
Chind intro
83
CHIMIE INDUSTRIELLE Première partie INTRODUCTION A LA CHIMIE INDUSTRIELLE Notes rédigées par Christian CHARLIER
-
Upload
ibrahima-diouf -
Category
Engineering
-
view
750 -
download
1
Transcript of Chind intro

CHIMIE INDUSTRIELLE
Première partie
INTRODUCTION A LA CHIMIE INDUSTRIELLE
Notes rédigées par Christian CHARLIER

Déconfuture Extrait du "Latéroscope" de Luc De Brabendere Beaucoup de livres commencent par un "avertissement au lecteur". Les lignes qui suivent doivent être considérées comme "un avertissement à l'auteur". Le futur a beaucoup changé en se mutant en présent. N'est-ce pas, Messieurs les experts ? Car si vous avez vu clair parfois, vous vous êtes le plus souvent trompés. Quand hier, vous voyiez demain, vous n'imaginiez pas aujourd'hui. La seule prévision correcte que vous avez donc à faire est de prévoir qu'elle sera probablement fausse ! Mais rassurez-vous : c'est plus une tradition qu'une nouveauté. Avant vous, de grands scientifiques ont commis des erreurs aussi magistrales que leurs découvertes. Lors du triomphe de la mécanique, Laplace n'a-t-il pas affirmé : "Il n'y aura pas deux Newton car il n'y a qu'un seul monde à découvrir." ? Berthelot n'a-t-il pas écrit en 1887 : "L'univers est désormais sans mystère." ? Douze ans avant, n'assistait-on pas à la démission du directeur du Bureau américain des brevets qui avait déclaré : "Pourquoi rester, il n'y a plus rien à inventer." ? Quant à Arrhénius, il proclamait en 1923 que le "rythme insensé" de la production tarirait les réserves de pétrole vers 1940 et certainement avant 1960 ! John Watkins, lui, annonçait pour bientôt la disparition des moustiques et autres insectes nuisibles ! Albert Robida enfin déclarait, toujours à la même époque, que l'Italie serait transformée en un parc européen consacré uniquement au tourisme. Qu'ils soient chimiste, physicien, astronome ou mathématicien, ils ont peut-être une excuse par rapport à vous : celle de ne pas avoir disposé des mêmes outils, de ne pas avoir connu, par exemple le microscope électronique ou l'ordinateur. Sans être médecin, permettez-moi quand même de passer quelques-unes de vos prévisions récentes à l'autopsie, surtout celles concoctées au cours des "sixties", dans l'euphorie de la croissance et de la griserie technologique. "Lune, Mars, Vénus, dans cinq ans seulement !" prédisait en 1965 la revue "Science et vie". Quant au "Figaro", lorsque Apollo XI se posa effectivement sur la lune en 1969, il titra : "La science-fiction est morte !". Si les hommes ont bien foulé, cette année-là, le sol lunaire, Mars et Vénus sont, elles, toujours vierges aujourd'hui, et les voyages Terre-Lune en trois heures vingt-sept minutes (notez la précision) ne sont encore accessibles qu'au Capitaine Flamme et autres héros de dessins animés. Dans la liste des cent innovations techniques très probables dans le dernier tiers du XXème siècle, dressée en 1967 par le Hudson Institute sous l'impulsion de Herman Kahn, figurent, entre autres, l'installation de l'homme en permanence sur la Lune et sur les satellites, des voyages interplanétaires, des plates-formes volantes individuelles, ... Onze ans plus tôt, si Arthur C. Clarke, dans "Profiles of future", annonce à juste titre l'alunissage pour 1970, il prévoit déjà, dans la foulée, la jonction d'autres planètes pour 1980 et leur colonisation pour l'an 2000 ... Les sciences de la vie n'échappent pas davantage à l'exaltation de ces mêmes experts qui, après l'hibernation et la vie artificielle, n'hésitent pas à nous promettre ... l'immortalité, mais

seulement en 2100 ! De quoi affoler et confondre les démographes. Qu'en dirait, par exemple, C. Putnam qui, en 1952, prévoyait trois milliards d'habitants sur la Terre en 1975, alors que la population mondiale a atteint, cette année-là, le chiffre de quatre milliards pour passer à cinq douze ans plus tard ? En technique mais aussi en économie, les erreurs de prévision abondent. Certaines sont de taille, comme celles du VIIe plan français qui, en 1975, annonce le plein emploi pour 1980 (en réalité : plus d'un million et demi de chômeurs !) ou celles du groupe de Louis Armand qui a évalué la puissance nucléaire civile installée pour l'Europe des six à 32 GW en 1970 et 55 GW en 1975, alors qu'elle ne s'est montée respectivement qu'à 3.4 et 9.4 GW. Quant aux électrochocs pétroliers des années septante, personne n'a été capable de les prévoir. Il est aussi de nombreuses autres méprises, qualitatives celles-là, nées d'une mauvaise appréhension du comportement social des individus face aux innovations. N'entendait-on pas dire en 1923 que la motoculture retiendrait l'ouvrier des campagnes parce qu'elle faisait appel à son intelligence et non plus à sa force musculaire ? Sont-ce des raisons pour se méfier de toutes les prévisions ? Non, bien sûr. Entre celles qui pèchent par timidité ou rigidité et celles qui pèchent par présomption ou par enthousiasme, il en est qui ont échappé à la surévaluation et à la sous-estimation ou que les hasards et les coïncidences ont épargnées. Mais qu'elles se soient révélées exactes, qu'elles aient été prises en flagrant délit d'optimisme ou de pessimisme, elles ont toutes le mérite de nous faire réfléchir à l'avenir et/ou de nous faire rire. A en juger par l'exemple du Minitel, la déconfuture a en tout cas toujours un bel avenir devant elle. Ce ne sont pas ces quelques "paroles d'experts" citées par Christopher Cerf et Victor Nevasky qui me contrediront : "Nous n'aimons pas le son de ces Beatles, et en plus les groupes de guitaristes sont en voie de disparition." L'administrateur de Decca Record Company, 1962 "Grâce à la grandeur du Shah, l'Iran est un îlot de stabilité dans le Moyen-Orient." Jimmy Carter, 1977 "Il n'y a aucune raison pour que des particuliers aient un ordinateur chez eux." Ken Olson, Président de Digital Equipment Company, 1977 Et je voudrais y rajouter l'extraordinaire "Je vous avais bien dit que j'étais malade", lu un jour sur la tombe d'un créatif inconnu. Il ne faut néanmoins pas désespérer. Dans un célèbre rapport sur l'avenir publié en 1964 par la Rand Corporation, il est prévu en 2012 la possibilité d'utiliser des médicaments pour élever le niveau de l'intelligence. Courage, on y est presque ... A méditer

Table des Matières 1. Généralités ............................................................................................................. 2
1.1. Exemples illustrant les catégories industrielles énoncées ........................ 5 1.2. Caractéristiques de l'industrie chimique .................................................... 8
2. Mots clés de l'industrie chimique ............................................................................ 9 2.1. Matières premières ................................................................................... 9
2.1.1. Résumé ..................................................................................... 12 2.2. Energie .................................................................................................... 12 2.3. Production ............................................................................................... 14 2.4. Types d'ingénieurs .................................................................................. 15
3. Généralités sur les bilans pour le (lʼavant) projet .................................................. 16 3.1. Etablissement du schéma général .......................................................... 16 3.2. Exemples de flow sheet .......................................................................... 18 3.3. Bilans matériels ....................................................................................... 22
3.3.1. Exemple de schéma du point de vue matériel ........................... 24 3.4. Bilans énergétiques ................................................................................ 25
3.4.1. Exemple de schéma du point de vue énergétique .................... 26 3.5. Bilans de quantité de mouvement ........................................................... 28 3.6. Conclusions sur les bilans de projet ....................................................... 29 3.7. Première approche du calcul d'un procédé : méthode simple ................ 30
3.7.1. Appareillage de l'industrie chimique - Représentation graphique ............................................................................................. 31
3.7.1.1. Le réacteur ................................................................... 31 3.7.1.2. Les colonnes et séparateurs ........................................ 32 3.7.1.3. Les échangeurs ........................................................... 34 3.7.1.4. Les appareils à pression .............................................. 35 3.7.1.5. Les tuyauteries ............................................................ 36 3.7.1.6. Les diviseurs et les mélangeurs .................................. 36
3.7.2. Application de la méthode des bilans à un procédé .................. 37 3.7.3. Application des bilans de matière : boucle de synthèse dʼammoniac .......................................................................................... 44
4. Quelques grands noms de l'industrie genre chimique .......................................... 55 5. Questions relatives au chapitre ............................................................................ 57 6. Index ..................................................................................................................... 78
Chimie Industrielle Introduction
- 1 -
INTRODUCTION
à la CHIMIE INDUSTRIELLE
"Ne maudissez pas la pénombre, allumez une bougie." Confucius Il nous faut bien l'admettre ou le constater dʼurgence, les produits de l'industrie chimique sont utilisés dans pratiquement tous les domaines de la vie quotidienne. Quelques exemples doivent ou devraient suffire pour le montrer ou le démontrer : - la croissance et l'augmentation des besoins alimentaires quʼils soient végétaux ou
animaux, nécessitent des engrais de nature chimique, des insecticides, des désinfectants, etc.,
- beaucoup de matériaux intervenant dans la construction ont été réalisés par des
procédés chimiques, c'est le cas des aciers ou autres métaux comme le cuivre, du ciment et du béton, des peintures, du verre, des plastiques, etc.,
- les chaînes vestimentaires utilisent des fibres synthétiques et des teintures, qui
peuvent toutes deux être fabriquées par synthèse chimique, - les divers moyens de transport ont besoin d'essence ou de diesel ou de kérosène,
pour leur fonctionnement, des métaux, des plastiques pour leur construction, - les livres ou autres publications du même acabit utilisent le papier et l'encre, - la santé et l'hygiène sont entretenues par l'utilisation de médicaments, de savons,
de détergents, de désinfectants, etc.,

Chimie Industrielle Introduction
- 2 -
- pour en terminer, dans cette énumération non exhaustive, l'industrie chimique elle-même peut sʼy ajouter, celle-ci est en effet son propre gros consommateur. Cela doit se comprendre plus loin, du moins c'est l'espoir avoué et espéré.
1. Généralités Il est difficile de donner une définition générale de l'industrie chimique sans le risque de la voir incomplète, malgré de louables efforts. Une définition toute fois simple et acceptable peut être la suivante (mais le débat reste ouvert) :
La chimie industr ie l le regroupe tous les procédés qui visent à transformer des matér iaux, int itulés réact ifs ou matières premières , en d 'autres matér iaux considérés comme plus uti l i taires int itulés produits , au moyen de toutes sortes d 'apparei ls int itulés unités ou apparei ls .
Suite à cet éclairage, il est donc possible de proposer un schéma type général de l'industrie chimique, à savoir :
Matières Premières Transformations
P R O D U I T S
Ce schéma à trois "étapes" sera toujours retrouvé, quel que soit le procédé industriel. Une "étape" représente bien entendu un ensemble de techniques et lʼimportance de chaque "étape" variera très certainement d'un procédé à l'autre. Ce schéma met également en évidence trois domaines typiques du procédé industriel, nécessitant chacun une approche spécifique en vue de sa maîtrise. C'est aussi par ce schéma type quʼest mis en évidence le type général d'opérations rencontrées dans le procédé chimique. C'est tout naturellement ce schéma qui introduit également le Génie Chimique, qui conduit à la classification des diverses opérations permettant leurs études spécifiques.

Chimie Industrielle Introduction
- 3 -
Dʼailleurs, lʼétude des procédés de l'industrie chimique et le Génie Chimique[1] sont indissociables. La première se sert abondamment du second pour toutes les opérations d'ingénierie que requiert le fonctionnement d'une installation. Afin de cerner dʼimportants aspects de classification et de précision de termes communément et classiquement utilisés, la modeste représentation suivante tente dʼillustrer schématiquement les interconnexions existant entre l'industrie chimique et ses divers domaines.
Minerais, Minéraux, Air, Eau, Gaz naturel,
Pétrole, Charbon, Lignite, Tourbe
Acides, Alcools, Aldéhydes, Alcalis, Amines, Ammoniac, Acides aminés, Hydrates de carbones,
Dioxyde de carbone, Enzymes, Esters, Ethers, Graisses, Furanes, Hydrocarbures, Hydrogène,
Cétones, Métaux, Azote, Oxydes, Oxygène, Peptides, Peroxydes, Protéines, Pyridine, Sels,
Acide sulfurique, Terpènes, Levures, …
Essentiels Classiques Ingéniérie Absorption, Adsorption, Centrifugation, Cristallisation, Diffusion, Distillation, Mélangeage, Evaporation, Filtration, Séchage, Homogénéisation, Sédimentation, Broyage, Extraction, Epaississage
OPERATIONS
MATERIAUX
Synthétiques
Acryliques, Alkyles,
Allyles, Elastomères, Fibres,
Phénoliques, Plastiques, Polyesters, Polyéthylène,
Polystyrènes, Résines, Rayonne,
Caoutchouc, Silicones, Uréthanes, Vinyls, …
Equipement Alkylation, Bénéficiation, Blanchissage, Chlorination, Métallurgie, Oxychlorination, Polymérisation, Combustion, Craquage, Oxydation, Nitration, Fermentation, Hydrogénation, Sulfonation, Vulcanisation, Désalination, Pyrolyse, Isomérisation, …
PROCEDE CHIMIQUE
PRODUITS INDUSTRIELS
ET DE CONSOM-MATION
Fonctionnels
Accélérateurs, Aérosols, Antioxydants,
Détergents, Teintures, Emulsifiants, Herbicides, Insecticides, Lubrifiants,
Papier, Savons, Cires, Huiles, Solvants
ENERGIE
Inorganiques
Abrasifs, Alliages, Batteries, Catalyseurs,
Colles, Explosifs, Fertilisants, Verre, Isolation, Peinture,
Pigments, Silicates, Semi-conducteurs, Acier
[1] C'est-à-dire la science de l'ingénieur plutôt genre chimiste mais vraiment pas obligatoirement.
TECHNOLOGIE

Chimie Industrielle Introduction
- 4 -
Alors que cette présentation ne prétend même pas épuiser le sujet, il est déjà permis de se rendre compte de l'étendue de la chimie industrielle et une réflexion pertinente impose qu'il n'est humainement pas possible de voir tout dans les détails[2]. Les précédentes figures doivent aussi suggérer que l'industrie chimique est un point de vue global. En effet, en premier lieu, on perçoit tout de suite l'aspect pratique, des matières premières sont transformées en produits utilitaires. Par la suite, la démarche logique consiste à se demander avec quels appareils ou quels types d'appareils ou quelles techniques ou quelles quantités dʼénergie, telle ou telle opération est réalisée dans le procédé. Puis, comment fonctionnent ces appareils, peut-on les améliorer, quelles seront leurs dimensions, etc. En fait, à partir du moment où l'on s'intéresse à l'appareillage et presque obligatoirement à son fonctionnement, ses dimensions etc., on entre dans le domaine du Génie Chimique, c'est-à-dire dans le point vue unitaire. Il convient encore de préciser que le dernier schéma, malgré son abondance dʼinformations, ne distingue pas assez clairement la chimie industrielle fine et la chimie industrielle de base. Cette dernière distinction est fonction de plusieurs critères. La chimie industrielle de base est considérée comme celle des gros tonnages, des grandes productions et c'est celle des chaînes de fabrications rapides et automatisées, où le produit obtenu est un produit de base ou un intermédiaire dans la chaîne industrielle. Son prix est normalement le plus bas possible. Compte tenu de ces aspects, il est généralement acquis que lʼindustrie de base se répartit dans les catégories suivantes : - l'industrie organique ou chimie du carbone, cʼest-à-dire surtout la pétrochimie, qui
a pris une part considérable ces dernières décennies compte tenu des possibilités énormes fournies par la composition du pétrole lui-même car celui-ci n'est plus seulement utilisé comme combustible. Les applications dans la vie courante, au départ du pétrole, sont très nombreuses (plastiques, essence, LPG, polymères, etc.).
- L'industrie minérale ou dite encore inorganique (par opposition à la précédente),
est une des plus anciennes industries chimiques, elle traite plus spécialement de substances qu'on ne trouve pas dans le pétrole, comme l'ammoniac (substance basique, produit essentiel de l'industrie pour la fabrication des engrais ou de l'acide nitrique ou en pharmacie, etc.), ou les acides sulfurique, nitrique ou encore phosphorique (substances acides, produits essentiels pour la fabrication des engrais ou des savons ou des explosifs ou des polymères, etc.), ou encore les sels (produit de base pour l'industrie alimentaire, ou du verre, ou des colorants, ou textile, etc.).
[2] Ouf ...

Chimie Industrielle Introduction
- 5 -
- L'industrie des polymères (plastiques, etc.) qui est en fait issue en droite ligne de l'industrie organique, mais dont la nature même des constituants, des produits, ainsi que des procédés, en font une industrie à part entière et en croissance continue.
- L'industrie des métaux ou métallurgie, qui met en oeuvre essentiellement des
matériaux solides extraits de minerais, reste une industrie très importante et essentielle, les utilisations sont très nombreuses (comme les possibilités), les produits obtenus comme l'acier et la fonte sont des produits de base pour l'industrie automobile, ou le génie civil, ou les transports, etc. Les métaux sont utilisés depuis les âges les plus profonds de l'histoire.
- L'industrie du verre et du ciment ou encore industrie des matériaux silicatés dont
les applications dans la vie courante sont tout aussi nombreuses (constructions, routes, verrerie, céramiques, etc.).
Dans les catégories industrielles précédentes, on peut dégager les principaux produits de base, que l'industrieux a l'habitude d'appeler intermédiaires de base ou produits élémentaires primaires ou encore "commodity chemicals" en anglais qui est lʼensemble littéraire le plus souvent utilisé. Ces intermédiaires de base ou "commodity chemicals" vont intervenir par la suite dans l'immense diversité des procédés industriels plus spécifiques. Bien sûr, il peut arriver que ces intermédiaires de base soient aussi directement utilisables[3]. Les catégories précédentes ont également en commun le traitement initial qui est toujours réalisé avec des matières premières extraites de la nature même, c'est-à-dire du sol (gisements, mines, etc.), ou de l'air ou encore de l'eau. L'industrie qui va utiliser les intermédiaires ou produits de base sera plutôt appelée industrie fine ou parachimie. Ce sont des industries où les chaînes de production sont plus spécifiques et plus sensibles. C'est le cas des industries pharmaceutiques, cosmétiques, textiles, des peintures, de constructions automobiles, de mise en forme, etc. Les produits obtenus sont finis, très variés, plus chers et plus proches du consommateur. 1.1. Exemples illustrant les catégories industrielles énoncées[4] L'éthane (C2H6), produit de l'industrie …...., va être utilisé pour fabriquer de l'éthylène (C2H4), un autre produit de l'industrie …...., qui sera lui-même utilisé pour fabriquer par exemple du polyéthylène, produit de l'industrie …...., qui aboutira finalement à la fabrication de sachets en plastique. Cʼest-à-dire un exemple de finalité parmi tant d'autres, c'est en fait une question de choix ou de stratégie
[3] Le lecteur captivé et attentif ne manquera pas de trouver des exemples de bon aloi. [4] Exemples à vocation hautement didactique, à compléter par les mordus.
Chimie Industrielle Introduction
- 6 -
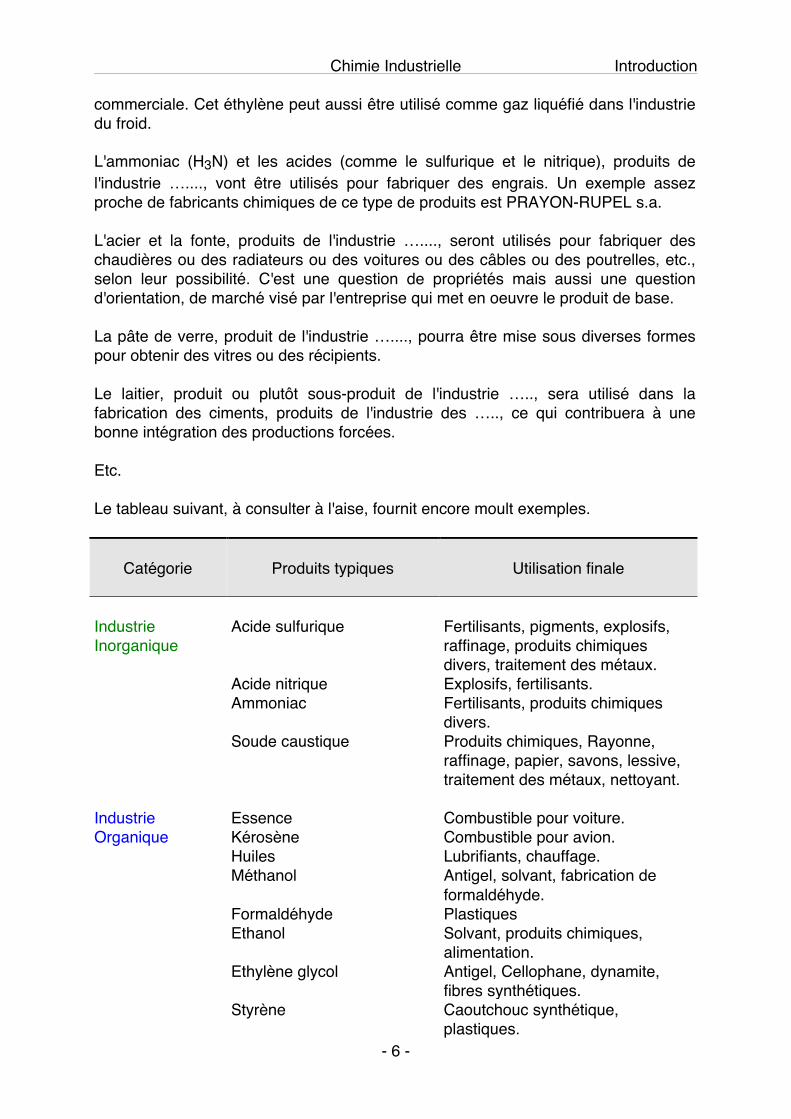
commerciale. Cet éthylène peut aussi être utilisé comme gaz liquéfié dans l'industrie du froid. L'ammoniac (H3N) et les acides (comme le sulfurique et le nitrique), produits de l'industrie …...., vont être utilisés pour fabriquer des engrais. Un exemple assez proche de fabricants chimiques de ce type de produits est PRAYON-RUPEL s.a. L'acier et la fonte, produits de l'industrie …...., seront utilisés pour fabriquer des chaudières ou des radiateurs ou des voitures ou des câbles ou des poutrelles, etc., selon leur possibilité. C'est une question de propriétés mais aussi une question d'orientation, de marché visé par l'entreprise qui met en oeuvre le produit de base. La pâte de verre, produit de l'industrie …...., pourra être mise sous diverses formes pour obtenir des vitres ou des récipients. Le laitier, produit ou plutôt sous-produit de l'industrie ….., sera utilisé dans la fabrication des ciments, produits de l'industrie des ….., ce qui contribuera à une bonne intégration des productions forcées. Etc. Le tableau suivant, à consulter à l'aise, fournit encore moult exemples.
Catégorie
Produits typiques
Utilisation finale
Industrie Inorganique
Acide sulfurique
Fertilisants, pigments, explosifs, raffinage, produits chimiques divers, traitement des métaux.
Acide nitrique Explosifs, fertilisants. Ammoniac Fertilisants, produits chimiques
divers. Soude caustique Produits chimiques, Rayonne,
raffinage, papier, savons, lessive, traitement des métaux, nettoyant.
Industrie Essence Combustible pour voiture. Organique Kérosène Combustible pour avion. Huiles Lubrifiants, chauffage. Méthanol Antigel, solvant, fabrication de
formaldéhyde. Formaldéhyde Plastiques Ethanol Solvant, produits chimiques,
alimentation. Ethylène glycol Antigel, Cellophane, dynamite,
fibres synthétiques. Styrène Caoutchouc synthétique,
plastiques.
Chimie Industrielle Introduction
- 7 -
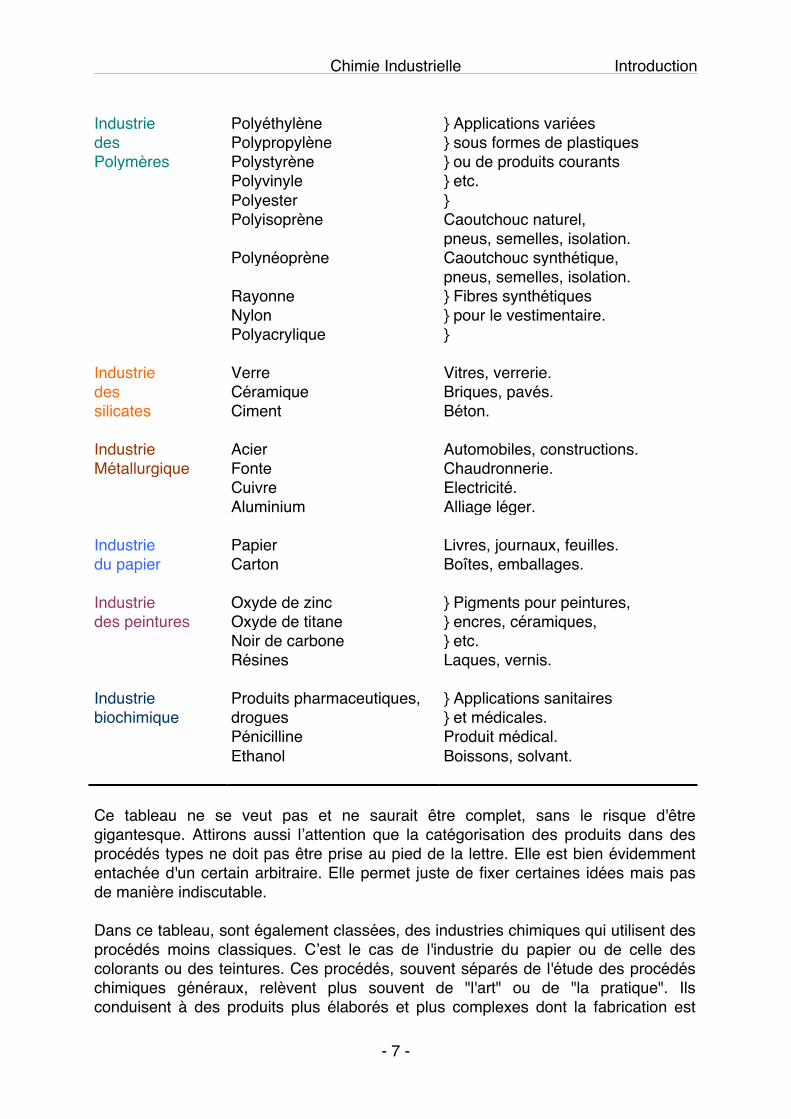
Industrie Polyéthylène } Applications variées des Polypropylène } sous formes de plastiques Polymères Polystyrène } ou de produits courants Polyvinyle } etc. Polyester } Polyisoprène Caoutchouc naturel, pneus, semelles, isolation. Polynéoprène Caoutchouc synthétique, pneus, semelles, isolation. Rayonne } Fibres synthétiques Nylon } pour le vestimentaire. Polyacrylique } Industrie Verre Vitres, verrerie. des Céramique Briques, pavés. silicates Ciment Béton. Industrie Acier Automobiles, constructions. Métallurgique Fonte Chaudronnerie. Cuivre Electricité. Aluminium Alliage léger. Industrie Papier Livres, journaux, feuilles. du papier Carton Boîtes, emballages. Industrie Oxyde de zinc } Pigments pour peintures, des peintures Oxyde de titane } encres, céramiques, Noir de carbone } etc. Résines Laques, vernis. Industrie Produits pharmaceutiques, } Applications sanitaires biochimique drogues } et médicales. Pénicilline Produit médical. Ethanol Boissons, solvant. Ce tableau ne se veut pas et ne saurait être complet, sans le risque d'être gigantesque. Attirons aussi lʼattention que la catégorisation des produits dans des procédés types ne doit pas être prise au pied de la lettre. Elle est bien évidemment entachée d'un certain arbitraire. Elle permet juste de fixer certaines idées mais pas de manière indiscutable. Dans ce tableau, sont également classées, des industries chimiques qui utilisent des procédés moins classiques. Cʼest le cas de l'industrie du papier ou de celle des colorants ou des teintures. Ces procédés, souvent séparés de l'étude des procédés chimiques généraux, relèvent plus souvent de "l'art" ou de "la pratique". Ils conduisent à des produits plus élaborés et plus complexes dont la fabrication est

Chimie Industrielle Introduction
- 8 -
plus spécifique et moins générale que la fabrication de produits de base. Ils relèvent en fait des procédés de la parachimie. Les procédés biochimiques concernent les produits pharmaceutiques, les produits de fermentation et l'alimentation. Ils impliquent une action biologique ou biochimique. La fermentation, un des plus vieux procédés industriels, est toujours utilisée comme procédé industriel pour produire des boissons alcoolisées mais elle n'est plus compétitive pour la production de substances de base comme l'acétone ou l'acide acétique car elle a été dépassée par l'industrie de base pétrochimique (organique). Finalement et quel que soit le type d'industrie de base, il faut définir un schéma industriel de transformation pour partir d'une matière première et aboutir à un produit demandé par le marché. Sans oublier maintenant de travailler dans des conditions acceptables pour l'environnement. 1.2. Caractéristiques de l'industrie chimique Dans lʼindustrie chimique, il est très important de se rendre compte que tout est lié, ce qui revient à dire que les procédés sont fortement dépendants l'un de l'autre. De sorte quʼil nʼest pas facile dʼinnover, d'autant plus que la chimie intervient dans la quasi-totalité des activités de production. Quelques exemples doivent permettre de fixer les idées. En effet, quand il est décidé de faire de l'essence sans plomb, cela implique une réduction du taux de compression, qui entraîne une nouvelle option pour l'industrie automobile. Si on veut mettre de l'alcool dans l'essence, le système doit être parfaitement imperméable car il faut savoir que l'alcool se dissout mieux dans l'eau et qu'on risque donc d'en retrouver partout en concentration croissante[5]. Une autre caractéristique de l'industrie chimique est que la plupart des procédés ne débouchent pas sur le seul produit intéressant. Il faut donc tenir compte des coproduits ou productions fatales et prévoir de les éliminer ou mieux de prévoir un débouché, ce qui est de plus en plus la tendance à l'heure actuelle. Par exemple, SOLVAY a proposé un procédé pour faire de la "soude" (Na2CO3) mais on obtient aussi du chlore excédentaire[6], c'est ainsi que SOLVAY a développé des usines pour fabriquer du PVC pour mettre en oeuvre le chlore, reconnu comme nuisible à l'environnement. L'industrie chimique est relativement jeune et elle connaît une diversification et un développement liés à l'évolution technologique. Un produit chimique sur deux aurait actuellement moins de dix ans d'âge. [5] Cela peut être un problème pour le citoyen moyen car la plupart des alcools de la chimie organique ne sont pas aussi bons qu'on ne l'imagine. [6] C'est un procédé de chimie industrielle inorganique ou minérale.
Chimie Industrielle Introduction
- 9 -
C'est aussi une industrie en expansion puisque les marchés sont encore en croissance et qui se mondialise afin de se prémunir contre les fluctuations des différents coûts comme celui des monnaies, de la main d'oeuvre, des matières premières, etc. C'est une industrie de capitaux où les coûts de production et les investissements sont fort importants, ce qui entraîne des problèmes de surcapacité si la demande vient à diminuer, l'adaptabilité est donc limitée. On peut aussi dire que c'est une industrie où l'effort de recherche et de développement est et doit être considérable car la croissance s'articule sur le renouvellement continu de la gamme des produits et sur l'innovation interne. L'industrie chimique est donc une industrie savante qui consacre jusqu'à 10% de son chiffre d'affaires à la R&D. Elle compte également un staff technico-intellectuel particulièrement important. La tendance est aussi à la robotisation et à l'installation de moyens de mesures et d'analyses performants, ainsi qu'à la prise en compte de la sécurité et de l'environnement. Pour terminer et c'est primordial à comprendre, l'industrie chimique possède sa logique propre, qui lui arrive de s'écarter de la chimie académique et de ses généralisations car elle a lʼobligation de s'adapter aux contraintes économiques, techniques, environnementales, etc. Les exemples ne manqueront pas de démontrer ces affirmations par la suite. 2. Mots clés de l'industrie chimique 2.1. Matières premières Les matières premières sont généralement des produits naturels d'origine minérale ou animale ou végétale. La répartition des éléments de la croûte terrestre, c'est-à-dire une couche d'une bonne trentaine de km dʼépaisseur, y compris les mers et l'atmosphère, est présentée à la figure suivante (proportions en % massique).

Chimie Industrielle Introduction
- 10 -
O 45%
Si 27%
Al 8.3%
Fe 6.3% Ca
4.7%
Mg 2.8%
Na 2.3%
K 1.8% Ti 0.6%
Autres
On remarque que le carbone n'est pas repris, sa proportion est seulement de 0.018 % en poids (soit 180 grammes par tonne de croûte terrestre). Cependant, il n'est pas considéré comme un élément rare puisquʼil est présent dans les grandes ressources de matières premières comme le pétrole et le charbon. En fait, un élément est tenu pour rare s'il est difficile à atteindre et à extraire mais c'est le point de vue industriel. Les matières premières peuvent se rencontrer sous toutes les formes de la matière, c'est-à-dire solide (charbon, minerai, minéraux), liquide (eau, pétrole) ou encore gazeuse (gaz naturel, air). L'utilisation des matières premières de par leur nature, détermine le domaine industriel d'utilisation, ainsi que les moyens de transformation et les produits finaux. Par exemple, pour la chimie organique industrielle, il faut généralement aboutir à des produits qui contiennent peu de carbone, cʼest-à-dire un ou deux carbones, voire un peu plus, accompagné(s) d'hydrogène ou d'oxygène. Cʼest le cas du CH4, du CO, du CH3OH, du C2H4, du C3H6, du C6H6, etc. On trouve essentiellement ce carbone dans : - le pétrole, le charbon (fossiles), cependant, par rapport au pétrole et dans l'industrie organique, un des principaux
inconvénients du charbon est d'être précisément un solide ce qui ne facilite pas l'utilisation en général,
- la biomasse, - le CO2 (dioxyde de carbone) et les carbonates.
Chimie Industrielle Introduction
- 11 -
Compte tenu de leur nature et leur contenu, ces matières sont utilisées, décrites et analysées dans le domaine de la chimie industrielle organique. Dans la chimie industrielle inorganique, il faut aboutir à des produits comme le NH3 ou le H2SO4 ou HNO3 ou NaCl ou encore Na2CO3. Donc, il faut des minéraux ou des minerais qui renferment les éléments essentiels comme S, Cl, Na. Les autres comme O ou H, sont aisément trouvés dans l'air et l'eau. Dans l'industrie des polymères, l'industrie organique fournira les matières essentielles, appelées dʼailleurs monomères. Ceux-ci constituent les petites molécules de base de départ. La matière première est donc un produit industriel de base. C'est aussi un produit plus compliqué et très spécial. Il contient nécessairement des doubles liaisons comme l'éthylène ou C2H4, le chlorure de vinyle ou CH2CHCl, etc., qui interviendront dans des réactions très spéciales, se déroulant en chaîne. Ce sont les réactions de polymérisation. Plus d'informations dans les cours ou les livres traitant des polymères. Pour la sidérurgie, qui est une branche de la chimie industrielle métallurgique, un des buts principaux est lʼutilisation du fer. C'est dans les minerais d'oxyde de fer comme l'hématite ou la magnétite qu'il faudra le puiser. Le charbon est aussi un produit indispensable de cette industrie, ainsi que l'air, afin dʼassurer la combustion du charbon pour apporter les calories nécessaires à la réalisation des réactions chimiques à haute température. De plus, le carbone intervient dans la composition du produit final. La sidérurgie n'est pas toute la chimie industrielle métallurgique, ce n'est donc pas seulement le fer, mais aussi d'autres métaux communs comme le cuivre, le zinc, l'aluminium, l'étain, le plomb, etc. qui sont tout aussi nécessaires dans les besoins habituels. Ils sont également enfermés dans des minerais. Par exemple, le cuivre se trouve dans le sulfure de cuivre, le zinc dans la galène, l'aluminium dans la bauxite, etc. Pour l'industrie des silicates, le sable (ou silice ou SiO2) est un des constituants essentiels ainsi que certains minéraux (NaCl, KCl, CaO, etc.) qui conduisent aux diverses variétés de verres. Le ciment puise un des constituants principaux dans le laitier des hauts fourneaux, on voit ici une utilisation très intéressante d'un sous-produit de l'industrie sidérurgique. Quel que soit le type d'industrie, les facteurs déterminants principaux des matières premières restent : - leur quantité ou y en a-t-il assez ? La plupart des matières premières de base sont en quantité limitée sur la planète.
Elles sont classées d'un point de vue économique en ressources exploitées ou réserves (notion plutôt économique) et ressources exploitables ou ressources (non utilisées parce qu'encore trop chères à exploiter, c'est une notion plutôt technique), donc il existe très certainement des ressources à encore découvrir.
- Leur qualité ou quel est le pourcentage de matière intéressante ?

Chimie Industrielle Introduction
- 12 -
La qualité obéit au critère économique pour l'exploitation d'une matière, on va d'abord utiliser les matières les plus riches pour réduire les coûts de séparation.
- L'approvisionnement cʼest-à-dire où s'en procurer ? Il faut acheminer les matières premières vers le site industriel, donc l'accessibilité
et la facilité d'exploiter sont encore des facteurs à prendre en considération pour l'économie du procédé. Etre sur le site même d'exploitation de la matière première est souvent admis comme idéal.
Ces facteurs sont importants économiquement parce qu'ils vont cautionner le prix de la matière première et par voie de conséquence l'économie du procédé. Il y a une liaison importante et quasi directe entre le prix de revient du produit et celui de la matière première. Les exemples de la vie courante sont assez nombreux, citons le prix de l'essence qui connaît actuellement et a connu et connaîtra encore diverses fortunes. L'occasion d'y revenir pour chaque type d'industrie et de production se présentera dans les études spécifiques. 2.1.1. Résumé
Type d'industrie Matières premières Produits Chimie organique Pétrole HC à quelques C, etc.
Chimie inorganique Air, eau, minerais Acide, base, sel Chimie des polymères Monomères Polymères
Chimie des métaux Minerai, charbon Fonte, acier, métaux Chimie du verre Sable, minéraux Verre, ciment
2.2. Energie Dans pratiquement tous les cas, les échanges énergétiques sont élevés. En effet, la plupart des réactions chimiques de transformation se déroulent à des températures élevées pour des questions de cinétique, dʼéquilibre, etc. D'ailleurs l'industrie chimique vient très loin en tête des industries qui utilisent de l'énergie. Actuellement, c'est encore souvent le pétrole qui représente une des principales ressources d'énergie, en plus d'être une matière première destinée à fournir des produits élémentaires de base. Approximativement, sur 100 kg de pétrole, plus de 90 sont utilisés dans le secteur énergétique et un peu plus de 5 environ pour fabriquer des produits nécessaires à l'industrie chimique. Cela contribue à diminuer rapidement les réserves de pétrole, aussi essaye-t-on de trouver de nouvelles possibilités d'énergie pour réserver le pétrole à des tâches plus chimiques qu'énergétiques. En sidérurgie, c'est plutôt le charbon, souvent utilisé sous forme de coke, qui est du charbon épuré, donc plus cher mais plus propre, ce qui est d'autant plus nécessaire, qu'il intervient dans la composition du produit final telle la fonte ou l'acier.
Chimie Industrielle Introduction
- 13 -
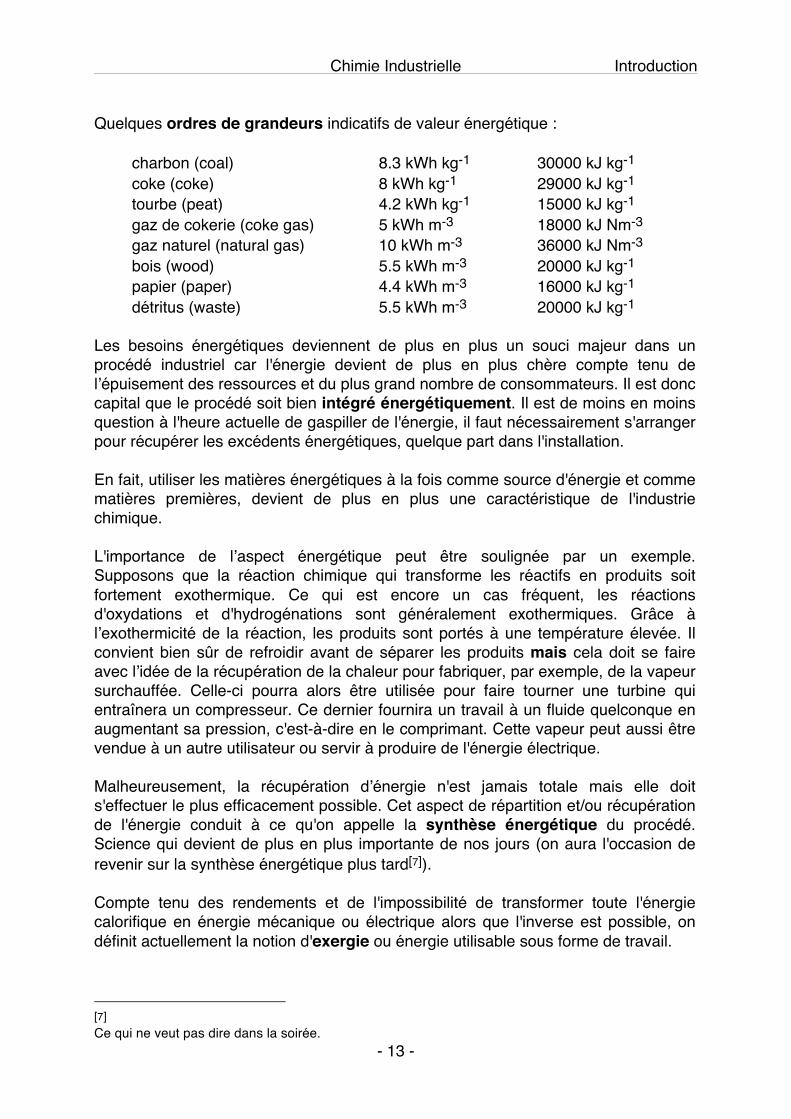
Quelques ordres de grandeurs indicatifs de valeur énergétique : charbon (coal) 8.3 kWh kg-1 30000 kJ kg-1 coke (coke) 8 kWh kg-1 29000 kJ kg-1 tourbe (peat) 4.2 kWh kg-1 15000 kJ kg-1 gaz de cokerie (coke gas) 5 kWh m-3 18000 kJ Nm-3 gaz naturel (natural gas) 10 kWh m-3 36000 kJ Nm-3 bois (wood) 5.5 kWh m-3 20000 kJ kg-1 papier (paper) 4.4 kWh m-3 16000 kJ kg-1 détritus (waste) 5.5 kWh m-3 20000 kJ kg-1 Les besoins énergétiques deviennent de plus en plus un souci majeur dans un procédé industriel car l'énergie devient de plus en plus chère compte tenu de lʼépuisement des ressources et du plus grand nombre de consommateurs. Il est donc capital que le procédé soit bien intégré énergétiquement. Il est de moins en moins question à l'heure actuelle de gaspiller de l'énergie, il faut nécessairement s'arranger pour récupérer les excédents énergétiques, quelque part dans l'installation. En fait, utiliser les matières énergétiques à la fois comme source d'énergie et comme matières premières, devient de plus en plus une caractéristique de l'industrie chimique. L'importance de lʼaspect énergétique peut être soulignée par un exemple. Supposons que la réaction chimique qui transforme les réactifs en produits soit fortement exothermique. Ce qui est encore un cas fréquent, les réactions d'oxydations et d'hydrogénations sont généralement exothermiques. Grâce à lʼexothermicité de la réaction, les produits sont portés à une température élevée. Il convient bien sûr de refroidir avant de séparer les produits mais cela doit se faire avec lʼidée de la récupération de la chaleur pour fabriquer, par exemple, de la vapeur surchauffée. Celle-ci pourra alors être utilisée pour faire tourner une turbine qui entraînera un compresseur. Ce dernier fournira un travail à un fluide quelconque en augmentant sa pression, c'est-à-dire en le comprimant. Cette vapeur peut aussi être vendue à un autre utilisateur ou servir à produire de l'énergie électrique. Malheureusement, la récupération dʼénergie n'est jamais totale mais elle doit s'effectuer le plus efficacement possible. Cet aspect de répartition et/ou récupération de l'énergie conduit à ce qu'on appelle la synthèse énergétique du procédé. Science qui devient de plus en plus importante de nos jours (on aura l'occasion de revenir sur la synthèse énergétique plus tard[7]). Compte tenu des rendements et de l'impossibilité de transformer toute l'énergie calorifique en énergie mécanique ou électrique alors que l'inverse est possible, on définit actuellement la notion d'exergie ou énergie utilisable sous forme de travail.
[7] Ce qui ne veut pas dire dans la soirée.

Chimie Industrielle Introduction
- 14 -
Dans un processus à pression constante, la notion d'énergie libre de GIBBS est utilisée pour calculer cette exergie. Il sʼagit de : ∆G = ∆H -T0 ∆S ∆G est l'énergie laissée libre pour être transformée totalement en travail, par rapport à l'enthalpie ∆H qui est toute l'énergie disponible, tandis que T0 ∆S représente l'énergie perdue ou anergie. T0 est la température de la source, cʼest-à-dire généralement lʼambiance. Il est difficile d'en dire plus surtout ainsi ou plus simplement, aussi une consultation avantageuse des ouvrages modernes sur la question sera-t-elle de mise. 2.3. Production Dans tous les cas, la production du produit final doit être suffisante pour que la chaîne industrielle soit rentable, c'est-à-dire qu'elle conduise à un profit. Ce dernier est indispensable au fonctionnement de l'entreprise pour de multiples raisons. Il faut pouvoir acheter des matières premières et des appareils, des nouveaux ou de remplacement, il faut pouvoir payer le personnel et les fournisseurs, et surtout il faut pouvoir financer de la recherche et investir. Il est souvent nécessaire de découvrir et donc lancer des nouveaux produits, c'est-à-dire de se renouveler avant que les anciens produits ne saturent le marché ou que la concurrence ne les propose à un meilleur prix. Tous les produits ont une durée de vie limitée mais celle-ci est très variable d'un produit à l'autre. Les produits de l'industrie de base ont une vie plus longue, cependant il peut arriver que des quantités moindres soient nécessaires. En fait, la production est aussi fixée par les lois de l'offre et de la demande, il faut donc que la chaîne industrielle ait une certaine souplesse pour subir les variations du marché, d'où l'importance stratégique des stocks. Souvent la diversité dans la production est un facteur qui permet à l'entreprise de se maintenir à flot. Les industries des savons ou détergents sont un exemple type où la diversité des produits est essentielle. La société DU PONT DE NEMOURS est un exemple classique d'industrie chimique qui a su diversifier ses produits. Cette société a démarré ses activités vers 1802 en fabriquant toutes sortes d'explosifs. Cent ans plus tard, une politique de gestion agressive, faisait que la société DU PONT acquérait plus de 120 autres petites sociétés qui fabriquaient d'autres explosifs. Par la suite, grâce à l'établissement d'un laboratoire de recherche, la société recherchait de nouveaux produits, dont ceux basés sur la cellulose. Ensuite, elle s'orienta vers les teintures, les plastiques, les peintures ou autres recouvrements, en plus des explosifs. DU PONT fut le premier à produire la rayonne (selon un procédé français) en 1920 et à introduire la Cellophane en 1923. Plus tard encore, en 1939, elle introduisit la fibre synthétique de Nylon et plus récemment, les fibres Dacron et Orlon. Ainsi, maintenant, cette société
Chimie Industrielle Introduction
- 15 -
confectionne des milliers de produits différents et a multiplié son prix de vente de 1902 par 200. Les explosifs quant à eux, constituent maintenant une petite partie des ventes annuelles. En conclusion, il apparaît que la bonne connaissance de l'industrie, implique la prise en compte des aspects économiques comme les investissements, les coûts de fonctionnement, le prix de revient, les marges bénéficiaires, l'étude du marché, etc. Ces divers aspects doivent compléter une étude rigoureuse d'installation en avant-projet (faisabilité de lancement du produit) et même en projet (santé du produit). Faisons remarquer que le prix est la valeur acceptée par l'utilisateur, en tout cas la plupart du temps dans une situation de marché libre. Si ce prix est supérieur au prix de revient, alors les affaires seront bonnes. 2.4. Types d'ingénieurs Maintenant, on a dû comprendre que l'industrie chimique est certainement une des industries dont les produits sont parmi les plus variés (pharmacie, biochimie, métallurgie, engrais, explosifs parfums, détergents, alimentation, etc.), ce qui implique un large panel de nécessaires connaissances dans de nombreux domaines (mathématiques, physique, chimie, thermodynamique, etc., on renvoie à un tableau des connaissances dans un célèbre cours de Génie Chimique). Outre la diversité des industries, les types de carrières qui s'offrent à l'ingénieur chimiste sont aussi assez variées, on peut y distinguer : - l'ingénieur de procédé (process engineer), dont le rôle principal est de développer
des avant-projets d'usine à l'aide de résultats effectués en laboratoire ou par une recherche dans la littérature scientifique. Il a un travail de préparation pour le bureau d'études.
- L'ingénieur de bureau d'études (project engineer, design engineer), à l'aide des
renseignements fournis par l'ingénieur de procédé, il réalise les plans du projet, aussi détaillés que possible, et il établit le devis de l'installation (le coût), il transforme l'avant-projet en un projet.
- L'ingénieur d'exécution (executive engineer), celui-ci va se charger de la
construction et du démarrage de l'usine, ainsi que des problèmes d'approvisionnement, de coût et de délai.
- L'ingénieur de production (production engineer), une fois l'usine construite, il va
s'occuper de son fonctionnement, de sa production et de son entretien. Il devra donc être attentif aux performances de l'usine en fonctionnement.
- L'ingénieur technico-commercial (technical engineer, sale engineer, market
engineer) a un rôle de liaison, il doit assurer le lien entre le client et le producteur (problèmes techniques).

Chimie Industrielle Introduction
- 16 -
On s'aperçoit qu'il y en a pour tous les goûts et toutes les compétences. Un ingénieur peut éventuellement travailler dans une ou plusieurs de ces catégories qui doivent être prises dans un sens assez large. Quoi qu'il en soit, il faut retenir que de toutes façons, l'ingénieur sera amené à travailler en équipe afin de permettre le déroulement du projet depuis son élaboration jusqu'à sa réalisation ou tout simplement dans son fonctionnement. A propos du rôle fondamental du travail en équipe, on ouvre une petite parenthèse philosophique en pensant qu'il est intéressant de lire le texte suivant :
Il n'y a pas dx dxfaut à cxttx machinx, sauf unx touchx qui fonctionnx mal. Lxs quarantx cinq autrxs touchxs fonctionnxnt trxs bixn, mais cxttx sxulx xt uniqux touchx qui fait dxfaut provoqux unx sxrixusx diffxrxncx, vous nx trouvxz pas ? Ainsi vous pourrixz vous dirx par xxxmplx qux vous xtxs sxulxmxnt unx unitx xt qux cxla nx fait donc pas la diffxrxncx sxlon qux vous coopxrixz ou non. Mais cxttx façon dx voir xst xrronxx; lxs autrxs ont bxsoin dx vous, ils comptxnt sur vous ! La prochainx fois qux vous pxnsxrxz nx pas xtrx important ou tout sxul, rappxlxz-vous cxttx machinx à xcrirx. Xn xffxt, %mag%nxz qux dxux touchxs fonct%onnxra%xnt mal ... Xt qux d%rx s'%l y xn &v&%t tro%s; vo%rx qu&;rx s%mul;&nxmxn; ? En fait, nous sommes complémentaires et interdépendants.
Signalons aussi l'ingénieur de recherche, dont le rôle est d'explorer des domaines encore inconnus ou tout simplement mal connus. Il est arrivé plusieurs fois que le réacteur de laboratoire devienne un réacteur industriel (par exemple SOLVAY et sa fabrication de soude pour penser belge). 3. Généralités sur les bilans dans le cadre des projets 3.1. Etablissement du schéma général Un schéma général d'installation ou de procédé, est un plan des différents appareils nécessaires à la réalisation d'un objectif (un produit) avec tous les circuits parcourus par la matière en cours d'élaboration. C'est généralement un système ouvert où il entre et sort continûment de la matière et de l'énergie et où le fonctionnement est généralement considéré comme stationnaire. Les divers appareils d'un schéma général (flow sheet en anglais, les français disent humblement rhéogramme) sont généralement appelés des unités et les lignes ou circuits reliant les appareils entre eux, sont appelés des flux.

Chimie Industrielle Introduction
- 17 -
Ces notions sont couramment utilisées dans le cadre de la simulation[8] ou de la validation, cʼest-à-dire dans lʼétude informatique des procédés chimiques. Si le procédé est en voie de conception (projet), il faut mettre les appareils dans un ordre logique qui va assurer le bon déroulement des transformations, mais le premier ordre logique imaginé, n'est pas nécessairement le définitif. En fait, les appareils ne sont pas indépendants les uns des autres puisquʼils se suivent et leur fonctionnement doit être justement coordonné (il ne faut pas arriver liquide à l'entrée d'un compresseur). Il faut fixer adéquatement les conditions de fonctionnement de chaque appareil et c'est seulement quand elles seront correctement déterminées, que pourra débuter l'étude. Cependant, cette étude pourra remettre en cause certains choix et amènera à réviser certaines hypothèses ou conditions de fonctionnement. Il faut comprendre que l'établissement d'un schéma général d'un projet se fait par approximations ou étapes successives. Quand un projet est en conception, il passe nécessairement par les étapes suivantes : - avant-projet de recherche (1 unité monétaire), le projet est d'abord étudié au
laboratoire, à la bibliothèque, au bureau, afin de voir si le procédé laisse espérer une bonne rentabilité,
- projet pilote (10 unités monétaires), l'étape intermédiaire qui permet d'étudier le
fonctionnement à une plus large échelle, il faut alors que le procédé se révèle plus économique encore et surtout extrapolable, avant la dernière étape,
- projet industriel (200 unités monétaires), la réalisation grandeur nature et la
production, il s'agit alors là de fonctionner tous les jours de manière fiable. Les diverses catégories d'ingénieurs dont on a parlé ci-dessus, se retrouvent ici, dans les diverses étapes de la conception de l'unité de production. Par contre, si le procédé existe, on peut en étudier le schéma général afin de voir s'il est possible d'améliorer celui-ci. Une telle étude demande en général de nombreuses mesures[9] sur l'installation existante afin de pouvoir construire des modèles susceptibles de reproduire exactement les sorties en connaissant les entrées et les conditions de fonctionnement des appareils[10]. C'est après que l'on
[8] La simulation d'un procédé est le calcul détaillé des flux (les connexions ou lignes) et des unités (appareils) par des moyens mathématiques et informatiques, surtout si le procédé est complexe. [9] Les mesures, les plus nombreuses possibles, faites sur un procédé sont entachées d'erreurs inévitables. Elles doivent donc d'abord être validées, c'est-à-dire étudiées et corrigées afin qu'elles vérifient les bilans (voir à ce propos des ouvrages sur la validation). [10] Les modèles ne sont que des représentations mathématisées des appareils. Ils peuvent être plus ou moins sophistiqués selon les hypothèses admises pour traduire lʼappareil.

Chimie Industrielle Introduction
- 18 -
pourra envisager d'optimaliser le procédé et éventuellement de le changer si le gain obtenu par amélioration du procédé permet de vite regagner les investissements qu'il faudrait faire pour modifier ce procédé. Dans les deux cas qui précèdent, l'ingénierie assistée par ordinateur (Computer Aid Process Engineering ou C.A.P.E.) est la science nouvelle qui est proposée à l'ingénieur de l'avenir, tant l'informatique semble repousser loin les limites de la complexité. 3.2. Exemples de flow sheet (ou schéma général ou rhéogramme) La figure ci-après représente un flow sheet qu'il est assez courant de rencontrer dans l'industrie, par exemple dans la salle des contrôles avec des petites lampes à gauche et à droite[11].
[11] Au milieu aussi.

Chimie Industrielle Introduction
- 19 -
Bidon deReflux LLC
LLC
SRC
SRC
SRCPRC
SRVPRC
Vapeur
Bouilleur
Résidu
Condenseur
Eau de refroidissement
Distillat
Reflux
Alimentation
P : PressionS : VapeurLL : Niveau LiquideVP : Pression de VapeurR : EnregistreurC : Régulateur
Flux de procédé
Signal du Régulateurà la Vanne de Controle Signal de lʼélémentde mesure à lʼinstrument
Cette première figure est le flow sheet (presque) complet d'une colonne de distillation, où sont représentés tous les appareils nécessaires au fonctionnement en régime de la colonne. On peut y voir un appareil très important en industrie, à savoir le régulateur qui est le garant du "régime stationnaire". Cet appareil (complexe) assure la constance au cours du temps des différentes variables du système (comme la température, les débits, les niveaux, les pressions, etc.). C'est grâce à cela qu'on parle de régime. L'étude des régulateurs doit être faite dans le cadre d'un cours de dynamique des systèmes, de sorte que l'on va toujours considérer modestement que les procédés étudiés sont en régime stationnaire.

Chimie Industrielle Introduction
- 20 -
La figure suivante présente alors un schéma général un peu plus délayé, qui reprend juste ce qui est nécessaire pour une première approche de flow sheet.
RCTA
D CD
B
R
B
P
H
R
M
CO
RCT = réacteur D = tour de désorption C = compresseur M = mélangeurR = réfrigérantB = bouilleur
C
Alimentation65 kmol h-1
Propylène48 T j-1
Nbre plat = 50Diam = 3 mHaut = 40 m
Diam = 5 mHaut = 60 m
Sortie78 kmol h-1
T = 600 °C
P = 10 bars
Recyclage = 100 kmol h-1
Déshydrogénation du propane en propylène
P = 7 bars
P = 5 bars
DI
A = tour d'absorptionCD = colonne de distillationCO = condenseurH = réchauffeurP = pompeDI = diviseur
Sur ce schéma, il est souvent convenu d'assurer : - l'identification des appareils (leur nom et leur fonction), - l'identification des fluides ou matières (aussi identifiés par des noms), - les valeurs connues des débits, des niveaux de température et de pression, - les dimensions nécessaires des appareils (surface, diamètre, nombre de tubes,
hauteur, etc.).

Chimie Industrielle Introduction
- 21 -
Les deux premières exigences consistent juste à savoir de quels appareils il s'agit et où ils se trouvent dans le procédé, ainsi que de voir quelles sont les différentes liaisons ou flux entre les appareils ou unités. C'est l'aspect purement géographique. L'exigence suivante va permettre de se rendre compte des valeurs des débits des différents constituants mis en jeu dans le procédé, ainsi que les valeurs des températures et des pressions. Si le procédé est en projet, on n'aura guère que les valeurs d'entrée et plus spécialement celles de sortie car c'est ce qu'on souhaiterait avoir. Les valeurs intermédiaires sont alors à déterminer. Si le procédé existe, on doit normalement disposer d'une information abondante pour toutes les sortes de flux quelles que soient leurs positions dans l'installation puisqu'on a la possibilité de faire des mesures sur le site. La dernière exigence permet de préciser des caractéristiques d'appareils qui peuvent s'avérer indispensables pour les calculs et à ce propos, il y a principalement deux attitudes : - les entrées des appareils et leurs principales caractéristiques sont connues. Il
doit alors être possible de déterminer les sorties en utilisant les ressources du Génie Chimique. C'est ce qu'on appelle la simulation (idem en anglais).
- Les entrées et les sorties des appareils sont connues. Les sorties sont connues,
soit parce qu'elles ont été imposées par un objectif, soit parce qu'elles ont été mesurées sur un procédé existant. Il faut alors déterminer les caractéristiques de l'appareil par l'opération inverse à la précédente. C'est ce qui est désigné par la conception ou encore le dimensionnement (le "design" en anglais).
Quand un schéma général est donné, il faut alors l'étudier afin de connaître les quantités de matières qui passent dans les lignes (les tuyaux), pour voir à quelles températures et pressions ces matières sont soumises, afin de savoir quelles quantités d'énergie sont nécessaires, etc. Ceci nous amène tout naturellement à définir les variables clés du procédé que l'ingénieur doit absolument connaître ou mesurer, de toute façon déterminer. Ce sont[12] : - la température (temperature), une des plus importantes variables du procédé, car
pratiquement tout dépend de la température. Par exemple, les propriétés physiques d'une substance ou d'une matière, les constantes d'équilibres, etc. La température est une mesure de l'énergie des molécules. C'est une variable intensive, elle est mesurée en Celsius ou en Kelvin.
[12] Précisons-le tout de même : entre parenthèses se trouve la traduction anglaise usuelle.

Chimie Industrielle Introduction
- 22 -
- La pression (pressure), elle exprime la force moyenne par unité de surface, qui résulte des collisions des molécules sur cette surface. La pression peut être liée au déplacement des matières. C'est une variable intensive et elle est mesurée en bar ou en pascal ou en atm.
- Les débits (flowrate), ce sont les quantités de matière exprimées en masse ou en
mole par unité de temps. Ce sont des variables extensives et elles sont mesurées en kmole s-1 ou kg s-1.
Dʼautres sont importantes, comme la masse spécifique (density), qui est le rapport de la masse d'un corps à son volume. Elle dépend de la température et de la pression. Pour l'eau à 4°C, 1 kg occupe un volume de 1 dm3. C'est une variable intensive et elle est mesurée en kg dm-3 ou kg m-3. Cʼest aussi une donnée fondamentale car ses valeurs ne sont pas uniquement fonction du procédé. Les variables comme les compositions (composition), qui sont exprimées généralement de 2 ou 3 manières, soit : - en fraction massique (mass fraction), c'est le rapport de la masse d'une substance
à la masse totale, la somme des fractions est égale à 1, - en fraction molaire (molar fraction), c'est le rapport du nombre de moles d'une
substance au nombre de moles total, la somme des fractions est égale à 1, - en fraction volumique (volume fraction), c'est notamment le cas des gaz, - en concentration massique ou molaire, exprimée en kg m-3 ou en kmole m-3. Les compositions sont des variables intensives mais ce sont aussi des variables de liaisons. Elles sont calculées à partir des débits et elles les lient dans des rapports conventionnels. Les informations nécessaires à la connaissance des variables du procédé que l'on vient de décrire, sont obtenues à l'aide des bilans sur la matière, l'énergie et la quantité de mouvement. Ces bilans vont être passés en revue pour les situer d'un point de vue chimie industrielle. Les formules "mathématiques" exprimant les bilans, doivent être prises du (d'un) cours de Génie Chimique. Avant de passer à la revue, précisons que ces informations serviront aussi à calculer les appareils indépendamment les uns des autres grâce aux techniques développées par le Génie Chimique. 3.3. Bilans matériels Le bilan matériel d'une installation est la comptabilisation rigoureuse des matières entrant et sortant du procédé. On devrait aussi envisager les matières qui s'accumulent ou s'épuisent dans les appareils, mais comme on considère le procédé en régime permanent, les accumulations sont généralement nulles[13]. [13] Ce n'est donc pas une loi absolument et irréversiblement définitive.

Chimie Industrielle Introduction
- 23 -
Pour étudier un procédé à l'aide des bilans de matière, on se sert fatalement des équations de bilans matière et de certaines données qui sont des valeurs de débits ou des équations supplémentaires, de sorte qu'on ait autant d'équations que d'inconnues. Si c'est le cas, on a une chance de résoudre le problème mais pas nécessairement de trouver une solution satisfaisante. Dans lʼétude de procédé, on sait cependant que lʼon se retrouve dans deux types de situations que l'on peut considérer comme extrêmes. Si le procédé existe, comme cela a été écrit plus haut, on fera de nombreuses mesures sur les débits de matières, leurs compositions, les températures, les pressions et on vérifiera que les contraintes constituées par les équations de bilans sont satisfaites. Une nouvelle notion ou concept apparaît donc ici. Puisque de nombreuses mesures sont faites, le nombre de contraintes sera sûrement supérieur au nombre d'inconnues, à savoir les variables qui resteraient à mesurer si on décidait de presque tout mesurer. Si un nombre de contraintes plus restreint peut être utilisé pour résoudre le problème, il faut néanmoins vérifier que les contraintes restantes ou redondantes sont également satisfaites. En fait, il faut que toutes les équations de bilans soient satisfaites. Cet aspect du problème concerne la validation des procédés qui est la première étape à accomplir avant tout autre calcul, c'est-à-dire avant un calcul de simulation puis d'optimalisation. Si le procédé n'existe pas, c'est-à-dire qu'il est en (avant-)projet, on possède généralement un nombre restreint de données et les équations de bilans ne suffisent pas pour tout résoudre. Il faudra donc fixer certaines inconnues comme par exemple la teneur en impuretés du produit fini. Ces hypothèses doivent être soigneusement choisies car elles auront une influence très importante sur l'économie ou même la faisabilité du procédé. Un exemple de cette faisabilité reposant sur le dimensionnement des appareils, si on désire distiller un produit afin qu'il titre 99.9% alors que la distillation est difficile, le nombre de plateaux, c'est-à-dire la hauteur de l'appareil, risque d'être considérablement considérable. En ce qui concerne la résolution, lorsqu'il n'y a pas de réaction chimique, les bilans peuvent être exprimés en masse. Dans le cas où des réactions chimiques prennent place, il est plus commode d'établir les bilans en mole(s)[14]. Notons également que dans la plupart des procédés industriels, on est amené à recycler de la matière pour revaloriser le rendement du procédé. En effet, les réactions ne sont pas toujours (jamais) complètes et le recyclage des réactifs non transformés est nécessaire. Par conséquent, l'alimentation totale au réacteur est constituée de l'alimentation fraîche plus la matière recyclée. De même, la production totale du réacteur est constituée de la production nette due à l'alimentation fraîche et de la production supplémentaire due à la matière recyclée. Précisons que le bilan matériel net du procédé se fera en égalant l'alimentation fraîche à la production nette alors que le bilan matériel total du réacteur se fera en
[14] C'est même méga HACHEMENT conseillé pour les réactions chimiques.
Chimie Industrielle Introduction
- 24 -
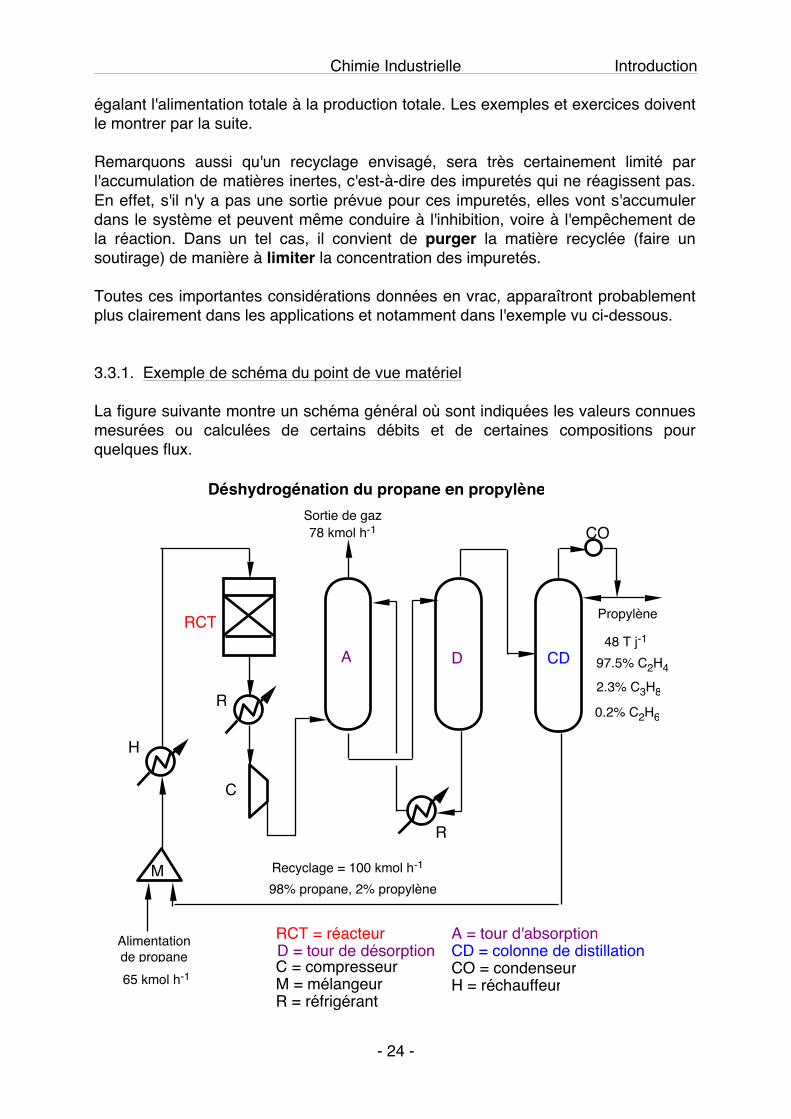
égalant l'alimentation totale à la production totale. Les exemples et exercices doivent le montrer par la suite. Remarquons aussi qu'un recyclage envisagé, sera très certainement limité par l'accumulation de matières inertes, c'est-à-dire des impuretés qui ne réagissent pas. En effet, s'il n'y a pas une sortie prévue pour ces impuretés, elles vont s'accumuler dans le système et peuvent même conduire à l'inhibition, voire à l'empêchement de la réaction. Dans un tel cas, il convient de purger la matière recyclée (faire un soutirage) de manière à limiter la concentration des impuretés. Toutes ces importantes considérations données en vrac, apparaîtront probablement plus clairement dans les applications et notamment dans l'exemple vu ci-dessous. 3.3.1. Exemple de schéma du point de vue matériel La figure suivante montre un schéma général où sont indiquées les valeurs connues mesurées ou calculées de certains débits et de certaines compositions pour quelques flux.
RCT
A D CD
R
H
R
M
CO
RCT = réacteur D = tour de désorption C = compresseur M = mélangeur R = réfrigérant
C
Alimentation de propane
65 kmol h-1
Propylène
2.3% C3H8
Sortie de gaz 78 kmol h-1
Recyclage = 100 kmol h-1 98% propane, 2% propylène
Déshydrogénation du propane en propylène
A = tour d'absorption CD = colonne de distillation CO = condenseur H = réchauffeur
48 T j-1 97.5% C2H4
0.2% C2H6

Chimie Industrielle Introduction
- 25 -
Les données qui figurent sur le schéma général ne sont peut-être pas suffisantes pour calculer tous les autres débits de chacun des flux. Si c'est le cas, il faudra en imposer d'autres. L'établissement des bilans de matières risque de fournir un ensemble assez volumineux d'équations dont l'analyse doit permettre de déterminer les valeurs de tous les débits à condition que le nombre de données soit suffisant. Précisons tout de même que l'on ne détermine tous les débits que si cela est nécessaire mais ce le sera sʼil est nécessaire de dimensionner tous les appareils. C'est bien là le but de l'utilisation des bilans matériels, la détermination des débits pour conduire au dimensionnement de l'appareillage[15]. L'utilisation des bilans matières et la recherche des valeurs des débits sont montrées plus loin par des exemples. 3.4. Bilans énergétiques En principe, dans lʼapplication rigoureuse de la conservation de l'énergie, il faut comptabiliser toutes les formes d'énergies entrant et sortant du système. Ce sont notamment l'énergie interne, l'énergie cinétique, l'énergie des forces dérivant d'un potentiel et d'autres encore (magnétique, de surface, etc.) pour être complet. Cependant, dans un procédé chimique, elles ne sont pas toutes sur un pied dʼégalité. L'énergie interne (symbolisée généralement par U) représente la chaleur sensible de la matière. C'est-à-dire sa capacité à être portée à une certaine température, ainsi que l'énergie potentielle échangée lors d'un changement d'état (chaleur de condensation, de cristallisation, de réaction, etc.). L'énergie interne absolue n'est pas calculable, on nʼen détermine en fait que les variations d'un état à l'autre. On peut parler d'énergie interne relative en se servant d'un état de référence et parmi les références les plus célèbres, on peut citer l'état de référence du gaz parfait à 1 atm et 298.15 K, ou encore l'état de référence de l'eau à 0 C et pression d'une atm.
L'énergie cinétique, (pour rappel, E = m v2
2 ) qui dépend de la vitesse moyenne des
débits de matières, est généralement négligeable comparé aux autres (en tout cas dans les cas de nature chimique qui nous occupent). L'énergie des forces dérivant d'un potentiel est due principalement à la gravité et à la pression. La force de gravité produit une énergie m g h où h est l'élévation de la matière de masse m soumise à l'accélération de la pesanteur g, cette (variation d') énergie est généralement éliminée. Par contre, les forces de pression produisent un travail P V sur un volume de matière (fluide) V, ce travail est additionné à l'énergie interne et l'on obtient ce qu'on appelle l'enthalpie H = U + P V. La notion d'enthalpie
[15] Donc au Génie Chimique, yes sir.

Chimie Industrielle Introduction
- 26 -
est fondamentale dans les bilans énergétiques du procédé chimique comme on le constatera. Par souci d'être complet, il a été mentionné les énergies magnétiques, les énergies de surface, etc., mais dans un procédé chimique, ces dernières sont encore plus négligeables que les négligeables. Il ne faut pas oublier l'énergie extérieure apportée ou enlevée au système sous forme de travail ou de chaleur. En résumé, il faut comprendre que dans un procédé chimique industriel, c'est l'enthalpie, symbolisée habituellement par H, qui entre et qui sort du procédé dont il faut surtout tenir compte ainsi que des énergies apportées ou enlevées au système-procédé. Toutes sont généralement des formes de l'enthalpie. Ceci revient à dire que le bilan énergétique est surtout dans le cas qui nous préoccupe, un bilan thermique ou enthalpique de l'installation. 3.4.1. Exemple de schéma du point de vue énergétique Ci-dessous, un schéma d'installation. Pour information, il sʼagit dʼun flow sheet sommaire de la production d'hydrogène et de dioxyde de carbone à partir de gaz à l'eau, où sont représentés notamment les échanges d'énergie (enthalpie, chaleur et travail) avec le système extérieur.

Chimie Industrielle Introduction
- 27 -
Ainsi, dans le bilan énergétique à considérer pour une telle installation, il faut tenir compte : - des enthalpies des matières qui entrent, qui sortent, qui sont générées ou
absorbées, - des chaleurs échangées entre le procédé (le système) et l'extérieur (l'ambiance)
par des intermédiaires privilégiés (les échangeurs), - des travaux qu'il est nécessaire de fournir au procédé par l'intermédiaire des
compresseurs ou des pompes ou des travaux que l'on peut espérer récupérer à l'aide de turbine(s).

Chimie Industrielle Introduction
- 28 -
Il est très important de noter que dans ces deux derniers cas, on n'échange pas toute la chaleur ou tout le travail. Il y a des pertes à l'ambiance à cause des frottements, par manque d'isolation, par échauffement des parois, etc. Ainsi les opérations dʼéchange sont-elles toujours affectées d'un certain rendement[16]. On souligne avec force que température et enthalpie sont intimement liées. Pour être plus complet, le flow sheet précédent devrait proposer certaines valeurs de températures ou d'enthalpies pour permettre de dresser les bilans d'énergie. C'est par la résolution de l'ensemble des bilans thermiques que l'on va déterminer les valeurs des températures de chacun des flux du schéma général. On peut conclure que le but des bilans thermiques est de déterminer les besoins en énergie du procédé ainsi que les niveaux de température qui vont influencer le choix des matériaux. 3.5. Bilans de quantité de mouvement Quoique ce bilan ait surtout une grande importance au niveau du procédé parce qu'il assure le mouvement des matières, on considère qu'il est relativement "simple" et "facile" à résoudre dans l'étude du procédé chimique. Il faut effectivement faire bouger les matières pour les faire passer dans les tuyaux ainsi que les appareils. Il faut donc leur appliquer une force, qui entraîne nécessairement un certain travail nécessaire à ce déplacement. Dans le cas des fluides, ce sont les forces de pression qui les font bouger. Les différences de pression sont les gradients de force, c'est-à-dire les moteurs qui assurent le transfert des fluides de l'entrée à la sortie du procédé et/ou de l'appareil. Ces forces de pression maintiennent le système des tuyaux ou des appareils à des pressions considérées comme constantes mais ces forces de pression servent aussi à vaincre les pertes de charge à travers ces mêmes tuyauteries et ces mêmes appareils. Le maintien de la pression et les pertes de charge sont donc assurées par l'utilisation de pompes pour les liquides ou de compresseurs ou ventilateurs pour les gaz. Cependant, il se peut aussi qu'un fluide soit détendu par passage au travers d'une vanne ou que l'on veuille récupérer de l'énergie mécanique d'un fluide par passage dans une turbine. Ces deux opérations ont pour effet de diminuer la pression du fluide. Dans le cas des pertes de charge, l'énergie communiquée au fluide est perdue mais dans le cas dʼune turbine, elle peut servir à faire tourner un arbre de compresseur.
[16] Une définition assez générale pour le rendement pourrait être la suivante : le rendement est égal au rapport de ce qui est vraiment disponible à ce qui a été réellement fourni.

Chimie Industrielle Introduction
- 29 -
Pour les matières solides, on communique une énergie cinétique ou potentielle au solide en le déplaçant sur un tapis roulant ou en l'élevant au-dessus d'un récipient, mais comme on a eu l'occasion de le voir, l'énergie communiquée qui coûte aussi de l'argent, ne bouleverse pas les bilans énergétiques et nʼest pas considérée comme importante (voire négligée) par rapport à dʼautres énergies. D'ailleurs, cela n'engendre ni une différence de pression, ni une différence de température dans les matières. Cet ensemble de considérations conduit à dire que le bilan de quantité de mouvement est pratiquement et essentiellement un bilan de pression. Que celui-ci est souvent résolu en premier lieu suite aux hypothèses effectuées pour calculer le procédé représenté par le flow sheet. De plus, une hypothèse souvent admise en première approximation, est de négliger les pertes de charge dans les tuyauteries ou encore de reporter celles-ci symboliquement et numériquement dans les appareils. Le but des bilans d'impulsion est la connaissance des niveaux de pression qui a une influence sur la résistance des matériaux car cela va intervenir dans les calculs d'épaisseur de parois. 3.6. Conclusions sur les bilans de projet De toute manière, il doit être entendu que toute étude de schéma général est basée sur la résolution : - des bilans de matières, qui permettent de calculer les différents débits circulant
d'un appareil à un autre, - des bilans énergétiques ou bilans de chaleur, qui permettent de calculer les
niveaux thermiques, cʼest-à-dire les températures, les besoins en calories, les possibilités de récupérations, etc.,
- des bilans d'impulsion ou bilans de pressions qui permettent de déterminer les
différents niveaux de pression et de vaincre les pertes de charge. Schématiquement : Bilans de matières → débits totaux et partiels → dimensionnement Bilan de chaleur → températures et enthalpies → besoins + matériaux Bilan d'impulsion → pressions → mouvement, résistance

Chimie Industrielle Introduction
- 30 -
Pour rappel ou confirmation, dans le contexte du Génie Chimique, les bilans matières et énergétiques sont largement utilisés avec des considérations supplémentaires pour calculer les appareils plus spécifiquement, c'est-à-dire à l'échelle individuelle ou unitaire de l'appareil. Dans le cadre de la chimie industrielle, ils sont plutôt utilisés à l'échelle globale de l'installation pour établir les valeurs des différents flux (températures, débits, etc.), afin de contrôler ces flux ou de les utiliser par la suite pour dimensionner. De toute façon, la formulation à utiliser (voir Génie Chimique) est (et reste) : A = E - S pour une opération physique A = E - S + G pour une opération chimique où A est l'accumulation dans le système, E est tout ce qui entre dans le système, S est tout ce qui sort du système, G est la génération nette de matière par la (les) réaction(s) chimique(s)
exprimée molairement[17]. Les unités des variables sont toujours à préciser selon le cadre de l'utilisation. Elles seront molaires ou massiques pour les bilans matières, celles de l'énergie pour le bilan thermique (ou d'énergie) et celles de la pression pour le bilan d'impulsion. Sans oublier lʼunité de temps si le système est ouvert. 3.7. Première approche du calcul d'un procédé : méthode simple Dans la suite et parce qu'il s'agit aussi d'une tout autre étude (dynamique), il est considéré que les procédés analysés, ainsi que les appareils qui le composent, fonctionnent en régime stationnaire. Comme il y a des entrées et des sorties permanentes, les procédés seront donc des systèmes ouverts en régime stabilisé. La stationnarité du procédé implique que : - le terme d'accumulation (A) sera nul pour les cas abordés par la suite, - les variables extensives comme l'enthalpie (H), les débits (Z), etc., seront
exprimés par rapport à l'unité de temps (s, h, j, an, etc.).
[17] G est non nul et est uniquement utilisé pour les bilans matière avec réaction chimique. Il est presque toujours exprimé en unité de mole (par unité de temps ou non). En kg, c'est possible mais plus que certainement source à problèmes. Les unités doivent toujours sauver la mise.

Chimie Industrielle Introduction
- 31 -
3.7.1. Appareillage courant de l'industrie chimique - Représentation graphique Une liste des appareils les plus souvent rencontrés dans les schémas généraux ou "flow sheet" ainsi que les symboles graphiques convenus, est présentée et brièvement analysée par la suite. Les symboles graphiques ne sont pas vraiment standardisés mais ce sont à peu de choses près les représentations admises les plus courantes. De toute façon, ce seront les conventions utilisées ici et dans les autres cas, elles sont précisées sur tout flow sheet digne de ce nom. Une définition simple pour chaque appareil ainsi que de l'établissement global des bilans matières et thermiques est fournie en vue dʼune utilisation simplifiée. Le bilan d'impulsion n'est pas toujours donné, en général il sera simplement, avec P comme symbole de la pression totale : Pentrée = Psortie ou bien Pentrée = Psortie + pertes de charge Précisons encore que les appareils étudiés dans le cadre de la chimie industrielle, cʼest-à-dire le point de vue global, sont normalement l'objet de développements plus détaillés dans le cadre du Génie Chimique ou point de vue unitaire avec le dimensionnement optimal comme objectif. Cʼest pourquoi il n'apparaît donc pratiquement pas de considérations de dimensions et les variables principales sont les variables macroscopiques du procédé telles qu'elles ont été décrites dans le paragraphe sur les variables du procédé (T, P, débits). 3.7.1.1. Le réacteur Le réacteur est probablement lʼappareil clé du procédé. Cʼest un volume déterminé où se déroule la transformation des réactifs en produits. La nature des constituants varie, ainsi que leurs quantités respectives. Il nʼy a en général quʼun flux dʼentrée et quʼun flux de sortie et la représentation symbolique est :
i i0Z Z
Bilan matière pour chaque constituant : 0 = Z0
i - Zi + Gi i = 1, N

Chimie Industrielle Introduction
- 32 -
où Z0i est le débit molaire de la substance i à l'entrée du réacteur,
Zi est le débit molaire de la substance i à la sortie du réacteur, Gi est la génération nette de substance i due aux R réactions chimiques, N est le nombre total de substances entrant et sortant du réacteur. Les débits Zi ainsi que Gi, sont le plus facilement exprimés en unités molaires par unité de temps, par exemple kmol s-1, kmol h-1, mol s-1, etc. Bilan de chaleur : 0 = Hin - Hout + Echange(s) de chaleur éventuel(s) où Hin est l'enthalpie totale à l'entrée du réacteur, Hout est l'enthalpie totale à la sortie du réacteur. Les enthalpies et autres énergies, s'expriment en unité d'énergie par unité de temps, par exemple en kJ s-1, kcal h-1, kW, etc. Dans le cadre dʼune détermination de tous les débits dʼentrée et de sortie, il est nécessaire de faire une analyse des spécifications pour connaître le nombre de données à sʼimposer ou à fixer. Dʼun point de vue bilan matière, pour N substances dans 2 flux et avec R réactions, 2 * N + R inconnues sont dénombrées pour N bilans de matières. Il faut donc imposer ou fixer N + R données ou contraintes pour calculer tous les débits. Les éventuelles équations exprimant l'équilibre chimique, peuvent être ajoutées comme contraintes supplémentaires ainsi que des rendements ou des conversions, etc. Il peut y avoir R équilibres ou R conversions par réaction. En général il nʼy a quʼun rendement. La détermination du volume du réacteur ou du temps de séjour ou de la masse catalytique, etc., relève du Génie Chimique. 3.7.1.2. Les colonnes et séparateurs La séparation simple consiste en une séparation en une seule étape, dans un ballon ou une petite colonne, de la phase vapeur et de la phase liquide. Par contre, la distillation est une technique de séparation qui accumule les séparations simples. L'absorption (désorption) et l'extraction sont également des séparations, dans des colonnes assez grandes en général, d'une (de) substance(s) au moyen d'une (d') autre(s).

Chimie Industrielle Introduction
- 33 -
Les séparateurs ont de 1 à plusieurs flux dʼentrée et minimum deux flux de sortie. Les représentations graphiques sont respectivement :
Z1
Z2
Z3Q
Séparation simple Distillation Absorption - Désorption Bilan matière pour chaque constituant : 0 = Z1i - Z2i - Z3i i = 1, N pour séparation, distillation 0 = Z1i + Z2i - Z3i - Z4i i = 1, N pour absorption, extraction où les symboles sont définis sur la figure ci-dessus. Les débits Z sont exprimés en général en unités molaires ou massiques par unité de temps, par exemple kmol h-1, kg h-1, t j-1, etc. Dans ces cas, lʼutilisation des unités massiques est moins restrictive et tout aussi facile que les unités molaires car il nʼy a pas de réaction chimique.. Il est très courant de faire intervenir ou dʼutiliser les fractions massiques ou molaires, c'est-à-dire : Zi = zi Z où Zi est le débit molaire ou massique de la substance i, zi est la fraction molaire ou massique de la substance i, Z est le débit total molaire ou massique.
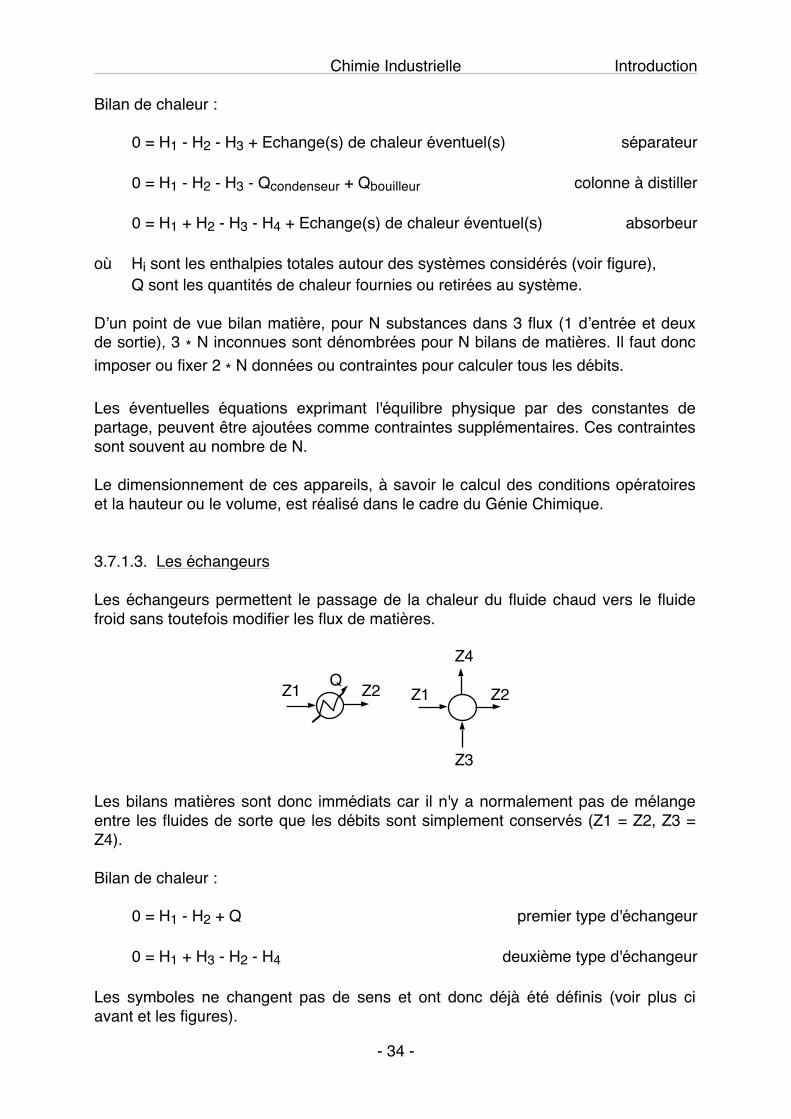
Chimie Industrielle Introduction
- 34 -
Bilan de chaleur : 0 = H1 - H2 - H3 + Echange(s) de chaleur éventuel(s) séparateur 0 = H1 - H2 - H3 - Qcondenseur + Qbouilleur colonne à distiller 0 = H1 + H2 - H3 - H4 + Echange(s) de chaleur éventuel(s) absorbeur où Hi sont les enthalpies totales autour des systèmes considérés (voir figure), Q sont les quantités de chaleur fournies ou retirées au système. Dʼun point de vue bilan matière, pour N substances dans 3 flux (1 dʼentrée et deux de sortie), 3 * N inconnues sont dénombrées pour N bilans de matières. Il faut donc imposer ou fixer 2 * N données ou contraintes pour calculer tous les débits. Les éventuelles équations exprimant l'équilibre physique par des constantes de partage, peuvent être ajoutées comme contraintes supplémentaires. Ces contraintes sont souvent au nombre de N. Le dimensionnement de ces appareils, à savoir le calcul des conditions opératoires et la hauteur ou le volume, est réalisé dans le cadre du Génie Chimique. 3.7.1.3. Les échangeurs Les échangeurs permettent le passage de la chaleur du fluide chaud vers le fluide froid sans toutefois modifier les flux de matières.
QZ1 Z2
Z3
Z4
Z1 Z2
Les bilans matières sont donc immédiats car il n'y a normalement pas de mélange entre les fluides de sorte que les débits sont simplement conservés (Z1 = Z2, Z3 = Z4). Bilan de chaleur : 0 = H1 - H2 + Q premier type d'échangeur 0 = H1 + H3 - H2 - H4 deuxième type d'échangeur Les symboles ne changent pas de sens et ont donc déjà été définis (voir plus ci avant et les figures).

Chimie Industrielle Introduction
- 35 -
Les équations exprimant l'échange thermique doivent en général être ajoutées mais pas nécessairement. Ces appareils sont également dimensionnés par les techniques du Génie Chimique où les calculs de la surface dʼéchange et la charge thermique de lʼéchangeur apparaissent comme les plus importants. 3.7.1.4. Les appareils à pression Les appareils à pression modifient fortement la pression des flux entrants par une action mécanique sans modifier les débits massiques.
Compresseur Turbine Vanne Pompe Le bilan matière est immédiat puisque les débits massiques sont conservés. Bilan de chaleur : 0 = Hin - Hout + Puissance compresseur ou pompe 0 = Hin - Hout - Puissance turbine 0 = Hin - Hout vanne Pour les vannes, le bilan enthalpique est conservé et comme ces appareils introduisent seulement une modification de pression, la température n'est pratiquement pas modifiée[18]. Au point de vue énergie, il s'agit de transfert énergie potentielle et/ou énergie cinétique, énergies dont lʼimportance est faible dans les bilans enthalpiques. Donc sʼil faut faire des bilans énergétiques précis sur les vannes, il faut tenir compte de ces énergies. Les compresseurs sont pour les gaz et les pompes pour les liquides. Dans le premier cas la température change beaucoup alors que pour le second, elle change peu (incompressibilité relative du liquide).
[18] Lʼenthalpie est peu influencée par la pression cependant une modification de température importante risque de se présenter dans le cas du changement de phase d'un mélange.
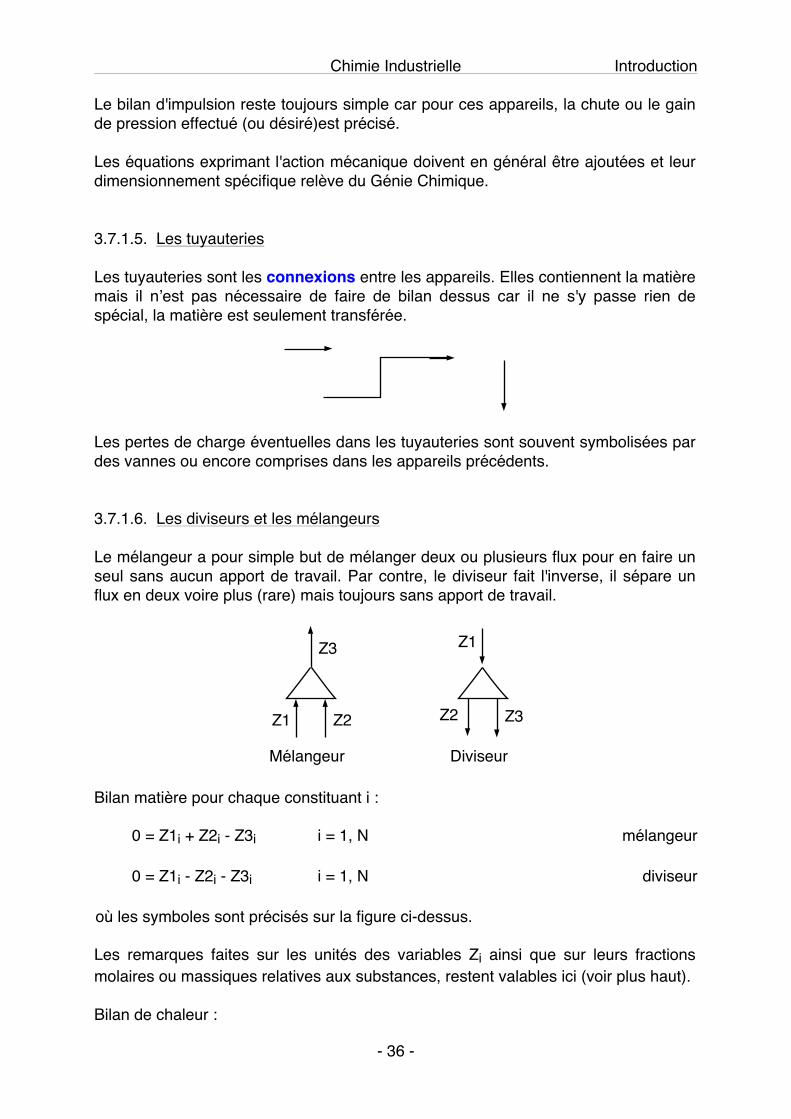
Chimie Industrielle Introduction
- 36 -
Le bilan d'impulsion reste toujours simple car pour ces appareils, la chute ou le gain de pression effectué (ou désiré)est précisé. Les équations exprimant l'action mécanique doivent en général être ajoutées et leur dimensionnement spécifique relève du Génie Chimique. 3.7.1.5. Les tuyauteries Les tuyauteries sont les connexions entre les appareils. Elles contiennent la matière mais il nʼest pas nécessaire de faire de bilan dessus car il ne s'y passe rien de spécial, la matière est seulement transférée.
Les pertes de charge éventuelles dans les tuyauteries sont souvent symbolisées par des vannes ou encore comprises dans les appareils précédents. 3.7.1.6. Les diviseurs et les mélangeurs Le mélangeur a pour simple but de mélanger deux ou plusieurs flux pour en faire un seul sans aucun apport de travail. Par contre, le diviseur fait l'inverse, il sépare un flux en deux voire plus (rare) mais toujours sans apport de travail.
Mélangeur Diviseur
Z1 Z2
Z3 Z1
Z2 Z3
Bilan matière pour chaque constituant i : 0 = Z1i + Z2i - Z3i i = 1, N mélangeur 0 = Z1i - Z2i - Z3i i = 1, N diviseur où les symboles sont précisés sur la figure ci-dessus. Les remarques faites sur les unités des variables Zi ainsi que sur leurs fractions molaires ou massiques relatives aux substances, restent valables ici (voir plus haut). Bilan de chaleur :

Chimie Industrielle Introduction
- 37 -
0 = H1 + H2 - H3 mélangeur 0 = H1 - H2 - H3 diviseur où Hi sont les enthalpies totales autour des systèmes considérés (voir figure). Le mélangeur ne nécessite aucune équation supplémentaire tandis que pour le diviseur, on précise souvent le taux de purge ou coefficient de soutirage, par exemple :
t = Z2Z1 (0 ≤ t ≤ 1)
où Z1 et Z2 sont les débits totaux. Le diviseur est aussi appelé purgeur à cause de son rôle dans le procédé. Il ne modifie pas les compositions du flux qui entre de sorte que celles-ci sont conservées dans les deux ou plusieurs sorties. Par conséquent, le taux de purge est applicable à nʼimporte quel débit de substance du flux dʼentrée. 3.7.2. Application de la méthode des bilans à un procédé Soit un petit procédé (très courant en industrie) fonctionnant en régime stationnaire et représenté par le schéma général suivant :
0 1 2
3
4
M1 R1
S1
Dans ce type de schéma, les liaisons représentées par les lignes sont donc appelées flux et ceux-ci sont numérotés de 0 à 4. Un flux est censé représenter un mélange de substances définies chacune par un débit partiel (de préférence en nombre de moles par unité de temps sʼil y a une réaction chimique en jeu), ainsi qu'une température (en K) et une pression (en bar). Pour rappel ou pour confirmation, on considère qu'un flux est complètement déterminé quand toutes les variables précédentes ont été calculées. La connaissance de ces variables permet aussi de calculer l'enthalpie qui est la donnée nécessaire pour écrire et résoudre les bilans de chaleur. Les bilans de matière et de chaleur ne sont quʼassez rarement indépendants.

Chimie Industrielle Introduction
- 38 -
Les appareils représentent respectivement un mélangeur, un réacteur et un séparateur du type colonne. Ces appareils sont appelés des unités et leur rôle essentiel est de modifier les flux, c'est-à-dire de changer les températures ou les pressions ou les débits ou encore toutes les précédentes variables à la fois. Dans ce schéma général, on peut y voir le flux 0 qui est le seul flux d'entrée du procédé, où il est supposé contenir trois substances nommées A, B et C. Le mélangeur M1 mélange simplement les flux 0 et 4 sans échange de chaleur avec l'extérieur, ni apport de travail. Le réacteur R1 réalise la réaction isotherme : νA A + νB B → νC C où νA, νB et νC sont des coefficients stoechiométriques quelconques mais connus. Le séparateur S1 est normalement un appareil qui devrait séparer le flux 2 selon un mode de fonctionnement à préciser mais fixé. Dans ce procédé, et uniquement pour faciliter la tâche, on suppose que la température et la pression ne varient pas. Le procédé est considéré comme isotherme et isobare. Ainsi, il ne sera pas nécessaire de faire intervenir les bilans d'énergie permettant de calculer la température et d'impulsion concernant surtout la pression. On considère que les températures seront toutes égales à T0 et les pressions à P0, qui sont la température et la pression du flux d'entrée (flux 0). Dans un procédé réel, aucun échange de chaleur et aucune perte de charge sont des hypothèses évidemment tout à fait irréalistes et d'ailleurs quasi irréalisables. Par contre envisager les bilans de matières seuls pour aborder et dégrossir le problème est tout à fait courant. Les précautions prises ci avant n'étaient donc pas strictement nécessaires. Afin de se rendre compte de la faisabilité du problème, on réalise une analyse des spécifications ou du nombre de degré de liberté afin de dénombrer les inconnues du système et les données. Cela permet alors de savoir si le nombre de bilans de matière sera suffisant pour calculer les variables qui ne seraient pas données. Dʼun point de vue général, les inconnues à déterminer sont tous les débits partiels (en nombre de moles par unité de temps) de chaque substance dans chaque flux, ce sont : A0 A1 A2 A3 A4 B0 B1 B2 B3 B4 C0 C1 C2 C3 C4

Chimie Industrielle Introduction
- 39 -
Soit donc 3 substances * 5 flux = 15 inconnues au total, ce qui implique de trouver 15 relations ou équations indépendantes pour résoudre entièrement le système[19]. Ces relations sont tirées des bilans de matières, des équations de liaison faisant intervenir les variables du système (par exemple le % dʼune substance dans un flux), soit encore des données. On obtient une partie des relations en écrivant d'abord tous les bilans de matières autour de chaque appareil à l'aide de la formule vraiment très générale de bilan A = E - S + G (ici, A = accumulation = 0 car régime admis comme stationnaire). Tous les bilans sont exprimés en nombre de moles par unité de temps de préférence sʼil y a réaction chimique. On a alors, pour chaque appareil et pour chaque substance : Mélangeur M1 0 = A0 + A4 - A1 0 = B0 + B4 - B1 0 = C0 + C4 - C1 Réacteur R1 0 = A1 - A2 + GA 0 = B1 - B2 + GB 0 = C1 - C2 + GC Séparateur S1 0 = A2 - A4 - A3 0 = B2 - B4 - B3 0 = C2 - C4 - C3 Tous ces bilans de matière donnent neuf équations "seulement", cʼest-à-dire 3 appareils * 3 substances. Cependant, trois inconnues supplémentaires sont introduites et ce sont les générations nettes dans le réacteur, soit de A, soit de B ou soit de C. Par conséquent, on peut dire qu'il y a 15 + 3 inconnues pour 9 équations, ce qui donne un excès de 9 inconnues. Le problème possède 9 degrés de liberté. Cela veut dire qu'on est libre d'imposer 9 valeurs à 9 inconnues choisies judicieusement, pour trouver les autres à l'aide des équations obtenues. Imposer des valeurs n'est cependant pas toujours une chose simple et seule la résolution de plusieurs problèmes apporte l'expérience nécessaire à cette pratique délicate.
[19] Relation ou équation est donc pris au sens le plus large, de sorte que A0 = une valeur est considérée comme une équation au même titre que A0 + A4 = A1, même si celle-ci contient plusieurs variables.

Chimie Industrielle Introduction
- 40 -
Toujours dans le cas où une seule solution est recherchée (cadre de la simulation) et avant d'imposer des valeurs, il faut essayer de trouver des équations supplémentaires. Ceci implique alors d'examiner un rien plus intimement, le fonctionnement des appareils. On peut dire que : - le mélangeur ne fait guère plus qu'un mélange, donc pas d'équation
supplémentaire. - Le réacteur réalise la réaction unique : νA A + νB B ⇔ νC C donc quand une mole de A disparaît, une mole de B disparaît aussi et une mole de
C apparaît. Supposons que cette transformation[20] en nombre de moles soit imposée à la valeur AVAN (représentant lʼavancement de la réaction mesuré en unité de mole par unité de temps) et que cette valeur est fixée. On a alors :
GA = νA AVAN GB = νB AVAN GC = νC AVAN avec AVAN (en nombre de moles par unité de temps) comme valeur connue et
constante (vu la stationnarité du procédé). Cela fait trois équations supplémentaires, AVAN n'est plus une inconnue si celle-ci
est supposée fixée. - Le séparateur réalise une séparation assez idéale, on peut admettre qu'on a
suffisamment étudié ce séparateur au laboratoire ou expérimentalement de sorte qu'il est possible de dire que chaque constituant suit la loi simple :
A4 = SEPA A2 B4 = SEPB B2 C4 = SEPC C2 avec SEPi (adimensionnel, i =1,3) qui sont considérés comme des facteurs de
partage connus et constants. De nouveau, 3 relations supplémentaires sont obtenues (même remarque pour les
facteurs SEPi que pour AVAN). Ces informations supplémentaires (3 + 3) montrent qu'il n'y a donc plus que 3 vrais degrés de liberté au système car les équations sont des contraintes et non des libertés.
[20] Le mot conversion est en quelque sorte un mot dangereux sʼil est utilisé abusivement. En fait, une définition précise existe et se trouve dans les cours ou dans les livres traitant du Génie Chimique.

Chimie Industrielle Introduction
- 41 -
Ainsi, en se donnant la peine de réarranger l'ensemble des équations selon le système ci-après où les inconnues du flux 3 sont directement éliminées pour simplifier avantageusement ce système (cela consiste dʼailleurs à perdre 3 inconnues et 3 équations, c'est donc une opération blanche) : 0 = A0 - A1+ A4 0 = B0 - B1 + B4 0 = C0 - C1 + C4 0 = A1 - A2 + νA AVAN 0 = B1 - B2 + νB AVAN 0 = C1 - C2 + νC AVAN 0 = A4 - SEPA A2 0 = B4 - SEPB B2 0 = C4 - SEPC C2 Il s'agit bien dʼun système de 9 équations indépendantes mais il y a 12 inconnues (AVAN et SEPi étant considérés constants et connus). Cela confirme donc les 3 degrés de liberté. Comme tout ce qu'il était possible d'écrire a été écrit, pour résoudre le système, il est bien obligatoire de fixer trois inconnues, ce qui revient à fixer les trois degrés de libertés pour trouver une seule solution qui doit nécessairement être physique. Il arrive encore assez souvent que l'on s'impose le flux d'entrée soit A0, B0 et C0. C'est le mode classique de simulation où les entrées sont considérées comme connues. Le système à résoudre devient alors : - A0 = - A1 + A4 - B0 = - B1 + B4 - C0 = - C1 + C4 - νA AVAN = A1 - A2 - νB AVAN = B1 - B2 - νC AVAN = C1 - C2 0 = - SEPA A2 + A4 0 = - SEPB B2 + B4 0 = - SEPC C2 + C4 Si et seulement si ce système est un système d'équations indépendantes, ce qui doit être la cas si lʼanalyse des degrés de liberté a été bien menée alors il sera possible de trouver une solution unique.

Chimie Industrielle Introduction
- 42 -
En résolvant[21] ce système, la solution analytique suivante est obtenue :
A4 = A0 SEPA + νA AVAN SEPA
1 - SEPA
B4 = B0 SEPB + νB AVAN SEPB
1 - SEPB
C4 = C0 SEPC + νC AVAN SEPC
1 - SEPC
Les débits du flux 4 sont déterminés uniquement en fonction de valeurs connues (AVAN, SEPi et les débits d'entrée). Les débits de chaque substance des autres flux se déduisent de la connaissance acquise du flux 4. Supposons pour illustrer numériquement que A0 = B0 = 1 kmole s-1, C0 = 0.1 kmole s-1, les coefficients stoechiométriques de la réaction sont tous égaux à 1[22], AVAN = 0.9 kmole s-1 et SEPA = 0.8, SEPB = 0.5, SEPC = 0.2, on obtient alors respectivement (en kmole s-1 et donc sous-entendu ci-dessous) : A4 = 0.4 B4 = 0.1 C4 = 0.25 le débit recyclé est donc égal à 0.75 A2 = 0.5 B2 = 0.2 C2 = 1.25 A3 = 0.1 B3 = 0.1 C3 = 1 A1 = 1.4 B1 = 1.1 C1 = 0.35 Une vérification importante et très utile peut (doit) être faite en utilisant le bilan de matière en masse sur tout le système. La conservation de la matière en régime stationnaire impose que tout ce qui entre en masse est égal à tout ce qui sort en masse. S'il entre 1 kg dans le système, il doit sortir 1 kg puisque le régime est
[21] Il y a plusieurs manières de résoudre ce système, dont les moyens informatiques mais c'est tout de même un système de 9 équations à 9 inconnues pour un procédé simple. Avant d'utiliser la grosse artillerie, il faut d'abord faire marcher sa tête chercheuse et ici, des remplacements successifs donnent la solution. [22] Dans les bilans matériels, le Génie Chimique soumet les coefficients stoechiométriques à une convention de signe, à savoir négatif pour les réactifs, positifs pour les produits et nuls pour les inertes. Ici, on a donc νA = -1 ,νB = -1 et νC =1.

Chimie Industrielle Introduction
- 43 -
stationnaire, ce qui implique qu'il n'y a pas d'accumulation de matière même s'il y a une (des) réaction(s) chimique(s). Supposons que la masse moléculaire de A soit de MMA = 10 kg kmole-1 et que celle de B soit de MMB = 20 kg kmole-1, alors la réaction chimique : νA A + νB B → νC C
impose toujours que celle de C soit de νA MMA + νB MMB
νC kg kmole-1.
Exprimons que tout ce qui entre en masse = tout ce qui sort en masse, soit : MMA A0 + MMB B0 + MMC C0 = MMA A3 + MMB B3 + MMC C3 Numériquement 10 * 1 + 20 * 1 + 30 * 0.1 = 10 * 0.1 + 20 * 0.1 + 30 * 1 (= 33 kg par u.t.) Une autre vérification (ou approche de résolution) peut être obtenue en globalisant le système comme une grosse unité réacteur avec une entrée, le flux 0, une sortie, le flux 3 et la réaction d'avancement connu. On peut alors appliquer le bilan matière à cette grosse unité et pour chaque substance, de sorte qu'on a (avec les valeurs numériques) : 0 = A0 - A3 + νA AVAN ⇒ A3 = A0 + νA AVAN = 0.1 Vu les données, la réponse est rapide et un esprit observateur voit que cela revient à manipuler les équations précédentes. On ferait de même avec les autres substances et on trouverait tout aussi aisément. Quoi qu'il en soit, on peut affiner et résumer succinctement une méthode de résolution : Faire un schéma soigneux simplifié et correctement numéroté. Faire le compte précis des substances (étape déterminante). Faire le compte précis des réactions (autre étape déterminante). Evaluer le nombre d'inconnues et le nombre d'équations (sens large). Evaluer le nombre de degré(s) de liberté. Ecrire les équations de bilans (toutes). Ecrire les équations supplémentaires. Imposer ou éliminer des valeurs pour résoudre le problème. Résoudre avec calme, réflexion, observation et surtout sérénité. Vérifier le bon aloi des valeurs trouvées par le bilan massique global.
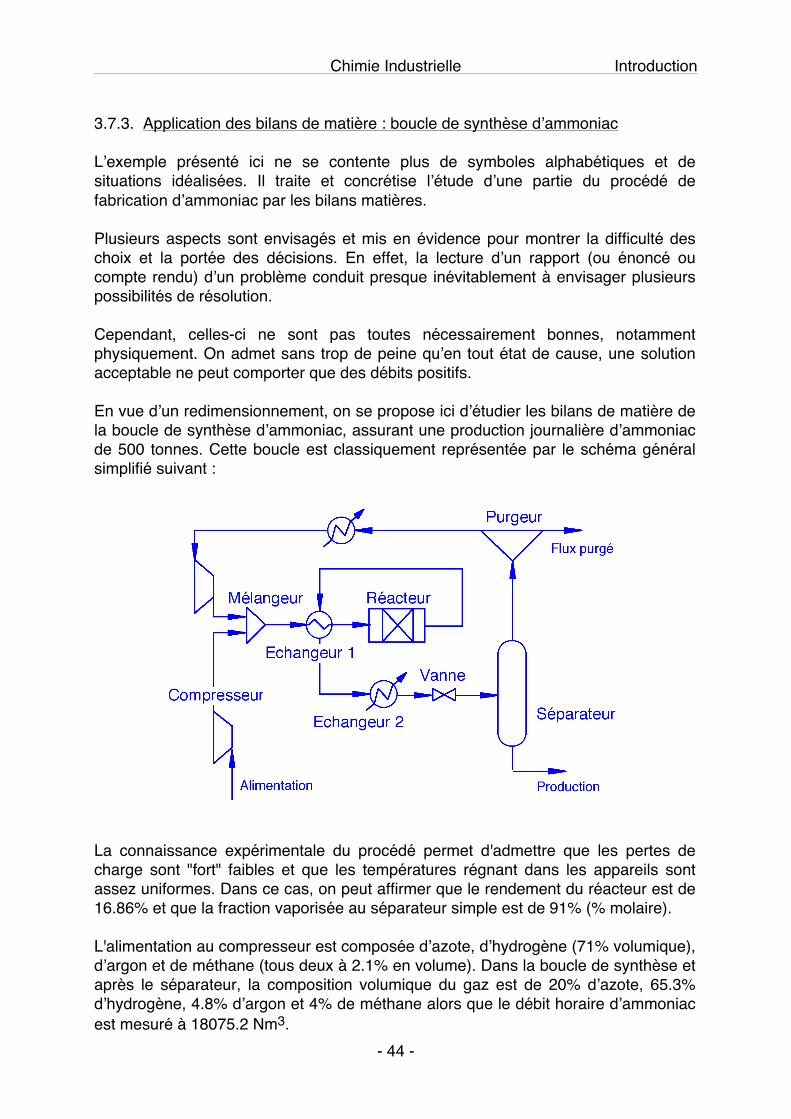
Chimie Industrielle Introduction
- 44 -
3.7.3. Application des bilans de matière : boucle de synthèse dʼammoniac Lʼexemple présenté ici ne se contente plus de symboles alphabétiques et de situations idéalisées. Il traite et concrétise lʼétude dʼune partie du procédé de fabrication dʼammoniac par les bilans matières. Plusieurs aspects sont envisagés et mis en évidence pour montrer la difficulté des choix et la portée des décisions. En effet, la lecture dʼun rapport (ou énoncé ou compte rendu) dʼun problème conduit presque inévitablement à envisager plusieurs possibilités de résolution. Cependant, celles-ci ne sont pas toutes nécessairement bonnes, notamment physiquement. On admet sans trop de peine quʼen tout état de cause, une solution acceptable ne peut comporter que des débits positifs. En vue dʼun redimensionnement, on se propose ici dʼétudier les bilans de matière de la boucle de synthèse dʼammoniac, assurant une production journalière dʼammoniac de 500 tonnes. Cette boucle est classiquement représentée par le schéma général simplifié suivant :
La connaissance expérimentale du procédé permet d'admettre que les pertes de charge sont "fort" faibles et que les températures régnant dans les appareils sont assez uniformes. Dans ce cas, on peut affirmer que le rendement du réacteur est de 16.86% et que la fraction vaporisée au séparateur simple est de 91% (% molaire). L'alimentation au compresseur est composée dʼazote, dʼhydrogène (71% volumique), dʼargon et de méthane (tous deux à 2.1% en volume). Dans la boucle de synthèse et après le séparateur, la composition volumique du gaz est de 20% dʼazote, 65.3% dʼhydrogène, 4.8% dʼargon et 4% de méthane alors que le débit horaire dʼammoniac est mesuré à 18075.2 Nm3.
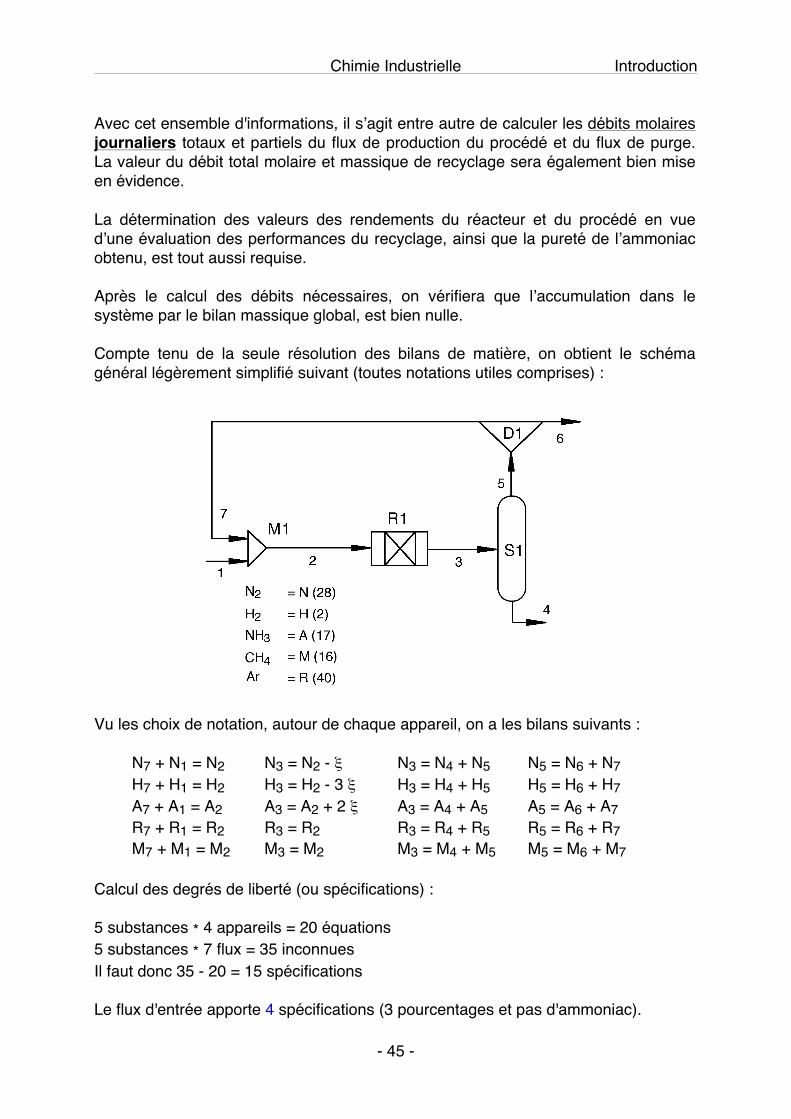
Chimie Industrielle Introduction
- 45 -
Avec cet ensemble d'informations, il sʼagit entre autre de calculer les débits molaires journaliers totaux et partiels du flux de production du procédé et du flux de purge. La valeur du débit total molaire et massique de recyclage sera également bien mise en évidence. La détermination des valeurs des rendements du réacteur et du procédé en vue dʼune évaluation des performances du recyclage, ainsi que la pureté de lʼammoniac obtenu, est tout aussi requise. Après le calcul des débits nécessaires, on vérifiera que lʼaccumulation dans le système par le bilan massique global, est bien nulle. Compte tenu de la seule résolution des bilans de matière, on obtient le schéma général légèrement simplifié suivant (toutes notations utiles comprises) :
Vu les choix de notation, autour de chaque appareil, on a les bilans suivants : N7 + N1 = N2 N3 = N2 - ξ N3 = N4 + N5 N5 = N6 + N7 H7 + H1 = H2 H3 = H2 - 3 ξ H3 = H4 + H5 H5 = H6 + H7 A7 + A1 = A2 A3 = A2 + 2 ξ A3 = A4 + A5 A5 = A6 + A7 R7 + R1 = R2 R3 = R2 R3 = R4 + R5 R5 = R6 + R7 M7 + M1 = M2 M3 = M2 M3 = M4 + M5 M5 = M6 + M7 Calcul des degrés de liberté (ou spécifications) : 5 substances * 4 appareils = 20 équations 5 substances * 7 flux = 35 inconnues Il faut donc 35 - 20 = 15 spécifications Le flux d'entrée apporte 4 spécifications (3 pourcentages et pas d'ammoniac).

Chimie Industrielle Introduction
- 46 -
Le réacteur apporte 1 équation de conversion (la conversion est une inconnue en plus mais elle est donnée), soit 1 spécification, cependant l'avancement de réaction ξ reste à déterminer, d'où pas vraiment de spécification. Dans la boucle de synthèse, après le séparateur, on a 4 pourcentages (vu le fait du purgeur, ces pourcentages restent les mêmes en 5, 6 et 7 mais cela ne fait tout de même que 4) et un débit dʼammoniac mesuré, soit 5 spécifications. Le séparateur fixe la fraction de débit entre 3 et 5, soit 1 spécification. Le diviseur apporte 4 spécifications (5 équations supplémentaires mais faisant apparaître un taux de purge inconnu). Le flux de sortie donne une production, soit 1 spécification. Au total, 4 + 1 - 1 + 5 + 1 + 5 - 1 + 1 = 15 Par conséquent, il ne faut pas plus de données que celles fournies pour résoudre ce problème. En tenant compte de certaines données (notamment la purge), on obtient rapidement le tableau et les bilans suivants (en gras, ce qui est donné ou imposé, en italique, ce qui est calculé ou déduit rapidement) : kmol j-1 1 2 3 4 5 6 7 N 24.8% ? ? ? 20% 20% 20% H 71% ? ? ? 65.3% 65.3% 65.3% A 0 ? ? donné 5.9% 5.9% 5.9% R 2.1% ? ? ? 4.8% 4.8% 4.8% M 2.1% ? ? ? 4% 4% 4% Z ? ? ? ? ? ? ? n7 Z7 + n1 Z1 = N2 N3 = N2 - ξ N3 = N4 + n5 Z5 N5 = N6 + N7 h7 Z7 + h1 Z1 = H2 H3 = H2 - 3 ξ H3 = H4 + h5 Z5 H5 = H6 + H7 a7 Z7 = A2 A3 = A2 + 2 ξ A3 = A4 + a5 Z5 A5 = A6 + A7 r7 Z7 + r1 Z1 = R2 R3 = R2 R3 = R4 + r5 Z5 R5 = R6 + R7 m7 Z7 + m1 Z1 = M2 M3 = M2 M3 = M4 + m5 Z5 M5 = M6 + M7 avec les bilans totaux (non indépendants mais parfois utiles) : Z7 + Z1 = Z2 Z3 = Z2 - 2 ξ Z3 = Z4 +Z5 Z5 = Z6 + Z7 Avec les équations supplémentaires :
A4 = 500 T j-1 = 29411.8 kmol j-1 = 5.787 kg s-1 fract. vap. = 0.91 = Z5Z3
t = Z6Z5
d'où N7 = (1 - t) N5 etc. pour H, A, R et M
ξ = f ξmax ξmax = N2 ou 1/3 H2 f = 0.1686

Chimie Industrielle Introduction
- 47 -
Le réactif limitant nʼest pas clairement déterminé, en effet, à lʼalimentation, N est en excès alors quʼau recyclage H est en excès. Comme le rendement du réacteur est assez faible on peut concevoir que le recyclage est plus important que lʼalimentation. Par conséquent N doit être le limitant mais par prudence, on peut établir la condition déterminante (basée sur l'entrée du réacteur) entre le débit dʼalimentation Z1 et le débit de recyclage Z7, soit : N2 ≤ 1/3 H2 ou N1 + N7 ≤ 1/3 (H1 + H7) ou n1 Z1 + n7 Z7 ≤ 1/3 (h1 Z1 + h7 Z7) soit la condition (n1 - 1/3 h1) Z1 ≤ (1/3 h7 - n7) Z7 avec les valeurs du tableau, Z1 ≤ 1.5588 Z7, très facilement réalisé vu le
rendement faible du réacteur, N est bien le limitant. Le débit horaire dʼammoniac est mesuré dans la boucle de synthèse, après le séparateur selon l'énoncé, mais on ne précise pas clairement si cʼest juste après le séparateur (A5) ou un petit peu plus loin (A7). On se rappelle que les compositions sont les mêmes dans cette boucle de retour (5, 6 et 7), du fait de la nature de lʼappareil de purge. Deux possibilités de résolution peuvent donc être envisagées. 1) Soit A7 = 18075.2 Nm3 h-1 ou 19354.2 kmol j-1 et résolution par recherche dʼun système simple avec le moins dʼéquations et dʼinconnues possibles. De A7, on déduit le débit total 7 et tous les autres (les % sont connus), ainsi que A2 (= A7). On a alors le système dʼéquations suivant : n7 Z7 + n1 Z1 = N2 N3 = N2 - f N2 N3 = N4 + n5 Z5 N5 = N6 + N7 h7 Z7 + h1 Z1 = H2 H3 = H2 - 3 f N2 H3 = H4 + h5 Z5 H5 = H6 + H7 A7 = A2 A3 = A2 + 2 f N2 A3 = A4 + a5 Z5 a5 Z5 = a6 Z6 + A7 r7 Z7 + r1 Z1 = R2 R3 = R2 R3 = R4 + r5 Z5 R5 = R6 + R7 m7 Z7 + m1 Z1 = M2 M3 = M2 M3 = M4 + m5 Z5 M5 = M6 + M7 Z7 + Z1 = Z2 Z3 = Z2 - 2 f N2 Z3 = Z4 +Z5 Z5 = Z6 + Z7 Z5 = 0.91 Z3 Les deuxième et troisième équations de A sont fonctions de Z1 par N2 et de Z5 par A3. Il faut trouver une autre équation liant ces deux débits pour résoudre le problème. Les équations de bilans totaux (en Z) lʼapporte pour les mêmes raisons, on a : A4 + a5 Z5 = A2 + 2 f (n7 Z7 + n1 Z1)
1
0.91 Z5 = Z7 + Z1 - 2 f (n7 Z7 + n1 Z1)
c'est-à-dire (mathématiquement parlant) : a5 Z5 - 2 f n1 Z1 = A2 - A4 + 2 f n7 Z7

Chimie Industrielle Introduction
- 48 -
1
0.91 Z5 + (2 f n1 - 1) Z1 = Z7 - 2 f n7 Z7
Avec les valeurs numériques, on trouve (en kmol j-1) :
Z5 = (A2 - A4 + 2 f n7 Z7) (2 f n1 - 1) + (Z7 - 2 f n7 Z7) 2 f n1
a5 (2 f n1 - 1) + 2 f n1 1
0.91 = 383978.7
Z1 = (Z7 - 2 f n7 Z7) a5 - (A2 - A4 + 2 f n7 Z7)
10.91
a5 (2 f n1 - 1) + 2 f n1 1
0.91 = 126629.9
Z3 lié à Z5 et les débits partiels en 1 et 5 sont rapidement déduits par les % et ainsi le tableau de valeurs devient : kmol j-1 1 2 3 4 5 6 7 N 31404.2 ? ? ? 76795.7 20% 65607.4 H 89907.2 ? ? ? 250738 65.3% 214208 A 0 19345.2 ? 29411.8 22654.7 5.9% 19345.2 R 2659.2 ? ? ? 18431.0 4.8% 15745.8 M 2659.2 ? ? ? 15359.1 4% 13121.5 Z 126630 ? 421955 ? 383979 ? 328037 Avec les autres équations de bilans, toutes les valeurs de N, H, A, R et M tombent rapidement (surtout vu lʼalimentation Z1), en effet de 1 et 7, on tire 2 puis 3, et vu 5, on a 4 puis 6. Les résultats complets sont mis en évidence dans le tableau suivant : kmol j-1 1 2 3 4 5 6 7 N 31404.2 97011.2 80655.5 3859.7 76795.7 11188.3 65607.4 H 89907.2 304115 255047 4308.8 250738 36529.9 214208 A 0 19345.2 52066.5 29411.8 22654.7 3300.6 19345.2 R 2659.2 18405 18405 -25.97 18431.0 2685.2 15745.8 M 2659.2 15780.7 15780.7 421.6 15359.1 2237.7 13121.5 Z 126630 454667 421955 37975.9 383979 55941.6 328037 Le taux de purge = débit total 6 sur débit total 5 = 14.57% Le taux de purge ne change pas si il avait été fait référence à une même substance vu que la composition n'est pas changée.
η réacteur = 16.86% (fatal) < η procédé = 0.5 (29411.8 - 0)
31404.2 = 46.83% % massique de lʼammoniac en 4 = 80.33% Recyclage 7 = 328037 kmol j-1 = 3434.22 tonnes j-1

Chimie Industrielle Introduction
- 49 -
On a cependant finement remarqué que le débit de R en 4 est négatif. Cela est probablement dû à une erreur dans les données (qui sont généralement des mesures). Par calcul, on montre quʼune valeur légèrement supérieure à 4.81, permet dʼobtenir un débit positif pour le R en 4. Ci-après les valeurs obtenues si r5 = 4.82% (certaines valeurs, en gras, restent inchangées) : kmol j-1 1 2 3 4 5 6 7 N 30713.3 96543.9 80266.6 3746.1 76520.7 10689.9 65830.6 H 87929.3 302866 254034 4194.8 249839 34902.6 214937 A 0 19345.2 51908.8 29411.8 22497.0 3142.8 19345.2 R 2600.7 18465.9 18465.9 24.45 18441.4 2576.3 15865.2 M 2600.7 15766.8 15766.8 462.7 15304.1 2138.3 13166.1 Z 123844 452997 420442 37839.8 382603 53449.6 329153 Le taux de purge = débit 6 sur débit 5 = 13.97%
η réacteur = 16.86% (fatal) < η procédé = 0.5 (29411.8 - 0)
30713.3 = 47.88%
% massique de lʼammoniac en 4 = 80.43% Recyclage 7 = 329153 kmol j-1 = 3447.42 tonnes j-1 2) Soit A5 = 18075.2 Nm3 h-1 ou 19354.2 kmol j-1 et résolution par recherche dʼun système simple avec le moins dʼéquations et dʼinconnues possibles. De A5, on déduit le débit total 5 et tous les autres (les % sont connus). De Z5, on tire Z3 ainsi que Z4. On connaît aussi A4, ce qui permet de trouver A3. On a alors le système suivant : n7 Z7 + n1 Z1 = N2 N3 = N2 - f N2 N3 = N4 + n5 Z5 N5 = N6 + n7 N7 h7 Z7 + h1 Z1 = H2 H3 = H2 - 3 f N2 H3 = H4 + h5 Z5 H5 = H6 + h7 H7 a7 Z7 = A2 A3 = A2 + 2 f N2 A3 = A4 + A5 a5 Z5 = a6 Z6 + a7 Z7 r7 Z7 + r1 Z1 = R2 R3 = R2 R3 = R4 + r5 Z5 R5 = R6 + r7 R7 m7 Z7 + m1 Z1 = M2 M3 = M2 M3 = M4 + m5 Z5 M5 = M6 + m7 M7 Z7 + Z1 = Z2 Z3 = Z2 - 2 f N2 Z3 = Z4 +Z5 Z5 = Z6 + Z7 Z5 = 0.91 Z3 Les deux premières équations de A sont fonctions de Z1 et Z7 par N2 et de Z7 par A2. Il faut trouver une autre équation liant ces deux débits pour résoudre le problème. Les équations de bilans totaux (Z) lʼapporte pour des raisons similaires et on a : A3 = a7 Z7 + 2 f (n7 Z7 + n1 Z1) Z3 = Z7 + Z1 - 2 f (n7 Z7 + n1 Z1)

Chimie Industrielle Introduction
- 50 -
c'est-à-dire (mathématiquement parlant) : (a7 + 2 f n7) Z7 + 2 f n1 Z1 = A3 (1 - 2 f n7) Z7 + (1 - 2 f n1) Z1 = Z3 Avec les valeurs numériques, on trouve (en kmol j-1) :
Z7 = Z3 2 f n1 - A3 (1 - 2 f n1) +
2 f n1 (1 - 2 f n7) - (1 - 2 f n1) (a7 + 2 f n7) = 383904
Z1 = A3 (1 - 2 f n7) - Z3 (a7 + 2 f n7)
2 f n1 (1 - 2 f n7) - (1 - 2 f n1) (a7 + 2 f n7) = 2691.5 (fort faible !)
Les débits partiels en 1 et 7 sont rapidement déduits par les % et ainsi : kmol j-1 1 2 3 4 5 6 7 N 667.5 ? ? ? 65607.4 20% 76780.9 H 1911 ? ? ? 214208 65.3% 250690 A 0 ? 48766 29411.8 19354.2 5.9% 22650.4 R 56.5 ? ? ? 15745.8 4.8% 18427.4 M 56.5 ? ? ? 13121.5 4% 15356.2 Z 2691.5 ? 360480 32443 328037 ? 383904 Avec les autres équations de bilans, toutes les valeurs de N, H, A, R et M tombent rapidement (vu lʼalimentation Z1 et le recyclage Z7), en effet de 1 et 7, on tire 2 puis 3, et vu 7 et 5, on a 6. Les résultats sont mis en évidence dans le tableau suivant : kmol j-1 1 2 3 4 5 6 7 N 667.5 77448 64390.3 < 0 65607.4 < 0 76780.9 H 1911 252599 213426 < 0 214208 < 0 250690 A 0 22650.4 48766 29411.8 19354.2 < 0 22650.4 R 56.5 18483.9 18483.9 2738.1 15745.8 < 0 18427.4 M 56.5 15412.7 15412.7 2291.2 13121.5 < 0 15356.2 Z 2691.5 386594 360480 32443 328037 -55867 383905 Voir que certains débits sont négatifs, ne relève plus de la finesse car la situation est plus grave et beaucoup de débits, ainsi que le taux de purge, sont négatifs (tous les 6 et deux de 4). Le choix de la valeur du débit de A mesuré pour A5 ne sʼadapte pas vraiment aux données. Par recherche pertinente, on peut sʼapercevoir que cʼest le pourcentage n7 qui influence le plus la valeur de Z1 (voir le système des deux équations à deux inconnues précédent) et si n7 dépasse légèrement 20.37, sans toutefois dépasser 20.65, alors tous les débits seront respectés. Pour une valeur de 20.4 pour n7, on a les résultats suivants (certaines valeurs, en gras, restent inchangées) :

Chimie Industrielle Introduction
- 51 -
kmol j-1 1 2 3 4 5 6 7 N 17136.2 87978.4 73145.3 1358.8 71786.4 944.18 70842.3 H 49059.2 275824 232911 3124.4 229787 3022.3 226765 A 0 19099.6 48766 29411.8 19354.2 254.56 19099.6 R 1451 18119.8 18119.8 1228.9 16890.9 222.16 16668.8 M 1451 15412.7 15412.7 1265.9 14075.8 185.13 13890.6 Z 69097.4 416363 386697 34803 351894 4628.4 347266 Le taux de purge = débit 6 sur débit 5 = 1.32% (fort faible)
η réacteur = 16.86% (fatal) < η procédé = 0.5 (29411.8 - 0)
17136.2 = 85.82% % massique de lʼammoniac en 4 = 82.16% Recyclage 7 = 347266 kmol j-1 = 3650.81 tonnes j-1 3) Dans le cas où A7 = 18075.2 Nm3 h-1 ou 19354.2 kmol j-1, plutôt que de chercher à réduire le système, ce qui demande de lʼobservation, de la patience et peut-être une certaine dose de chance, on peut procéder par approximations successives basées sur des calculs les plus simples possible. Si on sʼimpose le débit total Z1, ce qui nʼest pas permis puisquʼil nʼy a plus de degré de liberté, le calcul va sʼenchaîner rapidement. En effet, la connaissance de Z1 et de Z7, qui a été déduit de A7, ainsi que des données %, permet de calculer les débits en 2 puis en 3, puis en 4. Cependant, en 4, le débit de A (ammoniac) est imposé à 500 tonnes j-1 ou 29411.8 kmol j-1, et il serait étonnant, voire très chanceux, que la valeur choisie et quelconque pour Z1, aboutisse à une valeur A4 calculée et égale à celle qui a été imposée par le problème. Cette contradiction est normale puisquʼen imposant le débit total 1, on consomme un degré de liberté (ou une spécification) quʼil faut bien relibérer quelque part. La confrontation entre la valeur calculée A4 par le choix de Z1 et la valeur imposée pour A4, permet de corriger le choix de Z1 jusquʼà ce quʼil y ait concordance. Deux calculs suffiront si le système dʼéquations est linéaire car on peut alors extrapoler linéairement la prochaine valeur (la troisième). En partant donc de la situation générale retracée par le tableau suivant : kmol j-1 1 2 3 4 5 6 7 N 24.8% ? ? ? 20% 20% 65607.4 H 71% ? ? ? 65.3% 65.3% 214208 A 0 19345.2 ? 29411.8 5.9% 5.9% 19345.2 R 2.1% ? ? ? 4.8% 4.8% 15745.8 M 2.1% ? ? ? 4% 4% 13121.5 Z ? ? ? ? ? ? 328037

Chimie Industrielle Introduction
- 52 -
En choisissant Z1 = 100000 kmol j-1, et en ne faisant que les calculs de valeurs strictement utiles, à savoir N1 = n1 Z1, N2 = N7 + N1, A3 = A2 + 2 f N2, Z2 = Z7 + Z1, Z3 = Z2 - 2 f N2, Z5 = 0.91 Z3, A5 = a5 Z5, pour avoir enfin A4 = A3 - A5, on obtient : kmol j-1 1 2 3 4 5 6 7 N 24800 90407.4 ? ? 20% 20% 65607.4 H 71% ? ? ? 65.3% 65.3% 214208 A 0 19345.2 49839.6 28495.0 21344.6 5.9% 19345.2 R 2.1% ? ? ? 4.8% 4.8% 15745.8 M 2.1% ? ? ? 4% 4% 13121.5 Z 100000 428037 397552 ? 361772 ? 328037 En choisissant Z1 = 110000 kmol j-1, on obtient de nouveau : kmol j-1 1 2 3 4 5 6 7 N 27280 92887.4 ? ? 20% 20% 65607.4 H 71% ? ? ? 65.3% 65.3% 214208 A 0 19345.2 50675.8 28839.3 21836.6 5.9% 19345.2 R 2.1% ? ? ? 4.8% 4.8% 15745.8 M 2.1% ? ? ? 4% 4% 13121.5 Z 110000 438037 406715 ? 370111 ? 328037 Par conséquent, vu la linéarité des équations, on peut déduire :
Z1 = 100000 + 110000 - 10000028839.3 - 28495 (A4 - 28495)
Soit si A4 = 29411.8, Z1 = 126628, la même valeur que pour la première résolution aux erreurs numériques près bien sûr. Les autres valeurs sont alors calculées rapidement pour obtenir un tableau déjà présenté au cas 1. Il était nécessaire de faire deux calculs pour deux valeurs du débit total 1 car si Z1 est nul, on ne trouve pas A4 nul (mathématiquement, on dirait que la droite ne passe pas par l'origine). 4) Dans le cas où A5 = 18075.2 Nm3 h-1 ou 19354.2 kmol j-1, plutôt que de chercher à réduire le système, ce qui demande de la patience, de lʼobservation, etc., il est également possible de procéder par approximations successives basées sur des calculs les moins compliqués possible. Si l'on sʼimpose de nouveau le débit Z1, en relâchant la contrainte du tonnage dʼammoniac (A4 = 500 tonnes j-1 ou 29411.8 kmol j-1), on essaie de calculer le plus économiquement possible le débit A4. Cela sʼavère cependant plus désagréable car on ne connaît pas Z7, et le moyen rapide de le trouver ne saute pas aux yeux. Si le
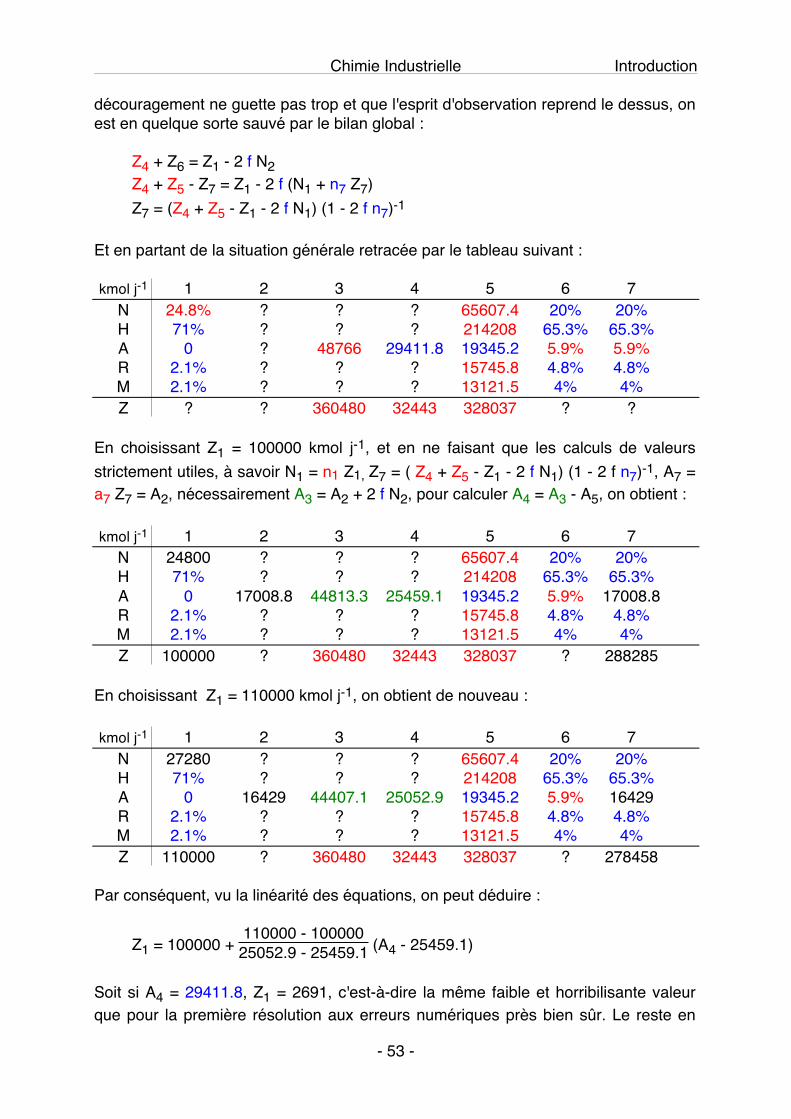
Chimie Industrielle Introduction
- 53 -
découragement ne guette pas trop et que l'esprit d'observation reprend le dessus, on est en quelque sorte sauvé par le bilan global : Z4 + Z6 = Z1 - 2 f N2 Z4 + Z5 - Z7 = Z1 - 2 f (N1 + n7 Z7) Z7 = (Z4 + Z5 - Z1 - 2 f N1) (1 - 2 f n7)-1 Et en partant de la situation générale retracée par le tableau suivant : kmol j-1 1 2 3 4 5 6 7 N 24.8% ? ? ? 65607.4 20% 20% H 71% ? ? ? 214208 65.3% 65.3% A 0 ? 48766 29411.8 19345.2 5.9% 5.9% R 2.1% ? ? ? 15745.8 4.8% 4.8% M 2.1% ? ? ? 13121.5 4% 4% Z ? ? 360480 32443 328037 ? ? En choisissant Z1 = 100000 kmol j-1, et en ne faisant que les calculs de valeurs strictement utiles, à savoir N1 = n1 Z1, Z7 = ( Z4 + Z5 - Z1 - 2 f N1) (1 - 2 f n7)-1, A7 = a7 Z7 = A2, nécessairement A3 = A2 + 2 f N2, pour calculer A4 = A3 - A5, on obtient : kmol j-1 1 2 3 4 5 6 7 N 24800 ? ? ? 65607.4 20% 20% H 71% ? ? ? 214208 65.3% 65.3% A 0 17008.8 44813.3 25459.1 19345.2 5.9% 17008.8 R 2.1% ? ? ? 15745.8 4.8% 4.8% M 2.1% ? ? ? 13121.5 4% 4% Z 100000 ? 360480 32443 328037 ? 288285 En choisissant Z1 = 110000 kmol j-1, on obtient de nouveau : kmol j-1 1 2 3 4 5 6 7 N 27280 ? ? ? 65607.4 20% 20% H 71% ? ? ? 214208 65.3% 65.3% A 0 16429 44407.1 25052.9 19345.2 5.9% 16429 R 2.1% ? ? ? 15745.8 4.8% 4.8% M 2.1% ? ? ? 13121.5 4% 4% Z 110000 ? 360480 32443 328037 ? 278458 Par conséquent, vu la linéarité des équations, on peut déduire :
Z1 = 100000 + 110000 - 10000025052.9 - 25459.1 (A4 - 25459.1)
Soit si A4 = 29411.8, Z1 = 2691, c'est-à-dire la même faible et horribilisante valeur que pour la première résolution aux erreurs numériques près bien sûr. Le reste en

Chimie Industrielle Introduction
- 54 -
découle rapidement et le tableau du cas 2 est ainsi obtenu. Auquel se joignent les mêmes remarques. Pour en terminer et pour chaque situation de résolution étudiée (même celles avec débits négatifs), il est vérifié que les bilans massiques totaux se vérifient. Par exemple, pour le premier cas (A7 = 18075.2 Nm3 h-1 ou 19354.2 kmol j-1), le bilan massique total (1 = 6 + 4) s'écrit : 28 * 31404.2 + 2 * 89907.2 + 17 * 0 + 40 * 2659.2 + 16 * 2659.2 = 1208.05 tonnes j-1 28 * (3859.9 + 11188.3) + 2 * (4308.8 + 36529.9) + 17 * (29411.8 + 3300.6) + 40 * (-25.97 + 2685.2) + 16 * (421.6 + 2237.7) = 1208.05 tonnes j-1 ou dans la situation correspondante mais corrigée (r5 = 4.82%) 28 * 30713.3 + 2 * 87929.3 + 17 * 0 + 40 * 2600.7 + 16 * 2600.7 = 1181.47 tonnes j-1 28 * (3746.1 + 10689.9) + 2 * (4194.8 + 34902.6) + 17 * (29411.8 + 3142.8) + 40 * (24.45 + 2576.3) + 16 * (462.7 + 2138.3) = 1181.48 tonnes j-1 Si les calculs mathématiques sont correctement menés à l'aide d'un tableur par exemple), il n'y aura même pas une petite différence numérique ou à peine. En conclusion, cʼest dingue tout ce quʼon peut faire avec un "bête exercice" et avec quelques caractères alphanumériques bien sûr, et ceci pour illustrer un problème très sérieux, qui est celui de la prise et de la précision des mesures obtenues.
Chimie Industrielle Introduction
- 55 -
4. Quelques grands noms de l'industrie genre chimique Les entreprises chimiques sont généralement, et de plus en plus, des sociétés géantes impliquant des capitaux gigantesques dépassant les centaines de milliards dʼeuros (pour ne pas oser dire plus mais les investissements sont énormes) et dont les bénéfices (ou cash flow) sont de lʼordre des dizaines de milliards dʼeuros. Ce sont généralement des multinationales qui font toutes les sortes de produits chimiques différents, allant des constituants de base aux produits chimiques finis plus complexes. Lʼidée est de faire de lʼintégration horizontale en vue dʼune économie dʼéchelle et de moyens, mais aussi de permettre une meilleure résistance aux fluctuations monétaires et aux coûts énergétiques. Cependant, il faut reconnaître que les liaisons entre leurs différents organes ne sont pas toujours faciles à comprendre. Ci-dessous, une modeste liste loin d'être complète bien entendu et toujours remise en question par des fusions ou des absorptions. Eventuellement à compléter par l'usine de père ou celle du voisin ou encore celle d'une connaissance, etc. Du Pont de Nemours U.S.A. Union Carbide U.S.A. Eastman Kodak U.S.A. Dow Chemical U.S.A. Standard Oil U.S.A. Monsanto U.S.A. Exxon U.S.A. Merck U.S.A. Air Products U.S.A. ALCAN Canada Nova Chemicals Canada I.C.I.[23] Grande Bretagne B.P.[24] Grande Bretagne Shell Grande Bretagne - Pays-Bas Akzo Nobel Pays-Bas Mitsubishi Chemicals Japon B.A.S.F.[25] Allemagne Bayer Allemagne Hoechst Allemagne Wacker Allemagne Linde Allemagne Montecatini Italie Agip Italie [23] I.C.I. = Imperial Chemical Industry [24] B.P. = British Petroleum [25] B.A.S.F. = Badische Anilin & Soda Fabrik

Chimie Industrielle Introduction
- 56 -
Ferruzzi Italie CIBA-Geigy Suisse Sandoz Suisse Rhône Poulenc France Elf aquitaine France Air Liquide France Péchiney (ALCAN) France Total France Solvay - Rhodia Belgique Prayon Rupel Belgique Métallurgie Hoboken Overpelt Belgique ARCELOR-MITTAL Groupe mondial La liste nʼest pas, ne se veut pas ou encore nʼoserait pas être un classement. Précisons que fin des années 80 et encore dans les années 90, Hoechst, Bayer et BASF formaient le podium olympique des groupes chimiques mondiaux avec un chiffre d'affaires qui dépasse les 20 milliards de dollars (environ bien sûr). La société Dupont Nemours conteste régulièrement ce podium par une autre approche pécuniaire. En ce qui concerne la Belgique, les entreprises de base ont la vie dure car ce sont de très grosses unités qui prennent beaucoup de place et qui visent une rentabilité maximale où les prix des matières premières, de lʼénergie et de la main dʼœuvre devraient être les plus bas possible …

Chimie Industrielle Introduction
- 57 -
5. Questions relatives au chapitre Après une lecture aussi passionnante qu'intéressée, proposez une définition personnelle de l'industrie chimique. Quel est le schéma mégagénéralisé de l'industrie chimique ? Complétez le tableau du paragraphe concernant la liste des industries, en recherchant dans la littérature, les produits principaux qui sont fabriqués par les entreprises énumérées. Recherchez des exemples de la vie courante de la chimie industrieuse qui illustrent les opérations suivantes : transfert de chaleur, évaporation, déshumidification, séchage, extraction solide-liquide, filtration ? Quelles sont les principales industries de base, les matières premières qu'elles utilisent et les produits auxquels elles conduisent ? Qu'est-ce qu'un produit, une matière première ? Définissez le schéma général ou rhéogramme ou "flow sheet". Quelles sont les variables importantes du procédé ? Quels sont les types d'équations qui permettraient de réaliser le contrôle dʼun procédé industriel ? Quʼentend-t-on par équation de liaison ? Expliquez et comparez la simulation et la conception. Expliquez et comparez la simulation et la validation. Quelles sont les principales énergies qui interviennent dans un procédé de chimie industrielle ? Que va apporter la résolution des différentes sortes de bilans ? Les bilans matières sont-ils indépendants des bilans de chaleur et réciproquement ? D'une manière générale, qu'en est-il des différents bilans entre eux ? Dessinez un schéma général (flow sheet) simplifié à partir de la description suivante : De l'oxygène pur est fabriqué en liquéfiant de l'air, puis en le distillant pour récupérer l'oxygène et l'azote. L'air entrant est mis en contact avec de l'hydroxyde de potassium dans une tour d'absorption pour enlever le dioxyde de carbone. L'air épuré est alors envoyé dans une série de 4 compresseurs pour augmenter sa
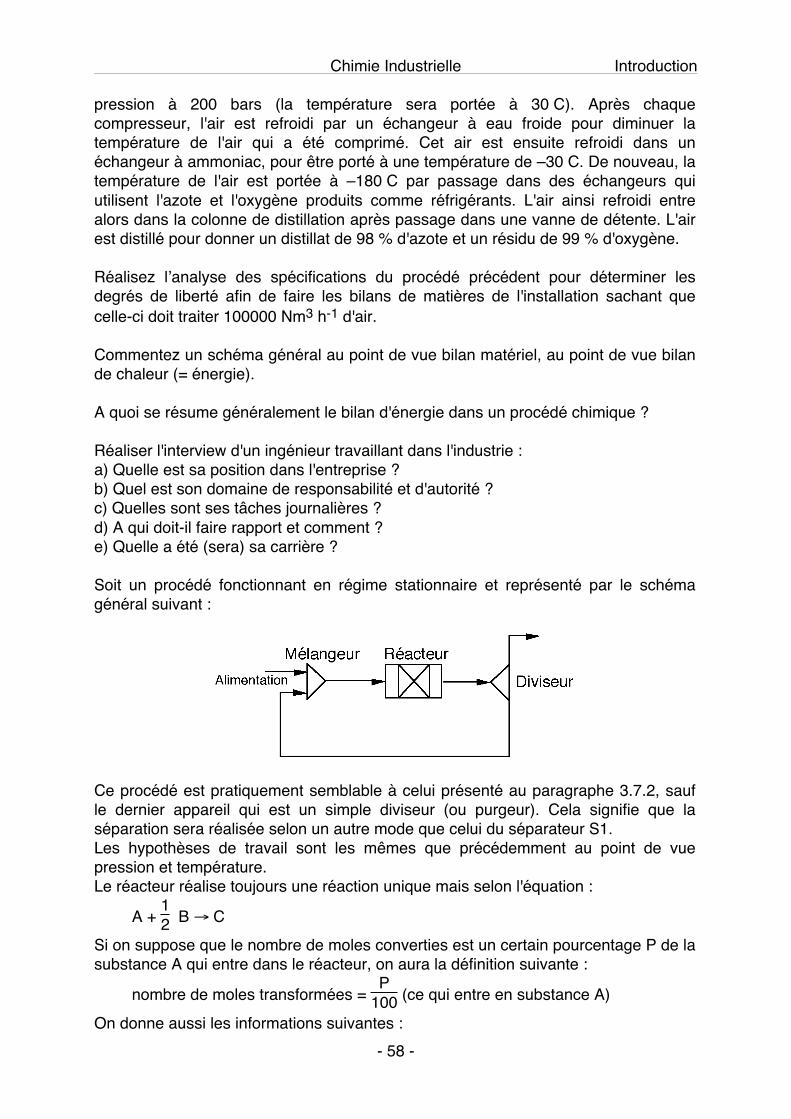
Chimie Industrielle Introduction
- 58 -
pression à 200 bars (la température sera portée à 30 C). Après chaque compresseur, l'air est refroidi par un échangeur à eau froide pour diminuer la température de l'air qui a été comprimé. Cet air est ensuite refroidi dans un échangeur à ammoniac, pour être porté à une température de –30 C. De nouveau, la température de l'air est portée à –180 C par passage dans des échangeurs qui utilisent l'azote et l'oxygène produits comme réfrigérants. L'air ainsi refroidi entre alors dans la colonne de distillation après passage dans une vanne de détente. L'air est distillé pour donner un distillat de 98 % d'azote et un résidu de 99 % d'oxygène. Réalisez lʼanalyse des spécifications du procédé précédent pour déterminer les degrés de liberté afin de faire les bilans de matières de l'installation sachant que celle-ci doit traiter 100000 Nm3 h-1 d'air. Commentez un schéma général au point de vue bilan matériel, au point de vue bilan de chaleur (= énergie). A quoi se résume généralement le bilan d'énergie dans un procédé chimique ? Réaliser l'interview d'un ingénieur travaillant dans l'industrie : a) Quelle est sa position dans l'entreprise ? b) Quel est son domaine de responsabilité et d'autorité ? c) Quelles sont ses tâches journalières ? d) A qui doit-il faire rapport et comment ? e) Quelle a été (sera) sa carrière ? Soit un procédé fonctionnant en régime stationnaire et représenté par le schéma général suivant :
Ce procédé est pratiquement semblable à celui présenté au paragraphe 3.7.2, sauf le dernier appareil qui est un simple diviseur (ou purgeur). Cela signifie que la séparation sera réalisée selon un autre mode que celui du séparateur S1. Les hypothèses de travail sont les mêmes que précédemment au point de vue pression et température. Le réacteur réalise toujours une réaction unique mais selon l'équation :
A + 12 B → C
Si on suppose que le nombre de moles converties est un certain pourcentage P de la substance A qui entre dans le réacteur, on aura la définition suivante :
nombre de moles transformées = P
100 (ce qui entre en substance A)
On donne aussi les informations suivantes :

Chimie Industrielle Introduction
- 59 -
A0 = B0 = 1 kmole s-1, C0 = 0.1 kmole s-1 (indice 0 pour l'alimentation), P = 50%. Il nʼest pas impossible que le débit de recyclage soit mesuré à 3 kmole s-1. Déterminez les débits de chaque substance de chaque flux. Vérifiez qu'il n'y a pas accumulation. La production de formol (HCHO) par oxydation gazeuse du méthanol (CH3OH) selon le procédé MONTECATINI, est représenté schématiquement par le schéma général suivant :
Mélangeur Réacteur
Séparateur
CH3OH Air
Gaz
Production
Echangeur Eau
Dans le réacteur, la formation du formol est réalisée sur des oxydes métalliques, ce qui permet de limiter les réactions secondaires et ainsi d'obtenir un schéma réactionnel simplifié, à savoir :
CH3OH + 12 O2 ⇔ CH2O + H2O réaction principale
CH2O + 12 O2 ⇔ CO + H2O réaction secondaire
D'ailleurs la conversion et la sélectivité en méthanol, affichent toutes deux l'excellente valeur de 96%. Au mélangeur, on mélange du méthanol presque pur (1% de diméthyléther) à de l'air afin d'obtenir une teneur volumique maximum de 6.3% en méthanol à l'entrée du réacteur et ce, pour des raisons de limites d'explosibilité. Après diverses étapes de conditionnement en température, le mélange réactionnel entre dans un séparateur où est également introduite de l'eau pure pour faciliter la séparation. Les gaz qui sortent en tête ne contiennent ni méthanol, ni formol et seulement une teneur volumique de 3.5% d'eau. Le flux de production contient 40% en poids de formol mais aucun gaz dissous. On demande de calculer les différents débits du procédé pour réaliser un tonnage journalier en formol de 250 tonnes. Vérifiez également le bilan massique global de l'installation afin de constater qu'il n'y a pas d'accumulation de matière. Peut-on envisager un recyclage du gaz sortant du séparateur ? Quels sont les rôles des échangeurs ? Comment peut-on améliorer le pourcentage de formol dans le flux de production ? Peut-on obtenir une solution de formol titrant plus de 80% en poids ?
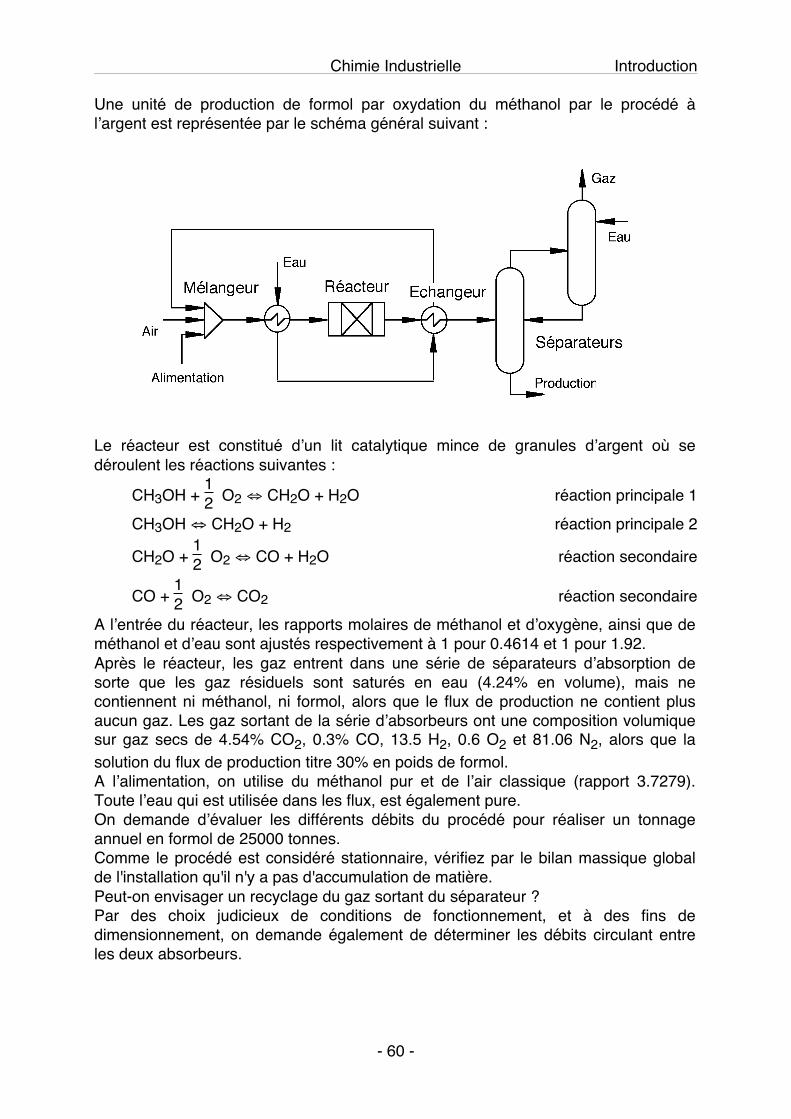
Chimie Industrielle Introduction
- 60 -
Une unité de production de formol par oxydation du méthanol par le procédé à lʼargent est représentée par le schéma général suivant :
Le réacteur est constitué dʼun lit catalytique mince de granules dʼargent où se déroulent les réactions suivantes :
CH3OH + 12 O2 ⇔ CH2O + H2O réaction principale 1
CH3OH ⇔ CH2O + H2 réaction principale 2
CH2O + 12 O2 ⇔ CO + H2O réaction secondaire
CO + 12 O2 ⇔ CO2 réaction secondaire
A lʼentrée du réacteur, les rapports molaires de méthanol et dʼoxygène, ainsi que de méthanol et dʼeau sont ajustés respectivement à 1 pour 0.4614 et 1 pour 1.92. Après le réacteur, les gaz entrent dans une série de séparateurs dʼabsorption de sorte que les gaz résiduels sont saturés en eau (4.24% en volume), mais ne contiennent ni méthanol, ni formol, alors que le flux de production ne contient plus aucun gaz. Les gaz sortant de la série dʼabsorbeurs ont une composition volumique sur gaz secs de 4.54% CO2, 0.3% CO, 13.5 H2, 0.6 O2 et 81.06 N2, alors que la solution du flux de production titre 30% en poids de formol. A lʼalimentation, on utilise du méthanol pur et de lʼair classique (rapport 3.7279). Toute lʼeau qui est utilisée dans les flux, est également pure. On demande dʼévaluer les différents débits du procédé pour réaliser un tonnage annuel en formol de 25000 tonnes. Comme le procédé est considéré stationnaire, vérifiez par le bilan massique global de l'installation qu'il n'y a pas d'accumulation de matière. Peut-on envisager un recyclage du gaz sortant du séparateur ? Par des choix judicieux de conditions de fonctionnement, et à des fins de dimensionnement, on demande également de déterminer les débits circulant entre les deux absorbeurs.

Chimie Industrielle Introduction
- 61 -
Soit un petit procédé fonctionnant en régime stationnaire et représenté par le schéma général suivant :
Séparateur
Alimentation
Mélangeur
Réacteur
Diviseur
Production
Purge
Le procédé peut être considéré quasi isotherme et isobare. La température est T et la pression P, pour le seul flux d'entrée du procédé. Ce flux d'alimentation contient quatre substances A, B, C et E dont les débits de l'alimentation sont respectivement pour A et B de 1 kmole s-1, pour C de 0.01 kmole s-1 et E de 0.5 kmole s-1. La substance D n'est pas présente dans l'alimentation. Le mélangeur est un simple mélangeur et le réacteur réalise la réaction à température constante 2 A + 3 B → C + D avec une conversion de 50%. Le premier appareil de séparation est un purgeur et soit t en %, le taux de purge réalisé (ici t = 10%), on a :
Zout = t
100 Zin où Zin représente le débit total du flux entrant dans le purgeur, Zout est le débit total du flux soutiré. Le séparateur est un appareil qui devrait séparer le flux d'entrée selon la loi pour chaque substance : Xout
i = SEPi Xini
où Xini est le débit molaire de la substance i entrant dans le séparateur,
Xouti est le débit molaire de la substance i sortant en haut du séparateur,
SEPi = 12i avec i = 1 pour D et E, 2 pour C, 3 pour B et 4 pour A.
Calculez les sorties du procédé et vérifiez qu'il n'y a pas accumulation. Quel est le rôle de la purge dans ce procédé ? L'endroit de la purge est-il bien choisi ? Peut-on envisager une augmentation de production en augmentant un des réactifs ?

Chimie Industrielle Introduction
- 62 -
La fabrication d'acide phosphorique (H3PO4) par voie sèche se déroule selon le schéma général présenté ci-après :
A l'aide des différentes informations fournies sur le schéma général, vérifiez qu'il y a suffisamment de données pour calculer les différents débits du procédé afin de produire 750 tonnes d'acide par jour. On précise encore (à toute fin utile) que : - les entrées des mélangeurs sont généralement des constituants qui peuvent être
considérés comme purs, - le rendement (ou la conversion) de la réaction du four est de 95%, par contre, on
peut considérer que les autres réactions (oxydation et absorption) sont complètes, - pour réaliser l'oxydation, on doit prendre un excès d'air de 10% en volume, - dans le flux de production, la composition de l'acide est en % pondéral de H3PO4. Peut-on envisager de faire des recyclages dans ce procédé ? Expliquez. Faites également le bilan massique global de l'installation pour vérifier la cohérence des calculs effectués. Peut-on envisager l'utilisation d'air enrichi voire d'oxygène ? Quelles sont les pertes en oxygène en tête du séparateur d'acide ? Quel est le tonnage journalier de P2O5 ?

Chimie Industrielle Introduction
- 63 -
La fabrication classique d'acide sulfurique (H2SO4) concentré se déroule selon le schéma général simplifié présenté ci-après :
Mélangeur
Réacteur de peroxydation
Séparateurdu soufre
Productiond'acide à 98%
SO2
Air
N2O2
Air
Séparateurd'acide
Mélangeur
Mélangeur
Eau pure
S+O2!SO2
SO2+0.5O2!SO3
H2O+SO3"H2SO4
Réacteur d'oxydation
Réacteur d'absorption
S pur
SO3
Soufre
A l'aide des différentes informations fournies sur le schéma général, vérifiez qu'il y a suffisamment de données pour calculer les différents débits du procédé. On demande alors, de toute façon, de faire le nécessaire afin d'évaluer les entrées pour produire 500 tonnes d'acide par jour. Les renseignements suivants sont généreusement fournis : - les entrées des mélangeurs sont généralement des constituants considérés
comme purs ou de composition classique, - l'air n'est pas enrichi pour aucun des mélangeurs, - la conversion de la réaction d'oxydation est de 99%, tandis que celle de la réaction
de peroxydation est de 95%, - pour la réaction d'absorption, on peut considérer que la réaction est quasi
complète (99.9% de rendement), - pour la première réaction, on règle l'air de telle manière à obtenir 12% de SO2 en
volume à la sortie du réacteur, - pour la peroxydation, on doit prendre un excès d'air de 185% en volume, - dans le flux de production, la composition de l'acide est en % pondéral. Vérifiez le bilan massique global. Evaluez la pollution par les oxydes de soufre au séparateur d'acide. Peut-on envisager le recyclage du flux contenant du trioxyde de soufre ?

Chimie Industrielle Introduction
- 64 -
Une unité de production dʼacide acétique (CH3COOH) de 80000 tonnes par an par oxydation de lʼacétaldéhyde (CH3CHO) en phase liquide, est représentée par le schéma général ci-après :
Le réacteur est du type colonne à bulle avec principalement une phase liquide où barbotte de lʼair, de sorte que les réactions suivantes ont lieu :
CH3CHO + 12 O2 ⇔ CH3COOH réaction principale
CH3CHO + CH3COOH + O2 → CH3COOCH3 + CO2 + H2O réaction secondaire
CH3CHO + 12 O2 ⇔ 2 CO2 + 2 H2O réaction secondaire
A la sortie de ce réacteur, les compositions molaires sont stabilisées de sorte quʼon a pu mesurer 80% dʼacide acétique, 7% dʼacétaldéhyde, 2% dʼacétate de méthyle et le reste en eau dans le flux qui sort du premier séparateur et qui est orienté vers la colonne. De ce même séparateur sort un flux considéré gazeux, qui est orienté vers le séparateur 2 pour y être lavé et où on y a détecté entre autres, la présence de dioxyde de carbone, dʼacide acétique, dʼacétate de méthyle et dʼeau. Il est impératif, que dans ce flux, la teneur dʼoxygène ne dépasse pas 7% en volume. Le rapport molaire acétate de méthyle - acide acétique à la sortie du réacteur est de 2.8%. Les gaz qui entrent dans le séparateur 2, sont lavés par de lʼeau pure et une solution dʼacide acétique, ainsi les gaz sortant, qui sont évacués à lʼatmosphère, ne contiennent plus dʼacétaldéhyde, dʼacide et dʼacétate mais ils sont saturés en eau (0.5% volumique). Le flux résultant du lavage ne contient plus de gaz dissous et est recyclé vers les mélangeurs. La colonne extrait parfaitement un flux dʼacétaldéhyde pur, qui est renvoyé vers le réacteur dʼoxydation, tandis que lʼautre flux qui ne contient plus dʼacétaldéhyde, titre 20% molaire en eau.
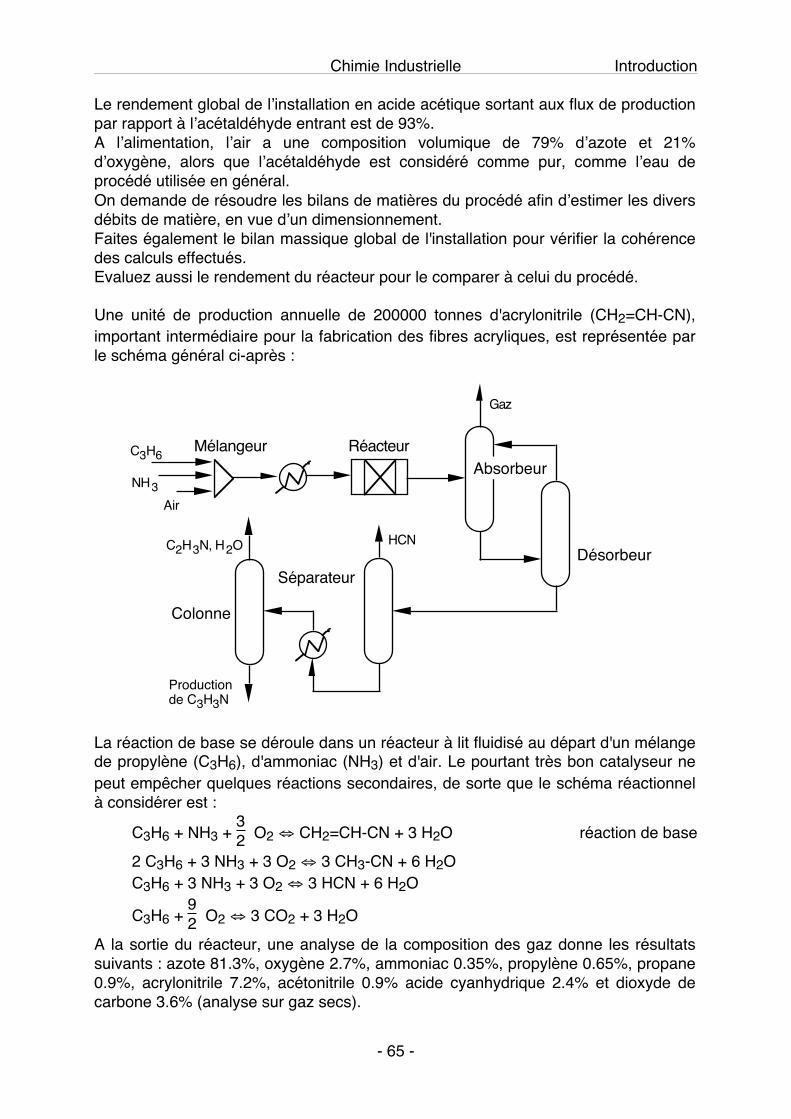
Chimie Industrielle Introduction
- 65 -
Le rendement global de lʼinstallation en acide acétique sortant aux flux de production par rapport à lʼacétaldéhyde entrant est de 93%. A lʼalimentation, lʼair a une composition volumique de 79% dʼazote et 21% dʼoxygène, alors que lʼacétaldéhyde est considéré comme pur, comme lʼeau de procédé utilisée en général. On demande de résoudre les bilans de matières du procédé afin dʼestimer les divers débits de matière, en vue dʼun dimensionnement. Faites également le bilan massique global de l'installation pour vérifier la cohérence des calculs effectués. Evaluez aussi le rendement du réacteur pour le comparer à celui du procédé. Une unité de production annuelle de 200000 tonnes d'acrylonitrile (CH2=CH-CN), important intermédiaire pour la fabrication des fibres acryliques, est représentée par le schéma général ci-après :
Mélangeur RéacteurC3H6
Air
Productionde C3H3N
NH3
Gaz
HCNC2H3N, H2O DésorbeurSéparateur
Colonne
Absorbeur
La réaction de base se déroule dans un réacteur à lit fluidisé au départ d'un mélange de propylène (C3H6), d'ammoniac (NH3) et d'air. Le pourtant très bon catalyseur ne peut empêcher quelques réactions secondaires, de sorte que le schéma réactionnel à considérer est :
C3H6 + NH3 + 32 O2 ⇔ CH2=CH-CN + 3 H2O réaction de base
2 C3H6 + 3 NH3 + 3 O2 ⇔ 3 CH3-CN + 6 H2O C3H6 + 3 NH3 + 3 O2 ⇔ 3 HCN + 6 H2O
C3H6 + 92 O2 ⇔ 3 CO2 + 3 H2O
A la sortie du réacteur, une analyse de la composition des gaz donne les résultats suivants : azote 81.3%, oxygène 2.7%, ammoniac 0.35%, propylène 0.65%, propane 0.9%, acrylonitrile 7.2%, acétonitrile 0.9% acide cyanhydrique 2.4% et dioxyde de carbone 3.6% (analyse sur gaz secs).

Chimie Industrielle Introduction
- 66 -
Les gaz sortant du réacteur passent dans un absorbeur pour subir un lavage à l'eau qui recueille tous les nitriles et l'acide cyanhydrique. Les autres substances comme l'ammoniac, le propylène, le dioxyde de carbone et autres gaz sont ainsi éliminés totalement. Ces gaz sont cependant saturés d'eau et on estime le % volumique de cette eau à 3%. Le liquide absorbant (l'eau) qui entre en tête de l'absorbeur à un débit molaire égal à la moitié des gaz entrant. La solution qui sort du désorbeur, est donc principalement un mélange de nitriles dans de l'eau, elle entre dans un premier séparateur pour éliminer totalement l'acide cyanhydrique (pur en tête de séparateur). Le dernier appareil réalise la difficile séparation des nitriles et de l'eau pour obtenir un flux de production qui contient de l'acrylonitrile à 99.5% en poids. On demande d'effectuer les bilans de matières afin d'estimer les débits des divers flux du procédé et notamment les entrées que l'on peut considérer comme constituées de réactifs purs. Il faut vérifier qu'il y assez de données sachant que l'on fournit encore les informations suivantes (on ne sait jamais) : - l'air a une composition volumique de 21% d'oxygène et de 79% d'azote, - les gaz qui n'ont pas été absorbés, seront incinérés, - le propylène contient une impureté qui est le propane présent à 5% (ou moins, on
hésite) en volume. On demande aussi de calculer la conversion en propylène et en ammoniac, ainsi que de calculer la sélectivité et le rendement en acrylonitrile par rapport au propylène, au niveau du réacteur. Evaluez aussi le rendement du procédé pour comparer. Dans une petite unité de production de synthèse du méthanol (CH3OH), dont le schéma général peut être résumé par la figure suivante :
Mélangeur Réacteur
Echangeur
Séparateur
Diviseur
Alimentation
Production
Purge
On demande de déterminer les débits d'alimentation à réaliser pour produire journalièrement X tonnes de méthanol compte tenu que le réacteur possède un très bon catalyseur autorisant la seule réaction de synthèse du méthanol, dont la conversion est de 55%. A l'alimentation, le mélange contient en volume deux fois plus d'hydrogène que de monoxyde de carbone, tandis que le volume de méthane est égal à celui de l'eau. Au

Chimie Industrielle Introduction
- 67 -
total, les inertes (composés de méthane, de dioxyde de carbone et d'eau) ne dépassent pas 20% en volume. Le séparateur sépare parfaitement et totalement le méthanol (le produit tant désiré) et l'eau (l'impureté avec le méthanol) qui se retrouvent dans le flux de production, des autres gaz (considérés à juste titre comme fort volatils), recyclés et purgés. Le diviseur est en fait une nécessaire purge dont le taux massique de purge est de 10%. Les ingénieurs se demandent s'il ne manque pas une donnée et se voient proposer les possibilités suivantes (non exhaustives) : - perte en % massique de méthanol à la purge, - débit de recyclage après la purge, - pureté du méthanol dans la production après le séparateur, - % de méthane à l'alimentation du mélangeur, - % de monoxyde de carbone à l'alimentation du mélangeur, - le rapport volumique méthane-dioxyde de carbone à l'alimentation, - l'année de construction du réacteur, - % de l'eau à l'alimentation du mélangeur, Calculez, comparez et commentez le rendement du réacteur et le rendement de l'installation. On étudie la production de dérivés chlorés selon un procédé qui est schématisé par le flow sheet suivant :
Mélangeur Réacteur
Chlore
Gaznaturel
Produitschlorés
Purge
HCl,Chlore
Séparateur 1
Séparateur 2
Le mélangeur mélange un flux de chlore pur (Cl2), un flux de gaz naturel (95% de CH4 et 5% de N2) et un flux de recyclage. Le débit de chlore est de 0.65 kmol s-1. On désire et on contrôle, qu'après l'opération de mélangeage, le pourcentage d'azote ne dépasse pas une dizaine de % en volume. Le taux de purge du diviseur est d'ailleurs réglé en fonction de cette contrainte (9.9% d'azote par exemple). Le réacteur fonctionne sans échange de chaleur et accueille les bilans réactionels de substances suivants : CH4 + Cl2 → CH3Cl + HCl

Chimie Industrielle Introduction
- 68 -
CH4 + Cl2 → CH2Cl2 + HCl CH4 + Cl2 → CHCl3 + HCl La consommation de chlore est quasiment totale et elle se répartit de telle manière que l'avancement de la première réaction vaut 30% molaire du débit de chlore entrant dans le réacteur, l'avancement de la deuxième vaut 23% molaire du débit de chlore entrant dans le réacteur et celui de la troisième vaut 7.5% molaire du débit de chlore entrant dans le réacteur. Le flux de sortie du réacteur titre alors 65% en volume de méthane. Un premier échangeur refroidit le flux sortant du réacteur afin que le premier séparateur puisse absorber parfaitement et totalement, par de l'eau, le chlore et l'acide chlorhydrique du reste. Après un nouvel échange de chaleur adéquat, le deuxième séparateur, sépare le mélange en deux flux, tel que le flux qui est recyclé, contient 75% de méthane et 11.9% d'azote, tandis que le flux de produits chlorés, contient 39% de monochlorométhane, 45% de dichlorométhane et 14% de trichlorométhane (tous pourcentages molaires). Un papier peut-être important, a cependant été retrouvé à la salle de contrôle, en fait, il met en évidence les mesures suivantes : - azote à l'entrée du réacteur, 6.9% volumique, - méthane à la sortie du réacteur, 66% volumique, - à la sortie du séparateur (bas, c'est-à-dire la production), on a un mélange des
différents chlorométhanes qui titre 32% de mono, 50% de di et 17% de tri (% molaire),
- à la sortie du séparateur (haut, donc recyclage), en % volumique, il y a 73% de méthane et 7.6% d'azote.
Cependant les erreurs de mesures ne sont pas mentionnées. Calculez les sorties et les entrées du procédé dans les deux cas et tirez les conclusions qui s'imposent. Dans chaque cas, vérifiez par le bilan massique global qu'il n'y a pas accumulation. Quel est le tonnage du produit chloré le plus important ? Calculez le rendement du réacteur et le rendement de l'installation. Est-il utile de savoir que le procédé se déroule en phase gazeuse ?

Chimie Industrielle Introduction
- 69 -
La production de cyclohexane (C6H12) par hydrogénation du benzène (C6H6) en phase liquide se déroule selon un procédé qui est schématisé par le flow sheet suivant :
Afin dʼassurer une conversion optimale, le processus réactionnel est réparti sur deux réacteurs qui accueillent chacun le même et unique bilan réactionnel de substances : C6H6 + H2 ⇔ C6H12 Chacun des réacteurs a une conversion de 60% et le débit dʼhydrogène est réglé de manière à ce quʼil soit toujours en excès de 20% pour chaque réacteur. Après le réacteur 1, un séparateur fournit un flux exempt dʼhydrogène qui est envoyé vers le réacteur 2, tandis que lʼautre flux est envoyé à lʼincinération, il contient molairement 1% de benzène et 0.5% de cyclohexane. Après le réacteur 2, un autre séparateur réalise une séparation semblable au précédent, de sorte que le flux qui est orienté vers le réacteur 1 contient en mole 2% de benzène et 1% de cyclohexane, alors que lʼautre flux ne contient plus dʼhydrogène. Ce dernier flux est envoyé vers une colonne qui fournit un flux de cyclohexane à 99.5%en poids et un flux de benzène qui ne contient que 2% en poids de cyclohexane. Aux alimentations, on peut considérer que lʼhydrogène est pur alors que le benzène est accompagné de 1% en poids de toluène. On demande de déterminer tous les débits des différents flux du procédé pour assurer une production journalière de 50 tonnes de cyclohexane. Le procédé est stationnaire ce quʼon vérifiera en constatant qu'il n'y a pas d'accumulation par un bilan massique global.

Chimie Industrielle Introduction
- 70 -
Une usine de fabrication de soude caustique (NaOH) assure une production journalière d'environ 30 tonnes. Le schéma général mais néanmoins simplifié du procédé est donné à la figure suivante :
Mélangeur 1 Réacteur
Soude
Chaux éteinte Solution de NaOH cc Boues
Eau
Mélangeur 2
Mélangeur 3Séparateur 1
Séparateur 2
Séparateur 3
Les réactifs (soude ou Na2CO3 et chaux éteinte ou Ca(OH)2) entrent en quantités stoechiométriques dans le premier mélangeur. Le réacteur accueille la réaction Ca(OH)2 + Na2CO3 ⇔ 2 NaOH + CaCO3, dont la conversion est admise égale à 95%. Les trois séparateurs sont des épaississeurs de type DORR et ils fonctionnent avec un bon rendement du fait des recyclages. La solution concentrée de NaOH sortant du premier séparateur, a une concentration de 0.095 tonne de NaOH par tonne d'eau. Tandis que les boues sortant du troisième séparateur contiennent 50% en poids d'eau et tout le CaCO3 produit dans le réacteur. On peut dire aussi que le flux sortant du premier séparateur et allant au deuxième, ainsi que le flux sortant du deuxième séparateur et allant au troisième, contiennent également 50% d'eau en poids. On peut aussi considérer que la soude est également répartie en masse dans les flux de sortie de chacun des deux derniers séparateurs. L'eau qui alimente le dernier séparateur a un débit de 360 tonnes par jour. Faites le bilan matériel de l'installation et évaluez les pertes en NaOH dans les boues. Calculez aussi le rendement de chaque épaississeur, le produit important étant la soude caustique (ou NaOH).

Chimie Industrielle Introduction
- 71 -
Un industriel fabrique un produit C de haute importance. Le procédé, qui fonctionne normalement en régime stationnaire, est représenté par le schéma général suivant :
Mélangeur Réacteur
Echangeur
Séparateur
Alimentation
Production
Le flux d'alimentation, dont le débit total journalier est de X tonnes, contient quatre substances A, B, C et I. Dans cette alimentation, la quantité molaire de B est 4 fois plus importante que celle de A et on peut considérer que la quantité de C est plus que négligeable. Les masses moléculaires de A et B valent respectivement 10 et 20 kg kmol-1. Le réacteur accueille la réaction A + B ⇔ C et on a constaté qu'à la sortie du réacteur, les substances sont à l'équilibre chimique. L'expression de la constante d'équilibre est d'ailleurs donnée par la formule :
K = C
A B où A, B et C sont les quantités molaires (par unité de temps ou non) à l'équilibre. La valeur de cette constante est de 1 (en unités adéquates). Le séparateur du genre flash, répartit chaque substance suivant la loi : Xin1
i = Ki Xin2i
où Xin1i est le débit molaire de la substance i sortant en haut du séparateur,
Xin2i est le débit molaire de la substance i sortant en bas du séparateur.
Les ingénieurs qui s'occupent du fonctionnement du séparateur, affirment que les valeurs des coefficients de séparation sont respectivement de 4 (ou KA pour la substance A), 5 (KB) et 0.1 (KC). Calculez les quantités de matière en kmol s-1 de chaque substance du flux de sortie (5) du procédé. Quelle est la proportion de C à la sortie et quelle est la production journalière en tonne ? Calculez le rendement de l'installation et celui du réacteur. Comparez et commentez. Est-il nécessaire d'envisager une purge dans ce procédé ? Même exercice mais la constante de la réaction est aux pressions partielles (aux concentrations).

Chimie Industrielle Introduction
- 72 -
La production de cyclohexanol (C6H11OH) et de cyclohexanone (C6H10O) se réalise par oxydation du cyclohexane (C6H12) par de l'air selon un procédé représenté par le schéma général suivant :
Le réacteur abrite le schéma réactionnel suivant :
C6H12 + 12 O2 ⇔ C6H11OH
C6H11OH + HBO2 ⇔ C6H11OBO + H2O C6H12 + O2 ⇔ C6H10O + H2O
C6H10O + 12 O2 ⇔ C5H10O + CO2
La réaction d'estérification partielle par l'acide borique (HBO2) permet de stabiliser le cyclohexanol et d'éviter sa transformation systématique en cyclohexanone. A la sortie du réacteur et pour un souci de contrôle, on a mesuré les rapports suivants :
conversion en cyclohexane = C6H12 in - C6H12 out
C6H12 in = 0.1
conversion en oxygène = O2 in - O2 out
O2 in = 0.9
sélectivité en cyclohexane = C6H11OH out - C6H11OH in
C6H12 in - C6H12 out = 0.85
constante d'estérification = fraction molaire de C6H11OH
fraction molaire de C6H11OBO = 0.6 pH2O
rapport molaire cyclo = C6H11OH + C6H11OBO
C6H10O = 9

Chimie Industrielle Introduction
- 73 -
Le séparateur qui suit le réacteur, fournit un flux de production qui contient les produits intéressants et aucun gaz dissous. De même le mélange sortant en tête de ce séparateur contient 60% en volume de cyclohexane, mais pas de cyclohexanol ou son ester, ni de cyclohexanone, ni d'autres produits lourds oxydés. Ce mélange contient également 2.5% en volume d'eau. L'air venant à un des mélangeurs est ajusté pour contenir 6% d'oxygène à l'entrée du réacteur, par contre à l'autre mélangeur, cyclohexane et acide borique sont dans un rapport pondéral de 7 pour 1. Le séparateur LL produit une phase organique qui ne contient pas d'eau et une phase aqueuse qui ne contient pas de produit organique. On demande de déterminer tous les débits des différents flux du procédé (et surtout les entrées) pour assurer une production journalière de 750 tonnes de cyclohexanol. Le procédé fonctionne à la pression totale de 12 bars. Vérifiez qu'il n'y a pas d'accumulation par un bilan massique global. Une unité de production annuelle de 100 kilotonnes d'éthanol (C2H5OH) par le procédé d'hydratation directe de l'éthylène (C2H4), est schématisée par le flow sheet simplifié ci-après :
Réacteur
SéparateurProduction
brute
Laveur
Eau
Ethylène frais
Eau
Purge
On demande de déterminer les bilans matières de l'installation sachant qu'elle travaille dans les conditions suivantes : - la pression est de 65 bars. - Le réacteur est constitué d'un lit fixe de catalyseur poreux imprégné d'acide
phosphorique, de sorte que les réactions ci-dessous y prennent place : C2H4 + H2O → C2H5OH conversion sur l'éthylène de 5% 2 C2H5OH → C2H5OC2H5 + H2O C2H5OH → C2H4O + H2 A l'entrée le rapport molaire d'eau et d'éthylène est de 0.6 et la teneur molaire en
éthylène sur gaz secs est de 85%.
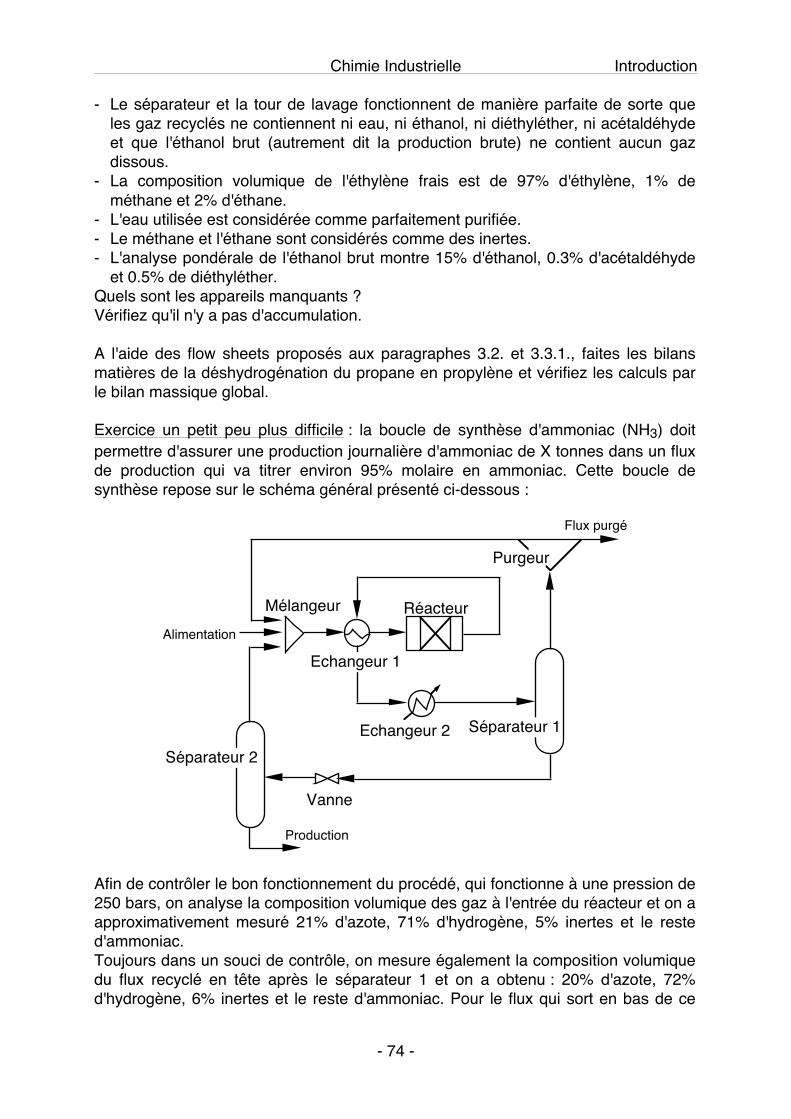
Chimie Industrielle Introduction
- 74 -
- Le séparateur et la tour de lavage fonctionnent de manière parfaite de sorte que les gaz recyclés ne contiennent ni eau, ni éthanol, ni diéthyléther, ni acétaldéhyde et que l'éthanol brut (autrement dit la production brute) ne contient aucun gaz dissous.
- La composition volumique de l'éthylène frais est de 97% d'éthylène, 1% de méthane et 2% d'éthane.
- L'eau utilisée est considérée comme parfaitement purifiée. - Le méthane et l'éthane sont considérés comme des inertes. - L'analyse pondérale de l'éthanol brut montre 15% d'éthanol, 0.3% d'acétaldéhyde
et 0.5% de diéthyléther. Quels sont les appareils manquants ? Vérifiez qu'il n'y a pas d'accumulation. A l'aide des flow sheets proposés aux paragraphes 3.2. et 3.3.1., faites les bilans matières de la déshydrogénation du propane en propylène et vérifiez les calculs par le bilan massique global. Exercice un petit peu plus difficile : la boucle de synthèse d'ammoniac (NH3) doit permettre d'assurer une production journalière d'ammoniac de X tonnes dans un flux de production qui va titrer environ 95% molaire en ammoniac. Cette boucle de synthèse repose sur le schéma général présenté ci-dessous :
Mélangeur Réacteur
Echangeur 1
Séparateur 1
Purgeur
Alimentation
Flux purgé
Echangeur 2
Production
Vanne
Séparateur 2
Afin de contrôler le bon fonctionnement du procédé, qui fonctionne à une pression de 250 bars, on analyse la composition volumique des gaz à l'entrée du réacteur et on a approximativement mesuré 21% d'azote, 71% d'hydrogène, 5% inertes et le reste d'ammoniac. Toujours dans un souci de contrôle, on mesure également la composition volumique du flux recyclé en tête après le séparateur 1 et on a obtenu : 20% d'azote, 72% d'hydrogène, 6% inertes et le reste d'ammoniac. Pour le flux qui sort en bas de ce
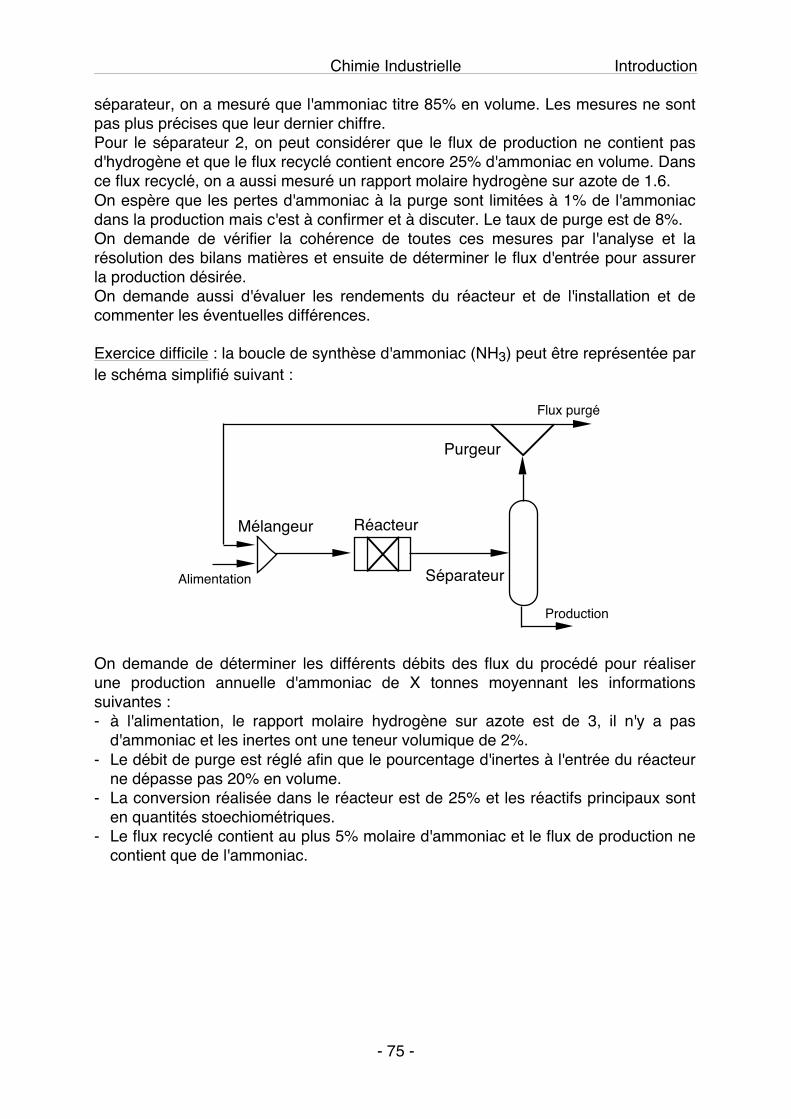
Chimie Industrielle Introduction
- 75 -
séparateur, on a mesuré que l'ammoniac titre 85% en volume. Les mesures ne sont pas plus précises que leur dernier chiffre. Pour le séparateur 2, on peut considérer que le flux de production ne contient pas d'hydrogène et que le flux recyclé contient encore 25% d'ammoniac en volume. Dans ce flux recyclé, on a aussi mesuré un rapport molaire hydrogène sur azote de 1.6. On espère que les pertes d'ammoniac à la purge sont limitées à 1% de l'ammoniac dans la production mais c'est à confirmer et à discuter. Le taux de purge est de 8%. On demande de vérifier la cohérence de toutes ces mesures par l'analyse et la résolution des bilans matières et ensuite de déterminer le flux d'entrée pour assurer la production désirée. On demande aussi d'évaluer les rendements du réacteur et de l'installation et de commenter les éventuelles différences. Exercice difficile : la boucle de synthèse d'ammoniac (NH3) peut être représentée par le schéma simplifié suivant :
Mélangeur Réacteur
Séparateur
Purgeur
Alimentation
Flux purgé
Production
On demande de déterminer les différents débits des flux du procédé pour réaliser une production annuelle d'ammoniac de X tonnes moyennant les informations suivantes : - à l'alimentation, le rapport molaire hydrogène sur azote est de 3, il n'y a pas
d'ammoniac et les inertes ont une teneur volumique de 2%. - Le débit de purge est réglé afin que le pourcentage d'inertes à l'entrée du réacteur
ne dépasse pas 20% en volume. - La conversion réalisée dans le réacteur est de 25% et les réactifs principaux sont
en quantités stoechiométriques. - Le flux recyclé contient au plus 5% molaire d'ammoniac et le flux de production ne
contient que de l'ammoniac.

Chimie Industrielle Introduction
- 76 -
Exercice difficile (plus académique) : soit un petit procédé fonctionnant en régime stationnaire représenté par le flow sheet suivant :
0
1 2
3
4
M1 R1
S1
Dans le réacteur R1 se déroule la réaction νA A + νB B → νC C. Les substances sortant du réacteur sont considérées comme étant à l'équilibre et la constante d'équilibre de la réaction unique vaut K. Cette constante est exprimée selon les termes suivants :
K = Cout
Aout Bout C, B, A exprimés en quantités molaires
Le séparateur est du genre flash. Les substances sont donc séparées selon les lois de l'équilibre physique :
Si,inZin
= Ki Si,outZout
où Si est le débit molaire de la substance i en entrée (in) ou en sortie (out) tandis que Z représente le débit molaire total (in ou out) et Ki est la constante physique relative à la substance i. Recherchez, par les bilans matières, la relation entre l'avancement de la réaction, les constantes d'équilibre physique Ki et les débits d'entrée. Quelles sont les conclusions à tirer. Après vos conclusions, calculez les sorties du procédé. Autre exercice difficile (toujours académique) : le flow sheet du procédé à étudier est le même que le précédent. Il faut noter les deux différences ci-après en ce qui concerne le fonctionnement des appareils. La constante d'équilibre K est exprimée en termes de pressions partielles et la pression totale est considérée comme connue. Dans le séparateur flash, les substances sont séparées selon les lois physiques :
Si,out1Zout1
= Ki Si,out2Zout2
où Si est le débit molaire de la substance i à la sortie du dessus (out1) ou du dessous (out2) tandis que Z représente le débit molaire total (out1 ou out2) et Ki est la constante physique relative à la substance i. Recherchez, par les bilans matières, la (ou les) relation(s) entre les variables clés et émettez quelques conclusions de bon aloi.
Chimie Industrielle Introduction
- 77 -
Il conviendra d'introduire le rapport α = Zout1Zin
où Zin est le débit total à l'entrée du
séparateur et Zout1, celui de sortie en haut du séparateur (d'ailleurs déjà défini ci-dessus). Faites le nécessaire pour déterminer les sorties du procédé. Exercise for fun : You have to manufacture bisphenol A in order to produce about 350 ton per day in a bench pilot project. The main reaction is based on simple reactants as phenol and acetone, using a hydrogen chloride as catalyst. Phenol contains about 2.5% in weight of benzene and acetone contains about 5% in weight of methanol. However, a secondary reaction has to be taken into account and with this catalyst it leads to the deshydratation of phenol in its corresponding ether oxide. The yield of the main reaction is contained between 50 and 90% when the selectivity of the key product is rather contained between 75 and 85%. A first separation is achieved and a recycling of recovered reactant has to be considered in order to improve the overall yield of the process. The recycling stream contains between 1 and 5% in weight of bisphenol A. In this stream no component can be considered as traces. A second separation is performed to obtain the final product with a degree of purity contained between 90 and 95% in weight. Draw a flow sheet with the necessary units to perform the desired product and discuss the degree of freedom of your process in order to fix, if necessary, supplementary data to compute the different molar flowrates of each stream represented in your flow sheet. Compute the overall yield of the process and compare it to the yield of the reactor. Check the balances of the input and the output with the overall mass balance of the process. Don't worry bud, it's only looking hard.

Chimie Industrielle Introduction
- 78 -
6. Index
A absorption, 32 accumulation, 22, 24, 30, 39, 43 anergie, 14 appareil, 16 approvisionnement, 12, 15 avancement, 40, 43 avant-‐projet, 15, 17
B bilan, 16, 22, 23, 25, 26, 27, 28, 29, 31, 37, 44 bilan d'impulsion, 31 bilan de pression, 29 bilan de quantité de mouvement, 29 bilan énergétique, 26 bilan matériel, 22, 23 bilan thermique, 26, 28 bilans d'impulsion, 29 bilans de matières, 29 bilans énergétiques, 29
C chaleur, 13, 25, 26, 27, 34 charbon, 10, 11, 12 chimie industrielle, 2, 4, 22 chimie industrielle de base, 4 chimie inorganique, 11 chimie organique, 10 colonne, 32 commodity chemicals, 5 composition, 22 compresseur, 35 conception, 17, 21 connexion, 36 conservation, 25, 42 conversion, 40 coproduit, 8
D débit, 19, 20, 22, 25, 29 degrés de liberté, 39 design, 21 développement, 8, 9 dimensionnement, 21, 25, 29, 31 distillation, 33 diviseur, 36, 37
E échangeur, 27, 34 élément, 9, 11 énergie, 12, 16, 21, 25, 26, 28, 32 enthalpie, 14, 25, 27, 28, 29, 32 exergie, 13
F flow sheet, 16, 18, 31 flux, 16, 21, 24, 28, 30, 35, 36
G gaz naturel, 10, 13 Génie Chimique, 2, 4, 15, 21, 30
I Industrie, 6, 55 industrie chimique, 1, 2, 3, 8, 12, 15 industrie des matériaux silicatés, 5 industrie des métaux, 5 industrie des polymères, 5, 11 industrie des silicates, 11 industrie du verre, 5 industrie fine, 5 industrie minérale, 4 industrie organique, 4 inerte, 24 ingénieur, 15, 17, 18 intermédiaire, 4, 5
M masse spécifique, 22 matière première, 8, 11 matières premières, 2, 5, 9, 11, 12 mélangeur, 36, 38, 40 mesure, 9, 17, 21, 23 métallurgie, 5 minerai, 5, 10, 11, 12 minéraux, 10, 11, 12 modèle, 17 mole, 22, 23 monomère, 12
P parachimie, 5 perte de charge, 28 pétrochimie, 4 pétrole, 4, 10, 12 plan, 15, 16 polymère, 12 pompe, 35 pression, 19, 20, 22, 28, 29, 31 pression, 35 prix, 4, 12, 15 procédé, 2, 3, 8, 13, 15, 16, 17, 21, 23, 26, 30, 37 production, 4, 5, 8, 9, 12, 14, 17, 23 produit, 1, 2, 4, 5, 6, 8, 9, 12, 14, 15, 31 produit de base, 4, 6 projet, 15, 17, 29 projet pilote, 17 purgeur, 37

Chimie Industrielle Introduction
- 79 -
Q qualité, 11 quantité, 11
R réacteur, 23, 31, 38 réaction, 12, 23, 30 recherche, 9, 14, 16, 17 recyclage, 24 régime, 19, 22, 39 régime stationnaire, 30, 37, 42 régulateur, 19 rendement, 13, 23, 28 réserve, 11 ressource, 10, 11, 12 rhéogramme, 16, 18
S schéma général, 16, 18, 20, 21, 29, 37 séparateur, 32, 38, 40 simulation, 17, 21, 23, 41 soutirage, 24 stationnaire, 16 synthèse, 1 synthèse énergétique, 13 système, 16, 19, 24, 25, 26, 27, 30
T taux de purge, 37 température, 11, 19, 20, 21, 25, 28, 29 transformation, 8, 10, 17, 31 travail, 13, 14, 25, 26, 28 turbine, 35
U unité, 2, 16, 21 unités des variables, 30
V validation, 23 vanne, 35


















