
Compte rendu du chantier expérimental de St Philbert...
40
1 PROJET ANR CLEAN « Chaussées à Longévité Environnementale Adhérente et Nettoyante » LIVRABLE N° R16 Version N° 1 Titre Compte rendu du chantier expérimental de St Philbert de Grand Lieu Auteur(s) T.B. Nguyen, T. Sedran, F. de Larrard, R. Blaszczyk Organisme IFSTTAR - SAE Date de rédaction Mai-juin 2011 Date de mise en ligne sur le portail CLEAN 24 juin 2011 Nombre de pages 38 Tâche N° 6 Validé par le responsable du projet F. de Larrard Commentaire Manquent les résultats de résistance à 28 j. sur les mortiers Le chantier s’est déroulé sur deux semaines distinctes : du 6 au 13 mai (coulage des bandes 1 et 3), puis du 6 au 8 juin 2011 (coulage des bandes 2 et 4). On trouvera dans ce rapport : un chapitre sur la première partie, rédigée par l’IFSTTAR (pp. 2-16), un chapitre sur la deuxième partie, également dû à l’IFSTTAR (pp. 17-28), et une synthèse des deux parties du chantier vue par SAE-Fayat (pp. 29-38).
Transcript of Compte rendu du chantier expérimental de St Philbert...
1
PROJET ANR CLEAN
« Chaussées à Longévité Environnementale Adhérente et Nettoyante »
LIVRABLE N° R16 Version N° 1
Titre Compte rendu du chantier expérimental de St Philbert de Grand Lieu
Auteur(s) T.B. Nguyen, T. Sedran, F. de Larrard, R. Blaszczyk
Organisme IFSTTAR - SAE Date de rédaction Mai-juin 2011
Date de mise en ligne sur le portail CLEAN 24 juin 2011 Nombre de pages 38
Tâche N° 6 Validé par le responsable du projet F. de Larrard
Commentaire Manquent les résultats de résistance à 28 j. sur les mortiers
Le chantier s’est déroulé sur deux semaines distinctes : du 6 au 13 mai (coulage des bandes 1 et 3), puis du 6 au 8 juin 2011 (coulage des bandes 2 et 4). On trouvera dans ce rapport : un chapitre sur la première partie, rédigée par l’IFSTTAR (pp. 2-16), un chapitre sur la deuxième partie, également dû à l’IFSTTAR (pp. 17-28), et une synthèse des deux parties du chantier vue par SAE-Fayat (pp. 29-38).

2
CHANTIER CLEAN ST PHILBERT DE GRAND LIEU Compte rendu de la semaine 19
Contribution de l’IFSTTAR – F. de Larrard et T.B. Nguyen 15h45 9h45 15h00
Lundi 9 – Mardi 10 mai 2011 Mise en place de l’atelier de fabrication. Réception des matériaux. Pesage des big-bags de sable et de ciment. Traçage et réalisation des rainures. Préparation des matériels de mise en œuvre. Identification d’un défaut d’uni sur l’EME, et tentative de traitement par fraisage (Bande 1, côté Challans). Présence d’un autre défaut d’uni sur la bande 3, à même hauteur (près de la zone polluée). Suite à un vol de carburant, une partie de l’EME a été pollué. Quelques mètres-carrés sont donc fraisés à la même profondeur que les engravures, pour remplissage de mortier avant répandage de la couche d’épaisseur 12 mm. Mercredi 11 mai Convenance pompage et remplissage de rainures.
- demi-gâchée sans fibres : pompage réussi mais à faible débit - gâchée avec fibres : lors de la fabrication, après adjonction de la totalité des
fibres, l’ensemble de la gâchée tourne avec les pales du malaxeur (correspondant au pic d’intensité sur le malaxeur), puis se fracture et se disperse. Sur le chantier, impossibilité de pomper (à cause de boules de fibres ?). Prélèvements et essais mécaniques réalisés à l’IFSTTAR. Rc17h = 42 MPa – Rc24h = 68 MPa
- remplissage des 2/3 d’une rigole longitudinale à la main avec le reste de la gâchée. Temps de mise en œuvre long (environ 1,5 m/mn). Résultat visuel correct.
Jeudi 12 mai Modification de la répandeuse pour permettre l’alimentation par la goulotte de la toupie. Remplissage manuel des rigoles.
- Matin : 2 charges de 600 litres - Après-midi : 1 charge de 1200 litres (2 gâchées de 600 l) + 1 charge de 900 l
(600 l + 300 l). Constatation : on perd entre 150 et 200 l par charge de 600 l (mortier collé dans la toupie ?)1. La dernière bande n’est pas tout à fait remplie (il manque environ 100 l de mortier). Mise en œuvre longue mais correcte. Travail de qualité par les maçons. La cure à l’eau est problématique, car la surface sèche très vite. En fin d’après-midi, on note sur certaines parties de rainures des cloques. On voit aussi des boules de fibres par endroit. Vendredi 13 mai Implantation puis coulage des bandes 1 et 3.
1 Il est apparu après coup que les bandes de 2 m mesurent plutôt 2,06 m après mise en œuvre, ce qui a constitué une cause supplémentaire de surconsommation lors des répandages ultérieurs.
3
12h00 env. env. 17h30
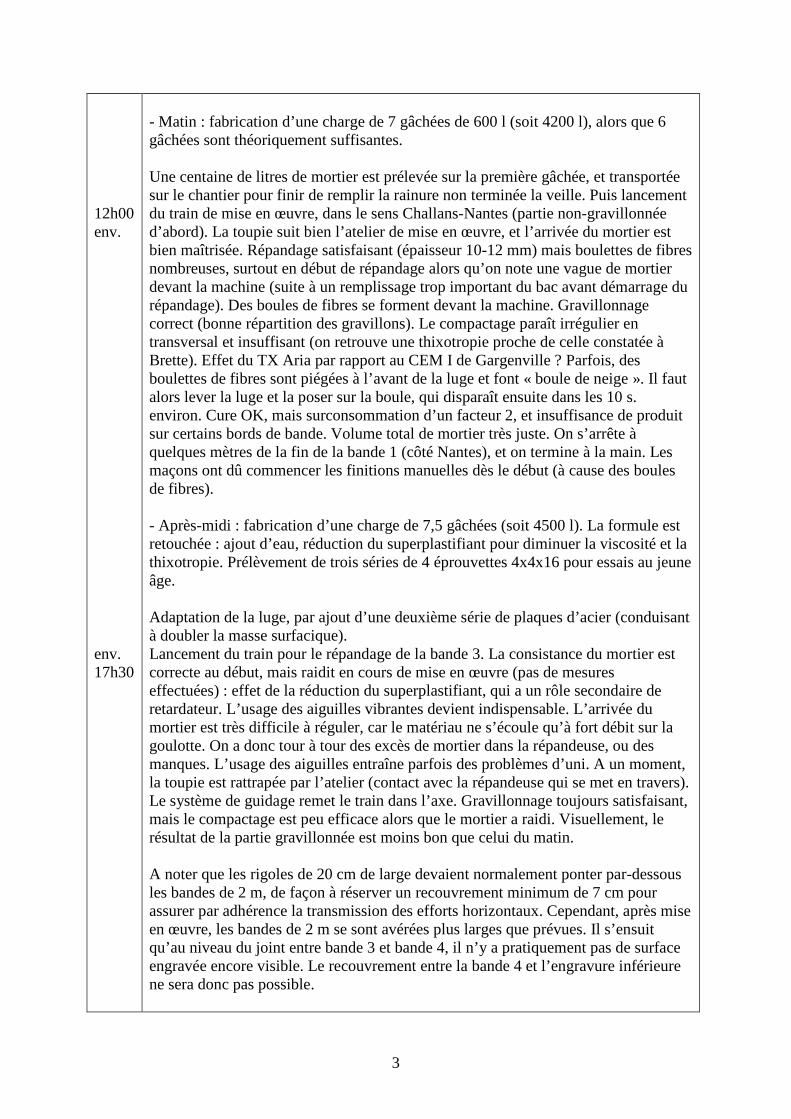
- Matin : fabrication d’une charge de 7 gâchées de 600 l (soit 4200 l), alors que 6 gâchées sont théoriquement suffisantes. Une centaine de litres de mortier est prélevée sur la première gâchée, et transportée sur le chantier pour finir de remplir la rainure non terminée la veille. Puis lancement du train de mise en œuvre, dans le sens Challans-Nantes (partie non-gravillonnée d’abord). La toupie suit bien l’atelier de mise en œuvre, et l’arrivée du mortier est bien maîtrisée. Répandage satisfaisant (épaisseur 10-12 mm) mais boulettes de fibres nombreuses, surtout en début de répandage alors qu’on note une vague de mortier devant la machine (suite à un remplissage trop important du bac avant démarrage du répandage). Des boules de fibres se forment devant la machine. Gravillonnage correct (bonne répartition des gravillons). Le compactage paraît irrégulier en transversal et insuffisant (on retrouve une thixotropie proche de celle constatée à Brette). Effet du TX Aria par rapport au CEM I de Gargenville ? Parfois, des boulettes de fibres sont piégées à l’avant de la luge et font « boule de neige ». Il faut alors lever la luge et la poser sur la boule, qui disparaît ensuite dans les 10 s. environ. Cure OK, mais surconsommation d’un facteur 2, et insuffisance de produit sur certains bords de bande. Volume total de mortier très juste. On s’arrête à quelques mètres de la fin de la bande 1 (côté Nantes), et on termine à la main. Les maçons ont dû commencer les finitions manuelles dès le début (à cause des boules de fibres). - Après-midi : fabrication d’une charge de 7,5 gâchées (soit 4500 l). La formule est retouchée : ajout d’eau, réduction du superplastifiant pour diminuer la viscosité et la thixotropie. Prélèvement de trois séries de 4 éprouvettes 4x4x16 pour essais au jeune âge. Adaptation de la luge, par ajout d’une deuxième série de plaques d’acier (conduisant à doubler la masse surfacique). Lancement du train pour le répandage de la bande 3. La consistance du mortier est correcte au début, mais raidit en cours de mise en œuvre (pas de mesures effectuées) : effet de la réduction du superplastifiant, qui a un rôle secondaire de retardateur. L’usage des aiguilles vibrantes devient indispensable. L’arrivée du mortier est très difficile à réguler, car le matériau ne s’écoule qu’à fort débit sur la goulotte. On a donc tour à tour des excès de mortier dans la répandeuse, ou des manques. L’usage des aiguilles entraîne parfois des problèmes d’uni. A un moment, la toupie est rattrapée par l’atelier (contact avec la répandeuse qui se met en travers). Le système de guidage remet le train dans l’axe. Gravillonnage toujours satisfaisant, mais le compactage est peu efficace alors que le mortier a raidi. Visuellement, le résultat de la partie gravillonnée est moins bon que celui du matin. A noter que les rigoles de 20 cm de large devaient normalement ponter par-dessous les bandes de 2 m, de façon à réserver un recouvrement minimum de 7 cm pour assurer par adhérence la transmission des efforts horizontaux. Cependant, après mise en œuvre, les bandes de 2 m se sont avérées plus larges que prévues. Il s’ensuit qu’au niveau du joint entre bande 3 et bande 4, il n’y a pratiquement pas de surface engravée encore visible. Le recouvrement entre la bande 4 et l’engravure inférieure ne sera donc pas possible.

4
8h00 10h30 12h30 Env 18h00
Samedi 14 mai On note une fissuration de certaines engravures, avec, sur certaines zones, une distance de l’ordre de 4,50 m. Lancement de la fabrication d’une charge de 7,5 gâchées. Dose de retardateur augmentée. Essais mécaniques à l’IFSTTAR. Seulement 8 MPa à 19 h d’âge (conséquence du rajout d’eau, et de la température plus faible). Résultats obtenus visibles sur le diagramme suivant (e/c = 0,30 : mortier du mercredi – e/c = 0,32 : mortier du vendredi après-midi).
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
âge du mortier (h)
RC
(M
Pa)
e/c=0,30
e/c=0,32
Linéaire (e/c=0,30)
Linéaire (e/c=0,32)
L’aspect friable du mortier de la bande 3 corrobore les essais mécaniques de laboratoire. Il faut attendre. Décision d’ajouter du retardateur dans la toupie pour prévenir un raidissement fatal. Slump initial 25,5 cm. Ajout correspondant à un dosage total de 0,83 %. Slump 22 cm. Ajout d’environ 9 litres du superplastifiant préalablement dilué à 50 % (en masse), soit environ 4,5 kg de SP en extrait sec, d’où un dosage total en superplastifiant de 0,28%. Résultat : béton autoplaçant ! Retour de la toupie à la centrale, et ajout d’une gâchée sèche équivalant à 300 l de mortier. Rotation rapide de la toupie. Prélèvement : le sable et le ciment ne sont pas mélangés ! Evacuation du haut de la charge jusqu’à apparition d’un mortier propre, puis retour sur le chantier. Malgré la consistance du mortier toujours très fluide, décision d’essayer un répandage sur la bande 2, en inlay entre la bande 1 et la bande 3, côté Nantes (partie gravillonnée). Problème de calage de la bavette avant de la répandeuse détecté juste avant la mise en œuvre (largeur non réduite, toujours égale à 2,00 m + hauteur excessive par rapport au sol, compte tenu de la fluidité du mortier). En début de répandage, accrochage de la bavette sur le sol (au milieu de la bande) et arrêt (environ 45’) pour recalage. Puis redémarrage. Résultat du répandage non
Temps de prise supposé

5
satisfaisant : épaisseur de 8-10 mm à gauche, et de 25-30 mm à droite. Décision d’arrêter le répandage au bout d’environ 20 m, enlèvement à la pelle du mortier déjà répandu, et renvoi de la toupie. Fin provisoire du chantier. Lundi 16 mai et mardi 17 mai Sciage des parties non gravillonnées. Au début, la distance entre axes de rainure est excessive (12 mm). Correction puis continuation à 10 mm. Certains bords de bande ne sont pas striés sur une distance d’environ 5 cm. A rattraper après coulage des autres bandes. Vitesse d’exécution : environ 50 m2/h.
6
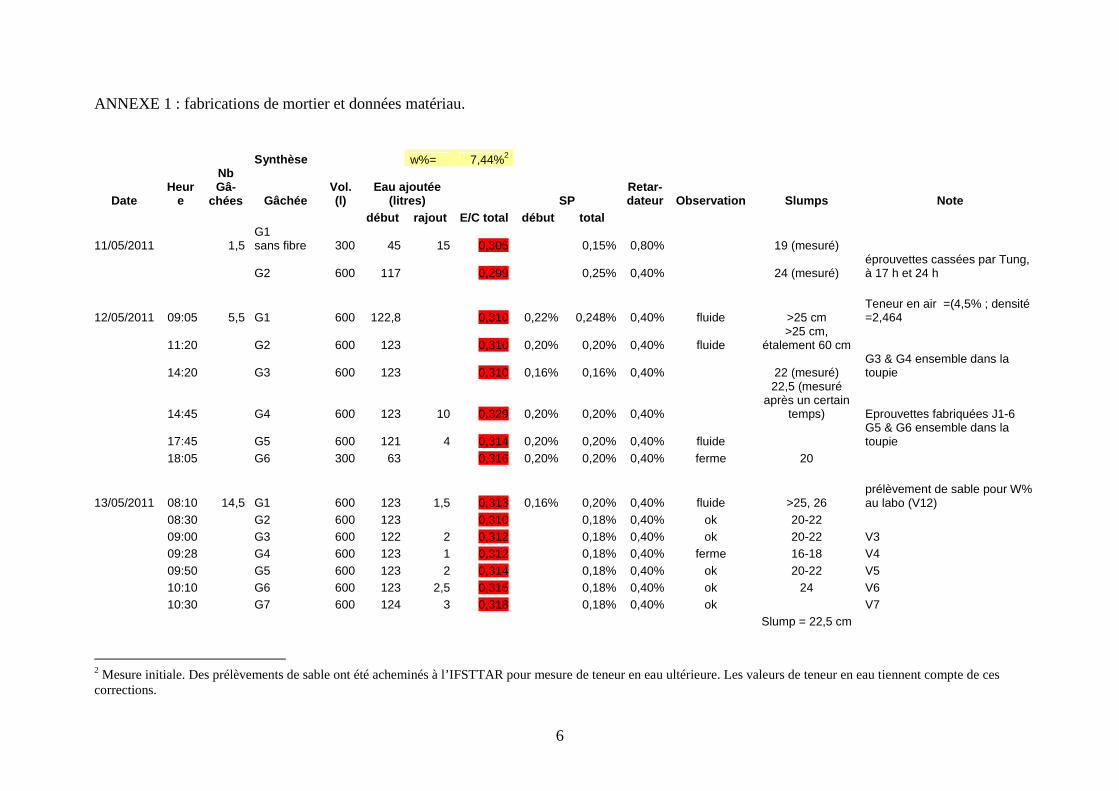
ANNEXE 1 : fabrications de mortier et données matériau. Synthèse w%= 7,44%2
Date Heur
e
Nb Gâ-
chées Gâchée Vol. (l)
Eau ajoutée (litres) SP
Retar- dateur Observation Slumps Note
début rajout E/C total début total
11/05/2011 1,5 G1 sans fibre 300 45 15 0,305 0,15% 0,80% 19 (mesuré)
G2 600 117 0,299 0,25% 0,40% 24 (mesuré) éprouvettes cassées par Tung, à 17 h et 24 h
12/05/2011 09:05 5,5 G1 600 122,8 0,310 0,22% 0,248% 0,40% fluide >25 cm Teneur en air =(4,5% ; densité =2,464
11:20 G2 600 123 0,310 0,20% 0,20% 0,40% fluide >25 cm,
étalement 60 cm
14:20 G3 600 123 0,310 0,16% 0,16% 0,40% 22 (mesuré) G3 & G4 ensemble dans la toupie
14:45 G4 600 123 10 0,329 0,20% 0,20% 0,40%
22,5 (mesuré après un certain
temps) Eprouvettes fabriquées J1-6
17:45 G5 600 121 4 0,314 0,20% 0,20% 0,40% fluide G5 & G6 ensemble dans la toupie
18:05 G6 300 63 0,316 0,20% 0,20% 0,40% ferme 20
13/05/2011 08:10 14,5 G1 600 123 1,5 0,313 0,16% 0,20% 0,40% fluide >25, 26 prélèvement de sable pour W% au labo (V12)
08:30 G2 600 123 0,310 0,18% 0,40% ok 20-22 09:00 G3 600 122 2 0,312 0,18% 0,40% ok 20-22 V3 09:28 G4 600 123 1 0,312 0,18% 0,40% ferme 16-18 V4 09:50 G5 600 123 2 0,314 0,18% 0,40% ok 20-22 V5 10:10 G6 600 123 2,5 0,315 0,18% 0,40% ok 24 V6 10:30 G7 600 124 3 0,318 0,18% 0,40% ok V7 Slump = 22,5 cm
2 Mesure initiale. Des prélèvements de sable ont été acheminés à l’IFSTTAR pour mesure de teneur en eau ultérieure. Les valeurs de teneur en eau tiennent compte de ces corrections.
7
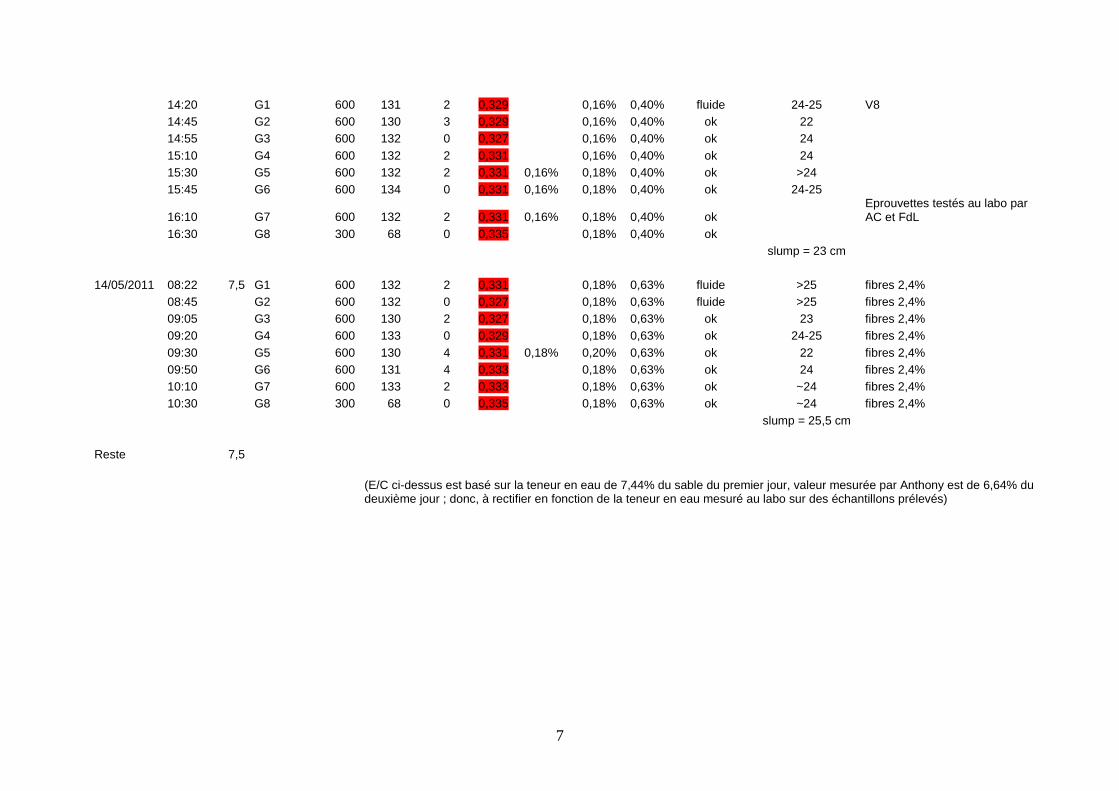
14:20 G1 600 131 2 0,329 0,16% 0,40% fluide 24-25 V8 14:45 G2 600 130 3 0,329 0,16% 0,40% ok 22 14:55 G3 600 132 0 0,327 0,16% 0,40% ok 24 15:10 G4 600 132 2 0,331 0,16% 0,40% ok 24 15:30 G5 600 132 2 0,331 0,16% 0,18% 0,40% ok >24 15:45 G6 600 134 0 0,331 0,16% 0,18% 0,40% ok 24-25
16:10 G7 600 132 2 0,331 0,16% 0,18% 0,40% ok Eprouvettes testés au labo par AC et FdL
16:30 G8 300 68 0 0,335 0,18% 0,40% ok slump = 23 cm 14/05/2011 08:22 7,5 G1 600 132 2 0,331 0,18% 0,63% fluide >25 fibres 2,4% 08:45 G2 600 132 0 0,327 0,18% 0,63% fluide >25 fibres 2,4% 09:05 G3 600 130 2 0,327 0,18% 0,63% ok 23 fibres 2,4% 09:20 G4 600 133 0 0,329 0,18% 0,63% ok 24-25 fibres 2,4% 09:30 G5 600 130 4 0,331 0,18% 0,20% 0,63% ok 22 fibres 2,4% 09:50 G6 600 131 4 0,333 0,18% 0,63% ok 24 fibres 2,4% 10:10 G7 600 133 2 0,333 0,18% 0,63% ok ~24 fibres 2,4% 10:30 G8 300 68 0 0,335 0,18% 0,63% ok ~24 fibres 2,4% slump = 25,5 cm Reste 7,5
(E/C ci-dessus est basé sur la teneur en eau de 7,44% du sable du premier jour, valeur mesurée par Anthony est de 6,64% du deuxième jour ; donc, à rectifier en fonction de la teneur en eau mesuré au labo sur des échantillons prélevés)
8
RESULTATS DES ESSAIS MECANIQUES
N° de gâchée Date des essais Age du mortier Résistance en flexion (MPa)
Résistance en compression
(MPa) G5-G6 15.06.2011 33 j. - 122,2
9
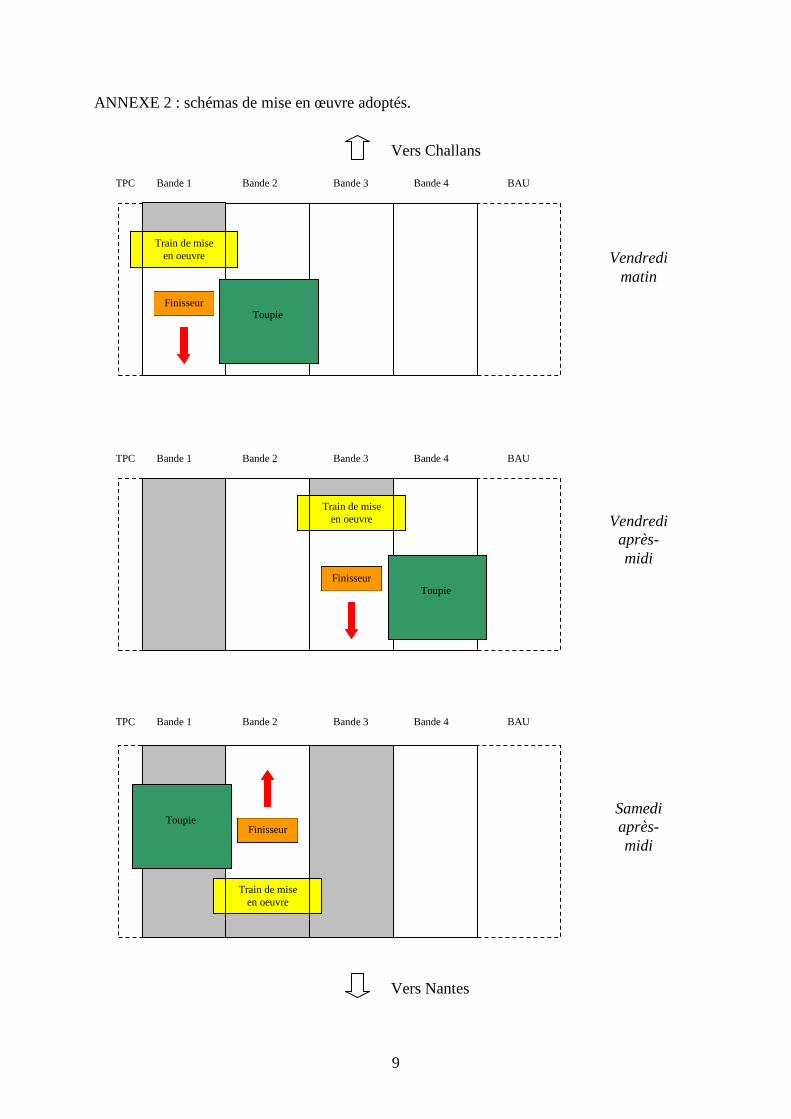
ANNEXE 2 : schémas de mise en œuvre adoptés.
TPC Bande 1 Bande 2 Bande 3 Bande 4 BAU
TPC Bande 1 Bande 2 Bande 3 Bande 4 BAU
TPC Bande 1 Bande 2 Bande 3 Bande 4 BAU
Vendredi matin
Vendredi après-midi
Samedi après-midi
Train de mise en oeuvre
Finisseur Toupie
Train de mise en oeuvre
Finisseur Toupie
Train de mise en oeuvre
Finisseur Toupie
Vers Challans
Vers Nantes
10
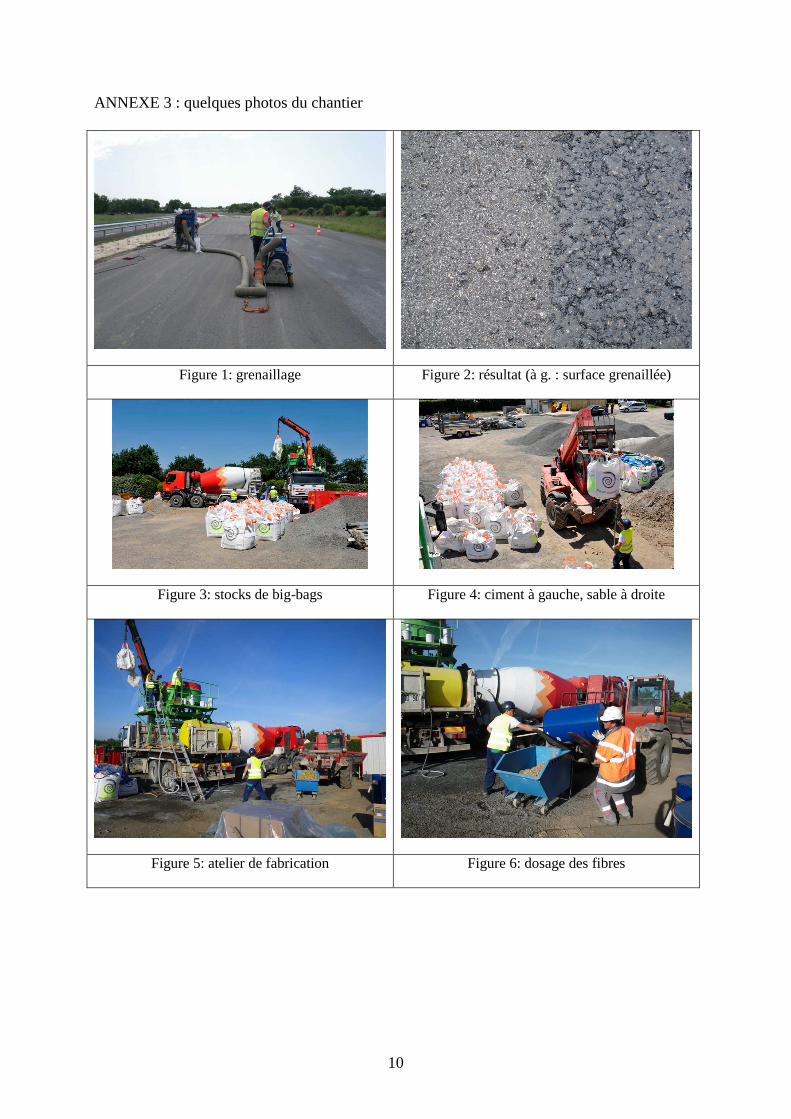
ANNEXE 3 : quelques photos du chantier
Figure 1: grenaillage Figure 2: résultat (à g. : surface grenaillée)
Figure 3: stocks de big-bags Figure 4: ciment à gauche, sable à droite
Figure 5: atelier de fabrication Figure 6: dosage des fibres
11
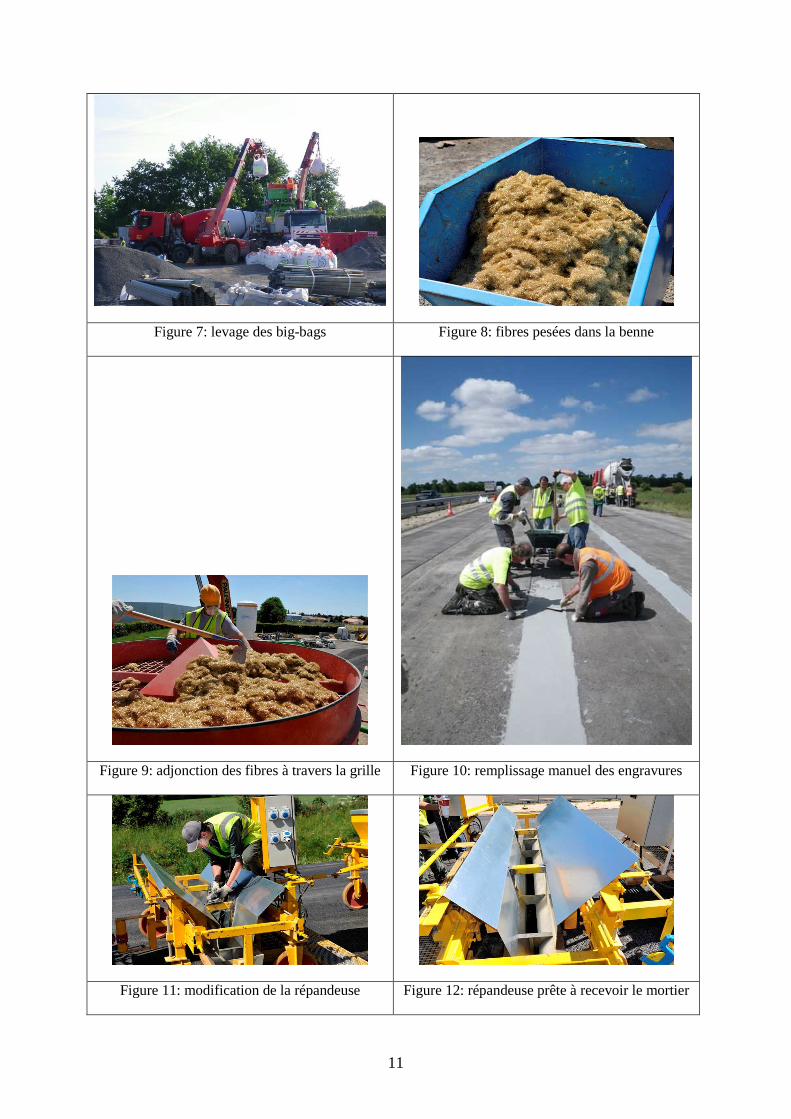
Figure 7: levage des big-bags Figure 8: fibres pesées dans la benne
Figure 9: adjonction des fibres à travers la grille Figure 10: remplissage manuel des engravures
Figure 11: modification de la répandeuse Figure 12: répandeuse prête à recevoir le mortier
12
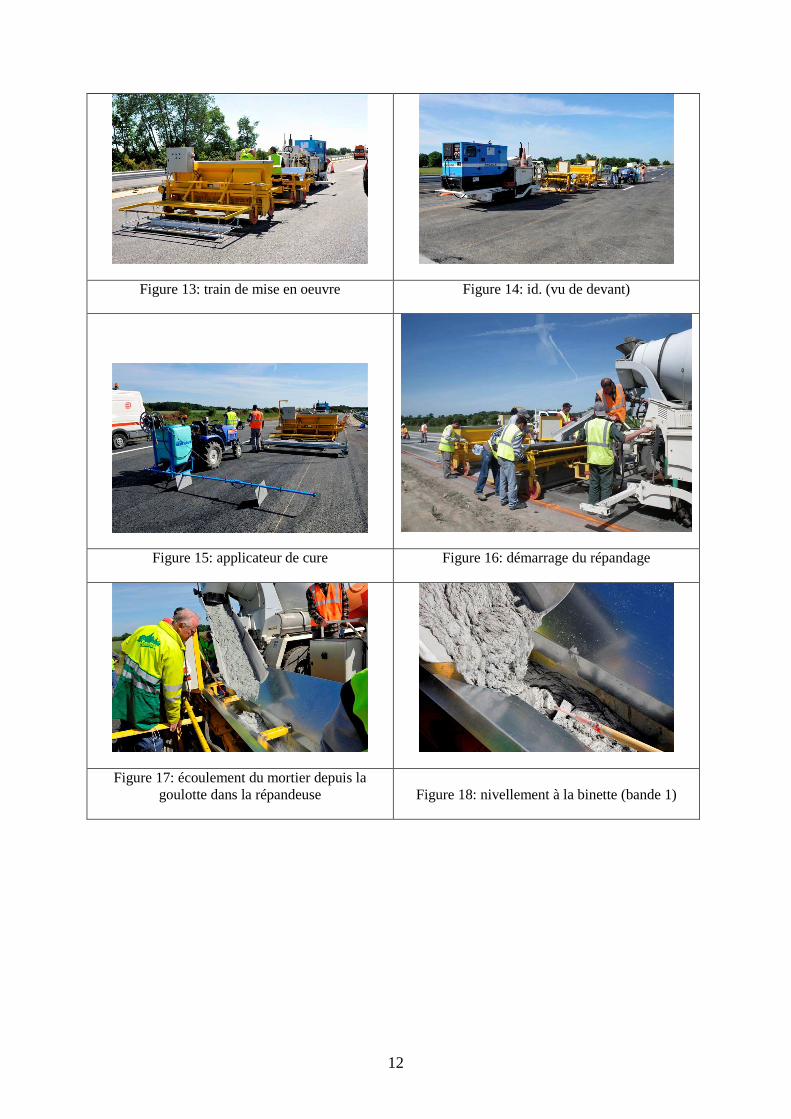
Figure 13: train de mise en oeuvre Figure 14: id. (vu de devant)
Figure 15: applicateur de cure Figure 16: démarrage du répandage
Figure 17: écoulement du mortier depuis la goulotte dans la répandeuse Figure 18: nivellement à la binette (bande 1)
13
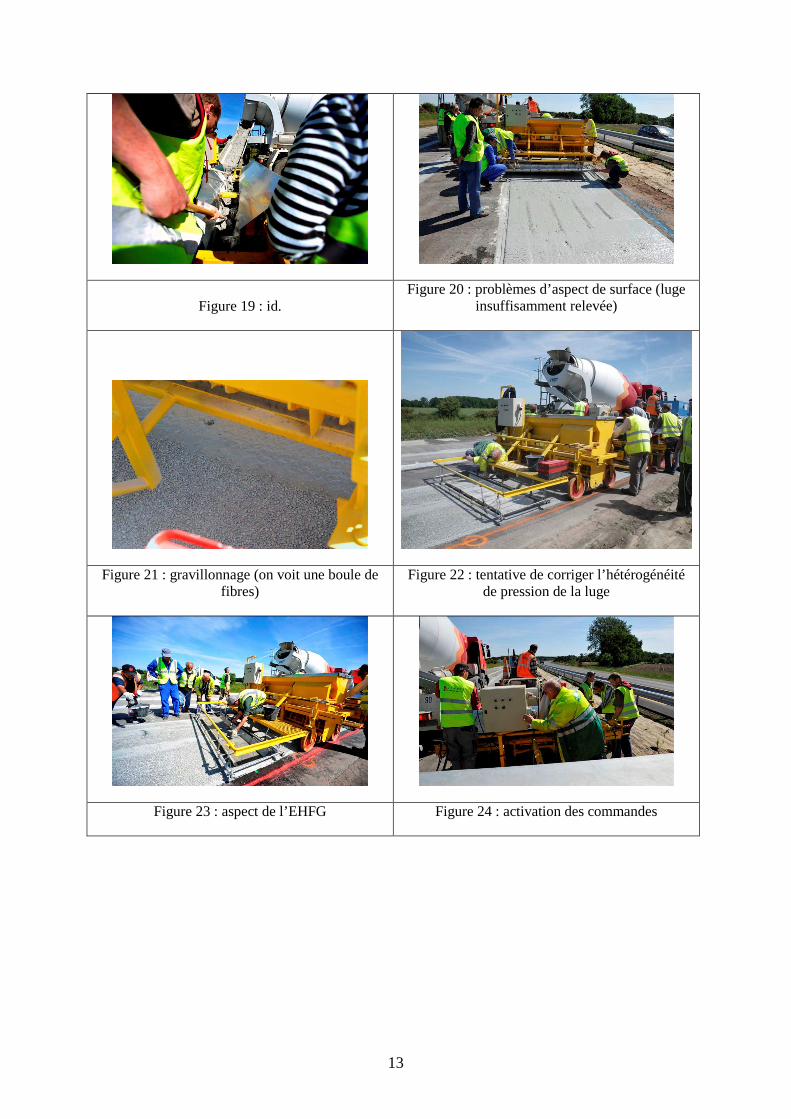
Figure 19 : id. Figure 20 : problèmes d’aspect de surface (luge
insuffisamment relevée)
Figure 21 : gravillonnage (on voit une boule de fibres)
Figure 22 : tentative de corriger l’hétérogénéité de pression de la luge
Figure 23 : aspect de l’EHFG Figure 24 : activation des commandes
14
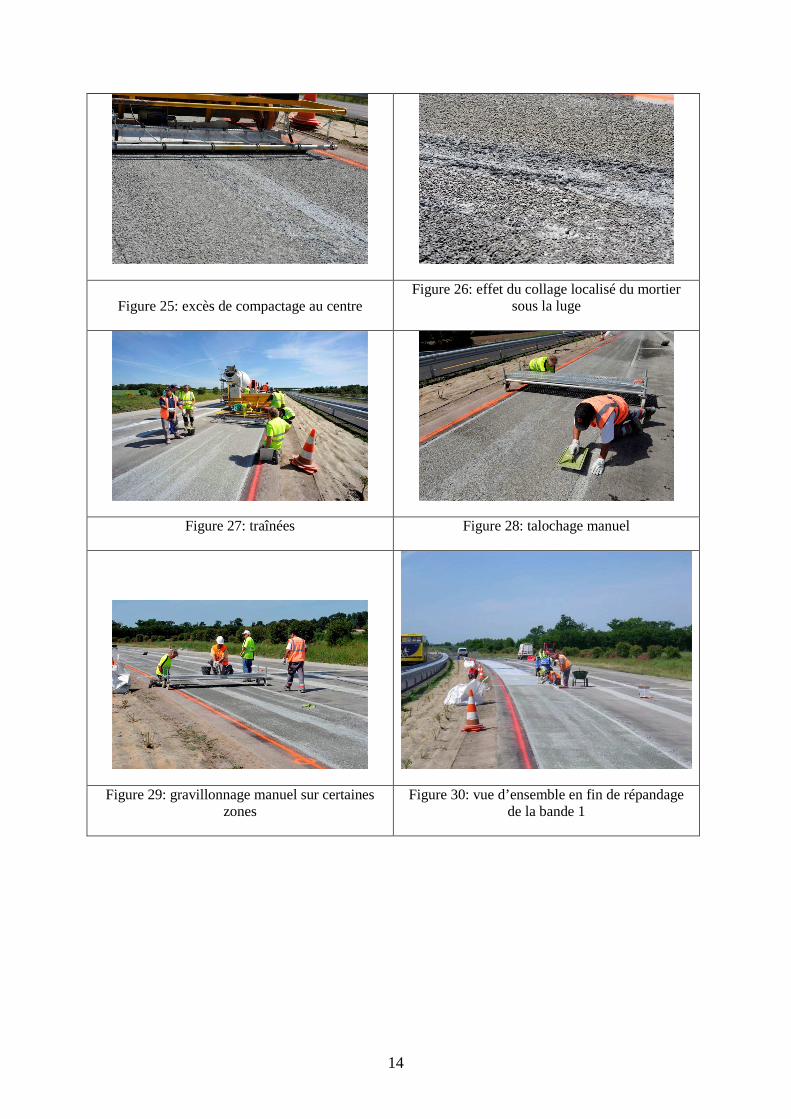
Figure 25: excès de compactage au centre Figure 26: effet du collage localisé du mortier
sous la luge
Figure 27: traînées Figure 28: talochage manuel
Figure 29: gravillonnage manuel sur certaines zones
Figure 30: vue d’ensemble en fin de répandage de la bande 1
15
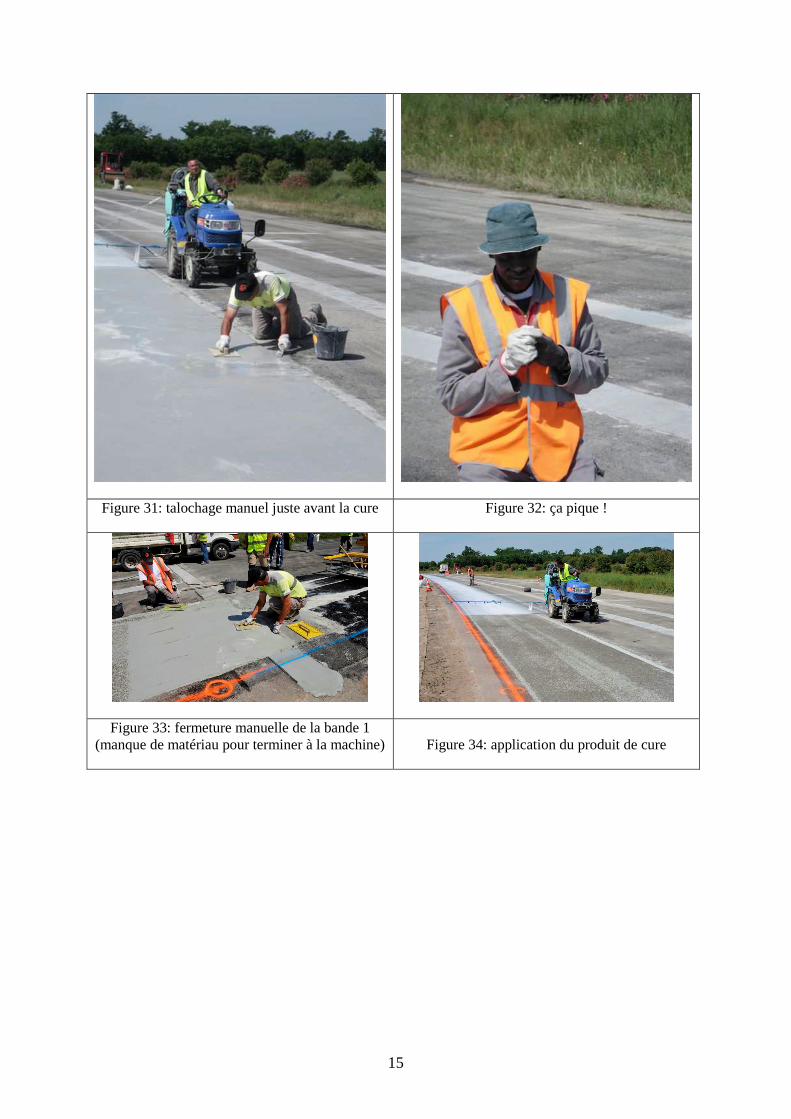
Figure 31: talochage manuel juste avant la cure Figure 32: ça pique !
Figure 33: fermeture manuelle de la bande 1 (manque de matériau pour terminer à la machine) Figure 34: application du produit de cure
16
Figure 35: partie non gravillonnée terminée
Figure 36: sciage de la partie non gravillonnée Figure 37: résultat avant balayage
17
CHANTIER CLEAN ST PHILBERT DE GRAND LIEU Compte rendu de la semaine 23
Contribution de l’IFSTTAR
T.B. Nguyen, T. Sedran 17h30 à 19h45
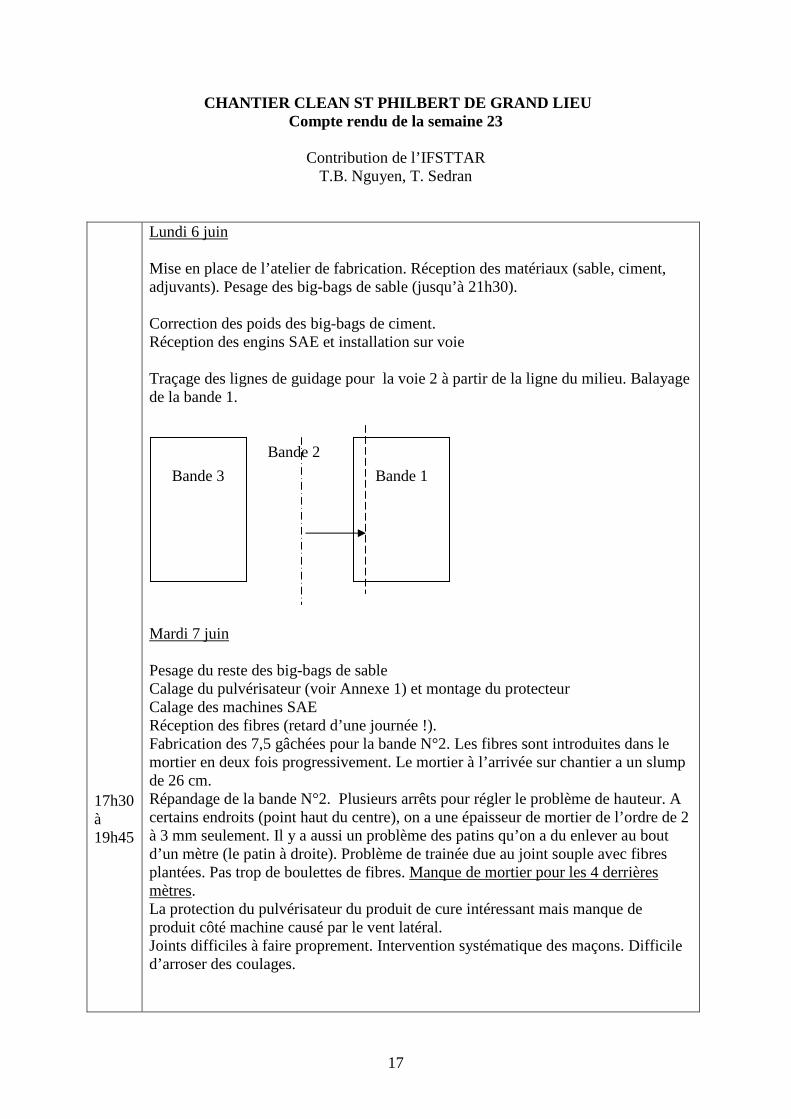
Lundi 6 juin Mise en place de l’atelier de fabrication. Réception des matériaux (sable, ciment, adjuvants). Pesage des big-bags de sable (jusqu’à 21h30). Correction des poids des big-bags de ciment. Réception des engins SAE et installation sur voie Traçage des lignes de guidage pour la voie 2 à partir de la ligne du milieu. Balayage de la bande 1.
Mardi 7 juin Pesage du reste des big-bags de sable Calage du pulvérisateur (voir Annexe 1) et montage du protecteur Calage des machines SAE Réception des fibres (retard d’une journée !). Fabrication des 7,5 gâchées pour la bande N°2. Les fibres sont introduites dans le mortier en deux fois progressivement. Le mortier à l’arrivée sur chantier a un slump de 26 cm. Répandage de la bande N°2. Plusieurs arrêts pour régler le problème de hauteur. A certains endroits (point haut du centre), on a une épaisseur de mortier de l’ordre de 2 à 3 mm seulement. Il y a aussi un problème des patins qu’on a du enlever au bout d’un mètre (le patin à droite). Problème de trainée due au joint souple avec fibres plantées. Pas trop de boulettes de fibres. Manque de mortier pour les 4 derrières mètres. La protection du pulvérisateur du produit de cure intéressant mais manque de produit côté machine causé par le vent latéral. Joints difficiles à faire proprement. Intervention systématique des maçons. Difficile d’arroser des coulages.
Bande 1 Bande 3
Bande 2

18
12h50 à 14h46
Mercredi 8 juin Fabrication des 8,5 gâchées pour la bande N°4. Le mortier à l’arrivée sur chantier a un slump de 26,5 cm Répandage de la bande N°4. Température de 16°C (début) à 19°C (fin) Un arrêt au bout de quelques minutes car trop d’épaisseur des deux côtés. Descente de la table de 2 mm. Pb de séchage et formation de croutes. Pb de zone morte avec formation de paquet de matériaux dur : • sur le côté gauche (BAU) � lageur du coulage variable et blocage de la
machine de répandage qui a pivoté par frottement � arrêt et lever la table. Frottement du côté BAU même après avoir purgé les boules de fibres. Epaisseur de l’ordre de 25 mm coté BAU ;
• de nombreuses boulettes � beaucoup d’arrachement de matériaux lors du coulage � beaucoup de remplissage manuel par les maçons.
Difficulté d’arroser rapidement et directement après la répandeuse (sauf partie gravillonnée) Coulage manuel de la bande N°2. Nécessité d’ajuster la tension sur la chaine de la luge en permanence
19
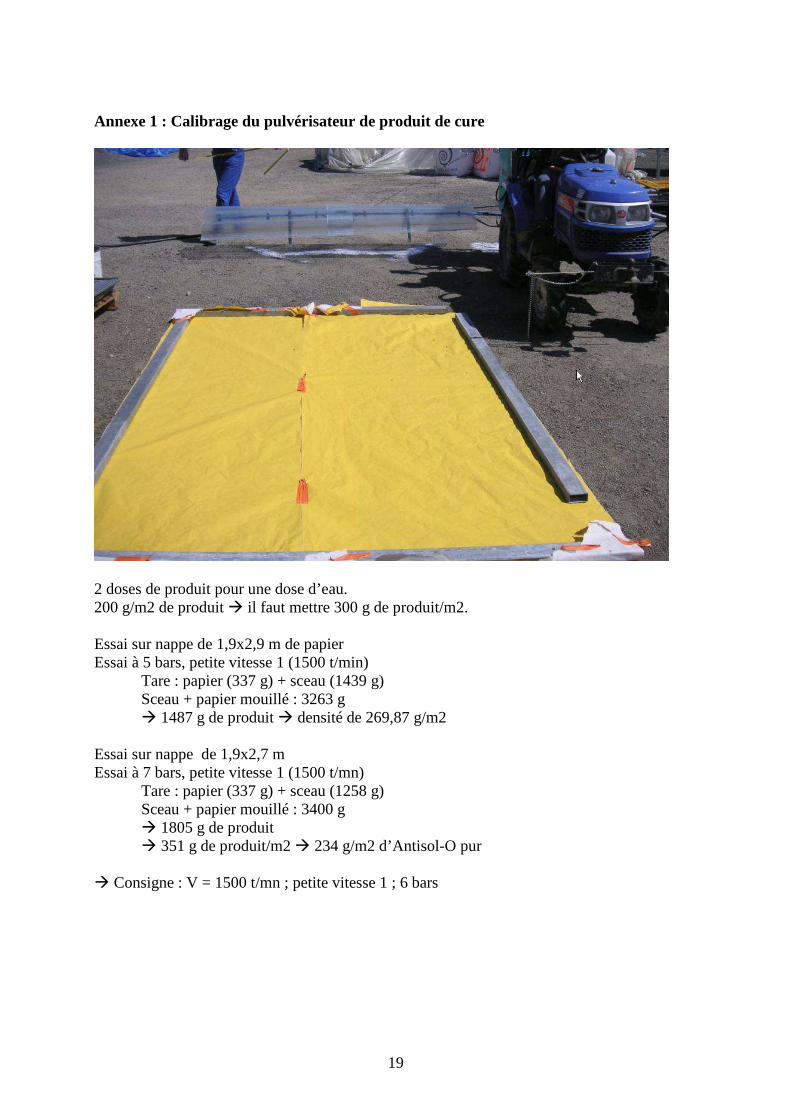
Annexe 1 : Calibrage du pulvérisateur de produit de cure
2 doses de produit pour une dose d’eau. 200 g/m2 de produit � il faut mettre 300 g de produit/m2. Essai sur nappe de 1,9x2,9 m de papier Essai à 5 bars, petite vitesse 1 (1500 t/min)
Tare : papier (337 g) + sceau (1439 g) Sceau + papier mouillé : 3263 g � 1487 g de produit � densité de 269,87 g/m2
Essai sur nappe de 1,9x2,7 m Essai à 7 bars, petite vitesse 1 (1500 t/mn) Tare : papier (337 g) + sceau (1258 g) Sceau + papier mouillé : 3400 g � 1805 g de produit � 351 g de produit/m2 � 234 g/m2 d’Antisol-O pur � Consigne : V = 1500 t/mn ; petite vitesse 1 ; 6 bars
20
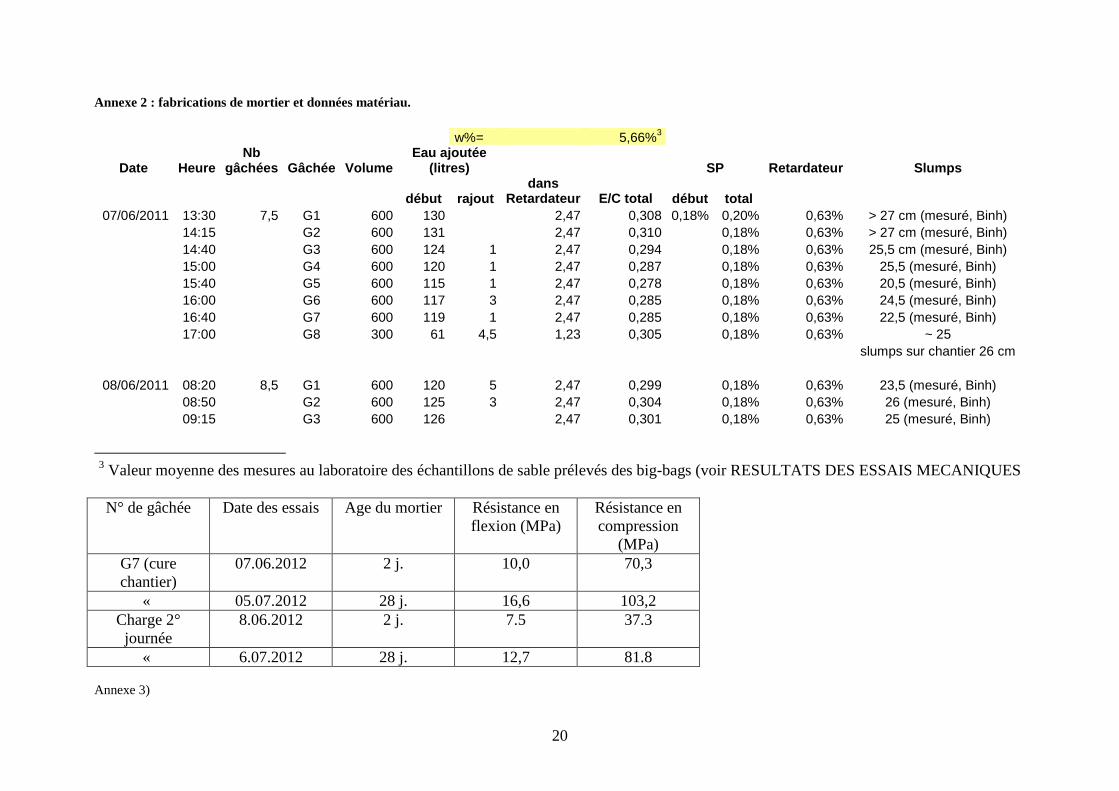
Annexe 2 : fabrications de mortier et données matériau. w%= 5,66%3
Date Heure Nb
gâchées Gâchée Volume Eau ajoutée
(litres) SP Retardateur Slumps
début rajout dans
Retardateur E/C total début total 07/06/2011 13:30 7,5 G1 600 130 2,47 0,308 0,18% 0,20% 0,63% > 27 cm (mesuré, Binh)
14:15 G2 600 131 2,47 0,310 0,18% 0,63% > 27 cm (mesuré, Binh) 14:40 G3 600 124 1 2,47 0,294 0,18% 0,63% 25,5 cm (mesuré, Binh) 15:00 G4 600 120 1 2,47 0,287 0,18% 0,63% 25,5 (mesuré, Binh) 15:40 G5 600 115 1 2,47 0,278 0,18% 0,63% 20,5 (mesuré, Binh) 16:00 G6 600 117 3 2,47 0,285 0,18% 0,63% 24,5 (mesuré, Binh) 16:40 G7 600 119 1 2,47 0,285 0,18% 0,63% 22,5 (mesuré, Binh) 17:00 G8 300 61 4,5 1,23 0,305 0,18% 0,63% ~ 25 slumps sur chantier 26 cm 08/06/2011 08:20 8,5 G1 600 120 5 2,47 0,299 0,18% 0,63% 23,5 (mesuré, Binh)
08:50 G2 600 125 3 2,47 0,304 0,18% 0,63% 26 (mesuré, Binh) 09:15 G3 600 126 2,47 0,301 0,18% 0,63% 25 (mesuré, Binh)
3 Valeur moyenne des mesures au laboratoire des échantillons de sable prélevés des big-bags (voir RESULTATS DES ESSAIS MECANIQUES
N° de gâchée Date des essais Age du mortier Résistance en
flexion (MPa) Résistance en compression
(MPa) G7 (cure chantier)
07.06.2012 2 j. 10,0 70,3
« 05.07.2012 28 j. 16,6 103,2 Charge 2° journée
8.06.2012 2 j. 7.5 37.3
« 6.07.2012 28 j. 12,7 81.8
Annexe 3)
21
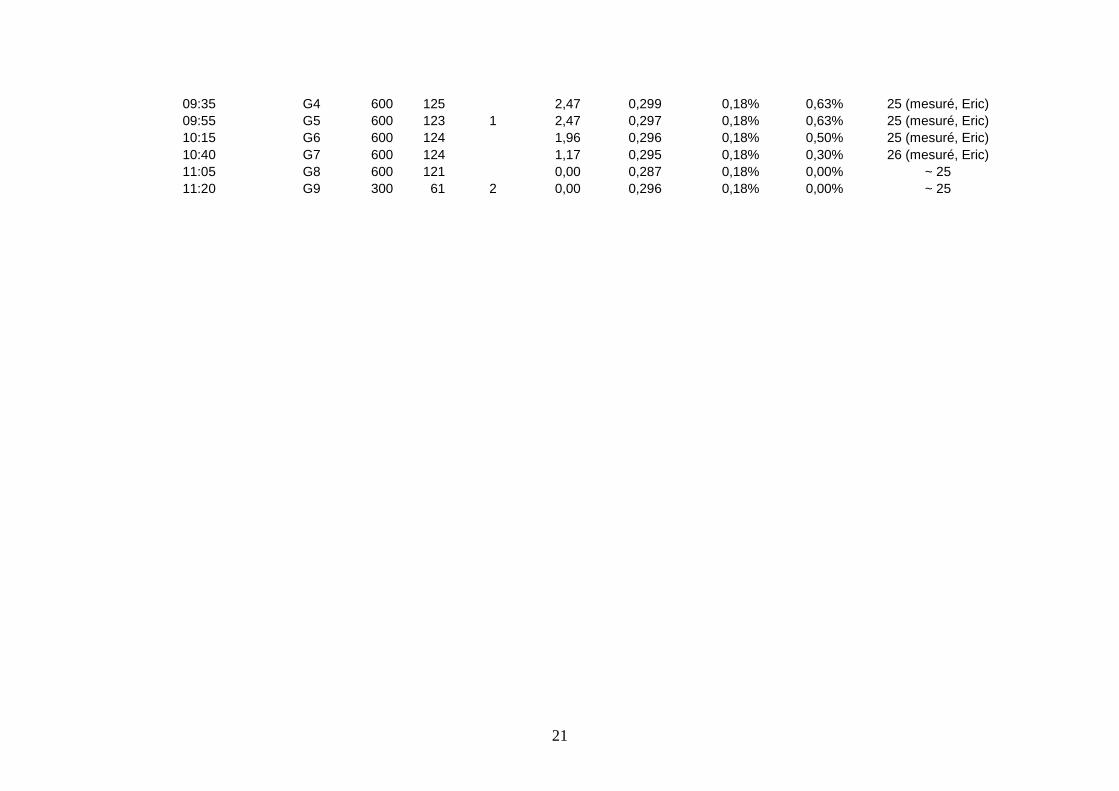
09:35 G4 600 125 2,47 0,299 0,18% 0,63% 25 (mesuré, Eric) 09:55 G5 600 123 1 2,47 0,297 0,18% 0,63% 25 (mesuré, Eric) 10:15 G6 600 124 1,96 0,296 0,18% 0,50% 25 (mesuré, Eric) 10:40 G7 600 124 1,17 0,295 0,18% 0,30% 26 (mesuré, Eric) 11:05 G8 600 121 0,00 0,287 0,18% 0,00% ~ 25 11:20 G9 300 61 2 0,00 0,296 0,18% 0,00% ~ 25

22
RESULTATS DES ESSAIS MECANIQUES
N° de gâchée Date des essais Age du mortier Résistance en flexion (MPa)
Résistance en compression
(MPa) G7 (cure chantier)
07.06.2012 2 j. 10,0 70,3
« 05.07.2012 28 j. 16,6 103,2 Charge 2° journée
8.06.2012 2 j. 7.5 37.3
« 6.07.2012 28 j. 12,7 81.8
23
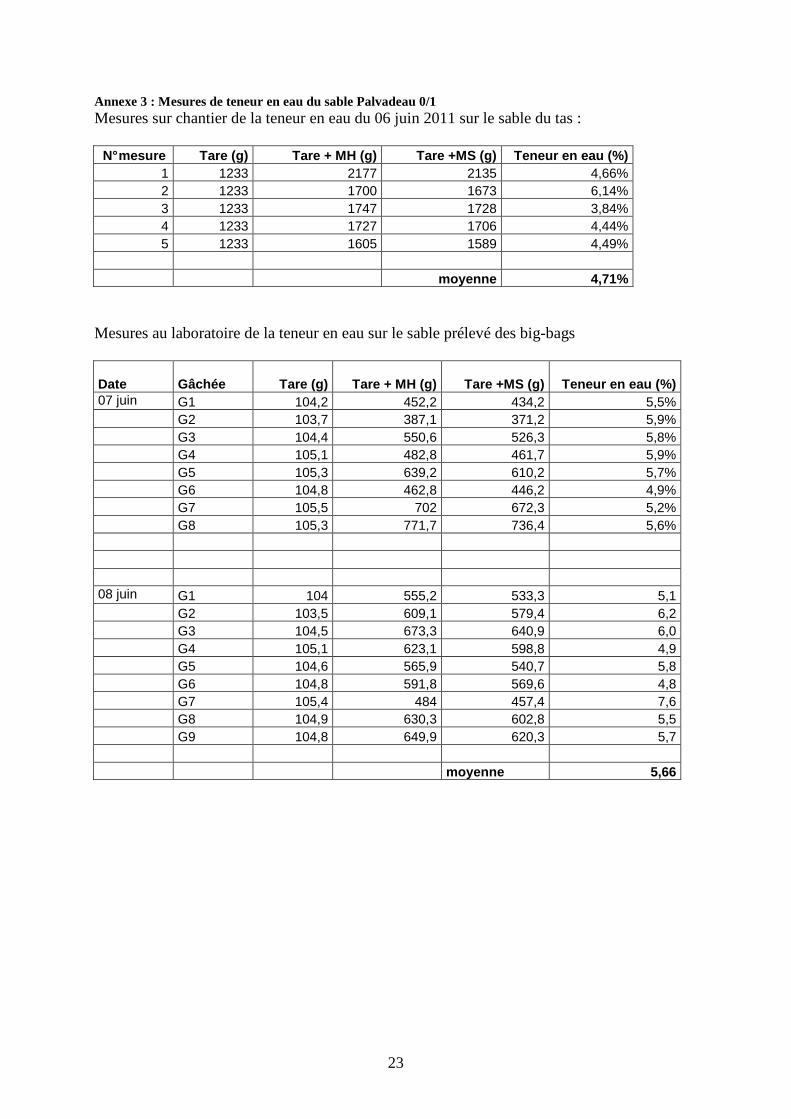
Annexe 3 : Mesures de teneur en eau du sable Palvadeau 0/1 Mesures sur chantier de la teneur en eau du 06 juin 2011 sur le sable du tas :
N° mesure Tare (g) Tare + MH (g) Tare +MS (g) Teneur en eau (%) 1 1233 2177 2135 4,66% 2 1233 1700 1673 6,14% 3 1233 1747 1728 3,84% 4 1233 1727 1706 4,44% 5 1233 1605 1589 4,49% moyenne 4,71%
Mesures au laboratoire de la teneur en eau sur le sable prélevé des big-bags Date Gâchée Tare (g) Tare + MH (g) Tare +MS (g) Teneur en eau (%) 07 juin G1 104,2 452,2 434,2 5,5% G2 103,7 387,1 371,2 5,9% G3 104,4 550,6 526,3 5,8% G4 105,1 482,8 461,7 5,9% G5 105,3 639,2 610,2 5,7% G6 104,8 462,8 446,2 4,9% G7 105,5 702 672,3 5,2% G8 105,3 771,7 736,4 5,6% 08 juin G1 104 555,2 533,3 5,1 G2 103,5 609,1 579,4 6,2 G3 104,5 673,3 640,9 6,0 G4 105,1 623,1 598,8 4,9 G5 104,6 565,9 540,7 5,8 G6 104,8 591,8 569,6 4,8 G7 105,4 484 457,4 7,6 G8 104,9 630,3 602,8 5,5 G9 104,8 649,9 620,3 5,7 moyenne 5,66
24
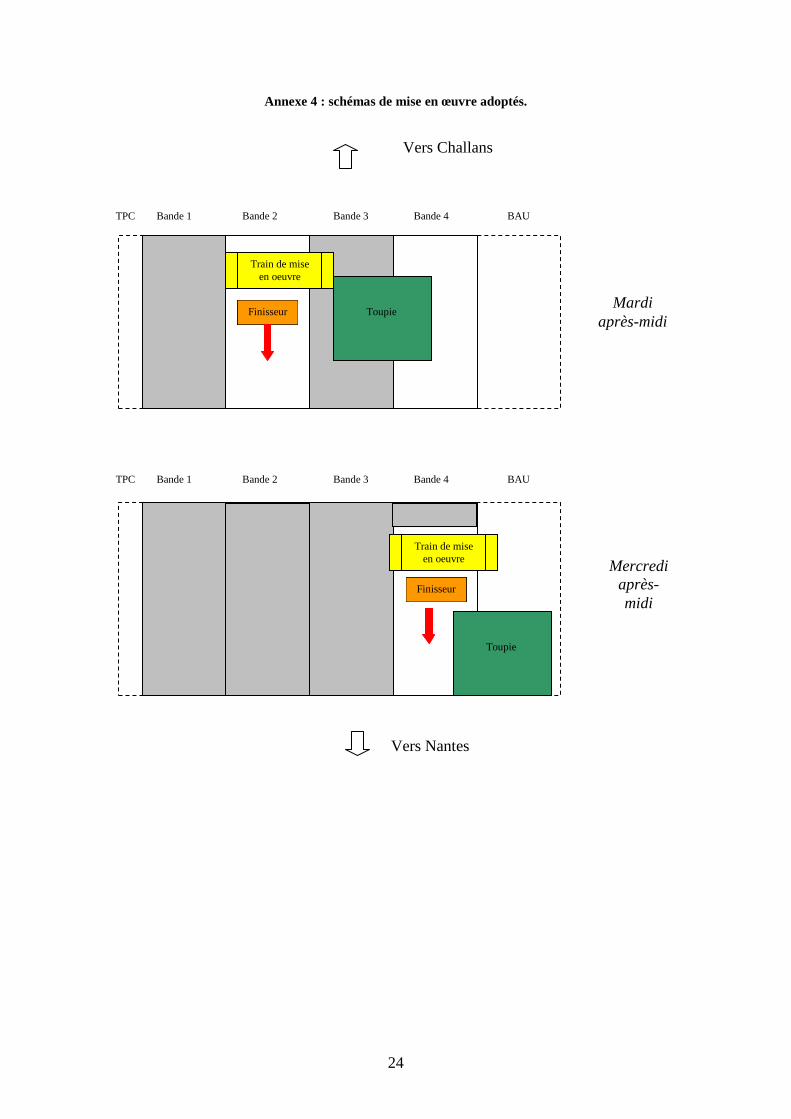
Annexe 4 : schémas de mise en œuvre adoptés.
TPC Bande 1 Bande 2 Bande 3 Bande 4 BAU
TPC Bande 1 Bande 2 Bande 3 Bande 4 BAU
Mardi après-midi
Mercredi après-midi
Finisseur
Train de mise en oeuvre
Finisseur
Toupie
Vers Challans
Vers Nantes
Toupie
Train de mise en oeuvre
25
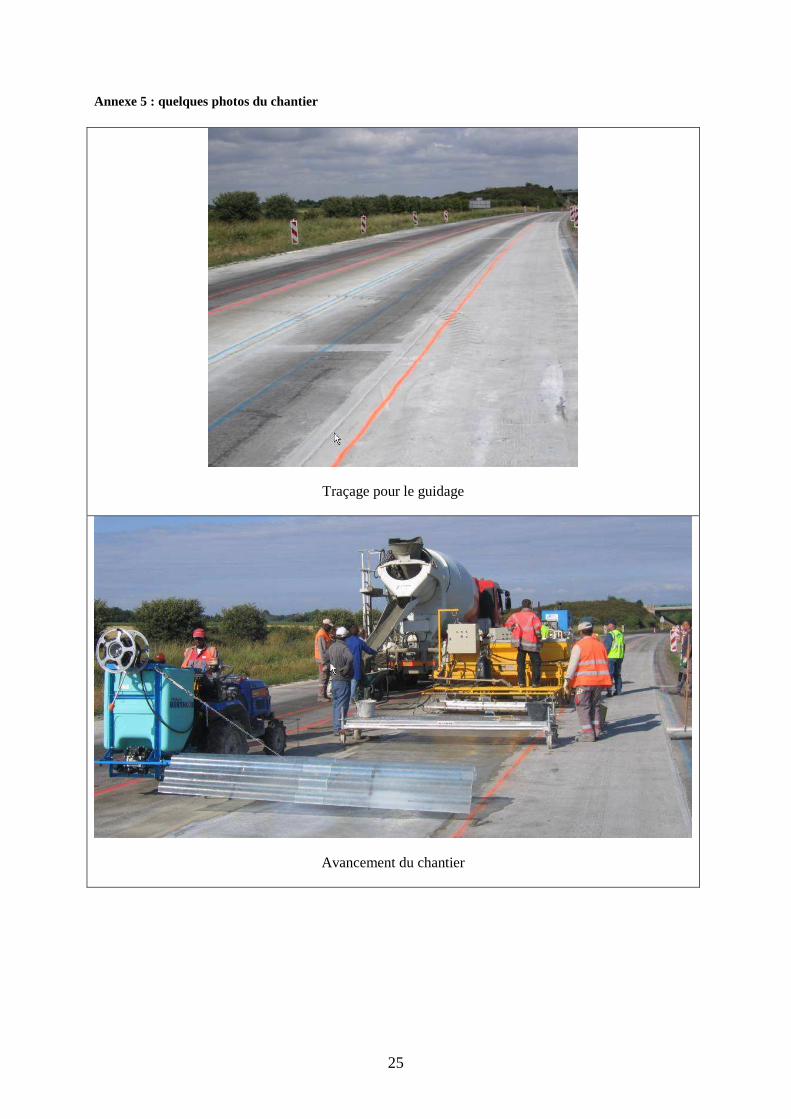
Annexe 5 : quelques photos du chantier
Traçage pour le guidage
Avancement du chantier
26
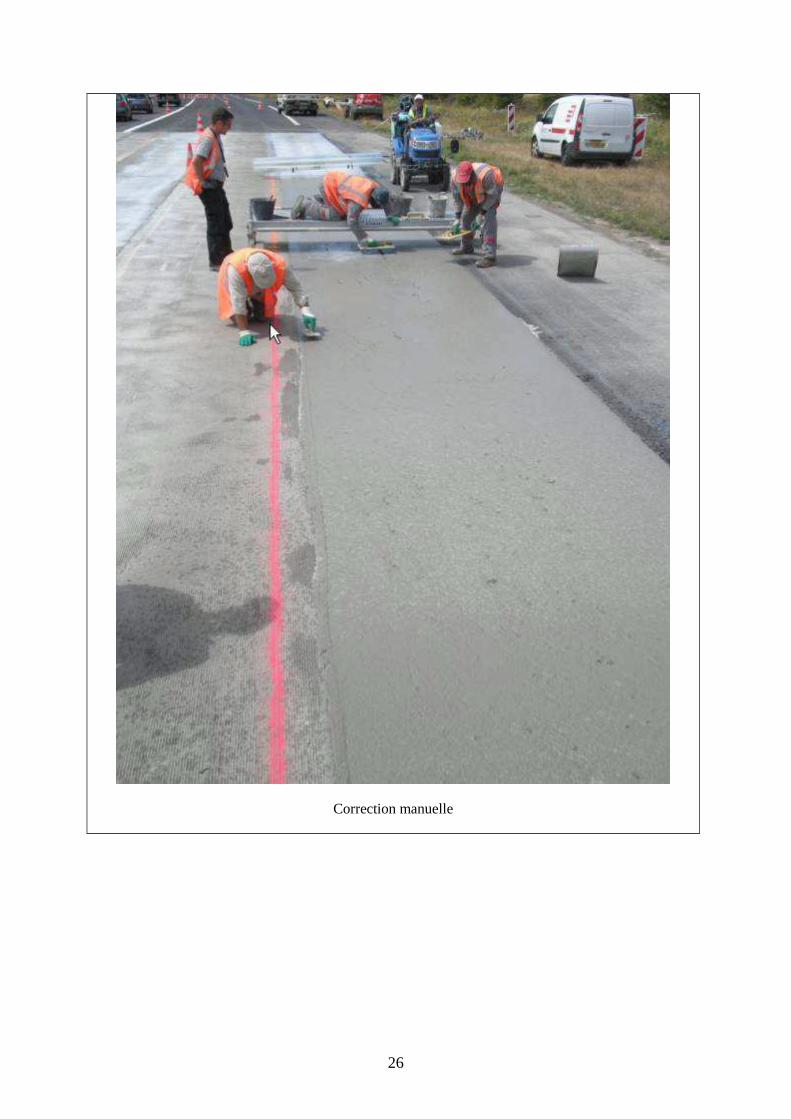
Correction manuelle
27
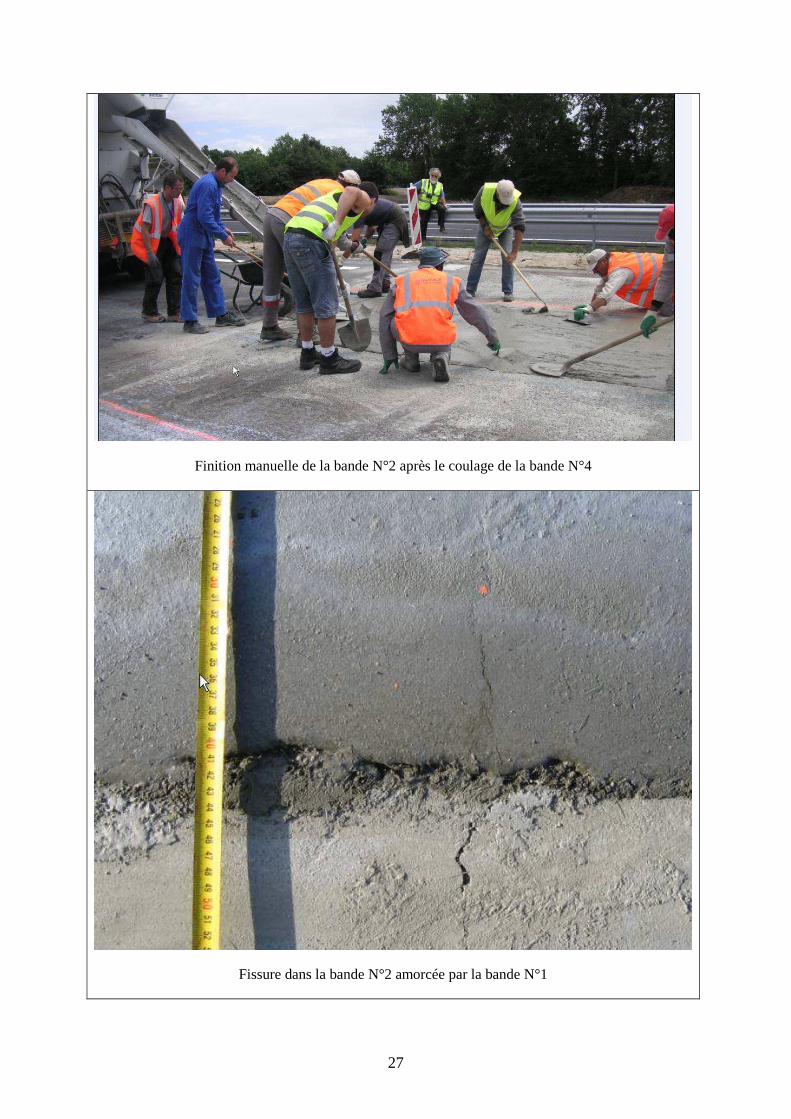
Finition manuelle de la bande N°2 après le coulage de la bande N°4
Fissure dans la bande N°2 amorcée par la bande N°1
28
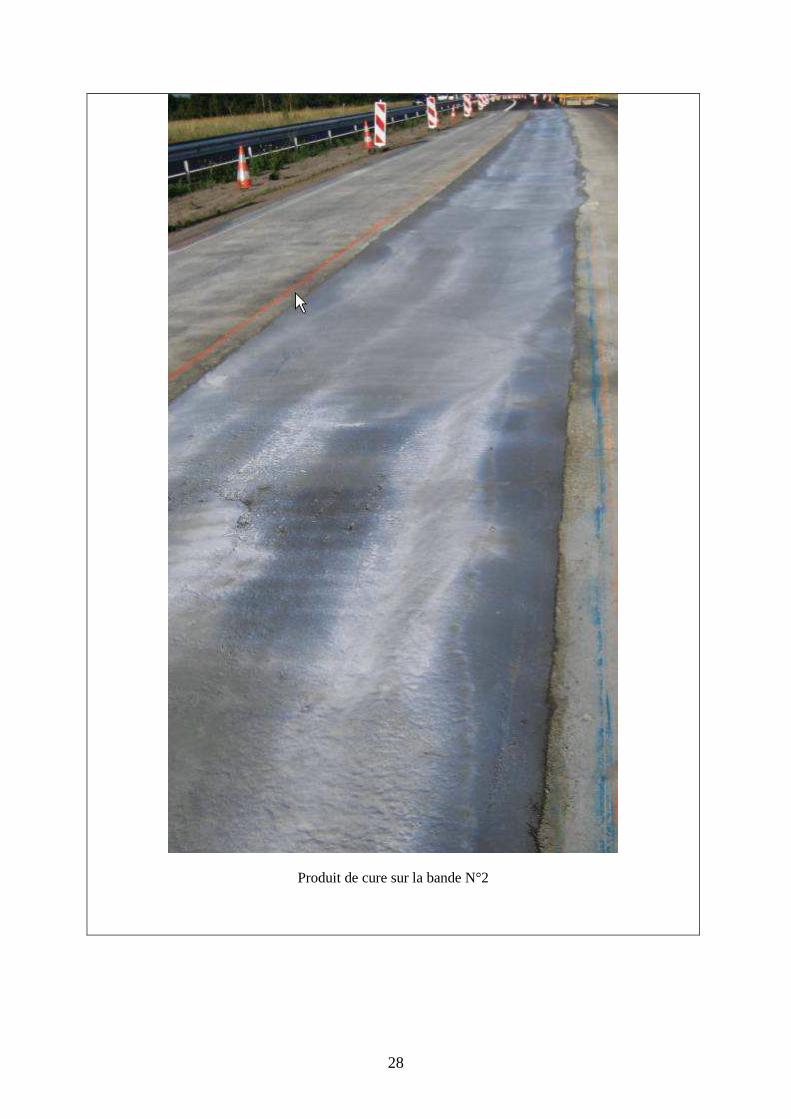
Produit de cure sur la bande N°2

29
Faïençage du produit de cure

30
Annexe 6 : données météo de la station la plus proche (Nantes Bouguenais) Source : http://climat.meteofrance.com/

31
CHANTIER CLEAN ST PHILBERT DE GRAND LIEU Contribution de SAE, par Richard Blaszczyk
REALISATION S 18 MAI – S 23 JUIN 2011
La réalisation de ce chantier s’est effectuée en deux phases.
La première – semaine 19 –
Le planning prévu n’a pu être tenu.
La phase préparatoire de fraisage des renforts, prévue le lundi 9 mai a été perturbée par défaut de
matériel de réalisation. Le retard de mise à disposition de la plateforme est de 2 jours avec report du
coulage des renforts au jeudi 12.
Coulage bande N°1 vendredi 13 matin, vers 11h. Slump du mortier sur site de 24.
Coulage de la bande N°3 vendredi après midi, vers 16h30. Slump du mortier sur site 22 (à
confirmer)
Incident lors du coulage accrochage de la paroi du bac sur une bosse de la plateforme à couler,
déformation de la cloison intérieure arrachage du joint avant.
Compte tenue du retard initial, il est décidé de travailler le samedi.
- Deux problèmes se cumulent :
- La résistance de la bande 3 n’est pas suffisante pour permettre de couler la bande 2 (ou 4)
attente
- Slump dans la toupie, insuffisant au départ, correction avec ajout plastifiant, Slump in
mesurable. Attente de raidissement. Essai de correction avec sable et ciment sec. Pas
d’homogénéisation. Evacuation des matériaux secs de la toupie. Retour à l’état initial.
- Essais de coulage sur la bande 2 sur 4 ou 5 m. Arrachage du joint avant, réparation.
Redémarrage sur une quinzaine de m. Le mortier est beaucoup trop fluide. Il est décidé
d’arrêter et d’enlever le mortier coulé. (ce mortier a été manipulable le lundi 16 par le
particulier qui a récupéré la toupie de mortier restant)
- Le matériel SAE est rapatrié chez SAE pour réparation et renforcement de la cloison déformée.
- Adaptation complémentaire également de la lame de coulage pour les bandes 2 et 4, compte
tenue des différences de largeur constatées de 1950 mm à 2000 mm.
Le chantier est reporté à la semaine 23.
Réunion préparatoire le 31 05 2011 – chez SAE.
Nouvelle planification sous conditions de réception, de fibres et d’adjuvant pour le lundi 6 juin.
Problème le 6 juin, pas de réception des fibres comme prévue.
Préparation des gâchées de matériaux plus longues que prévue.
Avec la confirmation de livraison de fibres le mardi 15h, démarrage de production du mortier pour
livraison sur site vers 16h.
Slump du mortier de 26,5. il est décidé de couler la bande 2.
Problèmes dans cette opération :
- maitrise du remplissage du bac au départ –
- des hérissons de fibres sont sortis coté raccordement droit à la voie 1. . Relevage du patin. La
formation de hérissons persiste.

32
- Epaisseur de mortier coulé, variable de 4 à 5 mm environ à 10 ,15mm suivant les points avec
réglage au départ de 6 à 7 mm (sur tôle de 5mm).
- Mise en crabe de la machine. Arrêt pour remise en position. Cause accrochage de la barre avant
sur le coté droit. Cause le guidage suivant le tracé réalisé n’est pas optimum compte tenue de la
forme du bord. Guidage par rapport à la lame avant et au bord de la bande 1. Meilleure
maitrise.
- Nous disposons de 2 patins secondaires de lissage sur les deux cotés, droit et gauche. Compte
tenue d’arrachement sur le coté droit (créés en amont du patin à la sortie du dessous de lame)
Thierry demande de relever le patin de lissage. Le coté droit fonctionne lui correctement. Le
patin reste en place sur tous le coulage de la bande.
- Problème de hérissons et reprise par la luge. Elle est un moment relevée sur demande de
Thierry mais rapidement remise, assistance avec une personne de chaque coté pour suivi de
compactage.
- Nous avons cumulés 3 arrêts,
- Un, machine en travers – correction du guidage.
- Le second accrochage entre toupie et finisseur
- Le troisième un pied coincé sous la roue gauche du gravillonneur
- La bande à 4 m de la fin ne peut être achevée par manque de mortier (90l).
Coulage de la bande 4 –
Correction du patin gauche pour appui sur l’EME. Le coté droit reste au réglage de la bande 2.
Epaisseur de réglage droit + - 6 à 7mm, milieu idem, gauche 7 à 8mm (avec pente coté BAU
accentuée)
- départ du coulage par la zone non gravillonnée.
- Alimentation du bac mieux maitrisée. Alimentation centrale avec positionnement décalé de
820 mm du finisseur, pour sécurité positionnement toupie sur BAU et bande 4, passage sur
bande 3 du finisseur avec couloir latéral pour personnel de 1200 mm environ.
- Au départ fonctionnement correct avec allure de la bande propre.
- Vérification des épaisseurs de mortier, coté droit 10/11 mm, central 10mm, gauche 12 à 15
mm.
- Vitesse de coulage env. 2,5 m/mn
- Accélération de la vitesse à 2,6, 2,7 m/mn compte tenue de la fluidité du mortier.
- Sortie à un moment de nombreux petits hérissons de fibres métalliques.
- Arrêt machine pour réduction d’épaisseur de coulage de 2 mm sur le coté Droit et gauche.
- Blocage de sortie mortier à un moment sur le milieu avec une largeur de 20 cm environ.
- Arrêt de coulage après vidange du bac, pour nettoyage de la lame. Sortie de « hérissons » avec
mortier granuleux sec.
- Après vérification de l’épaisseur de coulage
- Correction de l’épaisseur de sortie, avec réglage en marche en fonction des problèmes de
hérissons.
- Les épaisseurs de coulage sont assez disparates de 10mm en passant par 6mm jusqu’à 15mm.

33
- Mise ne travers du module de coulage à 15 m environ de la fin. Cause soit frottement coté patin
gauche avec positionnement en travers du gravillonneur par réaction et aggravation de la mise
en crabe du module de coulage par la liaison.
- Correction position patin gauche en h +.
- Repositionnement manuel et redémarrage
- épaisseur coté gauche de mortier 20 à 30 mm sur la fin pour ne pas subir d’incident.
- la bande est coulée jusqu’à la poutre de renfort.
Les 4 m de fin de bande 2 sont repris tout de suite dans la foulée de la bande 4.
Il n’y a pas eu de manque de mortier sur cette phase.
Largeur totale de bandes coulées – 1 et 3 - 2,06m, 2 - 2m, 4 - 1,9 m : total 8,02 m.
En annexes les photographies prises sur le site illustrent les réalisations.
Remarques :
Le 8 juin.
Nous avons constatés sur les bandes réalisées semaine 19, et particulièrement bande 1, des fissures
dont le relevé a été fait par l’IFSTARR. Il y a cependant 2 larges fissures très particulières. Avec
le soleil, on a pu constater (avec Philippe Patilleau) que les fibres métalliques étaient généralement
en ligne, alignement longitudinal, par rapport au coulage et que la surface des fibres profondes sous
le soleil brillait (couleur jaune). Manque de liaison avec le mortier ???.
Le 9 juin
Avec Thierry, les départs de fissurations en continuité de celle de la bande 1 sur la bande 2, sont
plus importants que de la bande 3 sur la bande 2.
A certains endroits l’épaisseur résiduelle de mortier rainuré, est très faible de l’ordre de 2 mm.
Eclatement du mortier dans ces zones de faible épaisseur.
Les fibres apparentes brillantes de la veille, semblent oxydées.
La résistance de la bande 2, coulée la veille n’était pas démarrée en fin de matinée.
Ces deux opérations distinctes soulignent un certain nombre de remarques et de questions.
Nous avons à analyser les points ci-après ;
- Formules-
� incidences des variables des composants
� Sables -
� Quantité dans la formule
� Fuseau granulaire
� Teneur en eau
34
� Evolution de la teneur en eau des stocks.
�
� Ciment –
� Finesse – surface Blaine
� Caractéristiques mécaniques
� Quantité dans la formule
� Particularité - incidence ?
� Eau totale
� E/C Rapport eau totale sur ciment.
� Tolérance de variation E/C très faible compte tenue des variations mécaniques et de
comportement, induites.
�
� Retardateur –
� %
� Effet de retard, temps en fonction des paramètres climatologiques externes
� Effet de retard, temps en fonction du %
� Effet en fonction du lieu d’injection- malaxeur et ou toupie.
� Effet en fonction d’addition différente sur N gâchées. Moyennes finale après toupie.
� Super plastifiant
� %
� Effet de fluidisation, temps en fonction des paramètres climatologiques externes
� Effet de fluidisation, temps en fonction du %
� Effet en fonction du lieu d’injection- malaxeur et ou toupie.
� Effet en fonction d’addition différente sur N gâchées. Moyennes finale après toupie.
� Fibres
� %
� Types de fibres
� Conditions de distribution dans le malaxeur
� Temps de malaxage.
� .formation de hérissons en phase malaxage
� .formation de hérissons en phase vidange – chute de hérissons non malaxé -
� .formation de hérissons en phase vidange dans la toupie. -
� Compatibilité des fibres pour un transfert par pompe.
- Production du mortier –
� dynamique de malaxage
� Type de mélangeur
� Nature des mouvements
� Effets de cisaillement interne-
� insertion des composants
35
� ordre d’insertions
� temps de malaxage
� à sec
� Humide après ajout d’eau
� Homogénéité du mélange
� Contrôle Slump du mélange par rapport à l’objectif.
� Correction du Slump du mélange par rapport à l’objectif. Si Slump insuffisant
� Correction du Slump du mélange par rapport à l’objectif. Si Slump trop important
� Thixotropie du mortier produit, la formation d’une membrane à la surface du mortier
coulée peut condamner l’enchâssement des gravillons et rendre impossible le compactage
après gravillonnage.
�
� transfert vers toupie.
� Temps de transfert -
� Transfert de matériaux secs ?
� Transfert d’hérissons de fibres ?
� Lavage de la goulotte à chaque transfert de gâchées. Eau ?
�
- Toupie
� Incidence de remplissage
� Transfert d’élément non mélangés ou durcis
� Incidence de vidange
� Transfert d’élément non mélangés ou durcis
� Transfert d’élément durcis sur la vis, dans les goulottes, dans les cycles de vidange
successifs.
�
� Positionnement vidange par goulotte.
� En extrémité de bac, distribution dans le bac, compliquée, inégale et plus complexe avec
un Slump de 22 et moins. Utilisation d’aiguilles vibrantes pour l’étalement de la partie haute,
suivant la viscosité du mélange. Risque de surdosage en sortie de bac.
� En position centrale du bac, largement préférable pour la maitrise du remplissage
� Distribution dans le bac, compliquée, inégale et plus complexe avec un
Slump de 22 et moins. Utilisation d’aiguilles vibrantes pour l’étalement de la partie haute,
suivant la viscosité du mélange. Risque de surdosage en sortie de bac.
� Il ressort qu’il est très compliqué de maitriser la viscosité du mortier et d’avoir une valeur de
Slump constante ou dans avec un écart réduit (24 + 2 – 1 ), qui serait compatible avec un
mortier de faible écoulement sur pente et une application moins contraignante.
�
� Angle d’inclinaison goulotte.
36
� Avec 3 rallonges, l’angle limite l’écoulement du mortier suivant la viscosité de celui-ci. Pas
de problème si Slump > à 22/23
�
� Perte de matériaux
� Apparemment nous perdons environ 200l de mortier dans la toupie. Cette quantité est
probablement variable avec l’état mécanique de la toupie et la viscosité du mortier.
�
- Préparation plateforme
� La qualité des altitudes des bandes est primordiale compte tenue de la faible épaisseur de
coulage recherchée. Tout défauts se cumulent et s’amplifient.
� Influence importante des pentes latérales (et longitudinales) sur l’écoulement naturel du
mortier en fonction de sa viscosité.
� Correction impérative des surfaces, bosses et autres défauts
� Nettoyage lavage et aspiration pour supprimer toute présence de gravillons et cailloux.
�
- Préparation rainurage de renforcement
� Traçage méticuleux impératif
� Fraisage de qualité en forme, suivi du traçage, et réalisation
�
- Préparation du train de coulage
� Préparation des modules en fonction des bandes à réaliser.
� Normaliser les dimensions de bandes
� Avoir un relevé précis des bandes et de leurs altimétries. La précision des niveaux doit être
en adéquation de l’épaisseur de veine de mortier à appliquer. Si 10mm + ou – 2 mm est
l’objectif, il ne doit pas y avoir de bosse ou de creux au droit des roues, > à 2 mm sur 2 m
de largeur et 1 m de longueur si l’on veut respecter un mini.
� Il y a une épaisseur mini de veine de mortier à respecter pour minimiser la création de
hérissons de fibres. Il semble que 6 mm de passage sous la lame ou les patins, sont déjà trop
faibles
� A l’avenir il faudra disposer de la possibilité de correction de hauteur de la règle de
coulage dans un intervalle de tolérance donnée. Il faut intégrer que toutes corrections influent
sur la réalisation des bandes adjacentes.
�
�
- Toupie Pompe Bac de coulage
� Cette solution permettrait une plus grande souplesse de remplissage du bac de coulage.
La pompe doit être en adéquation du type de mortier produit.
� Il doit y avoir corrélation entre la pompe et la capacité des fibres à subir les contraintes de
pression manutention et transfert avec une pompe
37
� On doit systématiquement vérifier que le type de pompe est aussi en adéquation de la fibre
utilisée.
� Le transfert du mortier de la toupie à la pompe doit être exempt de corps étranger ou de
hérissons de fibres ou de blocs de mortier secs.
�
- Tracteur des modules
� il doit correspondre en puissance et en vitesse, à la masse totale à tracter
� il doit disposer d’un réglage de vitesse fiable, sous faible vitesse. (de 2 m/mn à 3 m/n en
travail)
� il doit être de masse compatible avec l’incidence du moment de ripage fonction du bras de
levier de traction déporté. Distribution de lest à équilibrer en fonction des équipements.
� si l’on s’oriente sur l’intégration du coulage au véhicule motorisé, il faut prendre en
considération la réaction verticale de maintient de la table au sol en opposition du relevage
de la table par le mortier. Le mortier Slump < à 22, soulève le module de coulage d’un poids
de l’ordre de 800 à 900 kg en travail de largeur d’application de 2m, avec remplissage du
bac sur hauteur 600 à 700 mm.
� il doit garantir un niveau constant de hauteur de la table et de son ensemble. Trains
chenillés préférable.
� La fonction globalisée avance et coulage reste à analyser profondément en prenant en
compte tous les critères qualitatifs d’application du mortier.
� A priori la fonction d’intégration malaxage est condamnée avec le temps d’homogénéisation
du mélange et les conditions d’alimentation des différents composants de la formule
� L’alimentation du bac de coulage intégré est à analyser, compte tenue du comportement du
mortier.
� L’alimentation du bac de coulage intégré à l’avant du porteur est une solution possible qui
nécessite l’utilisation d’un moyen de transfert, pompe ou vis à débit variable vers la table
de coulage. Cette possibilité pourrait permettre une alimentation par l’avant du
porteur et l’intégration d’une capacité tampon de 750 à 1000l (2t environs)
� A priori la capacité du bac de coulage doit être réduite en hauteur. Le mortier fige très
rapidement si la masse n’est pas en mouvement continuel. La répartition de l’alimentation
du bac de coulage intégré est à analyser, compte tenue du comportement du mortier et de
la thixotropie de celui-ci. (collage sur parois verticales avec ses caractéristiques de
cohésivité, voir goulotte, vis de la toupie, malgré les mouvements)
� Si le procédé doit être validé pas d’impasse possible sur les qualités du matériel à respecter
pour s’intégrer dans les tolérances d’applications si celle-ci restent en objectif.
� Il sera impératif d’intégrer les conditions de nettoyage, accès, capacité, qualité du résultat.
- Toupie Bac de coulage
� Le transfert du mortier de la toupie à la pompe doit être exempt de corps étranger ou de
hérissons de fibres ou de blocs de mortier secs.
� Alimentation du bac par le centre de ce dernier préférentiel.
38
� Niveau de remplissage régulier et ne dépassant pas la partie verticale inférieure.
Déversement extérieur au bac interdit.
� Le transfert du mortier au bac de coulage doit être exempt de corps étranger ou de
hérissons de fibres ou de blocs de mortier secs.
� Il faut anticiper le déversement depuis la toupie vers le bac, pour limiter le niveau de mortier
dans le bac. Une personne doit être dédiée à cette fonction et pilotage du déversement.
- Bac de coulage
� Alimentation du bac par le centre de ce dernier préférentiel.
� Utilisation des aiguilles vibrantes à réserver au mortier « fermes »pour la répartition sur la
longueur.
� Utilisation de raclettes (binettes) pour la répartition du mortier sur la longueur.
� Réglage précis de la hauteur de la lame pour le respect de l’épaisseur de veine appliquée.
Attention, cette hauteur est fonction, de la quantité de fibres, du type de fibres, de la
viscosité du mortier, des différences de niveau constatées sur la plateforme à couler.
� Le personnel doit être bien informé des manipulations, aux postes de coulage (2
personnes)
� Une personne est dédiée au positionnement de la goulotte de la toupie
� Une personne est dédiée au poste de conduite du module (une personne lorsque la bande
est rectiligne ou de faible courbe, deux personnes s’il s’agit d’un rond point ou d’une voie à
faible rayon de courbe). Les consignes pour le suivi des bandes accolées doivent être
données. Suivre avec un écart de 1 cm mini de la lame avant par rapport au bord de la bande
coté pilote.
� Une personne est dédiée à la surveillance de l’ensemble, pour donner les consignes
d’utilisation des moyens mécaniques, aiguilles, vibration sur la règle de distribution.
� Avec le maintien de module tracté, il faut intégrer la direction assistée et le réglage en
altitude, assisté également.
� La question de largeur d’application reste entière compte tenue de la viscosité du mortier
actuellement défini pour l’application. Celle-ci pourrait favorablement évoluer vers 3,5 m si
cette viscosité se réduit à 12 ou 14. Dans ce cas les règles d’application devraient revenir
aux essais initiaux de Nantes avec prise en compte de l’augmentation des besoins de poids
et de puissance d’applications afférentes au comportement du mortier qui serait redéfini. On
se rapprocherait d’un béton mais avec des caractéristiques de collage beaucoup plus
importants
� La vitesse de coulage dépendra des caractéristiques de viscosité de cohésivité du
mortier à produire. Avec 26,5 de Slump, il est possible de couler à vitesse comprise de 2,6 à
2,8 m/mn si la hauteur de sortie sous la règle est en corrélation avec le comportement des
mortiers. Nous avons fait quelques m sur la partie non gravillonnée pour réduire l’épaisseur
de veine appliquée..
� Si nous devons appliquer une vitesse variable de coulage, la question du gravillonneur attelé à
débit fixe sous vitesse fixe se repose. Si la vitesse d’application augmente, le débit

39
appliqué diminue et vice versa. Intégrer la vitesse variable est possible avec la qualité de
débit volumique obtenue. Il faut intégrer un calculateur de pilotage du débit gravillonneur
avec déphasage de distance.
� Le lavage tout de suite après coulage de la bande doit être absolument soigné. Thierry a dû
reprendre avec SAE le nettoyage de la lame.
�
- Module gravillonneur
� Une personne est dédiée au poste de conduite du module (une personne lorsque la bande
est rectiligne ou de faible courbe, deux personnes s’il s’agit d’un rond point ou d’une voie à
faible rayon de courbe).
� Réglage du débit en fonction de la vitesse de travail. Avec tambour fileté pas de 1mm, ½
largeur gauche pas à gauche, ½ largeur droite pas à droite.
� Réglage du débit en fonction de la vitesse de travail. Pour vitesse de 2,5 m/mn débit aux
réglages 3kg m2 + ou – 3 à 4%.
� Capacité du bac de stockage suivant la largeur d’épandage, jusqu’à 800 l (à vérifier)
� Largeur maxi d’épandage 2,5 m.
� Largeur maxi d’épandage 2,5 m.
� Si ultérieurement la largeur d’application du mortier augmente il faudra reprendre la
technologie. Attention, technologie basse vitesse en 2 chambres (2,5 m à 3,5 m
élargisseur de 2*500 mm de part et d’autre
-
- Accessoire de compactage – luge –
� La luge a été lestée lors de la première partie du chantier, après la première bande.
� La largeur a été réduire à 1950 mm pour les bandes 2 et 4.
� L’ors de la réalisation de la bande 2, compactage insuffisant mais surtout bourrelet de
matériaux entretenu et évolutif vers l’avant. Nécessaire de relever le nez quasi constamment
pour réduire la trainée crée.
� Nouveau réglage pour la bande 4, avec relevage du nez de l’avant de 1 cm env.
intervention plus aisée pour le suivi du compactage. Avis de Thierry pour complément.
� Malgré une évolution certaine, le résultat n’est pas acquis à 100%. La technique demande a
encore évoluer pour un meilleurs résultat.
�
- Arrosages pulvérisation d’eau
� Avant machine, suivi (problème de matériel, karcher HS, lors de la première application
bande 3)
� Arrière compactage – inexistants sur les bandes, 1 et 3. Mis en place sur bande 2 et 4.
nécessaire compte tenue du temps de correction pour application de la cure. Arrosage plus
régulier.
�
- Corrections application
40
� Les équipes du personnel affectés à cette fonction doit au moins être composée de 2 *2
vrais professionnels maçons.
� Le temps de reprise a été plus rapide sur la bande 4 que sur la bande 2.
� Les finitions sont un peu justes, avec les conditions atmosphériques (vent le 8) thixotropie
rapide du mortier.
� L’avis de Thierry sur ce point est à recevoir
- Cure –
- La rapidité de la cure est primordiale. L’application, sur les bandes 1 et 3 retardée par les
reprises, n’ont pas été efficientes à 100%. Surdosage de produit de cure. Bord de bande mal
arrosé. La cure de la bande 2 a été aussi retardé par les reprises mais le dosage a été plus précis
après modification des jets et du réglage de la pression de travail (Thierry) à 6 b et installation
d’un par vent. Les bords sont encore cependant mal arrosés (bande 4)
- CONCLUSIONS PROVISOIRES DE CETTE PREMIERE PHASE-
- L’application de cette technique est très pointue. Toutes différences d’altitudes sont néfastes et
se cumulent dans le mauvais sens.
- La précision de réalisation de la plateforme ne peut pas être en adéquation de l’objectif de
tolérance d’épaisseur demandée sur toute la surface.
- L’organisation des ces chantiers prototypes n’est pas suffisamment réaliste, préparation des
charges pour les gâchées, préparation amont des plateformes, sous évaluations des temps de
fraisage et de coulage des rainures (50m2 h), incident de livraison et autres imprévisibles…
- Conditions de coulage. Toujours en adaptation de la qualité du mortier.
- Temps de malaxage trop long. Le raccourcir permettrait de réduire le retardateur pour
l’application. Actuellement prés de 4 h cycle complet malaxage et transfert pour 1 h à 1h30
d’application. L’équipe du malaxage a été très sollicité.
- Existence de hérissons dans la production et en sortie de coulage
- Régularité de la plasticité du mortier difficile à obtenir. Attente de résistance.
- Personnel par trop variable. L’équipe la plus efficiente pourrait être celle de la semaine 19,
compte tenue de son volume. L’équipe de cette seconde période malgré un manque de
personnel n’a pas démérité.
- L’apport des personnels de l’IFSTARR a été primordial.
- Binh entre autre, mérite un diplôme de pilote pour le module de coulage.
Ceci est un pré-rapport à chaud, non exhaustif, qui intègre un certain nombre de réflexions
d’importances que nous devront ne pas oublier dans nos pérégrinations futures.
Ce rapport doit avantageusement être complété par tout un chacun pour en faire rapidement une
synthèse.





![[FR] trendwatching.com’s CLEAN SLATE BRANDS](https://static.fdocuments.fr/doc/165x107/559c11fa1a28ab85718b45bc/fr-trendwatchingcoms-clean-slate-brands.jpg)








![[Aem] Clean Med Groupe 14](https://static.fdocuments.fr/doc/165x107/559274491a28ab903b8b4723/aem-clean-med-groupe-14-5593d39b8f7cc.jpg)


