Toutefois, il est possible de trouver certaines données issues d’études ne permettant pas de déterminer une POD au sens strict du terme, mais permettant d’obtenir quelques éléments quantitatifs.
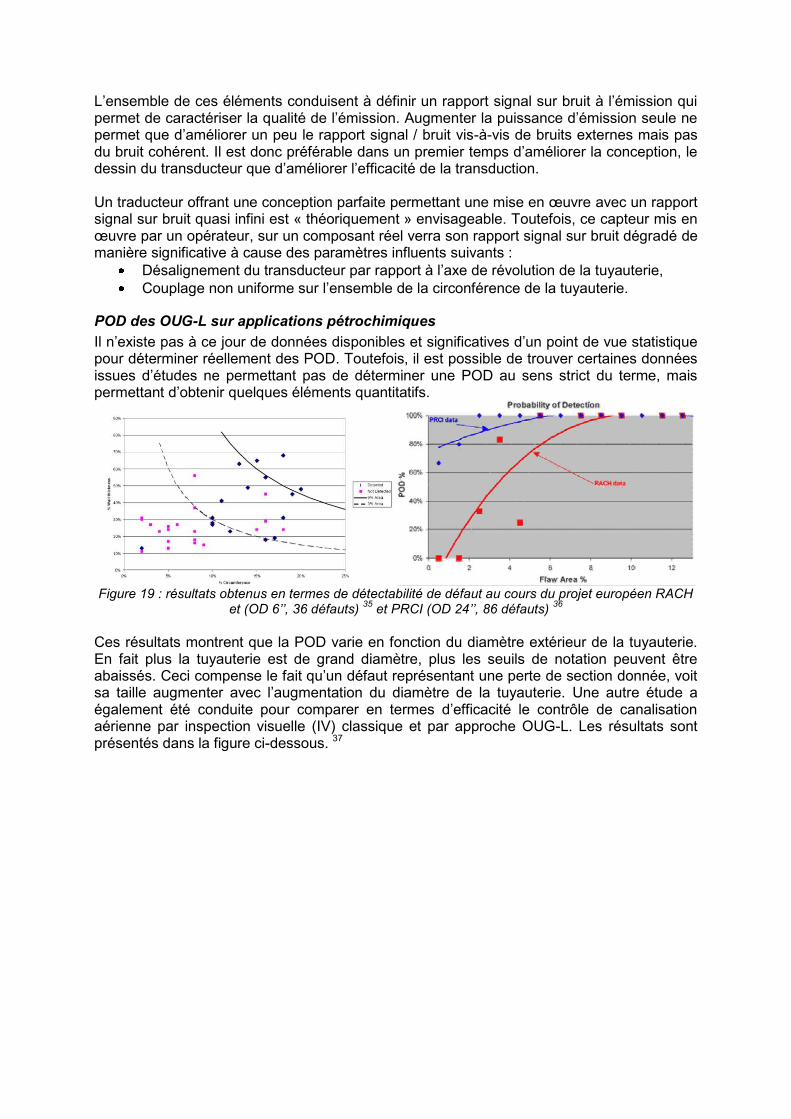
Figure 19 : résultats obtenus en termes de détectabilité de défaut au cours du projet européen RACH
et (OD 6’’, 36 défauts) 35 et PRCI (OD 24’’, 86 défauts) 36
Ces résultats montrent que la POD varie en fonction du diamètre extérieur de la tuyauterie. En fait plus la tuyauterie est de grand diamètre, plus les seuils de notation peuvent être abaissés. Ceci compense le fait qu’un défaut représentant une perte de section donnée, voit sa taille augmenter avec l’augmentation du diamètre de la tuyauterie. Une autre étude a également été conduite pour comparer en termes d’efficacité le contrôle de canalisation aérienne par inspection visuelle (IV) classique et par approche OUG-L. Les résultats sont présentés dans la figure ci-dessous. 37
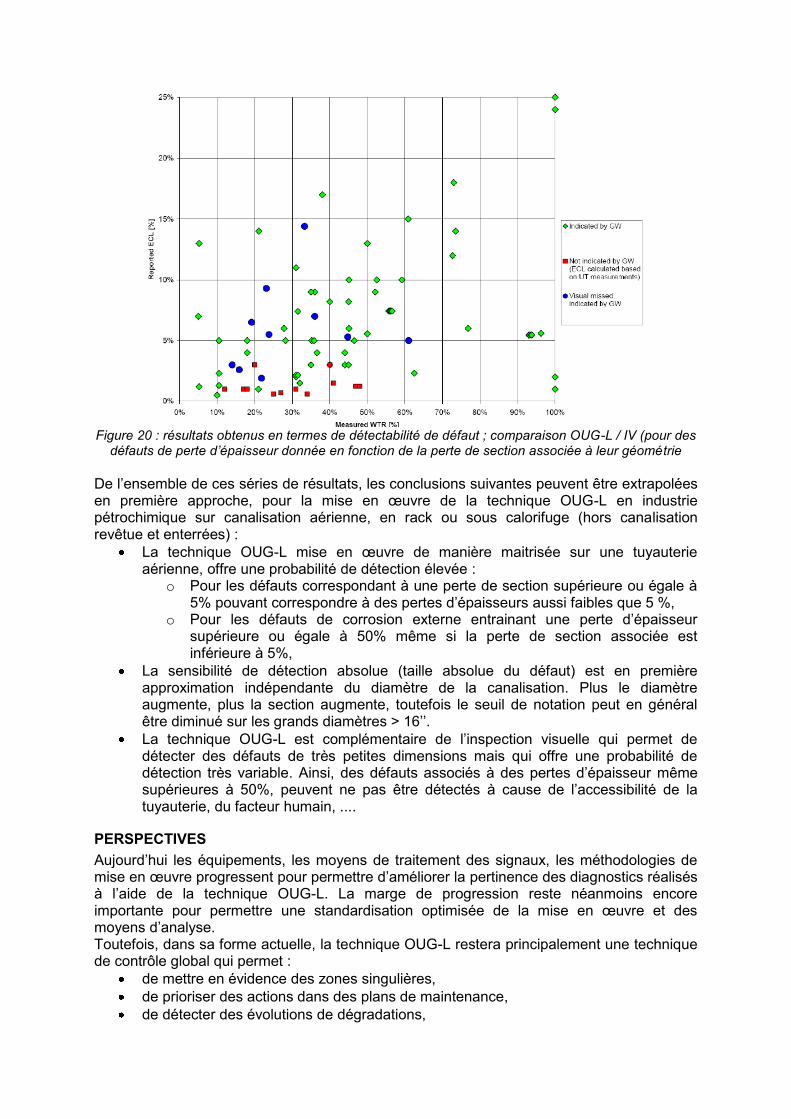
Figure 20 : résultats obtenus en termes de détectabilité de défaut ; comparaison OUG-L / IV (pour des
défauts de perte d’épaisseur donnée en fonction de la perte de section associée à leur géométrie
De l’ensemble de ces séries de résultats, les conclusions suivantes peuvent être extrapolées en première approche, pour la mise en œuvre de la technique OUG-L en industrie pétrochimique sur canalisation aérienne, en rack ou sous calorifuge (hors canalisation revêtue et enterrées) :
La technique OUG-L mise en œuvre de manière maitrisée sur une tuyauterie aérienne, offre une probabilité de détection élevée :
o Pour les défauts correspondant à une perte de section supérieure ou égale à 5% pouvant correspondre à des pertes d’épaisseurs aussi faibles que 5 %,
o Pour les défauts de corrosion externe entrainant une perte d’épaisseur supérieure ou égale à 50% même si la perte de section associée est inférieure à 5%,
La sensibilité de détection absolue (taille absolue du défaut) est en première approximation indépendante du diamètre de la canalisation. Plus le diamètre augmente, plus la section augmente, toutefois le seuil de notation peut en général être diminué sur les grands diamètres > 16’’.
La technique OUG-L est complémentaire de l’inspection visuelle qui permet de détecter des défauts de très petites dimensions mais qui offre une probabilité de détection très variable. Ainsi, des défauts associés à des pertes d’épaisseur même supérieures à 50%, peuvent ne pas être détectés à cause de l’accessibilité de la tuyauterie, du facteur humain, ....
PERSPECTIVES
Aujourd’hui les équipements, les moyens de traitement des signaux, les méthodologies de mise en œuvre progressent pour permettre d’améliorer la pertinence des diagnostics réalisés à l’aide de la technique OUG-L. La marge de progression reste néanmoins encore importante pour permettre une standardisation optimisée de la mise en œuvre et des moyens d’analyse. Toutefois, dans sa forme actuelle, la technique OUG-L restera principalement une technique de contrôle global qui permet :
de mettre en évidence des zones singulières,
de prioriser des actions dans des plans de maintenance,
de détecter des évolutions de dégradations,
d’assurer également la détection de d’endommagements internes dont l’occurrence était prévisible ou inattendue,
d’améliorer la probabilité de détection par rapport à l’inspection visuelle,
Complémentarité, mise en œuvre combinée OUG-L et OUG-C 38
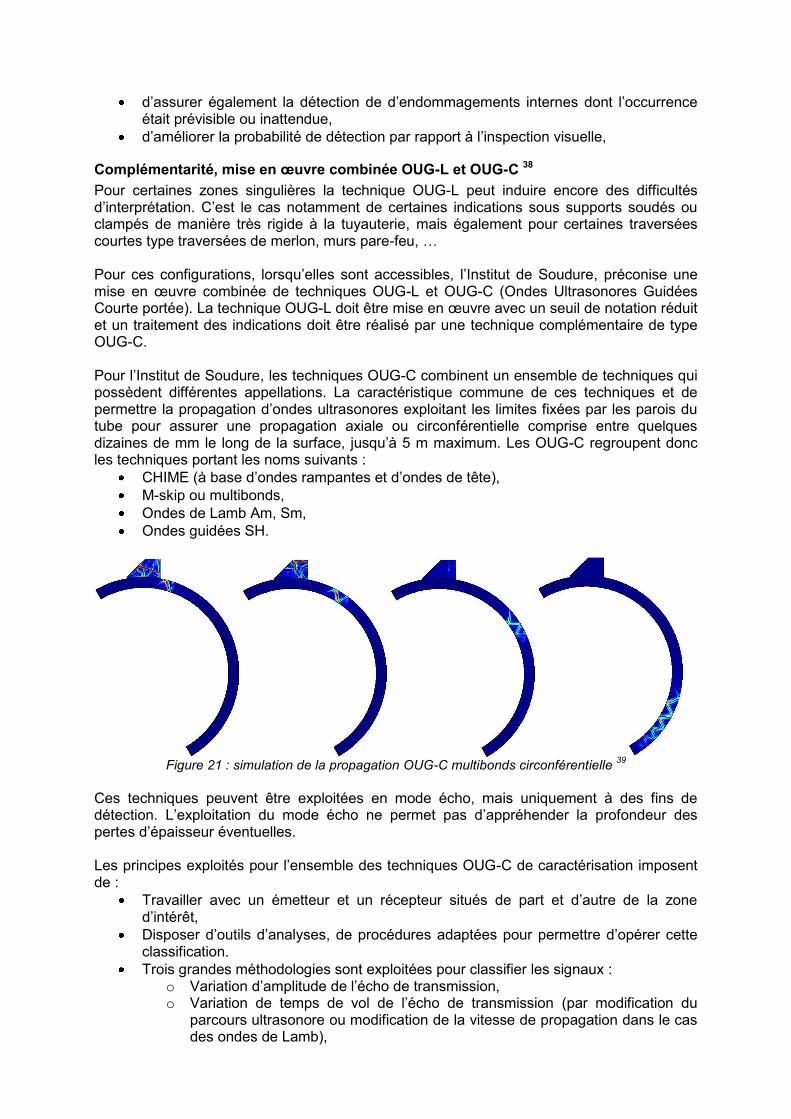
Pour certaines zones singulières la technique OUG-L peut induire encore des difficultés d’interprétation. C’est le cas notamment de certaines indications sous supports soudés ou clampés de manière très rigide à la tuyauterie, mais également pour certaines traversées courtes type traversées de merlon, murs pare-feu, … Pour ces configurations, lorsqu’elles sont accessibles, l’Institut de Soudure, préconise une mise en œuvre combinée de techniques OUG-L et OUG-C (Ondes Ultrasonores Guidées Courte portée). La technique OUG-L doit être mise en œuvre avec un seuil de notation réduit et un traitement des indications doit être réalisé par une technique complémentaire de type OUG-C. Pour l’Institut de Soudure, les techniques OUG-C combinent un ensemble de techniques qui possèdent différentes appellations. La caractéristique commune de ces techniques et de permettre la propagation d’ondes ultrasonores exploitant les limites fixées par les parois du tube pour assurer une propagation axiale ou circonférentielle comprise entre quelques dizaines de mm le long de la surface, jusqu’à 5 m maximum. Les OUG-C regroupent donc les techniques portant les noms suivants :
CHIME (à base d’ondes rampantes et d’ondes de tête), M-skip ou multibonds,
Ondes de Lamb Am, Sm,
Ondes guidées SH.
Figure 21 : simulation de la propagation OUG-C multibonds circonférentielle
39
Ces techniques peuvent être exploitées en mode écho, mais uniquement à des fins de détection. L’exploitation du mode écho ne permet pas d’appréhender la profondeur des pertes d’épaisseur éventuelles. Les principes exploités pour l’ensemble des techniques OUG-C de caractérisation imposent de :
Travailler avec un émetteur et un récepteur situés de part et d’autre de la zone d’intérêt,
Disposer d’outils d’analyses, de procédures adaptées pour permettre d’opérer cette classification.
Trois grandes méthodologies sont exploitées pour classifier les signaux : o Variation d’amplitude de l’écho de transmission, o Variation de temps de vol de l’écho de transmission (par modification du
parcours ultrasonore ou modification de la vitesse de propagation dans le cas des ondes de Lamb),
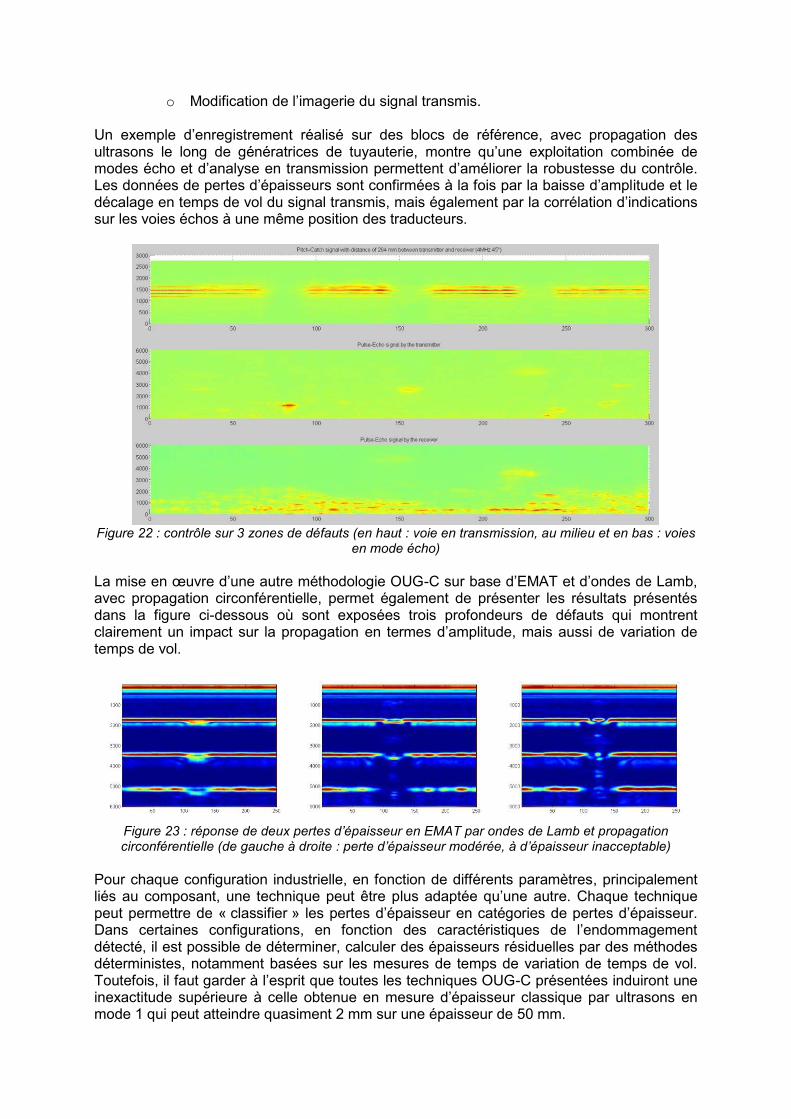
o Modification de l’imagerie du signal transmis. Un exemple d’enregistrement réalisé sur des blocs de référence, avec propagation des ultrasons le long de génératrices de tuyauterie, montre qu’une exploitation combinée de modes écho et d’analyse en transmission permettent d’améliorer la robustesse du contrôle. Les données de pertes d’épaisseurs sont confirmées à la fois par la baisse d’amplitude et le décalage en temps de vol du signal transmis, mais également par la corrélation d’indications sur les voies échos à une même position des traducteurs.
Figure 22 : contrôle sur 3 zones de défauts (en haut : voie en transmission, au milieu et en bas : voies
en mode écho)
La mise en œuvre d’une autre méthodologie OUG-C sur base d’EMAT et d’ondes de Lamb, avec propagation circonférentielle, permet également de présenter les résultats présentés dans la figure ci-dessous où sont exposées trois profondeurs de défauts qui montrent clairement un impact sur la propagation en termes d’amplitude, mais aussi de variation de temps de vol.
Figure 23 : réponse de deux pertes d’épaisseur en EMAT par ondes de Lamb et propagation circonférentielle (de gauche à droite : perte d’épaisseur modérée, à d’épaisseur inacceptable)
Pour chaque configuration industrielle, en fonction de différents paramètres, principalement liés au composant, une technique peut être plus adaptée qu’une autre. Chaque technique peut permettre de « classifier » les pertes d’épaisseur en catégories de pertes d’épaisseur. Dans certaines configurations, en fonction des caractéristiques de l’endommagement détecté, il est possible de déterminer, calculer des épaisseurs résiduelles par des méthodes déterministes, notamment basées sur les mesures de temps de variation de temps de vol. Toutefois, il faut garder à l’esprit que toutes les techniques OUG-C présentées induiront une inexactitude supérieure à celle obtenue en mesure d’épaisseur classique par ultrasons en mode 1 qui peut atteindre quasiment 2 mm sur une épaisseur de 50 mm.
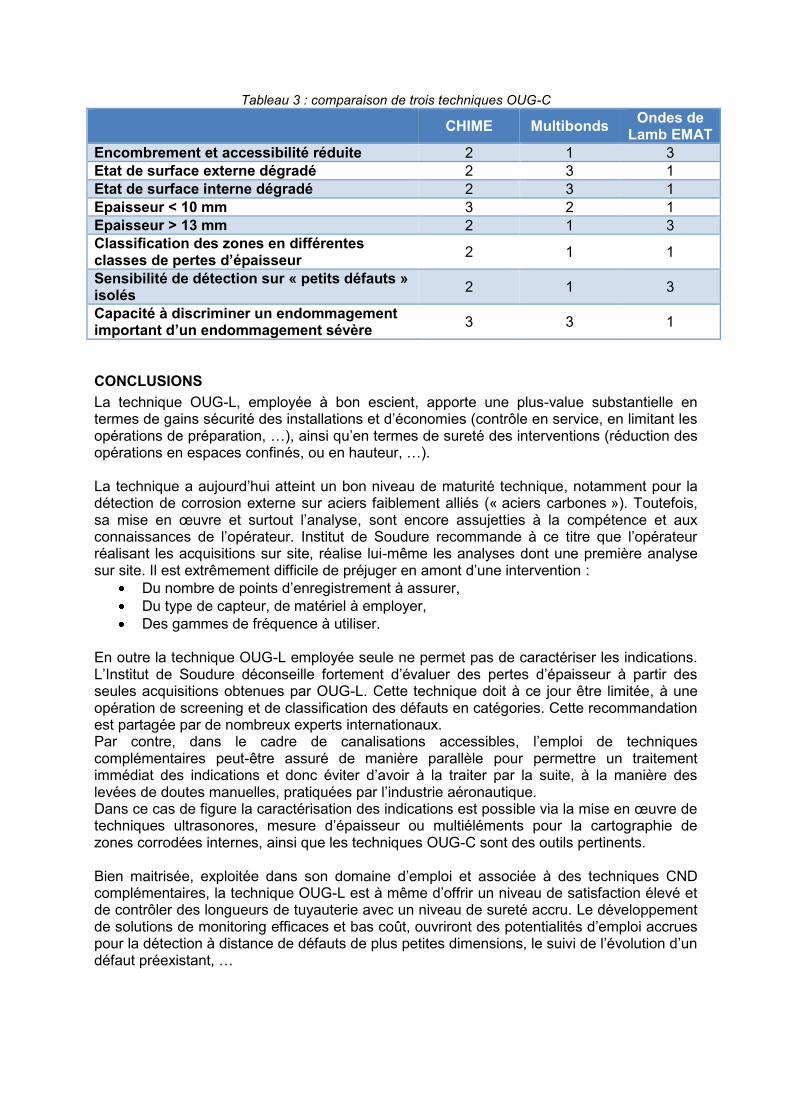
Tableau 3 : comparaison de trois techniques OUG-C
CHIME Multibonds
Ondes de Lamb EMAT
Encombrement et accessibilité réduite 2 1 3
Etat de surface externe dégradé 2 3 1
Etat de surface interne dégradé 2 3 1
Epaisseur < 10 mm 3 2 1
Epaisseur > 13 mm 2 1 3
Classification des zones en différentes classes de pertes d’épaisseur 2 1 1
Sensibilité de détection sur « petits défauts » isolés
2 1 3
Capacité à discriminer un endommagement important d’un endommagement sévère
3 3 1
CONCLUSIONS
La technique OUG-L, employée à bon escient, apporte une plus-value substantielle en termes de gains sécurité des installations et d’économies (contrôle en service, en limitant les opérations de préparation, …), ainsi qu’en termes de sureté des interventions (réduction des opérations en espaces confinés, ou en hauteur, …). La technique a aujourd’hui atteint un bon niveau de maturité technique, notamment pour la détection de corrosion externe sur aciers faiblement alliés (« aciers carbones »). Toutefois, sa mise en œuvre et surtout l’analyse, sont encore assujetties à la compétence et aux connaissances de l’opérateur. Institut de Soudure recommande à ce titre que l’opérateur réalisant les acquisitions sur site, réalise lui-même les analyses dont une première analyse sur site. Il est extrêmement difficile de préjuger en amont d’une intervention :
Du nombre de points d’enregistrement à assurer, Du type de capteur, de matériel à employer,
Des gammes de fréquence à utiliser. En outre la technique OUG-L employée seule ne permet pas de caractériser les indications. L’Institut de Soudure déconseille fortement d’évaluer des pertes d’épaisseur à partir des seules acquisitions obtenues par OUG-L. Cette technique doit à ce jour être limitée, à une opération de screening et de classification des défauts en catégories. Cette recommandation est partagée par de nombreux experts internationaux. Par contre, dans le cadre de canalisations accessibles, l’emploi de techniques complémentaires peut-être assuré de manière parallèle pour permettre un traitement immédiat des indications et donc éviter d’avoir à la traiter par la suite, à la manière des levées de doutes manuelles, pratiquées par l’industrie aéronautique. Dans ce cas de figure la caractérisation des indications est possible via la mise en œuvre de techniques ultrasonores, mesure d’épaisseur ou multiéléments pour la cartographie de zones corrodées internes, ainsi que les techniques OUG-C sont des outils pertinents. Bien maitrisée, exploitée dans son domaine d’emploi et associée à des techniques CND complémentaires, la technique OUG-L est à même d’offrir un niveau de satisfaction élevé et de contrôler des longueurs de tuyauterie avec un niveau de sureté accru. Le développement de solutions de monitoring efficaces et bas coût, ouvriront des potentialités d’emploi accrues pour la détection à distance de défauts de plus petites dimensions, le suivi de l’évolution d’un défaut préexistant, …
REMERCIEMENTS
Les auteurs souhaitent remercier ISEETECH, ainsi que les personnes suivantes pour leurs contributions directes ou indirectes : Daniel Chauveau, Sang Kim, P.J. Mudge, Alessandro Demma, Thomas Vogt, Mark Evans, T. Couturier et Elodie Riquet. 1 http://www.olympus-ims.com/fr/news/100-id.184550446.html 2 BS 9690-1-2011, Non-destructive testing – Guided wave testing part 1: General guidance and principles 3 BS 9690-2-2011, Non-destructive testing – Guided wave testing part 2: Basic requirements for guided wave
testing of pipes, pipelines and structural tubulars. 4 ASTM E2775 – 11, Standard Practice for Guided Wave Testing of Above Ground Steel Pipework Using
Piezoelectric Effect Transduction. 5
ASTM E2929 – 13, Standard Practice for Guided Wave Testing of Above Ground Steel Piping with
Magnetostrictive Transduction. 6 UNI/TS 11317:2009, Non-destructive testing - Inspection of aboveground pipelines and plant piping using long
range guided waves with axial propagation, Date de publication: 2009-02-19. 7 Draft international standard ISO/DIS 18211, Non-destructive testing — Long range inspection of above ground
pipelines and plant piping using guided wave testing with axial propagation. 8 Draft of proposed Nace standard practice, TG 410, Guided wave technology for piping applications. 9 A. Galvagni and P. Cawley, Guided wave permanently installed pipeline monitoring system, Review of Progress
in QNDE, vol. 31, pp. 1591-1598, 2011 10 Weina K. Yaacoubi, and S. Yaacoubi, “Issues to reduce false calls in Guided Waves Structural Health Monitoring: Survey and discussion”, GDRE Colloquium (Wave Propagation in Complex Media for Quantitative and Non Destructive Evaluation), Gregynog, Mid Wales, UK, from 22nd to 27th June 2014 11
Cawley P, Cegla F, Stone M, 2013, Corrosion Monitoring Strategies-Choice Between Area and Point Measurements, Journal of Nondestructive Evaluation, Vol:32, ISSN:0195-9298, Pages:156-163 12
Projet MOSCO, Développement d'un système de Monitoring de Structures offshores vis-à-vis de leur endommagement par Corrosion, CITEPH 05-2008 13
Peter Mckeon, Slah Yaacoubi, Nico F Declercq, Salah Ramadan and Weina Ke Yaacoubi, Ultrasonic Guided Wave Optimization Parameters for Defect Detection in Thick Multilayer Composites, Proceedings of the 2013 International Congress on Ultrasonics (ICU 2013); Projet OSEO H2E 14
Slah Yaacoubi, Daniel Chauveau, Weina Ke Yaacoubi et Pascal Dainelli, Vers la soudure intelligente pour le monitoring des structures tubulaires au moyen des ondes ultrasonores guidées, Les journées COFREND, 20 – 22 mai 2014, Bordeaux 15
P. Cawley, D. Alleyne, Practical Long Range Guided Wave Inspection - Managing Complexity, 2nd
MENDT, Royal commission conference center, Saudi Arabia, December 8-10, 2003 16
Kwun, H. and Holt, A.E. (1995) 'Feasibility of under-lagging corrosion detection in steel pipe using the magnetostrictive sensor technique, NDT&E International, Vol 28, pp211-214 17
M. Lowe, The Guided Wave Testing Method for Screening of Pipelines, V Pan American Conference for Non Destructive Testing Cancun, October 2011 18
J. Davies, F. Simonetti, M. Lowe & P. Cawley, review of synthetically focussed guided wave imaging techniques with application to defect sizing, ECNDT 2006 19
P. Cawley, M. J. S. Lowe, F. Simonetti, C. Chevalier, and A. G. Roosenbrand, The variation of the refection coefficient of extensional guided waves in pipes from defects as a function of defect depth, axial extent, circumferential extent and frequency, J. Mech. Eng. Sci., vol. 216, pp. 1131-1143, 2002 20
A. Demma, P. Cawley, M. Lowe, A. G. Roosenbrand, and B. Pavlakovic, The refection of guided waves from notches in pipes: a guide for interpreting corrosion measurements," NDT&E Int., vol. 37, pp. 167-180, 2004. 21
A. Demma, P. Cawley, M. J. S. Lowe, and A. G. Roosenbrand, The reflection of the fundamental torsional mode from cracks and notches in pipes, J. Acoust. Soc. Am., vol. 114, no. 2, pp. 611-625, 2003 22
R. Carandente, J. Ma, and P. Cawley, The scattering of the fundamental torsional mode from axi-symmetric defects with varying depth profile in pipes, J. Acoust. Soc. Am., vol. 127, no. 4, pp. 3440-3448, 2010 23
A. Lovstad and P. Cawley, The reflection from the fundamental torsional mode from multiple circular holes in pipes, NDT&E Int., vol. 44, pp. 553-562, 2011 24
Shiuh Kuang Yang, Jie Hung Lee, Ping Horn Lee, Jyin Wen Cheng, The effect of the longitudinal welded support on the pipe for guided wave propagation, 12
th A-PCNDT 2006 - Asia-Pacific Conference on NDT, 5
th -
10th
Nov 2006, Auckland, New Zealand 25
A. Galvagni and P. Cawley, The reflection of guided waves from simple supports in pipes, J. Acoust. Soc. Am., vol. 129, no. 4, pp. 1869-1880, 2011 26
Hegeon Kwun, Sang Y. Kim and Glenn M. Light, Improving guided wave testing of pipelines with mechanical attachements, Materials Evaluation, pp. August 2010, 927-932 27
A. Galvagni, P. Cawley, The reflection of guided waves from simple supports in pipes, American Institute of Physics Conf Proc. 1335, 105 (2011) 28
H. Kwun, Sang.Y. Kim, Improving guided wave testing of pipelines with mechanical attachments, Material Evaluation, August 2010 29
J. O. Davies, Inspection of pipes using low frequency focused guided waves, Thesis, April 2008

30
Z. Sun, L. Zhang, and J.L. Rose. Flexural torsional guided wave mechanics and focusing in pipe. Journal of Pressure Vessel Technology, 127:471–478, 2005. 31
J. L. Rose, L. Zhang, B. J. Gavigan, Ultrasonic guided wave phased array focusing in pipelines, Conference: 2005 IMAC-XXIII: Conference & Exposition on Structural Dynamics 32
T. Vogt, Guided Ultrasonics Ltd, ultrasonic pipe inspection with signal processing arrangement, publication 2 february 2012, WO2012/013942 A1 33
ASTM E2775-11, Standard Practice for Guided Wave Testing of Above Ground Steel Pipework Using Piezoelectric Effect Transduction 34
ISO 3183: 2012, Industrie du pétrole et du gaz naturel – Tubes en acier pour les systèmes de transport par conduites 35
Reliability Assessment for Containment of Hazardous Materials RACH), European Commission Project OG 112/FR/UK, Final Report, 1999 36
Mudge, P.J. and Lank, A.M. ‘Detection of corrosion in pipes and pipelines’, ASNT International Chemical and Petroleum Industry Inspection Technology Topical Conference V, Houston, Texas, 16-19 June 1997 37
C. Wassing, Comparison of guided waves inspection and alternative strategies for inspection of insulated pipelines, IIW V-1481-10 38
S. Yaacoubi, W. K. Yaacoubi, D. Flotte, P. Dainelli, D. Chauveau & M. Riethmuller, M. Ferrari, S. Bittendiebel, proposal for NDT strategies to assess the structural integrity of nuclear pipings, 10
Th International Conferences on
NDE, Cannes, France, October 2013 39 W. Ke, Finite element simulation of multiskip propagation by COMSOL, Institut de Soudure technical report
n°4742-VPE82-V1