
CERTIFICAT CSTBat ELEMENTS RESISTANTS DE STRUCTURE EN...
102
1/102 CSTBat RT 02.02/03 CERTIFICAT CSTBat ELEMENTS RESISTANTS DE STRUCTURE EN BETON PRECONTRAINT REGLEMENT TECHNIQUE Poutrelles – 1 ère partie - Approuvé par le Comité d’évaluation le 01 octobre 2002 Mise en application le 1er janvier 2003 Prédalles – 2 ème partie - Approuvé par le Comité d’évaluation le 17 juin 2003 Mise en application le 1 er janvier 2004 Dalles Alvéolées – 3 ème partie -Approuvé par le Comité d’évaluation le 1 er octobre 2002 Mise en application le 1er décembre 2002 Eléments de Structures – 4 ème partie - Approuvé par le Comité d’évaluation le 01 octobre 2002 Mise en application le 1er décembre 2002 Ce document comporte 102 pages
Transcript of CERTIFICAT CSTBat ELEMENTS RESISTANTS DE STRUCTURE EN...
1/102 CSTBat RT 02.02/03
CERTIFICAT CSTBat
ELEMENTS RESISTANTS DE STRUCTURE EN BETON PRECONTRAINT
REGLEMENT TECHNIQUE
Poutrelles – 1ère partie - Approuvé par le Comité d’évaluation le 01 octobre 2002 Mise en application le 1er janvier 2003
Prédalles – 2ème partie - Approuvé par le Comité d’évaluation le 17 juin 2003
Mise en application le 1er janvier 2004
Dalles Alvéolées – 3ème partie -Approuvé par le Comité d’évaluation le 1er octobre 2002 Mise en application le 1er décembre 2002
Eléments de Structures – 4ème partie - Approuvé par le Comité d’évaluation le 01 octobre 2002
Mise en application le 1er décembre 2002
Ce document comporte 102 pages
2/102 CSTBat RT 02.02/03
SOMMAIRE GENERAL
Page
Première partie : poutrelles en béton précontraint 3
Deuxième partie : prédalles en béton précontraint 31
Troisième partie : dalles alvéolées en béton précontraint 33
Quatrième partie : éléments préfabriqués de structures et d’ossatures en béton 48

3/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
PREMIERE PARTIE
********
POUTRELLES EN BETON PRECONTRAINT
Approuvé par le Comité Ce règlement se substitue à la première partie du règlement technique des éléments de structure en béton précontraint (RT 02.02/01 et / ou RT 02.02/02), et aux prescriptions de la section B du CPT plancher titre I concernant les poutrelles préfabriquées (édition 1980)
Approuvé par le Comité d’évaluation le 01 octobre 2002 Mise en application le 01 janvier 2003
Annule et remplace la version approuvée le 28 février 1997
4/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
SOMMAIRE
1 GENERALITES 1.1 OBJET 1.2 DOMAINE D’APPLICATION DU REGLEMENT TECHNIQUE 1.3 EXIGENCE DE TRACABILITE
2 CARACTERISTIQUES CERTIFIEES 3 MODALITES ET FREQUENCES DES CONTRÔLES A EFFECTUER PAR LE FABRICANT
3.1 GENERALITES 3.2 CONTRÔLE DES MATIERES PREMIERES
3.21 Granulats 3.211 Granulométrie 3.212 Equivalent de sable
3.22 Ciment 3.23 Adjuvants 3.24 Eau de gâchage 3.25 Armatures passives 3.26 Armatures pour béton précontraint
3.3 CONTRÔLES EN COURS DE FABRICATION
3.31 Armatures passive 3.311 Manutention 3.312 Positionnement
3.32 Armatures actives pour béton précontraint 3.321 Manutention 3.322 Mise en tension 3.323 Détension des armatures 3.324 Rentrée des armatures 3.325 Coupe des armatures
3.33 Béton 3.331 Composition du béton 3.332 Matériel de fabrication 3.333 Confection du béton 3.334 Manutention et mise en place du béton 3.335 Contrôle du béton frais 3.336 Traitement thermique du béton 3.337 Résistance en compression à la détension des armatures
3.4 CONTRÔLE DES PRODUITS FINIS
3.41 Caractéristiques géométriques 3.411 Géométrie Béton 3.412 Géométrie des armatures visibles
3.42 Fissuration
3.5 MOMENT RESISTANT ULTIME DES POUTRELLES Mrb7
3.51 Généralités 3.52 Modalités d’essai des poutrelles
3.6 RESISTANCE DU BETON A 28 JOURS fc28
3.61 Objet 3.62 Justification
3.7 VERIFICATION DES MATERIELS DE FABRICATION, DE MESURE ET DE CONTRÔLE
3.71 Pistes et moules 3.72 Ciment
4 MARQUAGE ET IDENTIFICATION
4.1 MARQUAGE 4.2 IDENTIFICATION
5 STOCKAGE ET TRANSPORT
6 DOCUMENTS DE CONTRÔLE, REGISTRES D’ESSAIS
5/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
7 COMPLEMENTS
7.1 REGLES GENERALES DE LA CERTIFICATION 7.2 RECOMMANDATIONS DE MISE EN OEUVRE 7.3 REGLEMENT PARTICULIER
ANNEXE 1 : Registres de contrôle ANNEXE 2 : Exploitation des registres de contrôles (les contrôles statistiques et mesures d’écarts que doit
pratiquer le fabricant) ANNEXE 3 : Intervalle statistique de dispersion unilatérale avec fractile 80 et niveau de confiance de 95 % ANNEXE 4 : Calcul de la résistance garantie des bétons à 28 jours pour les AT relevant du CPT 1980
6/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
1 GENERALITES 1.1 Objet
Le présent Règlement Technique complète les éléments décrits dans les Règles Générales en vigueur de la Certification CSTBat et les précise pour ce qui concerne un certain nombre de points comme les exploitations statistiques, les mesures d’écarts, la mise en place d’une organisation qualité, etc.... Il définit les conditions minimales et les modalités de contrôle de la fabrication des poutrelles soumises à Avis Technique. Dans le cas où le système présenterait des conditions de contrôle particulières non prévues par ce Règlement, l’Avis Technique concerné les spécifieraient.
1.2 Conditions d’application du Règlement Technique
Les contrôles internes exercés par le fabricant ont pour but de s’assurer de la qualité des produits qu’il commercialise. L’ensemble de ces documents fait partie de l’EDCP de l’usine (Ensemble des Documents de contrôle de production). Dans le cadre de la Certification CSTBat, ces contrôles représentent l’un des éléments fondamentaux de l’attribution et du maintien de la certification. Les poutrelles concernées sont en béton précontraint.
1.3 Exigence de traçabilité
La traçabilité de la production doit être assurée. C’est l’un des points clés du contrôle. Chaque produit sorti d’usine doit pouvoir être identifié jusqu’au moment de son intégration dans l’ouvrage. L’ensemble des conditions de sa fabrication et du contrôle exigé par la certification doit pouvoir être retrouvé à partir de l’identification portée sur chaque poutrelle. Il faut pouvoir retrouver la date de fabrication, la rotation, la piste et en déduire les armatures utilisées, les enregistrements thermiques (courbe d’étuvage), la composition du béton, l’équipe de fabrication, les résultats des contrôles du laboratoire.
2 CARACTERISTIQUES CERTIFIEES
! Conformité aux spécifications de l’Avis Technique
! Résistance garantie à la compression du béton fc28 en MPa pour chaque type de poutrelle fabriqué avec un béton différent.
! Moment résistant à rupture Mrb7 en daN.m, des poutrelles à 7 jours d’âge défini dans le tableau suivant :
Poutrelles Hauteur (en mm) Largeur des talons (en mm)
Armatures Mrb7 en daN.m FC28
! Rugosité (état de surface)

7/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
3 MODALITES ET FREQUENCES DES CONTRÔLES A EFFECTUER PAR LE FABRICANT 3.1 Généralités
Dans le cadre de la Certification, le fabricant exerce en permanence des contrôles qui ont pour objet d’assurer la conformité des éléments fabriqués à la Commande, à l’Avis Technique de référence et aux caractéristiques certifiées indiquées dans l’Avis Technique ou le Certificat délivré par le CSTB à l’industriel. Ces contrôles portent sur :
• les matières premières
• la fabrication et les matériels
• les produits finis Le fabricant doit avoir mis en place des moyens humains, matériels et organisationnels pour satisfaire à ses propres exigences. Les contrôles indiqués ci-dessous sont des minima, aussi bien dans leur contenu, que dans leur fréquence. Le contrôle interne doit être en place depuis au moins trois mois avant l’instruction de la demande de certification au CSTB. Le Règlement Particulier définit les éléments exigés au moment de la demande
3.2 Contrôle des matières premières
3.21 Granulats 3.211 Granulométrie
• Fuseau granulaire : Pour chaque granulat entrant dans la composition des bétons concernés, le fabricant a établi le fuseau dans lequel doit se tenir la représentation de chaque granulat afin de connaître les limites d’acceptation ou de refus des livraisons.
• Analyse granulométrique : Il est effectué par le fabricant ou son fournisseur, au moins une analyse granulométrique par
semaine (conduite selon les prescriptions de la norme XP 18-540 d’octobre 1997 ou autre norme reconnue équivalente) pour chaque catégorie de granulats et à chaque changement de provenance. Les résultats de l’ensemble de ces analyses figurent toujours dans les registres.
3.212 Equivalent de sable
Pour chaque sable le fabricant a défini la limite inférieure de l’ES. Il est effectué (par le fabricant ou son fournisseur) au moins un équivalent de sable par semaine (conduit selon les prescriptions des normes NF EN 933-8) pour chaque sable et à chaque changement de provenance. Les résultats de l’ensemble de ces analyses figurent toujours dans les registres.
3.22 Ciment
Le ciment utilisé doit être conforme à la norme NF EN 197 de février 2001 et certifié dans le cadre de la marque NF liants hydrauliques ou autre certification reconnue équivalente. Le fabricant conserve dans ses registres la fiche technique correspondant au(x) ciment(s) utilisé(s) ainsi que les résultats d’essais fournis mensuellement par le cimentier et indiquant au moins les caractéristiques physico-chimiques et les résistances mécaniques.
3.23 Adjuvants
Les adjuvants utilisés doivent être conformes aux normes NF EN 934-2 de septembre 2002 et NF EN 936-6 de mai 2000 et admis à la marque NF Adjuvant pour bétons, mortiers et coulis, produits de cure ou autre certification reconnue équivalente. Ils doivent être stockés hors gel.
8/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
3.24 Eau de gâchage
L’eau utilisée doit être conforme à la norme XP P 18-303 d’août 1999 ou autre norme reconnue équivalente. Les eaux de puits ou de forage doivent faire l’objet d’une analyse chimique une fois par an L’analyse n’est pas nécessaire en cas d’utilisation de l’eau du réseau.
3.25 Armatures passives
Les armatures passives utilisées doivent être conformes aux normes appropriées de la série NF A 35 et bénéficier d’une fiche de certification NF délivrée par l’AFCAB ou autre certification reconnue équivalente. Les armatures d’effort tranchant sont de type Fe E 400, Fe E 500. Les armatures d’effort tranchant peuvent être des grecques ou des raidisseurs certifiés. Ces armatures peuvent servir d’organes de levage ( ∅ ≥ 5 mm) Dans le cas où les grecques de couture comportent un acier filant soudé aux boucles, et que les boucles participent à leur ancrage, un contrôle de la résistance des soudures (par traction ou cisaillement) doit être effectué sur 5 soudures minimum par lot de fabrication. Ces essais peuvent être réalisés par le fournisseur. Les résultats des essais sont transmis à chaque livraison. Les raidisseurs métalliques en treillis doivent bénéficier d’un certificat CSTBat dans le cadre de la certification (raidisseurs en treillis métallique pour plancher) éléments résistants de structure en acier. Ces armatures sont stockées de manière à éviter toutes salissures ou corrosions anormales.
3.26 Armatures pour béton précontraint Les armatures de précontrainte utilisées sont choisies parmi les torons et les fils autres que ronds lisses. Elles sont en acier à haute résistance et bénéficient d’une homologation ou d’une autorisation de fourniture de la Commission Interministérielle de la Précontrainte. Le fabricant conserve dans ses registres les fiches d’homologation ainsi que les bordereaux de livraison des fournisseurs (date, numéro et composition du lot, quantité livrée) et les diagrammes d’effort allongement (indiquant les valeurs extrêmes de la charge à la limite conventionnelle d’élasticité du lot de production dont fait partie le lot de livraison). Le fabricant doit pouvoir retrouver facilement les caractéristiques des armatures utilisées pour chaque produit fabriqué. Ces armatures doivent être convenablement stockées, à l’abri (si possible dans un local couvert ou sous bâche) et sans contact avec le sol. Elles doivent être protégées de la corrosion, des salissures, des chocs, des étincelles de soudage. Les valeurs théoriques d’allongement doivent être clairement identifiées à partir des informations données par le fournisseur.
3.3 Contrôles en cours de fabrication
3.31 Armatures passives 3.311 Manutention
Les manutentions entre le lieu de stockage des armatures et leur mise en place dans le moule ne doivent pas altérer les qualités techniques et dimensionnelles des armatures.
9/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
3.312 Positionnement
Les armatures doivent être positionnées conformément aux dessins d’exécution (qui doivent eux-mêmes respecter les conditions minimales d’enrobage toutes tolérances épuisées) et maintenues de façon à assurer le respect des tolérances. Les tolérances sur les positions des armatures sont : Vérification du type d’armature prévu
⇒ Armatures longitudinales ou raidisseurs métalliques incorporés aux poutrelles :
± 10 cm en longitudinal, en hauteur ± 3 mm
⇒ Armatures transversales:
Le contrôle consiste à vérifier les positions des armatures dont les tolérances sont indiquées ci-dessous.
Les tolérances par rapport aux côtes nominales, sur la position des armatures transversales (étriers, coutures,…) sont : Verticalement : ± 10 mm (dans le sens de la hauteur de la poutrelle) Longitudinalement : ± 50 mm (dans le sens de la longueur de la poutrelle) De plus, lorsque les armatures transversales sont des grecques, la première branche verticale, ne doit pas se trouver à plus de 10 cm de la face d’about de la poutrelle. Ce contrôle est effectué avant coulage par le responsable de fabrication pour les armatures qui ne sont plus visibles après coulage. Ce contrôle est matérialisé par un visa pour chaque piste fabriquée.
3.32 Armatures actives pour béton précontraint
3.321 Manutention
Les manutentions entre le lieu de stockage des armatures et leur mise en place dans le moule ne doivent pas altérer les qualités techniques des armatures.
3.322 Mise en tension
Un relevé de la tension appliquée aux aciers doit être effectué au moins une fois par cycle et par banc sur une armature ou le groupe d’armatures. Un contrôle supplémentaire doit de plus être effectué simultanément par une mesure d’allongement. Les consignes de sécurité requises (notamment les prescriptions de l’OPPBTP) doivent être respectées. Unifilaire : Le vérin de mise en tension est équipé d’un automatisme réglable donnant l’arrêt de la mise en tension lorsque la pression correspondante est atteinte. La force du vérin doit être étalonnée régulièrement (au moins une fois par an) par un organisme habilité de manière à disposer d’une courbe de correspondance entre la force délivrée et la pression indiquée au manomètre et vérifiée au moins une fois par trimestre avec un dispositif de référence approprié (manomètre étalon, dynamomètre ou une cellule hydraulique). Globale : L’ouverture des vérins et la longueur de coupe des armatures doivent être déterminées en fonction des paramètres de la fabrication : longueur des bancs, clavettes, flou, dépassements derrière les clavettes.
10/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
Le ou les vérins de mise en tension doivent être équipés de manomètres étalonnés au moins une fois par an par un organisme habilité et une fois par trimestre par l’usine avec un dispositif de référence approprié. Ces manomètres doivent permettre d’effectuer la lecture des pressions avec les erreurs maximales suivantes : fidélité ± 1% de la charge appliquée, justesse ± 4% de la charge appliquée. La tension peut également être vérifiée avec un tensiomètre étalonné une fois par an. Vérification de l’allongement A titre d’exemple on peut procéder :
• sur toute la longueur du banc • sur 10 m en traçant sur l’armature deux points distants de 10 m (repérés au ruban adhésif ou par
une marque de peinture ou par tout autre moyen); La précision sur la mesure de l’allongement des armatures est de ± 3 %
L’écart entre les mesures de tension et d’allongement ne doit pas excéder 7 %. Reproductibilité Le fabricant fournit un moyen pour s’assurer que toutes les armatures sont tendues à la bonne tension par tout procédé qu’il juge approprié et qui assure la traçabilité exigée.
3.323 Détension des armatures
Le relâchement brutal par sectionnement des armatures est interdit. Le relâchement doit être effectué simultanément et progressivement pour toutes les armatures. Les consignes de sécurité requises (notamment les prescriptions de l’OPPBTP) doivent être respectées. 3.324 Rentrée des armatures
L’exigence minimale est de 5 mesures par type avec un dispositif permettant d’apprécier 0,1 mm. Les valeurs obtenues sont consignées dans les registres. La moyenne des 5 valeurs de rentrées d’armature (hormis les valeurs non exploitables) ne doit pas excéder les valeurs exprimées en mm données dans le tableau suivant pour une tension initiale des armatures valant :
F F Fprg peg0 0 85 0 95.max min( , , , )=
∅ 4 2 ∅ 5 2 ∅ 6 2 ∅ 7 2
T 5.2 2,5 T 6.85 2
Si la moyenne des valeurs mesurées dépasse la valeur requise le produit est rebuté sauf si une étude particulière permet de garantir, en sécurité, un état de précontrainte et une résistance à rupture compatibles avec l’utilisation envisagée, cette étude sera définie dans l’EDCP de l’usine.
En cas de tension initiale F F0 0< ..max les valeurs des rentrées maximales doivent être diminuées
dans la proportion F F0 0/ .max
3.325 Coupe des armatures après détension
En dérogation à la prescription de l’article 53.4 de l’additif du fascicule 65A l’emploi du chalumeau est toléré.

11/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
3.33 Béton 3.331 Composition du béton
Le fabricant a préalablement défini les classes de béton (composition + étuvage) qui correspondent à ses besoins. • Composition : nature, qualité, origine, dosage des constituants et consistance du béton frais. • Etuvage : diagramme du cycle d’étuvage théorique La valeur fcr est définie pour chaque type de poutrelle.
3.332 Matériel de fabrication
Le fonctionnement de la centrale doit être commandé par un programmateur permettant le fonctionnement automatique ou semi-automatique et la reprise en manuel en cas de besoin. Un système d’enregistrement ou d’édition automatique de la composition de toutes les gâchées et de leur destination est recommandé. L’écart toléré sur les dosages est de ± 3% pour l’ensemble des constituants sauf pour les solutions d’adjuvants pour lesquels il est de 5% (niveau 1 du fascicule 65A).
3.333 Confection du béton
Le fabricant doit réunir les moyens propres à s’assurer de la conformité du béton à la composition déterminée. Il doit s’assurer en permanence du bon fonctionnement des installations de dosage des différents constituants du béton (ciment, granulats, eau, adjuvants). La teneur en eau doit être ajustée en permanence de façon à obtenir une consistance régulière.
3.334 Manutention et mise en place du béton
Les modalités de la manutention ne doivent pas provoquer de ségrégation. La vibration, préalablement étudiée doit être effectuée avec soin.
3.335 Contrôle du béton frais
Le fabricant doit établir le fuseau enveloppe à l’intérieur duquel chaque type de béton doit se trouver. Une analyse granulométrique de conformité doit être effectuée une fois par mois et une mesure de la teneur en eau doit être effectuée une fois par semaine sur une des compositions béton utilisées.
3.336 Traitement thermique du béton
Les cycles de traitement thermique préalablement définis sont programmés. Une vérification du cycle réel est effectuée grâce à des sondes placées à proximité immédiate de la surface du béton. Les registres comportent au moins le relevé de la durée du traitement et celui des températures en palier. Les contrôles permanents (enregistrements) sont joints aux registres de contrôle.
3.337 Résistance en compression à la détension des armatures
Le fabricant confectionne 3 éprouvettes par banc (le béton est pris dans les dernières gâchées, le traitement thermique et le mode de vibration sont les mêmes que ceux des produits). Ces éprouvettes sont de préférence des cubes 10 x 10 x 10. Elles sont pesées avant écrasement. D’autres types d’éprouvettes sont admis dont la correspondance avec les cubes est donnée dans le tableau suivant :
Rapport résistance cylindre/cube à la détension à 28 jours
Cubes (mm) 100x100 0,83 0,90
Cubes (mm) 141x141 0,87 0,92
Cubes (mm) 150x150 0,875 0,925
Cubes (mm) 158x158 0,88 0,93
Cubes (mm) 200x200 0,90 0,95
Rapport résistance cylindre/cylindre
Cylindres (mm)110x220 1,02 1,02
Cylindres (mm)150x300 1,00 1,00
Cylindres (mm) 160x320 1,00 1,00
12/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
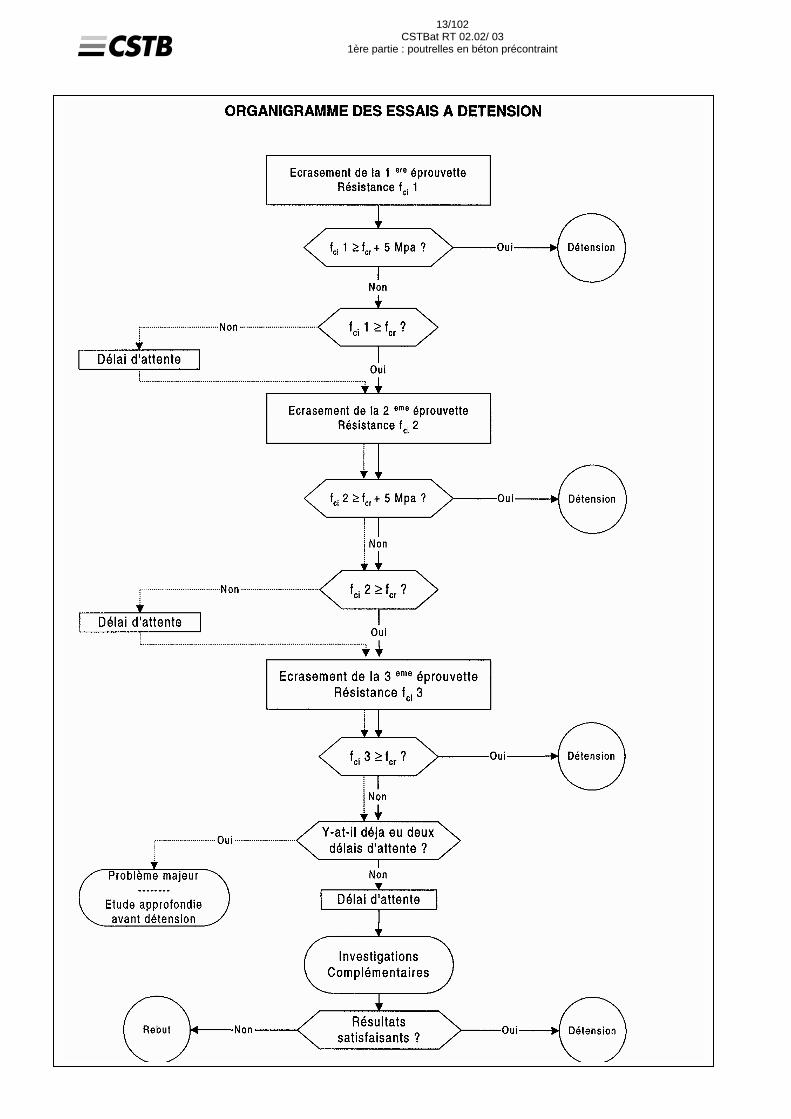
Les résistances obtenues sur chaque éprouvette sont appelées fci en MPa. Lorsque le cycle d’étuvage prévu est terminé la mise en précontrainte peut être effectuée si le seuil de résistance requis fcR est atteint, c’est à dire conforme à la valeur portée sur la fiche de fabrication La valeur de fci obtenue sur cubes 10 x 10 x 10 ne peut en aucun cas être inférieure à 25 MPa ou inférieure à 2 ni (ni est la précontrainte finale maximale de la poutrelle considérée en MPa). La vérification est effectuée en suivant l’organigramme ci-après. Pourquoi 2 ni : On veut en fait que : fci sur cylindres ≥ 3/2 n*i , avec n*i la précontrainte en phase provisoire. Or, n*i (précontrainte en phase provisoire) = 1,2 x 0,92 x ni (précontrainte en phase finale) Et, fci sur cylindres = 0,83 x fci sur cubes. Donc, 0,83 x fci sur cubes =3/2 x 1,2 x 0,92 x ni (précontrainte en phase finale) Soit, fci sur cubes ≥ 2 x ni (précontrainte en phase finale) Les essais de compression doivent être réalisés suivant la norme NF P 18-406 de décembre 1981 ou autre norme reconnue équivalente.
13/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
14/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
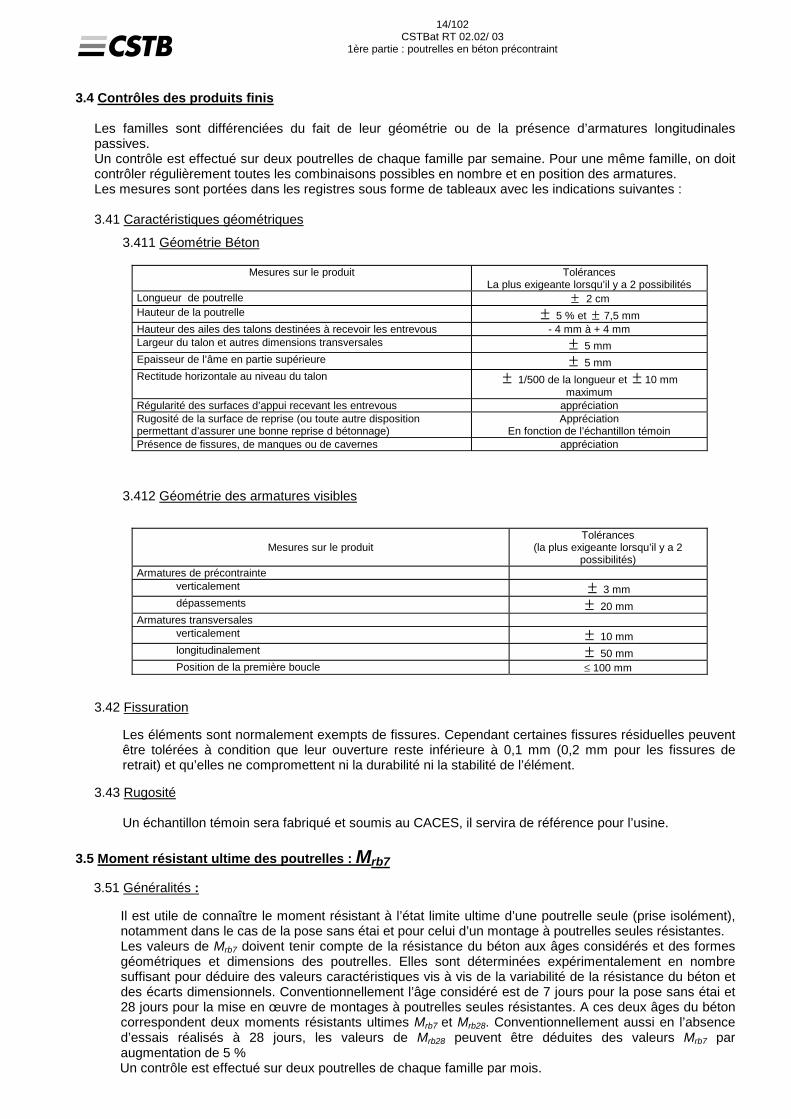
3.4 Contrôles des produits finis Les familles sont différenciées du fait de leur géométrie ou de la présence d’armatures longitudinales passives. Un contrôle est effectué sur deux poutrelles de chaque famille par semaine. Pour une même famille, on doit contrôler régulièrement toutes les combinaisons possibles en nombre et en position des armatures. Les mesures sont portées dans les registres sous forme de tableaux avec les indications suivantes : 3.41 Caractéristiques géométriques
3.411 Géométrie Béton
Mesures sur le produit Tolérances La plus exigeante lorsqu’il y a 2 possibilités
Longueur de poutrelle ± 2 cm Hauteur de la poutrelle ± 5 % et ± 7,5 mm Hauteur des ailes des talons destinées à recevoir les entrevous - 4 mm à + 4 mm Largeur du talon et autres dimensions transversales ± 5 mm Epaisseur de l’âme en partie supérieure ± 5 mm Rectitude horizontale au niveau du talon ± 1/500 de la longueur et ± 10 mm
maximum Régularité des surfaces d’appui recevant les entrevous appréciation Rugosité de la surface de reprise (ou toute autre disposition permettant d’assurer une bonne reprise d bétonnage)
Appréciation En fonction de l’échantillon témoin
Présence de fissures, de manques ou de cavernes appréciation
3.412 Géométrie des armatures visibles
Mesures sur le produit Tolérances
(la plus exigeante lorsqu’il y a 2 possibilités)
Armatures de précontrainte verticalement ± 3 mm dépassements ± 20 mm Armatures transversales verticalement ± 10 mm longitudinalement ± 50 mm Position de la première boucle ≤ 100 mm
3.42 Fissuration
Les éléments sont normalement exempts de fissures. Cependant certaines fissures résiduelles peuvent être tolérées à condition que leur ouverture reste inférieure à 0,1 mm (0,2 mm pour les fissures de retrait) et qu’elles ne compromettent ni la durabilité ni la stabilité de l’élément.
3.43 Rugosité
Un échantillon témoin sera fabriqué et soumis au CACES, il servira de référence pour l’usine.
3.5 Moment résistant ultime des poutrelles : Mrb7 3.51 Généralités :
Il est utile de connaître le moment résistant à l’état limite ultime d’une poutrelle seule (prise isolément), notamment dans le cas de la pose sans étai et pour celui d’un montage à poutrelles seules résistantes. Les valeurs de Mrb7 doivent tenir compte de la résistance du béton aux âges considérés et des formes géométriques et dimensions des poutrelles. Elles sont déterminées expérimentalement en nombre suffisant pour déduire des valeurs caractéristiques vis à vis de la variabilité de la résistance du béton et des écarts dimensionnels. Conventionnellement l’âge considéré est de 7 jours pour la pose sans étai et 28 jours pour la mise en œuvre de montages à poutrelles seules résistantes. A ces deux âges du béton correspondent deux moments résistants ultimes Mrb7 et Mrb28. Conventionnellement aussi en l’absence d’essais réalisés à 28 jours, les valeurs de Mrb28 peuvent être déduites des valeurs Mrb7 par augmentation de 5 %
Un contrôle est effectué sur deux poutrelles de chaque famille par mois.

15/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
3.52 Modalités d’essai des poutrelles :
Les poutrelles sont essayées à 7 jours d’âge par chargement instantané en flexion suivant l‘essai dit « à la balancelle » (mécanique ou hydraulique). La poutrelle est posée sur deux appuis simples (rouleaux ou équivalents). Sauf à tenir compte des portes à faux dans les calculs, les dépassements de part et d’autre doivent être compris entre 5 et 30 cm. Les portées d’essai (distances entre rouleaux) sont forfaitairement fixées à :
Hauteur nominale des poutrelles
Portées d’essai
h ≤ 11 cm 3,50 m 11 < h ≤ 13 cm 4,00 m 13 < h < 15 cm 4,50 m 15 ≤ h ≤ 17 cm 5,00 m
h >17 cm 5,50 m
Les charges sont appliquées en deux moitiés égales situées au ¼ et aux ¾ de la portée. Il y a une seule montée en chargement jusqu’à la rupture, sans déchargement intermédiaire, par paliers de chargements définis ainsi :
Palier de chargement
Espace de temps entre chargements
0,30 P0 30 secondes 0,60 P0 30 secondes 0,90 P0 30 secondes 0,95 P0 30 secondes 1,00 P0 60 secondes 1,05 P0 60 secondes 1,10 P0 60 secondes 1,15 P0 60 secondes
etc 60 secondes
P0 est la charge correspondant à la valeur Mrb7 portée sur les certificats. Elle tient compte du poids propre et des portes à faux
La charge ultime, à inscrire sur les registres est la dernière charge supportée par la poutrelle précédant celle sous laquelle la poutrelle s’est rompue. Les renseignements à inscrire sur les registres sont les suivants :
• Type de poutrelle • Longueur de la poutrelle • Portée d’essai • Hauteur de la poutrelle aux points de chargement et à l’endroit de plus faible hauteur entre les points de
chargement • Charge ultime
16/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
L’exploitation statistique des Mrb7 est faite après chaque essai en vérifiant qu’il y aie 95 % de probabilités que 80 % des valeurs soient supérieures à la valeur Mrb7 portée sur le certificat (voir annexe 3 pour les valeurs de K1 et K2).
Les résultats des essais de Mrb7 devront être systématiquement supérieurs au Mrb7 porté sur le certificat. Si les essais sont inférieurs à 0,90 de la valeur certifiée, l’EDCP doit définir les modalités de contrôles pour l’acceptation ou le refus de cette production.
Si les valeurs lors de l’essai sont comprises entre 0,90 et 1,0 de la valeur du certificat, un contre essai en choisissant deux autres poutrelles au hasard du banc incriminé. Si les résultats des essais sont conformes, on considérera que la production est bonne. Si un des deux contre essais est non conforme, on bloquera la production, l’EDCP devra définir des suites à donner. Des contrôles renforcés devront être effectués sur les bancs suivant par des essais de balancelles.
3.6 Résistance garantie du béton à 28 jours : fc28 3.61 Objet : La valeur de la résistance garantie à la compression du béton fc28 (sur cylindres 16 x 32) permet de définir la
valeur de la contrainte de cisaillement à l’ELU (état limite ultime) τpu. τpu = 0,03. fc28 (La valeur minimale de fc28 est soit 40 MPa ou la valeur définie dans les Avis Techniques). Les résistances en traction des bétons à 28 jours seront définies dans l’EDCP de chaque usine. Les caractéristiques certifiées des produits sous Avis Technique faisant référence au CPT 1980 sont traitées dans l’annexe 4 du présent règlement.
17/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
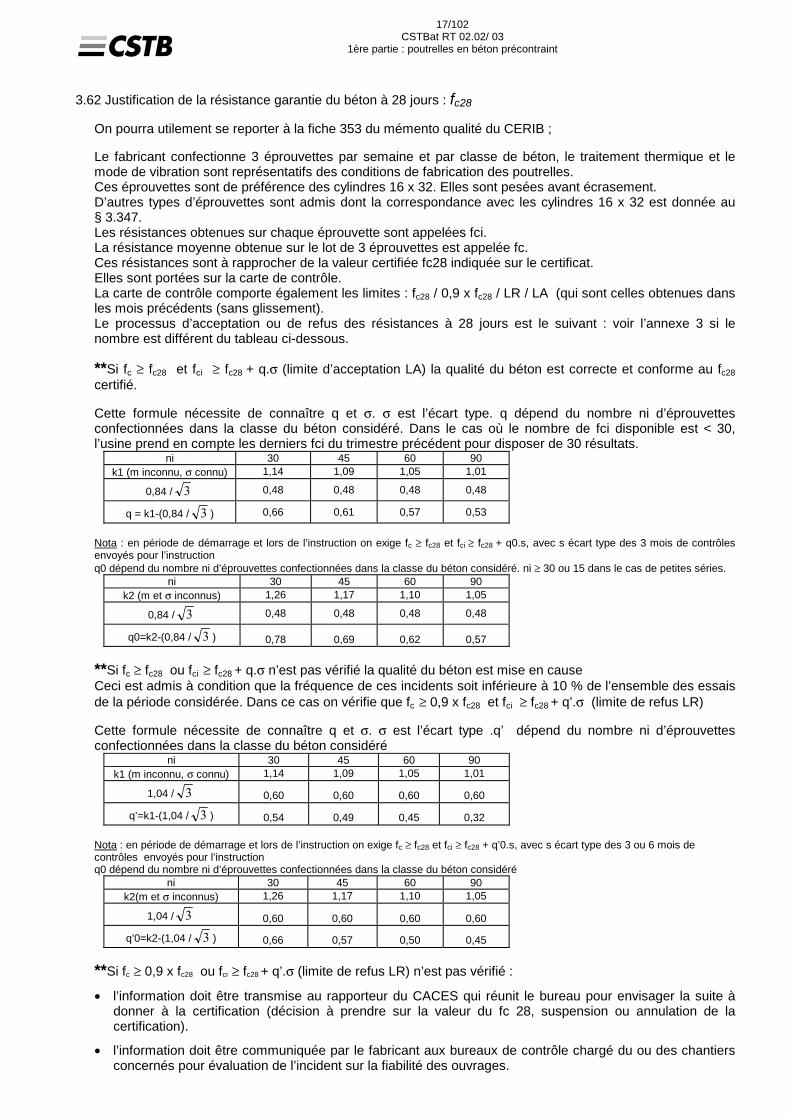
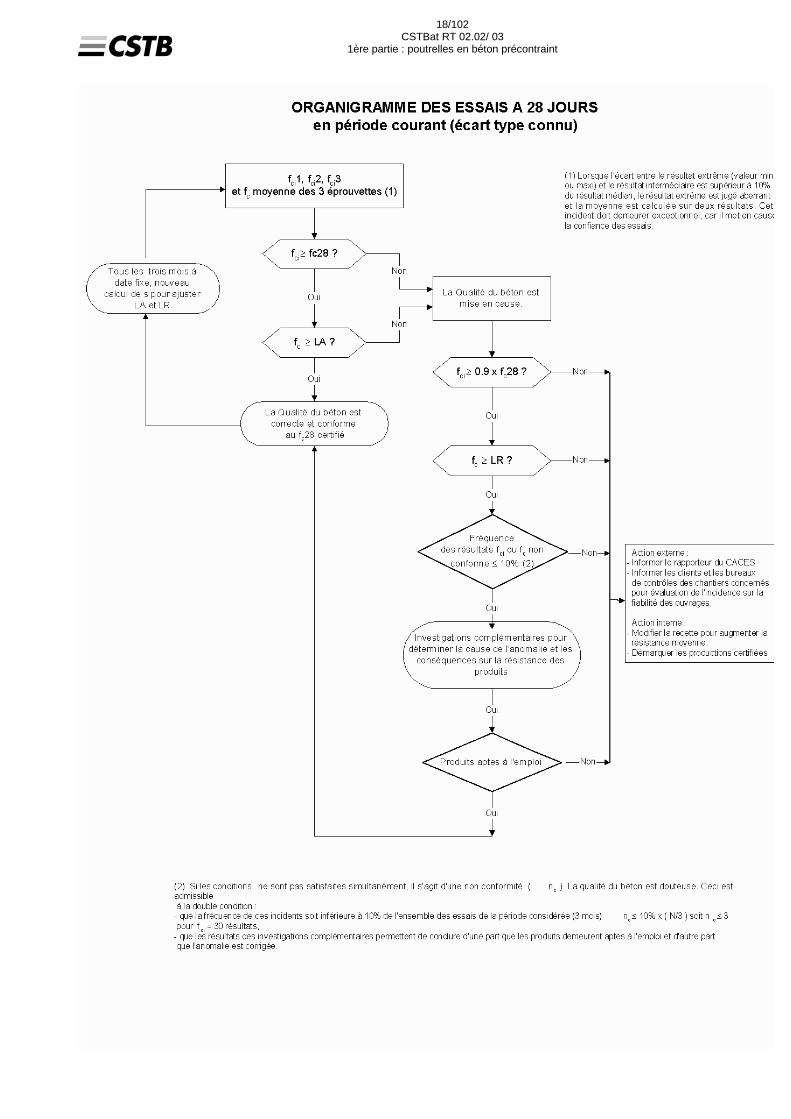
3.62 Justification de la résistance garantie du béton à 28 jours : fc28 On pourra utilement se reporter à la fiche 353 du mémento qualité du CERIB ; Le fabricant confectionne 3 éprouvettes par semaine et par classe de béton, le traitement thermique et le mode de vibration sont représentatifs des conditions de fabrication des poutrelles. Ces éprouvettes sont de préférence des cylindres 16 x 32. Elles sont pesées avant écrasement. D’autres types d’éprouvettes sont admis dont la correspondance avec les cylindres 16 x 32 est donnée au § 3.347. Les résistances obtenues sur chaque éprouvette sont appelées fci. La résistance moyenne obtenue sur le lot de 3 éprouvettes est appelée fc. Ces résistances sont à rapprocher de la valeur certifiée fc28 indiquée sur le certificat. Elles sont portées sur la carte de contrôle. La carte de contrôle comporte également les limites : fc28 / 0,9 x fc28 / LR / LA (qui sont celles obtenues dans les mois précédents (sans glissement). Le processus d’acceptation ou de refus des résistances à 28 jours est le suivant : voir l’annexe 3 si le nombre est différent du tableau ci-dessous.
**Si fc ≥ fc28 et fci ≥ fc28 + q.σ (limite d’acceptation LA) la qualité du béton est correcte et conforme au fc28 certifié.
Cette formule nécessite de connaître q et σ. σ est l’écart type. q dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré. Dans le cas où le nombre de fci disponible est < 30, l’usine prend en compte les derniers fci du trimestre précédent pour disposer de 30 résultats.
ni 30 45 60 90 k1 (m inconnu, σ connu) 1,14 1,09 1,05 1,01
0,84 / 3 0,48 0,48 0,48 0,48
q = k1-(0,84 / 3 ) 0,66 0,61 0,57 0,53
Nota : en période de démarrage et lors de l’instruction on exige fc ≥ fc28 et fci ≥ fc28 + q0.s, avec s écart type des 3 mois de contrôles envoyés pour l’instruction q0 dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré. ni ≥ 30 ou 15 dans le cas de petites séries.
ni 30 45 60 90 k2 (m et σ inconnus) 1,26 1,17 1,10 1,05
0,84 / 3 0,48 0,48 0,48 0,48
q0=k2-(0,84 / 3 ) 0,78 0,69 0,62 0,57
**Si fc ≥ fc28 ou fci ≥ fc28 + q.σ n’est pas vérifié la qualité du béton est mise en cause Ceci est admis à condition que la fréquence de ces incidents soit inférieure à 10 % de l’ensemble des essais de la période considérée. Dans ce cas on vérifie que fc ≥ 0,9 x fc28 et fci ≥ fc28 + q’.σ (limite de refus LR)
Cette formule nécessite de connaître q et σ. σ est l’écart type .q’ dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré
ni 30 45 60 90 k1 (m inconnu, σ connu) 1,14 1,09 1,05 1,01
1,04 / 3 0,60 0,60 0,60 0,60
q’=k1-(1,04 / 3 ) 0,54 0,49 0,45 0,32 Nota : en période de démarrage et lors de l’instruction on exige fc ≥ fc28 et fci ≥ fc28 + q’0.s, avec s écart type des 3 ou 6 mois de contrôles envoyés pour l’instruction q0 dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré
ni 30 45 60 90 k2(m et σ inconnus) 1,26 1,17 1,10 1,05
1,04 / 3 0,60 0,60 0,60 0,60
q’0=k2-(1,04 / 3 ) 0,66 0,57 0,50 0,45
**Si fc ≥ 0,9 x fc28 ou fci ≥ fc28 + q’.σ (limite de refus LR) n’est pas vérifié :
• l’information doit être transmise au rapporteur du CACES qui réunit le bureau pour envisager la suite à donner à la certification (décision à prendre sur la valeur du fc 28, suspension ou annulation de la certification).
• l’information doit être communiquée par le fabricant aux bureaux de contrôle chargé du ou des chantiers concernés pour évaluation de l’incident sur la fiabilité des ouvrages.
18/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
19/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
3.7 Vérification des matériels de fabrication, de mesure et de contrôle
Matériels concernés Fréquence de l’autocontrôle Fréquence de vérification par un organisme dont les étalons sont raccordés aux étalons nationaux
Matériels de pesage des constituants du béton (centrale à béton)
Semestrielle Annuelle
Matériels de mise en tension des armatures (manomètres des vérins)
Trimestriel Annuelle
et de vérification (cellules, pressographes) --- Annuelle Matériels de traitement thermique --- ----
Matériels de laboratoire (presses, balance, etc...)
--- Annuelle
Matériel servant à l’essai de balancelle Annuelle Mètres Mètres de classe 2
Comparateurs ----
3.71 Pistes et moules
La qualité des pistes ou des moules doit être telle qu’elle permette d’obtenir des produits satisfaisants en dimensionnel, aspect et traitement thermique.
• Planéité, alignement et jonctions du fond et des rives
• Aptitude au service des dispositifs de chauffage et de régulation.
3.72 Ciment Dans le cas de plusieurs silos remplis de ciments différents, on doit mettre en place un système permettant d’éviter des mélanges des ciments (détrompeurs, cadenas, etc ...)
4 MARQUAGE ET IDENTIFICATION 4.1 Marquage
100 % des produits certifiés doivent être marqués CSTBat. Chaque produit doit porter le numéro du certificat CSTBat de l’usine productrice.
4.2 Identification
Pour tenir compte de l’exigence de traçabilité, le fabricant prend toutes dispositions pour retrouver toutes les informations concernant sa fabrication et son contrôle (se reporter au paragraphe 1.3).
5 STOCKAGE ET TRANSPORT
En usine, le fabricant prend toutes dispositions pour que les produits soient convenablement stockés sur 2 appuis (Sauf disposition contraire définie dans l’EDCP) Il fournit les spécifications particulières nécessaires au transporteur et au chantier.
6 DOCUMENTS DE CONTRÔLE, REGISTRES D’ESSAIS
Le CSTB propose des feuilles types pour les registres dont les fabricants sont tenus de se rapprocher le plus possible. Le CSTB propose des grilles adaptées pour les exploitations des registres en : statistiques, mesures d’écarts, etc... dont les fabricants sont tenus de se rapprocher le plus possible. Les registres et leur exploitation peuvent être informatisés. Ils seront prélevés par les auditeurs lors des contrôles en usine.
20/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
7 COMPLEMENTS 7.1 Règles Générales de la Certification
L’annexe 1 des Règles Générales de la Certification CSTBat des produits du bâtiment fixe les dispositions minimales que le demandeur d’un certificat CSTBat doit avoir mis en place en matière de système de contrôle de production en usine. Le fabricant doit pouvoir apporter en permanence la preuve de l’existence et de l’efficacité du système de contrôle de sa production. Ces dispositions minimales concernent : • Responsabilité • Maîtrise des documents • Opérations de contrôle • Personnel, installations et équipements • Essais • Enregistrement des résultats de contrôle • Traitement des produits non conformes • Traçabilité • Réclamations et traitement
7.2 Recommandations de mise en oeuvre
Le fabricant est tenu de rédiger et de diffuser une note de recommandations relative à la mise en oeuvre des produits objets de la commande.
7.3 Règlement particulier
Se reporter au règlement particulier RP 02/01
21/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
ANNEXE 1 REGISTRES DE CONTRÔLES
REGISTRES DE CONTROLES
DES
POUTRELLES EN BETON PRECONTRAINT
22/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
REGISTRE D'INFORMATIONS GENERALES LIEES AU DIFFERENTS MATERIELS
PISTES Fiche de contrôle périodique de chaque piste
Fiche technique de l'huile de démoulage utilisée
PRECONTRAINTE Fiche technique des vérins utilisés
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel Fiche technique du matériel de vérification de l'allongement
BETON
Fiche des types de béton utilisés (composition et étuvage) et des résistances obtenues à la mise en précontrainte et à 28 jours Fiche technique du matériel d'enregistrement et d'édition des gâchées
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel
TRAITEMENT THERMIQUE Fiche technique des équipements d'enregistrement du traitement thermique
MATERIEL DE LABORATOIRE Fiche technique des matériels de laboratoire
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel

23/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
REGISTRE DE CONTROLE N° 1: MATIERES PREMIERES (voir § 3.2 du Règlement)
AGREGATS Une fiche par fuseau granulaire pour chaque agrégat et ES pour les sables Une fiche hebdomadaire d'analyse granulométrique de chaque agrégat avec ES
effectuée par le fabricant ou son fournisseur
CIMENTS Une fiche technique pour chaque ciment utilisé Résultats mensuels fournis par le cimentier
analyses physico-chimiques et résistances mécaniques
ADJUVANTS Une fiche technique pour chaque adjuvant utilisé
EAU Une fiche d’analyse si l’eau n’est pas du réseau
ARMATURES BA ou RAIDISSEURS EN TREILLIS METALLIQUE Une fiche NF AFCAB pour chaque type d'armature utilisé
Un certificat CSTBat par type de raidisseur
ARMATURES BP Une fiche d'homologation ou d'autorisation de fourniture par la C.I.P pour chaque type d'armature utilisé Bordereaux de livraison des fournisseurs (date,n° et composition du lot , Ti, Allongement sous Ti, qté livrée, date de début d’utilisation)
ORGANES DE LEVAGE Dans le cas où il ne s’agit pas de crochets de levage : une fiche technique du fabricant et recommandations de l'OPPBTP
24/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
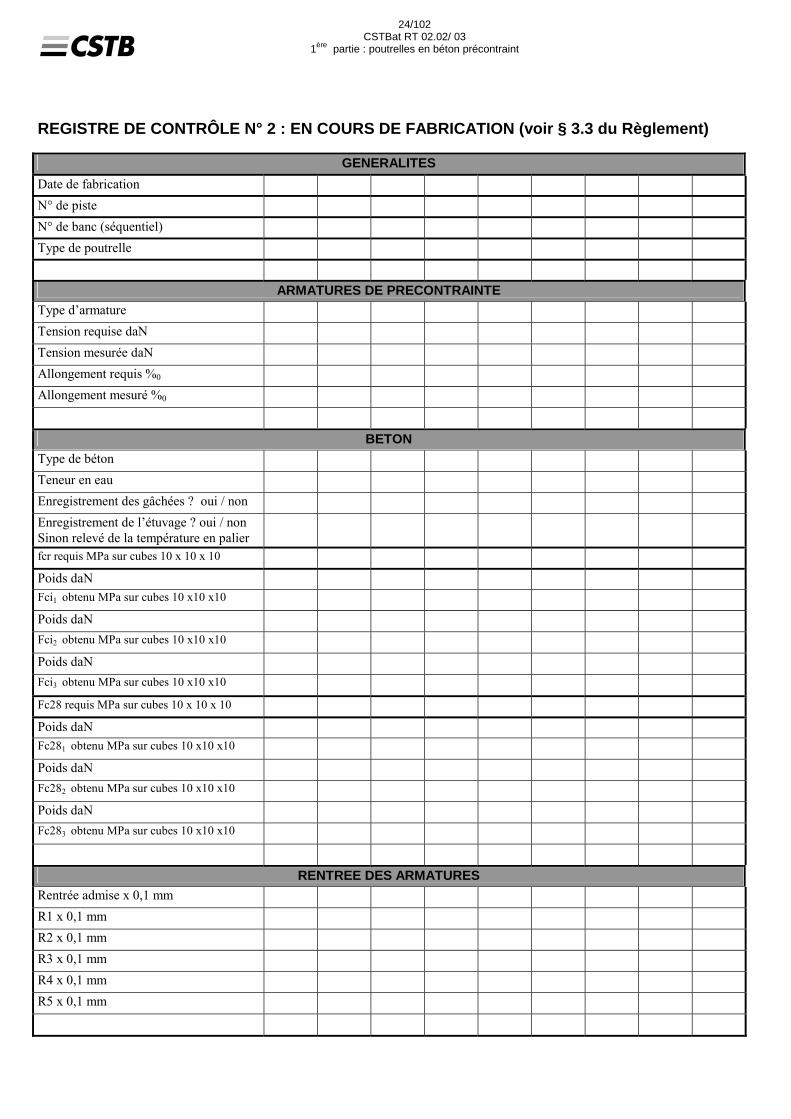
REGISTRE DE CONTRÔLE N° 2 : EN COURS DE FABRICATION (voir § 3.3 du Règlement)
GENERALITES
Date de fabrication N° de piste N° de banc (séquentiel) Type de poutrelle
ARMATURES DE PRECONTRAINTE Type d�armature Tension requise daN Tension mesurée daN Allongement requis %0 Allongement mesuré %0
BETON Type de béton Teneur en eau Enregistrement des gâchées ? oui / non Enregistrement de l�étuvage ? oui / non Sinon relevé de la température en palier
fcr requis MPa sur cubes 10 x 10 x 10 Poids daN Fci1 obtenu MPa sur cubes 10 x10 x10 Poids daN Fci2 obtenu MPa sur cubes 10 x10 x10 Poids daN Fci3 obtenu MPa sur cubes 10 x10 x10 Fc28 requis MPa sur cubes 10 x 10 x 10 Poids daN Fc281 obtenu MPa sur cubes 10 x10 x10 Poids daN Fc282 obtenu MPa sur cubes 10 x10 x10 Poids daN Fc283 obtenu MPa sur cubes 10 x10 x10
RENTREE DES ARMATURES Rentrée admise x 0,1 mm R1 x 0,1 mm R2 x 0,1 mm R3 x 0,1 mm R4 x 0,1 mm R5 x 0,1 mm
25/102 CSTBat RT 02.02/ 03
1ère partie : poutrelles en béton précontraint
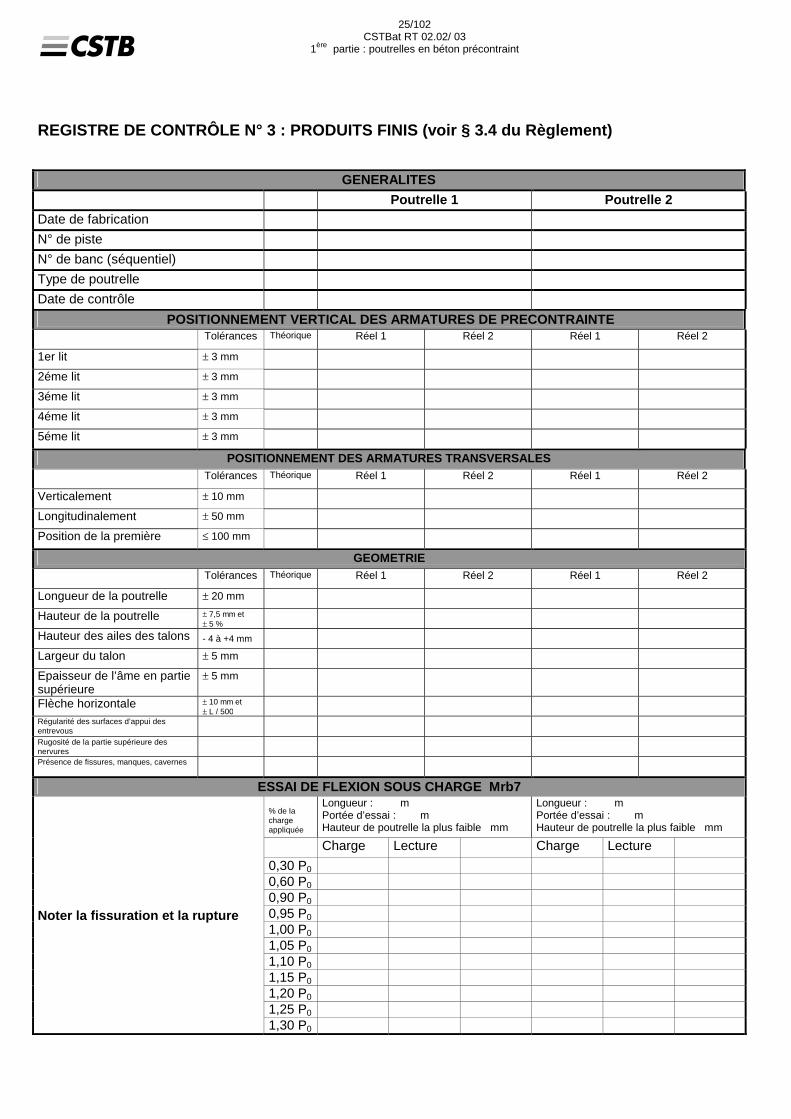
REGISTRE DE CONTRÔLE N° 3 : PRODUITS FINIS (voir § 3.4 du Règlement)
GENERALITES Poutrelle 1 Poutrelle 2 Date de fabrication N° de piste N° de banc (séquentiel) Type de poutrelle Date de contrôle
POSITIONNEMENT VERTICAL DES ARMATURES DE PRECONTRAINTE Tolérances Théorique Réel 1 Réel 2 Réel 1 Réel 2
1er lit ± 3 mm 2éme lit ± 3 mm 3éme lit ± 3 mm 4éme lit ± 3 mm 5éme lit ± 3 mm
POSITIONNEMENT DES ARMATURES TRANSVERSALES
Tolérances Théorique Réel 1 Réel 2 Réel 1 Réel 2
Verticalement ± 10 mm Longitudinalement ± 50 mm Position de la première ≤ 100 mm
GEOMETRIE
Tolérances Théorique Réel 1 Réel 2 Réel 1 Réel 2
Longueur de la poutrelle ± 20 mm Hauteur de la poutrelle ± 7,5 mm et
± 5 %
Hauteur des ailes des talons
- 4 à +4 mm Largeur du talon ± 5 mm Epaisseur de l’âme en partie supérieure
± 5 mm
Flèche horizontale ± 10 mm et ± L / 500
Régularité des surfaces d’appui des entrevous
Rugosité de la partie supérieure des nervures
Présence de fissures, manques, cavernes
ESSAI DE FLEXION SOUS CHARGE Mrb7 % de la charge appliquée
Longueur : m Portée d’essai : m Hauteur de poutrelle la plus faible mm
Longueur : m Portée d’essai : m Hauteur de poutrelle la plus faible mm
Charge Lecture Charge Lecture
0,30 P0 0,60 P0 0,90 P0 0,95 P0 1,00 P0 1,05 P0 1,10 P0 1,15 P0 1,20 P0 1,25 P0
Noter la fissuration et la rupture
1,30 P0
26/102 CSTBat RT 02.02/03
1ère partie : poutrelles
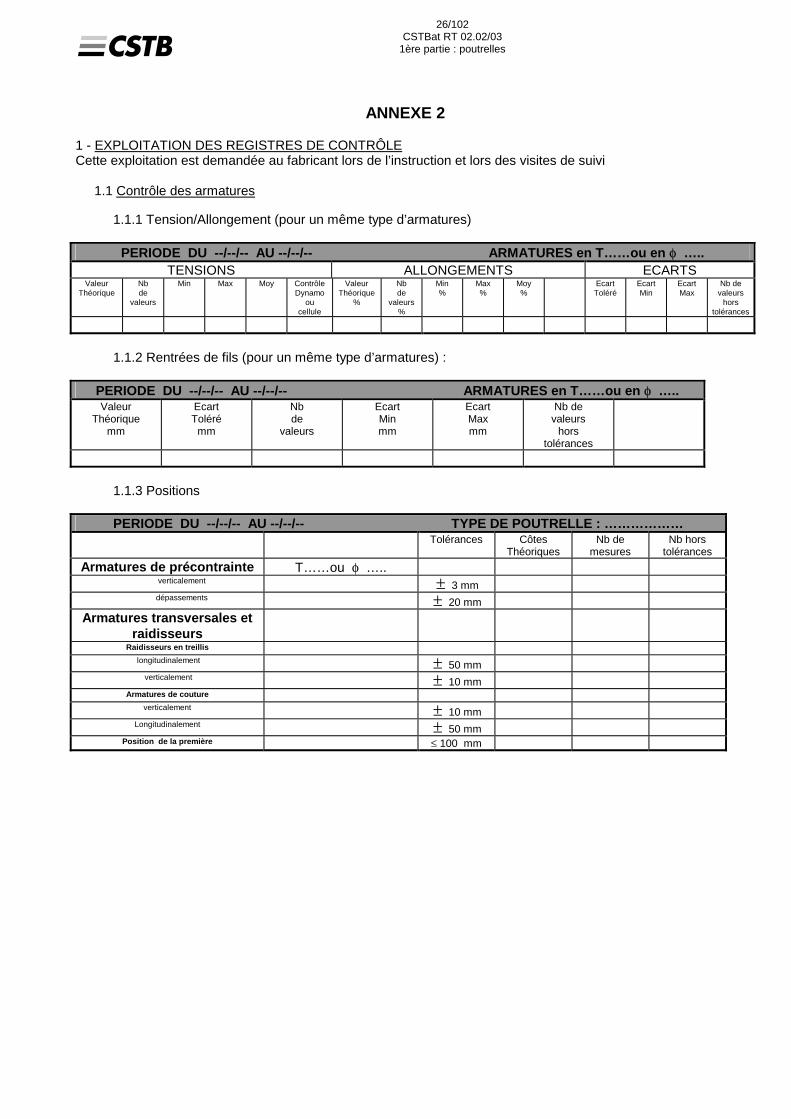
ANNEXE 2
1 - EXPLOITATION DES REGISTRES DE CONTRÔLE Cette exploitation est demandée au fabricant lors de l’instruction et lors des visites de suivi
1.1 Contrôle des armatures
1.1.1 Tension/Allongement (pour un même type d’armatures)
PERIODE DU --/--/-- AU --/--/-- ARMATURES en T……ou en φ …..
TENSIONS ALLONGEMENTS ECARTS Valeur
Théorique
Nb de
valeurs
Min
Max
Moy
Contrôle Dynamo
ou cellule
Valeur Théorique
%
Nb de
valeurs %
Min %
Max %
Moy %
Ecart Toléré
Ecart Min
Ecart Max
Nb de valeurs
hors tolérances
1.1.2 Rentrées de fils (pour un même type d’armatures) :
PERIODE DU --/--/-- AU --/--/-- ARMATURES en T……ou en φ ….. Valeur
Théorique mm
Ecart Toléré
mm
Nb de
valeurs
Ecart Min mm
Ecart Max mm
Nb de valeurs
hors tolérances
1.1.3 Positions
PERIODE DU --/--/-- AU --/--/-- TYPE DE POUTRELLE : ……………… Tolérances Côtes
Théoriques Nb de
mesures Nb hors
tolérances
Armatures de précontrainte T……ou φ ….. verticalement ± 3 mm dépassements ± 20 mm
Armatures transversales et raidisseurs
Raidisseurs en treillis longitudinalement ± 50 mm
verticalement ± 10 mm Armatures de couture
verticalement ± 10 mm Longitudinalement ± 50 mm
Position de la première ≤ 100 mm
27/102 CSTBat RT 02.02/03
1ère partie : poutrelles
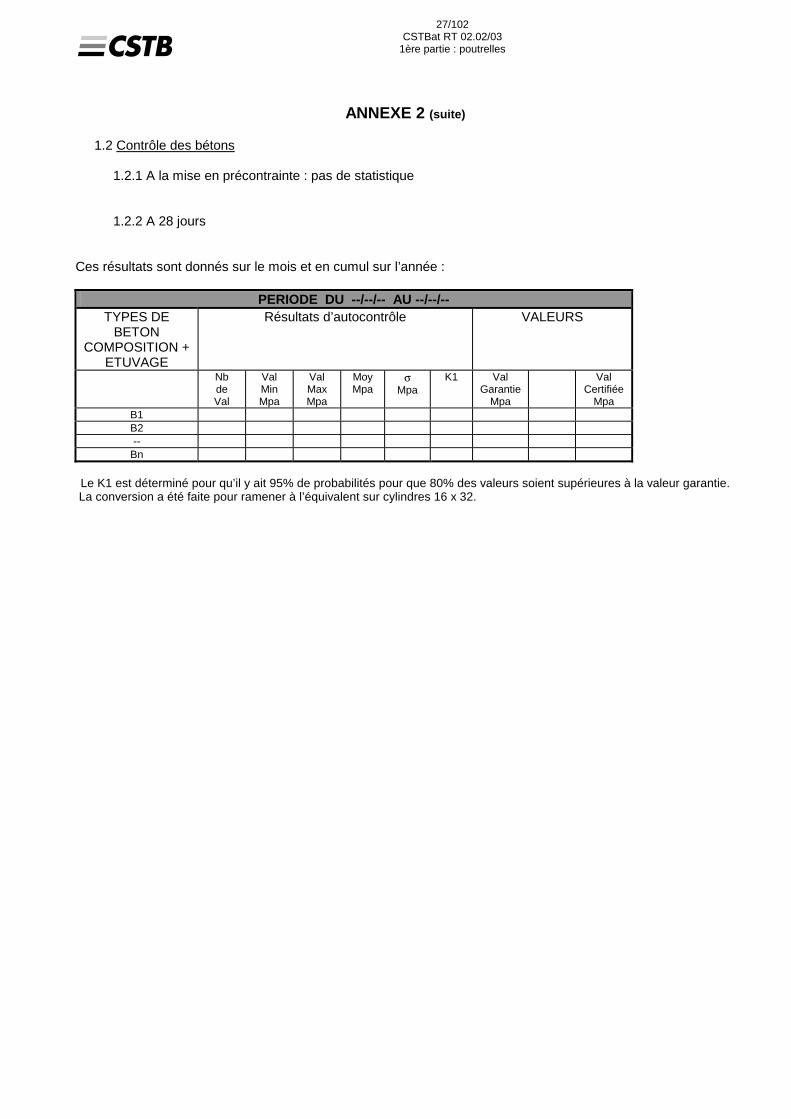
ANNEXE 2 (suite)
1.2 Contrôle des bétons
1.2.1 A la mise en précontrainte : pas de statistique
1.2.2 A 28 jours Ces résultats sont donnés sur le mois et en cumul sur l’année :
PERIODE DU --/--/-- AU --/--/-- TYPES DE
BETON COMPOSITION +
ETUVAGE
Résultats d’autocontrôle
VALEURS
Nb de Val
Val Min Mpa
Val Max Mpa
Moy Mpa
σ Mpa
K1 Val Garantie
Mpa
Val Certifiée
Mpa B1 B2 --
Bn
Le K1 est déterminé pour qu’il y ait 95% de probabilités pour que 80% des valeurs soient supérieures à la valeur garantie.
La conversion a été faite pour ramener à l’équivalent sur cylindres 16 x 32.
28/102 CSTBat RT 02.02/03
1ère partie : poutrelles
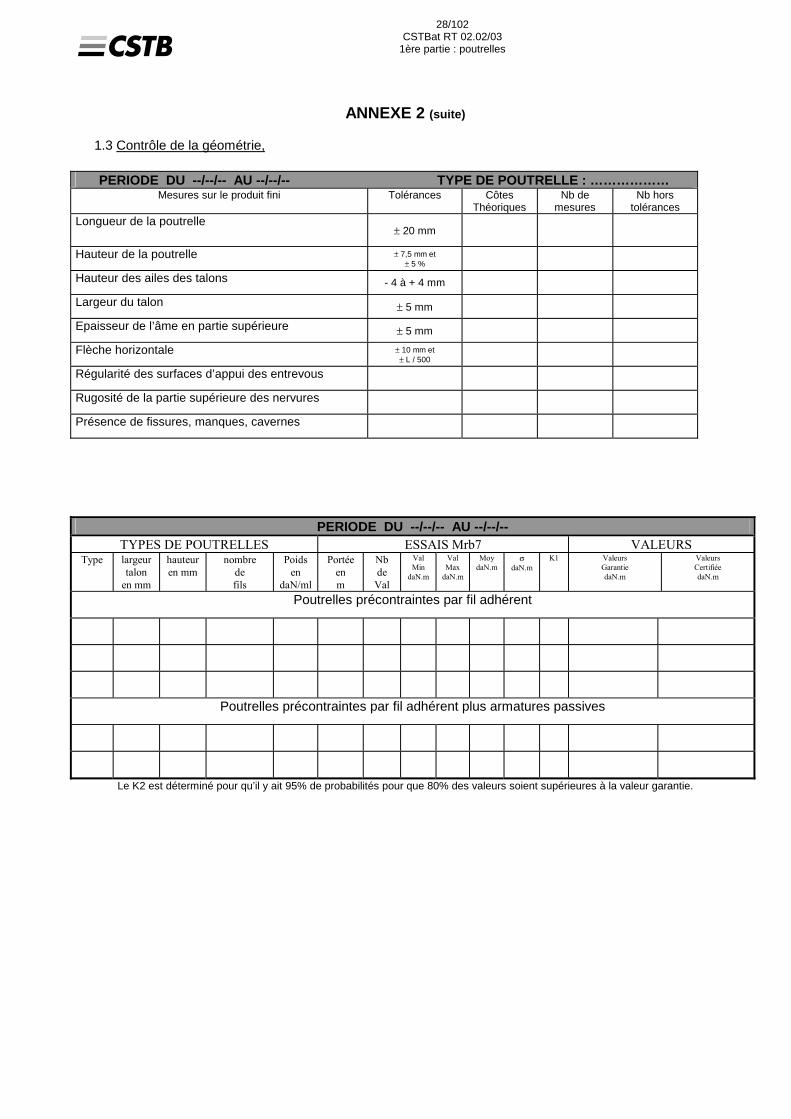
ANNEXE 2 (suite)
1.3 Contrôle de la géométrie, PERIODE DU --/--/-- AU --/--/-- TYPE DE POUTRELLE : ………………
Mesures sur le produit fini Tolérances Côtes Théoriques
Nb de mesures
Nb hors tolérances
Longueur de la poutrelle ± 20 mm
Hauteur de la poutrelle ± 7,5 mm et ± 5 %
Hauteur des ailes des talons
- 4 à + 4 mm
Largeur du talon ± 5 mm
Epaisseur de l’âme en partie supérieure ± 5 mm
Flèche horizontale ± 10 mm et ± L / 500
Régularité des surfaces d’appui des entrevous
Rugosité de la partie supérieure des nervures
Présence de fissures, manques, cavernes
PERIODE DU --/--/-- AU --/--/--
TYPES DE POUTRELLES ESSAIS Mrb7 VALEURS Type largeur
talon en mm
hauteur en mm
nombre de fils
Poids en
daN/ml
Portée en m
Nb de
Val
Val Min
daN.m
Val Max
daN.m
Moy daN.m
σ daN.m
K1 Valeurs Garantie daN.m
Valeurs Certifiée daN.m
Poutrelles précontraintes par fil adhérent
Poutrelles précontraintes par fil adhérent plus armatures passives
Le K2 est déterminé pour qu’il y ait 95% de probabilités pour que 80% des valeurs soient supérieures à la valeur garantie.
29/102 CSTBat RT 02.02/03
1ère partie : poutrelles
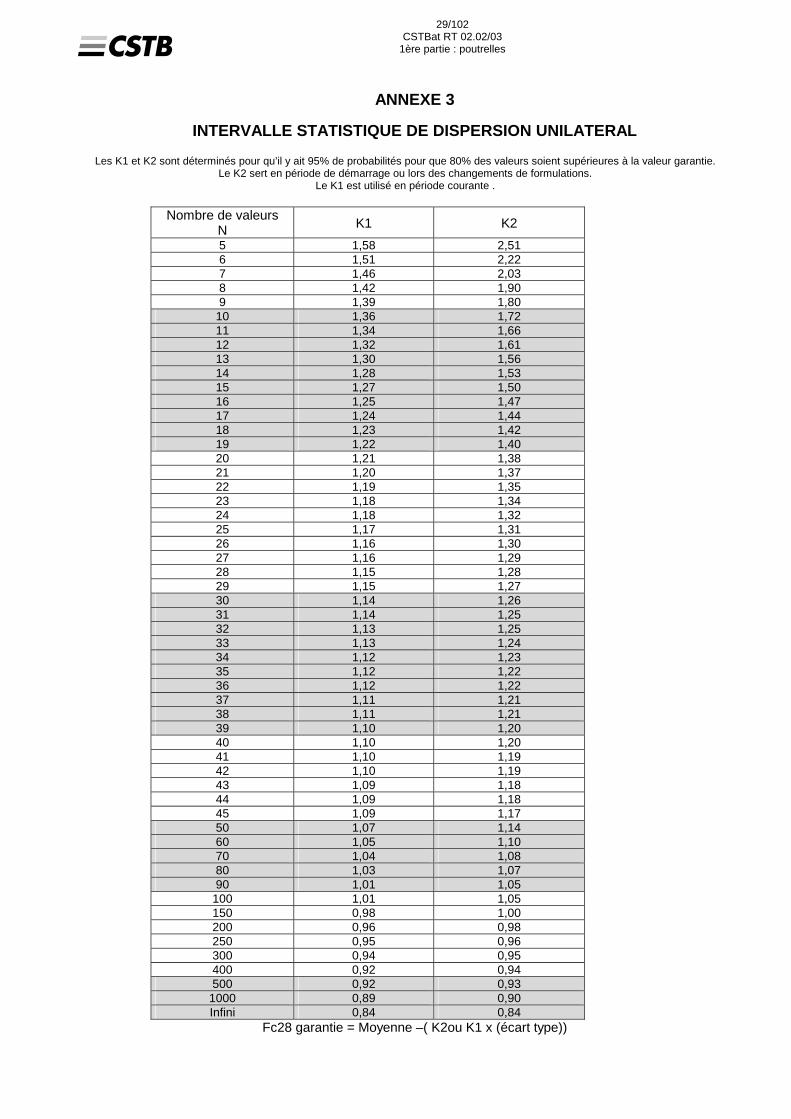
ANNEXE 3
INTERVALLE STATISTIQUE DE DISPERSION UNILATERAL
Les K1 et K2 sont déterminés pour qu’il y ait 95% de probabilités pour que 80% des valeurs soient supérieures à la valeur garantie. Le K2 sert en période de démarrage ou lors des changements de formulations.
Le K1 est utilisé en période courante .
Nombre de valeurs N K1 K2
5 1,58 2,51 6 1,51 2,22 7 1,46 2,03 8 1,42 1,90 9 1,39 1,80
10 1,36 1,72 11 1,34 1,66 12 1,32 1,61 13 1,30 1,56 14 1,28 1,53 15 1,27 1,50 16 1,25 1,47 17 1,24 1,44 18 1,23 1,42 19 1,22 1,40 20 1,21 1,38 21 1,20 1,37 22 1,19 1,35 23 1,18 1,34 24 1,18 1,32 25 1,17 1,31 26 1,16 1,30 27 1,16 1,29 28 1,15 1,28 29 1,15 1,27 30 1,14 1,26 31 1,14 1,25 32 1,13 1,25 33 1,13 1,24 34 1,12 1,23 35 1,12 1,22 36 1,12 1,22 37 1,11 1,21 38 1,11 1,21 39 1,10 1,20 40 1,10 1,20 41 1,10 1,19 42 1,10 1,19 43 1,09 1,18 44 1,09 1,18 45 1,09 1,17 50 1,07 1,14 60 1,05 1,10 70 1,04 1,08 80 1,03 1,07 90 1,01 1,05
100 1,01 1,05 150 0,98 1,00 200 0,96 0,98 250 0,95 0,96 300 0,94 0,95 400 0,92 0,94 500 0,92 0,93
1000 0,89 0,90 Infini 0,84 0,84
Fc28 garantie = Moyenne –( K2ou K1 x (écart type))
30/102 CSTBat RT 02.02/03
1ère partie : poutrelles
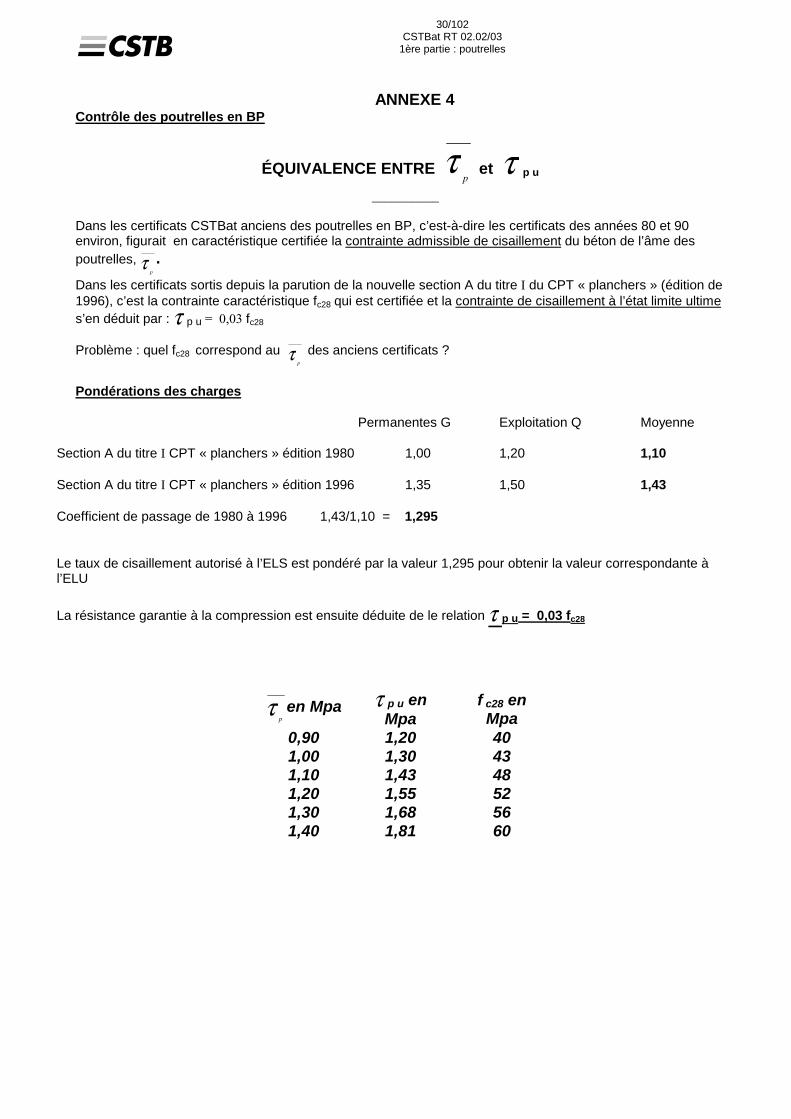
ANNEXE 4 Contrôle des poutrelles en BP
ÉQUIVALENCE ENTRE p
τ et τ p u
__________ Dans les certificats CSTBat anciens des poutrelles en BP, c’est-à-dire les certificats des années 80 et 90 environ, figurait en caractéristique certifiée la contrainte admissible de cisaillement du béton de l’âme des poutrelles,
pτ .
Dans les certificats sortis depuis la parution de la nouvelle section A du titre I du CPT « planchers » (édition de 1996), c’est la contrainte caractéristique fc28 qui est certifiée et la contrainte de cisaillement à l’état limite ultime s’en déduit par : τ p u = 0,03 fc28 Problème : quel fc28 correspond au
pτ des anciens certificats ?
Pondérations des charges
Permanentes G Exploitation Q Moyenne Section A du titre I CPT « planchers » édition 1980 1,00 1,20 1,10 Section A du titre I CPT « planchers » édition 1996 1,35 1,50 1,43 Coefficient de passage de 1980 à 1996 1,43/1,10 = 1,295 Le taux de cisaillement autorisé à l’ELS est pondéré par la valeur 1,295 pour obtenir la valeur correspondante à l’ELU La résistance garantie à la compression est ensuite déduite de le relation τ p u = 0,03 fc28
pτ en Mpa τ p u en
Mpa f c28 en Mpa
0,90 1,00 1,10 1,20 1,30 1,40
1,20 1,30 1,43 1,55 1,68 1,81
40 43 48 52 56 60
31/102 CSTBat RT 02.02/03
2ème partie : prédalles
DEUXIEME PARTIE
********
PREDALLES EN BETON PRECONTRAINT
Ce règlement se substitue à la deuxième partie du règlement technique des éléments de structure en béton
précontraint (RT 02.02/01 et / ou RT 02.02/04), et aux prescriptions de la section B du CPT plancher titre II
concernant les prédalles préfabriquées (éditions 1984 et 2000)
Approuvé par le Comité d’évaluation le 17 juin 2003 Mise en application le 1er janvier 2004
32/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
SOMMAIRE
1 - GENERALITES 1.1 Objet
1.2 Conditions d’application du Règlement Technique
1.3 Exigence de traçabilité 2 - CARACTERISTIQUES CERTIFIEES
2.1 Caractéristiques certifiées du béton Fcr
2.2 Caractéristiques certifiées du béton Fc 28 jours en MPa
2.3 Rugosité 3 - MODALITES ET FREQUENCES DES CONTRÔLES A EFFECTUER PAR LE FABRICANT
3.1 Généralités
3.2 Contrôle des matières premières
3.21 Granulats
3.211 Granulométrie
3.212 Equivalent de sable
3.22 Ciment
3.23 Adjuvants
3.24 Eau de gâchage
3.25 Armatures pour béton armé
3.26 Armatures pour béton précontraint
3.27 Crochets et Organes de levage
3.271 Les organes de levage
3.272 Autres dispositifs de levage
3.28 Panneaux isolants placés en sous face des prédalles
3.3 Contrôles en cours de fabrication
3.31 Armatures passives pour béton précontraint
3.311 Manutention
3.312 Positionnement
3.32 Armatures actives pour béton précontraint
3.321 Manutention
3.322 Positionnement
3.323 Mise en tension
3.324 Détension des armatures
3.325 Rentrée des armatures
3.326 Coupe des armatures
3.33 Béton
3.331 Composition du béton
3.332 Matériel de fabrication
3.333 Confection du béton
3.334 Manutention et mise en place du béton
3.335 Contrôle du béton frais
3.336 Traitement thermique du béton
3.337 Résistance en compression à la détension des armatures
3.338 Résistance des prédalles en béton armé
3.4 Contrôle des produits finis
3.41 Caractéristiques géométriques
3.411 Géométrie Béton
3.412 Géométrie des armatures visibles
3.42 Fissuration
33/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
3.5 Justification de la résistance du béton à 28 jours
3.6 Vérification du matériel de fabrication et de contrôle
3.61 Bancs
3.62 Matériels de fabrication et de contrôle
4 - MARQUAGE ET IDENTIFICATION 4.1 Marquage
4.2 Identification
5 - STOCKAGE ET TRANSPORT
6 - DOCUMENTS DE CONTRÔLE, REGISTRES D’ESSAIS
7 - COMPLEMENTS 7.1 Règles générales de la Certification
7.2 Recommandations de mise en œuvre
7.3 Règlement Particulier
ANNEXE 1 : Registres de contrôle
ANNEXE 2 : Exploitation des registres de contrôles (les contrôles statistiques et mesures d’écarts que doit pratiquer le fabricant)

34/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
1 - GENERALITES 1.1 Objet
Le présent Règlement Technique complète les éléments décrits dans les Règles Générales de la Certification CSTBat et les précise pour ce qui concerne un certain nombre de points comme les exploitations statistiques, les mesures d’écarts, la mise en place d’une organisation qualité, etc.... Il définit les conditions minimales et les modalités de contrôle de la fabrication des prédalles soumises à Avis Technique. Dans le cas où le système présenterait des conditions de contrôle particulières non prévues par ce Règlement, l’Avis Technique concerné et l’ensemble des documents de contrôle de production le spécifierait.
1.2 Conditions d’application du Règlement Technique
Les contrôles internes exercés par le fabricant ont pour but de s’assurer de la qualité des produits qu’il commercialise. L’ensemble de ces documents fait partie de l’EDCP de l’usine. Ensemble de documents de contrôle de production (validité par un groupe d’Expert défini par le CACES). Dans le cadre de la Certification CSTBat, ces contrôles représentent l’un des éléments fondamentaux de l’attribution et du maintien de la certification. Les prédalles concernées sont en béton précontraint.
1.3 Exigence de traçabilité
La traçabilité de la production doit être assurée. C’est l’un des points clés du contrôle. Chaque produit sorti d’usine doit pouvoir être identifié jusqu’au moment de son intégration dans l’ouvrage. L’ensemble des conditions de sa fabrication et du contrôle exigé par la certification doit pouvoir être retrouvé à partir de l’identification portée sur chaque prédalle. Il faut pouvoir retrouver la date de fabrication, la rotation, la piste et en déduire les armatures utilisées, les enregistrements thermiques (courbe d’étuvage), la composition du béton, l’équipe de fabrication, les résultats des contrôles du laboratoire.
2 - CARACTERISTIQUES CERTIFIEES
! Conformité aux spécifications de l’ Avis Technique
! Rugosité des surfaces des prédalles permettant une contrainte de cisaillement admissible (à l’ ELU, état limite ultime) à l’interface prédalles – béton coulé en œuvre.
! Résistance caractéristique à la compression du béton Fcr en Mpa à la mise en précontrainte pour chaque type de prédalle.
! Résistance garantie à la compression du béton Fc28 en Mpa pour chaque type de prédalle.
2.1 Caractéristiques certifiées du béton Fcr Sur le certificat figure le Fcr seuil de résistance certifié (en Mpa). Ce Fcr choisi par composition béton doit permettre de réaliser des prédalles définies avec : une épaisseur, un nombre de fil de précontrainte maxi, un enrobage (d’) de ces fils de précontrainte, un temps d’étuvage. Les éprouvettes béton servant à vérifier le Fcr, sont généralement cubiques de dimension 10x10x10 cm.
2.2 Caractéristiques certifiées du béton Fc 28 jours en MPa Béton certifié à 30 Mpa Béton certifié > à 30 Mpa (voir article 3.5)
35/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
2.3 Rugosité
Afin de valider la rugosité de surface des prédalles, chaque usine conservera un élément témoin du crantage qui aura été soumis au CACES à l’aide d’une photo.
3 - MODALITES ET FREQUENCES DES CONTRÔLES A EFFECTUER PAR LE FABRICANT 3.1 Généralités
Dans le cadre de la Certification, le fabricant exerce en permanence des contrôles qui ont pour objet d’assurer la conformité des éléments fabriqués à la Commande, à l’Avis Technique de référence et aux caractéristiques certifiées indiquées dans le Certificat délivré par le CSTB à l’industriel. Ces contrôles portent sur :
• les matières premières
• la fabrication et les matériels
• les produits finis Le fabricant doit avoir mis en place des moyens humains, matériels et organisationnels pour satisfaire à ses propres exigences. Les contrôles indiqués ci-dessous sont des minima, aussi bien dans leur contenu, que dans leur fréquence. Le contrôle interne doit être en place depuis au moins trois mois avant l’instruction de la demande de certification au CSTB. Le Règlement Particulier définit les éléments exigés au moment de la demande
3.2 Contrôle des matières premières
3.21 Granulats 3.211 Granulométrie
• Fuseau granulaire : Pour chaque granulat entrant dans la composition des bétons concernés, le fabricant a établi le fuseau dans lequel doit se tenir la représentation de chaque granulat afin de connaître les limites d’acceptation ou de refus des livraisons.
• Analyse granulométrique :
Il est effectué par le fabricant ou son fournisseur, au moins une analyse granulométrique par semaine (conduite selon les prescriptions de la norme XPP 18 540 d’octobre 1997 ou autre norme reconnue équivalente) pour chaque catégorie de granulats et à chaque changement de provenance. Les résultats de l’ensemble de ces analyses figurent toujours dans les registres.
3.212 Equivalent de sable
Pour chaque sable le fabricant a défini la limite inférieure de l’ES. Il est effectué (par le fabricant ou son fournisseur) au moins un équivalent de sable par mois (conduit selon les prescriptions de la NF EN 933-8) pour chaque sable et à chaque changement de provenance. Les résultats de l’ensemble de ces analyses figurent toujours dans les registres.
3.22 Ciment
Le ciment utilisé doit être conforme à la norme NF EN 197 de février 2001 et certifié dans le cadre de la marque NF liants hydrauliques ou autre certification reconnue équivalente. Le fabricant conserve dans ses registres la fiche technique correspondant au(x) ciment(s) utilisé(s) ainsi que les résultats d’essais fournis mensuellement par le cimentier et indiquant au moins les caractéristiques physico-chimiques et les résistances mécaniques.
36/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
3.23 Adjuvants
Les adjuvants utilisés doivent être conformes aux normes NF EN 934 du 2 septembre 2002 et NF EN 934-6 de mai 2002 et admis à la marque NF. Adjuvant pour béton mortiers et coulis, produits de cure ou autre certification reconnue équivalente. Ils doivent être stockés hors gel.
3.24 Eau de gâchage
L’eau utilisée doit être conforme à la norme XP P 18-303 d’août 1999 ou autre norme reconnue équivalente. Les eaux de puits ou de forage doivent faire l’objet d’une analyse chimique une fois par an L’analyse n’est pas nécessaire en cas d’utilisation de l’eau du réseau.
3.25 Armatures passives
Les armatures utilisées doivent être conformes aux normes de la série NF A 35 et bénéficier d’une certification NF définie par l’AFCAB ou autres certifications reconnues équivalentes. Les armatures en acier à haute adhérence pour BA et les treillis soudés doivent bénéficier d’une fiche de certification NF AFCAB (qui indique également leur éventuelle aptitude au soudage). Les armatures de flexion (ou armatures complémentaires en BP) sont de type :
• Fe E 235, Fe E 400,
• Fe E 500, Treillis soudé
• Armatures de précontrainte passives. Les armatures d’effort tranchant sont de type Fe E 400, Fe E 500. Les soudures des grecques ou raidisseurs de couture comportant un acier filant soudé aux boucles, ceux-ci doivent être essayés par traction ou cisaillement jusqu’à la rupture, à raison de 5 soudures par lot de fabrication. Ces essais peuvent être effectués par le fournisseur. Ces armatures sont stockées de manière à éviter toutes salissures ou corrosions anormales.
3.26 Armatures pour béton précontraint Les armatures de précontrainte utilisées sont choisies parmi les torons et les fils autres que ronds lisses. Elles sont en acier à haute résistance et bénéficient d’une homologation ou d’une autorisation de fourniture de la Commission Interministérielle de la Précontrainte. Le fabricant conserve dans ses registres les fiches d’homologation ainsi que les bordereaux de livraison des fournisseurs (date, numéro et composition du lot, quantité livrée) et les diagrammes d’effort-allongement (indiquant les valeurs extrêmes de la charge à la limite conventionnelle d’élasticité du lot de production dont fait partie le lot de livraison). Le fabricant doit pouvoir retrouver facilement les caractéristiques des armatures utilisées pour chaque produit fabriqué. Ces armatures doivent être convenablement stockées, à l’abri (si possible dans un local couvert ou sous bâche) et sans contact avec le sol. Elles doivent être protégées de la corrosion, des salissures, des chocs, des étincelles de soudage. Les valeurs théoriques d’allongement doivent être clairement identifiables à partir des informations données par le fournisseur.
3.27 Boucles et Organes de levage Les boucles de levage doivent être conformes aux spécifications du chapitre VIII.2.2 du fascicule 65A. Ils sont en acier rond lisse de nuance Fe E 235. Les organes de levage doivent être employés selon le cahier des charges du fabricant et conformes aux stipulations de l’OPPBTP (fiches pratiques) lorsqu’elles existent L’emplacement théorique des boucles de levage, forme et diamètre, doit être indiqué sur la fiche de fabrication.

37/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
Il n’est envisagé ici qu'une manutention à plat des prédalles. Pour les autres cas de manutention, des règles doivent être définies notamment en matière de sécurité.
3.271 Les organes de levage doivent répondre aux spécifications particulières qui suivent :
- Chaque boucle de levage doit être ancrée sous les armatures principales, enserrer l'une d'elle et être liée à ces dernières. Lorsqu'il n'est pas possible pour une boucle de levage d'enserrer une armature principale, il convient de prévoir à cet emplacement une armature d'au moins 1 m de longueur.
3.272 D'autres dispositifs de levage présentant des garanties équivalentes peuvent être admis, sur justification, dans le cadre des Avis Techniques.
Dans le cas des prédalles avec raidisseurs, leur manutention peut se faire en utilisant directement les raidisseurs comme organe de levage.
- Les raidisseurs doivent être certifiés CSTBat ou certification reconnue équivalente ce qui garantie notamment la résistance des soudures.
- Les crochets de levage doivent être impérativement passés à l’intérieur des boucles formées par les diagonales des raidisseurs (sauf boucles d’extrémité).
3.3 Contrôles en cours de fabrication
3.31 Armatures pour béton armé (ou armatures passives pour béton précontraint) 3.311 Manutention
Les manutentions entre le lieu de stockage des armatures et leur mise en place dans le moule ne doivent pas altérer les qualités techniques et dimensionnelles des armatures.
3.312 Positionnement
Les armatures doivent être positionnées conformément aux dessins d’exécution (qui doivent eux mêmes respecter les conditions minimales d’enrobage toutes tolérances épuisées) et maintenues de façon à assurer le respect des tolérances. Les tolérances sur les positions des armatures sont :
⇒ Armatures longitudinales et/ou raidisseurs pour prédalles :
longitudinalement : ± 100 mm transversalement : ± 100 mm verticalement : ± 5 mm
⇒ Armatures de répartition, aciers de couture et boucles de levage:
Le contrôle consiste à vérifier une fois par jour, sur une prédalle au moins, si leur nombre est suffisant et si leur positionnement et leur fixation sont corrects (ligature aux armatures tendues et passage sous les armatures longitudinales en ce qui concerne les boucles)
38/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
Ce contrôle est effectué avant coulage pour les armatures qui ne sont plus visibles après bétonnage, par une personne habilitée. Ce contrôle est matérialisé par un visa pour chaque banc fabriqué.
3.32 Armatures actives pour béton précontraint
3.321 Manutention
Les manutentions entre le lieu de stockage des armatures et leur mise en place dans le moule ne doivent pas altérer les qualités techniques des armatures.
3.322 Mise en tension
Un relevé de la tension appliquée aux aciers doit être effectué au moins une fois par cycle et par banc sur une armature ou groupe d’armatures. Un contrôle supplémentaire doit de plus être effectué simultanément par une mesure d’allongement sur au minimum une armature. Les consignes de sécurité requises (notamment les prescriptions de l’OPPBTP). ; doivent être respectées. Unifilaire : Le vérin de mise en tension est équipé d’un automatisme réglable donnant l’arrêt de la mise en tension lorsque la pression correspondante est atteinte. La force du vérin doit être étalonnée régulièrement (au moins une fois par an) par un organisme habilité de manière à disposer d’une courbe de correspondance entre la force délivrée et la pression indiquée au manomètre et vérifiée au moins une fois par trimestre avec un dispositif de référence approprié (manomètre étalon, dynamomètre ou une cellule hydraulique) Globale : L’ouverture des vérins et la longueur de coupe des armatures doivent être déterminées en fonction des paramètres de la fabrication : longueur des bancs, clavettes, flou, dépassements derrière les clavettes et par la longueur d’allongement théorique du lot d’acier utilisé. Le ou les vérins de mise en tension doivent être équipés de manomètres étalonnés au moins une fois par an par un organisme habilité et une fois par trimestre par l�usine avec un dispositif de référence approprié. Ces manomètres doivent permettre d�effectuer la lecture des pressions avec les erreurs maximales suivantes : fidélité ± 1% de la charge appliquée, justesse ± 4% de la charge appliquée. La tension peut également être vérifiée avec un tensiomètre pour les aciers ronds crantés. Vérification de l’allongement A titre d’exemple on peut procéder :
• sur toute la longueur du banc • sur 10 m en traçant sur l’armature deux points distants de 10 m (repérés au ruban adhésif ou par
une marque de peinture ou par tout autre moyen) sous réserve de respecter la précision ci-dessous ; La précision sur la mesure de l’allongement des armatures est de ± 3 % L’écart entre les mesures de tension et d’allongement ne doit pas excéder 7 %.
Reproductibilité Le fabricant fournit un moyen pour s’assurer que toutes les armatures sont tendues à la bonne tension par tout procédé qu’il juge approprié et qui assure la traçabilité exigée.
3.323 Détension des armatures
Le relâchement brutal par sectionnement des armatures est interdit.
39/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
Le relâchement doit être effectué simultanément et progressivement pour toutes les armatures. Les consignes de sécurité requises (notamment les prescriptions de l’OPPBTP) ; doivent être respectées. 3.324 Rentrée des armatures
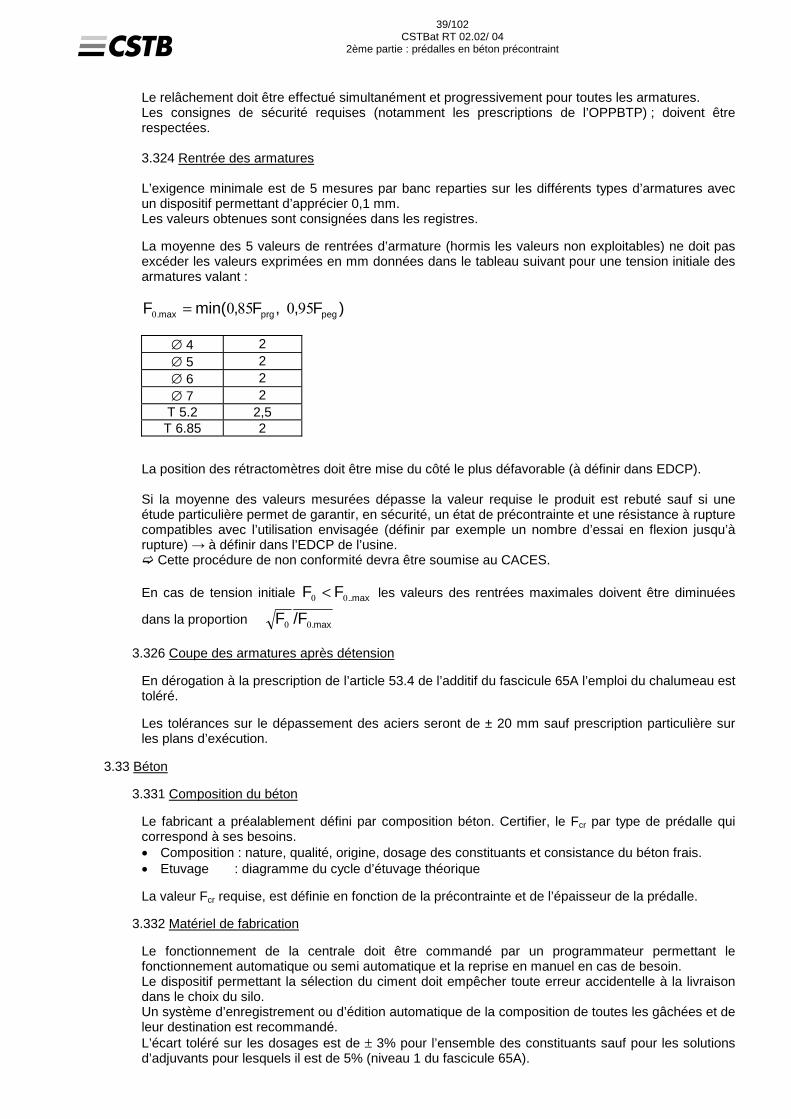
L’exigence minimale est de 5 mesures par banc reparties sur les différents types d’armatures avec un dispositif permettant d’apprécier 0,1 mm. Les valeurs obtenues sont consignées dans les registres. La moyenne des 5 valeurs de rentrées d’armature (hormis les valeurs non exploitables) ne doit pas excéder les valeurs exprimées en mm données dans le tableau suivant pour une tension initiale des armatures valant :
F F Fprg peg0 0 85 0 95.max min( , , , )=
∅ 4 2 ∅ 5 2 ∅ 6 2 ∅ 7 2
T 5.2 2,5 T 6.85 2
La position des rétractomètres doit être mise du côté le plus défavorable (à définir dans EDCP). Si la moyenne des valeurs mesurées dépasse la valeur requise le produit est rebuté sauf si une étude particulière permet de garantir, en sécurité, un état de précontrainte et une résistance à rupture compatibles avec l’utilisation envisagée (définir par exemple un nombre d’essai en flexion jusqu’à rupture) → à définir dans l’EDCP de l’usine. ! Cette procédure de non conformité devra être soumise au CACES.
En cas de tension initiale F F0 0< ..max les valeurs des rentrées maximales doivent être diminuées
dans la proportion F F0 0/ .max
3.326 Coupe des armatures après détension
En dérogation à la prescription de l’article 53.4 de l’additif du fascicule 65A l’emploi du chalumeau est toléré. Les tolérances sur le dépassement des aciers seront de ± 20 mm sauf prescription particulière sur les plans d’exécution.
3.33 Béton
3.331 Composition du béton
Le fabricant a préalablement défini par composition béton. Certifier, le Fcr par type de prédalle qui correspond à ses besoins. • Composition : nature, qualité, origine, dosage des constituants et consistance du béton frais. • Etuvage : diagramme du cycle d’étuvage théorique La valeur Fcr requise, est définie en fonction de la précontrainte et de l’épaisseur de la prédalle.
3.332 Matériel de fabrication
Le fonctionnement de la centrale doit être commandé par un programmateur permettant le fonctionnement automatique ou semi automatique et la reprise en manuel en cas de besoin. Le dispositif permettant la sélection du ciment doit empêcher toute erreur accidentelle à la livraison dans le choix du silo. Un système d’enregistrement ou d’édition automatique de la composition de toutes les gâchées et de leur destination est recommandé. L’écart toléré sur les dosages est de ± 3% pour l’ensemble des constituants sauf pour les solutions d’adjuvants pour lesquels il est de 5% (niveau 1 du fascicule 65A).

40/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
3.333 Confection du béton
Le fabricant doit réunir les moyens propres à s’assurer de la conformité du béton à la composition déterminée. Il doit s’assurer en permanence du bon fonctionnement des installations de dosage des différents constituants du béton (ciment, granulats, eau, adjuvants). La teneur en eau doit être ajustée en permanence de façon à obtenir une consistance régulière.
3.334 Manutention et mise en place du béton
Les modalités de la manutention ne doivent pas provoquer de ségrégation. La vibration, préalablement étudiée doit être effectuée avec soin.
3.335 Contrôle du béton frais
Le fabricant doit établir le fuseau enveloppe à l’intérieur duquel chaque type de béton doit se trouver. Une analyse granulométrique de conformité doit être effectuée une fois par mois et une mesure de la teneur en eau doit être effectuée une fois par semaine sur une des compositions béton utilisées.
3.336 Traitement thermique du béton
Les cycles de traitement thermique préalablement définis sont programmés. Une vérification du cycle réel est effectuée grâce à des sondes placées à proximité immédiate de la surface du béton. Les registres comportent au moins le relevé de la durée du traitement et celui des températures en palier. Les contrôles permanents (enregistrements) sont joints aux registres de contrôle.
3.337 Résistance en compression à la détension des armatures
Le fabricant confectionne 3 éprouvettes par banc (le béton est pris dans la dernière gâchée complète. Le traitement thermique et le mode de vibration doivent être effectuées suivant les modalités aussi voisines que possibles de celles appliquées à la fabrication des prédalles. Ces éprouvettes sont de préférence des cubes 10 x 10 x 10. Elles sont pesées avant écrasement. D’autres types d’éprouvettes sont admis dont la correspondance avec les cubes est donnée dans le tableau suivant :
Rapport résistance cylindre 16x32/cube à la détension à 28 jours
Cubes (mm) 100x100 0,83 0,90
Cubes (mm) 141x141 0,87 0,92
Cubes (mm) 150x150 0,875 0,925
Cubes (mm) 158x158 0,88 0,93
Cubes (mm) 200x200 0,90 0,95
Rapport résistance cylindre/cylindre
Cylindres (mm)110x220 1,02 1,02
Cylindres (mm)150x300 1,00 1,00
Cylindres (mm) 160x320 1,00 1,00
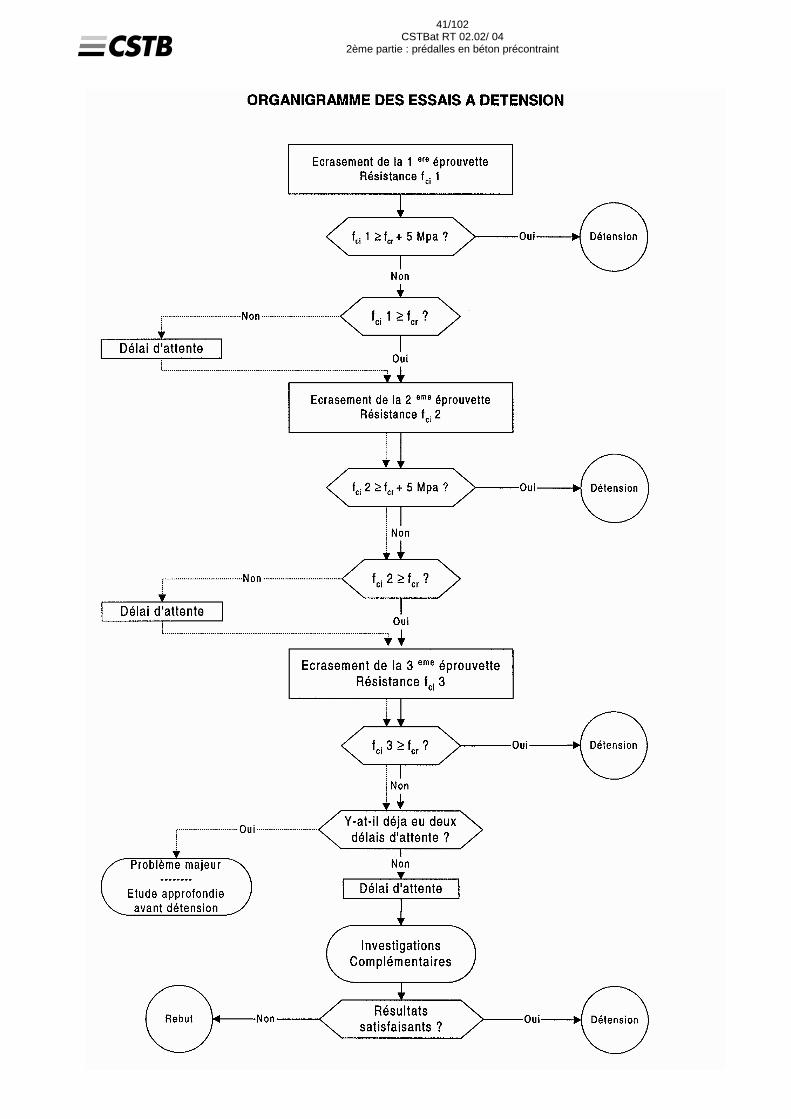
Les résistances obtenues sur chaque éprouvette sont appelées fci en MPa. La résistance moyenne obtenue sur le lot de 3 éprouvettes est appelée fc. Lorsque le cycle d’étuvage prévu est terminé la mise en précontrainte peut être effectuée si le seuil de résistance requis fcr est atteint. La vérification est effectuée en suivant l’organigramme ci-après. Les essais de compression doivent être réalisés suivant la norme NF EN 12390-2 de février 2003.
41/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
42/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
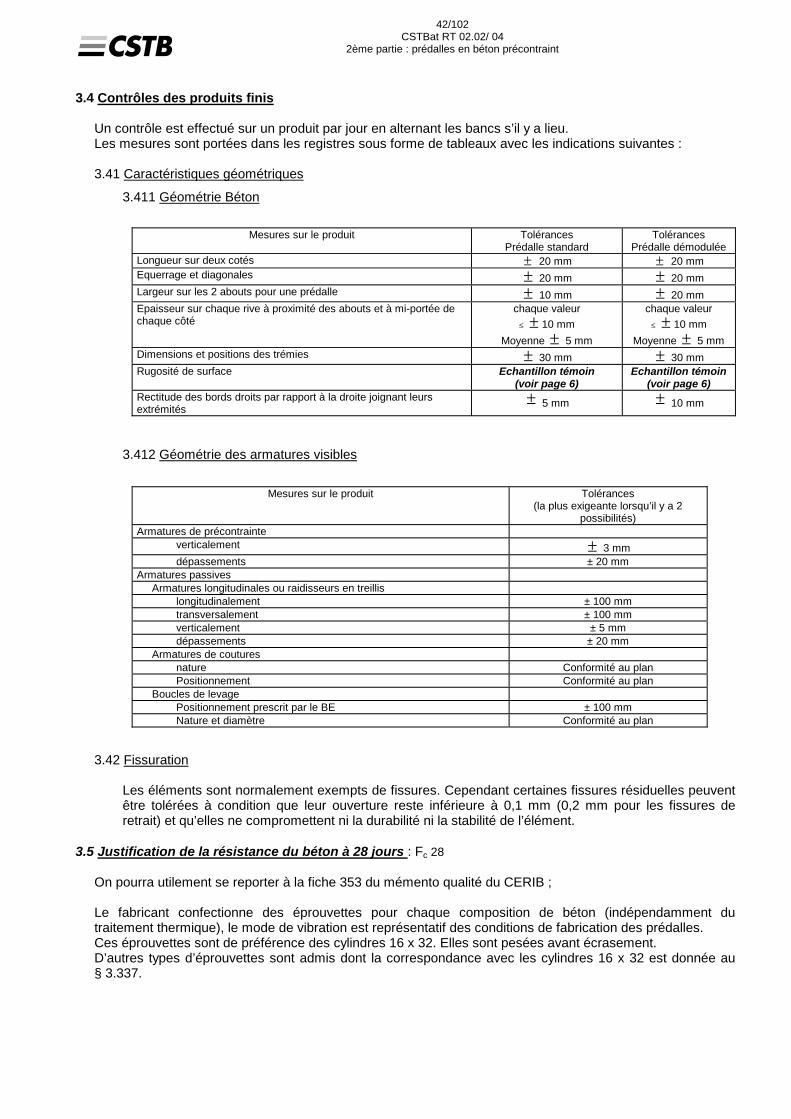
3.4 Contrôles des produits finis Un contrôle est effectué sur un produit par jour en alternant les bancs s’il y a lieu. Les mesures sont portées dans les registres sous forme de tableaux avec les indications suivantes : 3.41 Caractéristiques géométriques
3.411 Géométrie Béton
Mesures sur le produit Tolérances
Prédalle standard Tolérances
Prédalle démodulée Longueur sur deux cotés ± 20 mm ± 20 mm Equerrage et diagonales ± 20 mm ± 20 mm Largeur sur les 2 abouts pour une prédalle ± 10 mm ± 20 mm Epaisseur sur chaque rive à proximité des abouts et à mi-portée de chaque côté
chaque valeur
≤ ± 10 mm
Moyenne ± 5 mm
chaque valeur
≤ ± 10 mm
Moyenne ± 5 mm Dimensions et positions des trémies ± 30 mm ± 30 mm Rugosité de surface Echantillon témoin
(voir page 6) Echantillon témoin
(voir page 6) Rectitude des bords droits par rapport à la droite joignant leurs extrémités
± 5 mm ± 10 mm
3.412 Géométrie des armatures visibles
Mesures sur le produit
Tolérances (la plus exigeante lorsqu’il y a 2
possibilités) Armatures de précontrainte verticalement ± 3 mm dépassements ± 20 mm Armatures passives Armatures longitudinales ou raidisseurs en treillis longitudinalement ± 100 mm transversalement ± 100 mm verticalement ± 5 mm dépassements ± 20 mm Armatures de coutures nature Conformité au plan Positionnement Conformité au plan Boucles de levage Positionnement prescrit par le BE ± 100 mm Nature et diamètre Conformité au plan
3.42 Fissuration
Les éléments sont normalement exempts de fissures. Cependant certaines fissures résiduelles peuvent être tolérées à condition que leur ouverture reste inférieure à 0,1 mm (0,2 mm pour les fissures de retrait) et qu’elles ne compromettent ni la durabilité ni la stabilité de l’élément.
3.5 Justification de la résistance du béton à 28 jours : Fc 28
On pourra utilement se reporter à la fiche 353 du mémento qualité du CERIB ; Le fabricant confectionne des éprouvettes pour chaque composition de béton (indépendamment du traitement thermique), le mode de vibration est représentatif des conditions de fabrication des prédalles. Ces éprouvettes sont de préférence des cylindres 16 x 32. Elles sont pesées avant écrasement. D’autres types d’éprouvettes sont admis dont la correspondance avec les cylindres 16 x 32 est donnée au § 3.337.
43/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
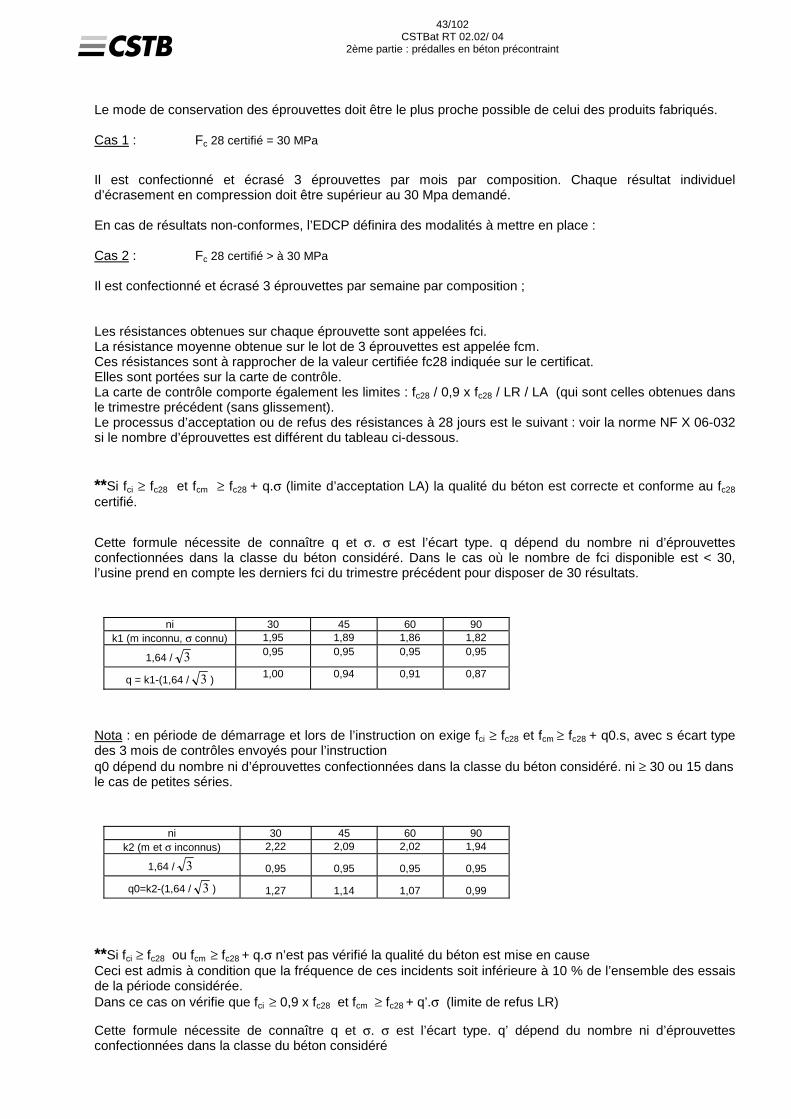
Le mode de conservation des éprouvettes doit être le plus proche possible de celui des produits fabriqués. Cas 1 : Fc 28 certifié = 30 MPa Il est confectionné et écrasé 3 éprouvettes par mois par composition. Chaque résultat individuel d’écrasement en compression doit être supérieur au 30 Mpa demandé. En cas de résultats non-conformes, l’EDCP définira des modalités à mettre en place : Cas 2 : Fc 28 certifié > à 30 MPa Il est confectionné et écrasé 3 éprouvettes par semaine par composition ; Les résistances obtenues sur chaque éprouvette sont appelées fci. La résistance moyenne obtenue sur le lot de 3 éprouvettes est appelée fcm. Ces résistances sont à rapprocher de la valeur certifiée fc28 indiquée sur le certificat. Elles sont portées sur la carte de contrôle. La carte de contrôle comporte également les limites : fc28 / 0,9 x fc28 / LR / LA (qui sont celles obtenues dans le trimestre précédent (sans glissement). Le processus d’acceptation ou de refus des résistances à 28 jours est le suivant : voir la norme NF X 06-032 si le nombre d’éprouvettes est différent du tableau ci-dessous. **Si fci ≥ fc28 et fcm ≥ fc28 + q.σ (limite d’acceptation LA) la qualité du béton est correcte et conforme au fc28 certifié.
Cette formule nécessite de connaître q et σ. σ est l’écart type. q dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré. Dans le cas où le nombre de fci disponible est < 30, l’usine prend en compte les derniers fci du trimestre précédent pour disposer de 30 résultats.
ni 30 45 60 90 k1 (m inconnu, σ connu) 1,95 1,89 1,86 1,82
1,64 / 3 0,95 0,95 0,95 0,95
q = k1-(1,64 / 3 ) 1,00 0,94 0,91 0,87
Nota : en période de démarrage et lors de l’instruction on exige fci ≥ fc28 et fcm ≥ fc28 + q0.s, avec s écart type des 3 mois de contrôles envoyés pour l’instruction q0 dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré. ni ≥ 30 ou 15 dans le cas de petites séries.
ni 30 45 60 90 k2 (m et σ inconnus) 2,22 2,09 2,02 1,94
1,64 / 3 0,95 0,95 0,95 0,95
q0=k2-(1,64 / 3 ) 1,27 1,14 1,07 0,99
**Si fci ≥ fc28 ou fcm ≥ fc28 + q.σ n’est pas vérifié la qualité du béton est mise en cause Ceci est admis à condition que la fréquence de ces incidents soit inférieure à 10 % de l’ensemble des essais de la période considérée. Dans ce cas on vérifie que fci ≥ 0,9 x fc28 et fcm ≥ fc28 + q’.σ (limite de refus LR)
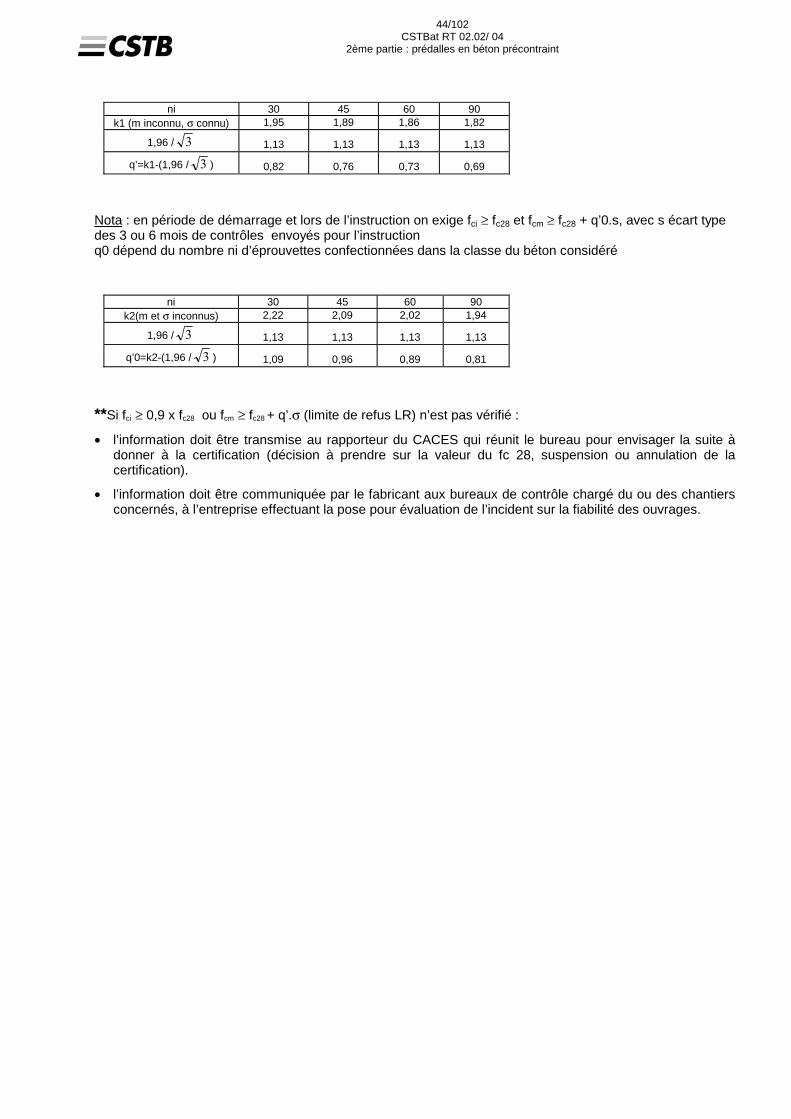
Cette formule nécessite de connaître q et σ. σ est l’écart type. q’ dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré
44/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
ni 30 45 60 90
k1 (m inconnu, σ connu) 1,95 1,89 1,86 1,82
1,96 / 3 1,13 1,13 1,13 1,13
q’=k1-(1,96 / 3 ) 0,82 0,76 0,73 0,69
Nota : en période de démarrage et lors de l’instruction on exige fci ≥ fc28 et fcm ≥ fc28 + q’0.s, avec s écart type des 3 ou 6 mois de contrôles envoyés pour l’instruction q0 dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré
ni 30 45 60 90 k2(m et σ inconnus) 2,22 2,09 2,02 1,94
1,96 / 3 1,13 1,13 1,13 1,13
q’0=k2-(1,96 / 3 ) 1,09 0,96 0,89 0,81
**Si fci ≥ 0,9 x fc28 ou fcm ≥ fc28 + q’.σ (limite de refus LR) n’est pas vérifié :
• l’information doit être transmise au rapporteur du CACES qui réunit le bureau pour envisager la suite à donner à la certification (décision à prendre sur la valeur du fc 28, suspension ou annulation de la certification).
• l’information doit être communiquée par le fabricant aux bureaux de contrôle chargé du ou des chantiers concernés, à l’entreprise effectuant la pose pour évaluation de l’incident sur la fiabilité des ouvrages.

45/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
46/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
3.6 Vérification du matériel de fabrication et de contrôle
3.61 Bancs
La qualité des pistes doit être telle qu’elle permette d’obtenir des produits satisfaisants en dimensionnel, aspect et traitement thermique.
• Planéité, alignement et jonctions du fond et des rives
• Aptitude au service des dispositifs de chauffage et de régulation.
La planéité des bancs et leur état de surface doivent être vérifiés deux fois par an et en cas de doutes.
Exigences : les flèches mesurées ne doivent pas dépasser 1 mm sous un réglet de 20 cm, ni 4 mm sous une règle de 2 m, quelle que soit la position de ces règles sur la surface des bancs.
3.62 Matériels de fabrication et de contrôle
Matériels concernés Fréquence de l’autocontrôle Fréquence de vérification par un
organisme accrédité au réétalonnage Matériels de pesage des constituants du béton
(centrale à béton) Semestrielle Annuelle
Matériels de mise en tension des armatures (manométres des vérins)
Trimestrielle Annuelle
Matériel de vérification (cellules, pressographes) - Annuelle Matériels de traitement thermique Annuelle -
Matériels de laboratoire (presses,etc...) - Annuelle Mètres - Mètres de classe 2
4 MARQUAGE ET IDENTIFICATION 4.1 Marquage
100 % des produits certifiés sont marqués avec le logo CSTBat plus numéro de certificat. Chaque produit doit porter : le numéro du certificat CSTBat de l’usine productrice
4.2 Identification
Pour tenir compte de l’exigence de traçabilité, le fabricant prend toutes dispositions pour que le plan de pose permette de retrouver le repère d’identification de chaque produit avant sa mise en oeuvre et donc de retrouver toutes les informations concernant sa fabrication et son contrôle, (même s’il s’agit de produits strictement identiques). De même le fabricant prend toutes dispositions pour que le repérage des produits par étiquettes soit parfaitement homogène avec celui du plan de pose.
5 - STOCKAGE ET TRANSPORT
Le fabricant prend toutes dispositions pour que les produits soient convenablement stockés en usine. Il fournit les spécifications particulières nécessaires au transporteur et au chantier.
6 - DOCUMENTS DE CONTRÔLE, REGISTRES D’ESSAIS Le CSTB propose des feuilles types pour les registres dont les fabricants sont tenus de se rapprocher le plus possible. Le CSTB propose des grilles adaptées pour les exploitations des registres en : statistiques, mesures d’écarts, etc... dont les fabricants sont tenus de se rapprocher le plus possible. Les registres et leur exploitation peuvent être informatisés.
47/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
7 - COMPLEMENTS 7.1 Règles Générales de la Certification
L’annexe 1 des Règles Générales de la Certification CSTBat des produits du bâtiment fixe les dispositions minimales que le demandeur d’un certificat CSTBat doit avoir mis en place en matière de système de contrôle de production en usine. Le fabricant doit pouvoir apporter en permanence la preuve de l’existence et de l’efficacité du système de contrôle de sa production.
Ces dispositions minimales concernent :
• Responsabilité
• Maîtrise des documents
• Opérations de contrôle
• Personnel, installations et équipements
• Essais
• Enregistrement des résultats de contrôle
• Traitement des produits non conformes
• Traçabilité
• Réclamations et traitement
7.2 Recommandations de mise en oeuvre
Le fabricant est tenu de rédiger et de diffuser une note de recommandations relative à la mise en oeuvre des produits objets de la commande.
7.3 Règlement Particulier
Se reporter au Règlement Technique RP/02/01.
48/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
ANNEXE 1 REGISTRES DE CONTRÔLES
REGISTRES DE CONTROLES
DES PREDALLES EN BETON PRECONTRAINT
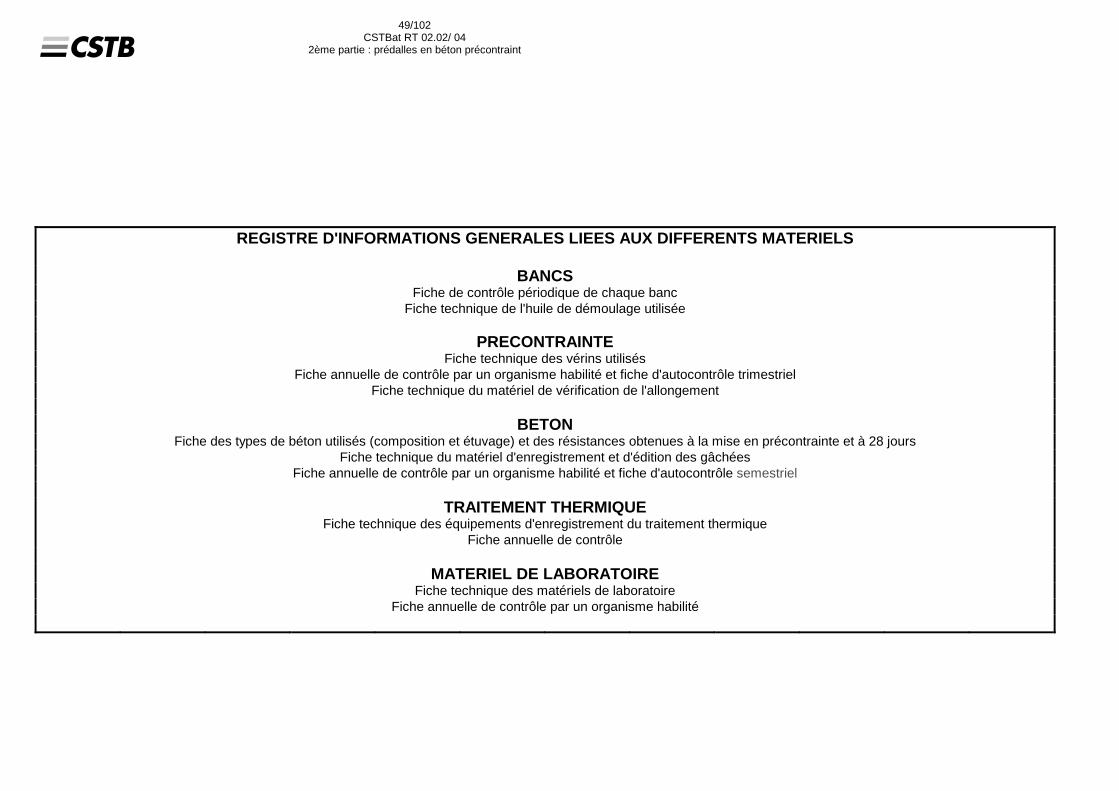
49/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
REGISTRE D'INFORMATIONS GENERALES LIEES AUX DIFFERENTS MATERIELS
BANCS Fiche de contrôle périodique de chaque banc
Fiche technique de l'huile de démoulage utilisée
PRECONTRAINTE Fiche technique des vérins utilisés
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel Fiche technique du matériel de vérification de l'allongement
BETON
Fiche des types de béton utilisés (composition et étuvage) et des résistances obtenues à la mise en précontrainte et à 28 jours Fiche technique du matériel d'enregistrement et d'édition des gâchées
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle semestriel
TRAITEMENT THERMIQUE Fiche technique des équipements d'enregistrement du traitement thermique
Fiche annuelle de contrôle
MATERIEL DE LABORATOIRE Fiche technique des matériels de laboratoire
Fiche annuelle de contrôle par un organisme habilité
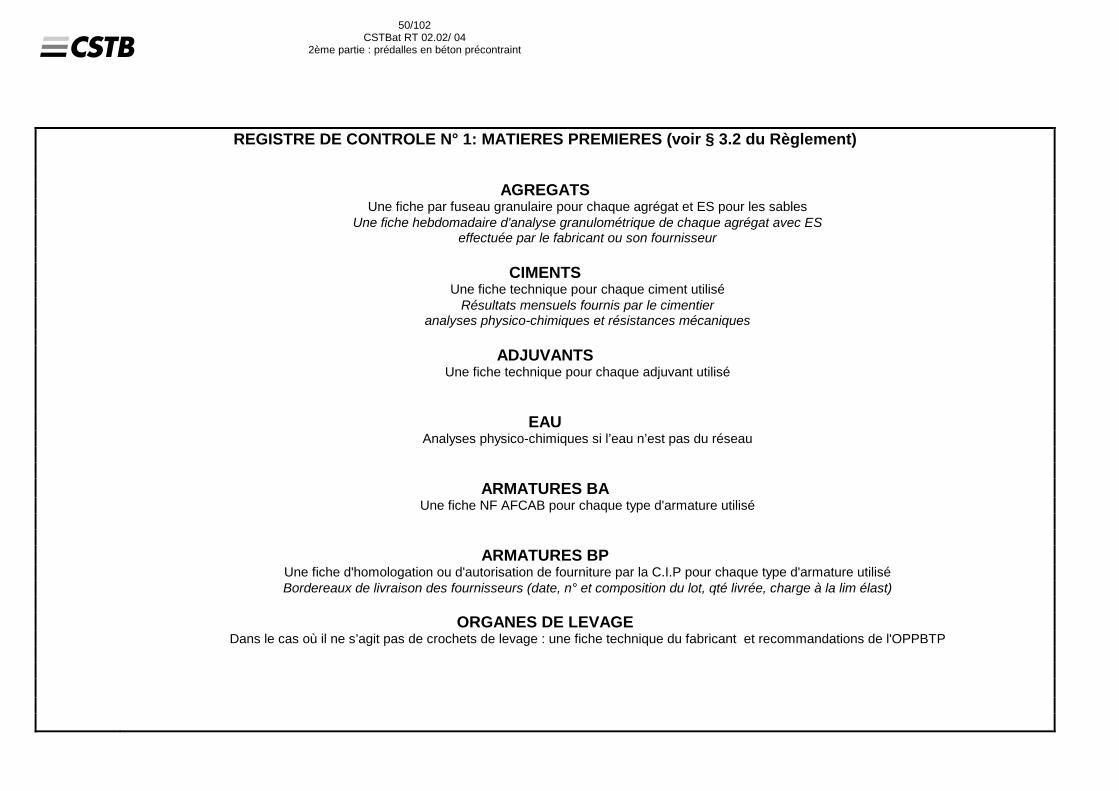
50/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
REGISTRE DE CONTROLE N° 1: MATIERES PREMIERES (voir § 3.2 du Règlement)
AGREGATS Une fiche par fuseau granulaire pour chaque agrégat et ES pour les sables Une fiche hebdomadaire d'analyse granulométrique de chaque agrégat avec ES
effectuée par le fabricant ou son fournisseur
CIMENTS Une fiche technique pour chaque ciment utilisé Résultats mensuels fournis par le cimentier
analyses physico-chimiques et résistances mécaniques
ADJUVANTS Une fiche technique pour chaque adjuvant utilisé
EAU Analyses physico-chimiques si l’eau n’est pas du réseau
ARMATURES BA Une fiche NF AFCAB pour chaque type d'armature utilisé
ARMATURES BP Une fiche d'homologation ou d'autorisation de fourniture par la C.I.P pour chaque type d'armature utilisé Bordereaux de livraison des fournisseurs (date, n° et composition du lot, qté livrée, charge à la lim élast)
ORGANES DE LEVAGE Dans le cas où il ne s’agit pas de crochets de levage : une fiche technique du fabricant et recommandations de l'OPPBTP

51/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
REGISTRE DE CONTROLE N° 2.1: EN COURS DE FABRICATION (voir § 3.3 du Règlement)
PISTE N° SEMAINE N° Contrôles journaliers sur chaque cycle de chaque piste
Mise en tension Date et N° banc Type armature Tension requise Tension
mesurée Allongement
requis Allongt mesuré Ecart toléré Ecart réel
--/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N°
Béton
Date et N° banc Type béton Fcr requis Fci1 obtenu Fci2 obtenu Fci3 obtenu Fc (moyenne)
--/--/-- N°
--/--/-- N°
--/--/-- N°
--/--/-- N°
Dosage en eau
Les valeurs Fcr,Fci et Fc sont ramenées à l'éprouvette 10 x 10 x 10
Les enregistrements des traitements thermiques sont joints Les enregistrements de la composition des gâchées peuvent être retrouvés facilement
Une analyse granulométrique du béton frais est effectuée une fois par mois et jointe au registre
Rentrées d'armatures Date et N° banc Rentrée admise Rentrée 1 Rentrée 2 Rentrée 3 Rentrée 4 Rentrée 5 Rentrée
moyenne Ecart
--/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N°
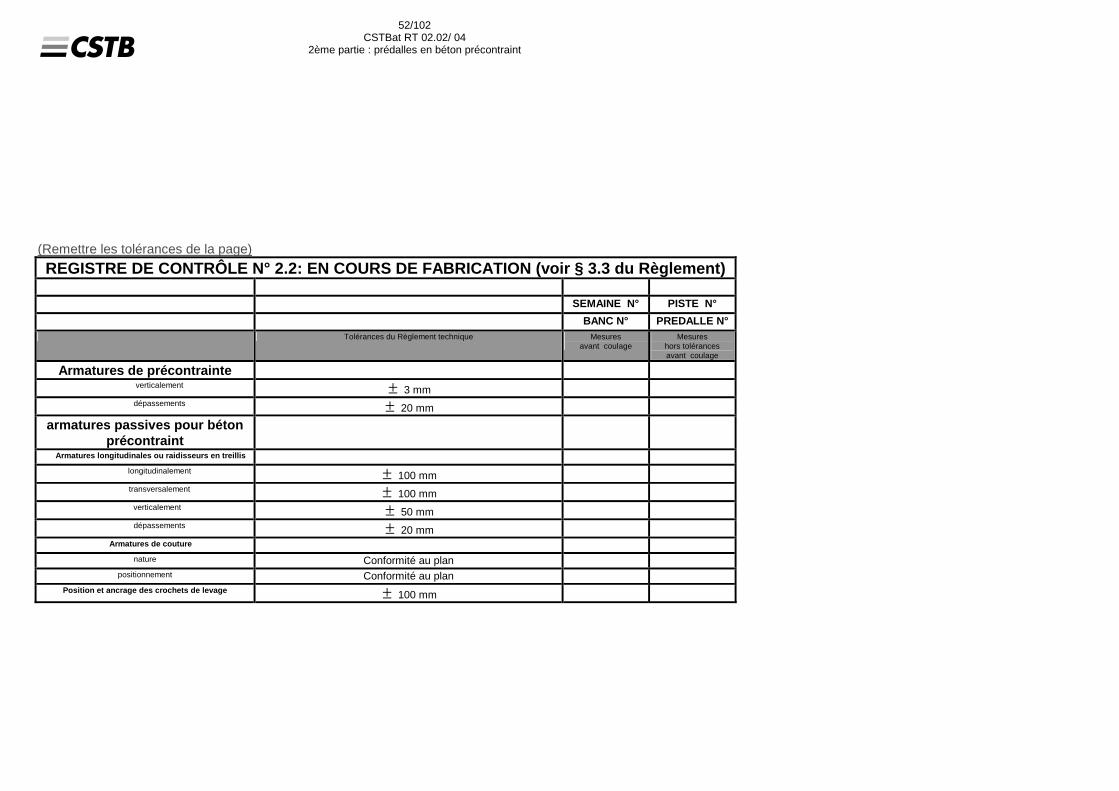
52/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
(Remettre les tolérances de la page)
REGISTRE DE CONTRÔLE N° 2.2: EN COURS DE FABRICATION (voir § 3.3 du Règlement)
SEMAINE N° PISTE N°
BANC N° PREDALLE N° Tolérances du Règlement technique Mesures
avant coulage Mesures
hors tolérances avant coulage
Armatures de précontrainte
verticalement ± 3 mm
dépassements ± 20 mm
armatures passives pour béton précontraint
Armatures longitudinales ou raidisseurs en treillis
longitudinalement ± 100 mm
transversalement ± 100 mm
verticalement ± 50 mm
dépassements ± 20 mm
Armatures de couture
nature Conformité au plan
positionnement Conformité au plan
Position et ancrage des crochets de levage ± 100 mm
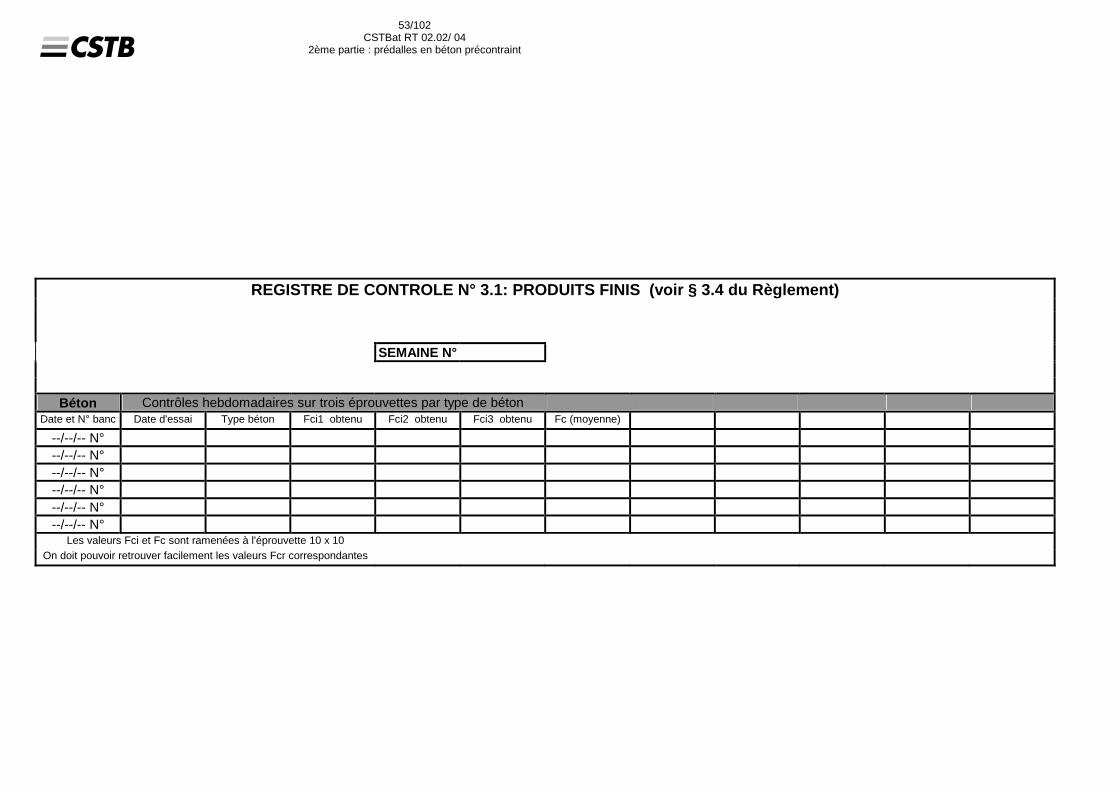
53/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
REGISTRE DE CONTROLE N° 3.1: PRODUITS FINIS (voir § 3.4 du Règlement)
SEMAINE N°
Béton Contrôles hebdomadaires sur trois éprouvettes par type de béton Date et N° banc Date d'essai Type béton Fci1 obtenu Fci2 obtenu Fci3 obtenu Fc (moyenne)
--/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N°
Les valeurs Fci et Fc sont ramenées à l'éprouvette 10 x 10 On doit pouvoir retrouver facilement les valeurs Fcr correspondantes
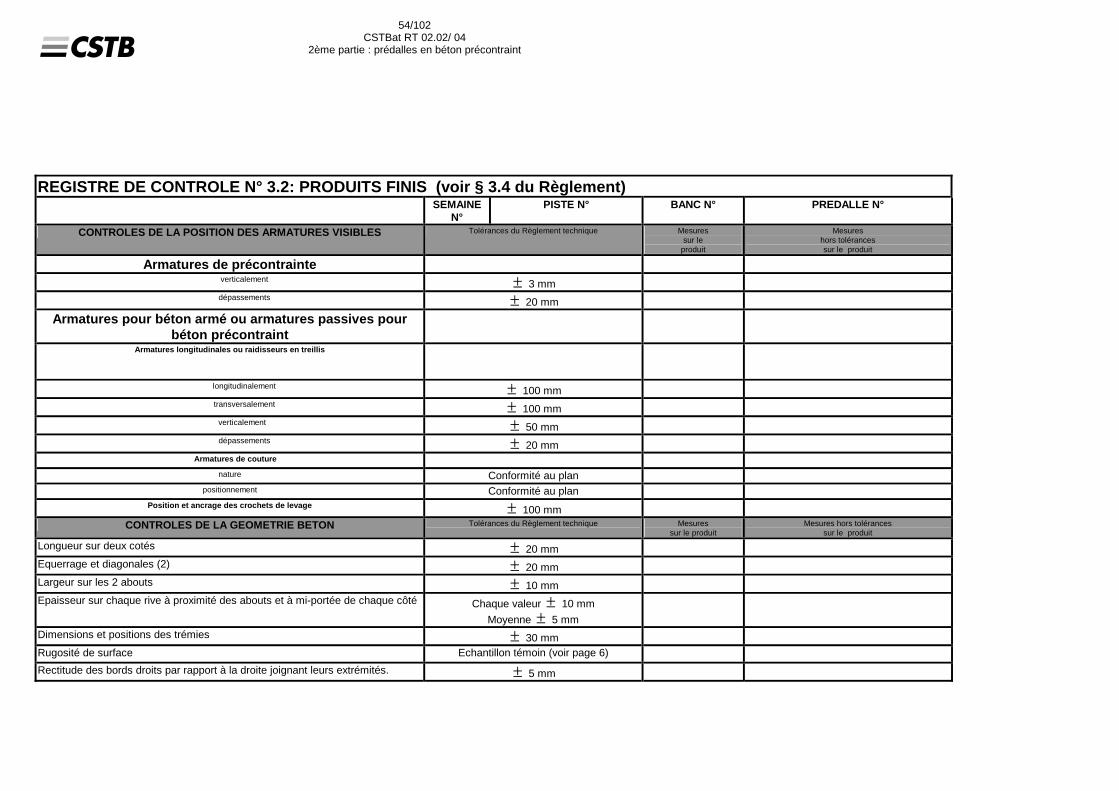
54/102 CSTBat RT 02.02/ 04
2ème partie : prédalles en béton précontraint
REGISTRE DE CONTROLE N° 3.2: PRODUITS FINIS (voir § 3.4 du Règlement) SEMAINE
N° PISTE N° BANC N° PREDALLE N°
CONTROLES DE LA POSITION DES ARMATURES VISIBLES Tolérances du Règlement technique Mesures sur le
produit
Mesures hors tolérances sur le produit
Armatures de précontrainte
verticalement ± 3 mm
dépassements ± 20 mm
Armatures pour béton armé ou armatures passives pour béton précontraint
Armatures longitudinales ou raidisseurs en treillis
longitudinalement ± 100 mm
transversalement ± 100 mm
verticalement ± 50 mm
dépassements ± 20 mm
Armatures de couture
nature Conformité au plan
positionnement Conformité au plan
Position et ancrage des crochets de levage ± 100 mm
CONTROLES DE LA GEOMETRIE BETON Tolérances du Règlement technique Mesures sur le produit
Mesures hors tolérances sur le produit
Longueur sur deux cotés ± 20 mm Equerrage et diagonales (2) ± 20 mm Largeur sur les 2 abouts ± 10 mm Epaisseur sur chaque rive à proximité des abouts et à mi-portée de chaque côté Chaque valeur ± 10 mm
Moyenne ± 5 mm
Dimensions et positions des trémies ± 30 mm Rugosité de surface Echantillon témoin (voir page 6) Rectitude des bords droits par rapport à la droite joignant leurs extrémités. ± 5 mm
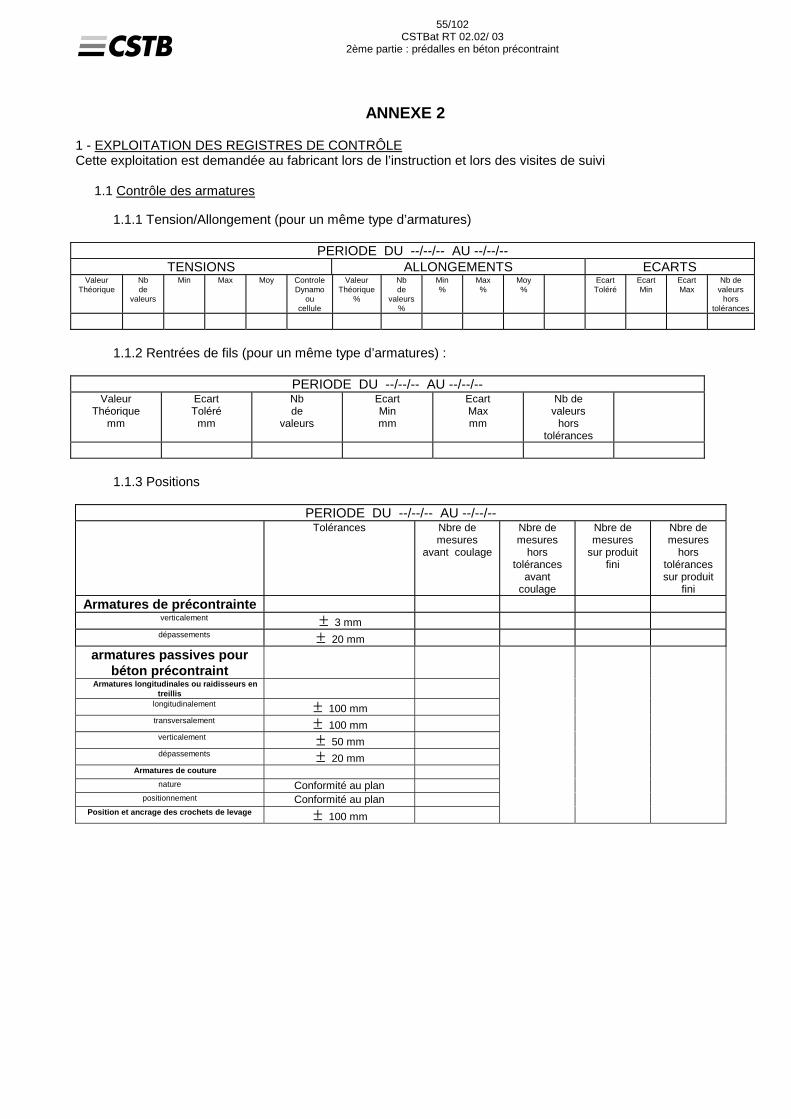
55/102 CSTBat RT 02.02/ 03
2ème partie : prédalles en béton précontraint
ANNEXE 2
1 - EXPLOITATION DES REGISTRES DE CONTRÔLE Cette exploitation est demandée au fabricant lors de l’instruction et lors des visites de suivi
1.1 Contrôle des armatures
1.1.1 Tension/Allongement (pour un même type d’armatures)
PERIODE DU --/--/-- AU --/--/--
TENSIONS ALLONGEMENTS ECARTS Valeur
Théorique
Nb de
valeurs
Min
Max
Moy
Controle Dynamo
ou cellule
Valeur Théorique
%
Nb de
valeurs %
Min %
Max %
Moy %
Ecart Toléré
Ecart Min
Ecart Max
Nb de valeurs
hors tolérances
1.1.2 Rentrées de fils (pour un même type d’armatures) :
PERIODE DU --/--/-- AU --/--/-- Valeur
Théorique mm
Ecart Toléré
mm
Nb de
valeurs
Ecart Min mm
Ecart Max mm
Nb de valeurs
hors tolérances
1.1.3 Positions
PERIODE DU --/--/-- AU --/--/-- Tolérances Nbre de
mesures avant coulage
Nbre de mesures
hors tolérances
avant coulage
Nbre de mesures
sur produit fini
Nbre de mesures
hors tolérances sur produit
fini
Armatures de précontrainte verticalement ± 3 mm dépassements ± 20 mm
armatures passives pour béton précontraint
Armatures longitudinales ou raidisseurs en treillis
longitudinalement ± 100 mm
transversalement ± 100 mm
verticalement ± 50 mm
dépassements ± 20 mm
Armatures de couture
nature Conformité au plan
positionnement Conformité au plan
Position et ancrage des crochets de levage ± 100 mm
56/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
TROISIEME PARTIE
********
DALLES ALVEOLEES EN BETON PRECONTRAINT
Approuvé par le Comité d’évaluation le 28 février 1997

57/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
SOMMAIRE DE LA 3ème PARTIE
CONTROLES INTERNES DU FABRICANT I - Préambule 2- Objet 3 - Généralités 4 - Modalités des contrôles 4.1 - Contrôles des matières premières 4.11 - Armatures de précontrainte 4.12 - Granulats 4.13 - Ciment 4.14 - Adjuvants 4.2 - Contrôles en cours de fabrication 4.21 - Composition du béton 4.22 - Tension des armatures 4.23 - Bétonnage : conformation des dalles 4.24 - Traitement thermique 4.25 - Qualité du béton 4.26 - Rentrée des armatures dans le béton à la détension 4.3 - Contrôles sur produits finis 4.31 - Contrôle d'aspect 4.32 - Contrôles dimensionnels 4.33 - Section transversale 4.4 - Vérification du matériel de fabrication et du contrôle 5 - Incidents en cours de fabrication 6 - Registres de contrôles 6.1 - Registre n° 1 6.2 - Registre n° 2 6.3 - Registre n° 3 7 - Exploitation des résultats 8 - Réclamations et suites données 9 - Inscription des caractéristiques certifiées Annexe I - Organigramme des mesures avant détension des armatures Annexe II - Exploitation statistique des résultats des mesures de résistance du béton à 28 jours VERIFICATION DU CONTROLE EN USINE
58/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
CONTROLES INTERNES DU FABRICANT
1 - PREAMBULE Le présent Règlement technique est pris en application : - des « Règles Générales des certificats CSTBat des produits de Bâtiment »; - du Règlement particulier: CSTBat RP 02/01 pour les éléments résistants de plancher; - de la décision du Groupe Spécialisé n° 3 « Structures, planchers et autres composants structuraux » de la Commission chargée de formuler les Avis Techniques instaurant l'obligation d'un contrôle interne suivi dans chaque Avis Technique des planchers à dalles alvéolées en béton précontraint. La certification CSTBat, qui constitue une certification de produit au sens de l'article L.115-27 de la loi 94-442 du 3 juin 1994 : - constate la conformité du produit à la définition donnée dans l'Avis Technique, - certifie que les performances indiquées dans l'Avis Technique sont régulièrement atteintes par les produits visés.
2 - OBJET Le présent document définit les conditions minimales et les modalités des contrôles de fabrication des dalles alvéolées en béton précontraint faisant l'objet d'une certification CSTBat.
Selon la conception du système ou les concilions particulières de la fabrication, des aménagements au présent texte sont possibles. Ceux-ci sont alors définis dans le certificat (voir également le commentaire du paragraphe 1, Généralités).
3 - GENERALITES Les contrôles sont caractérisés comme suit : - ils sont exécutés en permanence par le fabricant lui-même, dans un laboratoire installé dans l'usine, - ils respectent les modalités précisées au § 4, - leurs résultats sont consignés dans des registres définis au § 6.
Après consultation du Comité d'Attribution des Certificats d’Eléments de Structures (CACES), le C.S.T.B., organisme certificateur, peut demander au fabricant d'augmenter la fréquence de tel ou tel contrôle ou l'autoriser à diminuer cette fréquence en fonction des résultats obtenus.
4 - MODALITES DES CONTROLES 4.1 - Contrôles des matières premières 4.11. Armatures de précontrainte Le fabricant est tenu de demander à son fournisseur de lui communiquer à chaque livraison les caractéristiques garanties des armatures ainsi que les diagrammes d'essais relatifs aux lots correspondants.
L'allongement correspondant à la tension initiale théorique des armatures est déterminé à partir de la moyenne des valeurs portées sur les diagrammes. La lisibilité des diagrammes est donc importante : afin d'éviter des erreurs, il est conseillé au fabricant de demander à son fournisseur d'inscrire sur les diagrammes les valeurs d'allongement correspondant aux tensions initiales.

59/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
4.12. Granulats Une analyse granulométrique de chacun des granulats utilisés est effectuée au moins une fois par semaine, et à chaque changement de provenance. Si cette analyse est effectuée et transmise par le fournisseur de granulats, le fabricant peut se contenter d'une analyse granulométrique de recoupement.
Cette analyse de recoupement a pour objet de vérifier que la livraison satisfait au fuseau de référence retenu. La fréquence de cette analyse de recoupement est laissée à l'appréciation du fabricant en fonction du sérieux accordé à son fournisseur. Une analyse mensuelle de recoupement paraît raisonnable.
A la réception de chaque livraison, le fabricant procède à une vérification visuelle de la propreté des granulats. 4.13. Ciment
La régularité du ciment est un paramètre important de la qualité de la fabrication; il est conseillé au fabricant de demander à son fournisseur de lui communiquer le résultat de ses contrôles, (essais physico-chimiques et résistance mécanique).
4.14. Adjuvants Le fabricant est tenu de vérifier à la commande que l'adjuvant utilisé est certifié. 4.2 - Contrôle en cours de fabrication 4.21. Composition du béton Le fabricant doit réunir les moyens propres à s'assurer de la conformité du béton à la composition arrêtée. Le fabricant doit s'assurer en permanence du bon état de fonctionnement des installations de dosage des différents constituants du béton (ciment, granulats, eau et le cas échéant adjuvants). En cas d'anomalie inexpliquée sur la qualité du béton, une analyse granulométrique du mélange est effectuée. 4.22. Tension des armatures La tension appliquée aux armatures doit être vérifiée au moins une fois par jour et par banc, sur une armature au moins de chaque type, avec permutation de l'emplacement des armatures choisies. Cette vérification consiste en une mesure d'allongement lorsque le réglage est effectué sur la tension, et en une mesure de la tension appliquée si le réglage est fait par l'allongement. La tension appliquée doit être corrigée dès que l'écart observé entre le résultat de la vérification et la valeur théorique dépasse 7 %. 4.23. Bétonnage: conformation des dalles En permanence au cours de la fabrication, le fonctionnement de tous les vibrateurs de la machine doit être contrôlé, et les dalles alvéolées doivent être examinées visuellement au fur et à mesure de leur formation dès leur sortie de la machine de manière à déceler toute gerçure ou lacune éventuelle de bétonnage. Tout défaut constaté doit être obligatoirement noté et porté sur le registre de contrôle. 4.24. Traitement thermique Le traitement thermique appliqué au béton doit faire l'objet d'une surveillance permanente comportant un enregistrement graphique des températures en fonction du temps pour chaque générateur d'énergie calorifique et par groupe de 4 bancs.
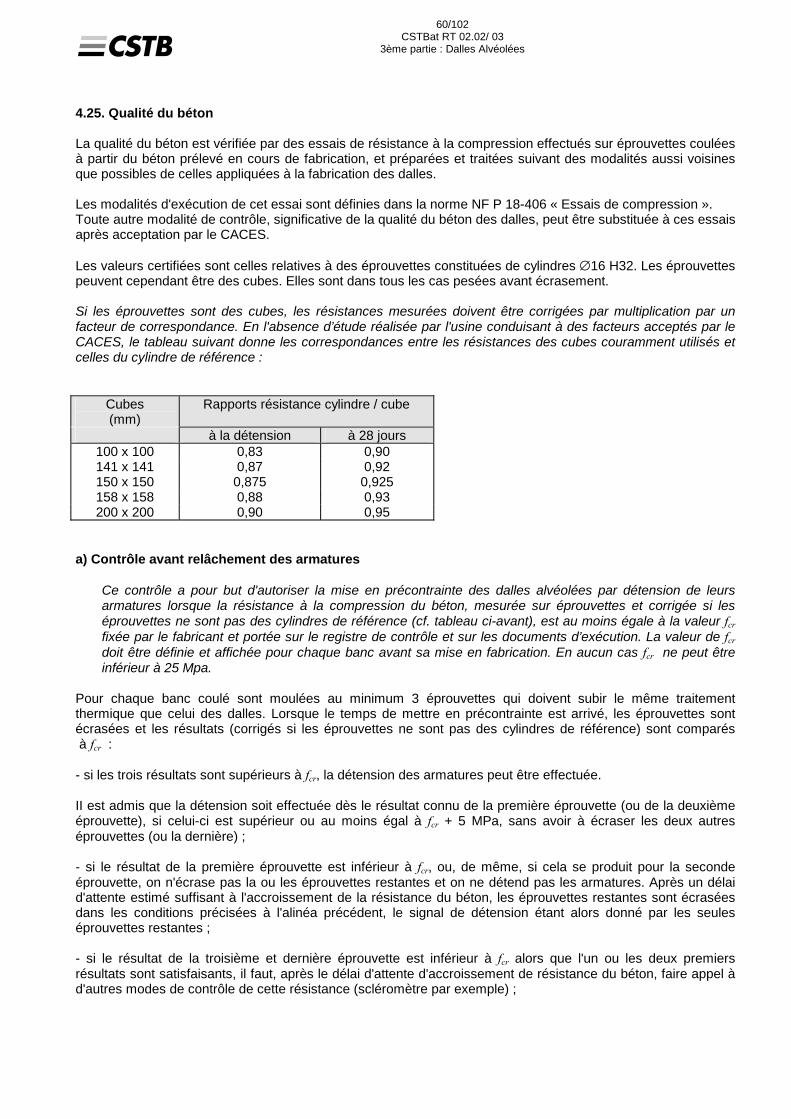
60/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
4.25. Qualité du béton La qualité du béton est vérifiée par des essais de résistance à la compression effectués sur éprouvettes coulées à partir du béton prélevé en cours de fabrication, et préparées et traitées suivant des modalités aussi voisines que possibles de celles appliquées à la fabrication des dalles. Les modalités d'exécution de cet essai sont définies dans la norme NF P 18-406 « Essais de compression ». Toute autre modalité de contrôle, significative de la qualité du béton des dalles, peut être substituée à ces essais après acceptation par le CACES. Les valeurs certifiées sont celles relatives à des éprouvettes constituées de cylindres ∅16 H32. Les éprouvettes peuvent cependant être des cubes. Elles sont dans tous les cas pesées avant écrasement. Si les éprouvettes sont des cubes, les résistances mesurées doivent être corrigées par multiplication par un facteur de correspondance. En l'absence d’étude réalisée par l'usine conduisant à des facteurs acceptés par le CACES, le tableau suivant donne les correspondances entre les résistances des cubes couramment utilisés et celles du cylindre de référence :
Cubes (mm)
Rapports résistance cylindre / cube
à la détension à 28 jours 100 x 100 0,83 0,90 141 x 141 0,87 0,92 150 x 150 0,875 0,925 158 x 158 0,88 0,93 200 x 200 0,90 0,95
a) Contrôle avant relâchement des armatures
Ce contrôle a pour but d'autoriser la mise en précontrainte des dalles alvéolées par détension de leurs armatures lorsque la résistance à la compression du béton, mesurée sur éprouvettes et corrigée si les éprouvettes ne sont pas des cylindres de référence (cf. tableau ci-avant), est au moins égale à la valeur fcr fixée par le fabricant et portée sur le registre de contrôle et sur les documents d’exécution. La valeur de fcr doit être définie et affichée pour chaque banc avant sa mise en fabrication. En aucun cas fcr ne peut être inférieur à 25 Mpa.
Pour chaque banc coulé sont moulées au minimum 3 éprouvettes qui doivent subir le même traitement thermique que celui des dalles. Lorsque le temps de mettre en précontrainte est arrivé, les éprouvettes sont écrasées et les résultats (corrigés si les éprouvettes ne sont pas des cylindres de référence) sont comparés à fcr : - si les trois résultats sont supérieurs à fcr, la détension des armatures peut être effectuée. II est admis que la détension soit effectuée dès le résultat connu de la première éprouvette (ou de la deuxième éprouvette), si celui-ci est supérieur ou au moins égal à fcr + 5 MPa, sans avoir à écraser les deux autres éprouvettes (ou la dernière) ; - si le résultat de la première éprouvette est inférieur à fcr, ou, de même, si cela se produit pour la seconde éprouvette, on n'écrase pas la ou les éprouvettes restantes et on ne détend pas les armatures. Après un délai d'attente estimé suffisant à l'accroissement de la résistance du béton, les éprouvettes restantes sont écrasées dans les conditions précisées à l'alinéa précédent, le signal de détension étant alors donné par les seules éprouvettes restantes ; - si le résultat de la troisième et dernière éprouvette est inférieur à fcr alors que l'un ou les deux premiers résultats sont satisfaisants, il faut, après le délai d'attente d'accroissement de résistance du béton, faire appel à d'autres modes de contrôle de cette résistance (scléromètre par exemple) ;
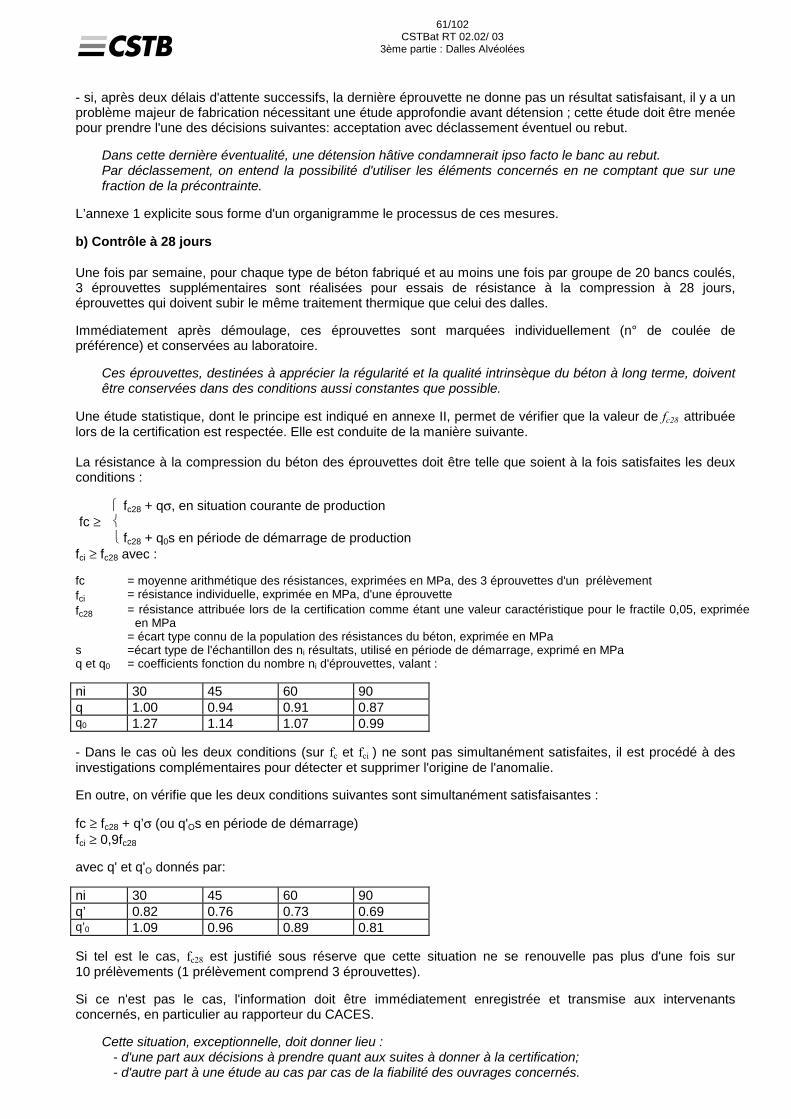
61/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
- si, après deux délais d'attente successifs, la dernière éprouvette ne donne pas un résultat satisfaisant, il y a un problème majeur de fabrication nécessitant une étude approfondie avant détension ; cette étude doit être menée pour prendre l'une des décisions suivantes: acceptation avec déclassement éventuel ou rebut.
Dans cette dernière éventualité, une détension hâtive condamnerait ipso facto le banc au rebut. Par déclassement, on entend la possibilité d'utiliser les éléments concernés en ne comptant que sur une fraction de la précontrainte.
L’annexe 1 explicite sous forme d'un organigramme le processus de ces mesures. b) Contrôle à 28 jours Une fois par semaine, pour chaque type de béton fabriqué et au moins une fois par groupe de 20 bancs coulés, 3 éprouvettes supplémentaires sont réalisées pour essais de résistance à la compression à 28 jours, éprouvettes qui doivent subir le même traitement thermique que celui des dalles. Immédiatement après démoulage, ces éprouvettes sont marquées individuellement (n° de coulée de préférence) et conservées au laboratoire.
Ces éprouvettes, destinées à apprécier la régularité et la qualité intrinsèque du béton à long terme, doivent être conservées dans des conditions aussi constantes que possible.
Une étude statistique, dont le principe est indiqué en annexe II, permet de vérifier que la valeur de fc28 attribuée lors de la certification est respectée. Elle est conduite de la manière suivante. La résistance à la compression du béton des éprouvettes doit être telle que soient à la fois satisfaites les deux conditions :
fc28 + qσ, en situation courante de production fc ≥ fc28 + q0s en période de démarrage de production fci ≥ fc28 avec : fc = moyenne arithmétique des résistances, exprimées en MPa, des 3 éprouvettes d'un prélèvement fci = résistance individuelle, exprimée en MPa, d'une éprouvette fc28 = résistance attribuée lors de la certification comme étant une valeur caractéristique pour le fractile 0,05, exprimée
en MPa = écart type connu de la population des résistances du béton, exprimée en MPa s =écart type de l'échantillon des ni résultats, utilisé en période de démarrage, exprimé en MPa q et q0 = coefficients fonction du nombre ni d'éprouvettes, valant :
ni 30 45 60 90 q 1.00 0.94 0.91 0.87 q0 1.27 1.14 1.07 0.99 - Dans le cas où les deux conditions (sur fc et fci ) ne sont pas simultanément satisfaites, il est procédé à des investigations complémentaires pour détecter et supprimer l'origine de l'anomalie. En outre, on vérifie que les deux conditions suivantes sont simultanément satisfaisantes :
fc ≥ fc28 + q’σ (ou q'Os en période de démarrage) fci ≥ 0,9fc28 avec q' et q'O donnés par:
ni 30 45 60 90 q’ 0.82 0.76 0.73 0.69 q’0 1.09 0.96 0.89 0.81 Si tel est le cas, fc28 est justifié sous réserve que cette situation ne se renouvelle pas plus d'une fois sur 10 prélèvements (1 prélèvement comprend 3 éprouvettes). Si ce n'est pas le cas, l'information doit être immédiatement enregistrée et transmise aux intervenants concernés, en particulier au rapporteur du CACES.
Cette situation, exceptionnelle, doit donner lieu : - d'une part aux décisions à prendre quant aux suites à donner à la certification; - d'autre part à une étude au cas par cas de la fiabilité des ouvrages concernés.
62/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
- Détermination de l'écart type σ, de la population :
après trois mois de contrôles continus et ensuite tous les trois mois à date fixe, on considère que l’écart type σ de la population est celui de la totalité des résultats enregistrés au cours des trois derniers mois.
4.26. Rentrée des armatures dans le béton à la détension Modalités Les rentrées sont mesurées dans la zone où elles sont les plus importantes, après coupe des armatures de la dalle précédente, à raison de quatre mesures par banc coulé, en répartissant les mesures entre les divers types d'armatures (le report des résultats sur les registres précise le type d'armatures). Le dispositif de mesure doit permettre d'apprécier le 1/10 de mm. La longueur d'armatures entre le point de fixation et l'about de la dalle ne doit pas dépasser 60 mm. Exigences Les valeurs des rentrées ne doivent excéder les valeurs exprimées en mm données dans le tableau suivant pour une tension initiale des armatures valant Fo.max = mini de [0,85 Fprg, 0,95 Fpeg]
∅ 5 2 ∅ 7 2
T 5.2 2.5 T 9.3 2 T 12.5 2.5 T 12.9 2.5 T 15.2 3
En cas de tension initiale Fo inférieure à Fo max ou à celle figurant dans l'Avis Technique, les valeurs des rentrées
maximales doivent être diminuées dans la proportion F F0 0/ .max
Pour les torons crantés, les valeurs maximales de la rentrée sont indiquées dans les Avis Techniques. Interprétation Les résultats (valeurs mesurées, notées sur le registre) sont interprétés de la manière suivante:
a) si les valeurs exigées sont respectées, les résultats de ce contrôle sont satisfaisants ; b) si les valeurs exigées sont dépassées, on exploite statistiquement ces dernières mesures avec la
cinquantaine de résultats précédents: les résultats des contrôles sont considérés satisfaisants si moins de 20 % d'entre eux dépassent au maximum de 20 % les valeurs exigées; sinon, les dalles alvéolées incriminées sont à recalculer avec une précontrainte réduite ;
c) si au moins 3 résultats sur 4 excèdent l'exigence de plus de 20 %, l'une de ces rentrées étant supérieure
au double de l'exigence, le banc est rebuté. 4.3 - Contrôles sur produits finis Chaque jour de fabrication, une dalle de chaque banc fabriqué est prélevée au hasard, au démoulage et est soumise aux contrôles suivants : 4.31. Contrôle d'aspect Le contrôle porte sur les points suivants :
- état des abouts ; - état de surface (rugosité pour les dalles devant être utilisées dans un plancher composite) - exigence des deux trous d'évacuation de l'eau pour chaque alvéole ; - état de la sous-face (absence de défaut de mise en place du béton). - s'il y a lieu, la régularité des crans verticaux des flancs des éléments destinés à des montages
parasismiques.

63/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
4.32. Contrôles dimensionnels Modalités Les vérifications à effectuer sont :
a ) la hauteur mesurée au droit d'une nervure intermédiaire ; b ) la largeur supérieure mesurée près des extrémités ; c ) la largeur inférieure mesurée à chaque extrémité ; d ) la longueur mesurée en partie inférieure ; e ) la longueur du dépassement des armatures en mesurant celui qui paraît le plus court ; f ) l'implantation et les dimensions des réservations. g ) les hauteur, largeur d'ouverture, espacement et profondeur des crans verticaux des flancs des éléments
qui en sont pourvus.
Les mesures demandées en a ) et b ) sont effectuées à quelques centimètres des extrémités sans dépasser 30 cm, dans le cas d'une coupe sur béton frais, afin de s’affranchir de la zone localement perturbée par celle-ci. Exigences Les tolérances dimensionnelles suivantes doivent être respectées :
- sur la largeur (supérieure et inférieure): ± 10 mm - sur la longueur: ± 20 mm - sur la hauteur h :
- en plus h/40 sans dépasser 5 mm - en moins : 5 mm
- sur la longueur de dépassement des armatures : - 10 % (aucune limitation en plus)
En outre, les nervures intermédiaires ne doivent présenter, à aucun niveau, une épaisseur effective inférieure à 25 mm.
- sur les hauteur, largeur d'ouverture et espacement des crans verticaux des flancs des éléments qui en sont pourvus : ± 10 % sans excéder ± 5 mm. En outre la profondeur effective de ces crans ne doit pas être inférieure à 8 mm.
Interprétation En cas de résultats hors tolérances, des vérifications complémentaires doivent être effectuées sur des dalles de même banc coulé. Les dalles fabriquées hors tolérances (particulièrement en hauteur) doivent être recalculées avant utilisation. Concernant le crantage latéral des flancs pour montages parasismiques, un dépassement des tolérances sur la hauteur, ou sur la largeur d'ouverture, ou sur l'espacement des crans doit être sanctionné par une diminution du VRd. Les éléments dont la profondeur effective des crans serait inférieure à 8 mm ne peuvent pas être utilisés en montage parasismique. 4.33. Section transversale Modalités Sur chaque dalle prélevée, on relève à une des extrémités la position (axe de l'armature, c’est-à-dire enrobage plus un 1/2 diamètre) de toutes les armatures par rapport à la face inférieure. Chaque mois, un échantillon de chaque profil de dalle fabriquée est prélevé par sciage de façon à obtenir une tranche lisse. Les vérifications à effectuer sur chaque échantillon portent sur :
a) l'examen de la compacité du béton, table haute et basse, nervures ; b) la mesure de l'épaisseur de chaque nervure ; c) le cumul des épaisseurs des nervures (suivant la ligne de moindre résistance) ; d) l'enrobage des armatures.
Les cotes d'enrobage (d1, d3 et d4), définies à l'article A.101,4 du titre III du CPT « PLANCHERS » doivent être relevées pour chacune des armatures.
64/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
Exigences - sur la position verticale du barycentre des armatures: ± h/40 - sur l'épaisseur des nervures de rive : - 10 % (aucune limitation en plus) - sur le cumul des épaisseurs des nervures (largeur de moindre résistance) : - 5 % (aucune limitation en plus) - sur l'enrobage des armatures : les valeurs minimales effectives prescrites à l'article A.101.4 du titre III du CPT « PLANCHERS ». Les distances d'enrobage données par les tableaux de l'article A.101.42 sont des valeurs effectives, toutes tolérances épuisées. II est toutefois admis qu'une armature par dalle alvéolée ne respecte pas accidentellement les prescriptions de cet article en ce qui concerne les distances di qui lui sont attachées. Cette situtation est acceptable tant que l'écart par rapport aux valeurs prescrites n'excède pas 10 % de ces dernières (écart arrondi au mm supérieur). 4.4 - Vérification du matériel de fabrication et de contrôle L'état du matériel de fabrication et de contrôle doit être périodiquement vérifié. Les presses d'essais, les manomètres, les balances et bascules, ainsi que les appareils de vérification de mise en tension des armatures, doivent être étalonnés au moins une fois par an par un organisme habilité. Les manomètres utilisés pour la mise en tension doivent être comparés chaque quinzaine avec un dynamomètre ou un manomètre de référence mis hors circuit le reste du temps; le dynamomètre ou le manomètre de référence doit être étalonné une fois par an au moins par un organisme habilité. La planéité des bancs et leur état de surface doivent être vérifiés deux fois par an et en cas de doute. Exigences : les flèches mesurées ne doivent pas dépasser 1 mm sous un réglet de 20 cm, ni 4 mm sous une
règle de 2 m, quelle que soit la position de ces règles sur la surface des bancs. 5 - INCIDENTS EN COURS DE FABRICATION Toute anomalie ou incident constaté en cours de fabrication et/ou en cours de contrôle doit être noté sur les registres de contrôle et donner lieu à enquête. Les résultats sont reportés sur les registres en regard de la livraison ou de la fabrication incriminée. 6 - REGISTRES DE CONTROLE Les résultats des contrôles précédents sont transcrits sur des registres à feuillets numérotés.
Les registres sont de préférence constitués de feuillets à doubles détachables inspirés des modèles donnés en annexe.
La tenue de registres informatisés est acceptée. Les comptes rendus de vérification et d'étalonnage des matériels de mesure et d'essai doivent être classés. 6.1- Registre N° 1 Le registre n° 1, relatif aux matières premières, comprend au moins :
- feuillet 1a : les documents reçus des fournisseurs d'armatures de précontrainte avec la détermination des valeurs d'utilisation (tension et allongement), présentés de préférence sous forme récapitulative et chronologique.
- feuillet 1b : les analyses granulométriques (avec indication de l'origine des granulats).
65/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
6.2 - Registre n° 2 Le registre n°2, relatif à la fabrication, comprend au moins :
- la valeur de fcr fixée par le fabricant
Cette valeur est portée également sur la fiche de fabrication
- les relevés unitaires de tension et d'allongement des armatures, - les éléments de surveillance du traitement thermique, - les résultats individuels obtenus sur éprouvettes de béton avant mise en précontrainte du béton : poids et
résistance à la compression, - les mesures de rentrées d'armature, - la durée totale des séchages avant détension, - les résultats obtenus sur éprouvettes de béton à 28 jours: poids et résistance à la compression. Ces résultats doivent être accompagnés des renseignements suivants :
- la date de coulée, - les types de dalles fabriquées à la date de coulée indiquée avec indication des numéros de bancs ou
de coulée, - les observations relatives aux incidents éventuels survenus en cours de fabrications.
6.3- Registre n° 3 Le registre n° 3, concernant les produits finis, comprend au moins :
- Feuillet 3a: les résultats des contrôles dimensionnels journaliers ; - Feuillet 3b: la saisie des mesures mensuelles d'enrobage des armatures et des épaisseurs des nervures ; - Feuillet 3c: les résultats des contrôles mensuels après traitement des relevés (feuillet 3b). Ces feuillets doivent comporter des indications suivantes : • date d'exécution des contrôles, • date de fabrication des dalles, • type des dalles contrôlées.
7 - EXPLOITATION DES RESULTATS II appartient au fabricant d'effectuer régulièrement les études statistiques demandées au titre de l'application du présent règlement. 8 - RECLAMATIONS ET SUITES DONNEES Se reporter aux Règles générales des Certificats CSTBat des produits de bâtiments.
66/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
9 - INSCRIPTION DES CARACTERISTIQUES CERTIFIEES Indépendamment du marquage de la certification, chaque dalle alvéolée doit porter l'inscription de la résistance caractéristique certifiée à la compression du béton fc28 et, dans le cas où elle est destinée a être associée à une dalle collaborante rapportée (montage composite), la désignation de l'état de surface certifié (cf. CPT III.A.107,31). En outre, dans le cas des éléments présentant un crantage vertical certifié des flancs pour montage parasismique, chaque dalle alvéolée doit porter l'inscription S. Exemples : 50 pour un montage sans dalle rapportée, avec fc28 = 50 MPa;
50 C pour un montage composite, avec fc28 = 50 MPa et une "surface rendue rugueuse". 50 C/S pour un montage composite, avec fc28 = 50 MPa, une « surface rendue rugueuse » et un
crantage vertical des flancs pour montage parasismique. ANNEXE I - Organigramme des mesures avant détension des armatures (voir pages suivantes) ANNEXE II - Exploitation statistique des résultats des mesures de résistance du béton à 28 jours (voir pages suivantes)
VERIFICATION DU CONTROLE EN USINE Se reporter aux Règles générales des certificats CSTBat des produits de bâtiment.
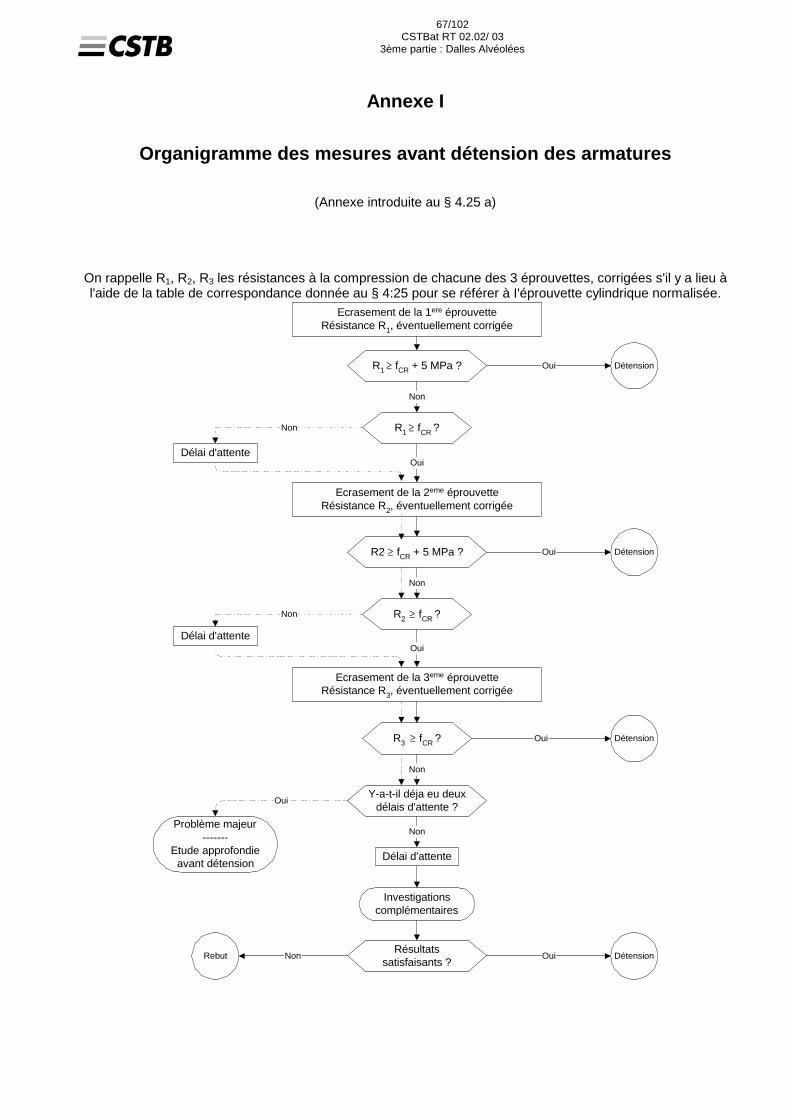
67/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
Annexe I
Organigramme des mesures avant détension des armatures
(Annexe introduite au § 4.25 a)
On rappelle R1, R2, R3 les résistances à la compression de chacune des 3 éprouvettes, corrigées s'il y a lieu à l'aide de la table de correspondance donnée au § 4:25 pour se référer à I'éprouvette cylindrique normalisée.
Ecrasement de la 1ere éprouvetteRésistance R1, éventuellement corrigée
R1 ≥ fCR + 5 MPa ?
R1 ≥ fCR ?
Ecrasement de la 2eme éprouvetteRésistance R2, éventuellement corrigée
R2 ≥ fCR + 5 MPa ?
R2 ≥ fCR ?
Détension
Détension
Détension
DétensionRebut
Non
Oui
Oui
Oui
Non
Ecrasement de la 3eme éprouvetteRésistance R3, éventuellement corrigée
R3 ≥ fCR ?
Oui
Oui
Y-a-t-il déja eu deuxdélais d'attente ?
Délai d'attente
Délai d'attente
Délai d'attente
Investigationscomplémentaires
Problème majeur-------
Etude approfondieavant détension
Résultatssatisfaisants ?
Non
Non
Non Oui
Oui
Non
Non
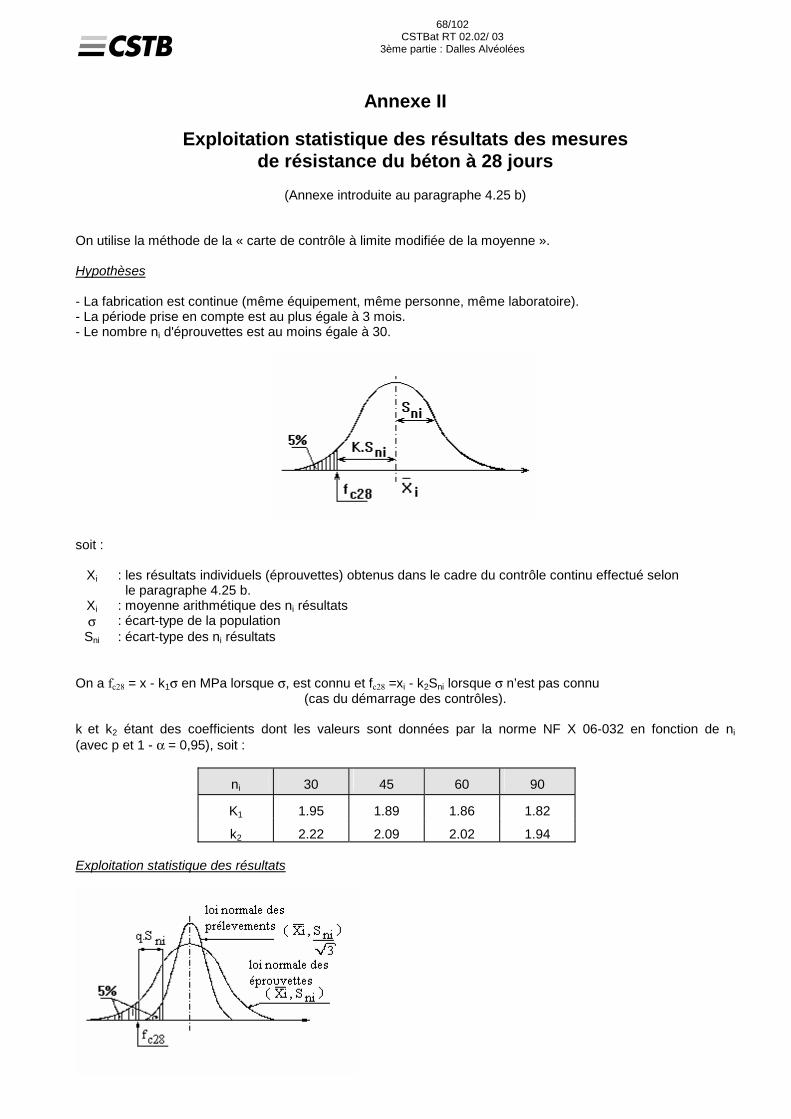
68/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
Annexe II
Exploitation statistique des résultats des mesures de résistance du béton à 28 jours
(Annexe introduite au paragraphe 4.25 b)
On utilise la méthode de la « carte de contrôle à limite modifiée de la moyenne ». Hypothèses - La fabrication est continue (même équipement, même personne, même laboratoire). - La période prise en compte est au plus égale à 3 mois. - Le nombre ni d'éprouvettes est au moins égale à 30.
soit :
Xi : les résultats individuels (éprouvettes) obtenus dans le cadre du contrôle continu effectué selon le paragraphe 4.25 b.
Xi : moyenne arithmétique des ni résultats σ : écart-type de la population Sni : écart-type des ni résultats
On a fc28 = x - k1σ en MPa lorsque σ, est connu et fc28 =xi - k2Sni lorsque σ n’est pas connu
(cas du démarrage des contrôles). k et k2 étant des coefficients dont les valeurs sont données par la norme NF X 06-032 en fonction de ni (avec p et 1 - α = 0,95), soit :
ni 30 45 60 90
K1 1.95 1.89 1.86 1.82
k2 2.22 2.09 2.02 1.94 Exploitation statistique des résultats
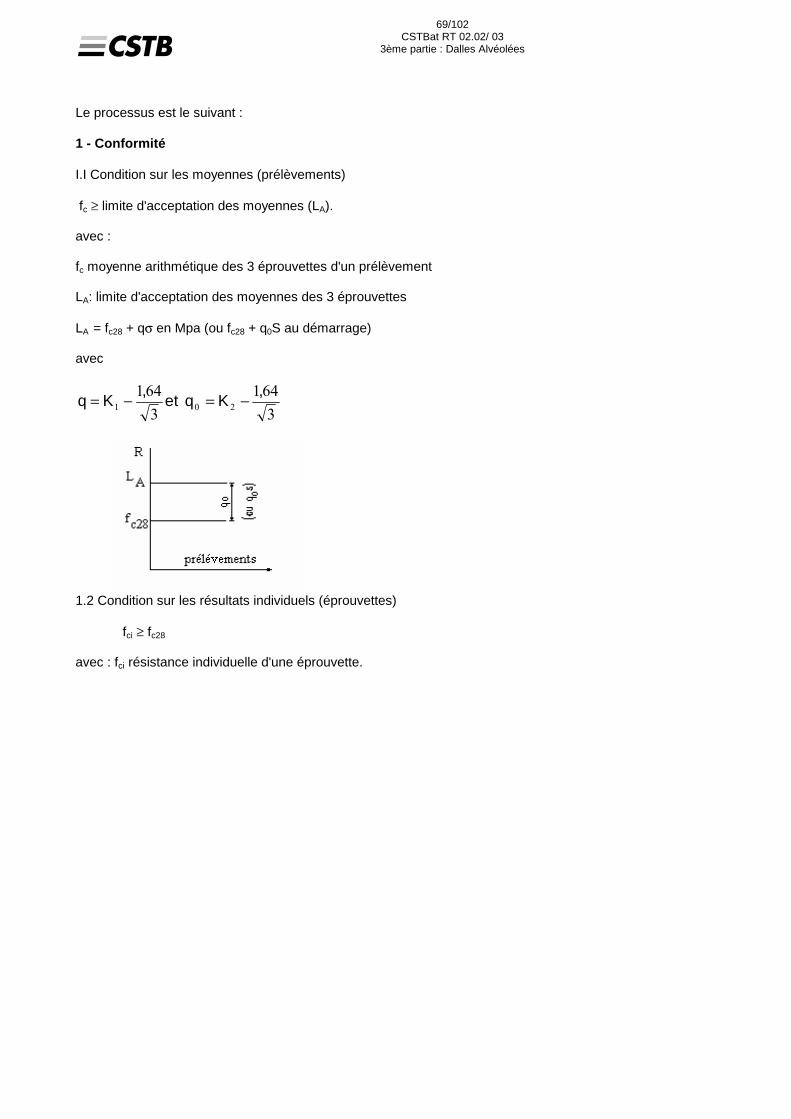
69/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
Le processus est le suivant : 1 - Conformité I.I Condition sur les moyennes (prélèvements) fc ≥ limite d'acceptation des moyennes (LA). avec : fc moyenne arithmétique des 3 éprouvettes d'un prélèvement LA: limite d'acceptation des moyennes des 3 éprouvettes LA = fc28 + qσ en Mpa (ou fc28 + q0S au démarrage) avec
q K et q K= − = −1 0 2164
3164
3, ,
1.2 Condition sur les résultats individuels (éprouvettes) fci ≥ fc28 avec : fci résistance individuelle d'une éprouvette.
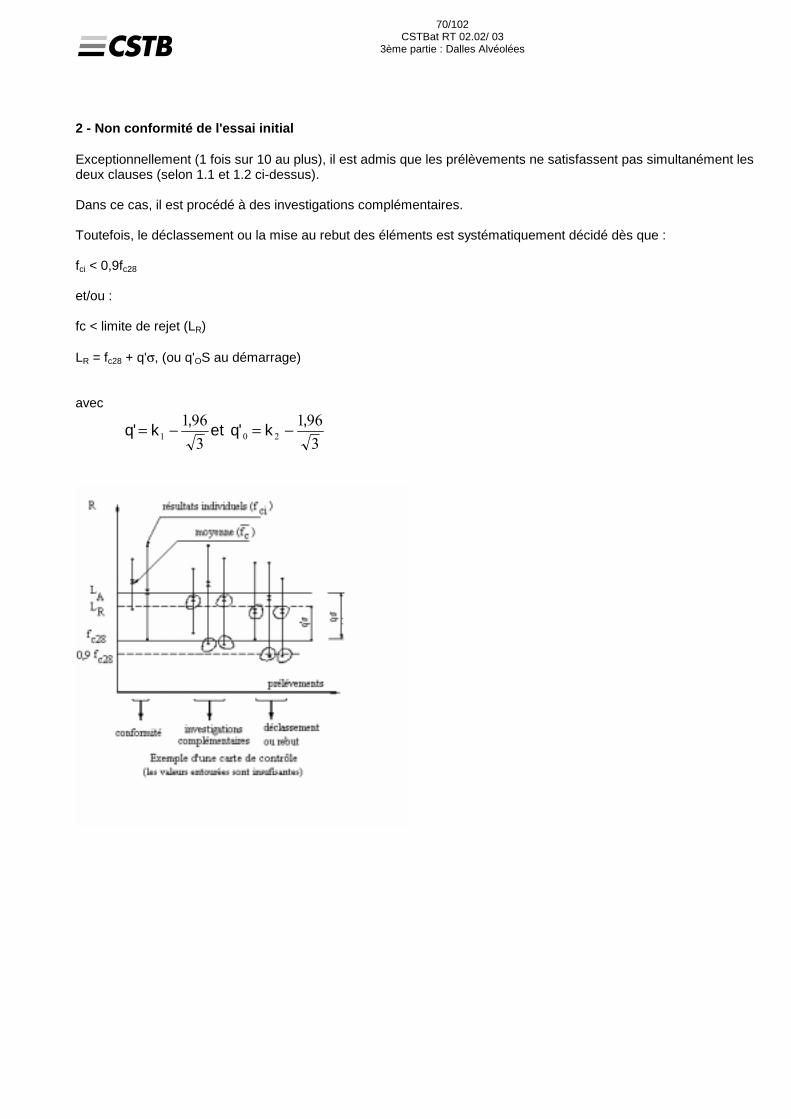
70/102 CSTBat RT 02.02/ 03
3ème partie : Dalles Alvéolées
2 - Non conformité de l'essai initial Exceptionnellement (1 fois sur 10 au plus), il est admis que les prélèvements ne satisfassent pas simultanément les deux clauses (selon 1.1 et 1.2 ci-dessus). Dans ce cas, il est procédé à des investigations complémentaires. Toutefois, le déclassement ou la mise au rebut des éléments est systématiquement décidé dès que : fci < 0,9fc28 et/ou : fc < limite de rejet (LR) LR = fc28 + q'σ, (ou q'OS au démarrage) avec
q k et q k',
',= − = −1 0 2
1 963
1 963
71/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
QUATRIEME PARTIE
********
ELEMENTS PREFABRIQUES DE STRUCTURES
ET
D’OSSATURES EN BETON
Approuvé par le Comité d’évaluation le 1er octobre 2002 Annule et remplace la précédente version
approuvée le 03 mai 2000
72/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
SOMMAIRE
1 GENERALITES
1.1 OBJET
1.2 DOMAINE D’APPLICATION DU REGLEMENT TECHNIQUE
1.3 EXIGENCE DE TRACABILITE 2 CARACTERISTIQUES CERTIFIEES 3 MODALITES ET FREQUENCES DES CONTROLES A EFFECTUER PAR LE FABRICANT
3.1 GENERALITES 3.2 CONTRÔLE DES MATIERES PREMIERES
3.21 Granulats 3.211 Granulométrie 3.212 Equivalent de sable
3.22 Ciment 3.23 Adjuvants 3.24 Eau de gâchage 3.25 Armatures pour béton armé 3.26 Armatures pour béton précontraint 3.27 Crochets et Organes de levage 3.28 Inserts ayant un rôle mécanique
3.3 CONTRÔLES EN COURS DE FABRICATION
3.31 Moules 3.32 Armatures pour béton armé et armatures passives pour béton précontraint (y compris les armatures de
précontrainte non tendues) 3.321 Pliage et soudage 3.322 Manutention 3.323 Positionnement
3.3231 Exigences communes 3.3232 Compléments pour poutres de structure et pannes 3.3233 Compléments pour poutres de plancher 3.3234 Compléments pour poteaux
3.33 Armatures actives pour béton précontraint 3.331 Manutention 3.332 Positionnement 3.333 Mise en tension 3.334 Détension des armatures 3.335 Rentrée des armatures 3.336 Coupe des armatures
3.34 Béton 3.341 Composition du béton 3.342 Matériel de fabrication 3.343 Confection du béton 3.344 Manutention et mise en place du béton 3.345 Contrôle du béton frais 3.346 Traitement thermique du béton 3.347 Résistance en compression à la détension des armatures
73/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.4 CONTRÔLE DES PRODUITS FINIS 3.41 Caractéristiques géométriques
3.411 Géométrie Béton 3.4111 Exigences communes 3.4112 Compléments pour poutres de structure pannes et poteaux 3.4113 Compléments pour poutres de plancher
3.412 Géométrie des armatures visibles 3.4121 Exigences communes 3.4122 Compléments pour poutres de structure pannes et poteaux 3.4123 Compléments pour poutres de plancher
3.42 Fissuration
3.5 JUSTIFICATION DE LA RESISTANCE CARACTERISTIQUE DU BETON A 28 JOURS 3.6 CONTROLES SPECIFIQUES DES BETONS AUTOPLAÇANTS
3.61 Bétons autoplaçants (BAP) 3.61.1 Définition des bétons autoplaçants 3.61.2 Dossier à fournir pour l’instruction ou modification des certificats
3.7 VERIFICATIONS DES MATERIELS DE MESURE ET DE CONTRÔLE
4 MARQUAGE ET IDENTIFICATION
4.1 MARQUAGE
4.2 IDENTIFICATION 5 STOCKAGE ET TRANSPORT 6 DOCUMENTS DE CONTRÔLE, REGISTRES D’ESSAIS 7 COMPLEMENTS
7.1 REGLES GENERALES DE LA CERTIFICATION
7.2 MANUEL DE MISE EN OEUVRE
7.3 EDCP
7.4 REGLEMENT PARTICULIER ANNEXE 1 : Registres de contrôle ANNEXE 2 : Exploitation des registres de contrôles (les contrôles statistiques et mesures d’écarts que doit
pratiquer le fabricant)
74/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
1 GENERALITES 1.1 Objet
Le présent Règlement Technique complète les éléments décrits dans le Règles Générales de la Certification CSTBat et les précise pour ce qui concerne un certain nombre de points comme les exploitations statistiques, les mesures d’écarts, la mise en place d’une organisation qualité, etc.... Il s’applique aux poutres, aux poteaux avec ou sans corbeaux, et plus généralement à tous les éléments destinés aux structures et ossatures de bâtiments faisant l’objet d’un Avis Technique assujetti à la certification CSTBat.
1.2 Conditions d’application du Règlement Technique
Le présent document définit les conditions et les modalités communes et minimales, de contrôle de la fabrication des éléments. D’autres conditions et modalités de contrôle particulières à certains produits sont spécifiées et précisées soit dans les Avis Techniques, soit dans une annexe au dossier d’instruction de la certification.
Les contrôles internes exercés en permanence par le fabricant ont pour but de s’assurer de la qualité des produits qu’il commercialise. Dans le cadre de la Certification CSTBat, ces contrôles représentent l’un des éléments fondamentaux de l’attribution et du maintien de la certification. Il est attribué un certificat par usine productrice. Le certificat indique de façon précise la (ou les) familles de produits pour laquelle l’usine est certifiée :
• Les poutres de plancher et longrines: Rectangulaires, Trapézoïdales, en I, etc......
• Les poutres de structure, pannes et longrines : Rectangulaires, Trapézoïdales, en I, en IV, etc...(y compris les poutres supportant des maçonneries, les poutres isolées supportant directement des charges).
• Les poteaux en béton armé et en béton précontraint (y compris potelets de bardage)
Le certificat indique de façon précise les produits pour lesquels l’usine est certifiée : (poutres rectangulaires et/ou poutres en I et/ou poutres en Iv, etc... Et pour les poteaux, s’il s’agit de béton armé et/ou de béton précontraint. Chaque fabricant est tenu de mettre en place un ensemble de documents de contrôle de la production (EDCP). Cet EDCP doit répondre notamment aux exigences du présent Règlement Technique.
1.3 Exigence de traçabilité
La traçabilité de la production doit être assurée. C’est l’un des points clés du contrôle. L’ EDCP de l’usine indique les moyens mis en oeuvre pour satisfaire l’exigence de traçabilité. Chaque produit sorti d’usine doit pouvoir être identifié. L’ensemble des conditions de sa fabrication et du contrôle exigé par la certification doit pouvoir être retrouvé.
75/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
2 CARACTERISTIQUES CERTIFIEES
Les caractéristiques certifiées sont les résistances du béton à 28 jours. Le certificat comporte en annexe un tableau du type suivant :
Type béton B1 B2 B3 B... Bn
fc28 en MPa
Le marquage indique le numéro de certificat CSTBat et la valeur de fc28 correspondant au béton utilisé (fc28 est la valeur statistiquement garantie à 28 jours). Le marquage porte également la lettre S lorsque le produit concerné est destiné à un ouvrage parasismique dans les conditions fixées par l’Avis Technique.
3 MODALITES ET FREQUENCES DES CONTROLES A EFFECTUER PAR LE FABRICANT 3.1 Généralités
Dans le cadre de la Certification, le fabricant exerce en permanence des contrôles qui ont pour objet d’assurer la conformité des éléments fabriqués à la Commande, à l’Avis Technique de référence et aux caractéristiques certifiées indiquées dans le Certificat délivré par le CSTB à l’industriel. Ces contrôles portent sur :
• les matières premières
• la fabrication et les matériels
• les produits finis Le fabricant doit avoir mis en place des moyens humains, matériels et organisationnels pour satisfaire à ses propres exigences. Les contrôles indiqués ci-dessous sont des minima, aussi bien dans leur contenu, que dans leur fréquence. Le contrôle interne doit être en place depuis au moins trois mois avant la présentation de la demande de certification au CSTB. Le Règlement Particulier définit les éléments exigés au moment de la demande (voir § 7.4 et annexes 1 et 2). Ce chapitre consacré aux contrôles internes mentionne souvent des tolérances. Toutefois le fabricant peut retenir des tolérances différentes pour autant que des dispositions particulières sont adoptées qui vont dans le sens favorable c’est à dire qu’elles assurent un niveau de sécurité au moins égal à celui obtenu, sans dispositions particulières, avec les tolérances définies dans le présent Règlement Technique. Ces dispositions et tolérances sont définies dans l’ EDCP du fabricant.
3.2 Contrôle des matières premières
3.21 Granulats 3.211 Granulométrie
• Fuseau granulaire : Pour chaque granulat entrant dans la composition des bétons concernés, le fabricant a établi le fuseau dans lequel doit se tenir la représentation de chaque granulat afin de connaître les limites d’acceptation ou de refus des livraisons.
• Analyse granulométrique : Il est effectué au moins une analyse granulométrique par semaine (conduite selon les prescriptions de la norme XP 18-540 d’octobre 1997 au autre norme reconnue équivalente) pour chaque catégorie de granulats et à chaque changement de provenance. Toutefois si un contrat entre le fabricant et son fournisseur stipule les contrôles effectués par celui-ci et fournis au fabricant, les dispositions de ce contrat ainsi que la fréquence des contrôles réalisés dans son propre laboratoire sont définis dans l’ EDCP du fabricant. Les résultats de l’ensemble de ces analyses figurent toujours dans les registres.
76/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.212 Equivalent de sable
Pour chaque sable le fabricant a défini la limite inférieure de l’ES. Il est effectué (par le fabricant ou son fournisseur) au moins un équivalent de sable par semaine (conduit selon les prescriptions de la norme NF EN 933-8) pour chaque sable et à chaque changement de provenance. Toutefois si un contrat entre le fabricant et son fournisseur stipule les contrôles effectués par celui ci et fournis au fabricant, les dispositions de ce contrat ainsi que la fréquence des contrôles réalisés dans son propre laboratoire sont définis dans l’ EDCP du fabricant. Les résultats de l’ensemble de ces analyses figurent toujours dans les registres.
3.22 Ciment
Le ciment utilisé doit être conforme à la norme NF EN 197 de février 2001 et certifié dans le cadre de la marque NF liants hydrauliques ou autre certification reconnue équivalente. Le fabricant conserve dans ses registres la fiche technique correspondant au(x) ciment(s) utilisé(s) ainsi que les résultats d’essais fournis mensuellement par le cimentier et indiquant au moins les caractéristiques physico-chimiques et les résistances mécaniques.
3.23 Adjuvants
Les adjuvants utilisés doivent être conformes aux normes NF EN 934-2 de septembre 2002 et NF EN 936-6 de mai 2000 et admis à la marque NF Adjuvant pour bétons, mortiers et coulis, produits de cure au autre certification reconnue équivalente. Ils doivent être stockés hors gel. Le fabricant conserve dans ses registres la fiche technique des produits utilisés.
3.24 Eau de gâchage
L’eau utilisée doit être conforme à la norme XP P 18 803 d’août 1999 ou autre norme reconnue équivalente. L’analyse n’est pas nécessaire en cas d’utilisation de l’eau du réseau.
3.25 Armatures pour béton armé
Les armatures utilisées doivent être conformes aux normes de la série NF A 35 .... Les armatures en acier à haute adhérence pour BA et les treillis soudés doivent bénéficier d’une fiche de certification NF AFCAB (qui indique également leur éventuelle aptitude au soudage) ou autre certification reconnue équivalente. Les armatures de flexion (ou armatures complémentaires en BP) sont de type :
• Fe E 235, Fe E 400,
• Fe E 500, Treillis soudé (et armatures de précontraintes passives pour le BP).
Les armatures d’effort tranchant sont de type Fe E 400, Fe E 500. Le fabricant conserve dans ses registres les fiches de certification ainsi que les bordereaux de livraison des fournisseurs (date, numéro et composition du lot, quantité livrée). Dans le cas d’utilisation de cages d’armatures achetées à un intervenant extérieur qui les fabrique, la livraison de ces cages doit être accompagnée du certificat AFCAB AIB (armatures industrielles). Sinon le fabricant doit réaliser lui même les contrôles apportant une garantie équivalente. Ces armatures sont stockées de manière à éviter toutes salissures ou corrosions anormales.
77/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.26 Armatures pour béton précontraint
Les armatures de précontrainte utilisées sont des torons et des fils non lisses en acier à haute résistance et bénéficient d’une homologation ou d’une autorisation de fourniture de la Commission Interministérielle de la Précontrainte Le fabricant conserve dans ses registres les fiches d’homologation ainsi que les bordereaux de livraison des fournisseurs (date, numéro et composition du lot, quantité livrée) et les diagrammes d’effort-allongement (indiquant les valeurs extrêmes de la charge à la limite conventionnelle d’élasticité du lot de production dont fait partie le lot de livraison). Le fabricant doit pouvoir retrouver facilement les caractéristiques des armatures utilisées pour chaque produit fabriqué. Ces armatures doivent être convenablement stockées, à l’abri (si possible dans un local couvert ou sous bâche) et sans contact avec le sol. Elles doivent être protégées des salissures, des chocs, des étincelles de soudage.
3.27 Crochets et Inserts de levage Les crochets de levage doivent être conformes aux spécifications du chapitre VIII.2.2 du fascicule 65A. Ils sont en acier rond lisse de nuance Fe E 235. Le fabricant conserve dans ses registres les bordereaux de livraison des fournisseurs Les inserts de levage doivent être employés selon le cahier des charges du fabricant et conformes aux stipulations de l’OPPBTP lorsqu’elles existent.
3.28 Inserts ayant un rôle mécanique
Les inserts sont utilisés selon les prescriptions du cahier des charges du fabricant d’inserts. L’EDCP précise de quelle manière sont sélectionnés les produits et quelles sont les informations recueillies auprès des fournisseurs. L‘ensemble des soudures indiquées sur le plan ne peut être exécuté que si les données techniques qui y sont relatives sont mentionnées sur le dessin d’exécution (longueur, épaisseur du cordon…) Toute improvisation sur les données manquantes est interdite.
3.3 Contrôles en cours de fabrication
L’EDCP indique le processus de redémarrage d’une production interrompue depuis plus de trois mois. 3.31 Moules
La qualité des moules doit être telle qu’elle permette d’obtenir des produits satisfaisants en dimensionnel, aspect et traitement thermique.
3.32 Armatures pour béton armé et armatures passives pour béton précontraint (y compris les armatures
de précontrainte non tendues)
• Un autocontrôle complet est exigé pour tous les produits (conformément à l’EDCP) de toutes les fabrications et les résultats de cet autocontrôle sont consignés sur des fiches qui peuvent être facilement produites en cas de besoin.
• Une surveillance de l’autocontrôle est effectuée par un vérificateur pour un produit par semaine et par moule en alternant les files si le moule en possède deux ou plus.
• L’EDCP de l’industriel précise qui sont les personnes en charge de l’autocontrôle ainsi que celles en charge de la surveillance de cet autocontrôle.
• Les résultats de la surveillance de l’autocontrôle sont consignés sur les registres.
3.321 Pliage et soudage
Les dispositifs de pliage et de soudage des armatures doivent être conformes aux normes, aux plans d’exécution et aux spécifications précisées dans l’EDCP Le pliage au chalumeau est interdit.
78/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.322 Manutention
Les manutentions entre le lieu de stockage des armatures et leur mise en place dans le moule ne doivent pas altérer les qualités techniques et dimensionnelles des armatures (notamment pour les cages d’armatures préfabriquées).
3.323 Positionnement
3.3231 Exigences communes Les armatures doivent être positionnées conformément aux dessins d’exécution (qui doivent eux mêmes respecter les conditions minimales d’enrobage toutes tolérances épuisées) et maintenues de façon à assurer le respect des tolérances. Les tolérances sur les positions des armatures sont dictées dans l’ordre de priorité par :
• les indications des dessins d’exécution (notamment pour les corbeaux et les becquets d’appui)
• l’EDCP et à défaut par les conditions minimales d’enrobage.
• les prescriptions suivantes :
⇒ Armatures longitudinales : Longitudinalement : ± 50 mm
: ± 20 mm pour la distance à l’about de la 1ére armature crossée Transversalement :± 20 mm Altimétrie : pour le BA : ± H / 40 pour H > 20 et ± 5 mm pour H < 20
pour le BP : ± 15 mm Dépassements : –20 + 30 mm
⇒ Armatures transversales :
⇒ longitudinalement : ± 20 mm au droit (par rapport au nu) des appuis (pour la première) ± 0,2 fois le pas au delà (sur les autres) sans excéder ± 50 mm
Transversalement : ± 15 mm Altimétrie : ± 15 mm
3.3232 Compléments pour poutres de structure
Tolérances sur les positions des armatures transversales des poutres en I et pannes
Les tolérances qui suivent concernent la position des armatures transversales (dans le sens horizontal de la section) pour les poutres en I brochées, sur une longueur, mesurée depuis l’about, égale à celle de la hauteur de la poutre. Dans tous les autres cas on se reporte aux exigences communes. Ces tolérances sont fixées à ± (5 mm et B/40). Le respect des tolérances ne dispense pas de respecter les conditions d’enrobage.
Contrôle concernant les becquets d’ abouts
⇒ L’EDCP propose un moyen de vérification visuel après bétonnage de l’existence et de la position de la cage d’about.
⇒ L’armature longitudinale d’about n’est pas positionnée à plus de 20 mm du nu du becquet sauf prescription spécifique du bureau d’études.
⇒ La tolérance sur la position verticale de l’armature longitudinale d’about est de ± h/40 sans être inférieure à 5 mm (h est la hauteur du becquet)
79/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.3233 Compléments pour poutres de plancher
Contrôle concernant les becquets d’abouts : voir ci-dessus
3.3234 Compléments pour poteaux Contrôle des armatures des têtes de poteaux
⇒ L’EDCP propose un moyen de vérification visuel après bétonnage de l’existence et de la position de la cage d’about.
⇒ La tolérance sur la distance entre la première armature et l’about est de ± 10 mm
⇒ La tolérance sur l’espacement entre les armatures transversales est de ± 20 % de l’espacement théorique
3.33 Armatures actives pour béton précontraint
3.331 Manutention
Les manutentions entre le lieu de stockage des armatures et leur mise en place dans le moule ne doivent pas altérer les qualités techniques des armatures.
3.332 Positionnement
Les armatures doivent être positionnées conformément aux dessins d’exécution (qui doivent eux-mêmes respecter les conditions minimales d’enrobage). Les tolérances sur les positions des armatures sont dictées par la plus contraignante des options suivantes:
• les indications des plans d’exécution (notamment pour les corbeaux et les becquets d’appui)
• l’EDCP et à défaut par les conditions minimales d’enrobage.
• les prescriptions suivantes :
dans toutes les directions : - pour chacune des armatures la tolérance est ± 10 mm - en cas de doute, il sera effectué une vérification complémentaire sur le centre de gravité avec pour tolérances ± min ( 5 mm ; H / 50, H étant la hauteur de la poutre)
Il est également rappelé que :
• Aucun raboutage n’est autorisé dans le produit (par coupleur ou tout autre moyen)
• Le gainage est possible avec des gaines qui permettent d’assurer une étanchéité suffisante contre les risques de pénétration de laitance. Les gaines sont exemptes de tout produit agressif, sans adhérence avec l’armature, fixées dans leur position définitive (figurant sur le dessin d’exécution), après la mise en tension, avec les moyens appropriés à leur maintien pendant la mise en place du béton et obturées en extrémité. L’EDCP donne toutes indications sur le type de gaine utilisé et les moyens mis en oeuvre pour satisfaire aux exigences.
3.333 Mise en tension
L’industriel effectue la mise en tension par l’un des moyens suivants : pression manométrique au vérin, allongement, mesure de force. Il effectue le contrôle également par un de ces moyens mais différent du premier, ou au tensiomètre. Un relevé de la tension appliquée aux aciers doit être effectué au moins une fois par cycle et par moule (en alternant les files si le moule en comporte 2 ou plus) sur une armature. Un contrôle supplémentaire doit de plus être effectué simultanément sur cette même armature par une mesure d’allongement. Les abaques du fournisseur d’armatures indiquent, pour la tension initiale des armatures, l’allongement correspondant pour le lot d’armatures utilisées
80/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
Mise en tension Le vérin de mise en tension est équipé d’un automatisme réglable donnant l’arrêt de la mise en tension lorsque la pression correspondante est atteinte. La force du vérin doit être étalonnée régulièrement (au moins une fois par an) par un organisme habilité de manière à disposer d’une courbe de correspondance entre la force délivrée et la pression indiquée au manomètre et une fois par trimestre avec un dispositif de référence approprié (manomètre, dynamomètre ou une cellule hydraulique), défini par l’EDCP. Vérification de l’allongement Cette mesure d’allongement doit être effectuée par tout moyen adapté, le système retenu est indiqué dans l’EDCP. A titre d’exemple on peut procéder : • sur 10 m en traçant sur l’armature deux points distants de 10 m (repérés au ruban adhésif ou par
une marque de peinture ou par tout autre moyen); • ou sur 1m grâce à un système approprié; • ou par mesure de dépassement des fils • ou par mesure de l’allongement des corps de vérins. L’écart entre les mesures de tension et d’allongement ne doit pas excéder 7 %. Reproductibilité Le fabricant fournit un moyen pour s’assurer que toutes les armatures sont tendues à la bonne tension par tout procédé qu’il juge approprié et qui assure la traçabilité exigée. Le système retenu est indiqué à l’EDCP. Le pressographe n’est pas un appareil de contrôle. Il permet néanmoins une bonne traçabilité. Le contrôle visuel de dépassement de longueur derrière la tête de banc peut être accepté si la longueur de coupe initiale est précise.
3.334 Détension des armatures
Le relâchement brutal par sectionnement des armatures est interdit. Le relâchement doit être effectué simultanément et progressivement pour toutes les armatures. L’EDCP indique les consignes de sécurité requises (notamment les prescriptions de l’OPPBTP).
3.335 Rentrée des armatures
L’EDCP définit les moyens de contrôle des rentrées des armatures. L’exigence minimale est de 5 mesures par type avec un dispositif permettant d’apprécier 0,5 mm. Les valeurs obtenues sont consignées dans les registres. La moyenne des 5 valeurs de rentrées d’armature (hormis les valeurs non exploitables) ne doit pas excéder les valeurs exprimées en mm données dans le tableau suivant pour une tension initiale des armatures valant :
F F Fprg peg0 0 85 0 95.max min( , , , )=
∅ 5 2 ∅ 7 2
T 6.85 2 T 9.3 2 T 5.2 2,5 T 12.5 2,5 T 12.9 2,5 T 15.2 3 T 15.7 3
81/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
Si la moyenne des valeurs mesurées dépasse la valeur requise le produit est rebuté sauf si une étude particulière permet de garantir, en sécurité, un état de précontrainte et une résistance à rupture compatibles avec l’utilisation envisagée.
En cas de tension initiale F F0 0< ..max ou à celle figurant dans l’Avis Technique les valeurs des
rentrées maximales doivent être diminuées dans la proportion F F0 0/ .max
La mesure des rentrées de fils représente la garantie que la précontrainte est effective. Elle est indispensable pour l’instant. Néanmoins s’il s’avérait au fil du temps : - que les rétractomètres ne représentent pas un moyen de contrôle fiable, - que les industriels n’ont pas trouvé un meilleur appareil de mesure, - que l’expérience justifie son remplacement par la réalisation simultanée d’un suivi de
matûrométrie et d’une vérification de mesure de force lors de la mise en tension, le CACES pourrait réexaminer la question Si la valeur de la contre flèche instantanée est mentionnée sur le plan, sa mesure, lorsque la conception des coffrages le permet, est une indication utile de l’application de la précontrainte.
3.336 Coupe des armatures
En dérogation à la prescription de l’article 53.4 de l’additif du fascicule 65A l’emploi du chalumeau est toléré pour la coupe des armatures au ras du béton. Lorsque les extrémités des armatures ne seront pas ultérieurement noyées dans un béton de seconde phase et que les éléments sont plaçés en atmosphère non protégée, elles sont arasées et leur face d’about est protégée par un produit approprié. Dans tous les cas le fabricant conserve dans ses registres les éléments du contrôle effectué
3.34 Béton 3.341 Composition du béton
Le fabricant a préalablement défini les classes de béton (composition + étuvage) qui correspondent à ses besoins. • Composition : nature, qualité, origine, dosage des constituants et consistance du béton frais. • Etuvage : diagramme du cycle d’étuvage théorique Chaque fiche de fabrication indique la valeur fcr requise, celle-ci est prescrite par le bureau d’étude en fonction de la précontrainte du produit.
3.342 Matériel de fabrication
Le fonctionnement de la centrale doit être commandé par un programmateur permettant le fonctionnement automatique ou semi automatique et la reprise en manuel en cas de besoin. Le dispositif permettant la sélection du ciment doit empêcher toute erreur accidentelle dans le choix du silo. Un système d’enregistrement ou d’édition automatique de la composition de toutes les gâchées et de leur destination est recommandé.(précisé au EDCP) L’écart toléré sur les dosages est de ± 3% pour l’ensemble des constituants sauf pour les solutions d’adjuvants pour lesquels il est de 5% (niveau 1 du fascicule 65A). L’EDCP définit les moyens et dispositifs de traçabilité.
3.343 Confection du béton
Le fabricant doit réunir les moyens propres à s’assurer de la conformité du béton à la composition déterminée. Il doit s’assurer en permanence du bon fonctionnement des installations de dosage des différents constituants du béton (ciment, granulats, eau, adjuvants). La teneur en eau doit être ajustée en permanence de façon à obtenir une consistance régulière. L’EDCP précise ces points.

82/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.344 Manutention et mise en place du béton
Les modalités de la manutention ne doivent pas provoquer de ségrégation. Les reprises de bétonnage non prévues par les dessins d’exécution sont interdites. Dans le cas où la densité du ferraillage et des inserts est très importante, l’EDCP précise les modalités de mise en place du béton.
3.345 Contrôle du béton frais
Le fabricant doit établir le fuseau enveloppe à l’intérieur duquel chaque type de béton doit se trouver. Une analyse granulométrique de conformité doit être effectuée une fois par mois et une mesure de la teneur en eau doit être effectuée une fois par semaine sur une des compositions béton utilisées.
3.346 Traitement thermique du béton
Les cycles de traitement thermique préalablement définis sont programmés. Une vérification du cycle réel est effectuée grâce à des sondes placées à proximité immédiate de la surface du béton. L’EDCP définit le processus de traitement thermique et d’enregistrement ainsi que le nombre de sondes en fonction du type d’étuvage et du type de produit. Les contrôles permanents (enregistrements) sont joints aux registres de contrôle.
3.347 Résistance en compression à la détension des armatures
Le fabricant confectionne 3 éprouvettes par moule en alternant les files si le moule en possède 2 ou plus (le béton est pris dans la dernière gâchée, le traitement thermique et le mode de vibration sont les mêmes que ceux des produits). Ces éprouvettes sont de préférence des cylindres 16 x 32 Elles sont pesées avant écrasement. D’autres types d’éprouvettes sont admis dont la correspondance avec les cylindres 16 x 32 est donnée dans le tableau suivant :
Cubes (mm) Rapport résistance cylindre/cube
à la détension à 28 jours * 100x100 0,83 0,90 141x141 0,87 0,92 150x150 0,875 0,925 158x158 0,88 0,93 200x200 0,90 0,95
Cylindres (mm) Rapport résistance cylindre/cylindre à la détension à 28 jours
160x320 1,00 1,00 150x300 1,00 1,00 110x220 1,02 1,02
Les coefficients sont légèrement pénalisants pour des résistances ≥ 60 Mpa
Les fabricants qui utilisent d’autres éprouvettes doivent établir la corrélation entre les résultats obtenus sur celles-ci et l’éprouvette normalisée 16 x 32. Ces éprouvettes doivent avoir une section minimale de 100 cm2. Les résistances obtenues sur chaque éprouvette sont appelées fci. La résistance moyenne obtenue sur le lot de 3 éprouvettes est appelée fc. Lorsque le cycle d’étuvage prévu est terminé la mise en précontrainte peut être effectuée si le seuil de résistance requis fcr est atteint, c’est à dire conforme à la valeur portée sur la fiche de fabrication. Le fabricant a la possibilité de mesurer la résistance en compression par des moyens non destructifs. Dans le cas où l’industriel utilise un système de matûrométrie (basé sur la loi d’Arrhénius) avec détermination de l’énergie d’activation pour chaque formule de béton, cela peut permettre de supprimer les essais destructifs sur éprouvettes car ce procédé permet de connaître avec précision à quel moment le béton atteint son seuil de conformité et d’optimiser le facteur temps. Cette possibilité sera examinée au cas par cas par le CACES sur justification.

83/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
ORGANIGRAMME DES ESSAIS A DETENSION
fci 1 ≥ fcr ?
Ecrasement de la 1 ere éprouvetteRésistance fci 1
fci 1 ≥ fcr + 5 Mpa ? Détension
Ecrasement des 2 autres éprouvettesLa moyenne des 3 est appelée fc
Délai d'attente
Ecrasement de la 2 eme éprouvetteRésistance fci 2
Oui
Oui
Non
fci 2 ≥ fcr + 5 Mpa ? Détension
Ecrasement de la derniere éprouvetteLa moyenne des 3 est appelée fc
Oui
Non
Ecrasement de la 3 eme éprouvetteRésistance fci 3
Détension
Non
Non
fci 2 ≥ fcr ?
Délai d'attenteOui
Non
fci 3 ≥ fcr ? Oui
Y-at-il déja eu deuxdélais d'attente ?
Délai d'attente
Problème majeur--------
Etude approfondieavant détension
InvestigationsComplémentaires
Résultatssatisfaisants ?
DétensionRebut Non Oui
Non
Oui

84/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.4 Contrôles des produits finis Un autocontrôle complet est exigé pour tous les produits de toutes les fabrications et les résultats de cet autocontrôle sont consignés sur des fiches qui peuvent être facilement produites en cas de besoin. Une surveillance de l’autocontrôle est effectuée par un vérificateur sur un produit par semaine et par moule en alternant les files si le moule en possède deux ou plus. Généralement prélevé au hasard, le produit est mensuellement celui qui a fait l’objet de la surveillance de l’autocontrôle avant coulage (§3.3). Les mesures sont portées dans les registres sous forme de tableaux avec les indications suivantes :
◊ Date de fabrication ◊ Date de contrôle ◊ Numéro du moule ◊ Type produit ◊ Valeur théorique (plan) ◊ Tolérance ◊ Valeur mesurée pour les valeurs hors tolérances ◊ Ecart pour les valeurs hors tolérances
Les tolérances à respecter sont données dans l’ordre de priorité par :
◊ les indications des dessins d’exécution ◊ l’EDCP ◊ les prescriptions ci-dessous
3.41 Caractéristiques géométriques
3.411 Géométrie Béton
3.4111 Exigences communes Le vérificateur effectue chaque semaine sur un élément les contrôles indiqués dans le tableau ci-dessous :
Mesures sur le produit Tolérances (la plus exigeante lorsqu’il y a 2
possibilités) Longueur en face inférieure sur un côté < 10 m: ± 15 mm
10 à 20 m:± 25 mm > 20 m:±30 mm
Largeur sur un about ± 10 mm Hauteur sur un about ± 10 mm Courbure horizontale (cintre) L / 400 Contreflèche des éléments précontraints Prescription du bureau d’étude Désaffleurements (aux joints de coffrage) en faces inférieures ± 5 mm Position des inserts filants dans les sens horizontal et vertical ± 20 mm Position des inserts filants dans le sens longitudinal ± 20 mm Position des inserts ponctuels et trémies ± 20 mm Position des inserts ponctuels et trémies dans le sens longitudinal ± (20 mm et h/10) * Contrôles spécifiques pour corbeaux,diabolos, etc...... Prescription du bureau d’étude
Inserts = crochets, fourreaux, platines, réservations, engravures, rails, attentes, etc....... * h = hauteur de la membrure affectée
3.4112 Compléments pour poutres de structure, pannes et poteaux
Position des inserts qui ne doivent pas entamer la membrure supérieure Si la membrure supérieure comprimée des poutres est entamée par la présence d’inserts, une attention particulière sera portée au respect des tolérances prescrites par le bureau d’études et qui figurent sur les dessins d’exécution ou dans l’EDCP. Contrôle des espacements entre axes des fourreaux et des broches
• Fourreaux d’assemblage : Sens longitudinal ± 25 mm et sens transversal ± 10 mm • Broches d’assemblage : Sens longitudinal ± 15 mm et sens transversal ± 10 mm Contrôle de la géométrie concernant les becquets ou grugeage d’ abouts : - 10 + 20 mm
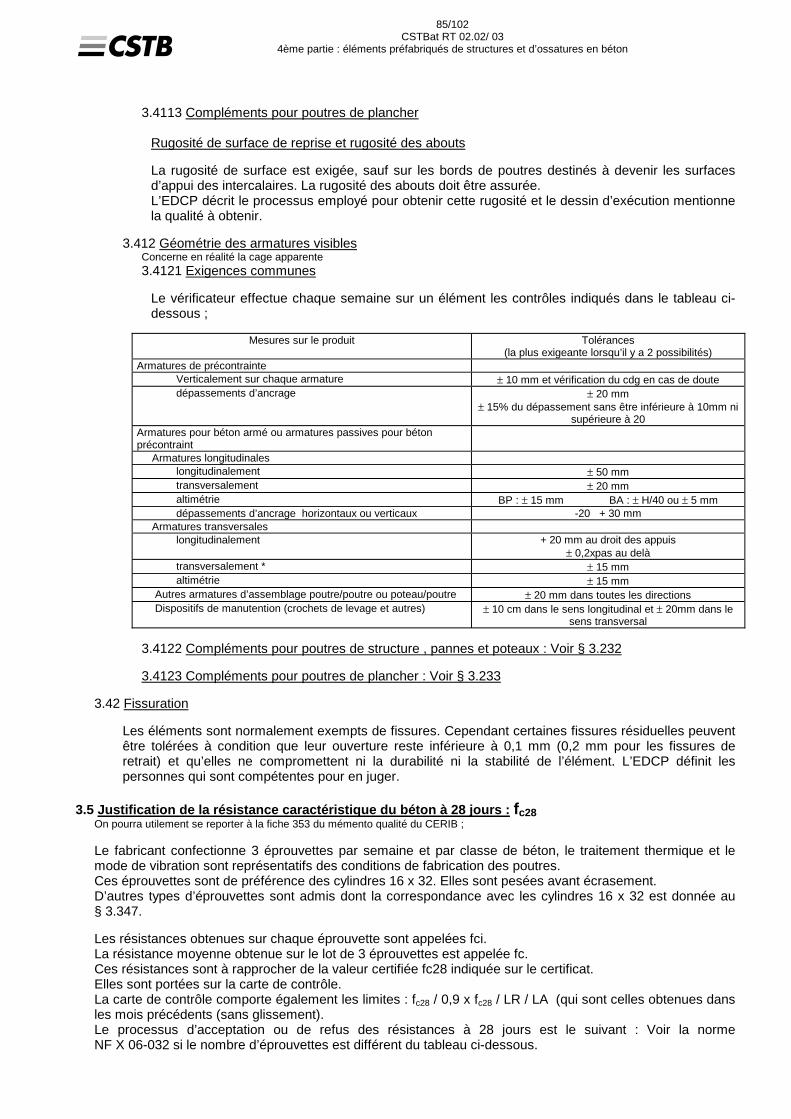
85/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.4113 Compléments pour poutres de plancher
Rugosité de surface de reprise et rugosité des abouts La rugosité de surface est exigée, sauf sur les bords de poutres destinés à devenir les surfaces d’appui des intercalaires. La rugosité des abouts doit être assurée. L’EDCP décrit le processus employé pour obtenir cette rugosité et le dessin d’exécution mentionne la qualité à obtenir.
3.412 Géométrie des armatures visibles
Concerne en réalité la cage apparente 3.4121 Exigences communes
Le vérificateur effectue chaque semaine sur un élément les contrôles indiqués dans le tableau ci-dessous ;
Mesures sur le produit Tolérances
(la plus exigeante lorsqu’il y a 2 possibilités) Armatures de précontrainte Verticalement sur chaque armature ± 10 mm et vérification du cdg en cas de doute dépassements d’ancrage ± 20 mm
± 15% du dépassement sans être inférieure à 10mm ni supérieure à 20
Armatures pour béton armé ou armatures passives pour béton précontraint
Armatures longitudinales longitudinalement ± 50 mm transversalement ± 20 mm altimétrie BP : ± 15 mm BA : ± H/40 ou ± 5 mm dépassements d’ancrage horizontaux ou verticaux -20 + 30 mm Armatures transversales longitudinalement + 20 mm au droit des appuis
± 0,2xpas au delà transversalement * ± 15 mm altimétrie ± 15 mm Autres armatures d’assemblage poutre/poutre ou poteau/poutre ± 20 mm dans toutes les directions Dispositifs de manutention (crochets de levage et autres) ± 10 cm dans le sens longitudinal et ± 20mm dans le
sens transversal 3.4122 Compléments pour poutres de structure , pannes et poteaux : Voir § 3.232 3.4123 Compléments pour poutres de plancher : Voir § 3.233
3.42 Fissuration
Les éléments sont normalement exempts de fissures. Cependant certaines fissures résiduelles peuvent être tolérées à condition que leur ouverture reste inférieure à 0,1 mm (0,2 mm pour les fissures de retrait) et qu’elles ne compromettent ni la durabilité ni la stabilité de l’élément. L’EDCP définit les personnes qui sont compétentes pour en juger.
3.5 Justification de la résistance caractéristique du béton à 28 jours : fc28
On pourra utilement se reporter à la fiche 353 du mémento qualité du CERIB ; Le fabricant confectionne 3 éprouvettes par semaine et par classe de béton, le traitement thermique et le mode de vibration sont représentatifs des conditions de fabrication des poutres. Ces éprouvettes sont de préférence des cylindres 16 x 32. Elles sont pesées avant écrasement. D’autres types d’éprouvettes sont admis dont la correspondance avec les cylindres 16 x 32 est donnée au § 3.347. Les résistances obtenues sur chaque éprouvette sont appelées fci. La résistance moyenne obtenue sur le lot de 3 éprouvettes est appelée fc. Ces résistances sont à rapprocher de la valeur certifiée fc28 indiquée sur le certificat. Elles sont portées sur la carte de contrôle. La carte de contrôle comporte également les limites : fc28 / 0,9 x fc28 / LR / LA (qui sont celles obtenues dans les mois précédents (sans glissement). Le processus d’acceptation ou de refus des résistances à 28 jours est le suivant : Voir la norme NF X 06-032 si le nombre d’éprouvettes est différent du tableau ci-dessous.

86/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
**Si fc ≥ fc28 et fci ≥ fc28 + q.σ (limite d’acceptation LA) la qualité du béton est correcte et conforme au fc28 certifié.
Cette formule nécessite de connaître q et σ. σ est l’écart type. q dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré. Dans le cas où le nombre de fci disponible est < 30, l’usine prend en compte les derniers fci du trimestre précédent pour disposer de 30 résultats.
ni 30 45 60 90 k1 (m inconnu, σ connu) 1,95 1,89 1,86 1,82
1,64 / 3 0,95 0,95 0,95 0,95
q = k1-(1,64 / 3 ) 1,00 0,94 0,91 0,87
Nota : en période de démarrage et lors de l’instruction on exige fc ≥ fc28 et fci ≥ fc28 + q0.s, avec s écart type des 3 mois de contrôles envoyés pour l’instruction q0 dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré. ni ≥ 30 ou 15 dans le cas de petites séries.
ni 30 45 60 90 k2 (m et σ inconnus) 2,22 2,09 2,02 1,94
1,64 / 3 0,95 0,95 0,95 0,95
q0=k2-(1,64 / 3 ) 1,27 1,14 1,07 0,99
**Si fc ≥ fc28 ou fci ≥ fc28 + q.σ n’est pas vérifié la qualité du béton est mise en cause Ceci est admis à condition que la fréquence de ces incidents soit inférieure à 10 % de l’ensemble des essais de la période considérée. Dans ce cas on vérifie que fc ≥ 0,9 x fc28 et fci ≥ fc28 + q’.σ (limite de refus LR)
Cette formule nécessite de connaître q et σ. σ est l’écart type. q’ dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré
ni 30 45 60 90 k1 (m inconnu, σ connu) 1,95 1,89 1,86 1,82
1,96 / 3 1,13 1,13 1,13 1,13
q’=k1-(1,96 / 3 ) 0,82 0,76 0,73 0,69
Nota : en période de démarrage et lors de l’instruction on exige fc ≥ fc28 et fci ≥ fc28 + q’0.s, avec s écart type des 3 ou 6 mois de contrôles envoyés pour l’instruction q0 dépend du nombre ni d’éprouvettes confectionnées dans la classe du béton considéré
ni 30 45 60 90 k2(m et σ inconnus) 2,22 2,09 2,02 1,94
1,96 / 3 1,13 1,13 1,13 1,13
q’0=k2-(1,96 / 3 ) 1,09 0,96 0,89 0,81
**Si fc ≥ 0,9 x fc28 ou fci ≥ fc28 + q’.σ (limite de refus LR) n’est pas vérifié :
• l’information doit être transmise au rapporteur du CACES qui réunit le bureau pour envisager la suite à donner à la certification (décision à prendre sur la valeur du fc 28, suspension ou annulation de la certification).
• l’information doit être communiquée par le fabricant aux bureaux de contrôle chargé du ou des chantiers concernés pour évaluation de l’incident sur la fiabilité des ouvrages.
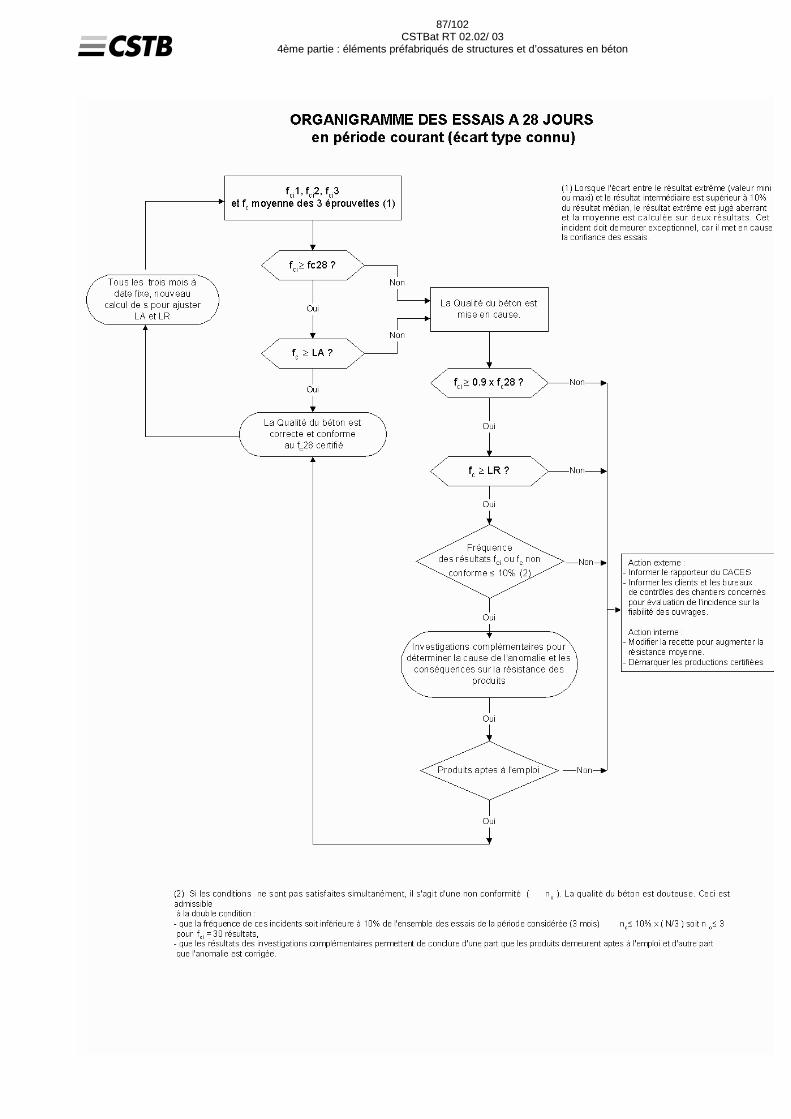
87/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton

88/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
3.6 Contrôles spécifiques des bétons autoplacants 3.61 Bétons autoplacants (BAP) 3.61.1 Définition des bétons autoplacants Bétons très fluides, homogènes et stables, mis en œuvre sans ou avec légère vibration (la compaction s’effectuant essentiellement sous le seul effet gravitaire) et conférant à la structure une qualité au moins équivalente à celle correspondant aux bétons classiques vibrés. Les bétons autoplacants se distinguent principalement des bétons classiques par leurs propriétés à l’état frais résultant des principes de formulation suivants : • un volume de pâte est égal à 1 − G, G correspondant au volume des granulats de taille > 80 µ ; • l’utilisation systématique de superplastifiants ; • l’utilisation éventuelle d’agents de viscosité ; • un volume de gravillons plus faible. 3.61.2 Dossier à fournir pour l’instruction ou modification des certificats
1. Généralités Les BAP font l’objet des études de convenance habituellement pratiquées pour les bétons classiques. Ainsi, les granulats et les fines employées sont précisément identifiés, les fuseaux enveloppes d’acceptation sont définis, de même que la plage de variation de la quantité d’eau dans le béton. 2 Evaluation des déformations différées du béton (retrait et fluage)
Les vérifications suivantes sont effectuées en adoptant la limite défavorable du fuseau préalablement définie. Deux cas de figure sont à considérer :
2.1 soit la (les) formule(s) de BAP de l’usine est (sont) inscrite(s) dans les limites actuelles des formules
génériques définies au tableau ci-dessous (pour le volume de pâte et la résistance caractéristique fc28, la valeur E/C étant inférieure ou égale à 0,50), auquel cas il n’y a pas de dossier particulier à fournir ;
Paramètres Mini Maxi
E/C (1) 0,42 0,50
Volume de pâte (1 − G) 31,8 % 39,2 %
Rc28 45 MPa 65 MPa
(1) eau efficace/quantité de ciment seul (sans ajouts)
2.2 soit la formule du BAP diffère des formules génériques, auquel cas l’industriel devra justifier les caractéristiques relatives au fluage (déformation totale, déformation endogène) et au retrait hydraulique par des mesures sur une durée au moins égale à 3 mois, ou le cas échéant, par l’utilisation d’un modèle basé sur les méthodes d’homogénéisation (modèle trisphère développé par De Larrard et Leroy) dont le domaine d’application couvre la(les) formule(s) de BAP utilisée(s) par le demandeur. Il est indiqué ci-après la méthodologie de détermination expérimentale des paramètres utiles pour les méthodes d’homogénéisation :
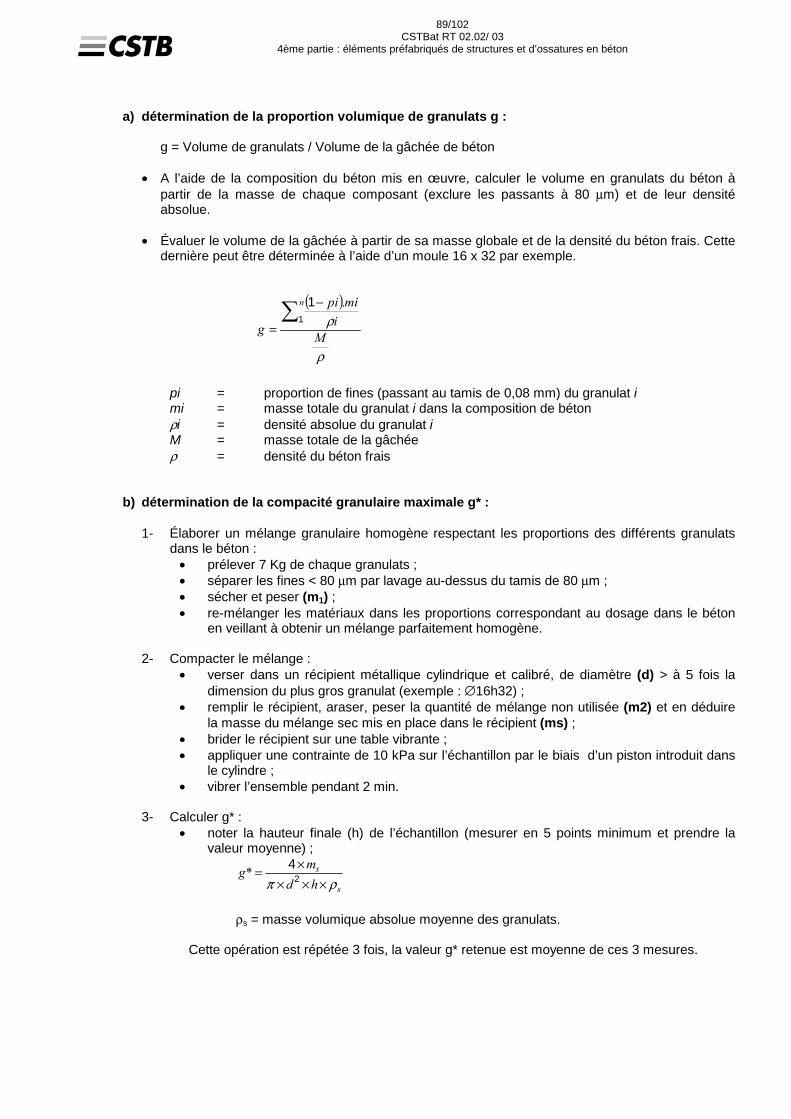
89/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
a) détermination de la proportion volumique de granulats g :
g = Volume de granulats / Volume de la gâchée de béton
• A l’aide de la composition du béton mis en œuvre, calculer le volume en granulats du béton à
partir de la masse de chaque composant (exclure les passants à 80 µm) et de leur densité absolue.
• Évaluer le volume de la gâchée à partir de sa masse globale et de la densité du béton frais. Cette dernière peut être déterminée à l’aide d’un moule 16 x 32 par exemple.
( )
ρ
ρM
imipi
g
n∑ −
=1
1 .
pi = proportion de fines (passant au tamis de 0,08 mm) du granulat i mi = masse totale du granulat i dans la composition de béton ρi = densité absolue du granulat i M = masse totale de la gâchée ρ = densité du béton frais
b) détermination de la compacité granulaire maximale g* :
1- Élaborer un mélange granulaire homogène respectant les proportions des différents granulats dans le béton :
• prélever 7 Kg de chaque granulats ; • séparer les fines < 80 µm par lavage au-dessus du tamis de 80 µm ; • sécher et peser (m1) ; • re-mélanger les matériaux dans les proportions correspondant au dosage dans le béton
en veillant à obtenir un mélange parfaitement homogène.
2- Compacter le mélange : • verser dans un récipient métallique cylindrique et calibré, de diamètre (d) > à 5 fois la
dimension du plus gros granulat (exemple : ∅16h32) ; • remplir le récipient, araser, peser la quantité de mélange non utilisée (m2) et en déduire
la masse du mélange sec mis en place dans le récipient (ms) ; • brider le récipient sur une table vibrante ; • appliquer une contrainte de 10 kPa sur l’échantillon par le biais d’un piston introduit dans
le cylindre ; • vibrer l’ensemble pendant 2 min.
3- Calculer g* :
• noter la hauteur finale (h) de l’échantillon (mesurer en 5 points minimum et prendre la valeur moyenne) ;
s
s
hdmg
ρπ ××××= 2
4*
ρs = masse volumique absolue moyenne des granulats.
Cette opération est répétée 3 fois, la valeur g* retenue est moyenne de ces 3 mesures.

90/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
2.3 Nature et fréquences des contrôles complémentaires effectués par l’usine dans le cadre du suivi
• La surveillance permanente du rapport E/C par les enregistrements de la centrale à béton. On
vérifie que cette variation se situe dans les limites définies dans le dossier fourni lors de l’instruction ;
• La surveillance de la mobilité du béton par les essais d’autocontrôle suivants :
⇒ essai d’étalement décrit dans la fiche pratique CERIB n° 378 ; ⇒ essai de la boîte en L décrit dans les recommandations de l’AFGC1 ou fiche CERIB n° 379
Fréquence de ces essais : ⇒ période de démarrage (minimum 20 j de production) : les deux essais sont journaliers ;
• en période courante :
⇒ si l’essai de la boîte en L est stabilisé (condition réputée satisfaite si, pour les 15 dernières
valeurs, le coefficient de variation est < 10 %, et si chaque valeur individuelle est comprise entre 0.80 et 1.20 fois la valeur moyenne), la périodicité de cette mesure devient hebdomadaire, le test d’étalement est effectué journellement ;
• Le suivi de la non ségrégation du béton par l’essai de stabilité au tamis décrit dans les
recommandations de l’AFGC ou fiche CERIB n° 379. Pendant la phase de démarrage, cette mesure est effectuée une fois par semaine dans le cas où il n’y a pas d’agent de viscosité dans la formule, et une fois par mois dans le cas contraire. Par la suite, la périodicité de ces contrôles devient respectivement mensuelle et trimestrielle.
NOTE : Il s’agit là des contrôles complémentaires donc additionnels à ceux définis dans le
référentiel de certification pour les bétons classiques. 3.7 Vérification des matériels de mesure et de contrôle
Matériels concernés Fréquence de l’autocontrôle Fréquence de vérification par un organisme accrédité au réétalonnage
Matériels de pesage des constituants du béton (centrale à béton)
Semestrielle Annuelle
Matériels de mise en tension des armatures (manomètres des vérins)
et de vérification (cellules, pressographes)
Mensuelle Annuelle
Matériels de traitement thermique Semestrielle Annuelle Matériels de laboratoire (presses,etc...) Semestrielle Annuelle
4 MARQUAGE ET IDENTIFICATION 4.1 Marquage
100 % des produits certifiés sont marqués CSTBat. Chaque produit doit porter : le numéro du certificat CSTBat de l’usine productrice, le fc28 et l’indication S (sismique) s’il y a lieu, (sous la forme 50 S si le fc28 est de 50 MPa.).
1 Association Française de Génie Civil

91/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
4.2 Identification
Pour tenir compte de l’exigence de traçabilité, le fabricant prend toutes dispositions pour retrouver toutes les informations concernant sa fabrication et son contrôle :
- soit le plan de pose permet de retrouver le repère d’identification de chaque produit après sa mise en œuvre.
- soit, notamment lorsqu’il s’agit de produits strictement identiques, le repérage physique des produits sera visible de manière permanente sur l’ouvrage de manière à assurer également la traçabilité.
5 STOCKAGE ET TRANSPORT
Le fabricant prend toutes dispositions pour que les produits soient convenablement stockés et transportés. Il fournit les spécifications particulières nécessaires au transporteur et au chantier. Les inserts de manutention du produit en usine, sur parc et sur chantier sont appropriés aux charges à manutentionner.
6 DOCUMENTS DE CONTRÔLE, REGISTRES D’ESSAIS
Le CSTB propose des feuilles types pour les registres dont les fabricants sont tenus de se rapprocher le plus possible Le CSTB propose des grilles adaptées pour les exploitations des registres en : statistiques, mesures d’écarts, etc... dont les fabricants sont tenus de se rapprocher le plus possible Les registres et leur exploitation peuvent être informatisés.
7 COMPLEMENTS 7.1 Règles Générales de la Certification
L’annexe 1 des Règles Générales de la Certification CSTBat des produits du bâtiment fixe les dispositions minimales que le demandeur d’un certificat CSTBat doit avoir mis en place en matière de système de contrôle de production en usine. Le fabricant doit pouvoir apporter en permanence la preuve de l’existence et de l’efficacité du système de contrôle de sa production. Ces dispositions minimales concernent :
• Responsabilité
• Maîtrise des documents
• Opérations de contrôle
• Personnel, installations et équipements
• Essais
• Enregistrement des résultats de contrôle
• Traitement des produits non conformes
• Traçabilité
• Réclamations 7.2 Recommandations de mise en oeuvre
Le fabricant est tenu de rédiger et de diffuser une note de recommandations relative à la mise en oeuvre des produits objets de la commande. Cette note est conforme aux recommandations de l’OPPBTP.
92/102 CSTBat RT 02.02/ 03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
7.3 EDCP
Le fabricant est tenu de rédiger et de faire appliquer un EDCP qui comporte la description des moyens et recommandations adoptés pour répondre aux demandes du présent Règlement Technique et aux exigences des Règles générales de la Certification CSTBat. Le fabricant peut prendre en compte les publications et les formations du CERIB pour l’établissement et le maintien de ce document. Ce manuel qualité est examiné par un groupe d’experts et validé avant la présentation au CACES du dossier d’instruction concernant le fabricant.
7.4 Règlement Particulier
Le Règlement Particulier précise notamment :
les éléments exigés lors de la demande d’instruction les registres de contrôle les contrôles statistiques et mesures d’écarts que doit pratiquer le fabricant

93/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
ANNEXE 1
REGISTRES DE CONTRÔLES
REGISTRES DE CONTROLES
DES
STRUCTURES ET OSSATURES
94/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
REGISTRE D'INFORMATIONS GENERALES LIEES AU DIFFERENTS MATERIELS ET COMPLETANT LE EDCP
MOULES Fiche de contrôle périodique de chaque moule (cadence fixée par l’EDCP)
Fiche technique de l'huile de démoulage utilisée
PRECONTRAINTE Fiche technique du vérin unifilaire
Fiche technique du matériel d'auto-étalonnage du vérin (défini à l’EDCP) Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel
Fiche technique du matériel d'enregistrement de la tension (défini à l’EDCP)
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel Fiche technique du matériel de vérification de l'allongement (défini à l’EDCP)
BETON
Fiche des types de béton utilisés (composition et étuvage) et des résistances obtenues à la mise en précontrainte et à 28 jours Fiche technique du matériel d'enregistrement et d'édition des gâchées (défini à l’EDCP) Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel
TRAITEMENT THERMIQUE
Fiche technique des équipements d'enregistrement du traitement thermique (défini à l’EDCP) Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel
ARMATURES
Fiche technique du matériel de pliage et de soudage des armatures (défini à l’EDCP)
MATERIEL DE LABORATOIRE Fiche technique des matériels de laboratoire
Fiche annuelle de contrôle par un organisme habilité et fiche d'autocontrôle trimestriel
95/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
REGISTRE DE CONTROLE N° 1: MATIERES PREMIERES (voir § 3.2 du Règlement)
AGREGATS Une fiche par fuseau granulaire pour chaque agrégat et ES pour les sables Une fiche hebdomadaire d'analyse granulométrique de chaque agrégat avec ES
effectuée par le fabricant ou son fournisseur (référence à l’EDCP)
CIMENTS Une fiche technique pour chaque ciment utilisé Résultats mensuels fournis par le cimentier
analyses physico-chimiques et résistances mécaniques
ADJUVANTS Une fiche technique pour chaque adjuvant utilisé Bordereaux de livraison des fournisseurs
ARMATURES BA Une fiche NF AFCAB pour chaque type d'armature utilisé Bordereaux de livraison des fournisseurs (date, n° et composition du lot, qté livrée, fiche d'autocontrôle)
ARMATURES BP Une fiche d'homologation ou d'autorisation de fourniture par la C.I.P pour chaque type d'armature utilisé Bordereaux de livraison des fournisseurs (date,n° et composition du lot,qté livrée,charge à la lim élast)
ORGANES DE LEVAGE Une fiche technique du fabricant et recommandations de l'OPPBTP Bordereaux de livraison des fournisseurs (date,n° et composition du lot,qté livrée,fiche d'autocontrôle)
INSERTS Une fiche technique du fabricant et recommandations de l'OPPBTP Bordereaux de livraison des fournisseurs (date,n° et composition du lot,qté livrée,fiche d'autocontrôle)
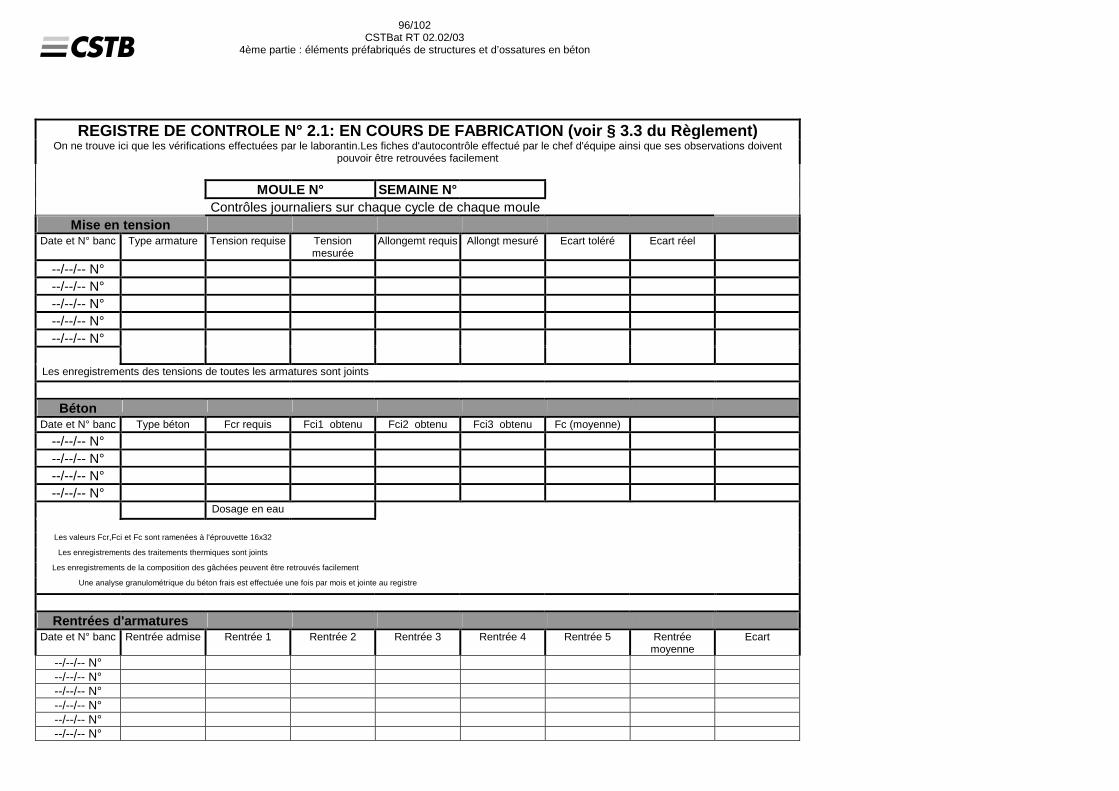
96/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
REGISTRE DE CONTROLE N° 2.1: EN COURS DE FABRICATION (voir § 3.3 du Règlement) On ne trouve ici que les vérifications effectuées par le laborantin.Les fiches d'autocontrôle effectué par le chef d'équipe ainsi que ses observations doivent
pouvoir être retrouvées facilement MOULE N° SEMAINE N° Contrôles journaliers sur chaque cycle de chaque moule
Mise en tension Date et N° banc Type armature Tension requise Tension
mesurée Allongemt requis Allongt mesuré Ecart toléré Ecart réel
--/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N°
Les enregistrements des tensions de toutes les armatures sont joints
Béton
Date et N° banc Type béton Fcr requis Fci1 obtenu Fci2 obtenu Fci3 obtenu Fc (moyenne)
--/--/-- N°
--/--/-- N°
--/--/-- N°
--/--/-- N°
Dosage en eau
Les valeurs Fcr,Fci et Fc sont ramenées à l'éprouvette 16x32 Les enregistrements des traitements thermiques sont joints
Les enregistrements de la composition des gâchées peuvent être retrouvés facilement Une analyse granulométrique du béton frais est effectuée une fois par mois et jointe au registre
Rentrées d'armatures Date et N° banc Rentrée admise Rentrée 1 Rentrée 2 Rentrée 3 Rentrée 4 Rentrée 5 Rentrée
moyenne Ecart
--/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N°
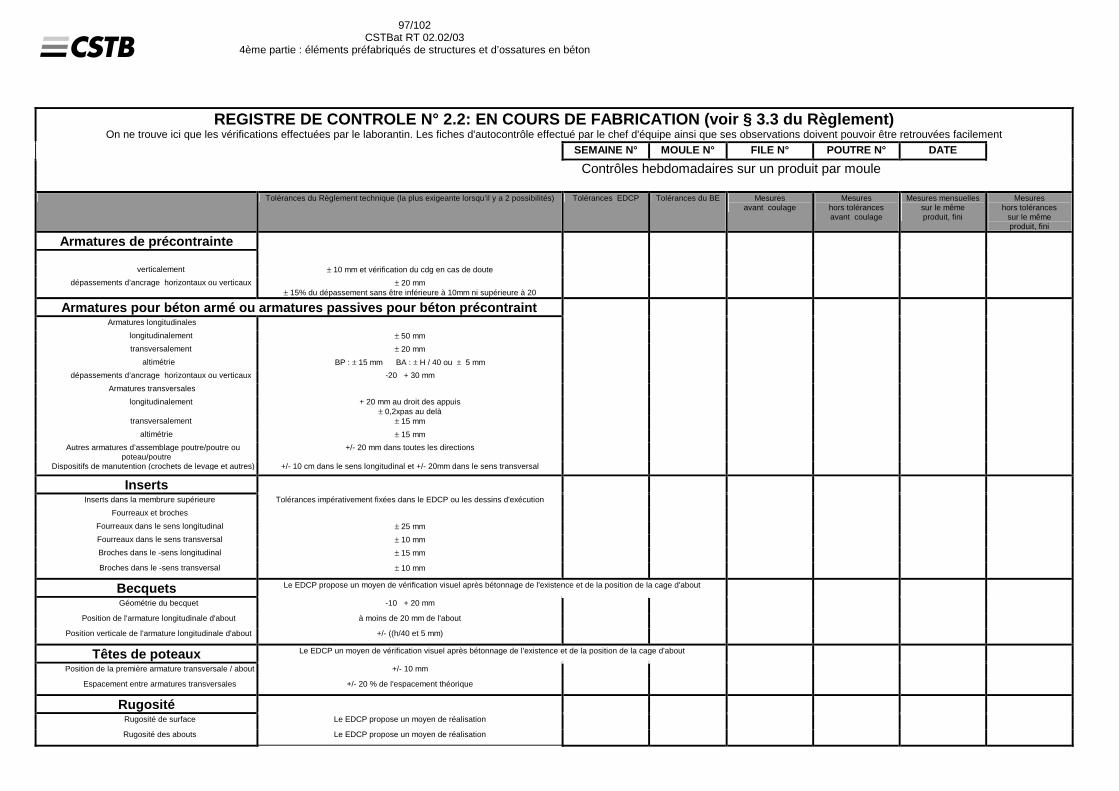
97/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
REGISTRE DE CONTROLE N° 2.2: EN COURS DE FABRICATION (voir § 3.3 du Règlement) On ne trouve ici que les vérifications effectuées par le laborantin. Les fiches d'autocontrôle effectué par le chef d'équipe ainsi que ses observations doivent pouvoir être retrouvées facilement
SEMAINE N° MOULE N° FILE N° POUTRE N° DATE Contrôles hebdomadaires sur un produit par moule Tolérances du Règlement technique (la plus exigeante lorsqu’il y a 2 possibilités) Tolérances EDCP Tolérances du BE Mesures
avant coulage Mesures
hors tolérances avant coulage
Mesures mensuelles sur le même produit, fini
Mesures hors tolérances
sur le même produit, fini
Armatures de précontrainte
verticalement ± 10 mm et vérification du cdg en cas de doute
dépassements d’ancrage horizontaux ou verticaux ± 20 mm ± 15% du dépassement sans être inférieure à 10mm ni supérieure à 20
Armatures pour béton armé ou armatures passives pour béton précontraint
Armatures longitudinales
longitudinalement ± 50 mm
transversalement ± 20 mm
altimétrie BP : ± 15 mm BA : ± H / 40 ou ± 5 mm
dépassements d’ancrage horizontaux ou verticaux -20 + 30 mm
Armatures transversales
longitudinalement + 20 mm au droit des appuis ± 0,2xpas au delà
transversalement ± 15 mm
altimétrie ± 15 mm
Autres armatures d’assemblage poutre/poutre ou poteau/poutre
+/- 20 mm dans toutes les directions
Dispositifs de manutention (crochets de levage et autres) +/- 10 cm dans le sens longitudinal et +/- 20mm dans le sens transversal
Inserts
Inserts dans la membrure supérieure Tolérances impérativement fixées dans le EDCP ou les dessins d'exécution
Fourreaux et broches
Fourreaux dans le sens longitudinal ± 25 mm
Fourreaux dans le sens transversal ± 10 mm
Broches dans le -sens longitudinal ± 15 mm Broches dans le -sens transversal ± 10 mm
Becquets Le EDCP propose un moyen de vérification visuel après bétonnage de l'existence et de la position de la cage d'about Géométrie du becquet -10 + 20 mm
Position de l'armature longitudinale d'about à moins de 20 mm de l'about Position verticale de l'armature longitudinale d'about +/- ((h/40 et 5 mm)
Têtes de poteaux Le EDCP un moyen de vérification visuel après bétonnage de l'existence et de la position de la cage d'about Position de la première armature transversale / about +/- 10 mm
Espacement entre armatures transversales +/- 20 % de l'espacement théorique Rugosité
Rugosité de surface Le EDCP propose un moyen de réalisation Rugosité des abouts Le EDCP propose un moyen de réalisation
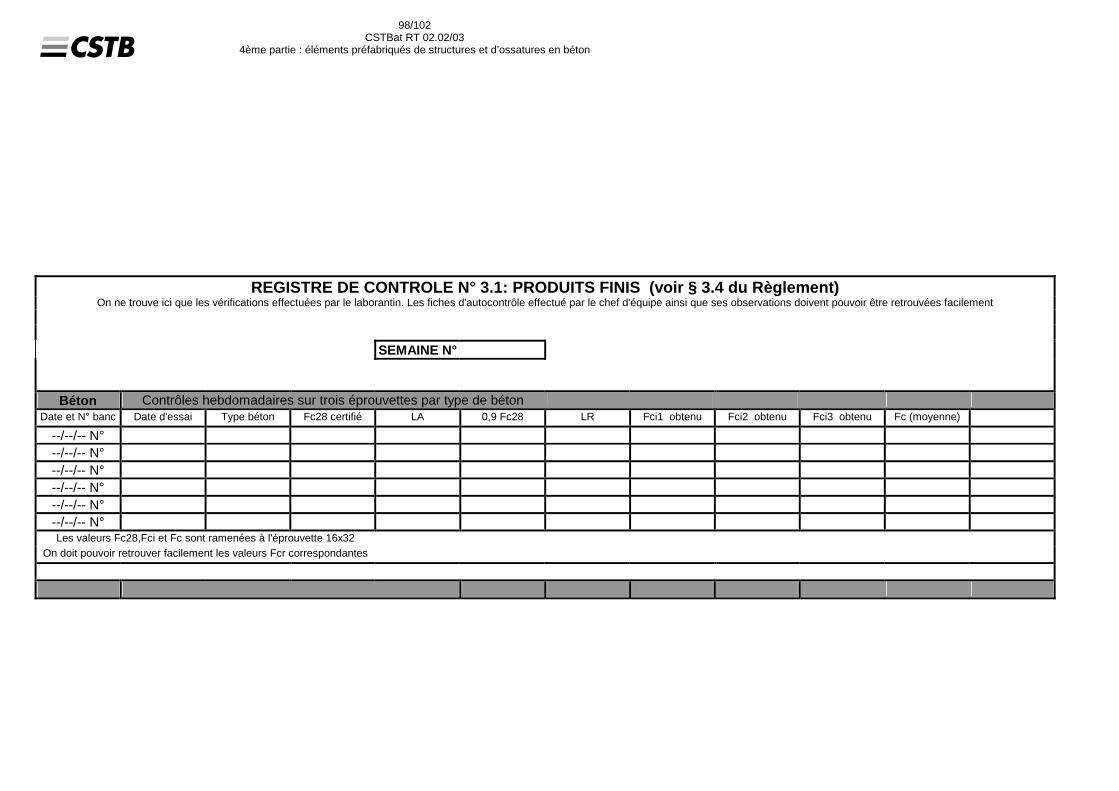
98/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
REGISTRE DE CONTROLE N° 3.1: PRODUITS FINIS (voir § 3.4 du Règlement) On ne trouve ici que les vérifications effectuées par le laborantin. Les fiches d'autocontrôle effectué par le chef d'équipe ainsi que ses observations doivent pouvoir être retrouvées facilement
SEMAINE N°
Béton Contrôles hebdomadaires sur trois éprouvettes par type de béton Date et N° banc Date d'essai Type béton Fc28 certifié LA 0,9 Fc28 LR Fci1 obtenu Fci2 obtenu Fci3 obtenu Fc (moyenne)
--/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° --/--/-- N° Les valeurs Fc28,Fci et Fc sont ramenées à l'éprouvette 16x32
On doit pouvoir retrouver facilement les valeurs Fcr correspondantes
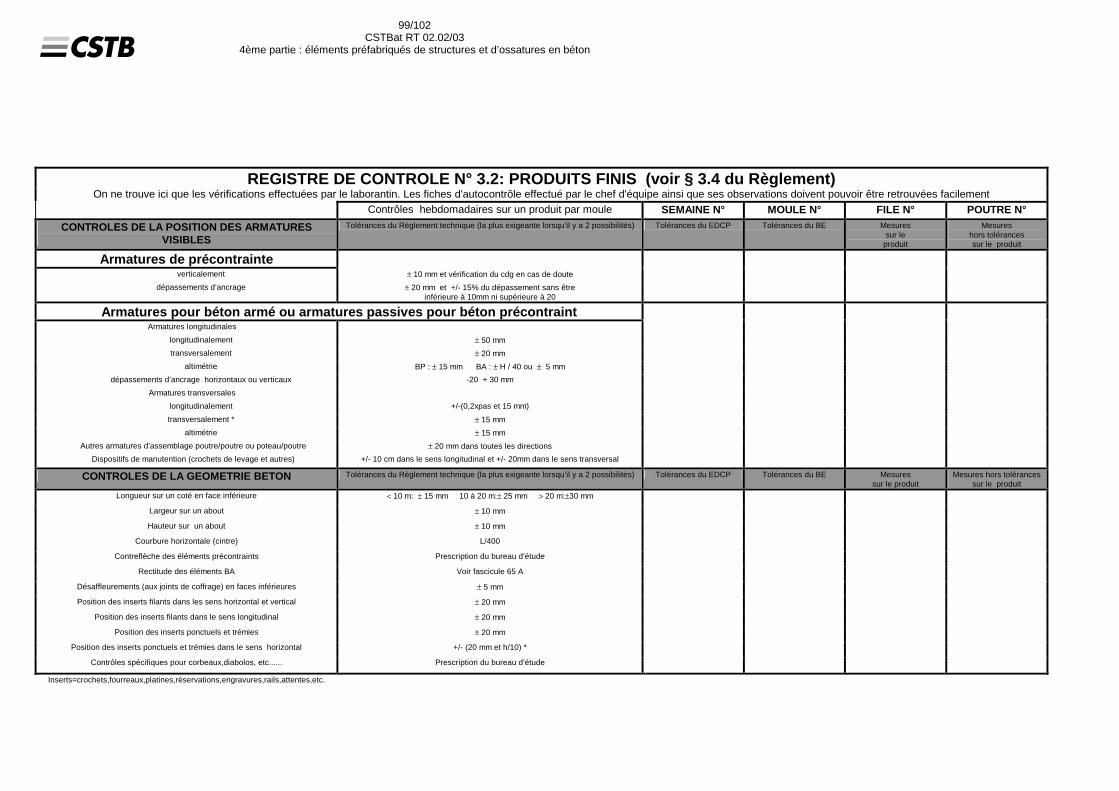
99/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
REGISTRE DE CONTROLE N° 3.2: PRODUITS FINIS (voir § 3.4 du Règlement) On ne trouve ici que les vérifications effectuées par le laborantin. Les fiches d'autocontrôle effectué par le chef d'équipe ainsi que ses observations doivent pouvoir être retrouvées facilement
Contrôles hebdomadaires sur un produit par moule SEMAINE N° MOULE N° FILE N° POUTRE N°
CONTROLES DE LA POSITION DES ARMATURES VISIBLES
Tolérances du Règlement technique (la plus exigeante lorsqu’il y a 2 possibilités) Tolérances du EDCP Tolérances du BE Mesures sur le
produit
Mesures hors tolérances sur le produit
Armatures de précontrainte
verticalement ± 10 mm et vérification du cdg en cas de doute
dépassements d’ancrage ± 20 mm et +/- 15% du dépassement sans être inférieure à 10mm ni supérieure à 20
Armatures pour béton armé ou armatures passives pour béton précontraint
Armatures longitudinales
longitudinalement ± 50 mm
transversalement ± 20 mm
altimétrie BP : ± 15 mm BA : ± H / 40 ou ± 5 mm
dépassements d’ancrage horizontaux ou verticaux -20 + 30 mm
Armatures transversales
longitudinalement +/-(0,2xpas et 15 mm)
transversalement * ± 15 mm
altimétrie ± 15 mm
Autres armatures d’assemblage poutre/poutre ou poteau/poutre ± 20 mm dans toutes les directions
Dispositifs de manutention (crochets de levage et autres) +/- 10 cm dans le sens longitudinal et +/- 20mm dans le sens transversal
CONTROLES DE LA GEOMETRIE BETON Tolérances du Règlement technique (la plus exigeante lorsqu’il y a 2 possibilités) Tolérances du EDCP Tolérances du BE Mesures sur le produit
Mesures hors tolérances sur le produit
Longueur sur un coté en face inférieure < 10 m: ± 15 mm 10 à 20 m:± 25 mm > 20 m:±30 mm Largeur sur un about ± 10 mm Hauteur sur un about ± 10 mm
Courbure horizontale (cintre) L/400 Contreflèche des éléments précontraints Prescription du bureau d’étude
Rectitude des éléments BA Voir fascicule 65 A Désaffleurements (aux joints de coffrage) en faces inférieures ± 5 mm Position des inserts filants dans les sens horizontal et vertical ± 20 mm
Position des inserts filants dans le sens longitudinal ± 20 mm Position des inserts ponctuels et trémies ± 20 mm
Position des inserts ponctuels et trémies dans le sens horizontal +/- (20 mm et h/10) * Contrôles spécifiques pour corbeaux,diabolos, etc...... Prescription du bureau d’étude
Inserts=crochets,fourreaux,platines,réservations,engravures,rails,attentes,etc.
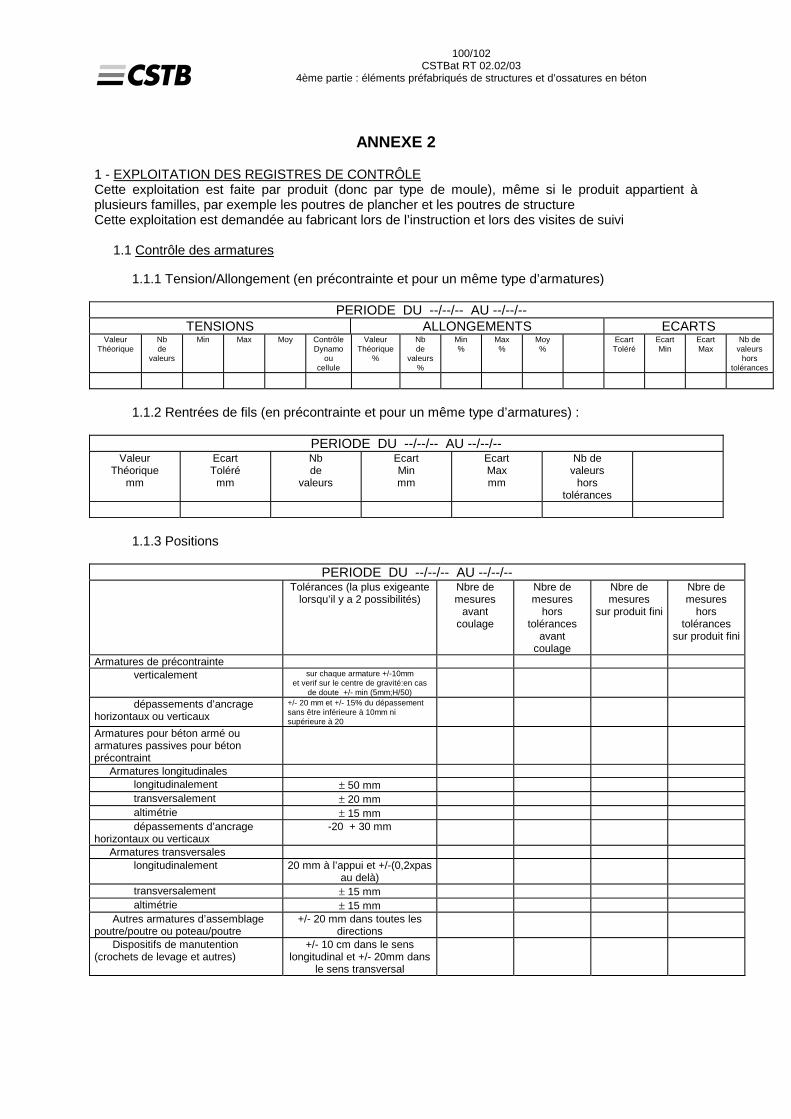
100/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
ANNEXE 2
1 - EXPLOITATION DES REGISTRES DE CONTRÔLE Cette exploitation est faite par produit (donc par type de moule), même si le produit appartient à plusieurs familles, par exemple les poutres de plancher et les poutres de structure Cette exploitation est demandée au fabricant lors de l’instruction et lors des visites de suivi
1.1 Contrôle des armatures
1.1.1 Tension/Allongement (en précontrainte et pour un même type d’armatures)
PERIODE DU --/--/-- AU --/--/--
TENSIONS ALLONGEMENTS ECARTS Valeur
Théorique
Nb de
valeurs
Min
Max
Moy
Contrôle Dynamo
ou cellule
Valeur Théorique
%
Nb de
valeurs %
Min %
Max %
Moy %
Ecart Toléré
Ecart Min
Ecart Max
Nb de valeurs
hors tolérances
1.1.2 Rentrées de fils (en précontrainte et pour un même type d’armatures) :
PERIODE DU --/--/-- AU --/--/-- Valeur
Théorique mm
Ecart Toléré
mm
Nb de
valeurs
Ecart Min mm
Ecart Max mm
Nb de valeurs
hors tolérances
1.1.3 Positions
PERIODE DU --/--/-- AU --/--/-- Tolérances (la plus exigeante
lorsqu’il y a 2 possibilités) Nbre de mesures
avant coulage
Nbre de mesures
hors tolérances
avant coulage
Nbre de mesures
sur produit fini
Nbre de mesures
hors tolérances
sur produit fini
Armatures de précontrainte verticalement sur chaque armature +/-10mm
et verif sur le centre de gravité:en cas de doute +/- min (5mm;H/50)
dépassements d’ancrage horizontaux ou verticaux
+/- 20 mm et +/- 15% du dépassement sans être inférieure à 10mm ni supérieure à 20
Armatures pour béton armé ou armatures passives pour béton précontraint
Armatures longitudinales longitudinalement ± 50 mm transversalement ± 20 mm altimétrie ± 15 mm dépassements d’ancrage horizontaux ou verticaux
-20 + 30 mm
Armatures transversales longitudinalement 20 mm à l’appui et +/-(0,2xpas
au delà)
transversalement ± 15 mm altimétrie ± 15 mm Autres armatures d’assemblage poutre/poutre ou poteau/poutre
+/- 20 mm dans toutes les directions
Dispositifs de manutention (crochets de levage et autres)
+/- 10 cm dans le sens longitudinal et +/- 20mm dans
le sens transversal

101/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
ANNEXE 2 (suite)
1.2 Contrôle des bétons
1.2.1 A la mise en précontrainte, au démoulage (pour le béton armé) L’analyse statistique est fortement conseillée pour s’assurer de l’adéquation des types de béton avec leur utilisation. Ces résultats sont donnés sur le mois et en cumul sur l’année :
PERIODE DU --/--/-- AU --/--/-- TYPES DE
BETON COMPOSITION +
ETUVAGE
Résultats d’autocontrôle
VALEURS
Nb de Val
Val Min Mpa
Val Max Mpa
Moy Mpa
σ Mpa
K2 Val Garantie
Mpa
Val demandée
Mpa B1 B2 --
Bn Le K2 est déterminé pour qu’il y aie 95% de chances pour que 95% des valeurs soient supérieures à la valeur
garantie. La conversion a été faite pour ramener à l’équivalent sur cylindre 16/32
1.2.2 A 28 jours (pour béton armé et précontraint) Les résistances demandées dans les certificats sont des valeurs garanties, c’est pourquoi l’analyse statistique est indispensable. Néanmoins le fabricant pratiquera également l’utilisation de la carte de contrôle. Ces résultats sont donnés sur le mois et en cumul sur l’année :
PERIODE DU --/--/-- AU --/--/-- TYPES DE
BETON COMPOSITION +
ETUVAGE
Résultats d’autocontrôle
VALEURS
Nb de Val
Val Min Mpa
Val Max Mpa
Moy Mpa
σ Mpa
K2 Val Garantie
Mpa
Val certifiée
Mpa B1 B2 --
Bn Le K2 est déterminé pour qu’il y aie 95% de chances pour que 95% des valeurs soient supérieures à la valeur
garantie. La conversion a été faite pour ramener à l’équivalent sur cylindre 16/32

102/102 CSTBat RT 02.02/03
4ème partie : éléments préfabriqués de structures et d’ossatures en béton
ANNEXE 2 (suite)
1.3 Contrôle de la géométrie, des accidents de forme, des inserts des réservations et de l’aspect
1.3.1 Géométrie, accidents de forme, inserts, réservations :
PERIODE DU --/--/-- AU --/--/-- Mesures sur le produit fini Tolérances (la plus exigeante
lorsqu’il y a 2 possibilités) Nb de
mesures Nb hors
tolérances Longueur un coté en face inférieure < 10 m: ± 15 mm
10 à 20 m:± 25 mm > 20 m:±30 mm
Largeur sur un about en haut ,en bas ± 10 mm Hauteur sur un about ± 10 mm
Courbure horizontale (cintre) L/400 Contreflèche des éléments précontraints Prescription du bureau
d’étude
Rectitude des éléments BA Voir fascicule 65 A Désaffleurements (aux joints de coffrage) en faces
inférieures ± 5 mm
Position des inserts filants dans les sens horizontal et vertical
± 20 mm
Position des inserts filants dans le sens longitudinal ± 20 mm Position des inserts ponctuels et trémies ± 20 mm
Position des inserts ponctuels et trémies dans le sens horizontal
+/- (20 mm et h/10) *
Contrôles spécifiques pour corbeaux,diabolos, etc...... Prescription du bureau d’étude
Inserts=crochets, fourreaux, latines, réservations, engravures, rails, attentes, etc....... * h = hauteur de la membrure affectée












