
Complémentarité des techniques de fabrication et de ... · APPORT DE LA CARACTERISATION POUR LA...
6
Complémentarité des techniques de fabrication et de caractérisation pour la réalisation des cibles du Laser Megajoule Cyril HERMEREL, Olivier RAPHAEL, Johan ANDRE, Grégory DE DEMO, Olivier VINCENT VIRY, Ludovic REVERDY, Marc THEOBALD CEA, Centre de Valduc, F – 21120 Is Sur Tille, France Résumé : Dans le cadre du programme Laser Megajoule (LMJ), le CEA (commissariat à l’énergie atomique et aux énergies alternatives) conçoit et fabrique des cibles dont les spécifications géométriques vont de l’échelle nanométrique à millimétrique. Afin de respecter des spécifications très strictes, divers moyens de caractérisation sont utilisés pour valider les outils de fabrication et les cibles. Ainsi, un microscope interférométrique ‘confocal’ a été utilisé pour caractériser des pièces réalisées par imprimante 3D. Ce procédé de fabrication additive est de plus en plus utilisé pour réaliser des outillages utiles à la manipulation ou à l’assemblage des éléments des cibles. En particulier, une pièce étalon comportant différents motifs sub-millimétriques a été conçue, fabriquée puis caractérisée pour déterminer l’aptitude de l’imprimante à réaliser ces motifs. Par ailleurs, la validation de moyens de mesure nécessite parfois la création d’étalons spécifiques. Un étalon comportant des sinusoïdes d’amplitude sub-microniques a été usiné. Il était destiné à la validation d’une nouvelle tête pour un microscope à force atomique (AFM). Le recours à ce type d’usinage a permis le raccordement métrologique de cet instrument dédié à la caractérisation des microballons, éléments constitutifs de cibles laser. INTRODUCTION Dans le cadre du programme Laser Megajoule (LMJ) [1, 2], le CEA (commissariat à l’énergie atomique et aux énergies alternatives) conçoit et fabrique des cibles dont les spécifications géométriques vont de l’échelle nanométrique à millimétrique. Afin de respecter des spécifications très strictes, divers moyens de caractérisation sont utilisés pour valider les outils de fabrication et les cibles. Figure 1: Exemple de cibles fabriquées. Ainsi, cet article traite de la complémentarité existant entre les techniques de fabrication et de caractérisation pour la réalisation des cibles du Laser Megajoule. Dans un premier temps, l’apport d’un moyen de caractérisation pour déterminer l’aptitude d’une imprimante 3D à réaliser ces motifs est détaillé. Puis dans un second temps, une description de l’utilisation des techniques d’usinage par ’ultraprécision’ pour réaliser des étalons spécifiques est effectuée. JOURNEES COFREND 2017 More info about this article: http://www.ndt.net/?id=21369
Transcript of Complémentarité des techniques de fabrication et de ... · APPORT DE LA CARACTERISATION POUR LA...

Complémentarité des techniques de fabrication et de caractérisation pour la réalisation des cibles du Laser Megajoule
Cyril HERMEREL, Olivier RAPHAEL, Johan ANDRE, Grégory DE DEMO, Olivier VINCENT VIRY, Ludovic REVERDY, Marc THEOBALD
CEA, Centre de Valduc, F – 21120 Is Sur Tille, France
Résumé : Dans le cadre du programme Laser Megajoule (LMJ), le CEA (commissariat à l’énergie atomique et aux énergies alternatives) conçoit et fabrique des cibles dont les spécifications géométriques vont de l’échelle nanométrique à millimétrique. Afin de respecter des spécifications très strictes, divers moyens de caractérisation sont utilisés pour valider les outils de fabrication et les cibles. Ainsi, un microscope interférométrique ‘confocal’ a été utilisé pour caractériser des pièces réalisées par imprimante 3D. Ce procédé de fabrication additive est de plus en plus utilisé pour réaliser des outillages utiles à la manipulation ou à l’assemblage des éléments des cibles. En particulier, une pièce étalon comportant différents motifs sub-millimétriques a été conçue, fabriquée puis caractérisée pour déterminer l’aptitude de l’imprimante à réaliser ces motifs. Par ailleurs, la validation de moyens de mesure nécessite parfois la création d’étalons spécifiques. Un étalon comportant des sinusoïdes d’amplitude sub-microniques a été usiné. Il était destiné à la validation d’une nouvelle tête pour un microscope à force atomique (AFM). Le recours à ce type d’usinage a permis le raccordement métrologique de cet instrument dédié à la caractérisation des microballons, éléments constitutifs de cibles laser.
INTRODUCTION
Dans le cadre du programme Laser Megajoule (LMJ) [1, 2], le CEA (commissariat à l’énergie atomique et aux énergies alternatives) conçoit et fabrique des cibles dont les spécifications géométriques vont de l’échelle nanométrique à millimétrique. Afin de respecter des spécifications très strictes, divers moyens de caractérisation sont utilisés pour valider les outils de fabrication et les cibles.
Figure 1: Exemple de cibles fabriquées.
Ainsi, cet article traite de la complémentarité existant entre les techniques de fabrication et de caractérisation pour la réalisation des cibles du Laser Megajoule. Dans un premier temps, l’apport d’un moyen de caractérisation pour déterminer l’aptitude d’une imprimante 3D à réaliser ces motifs est détaillé. Puis dans un second temps, une description de l’utilisation des techniques d’usinage par ’ultraprécision’ pour réaliser des étalons spécifiques est effectuée.
JOURNEES COFREND 2017
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
2136
9
APPORT DE LA CARACTERISATION POUR LA FABRICATION AD DITIVE
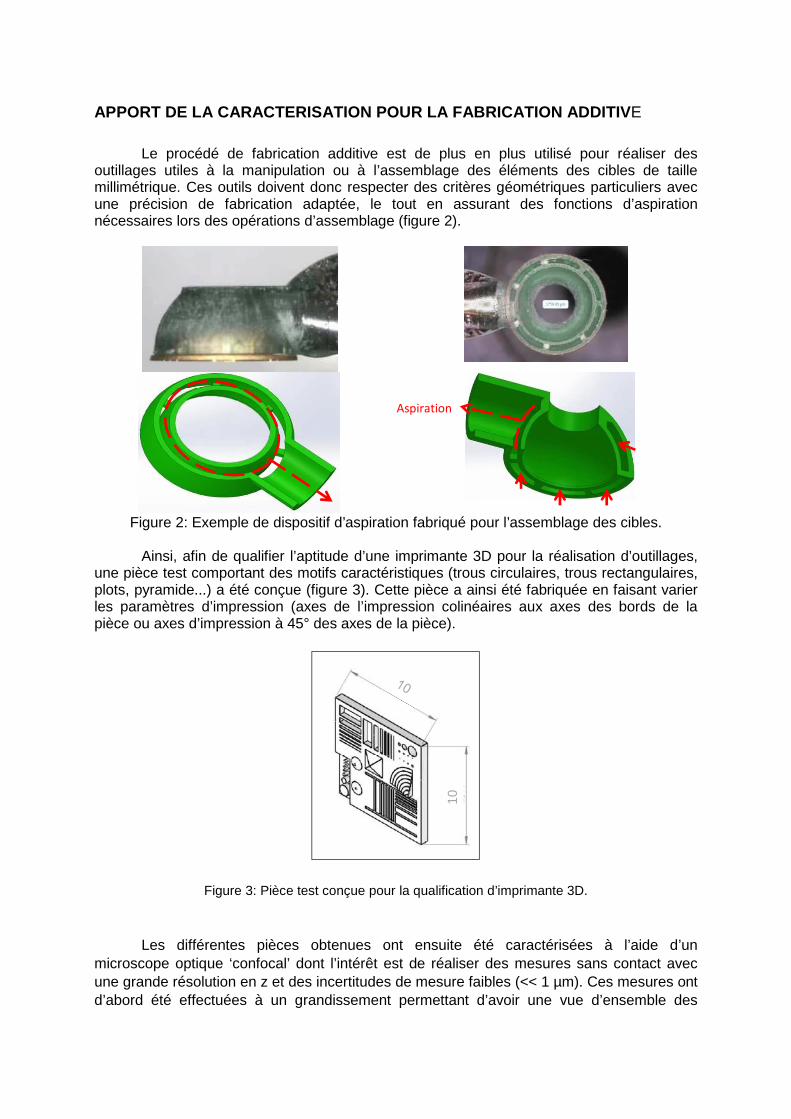
Le procédé de fabrication additive est de plus en plus utilisé pour réaliser des outillages utiles à la manipulation ou à l’assemblage des éléments des cibles de taille millimétrique. Ces outils doivent donc respecter des critères géométriques particuliers avec une précision de fabrication adaptée, le tout en assurant des fonctions d’aspiration nécessaires lors des opérations d’assemblage (figure 2).
Figure 2: Exemple de dispositif d’aspiration fabriqué pour l’assemblage des cibles.
Ainsi, afin de qualifier l’aptitude d’une imprimante 3D pour la réalisation d’outillages, une pièce test comportant des motifs caractéristiques (trous circulaires, trous rectangulaires, plots, pyramide...) a été conçue (figure 3). Cette pièce a ainsi été fabriquée en faisant varier les paramètres d’impression (axes de l’impression colinéaires aux axes des bords de la pièce ou axes d’impression à 45° des axes de la pièce).
Figure 3: Pièce test conçue pour la qualification d’imprimante 3D.
Les différentes pièces obtenues ont ensuite été caractérisées à l’aide d’un
microscope optique ‘confocal’ dont l’intérêt est de réaliser des mesures sans contact avec une grande résolution en z et des incertitudes de mesure faibles (<< 1 µm). Ces mesures ont d’abord été effectuées à un grandissement permettant d’avoir une vue d’ensemble des
Aspiration
10

motifs fabriqués (figure 4) puis chaque motif a été acquis avec une résolution latérale plus élevée (inférieure au micron) afin d’estimer les limites de cette imprimante et du mode d’impression choisi. Par exemple, les figures 5a et 5b montrent qu’une impression d’un motif en escalier réalisée à 45° des axes x,y comporte plus de défauts locaux (rugosité plus importante) qu’une impression réalisée selon l’axe x,y du plan.
Figure 4: Vue 3D générale de la pièce caractérisée
Figure 5a: Vue d’un motif imprimé selon les axes x et y
Figure 5b: Vue d’un motif imprimé à 45°.
Pour cet exemple, les grandeurs dimensionnelles mesurées par rapport à celles visées lors de la conception ont toutes été inférieures à la résolution intrinsèque de l’imprimante. Ceci a permis de qualifier que les dimensions des motifs imprimés étaient aux cotes visées et de déterminer les motifs qui ne pouvaient pas être obtenus avec cette imprimante (trous ou plots de diamètres inférieurs à 150 µm).

APPORT DE L’USINAGE POUR LE RACCORDEMENT METROLOGIQ UE
Dans le cadre de la caractérisation des microballons constitutifs des cibles laser, pour l’étude des phénomènes d’implosion et d’instabilités [3], de nouveaux besoins de caractérisation de surfaces usinées avec motif sont apparus (motif sinusoïdal avec une période inférieure à 100 µm avec une amplitude inférieure à 4 µm (figure 6).
Figure 6: exemple de motif sinusoïdal usiné (modèle et vue ombroscopique).
La surface externe d’un microballon est caractérisée à l’aide d’un instrument de mesure utilisant une tête de microscope à force atomique (AFM) ; il est dédié à la mesure de l’amplitude des bas modes de déformation (fréquences de Fourier inférieures à 100) et de la rugosité (fréquences de Fourier supérieures à 100). Le microballon est maintenu par aspiration et mis en rotation afin d’obtenir des profils topographiques (figure 7).
Le mode d’acquisition des profils s’effectue en faisant l’acquisition de 3 équateurs à 90° les uns des autres (figure 7b,c). Pour chaque équateur 3 profils distincts distants de 10µm sont acquis (figure 7d). Cette méthode permet d’acquérir 9 profils avec des résolutions en z de 0,1 nm [4].
(a) (b) (c) (d)
Figure 7: principe de mesure de la surface externe d’un microballon
Tête AFM
Enfouissement Enfouissement
Microballon
Motif

Afin de raccorder métrologiquement ce dispositif suite à la mise en place d’une nouvelle tête AFM [5], plusieurs étalons spécifiques ont dû être usinés. Les amplitudes de défauts recherchés ainsi que les motifs à caractériser ont nécessité de mettre en œuvre des moyens d’usinage en ultra précision afin de réaliser des défauts calibrés et connus [6].
Un premier étalon a été usiné avec un mode 2, un mode 4 et un mode 10 visés
(figure 8 et 9). Les résultats obtenus sur cet étalon montrent des profils sinusoïdaux, avec une amplitude régulière selon l’axe cylindrique. Ils mettent en évidence également que les valeurs mesurées correspondent aux valeurs attendues (figure 10).
Figure 8 : concept de réalisation d’étalon Figure 9 : ‘étalon’ usiné en ultraprécision
Figure 10 : résultats de mesure pour le mode 4.
Ces résultats montrent l’intérêt de disposer de moyens d’usinage en ultraprécision afin de fabriquer des étalons non ‘communs’, hors disponibilité commerciale, répondant exactement aux besoins de raccordement métrologique d’instruments de mesure spécifiques. CONCLUSION
Les deux exemples cités dans cet article montrent la complémentarité entre les techniques de fabrication et de caractérisation pour la réalisation des cibles du Laser Megajoule : la caractérisation, pour qualifier et prospecter vers de nouveaux moyens dans le domaine de la fabrication additive, et l’usinage pour répondre aux besoins de raccordement métrologique de dispositifs spécifiques ne disposant pas d’étalons disponibles dans le commerce. Ces moyens doivent, de plus, évoluer continuellement et conjointement pour répondre aux exigences de spécifications de plus en plus strictes.
[1]. J.L. Miquel, C. Lion, and P. Vivini, "The LMJ program: Overview and Status of LMJ & PETAL Projects," CLEO: Applications and Technology, Optical Society of America, 2013. [2]. C. Lion, "The LMJ program: An overview", J. Phys.: Conf. Ser. 244, 012003 (2010).

[3]. I. Geoffray et al, “Sinusoidal ripples micromachining on CHx ablator for hydrodynamic growth experiments”, Fusion Science and Technology 70, p. 244-253 (2016) [4]. R.B. Stephens, "Complete surface mapping of ICF shells", Fusion and Science Technology, p. 210-213 (2004). [5]. A. Choux, C. Hermerel, L. Reverdy, O. Raphael, E. Busvelle, L. Jeannot, M. Theobald, 19th World Conference on Non-Destructive Testing 2016 [6]. J. Andre et al, “Specific adaptations of mechanical machining processes for laser target manufacturing”, Fusion science and technology 70, p. 237-243 (2016).


















