Compétitivité par l'amélioration continue
82
Compétitivité par l'amélioration continue 09/11/2012 1
Transcript of Compétitivité par l'amélioration continue

Compétitivité par
l'amélioration continue
09/11/20121

Plan de la présentation
Présentation de l’entreprise
Les métiers de SOPAL
Les Domaines d’Activité Stratégique
L’amélioration continue (Production)
L’amélioration continue (Fonctions supports)
2

Plan de la présentation
Présentation de l’entreprise
Les métiers de SOPAL
Les Domaines d’Activité Stratégique
L’amélioration continue (Production)
L’amélioration continue (Fonctions supports)
3

SOPAL est aujourd’hui, leader, en Tunisie dans la
fabrication et la distribution de produits dans les
secteurs :
Présentation de l’entreprise
De l’équipement sanitaire
Du branchement d’eau
Du branchement Gaz
4

Année de création : 1981
Capital : 12.000.000 DT
Chiffres d’affaires (2011) : 48.320.000 DT
Effectif (2011): 525
Taux d’encadrement : 17%
La SOPAL en Chiffres
5

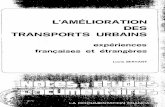
Evolution du Chiffre d’Affaires
La SOPAL en Chiffres
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
45,00
50,00
1983 1985 1987 1989 1991 1993 1995 1997 1999 2001 2003 2005 2007 2009 2011
0,08 0,13 0,15 0,28 0,30 0,47 0,38 0,68 0,852,27 1,99
5,00 4,37 4,706,26 6,43 7,04
8,0410,02
11,07
13,10
15,3415,66
20,14
31,63
37,2938,68
44,70
48,32
6

Evolution du Capital Humain
La SOPAL en Chiffres
0
100
200
300
400
500
600
90 91 92 93 94 95 96 97 98 99 00 01 02 03 04 05 06 07 08 09 10 11
31 38 4965 76 84 93
117
166152 151
227250
310 309 310331
374
525510 510
525
7

Plan de la présentation
Présentation de l’entreprise
Les métiers de SOPAL
Les Domaines d’Activité Stratégique
L’amélioration continue (Production)
L’amélioration continue (Services)
8

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
9

10

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
11


Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
13

14

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
15

16

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
Fonderie par gravité
17

18

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
Fonderie en coquilles
Usinage sur machines de
transfert
19

20

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
Fonderie en coquilles
Usinage sur machines de
transfert
Polissage
21

22

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
Fonderie en coquilles
Usinage sur machines de
transfert
PolissageGalvanoplastie
23

24

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
Fonderie en coquilles
Usinage sur machines de
transfert
PolissageGalvanoplastie
AssemblageSemi-automatique
25

26

Les métiers de SOPAL
Etude de projets (CFAO, DAO)
Fabrication d’outillages
Matriçage à chaud
Injection sous pression
Fonderie en coquilles
Usinage sur machines de
transfert
PolissageGalvanoplastie
AssemblageSemi-automatique
Contrôle d’étanchéité
27

Plan de la présentation
Présentation de l’entreprise
Les métiers de SOPAL
Les Domaines d’Activité Stratégique
L’amélioration continue (Production)
L’amélioration continue (Fonctions supports)
28

Les Domaines d’Activité Stratégique
Robinetterie
Mitigeurs Mélangeurs 29

Les Domaines d’Activité Stratégique
Robinetterie
Robinet électroniqueSérie temporisé
30

Articles pour Installation Eau et Gaz
Pièces de Raccordement Collecteurs
Les Domaines d’Activité Stratégique
31

Articles pour Installation Eau et Gaz
Vannes à Boisseaux Sphériques
Vannes et Robinets de GAZ
Les Domaines d’Activité Stratégique
32

Branchements d’eau
Compteur d’eau
Robinet AV Compteur
Robinet AP Compteur
Robinet de prise en charge
Les Domaines d’Activité Stratégique
33

Branchement de Gaz
Robinet d’arrêt
Pièce de raccordementGAZ
Robinets pour bouteilles de GAZ
Robinets pour bouteilles de gaz GPL
Les Domaines d’Activité Stratégique
Boiteà clapet
34

Connecteurs électriques
Cosses de Batterie
Les articles de sécurité incendie
Robinets Extincteurs
Les Domaines d’Activité Stratégique
35

Plan de la présentation
Présentation de l’entreprise
Les métiers de SOPAL
Les Domaines d’Activité Stratégique
L’amélioration continue (Production)
L’amélioration continue (Fonctions supports)
36

Just
e A
Tem
ps
Au
to-Q
ual
ité
Implication du personnelMotivationCommunicationFormation
Process Standard et Stable
TEMPLE SPS
37
Qualité – Cout – Délais
Management

Just
e A
Tem
ps
Au
to-Q
ual
ité
Implication du personnelMotivationCommunicationFormation
Process Standard et Stable
Qualité – Cout – Délais
Management
TEMPLE SPS
38

Implication du personnelMotivationCommunicationFormation
Equipes autonomes SGO
Réunions
Communication
PolyvalencePolycompétence
Résolution de
problèmes
Ergonomie
Formations
39
PA

Equipes Autonomes
Les EA sont mises en place et opérationnelles.
La mission de l’EA et du leader d’équipe est détaillée et formalisée par écrit.
L'auto contrôle, la maintenance de premier niveau
et les changements de série sont assurés par l’EA.
40

Des indicateurs opérationnels
ciblés et des objectifs / EA
Equipes Autonomes
41
CA HT (MD)
Quantité quotidienne produite / EA

Une prime trimestrielle pour l’ EA la plus performante
Equipes Autonomes
42

63,86%
67,72%
68,93%
73,80%
75,00%
58,00%
60,00%
62,00%
64,00%
66,00%
68,00%
70,00%
72,00%
74,00%
76,00%
2006 2007 2008 2009 2011
EVOLUTION DE LA PRODUCTIVITE AT. POLISSAGE
43

Unités Autonomes de Production
M.PROD
SUP.TSSUP.EST R.SPS2SUP.FND SUP.USI SUP.POL R.SPS1SUP.ASS2SUP.ASS1
M.MAIN
SUP.MECSUP.ELE COS.MET
M.PLAN
A.SAISIER.PLAN R.SUIVI
D.PROD
M.UAP2
M.MAIN
M.UAP1 M.SPS
UAP1 UAP244

Unités Autonomes de Production
Les résultats d’exploitation ?
Le taux de service?
308404
367733
260000
280000
300000
320000
340000
360000
380000
2011 2012
Evolution de la quantité produiteUAP2
1 698 131
2832093
0
500 000
1 000 000
1 500 000
2 000 000
2 500 000
3 000 000
2011 2012
Evolution de la quantité produite UAP1
45

Implication du personnelMotivationCommunicationFormation 46

Système de Gestion Opérationnelle
Vision Stratégique5 ans
Objectifs Stratégiques
Road-mapsProcessus
Att
ein
dre
Contrat Mensuel Processus
Su
ivre
Contrat Annuel Processus
TDBManagement
TDBOpérationnel
Conseils de Management
Réunions Quotidiennes
Réunions opérationnelles
47Objectifs
Opérationnels
Réunions 5 mn SUP-LEADERS

Implication du personnelMotivationCommunicationFormation 48

L'affichage des performances est généralisé.
Les supports d'affichage sont bien définis
standardisés, et appliqués pour les indicateurs opérationnels.
L'affichage de certains indicateurs opérationnels se
fait en temps réel.
49
communication

Le logiciel de supervision pour atelier
Sert de passerelle entre les machines de production et le réseau
informatique d'entreprise pour transférer en temps réel les
informations de production
Mesurer en temps réel la performance de la production
Analyser les résultats
Communiquer les indicateurs dans les ateliers
50
communication

Implication du personnelMotivationCommunicationFormation 51

Plan de formation adapté par métier
Polyvalence - Polycompétence
52

Implication du personnelMotivationCommunicationFormation 53

Formations
Taux de formation du personnel à la culture de l’AC
162 PERSONNES
34 PERSONNES
15 PERSONNES
19 PERSONNES
54

Implication du personnelMotivationCommunicationFormation 55

56
Nombre de PA émises par an
Géré par un comité et des sous-comités
Système d’intéressement : Meilleure PA par moisMeilleure PA de l’année
= 1235 PA

Implication du personnelMotivationCommunicationFormation
5S
SMED
TPM
Stabilitédes process
Process Standard et Stable
Standards
57

5 5 5
5
5
5
5
5
5
5
22
2
2
000
0 0
0
1
2
3
4
5
TRAITEMENTDE SURFACE
USI1TRF01
ASS1PAS03/PAS01
FONDERIENOY
ASS2PAS24
POL1EA11
POL2MPL03/04/05/06
INJ
EA21/EA22MNTUAP2
ASS1PAS05
POL1EA41/42
ASS2PAS23
MNTUAP1
FNDFND02
USI2TRF19
POL1EA31/32
ESTPRS17
ESTPRS09
19 Chantiers planifiés en 2012 58

10 Chantiers clôturés
5 Chantiers en cours
Planning annuel d’audit
NOTE 5S NOTE 5S NOTE 5S
59

73,0%
76,6%
81,0%
68,0%
70,0%
72,0%
74,0%
76,0%
78,0%
80,0%
82,0%
JUIN JUILLET AOUT
EVOLUTION DE LA PRODUCTIVITE AT. ASS2 PAS24
60

Implication du personnelMotivationCommunicationFormation
Process Standard et Stable
61

4
1
0
0
0
0
0
1
2
3
4
5
TRF01
MPL02MPL07
PRS10
TRF22
TRF05
MPL03-MPL04MPL05-MPL06
6 chantiers planifiés en 201262

Machine d’usinage TRF01
Les opérations dechangement de série
Améliorations
N° OPERATIONSDurée
moyenneSupprimer Réduire Externaliser Actions
1 Nettoyage de la machine 00:30:00 X
Installer des buses pour dégager les bavures en cours d’usinage.Installer une nouvelle pompe et refaire le circuit de nettoyage.Changer la forme des plaques de protection des têtes.
2 Réglage avance outils 00:17:00 Xintégrer l'avance manuelle des têtes sans rotation TRF01Acheter un compact à molette pour mesurerla distance à régler TRF01
3 Enlever les pieds de centrage 00:09:00 XRéaliser 30 pieds de centrage pour les porte mors de la TRF01 Réaliser un calibre pour l'usinage (PASS NON PASS) entraxe et diamètre H7
4Démontage Montage VIS MERES
00:14:00 X Refaire les écrous de fixation des vis mèreTRF01 et prévoir des clés de montage démontage
5 Chercher la VIS MERE 00:02:00 X Réaliser les vis mère manquantes pour le groupede la machine TRF01
63

30 (mn)
9(mn)
2(mn)
Nettoyage de la machine Réglage avance outilsEnlever les pieds
de centrageDémontage Montage
V.M
72 (mn)
22(mn)
39(mn)
11(mn)
Réduire le temps des opérations Temps actuel des opérations
39 (mn)
17 (mn)
14(mn)
ChercherV.M
Supprimer des opérations
64

Implication du personnelMotivationCommunicationFormation
Gestion de la
production
Analyse des flux (VSM)
Amélioration des flux
Process Standard et Stable
Just
e A
Tem
ps
65
Qualité – Cout – Délais
Management

Mettre en ligne c’est disposer consécutivement les opérations de
production concernant un même produit ou famille afin de
permettre leur enchaînement.
Implantation en lignes de production
Gestion de la Production
66

67

68

Gestion de la Production
Un planning interactif capable de réagir
automatiquement aux aléas de type panne,commande urgente, annulée ou repoussée en
construisant en temps réel un nouveauplanning, avec la possibilité de générer dessimulations, d'en analyser les performances et deprendre les bonnes décisions.
S’interfacenativement
69

Implication du personnelMotivationCommunicationFormation
Process Standard et Stable
Just
e A
Tem
ps
70
Qualité – Cout – Délais
Management
Au
to-Q
ual
ité

Les différents types de contrôle
Contrôle par
échantillonnage
Contrôle systématique d’étanchéité
Contrôle systématique d’aspect

Les différents types de contrôle
Point Qualité
BEEPostes de contrôle

Présentation de l’entreprise
Les métiers de SOPAL
Les Domaines d’Activité Stratégique
L’amélioration continue (Production)
L’amélioration continue (Fonctions supports)
Plan de la présentation

Customer Relationship Management
74

Customer Relationship Management
C’est un projet en cours de mise en place pour le service marketing.
C’est un projet qui vise à développer un lien direct avec
le client afin
De connaître précisément ses besoins et ses attentes
Fidéliser
Accroitre la rentabilité
75

Customer Relationship Management
Recours à un cabinet de conseil pour le choix du logiciel CRM adéquat.
Mieux connaitre nos clients
La productivité commerciale
La qualité des compagnes Marketing
Aide aux choix stratégiques
76

Ingénierie simultanée en conception77

78
Etudier
la faisabilitéConception
Maquette Prototypa
ge
Industrialisation
Fabrication
Outillage
Production
ValidationCommercialisation
Achats
Marketing Proposition de projet
Méthode traditionnelle
6 Mois
CLIENT

79
Etudier la faisabilité
Conception
Maquette/Prototypage
Industrialisation
Fabrication
Outillage
Production
Validation
Commercialisation
Achats
Marketing Proposition
de projet
Ingénierie simultanée
3 Mois
CLIENT

La V6 permet de travailler ensemble et d’accélérer le processus de
développement.
De plus en plus de personnes participent à un projet et apportent des
modifications. Elles doivent donc avoir la certitude qu’elles travaillent sur
la version la plus récente d’un design.
La V6 répond à nos besoins de conception, de fabrication et de gestion
documentaire sur la même plate-forme collaborative
CATIA V6
80

Nous nous sommes appuyés sur la visualisation réaliste de
la V6 pour créer une expérience interactive en 3D. Nous
avons même franchi une étape supplémentaire avec
3DVIA Mobile en publiant nos modèles sur 3Dvia.com que
nos clients peuvent découvrir sur leur IPhone ».
3DVIA va nous aider à promouvoir nos produits dans le monde entier.
CATIA V6
81

82