ce_lab_12

of 4
-
Upload
joshua-johnson -
Category
Documents
-
view
220 -
download
0
Transcript of ce_lab_12
-
8/10/2019 ce_lab_12
1/4
Among all the engineers who willbe involved in the purchase ofa mixer or blender next year,roughly half will welcome a
change in their production method.The other half will be determined toprevent it.
Searching for the right equipmentto make a new product or boost cur-rent production, about 50% of userswill conduct open-eyed tests in thelaboratory of a mixing equipmentmanufacturer. 1 They will test a vari-ety of mixers and ancillary equipment.While manipulating parameters suchas shear, viscosity and flow rates, theywill experiment with various typesand combinations of agitators. Theywill explore the effects of applying vac-uum or altering batch temperature atcertain stages of the mix cycle.
Another 25% of users will conducttests, but their mission will be due dili-gence, not exploration. Their goal willbe to control risk by collecting dataand confirming an equipment selec-tion prior to committing to a purchaseor rental. In other words, they want toavoid making an expensive mistake.
The remaining 25% will not test atall. Relying on long experience withfamiliar equipment and a well-under-
stood application, they will replaceworn-out equipment (or perhaps scaleup) with the same equipment as be-fore, intending only to replicate theirexisting process.
Who tests, and who shouldThe decision to test often reflects thepersonal attitude of a key manager orthe collective values of a managementteam. Some welcome the challengeand potential rewards associated withchange, while others prefer the secu-rity of continuing to operate the wayweve always done it.
Corporate culture and the com-panys competitive situation can alsoinfluence the desire to test. Somecompanies promote an aggressive,unrelenting search for every possiblecompetitive advantage. Others es-pecially those businesses that haventyet been pressured by global competi-tion are more complacent.
In fact, every manufacturing com-pany must balance the opposing goalsof innovation versus consistency, cre-ativity versus predictability, change
versus no-change. In most companies,change is welcome during product de-
velopment but unwelcome afterward. After all, we all know that innovationis the engine of product development.It requires an open-minded approachto equipment selection, and this oftenincludes equipment testing.
But on the plant floor, consistency isparamount. The traditional approachto production is to apply highly consis-
tent techniques to manufacture a con-sistent product, while cutting costs andscaling production to meet demand.This usually includes standardizingthe equipment used on the plant floor.
As demand grows, scaleup generallymeans adding larger models of equip-ment already in use. When a piece ofequipment wears out, it is replacedwith a newer version of the same unit,based on the expectation that it willperform exactly as its predecessor did.
This reverence for consistency andstability in production has been thenorm for many years. But intensifyingcompetition in our global economy maycall for a change of heart, especiallywhere mixing equipment is concerned.
The trouble with disciplined con-sistency in production is that mixingtechnology is constantly evolving. Insome equipment categories, such ashigh-shear rotor/stator mixing, high-speed powder injection and high-vis-cosity planetary mixing, the changeduring just the last few years hasbeen profound.
As mixing technology has advanced,the capabilities of even the oldest andmost familiar types of mixers have ex-panded along with our understand-ing of how they can be used and whatthey can accomplish. Applicationsthat were once considered appropri-ate for only one type of mixer cannow be accomplished with a varietyof equipment strategies, each offeringa unique combination of advantagesand disadvantages.
Feature Report
30 CHEMICAL ENGINEERING WWW.CHE.COM JULY 2012
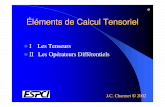
FIGURE 1. A two-wing anchor agitator is acost-efficient answer to limited ow within amix vessel. For batches up to approximately200,000 cP, the anchor can generate signi-cant ow, accelerate the dispersion and has-ten progress toward batch uniformity
The UnexpectedRewards ofTesting a Mixer
Feature Report
Ken LanghornCharles Ross & Son Co.
For custom mixers and blenders,verification is only one benefit. Testing can
open the door to further improvement
All photos: Charles Ross & Son Co.
1. The mixers and blenders we consider in thisdiscussion belong to the broad category of cus-tom mixers and blenders not standard, off-the-shelf turbine and propeller mixers that are regu-larly purchased without any need for testing.
-
8/10/2019 ce_lab_12
2/4
Recognizing this, many forward-thinking production engineers arenow testing periodically, and not justwhen a plant expansion or the addi-tion of a new production line providesan obvious opportunity to upgrade.They test to stay current on new devel-
opments in mixing technology, exploreopportunities to improve both currentand future production lines, and tomake sure their companies remain inthe passing lane of global competition.
Go with the flowMany engineers who visit the test labo-ratory of a mixer manufacturer are sur-prised by the fact that subtle changesin a mixers configuration or operationcan yield an enormous improvement inperformance. Virtually all arrive withat least an idea of the type of mixerthey want to use, and often their in-stincts turn out to be correct withthe simple addition of another agitator.
Example 1: Adding a low-shear ag-itator to create a uniform pigmentdispersion. 2 The production engineerin this case had used a high speeddisperser for years to disperse a vari-ety of liquid pigment blends in a basematerial. Operating in a batch with alotion-like consistency a viscosityof approximately 20,000 cP the dis-perser provided plenty of shear energy.
A 10 h.p. disperser in a 50-gal batchrequired about 60 min to completethe dispersion. Trials were arrangedto search for potential improvementsrelated to blade size and design, andperhaps the use of multiple bladesmounted on a single shaft.
At this batch size and viscosity, an8-in.-dia. high-speed disperser oper-ating with a tip speed of 5,000 ft/min
creates only a mild vortex. Pigmentsadded to the light-colored base mate-rial provide a vivid display of unifor-mity or in this case, slow progress
toward uniformity. Material near thedisperser was quickly dispersed andassumed a uniform appearance. Mean-while, slow-moving swirls of color nearthe vessel wall indicated limited flowwithin the batch.
In actual production, the cycle timefor this application had been 60 min-utes, but most of that time was wasted.The mixer dispersed the pigments im-mediately once they contacted theblade. The limiting factor was the flowwithin the vessel, not the blade design.We recognized that flow could be im-proved by adding a low-shear agitatorthat would complement the action ofthe high shear agitator.
In a dual-shaft mixer, a slow-turn-ing, two-wing anchor agitator improvesflow by moving material from the ves-sel wall toward the high shear agitator(Figure 1). Teflon scrapers prevent alayer from remaining on the wall andbottom of the vessel. By improvingflow, the anchor essentially feeds ma-terial to the disperser and acceleratesthe dispersion process.
With the complementary action ofthese two agitators, the batch reachedtarget uniformity in 15 min, a 75%improvement compared to the cycletime required by the disperser oper-ating alone.
An agitator for each stageMix cycles can often be accelerated byidentifying key inflection points duringthe process and recognizing the needto apply different forms of agitationduring different stages. Substantialchanges in viscosity, for example, gener-ally distinguish one mixing stage from
another and signal the needfor a change in agitation. Example 2: Adding a high
shear agitator to accommo-
date the lowered viscosity of aconductive coating. The double plan-etary mixer has been around for morethan 50 years, and it is still a reliableworkhorse for high-viscosity mixing.Since the dispersion of conductive car-bon is generally processed at viscosi-ties up to about 1 million cP duringthe mix cycle, it is a typical applicationfor the double planetary mixer. In thisscenario, a manufacturer had alreadyused double planetary mixers to pre-pare conductive coatings. He sched-
uled a test to confirm the choice of anew mixer for scale-up.
Replicating the process in the testlaboratory, conductive carbon powderswere added to a solvent base, alongwith a variety of binder materials.Planetary mixing required 20 min ofkneading at 1 million cP.
The next phase of the process wasfar more time-consuming. Lettingthe batch down from 1 million cP to10,000 cP required 90 min, becausethe solvent must be added slowly.Dosing the solvent gradually allowsit to be incorporated without formingclumps of the conductive paste, whichbob in the low-viscosity mix and resistbreaking down further.
The slow pace of the let-down stageof this cycle made it an excellent targetfor improvement. The key was to un-derstand that it was slow only becausethe mixing action of the planetaryblades became steadily less effectiveas viscosity fell. At viscosities below200,000 cP, planetary blades gener-ate very little shear and are unable toincorporate the low-viscosity diluentinto the paste.
The solution was to switch from atraditional double planetary to a dou-ble planetary/disperser hybrid mixer(Figure 2). This mixer extends the ver-satility of the double planetary mixerby adding two disperser shafts, each ofwhich can be equipped with one or twodisperser blades. These high-speedagitators orbit the vessel in tandemwith the planetary blades and applyintense shear.
In this application, the high-shearagitators were turned on for the
CHEMICAL ENGINEERING WWW.CHE.COM JULY 2012 31
FIGURE 2. This double plan-etary/disperser hybrid mixer isequipped with a pair of highspeed dispersers on each oftwo shafts, in addition to twosets of helical planetary blades.The addition of disperser blades tothe traditional double planetary mixerenables it to handle applications thatinclude both high-viscosity and low-viscosity stages
2. All of the test scenarios in this article aredrawn from actual trials in the Ross Test & De- velopment Center in Hauppauge, NY. However,certain details were omitted or changed to safe-guard customer confidentiality or clarify the es-sential message of the example.
-
8/10/2019 ce_lab_12
3/4
Feature Report
32 CHEMICAL ENGINEERING WWW.CHE.COM JULY 2012
let-down, when the batch viscosityreached 200,000 cP, and they becamesteadily more efficient as the batch
viscosity dropped further. The dispers-
ers easily disintegrated all clumps ofpaste, and the 90-min let-down stagewas shortened to 15 min.
Sometimes more is lessSuccessful laboratory tests are gener-ally characterized by such measuresas a faster mix cycle, a finer emulsionor dispersion, improved end-productquality, or increased efficiency (theresult of combining multiple processsteps in a single machine, for ex-ample). But sometimes a test can be
called a success after producing no visible signs of product or process im-provement and even after requiringmore pieces of equipment to achievethe same effect as before.
Example 3: Mixing high-viscosity polymers with less costly equip-ment. With high tensile strength andelasticity, flexible polymer blends areused in many industries to make amultitude of extruded products. Theyare commonly mixed in a sigma blademixer, which applies enormous pres-sure to crush the polymer pellets whilegenerating enough friction and heat tomelt the polymers in a 15-gal batch inabout 20 min. The mixing that followsrequires another 20 min.
The sigma blade mixer (Figure 3)is immensely powerful, and with thebatch viscosity at about 5 million cP,this application is hardly challenging.But it is also a particularly expensivemixer, so it is the best choice onlywhen the viscosity exceeds the capa-bilities of all other mixers. In fact, thecustomer in this case had been usingsigma blade mixers because he be-lieved there was no alternative.
Our test strategy was to apply re-cent design advances in planetaryblade design that have extended theworking capacity of double planetarymixers well above their previousworking limit of about 2 million cP.Equipped with helical blades (Fig-ure 4), a double planetary mixer canhandle viscosities up to 8 million cP,which makes it an attractive alterna-tive to the sigma blade mixer in manyapplications.
Compared to traditional, rectangu-
lar planetary blades, the new genera-tion of blades is helical and precisely
sloped. The graceful slope enables thehelical blades to pass one another witha slicing motion in the vessel. Thisprevents the sudden spike in powerthat typically occurs when the verticalarms of rectangular blades pass oneanother in a high-viscosity batch.
By suppressing this power spike, theworking viscosity of a double planetarymixer equipped with helical bladesextends well beyond the 5 million cPlevel this application requires. But inthis case the planetary mixer requiredadditional equipment to melt the poly-mers before mixing could begin.
This test was conducted in a 40-galdouble planetary mixer with thermal
jacketing, through which we circulatedoil at 350F. The polymers required 20min to melt and another 20 min tomix. They were then discharged witha hydraulically actuated, automaticdischarge system.
The test results included no changein cycle time or product quality, andthe test required three pieces of equip-ment where one had been used before.But it was clearly successful becausethe total cost of the new system wasmore than 50% lower than the cost ofa new sigma blade mixer.
Advantages of pre-milling Preconceptions built over many yearsof practice are often hard to dispel.In a test environment, they can beespecially costly if they are allowedto discourage exploration. Engineerswho are willing to consider unfamiliartechnologies and unexpected solutionsare often rewarded with quantum im-provements in production.
Example 4: An ultra-high shear pre-mill makes downstream media
milling unnecessary for an aero-space pigment dispersion. Mediamills are a common sight in plantsproducing fine dispersions. They canproduce excellent results, but they arealso notorious for their slow through-put and the laborious cleaning andmaintenance they require. To addressthese shortcomings, high-speed rotor/ stator mixers are commonly used topre-mill materials, reduce particle sizesignificantly, and shorten the cycletime required by the mill.
This test was arranged to measurethe performance of a traditional, sin-gle-stage high-shear mixer servingas a pre-milling device (Figure 5). Toproduce an aerospace coating, the en-gineer had been pre-mixing pigmentsand an epoxy-based material in adisperser-agitated vessel, then send-ing the mix downstream to the mill.His goal was to save time and increaseproduction by feeding pre-milled ma-terial to the media mill.
The first test using the single-stagerotor/stator mixer was successful. Asingle pass through the inline mixer,operating with a rotor/stator develop-ing tip speeds of 3,500 ft/min, easilymet the target particle size.
A second test explored the perfor-mance of a completely different rotor/ stator concept, and the results wereeven more dramatic. This time, thepre-mix was fed through an ultra-high-shear inline mixer (Figure 6).
Unlike the traditional single-stagehigh shear mixer, the rotor/stator gen-erator in the alternative setup does notinclude conventional blades. Instead,the rotor and stator are comprised of
FIGURES 3 and 4. Sigma blade mix-ers (above) apply great power to mixmaterials at extremely high levels ofviscosity. Recently, however, innovativehelical blades (right) have extended theworking viscosity of double planetarymixers signicantly. This has mademany high-viscosity applications ap-propriate for either a sigma blade mixeror a planetary mixer
-
8/10/2019 ce_lab_12
4/4