Catalogue 2012
83
CATALOGUE FORMATION 2012
-
Upload
auteo-auteo -
Category
Documents
-
view
228 -
download
3
description
Formations AUTÉO
Transcript of Catalogue 2012
CATALOGUE
FORMATION
2012

2
SOMMAIRE
Parcours de Formation AUTÉOLean ....................................................................................................................... 8
Dirigeant Lean .......................................................................................................................................................... 10 Manager Lean – partie 1 .......................................................................................................................................... 11 Manager Lean -‐ partie 2 .......................................................................................................................................... 13 Initiation à la pratique de la Gemba Walk ............................................................................................................... 14 Gemba Walk ............................................................................................................................................................ 16 M3P ® ....................................................................................................................................................................... 17 APA ® ....................................................................................................................................................................... 21 Comment rendre votre démarche « 5S » pérenne ? ............................................................................................... 23 Comment aborder une démarche Lean dans les bureaux ? .................................................................................... 25 Cartographie du flux de valeur ................................................................................................................................ 27 L’optimisation des flux : créer un flux continu ........................................................................................................ 29 Créer un flux tiré matières et composants .............................................................................................................. 31 L’optimisation des flux : créer un flux tiré lissé ....................................................................................................... 33 Le A3, outil Lean de résolution de problèmes ......................................................................................................... 35 Beer Game ............................................................................................................................................................... 37 8D -‐ résoudre les problèmes en supprimant les causes réelles ............................................................................... 38
Parcours De Formation PacctERGO ...................................................................................................................... 40
Module 1 : Sensibilisation de l’encadrement .......................................................................................................... 41 Module 2 : Connaitre les risques, les évaluer pour mieux agir ................................................................................ 42 Module 3 : Agir au quotidien en équipe .................................................................................................................. 43 Module 4 : Anticiper : l’ergonomie de conception .................................................................................................. 44 Module Atelier Interentreprises : évaluer et analyser les risques, rechercher les causes de pénibilité ................. 45
Parcours de Formations Techniques .................................................................................................................... 47
Prototypage rapide : réduire le temps de mise en œuvre ....................................................................................... 48 Lecture de plan : interprétation iso de spécifications ............................................................................................. 50 Conception assistée par ordinateur : action collective ou individuelle ................................................................... 51 Fabrication assistée par ordinateur ......................................................................................................................... 52 Programmation iso .................................................................................................................................................. 53 Usinage grande vitesse ............................................................................................................................................ 54 Mesure tridimensionnelle ....................................................................................................................................... 57 Mesure sans contact ................................................................................................................................................ 58 Initiation au développement par modélisation ....................................................................................................... 60 Formation bus CAN et dérivés ................................................................................................................................. 62 Formation bus CAN, j1939 et OBDII ........................................................................................................................ 64 Méthode « prix -‐ objectifs » .................................................................................................................................... 66
Parcours De Formation Communication .............................................................................................................. 69
Media training ......................................................................................................................................................... 70

3
Prise de parole et animations de réunions .............................................................................................................. 72 Stratégie financière : enjeux et bonnes pratiques ................................................................................................... 74 Responsabiliser ........................................................................................................................................................ 78 Les entretiens individuels : un acte de management des compétences ................................................................. 80 Managers de proximité ........................................................................................................................................... 82

4
Des formations pour répondre à
un environnement professionnel en pleine évolution Être au cœur de l’emploi - Développer les compétences de vos salariés
Tels sont les objectifs pour préserver et renforcer la compétitivité ́ de votre société ́, tout en plaçant vos salariés au cœur de ces démarches de transmission de savoir.
FuturSkill met à votre disposition le réseau, l’expérience et les moyens du groupe Manpower pour vous faire bénéficier de la réactivité ́, de l’innovation et des moyens nécessaires pour la réponse à vos besoins.
Nos savoir-faire
L’ingénierie pédagogique
Nos programmes de formation découlent de la problématique que vous nous soumettez. En utilisant des outils pédagogiques modernes et les technologies multimédia, nous développons les compétences dont vous avez besoin.
L’animation de formations
Une formation réussie, ce n’est pas juste tenir compte des buts à atteindre, c’est aussi considérer le public auquel elle s’adresse. Le parcours d’apprentissage est ainsi adapté aux profils des apprenants comme aux attentes des employeurs.
L’audit de connaissance et de conseil
Les compétences recherchées existent souvent déjà dans l’entreprise. Nous intervenons alors pour identifier les détenteurs de ces savoir-faire, pour ensuite les formaliser. L’expertise des salariés renforce ainsi le capital de l’entreprise, et peut être ensuite transmise aux nouvelles générations.
Nos références
Renault Trucks - Fiat Powertrain Technologie -Mollertech - 3M - Montupet - Automotiv Lighting - Faurecia – Thyssen Krupp – Filtrauto – ContiTech Anoflex – Auto Cable – Cooper
TRAINING
Nos forces La connaissance du monde de l’industrie Nos consultants sont tous issus du monde de l’entreprise et en comprennent les contraintes et les impératifs. Le potentiel de nos intervenants Nos consultants détiennent des compétences liées à la fois au monde de l’entreprise et aux aspects pédagogiques de la formation.
Des méthodes pédagogiques novatrices L’approche ludique et les supports multimédia utilisés en ateliers restreints permettent à tous les apprenants d’évoluer dans un univers attrayant, au rythme qui leur convient.
Adaptabilité et réactivité Le temps de formation doit être un atout, et non une gêne pour l’entreprise. C’est pourquoi nous adaptons nos formations à la taille, au secteur d’activité et aux particularités de votre entreprise.
C O N T A C T E Z N O U S
Paris | Lyon | Rennes [email protected] - www.futurskill.fr
FuturSkill 1, cours Gambetta - 69003 Lyon T : +33 (0)4 37 42 31 70 F : +33 (0)4 37 42 31 71
élever la compétence en performance

5
ÉDITO
Chers adhérents, chers acteurs de la filière véhicule, chers industriels
La compétence des collaborateurs est au cœur de la performance.
Grâce à l’animation terrain des entreprises de la filière, AUTÉO identifie des besoins et propose
des formations interentreprises. Au delà des apports de la formation, les participants peuvent
confronter leurs expériences et partager leurs difficultés.
Toutes les formations proposées dans ce 2ème catalogue de formations AUTÉO ont fait l’objet de
recommandations par le réseau ou ont été élaborées par AUTÉO. Elles répondent ainsi aux
exigences de la filière et partagent les valeurs d’une approche participative de l’entreprise.
La formation inter entreprise AUTÉO, c'est :
• Bénéficier de formations recommandées par des industriels satisfaits
• S'appuyer sur des formations élaborées et testées avec les entreprises
• Mutualiser les coûts de formation
• Enrichir les programmes des formations suivies
• Echanger sur des problématiques communes
• Poursuivre les échanges dans les entreprises
AUTÉO, relais de l’Institut Lean France en Bretagne :
Au delà des modules de formation AUTÉOLean, nous proposons une gamme de formations
dispensées par des experts de l’Institut Lean France.
AUTÉO est votre réseau, vous en êtes les acteurs et les bénéficiaires.
A très bientôt
Xavier MEDARD
6
Une convergence de moyens vers une entreprise efficace
COMMUNICATION
TECHNIQUE
PacctERGO
AUTÉOLean
7
AUTÉO
AUTÉO est le réseau des industriels de la filière véhicules du Grand Ouest. Cette association regroupe des constructeurs, des équipementiers, des fournisseurs, des universitaires et des partenaires principalement répartis sur les régions Bretagne (64%), Pays de Loire (27%) et Poitou-Charentes (4%).
Formations interentreprise AUTEO : l'approche globale de la performance Depuis 15 ans AUTEO anime la Filière automobile. Fort de cette expérience acquise au contact des meilleures pratiques, AUTEO enrichit son offre de formation avec une vision globale de la performance. Les formations proposées dans ce catalogue s'inscrivent dans une logique de cohérence afin que les messages passés au différents niveaux et secteurs de l'entreprise soient liés. Une approche participative du management s'inscrit dans une culture commune du progrès. A l'exception des modules experts, les formations sont toutes élaborées ou sélectionnées afin de répondre aux attentes des PME/PMI. Les intervenants adaptent leurs prestations aux différents publics.
Organisme de formation agréé, AUTÉO met à votre disposition des formations couvrant 4
domaines :
AUTÉOLean, (conduite sécurisée et économique …)
PacctERGO (qualité, ergonomie …)
Performance Technique
Communication
8
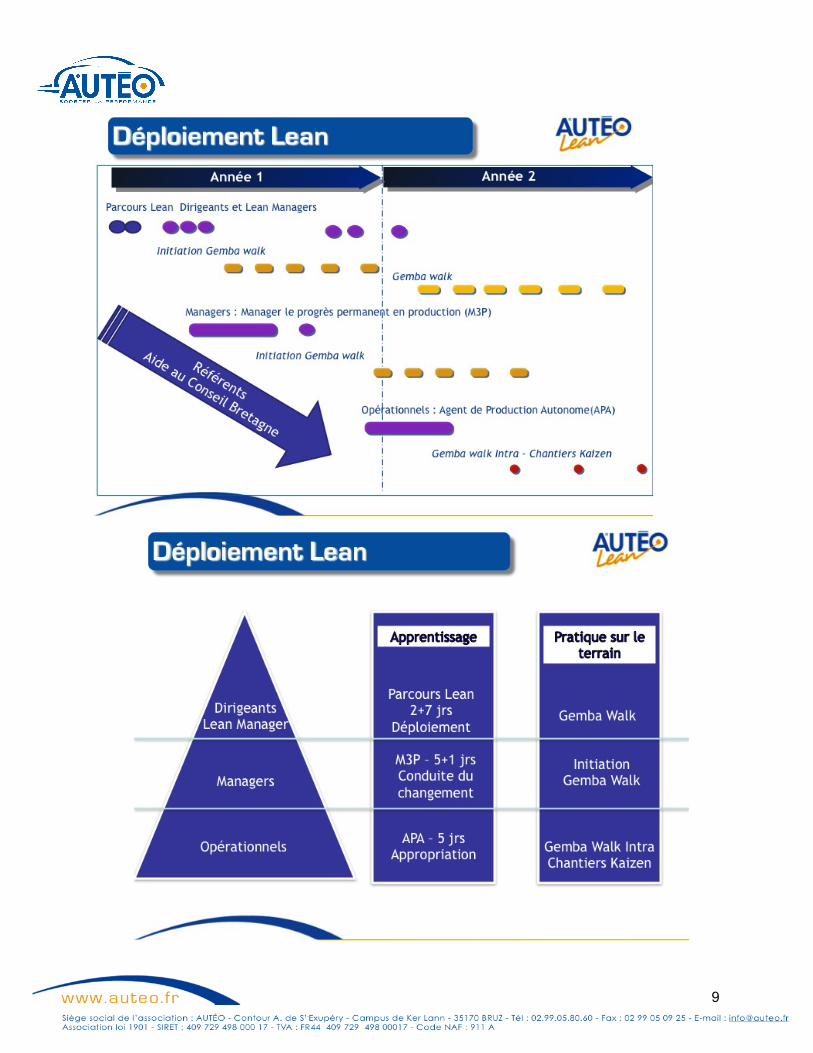
Parcours de Formation AUTÉOLean C'est une démarche qui apporte une animation collective d'entreprises (par groupe d'une dizaine d'entreprises) afin de les aider dans le déploiement quotidien d'une démarche d'amélioration. L'intérêt réside essentiellement dans :
• l'acquisition de compétences enrichie du partage d'expériences • la capacité à voir ensemble en ateliers les sources de performance • le maintien d’un rythme collectif dans la durée • la création d’un réseau d'entraide et de progrès
Après les formations inscrites dans le cursus initial, le Lean Manager dispose d'un panel de formations plus techniques qui lui permettront d'acquérir des compétences plus pointues au rythme ou les sujets se présenteront dans son entreprise. Les ateliers interentreprises (Gemba Walk) thématiques pourront être animés à la demande. Notre réseau de référents AUTÉOLean peut vous accompagner dans votre stratégie de déploiement en s’appuyant sur les expériences de notre action collective.
9
10
Dirigeant Lean Manager une démarche Lean 1 jour + 1 jour – 14 heures
Public visé Dirigeants d’entreprises, managers. Catégorie : chef d’entreprise et cadre. Nombre de participants : entre 6 et 12
Objectifs pédagogiques - Donner aux participants une compréhension commune de ce qu’est la démarche et la pensée Lean, ses principes, les principaux outils mis en œuvre ainsi que le rôle des managers dans une entreprise Lean. - Expliciter le déploiement AUTÉOLean dans l’entreprise, les étapes, le rôle et les missions des différents acteurs : référents AUTÉOLean, Dirigeant, Manager Lean.
Programme de la formation Concepts présentés :
• Les principes de la pensée Lean
• Les principales sources de gaspillages
• La mise en évidence des gaspillages : le 5 S, le travail standardisé, le management par le visuel
• Les outils de réduction de problèmes : les 5 « pourquoi », le Jidoka, le Poka-Yoke (…)
• Les outils d’amélioration continue : le Kaizen, le PDCA
• La réduction des gaspillages : la mise en flux continus, les flux tirés, les flux tirés lissés
• L’outil de management Lean : le A3
• Le déploiement du Lean dans l’entreprise, le rôle des managers et du Référent AUTÉOLean.
• La pratique du Gemba Walk (Marche sur le terrain)
Intervenants Gilbert LIEGEOIS, Président de l’Institut Lean France.
Manuplast / Martin Pierre RAPEAUD, Directeur Général
"J'ai engagé MANUPLAST dans l'action AUTEOLean car c'est pour moi la 1ère fois que la démarche & philosophie "Lean" est abordée, appréhendée, présentée, vécue et partagée selon une vision aussi globale, de bon sens, humaine et performante qui motive à se remettre en cause et rechercher la PERFORMANCE GLOBALE par l'amélioration continue… "

11
Manager Lean – partie 1 Pensée Lean et découverte de la Gemba Walk 5 jours – 35 heures
Public visé Membre de l’encadrement, missionné par le dirigeant pour déployer la démarche Lean dans l’entreprise, il dispose de la compétence, de la reconnaissance, de l’autorité et du temps nécessaire à la conduite de sa mission. Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 6 et 15
Objectifs pédagogiques - Engager une réelle transformation Lean est une décision stratégique majeure qui vise à améliorer l’efficience des processus pour augmenter, de manière continue, la valeur perçue par le client. - Pour réussir cette transformation, le dirigeant doit s’appuyer sur les compétences d’un Manager Lean. - Cette formation vise à apporter les connaissances de base indispensables à tous les acteurs de la transformation.
Programme de la formation Concepts présentés :
• S’approprier les bases de la Pensée Lean
• Acquérir les fondamentaux du Lean Management
• Mettre en place les « fondations» de la maison Lean
• Mettre en évidence les gaspillages
• Utiliser des outils de résolution de problèmes et de réduction des gaspillages Programme détaillé page suivante >>>
Sanden Manufacturing Europe / Cédric LECELLIER, Chef de Service Logistiques
« La formation Manager Lean est une formidable expérience qui m’a permis d’apprendre d’une manière très concrète le Lean et comment le mettre en œuvre au sein de notre société. Cette formation allie un support théorique très approfondi (avec l’Institut Lean France), mais aussi un suivi et un accompagnement pratique sur le terrain (VSM, GEMBA WALK...). Cette formation est le bon outil pour poser les bases du Lean dans son entreprise, et pour personnaliser le déploiement du Lean dans tous les services. »

12
Programme détaillé
Jour 1 : la pensée Lean et les principes du Lean management
Les bases de la transformation Lean
Le A3 de déploiement et la stratégie de communication en entreprise
Jour 2 : rôle du Lean manager et outil d’animation
Comprendre et voir les 7 gaspillages sur un cas pratique
Intégrer et déployer des moyens d’animation en entreprise
Jour 3 : comment voir les problèmes
Le 5 S, le travail standardisé, le management visuel, la Gemba Walk
Jour4 : comment résoudre les problèmes
Définir un problème et rechercher la cause racine
QRQC, (Quick Response Quality Control) 8 D
Jour 5 : cartographie des flux de valeurs (VSM)
Réaliser une cartographie
Intervenants Formateurs référents AUTEOLean
Anne-Laure DELPECH
Frédéric NICOLAZO
Jean-Jacques VIVIER
Sébastien CAILLEAU

13
Manager Lean - partie 2 Poursuivre le déploiement du Lean Flux matière et Développement 2 jours – 14 heures
Public visé Membre de l’encadrement, missionné par le dirigeant pour déployer la démarche Lean dans l’entreprise, il dispose de la compétence, de la reconnaissance, de l’autorité et du temps nécessaire à la conduite de sa mission. Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 6 et 15 Pré requis : avoir suivi la formation « Manager Lean- partie 1 » (5 jours)
Objectifs pédagogiques - Cette formation vise à enrichir les connaissances indispensables à tous les acteurs de la transformation, pour poursuivre le déploiement du Lean sur les flux et le Lean développement.
Programme de la formation
Journée 6 : pilotage et maitrise des flux
Comprendre les notions du pilotage des flux
Comprendre l’approche Lean du pilotage des flux
Journée 7 : Lean développement
Rappel sur le développement produit
Approche Lean du développement produit (cartographie actuelle =>cartographie future)
Cas pratique sur une problématique d’entreprise
Intervenants Formateurs référents AUTEOLean Didier MIELCAREK
14
Initiation à la pratique de la Gemba Walk 6 x ½ journées minimum – 24 heures minimum*
La « Gemba Walk (Marche sur le terrain) » est une des techniques principales d’un Management Lean.
Fort de l’animation de nombreuses Gemba Walk, en inter-entreprises, AUTÉO vous propose de participer à ces formations-actions, pour découvrir la force de ces observations collectives sur le terrain, il s’agit d’apprendre à voir ensemble.
*durée variant en fonction du nombre d’entreprises engagées dans la démarche
Public visé Comité de Direction, Managers opérationnels Membre de l’encadrement, missionné par le dirigeant pour déployer la démarche Lean dans l’entreprise, il dispose de la compétence, de la reconnaissance, de l’autorité et du temps nécessaire à la conduite de sa mission. Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 8 à 10 Pré requis : avoir suivi la formation « Manager Lean- partie 1 » (5 jours)
Objectifs pédagogiques - Identifier le flux de valeurs et les sources de gaspillages. - Savoir préparer, animer et accompagner une Gemba Walk de manière efficient (utilisation du A3, apprendre à voir les problèmes, rechercher les causes racines). - Mettre en pratique et initier un cycle d’amélioration continue. - Comprendre les implications managériales de cette pratique.
15
Programme de la formation
Rédaction et présentation du A3* Apprendre à voir les problèmes sur le terrain
• Présenter les flux de valeur de l’entreprise • Observer ce qui crée ou pas de la valeur ajoutée • Mettre en évidence les opérations à non valeur ajoutée inutile • Apprendre à poser les bonnes questions
Identifier les causes racines des problèmes pour mieux les résoudre • Mettre en commun les problèmes et réfléchir ensemble pour résoudre • Utiliser les méthodes de résolution de problèmes pour définir les causes racines (5M,
QQOCQP, diagramme de Pareto) • Proposer des solutions simples
Synthétiser sur le A3, l’analyse des causes, définir les mesures et plan d’actions associées * Le A3 a été développé par Toyota comme un outil de Management et de Résolution de problèmes
Intervenants Animateur AUTEOLean
Sébastien COUGOULAT Yann LE STRAT Pierre HERVE Marc BERGEON
Responsable UAP FAURECIA Crevin Responsable UAP DELPHI Consultant Chef de projet

16
Gemba Walk 6 journées minimum – 42 heures*
Après un cycle initiation à la Gemba Walk, les participants ont demandé à AUTEO de développer la partie « Apprendre à résoudre ensemble »
* durée variant en fonction du nombre d’entreprises engagées dans la démarche
Public visé Comité de Direction, Managers opérationnels Membre de l’encadrement, missionné par le dirigeant pour déployer la démarche Lean dans l’entreprise, il dispose de la compétence, de la reconnaissance, de l’autorité et du temps nécessaire à la conduite de sa mission. Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 6 et 8 Pré-requis : avoir participé à un groupe « initiation à la Gemba Walk »
Objectifs pédagogiques -Savoir préparer, animer et accompagner une Gemba Walk de manière efficiente (utilisation du A3, apprendre à voir les problèmes, rechercher les causes racines). -Comprendre les implications managériales de cette pratique. -Développer l’identification et la résolution des problèmes par le bon niveau. -Développer la recherche de solution simple et partagée -Savoir déployer ces pratiques au sein du Management de l’entreprise. -Partager les facteurs clés d’échec. -Assurer la pérennité de cette démarche au sein de l’entreprise.
Programme de la formation - Rédaction et présentation du A3* - Apprendre à voir les problèmes sur le terrain - Identifier les causes racines des problèmes pour mieux les résoudre - Définir les mesures et plan d’actions associées sur le A3. - Trouver des solutions pragmatiques partagées par les opérationnels (standard de travail, management visuel, animation et formation des équipes)
* Le A3 a été développé par Toyota comme un outil de Management et de Résolution de problèmes
Intervenants Sébastien COUGOULAT Yann LE STRAT Pierre HERVE Marc BERGEON
Responsable UAP FAURECIA Crevin
Responsable UAP DELPHI
Consultant Chef de projet

17
M3P ® Manager le Progrès Permanent en Production 5 jours (en salle) +1 jour (terrain) – 42 heures
AUTÉO a identifié ce besoin de formation lors d’échanges interentreprises et a conçu et construit ce module en partenariat avec FuturSkill ManpowerGroup pour y répondre.
Public visé L’ensemble des collaborateurs qui sont amenés à manager et à piloter l’amélioration continue en production : responsables de production, superviseurs, chefs d’atelier. Nombre de participants : entre 5 et 8 personnes Pré-requis : l’entreprise doit avoir démarré ou être déjà engagée dans une démarche d’amélioration continue
Objectifs pédagogiques L’objectif est de donner aux managers les moyens d’articuler l’ensemble des méthodes et outils existants et la pratique du management au quotidien. -Identifier le rôle du manager dans l’organisation, les enjeux -Identifier l’ensemble des missions, et l’organisation associée -Valider la connaissance des méthodes et outils -Savoir quand et comment utiliser efficacement ces méthodes et outils -Comprendre l’intérêt d’une communication efficace -Utiliser efficacement les outils de communication -Faire vivre l’amélioration continue au quotidien -Impliquer efficacement les équipes -Conduire le changement
Programme de la formation
• Le positionnement et le rôle du manager en production
• Communiquer efficacement pour promouvoir le Management Participatif
• Piloter l’Amélioration Continue
• Animer l’Amélioration Continue
• Conduire le Changement au sein de l’Equipe
• Participer au bilan et à la préparation des plans d’action mis en œuvre en intersession

18
Les thèmes de formation MOD 1 : Le positionnement et le rôle du manager en production
Ø Situer son poste de manager dans l’organisation
Ø Identifier les enjeux du poste, attentes de l’entreprise vis-à-vis du poste
Ø Analyser ses missions, ses objectifs, son organisation
Ø Analyser son positionnement managérial
Ø Le manager garant de :
Ø La qualité
Ø La sécurité
Ø L’amélioration continue
Ø Du développement de la performance (QCDP)
MOD 2 : Communiquer efficacement pour promouvoir le Management Participatif
• Les règles de base de la communication inter-personnelle
-‐ Les cadres de référence
-‐ Transmettre des informations
-‐ Donner des instructions…êtes vous certain du message ?
-‐ La reformulation
-‐ Les Attitudes de Face à Face
-‐ Les concepts clés de l’Analyse Transactionnelle
• Animer des réunions
-‐ Les différents types de réunion
-‐ Les étapes d’une réunion
-‐ Fixer des objectifs
• Résolution de Conflit et techniques de négociation
MOD 3 : Piloter l’Amélioration Continue
• Les fondements et outils du LEAN :
-‐ Point sur l’ensemble des méthodes et outils à disposition du manager
-‐ 5S, TPM, Kaizen, SMED, JAT, Standards, Ratios, QRQC & MRP, Management Visuel
• Comparer les méthodes et outils existants :
-‐ Dans quel cas mettre en application ces outils ?
-‐ Comment les mettre en application, comment les animer ?
-‐ Comment articuler l’utilisation de plusieurs outils ?
MOD 4 : Animer l’Amélioration Continue

19
• Développer un management participatif
-‐ Développer l’implication du personnel
-‐ Développer l’autonomie
-‐ Développer les compétences de ses collaborateurs : être formateur interne
MOD 5 : Conduire le changement
• Communiquer autour du projet d’entreprise
-‐ Savoir faire partager sa vision
-‐ Savoir déléguer
• Faire adhérer les équipes au projet
• Gérer les résistances
MOD 6 : Bilan et présentation des plans d’action mis en oeuvre en intersession
• Présentation des actions engagées depuis la fin de la formation
-‐ Présentation simple des actions mises en oeuvre dans l’équipe et des résultats obtenus (outils, indicateurs,.)
• Présentation des projets d’actions à mettre en oeuvre pour continuer à progresser
Spécificités pédagogiques La formation est organisée autour d’un atelier-école qui permet, autour de mises en situation reconstituées, de mettre en application directe les éléments abordés.

20
L’atelier-école, au travers des différentes mises en situations, va permettre de développer les capacités du manager : A animer des réunions A communiquer A faire adhérer les équipes A gérer les conflits A mettre en œuvre un management visuel A utiliser les bons modes de communication A utiliser les méthodes et outils à sa disposition
A s’organiser efficacement A se positionner A piloter l’ensemble de l’activité A avoir une vue d’ensemble des outils et à les utiliser efficacement A piloter l’amélioration continue A mettre en place des plans d’actions
Vincent Loevenbrück Filiale formation de Manpower, qui développe en partenariat étroit avec les entreprises des formations pertinentes.
21
APA ® (Agent de Production Autonome) 5 jours – 35 heures
Public visé Collaborateurs des services liés à la production (TPE-TPI et PME-PMI) : opérateurs, managers de proximité et techniciens des services supports (qualité, maintenance, méthodes). Catégorie : agent de maîtrise, ouvrier Nombre de participants : entre 8 et 12.
Objectifs pédagogiques Permettre aux collaborateurs de comprendre le rôle de chacun dans l'organisation afin de : - développer leur implication et leur esprit d'initiative, - acquérir de l'autonomie, - développer leur esprit d'équipe et leur communication avec l'encadrement, - devenir acteurs de l'amélioration continue.
Programme de la formation 5 jours consécutifs (alternance théorie/pratique) Au fur et à mesure de la semaine, les participants organisent à partir de zéro un atelier de production sous forme de 10 modules : - Organisation du travail en atelier - Flux et gestion de la production - Auto-Qualité - Auto-Maintenance - Prévention, Sécurité, Environnement - Communication - Amélioration continue - Conduite autonome du poste - Technologie de l'automobile - Le secteur de l'automobile.
22
NOWAK Albéric ARIAS, Agent de production
«J’avais déjà suivi des formations mais ce n’était pas aussi puissant : ici on comprend ce que nous devons faire évoluer dans nos ateliers.On a appris à chercher des solutions et à aller plus loin dans la résolution de problèmes.Cette formation donne du sens car on s’approprie les outils comme les indicateurs ou le 5S»
BRETAGNE ATELIERS, Laurent DAHYOT, Animateur de groupe.
«En mélangeant les populations, on apprend que tout le monde peut se tromper et qu’en instaurant le dialogue on parvient à mieux travailler ens emble sur la résolution de problème».
Les thèmes des 10 modules de formation
Organisation du travail en atelier : • Quelques mots clefs : Ilot, ligne en flux,
encadrement, services support Flux et gestion de la production :
• Flux tendu, Kanban, Juste A temps, SMED, relations clients
• Fournisseurs internes et externes Qualité en industrie – les enjeux :
• ISO TS, ISO 9001, Auto-contrôle, Carte de contrôle, Poka-Yoke, Ishikawa
Intervention de maintenance de niveau 1 : • TPM, Auto-maintenance, maintenance
préventive Risques professionnels: Prévention, sécurité Protection de l’environnement :
• E.P.I., 5S, ISO 14001, tri sélectif
Communication : Communiquer et s’informer au travail
• TRS, PPM, Pareto Amélioration continue en atelier – notions et démarches:
• PDCA, Kaizen Conduite autonome d’un poste en production – Rôle et responsabilité :
• Autonomie, responsabilité, fonction La technologie des véhicules automobiles:
• Technologies de sécurité, de protection de l’environnement
Le secteur automobile en France et ses évolutions :
• Equipementiers 1er et 2nd rang, P.I.F., marché automobile.
Spécificités pédagogiques Constitution de deux équipes autonomes dans un environnement de travail reconstitué : organisation d'un atelier de fabrication, gestion de la production, de l'approvisionnement, création de procédures, fiabilisation de la production.
Intervenant
Vincent Loevenbrück Filiale formation de Manpower, qui développe en partenariat étroit avec les entreprises des formations pertinentes.

23
Comment rendre votre démarche « 5S » pérenne ?
1 journée – 7 heures
Qui n’a jamais mis en place un chantier 5S ?
Qui n’a jamais déroulé plusieurs fois un même chantier 5S sur une même zone ?
Certaines approches de la démarche 5S se résument au simple « nettoyage de printemps », qui revient tous les ans.
Vous êtes-vous déjà posé la question de savoir pourquoi vous faisiez du 5S et quel était votre rôle dans cette démarche ?
Il existe une autre façon d’aborder cette démarche 5S, et qui permet à tout un chacun d’acquérir et de contribuer à sa pérennité.
Public visé Top manager et pilote de démarche d’amélioration continue d’entreprise industrielle, de service ou d’administration, tout secteur d’activité, cherchant à initier ou redynamiser une démarche 5S. Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 8 et 12 Pré-requis : Il est recommandé d’avoir commencé son parcours Lean, ou d’avoir été confronté à des applications « 5S ».
Objectifs pédagogiques La méthode utilisée pour cet atelier, les discussions et les exercices pratiques, permettront aux participants de :
• Déployer une démarche 5S pérenne
• Appréhender les difficultés de déploiement
• Comprendre le rôle de chacun, du Top Management à l’opérateur
• Identifier les facteurs clés d’échec
• Assurer la pérennité du 5S au quotidien
Attention : cet atelier n’est pas une formation sur l’animation d’un chantier 5S.
24
Programme de la formation
A travers l’exemple d’un cas d’étude sur les difficultés rencontrées lors de la mise en place du 5S, les participants accompagnent le comité de direction de l’entreprise dans sa problématique de déploiement pérenne de cette démarche.
A partir de photos et de témoignages, le groupe définira le plan d’action à mettre en place.
L’Atelier s’appuie sur cet exemple concret, mêlant des activités de production et d’administration, pour aborder les différents points suivants.
1. Introduction et présentation du cas
2. Objectifs d’une démarche 5S
3. Problèmes rencontrés et causes racines
4. Les conditions de réussites
5. Différents plans de déploiement
6. Mettre en œuvre les actions
7. Le suivi : s’assurer que l’on garde le bon cap
Intervenant
Joseph-Antoine NUENO, Instructeur Senior de l’Institut Lean France
25
Comment aborder une démarche Lean dans les bureaux ?
1 journée – 7 heures Votre entreprise a décidé d’entamer une démarche Lean pour réduire les gaspillages et améliorer la qualité du service délivré aux clients. Vous êtes personnellement intéressé mais vous manquez d’information sur le Lean pour définir par quoi commencer ou vous craignez de ne pas suffisamment comprendre la démarche pour pouvoir la mettre en place efficacement. C’est pour vous que l’Institut Lean France organise cette formation Lean Office, animée par Catherine Chabiron, Responsable du Lean Office chez Faurecia et spécialiste du Lean dans le domaine des fonctions support. Cet atelier vous permettra de comprendre comment transposer la riche expérience du Lean Manufacturing à votre activité de bureau ou de services.
Public visé L’atelier s’adresse plus particulièrement aux managers, responsables de processus ou animateurs de démarche d’amélioration Pré-requis : cet atelier s’adresse à des candidats ayant peu ou pas de pratique du Lean et désireux de comprendre comment les outils et le système de management Lean peuvent s’appliquer à leur activité ou à des praticiens du Lean en usine souhaitant transposer l’expérience dans les bureaux (fonctions support ou services).
Objectifs pédagogiques La formation s’appuie sur plusieurs jeux concrets, qui permettent de tester immédiatement les outils disponibles. Elle met également en avant l’importance de la démarche managériale et des différences de comportement qu’elle implique. La formation fera découvrir les premiers éléments du Lean transposables aux activités dans les bureaux, avec des approches et outils immédiatement exploitables :
1. Repérer les gaspillages et la variabilité 2. Apprendre à voir les problèmes et établir des standards de travail 3. Maitriser les techniques de résolution de problèmes
Une mise en perspective de l’ensemble de l’approche Lean est donnée au fur et à mesure de l’avancement de la session.
26
Programme de la formation La formation, par le biais d’exposés sur les outils et concepts du Lean, des illustrations pratiques et l’échange, permet aux participants de :
4. Acquérir une vision d’ensemble des outils et concepts du Lean 5. Se doter d’outils et d’approches sur ce qui est rapidement transposable dans leur
activité 6. Réfléchir à l’approche managériale sous-jacente
Intervenant Catherine CHABIRON, Responsable du Lean Office chez FAURECIA, spécialiste du Lean dans le domaine des fonctions support

27
Cartographie du flux de valeur 1 journée – 7 heures
Le voyage Lean est difficile et jonché d’incertitudes. De nombreuses entreprises se demandent où et comment démarrer leur transformation Lean. Où commencer ? Quels processus sans valeur éliminer ? Quelles techniques appliquer ? Dans quel ordre ? Toutes questions auxquelles il est difficile de répondre sans connaître et savoir utiliser le bon outil.
La cartographie du Flux de Valeur est le plan vous permettant de
visualiser la transformation Lean de votre entreprise.
Cet atelier, basé sur le livre Bien voir pour mieux gérer de M Rother & J Shook, vous montre comment mettre en œuvre et appliquer cet outil fondamental et révolutionnaire.
Public visé Cette formation, très pratique, est particulièrement destinée aux dirigeants d’entreprises, aux personnes chargées du déploiement ou de l’animation du Lean Management sur le terrain et, plus généralement à toutes les personnes impliquées dans la démarche.
Pré-requis : cet atelier s’adresse plutôt à des candidats familiers des concepts et des termes basiques du Lean
Nombre de participants : entre 6 et 12
Objectifs pédagogiques Une carte du Flux de Valeur représente aussi bien les flux d'informations que les flux de matières tout au long du processus à optimiser et en indique les valeurs clés.
La cartographie est l'étape initiale critique d'une transformation Lean. Le cycle de cartographie consiste à cartographier la situation actuelle, puis, à imaginer, à dessiner et à réaliser la situation cible pour améliorer le flux global de valeur, et pour vos clients, et pour le profit de votre entreprise. L’intérêt de cette démarche est double : faire partager, aux opérateurs, aux techniciens et aux managers, une vision, un objectif, un langage, un processus et montrer où appliquer les techniques Lean et quel outil Lean choisir pour obtenir l’impact le plus important et le plus durable face au problème à résoudre.
28
Programme de la formation
Cet atelier est un premier pas pour vous accompagner lors du démarrage de votre voyage Lean. La cartographie vous aide à :
Choisir dans quelle direction faire porter les efforts d'amélioration Cibler les activités Kaizen pour des impacts plus forts et plus pérennes Comprendre des interactions entre les flux de matières et d'informations Visualiser les améliorations globales plutôt que des améliorations ponctuelles
A la fin de l'atelier les participants seront capables de :
Comprendre et expliquer les profits de basculer la production en flux continus Tracer une carte de la situation actuelle et future Connaître les concepts Lean majeurs Définir un programme de transformation Lean pour atteindre une situation cible
Intervenant
Philippe Grosse, Instructeur Senior de l’Institut Lean France

29
L’optimisation des flux : créer un flux continu 1 Jour – 7 heures
L’accélération des flux et la réduction systématique des coûts par l’élimination des rebuts, des variabilités et des gaspillages est l’ "étoile du Nord", pour tous les pratiquants du Lean. Créer des cellules "à flux continus" - matière, informations, hommes - est la clé pour réduire les temps de défilement. Si, dans votre entreprise, vous êtes confrontés à des problèmes de surproduction, d’adaptation de votre rythme de production à la demande du client, d’équilibrage de charge… c’est pour vous que nous organisons cette journée de formation basée sur le livre Creating Continuous Flow de Mike Rother et Rick Harris, prix Shingo 2003 (remis à chaque participant). Son déroulement très ludique et ses diverses mises en situation vous aideront à mieux mettre en évidence les nombreux potentiels de productivité au sein de vos cellules de production. En d’autres termes, le « Flux continu » deviendra votre « fil conducteur Lean » et guidera vos observations et analyses lors de vos prochaines visites d’atelier.
Public visé Cet atelier est avant tout destiné aux cadres dirigeants, à l’encadrement de production, aux services méthodes, aux responsables nouveaux projets – industrialisation et chefs de projets – et aux animateurs Lean. Cet atelier est particulièrement utile pour les entreprises qui constatent les problèmes suivants : opérateurs attendant que les machines finissent leur cycle ou qu’on leur fournisse des pièces, plusieurs pièces en attente entre deux postes ou stations de travail, production de la cellule variable d’une heure à l’autre, opérateurs plus rapides que le takt time. Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 6 et 12 Pré-requis : Il est recommandé d’être un minimum familiarisé avec les principes du Lean –Système Lean, de J. Womack et D. Jones - avec les techniques du Value Stream Mapping - Bien voir pour mieux gérer de Mike Rother et John Shook - et enfin avec les notions de « flux continus au sein d’une cellule de production – Creating Continuous Flow de Mike Rother et Rick Harris.
30
Objectifs pédagogiques -Réduire de façon drastique les délais d’exécution. -Identifier, visualiser, partager et résoudre rapidement les problèmes. -Etablir des modes de communication réactifs entre les différentes étapes de la production. -Impliquer le personnel. -Améliorer la productivité des équipes par l’amélioration continue.
Programme de la formation Après une courte introduction, les participants sont mis en situation par l’intermédiaire d’un jeu. Chaque situation est analysée et constitue un moment privilégié pour l’introduction et l’explication de concepts « Lean » , et cela favorise les partages d’expériences entre les participants et l’animateur.
Vous découvrirez (ou approfondirez) ainsi les concepts, les outils et les supports qui vous permettront de construire votre propre démarche d’implémentation du flux continu.
Les participants sont encouragés à aborder les problèmes réels auxquels ils sont confrontés.
Seront notamment abordés les sujets suivants :
1. Le Takt time (ou rythme du client) / Calculer et équilibrer les activités des opérateurs pour l’atteindre
2. Identifier, chronométrer et mettre en évidence les gaspillages dans le temps de cycle
3. Implantation cible d’une cellule pièce-à-pièce (réorganiser les machines et les postes de travail)
4. Standardiser les tâches ou activités, créer l’indicateur de performance «pièces/heure/personne»
5. Réagir aux changements de la demande client
Etablir la politique d’audit pour soutenir l’amélioration sur le moyen terme
Intervenant
Philippe Grosse, Instructeur Senior de l’Institut Lean France
31
Créer un flux tiré matières et composants 1 Jour – 7 heures
A partir des cartographies de vos flux de valeur, vous avez lancé des chantiers Lean, pour mettre vos cellules de production en flux continu, voire en pièce à pièce, mais vous constatez encore des irrégularités. Malgré tous les moyens et l’énergie dépensés en manutentions et en transports, malgré des niveaux de stock élevés en bord de ligne, vous vous demandez : comment faire pour garantir la disponibilité des bons composants (ou matières) au bon moment au bon endroit ? C’est pour répondre à cette question et vous aider à y voir plus clair que nous organisons cette journée de formation basée sur le livre Making Materials Flow de Rick Harris, Chris Harris et Earl Wilson, prix Shingo 2005 (remis à chaque participant). Son déroulement très ludique et ses diverses mises en situation vous aideront à mieux visualiser les nombreux gisements de productivité liés à la mise en place des flux tirés de composants.
Public visé Cet atelier est destiné en priorité aux cadres dirigeants, à l’encadrement de production, aux services logistiques, méthodes, aux responsables nouveaux projets – industrialisation et chefs de projets – et aux animateurs Lean. Cet atelier est particulièrement utile pour les entreprises qui constatent les problèmes suivants : trop d’énergie dépensée à alimenter les cellules de production en composants ou MP, manutention coûteuse de ces approvisionnements, stocks composants en bord de ligne de fabrication trop élevés, pertes de productivité liées à des manques composants ou MP en cellule de production, changement de série intempestifs, taux de service insatisfaisant, trop de transports exceptionnels… Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 6 et 15 Pré-requis : il est recommandé d’être un minimum familiarisé avec les principes du Lean et d’avoir suivi le module « Créer un flux continu »
Objectifs pédagogiques Mettre en place un flux de matière composants, c’est apprendre à :
- Définir la base de données relative aux composants, appelée aussi « Plan Pour Chaque Pièce ». - Définir le supermarché des composants. - Définir les circuits d’approvisionnement des cellules de production et de distribution des composants au sein de l’usine. - Définir le mode d’organisation et de gestion des circuits d’approvisionnement et de distribution des composants. - Obtenir un Lead Time Composants maîtrisé et contrôlé. - Maintenir et améliorer sans cesse les flux de matière et d’information des composants.

32
- Etablir des modes de communication réactifs entre les différents maillons « Client- Fournisseur » internes. - Améliorer la productivité globale des équipes par la visibilité des problèmes et par l’amélioration continue.
Programme de la formation
Après une courte introduction, les participants seront mis en situation par l’intermédiaire d’un jeu. Chaque mise en situation donnera lieu à une analyse de la situation vécue et sera le moment privilégié pour l’introduction et l’explication de concepts Lean et favorisera les partages d’expériences entre les participants et l’animateur. Vous découvrirez (ou approfondirez) ainsi les concepts, les outils et les supports qui vous permettront de mettre en place vos propres flux tirés d’approvisionnement et de distribution de composants au sein de vos ateliers. Les participants sont encouragés à aborder les problèmes réels auxquels ils sont confrontés.
Les sujets suivants seront notamment abordés : § "Plan Pour Chaque Pièce" : Quelles informations y trouve-t-on ? comment maîtriser sa
fiabilité ? § Supermarché de composants : comment le définir, où le localiser, quelles pièces y
trouver, dans quelle quantité ? § Le circuit de distribution : parcours, matériel utilisé, fréquence, fonctionnement, suivi § Comment gérer l’information donnant lieu à un approvisionnement de la ou des cellules
de production ? § Dimensionnement des boucles kanban associées § Comment maintenir la performance d’un système d’approvisionnement ? § Flux tirés des Composants et management visuel
Intervenant
Philippe Grosse, Instructeur Senior de l’Institut Lean France
33
L’optimisation des flux : créer un flux tiré lissé 1 Journée - 7 heures
Les résultats financiers de l’entreprise et son « cash flow » sont directement liés à son Besoin en Fond de Roulement, lui même directement impacté par l’accélération des flux financiers (réduction de la dette clients), l’accélération des flux produits (réduction des stocks) et le respect du taux de service clients. Peut-être avez-vous mis en place des cellules à flux continu dans vos ateliers et/ou avez-vous réalisé d’importants progrès, notamment par la mise en œuvre de divers chantiers Lean, mais votre niveau global de stocks et vos taux de service client ne sont toujours pas à la hauteur de vos attentes. Malgré tous les efforts fournis pour alimenter les cellules de production en composants, pour évacuer les produits finis ou semi-finis, pour garantir la disponibilité du bon produit au bon moment, Vos flux sont-ils vraiment aussi continus et Lean que vous le pensez ? C’est pour répondre à cette question et pour vous aider à y voir plus clair que nous organisons cette journée de formation basée sur le livre Creating Level Pull d’Art Smalley (dont un exemplaire sera remis à chaque participant)
Public visé Cet atelier est destiné en priorité aux cadres dirigeants, Directeurs industriels, Directeurs de sites, Responsables Supply Chain, Responsables logistiques ainsi qu’à l’encadrement de production, les services logistique, les méthodes, les responsables nouveaux projets – industrialisation et chefs de projets- ainsi qu’aux animateurs Lean. Cet atelier est particulièrement utile pour les entreprises qui constatent les problèmes suivants : trop d’énergie dépensée à planifier les processus de fabrication, trop de stocks d’encours entre les différentes cellules de production, gestion incertaine de ces stocks, manutention coûteuses de ces stocks, pertes de productivités suite à des perturbations liées aux fluctuations des demandes clients, taux de service insatisfaisant, trop de transports exceptionnels, flux d’information complexe et non fiable… Catégorie : agent de maîtrise, cadre. Nombre de participants : entre 6 et 12 Pré-requis : Il est recommandé d’être un minimum familiarisé avec les principes du Lean et d’avoir suivi les modules « Créer un flux continu » et « Créer un flux tiré matières et composants »
Objectifs pédagogiques -Positionner les stocks au bon endroit et les dimensionner par rapport aux problèmes rencontrés. -Choisir entre « tenir en stock » et « fabriquer à la demande ». -Adapter toute l’usine au rythme du client (Takt time) et obtenir un Lead Time contrôlé, maîtrisé -Protéger la production contre les fluctuations et autres variabilités clients -Optimiser, gérer et remonter les flux d’informations au travers de l’usine -Définir des lots de production
34
-Améliorer la productivité globale des équipes par la visibilité des problèmes et l’amélioration continue
Programme de la formation Les participants seront mis en situation par l’intermédiaire d’un jeu. Moment privilégié pour l’introduction et l’explication de concepts Lean, et également pour favoriser le partage d’expériences entre les participants et l’animateur. Vous découvrirez / approfondirez les concepts, outils et supports qui vous permettront de mettre en place les flux tirés lissés. Les participants sont encouragés à aborder les problèmes réels auxquels ils sont confrontés. Seront notamment abordés les thèmes suivants :
• Qu’est ce qu’un flux tiré lissé ? Pourquoi mettre en œuvre un flux tiré lissé ? • Le Takt time (ou rythme du client) pour l’ensemble de l’usine • Les stocks : localisation et dimensionnement, paramètres influents. • Les tailles de lots de production • Flux tirés et management visuel • Flux d’informations associés.
Intervenant
Philippe Grosse, Instructeur Senior de l’Institut Lean France,

35
Le A3, outil Lean de résolution de problèmes 1 journée – 7 heures
Le A3 a été développé par Toyota autant comme un outil de Résolution de Problèmes que comme un moyen « d’aligner » toutes les forces vives d’une entreprise sur l’atteinte de ses objectifs stratégiques.
Il tire son nom du format papier A3 et se lit du haut à gauche au bas à droite. Il raconte littéralement, et dans l’ordre : le contexte, le problème, les objectifs à atteindre, les causes probables, puis les mesures possibles pour atteindre les objectifs, le plan d’actions mis en place et les moyens de mesure et de contrôle des résultats. Son format limité force les rédacteurs à se limiter à des points prioritaires, évitant ainsi une dispersion des forces.
Il comporte la signature des personnes concernées, montrant ainsi leur engagement à mettre en place le Plan d’Actions défini en commun. Obligeant ainsi les participants à « se mettre d’accord », il est un puissant outil au service du Management pour éviter les ambiguïtés issues de visions différentes, et donc pour accélérer l’exécution de Plan d’actions efficaces car partagés.
L’Institut Lean France vous propose cette journée de formation à l’usage du A3 afin de vous permettre de :
- (Re) découvrir les règles de base de la réalisation et de l’usage du A3,
- Apprendre à utiliser l’A3 comme un outil de Management et de résolution de problèmes
Note : Une fois compris et pratiqué, le A3 est aussi un puissant outil de Coaching de ses collaborateurs.
Le présent Atelier peut donc être suivi de l’Atelier intitulé « Apprendre à utiliser l’A3 comme un outil de développement et de coaching ».
L’Atelier s’appuie sur le Workbook du Lean Enterprise Institute Managing to Learn de John Shook, qui sera remis à chacun des participants.
Public visé - Managers,
- Chefs de projet Pré-requis : une 1ère expérience du Lean est recommandée mais pas indispensable.

36
Objectifs pédagogiques La formation alterne des séquences d’apports théoriques et de mise en pratique. Les principales séquences portent sur :
- Les difficultés d’avoir des plans d’actions efficients
- En quoi le A3 résout-il certaines de ces difficultés ?
- La rédaction d’un A3
- Qui participe et comment à la rédaction d’un A3 ?
- Les différentes utilisations des A3 au sein de l’entreprise
- Les pièges à éviter
Programme de la formation - Comprendre les fondamentaux de la Démarche A3
- Comprendre les « règles de base » du A3
- Apprendre à réaliser un A3
Intervenant
Gilbert Liégeois, Directeur de l’Institut Lean France
37
Beer Game Découvrez l’effet Forester et son impact sur la dynamique de votre Supply Chain 1 jour – 7 heures
Créé par le MIT (Massachussets Intitute of Technology), ce jeu pragmatique met en lumière l’effet Forester.
Jeu d’équipe reproduisant la chaine logistique de 4 entreprises en lien, le « Beer Game » confronte les participants au mode de décision du niveau d’approvisionnement, entre surstock et rupture. Au cours de plusieurs cycles d’approvisionnement et de vente, les participants, partagés en 4 équipes non concurrentes, prennent des décisions autour de jetons symbolisant l’activité, et mesurent en direct le résultat de leurs décisions sur le niveau de Service au Client.
C’est un jeu d’entreprise illustrant le comportement dynamique d’une chaîne logistique, et les difficultés inhérentes à son fonctionnement.
Le débriefing final donne lieu à l’émergence de problématiques et thématiques connexes pouvant permettre de juguler les effets indésirables mis en évidence durant le jeu
Public visé Catégorie : Chef d’entreprise, Supply Chain Manager, Gestionnaires de production Nombre de participants : 8 minimum, 12 maximum
Objectifs pédagogiques - Découvrir l’effet négatif du « Coup de Fouet » dans une Supply Chain, au travers du jeu du « Beer Game » . - Déterminer les causes principales des situations observées durant le jeu. - Définir les actions de gestion permettant de minimiser cet effet.
Programme détaillé Introduction
Présentation du Jeu
Phase de Jeu du « Beer Game »
Débriefing des participants
Quelles sont les causes des situations rencontrées ?
Quels seraient les remèdes ? Examen des mécanismes impliqués et des actions possibles : Les Délais / Les Stocks / Les Prévisions
Intervenant
Gilles PARISSE, LOCATION d’EXPERTISE Cabinet de Conseil en Performance Industrielle et Supply Chain - Expert logistique (diplôme CPIM)
38
8D - résoudre les problèmes en supprimant les causes réelles
1 jour (théorique) + 2 jours optionnels (cas pratiques dans l’une des entreprises inscrites)
Cette méthode réactive permet la résolution de problèmes en équipe pluridisciplinaires en suivant une méthodologie rigoureuse et structurée.
Public visé Dirigeants d’entreprises, personnel d’encadrement de tous services, acteurs de l’amélioration continue. Catégorie : personnel d’encadrement Nombre de participants : entre 4 et 12 personnes
Objectifs pédagogiques -Acquérir une méthodologie basée sur 8 étapes indispensables. -Résoudre les problèmes en groupes de travail. -Améliorer l’efficacité des actions réalisées par les groupes de travail chargés de résoudre les problèmes. -Répondre aux exigences du client en matière de qualité.
Programme de la formation
- Qu’est ce qu’un problème ?
- Travailler en équipe
- Les 8 étapes de la méthode : de la description du problème (D1) à la capitalisation (D8) en passant par la recherche des causes de création et de non détection (D4 & D5), la mise en application des actions de résolutions (D6) et la vérification de l’efficacité des actions (D7).
- Les conditions de réussite
39
Programme détaillé
Jour 1 : Les problèmes et l'intérêt d'une méthodologie
Découverte et philosophie de la démarche
Les préalables à l'engagement d'une démarche 8D
L'intérêt du travail en groupe et les principes de base de l'animation
Décrire le problème
Mettre en œuvre l'action provisoire
Rechercher la cause principale
Définir les actions définitives
Mettre en oeuvre les actions définitives
Prévenir la réapparition du défaut
Clore les travaux
Synthèse et bilan
Jours 2 & 3 : Réalisation 8 D sur un cas réel en entreprise
Intervenants
Frédéric NICOLAZO, EndoLean Conseil, Consultant – formateur il

40
Parcours De Formation PacctERGO L'amélioration des conditions de travail et de l'ergonomie au poste constitue tout à la fois une responsabilité sociale de l'entreprise, une obligation légale et une opportunité d'améliorer sa performance. A travers PacctERGO, AUTÉO propose une animation concrète et efficace aux entreprises qui ressentent le besoin d'intégrer l'aspect physique et psychologique de l'Homme dans l'animation de la performance. Reprenant l'animation et l'esprit d'AUTÉOLean, les entreprises de chaque groupe alternent acquisition de compétences en formation et ateliers d'apprentissages interentreprises. Car au-delà de la connaissance, c'est la capacité à identifier et mesurer sur le terrain les risques au quotidien qui entraine le progrès, enlève "les cailloux dans la chaussure" pour une meilleure performance. Le parcours est actuellement composé de 5 modules de formations.
41
Module 1 : Sensibilisation de l’encadrement
1 jour – 7 heures
Public visé Dirigeants, Ingénieurs ou Techniciens Méthodes, Responsables organisation industrielle, Chefs de projet, Chargés de sécurité, CHSCT, Personnel de santé, Pilote de l’ergonomie dans l’entreprise. Catégorie : chef d'entreprise, cadre, agent de maîtrise. Nombre de participants : entre 8 et 12.
Objectifs pédagogiques - Compréhension des enjeux socio-économiques de la santé au travail - Compréhension de l’enjeu des conditions de travail dans les projets d’investissement
Programme Santé au travail : la problématique TMS (Troubles Musculo Squelettiques)
Les enjeux de santé L’approche économique des TMS Modèle de compréhension du phénomène
Repères sur le travail et les conditions de travail Les contraintes du travail Activité de travail et conditions de réalisation du travail
Réussir un projet industriel en PME : l’enjeu des conditions de travail Construire la collaboration entre les acteurs du projet Points de vigilance sur les étapes du projet La simulation du travail futur
Utilisation d’une grille d’évaluation sur un cas pratique
Intervenants SophiePARET-GUETROT
Consultant en Ergonomie, ex Ergonome Manager groupe industriel – Zone Europe

42
Module 2 : Connaitre les risques, les évaluer pour mieux agir
Pour une ergonomie partagée 2 jours – 14 heures
Public visé Ingénieurs et Techniciens Méthodes, Manager de proximité, Chargés de sécurité, Personnel de santé, Pilotes de l’ergonomie dans l’entreprise. Catégorie : chef d'entreprise, cadre, agent de maîtrise Nombre de participants : entre 8 et 12.
Objectifs pédagogiques - Connaître les différentes sollicitations du corps et leurs conséquences. - Connaître les différents facteurs de risques des TMS. - Appropriation des différentes grilles d’évaluation des postes de travail.
Programme • L’être humain au travail :
o anatomie et bio-mécanique o capacité et facteurs limitants
• Apprendre à compléter et à utiliser les grilles d’évaluation (RULA, REBA, OCRA et OSHA) pour :
§ des sollicitations des membres supérieurs § des lombalgies § des activités tertiaires § des manutentions
• Cas pratiques à partir de situations réelles (vidéos).
Intervenant Franck MULTON, Professeur à l’Université de Rennes 2, section STAPS.
Recherche effectuée au Laboratoire M2S « Mouvement Sport Santé ».
Thème de recherche :"Analyse, modélisation et simulation du mouvement humain".

43
Module 3 : Agir au quotidien en équipe
Pour une ergonomie partagée 1 jour – 7 heures
Public visé Ingénieurs et Techniciens Méthodes, Manager de proximité, Chargés de sécurité, Personnel de santé, Pilotes de l’ergonomie dans l’entreprise. Catégorie : chef d'entreprise, cadre, agent de maîtrise Nombre de participants : entre 8 et 12.
Objectifs pédagogiques - Comment initier la démarche en Ergonomie dans les enjeux de l’entreprise - Comment déployer les bonnes pratiques à tous les niveaux de l’entreprise de façon pérenne ?
Programme • Initier la démarche
− Constituer une équipe / former l’équipe
− Communiquer en interne
• Définir la politique de management de l’ergonomie dans l’entreprise § Les points clefs : cartographie / validation des cotations / plan d’action /
les règles impératives / les priorités § Choix des indicateurs / définition des objectifs
• Donner du rythme en organisant l’animation au sein de l’entreprise
• Comment déployer les bonnes pratiques, les leviers de déploiements : − La formation du personnel : les gestes les mieux adaptés, la polyvalence, la
participation aux groupes de progrès. − La rotation du personnel : comment l’organiser en intégrant des critères
ergonomiques. − Les échauffements : préparation au travail, comment les mettre en œuvre.
• La route vers le progrès § Les grandes étapes, évaluer le niveau d’avancement de la démarche
dans l’entreprise.
Intervenant SophiePARET-GUETROT
Consultant en Ergonomie, ex Ergonome Manager groupe industriel – Zone Europe

44
Module 4 : Anticiper : l’ergonomie de conception
Pour une ergonomie partagée 1 jour – 7 heures
Public visé Ingénieurs et Techniciens Méthodes, Manager de proximité, Chargés de sécurité, Personnel de santé, Pilotes de l’ergonomie dans l’entreprise. Catégorie : chef d'entreprise, cadre, agent de maîtrise Nombre de participants : entre 8 et 12.
Objectifs pédagogiques - Apprendre à concevoir les nouveaux postes de travail suivant un mémento ergonomique. - Appropriation d’outils d’évaluation des postures pendant la phase de conception d’un poste de travail.
Programme • Concevoir bon du premier coup :
§ Conception du poste de travail et organisation de la zone de travail
Caractéristiques physiques d’un poste de travail : § Dimensionnement de la zone de travail /dimensionnement des accès.
Exercices sur vidéo. § Conception machines/ conception produits : les limites d’efforts physiques
à respecter. Exercices sur vidéo. § Aménagement des zones de travail pour la manutention et organisation
des flux. Exercices sur vidéo § L’environnement physique du poste de travail :
éclairage/dimensionnement des indicateurs visuels/ placement des commandes/le bruit
• Connaissance de technologies innovantes pour mesurer précisément l’impact biomécanique suivant l’aménagement des postes de travail
• Appropriation de l’outil CAP TMS, logiciel de simulation CLARTE
• Mise en œuvre sur des cas pratiques.
Intervenant Sophie PARET-GUETROT
Consultant en Ergonomie, ex Ergonome Manager groupe industriel – Zone Europe
45
Module Atelier Interentreprises : évaluer et analyser les risques, rechercher les causes de pénibilité
Valider des solutions 5 jours – 35 heures
Public visé Ingénieurs et Techniciens Méthodes, Manager de proximité, Chargés de sécurité, Personnel de santé, Pilotes de l’ergonomie dans l’entreprise. Catégorie : chef d'entreprise, cadre, agent de maîtrise Nombre de participants : entre 8 et 12 Pré requis : connaître les différents facteurs de risques des TMS et les différentes grilles d’évaluation des postes de travail (RULA, REBA, OCRA et OSHA)
Objectifs pédagogiques La méthode utilisée pour cet atelier, les échanges et les exercices pratiques, permettront aux participants de :
- Savoir préparer, animer et accompagner l’utilisation des différentes grilles d’évaluation - Comprendre les causes de pénibilité, trouver des solutions et les évaluer - Comprendre les implications managériales de cette pratique - Savoir déployer le plan d’actions au sein du Management de l’entreprise
Programme • Présentation de la problématique de la zone étudiée
• Utiliser les grilles d’évaluation (RULA, REBA, OCRA et OSHA) sur des situations réelles: § des sollicitations des membres supérieurs § des lombalgies § des manutentions
• Rechercher les différentes causes de pénibilité § A partir de la cotation Rouge/Jaune des opérations, trouver les causes de
pénibilité § Identification des priorités
• Trouver et évaluer différentes solutions à court, moyen et long terme § Objectif : confirmer le passage d'une opération Rouge/Jaune au Vert § A partir de causes de pénibilité identifiées, proposer des solutions § Simuler quelques solutions sur le terrain afin de pouvoir les coter

46
§ Formalisation d'un plan d'actions d'amélioration des conditions de travail
• Echanges sur une bonne pratique repérée dans l'entreprise
Intervenant Sophie PARET-GUETROT
Consultant en Ergonomie, ex Ergonome Manager groupe industriel – Zone Europe
47
Parcours de Formations Techniques
L'animation quotidienne de groupes d'entreprises place AUTÉO au coeur des échanges. Ecouter les besoins, orienter les entreprises sur des partenaires de formation ou monter des formations en fonction de la demande font d'AUTÉO un partenaire privilégié de la montée en compétences.
Pour diminuer les coûts, l'association mutualise les sessions entre plusieurs entreprises. Au-delà de l'apport du formateur, les entreprises partagent aussi leurs compétences. Les formations techniques sont proposées en réponse à des demandes. L'offre peut s'enrichir dans l'année. Contactez-nous si vous souhaitez nous soumettre un besoin qui pourrait s'avérer commun et dont l'apport d'expériences extérieures pourrait en renforcer la richesse. Bonnes formations en réseau

48
Prototypage rapide : réduire le temps de mise en œuvre
Action collective ou individuelle 1 jour – 7 heures
Le développement d’un nouveau produit se caractérise par une plus grande complexité pour les entreprises. Les temps de mise en œuvre sur le marché sont plus courts, les clients sont plus exigeants et la concurrence accrue. La validation des différentes étapes de développement se fait par des simulations et par la réalisation de différents prototypes (ergonomique, design, fonctionnel ou « bonne matière »). Notre formation abordera le contexte du prototypage et de la fabrication rapide de pièces, par ajout de matière. Elle vous permettra de maîtriser l’environnement technico-économique de ces moyens, pour fabriquer à la fois des prototypes et des pièces séries. Elle sera illustrée par des exemples concrets industriels.
Public visé - Dirigeants PME/PMI, Ingénieurs R&D, Bureaux d’Etudes
Catégorie : chef d’entreprise, ingénieur, technicien, Responsable BE, Responsable R&D, Porteur de projet.
Nombre de participants : Entre 3 et 10
Objectifs pédagogiques -Connaître différents moyens de fabrication. -Estimation de coût et de moyen. -Maîtriser l’environnement technico / économique des moyens. -Maitriser l’ergonomie, la tenue mécanique, le design de la pièce. -Accessibilité rapide à la conception via internet.
Programme Contexte Chaine numérique Prototypage Virtuel Technologie impression 3D Moulage rapide Exemple d’application Pratiques
Intervenant
Formation dispensée par Bretagne UGV
49
Yann MACE, Ingénieur de Recherche, Responsable Valorisation Industrielle (Centre de Prototypage Rapide ENS CACHAN Antenne de Bretagne).
Programme détaillé de la formation
Contexte, tendance et veille technologique (théorie)
-‐ Introduction / définition -‐ Le prototypage rapide dans la chaîne d’industrialisation d’un produit -‐ Définition numérique et prototypage virtuel -‐ Principaux procédés par ajout de matière -‐ Procédés de moulage rapide -‐ Mesure sans contact -‐ Tendance -‐ Applications -‐ Conclusions et perspectives -‐ Chaîne numérique -‐ Impression 3D -‐ Coulée sous vide -‐ Fabrication rapide
50
Lecture de plan : interprétation iso de spécifications
Action collective ou individuelle 2 jours – 14 heures
Public visé Collaborateurs des services liés production (TPE-TPI et PME-PMI) : Ingénieurs, Opérateurs, Régleurs, managers de proximité et techniciens des services supports (qualité, maintenance, méthodes). Catégorie : Agent de maîtrise, technicien, ingénieur Nombre de participants : entre 1 et 10. Pré-requis : savoir lire un plan dans sa globalité (notions générales), Comprendre la géométrie d’une pièce.
Objectifs pédagogiques
-‐ Comprendre le concept GPS -‐ Etre capable d’analyser les spécifications géométriques et dimensionnelles portées sur un dessin de définition
Programme de la formation 2 jours consécutifs (alternance théorie/pratique) Analyse des spécifications d’un dessin de définition
-‐ LES NORMES ISO o Définition du GPS o Les normes relatives aux spécifications
-‐ SPECIFICATION DIMENSIONNELLE o Définitions, écriture, et analyse
-‐ SPECIFICATION GEOMETRIQUE o Définitions, écriture, et analyse o Lecture de plans
-‐ LECTURE DE PLAN o Pratique sur des exemples concrets (qui peuvent être fournis par les
bénéficiaires)
Intervenants Formation dispensée par Bretagne UGV
Pascal MOGNOL, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne).

51
Conception assistée par ordinateur : action collective ou individuelle
Programme d’accompagnement des techniciens d’entreprises de la filière mécanique 4 jours – 28 heures
Public visé Régleurs - Opérateurs Catégorie : techniciens Nombre de participants : entre 1 et 8 Pré-requis : connaissance de base du dessin industriel, pratique de Windows
Objectifs pédagogiques -‐ Etre capable de créer ou modifier des pièces ou des ensembles de pièces simples en utilisant les fonctions de conception.
-‐ Créer la documentation correspondante (mise en plan).
Programme de la formation 4 jours consécutifs (alternance théorie/pratique) :
-‐ INTRODUCTION CAO o Tour d'horizon des possibilités du logiciel, interface utilisateur, possibilités
de l'arborescence de construction, o Notions de paramétrage, la chaine numérique, transfert de données CAO,
aides pour l'apprentissage du logiciel -‐ VOLUMIQUE
o Création d'esquisses, gestion des contraintes d'esquisses, création de volumes de base, opérations sur formes
-‐ ASSEMBLAGES o Création d'assemblages, gestion des contraintes d'assemblages,
conception en place, répéter un composant -‐ MISE EN PLAN
o Gestion des vues, des coupes et sections, cotations
Intervenants
Formation dispensée par Bretagne UGV Sébastien GARDETTE, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne). Christophe SOHIER, Formateur Bretagne UGV (INSA - Rennes). Nicolas VIGNERON, Formateur Bretagne UGV (INSA - Rennes).
52
Fabrication assistée par ordinateur 3 jours – 21 heures
Public visé Encadrement collectif ou individualisé de régleurs-opérateurs Catégorie : technicien Nombre de participants : entre 1 et 8 Pré-requis : connaissance de l’usinage et de l’environnement des MOCN, connaissance de base de la CAO.
Objectifs pédagogiques -Etre capable de générer un programme commande numérique à partir d’un environnement de
FAO pour du fraisage de 3 à 5 axes.
Programme de la formation 3 jours consécutifs (alternance théorie/pratique) :
• Présentation de la FAO • Gestion de la pièce brute, de la pièce finie • Gestion de l’environnement d’usinage (porte-pièce, porte-outil, outils …) • Fraisage 2 ½ axes ; opération d’ébauche, de finition • Fraisage 3D • Fraisage 4 et 5 axes positionnés • Fraisage 5 axes continus • Pratique sur machines à commande numérique
Intervenants
Formation dispensée par Bretagne UGV Sébastien GARDETTE, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne).
Christophe SOHIER, Formateur Bretagne UGV (INSA - Rennes). Nicolas VIGNERON, Formateur Bretagne UGV (INSA - Rennes).
53
Programmation iso D’un tour ou d’un centre de fraisage a commandé numérique 2 jours – 14 heures
Public visé Encadrement collectif ou individualisé de régleurs-opérateurs Catégorie : technicien Nombre de participants : entre 1 et 8 Pré-requis : connaissance de l’usinage et de l’environnement des MOCN.
Objectifs pédagogiques Etre capable de lire, comprendre et écrire un programme commande numérique en langage ISO
Programme de la formation 2 jours consécutifs (alternance théorie/pratique) :
• Présentation des fonctions d’une commande numérique • Langage ISO • Programme, blocs, mots • Fonctions préparatoires et auxiliaires • Systèmes de coordonnés • Programmation suivant le système de cotation • Programmation de contournage • Changement d’outils • Les sous-programmes • Paramétrage (approche) • Réalisation de programmes • Validation sur simulateur et machine veille commande numérique
Intervenants
Formation dispensée par Bretagne UGV Sébastien GARDETTE, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne).
Christophe SOHIER, Formateur Bretagne UGV (INSA - Rennes).
Nicolas VIGNERON, Formateur Bretagne UGV (INSA - Rennes).
54
Usinage grande vitesse Action collective ou individuelle 1 à 2 jours – 7 à 14 heures (sous module 1) 3 à 5 jours – 21 à 35 heures (sous module 2)
Public visé Gérant, Ingénieurs, régleurs-opérateurs Catégorie : chef d'entreprise, ingénieur, technicien
Nombre de participants : Entre 1 et 10. Pré-requis : connaissance de l’usinage et de l’environnement des MOCN.
Objectifs pédagogiques
Découvrir l’usinage grande vitesse par l’exemple
Programme de la formation 1 voire 5 jours consécutifs (alternance théorie/pratique) : Du modèle CAO à la pièce finie en usinage grande vitesse.
En partant d’une définition numérique de la pièce, nous présenterons le processus complet pour aboutir à une réalisation sur une machine d’usinage grande vitesse. La géométrie finie sera ensuite contrôlée sur machine 3D.
• Présentation UGV • Définition • Enjeux et objectifs • Contraintes et procédés • Solutions techniques (machines, commande numérique, outils, lubrification, trajectoires) • Génération de trajets outils adaptés au contexte.
55
Programme détaillé de la formation I – INITIATION AUX CONCEPTS DE L’USINAGE GRANDE VITESSE (MODULE 1) Objectifs :
Comprendre les enjeux et contraintes de l’usinage grande vitesse. Etre capable de générer avec une assistance des programmes commande numérique pour l’usinage grande vitesse avec un logiciel de FAO. Programme :
Présentation générale UGV o Définition o Enjeux et objectifs o Contraintes procédés o Solutions techniques (machines, commande numérique, outils, lubrification,
trajectoires, équilibrage, frettage …) -‐ Trajectoires outils spécifique UGV
o Boucles alpha, non alpha, lissage o Tréfilage o Boucles trochoïdales, o Choix trajectoires outils adaptés au contexte
-‐ Outils et conditions de coupe spécifique UGV o Outils, matériaux, nuance o Particularité de la coupe en UGV o Condition coupe en UGV
-‐ FAO o Utilisation de trajectoires spécifiques : boucles alpha, trochoïdes, trefflage, …. o Gestion de l’environnement d’usinage (porte-pièce, porte-outil, outils) o Fraisage en 2,5 axes UGV o Fraisage 3 axes UGV
II - MISE EN ŒUVRE DE MACHINES D’USINAGE GRANDE VITESSE (MODULE 2) Objectifs :
Concevoir le processus de fabrication de pièces sur machine UGV. Mise en œuvre du processus sur une machine.
56
Programme :
Découverte machine B-UGV o Prise en main des machines de B-UGV ; pupitre opérateur, utilisation machine
(Huron KX8, Hermle C30U et DMG 5 axes), palpeur pièce. DCN siemens et Heidenheim
o Prise en main environnement UGV ; frettage, équilibrage, jauge sur banc et sur machine (laser).
Réalisation de pièces types et tests de paramètres d’optimisation de la production.
o Usinage grande vitesse de pièces en 3 et 5 axes. o Influence type de trajectoires o Optimisation de paramètre de coupe en fonction de la puissance machine.
Groupe LISI / Jérôme OLLIVIER
"J'ai suivi la formation usinage grande vitesse. J’ai été agréablement surpris par les moyens mis à notre disposition. L’outillage et les machines sont dignes des plus grandes entreprises bretonnes. J’ai pu enrichir ma vision plus productive et industrielle avec celle des formateurs plus orientée développement et recherche »
Intervenants
Formation dispensée par Bretagne UGV Pascal MOGNOL, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne).
Sébastien GARDETTE, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne).
Christophe SOHIER, Formateur Bretagne UGV (INSA - Rennes).
Nicolas VIGNERON, Formateur Bretagne UGV (INSA - Rennes).

57
Mesure tridimensionnelle Action collective ou individuelle 2 jours – 14 heures
Public visé Collaborateurs des services liés à la production (TPE-TPI et PME-PMI) : opérateurs, régleurs, managers de proximité et techniciens des services supports (qualité, maintenance, méthodes). Catégorie : Agent de maîtrise, technicien, ingénieur Nombre de participants : Entre 1 et 10. Pré-requis : Notion de métrologie, Interprétation ISO de spécifications géométriques
Objectifs pédagogiques
Etre capable de proposer et mettre en œuvre une gamme de contrôles sur Machine à Mesure Tridimensionnelle
Programme de la formation 2 jours consécutifs (alternance théorie/pratique) : mise en œuvre d’une machine à mesure tridimensionnelle (MMT)
• CONSTITUTION D’UNE MMT • Aspect technique • Aspect logiciel
• MISE EN ŒUVRE D’UNE GAMME DE MESURE • Préparation : Gamme de contrôles (les principes, …) • Manipulation sur MMT (Description d’une MMT, choix du/des palpeur(s) mis en
œuvre…) • Analyse des résultats
Intervenants
Formation dispensée par Bretagne UGV Pascal MOGNOL, Formateur Bretagne UGV (ENS CACHAN – Antenne de Bretagne). EDIXIA / Jean-Yves PELE, Ingénieur
" la partie théorique a bien répondu à mes besoins, la partie pratique est très intéressante et constitue un plus par rapport à mes attentes"
58
Mesure sans contact Action collective ou individuelle 3 jours – 21 heures
Public visé Techniciens, Responsable BE, Responsables méthodes Catégorie : cadre, ingénieur, technicien. Nombre de participants : entre 1 et 10.
Objectifs pédagogiques -Connaître les moyens de mesure sans contact et leurs « valeurs ajoutées » dans un contexte industriel.
Programme de la formation 3 jours consécutifs (alternance théorie/pratique)
• CONTEXTE, TENDANCE ET VEILLE TECHNOLOGIQUE (THEORIE) • RETRO CONTROLE • RETRO CONCEPTION • PRATIQUES
Intervenants
Formation dispensée par Bretagne UGV Yann MACE, Ingénieur de Recherche, Responsable Valorisation Industrielle (Centre de Prototypage Rapide ENS CACHAN Antenne de Bretagne).
59
Programme détaillé de la formation
Jour 1: Contexte, tendance et veille technologique (théorie)
-‐ Introduction / définition -‐ Applications : Rétro conception et Rétro contrôle -‐ Diverses mesures physiques sans contact -‐ Principes physiques de fonctionnement -‐ Différentes technologies existantes -‐ Intégration / spécificités -‐ Applications industrielles -‐ Conclusions et perspectives
Jour 2 : Rétro-contrôle
-‐ Digitalisation d’une pièce -‐ Chaîne numérique. -‐ Edition d’un rapport de contrôle -‐ Spécificités et méthodologies
Jour 3 : Rétro-conception
-‐ Digitalisation d’une pièce -‐ Chaîne numérique -‐ Exportation sous logiciel de CAO -‐ Exploitation des données et contraintes techniques

60
Initiation au développement par modélisation 1 jour – 7 heures
Public visé Catégorie : ingénieurs, techniciens électronique ou informatique industrielle, chef de projet Nombre de participants : entre 5 et 20 Pré-requis : cette formation s’adresse à toute entreprise souhaitant acquérir de nouvelles méthodes de développement pour gagner en efficacité.
Objectifs pédagogiques -Avoir une vision plus précise de l’utilisation de la modélisation dans un projet.
-Comprendre les différences entre les approches traditionnelles et modélisations, les gains associés (temps, financiers, efficacités) améliorations échanges interservices grâce à l’utilisation du langage commun. -Aide au choix des outils les plus adaptés aux enjeux de l’entreprise grâce à l’utilisation de ces outils
-Réaliser d’un projet pour comprendre les différentes étapes et processus lié à la méthode jusqu’au prototypage rapide
Intervenants
Yannick Guyomarch, responsable Plateforme OPASS

61
Programme détaillé Module théorique (3h) § Présentation générale
o Avantages et inconvénients du développement par modélisation
o Intégration dans le cycle en V
o Utilisation du prototypage rapide, banc HIL
§ Présentation d’un projet réalisé par un client de la plateforme
§ Présentation des outils Mathworks
o Matlab
o Simulink
o Stateflow
o Générateur de code RTW et RTW Embedded coder
Module pratique (4h) § Réalisation d’un projet complet de régulation de température en utilisant le développement par modélisation
o Réalisation du modèle o Simulation Offline o Simulation Offline avec le logiciel Controldesk o Prototypage rapide avec la microautobox DSpace o Prototypage rapide et génération du code optimisé avec les outils FAAR o Simulation système avec l’utilisation d’un banc HIL o Réalisation du module final pouvant être intégré à l’application finale
62
Formation bus CAN et dérivés Lin / Flexray 1 jour – 7 heures
Chaque bus est expliqué d’un point de vue théorique et une démonstration pratique est réalisée avec l’outil Canoé de chez Vector.
Public visé Catégorie : ingénieurs, techniciens électronique ou informatique industrielle, chef de projet Nombre de participants : entre 5 et 20
Objectifs pédagogiques Connaître les différents types de bus, avantages, inconvénients en fonction des contraintes et des besoins.
Acquérir la base théorique du bus CAN et ses dérivés (J1939, ISOBUS, NMEA 2000, CANopen) ainsi que des bus Lin et Flexray.
Programme § Présentation générale § Modèle OSI § Bus CAN
o Généralités o Topologie et media hardware o Structures des trames o Gestion des erreurs o Présentation d’une database (messagerie) o Exemple de simulation d’un bus CAN
§ bus J1939
o différence avec le bus CAN o présentation des particularités du bus J1939 o norme FMS o exemple de simulation d’un bus J1939 / FMS
§ bus ISOBUS
o ajout par rapport au bus J1939 o exemple de simulation d’un bus ISOBUS
63
§ bus CANopen
o différence avec le bus CAN o exemple de simulation d’un bus CANopen
§ bus LIN
o généralités o couches physiques o technique de transmission o structure des trames o présentation d’une messagerie Lin o exemple de simulation d’un bus Lin
§ Bus Flexray
o Généralités o La couche physique et topologie du bus o Le protocole
§ Segment statique / Segment dynamique § Cycles § Synchronisation des nœuds
o Fichier fibex o Exemple de simulation d’un bus Flexray
Intervenants
Yannick Guyomarch, responsable Plateforme OPASS
64
Formation bus CAN, j1939 et OBDII 1 jour – 7 heures
Public visé Catégorie : ingénieurs, techniciens électronique ou informatique industrielle, chef de projet Nombre de participants : entre 5 et 20
Objectifs pédagogiques Après une première phase qui permet de comprendre et assimiler ce qu’est le bus CAN, il s’agit de comprendre les spécificités des protocoles J1939 /FMS et OBDII des véhicules spéciaux (poids lourds, engins agricoles…) La formation alterne entre théorie et pratique :
• module théorique sur le bus CAN et les protocoles J1939/FMS et OBDII
• module pratique permettant d’utiliser Canoé et l’oscilloscope Lecroy pour visualiser et simuler l’envoi de trames sur le bus CAN
Programme
Module théorique § Présentation générale § Modèle OSI § Bus CAN
o Généralités o Topologie et media hardware o Structures des trames o Gestion des erreurs o Présentation d’une database (messagerie)
§ bus J1939 / FMS o différence avec le bus CAN o présentation des particularités du bus J1939
-‐ Protocole OBDII o But de la norme o Protocole
• Différents modes • Gestion de trames fragmentées

65
o Données accessibles o Utilisation de canoé et d’outils de diagnostique pour simuler un véhicule
Module pratique § présentation de l’outil CANoé § présentation de l’oscilloscope lecroy § utilisation d’un simulateur FMS § utilisation de ces outils dans des cas concrets sur les différents protocoles présentés.
Intervenants
§ Yannick Guyomarch, responsable Plateforme OPASS
66
Méthode « prix - objectifs » 2 jours – 14 heures
Public visé Dirigeants d’entreprises (PMI rang 2 / TPI) Catégorie : chef d’entreprise et cadre Nombre de participants : entre 5 et 10 Pré-requis : avoir une vision économique globale de son entreprise.
Objectifs pédagogiques -Apprendre à piloter son entreprise à partir des devis remis, en basant ses actions commerciales sur des prix de vente compatibles avec le marché et les objectifs de résultat comptable. -Mettre en place des outils de gestion et de décision des principaux processus de son entreprise, suivis en temps réel, afin de garantir des commandes rentables.
Programme de la formation 1ère journée :
Découverte de la méthode et de ses différents outils à travers des exemples concrets - échanges autour de ces exemples
2ème journée : étude de cas pratiques
Les stagiaires pourront proposer leurs propres cas.
Programme détaillé page suivante.
Intervenants
Eric Laurensot, E.L. SERVICES • Cabinet de Conseil Opérationnel en management et en organisation commerciale et industrielle.
• Auteur pour AUTÉO du rapport « Caractérisation et typologie de la filière Automobile de l’Ouest ».

67
Programme détaillé 1ère journée :
Rappels
• notion de prix • les prix - objectifs • enjeu de la gestion • les données comptables
Définitions « prix / objectifs »
• concepts de base • définitions • résultat économique • notion de contraintes • principes d’améliorations
Méthode « prix / objectifs »
• données de références • le compte de résultat « prix-objectifs » • tableau de bord « prix-objectifs » • objectif de résultat et objectifs de processus • devis technique & offre commerciale • analyse et suivi des offres commerciales • activité commerciale et commandes • contrôle de gestion des commandes • analyse et suivi des commandes • résultat et tendance économique • amélioration par la « théorie des contraintes »
2ème journée :
Déroulement de cas d’entreprises de participants (volontaires)
• analyse des situations particulières • proposition de pistes pour résoudre les cas
Définitions des objectifs
• économiques / commerciaux / de production Processus commercial
• devis technique • offre commerciale • analyse et suivi des offres commerciales • management et amélioration du processus
Processus de production

68
• budget de réalisation • analyse et suivi des commandes • management et amélioration du processus
Processus de direction
• tableau de bord « prix-objectifs »

69
Parcours De Formation Communication
Parce que la performance s’atteint grâce à des salariés qui ont des compétences complémentaires, qui maîtrisent des domaines hors du cœur de métier mais essentiels pour la réalisation de certains projet. Il est indispensable de bien former à la communication.

70
Media training 1 jour - 7 heures
Public visé Dirigeants, cadres de direction, présidents ou délégués d'association, responsables communication. Catégorie : chef d’entreprise, cadre Nombre de participants : maximum 5. Tarif valable entre 3 et 5 participants.
Objectifs pédagogique • Connaître et comprendre le fonctionnement des médias et des journalistes
• Préparer une interview
• Savoir faire passer son message
• S’entraîner à la communication média en conditions techniques réelles
• Savoir communiquer sur un événement valorisant ou sur un sujet polémique
Programme de la formation Matin :
La communication orale.
Après-midi :
La communication écrite.
Spécificités pédagogiques Mise à disposition d’un véritable plateau TV ainsi qu’un studio radio. Jeux de rôle, mise en situation.
Intervenants Jean-Paul BUSNEL, journaliste professionnel, directeur de presse et d’édition.
Consultant formateur en communication, management et marketing.
Sciencescom : Ecole de la communication et des médias de Nantes, groupe AUDENCIA.
71
Programme détaillé
La communication orale
§ Qu’est-ce qui intéresse la presse (la nouvelle inédite, la nouvelle qui va intéresser les lecteurs) § Le premier grand oral : la conférence de presse (le choix des mots et du moment, quand l’utiliser, une manœuvre en deux temps)
§ Le second grand oral : l’outil radiotélévision (la dure loi du chrono, la dictature du conducteur, faire court, proposer un cadre)
§ Exercices : o Invité en direct (avantages, inconvénients, préparation indispensable) o Les 4 erreurs à ne pas commettre o Les règles de formulation (en TV ou radio, l’outil est le langage, le vocabulaire) o La force de conviction (capter l’attention de l’auditoire, dire de quoi on parle,
argumenter, conclure) § Jeux de rôles : 4 scenarii (synopsis et composition de l’équipe) Analyse des points forts et des points faibles par l’animateur, séquence par séquence.
Conseils, trucs et astuces.
La communication écrite
§ Le fonctionnement de la presse. § Le 4ème ou 5ème pouvoir ? § Les attentes et contraintes des journalistes. § Le «vrai» fonctionnement des médias. § La gestion des relations avec les médias. § Les médias face à l’entreprise en crise. § Exercices - simulation de conférence de presse.
AUTÉO / Cécile TERRIEN, Chargée de Communication :
« Jean Paul BUSNEL est un excellent animateur : doté d’une grande expérience, cet orateur a une méthodologie de formation très efficace. »
72
Prise de parole et animations de réunions 1 jour - 7 heures
Public visé Dirigeants, cadres de direction, présidents ou délégués d'association. Catégorie : chef d’entreprise, cadre Nombre de participants : maximum 5. Tarif valable entre 3 et 5 participants.
Objectifs pédagogique -Acquérir la maîtrise de sa communication orale face aux collaborateurs, partenaires, ou en réunion publique.
-Analyser l’environnement et l’enjeu du débat.
-Argumenter et convaincre en fonction de l’auditoire et des objectifs définis
-Gérer la situation : stress, public difficile, adversaires expérimentés…
Programme de la formation Matin :
La communication verbale et non verbale Connaître, jauger et cerner son auditoire.
Après-midi :
Faire passer son message Répondre aux attaques et aux objections La conclusion.
Spécificités pédagogiques Accompagnement personnalisé. L’intervenant apporte des réponses adaptées en fonction de chaque projet. Apprentissage de l’utilisation du micro.
Intervenants Jean-Paul BUSNEL, journaliste professionnel, directeur de presse et d’édition.
Consultant formateur en communication, management et marketing.
Sciencescom : Ecole de la communication et des médias de Nantes, groupe AUDENCIA.
73
Programme détaillé
La communication verbale et non verbale
o Placer sa respiration en lien avec sa prise de parole. o Mieux utiliser sa voix (rythme, débit, intonation, clarté, diction...). o Occuper l’espace. o Ponctuer son intervention par des gestes et des regards pour
renforcer son message.
Connaître, jauger et cerner son auditoire
o Les prises d’information préalables. o Les différents publics. o L’attaque. o L’angle choisi pour aborder le débat. o Susciter ou éviter les réactions. o Impliquer l’auditoire. o Reformulation et autres techniques.
Faire passer son message
o Les techniques de préparation. o L’utilisation du micro. o Développer ses arguments. o Les aides visuelles. o Le discours. o Les règles d’efficacité.
Répondre aux attaques et aux objections
o Calmer le jeu. o Les techniques de réponse. o Reprendre la parole devant un phénomène de contestation du
groupe.
La conclusion
o Savoir conclure en laissant une bonne impression. o Reformuler l’idée maîtresse de l’intervention.
AUTÉO / Cécile TERRIEN, Chargée de Communication :
« Jean Paul BUSNEL est un excellent animateur : doté d’une grande expérience, cet orateur a une méthodologie de formation très efficace. »
74
Stratégie financière : enjeux et bonnes pratiques 2 jours - 14 heures
Public visé Catégorie: les dirigeants de PME automobiles, cette formation peut également convenir à des non financiers, notamment des commerciaux Nombre de participants : 15
Objectifs pédagogiques
-Se placer dans la situation d’un chef d’entreprise qui a besoin de comprendre les mécanismes de base de la finance et de l’information financière, pas dans celle d’un futur technicien de ces sujets. -Limiter les présentations théoriques, sans les éviter, car il y a des concepts à apprendre. -Faire travailler les participants sur leur propre entreprise en leur demandant d’apporter leurs propres documents (comptes, budgets, prix de revient, etc.). -Intégrer les autres éléments de diagnostic existant (CCI par exemple) et de benchmark (indicateurs du lean) existant dans la profession pour donner de la cohérence à l’ensemble des actions entreprises. -Identifier le niveau de connaissance des participants au travers d’un QCM en début de module.
A la fin du programme, les participants auront acquis l’essentiel du vocabulaire de la finance d’entreprise, compris l’essentiel des mécanismes et concepts financiers et le contexte de leur utilisation (il n’y a de vérité que relative là aussi) dans leurs décisions opérationnelles (négociations de prix avec les clients, de financement avec banquiers et investisseurs, etc.) et enfin ils auront les moyens de dialoguer de manière critique avec les techniciens de ces sujets qui les entourent (financiers et comptables maison, expert-comptable, banquier, investisseurs)
Programme de la formation 1ère journée
Comprendre le vocabulaire financier de l’entreprise industrielle automobile Gérer sa trésorerie et optimiser son besoin en fonds de roulement
2ème journée Calculer ses prix de revient en fonction des situations opérationnelles et faire de son budget un véritable outil de pilotage de la performance Modéliser financièrement l’activité opérationnelle future pour définir la structure de haut de bilan nécessaire au développement de l’entreprise : le plan d’affaires

75
Intervenants Jean-François BELORGEY - Associé : 27 ans d'expérience professionnelle. HEC, expert-comptable et commissaire aux comptes. A consacré l'essentiel de sa carrière professionnelle au secteur automobile dont il est un de nos spécialistes au niveau mondial. Auditeur de Renault et de plusieurs équipementiers, il a également été impliqué dans plusieurs opérations de rapprochement dans le secteur (Renault, Volvo, Nissan, équipementiers). Administrateur de la Fondation HEC et représentant d’Ernst & Young à un des Boards de l’IFAC.
1ère journée
Comprendre le vocabulaire financier
Lecture des états financiers
o Vocabulaire comptable o Organisation générale des états financiers o La notion de référentiel comptable et son effet sur les états financiers : exemples
de différences importantes (crédit-bail, avantages sociaux, impôts différés) o Les différents angles de vue concernant la rentabilité (résultat ou combinaison
résultat-bilan)
Analyser des états financiers
o Les grands agrégats des états financiers o Les ratios usuels et leur signification
Déroulement : Lecture collective et dirigée des états financiers d’un équipementier automobile français coté
Manipulation des concepts et calcul des grandeurs financières et des ratios usuels étudiés par les participants sur leurs propres états financiers
Echanges-débat entre les participants sur les difficultés rencontrées, les conclusions et enseignements tirés de ces manipulations
Trésorerie et besoin en fonds de roulement
• Date d’opération, date de valeur • Mise en commun de la trésorerie dans un groupe, même petit • Notions de couverture des opérations en devises • Les leviers de la réduction des stocks • Le financement des créances commerciales et les leviers de
l’accélération de leur rotation • L’optimisation des dettes fournisseurs • Les autre créances et dettes d’exploitation, trucs et astuces • Liens avec les indicateurs du LEAN
EBITDA
BFR
Investissement
Cash

76
Déroulement : Echanges-Débat entre les participants à propos des difficultés rencontrées sur ces questions
Présentation didactique des concepts
Travail individuel dans le cadre de petits groupes à partir des situations des participants pour définir un plan d’action
2ème journée
Prix de revient et budget
Comptabilité analytique et organisation de l'entreprise
• Les apports de la comptabilité analytique : connaissance des différents coûts de l'entreprise par niveau de responsabilité, par fonctions et par affaires ; mesure des écarts budgétaires ; valorisation permanente des stocks
• schéma comptable et structure de l'entreprise • les outils de la comptabilité analytique
Définitions et calcul des prix de revient 1. prix de revient et coût marginal ; différents niveaux de prix 2. prix objectif, frais de lancement et actualisation
Management et contrôle budgétaire 1. établissement du budget :
a. politique de l'entreprise et objectifs b. niveau d'activité
2. objectifs financiers et de progrès 3. négociation des budgets de fonctionnement et d'investissement 4. écarts sur budget et plans d'action : frais fixes et frais variable ; écart de volume
Déroulement : Echanges-débat entre les participants sur les difficultés concrètes rencontrées sur ces questions
Présentation didactique des concepts
Comparaison entre des cas réels des participants dans diverses situations (dossiers de prix, budgets) et les concepts enseignés

77
Plan d’affaires et structure du haut de bilan
• Principes généraux de la modélisation financière de l’activité prévisionnelle, notion de plan d’affaires
• Le plan d’affaires comme outil d’accompagnement de la croissance et du développement de l’entreprise
• Principaux drivers de la prévision financière à moyen terme • Notion de free cash-flow • Conséquences du plan d’affaires sur les besoins de financement et la structure du « haut
de bilan » • Lien entre plan d’affaires et valeur de l’entreprise
Déroulement : Echanges-débat entre les participants sur les difficultés rencontrées sur ces sujets dans leurs entreprises
Présentation didactique des concepts
Analyse et comparaison de deux business plans réels d’équipementiers recherchant des investisseurs
Travail préparatoire à l’élaboration d’un business plan sur votre propre entreprise
78
Responsabiliser Assumer, Transmettre, Déléguer 2 jours - 14 heures.
Public visé Manager de proximité souhaitant acquérir ou développer ses connaissances et ses pratiques managériales. Catégorie: agent de maîtrise Nombre de participants : entre 6 et 8 Pré-requis : avoir des compétences métier.
Objectifs pédagogiques
-Analyser ses ressources et établir un bilan.
-Acquérir des connaissances et des pratiques pour améliorer :
- La prise de responsabilités,
- La responsabilisation de ses collaborateurs,
- Le management des compétences.
Programme de la formation • Faire un bilan
• Apprendre et comprendre
• Appliquer (Le sens de la responsabilité, la responsabilisation des collaborateurs, les entretiens de progrès, la délégation)
• Etablir un plan d'action
• Evaluer
Intervenants Denis TENDRON ou Jérôme VIROULEAU, formateurs, coachs, spécialisés dans les aspects techniques et comportementaux du management. Anciens dirigeants d’entreprise. Organisme REGARD9.

79
Programme détaillé Accueil :
. Présentation des participants, expression de leurs attentes et objectifs
. Annonce du déroulé et des objectifs pédagogiques.
Faire un bilan
. Autoévaluation de ses compétences pour prendre les responsabilités de management et responsabiliser ses collaborateurs . Diagnostic de ses pratiques, ses aptitudes, ses capacités et ses axes de progrès.
Apprendre et comprendre
. Les principes de la responsabilité
. Les différents niveaux de responsabilités du manager
. Le management des compétences
. Les principes, les phases et les freins à la mise en œuvre de la délégation.
Appliquer sur les thèmes suivants
. L’exercice du sens de la responsabilité
. L’identification de ses compétences et la mise en place d’un plan de progrès
. Les outils de la responsabilisation des collaborateurs
. Les entretiens de progrès
. La pratique de la délégation.
Établir un plan d’action
. Pour améliorer ses compétences pour prendre des responsabilités et responsabiliser ses collaborateurs . Pour évaluer ses résultats.
Évaluer
. Son processus d’acquisition des connaissances
Spécificités pédagogiques . Mise en pratique des outils et comportements pour responsabiliser ses collaborateurs . Utilisation d’une procédure d’évaluation certifiée ISO 9001 en fin de stage
• Évaluations des connaissances au début du stage
• Évaluations des acquis et des atteintes des objectifs à l’issue du stage
• Suivi post-formation par téléphone ou Internet sur demande.
MITSUBA : Michel Martin, DRH
« Nous apprécions particulièrement la méthode pédagogique utilisée et avons observé qu’elle était facteur de progrès durables. Les formateurs de Regard9 sont des professionnels qui ont acquis une connaissance approfondie d’une méthode pédagogique innovante. »
80
Les entretiens individuels : un acte de management des compétences
1+1 jour - 14 heures Les entretiens individuels sont des moments privilégiés entre les collaborateurs et les managers. Intégrés dans une démarche participative, ces actes de management sont une des clés de la performance.
Public visé Membre de l’encadrement, agents de maîtrise, chefs d'équipe, chefs d'atelier, chef de service, manager de proximité exerçant une responsabilité hiérarchique Catégorie : agent de Maîtrise, cadre Nombre de participants : entre 6 et 8
Objectifs pédagogiques
• Comprendre les enjeux des différents entretiens professionnels • Maîtriser les différentes étapes de l’entretien • Pratiquer les phases clés de l’entretien • Analyser sa pratique des entretiens et élaborer son plan d’actions • Donner du sens à l’action de son équipe.
A la fin du programme, les participants auront : • Acquis les techniques et qualités liées à la réussite des entretiens individuels • Expérimenté les entretiens individuels par des mises en situation et
expérimentations débriefées en séance de formation • Elaboré un dispositif d’entretiens annuels en cohérence avec la taille, la culture et
les enjeux de l’entreprise. Ils seront en mesure de préparer, conduire et assurer le suivi de leurs entretiens annuels.

81
Programme détaillé Journée 1 :
• Les enjeux de l’entretien par rapport à sa responsabilité de manager • Comment utiliser l’entretien comme un outil de management ? • Connaître les attentes des collaborateurs par rapport à l’entretien individuel
Dans un mode participatif, les participants mettent à plat leurs représentations de l’entretien professionnel et/ou annuel, et mesurent les facteurs favorables et les freins qu’ils ont déjà repérés. Ils sont amenés à réfléchir sur leurs propres attentes (contenu, déroulement, objectifs) pour appréhender celles de leurs collaborateurs.
• Préparer, conduire et restituer les résultats de l’entretien individuel • Maîtriser les étapes clés de l’entretien : écoute, évaluation, perspectives, vision
d’équipe • Focus sur la fixation des objectifs et la mesure des compétences
Les participants travaillent sur un entretien à préparer, repèrent leurs atouts ou points à améliorer aux différentes étapes de l’entretien. Les mises en situation et travaux en sous- groupes préparent l’expérimentation de l’entretien prévue avant la 2ème journée. Journée 2 : la 2ème journée aura lieu 30 jours après la première, ce qui, idéalement, doit permettre à chaque stagiaire d’avoir pratiqué au moins un entretien individuel.
• Retour d’expérience des participants sur les entretiens réalisés • Prise en compte du contexte de l’entreprise dans le dispositif d’entretiens
annuels. • Analyse des supports et démarches d’entretiens existants dans les entreprises
des participants • Pistes de réflexion pour bâtir un dispositif d’entretiens ou enrichir un système déjà
en place. Le format de la 2ème journée est bâti sur le partage d’expériences entre les participants et l’utilisation des outils d’entretiens existants dans l’entreprise. Les apports des formateurs sur des outils supplémentaires ou différents (objectifs croisés, partenaires d’appréciation, collaborations transverses) permettent également de définir un dispositif d’entretien pour les participants ne disposant pas de démarche déjà structurée dans leur entreprise.
Intervenant Pascale GANGNEUX ou Bertrand GALLAIS, formateurs, coachs professionnels, intervenant en accompagnement des équipes et des managers en entreprise. Double expérience des Ressources Humaines et d’Ingénieur dans l’industrie et les
services.
82
Managers de proximité Motiver, Communiquer, Valoriser, Fédérer 2 jours - 14 heures
Public visé Manager de proximité souhaitant acquérir ou développer ses connaissances et ses pratiques managériales. Catégorie: agent de maîtrise Nombre de participants : entre 6 et 8 Pré-requis : avoir des compétences métier.
Objectifs pédagogiques • Analyser ses ressources et établir un bilan
• Acquérir des connaissances et des pratiques sur les facteurs-clés de la motivation :
• La communication
• La valorisation de ses collaborateurs
• L’animation des équipes
Programme de la formation • Accueil
• Faire un bilan
• Apprendre et comprendre
• Appliquer (les différentes motivations, la communication efficace, l'animation de réunion, les feedbacks valorisants, la gestion des conflits, l'équipe performante)
• Etablir un plan d'action
• Evaluer
Intervenants Denis TENDRON ou Jérôme VIROULEAU, formateurs, coachs, spécialisés dans les aspects techniques et comportementaux du management. Anciens dirigeants d’entreprise. Organisme REGARD9.
83
Programme détaillé Accueil :
. Présentation des participants, expression de leurs attentes et objectifs
. Annonce du déroulé et des objectifs pédagogiques.
Faire un bilan
. Autoévaluation de ses compétences pour motiver ses collaborateurs : aptitudes, capacités et axes de progrès . Identification de son style de management.
Apprendre et comprendre
. La motivation et ses composantes
. Les 3 ressources à manager : temps, motivation, compétences
. Les différentes motivations des trois centres d’intelligence
. La relation entre communication et motivation
. Les principes de la valorisation des collaborateurs
. Les règles de fonctionnement des équipes et leur animation.
Appliquer sur les thèmes suivants
. L’identification des différentes motivations
. La communication efficace
. L’animation d’une réunion
. La pratique de feedback valorisant
. La gestion des conflits
. La construction d’une équipe performante
Établir un plan d’action
. Pour améliorer ses compétences pour motiver ses équipes
. Pour évaluer ses résultats
Évaluer
Spécificités pédagogiques . Mise en pratique des outils et comportements pour responsabiliser ses collaborateurs . Utilisation d’une procédure d’évaluation certifiée ISO 9001 en fin de stage
• Évaluations des connaissances au début du stage
• Évaluations des acquis et des atteintes des objectifs à l’issue du stage
• Suivi post-formation par téléphone ou Internet sur demande.
MITSUBA : Michel Martin, DRH
“ Au-delà des aspects techniques, Regard9 propose aux managers de reconnaître les différents modes de comportement, de les accepter et s’en servir pour progresser dans leurs relations à l’autre, leur capacité à communiquer et leurs performances au quotidien