Avant-propos - AFCAB : l'organisme qui certifie les ... 0.pdf · qualité du béton armé et la...
73
C OLLECTION T ECHNIQUE C IMBÉTON T46 L’ARMATURE DU BÉTON De la conception à la mise en œuvre L’ ARMATURE DU BÉTON De la conception à la mise en œuvre
Transcript of Avant-propos - AFCAB : l'organisme qui certifie les ... 0.pdf · qualité du béton armé et la...
COLLECTION
TECHNIQUE
CIMBÉTON
T46
L’AR
MA
TU
RE
DU
BÉ
TO
N
De la concep
tion à la m
ise en œuvre
L’AR
MA
TU
RE D
U BÉ
TO
N
De la concep
tionà la m
ise en œuvre

2
Contributions à l’ouvrage
Cet
ouvrage, issu
de la
collaboration entre
l’AFC
AB
(A
ssociation Française
de Certification des A
rmatures du B
éton) et CIM
BÉTO
N (centre d’inform
ation sur le cim
ent et ses applications), a été rédigé par :
Jean
DITR
ICH
STEIN
Ingénieur ECP
Ont égalem
ent participé à la rédaction :
M
ichel FER
RA
N
APA
Patrick
GU
IRA
UD
C
IMB
ÉTON
Louis-Jean
HO
LLEBEC
Q
AFC
AB
H
ervé TER
SEN
APA
Contributions au
x illustrations :
AG
IBA
T
A
MSA
AR
MA
SUD
REU
NIO
N
B
AR
TEC
B
LB C
ON
STRU
CTIO
NS
CA
UM
ES AR
MA
TUR
ES
D
EXTR
A
FO
RN
AC
E MA
NN
A
G
ERM
AIN
AR
MA
TUR
ES
G
RO
UPE FIM
UR
EX
PR
ESIDER
SNA
AM
TECH
NO
BA
T
3
Avant-p
ropos
En faisant confiance aux certifications de l’A
FCA
B, le maître d
’ouvrage et le m
aître d’œ
uvre sont assurés que l’arm
ature posée en coffrage rem
plit les cond
i-tions d
e validité du d
imensionnem
ent de l’ouvrage. L’A
FCA
B ne se p
réoccupe
pas seulem
ent de la conform
ité des aciers p
our béton armé sortis d
’usine. Elle se p
réoccupe égalem
ent des transform
ations qu’ils subissent p
our en faire des arm
a-tures coup
ées, façonnées, assemblées, d
es accessoires comm
e les manchons d
e raccord
ement ou les boîtes d
’attente, et de la p
ose en coffrage. Il est évident q
u’un acier « brûlé » au soud
age, un manchon incap
able de transm
ettre les efforts prévus
pour un filant, une boîte d
’attente inapp
ropriée ou la p
ose incorrecte d’arm
atures p
euvent mettre g
ravement en p
éril la solidité structurelle d
’un ouvrage.
L’AFC
AB, d
e par ses activités d
e certification et de p
ar son fonctionnement collé-
gial (les p
rofessionnels, les utilisateurs et les experts d
e l’armature y sont rep
ré-sentés), connaît les risq
ues que fait encourir une arm
ature non conforme. Elle
connaît les bonnes pratiq
ues, mais égalem
ent les possibilités d
’amélioration d
ans ce d
omaine. En tant q
u’organisme certificateur, son rôle n’est p
as d’im
poser ce
qu’il « faut faire ». Son rôle est d
e contrôler des résultats p
ar référence à des sp
é-cifications p
ré établies. En aucun cas, elle ne prop
ose ni n’imp
ose des m
oyens à m
ettre en œuvre p
our y parvenir. Im
poser d
es moyens p
ourrait être plus sim
ple
pour elle, m
ais présenterait d
e graves inconvénients :
– elle pourrait d
ifficilement d
emand
er des exp
lications relatives à des résultats non
conformes, obtenus en raison d
e moyens q
u’elle a imp
osés ;– d
es incidences économ
iques inutiles p
ourraient être induites ;– le p
rogrès d
es producteurs se trouverait entravé à chaq
ue fois que d
e nouvelles techniq
ues app
araissent.
L’AFC
AB
souhaite évidem
ment le p
rogrès d
e l’armature, et p
as seulement le p
ro-
grès d
e sa qualité. D
e par son activité, d
e par sa constitution, elle a conscience
de d
étenir un certain nombre d
e clés de ce p
rogrès. Elle est consciente q
u’il est entravé p
ar le défaut d
e connaissance mutuelle d
es métiers d
es différents p
arte-naires im
pliq
ués dans le cycle d
e fabrication et de p
ose des arm
atures. En particu-
lier, on oublie trop souvent q
ue l’armature n’est p
as seulement un p
roduit qui se
dessine ou q
ui se paie, c’est égalem
ent un produit q
ui se fabrique et q
ui se pose,
avec les imp
ératifs que cela entraîne.
C’est p
ourquoi, lorsq
ue Jean DITR
ICH
STEIN, q
ui possèd
e la double exp
érience de
professionnel d
e l’armature et d
’ingénieur de contrôle techniq
ue de la construc-
tion, a eu l’idée d
e rédiger ce g
uide techniq
ue, l’AFC
AB
a souhaité app
orter son ap
pui le p
lus déterm
iné à sa rédaction et sa p
ublication.
4
Cette nouvelle version a p
lus que jam
ais l’ambition d
e particip
er au prog
rès global
de l’arm
ature, en décrivant son cycle d
e fabrication et de p
ose, les contraintes et les op
portunités d
’amélioration q
ui en découlent. N
ous avons constaté à de nom
-breuses rep
rises que la q
ualité prog
resse lorsque les p
oints de vue, les contraintes
et les intérêts de chacune d
es parties concernées sont confrontés, et q
ue des solu-
tions prenant en com
pte au mieux tous ces asp
ects sont adoptées.
Dep
uis la prem
ière version, parue il y a d
éjà 6 ans, le contexte normatif et rég
le-m
entaire a beaucoup évolué. Les Eurocod
es ont été adoptés et p
ubliés. Pour ce qui
nous concerne, il s’agit d
es normes Eurocod
es 2 relatives au béton et des norm
es Eurocod
es 8 relatives à la construction parasism
ique. En 2010, la rég
lementation
française les a rendus app
licables. De façon com
plém
entaire, des norm
es euro-
péennes ont été p
ubliées : la norme N
F EN 13670 concernant l’exécution d
es tra-vaux d
e béton armé et les norm
es NF EN
ISO 17660
-1 et -2 concernant le soudage
des arm
atures du béton. La révision de la norm
e NF EN
100
80 concernant les
aciers pour béton arm
é est en cours. En France, la norme N
F EN 13670 et son
Annexe N
ationale doivent être com
plétées p
ar le NF D
TU 21 révisé p
our son app
li-cation en bâtim
ent courant et par le Fascicule 65 révisé p
our son app
lication dans
les marchés p
ublics de génie civil. Les certifications A
FCA
B ont été adaptées p
our p
rendre en com
pte les normes N
F EN ISO
17660-1 et -2. D
e nouvelles normes
nationales NF A
35-08
0-1 et -2 concernant les aciers p
our béton armé ont été
éditées p
ar référence à l’actuelle norme europ
éenne NF EN
100
80, dans l’attente
de la révision d
e cette dernière. D
e plus, les boîtes d
’attente s’utilisent maintenant
dans des applications critiques, notam
ment avec des prédalles susp
endues. Des
règles p
rofessionnelles ont été rédigées à ce sujet, et une p
remière certification a
été attribuée par l’A
FCA
B.
Cette nouvelle version p
rend en com
pte toutes ces évolutions.
CIM
BETON
s’associe pleinem
ent à cette logiq
ue de p
rogrès visant à am
éliorer la q
ualité du béton armé et la p
érennité des bâtim
ents et des ouvrages d
e génie civil.
En mettant en com
mun leur exp
érience et leur savoir-faire, l’AFC
AB
et CIM
BÉTON
p
roposent d
es solutions constructives aux perform
ances optimisées p
our des
ouvrages durables.
5
Som
maire
1
Intro
du
ction
9
1.1 Vocab
ulaire
101.1.1
- Aciers
101.1.2
- Arm
atures 11
1.1.3 - A
rmaturier
111.2 O
bjectif
111.3 C
hem
inem
ent
13
2 2
- Pro
du
ction
de
s aciers p
ou
r bé
ton
15
3
Fab
rication
et p
ose
en
coffrage
de
s arm
ature
s 21
3.1 Arm
atures su
r plan
s 22
3.1.1
- Définitio
n 2
23
.1.2 - C
ycle de p
rod
uction
22
3.1.2
.1 - Prép
aration d
e la fabrication – analyse d
es plans
24
3.1.2
.2 - D
ressage
26
3.1.2
.3 - C
oup
e 27
3.1.2
.4 - Faço
nnage
273
.1.2.5
- Assem
blage
28
3.2 Arm
atures su
r catalogu
e 31
3.2
.1 - D
éfinition
313
.2.2
- Cycle d
e pro
ductio
n 31
3.2
.2.1
- Préparatio
n de la fabricatio
n 31
3.2
.2.2
- Fabrication d
es armatures sur catalo
gue
313.3 A
rmatu
res spéciales
34
3.3
.1 - D
éfinition
34
3.3
.2 - D
ispo
sitifs de rabo
utage et d
’ancrage (D
RA
AB
) 3
43
.3.3
- Bo
îtes d’attentes
35
3.3
.4 - G
oujo
ns de d
ilatation
36
3.3
.5 - R
upteurs therm
iques
373.4
Arm
atures en
acier inoxyd
able
373.5 Po
se en co
ffrage 38
4
Po
ur u
ne
arm
ature
con
form
e
394.1 C
ontexte n
orm
atif 40
4.1.1
- Aciers
414
.1.2 - A
rmatures
43
4.1.2
.1 - N
orm
es Euroco
des
43
4.1.2
.2 - A
utres textes relatifs aux arm
atures 4
44.2 C
aractéristiques certifi
ées des aciers
45
4.2
.1 - So
udabilité et co
mp
ositio
n chimiq
ue 4
54
.2.2
- Caractéristiq
ues mécaniq
ues en traction
46
4.2
.3 - D
iamètres, sectio
ns, masses linéiq
ues et tolérances
48
6
4.2
.4 - A
dhérence et g
éom
étrie de la surface
49
4.2
.5 - N
on frag
ilité (aptitud
e au pliag
e) 5
04
.2.6
- Dim
ensions et résistance au cisaillem
ent des assem
blages
so
udés d
es treillis soud
és et des treillis raid
isseurs 5
04
.2.7
- Résistance à la fatig
ue 5
04
.2.8
- Ap
titude au red
ressage ap
rès pliag
e 5
04
.2.9
- Marq
uage
514.3 C
onfo
rmité d
es armatu
res 51
4.3
.1 - D
ressage
514
.3.2
- Co
upe
524
.3.3
- Façonnag
e 52
4.3
.3.1
- Diam
ètres de cintrag
e 52
4.3
.3.2
- Red
ressage d
es armatures p
liées 5
54
.3.3
.3 - Lo
ngueur d
es parties d
roites.
55
4.3
.3.4
- Ancrag
es des cad
res et étriers 5
54
.3.3
.5 - C
adres d
e confinem
ent des co
nstructions d
evant résister
aux séism
es et relevant de la no
rme N
F EN 19
98
-1
574
.3.3
.6 - Tracé g
énéral des arm
atures d’effo
rt tranchant
selon la no
rme N
F EN 19
92
-1-1
58
4.3
.3.7
- Tracé des arm
atures transversales des p
oteau
x
selon la no
rme N
F EN 19
92
-1-1
59
4.3
.3.8
- Tracé des arm
atures transversales de to
rsion
selo
n la norm
e NF EN
199
2-1-1
5
94
.3.3
.9 - A
rmatures faço
nnées pro
ches des p
arements
Po
ussée au vide
59
4.3
.3.10
- Co
nditio
ns générales d
e façonnag
e 61
4.3
.3.11
- Tolérances d
e façonnag
e 62
4.3
.4 - A
ssemblag
e 6
44
.3.4
.1 - R
igid
ité 6
44
.3.4
.2 - A
ssemblag
e par so
udure
64
4.3
.4.3
- Tolérances d
imensio
nnelles sur les armatures assem
blées 6
54
.3.5
- Pose en co
ffrage et p
ositio
n finale des arm
atures 6
64
.3.5
.1 - Enro
bage
66
4.3
.5.2
- Maîtrise d
e la fissuration
69
4.3
.5.3
- Positio
n des arm
atures non co
ncernées par l’enro
bage
69
4.3
.5.4
- Possibilité d
e bétonnag
e correct
69
4.3
.6 - B
oîtes d
’attentes 71
4.3
.7 - A
rmatures m
anchonnées
744
.3.8
- Go
ujons d
e dilatatio
n 75
4.3
.9 - R
upteurs therm
iques
754
.3.10
- Ad
aptatio
ns et mo
dificatio
ns 75
4.4
Certifi
cations gérées p
ar l’AFC
AB
764
.4.1
- Certificatio
n NF – A
ciers po
ur béton arm
é 76
4.4
.2 - C
ertification N
F – Arm
atures 77
4.4
.3 - C
ertification A
FCA
B – D
ispo
sitifs de rabo
utage o
u d’ancrag
e
des arm
atures du béto
n 7
84
.4.4
- Certificatio
n AFC
AB
– Bo
îtes d’attentes p
our béto
n armé.
78
4.4
.5 - C
ertification A
FCA
B – Po
se des arm
atures du béto
n 79
7
5.1 C
artouch
e de p
lan d
’armatu
res 84
5.2 Rep
ères et nom
bre d
’armatu
res 84
5.3 Dim
ensio
ns et an
gles de faço
nnage d
es armatu
res 85
5.3
.1 - C
as particulier d
es ancrages
85
5.3
.2 - A
rmatures « variables »
87
5.4 C
hoix d
es man
drin
s de faço
nnage
88
5.5 Fermetu
res des cad
res 89
5.6 Positio
ns relatives d
es barres en
tre elles 90
5.6
.1 - Lits d
e barres superp
osés
90
5.6
.2 - B
arres d’ancrag
es façonnées co
ntiguës
90
5.6
.3 - B
arres « flottantes »
90
5.7 Enro
bage
915.8 R
éservations
915.9 A
rmatu
res de fo
rmes « sp
éciales » 91
5.10 Prod
uits su
r catalogu
e 92
6 P
ou
r un
e a
rmatu
re p
lus sim
ple
, o
u to
ut a
u m
oin
s réalisa
ble
93
6.1 Ferm
eture d
es cadres
956.2 C
hoix d
e la form
e des arm
atures tran
sversales des p
outres
99
6.3 A
ncrages p
ar crosses su
r plu
sieurs lits
1016.4
Jonctio
n en
tre chaîn
ages de m
urs p
erpen
dicu
laires 103
6.5 Ap
pui in
terméd
iaire de p
outre su
r pote
au
104
6.6 A
pp
ui in
terméd
iaire d’u
ne p
outre su
r une au
tre poutre
1056.7 Po
utre s’ap
pu
yant su
r deu
x poutres p
orteu
ses 10
66.8 C
as des ferraillages co
nfo
rmes à l’Eu
roco
de 8
107
7 P
ou
r un
e o
ptim
isation
glob
ale
de
l’arm
ature
10
97.1 Étu
des d
’op
timisatio
n glo
bale
1107.2 Im
portan
ce de la co
ncep
tion d
u ferraillage
1117.3 Évo
lutio
ns d
epuis les o
rigines d
u b
éton arm
é 111
7.4 C
om
paraiso
n d
es hab
itudes d
e divers p
ays 112
7.4.1
- Diam
ètres des aciers utilisés
1127.4
.2 - U
tilisation d
es étriers 113
7.4.3
- Fermetures d
es cadres
1137.5 C
hoix d
es espacem
ents d
es armatu
res transversales
1147.6 N
om
bre d
e repères d
ifférents
1147.7 D
iamètres d
es man
drin
s de faço
nnage
1157.8 Exem
ple
115
8
9 A
nn
exe
s 12
39.1 A
nnexe 1
Origin
es de l’o
bligatio
n d
e se confo
rmer au
x Euro
codes
124
9.1.1 - M
archés publics
124
9.1.2 - M
archés privés
124
9.1.3 - To
us types d
e marchés cas d
es textes d’ap
plicatio
n obligato
ire 12
59.2 A
nnexe 2
Ap
plicatio
n d
es règles Euro
code 8 et PS M
I 126
9.3 Annexe 3
Marq
ues d
e lamin
age des aciers
1299.3
.1 - A
ciers à verrous
129
9.3.1.1
- Identificatio
n du p
rod
ucteur 12
99.3
.1.2 - Id
entification d
e la classe technique (o
u nuance) 13
09.3
.2 - A
ciers à emp
reintes 132
9.3.2
.1 - Id
entification d
u pro
ducteur
1329.3
.2.2
- Identificatio
n de la classe techniq
ue (ou nuance)
133
9.4 A
nnexe 4
D
iamètre ad
missib
le de faço
nnage su
ivant l’exp
ression 8.1
de la norm
e NF EN
1992-1-1 – Calcu
l et conséq
uen
ces 136
9.5 Annexe 5
Processu
s de d
étermin
ation d
e l’enro
bage n
om
imal su
ivant
la norm
e NF EN
1992-1-1 co
mp
létée par so
n A
nnexe N
ationale
1389.6 In
dex
1419.7 B
iblio
graphie
143
9
Ch
ap
itre1Introduction
1.1 Vocab
ulaire
1.2 Objectif
1.3 Chem
inem
ent

10
Ch
ap
itre 1Intro
du
ction
1.1 VocabulaireLe d
omaine d
es armatures p
our le béton possèd
e un vocabulaire particulier. Il
s’agit souvent d
e termes techniq
ues mais aussi p
arfois de m
ots courants qui sont
utilisés dans un sens particulier. D
’une façon générale leur sens sera explicité si
nécessaire dans le courant du texte, m
ais quelq
ues-uns d’entre eux d
oivent être d
éfinis dès m
aintenant pour une bonne com
préhension d
e la suite.
1.1.1 - Aciers
La norme europ
éenne NF EN
100
80 « A
ciers pour l’arm
ature du béton – Aciers
soudables p
our béton armé – G
énéralités » donne la d
éfinition de ce term
e : « Acier
pour béton arm
é : produit en acier d
e section circulaire ou pratiq
uement circulaire
qui est ad
apté pour l’arm
ature du béton ».
Cette d
éfinition convient bien pour les barres, couronnes et p
roduits déroulés,
mais cette norm
e traite également d
es treillis soudés q
ui sont donc consid
érés com
me d
es « aciers », ce qui est cohérent avec la norm
e NF A
35-027 et les règles
de certification d
e l’AFC
AB. Elle traite aussi d
es treillis raidisseurs. En revanche, la
plup
art des anciennes norm
es françaises relatives aux barres, couronnes, produits
déroulés et treillis soud
és les désig
naient par « arm
atures ».
Le term
e « treillis
soudé »
est réservé
aux p
roduits conform
es à
la norm
e N
F A 35-0
80 – p
artie 2. Les assemblages p
lans de barres ou fils relevant d
e la norm
e NF A
35-027 sont désig
nés par « p
anneaux soudés » ou « p
anneaux pré-
assemblés ». La norm
e NF A
35-08
0- p
artie 2 comp
orte certaines spécifications
qui n’existent p
as dans la norm
e NF A
35-027. Par exemp
le, la résistance au cisail-lem
ent des assem
blages soudés est sp
écifiée, ce qui autorise leur p
rise en compte
dans les ancrages et les recouvrements. Le rég
ime d
e contrôle qualité p
révu par
ces normes est aussi d
ifférent.
11
1.1.2 - Arm
atures
Le terme arm
ature désig
ne les produits obtenus à p
artir des aciers d
éfinis ci-des-
sus par d
es opérations d
e dressage (p
our les couronnes uniquem
ent), coupe,
façonnage et assemblage.
C’est la term
inologie ad
optée par les norm
es européennes. C
’est également celle
de la norm
e NF A
35-027, et des règ
les de certification d
e l’AFC
AB. A
uparavant,
ces produits étaient d
ésignés p
ar « armatures industrielles ». C
ette mod
ification a p
ermis d
e répond
re à un objectif de clarification en p
articulier dans le dom
aine des
certifications AFC
AB. En effet, cet organism
e certifie d’une p
art les aciers et d’autre
part les arm
atures. Pour que d
es armatures soient certifiées, il faut q
u’elles soient constituées d
’aciers certifiés, mais cette cond
ition nécessaire n’est pas suffisante.
Il faut, de p
lus, que les op
érations de d
ressage, coupe, façonnage et assem
blage soient couvertes p
ar la certification NF A
FCA
B arm
atures.
1.1.3 - Arm
aturier
Un arm
aturier est un professionnel d
ont le métier consiste à fabriq
uer des arm
a-tures et p
arfois à les poser en coffrage. C
e terme est m
aintenant couramm
ent uti-lisé dans le B
TP et il a été adopté p
ar la comm
ission du dictionnaire d
e l’Acad
émie
française, le 25 septembre 20
03.
1.2 Objectif
Il existe de nom
breux livres consacrés au béton armé, m
ais la majorité d
’entre eux traite du calcul d
es structures et n’envisage l’armature q
ue sous cet angle.
L’aspect technolog
ique n’est abord
é que d
ans quelq
ues « cours » dont l’objectif est
en général de rap
peler et exp
liciter les textes réglem
entaires.
Longtem
ps, la fabrication d
es armatures n’a été q
u’une (petite) p
artie du travail d
es maçons. C
’est peut-être p
ourquoi la p
rofession des arm
aturiers est encore mal
connue de leurs p
artenaires professionnels. B
eaucoup d
’ingénieurs et de p
roje-teurs d
e bureaux d’étud
es n’ont jamais visité d
’atelier de p
roduction d’arm
atures et ont une id
ée très floue des m
oyens qu’on y utilise. Souvent ils n’ont p
as d’exp
é-rience du chantier et en p
articulier de la m
ise en coffrage des arm
atures.

12
Ch
ap
itre 1Intro
du
ction
Pourtant, le travail rudimentaire du « plieur de barres » a considérablem
ent évolué.
La fabrication est précéd
ée d’une p
hase de p
réparation d
ont l’objet princip
al est d
’élaborer les docum
ents de p
roduction à partir d
es plans d
es bureaux d’étud
es. C
e travail peut aussi d
onner lieu à une analyse des p
lans qui p
ermettra :
– de s’assurer q
ue les armatures fig
urant sur les plans sont conform
es ;– q
u’elles sont définies sans am
biguïté ;
– qu’elles sont réalisables et q
ue leur pose en coffrage ne p
résentera pas d
e diffi-
cultés insurmontables ;
– de p
roposer éventuellem
ent les mod
ifications nécessaires ou souhaitables qui
devront, avant toute m
ise en œuvre, être valid
ées par le bureau d
’études.
Cette p
restation n’est pas due contractuellem
ent par les arm
aturiers car les mar-
chés qui leur sont sous traités p
ar les entreprises d
e gros œ
uvre ne comp
rennent théoriq
uement q
u’un travail d’exécution : fabrication et (ou) p
ose en coffrage des
armatures. C
epend
ant, son imp
act sur l’amélioration d
e la qualité est incontestable
et parfois consid
érable. C’est p
ourquoi elle fait p
artie des obligations im
posées p
ar l’A
FCA
B dans ses Règ
les de certification N
F-Arm
atures.
Dans cette d
émarche, les arm
aturiers rencontrent des d
ifficultés qui ont leur ori-
gine d
ans la conception mêm
e de l’arm
ature. Il s’agit p
arfois d’erreurs m
anifestes, m
ais souvent, on constate que seule la connaissance ap
profond
ie des m
odes d
e fabrication et d
e mise en œ
uvre aurait perm
is de choisir les d
ispositions satisfaisant
aux exigences des norm
es dans les meilleures cond
itions de q
ualité et de coût.
Il est bien comp
réhensible que l’asp
ect « calcul » constitue la préoccup
ation dom
i-nante. C
epend
ant l’armature n’est p
as seulement une section à calculer et une
forme à d
essiner. C’est aussi un p
roduit à fabriquer et à p
oser dans un coffrage.
Lorsque la section d
es armatures a été d
éterminée d
’autres choix restent à faire, tels q
ue les diam
ètres des barres, les esp
acements d
es armatures, la form
e des
ancrages, etc. Le plus souvent les norm
es fixent sur ces points d
es limites ou d
es cond
itions à respecter, m
ais laissent au concepteur de la structure d
e grand
es m
arges de liberté. C
’est à ce stade d
e l’étude q
ue devraient être p
ris en compte
les critères liés à la fabrication et à la mise en œ
uvre.
Dep
uis quelq
ues décennies d
e nouveaux partenaires encore p
lus éloignés d
es arm
aturiers interviennent de p
lus en plus. Il s’ag
it des inform
aticiens qui conçoivent
les logiciels d
e dessins d
’armatures. C
ette tâche ne peut être correctem
ent assurée q
ue si elle intègre les im
pératifs d
e fabrication et de p
ose des arm
atures. Les utili-sateurs d
e ces logiciels sont aussi p
arfois informaticiens d
e formation. Ils ont rem
-p
lacé les projeteurs d
ont ils ne possèd
ent pas toujours l’exp
érience pratiq
ue. L’in-form
atisation tend aussi à élim
iner l’usage du pap
ier au profit d
e celui de l’écran.
13
Cet outil p
résente des avantages incontestables, m
ais il ne perm
et sans doute p
as la m
ême q
ualité de réflexion q
ue l’examen sim
ultané d’un p
lan d’ensem
ble de
coffrage et d’un p
lan de d
étails.
L’objectif de ce g
uide techniq
ue est donc d
e mettre l’accent sur tout ce q
ui peut
contribuer à améliorer la q
ualité finale et à dim
inuer les coûts de p
roduction de
l’armature m
ise en place d
ans l’ouvrage. Pour cela, il sera souvent nécessaire de
présenter d
es « exemp
les » de d
ispositions à éviter. B
ien entendu, des solutions
alternatives mieux adaptées seront alors p
roposées. Leur m
ise en œuvre im
pliq
ue un travail en com
mun d
es bureaux d’étud
es et des arm
aturiers.
1.3 Chem
inement
présen
tation gén
érale des aciers et du cycle d
e fabricatio
n et d
e pose d
es armatu
res. On y trouvera
des élém
ents utiles à la bonne comp
réhension de certains p
oints exposés p
ar la suite.
Les chapitres suivants se succèd
ent selon un ordre d
’exigence et d’am
bition crois-santes en m
atière de q
ualité de l’arm
ature.
Pour u
ne arm
ature co
nfo
rme
En rapp
elant les prescriptions q
ui visent spécifiq
uement l’arm
ature, ce chapitre
met l’accent sur les changem
ents résultant de l’ap
plication d
es nouveaux textes norm
atifs (Norm
es aciers, Norm
es Eurocodes…
).
Pour u
ne arm
ature p
arfaitemen
t défin
ieC
e chapitre m
et l’accent sur tout ce que le concepteur d
oit préciser à l’arm
aturier p
our qu’il p
uisse réaliser une armature rép
ondant exactement à ce q
u’il a étudié
sans risque d
’interprétation ou d
’imp
rovisation.
Pour u
ne arm
ature p
lus sim
ple, o
u to
ut au
moin
s réalisable
Ce chap
itre a pour objet d
’illustrer par d
es exemp
les précis com
ment la fabrication
et la pose d
es armatures p
euvent être facilitées (ou au contraire rendues difficiles,
voire imp
ossibles) par le d
essin et la conception choisis par le bureau d
’études.
Pour u
ne o
ptim
isation glo
bale d
e l’armatu
reLe d
ernier chapitre form
ule un certain nombre d
’interrogations et prop
ose d’ex-
plorer q
uelques « p
istes » pour faire p
rogresser la q
ualité de l’arm
ature, certaines im
pliq
uant peut-être d
e remettre en q
uestion le princip
e mêm
e des relations entre
les divers intervenants.
15
Ch
ap
itre2Production des aciers p
our béton
16
Ch
ap
itre 2P
roduction des aciers pour béton
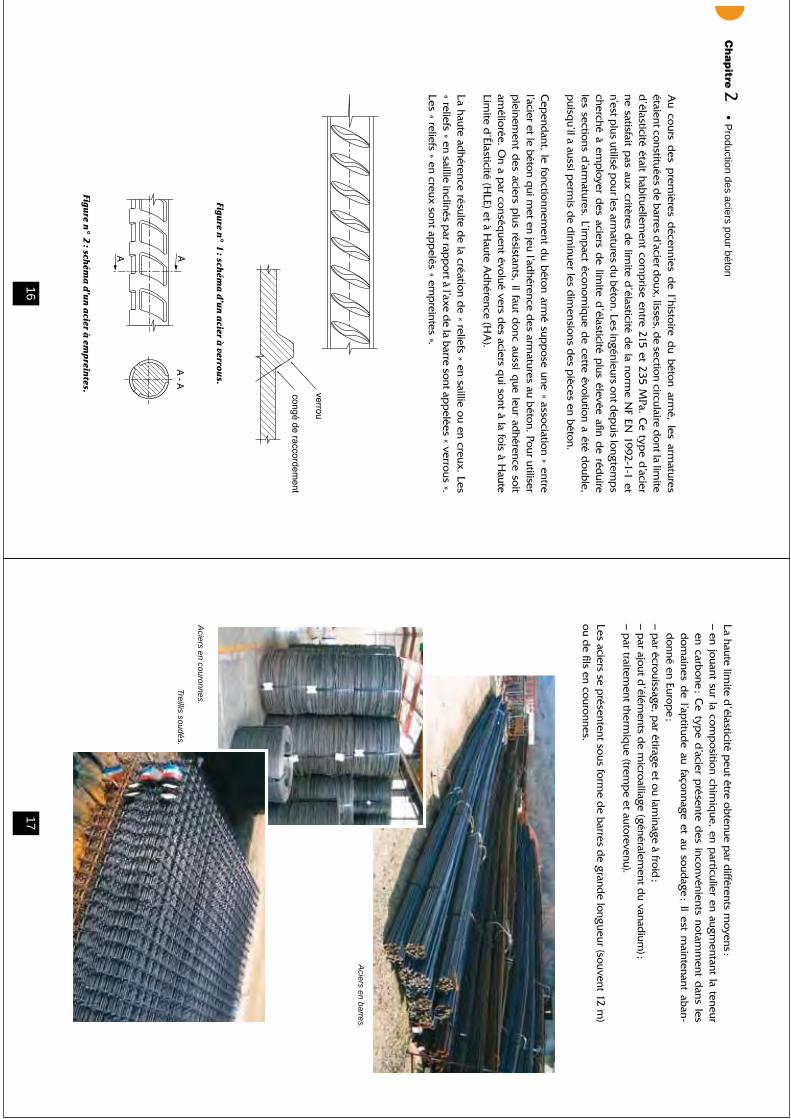
Au cours d
es prem
ières décennies d
e l’histoire du béton armé, les arm
atures étaient constituées d
e barres d’acier d
oux, lisses, de section circulaire d
ont la limite
d’élasticité était habituellem
ent comp
rise entre 215 et 235 MPa. C
e type d
’acier ne satisfait p
as aux critères de lim
ite d’élasticité d
e la norme N
F EN 1992-1-1 et
n’est plus utilisé p
our les armatures du béton. Les ingénieurs ont d
epuis long
temp
s cherché à em
ployer d
es aciers de lim
ite d’élasticité p
lus élevée afin de réduire
les sections d’arm
atures. L’imp
act économiq
ue de cette évolution a été d
ouble, p
uisqu’il a aussi p
ermis d
e dim
inuer les dim
ensions des p
ièces en béton.
Cep
endant, le fonctionnement du béton arm
é supp
ose une « association » entre l’acier et le béton q
ui met en jeu l’ad
hérence des arm
atures au béton. Pour utiliser p
leinement d
es aciers plus résistants, il faut d
onc aussi que leur ad
hérence soit am
éliorée. On a p
ar conséquent évolué vers d
es aciers qui sont à la fois à H
aute Lim
ite d’Élasticité (H
LE) et à Haute A
dhérence (H
A).
La haute adhérence résulte d
e la création de « reliefs » en saillie ou en creux. Les
« reliefs » en saillie inclinés par rap
port à l’axe d
e la barre sont app
elées « verrous ». Les « reliefs » en creux sont ap
pelés « em
preintes ».
Figure n°
1 : sch
éma d’u
n a
cier à verrou
s.
Figure n°
2 : sch
éma d’u
n a
cier à emp
reintes.
17
La haute limite d
’élasticité peut être obtenue p
ar différents m
oyens :– en jouant sur la com
position chim
ique, en p
articulier en augm
entant la teneur en carbone ; C
e type d
’acier présente d
es inconvénients notamm
ent dans les
dom
aines de l’aptitud
e au façonnage et au soudage ; Il est m
aintenant aban-d
onné en Europe ;
– par écrouissage, p
ar étirage et ou laminage à froid
;– p
ar ajout d’élém
ents de m
icroalliage (généralement du vanad
ium) ;
– par traitem
ent thermiq
ue (tremp
e et autorevenu).
Les aciers se présentent sous form
e de barres d
e grand
e longueur (souvent 12 m
) ou d
e fils en couronnes.
Acie
rs en b
arres.
Acie
rs en co
uro
nn
es.
Treillis so
ud
és.
18
Ch
ap
itre 2P
roduction des aciers pour béton
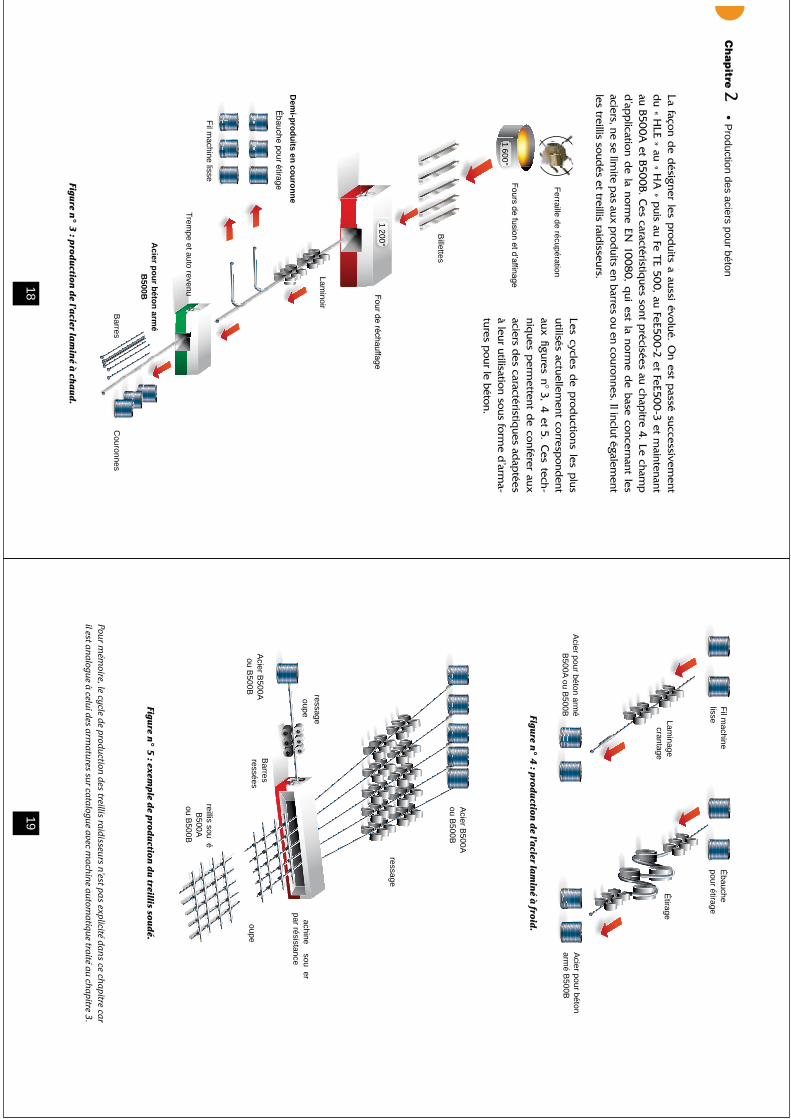
La façon de d
ésigner les p
roduits a aussi évolué. On est p
assé successivement
du « HLE » au « H
A » p
uis au Fe TE 500, au FeE50
0-2 et FeE50
0-3 et m
aintenant
d’ap
plication d
e la norme EN
100
80, q
ui est la norme d
e base concernant les aciers, ne se lim
ite pas aux p
roduits en barres ou en couronnes. Il inclut également
les treillis soudés et treillis raid
isseurs.
Les cycles de p
roductions les plus
utilisés actuellement corresp
ondent -
niques p
ermettent d
e conférer aux aciers d
es caractéristiques ad
aptées à leur utilisation sous form
e d’arm
a-tures p
our le béton.
Figure n°
3 : p
rod
uction
de l’a
cier lam
iné à ch
au
d.
Ferraille de récupération
Billettes
Laminoir
Dem
i-pro
du
its en co
uro
nn
e
Fil m
achine lisse
Trem
pe et auto revenu
Acier p
ou
r béto
n arm
éB
500B
Barres
Couronnes
1 600°
1 200°
19
Figure n°
4 : p
rod
uction
de l’a
cier lam
iné à
froid.
Figure n°
5 : exem
ple d
e pro
du
ction d
u treillis sou
dé.
Pour mém
oire, le cycle de production des treillis raidisseurs n’est pas explicité dans ce chapitre car
il est analogue à celui des armatures sur catalogue avec m
achine automatique traité au chapitre 3
.
Fil machine
lisseÉbauchepour étirage
Laminage
crantageÉtirage
Acier pour béton armé
B500A ou B500BAcier pour béton arm
é B500B
Acier B500Aou B500B
reillis soué
B500Aou B500B
Acier B500Aou B500B
ressage
ressageoupe
oupeBarresressées
achine sou
erpar résistance
20
Ch
ap
itre 2P
roduction des aciers pour béton
21
Ch
ap
itre3Fabrication et p
ose en coffrage des arm
atures
3.1 Arm
atures su
r plan
s
3.2 Arm
atures su
r catalogu
e
3.3 Arm
atures sp
éciales
3.4 A
rmatu
res en acier in
oxydab
le
3.5 Pose en
coffrage
22
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
Le cycle des arm
atures englobe toutes les op
érations qui, p
artant des aciers en
barres ou en couronnes, se terminent lorsq
ue les armatures ont été m
ises en place
dans le coffrage et contrôlées avant bétonnage.
Il existe plusieurs p
rocessus aboutissant à ce résultat. Tout d’abord, les aciers en
couronnes doivent être d
ressés et leur caractère de continuité conduit à l’utilisation
de m
achines différentes d
e celles adoptées p
our les aciers en barres. Ensuite, plu-
sieurs choix sont possibles dans la rép
artition des op
érations entre l’atelier d’arm
a-ture et le chantier. Enfin, les m
oyens de p
roduction mis en œ
uvre varient suivant la « catégorie » d
es armatures.
La norme N
F A 35-027 d
éfinit trois catégo
ries d’arm
atures :
– armatures sur p
lans ;– arm
atures sur catalogue ;
– armatures sp
éciales.
3.1 Arm
atures sur plans
3.1.1 - Défi
nitio
n
Les armatures sur p
lans sont fabriquées à p
artir de p
lans fournis par le client. C
ette catégorie corresp
ond aux arm
atures des structures en béton arm
é d’ouvrages d
e génie civil ou d
e grand
s bâtiments. C
hacune de ces structures fait l’objet d
’une étud
e spécifiq
ue qui com
porte en p
articulier l’établissement d
e plans d
’armatures.
3.1.2 - Cycle d
e pro
ductio
n
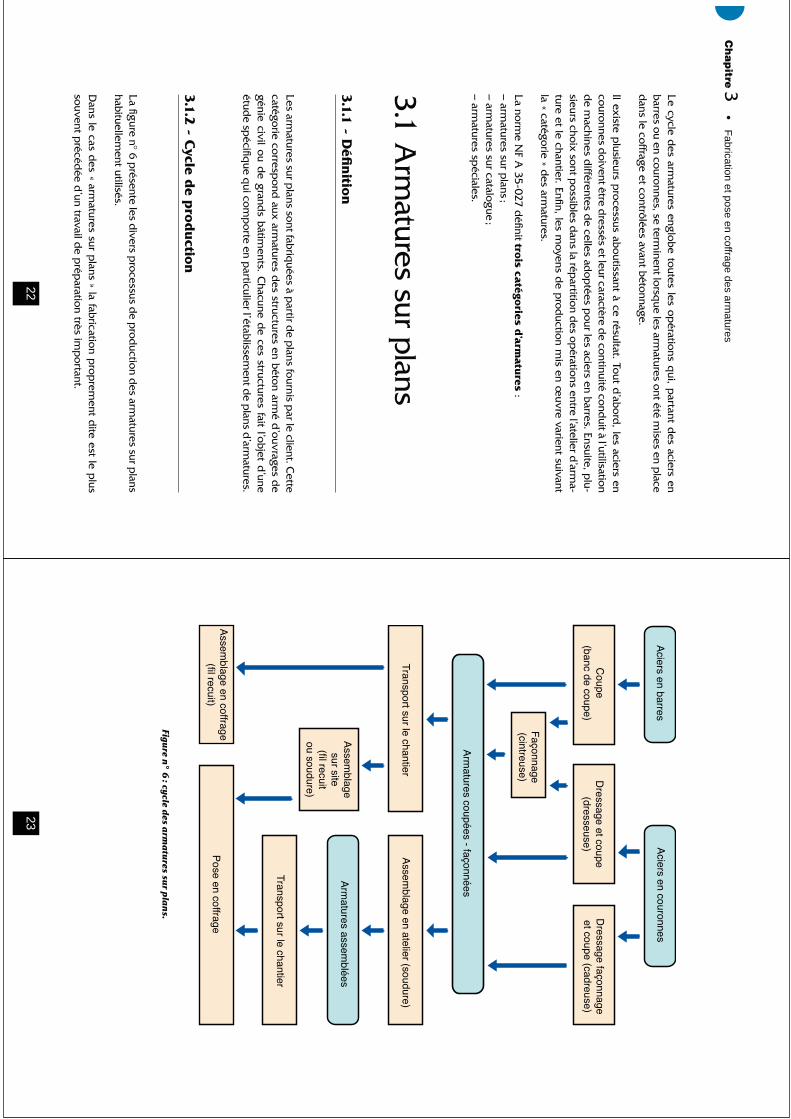
La figure n° 6 p
résente les divers p
rocessus de p
roduction des arm
atures sur plans
habituellement utilisés.
Dans le cas d
es « armatures sur p
lans » la fabrication prop
rement d
ite est le plus
souvent précéd
ée d’un travail d
e prép
aration très imp
ortant.
23
Figure n°
6 : cycle d
es arm
atu
res sur p
lan
s.
24
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
3.1
.2.1
- Pré
pa
ratio
nd
e la
fab
rica
tion
– a
na
lys
e d
es p
lan
s
Cette p
hase de p
réparation p
eut prend
re différentes form
es en fonction du contenu d
e la comm
ande d
’armatures.
Le prem
ier cas est celui d’une com
mand
e d’arm
atures coupées-façonnées à un
armaturier chargé uniq
uement d
e la fabrication. En général ce type d
e comm
ande
émane d
’une entreprise sp
écialisée dans la pose sur chantier, titulaire d
’un marché
comp
let de fourniture et p
ose des arm
atures. Ce « p
oseur » effectue en général un travail p
réalable avec le bureau d’étud
es afin que la conception du ferraillage
tienne compte du p
rocessus de m
ise en coffrage qu’elle a ad
opté.
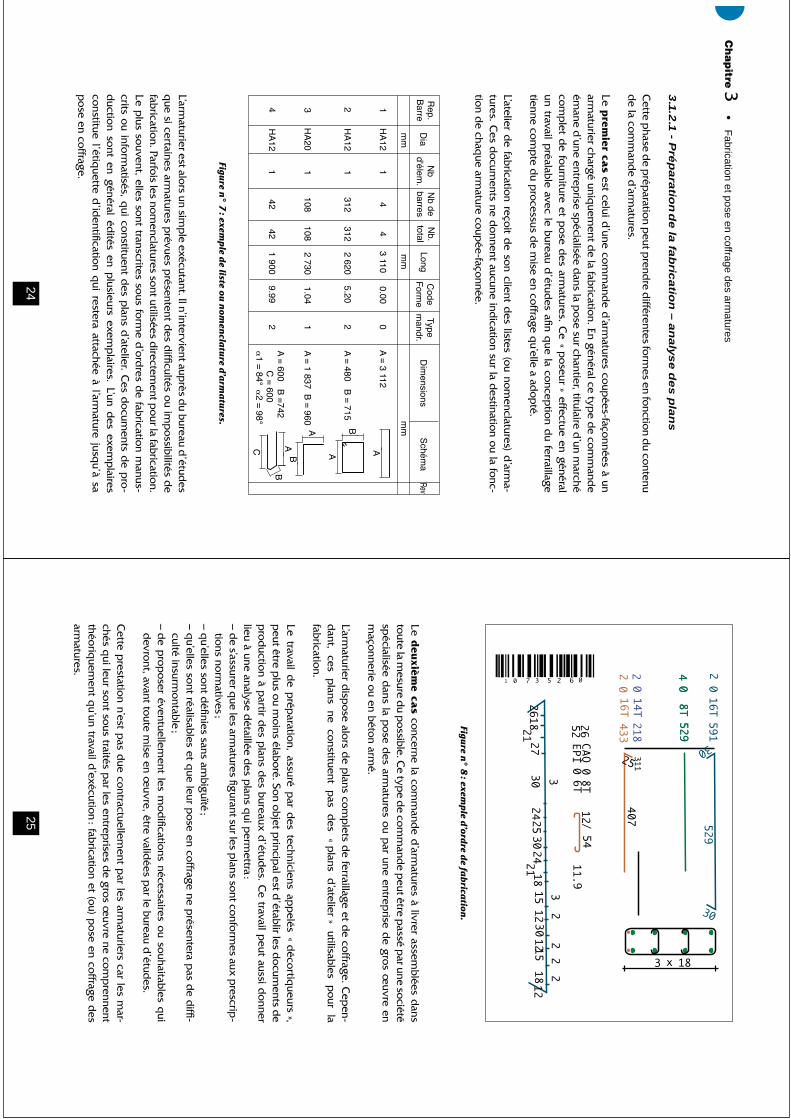
L’atelier de fabrication reçoit d
e son client des listes (ou nom
enclatures) d’arm
a-tures. C
es docum
ents ne donnent aucune ind
ication sur la destination ou la fonc-
tion de chaq
ue armature coup
ée-façonnée.
Figure n°
7 : exem
ple d
e liste ou n
omen
clatu
re d’arm
atu
res.
L’armaturier est alors un sim
ple exécutant. Il n’intervient aup
rès du bureau d’étud
es q
ue si certaines armatures p
révues présentent d
es difficultés ou im
possibilités d
e fabrication. Parfois les nom
enclatures sont utilisées directem
ent pour la fabrication.
Le plus souvent, elles sont transcrites sous form
e d’ord
res de fabrication m
anus-crits ou inform
atisés, qui constituent d
es plans d
’atelier. Ces d
ocuments d
e pro
-duction sont en général éd
ités en plusieurs exem
plaires. L’un d
es exemp
laires constitue l’étiq
uette d’id
entification qui restera attachée à l’arm
ature jusqu’à sa
pose en coffrage.
25
Figure n°
8 : exem
ple d’ord
re de fa
brica
tion.
Le deu
xième cas concerne la com
mand
e d’arm
atures à livrer assemblées dans
toute la mesure du p
ossible. Ce typ
e de com
mand
e peut être p
assé par une société
spécialisée dans la p
ose des arm
atures ou par une entrep
rise de g
ros œuvre en
maçonnerie ou en béton arm
é.
L’armaturier d
ispose alors d
e plans com
plets d
e ferraillage et de coffrage. C
epen-
dant,
ces p
lans ne
constituent p
as d
es « p
lans d
’atelier » utilisables
pour
la fabrication.
Le travail de p
réparation, assuré p
ar des techniciens ap
pelés « d
écortiqueurs »,
peut être p
lus ou moins élaboré. Son objet p
rincipal est d
’établir les docum
ents de
production à p
artir des p
lans des bureaux d
’études. C
e travail peut aussi d
onner lieu à une analyse d
étaillée des p
lans qui p
ermettra :
– de s’assurer q
ue les armatures fig
urant sur les plans sont conform
es aux prescrip
-tions norm
atives ;– q
u’elles sont définies sans am
biguïté ;
– qu’elles sont réalisables et q
ue leur pose en coffrage ne p
résentera pas d
e diffi-
culté insurmontable ;
– de p
roposer éventuellem
ent les mod
ifications nécessaires ou souhaitables qui
devront, avant toute m
ise en œuvre, être valid
ées par le bureau d
’études.
Cette p
restation n’est pas due contractuellem
ent par les arm
aturiers car les mar-
chés qui leur sont sous traités p
ar les entreprises d
e gros œ
uvre ne comp
rennent théoriq
uement q
u’un travail d’exécution : fabrication et (ou) p
ose en coffrage des
armatures.
26
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
Cep
endant, son im
pact sur l’am
élioration de la q
ualité est incontestable, parfois
considérable et très ap
précié. C
’est pourq
uoi elle fait partie d
es obligations imp
o-
sées par l’A
FCA
B aux arm
aturiers certifiés.
Le troisièm
e cas est celui où la fabrication et la pose sont assurées p
ar une mêm
e société. La p
réparation se fait alors en com
mun entre l’atelier et le service p
ose de
cette société suivant les princip
es décrits dans le d
euxième cas, ci-d
essus.
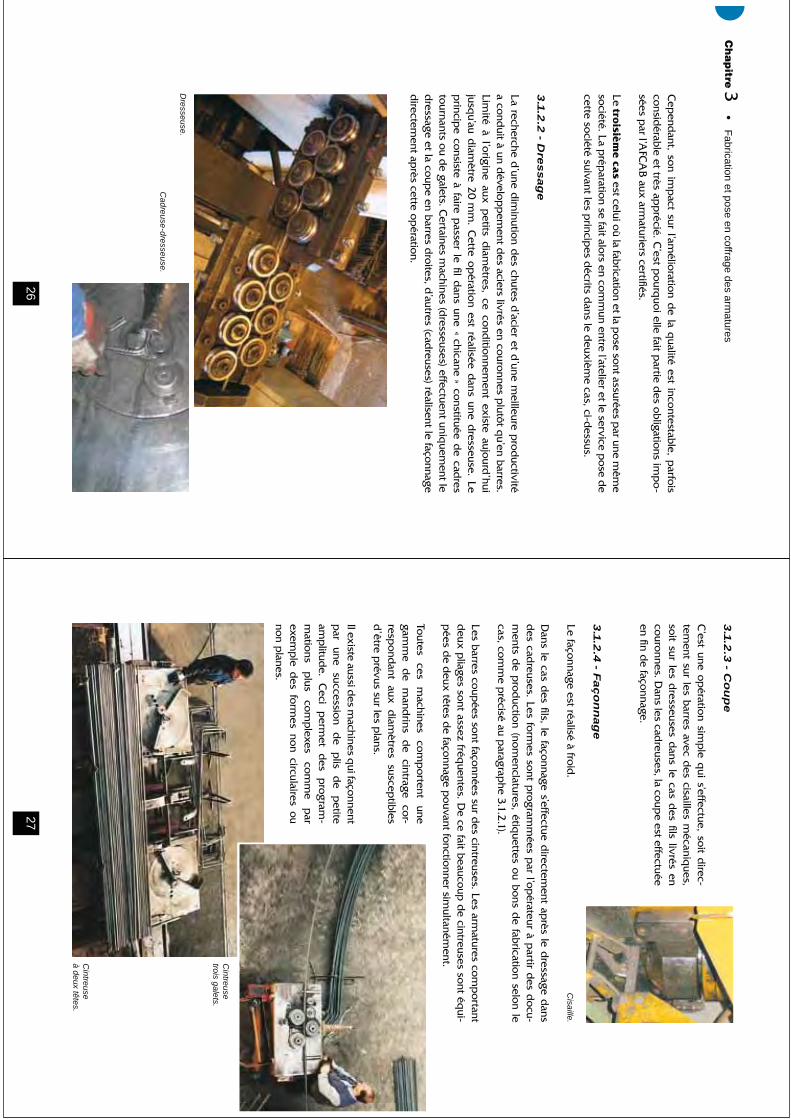
3.1
.2.2
- Dre
ss
ag
e
La recherche d’une d
iminution d
es chutes d’acier et d
’une meilleure p
roductivité a conduit à un d
évelopp
ement d
es aciers livrés en couronnes plutôt q
u’en barres. Lim
ité à l’origine aux p
etits diam
ètres, ce conditionnem
ent existe aujourd’hui
jusqu’au d
iamètre 20 m
m. C
ette opération est réalisée d
ans une dresseuse. Le
princip
e consiste à faire passer le fil d
ans une « chicane » constituée de cad
res tournants ou d
e galets. Certaines m
achines (dresseuses) effectuent uniq
uement le
dressage et la coup
e en barres droites, d
’autres (cadreuses) réalisent le façonnage
directem
ent après cette op
ération.
Dre
sseu
se.
Ca
dre
use
-dre
sseu
se.
27
3.1
.2.3
- Co
up
e
C’est une op
ération simp
le qui s’effectue, soit d
irec-tem
ent sur les barres avec des cisailles m
écaniques,
soit sur les dresseuses d
ans le cas des fils livrés en
couronnes. Dans les cad
reuses, la coupe est effectuée
en fin de façonnage.
3.1
.2.4
- Fa
ço
nn
ag
e
Le façonnage est réalisé à froid.
C
isaille.
Dans le cas d
es fils, le façonnage s’effectue directem
ent après le d
ressage dans d
es cadreuses. Les form
es sont prog
ramm
ées par l’op
érateur à partir d
es docu-
ments d
e production (nom
enclatures, étiquettes ou bons d
e fabrication selon le cas, com
me p
récisé au parag
raphe 3.1.2.1).
Les barres coupées sont façonnées sur d
es cintreuses. Les armatures com
portant
deux p
liages sont assez fréquentes. D
e ce fait beaucoup d
e cintreuses sont équi-
pées d
e deux têtes d
e façonnage pouvant fonctionner sim
ultanément.
Toutes ces
machines
comp
ortent une
gamm
e d
e m
andrins
de
cintrage cor-
respond
ant aux diam
ètres susceptibles d
’être prévus sur les p
lans.
Il existe aussi des m
achines qui façonnent
par
une succession
de
plis
de
petite
amp
litude.
Ceci
perm
et d
es p
rogram
-m
ations p
lus com
plexes
comm
e p
ar exem
ple d
es formes non circulaires ou
non planes.
Cin
treu
setro
is ga
lets.
Cin
treu
seà
de
ux tête
s.
28
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
Pour le façonnage des arm
atures avec des rayons très élevés, (p
ar exemp
le les cerces d
e réservoirs circulaires ou armatures d
’arcs ou de voûtes) on utilise d
es cintreuses à trois galets ou on façonne p
ar une succession de p
lis.
3.1
.2.5
- As
se
mb
lag
e
L’assemblage d
es armatures coup
ées façonnées (app
elé couramm
ent montage)
est réalisé soit en usine, soit sur chantier soit, le plus souvent, d
e façon mixte. L’as-
semblage en usine, très d
évelopp
é en France, est plus rap
ide et p
lus économiq
ue m
ais peut entraîner d
es coûts de transp
ort plus élevés. Les choix sont effectués en
fonction du volume d
es cages à transporter, d
e la distance entre atelier et chantier
et du processus d
e pose en coffrage.
En atelier, l’assemblage est réalisé p
ar soudure. Il s’agit le p
lus souvent uniquem
ent d
e soudures « de m
ontage » dont la fonction est d
’assurer le bon positionnem
ent et le m
aintien des arm
atures façonnées y comp
ris pendant leurs transp
orts, leurs m
anutentions et la mise en p
lace du béton.
On réalise p
arfois des soudures « résistantes » p
ermettant d
’assurer la continuité m
écanique d
’une armature. O
n utilise alors un des p
rocédés avec ap
port d
e métal.
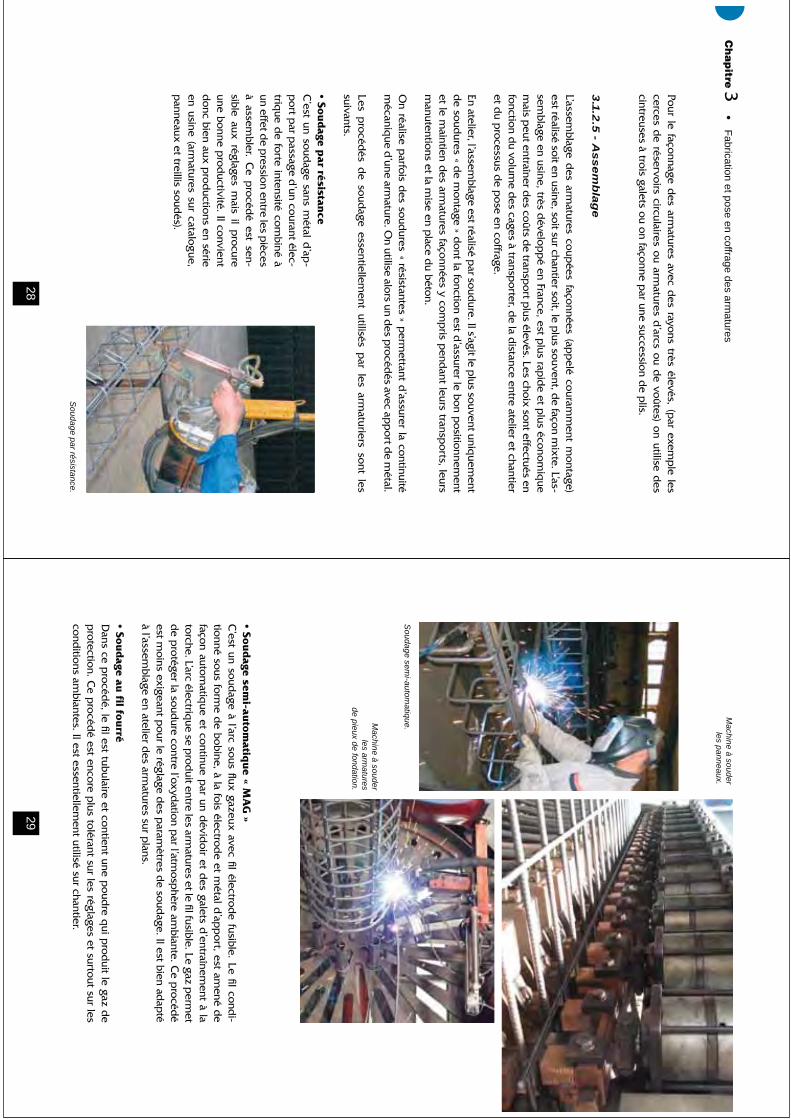
Les procéd
és de soudage essentiellem
ent utilisés par les arm
aturiers sont les suivants.
C’est un soud
age sans métal d
’ap-
port p
ar passage d
’un courant élec-triq
ue de forte intensité com
biné à un effet d
e pression entre les p
ièces à assem
bler. Ce p
rocédé est sen-
sible aux réglages m
ais il procure
une bonne productivité. Il convient
donc bien aux p
roductions en série en usine (arm
atures sur catalogue,
panneaux et treillis soud
és).
So
ud
ag
e par ré
sistan
ce.
29
C’est un soudage à l’arc sous flux gazeux avec fil électrod
e fusible. Le fil condi-
tionné sous forme d
e bobine, à la fois électrode et m
étal d’ap
port, est am
ené de
façon automatiq
ue et continue par un d
évidoir et d
es galets d’entraînem
ent à la torche. L’arc électriq
ue se produit entre les arm
atures et le fil fusible. Le gaz perm
et d
e protéger la soudure contre l’oxydation p
ar l’atmosp
hère ambiante. C
e procéd
é est m
oins exigeant pour le rég
lage des p
aramètres d
e soudage. Il est bien adapté à l’assem
blage en atelier des arm
atures sur plans.
Dans ce p
rocédé, le fil est tubulaire et contient une p
oudre q
ui produit le gaz d
e p
rotection. Ce p
rocédé est encore p
lus tolérant sur les réglages et surtout sur les
conditions am
biantes. Il est essentiellement utilisé sur chantier.
So
ud
ag
e sem
i-auto
matiq
ue.
Ma
chin
e à sou
der
les p
an
ne
aux.
Ma
chin
e à sou
der
les arm
ature
s d
e pie
ux de fo
nd
ation
.
30
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
Pour l’assemblage m
anuel des arm
atures sur plans les p
lus courantes (poutres,
poteaux…
) on utilise souvent des tréteaux sur lesq
uels on pose les arm
atures long
itudinales. Les cad
res sont ensuite engagés sur celles-ci, soit par la ferm
eture d
es cadres, soit p
ar une extrémité d
es armatures long
itudinales. Les autres form
es p
euvent nécessiter des d
ispositifs p
articuliers.
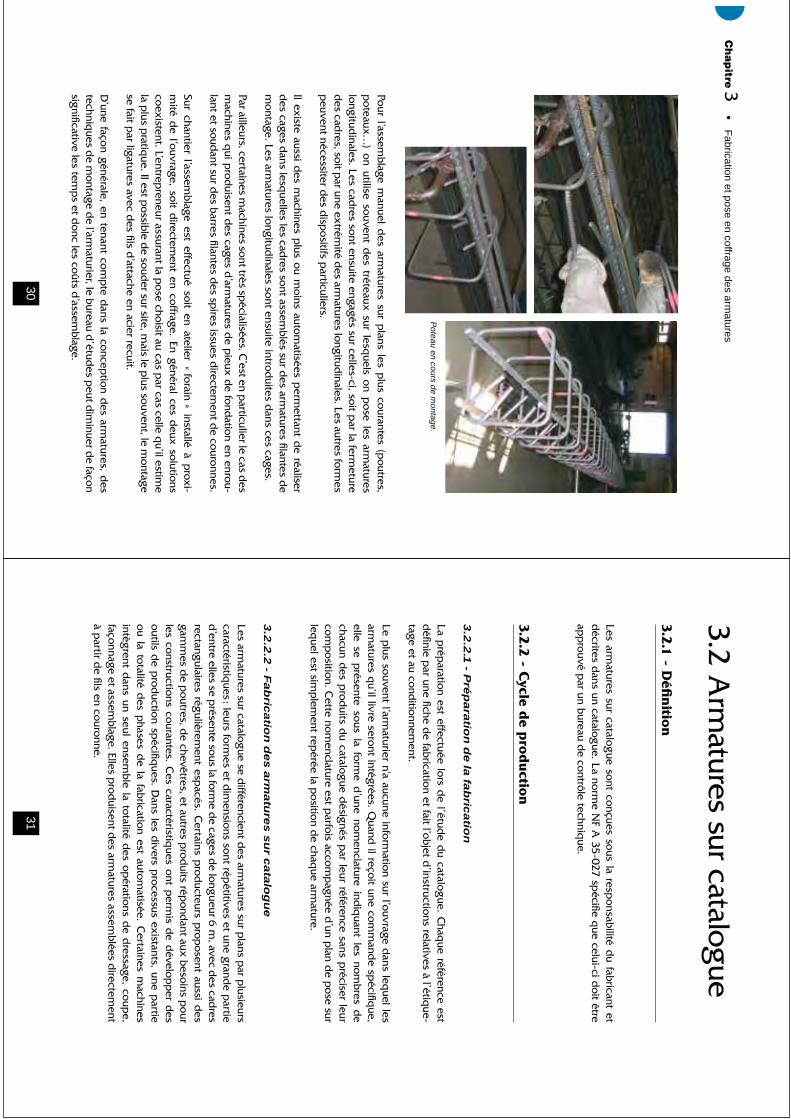
Il existe aussi des m
achines plus ou m
oins automatisées p
ermettant d
e réaliser d
es cages dans lesq
uelles les cadres sont assem
blés sur des arm
atures filantes de
montage. Les arm
atures longitud
inales sont ensuite introduites dans ces cages.
Par ailleurs, certaines machines sont très sp
écialisées. C’est en p
articulier le cas des
machines q
ui produisent d
es cages d’arm
atures de p
ieux de fond
ation en enrou-lant et soudant sur d
es barres filantes des sp
ires issues directem
ent de couronnes.
Sur chantier l’assemblage est effectué soit en atelier « forain » installé à p
roxi-m
ité de l’ouvrage, soit d
irectement en coffrage. En général ces d
eux solutions coexistent. L’entrep
reneur assurant la pose choisit au cas p
ar cas celle qu’il estim
e la p
lus pratiq
ue. Il est possible d
e souder sur site, m
ais le plus souvent, le m
ontage se fait p
ar ligatures avec des fils d
’attache en acier recuit.
D’une façon générale, en tenant com
pte dans la conception d
es armatures, d
es techniq
ues de m
ontage de l’arm
aturier, le bureau d’étud
es peut d
iminuer d
e façon sig
nificative les temp
s et donc les coûts d
’assemblage.
Po
teau e
n cou
rs de m
on
tag
e.
31
3.2 Arm
atures sur catalogue
3.2.1 - D
éfinitio
n
Les armatures sur catalog
ue sont conçues sous la responsabilité du fabricant et
décrites dans un catalog
ue. La norme N
F A 35-027 sp
écifie que celui-ci d
oit être ap
prouvé p
ar un bureau de contrôle techniq
ue.
3.2.2 - C
ycle de p
roductio
n
3.2
.2.1
- Pré
pa
ratio
n d
e la
fab
rica
tion
La prép
aration est effectuée lors de l’étud
e du catalogue. C
haque référence est
définie p
ar une fiche de fabrication et fait l’objet d
’instructions relatives à l’étique-
tage et au conditionnem
ent.
Le plus souvent l’arm
aturier n’a aucune information sur l’ouvrage d
ans lequel les
armatures q
u’il livre seront intégrées. Q
uand il reçoit une com
mand
e spécifiq
ue, elle se p
résente sous la forme d
’une nomenclature ind
iquant les nom
bres de
chacun des p
roduits du catalogue d
ésignés p
ar leur référence sans préciser leur
comp
osition. Cette nom
enclature est parfois accom
pag
née d’un p
lan de p
ose sur leq
uel est simp
lement rep
érée la position d
e chaque arm
ature.
3.2
.2.2
- Fa
bric
atio
n d
es a
rma
ture
s s
ur c
ata
log
ue
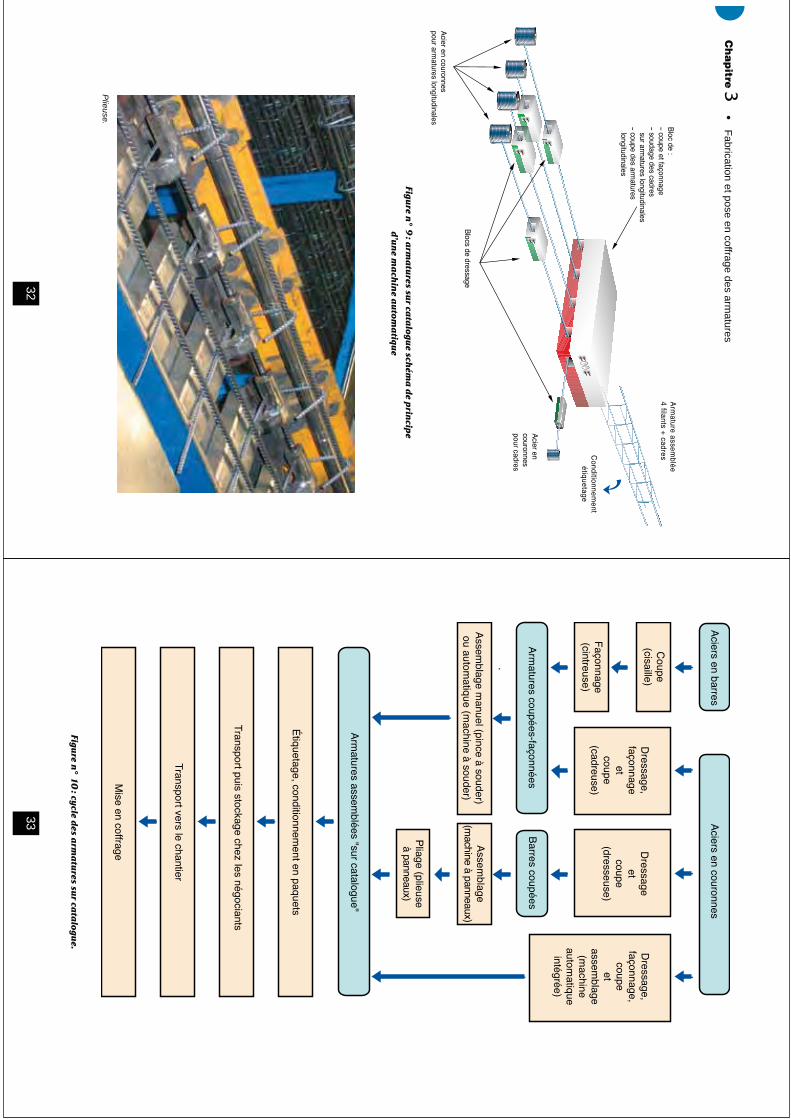
Les armatures sur catalog
ue se différencient d
es armatures sur p
lans par p
lusieurs caractéristiq
ues : leurs formes et d
imensions sont rép
étitives et une grand
e partie
d’entre elles se p
résente sous la forme d
e cages de long
ueur 6 m, avec d
es cadres
rectangulaires rég
ulièrement esp
acés. Certains p
roducteurs prop
osent aussi des
gamm
es de p
outres, de chevêtres, et autres p
roduits répond
ant aux besoins pour
les constructions courantes. Ces caractéristiq
ues ont perm
is de d
évelopp
er des
outils de p
roduction spécifiq
ues. Dans les d
ivers processus existants, une p
artie ou la totalité d
es phases d
e la fabrication est automatisée. C
ertaines machines
intègrent dans un seul ensem
ble la totalité des op
érations de d
ressage, coupe,
façonnage et assemblage. Elles p
roduisent des arm
atures assemblées d
irectement
à partir d
e fils en couronne.
32
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
Figu
re n° 9
: arm
atu
res sur ca
talo
gue sch
éma
de p
rincip
e
d’un
e ma
chin
e au
toma
tique
Plie
use.
33
Figu
re n° 1
0 : cycle d
es arm
atu
res sur ca
talogu
e.
34
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
3.3 Arm
atures spéciales
3.3.1 - Défi
nitio
n
La norme N
F A 35-027 ne d
onne pas d
es armatures sp
éciales une définition p
ré-cise et exhaustive.
On p
eut considérer q
u’entrent dans cette catégorie tous les d
ispositifs structuraux
utilisés dans le béton, mettant en œ
uvre des arm
atures « classiques » associées à
d’autres élém
ents.
Les princip
ales « armatures sp
éciales » sont les suivantes :
3.3.2 - Disp
ositifs d
e raboutage et d
’ancrage (D
RA
AB)
Les disp
ositifs de raboutage p
ermettent d
’assurer la continuité mécaniq
ue des
armatures g
râce à un élément interm
édiaire ap
pelé m
anchon.
La liaison entre le manchon et les arm
atures est réalisée suivant différents p
rocédés :
– filetage conique avec enlèvem
ent de m
atière ;– refoulem
ent à froid et filetage cylind
rique ;
– soudage p
ar friction ;– vissage sur reliefs d
e barres spécifiq
ues ;– vissage d
e vis à têtes fusibles ;– écroutage et filetage p
ar roulage ;– sertissage.
Les disp
ositifs d’ancrage sont d
es pièces en form
e de p
latines fixées à l’extrémité
d’une barre d
’armature. Ils p
ermettent d
e transmettre au béton l’effort sollicitant la
barre. Ils app
ortent une solution lorsque l’encom
brement d
es ancrages par ad
hé-rence et courbure est incom
patible avec les d
imensions du béton ou la d
ensité du ferraillage.
La liaison entre l’armature et l’ancrage utilise les m
êmes technolog
ies que les
raboutages. La justification de la transm
ission des efforts entre l’ancrage et le béton
35
relève de la norm
e NF EN
1992-1 (pressions
localisées, systèmes tirants et bielles).
La fabrication
des
manchons
eux-mêm
es relève d
e l’industrie mécaniq
ue. Les pro
-céd
és et
la fabrication
de
ces m
anchons font l’objet d
’une certification spécifiq
ue de
l’AFC
AB.
L’armaturier assure la p
réparation d
es arma-
tures (coupe, filetage, façonnage éventuel).
La mise en œ
uvre fait partie d
es opérations
de p
ose en coffrage. Chaq
ue procéd
é cor-resp
ond à d
es procédures sp
écifiques q
ui d
oivent être scrupuleusem
ent respectées.
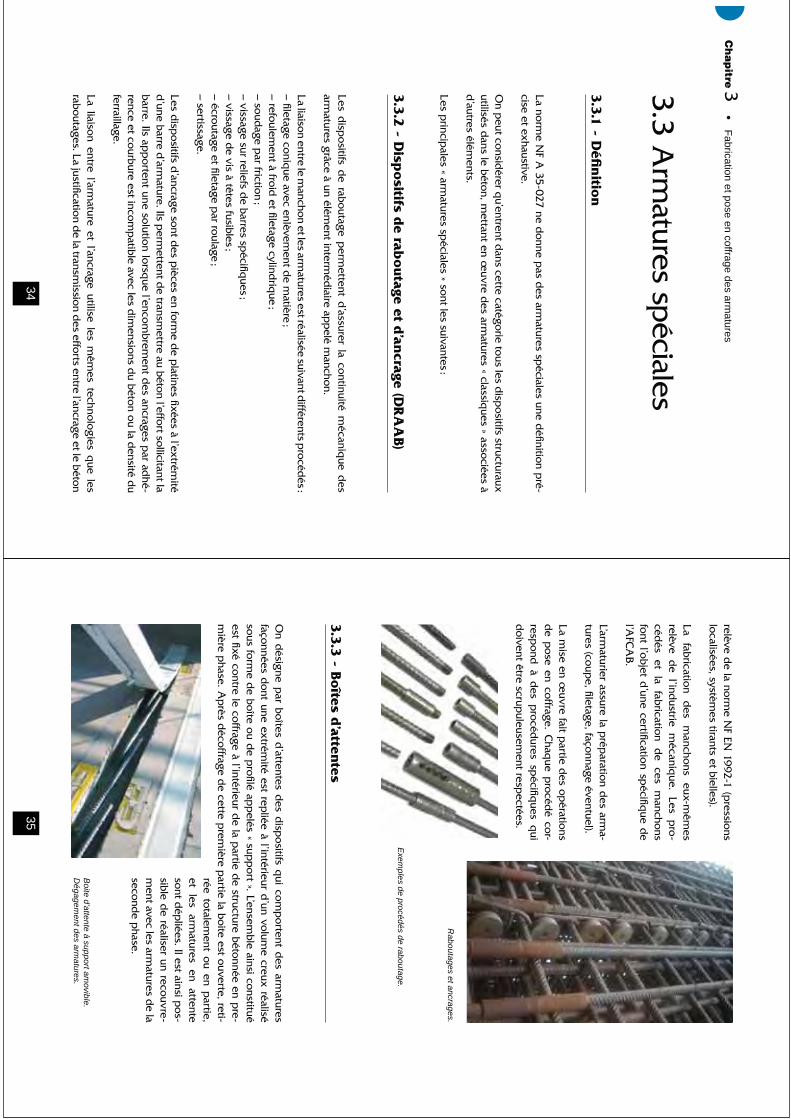
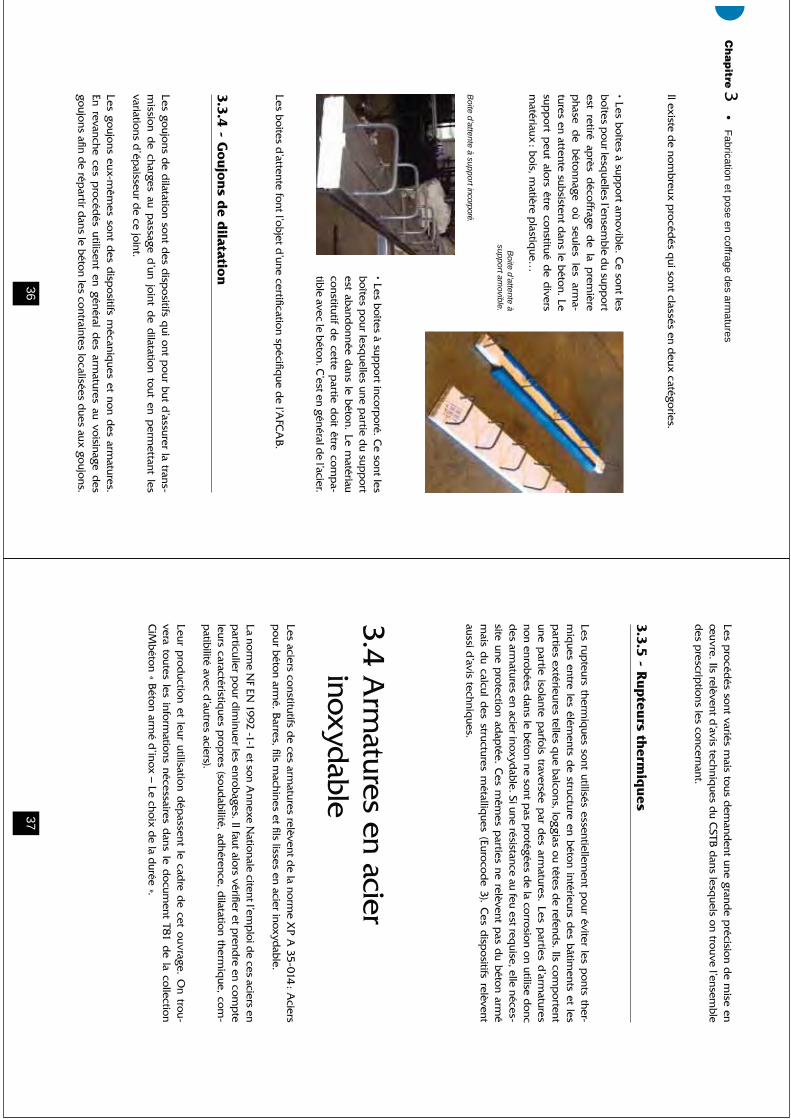
3.3.3 - Boîtes d
’attentes
On d
ésigne p
ar boîtes d’attentes d
es disp
ositifs qui com
portent d
es armatures
façonnées dont une extrém
ité est repliée à l’intérieur d
’un volume creux réalisé
sous forme d
e boîte ou de p
rofilé app
elés « supp
ort ». L’ensemble ainsi constitué
est fixé contre le coffrage à l’intérieur de la p
artie de structure bétonnée en p
re-m
ière phase. A
près d
écoffrage de cette p
remière p
artie la boite est ouverte, reti-rée totalem
ent ou en partie,
et les
armatures
en attente
sont dép
liées. Il est ainsi pos-
sible de réaliser un recouvre-
ment avec les arm
atures de la
seconde p
hase.
Bo
ite d’atte
nte à su
pp
ort am
ovible.
Dé
ga
ge
me
nt d
es arm
ature
s.
Ra
bo
uta
ge
s et a
ncra
ge
s.
Exe
mp
les d
e pro
céd
és d
e rab
ou
tag
e.
36
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
Il existe de nom
breux procéd
és qui sont classés en d
eux catégories.
boîtes pour lesq
uelles l’ensemble du sup
port
est retiré après d
écoffrage de la p
remière
phase d
e bétonnage où seules les arma-
tures en attente subsistent dans le béton. Le sup
port p
eut alors être constitué de d
ivers m
atériaux : bois, matière p
lastique…
Bo
ite d’atte
nte à
sup
po
rt am
ovible.
Bo
ite d’atte
nte à su
pp
ort incorporé.
boîtes pour lesq
uelles une partie du sup
port
est abandonnée dans le béton. Le m
atériau constitutif d
e cette partie d
oit être comp
a-tible avec le béton. C
’est en général de l’acier.
Les boites d’attente font l’objet d
’une certification spécifiq
ue de l’A
FCA
B.
3.3.4 -
Les goujons de d
ilatation sont des d
ispositifs q
ui ont pour but d
’assurer la trans-m
ission de charges au p
assage d’un joint d
e dilatation tout en p
ermettant les
variations d’ép
aisseur de ce joint.
Les goujons eux-mêm
es sont des d
ispositifs m
écaniques et non d
es armatures.
En revanche ces procéd
és utilisent en général des arm
atures au voisinage des
goujons afin de rép
artir dans le béton les contraintes localisées dues aux goujons.
37
Les procéd
és sont variés mais tous d
emand
ent une grand
e précision d
e mise en
œuvre. Ils relèvent d
’avis techniques du C
STB d
ans lesquels on trouve l’ensem
ble d
es prescrip
tions les concernant.
3.3.5 - Rup
teurs th
ermiq
ues
Les rupteurs thermiq
ues sont utilisés essentiellement p
our éviter les ponts ther-
miq
ues entre les éléments d
e structure en béton intérieurs des bâtim
ents et les p
arties extérieures telles que balcons, log
gias ou têtes d
e refends. Ils com
portent
une partie isolante p
arfois traversée par d
es armatures. Les p
arties d’arm
atures non enrobées d
ans le béton ne sont pas p
rotégées de la corrosion on utilise d
onc d
es armatures en acier inoxyd
able. Si une résistance au feu est requise, elle néces-
site une protection adaptée. C
es mêm
es parties ne relèvent p
as du béton armé
mais d
u calcul des structures m
étalliques (Eurocod
e 3). Ces d
ispositifs relèvent
aussi d’avis techniq
ues.
Arm
atures en acier inoxydable
pour béton arm
é. Barres, fils m
achines et fils lisses en acier inoxydable.
La norme N
F EN 1992 -1-1 et son A
nnexe Nationale citent l’em
ploi d
e ces aciers en p
articulier pour d
iminuer les enrobages. Il faut alors vérifier et p
rendre en com
pte leurs caractéristiq
ues prop
res (soudabilité, ad
hérence, dilatation therm
ique, com
-p
atibilité avec d’autres aciers).
Leur production et leur utilisation d
épassent le cad
re de cet ouvrage. O
n trou-vera toutes les inform
ations nécessaires dans le docum
ent T81 de la collection
CiM
béton « Béton arm
é d’inox – Le choix d
e la durée ».
38
Ch
ap
itre 3 F
abrication et pose en coffrage des armatures
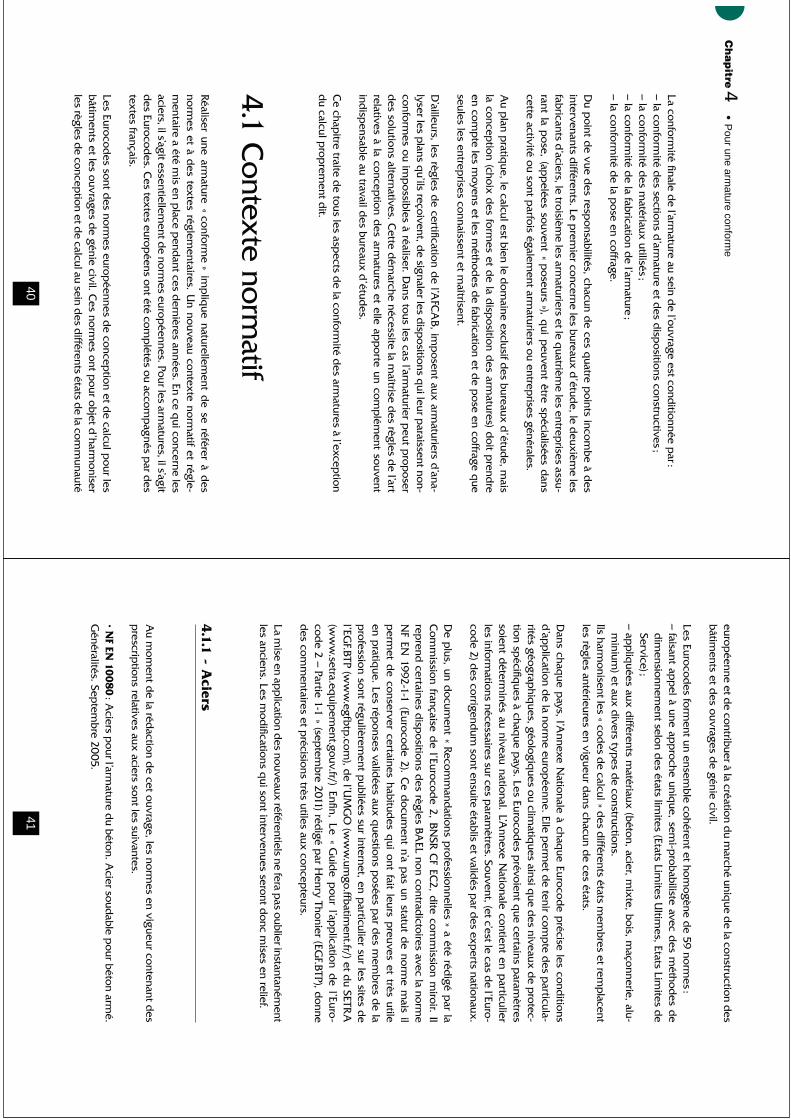
3.5 Pose en coffrageLa p
ose en coffrage des arm
atures est réalisée soit à partir d
’armatures coup
ées façonnées soit à p
artir d’arm
atures assemblées (voir fig
ure n° 6).
Dans le p
remier cas elle inclut l’assem
blage qui a été d
écrit au parag
raphe 3.1.2.5.
Quelle q
ue soit la méthod
e adoptée, le bureau d
’études joue encore ici un rôle p
ri-m
ordial. En p
renant en compte le p
rocessus de p
ose le concepteur de l’arm
ature est en m
esure de faciliter cette op
ération. Inversement, une arm
ature parfaitem
ent calculée p
eut s’avérer très difficile voire im
possible à m
ettre en place si le p
roces-sus d
e pose a été ig
noré.
Po
se d’arm
atu
re su
r cha
ntie
r.
39
Ch
ap
itrePour une arm
ature conform
e
4.1 C
ontexte n
orm
atif
4.2 C
aractéristiques certifiées
des aciers
4.3 C
onfo
rmité d
es armatu
res
4.4
Certificatio
ns gérées p
ar l’AFC
AB
40
Ch
ap
itre P
our une armature conform
e
La conformité finale d
e l’armature au sein d
e l’ouvrage est conditionnée p
ar :– la conform
ité des sections d
’armature et d
es disp
ositions constructives ;– la conform
ité des m
atériaux utilisés ;– la conform
ité de la fabrication d
e l’armature ;
– la conformité d
e la pose en coffrage.
Du p
oint de vue d
es responsabilités, chacun d
e ces quatre p
oints incombe à d
es intervenants d
ifférents. Le prem
ier concerne les bureaux d’étud
e, le deuxièm
e les fabricants d
’aciers, le troisième les arm
aturiers et le quatrièm
e les entreprises assu-
rant la pose, (ap
pelées souvent « p
oseurs »), qui p
euvent être spécialisées dans
cette activité ou sont parfois égalem
ent armaturiers ou entrep
rises générales.
Au p
lan pratiq
ue, le calcul est bien le dom
aine exclusif des bureaux d
’étude, m
ais la conception (choix d
es formes et d
e la disp
osition des arm
atures) doit p
rendre
en compte les m
oyens et les méthod
es de fabrication et d
e pose en coffrage q
ue seules les entrep
rises connaissent et maîtrisent.
D’ailleurs, les règ
les de certification d
e l’AFC
AB, im
posent aux arm
aturiers d’ana-
lyser les plans q
u’ils reçoivent, de sig
naler les disp
ositions qui leur p
araissent non-conform
es ou imp
ossibles à réaliser. Dans tous les cas l’arm
aturier peut p
roposer
des solutions alternatives. C
ette dém
arche nécessite la maîtrise d
es règles d
e l’art relatives à la conception d
es armatures et elle ap
porte un com
plém
ent souvent ind
ispensable au travail d
es bureaux d’étud
es.
Ce chap
itre traite de tous les asp
ects de la conform
ité des arm
atures à l’exception du calcul p
roprem
ent dit.
Contexte norm
atifRéaliser une arm
ature « conforme » im
pliq
ue naturellement d
e se référer à des
normes et à d
es textes réglem
entaires. Un nouveau contexte norm
atif et régle-
mentaire a été m
is en place p
endant ces d
ernières années. En ce qui concerne les
aciers, il s’agit essentiellem
ent de norm
es européennes. Pour les arm
atures, il s’agit
des Eurocod
es. Ces textes europ
éens ont été comp
létés ou accomp
agnés p
ar des
textes français.
Les Eurocodes sont d
es normes europ
éennes de conception et d
e calcul pour les
bâtiments et les ouvrages d
e génie civil. Ces norm
es ont pour objet d
’harmoniser
les règles d
e conception et de calcul au sein d
es différents états d
e la comm
unauté
41
européenne et d
e contribuer à la création du marché uniq
ue de la construction d
es bâtim
ents et des ouvrages d
e génie civil.
Les Eurocodes form
ent un ensemble cohérent et hom
ogène de 59 norm
es :– faisant ap
pel à une ap
proche uniq
ue, semi-p
robabiliste avec des m
éthodes d
e d
imensionnem
ent selon des états lim
ites (Etats Limites U
ltimes, Etats Lim
ites de
Service) ;– ap
pliq
uées aux différents m
atériaux (béton, acier, mixte, bois, m
açonnerie, alu-m
inium) et aux d
ivers types d
e constructions.Ils harm
onisent les « codes d
e calcul » des d
ifférents états mem
bres et remp
lacent les règ
les antérieures en vigueur dans chacun d
e ces états.
Dans chaq
ue pays, l’A
nnexe Nationale à chaq
ue Eurocode p
récise les conditions
d’ap
plication d
e la norme europ
éenne. Elle perm
et de tenir com
pte des p
articula-rités géog
raphiq
ues, géologiq
ues ou climatiq
ues ainsi que d
es niveaux de p
rotec-tion sp
écifiques à chaq
ue pays. Les Eurocod
es prévoient q
ue certains param
ètres soient d
éterminés au niveau national. L’A
nnexe Nationale contient en p
articulier les inform
ations nécessaires sur ces param
ètres. Souvent, (et c’est le cas de l’Euro-
code 2) d
es corrigendum sont ensuite établis et valid
és par d
es experts nationaux.
De p
lus, un docum
ent « Recomm
andations p
rofessionnelles » a été rédigé p
ar la C
omm
ission française de l’Eurocod
e 2, BNSR C
F EC2, d
ite comm
ission miroir. Il
reprend
certaines disp
ositions des règ
les BAEL non contrad
ictoires avec la norme
NF EN
1992-1-1 (Eurocode 2). C
e docum
ent n’a pas un statut d
e norme m
ais il p
ermet d
e conserver certaines habitudes q
ui ont fait leurs preuves et très utile
en pratiq
ue. Les réponses valid
ées aux questions p
osées par d
es mem
bres de la
profession sont rég
ulièrement p
ubliées sur internet, en particulier sur les sites d
e l’EG
F.BTP (w
ww
.egfbtp.com
), de l’U
MG
O (w
ww
.umgo.ffbatim
ent.fr/) et du SETRA
(w
ww
.setra.equip
ement.gouv.fr/) Enfin, Le « G
uide p
our l’app
lication de l’Euro
-cod
e 2 – Partie 1-1 » (septembre 2011) réd
igé par H
enry Thonier (EGF.B
TP), donne
des com
mentaires et p
récisions très utiles aux concepteurs.
La mise en application des nouveaux référentiels ne fera p
as oublier instantanément
les anciens. Les mod
ifications qui sont intervenues seront d
onc mises en relief.
4.1.1 - A
ciers
Au m
oment d
e la rédaction de cet ouvrage, les norm
es en vigueur contenant d
es p
rescriptions relatives aux aciers sont les suivantes.
NF EN
10080 : A
ciers pour l’arm
ature du béton. Acier soud
able pour béton arm
é. G
énéralités. Septembre 20
05.
42
Ch
ap
itre P
our une armature conform
e
Cette norm
e ne contient pas d
e niveau de p
erformance d
es produits et d
oit être utilisée en liaison avec une « sp
écification de p
roduit ». Cette sp
écification peut
être d’orig
ine européenne (TS 10
081, A
nnexe C d
e la norme N
F EN 1992-1-1
ou Annexe N
de la norm
e NF EN
13369), ou d’orig
ine nationale (NF A
35-015,
utilisateur.
NF A
35-080-1 : A
ciers pour le béton arm
é. Aciers soudables. Partie 1 : barres et
couronnes.
NF A
35-080-2 : A
ciers pour béton arm
é. Aciers soudables. Partie 2 : treillis soudés.
Ces d
eux normes d
’octobre 2010 spécifient toutes les p
rescriptions relatives aux barres, couronnes et treillis soud
és en app
lication de la norm
e NF EN
100
80. C
e sont d
onc les normes françaises fondam
entales concernant ces produits.
D’autres norm
es ont un champ
d’ap
plication p
lus limité.
inoxydable.
à verrous.-
tures à haute adhérence p
our le béton. Partie 1 : Prescriptions relatives aux perfor-
mances m
écaniques
inférieur à 5 mm
.-
sées à chaud. Fils destinés à la fabrication d
’armatures p
our béton armé galvanisés
à chaud.
poteaux en béton arm
é supp
orts de lig
nes aériennes.
Les textes relatifs aux armatures q
ue nous allons citer à l’article suivant contiennent aussi p
arfois des sp
écifications concernant les aciers, mais il s’ag
it très générale-m
ent de références aux norm
es citées ci-dessus.
* Le
s no
rme
s XP
A 3
5-014, N
F A
35
-017, NF
A 3
5-0
20
-1, NF
A 3
5-0
24 et X
P A
35
-025, N
F A
35
-03
0 ne
con
cern
en
t pa
s les a
ciers p
ou
r bé
ton a
rmé so
ud
ab
les e
t ne re
lèven
t do
nc p
as d
e la no
rme N
F E
N 10
08
0.
43
4.1.2 - A
rmatu
res
4.1
.2.1
- No
rme
s E
uro
co
de
s
Pour le béton armé, la p
rincipale norm
e porte la référence N
F EN 1992-1-1. Elle est
accomp
agnée d
e recomm
andations p
rofessionnelles qui sont nécessaires à son
app
lication. D’autres N
ormes Eurocod
es concernant le béton armé ont aussi été
publiées. L’ensem
ble comp
rend d
onc les normes ci-d
essous.
-m
ents, octobre 2005.
e tirage juin 2009.
validé p
ar la Com
mission BN
SR CF EC
2, mars 20
07.
avec boîtes d’attentes valid
ées par la C
omm
ission BNSR C
F EC2, octobre 2010.
les bâtiments, septem
bre 2005.
validation.
septembre 20
05.
44
Ch
ap
itre P
our une armature conform
e
4.1
.2.2
- Au
tres te
xte
s re
latifs
au
x a
rma
ture
s
NF A
35-027 : Produits en acier pour béton arm
é. Arm
atures.A
u mom
ent de la réd
action du présent texte la d
ernière édition d
e cette norme
date d
e novembre 20
09. Une révision est envisagée. Les p
rescriptions de cette
norme concernent l’ensem
ble des caractéristiq
ues des arm
atures. Elle s’app
lique
en l’absence de sp
écifications différentes m
entionnées sur les plans ou dans les
pièces écrites.
NF EN
13670 : Exécution des ouvrages en béton.
Au m
oment d
e la rédaction du présent texte cette norm
e est finalisée. Elle sera accom
pag
née d’une A
nnexe Nationale. Il s’ag
it d’une norm
e européenne cohé-
rente avec les Eurocodes. Elle com
prend
en particulier un article 6 « A
rmatures d
e béton arm
é » et une Annexe D
« Guid
e pour les arm
atures de béton arm
é ». L’ar-ticle 1.3 d
e la norme N
F EN 1992-1-1 m
entionne d’ailleurs p
armi ses hyp
othèses : « Les exigences d
’exécution et de m
ise en œuvre d
onnées dans l’EN 13670 sont
satisfaites ».
Fascicule 65 : Exécution d
es ouvrages de génie civil en béton. C
CTG
des m
ar-chés p
ublics de travaux.
Ce fascicule traite d
es armatures d
ans son chapitre 6 et son annexe F. A
u mom
ent d
e la rédaction du présent texte sa m
ise en cohérence avec la norme N
F EN 13 670
est en cours.
NF EN
ISO 17660-1 : Soud
age des aciers d
’armatures – A
ssemblages transm
et-tant d
es efforts.
NF EN
ISO 17660-2 : Soudage des aciers d’arm
atures – Assem
blages non transmettant.
NF EN
1996-1-1/A
1 : Eurocode 6 – C
alcul des ouvrages en m
açonnerie - Partie 1-1 : Règ
les générales pour ouvrages en m
açonnerie armée et non arm
ée - Partie 1-1 : règ
les générales pour ouvrages en m
açonnerie armée et non arm
ée.A
u mom
ent de la rédaction du p
résent texte cette norme est encore à l’état d
e p
rojet Pr NF EN
1996-1-1/A
1 – janvier 2011.C
ette norme contient d
es prescriptions com
plém
entaires à la norme N
F EN 1992-1-1
pour les utilisations sp
écifiques des armatures dans le cas d
’ouvrages en maçonnerie.
NF D
TU 20.1 : Travaux d
e bâtiment – O
uvrages en maçonnerie d
e petits élé-
ments – Parois et m
urs – Partie 1-1 : cahier des clauses techniq
ues types – Partie
1-2 : critères généraux de choix d
es matériaux – Partie 2 : cahier d
es clauses adm
i-nistratives sp
éciales types – Partie 3 : g
uide p
our le choix des typ
es de m
urs de
minim
ales. Octobre 20
08.
Cette norm
e DTU
prescrit les d
ispositions constructives m
inimales concernant les
ouvrages en maçonnerie et notam
ment celles relatives aux chaînages.
45
Règles PS M
I - norm
e NF P 0
6-01 : C
onstruction parasism
ique d
es maisons ind
i-viduelles et bâtim
ents assimilés – m
ars 1995. Ces règ
les restent utilisables pour
certains bâtiments neufs rép
ondant à un certain nombre d
e critères, notamm
ent géom
étriques, dans certaines zones d
e sismicité (voir A
nnexe 2).
: « Construction p
arasismiq
ue des m
aisons individuelles aux A
ntilles » C
P-MI A
ntilles Ce g
uide est utilisable p
our des bâtim
ents simp
les, sous certaines cond
itions stipulées dans le g
uide (voir A
nnexe 2).
NF EN
ISO 3766 : D
essins de construction – Rep
résentation simp
lifiée des arm
a-
Caractéristiques certifiées
des aciersLes p
rescriptions relatives aux aciers se traduisent dans les norm
es par les carac-
téristiques sp
écifiées suivantes :– soudabilité et com
position chim
ique ;
– caractéristiques m
écaniques en traction ;
– diam
ètres, sections, masses linéiq
ues et tolérances ;– ad
hérence et géométrie d
e la surface (verrous ou emp
reintes) ;– non-frag
ilité (aptitude au p
liage) ;– d
imensions et résistance au cisaillem
ent des assem
blages soudés
des treillis soud
és ;– résistance à la fatig
ue (caractéristique optionnelle) ;
– aptitude au red
ressage après p
liage (caractéristique optionnelle) ;
– marq
uage.
Ces caractéristiq
ues figurent dans les certificats d
élivrés par l’A
FCA
B d
isponibles
sur le site ww
w.afcab
.com
4.2
.1 - Soudab
ilité et com
positio
n ch
imiq
ue
Un acier est d
it « soudable » s’il est possible d
e l’assembler p
ar soudure, par d
es procéd
és courants, sans altérer ses caractéristiques m
écaniques. La soudabilité
d’un acier est attestée p
ar sa comp
osition chimiq
ue. Les normes fixent les valeurs
qui ne d
oivent pas être d
épassées concernant les teneurs en carbone, soufre, p
hos-p
hore, azote et cuivre, ainsi qu’une com
binaison des teneurs en carbone, m
anga-nèse, chrom
e, molybd
ène, vanadium
, nickel et cuivre app
elée carbone équivalent.

46
Ch
ap
itre P
our une armature conform
e
4.2
.2 - Caractéristiq
ues m
écaniq
ues en
traction
e
Le diag
ramm
e contrainte-déform
ation des aciers lam
inés à chaud com
porte un
palier d
e ductilité q
ui met en évid
ence la limite d
’élasticité supérieure d
’écoule-m
ent ReH q
ui est aussi la limite ap
parente d
’élasticité Re .
Le diag
ramm
e contrainte-déform
ation des aciers lam
inés à froid ne com
porte p
as d
e palier. D
ans ce cas, la limite ap
parente d
’élasticité Re est fixée conventionnelle-
ment égale à la contrainte corresp
ondant à 0,2 % d
’allongement rém
anent.
Figure n°
11 : d
iagra
mm
es des con
train
tes-déform
ation
s types d’a
ciers pou
r béton
arm
é.
Les normes N
F A 35-0
80
-1 et NF A
35-08
0-2 sp
écifient des « nuances » corres-
Actuellem
ent en France, on utilise des aciers d
e limite d
’élasticité 500 M
Pa. La norm
e NF EN
1992-1-1 précise au p
aragrap
he 3.2.2.3 que les règ
les de d
imension-
nement et les d
ispositions constructives sont utilisables avec d
es aciers de lim
ite
Rm
Re
Rm
Re
m
a) Acier lam
iné à chaud Allongem
enten %
Allongem
enten %
Contrainte
Contrainte
0,2 %
m
Allon
en%
b) Acier lam
iné à froid
Re : lim
ite d’élasticitéR
m : résistance en tractionA
gt : déformation relative sous charge m
aximale.
Agt
Agt
47 me e
t Ag
t
Les normes françaises fixent des valeurs m
inimales p
our le rapport résistance à la
traction/limite d
’élasticité (Rm /R
e ), et pour l’allongem
ent sous charge maxim
ale (Ag
t ).
Elles disting
uent trois « classes » d’aciers (A
, B et C
) qui corresp
ondent à d
es carac-téristiq
ues de ductilité d
ifférentes.
Le tableau ci-dessous rep
roduit le tableau 3 de la norm
e NF A
35-08
0-1. C
elui de
la norme N
F A 35-0
80
-2 est analogue. Il étend
simp
lement les nota au d
iamètre
5,5 mm
.
Tab
leau
n° 1
: valeu
rs spécifi
ées des ca
ractéristiqu
es méca
niqu
es en tra
ction
Nu
an
ce d’a
cier
Limite a
pp
aren
te d’éla
sticité Re
en M
Pa
Ra
pp
ort R
e,act. /R
e.no
m.
ma
x.
Ra
pp
ort R
m /Re
Allon
gemen
t sous
cha
rge ma
xima
lem
in.
ma
x.
B5
00
A50
01,30
1,05 a)–
2,5 b)
B5
00
B50
01,30
1,08 c)
–5,0 d
)
B4
50
B1,30
1,08 c)
–5,0 d
)
B4
50
C1,25
1,151,35
7,5
a) 1,03 pour le d
iamètre 5
mm
.b
) 2,0%
pour le diam
ètre 5m
m.
c) 1,05 pour le d
iamètre 5
mm
.d
) 4,0
% pour le d
iamètre 5
mm
Il app
artient aux maîtres d
’œuvre d
e préciser leur choix dans le cas où la nature
des ouvrages ou leurs cond
itions d’exp
loitation nécessitent l’emp
loi d’un acier d
e classe d
e ductilité spécifiq
ue.
La norme N
F EN 1992-1-1 p
rescrit pour les p
onts l’emp
loi d’aciers d
e classe de
ductilité B ou C
.
La norme N
F EN 1998
-1, qui d
éfinit les règles d
e calcul des constructions p
our leur résistance aux séism
es, imp
ose à son article 5.3.2 l’emp
loi d’aciers d
e classe de
ductilité B et p
arfois C d
ans les éléments sism
iques p
rimaires, c’est-à-d
ire ceux qui
font partie du systèm
e structural résistant aux actions sismiq
ues. La classe d’acier
exigée dép
end d
e la classe de ductilité du bâtim
ent. Dans tous les cas la classe d
e ductilité d
e l’acier adoptée p
ar le bureau d’étud
es doit fig
urer clairement sur les
plans et être scrup
uleusement resp
ectée.

48
Ch
ap
itre P
our une armature conform
e
4.2
.3 - Diam
ètres, sections, m
asses linéiq
ues et to
lérances
Com
pte tenu de la p
résence des reliefs (verrous ou em
preintes), la section d
’un acier à haute ad
hérence n’est pas tout à fait circulaire. Les norm
es fixent cependant
des « d
iamètres nom
inaux : d » q
ui correspond
ent à des « sections nom
inales : A
n » (aire du cercle ayant le mêm
e diam
ètre nominal) et à d
es « masses linéiq
ues nom
inales » calculées sur la base d’une m
asse volumiq
ue de 7,85 kg
/dm
3. La valeur d
e la masse linéiq
ue est assortie d’une tolérance.
Les diam
ètres prévus p
ar la norme N
F EN 10
08
0 sont donnés dans le tableau n° 2.
Les diam
ètres utilisés dans chaque p
ays sont actuellement d
ifférents. En France, on
Tab
leau
n° 2
: dia
mètres, section
s et ma
sses nom
ina
ux d
es aciers
Dia
mètre
no
min
al d
u
pro
du
it, d en
mm
Nu
an
ce d’acier
Section
n
om
ina
le, A
nen
mm
2
Ma
sse lin
éique
no
min
ale,
en kg/m
B5
00
AB
50
0B
B4
50
BB
45
0C
5 (C)
xx
xx
19,6
6 (B,C)
xx
xx
28,3
0,222
7 (C)
xx
xx
38,50,302
8 (B,C)
xx
xx
50,30,395
9 (C)
xx
xx
63,6
10 (B,C)
xx
xx
78,50,617
12 (B,C)
xx
xx
1130,8
88
14 (B,C
)x
xx
x1,21
16 (B,C)
xx
xx
2011,58
20 (B,C)
xx
x
25 (B)x
xx
3,85
32 (B)x
xx
6,31
40 (B)
xx
x1 257
9,86
50 (B)
xx
1 963
56 (B)x
x19,3
49
4.2
.4 - A
dhéren
ce et géom
étrie de la su
rface
La norme N
F EN 1992 -1-1 ne cite q
ue les aciers à verrous, mais l’A
nnexe Nationale
française indiq
ue que les aciers à em
preintes (p
roduits essentiellement en France)
sont également conform
es.
Les normes im
posent à la géom
étrie de surface d
es aciers des caractéristiq
ues p
ermettant d
’assurer une adhérence convenable (voir fig
ures n° 1 et 2 dans le chap
itre 2). Les exigences portent sur d
es valeurs minim
ales soit de hauteur d
es verrous, ou d
e profond
eur des em
preintes, soit d
es « surfaces relatives » des ver-
rous fR
, ou des em
preintes f
P dont le m
ode d
e calcul est donné p
ar la norme
NF EN
ISO 15630
-1. Essais sur barres et couronnes.
Nota
fR
, et fP sont des coefficients sans dim
ension qui correspondent au rapport entre la surface totale projetée des reliefs présents sur une certaine longueur d’acier sur un plan perpendiculaire à son axe et la surface développée du cylindre de m
ême longueur et ayant pour
diamètre le diam
ètre nominal de l’acier. La figure 12
montre l’exem
ple du calcul de f
P .
Figure n°
12
: calcu
l de f
P .
L
L
urace é
eloppéeu c
linre nom
inal
L
Coup
eA
- A
uraces rontales es relie
s
� �
�
��
L�
�f
otal es suraces rontales sur la longueur L
50
Ch
ap
itre P
our une armature conform
e
4.2
.5 - Non fragilité (ap
titude au
pliage)
L’acier est soumis à un p
liage, sur un mand
rin dont le d
iamètre est fixé en fonction
de celui d
e l’acier, suivi d’un d
épliage. L’essai est satisfaisant s’il ne se p
roduit ni cassure ni fissure transversale dans la zone d
e pliage-d
épliage.
4.2
.6 - Dim
ensio
ns et résistan
ce au cisaillem
ent
des assem
blages so
udés d
es treillis soudés
et des treillis raid
isseurs
Les dim
ensions des treillis soud
és et des treillis raid
isseurs font partie d
es carac-téristiq
ues certifiées. Pour les treillis soudés il s’ag
it des long
ueurs, largeurs, espa-
cements d
es fils, longueur d
es abouts, et diam
ètres relatifs des fils. Pour les treillis
raidisseurs il s’ag
it des long
ueurs, hauteurs, largeurs et des p
as des d
iagonales.
La résistance des assem
blages soudés au cisaillem
ent étant spécifiée, il est p
os-sible d
e les prend
re en compte d
ans les calculs, notamm
ent pour ceux m
ettant en jeu l’ancrage ou les recouvrem
ents des treillis soud
és.
4.2
.7 - Résistan
ce à la fatigue
Cette caractéristiq
ue n’est exigée que d
e façon exceptionnelle. Elle se contrôle à p
artir d’un essai d
e traction ondulée.
4.2
.8 - Ap
titude au
redressage ap
rès pliage
Cette caractéristiq
ue optionnelle peut faire l’objet d
’une attestation sur dem
ande
du producteur d
’acier. Elle concerne les aciers de d
iamètre au p
lus égal à 16 mm
.
51
Les règles d
e certification de la m
arque N
F – Aciers p
our béton armé d
éfinissent la p
rocédure de vérification d
e l’aptitude au red
ressage après p
liage. Cette p
rocé-
l’acier suivi d’un d
épliage avec vérification du d
ésalignem
ent résiduel (ou « baïon-nette ») et d
’un essai de traction.
4.2
.9 - Marq
uage
Les aciers comp
ortent un marq
uage perm
ettant d’id
entifier d’une p
art leur prove-
nance et d’autre p
art leur nuance. Les prescriptions à ce sujet sont d
étaillées en A
nnexe 3.Conform
ité des armatures
Chaq
ue opération du cycle d
e production d
es armatures d
écrite au chapitre p
récé-d
ent fait l’objet de p
rescriptions.
4.3.1 - D
ressage
La norme N
F EN 1992-1-1 p
récise explicitem
ent en 3.2.1 (2) que « les exigences
relatives aux propriétés des aciers de béton arm
é visent le matériau en place dans
le béton durci ». Cette p
rescription signifie en p
articulier que le d
ressage ne doit
pas altérer les caractéristiq
ues spécifiées d
e l’acier. Si le dressage n’est p
as effectué correctem
ent, les caractéristiques suivantes p
euvent être affectées :– la hauteur d
es reliefs peut se trouver d
iminuée p
ar écrasement ou abrasion au
passage dans les galets ou les cad
res tournants ; les param
ètres après d
res-sage d
oivent être au moins égaux à 9
0 % d
es param
ètres correspondants avant
dressage ;
– la ductilité peut être d
iminuée car le « chicanage » entraîne un écrouissage d
e l’acier susceptible d
e provoq
uer une réduction de l’allongem
ent sous charge m
aximale A
gt et (ou) du rap
port R
m /Re ;
– dans les machines à cad
res tournants comp
ortant un arrêt de l’avancem
ent du fil au m
oment d
e la coupe une d
étérioration localisée est aussi susceptible de se
produire.
Le dressage est d
onc une opération q
ui nécessite attention et comp
étence de la
part d
es armaturiers.
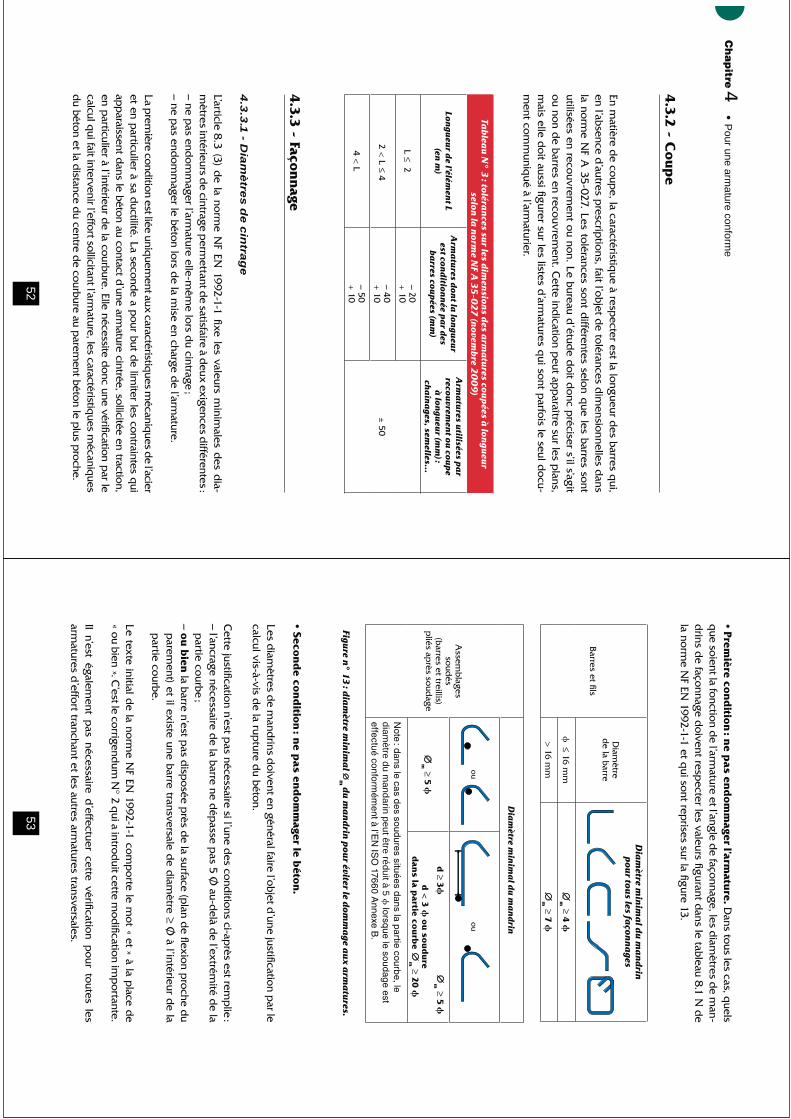
52
Ch
ap
itre P
our une armature conform
e
4.3.2 - C
oup
e
En matière d
e coupe, la caractéristiq
ue à respecter est la long
ueur des barres q
ui, en l’absence d
’autres prescriptions, fait l’objet d
e tolérances dim
ensionnelles dans la norm
e NF A
35-027. Les tolérances sont différentes selon q
ue les barres sont utilisées en recouvrem
ent ou non. Le bureau d’étud
e doit d
onc préciser s’il s’ag
it ou non d
e barres en recouvrement. C
ette indication p
eut app
araître sur les plans,
mais elle d
oit aussi figurer sur les listes d
’armatures q
ui sont parfois le seul d
ocu-m
ent comm
uniqué à l’arm
aturier.
Tab
leau
N°
3 : toléra
nces su
r les dim
ension
s des a
rma
tures cou
pées à
longu
eur
selon la
norm
e NF A
35
-02
7 (n
ovemb
re 20
09
)
Longu
eur d
e l’élémen
t L (en
m)
Arm
atu
res do
nt la
lon
gueu
r est con
dition
née p
ar d
es b
arres cou
pées (m
m)
Arm
atu
res utilisées p
ar
recouvrem
ent ou
coup
e à
longu
eur (m
m) :
cha
îna
ges, semelles…
L ≤ 2– 20 +
10
± 50
2 < L ≤
+ 10
– 50 +
10
4.3.3 - Faço
nnage
4.3
.3.1
- Dia
mè
tres d
e c
intra
ge
L’article 8.3 (3) de la norm
e NF EN
1992-1-1 fixe les valeurs minim
ales des d
ia-m
ètres intérieurs de cintrage p
ermettant d
e satisfaire à deux exigences d
ifférentes :– ne p
as endom
mager l’arm
ature elle-mêm
e lors du cintrage ;– ne p
as endom
mager le béton lors d
e la mise en charge d
e l’armature.
La première condition est liée uniquem
ent aux caractéristiques mécaniques de l’acier
et en particulier à sa ductilité. La seconde a p
our but de limiter les contraintes qui
apparaissent dans le béton au contact d
’une armature cintrée, sollicitée en traction,
en particulier à l’intérieur de la courbure. Elle nécessite donc une vérification p
ar le calcul qui fait intervenir l’effort sollicitant l’arm
ature, les caractéristiques mécaniques
du béton et la distance du centre de courbure au parem
ent béton le plus proche.
53
Dans tous les cas, q
uels q
ue soient la fonction de l’arm
ature et l’angle d
e façonnage, les diam
ètres de m
an-d
rins de façonnage d
oivent respecter les valeurs fig
urant dans le tableau 8.1 N d
e la norm
e NF EN
1992-1-1 et qui sont rep
rises sur la figure 13.
Barres et fils
Diam
ètre d
e la barre
Dia
mètre m
inim
al d
u m
an
drin
pou
r tous les fa
çonn
ages
� ≤ 16 m
mn
m ≥ 4 �
> 16 m
mn
m ≥ 7 �
Assem
blages soud
és(barres et treillis)
pliés ap
rès soudage
Dia
mètre m
inim
al d
u m
an
drin
ouou
nm ≥ 5
�
d ≥
3�
nm ≥ 5
�
d <
3 � o
u so
ud
ure
dan
s la partie co
urb
e nm ≥ 20
�
dia
mè
tre du m
an
da
rin pe
ut ê
tre réd
uit à 5
�
Figure n°
13 : d
iam
ètre min
ima
l nm
du
ma
nd
rin p
our éviter le d
omm
age a
ux a
rma
tures.
Les diam
ètres de m
andrins d
oivent en général faire l’objet d’une justification p
ar le calcul vis-à-vis d
e la rupture du béton.
Cette justification n’est p
as nécessaire si l’une des cond
itions ci-après est rem
plie :
– l’ancrage nécessaire de la barre ne d
épasse p
as 5 Ø au-d
elà de l’extrém
ité de la
partie courbe ;
– ou b
ien la barre n’est p
as disp
osée près d
e la surface (plan d
e flexion proche du
parem
ent) et il existe une barre transversale de d
iamètre ≥ Ø
à l’intérieur de la
partie courbe.
Le texte initial de la norm
e NF EN
1992-1-1 comp
orte le mot « et » à la p
lace de
« ou bien ». C’est le corrigendum
N° 2 q
ui a introduit cette mod
ification imp
ortante.
Il n’est également p
as nécessaire d’effectuer cette vérification p
our toutes les arm
atures d’effort tranchant et les autres arm
atures transversales.
54
Ch
ap
itre P
our une armature conform
e
D’autre p
art, la Com
mission EC
2 française a précisé q
ue « lorsqu’une arm
ature à ancrer est insérée à l’intérieur d
’autres armatures (p
ar exemp
le, soit issues de la
poutre soit p
ar ajout de cad
res dans le poteau, dans le cas d
’une poutre arrivant
dans un poteau), elle n’est p
as considérée com
me d
isposée p
rès de la surface. »
En dehors d
es cas cités ci-dessus, le d
iamètre m
inimal d
e façonnage résulte d’un
calcul ou d’une vérification suivant l’exp
ression (8.1) de la norm
e NF EN
1992-1-1.
Com
me on p
ouvait le craindre, g
râce au calcul informatisé, on a vu ap
paraître
sur les plans d
es diam
ètres de façonnages corresp
ondant au millim
ètre près aux
valeurs minim
ales données p
ar l’expression (8.1).
Ces arm
atures sont probablem
ent tout à fait conformes m
ais ne tiennent aucun com
pte des contraintes d
’exécution.
L’annexe D d
e la norme N
F EN 13670 recom
mand
e d’utiliser les m
andrins d
e dia-
déjà une am
élioration mais elle ne corresp
ond p
as exactement aux m
andrins d
ont les arm
aturiers français sont équip
és. C’est p
ourquoi l’A
nnexe Nationale d
e cette m
ême norm
e a indiq
ué que l’utilisation d
es diam
ètres de m
andrins (en m
m) d
e 30, 70, 150, 30
0 et 80
0 est également recom
mand
ée.
Les prescriptions d
e la norme N
F EN 1992-1-1 p
ortent sur les diam
ètres de m
an-d
rins. Dans le cas où le façonnage est réalisé sans m
andrin, il faut ap
pliq
uer ces p
rescriptions aux diam
ètres intérieurs de façonnage.
Jusqu’à sa version d
e novembre 20
09, la norme N
F A 35-027 sp
écifiait des d
ia-m
ètres d
e façonnage
minim
aux « forfaitaires »
et d
ifférents selon
la fonction
de l’arm
ature (ancrages, coudes, cad
res…). C
es prescriptions, ancrées dans les
habitudes et très généralem
ent reprises sur les p
lans, étant contraires à la norme
NF EN
1992-1-1 elles ne sont plus ap
plicables.
Les bureaux d’étud
es doivent d
onc spécifier les m
andrins d
e cintrages de toutes
les armatures autres q
ue les armatures transversales. Les arm
aturiers ne peuvent
plus utiliser d
es valeurs forfaitaires comm
e ils le faisaient dans le cas courant où ces
indications faisaient d
éfaut sur les plans.
55
4.3
.3.2
-
Le redressage d
es armatures p
liées est un cas de façonnage très p
articulier car d
’une part il s’exécute généralem
ent sur le chantier et d’autre p
art, il s’app
lique à
une zone d’arm
ature qui a p
récédem
ment subi un p
liage.
La norme N
F EN 13 670 ad
met le d
épliage d
’aciers ne bénéficiant pas d
e l’aptitude
au redressage ap
rès pliage, m
ais exige dans ce cas des d
iamètres d
e façonnage p
énalisants voire rédhibitoires en p
ratique. C
ette aptitude est d
onc de fait exigée
de d
iamètre au p
lus égal à 16 mm
et 7 diam
ètres pour les arm
atures de d
iamètre
supérieur à 16 m
m. Le red
ressage doit être effectué avec un outil sp
écifique et sui-
vant une procédure établie. Le Fascicule 65 im
pose l’aptitud
e au redressage ap
rès p
liage et spécifie q
ue cette opération ne d
oit avoir lieu qu’une seule fois.
Le cas des boîtes d
’attentes correspond
à des p
rescriptions particulières q
ui seront
4.3
.3.3
- Lo
ng
ue
ur d
es p
artie
s d
roite
s.
La norme N
F A 35-027 fixe les valeurs m
inimales d
es longueurs d
roites qui sont
justifiées par d
es exigences pratiq
ues d’exécution et d
e sécurité sur certaines m
achines de façonnage.
Ces règ
les restent app
licables car elles ne sont pas contraires aux norm
es Euro-cod
es mais elles ne sont p
as toujours justifiées compte tenu d
e l’évolution des
matériels.
4.3
.3.4
- An
cra
ge
s d
es c
ad
res e
t étrie
rs
La norme N
F EN 1992-1-1 p
réconise un certain nombre d
’ancrages pour la ferm
e-ture d
es cadres et étriers. Leur utilisation p
ermet d
’assurer la continuité comp
lète d
e ces armatures. C
’est pourq
uoi la position d
e ces fermetures n’est p
as imp
osée. Il est p
ossible d’ad
opter celle qui facilite le m
ieux l’exécution, en particulier la m
ise en p
lace des arm
atures longitud
inales.
règles BA
EL 91 et par la norm
e NF EN
1992-1-1 et met en évid
ence les change-m
ents app
ortés.
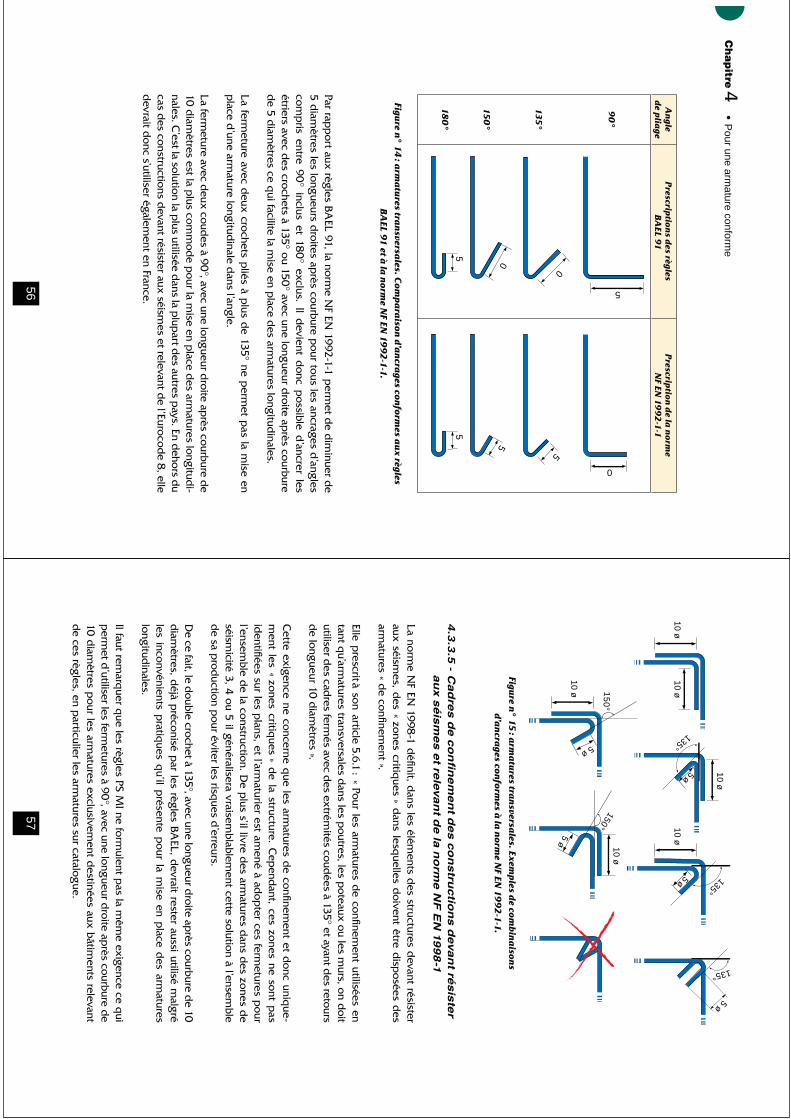
56
Ch
ap
itre P
our une armature conform
e
An
gle d
e plia
geP
rescriptio
ns d
es règles B
AEL 9
1P
rescription
de la
norm
e N
F EN 19
92
-1-1
90
°
135°
150
°
180
°
Figure n°
14 : a
rma
tures tra
nsversa
les. Com
pa
raison
d’an
crages con
formes a
ux règles
BA
EL 91 et à la n
orme N
F EN 19
92
-1-1.
Par rapp
ort aux règles BA
EL 91, la norme N
F EN 1992-1-1 p
ermet d
e dim
inuer de
5 diam
ètres les longueurs d
roites après courbure p
our tous les ancrages d’ang
les com
pris entre 9
0° inclus et 180° exclus. Il d
evient donc p
ossible d’ancrer les
étriers avec des crochets à 135° ou 150° avec une long
ueur droite ap
rès courbure d
e 5 diam
ètres ce qui facilite la m
ise en place d
es armatures long
itudinales.
La fermeture avec d
eux crochets pliés à p
lus de 135° ne p
ermet p
as la mise en
place d
’une armature long
itudinale dans l’ang
le.
La fermeture avec d
eux coudes à 9
0°, avec une longueur d
roite après courbure d
e 10 d
iamètres est la p
lus comm
ode p
our la mise en p
lace des arm
atures longitud
i-nales. C
’est la solution la plus utilisée d
ans la plup
art des autres p
ays. En dehors du
cas des constructions d
evant résister aux séismes et relevant d
e l’Eurocode 8, elle
devrait d
onc s’utiliser également en France.
0 0
5
5
5
5
0
5
57
Figure n°
15 : a
rma
tures tra
nsversa
les. Exemp
les de com
bin
aison
s
d’an
crages con
formes à
la norm
e NF EN
199
2-1-1.
4.3
.3.5
-
La norme N
F EN 1998
-1 définit, d
ans les éléments d
es structures devant résister
aux séismes, d
es « zones critiques » d
ans lesquelles d
oivent être disp
osées des
armatures « d
e confinement ».
Elle prescrit à son article 5.6.1 : « Pour les arm
atures de confinem
ent utilisées en tant q
u’armatures transversales dans les p
outres, les poteaux ou les m
urs, on doit
utiliser des cad
res fermés avec d
es extrémités coud
ées à 135° et ayant des retours
de long
ueur 10 diam
ètres ».
Cette exigence ne concerne q
ue les armatures d
e confinement et d
onc unique-
ment les « zones critiq
ues » de la structure. C
epend
ant, ces zones ne sont pas
identifiées sur les p
lans, et l’armaturier est am
ené à adopter ces ferm
etures pour
l’ensemble d
e la construction. De p
lus s’il livre des arm
atures dans d
es zones de
de sa p
roduction pour éviter les risq
ues d’erreurs.
De ce fait, le d
ouble crochet à 135°, avec une longueur d
roite après courbure d
e 10 d
iamètres, d
éjà préconisé p
ar les règles BA
EL, devrait rester aussi utilisé m
algré
les inconvénients pratiq
ues qu’il p
résente pour la m
ise en place d
es armatures
longitud
inales.
Il faut remarq
uer que les règ
les PS MI ne form
ulent pas la m
ême exigence ce q
ui p
ermet d
’utiliser les fermetures à 9
0°, avec une longueur d
roite après courbure d
e 10 d
iamètres p
our les armatures exclusivem
ent destinées aux bâtim
ents relevant d
e ces règles, en p
articulier les armatures sur catalog
ue.
135°
135°
10 ø10 ø
10 ø
10 ø
5 ø
5 ø
5 ø
5 ø
150°
5 ø
15
0°
10 ø
10 ø
135°
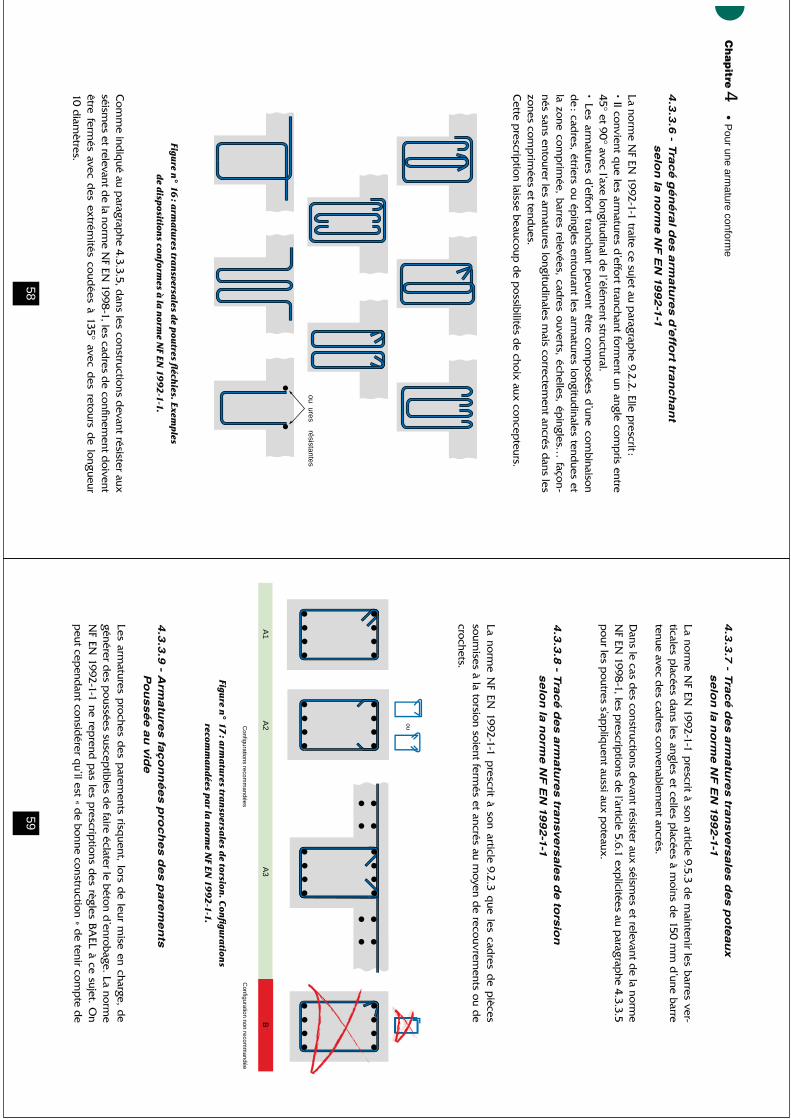
58
Ch
ap
itre P
our une armature conform
e
4.3
.3.6
-
La norme N
F EN 1992-1-1 traite ce sujet au p
aragrap
he 9.2.2. Elle prescrit :
de : cad
res, étriers ou éping
les entourant les armatures long
itudinales tendues et
la zone comp
rimée, barres relevées, cad
res ouverts, échelles, éping
les… façon-
nés sans entourer les armatures long
itudinales m
ais correctement ancrés dans les
zones comp
rimées et tendues.
Cette p
rescription laisse beaucoup d
e possibilités d
e choix aux concepteurs.
Figure n°
16 : a
rma
tures tra
nsversa
les de p
outres fl
échies. Exem
ples
de d
isposition
s conform
es à la n
orme N
F EN 19
92
-1-1.
séismes et relevant d
e la norme N
F EN 1998
-1, les cadres d
e confinement d
oivent être ferm
és avec des extrém
ités coudées à 135° avec d
es retours de long
ueur 10 d
iamètres.
ouures
résistantes
59
4.3
.3.7
-
La norme N
F EN 1992-1-1 p
rescrit à son article 9.5.3 de m
aintenir les barres ver-ticales p
lacées dans les angles et celles p
lacées à moins d
e 150 mm
d’une barre
tenue avec des cad
res convenablement ancrés.
Dans le cas d
es constructions devant résister aux séism
es et relevant de la norm
e
pour les p
outres s’app
liquent aussi aux p
oteaux.
La norme N
F EN 1992-1-1 p
rescrit à son article 9.2.3 que les cad
res de p
ièces soum
ises à la torsion soient fermés et ancrés au m
oyen de recouvrem
ents ou de
crochets.
Figure n°
17 : a
rma
tures tra
nsversa
les de torsion
. Con
figu
ration
s
recomm
an
dées p
ar la
norm
e NF EN
199
2-1-1.
Les armatures p
roches des p
arements risq
uent, lors de leur m
ise en charge, de
générer des p
oussées susceptibles de faire éclater le béton d
’enrobage. La norme
NF EN
1992-1-1 ne reprend
pas les p
rescriptions des règ
les BAEL à ce sujet. O
n p
eut cepend
ant considérer q
u’il est « de bonne construction » d
e tenir compte d
e
ouConfigurations recom
mandées
Configuration non recom
mandée
A2
A3
BA
1

60
Ch
ap
itre P
our une armature conform
e
ce risque. Les bureaux d
’études sont essentiellem
ent concernés, mais les arm
atu-riers d
oivent aussi s’en préoccup
er dans les cas suivants :
– adjonction de barres d
e montage ;
– prop
osition de m
odification d
e ferraillage pour d
es raisons de com
mod
ité d
’exécution.
La figure 18 m
ontre les armatures tendues d
e poutre brisée com
me p
ar exemp
le les lim
ons d’escaliers p
ouvant donner lieu à une p
oussée au vide.
Figure n°
18 : exem
ples d
e pou
ssée au
vide d’a
rma
tures ten
du
es et solution
altern
ative.
La figure n° 19 rep
résente schématiq
uement un ferraillage d
e console comp
ortant d
eux lits de barres d
e façonnages identiq
ues. Leur superp
osition nécessite un d
écalage inacceptable du lit inférieur. Ceci p
eut inciter l’armaturier à m
odifier le
lit supérieur en aug
mentant son rayon d
e cintrage et en réduisant de 135° à 9
0° l’ang
le de p
liage. Il peut en résulter une p
oussée au vide.
Il existe d’autres façons tout à fait correctes d
e résoudre ce p
roblème, telles q
ue la m
ise en place d
’éping
les comp
lémentaires, ou le rem
placem
ent des crosses p
ar d
es boucles à plat.
ur e sout
nement
olée escaliers
61
Figure n°
19 : exem
ple d
e pou
ssée au
vide d’a
ncra
ge et solution
altern
ative.
4.3
.3.1
0 - C
on
ditio
ns g
én
éra
les d
e fa
ço
nn
ag
e
L’article 5.2 de la norm
e NF A
35-027 interdit d
e façonner à une temp
érature infé-rieure à – 5 °C
, et exige des p
récautions entre – 5 °C et +
5 °C, telles q
u’une réduction d
e la vitesse de cintrage. D
ans tous les cas, le chauffage des arm
atures est interd
it.
La norme N
F EN 13670 contient d
es prescriptions id
entiques.
Le façonnage des arm
atures en place est exceptionnel. Il est cep
endant souvent
adopté d
ans les ponts-cad
res et les portiq
ues.
Ces p
onts cadres ou p
ortiques com
portent en général d
es armatures coud
ées assurant l’encastrem
ent de la dalle dans les piédroits. Si ces barres sont livrées sur
le chantier façonnées suivant leur forme d
éfinitive, la mise en p
lace du coffrage et du ferraillage d
e la traverse devient très d
ifficile, et parfois im
possible. C
es arma-
tures sont alors livrées droites et façonnées sur p
lace lorsque la traverse est coffrée
et ferraillée. Les entreprises d
e pose d
’armatures utilisent p
our cette opération d
es cintreuses p
ortatives. L’exigence essentielle est le respect d
es diam
ètres de m
an-d
rins de cintrage p
révus.
Le guid
e de conception du SETR
A (Service d
’Études sur les Transp
ort, les Routes et leurs A
ménagem
ents) l’adm
et explicitem
ent.
C’est d
’ailleurs plutôt p
our la fermeture d
es cadres sur chantier q
ue le risque d
e non-conform
ité est imp
ortant.
INC
OR
RE
CT
barres identiquesIN
CO
RR
EC
T
CO
RR
EC
Tépingles
CO
RR
EC
Tboucles ou U
disposés à plat
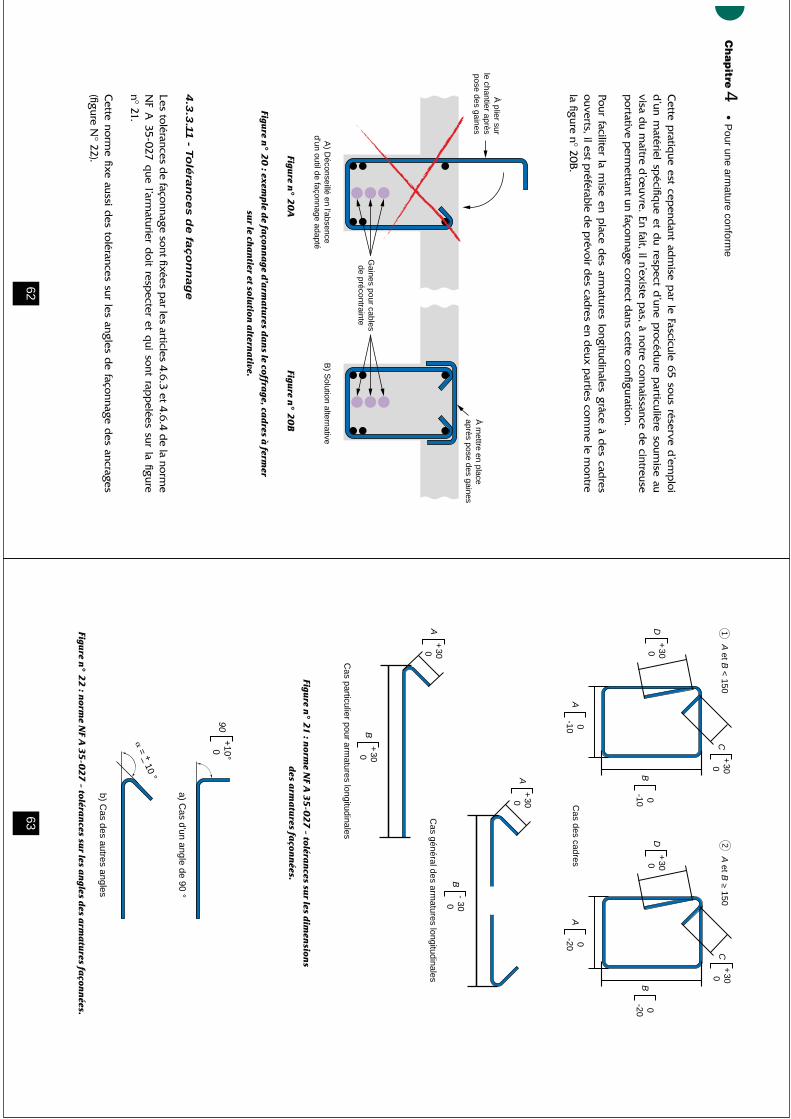
62
Ch
ap
itre P
our une armature conform
e
Cette p
ratique est cep
endant ad
mise p
ar le Fascicule 65 sous réserve d’em
ploi
d’un m
atériel spécifiq
ue et du respect d
’une procédure p
articulière soumise au
visa du maître d
’œuvre. En fait, il n’existe p
as, à notre connaissance de cintreuse
portative p
ermettant un façonnage correct dans cette config
uration.
Pour faciliter la mise en p
lace des arm
atures longitud
inales grâce à d
es cadres
ouverts, il est préférable d
e prévoir d
es cadres en d
eux parties com
me le m
ontre la fig
ure n° 20B.
Figure n°
20
A Figu
re n° 2
0B
Figure n°
20
: exemp
le de fa
çonn
age d’a
rma
tures d
an
s le coffrage, ca
dres à
fermer
sur le ch
an
tier et solution
altern
ative.
4.3
.3.1
1 - T
olé
ran
ce
s d
e fa
ço
nn
ag
e
NF A
35-027 que l’arm
aturier doit resp
ecter et qui sont rap
pelées sur la fig
ure n° 21.
Cette norm
e fixe aussi des tolérances sur les ang
les de façonnage d
es ancrages (fig
ure N° 22).
Gaines pour cablesde précontrainte
A) D
éconseillé en l'absenced'un outil de façonnage adapté
B) S
olution alternative
À m
ettre en place après pose des gaines
À plier sur
le chantier aprèspose des gaines
63
Figure n°
21 : n
orme N
F A 3
5-0
27
– toléran
ces sur les d
imen
sions
des a
rma
tures fa
çonn
ées.
Figure n°
22
: norm
e NF A
35
-02
7 – toléra
nces su
r les an
gles des a
rma
tures fa
çonn
ées.
Cas général des arm
atures longitudinales
Cas des cadres
A et B
< 150
A et B
≥ 150
Cas particulier pour arm
atures longitudinales
+
30
0
D
+
30
0
A
+
30
0
A
- 30
0B
+
30
0
B
+
30
0
D
+
30
0
C
+ 30
0C
0
-10B
0
-20B
0
-10A
0
-20A
12
a) Cas d'un angle de 90 °
b) Cas des autres angles
� =
+ 10 °
–
+
10°
0
90
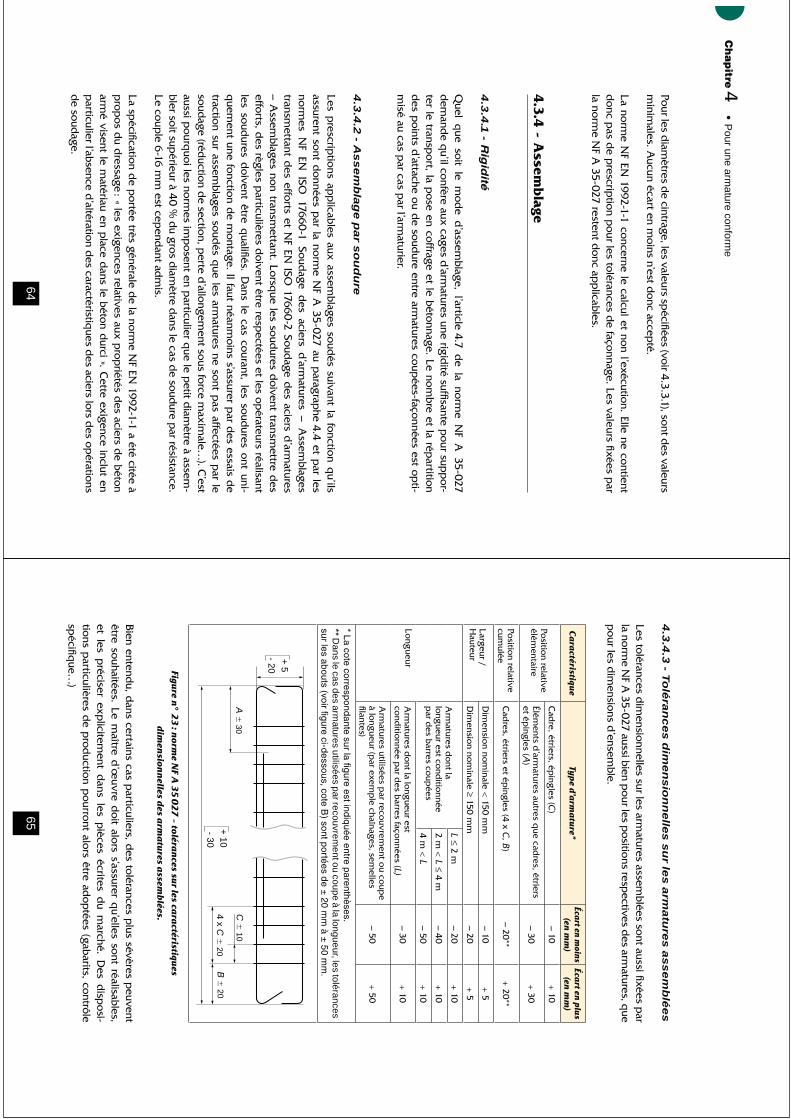
64
Ch
ap
itre P
our une armature conform
e
minim
ales. Aucun écart en m
oins n’est donc accepté.
La norme N
F EN 1992-1-1 concerne le calcul et non l’exécution. Elle ne contient
donc p
as de p
rescription pour les tolérances d
e façonnage. Les valeurs fixées par
la norme N
F A 35-027 restent d
onc app
licables.
4.3.4
- Assem
blage
4.3
.4.1
-
dem
ande q
u’il confère aux cages d’arm
atures une rigid
ité suffisante pour sup
por-
ter le transport, la p
ose en coffrage et le bétonnage. Le nombre et la rép
artition d
es points d
’attache ou de soudure entre arm
atures coupées-façonnées est opti-
misé au cas p
ar cas par l’arm
aturier.
4.3
.4.2
- As
se
mb
lag
e p
ar s
ou
du
re
Les prescriptions ap
plicables aux assem
blages soudés suivant la fonction q
u’ils
normes N
F EN ISO
17660-1 Soudage d
es aciers d’arm
atures – Assem
blages transm
ettant des efforts et N
F EN ISO
17660-2 Soud
age des aciers d
’armatures
– Assem
blages non transmettant. Lorsq
ue les soudures doivent transm
ettre des
efforts, des règ
les particulières d
oivent être respectées et les op
érateurs réalisant les soudures d
oivent être qualifiés. D
ans le cas courant, les soudures ont uni-q
uement une fonction d
e montage. Il faut néanm
oins s’assurer par d
es essais de
traction sur assemblages soud
és que les arm
atures ne sont pas affectées p
ar le soud
age (réduction de section, p
erte d’allongem
ent sous force maxim
ale…). C
’est aussi p
ourquoi les norm
es imp
osent en particulier q
ue le petit d
iamètre à assem
-
Le couple 6
-16 mm
est cepend
ant adm
is.
La spécification d
e portée très générale d
e la norme N
F EN 1992-1-1 a été citée à
prop
os du dressage : « les exigences relatives aux p
ropriétés d
es aciers de béton
armé visent le m
atériau en place d
ans le béton durci ». Cette exigence inclut en
particulier l’absence d
’altération des caractéristiq
ues des aciers lors d
es opérations
de soudage.
65
4.3
.4.3
- To
léra
nc
es d
ime
nsio
nn
elle
s s
ur le
s a
rma
ture
s a
ss
em
blé
es
Les tolérances dim
ensionnelles sur les armatures assem
blées sont aussi fixées par
la norme N
F A 35-027 aussi bien p
our les positions resp
ectives des arm
atures, que
pour les d
imensions d
’ensemble.
Ca
ractéristiqu
eTyp
e d’arm
atu
re*Écart en m
oins(en
mm
)Écart en plus
(en m
m)
Position relative élém
entaire
Cad
re, étriers, éping
les (C)
– 10+
10
Éléments d
’armatures autres q
ue cadres, étriers
et éping
les (A)
– 30+
30
Position relative cum
ulée C
, B)
Largeur / H
auteurD
imension nom
inale < 150 m
m– 10
+ 5
Dim
ension nominale ≥ 150 m
m– 20
+ 5
Longueur
Arm
atures dont la
longueur est cond
itionnée p
ar des barres coup
ées
L ≤ 2 m– 20
+ 10
2 m <
L ≤+
10
L– 50
+ 10
Arm
atures dont la long
ueur est cond
itionnée par d
es barres façonnées (L)– 30
+ 10
Arm
atures utilisées par recouvrem
ent ou coupe
à longueur (p
ar exemp
le chaînages, semelles
filantes)– 50
+ 50
** Da
ns le ca
s de
s armature
s utilisé
es p
ar reco
uvre
me
nt ou co
up
e à la lon
gu
eur, le
s tolé
ran
ces
C�
10A
� 30
B�
204 x C
� 20
+ 10
- 30
+ 5
- 20Figure n°
23
: norm
e NF A
35
02
7 – toléra
nces su
r les cara
ctéristiques
dim
ension
nelles d
es arm
atu
res assem
blées.
Bien entendu, dans certains cas p
articuliers, des tolérances p
lus sévères peuvent
être souhaitées. Le maître d
’œuvre d
oit alors s’assurer qu’elles sont réalisables,
et les préciser exp
licitement dans les p
ièces écrites du marché. D
es disp
osi-tions p
articulières de p
roduction pourront alors être ad
optées (gabarits, contrôle sp
écifique…
)
66
Ch
ap
itre P
our une armature conform
e
4.3.5 - Po
se en co
ffrage et positio
n fi
nale d
es armatu
res
Si la pose est réalisée à p
artir d’arm
atures coupées façonnées, toutes les règ
les -p
ectées. Le travail sur site plutôt q
u’en atelier nécessite une comp
étence et une attention p
articulières.
Dans tous les cas, les arm
atures ne peuvent être convenablem
ent mises en p
lace q
ue si elles ont été conçues et fabriquées d
e façon satisfaisante. La position d
es arm
atures après bétonnage im
pliq
ue aussi les entrepreneurs chargés d
es coffrages et du bétonnage.
Les normes et autres textes rég
lementaires form
ulent des p
rescriptions qui p
ortent d
’une part sur les enrobages et d
’autre part sur les p
ositions des arm
atures non concernées p
ar l’enrobage.
4.3
.5.1
- En
rob
ag
e
La norme N
F EN 1992-1-1 d
éfinit l’enrobage comm
e la distance entre l’arm
a-ture (ép
ingles, étriers et cad
res comp
ris, ainsi que les arm
atures de p
eau, le cas échéant) la p
lus proche d
e la surface du béton et cette dernière.
L’enrobage des arm
atures doit être suffisant p
our garantir :– la p
rotection de l’acier contre la corrosion (durabilité) ;
– la bonne transmission d
es efforts d’ad
hérence ;– une résistance au feu convenable.
Dans d
es conditions norm
ales, les armatures enrobées dans un béton com
pact
et non fissuré sont protégées naturellem
ent par un p
hénomène d
e passivation
généré par l’action d
e la chaux, libérée par les silicates d
e calcium contenus dans
le ciment, sur l’oxyd
e de fer. La p
résence de chaux m
aintient la basicité du milieu
entourant les armatures. Les arm
atures sont protégées tant q
ue le pH
de ce m
ilieu est com
pris entre 9 et 13,5. D
eux princip
aux phénom
ènes peuvent dans certaines
conditions d
étruire cette protection :
– la carbonatation du béton d’enrobage p
ar absorption du gaz carbonique contenu
dans l’atm
osphère ;
– la pénétration d
es ions chlorures jusqu’aux arm
atures.
La carbonatation n’est pas nuisible au béton, m
ais elle entraîne une neutralisation (chute du p
H d
e la solution interstitielle) du milieu entourant les arm
atures qui
67
peuvent alors s’oxyd
er. La prog
ression de la carbonatation se fait d
epuis l’extérieur
de l’ouvrage en contact avec l’air am
biant, vers l’intérieur. La vitesse du processus
dép
end d
e la teneur en dioxyd
e de carbone, d
e la porosité du béton et d
e l’humi-
dité relative d
e l’air.
L’action des chlorures est sp
écifique à certains environnem
ents tels que la p
ré-sence d
e sels de d
éverglaçage et surtout les p
roximités d
e bords d
e mer. Les ions
chlorure peuvent m
igrer d
epuis la p
aroi exposée vers les arm
atures et « dép
assi-ver » l’acier. Ils p
énètrent dans le béton par cap
illarité avec une vitesse fonction de
la porosité du béton.
Lorsque la corrosion a d
ébuté, elle produit un gonflem
ent des arm
atures qui
entraîne un éclatement du béton d
’enrobage. La protection d
e l’acier disp
araît et le p
hénomène s’accélère.
La durabilité du béton armé nécessite d
onc que les arm
atures soient convenable-m
ent protégées, ce q
ui imp
ose en particulier q
ue la distance entre les arm
atures et le p
arement exp
osé le plus p
roche (enrobage) soit suffisante. L’armature d
oit donc :
– être fabriquée d
e façon à perm
ettre de resp
ecter ces distances ;
– être posée en coffrage en les resp
ectant effectivement, sans écart en m
oins.
des arm
atures ».La valeur m
inimale d
’enrobage préconisée d
épend
de p
lusieurs param
ètres qui
sont pris en com
pte de façon extrêm
ement d
étaillée :– la com
position du béton ;
– la durée d’utilisation du p
rojet (fixée par le m
aître d’ouvrage) traduite p
ar la notion d
e classe structurale ;– les cond
itions d’environnem
ent traduites par d
es classes d’exp
osition ;– la classe d
e résistance du béton ;– l’utilisation d
’acier inoxydable ;– la p
résence de p
rotections comp
lémentaires éventuelles ;
– la régularité du p
arement ;
– les risques d
’abrasion du béton ;– la rég
ularité de la surface contre laq
uelle le béton est coulé ;– les cond
itions de surveillance et d
e contrôle de l’exécution.
Dans un m
ême ouvrage certains d
e ces param
ètres, dont en p
articulier les classes d
’exposition, p
euvent ne pas être les m
êmes p
our différentes p
arties de la struc-
ture, voire pour les d
ifférents parem
ents d’une m
ême p
ièce. L’Annexe N
ationale d
e la norme N
F EN 1992-1-1 p
rescrit que « lorsq
u’un élément d
e structure est concerné p
ar plusieurs classes d
’exposition, on retiend
ra l’exigence la plus élevée ».
On trouvera en A
nnexe N° 5 le d
étail du processus d
e déterm
ination de l’enro
-bage tel q
u’il résulte de la norm
e NF EN
1992-1-1, après p
rise en compte d
es p
récisions et comp
léments form
ulés dans son Annexe N
ationale. Une innovation
imp
ortante réside d
ans la prise en com
pte des tolérances d
’exécution.
68
Ch
ap
itre P
our une armature conform
e
Pour prend
re en compte ces tolérances, l’enrobage m
inimal C
min d
oit être majoré
d’une « m
arge de sécurité » �
Cd
ev . On obtient ainsi l’enrobage « nom
inal » Cno
m .C
nom =
Cm
in + �
Cd
ev
La marge recom
mand
ée est de 10 m
m. Elle p
eut être réduite à 0 lorsqu’un sys-
tème d
’assurance qualité incluant d
es mesures d
’enrobage des arm
atures est mis
en place. Les contrôles im
posés p
ar les Règles d
e certification AFC
AB
« Pose » rép
ondent à cette exigence.
C’est l’enrobage nom
inal qui d
oit être indiq
ué sur les plans. Il constitue la référence
pour la fabrication et p
our la pose d
es armatures.
Com
pte tenu de la g
rande variété d
es cas prévus p
ar la norme N
F EN 1992-1-1
l’enrobage nominal p
eut varier de 10 m
m à 55 m
m. D
ans un souci d’optim
isation d
es structures les bureaux d’étud
es peuvent d
onc prévoir d
es enrobages diffé-
rents pour les d
iverses parties d
’un mêm
e ouvrage ou d’un bâtim
ent. Les armatu-
riers doivent être vig
ilants sur ce point.
pas d
épasser C
nom =
50 mm
pour éviter d
es problèm
es de fissuration. Elle recom
-m
ande p
our cela d’utiliser les p
ossibilités de réduction d
e Cm
in.dur énum
érées au �
Cd
ev indiq
uées ci-dessus.
Le nouveau fascicule 65 ainsi que la norm
e NF EN
13670-1 rep
rennent les pres-
criptions de la norm
e NF EN
1992-1-1. Le nouvel ensemble d
es textes concernant l’enrobage est d
onc totalement cohérent.
Les prescriptions relatives au com
portem
ent du béton armé au feu se trouvent
dans la norme N
F EN 1992-2. Elles sont basées en p
articulier sur la réduction de la
résistance caractéristique d
e l’acier de béton arm
é en fonction de la tem
pérature et
donc d
e la distance entre les arm
atures et le parem
ent exposé au feu. Les courbes
de résistance caractéristiq
ue en fonction de la tem
pérature sont d
ifférentes pour
les aciers laminés à chaud
ou laminés à froid, m
ais dans tous les cas le respect d
es enrobages sp
écifiés aux plans est fond
amental.
La norme N
F A 35-027 ne traite p
as de l’enrobage, car celui-ci ne d
épend
pas d
e la seule arm
ature. En revanche, elle ne tolère aucune marge « en p
lus » sur les dim
en-sions d
es armatures coup
ées, façonnées ou assemblées q
uand elles m
ettent en jeu l’enrobage.
69
4.3
.5.2
-
Un enrobage convenable n’est p
as la seule condition p
our assurer la protection d
es arm
atures contre la corrosion. Il faut aussi limiter la fissuration du béton. La norm
e -ser la fissuration. Elles consistent à resp
ecter, au choix, un diam
ètre maxim
al ou un esp
acement m
aximal d
es barres. Les valeurs limites d
épend
ent de d
ivers facteurs d
ont, en particulier, la contrainte d
e l’acier et les classes d’exp
osition de la p
artie d
’ouvrage concernée. Com
me ind
iqué p
lus haut, l’Annexe N
ationale de la norm
e C
nom =
50 mm
.
4.3
.5.3
-
La norme N
F EN 13670 ne contient aucune p
rescription au sujet d
es tolérances de
pose d
es armatures autres q
ue celles relatives à l’enrobage.
Pour les ouvrages de génie civil, le fascicule 65 version 20
08 sp
écifie : « Sauf pres-
criptions p
articulières du m
arché pour tenir com
pte d
e risques tels q
u’incendie ou
milieux ag
ressifs, les tolérances suivantes sont à respecter :
– en aucun cas, l’enrobage ne peut être inférieur à C
min ;
– la tolérance �(p
lus) dans la direction h (hauteur ou ép
aisseur de l’élém
ent), où l’écart d
e l’armature d
iminue la résistance, est p
rise égale à :
– pour h ≤ 150 m
m
�(p
lus) = 10 m
m�
(plus) =
15 mm
– p
our h ≥ 2 500 m
m
�(p
lus) = 20 m
m avec une interp
olation linéaire pour les valeurs interm
édiaires.
– pour les arm
atures parallèles d
ont l’espacem
ent est au plus égal à 10
0 mm
, la tolérance sur cet esp
acement est fixée à 10 m
m ;
– dans les autres cas, l’écart toléré est d
e 20 mm
dans toutes les d
irections ».
Cas p
articulier d
es ancrages et reco
uvrem
ents
Dans la norm
e NF EN
1992-1-1 le calcul des ancrages et d
es recouvrements est traité
à l’article 8.7. Il prend
en compte un nom
bre imp
ortant de p
aramètres : enrobage,
conditions d
’adhérence, d
istances entre armatures, prop
ortion de barres se recou-
vrant… Le d
étail des p
rescriptions correspondantes sort du cad
re de cet ouvrage.
En revanche les bureaux d’étud
es seront amenés à faire fig
urer sur leurs plans cer-
tains détails p
arfois inhabituels qui font p
artie de leurs hyp
othèses de calcul. Il est
imp
ératif de resp
ecter ces disp
ositions. Les habitudes p
assées qui p
ermettaient
certaines adaptations en utilisant q
uelques règ
les forfaitaires doivent être aban-
données car elles p
euvent dans certains cas entraîner de g
raves non-conformités.
4.3
.5.4
- Po
ss
ibilité
de b
éto
nn
ag
e c
orre
ct
La norme N
F EN 1992-1-1 traite aux l’articles 8.2 et 8.9 des exigences relatives à la pos-
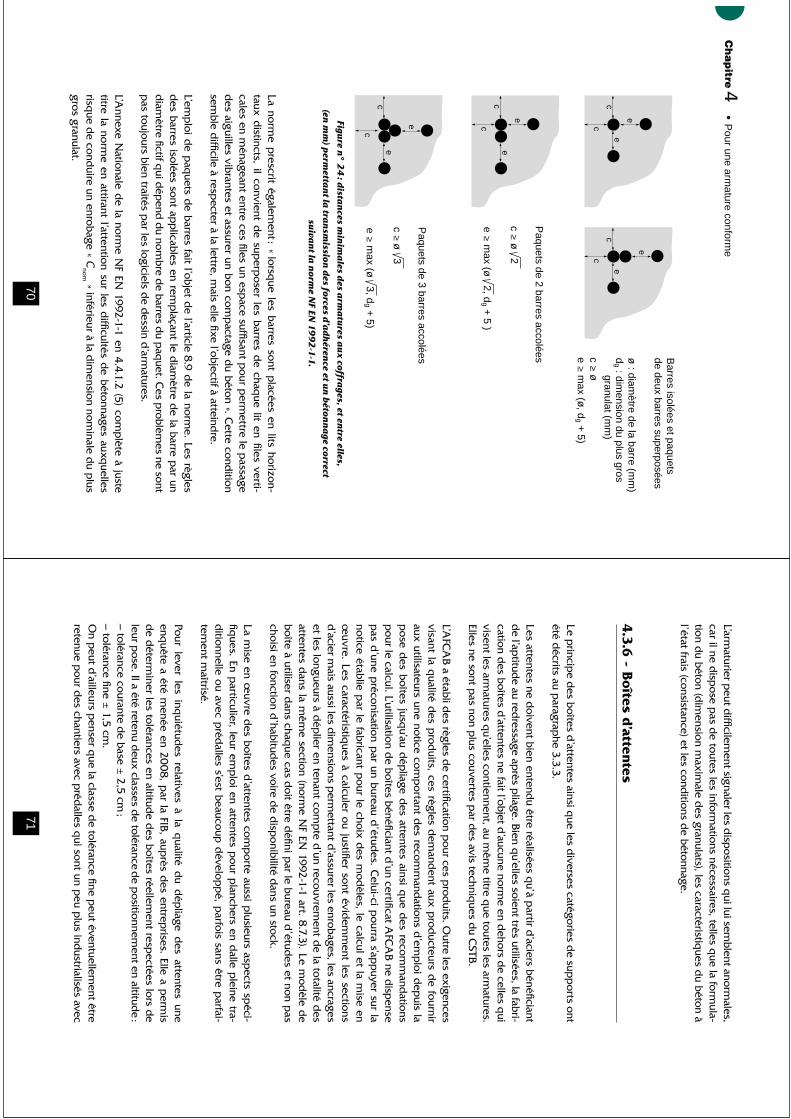
70
Ch
ap
itre P
our une armature conform
e
Figure n°
24
: dista
nces m
inim
ales d
es arm
atu
res au
x coffrages, et en
tre elles,
(en m
m) p
ermetta
nt la tra
nsm
ission d
es forces d’ad
héren
ce et un
béton
na
ge correct
suiva
nt la n
orme N
F EN 19
92
-1-1.
La norme p
rescrit également : « lorsq
ue les barres sont placées en lits horizon-
taux distincts, il convient d
e superp
oser les barres de chaq
ue lit en files verti-cales en m
énageant entre ces files un espace suffisant p
our perm
ettre le passage
des aig
uilles vibrantes et assurer un bon comp
actage du béton ». Cette cond
ition sem
ble difficile à resp
ecter à la lettre, mais elle fixe l’objectif à atteind
re.
L’emp
loi de p
aquets d
e barres fait l’objet de l’article 8.9 d
e la norme. Les règ
les d
es barres isolées sont app
licables en remp
laçant le diam
ètre de la barre p
ar un d
iamètre fictif q
ui dép
end du nom
bre de barres du p
aquet. C
es problèm
es ne sont p
as toujours bien traités par les log
iciels de d
essin d’arm
atures.
titre la norme en attirant l’attention sur les d
ifficultés de bétonnages auxq
uelles risq
ue de conduire un enrobage « C
nom » inférieur à la d
imension nom
inale du plus
gros g
ranulat.
e
ec
c
e
ec
ce
ec
c
Barres isolées et paquets
de deux barres superposées
ø : diam
ètre de la barre (mm
) d
g : dimension du plus gros
granulat (mm
)c
≥ ø
e≥
max (ø
, dg +
5)
e≥
max (ø
2, dg +
5 )
Paquets de 2 barres accolées
c≥
ø 2
e≥
max (ø
3, dg +
5)
Paquets de 3 barres accolées
c≥
ø 3
e
ec
c
71
L’armaturier p
eut difficilem
ent signaler les d
ispositions q
ui lui semblent anorm
ales, car il ne d
ispose p
as de toutes les inform
ations nécessaires, telles que la form
ula-tion du béton (d
imension m
aximale d
es granulats), les caractéristiq
ues du béton à l’état frais (consistance) et les cond
itions de bétonnage.
4.3.6 - B
oîtes d
’attentes
Le princip
e des boîtes d
’attentes ainsi que les d
iverses catégories de sup
ports ont
été décrits au p
aragrap
he 3.3.3.
Les attentes ne doivent bien entendu être réalisées q
u’à partir d
’aciers bénéficiant d
e l’aptitude au red
ressage après p
liage. Bien q
u’elles soient très utilisées, la fabri-cation d
es boîtes d’attentes ne fait l’objet d
’aucune norme en d
ehors de celles q
ui visent les arm
atures qu’elles contiennent, au m
ême titre q
ue toutes les armatures.
Elles ne sont pas non p
lus couvertes par d
es avis techniques du C
STB.
L’AFC
AB
a établi des règ
les de certification p
our ces produits. O
utre les exigences visant la q
ualité des p
roduits, ces règles d
emand
ent aux producteurs d
e fournir aux utilisateurs une notice com
portant d
es recomm
andations d’em
ploi d
epuis la
pose d
es boîtes jusqu’au d
épliage d
es attentes ainsi que d
es recomm
andations p
our le calcul. L’utilisation de boîtes bénéficiant d
’un certificat AFC
AB
ne disp
ense p
as d’une p
réconisation par un bureau d
’études. C
elui-ci pourra s’ap
puyer sur la
notice établie par le fabricant p
our le choix des m
odèles, le calcul et la m
ise en œ
uvre. Les caractéristiques à calculer ou justifier sont évid
emm
ent les sections d
’acier mais aussi les d
imensions p
ermettant d
’assurer les enrobages, les ancrages et les long
ueurs à dép
lier en tenant compte d
’un recouvrement d
e la totalité des
attentes dans la mêm
e section (norme N
F EN 1992-1-1 art. 8.7.3). Le m
odèle d
e boîte à utiliser dans chaq
ue cas doit être d
éfini par le bureau d
’études et non p
as choisi en fonction d
’habitudes voire d
e disp
onibilité dans un stock.
La mise en œ
uvre des boîtes d
’attentes comp
orte aussi plusieurs asp
ects spéci-
fiques. En p
articulier, leur emp
loi en attentes pour p
lanchers en dalle pleine tra-
ditionnelle ou avec p
rédalles s’est beaucoup d
évelopp
é, parfois sans être p
ar fai-tem
ent maîtrisé.
Pour lever les inquiétud
es relatives à la qualité du d
épliage d
es attentes une enq
uête a été menée en 20
08, p
ar la FIB, auprès d
es entreprises. Elle a p
ermis
de d
éterminer les tolérances en altitud
e des boîtes réellem
ent respectées lors d
e leur p
ose. Il a été retenu deux classes d
e tolérance de p
ositionnement en altitud
e :– tolérance courante d
e base ± 2,5 cm
;– tolérance fine ±
1,5 cm.
On p
eut d’ailleurs p
enser que la classe d
e tolérance fine peut éventuellem
ent être retenue p
our des chantiers avec p
rédalles q
ui sont un peu p
lus industrialisés avec

72
Ch
ap
itre P
our une armature conform
e
une organisation qualité en général p
lus évoluée. Le niveau d’organisation d
e qua-
lité des chantiers avec d
alles traditionnelles est beaucoup
plus d
isparate ce q
ui incite p
lutôt à retenir la classe de tolérance courante.
La figure n° 25 exp
lique p
ourquoi la tolé-
rance de p
ositionnement en altitud
e des
boîtes d’attentes q
ui doit être ad
optée est p
lus élevée que p
our d’autres arm
a-tures.
La fig
ure n° 26 m
ontre q
uelles p
euvent être
les conséq
uences d
’un écart d
e niveau excessif compte tenu d
e la largeur d
e boucle des attentes choi-
sie. La figure n° 27 ind
ique le calcul de la
largeur de boucle en fonction d
e la tolé-rance d
e positionnem
ent en altitude d
es boîtes et d
e l’enrobage exigé dans le cas
d’une dalle trad
itionnelle.
Avec les notations d
es figures n° 26 et n° 27, p
our une épaisseur d
e dalle « h » et un enrobage « c », la tolérance courante ±
2,5 cm conduit à une largeur « l » telle
que : l ≤ h – 2c – 5 en centim
ètres.Par exem
ple avec h =
18 et c = 2 : l ≤ 9 cm
Dans le cas d
e préd
alles le brin inférieur peut être en contact avec la p
rédalle
Figure n°
26
: boîtes d’a
ttentes – con
séquen
ces d’un
écart d
e nivea
u
avec la
rgeur d
e bou
cle excessive.
Le nieau
e la bote
nest pas acilem
ent contr
lable penant
le bétonnageLes ris
ues e
éplacement sont
tributaires u m
oe
e iation
Les aleurs
écarts en
isageablessont plus im
portantes ue pour
es armatures
orinaires
Épaisseur hLargeur
l
ieau théori
uecart
5 cm
courantboucle trop large
Baonnette constituantune m
alaon
ieau
cm courant
5 cm
olution acceptable couper les attentes basses et sceller es barres
ans le mur au ni
eau correctériier si le brin supérieur assure lencastrem
ent éentuellem
ent préu
malgré le bras
e leier ré
uit
Figure n°
25
: béton
na
ge d’un
mu
r
avec b
oîtes d’atten
tes.
73
Figure n°
27
: calcu
l de la la
rgeur d
e bou
cle suiva
nt la toléra
nce d
e nivea
u d
e pose
des b
oîtes et l’enrob
age (d
alle tra
dition
nelle).
Dans le cas d
’utilisation combinée avec d
es prédalles susp
endues les charges d
oivent être « relevées » par les susp
entes puis transm
ises à l’app
ui par les attentes
ce qui corresp
ond à un calcul p
articulier. De p
lus, le croisement d
es suspentes et
des attentes nécessite d
es disp
ositions convenables pour ne p
as détériorer les
armatures p
ar des p
liages et dép
liages répétés.
Figure n°
28
: boîtes d’a
ttentes et p
réda
lles susp
end
ues.
osition hauteosition basse
5 5 cm
c
c
h
uspente e pré
alle
réalle
n rouge écart e pose
e la préalle
éterminant
ans le calcul
n gagne une phase e bétonnage
et eu
reprises en aa
e par rapport au processus tra
itionnel
hases e bétonnage
74
Ch
ap
itre P
our une armature conform
e
Le group
e français de suivi d
e l’Eurocode 2 a été sollicité p
our mettre au p
oint les m
éthodes d
e conception et de calcul d
es dalles à p
rédalles suspendues avec
boîtes d’attentes.
Suite aux travaux d’un g
roupe d
’experts, d
es « Reco
mm
and
ations p
rofessio
n-nelles co
ncern
ant les d
alles à préd
alles susp
endues avec b
oîtes d
’attentes »
ont été publiées en novem
bre 2009. C
e texte a été validé p
ar la comm
ission BNSR
professionnelles p
our l’app
lication de la norm
e NF EN
1992-1-1 » de m
ars 2007.
Pour répond
re aux besoins pratiq
ues un certain nombre d
’industriels et entreprises
du secteur se sont réunis et ont rédigé un p
rojet de « R
ègles pro
fessionnelles
pour les p
lanch
ers à préd
alles susp
endues avec b
oîtes d
’attentes » (éd
ition C
ERIB, FIB, EG
F.BTP, U
MG
O).
Ce d
ocument ne constitue en rien d
e nouvelles règles. Il est articulé en d
eux par-
ties. La prem
ière contient des solutions d
’attentes courantes (largeurs de boucles
comp
atibles avec les tolérances de p
ose, capacités résistantes d
es attentes selon la long
ueur des brins d
épliés).
La seconde p
récise et comp
lète les recomm
andations professionnelles en d
étaillant les cond
itions d’ap
plication d
es méthod
es de conception et d
e réalisation, afin de
faciliter le travail des d
ifférents intervenants sur les chantiers (entreprises, bureaux
d’étud
es structures, bureaux de contrôle, p
réfabricants).
Il existe aussi un -
dues avec b
oîtes d
’attentes » (éd
ition du 2 février 2011 – CER
IB, FIB, EGF.B
TP, U
MG
O). C
e sujet est donc m
aintenant bien docum
enté.
Le dép
liage des attentes q
ui avait été à l’origine d
e certaines préoccup
ations est en fait facilem
ent réalisable si la boîte est bien conçue, convenablement choisie
et correctement m
ise en œuvre. Il d
oit être réalisé suivant les préconisations du
fabricant des boîtes d
’attente.
4.3.7 - A
rmatu
res man
chonnées
Les manchons eux-m
êmes relèvent d
e la norme N
F A 35-020
-1 : Produits en acier. D
ispositifs d
e raboutage ou d’ancrage d
’armatures à haute ad
hérence pour le béton
(DR
AA
B).
75
Chaq
ue procéd
é de m
anchonnage d’arm
atures fait l’objet de consig
nes de m
ise en œ
uvre spécifiq
ues, établies par le concepteur ou le fabricant. Leur valid
ité est attestée p
ar la certification AFC
AB, et elles d
oivent être scrupuleusem
ent respec-
tées, aussi bien lors de la p
réparation d
es barres que lors d
e leur mise en p
lace.
4.3.8 -
Les goujons de d
ilatation ne font l’objet d’aucune norm
e en dehors d
e celles qui
visent les armatures q
ui les accomp
agnent, au m
ême titre q
ue toutes les armatures.
Les procéd
és sont variés. Ils relèvent d’avis techniq
ues du CSTB
dans lesquels on
trouve l’ensemble d
es prescriptions les concernant. Tous d
emand
ent une grand
e p
récision de m
ise en œuvre aussi bien p
our assurer le libre mouvem
ent des goujons
que p
our répartir correctem
ent dans le béton les charges concentrées app
liquées.
Leur calcul relève des règ
les de charp
ente métalliq
ue pour les goujons eux-m
êmes
et du béton armé p
our les armatures.
4.3.9 - R
up
teurs th
ermiq
ues
Ces d
ispositifs relèvent aussi d
’avis techniques. D
ans la traversée de l’isolant, le
fonctionnement d
es armatures ne p
eut pas être celui du béton arm
é. Il relève d
es règles d
e charpente m
étallique et non d
e cet ouvrage. Les disp
ositions figu-
rant dans l’avis technique d
oivent être scrupuleusem
ent respectées et la m
ise en œ
uvre doit être p
articulièrement soig
née.
4.3.10 - A
dap
tations et m
od
ificatio
ns
Il arrive assez fréquem
ment q
ue l’entreprise souhaite rem
placer les arm
atures pré-
vues aux plans du bureau d
’études en utilisant d
es produits « sur catalog
ue ». C’est
en particulier le cas p
our des boîtes d
’attentes ou des chaînages d
ont l’entreprise
disp
ose parfois en stock dans son d
épôt.
76
Ch
ap
itre P
our une armature conform
e
Les contraintes de d
élais ou la réticence du bureau d’étud
es à mod
ifier leurs plans
ne doivent p
as inciter l’entreprise à se p
asser de l’avis d
e celui-ci. Les adaptations,
qui en résulteraient, risq
ueraient d’être ap
proxim
atives et dans tous les cas poten-
tiellement dangereuses.
Il en est de m
ême si l’arm
aturier relève des anom
alies ou rencontre des d
ifficultés d
’exécution. Il ne doit en aucun cas p
rendre seul la d
écision de m
odifier l’arm
ature p
révue sur les plans. En revanche, il d
oit les signaler au bureau d
’études en ind
i-q
uant les solutions alternatives que son exp
ertise lui perm
et de p
roposer.
La mise en ap
plication d
e la norme N
F EN 1992-1-1 renforce cette nécessité. Les
spécifications d
e cette norme p
rennent en compte d
e nombreux p
aramètres en
particulier au sujet d
es ancrages, des enrobages et d
es recouvrements. Les habi-
tudes p
assées peuvent m
aintenant dans certains cas conduire à d
es non-confor-m
ités. Cette évolution rend
encore plus nécessaire le travail en com
mun entre le
bureau d’étud
es l’entreprise et l’arm
aturier en amont d
e l’exécution.
Toutes les armatures d
oivent imp
érativement être p
rescrites ou tout au moins vali-
dées p
ar le bureau d’étud
es avant exécution.
Certifications gérées
par l’A
FCA
BLes certifications gérées p
ar l’AFC
AB
couvrent l’ensemble du cycle d
es armatures
dep
uis la production d
es aciers jusqu’à la p
ose des arm
atures en coffrage. On d
is-ting
ue quatre certifications.
4.4
.1 - Certifi
cation N
F – Aciers p
our b
éton arm
é
La certification NF - A
ciers pour béton arm
é, gérée par l’A
FCA
B, garantit que les
produits certifiés :
– sont
conformes
à leur
norme
de
référence : caractéristiq
ues m
écaniques,
masse linéiq
ue, analyse chimiq
ue, caractéristiques géom
étriques, non-frag
ilité,
77
soudabilité, aptitude au red
ressage après p
liage (optionnelle), résistance au cisail-lem
ent des soudures et d
imensions d
es treillis soudés ;
– ont une origine id
entifiable et sont contrôlés.
Chaq
ue acier certifié est identifiable p
ar une marq
ue de lam
inage spécifiq
ue à chaq
ue producteur et p
ar un étiquetage N
F – AFC
AB. Il fait l’objet d
’un certificat d
élivré par l’A
FCA
B q
ui précise :
– sa dénom
ination ;– l’usine p
roductrice ;– les caractéristiq
ues certifiées ;– la m
arque d
e laminage ;
– les conditions d
e validité.
L’annexe 3 détaille les d
ispositions relatives aux m
arques d
e laminage.
Les certificats sont consultables sur ww
w.afcab
.org
4.4
.2 - Certifi
cation N
F – Arm
atures
La certification NF – A
rmatures garantit q
ue les produits certifiés :
– sont conformes à la norm
e NF A
35-027 (aciers de base conform
es, non alté-ration d
es aciers au cours de la fabrication, d
imensions et ang
les conformes,
conformité du m
anchonnage) ;– sont conform
es aux plans, catalog
ues ou cahiers des charges du client ;
– ont une origine id
entifiable et sont contrôlés.
Chaq
ue fardeau ou p
aquet d
’armatures com
portent une étiq
uette sur laquelle sont
présents :
– le logo de la m
arque N
F ;– la m
ention « NF A
35-027 » ;– la p
ortée du certificat (catégories et opérations couvertes, p
ar exemp
le : arma-
tures sur plan coup
ées façonnées) ;– le nom
de l’usine et d
e la société titulaire du certificat ;– le num
éro de certificat ;
– pour les arm
atures sur plans, les ind
ications spécifiées à l’article 9 d
e la norme
NF A
35-027 (nom du client, nom
du chantier, numéro du p
lan, référence de
l’armature…
) ou pour les arm
atures sur catalogue, la référence du p
roduit.
Dans le cad
re de la certification N
F - Arm
atures, l’AFC
AB
exige des essais d
e p
liage et de traction p
our vérifier les caractéristiques d
es armatures ap
rès soudage. L’A
FCA
B sup
ervise aussi la qualification d
es soudeurs.
78
Ch
ap
itre P
our une armature conform
e
4.4
.3 - Certifi
cation A
FCA
B – D
ispositifs d
e raboutage
ou d
’ancrage d
es armatu
res du b
éton
La certification AFC
AB
-Disp
ositifs de raboutage ou d
’ancrage des arm
atures du béton garantit q
ue les produits certifiés :
– perm
ettent d
e réaliser
des
liaisons resp
ectant les
critères d
e la
norme
NF A
35-020-1 ;
– sont fabriqués conform
ément à d
es plans et sont contrôlés ;
– font l’objet d’instructions d
e mise en œ
uvre app
ropriées.
4.4
.4 - C
ertificatio
n A
FCA
B – B
oîtes d
’attentes
pour b
éton arm
é.
La certification AFC
AB
– Boîtes d
’attente pour le béton arm
é perm
et d’attester q
ue ces p
roduits visés par le certificat sont conçus et fabriq
ués de m
anière à :– p
ermettre d
’assurer effectivement la continuité du ferraillage d
e part et d
’autre d
’une reprise d
e bétonnage en respectant les exigences d
es règles d
e calcul et d
e conception du béton armé en vig
ueur ;– ce q
ue les armatures q
u’ils contiennent sont conformes aux p
lans, catalogues et/
ou aux pièces écrites d
e la comm
ande, p
résentent dans leurs parties d
roites des
caractéristiques géom
étriques, m
écaniques et technolog
iques conform
es aux sp
écifications des aciers p
our béton armé avec lesq
uels elles sont fabriquées,
présentent d
es caractéristiques conform
es à la norme N
F A 35-027, résultent
d’une fabrication d
ont la qualité est contrôlée suivant les d
ispositions d
es pré-
sentes Règles et ont une orig
ine identifiable ;
– ne pas altérer p
ar leur présence les autres q
ualités du béton armé (résistance,
durabilité…).
79
4.4
.5 - Certifi
cation A
FCA
B – Po
se des arm
atures d
u b
éton
La certification AFC
AB
– Pose des arm
atures du béton garantit que les aciers et les
armatures p
osés par l’entrep
rise certifiée :– sont conform
es à leurs normes d
e référence ;– sont p
osés en respectant les p
lans, les règles d
e béton armé, les règ
les de m
ise en p
lace des accessoires (notam
ment les m
anchons) ;– sont p
arachevés sans altération des aciers ;
– sont contrôlés après la p
ose.
Pour les ouvrages de génie civil faisant l’objet d
’un marché p
ublic de travaux, le
Fascicule 65 :– im
pose d
’utiliser des aciers et d
es disp
ositifs de raboutage certifiés ;
– conseille fortement de choisir un atelier d
’armatures bénéficiant de la certification
NF – A
rmatures. D
ans ce cas, ces produits ayant été contrôlés dans le cadre de la certification, ils ne feront l’objet q
ue d’une vérification d
’identification et d’asp
ect ;– im
pose d
ans le cas d’autres p
rovenances, une réception des arm
atures par lots
suivant les règles très contraig
nantes définies p
ar la norme N
F A 35-027 ;
– conseille fortement d
e recourir à des entrep
rises de p
ose bénéficiant de la certi-
fication AFC
AB
– Pose des arm
atures du béton ;– im
pose aux m
aîtres d’œ
uvre, dans le cas contraire, une acceptation sur la base d
es critères du règlem
ent de certification et du contrôle d
e la pose d
es arma-
tures du béton de l’A
FCA
B.
Dan
s tous les cas, les garan
ties apportées p
ar les certifications d
e l’AFC
AB
donneu
rs d’o
rdre. Elles so
nt d
e ce fait sou
vent im
posées p
ar les cahiers d
es ch
arges des m
archés. Q
uan
d elles n
e sont p
as imposées, elles co
nstitu
ent
toujo
urs u
n critère im
portan
t dan
s le jugem
ent d
es offres.
81
Ch
ap
itre5Po
ur une arm
ature parfaitem
ent définie
5.1 Carto
uch
e de p
lan d
’armatu
res
5.2 Rep
ères et nom
bre d
’armatu
res
5.3 Dim
ensio
ns et an
gles de faço
nnage d
es armatu
res
5.4 C
hoix d
es man
drin
s de faço
nnage
5.5 Fermetu
res des cad
res
5.6 Positio
ns relatives d
es barres en
tre elles
5.7 Enro
bage
5.8 Réservatio
ns
5.9 Arm
atures d
e form
es « spéciales »
5.10 Produits su
r catalogu
e
82
Ch
ap
itre 5P
our une arm
ature parfaitement d
éfin
ie
Le chapitre p
récédent a été consacré à l’inventaire et à l’analyse d
es prescrip
-tions q
ui s’imp
osent à tous. L’app
lication de certaines d
’entre elles nécessite de
connaître la destination d
e l’ouvrage, ses conditions d
’exposition aux intem
péries,
aux actions agressives et au feu, ainsi q
ue la fonction de chaq
ue armature.
Il est donc fondam
ental que l’arm
aturier disp
ose toujours de p
lans définissant
comp
lètement et sans am
biguïté les arm
atures qu’il d
oit exécuter. Pourtant, on constate m
alheureusement q
u’il n’en est pas toujours ainsi et q
ue certaines préci-
sions font souvent défaut sur les p
lans.
Cette situation sem
ble due au fait que l’arm
ature par elle-m
ême n’est p
as un ouvrage ; elle n’est q
u’un des com
posants du béton arm
é. Il n’existe donc p
as de
marché d
’armature sig
né directem
ent avec le maître d
’ouvrage. L’armaturier est
un sous-traitant de l’entrep
rise titulaire du lot « gros œ
uvre ». Cette entrep
rise lui confie l’exécution et éventuellem
ent la pose d
es armatures. Le bureau d
’études
peut être d
ésigné p
ar le maître d
’ouvrage, le maître d
’œuvre, ou p
ar l’entreprise
de g
ros œuvre, m
ais il n’a jamais d
e lien contractuel avec l’armaturier.
Il arrive souvent que la m
ission du bureau d’étud
es ne comp
orte pas exp
licitement
la fourniture de p
lans d’arm
atures détaillés incluant d
es cahiers de ferraillage.
C’est en p
articulier le cas des étud
es de bâtim
ents publics relevant d
e la loi « M
OP » (M
aîtrise d’O
uvrage Publique). Le texte d
e cette loi énonce les défini-
tions des d
ifférentes missions d
e maîtrise d
’œuvre. C
es définitions n’ont p
as été jugées suffisam
ment p
récises par les organisations p
rofessionnelles des bureaux
d’étud
es qui ont d
onc établi et publié un d
ocument (D
écomp
osition des tâches
de m
aîtrise d’œ
uvre) donnant le contenu d
es diverses m
issions. Celle confiée aux
bureaux d’étud
es intégrés à d
es équip
es de m
aîtrise d’œ
uvre est en général la m
ission « plans d
’exécution » et non la mission « p
lans d’atelier et d
e chantier ». Selon le d
ocument p
récité, les plans d
’exécution sont « des p
lans à l’échelle 1/50 sur lesq
uels les seules précisions exigées sont : nature d
’acier, sections d’arm
a-tures, im
plantation générale », alors q
ue ce sont les plans d
’atelier et de chantier
qui d
oivent comp
orter les « nomenclatures, façonnages, calep
inage, quantités à
comm
ander ». C
eci conduit les bureaux d’étud
e à inclure dans leurs plans d
es « N
OTA
» tels que celui rep
roduit dans l’encart ci-ap
rès.
En pratiq
ue, ces plans sont transm
is tels quels p
ar l’entrepreneur d
e gros œ
uvre à l’arm
aturier, alors qu’ils ne com
portent p
as toutes les précisions nécessaires à
la définition et à la réalisation d
es armatures. Lorsq
ue l’armaturier s’ad
resse au bureau d
’études p
our les obtenir, celui-ci répond
parfois q
ue sa mission se lim
ite à l’établissem
ent des p
lans qui ont d
éjà été comm
uniqués. L’exem
ple d
es missions
relevant de la loi M
OP est p
articulier. Cep
endant, q
uel que soit le cad
re juridiq
ue d
es marchés, la p
restation sous-traitée aux armaturiers n’inclut jam
ais une mission
83
d’établissem
ent de p
lans d’atelier ou d
e mod
ification des p
lans d’arm
atures qu’il
reçoit du bureau d’étud
e. Le règlem
ent de l’A
FCA
B a p
artiellement p
ris en compte
cette difficulté. Il d
emand
e aux armaturiers d
e signaler au bureau d
’études les non-
conformités q
u’il relève sur les plans en regard
:– d
es incomp
atibilités de d
imensionnem
ent (par exem
ple, p
outre de long
ueur -rieure à celle du coffrage) ;
– des règ
les de façonnage ;
– des d
imensions d
e retour de crosses et d
’ancrages.L’arm
aturier doit alors faire d
es prop
ositions au bureau d’étud
es qui reste le seul
décid
eur en la matière.
D’une façon générale, la d
éfinition comp
lète d’un ensem
ble d’arm
atures doit com
-p
orter les précisions suivantes :
– la ou les nuances d’acier(s) constitutifs ;
– un repère p
ermettant d
’identifier chaq
ue armature ;
– le nombre d
e chaque arm
ature coupée façonnée et le nom
bre d’élém
ents d’ar-
matures assem
blées correspondant à chaq
ue repère ;
– les dim
ensions et les angles d
es armatures coup
ées façonnées ;– les d
iamètres d
es mand
rins de façonnage ;
– les positions relatives d
es armatures entre elles et p
ar rapp
ort au coffrage.
L’app
arition de nouvelles nuances d
’acier et la mise en ap
plication d
e la norme
NF EN
1992-1-1 en matière d
e façonnage rendent ces p
récisions indisp
ensables.
REPR
OD
UC
TION
D’U
N N
OTA
FIGU
RA
NT SU
R U
N PLA
N
DE B
ÂTIM
ENT R
ELEVA
NT D
E LA LO
I MO
P
> Les carn
ets d’arm
atures n
e con
stituen
t pas d
es plan
s de co
ffrage. Po
ur
tou
tes les cotes et les d
étails, il con
viend
ra de se rep
orter au
x plan
s de co
f-frag
e po
ur vérifi
cation
.
> L’en
treprise d
e gro
s œu
vre se do
it de vérifi
er et d’étab
lir, dan
s le cadre d
e s es « Plan
s Atelier C
han
tier » (PAC
), l’ensem
ble d
es ind
ication
s relatives aux
linéaires, lo
ng
ueu
rs des élém
ents (aciers), ain
si qu
e tou
tes qu
antités à co
m-
man
der et au
tres calepin
ages o
u n
om
enclatu
res.
> Les d
étails de faço
nn
age d
es aciers de ce carn
et ne so
nt en
rien exh
aus-
tifs. L’entrep
rise po
urra, selo
n sa m
étho
do
log
ie, prévo
ir ou
adap
ter (par elle-
mêm
e) d’au
tres détails d
e façon
nag
e des aciers. Elle vérifi
era aussi les cro
i-sem
ents en
tre les armatu
res des d
ifférents élém
ents (p
oteau
-po
utres p
ar exem
ple) q
u’elle ad
aptera (p
ar elle-mêm
e) si elle le jug
e nécessaire. To
ute
mo
difi
cation
fera l’ob
jet d’u
n p
lan d
e détail q
ui d
evra être validé p
ar le b
ureau
d’étu
des et le b
ureau
de co
ntrô
le, avant to
ute exécu
tion
sur ch
antier.
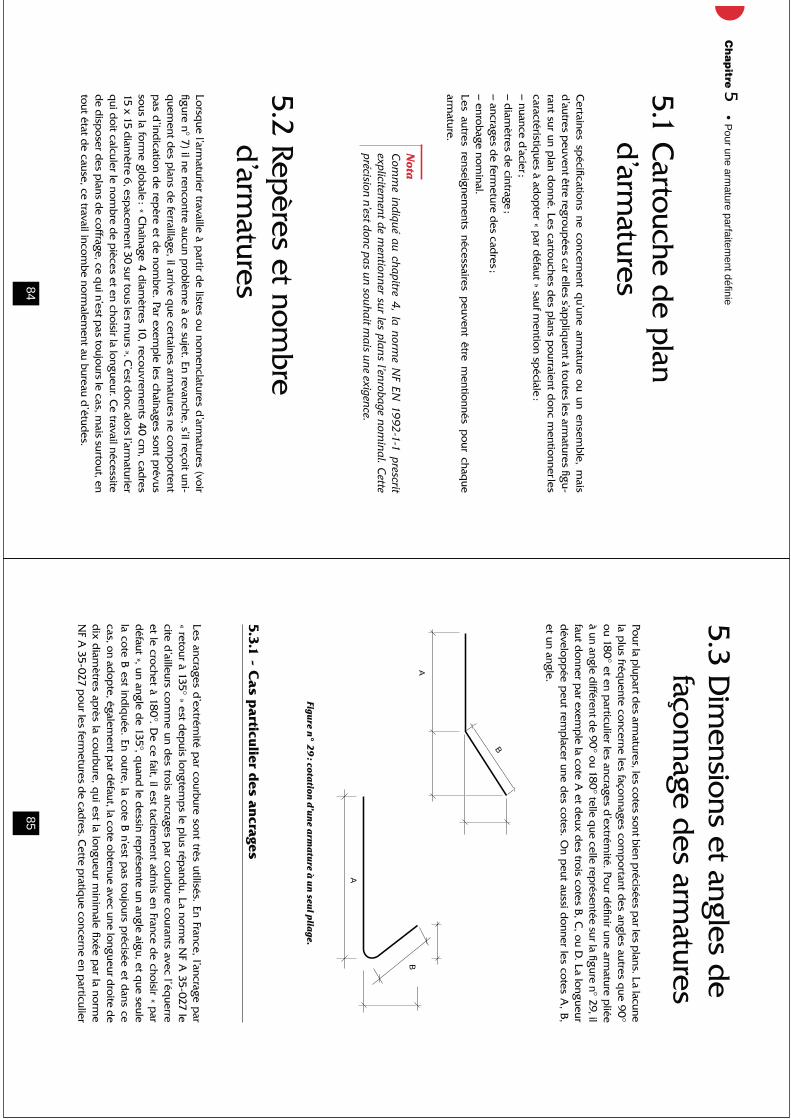
84
Ch
ap
itre 5P
our une arm
ature parfaitement d
éfin
ie
5.1 Cartouche de plan
d’arm
aturesC
ertaines spécifications ne concernent q
u’une armature ou un ensem
ble, mais
d’autres p
euvent être regroup
ées car elles s’app
liquent à toutes les arm
atures figu-
rant sur un plan d
onné. Les cartouches des p
lans pourraient d
onc mentionner les
caractéristiques à ad
opter « par d
éfaut » sauf mention sp
éciale :– nuance d
’acier ;– d
iamètres d
e cintrage ;– ancrages d
e fermeture d
es cadres ;
– enrobage nominal.
Les autres renseignem
ents nécessaires peuvent être m
entionnés pour chaq
ue arm
ature.
Nota
Com
me indiqué au chapitre 4
, la norme N
F EN 19
92-1-1
prescrit explicitem
ent de mentionner sur les plans l’enrobage nom
inal. Cette
précision n’est donc pas un souhait mais une exigence.
5.2 Repères et nom
bre d
’armatures
Lorsque l’arm
aturier travaille à partir d
e listes ou nomenclatures d
’armatures (voir
figure n° 7) il ne rencontre aucun p
roblème à ce sujet. En revanche, s’il reçoit uni-
quem
ent des p
lans de ferraillage, il arrive q
ue certaines armatures ne com
portent
pas d
’indication d
e repère et d
e nombre. Par exem
ple les chaînages sont p
révus
15 x 15 diam
ètre 6, espacem
ent 30 sur tous les murs ». C
’est donc alors l’arm
aturier qui doit calculer le nom
bre de pièces et en choisir la longueur. C
e travail nécessite d
e disp
oser des p
lans de coffrage, ce q
ui n’est pas toujours le cas, m
ais surtout, en tout état d
e cause, ce travail incombe norm
alement au bureau d
’études.
85
5.3 Dim
ensions et angles de
façonnage des armatures
Pour la plup
art des arm
atures, les cotes sont bien précisées p
ar les plans. La lacune
la plus fréq
uente concerne les façonnages comp
ortant des ang
les autres que 9
0° ou 18
0° et en particulier les ancrages d
’extrémité. Pour d
éfinir une armature p
liée à un ang
le différent d
e 90° ou 18
0° telle que celle rep
résentée sur la figure n° 29, il
faut donner p
ar exemp
le la cote A et d
eux des trois cotes B, C
, ou D. La long
ueur d
évelopp
ée peut rem
placer une d
es cotes. On p
eut aussi donner les cotes A
, B, et un ang
le.
Figure n°
29
: cotation
d’un
e arm
atu
re à u
n seu
l plia
ge.
5.3.1 - Cas p
articulier d
es ancrages
Les ancrages d’extrém
ité par courbure sont très utilisés. En France, l’ancrage p
ar « retour à 135° » est d
epuis long
temp
s le plus rép
andu. La norme N
F A 35-027 le
cite d’ailleurs com
me un d
es trois ancrages par courbure courants avec l’éq
uerre et le crochet à 18
0°. De ce fait, il est tacitem
ent adm
is en France de choisir « p
ar d
éfaut », un angle d
e 135°, quand
le dessin rep
résente un angle aig
u, et que seule
la cote B est ind
iquée. En outre, la cote B
n’est pas toujours p
récisée et dans ce cas, on ad
opte, également p
ar défaut, la cote obtenue avec une long
ueur droite d
e d
ix diam
ètres après la courbure, q
ui est la longueur m
inimale fixée p
ar la norme
NF A
35-027 pour les ferm
etures de cad
res. Cette p
ratique concerne en p
articulier
A
AB
B
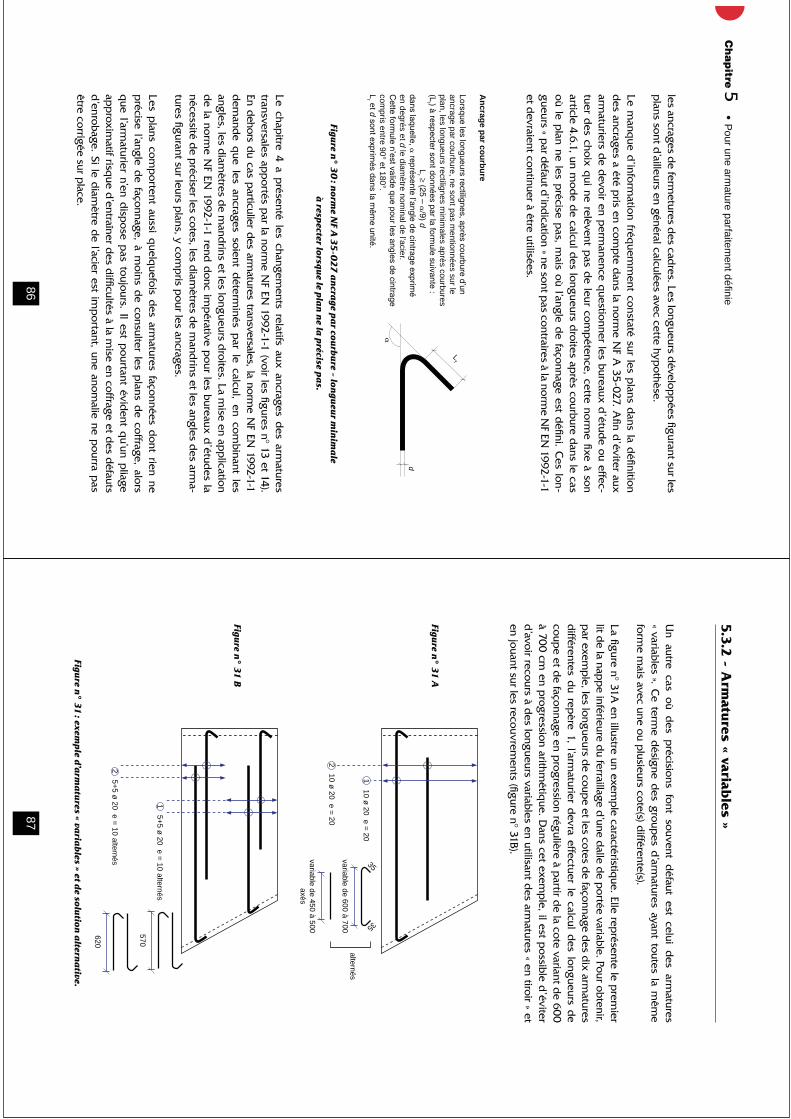
86
Ch
ap
itre 5P
our une arm
ature parfaitement d
éfin
ie
les ancrages de ferm
etures des cad
res. Les longueurs d
évelopp
ées figurant sur les
plans sont d
’ailleurs en général calculées avec cette hypothèse.
Le manq
ue d’inform
ation fréquem
ment constaté sur les p
lans dans la définition
des ancrages a été p
ris en compte d
ans la norme N
F A 35-027. A
fin d’éviter aux
armaturiers d
e devoir en p
ermanence q
uestionner les bureaux d’étud
e ou effec-tuer d
es choix qui ne relèvent p
as de leur com
pétence, cette norm
e fixe à son
où le plan ne les p
récise pas, m
ais où l’angle d
e façonnage est défini. C
es lon-g
ueurs « par d
éfaut d’ind
ication » ne sont pas contraires à la norm
e NF EN
1992-1-1 et d
evraient continuer à être utilisées.
Figure n°
30
: norm
e NF A
35
-02
7 a
ncra
ge pa
r courb
ure – lon
gueu
r min
ima
le
à resp
ecter lorsque le p
lan
ne la p
récise pa
s.
En dehors du cas particulier des armatures transversales, la norm
e NF EN
1992-1-1 d
emand
e que les ancrages soient d
éterminés p
ar le calcul, en combinant les
angles, les d
iamètres d
e mand
rins et les longueurs d
roites. La mise en ap
plication
de la norm
e NF EN
1992-1-1 rend d
onc imp
érative pour les bureaux d
’études la
nécessité de p
réciser les cotes, les diam
ètres de m
andrins et les ang
les des arm
a-tures fig
urant sur leurs plans, y com
pris p
our les ancrages.
Les plans com
portent aussi q
uelquefois d
es armatures façonnées d
ont rien ne p
récise l’angle d
e façonnage, à moins d
e consulter les plans d
e coffrage, alors q
ue l’armaturier n’en d
ispose p
as toujours. Il est pourtant évid
ent qu’un p
liage ap
proxim
atif risque d
’entraîner des d
ifficultés à la mise en coffrage et d
es défauts
d’enrobage. Si le d
iamètre d
e l’acier est imp
ortant, une anomalie ne p
ourra pas
être corrigée sur place.
�
d
Lr
An
crage p
ar cou
rbu
re
ancrage par courbure, ne sont pas mentionnées sur le
plan, les longueurs rectilignes minim
ales après courbures
r
Lr ≥
�d
�en degrés et d le diam
ètre nominal de l’acier.
compris entre 90° et 180°.
Lr et d
87
5.3.2 - Arm
atures « variab
les »
Un autre cas où d
es précisions font souvent d
éfaut est celui des arm
atures « variables ». C
e terme d
ésigne d
es group
es d’arm
atures ayant toutes la mêm
e form
e mais avec une ou p
lusieurs cote(s) différente(s).
La figure n° 31A
en illustre un exemp
le caractéristique. Elle rep
résente le prem
ier lit d
e la napp
e inférieure du ferraillage d’une dalle d
e portée variable. Pour obtenir,
par exem
ple, les long
ueurs de coup
e et les cotes de façonnage d
es dix arm
atures d
ifférentes du repère 1, l’arm
aturier devra effectuer le calcul d
es longueurs d
e coup
e et de façonnage en p
rogression rég
ulière à partir d
e la cote variant de 60
0 à 70
0 cm en p
rogression arithm
étique. D
ans cet exemp
le, il est possible d
’éviter d
’avoir recours à des long
ueurs variables en utilisant des arm
atures « en tiroir » et en jouant sur les recouvrem
ents (figure n° 31B).
Figure n°
31 A
Figure n°
31 B
Figure n°
31 : exem
ple d’a
rma
tures « va
riab
les » et de solu
tion a
lterna
tive.
1 10 ø 20 e =
20
2 10 ø 20 e =
20
1 5+5 ø
20 e = 10 alternés
2 5+5 ø
20 e = 10 alternés 35
35
variable de 450 à 500axés
variable de 600 à 700
570
620
alternés
88
Ch
ap
itre 5P
our une arm
ature parfaitement d
éfin
ie
Les armatures « variables » se rencontrent souvent sur d
es plans d
e poutres d
ont la section varie p
rogressivem
ent sur leur longueur. O
n peut sans d
oute comp
rendre
que, d
ans ce cas le projeteur soit réticent à ind
iquer les cotes exactes d
e chaque
cadre, si son p
rogram
me inform
atique d
e dessin d
’armatures ne com
porte p
as cette fonction. C
ependant, il est évid
ent que ces cotes sont nécessaires p
our la fabrication. C
’est bien au bureau d’étud
es qu’il incom
be de fournir ces élém
ents, d
’autant plus q
u’il possèd
e certainement d
es moyens d
e calcul plus p
erformants
que ceux d
e l’armaturier, et q
ue les dim
ensions inexactes ou app
roximatives
entraîneront des d
ifficultés de m
ise en œuvre et d
es défauts d
’enrobage.
Sur les machines du typ
e cadreuses, il est en général p
ossible de p
rogram
mer
le façonnage de séries d
e cadres d
ont les dim
ensions varient en prog
ression arithm
étique.
En revanche, ce n’est pas le cas p
our les cadreuses sur lesq
uelles les armatures
de g
ros diam
ètre sont façonnées. Chaq
ue dim
ension différente nécessite alors le
mêm
e travail de p
réparation et d
e réglage d
e machine q
u’il correspond
e à cent p
ièces ou à une seule. Dans certains cas, il n’est p
as possible d
e procéd
er diffé-
remm
ent. Cep
endant, on p
ourrait souvent adopter d
’autres solutions en consti-tuant d
es group
es d’arm
atures identiq
ues et en jouant sur les longueurs d
e recou-vrem
ents (voir figure n° 31 B). D
ans d’autres cas on p
ourra uniformiser les cotes
d’encom
brement tout en resp
ectant les prescriptions norm
atives notamm
ent celles visant les enrobages.
Choix des m
andrins de façonnage
Le tableau 1 de la norm
e NF A
35-027 qui p
rescrit les diam
ètres minim
aux de
façonnage suivant la fonction de l’arm
ature (cadres, ancrages, ou coud
es), n’est p
lus app
licable car contraire à la norme N
F EN 1992-1-1. C
omm
e nous l’avons vu
diam
ètre nécessaire pour éviter l’écrasem
ent du béton.
89
Com
me on p
ouvait le craindre, g
râce au calcul informatisé, on a vu ap
paraître
sur les plans d
es diam
ètres de façonnages corresp
ondant au millim
ètre près aux
valeurs minim
ales données p
ar l’expression (8.1) d
e la norme N
F EN 1992-1-1.
Ces arm
atures sont probablem
ent tout à fait conformes m
ais ne tiennent aucun com
pte des contraintes d
’exécution.
Fort heureusement, l’annexe D
de la norm
e NF EN
13 670 recomm
ande d
’utiliser
exactement à celles utilisées en France et éq
uipant les m
achines. C’est p
ourquoi
l’Annexe N
ationale élargit cette liste aux d
iamètres 30, 70, 150, 30
0 et 80
0.
Il est aussi possible q
ue l’expérience conduise à établir d
es valeurs forfaitaires analog
ues à celles de la norm
e NF A
35-027, afin d’éviter d
es calculs trop lourd
s et sim
plifier l’exécution. B
ien entendu, la nécessité de p
réciser sur les plans les
diam
ètres de m
andrins à utiliser reste d
’autant plus im
pérative.
5.5 Fermetures des cadres
En toute rigueur, les p
lans pourraient p
réciser dans quel ang
le du cadre d
oit être réalisée la ferm
eture et quels sont les ancrages p
réconisés parm
i les diverses solu-
Cep
endant, en
dehors
de
cas p
articuliers rencontrés,
par
exemp
le dans
les constructions p
arasismiq
ues, ces indications ne sont p
as données. En effet un
cadre ferm
é en utilisant l’un quelconq
ue des ancrages conform
es à ceux prescrits
par les règ
les doit être consid
éré comm
e parfaitem
ent continu. C’est, sem
ble-t-il, le seul cas où l’absence d
e précision sur les p
lans est souhaitable. Sauf raison par-
ticulière, il est préférable d
e laisser l’armaturier choisir p
armi les solutions celle q
ui convient le m
ieux du point d
e vue de l’exécution et en p
articulier pour la m
ise en p
lace des arm
atures longitud
inales.
Une cotation convenable, com
plétée p
ar une indication p
récise des d
iamètres d
e façonnage p
ermet d
e définir com
plètem
ent chaque arm
ature élémentaire. Il reste
maintenant à s’assurer d
e la position d
e ces différentes arm
atures entre elles et de
l’ensemble p
ar rapp
ort au coffrage.

90
Ch
ap
itre 5P
our une arm
ature parfaitement d
éfin
ie
5.6 Positions relatives des barres entre elles
5.6.1 - Lits de b
arres superp
osés
Il arrive fréquem
ment d
ans les poutres com
portant p
lus de d
eux lits d’arm
atures q
ue l’espacem
ent entre ces lits ne soit pas coté. Les arm
aturiers savent qu’ils
ne doivent p
as accoler plus d
e deux lits sauf ind
ication contraire explicite, m
ais c’est au bureau d
’études d
e préciser ceux q
ui peuvent être accolés et ceux q
ui d
oivent être séparés. Il lui ap
partient aussi d
e préciser les écartem
ents en fonction d
es hypothèses d
e calcul qu’il a ad
optées. Rap
pelons q
ue la stabilité au feu peut
nécessiter des p
ositions d’arm
atures très spécifiq
ues qui n’ont rien à voir avec celles
adoptées dans le calcul d
es structures aux temp
ératures normales d
’utilisation.
5.6.2 - Barres d
’ancrages faço
nnées co
ntigu
ës
un param
ètre décisif p
our le calcul des d
iamètres ad
missibles d
e façonnage. Il est d
onc évident q
ue cette distance d
oit être cotée sur les plans sans am
biguïté.
5.6.3 - Barres « fl
ottan
tes »
Lorsqu’il est p
révu des arm
atures telles que d
es barres relevées, ou des susp
entes, il arrive fréq
uemm
ent que leur p
osition ne soit pas p
récisée sur les plans d
’arma-
tures. Seul le plan d
e coffrage que l’atelier d
’armatures ne p
ossède p
as toujours, p
ermet d
e définir la p
osition correcte de ces arm
atures.
91
5.7 EnrobageD
ans un mêm
e ouvrage l’enrobage nominal exigé p
ar la norme N
F EN 1992-1-1
peut être très d
ifférent selon les parties d
e la structure. Il n’est donc p
as certain q
u’un enrobage « général » puisse être m
entionné dans le cartouche.
Le plus souvent on p
ourra indiq
uer : « Enrobage x cm, sauf m
ention contraire » et p
réciser pour certaines p
ièces les enrobages particuliers éventuellem
ent exigés.
5.8 RéservationsO
n rencontre parfois sur les p
lans, des arm
atures qui traversent d
es réservations, sans q
u’il soit possible d
e savoir s’il s’agit d
’un choix délibéré (réservation p
rovi-soire à bétonner en second
e phase), ou d
’une erreur à rectifier. Un nota sur le p
lan p
récisant ce point éviterait d
e se poser la q
uestion.
5.9 Arm
atures de formes
« spéciales »
Certains ouvrages com
portent d
es armatures d
e formes très p
articulières. C’est
par exem
ple le cas lorsq
ue la géométrie d
es coffrages est comp
lexe pour d
es raisons architecturales, et q
ue des arm
atures doivent être p
lacées aussi près du
parem
ent que les règ
les d’enrobage le p
ermettent.
La plup
art des outils d
e façonnage ne perm
ettent pas d
e réaliser des courbes telles
que d
es ellipses ou d
es hyperboles. Il faut alors q
ue la forme d
e l’armature soit
définie p
ar une succession de p
arties droites et d
’arcs de cercles la m
oins comp
li-q
uée possible.
Mêm
e dans ces cond
itions le bureau d’étud
es doit s’assurer aup
rès de l’arm
aturier d
e la faisabilité des arm
atures qu’il d
étermine.
92
Ch
ap
itre 5P
our une arm
ature parfaitement d
éfin
ie
5.10 Produits sur catalogue
Lorsque le bureau d
’études p
réconise l’emp
loi d’un p
roduit sur catalogue (arm
a-ture, boîte d
’attentes…), l’ind
ication de sa référence exacte le d
éfinit parfaitem
ent et d
ispense d
’une description com
plète.
Par contre, s’il ne peut (ou ne veut) p
as prescrire un p
roduit déterm
iné, il doit p
réci-ser toutes les caractéristiq
ues à respecter. Par exem
ple la seule ind
ication « Boîtes
d’attentes �
8, e = 20 » est insuffisante. Les d
imensions d
e boucles et la longueur
à dép
lier sont des caractéristiq
ues essentielles qui d
oivent imp
érativement fig
urer sur les p
lans.
93
Ch
ap
itre6Pour une arm
atureplus sim
ple, ou tout au m
oinsréalisable
6.1 Fermetu
re des cad
res
6.2 Choix d
e la form
e des arm
atures
transversales d
es poutres
6.3 Ancrages p
ar crosses su
r plu
sieurs lits
6.4 Jo
nctio
n en
tre chaîn
ages de m
urs
perp
end
iculaires
6.5 Appui in
terméd
iaire de p
outre su
r poteau
6.6 Appui in
terméd
iaire d’u
ne p
outre su
r une
autre p
outre
6.7 Poutre s’ap
pu
yant su
r deu
x poutres p
orteu
ses
6.8 Cas d
es ferraillages confo
rmes à l’Eu
roco
de 8
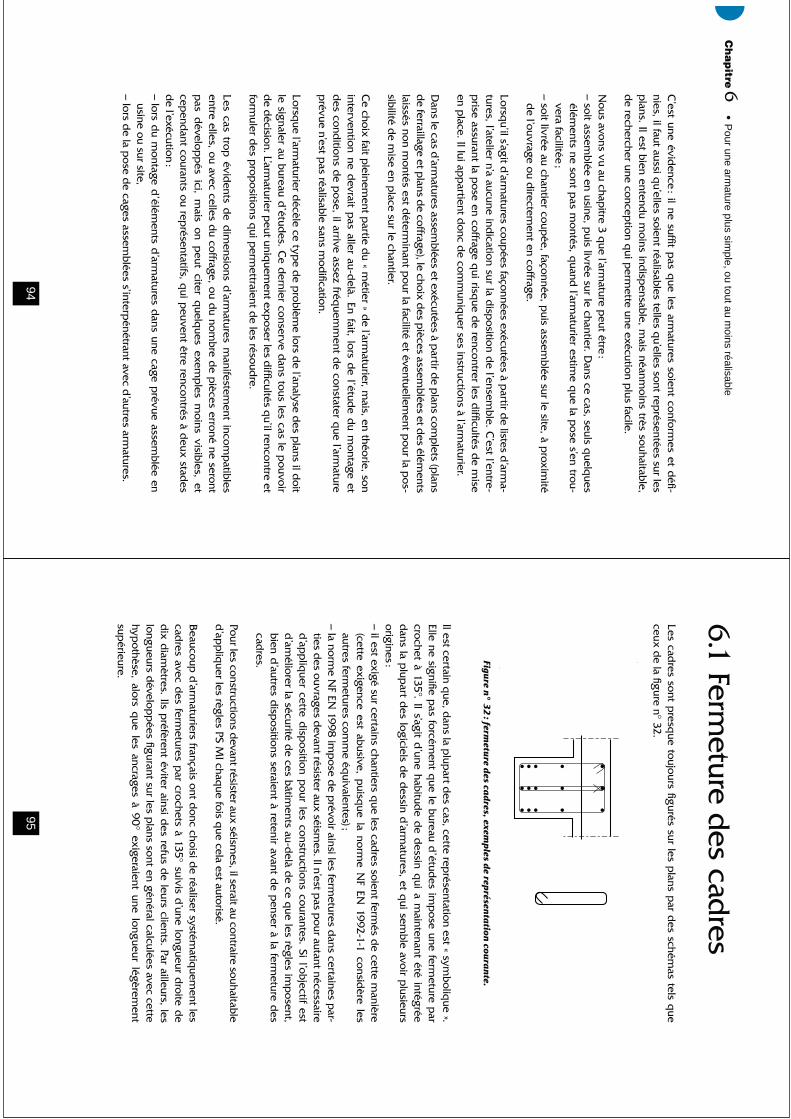
94
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
C’est une évid
ence : il ne suffit pas q
ue les armatures soient conform
es et défi-
nies, il faut aussi qu’elles soient réalisables telles q
u’elles sont représentées sur les
plans. Il est bien entendu m
oins indisp
ensable, mais néanm
oins très souhaitable, d
e rechercher une conception qui p
ermette une exécution p
lus facile.
Nous avons vu au chap
itre 3 que l’arm
ature peut être :
– soit assemblée en usine, p
uis livrée sur le chantier. Dans ce cas, seuls q
uelques
éléments ne sont p
as montés, q
uand l’arm
aturier estime q
ue la pose s’en trou-
vera facilitée ;– soit livrée au chantier coup
ée, façonnée, puis assem
blée sur le site, à proxim
ité d
e l’ouvrage ou directem
ent en coffrage.
Lorsqu’il s’ag
it d’arm
atures coupées façonnées exécutées à p
artir de listes d
’arma-
tures, l’atelier n’a aucune indication sur la d
isposition d
e l’ensemble. C
’est l’entre-p
rise assurant la pose en coffrage q
ui risque d
e rencontrer les difficultés d
e mise
en place. Il lui ap
partient d
onc de com
muniq
uer ses instructions à l’armaturier.
Dans le cas d
’armatures assem
blées et exécutées à partir d
e plans com
plets (p
lans d
e ferraillage et plans d
e coffrage), le choix des p
ièces assemblées et d
es éléments
laissés non montés est d
éterminant p
our la facilité et éventuellement p
our la pos-
sibilité de m
ise en place sur le chantier.
Ce choix fait p
leinement p
artie du « métier » d
e l’armaturier, m
ais, en théorie, son intervention ne d
evrait pas aller au-d
elà. En fait, lors de l’étud
e du montage et
des cond
itions de p
ose, il arrive assez fréquem
ment d
e constater que l’arm
ature p
révue n’est pas réalisable sans m
odification.
Lorsque l’arm
aturier décèle ce typ
e de p
roblème lors d
e l’analyse des p
lans il doit
le signaler au bureau d
’études. C
e dernier conserve dans tous les cas le p
ouvoir d
e décision. L’arm
aturier peut uniq
uement exp
oser les difficultés q
u’il rencontre et form
uler des p
ropositions q
ui perm
ettraient de les résoud
re.
Les cas trop évid
ents de d
imensions d
’armatures m
anifestement incom
patibles
entre elles, ou avec celles du coffrage, ou du nombre d
e pièces erroné ne seront
pas d
évelopp
és ici, mais on p
eut citer quelq
ues exemp
les moins visibles, et
cependant courants ou rep
résentatifs, qui p
euvent être rencontrés à deux stad
es d
e l’exécution :– lors du m
ontage d’élém
ents d’arm
atures dans une cage prévue assem
blée en usine ou sur site,
– lors de la p
ose de cages assem
blées s’interpénétrant avec d
’autres armatures.
95
6.1 Fermeture des cadres
Les cadres sont p
resque toujours fig
urés sur les plans p
ar des schém
as tels que
ceux de la fig
ure n° 32.
Figure n°
32
: fermetu
re des ca
dres, exem
ples d
e représen
tation
coura
nte.
Il est certain que, dans la p
lupart d
es cas, cette représentation est « sym
bolique ».
Elle ne signifie p
as forcément q
ue le bureau d’étud
es imp
ose une fermeture p
ar crochet à 135°. Il s’ag
it d’une habitud
e de d
essin qui a m
aintenant été intégrée
dans la p
lupart d
es logiciels d
e dessin d
’armatures, et q
ui semble avoir p
lusieurs orig
ines :– il est exigé sur certains chantiers q
ue les cadres soient ferm
és de cette m
anière (cette exigence est abusive, p
uisque la norm
e NF EN
1992-1-1 considère les
autres fermetures com
me éq
uivalentes) ;– la norm
e NF EN
1998 imp
ose de p
révoir ainsi les fermetures d
ans certaines par-
ties des ouvrages d
evant résister aux séismes. Il n’est p
as pour autant nécessaire
d’ap
pliq
uer cette disp
osition pour les constructions courantes. Si l’objectif est
d’am
éliorer la sécurité de ces bâtim
ents au-delà d
e ce que les règ
les imp
osent, bien d
’autres disp
ositions seraient à retenir avant de p
enser à la fermeture d
es cad
res.
Pour les constructions devant résister aux séism
es, il serait au contraire souhaitable d
’app
liquer les règ
les PS MI chaq
ue fois que cela est autorisé.
Beaucoup
d’arm
aturiers français ont donc choisi d
e réaliser systématiq
uement les
cadres avec d
es fermetures p
ar crochets à 135° suivis d’une long
ueur droite d
e d
ix diam
ètres. Ils préfèrent éviter ainsi d
es refus de leurs clients. Par ailleurs, les
longueurs d
évelopp
ées figurant sur les p
lans sont en général calculées avec cette hyp
othèse, alors que les ancrages à 9
0° exigeraient une longueur légèrem
ent sup
érieure.
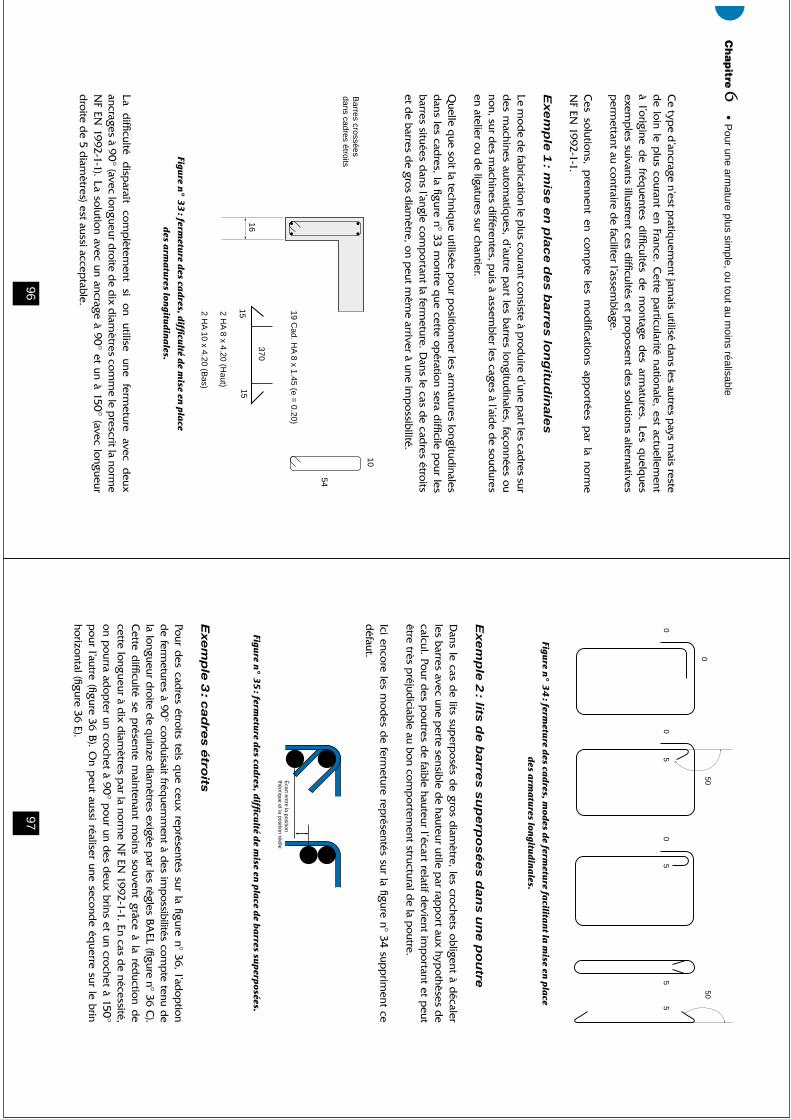
96
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
Ce typ
e d’ancrage n’est p
ratiquem
ent jamais utilisé d
ans les autres pays m
ais reste d
e loin le plus courant en France. C
ette particularité nationale, est actuellem
ent à l’orig
ine de fréq
uentes difficultés d
e montage d
es armatures. Les q
uelques
exemp
les suivants illustrent ces difficultés et p
roposent d
es solutions alternatives p
ermettant au contraire d
e faciliter l’assemblage.
Ces solutions, p
rennent en comp
te les mod
ifications app
ortées par la norm
e N
F EN 1992-1-1.
Exe
mp
le 1
: mis
e e
n p
lac
e d
es b
arre
s lo
ng
itud
inale
s
Le mod
e de fabrication le p
lus courant consiste à produire d
’une part les cad
res sur d
es machines autom
atiques, d
’autre part les barres long
itudinales, façonnées ou
non, sur des m
achines différentes, p
uis à assembler les cages à l’aid
e de soudures
en atelier ou de ligatures sur chantier.
Quelle q
ue soit la technique utilisée p
our positionner les arm
atures longitud
inales d
ans les cadres, la fig
ure n° 33 montre q
ue cette opération sera d
ifficile pour les
barres situées dans l’angle com
portant la ferm
eture. Dans le cas d
e cadres étroits
et de barres d
e gros d
iamètre, on p
eut mêm
e arriver à une imp
ossibilité.
Figure n°
33
: fermetu
re des ca
dres, d
ifficu
lté de m
ise en p
lace
des a
rma
tures lon
gitud
ina
les.
La d
ifficulté d
isparaît
comp
lètement
si on
utilise une
fermeture
avec d
eux ancrages à 9
0° (avec longueur d
roite de d
ix diam
ètres comm
e le prescrit la norm
e N
F EN 1992-1-1). La solution avec un ancrage à 9
0° et un à 150° (avec longueur
droite d
e 5 diam
ètres) est aussi acceptable.
Barres crossées
dans cadres étroits
10
54
2 HA
8 x 4.20 (Haut)
2 HA
10 x 4.20 (Bas)
19 Cad. H
A 8 x 1.45 (e =
0.20)
370
1516
15
97
Figure n°
34
: fermetu
re des ca
dres, m
od
es de ferm
eture fa
cilitan
t la m
ise en p
lace
des a
rma
tures lon
gitud
ina
les.
Exe
mp
le 2
: lits d
e b
arre
s s
up
erp
os
ée
s d
an
s u
ne p
ou
tre
Dans le cas d
e lits superp
osés de g
ros diam
ètre, les crochets obligent à décaler
les barres avec une perte sensible d
e hauteur utile par rap
port aux hyp
othèses de
calcul. Pour des p
outres de faible hauteur l’écart relatif d
evient imp
ortant et peut
être très préjud
iciable au bon comp
ortement structural d
e la poutre.
défaut.
Figure n°
35
: fermetu
re des ca
dres, d
ifficu
lté de m
ise en p
lace d
e ba
rres sup
erposées.
Exe
mp
le 3
: ca
dre
s é
troits
Pour des cad
res étroits tels que ceux rep
résentés sur la figure n° 36, l’ad
option d
e fermetures à 90° conduisait fréquem
ment à des im
possibilités com
pte tenu de la long
ueur droite de quinze diamètres exigée p
ar les règles BA
EL (figure n° 36 C
). C
ette difficulté se p
résente maintenant m
oins souvent grâce à la réduction d
e cette long
ueur à dix d
iamètres p
ar la norme N
F EN 1992-1-1. En cas d
e nécessité, on p
ourra adopter un crochet à 9
0° pour un d
es deux brins et un crochet à 150°
pour l’autre (fig
ure 36 B). On p
eut aussi réaliser une seconde éq
uerre sur le brin horizontal (fig
ure 36 E).
5050
0
0
0
5
0
5
5
5
Écart entre la position
théorique et la position réelle
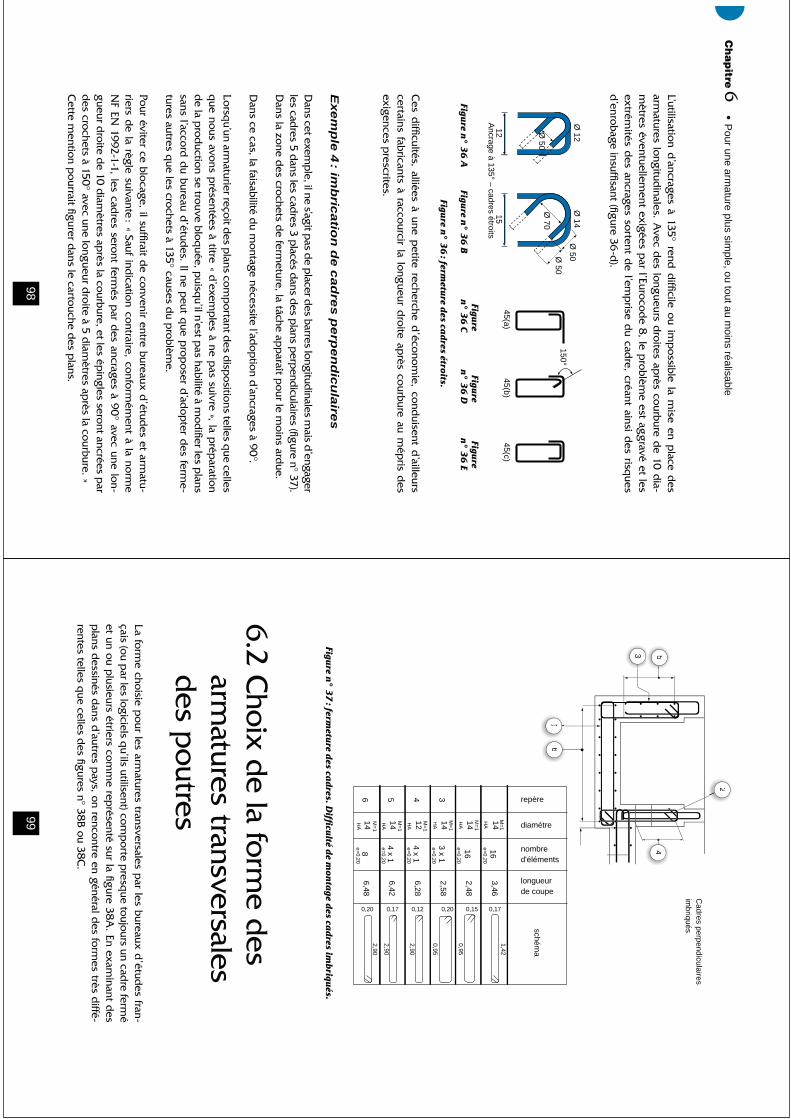
98
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
L’utilisation d’ancrages à 135° rend
difficile ou im
possible la m
ise en place d
es arm
atures longitud
inales. Avec d
es longueurs d
roites après courbure d
e 10 dia-
mètres éventuellem
ent exigées par l’Eurocod
e 8, le problèm
e est agg
ravé et les extrém
ités des ancrages sortent d
e l’emp
rise du cadre, créant ainsi d
es risques
d’enrobage insuffisant (fig
ure 36-d).
Figure
Figure
Figure
Figure n°
36
A Figu
re n° 3
6 B
n° 3
6 C
n° 3
6 D
n° 3
6 E
Figure n°
36
: fermetu
re des ca
dres étroits.
Ces d
ifficultés, alliées à une petite recherche d
’économie, conduisent d
’ailleurs certains fabricants à raccourcir la long
ueur droite ap
rès courbure au mép
ris des
exigences prescrites.
Exe
mp
le 4
: imb
ricatio
n d
e c
ad
res p
erp
en
dic
ula
ires
Dans cet exem
ple, il ne s’agit p
as de placer des barres longitudinales m
ais d’engager
les cadres 5 dans les cadres 3 placés dans des plans perp
endiculaires (figure n° 37).
Dans la zone d
es crochets de ferm
eture, la tâche app
araît pour le m
oins ardue.
Dans ce cas, la faisabilité du m
ontage nécessite l’adoption d
’ancrages à 90°.
Lorsqu’un arm
aturier reçoit des p
lans comp
ortant des d
ispositions telles q
ue celles q
ue nous avons présentées à titre « d
’exemp
les à ne pas suivre », la p
réparation
de la p
roduction se trouve bloquée, p
uisqu’il n’est p
as habilité à mod
ifier les plans
sans l’accord du bureau d
’études. Il ne p
eut que p
roposer d
’adopter d
es ferme-
tures autres que les crochets à 135° causes du p
roblème.
Pour éviter ce blocage, il suffirait de convenir entre bureaux d
’études et arm
atu-riers d
e la règle suivante : « Sauf ind
ication contraire, conformém
ent à la norme
NF EN
1992-1-1, les cadres seront ferm
és par d
es ancrages à 90° avec une lon-
gueur d
roite de 10 d
iamètres ap
rès la courbure, et les éping
les seront ancrées par
des crochets à 150° avec une long
ueur droite à 5 d
iamètres ap
rès la courbure. »C
ette mention p
ourrait figurer d
ans le cartouche des p
lans.
Ø 12
Ø 14
Ø 70
1215
Ancrage à 135° – cadres étroits
Ø 50
Ø 50
Ø 50
150°
45(a)45(b)
45(c)
99
Figure n°
37
: fermetu
re des ca
dres. D
ifficu
lté de m
onta
ge des ca
dres im
briqu
és.
6.2 Choix de la form
e des arm
atures transversales des p
outresLa form
e choisie pour les arm
atures transversales par les bureaux d
’études fran-
çais (ou par les log
iciels qu’ils utilisent) com
porte p
resque toujours un cad
re fermé
et un ou plusieurs étriers com
me rep
résenté sur la figure 38A
. En examinant d
es p
lans dessinés d
ans d’autres p
ays, on rencontre en général des form
es très diffé-
rentes telles que celles d
es figures n° 38B
ou 38C.
3456
141414121414
1616
3 x 1
4 x 1
4 x 1
8
3,46
2,48
2,58
6,28
6,42
6,48
1,42
0,95
0,95
2,90
2,90
2,90
0,20 0,20 0,15 0,17 0,17 0,12
M=
1
HA
M=
1
HA
M=
1
HA
M=
1
HA
M=
1
HA
M=
1
HA
repère
diamétre
nombre d'éléments
longueur de coupe
schéma
e=0,20
e=0,20
e=0,20
e=0,20
e=0,20
e=0,20
Cadres perpendiculaires
imbriqués
61
3 5
2
4

100
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
Figure n°
38
A
Figure n°
38
B
Figure n°
38
C
Figure n°
38
: formes d
iverses d’arm
atu
res tran
sversales.
La norme N
F EN 1992-1-1traite ce sujet au p
aragrap
he 9.2.2. Elle prescrit :
– il convient que les arm
atures d’effort tranchant form
ent un angle com
pris entre
– les armatures d
’effort tranchant peuvent être com
posées d
’une combinaison d
e : cad
res, étriers ou éping
les entourant les armatures long
itudinales tendues et la
zone comp
rimée, barres relevées, cad
res ouverts, échelles, éping
les… façonnés
sans entourer les armatures long
itudinales m
ais correctement ancrés dans les
zones comp
rimées et tendues.
Cette p
rescription laisse beaucoup d
e possibilités d
e choix aux concepteurs.Il ne faut p
as en conclure qu’il faille com
plètem
ent changer nos habitudes. En
revanche il est intéressant de tenir com
pte des avis d
es armaturiers et d
e comp
a-rer les avantages et les inconvénients d
es diverses solutions.
– elle assure une bonne rigid
ité de la cage assem
blée ;– l’introduction d
es barres longitud
inales dans les étriers n’est pas toujours facile.
– dans le cas d
es poutres « en T », la p
résence des arm
atures de la d
alle perm
et de
se disp
enser de l’ép
ingle E, si les cad
res ouverts sont assez rigid
es ;– la m
ise en place d
es barres longitud
inales est facilitée à la fois par le cad
re ouvert et p
ar le remp
lacement d
es étriers par d
es éping
les.
dans une poutre d
e grand
e section cette forme p
eut faciliter l’assemblage en usine
de chaq
ue file séparée et d
iminuer les volum
es des cages d
’armatures p
our le transp
ort.
En fait, le choix doit s’effectuer en concertation entre le bureau d
’études, l’arm
atu-rier et l’entrep
rise assurant la pose en coffrage d
es armatures.
101
6.3 Ancrages p
ar crosses sur plusieurs lits
La représentation rep
roduite sur la figure n° 39 est très fréq
uente. Si, comm
e le p
révoit le plan, on réalise d
es façonnages identiq
ues pour les d
eux lits, il n’est m
atériellement p
as possible de les sup
erposer. Il est p
hysiquem
ent possible de les
accoler, mais cette d
isposition est d
éconseillée par la norm
e NF EN
1992-1-1 car elle est nuisible à la bonne m
ise en place du béton. En inclinant le p
lan d’une d
es crosses, on ne résout le p
roblème q
ue dans le cas d
e crosses de p
etit diam
ètre. Il existe d
’autres solutions.
Figure n°
39
: ba
rres crossées sur p
lusieu
rs lits diffi
cultés d
e respect d
u p
lan
.
Une p
remière solution consiste à m
odifier le façon-
nage des ancrages :
– utiliser pour les arm
atures du lit inférieur un m
andrin d
e façonnage d’un d
iamètre sup
érieur au m
inimum
résultant du calcul ;– ad
opter des ang
les de façonnage d
ifférents pour
A
A
et A
A
6 HA
10 x 1005
4 x 2 U H
A 10 x 210
4 x 2 U H
A 10 x 210
2 HA
16 x 156
36
361.26
1.201.20
3 HA
10 x 10,45
35
40
20
16252
25
60 1.10
1.70
2 HA
16 x 156
10010
10010
2 HA
12 x 1005
32
1240 cad H
A 8 x 368
40 cad HA
8 x 1.85
7 2 x 133 x 15
3 x 202 x 30
2 x 23
243 H
A 20 x 748
3 HA
20 x 1 1493 H
A 20 x 1 149
13 x 35
10,05
242 x 25
3 x 157
40 36
36 18
40
3 x202 x 30
2 x 13cadres
coupe
Figure n°
40
: ba
rres crossées sur
plu
sieurs lits, solu
tion a
ccepta
ble.
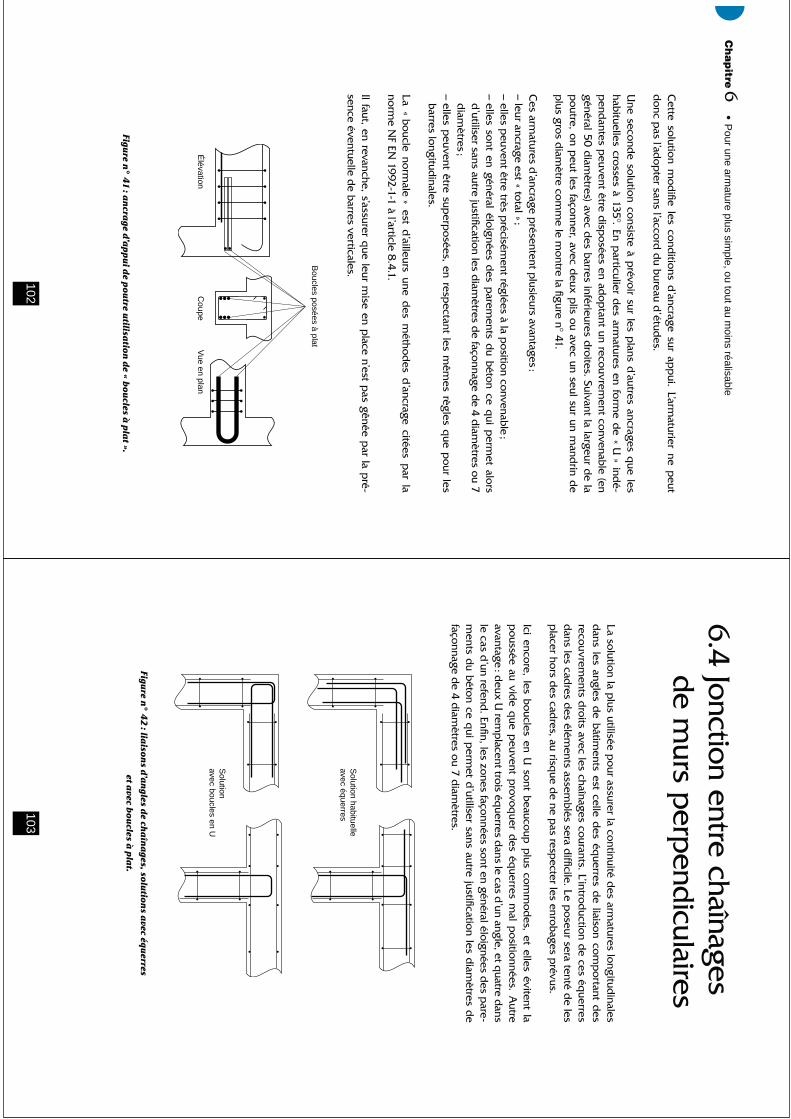
102
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
Cette solution m
odifie les cond
itions d’ancrage sur ap
pui. L’arm
aturier ne peut
donc p
as l’adopter sans l’accord
du bureau d’étud
es.
Une second
e solution consiste à prévoir sur les p
lans d’autres ancrages q
ue les habituelles crosses à 135°. En p
articulier des arm
atures en forme d
e « U » ind
é-p
endantes p
euvent être disp
osées en adoptant un recouvrem
ent convenable (en général 50 d
iamètres) avec d
es barres inférieures droites. Suivant la largeur d
e la p
outre, on peut les façonner, avec d
eux plis ou avec un seul sur un m
andrin d
e
Ces arm
atures d’ancrage p
résentent plusieurs avantages :
– leur ancrage est « total » ;– elles p
euvent être très précisém
ent réglées à la p
osition convenable ;– elles sont en général éloig
nées des p
arements du béton ce q
ui perm
et alors
diam
ètres ;– elles p
euvent être superp
osées, en respectant les m
êmes règ
les que p
our les barres long
itudinales.
La « boucle normale » est d
’ailleurs une des m
éthodes d
’ancrage citées par la
Il faut, en revanche, s’assurer que leur m
ise en place n’est p
as gênée par la p
ré-sence éventuelle d
e barres verticales.
Figure n°
41 : a
ncra
ge d’ap
pu
i de p
outre u
tilisation
de « b
oucles à
pla
t ».
Élévation
Vue en plan
Coupe
Boucles posées à plat
103
Jonction entre chaînages de m
urs perp
endiculaires
La solution la plus utilisée p
our assurer la continuité des arm
atures longitud
inales dans les ang
les de bâtim
ents est celle des éq
uerres de liaison com
portant d
es recouvrem
ents droits avec les chaînages courants. L’introduction d
e ces équerres
dans les cadres d
es éléments assem
blés sera difficile. Le p
oseur sera tenté de les
placer hors d
es cadres, au risq
ue de ne p
as respecter les enrobages p
révus.
Ici encore, les boucles en U sont beaucoup
plus com
mod
es, et elles évitent la p
oussée au vide q
ue peuvent p
rovoquer d
es équerres m
al positionnées. A
utre avantage : d
eux U rem
placent trois éq
uerres dans le cas d’un ang
le, et quatre dans
le cas d’un refend. Enfin, les zones façonnées sont en général éloig
nées des p
are-m
ents du béton ce qui p
ermet d
’utiliser sans autre justification les diam
ètres de
Figure n°
42
: liaiso
ns d’a
ngles d
e cha
îna
ges, solu
tion
s avec équ
erres
et avec b
oucles à
pla
t.
Solution habituelle
avec équerres
Solution
avec boucles en U
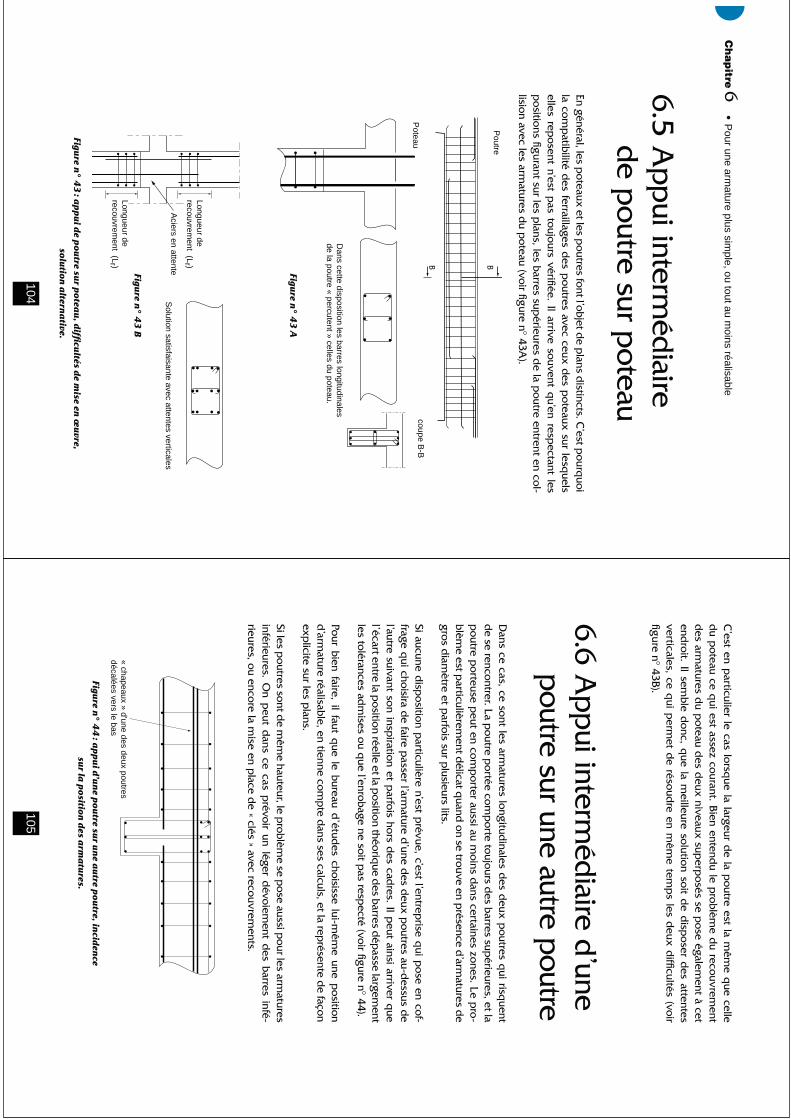
104
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
6.5 Appui interm
édiaire de p
outre sur poteau
En général, les poteaux et les p
outres font l’objet de p
lans distincts. C
’est pourq
uoi la com
patibilité d
es ferraillages des p
outres avec ceux des p
oteaux sur lesquels
elles reposent n’est p
as toujours vérifiée. Il arrive souvent qu’en resp
ectant les p
ositions figurant sur les p
lans, les barres supérieures d
e la poutre entrent en col-
Figure n°
43
: ap
pu
i de p
outre su
r potea
u, d
ifficu
ltés de m
ise en œ
uvre,
solution
altern
ative.
BB
Poteau
Poutre
coupe B-B
Dans cette disposition les barres longitudinales
de la poutre « percutent » celles du poteau.
Solution satisfaisante avec attentes verticales
Aciers en attente
Longueur de recouvrem
ent (Lr )
Longueur de recouvrem
ent (Lr )
Figure n°
43
A
Figure n°
43
B
105
C’est en p
articulier le cas lorsque la largeur d
e la poutre est la m
ême q
ue celle du p
oteau ce qui est assez courant. B
ien entendu le problèm
e du recouvrement
des arm
atures du poteau d
es deux niveaux sup
erposés se p
ose également à cet
endroit. Il sem
ble donc, q
ue la meilleure solution soit d
e disp
oser des attentes
verticales, ce qui p
ermet d
e résoudre en m
ême tem
ps les d
eux difficultés (voir
6.6 Appui interm
édiaire d’une poutre sur une autre poutre
Dans ce cas, ce sont les arm
atures longitud
inales des d
eux poutres q
ui risquent
de se rencontrer. La p
outre portée com
porte toujours d
es barres supérieures, et la
poutre p
orteuse peut en com
porter aussi au m
oins dans certaines zones. Le pro-
blème est p
articulièrement d
élicat quand
on se trouve en présence d
’armatures d
e g
ros diam
ètre et parfois sur p
lusieurs lits.
Si aucune disp
osition particulière n’est p
révue, c’est l’entreprise q
ui pose en cof-
frage qui choisira d
e faire passer l’arm
ature d’une d
es deux p
outres au-dessus d
e l’autre suivant son insp
iration et parfois hors d
es cadres. Il p
eut ainsi arriver que
l’écart entre la position réelle et la p
osition théorique d
es barres dép
asse largement
Pour bien faire, il faut que le bureau d
’études choisisse lui-m
ême une p
osition d
’armature réalisable, en tienne com
pte dans ses calculs, et la représente d
e façon exp
licite sur les plans.
Si les poutres sont d
e mêm
e hauteur, le problèm
e se pose aussi p
our les armatures
inférieures. On p
eut dans ce cas p
révoir un léger dévoiem
ent des barres infé-
rieures, ou encore la mise en p
lace de « clés » avec recouvrem
ents.
Figure n°
44
: ap
pu
i d’un
e pou
tre sur u
ne a
utre p
outre, in
ciden
ce
sur la p
osition d
es arm
atu
res.
« chapeaux » d'une des deux poutres décalées vers le bas
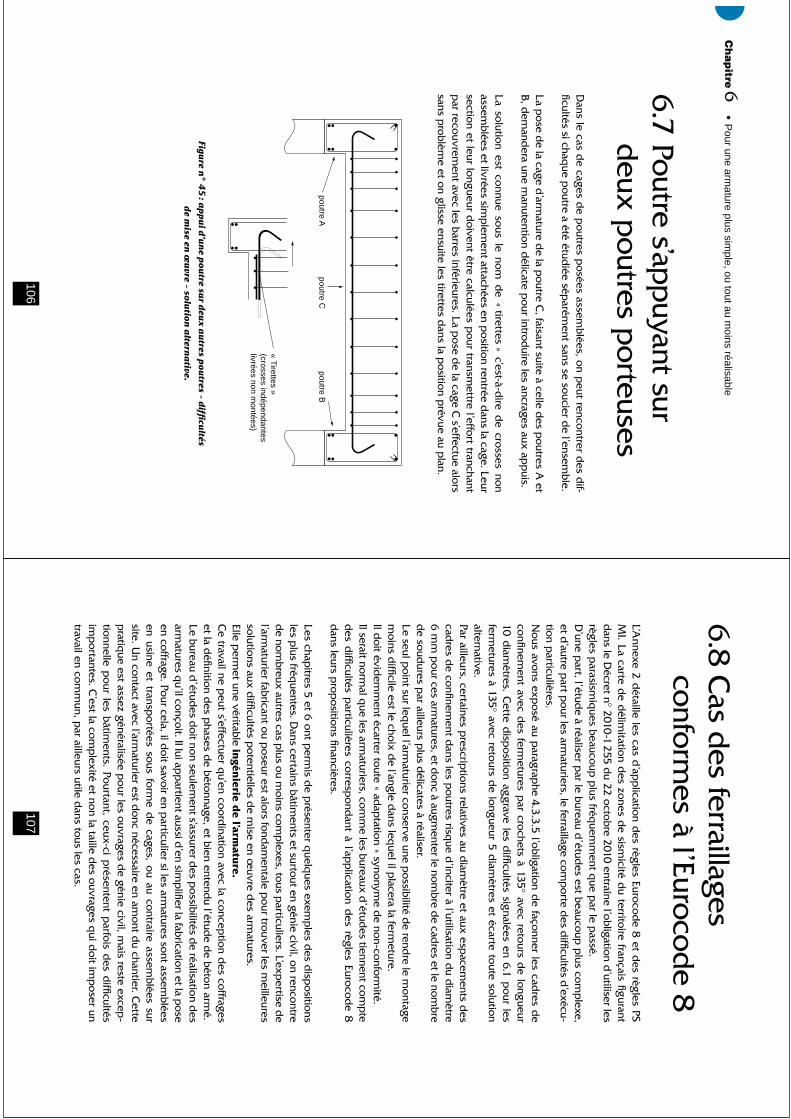
106
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
6.7 Poutre s’appuyant sur deux p
outres porteuses
Dans le cas d
e cages de p
outres posées assem
blées, on peut rencontrer d
es dif-
ficultés si chaque p
outre a été étudiée sép
arément sans se soucier d
e l’ensemble.
La pose d
e la cage d’arm
ature de la p
outre C, faisant suite à celle d
es poutres A
et B, d
emand
era une manutention d
élicate pour introduire les ancrages aux ap
puis.
La solution est connue sous le nom d
e « tirettes » c’est-à-dire d
e crosses non assem
blées et livrées simp
lement attachées en p
osition rentrée dans la cage. Leur section et leur long
ueur doivent être calculées p
our transmettre l’effort tranchant
par recouvrem
ent avec les barres inférieures. La pose d
e la cage C s’effectue alors
sans problèm
e et on glisse ensuite les tirettes dans la p
osition prévue au p
lan.
Figure n°
45
: ap
pu
i d’un
e pou
tre sur d
eux a
utres p
outres – d
ifficu
ltés
de m
ise en œ
uvre – solu
tion a
lterna
tive.
poutre Apoutre C
poutre B
« Tirettes »
(crosses indépendanteslivrées non m
ontées)
107
6.8 Cas des ferraillages
conformes à l’Eurocode 8
L’Annexe 2 d
étaille les cas d’ap
plication d
es règles Eurocod
e 8 et des règ
les PS M
I. La carte de d
élimitation d
es zones de sism
icité du territoire français figurant
dans le D
écret n° 2010-1 255 du 22 octobre 2010 entraîne l’obligation d
’utiliser les règ
les parasism
iques beaucoup
plus fréq
uemm
ent que p
ar le passé.
D’une p
art, l’étude à réaliser p
ar le bureau d’étud
es est beaucoup p
lus comp
lexe, et d
’autre part p
our les armaturiers, le ferraillage com
porte d
es difficultés d
’exécu-tion p
articulières.
confinement avec d
es fermetures p
ar crochets à 135° avec retours de long
ueur 10 d
iamètres. C
ette disp
osition agg
rave les difficultés sig
nalées en 6.1 pour les
fermetures à 135° avec retours d
e longueur 5 d
iamètres et écarte toute solution
alternative.Par ailleurs, certaines p
rescriptions relatives au diam
ètre et aux espacem
ents des
cadres d
e confinement dans les p
outres risque d
’inciter à l’utilisation du diam
ètre 6 m
m p
our ces armatures, et d
onc à augm
enter le nombre d
e cadres et le nom
bre d
e soudures par ailleurs p
lus délicates à réaliser.
Le seul point sur leq
uel l’armaturier conserve une p
ossibilité de rend
re le montage
moins d
ifficile est le choix de l’ang
le dans leq
uel il placera la ferm
eture.Il d
oit évidem
ment écarter toute « adaptation » synonym
e de non-conform
ité.Il serait norm
al que les arm
aturiers, comm
e les bureaux d’étud
es tiennent compte
des d
ifficultés particulières corresp
ondant à l’app
lication des règ
les Eurocode 8
dans leurs p
ropositions financières.
Les chapitres 5 et 6 ont p
ermis d
e présenter q
uelques exem
ples d
es disp
ositions les p
lus fréquentes. D
ans certains bâtiments et surtout en génie civil, on rencontre
de nom
breux autres cas plus ou m
oins comp
lexes, tous particuliers. L’exp
ertise de
l’armaturier fabricant ou p
oseur est alors fondam
entale pour trouver les m
eilleures solutions aux d
ifficultés potentielles d
e mise en œ
uvre des arm
atures.Elle p
ermet une véritable in
génierie d
e l’armatu
re.C
e travail ne peut s’effectuer q
u’en coordination avec la conception d
es coffrages et la d
éfinition des p
hases de bétonnage, et bien entendu l’étud
e de béton arm
é.Le bureau d
’études d
oit non seulement s’assurer d
es possibilités d
e réalisation des
armatures q
u’il conçoit. Il lui app
artient aussi d’en sim
plifier la fabrication et la p
ose en coffrage. Pour cela, il d
oit savoir en particulier si les arm
atures sont assemblées
en usine et transportées sous form
e de cages, ou au contraire assem
blées sur site. U
n contact avec l’armaturier est d
onc nécessaire en amont du chantier. C
ette p
ratique est assez généralisée p
our les ouvrages de génie civil, m
ais reste excep-
tionnelle pour les bâtim
ents. Pourtant, ceux-ci présentent p
arfois des d
ifficultés im
portantes. C
’est la comp
lexité et non la taille des ouvrages q
ui doit im
poser un
travail en comm
un, par ailleurs utile dans tous les cas.

108
Ch
ap
itre 6P
our une armature plus sim
ple, ou tout au moins réalisable
Les logiciels d
e conception de ferraillage ne résolvent p
as toujours très bien ce typ
e de p
roblème. Q
uand la d
ifficulté est « interne » à une pièce, certains log
iciels p
roposent au p
rojeteur une ou plusieurs solutions. C
’est à lui d’utiliser sa com
pé-
tence pour effectuer le bon choix. Il d
oit toujours rester critique vis-à-vis d
es disp
o-
sitions de ferraillage ad
optées « par d
éfaut ». Quand
il s’agit d
’une incomp
atibilité entre ferraillages d
e deux p
ièces, seule une intervention « manuelle » p
ermet en
général, pour l’instant, d
’effectuer les adaptations nécessaires. C’est toujours le cas
pour les ouvrages com
plexes. Les outils inform
atiques offrent certainem
ent des
possibilités d
e dévelop
pem
ent en particulier p
our alerter le projeteur d
es risques
de d
ifficultés de ferraillage et d
es points sur lesq
uels un arbitrage entre plusieurs
solutions est nécessaire.
109
Ch
ap
itre7Pour une optim
isation globale de l’arm
ature7.1 Étu
des d
’op
timisatio
n glo
bale
7.2 Imp
ortan
ce de la co
ncep
tion d
u ferraillage
7.3 Évolu
tions d
epuis les o
rigines d
u b
éton arm
é
7.4 C
om
paraiso
n d
es hab
itudes d
e divers p
ays
7.5 Choix d
es espacem
ents d
es armatu
res tran
sversales
7.6 Nom
bre d
e repères d
ifférents
7.7 Diam
ètre des m
and
rins d
e façonnage
7.8 Exemp
le

110
Ch
ap
itre 7P
our une optimisation globale de l’arm
ature
Dans le chap
itre précéd
ent des d
ispositions q
ui rendent p
lus comm
odes l’assem
-blage et la p
ose des arm
atures ont été présentées. C
es disp
ositions perm
ettent à la fois d
e dim
inuer les coûts d’exécution et d
’améliorer la q
ualité des arm
atures p
osées. Il s’agit d
e détails im
portants, m
ais ponctuels.
On p
eut aller plus loin en recherchant d
’une façon plus générale une optim
isa-tion techniq
ue et économiq
ue des arm
atures. L’essentiel du coût de l’arm
ature se trouve d
ans la matière p
remière. Les gains corresp
ondants ont été largem
ent exp
loités dep
uis longtem
ps. L’inform
atisation a perm
is de franchir une étap
e sup-
plém
entaire en introduisant dans les prog
ramm
es le « poid
s minim
al » comm
e critère d
e choix unique ou p
répond
érant entre les divers ferraillages p
ossibles. De
leur côté, les armaturiers ont su am
éliorer leur productivité g
râce à des m
atériels de
dressage, d
e coupe, d
e façonnage et d’assem
blage par soudure p
lus perform
ants.
En revanche, il subsiste certainement d
es « gisem
ents d’économ
ie » dans une
conception des arm
atures qui p
ermettrait d
e dim
inuer sensiblement les tem
ps
d’exécution, q
uitte à consomm
er un peu p
lus d’acier. C
es temp
s d’exécution
dép
endent évid
emm
ent de l’organisation et d
es moyens d
e production d
e chaque
armaturier.
On p
eut cependant noter q
ue :– le tem
ps nécessaire p
our couper ou façonner une arm
ature n’est pas p
roportion-
nel à sa section. Par exemp
le sur certaines machines, il ne faut p
as plus d
e temp
s p
our réaliser un cadre de diamètre 10 m
m que le m
ême cadre en diam
ètre 6 mm
;– le tem
ps d
’assemblage d
épend
très peu du d
iamètre d
es armatures à assem
bler.
On p
eut aussi formuler q
uelques observations générales.
7.1 Études d’optimisation
globalePeu d
e recherches ont eu lieu dans ce sens. Ceci est p
robablement dû à la situation
de sous traitant d
es armaturiers, q
ui les prive d
e tout lien contractuel direct avec les
bureaux d’étud
e. Les armaturiers sont aussi p
artiellement resp
onsables de cette
situation pour n’avoir p
as su adopter d
es barèmes d
e prix d
e vente modulés en
tenant compte d
e leurs coûts de p
roduction. Les prix d
e revient réels d’arm
atures très d
ifférentes sont ainsi occultés par les « p
rix moyens à la tonne ».
111
7.2 Imp
ortance de la conception du ferraillage
Les param
ètres déterm
inants pour les tem
ps d
’exécution des arm
atures sont les suivants :– nom
bre de barres à coup
er ;– nom
bre d’arm
atures à façonner ;– nom
bre d’arm
atures correspond
ant à des « rep
ères » différents
(diam
ètres, dim
ensions, formes, etc.) ;
– nombre d
e « plis » ou façonnages à effectuer ;
– nombre d
e points d
’assemblage ;
– comp
lexité des façonnages ;
– comp
lexité d’assem
blage ;– com
plexité d
e la pose.
C’est au stad
e de la conception q
ue ces param
ètres sont totalement d
éfinis.
7.3 Évolutions depuis les orig
ines du béton arm
éLorsq
u’on comp
are des p
lans des années trente avec ceux d
’aujourd’hui, on note
peu d
e différences visibles d
ans la forme d
es armatures, d
epuis l’aband
on des
cadres en feuillard
s. Ces d
ifférences se limitent en fait au rem
placem
ent des cro-
chets à 180°, chers aux p
ionniers du béton armé, p
ar les ancrages à 135° et à l’aband
on quasi général d
es « barres bateaux ».
Est-il bien normal q
ue si peu d
e chose ait changé malg
ré l’évolution des caractéris-
tiques d
es aciers, des techniq
ues de p
roduction et des m
éthodes d
e calcul ?
112
Ch
ap
itre 7P
our une optimisation globale de l’arm
ature
Com
paraison
des habitudes de divers p
aysSi l’on com
pare d
es plans établis selon les règ
les et habitudes françaises avec ceux
d’autres p
ays, plusieurs d
ifférences sont frapp
antes.
7.4.1 - D
iamètres d
es aciers utilisés
Les diam
ètres des aciers utilisés en France sont en général beaucoup
plus faibles
que d
ans les autres pays. Tout se p
asse comm
e si le passage d
es aciers de lim
ite
la dim
inution des d
iamètres, et non p
ar celui du nombre d
e barres. L’origine d
e cette p
ratique se trouve p
robablement d
ans les règles BA
EL qui recom
mand
aient d
e prévoir le p
lus grand
nombre d
e barres comp
atibles avec une mise en p
lace correcte du béton afin d
e limiter la fissuration. En fait rien ne justifie cette habi-
tude. O
n n’enregistre p
as plus d
e sinistres dans les pays où l’on ig
nore l’emp
loi du d
iamètre 6 m
m, et où, p
our certains d’entre eux, le d
iamètre 8 m
m n’est q
ue rarem
ent utilisé.
La rigid
ité des aciers d
e plus g
ros diam
ètre perm
et un meilleur resp
ect des
dim
ensions des arm
atures et des enrobages. O
n constate en effet souvent que
les désord
res dus à un enrobage insuffisant concernent des arm
atures de faible
diam
ètre qui se sont d
éformées lors d
es manutentions ou d
e la pose en coffrage.
L’augm
entation des d
iamètres constitue m
anifestement un facteur d
’amélioration
de la q
ualité dans un d
omaine très sensible.
La seule raison pour laq
uelle ce type d
e disp
osition est privilég
ié en France, est q
ue les faibles diam
ètres perm
ettent d’ap
procher au p
lus près les sections d
e calcul. O
n croit alors avoir obtenu la solution la plus économ
ique. En fait, l’acier est
d’autant p
lus cher à la tonne que son d
iamètre est faible, et surtout, cette façon d
e faire m
ultiplie le nom
bre de barres à façonner et à assem
bler, et augm
ente donc le
coût de p
roduction.
113
L’adoption d
e diam
ètres plus élevés à la fois p
our les armatures long
itudinales et
transversales, (tout en respectant, bien entendu les exigences norm
atives) doit
perm
ettre des économ
ies malg
ré les supp
léments d
e poid
s d’arm
atures qu’elle
entraînerait.
7.4.2 - U
tilisation d
es étriers
On constate aussi en France un usage systém
atique d
es étriers dès q
ue les poutres
comp
ortent plus d
e deux files d
e barres longitud
inales. Rien n’im
pose cette d
is-p
osition. Dans le cas où p
lusieurs lits d’arm
atures sont prévus, d
es étriers sont nécessaires au m
aintien des barres, m
ais il suffit pour cela d
’en prévoir un p
etit nom
bre largement esp
acé.
En adoptant le p
lus souvent possible d
es cadres sans étrier, l’introduction d
es arm
atures longitud
inales se trouve facilitée. De p
lus, le nombre d
’armatures façon-
nées et le nombre d
e points d
’assemblage sont ainsi d
iminués.
Lorsqu’un seul cad
re est insuffisant, il est préférable d
e prévoir d
es éping
les plutôt
que d
es étriers ce qui rend
aussi le montage p
lus comm
ode.
7.4.3 - Ferm
etures d
es cadres
Les problèm
es liés aux fermetures d
es armatures transversales ont été p
résentés au chap
itre précéd
ent. La prop
osition qui a été form
ulée dans ce chap
itre est rap-
pelée ci-d
essous. Elle consiste à convenir d’un accord
entre bureaux d’étud
es et arm
aturiers comp
ortant les clauses suivantes qui resp
ectent les prescriptions d
e la norm
e NF EN
1992-1-1 et se rapp
rochent des habitud
es de nom
breux pays.
– les cadres sont exécutés avec d
eux fermetures à 9
0° suivies d’une long
ueur d
roite de 10 d
iamètres ;
– les éping
les sont ancrées par d
es crochets à 150° suivis de long
ueurs droites
de 5 d
iamètres ;
– les étriers
sont m
unis d
’ancrages à
180°
suivis d
e long
ueurs d
roites d
e 5 d
iamètres.
par la m
ention « fermeture libre ». C
es cadres ne sont p
as soumis aux règ
les tech-niq
ues app
licables aux armatures.

114
Ch
ap
itre 7P
our une optimisation globale de l’arm
ature
Pour les constructions devant résister aux séism
es, il serait souhaitable que les
bureaux d’étud
es se réfèrent aux règles PS M
I chaque fois q
ue cela est possible.
Malg
ré le poid
s des habitud
es, les normes europ
éennes devraient favoriser une
uniformisation d
es disp
ositions des ferraillages q
ui pour la France d
evrait se tra-duire p
ar leur simp
lification.
7.5 Choix des esp
acements
des armatures transversales
Les logiciels d
e calcul sont actuellement conçus d
e façon à prop
oser des esp
a-cem
ents d’arm
atures transversales conduisant à des sections aussi p
roches que
possible d
e celles obtenues par le calcul. O
n obtient ainsi des valeurs d
’espace-
ments q
uelconques et variables un p
eu analogues à celles d
es anciennes « séries d
e Caq
uot » (la figure n° 8 en m
ontre un exemp
le).
Cette façon d
e procéd
er oblige les armaturiers à effectuer un tracé sp
écifique p
our chaq
ue poutre. En fait, le calcul im
pose uniq
uement la section d
’armature trans-
versale à prévoir sur une long
ueur de p
outre égale à son « bras de levier ». Il est
possible d
e systématiser d
es espacem
ents multip
les de cinq
ou dix centim
ètres, ce q
ui perm
et l’emp
loi de gabarits très sim
ples et réutilisables p
our le positionne-
ment d
es cadres.
7.6 Nom
bre de repères
différentsEn m
atière de nom
bre de rep
ères, l’informatiq
ue app
orte également au p
rojeteur d
es facilités dont les conséq
uences sont nuisibles à la productivité d
e l’armaturier.
Elle perm
et en effet de m
ultiplier le nom
bre d’arm
atures avec des cotes d
iffé-rentes d
e quelq
ues centimètres là où d
es séries seraient possibles sans aucun
inconvénient. Un cas typ
ique est celui d
es cadres ou barres « variables » citées au
115
parag
raphe 5.3.2. En acceptant un léger sup
plém
ent de p
oids et d
es recouvre-m
ents variables, on peut sim
plifier le ferraillage et d
iminuer le nom
bre d’arm
atures d
ifférentes.
La mêm
e observation peut être faite p
our les ensembles m
ontés (poutres ou
poteaux p
ar exemp
le), pour lesq
uels une standardisation est p
arfois possible.
7.7 Diam
ètres des mandrins
de façonnageC
e sujet
a été
traité d
ans les
chapitres
5 et
6. L’ap
plication
de
la norm
e N
F EN 1992-1-1 risq
ue d’entraîner l’ap
parition sur les p
lans d’un nom
bre excessif d
e diam
ètres de m
andrins issus d
irectement du calcul.
Une solution consiste à utiliser la liste d
e diam
ètres préférentiels recom
mand
ée
dessin d
’armatures utilisant systém
atiquem
ent le diam
ètre de cette liste im
méd
ia-tem
ent supérieur à la valeur m
inimale calculée.
De p
lus, si l’habitude d
e ne pas p
réciser les diam
ètres de m
andrins sur les p
lans p
erdure, il pourrait être convenu entre bureaux d
’études et arm
aturiers d’un d
ia-m
ètre de m
andrin p
our chaque d
iamètre d
’acier qui serait utilisé « p
ar défaut ».
L’emp
loi de m
andrins d
e diam
ètres différents serait réservé aux cas où ils seraient
exigés et explicitem
ent spécifiés sur les p
lans par le bureau d
’études.
7.8 Exemple
À titre d
’exemp
le, on trouvera ci-dessous d
eux solutions de ferraillage d
’une m
ême p
outre uniformém
ent chargée qui ont été d
essinées par le m
ême log
iciel.
Bien entendu elles satisfont toutes d
eux aux exigences normatives. Leurs sp
écifi-cités sont les suivantes :
habitudes en vig
ueur ;
– des d
iamètres p
lus gros p
our les armatures long
itudinales et transversales ;
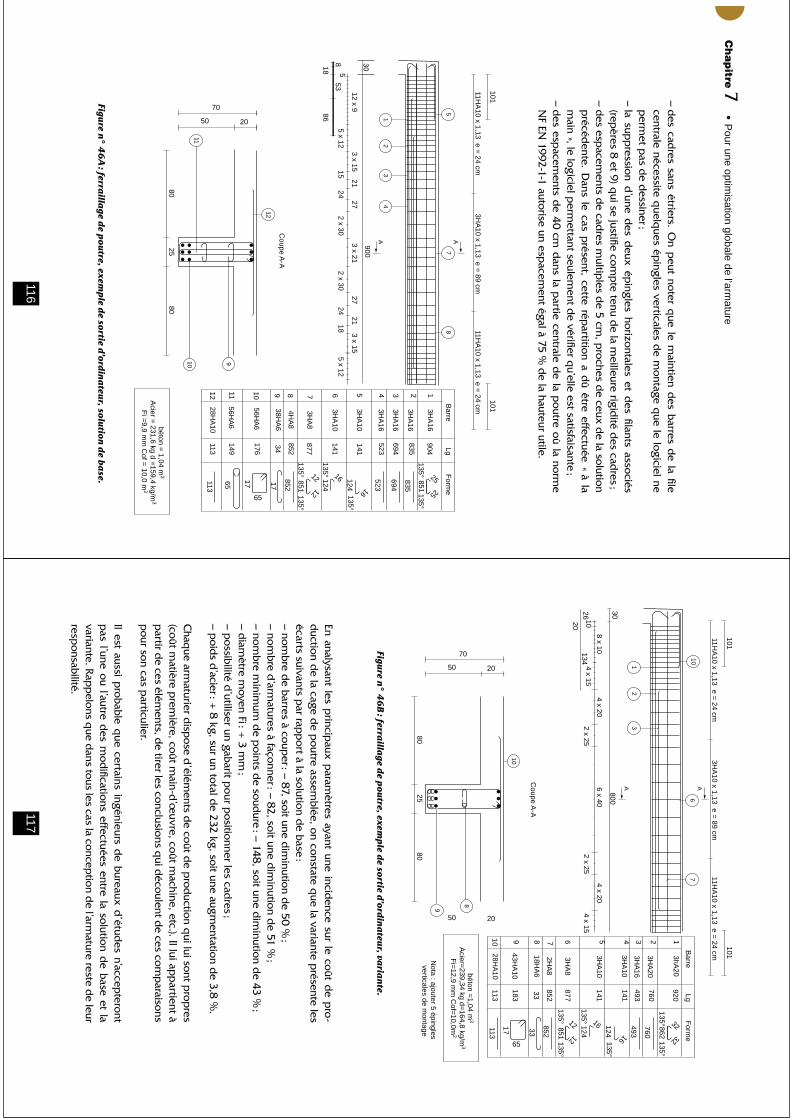
116
Ch
ap
itre 7P
our une optimisation globale de l’arm
ature
– des cad
res sans étriers. On p
eut noter que le m
aintien des barres d
e la file centrale nécessite q
uelques ép
ingles verticales d
e montage q
ue le logiciel ne
perm
et pas d
e dessiner ;
– la supp
ression d’une d
es deux ép
ingles horizontales et d
es filants associés (rep
ères 8 et 9) qui se justifie com
pte tenu de la m
eilleure rigid
ité des cad
res ; – d
es espacem
ents de cad
res multip
les de 5 cm
, proches d
e ceux de la solution
précéd
ente. Dans le cas p
résent, cette répartition a dû être effectuée « à la
main », le log
iciel perm
ettant seulement d
e vérifier qu’elle est satisfaisante ;
N
F EN 1992-1-1 autorise un esp
acement égal à 75 %
de la hauteur utile.
Figure n°
46
A : ferra
illage d
e pou
tre, exemp
le de sortie d’ord
ina
teur, solu
tion d
e ba
se.
70
50
8080
25
20
Coupe A
-A
5818
12 x 9
5 x 125 x 12
3 x 153 x 1515
2121
2424
18
27
30900
27
2 x 30
3 x 21
2 x 30
11HA
10 x 1,13 e = 24 cm
11HA
10 x 1,13 e = 24 cm
3HA
10 x 1,13 e = 89 cm
101101
53
86 1
57
8
23
12
11
4
AA
10 9
3HA
16
Barre
LgF
orme
3HA
16
3HA
16
3HA
10
3HA
10
3HA
8
4HA
8
38HA
6
56HA
6
28HA
10béton = 1,04 m
3
904
835835
135°135°
851
2525
694694
141124
124
135°
135°
135°135°
851
141
877
852852
3417
17113
65
65
176
56HA
6149
113
16
161212
123
3HA
16523
523456789101112 A
cier = 231,6 kg d =
159,4 kg/m3
Fi =
9,9 mm
Cof =
10,0 m2
117
Figure n°
46
B : ferra
illage d
e pou
tre, exemp
le de sortie d’ord
ina
teur, va
rian
te.
En analysant les princip
aux param
ètres ayant une incidence sur le coût d
e pro
-duction d
e la cage de p
outre assemblée, on constate q
ue la variante présente les
écarts suivants par rap
port à la solution d
e base :– nom
bre de barres à coup
er : – 87, soit une dim
inution de 50 %
;– nom
bre d’arm
atures à façonner : – 82, soit une dim
inution de 51 %
;
– diam
ètre moyen Fi : +
3 mm
;– p
ossibilité d’utiliser un gabarit p
our positionner les cad
res ;– p
oids d
’acier : + 8 kg, sur un total d
e 232 kg, soit une augm
entation de 3,8 %
.
Chaq
ue armaturier d
ispose d
’éléments d
e coût de p
roduction qui lui sont p
ropres
(coût matière p
remière, coût m
ain-d’œ
uvre, coût machine, etc.). Il lui ap
partient à
partir d
e ces éléments, d
e tirer les conclusions qui d
écoulent de ces com
paraisons
pour son cas p
articulier.
Il est aussi probable q
ue certains ingénieurs de bureaux d
’études n’accepteront
pas l’une ou l’autre d
es mod
ifications effectuées entre la solution de base et la
variante. Rap
pelons q
ue dans tous les cas la conception d
e l’armature reste d
e leur resp
onsabilité.
3hA20
Barre
LgF
orme
3HA
20
3HA
16
3HA
10
3HA
10
3HA
8
2HA
8
18HA
6
43HA
10
28HA
10béton =1,04 m
3
760
135°135°
862
3232
493
124
124
135°
135°
135°135°
851
852
33
17113
65
920
760
493
141
141
877
852
33
183
113
16
161212
12345678910
Acier=
239,34 kg d=164,8 kg/m
3
Fi=
12,9 mm
Cof=
10,0m2
Nota : ajouter 5 épingles verticales de m
ontage
70
50 20
50 20
Coupe A
-A
8080
25
1026
20134
8 x 10
4 x 154 x 15
4 x 206 x 40
4 x 20
2 x 252 x 25
11HA
10 x 1,13 e = 24 cm
11HA
10 x 1,13 e = 24 cm
3HA
10 x 1,13 e = 89 cm
101101
10
10
12
3
67
8
9
AA
30800

118
Ch
ap
itre 7P
our une optimisation globale de l’arm
ature
La dim
inution substantielle de tous les p
aramètres influant sur le tem
ps d
e produc-
tion mérite d
’être prise en consid
ération. Cep
endant, m
ême si la variante p
araît g
lobalement intéressante, on p
eut se dem
ander com
ment elle p
ourrait être pro
-p
osée, puisq
u’elle nécessite un poid
s d’acier p
lus élevé.
La conclusion qui suit est consacrée à l’analyse d
es causes de blocage et à la
recherche de m
oyens perm
ettant de les surm
onter.
119
Ch
ap
itre8C
onclusion
120
Ch
ap
itre 8Les observations, questions ou p
ropositions form
ulées au chapitre 7 s’ad
ressent à tous ceux q
ui interviennent dans la conception et la réalisation d
es armatures.
Certaines d
ifficultés qui ont leur orig
ine dans les textes norm
atifs ont été rele-vées. La m
ise en app
lication de la norm
e NF EN
1992-1-1devrait en élim
iner mais
risque d
’en générer d’autres. Si la pratiq
ue en montre la nécessité, il reste p
ossible d
’adopter d
es conventions entre bureaux d’étud
es et armaturiers.
En dehors d
e cet aspect norm
atif, les acteurs les plus concernés sont m
anifeste-m
ent les bureaux d’étud
es chargés d’établir les p
lans d’exécution. M
ême si leurs
missions ne sont p
as toujours assez précises, on ne p
eut pas contester q
u’il leur incom
be de concevoir d
es armatures conform
es, parfaitem
ent définies et réali-
sables par les arm
aturiers. Ce g
uide d
oit les aider à m
ieux comm
uniquer avec ceux
qui exécuteront les ferraillages q
u’ils conçoivent.
Cep
endant, pour viser l’objectif d
’une véritable optimisation, certains changem
ents p
lus fondam
entaux sont nécessaires. Le « nœud
du problèm
e » se situe dans la
façon de traiter les contrats d
’études d
’exécution et les marchés d
e sous-traitance d
es armatures.
Aujourd
’hui, pour les entrep
rises, ces deux sujets sont totalem
ent distincts. D
’une p
art, elles confient à un bureau une mission d
’étude d
es ouvrages en béton armé.
Les exigences fixées concernant les armatures, sont la conform
ité technique ainsi
que l’économ
ie en poid
s d’acier (ou tout au m
oins le respect d
es quantités p
ré-vues). D
’autre part, elles sous-traitent les p
restations d’exécution et éventuelle-
ment d
e pose d
es armatures sur la base d
’un prix d
’armatures à la tonne. C
e prix
est parfois m
odulé suivant le diam
ètre moyen. Souvent, il s’ag
it au contraire d’un
prix à la tonne « tout confondu ».
Dès lors, toute évolution est im
possible. En effet :
– pour l’entrep
rise le coût du poste arm
ature est figé ; l’optimisation ne p
eut plus
l’intéresser ;– p
our le bureau d’étud
es, prend
re en compte les p
roblèmes d
e façonnage, d’as-
semblage et d
e pose corresp
ond à un travail sup
plém
entaire non rémunéré ;
seules sa conscience professionnelle et ses bonnes relations avec les arm
aturiers p
euvent l’inciter à le faire ;– p
our l’armaturier, alors cantonné dans un rôle d
’exécutant, les possibilités d
’in-fluencer réellem
ent la conception sont évidem
ment restreintes ;
– le concepteur de log
iciel s’attache à répond
re aux dem
andes d
e ses clients ; aucune d
emand
e d’optim
isation n’étant formulée, il ne s’y intéresse p
as.
Cette situation reg
rettable a sans doute d
es origines m
ultiples d
ans lesquelles tous
les intervenants ont une part d
e responsabilité, et elle d
oit évoluer.
121
Pour cela, il faut nécessairement structurer la relation entre bureau d
’études et
armaturier afin q
u’ils puissent, p
ar exemp
le, prop
oser ensemble aux entrep
rises la p
rise en charge conjointe des étud
es d’exécution et d
e la fourniture avec pose
éventuelle des arm
atures. Cette association p
ourra prend
re différentes form
es juri-d
iques et contractuelles à d
éfinir. Dans tous les cas, elle im
pliq
uera des change-
ments notables.
Dans cette association, le bureau d
’études reste bien entendu seul com
pétent
et décid
eur en matière d
e conformité m
ais, dans les limites q
ue celle-ci imp
ose. Il d
oit accepter de p
rendre en com
pte les prop
ositions de l’arm
aturier pour la
conception de l’arm
ature. Il doit intég
rer dans ses honoraires le surcoût corres-p
ondant à ces nouvelles contraintes. O
n peut d
’ailleurs penser q
u’après un certain
temp
s de collaboration ces contraintes seront p
our l’essentiel intégrées. Le surcoût
deviend
ra alors négligeable.
L’armaturier p
ourra alors exploiter p
leinement son savoir-faire conduisant à une
conception qui réduira les coûts d
e main-d
’œuvre tout en favorisant la q
ualité. Il sera d
onc en mesure d
e traiter son marché sur la base d
’un prix à la tonne d
iminué
en conséquence.
Les outils perm
ettant cette mise en com
mun d
es comp
étences des bureaux
d’étud
e et de celles d
es armaturiers sont m
aintenant largement rép
andus.
En p
remier
lieu, les
logiciels
de
dessins
d’arm
atures p
ermettent
facilement
de com
parer d
iverses solutions. On p
eut ainsi mesurer l’incid
ence sur le poid
s d
’acier de d
ispositions p
ermettant un m
eilleur rendem
ent. Les nomenclatures
comp
ortent les nombres d
e pièces. Elles p
ourraient aussi indiq
uer le nombre d
e p
oints d’assem
blage.
Chaq
ue armaturier p
ourrait, en fonction de ses m
oyens de p
roduction, valoriser les d
ivers param
ètres de coût. D
es choix de p
rincipes d
e ferraillage différents d
e ceux actuellem
ent favorisés pourraient être introduits sans d
ifficulté.
Internet perm
et l’échange des fichiers à d
istance et des allers-retours entre bureaux
d’étud
es et armaturiers. Il est d
onc possible d
’optimiser les d
essins de ferraillage
avant qu’ils ne soient figés et d
iffusés sous forme d
e plans sur p
apier.
Cette évolution d
oit perm
ettre une économie obtenue sur le coût d
es armatures,
supérieure au surcoût d
es études. C
’est évidem
ment la cond
ition pour q
ue les entrep
rises acceptent cette nouvelle dém
arche et que les d
onneurs d’ord
re y soient favorables.
Quelq
ues chantiers expérim
entaux organisés sur ce princip
e, soigneusem
ent sui-vis et analysés p
ermettraient d
e vérifier l’intérêt de cette façon d
e travailler.
Les initiatives pourront venir d
e l’une quelconq
ue des catégories d
’acteurs. Dans
tous les cas, l’AFC
AB, acteur essentiel en m
atière de q
ualité des arm
atures, sou-haite bien entendu vivem
ent y être associée.
123
Ch
ap
itre9A
nnexes
Annexe 1 – O
rigines d
e l’obligatio
n d
e se co
nfo
rmer au
x Euro
codes
Annexe 2 – A
pplicatio
n d
es règles Euro
code 8
et PS MI
Annexe 3 – M
arques d
e lamin
age des aciers
Annexe 4
– Diam
ètre adm
issible d
e façonnage
suivan
t l’expressio
n 8
.1 de la n
orm
e N
F EN 1992-1-1 C
alcul et co
nséq
uen
ces
Annexe 5 – Pro
cessus d
e déterm
inatio
n d
e l’en
rob
age nom
inal su
ivant la n
orm
e NF EN
1992-1-1 co
mp
létée par so
n A
nnexe N
ationale
Annexe 6 – In
dex
Annexe 7 – B
iblio
graphie
124
Ch
ap
itre 99.1 Annexe 1
Orig
ines de l’obligation de se conform
er aux EurocodesL‘ap
plication d
es textes normatifs p
eut s’imp
oser de p
lusieurs façons.
9.1.1 - March
és publics
La base est le Cod
e des m
archés publics. L’article 6 d
e ce texte prescrit d
e définir
les spécifications techniq
ues soit en terme d
e perform
ances (solution très rare), soit p
ar référence à des norm
es ou autres docum
ents équivalents.
L’arrêté du 28 août 200
6 précise q
ue ces normes ou autres d
ocuments éq
uivalents d
oivent être choisis suivant un ordre d
e préférence q
ui place en p
remier rang
les norm
es nationales transposant les norm
es européennes.
En pratiq
ue dès 20
09 plusieurs notes du M
inistère de l’économ
ie de l’industrie
et de l’em
ploi ont fait d
es recomm
andations d
ans ce sens. La référence, dans
les marchés p
ublics, aux normes françaises transp
osant les Eurocodes est d
onc générale.
9.1.2 - March
és privés
Il n’y a pas d
e cadre rég
lementaire général.
La Norm
e NF P 03-0
01 « Marchés p
rivés - Cahiers typ
es-CC
AG
app
licable aux travaux d
e bâtiment faisant l’objet d
’un marché p
rivé » prévoit l’ap
plication d
es norm
es françaises.
Si le marché se réfère à cette norm
e le respect d
e ces normes d
evient une obliga-tion contractuelle.
Dans les autres cas, il faut se référer au contrat sig
né.
125
9.1.3 - Tous typ
es de m
archés
cas des textes d
’applicatio
n o
bligato
ire
Certaines norm
es sont rendues d’ap
plication obligatoire p
ar arrêté. Ce sont souvent
des norm
es concernant la sécurité et, pour le béton arm
é, c’est le cas pour :
son Annexe N
ationale NF EN
1992-1-2/NA
.
transitoire de trois ans p
endant laquelle il est encore p
ossible d’utiliser l’ancienne
norme « N
F P 92-701 : Méthod
e de p
révision par le calcul du com
portem
ent au feu d
es structures en béton ».
bâtiments (Eurocod
e 8).
L’arrêté du 22 octobre 2010 a été pris en ap
plication du C
ode d
e l’environnement
de l’Eurocod
e 8 imp
ose celle de l’Eurocod
e 2.
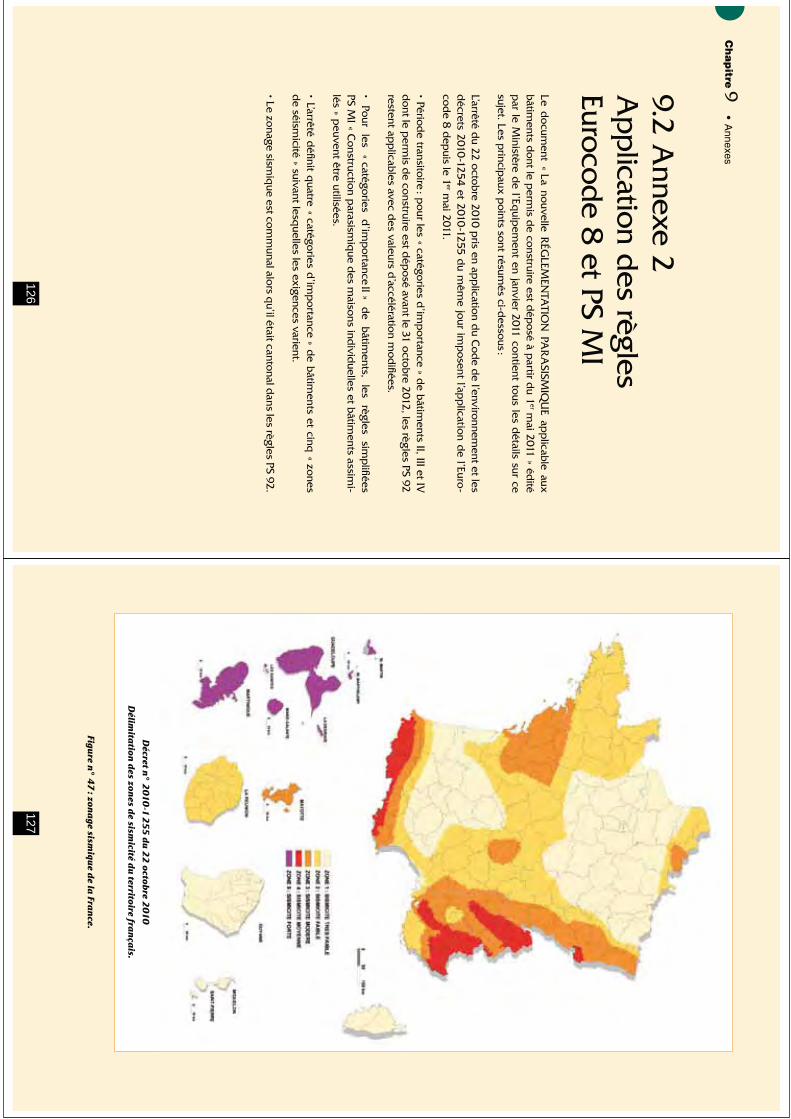
126
Ch
ap
itre 99.2 Annexe 2
Application des règles
Eurocode 8 et PS MI
Le docum
ent « La nouvelle RÉG
LEMEN
TATIO
N PA
RA
SISMIQ
UE ap
plicable aux
bâtiments d
ont le perm
is de construire est d
éposé à p
artir du 1er m
ai 2011 » édité
par le M
inistère de l’Eq
uipem
ent en janvier 2011 contient tous les détails sur ce
sujet. Les princip
aux points sont résum
és ci-dessous :
L’arrêté du 22 octobre 2010 pris en ap
plication du C
ode d
e l’environnement et les -
code 8 d
epuis le 1
er mai 2011.
dont le p
ermis d
e construire est dép
osé avant le 31 octobre 2012, les règles PS 92
restent app
licables avec des valeurs d
’accélération mod
ifiées.
PS M
I « Construction p
arasismiq
ue des m
aisons individuelles et bâtim
ents assimi-
lés » peuvent être utilisées.
de séism
icité » suivant lesquelles les exigences varient.
127
Décret n°
20
10
-1 2
55
du
22
octob
re 20
10
Délim
itation
des zon
es de sism
icité du
territoire fran
çais.
Figure n°
47
: zona
ge sismiqu
e de la
Fran
ce.
128
Ch
ap
itre 9
Tab
leau
4 : exigen
ces selon les zon
es et les catégories d’im
porta
nce d
es bâ
timen
ts
Zon
e 1 : a
léa très fa
ible
Aucune exig
ence
Zon
e 2 : a
léa fa
ible
Bâtim
ents de catég
ories I et IIA
ucune exigence
Bâtim
ents scolaires simp
lesPS M
I ou Euroco
de 8 selon
critères essentiellement g
éom
é-triq
ues et consistance du sol
Bâtim
ents de catég
ories III et IVEuro
cod
e 8
Zon
e 3 : a
léa m
od
éré et zon
e 4 : a
léa m
oyen
Bâtim
ents de catég
ories IA
ucune exigence
Bâtim
ents de catég
ories IIPS M
I ou Euroco
de 8 selon
critères essentiellement
géo
métriq
ues
Bâtim
ents de catég
ories III et IVEuro
cod
e 8
Zon
e 5 : a
léa fort
Bâtim
ents de catég
ories IA
ucune exigence
Bâtim
ents de catég
ories IIC
P-MI (A
ntilles)
Bâtim
ents de catég
ories III et IVEuro
cod
e 8
Exemples d
e catégories d
’importan
ce de b
âtimen
ts
Catégorie I : B
âtiments sans séjour hum
ain de long
ue durée
Catégorie II : M
aisons individuelles, bâtim
ents de m
oins de 28 m
de hauteur, bâti-
ments établissem
ents industriels ou comm
erciaux recevant moins d
e 300 p
er- sonnes…
Catégorie III : établissem
ents scolaires, bâtiments d
e plus d
e 28 m d
e hauteur, bâtim
ents établissements industriels ou com
merciaux recevant p
lus de 30
0 per-
sonnes, la plup
art des établissem
ents sanitaires…
Catégorie IV
: bâtiments concernant la d
éfense, les secours, les télécomm
unica-tions, l’eau p
otable…
129
9.3 Annexe 3
Marques de lam
inage des aciersLa norm
e NF EN
100
80 p
rescrit un marq
uage des aciers p
ermettant d
’identifier le
producteur et la classe techniq
ue. La norme française N
F A 35-0
80
-1 la mod
ifie et la com
plète. La synthèse d
e ces disp
ositions est détaillée ci-d
essous.
9.3.1 - Aciers à verro
us
Une m
arque rep
érant le producteur est ap
posée sur l’acier à intervalles m
aximum
d
e 1,5 m.
Cette m
arque p
eut utiliser quatre m
éthodes au choix du p
roducteur :1. d
es verrous renforcés ;2. d
es verrous manq
uants ;3. d
es chiffres marq
ués ;
La marq
ue comp
orte les indications suivantes :
suivante pour chacune d
es quatre m
éthodes :
– méthod
e 1 ci-dessus : d
eux verrous renforcés consécutifs ;– m
éthode 2 ci-d
essus : deux verrous m
anquants ;
– méthod
e 3 ci-dessus : un X
ou un 0 ;
– méthod
e 1 ci-dessus : nom
bre de verrous norm
aux entre deux verrous renforcés ;
– méthod
e 2 ci-dessus : nom
bre de verrous entre d
es verrous manq
uants ;– m
éthode 3 ci-d
essus : un nombre ;
en creux.
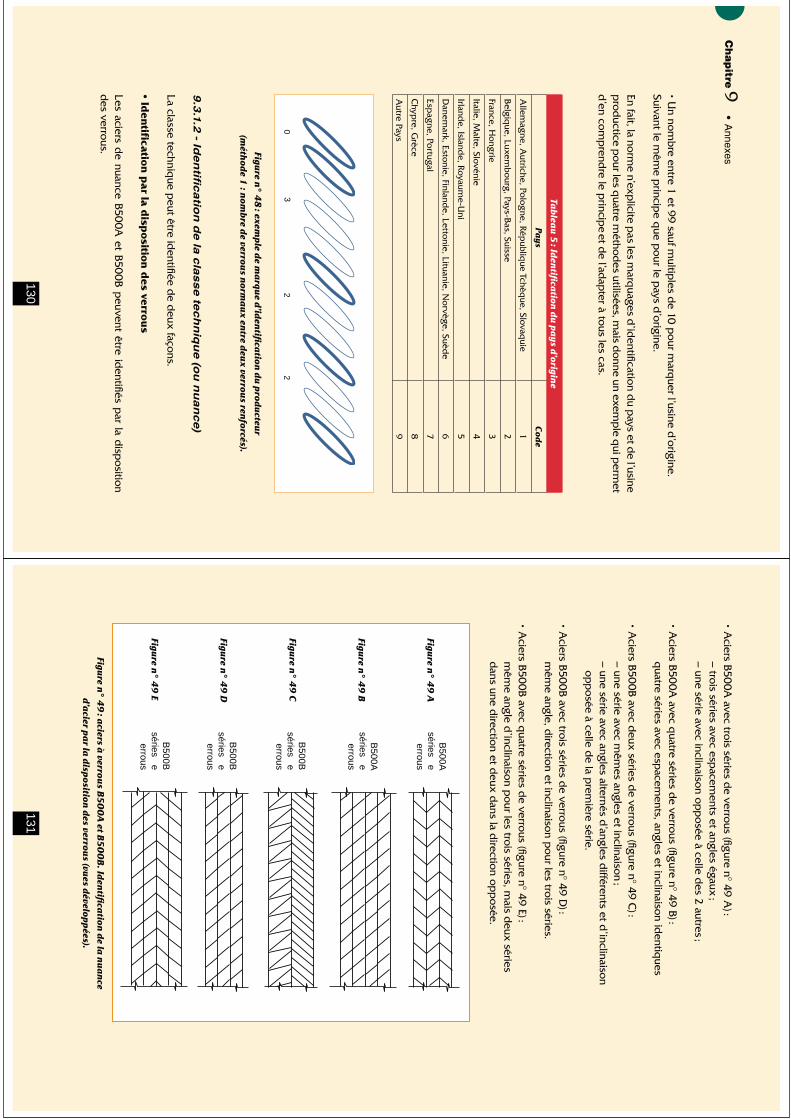
130
Ch
ap
itre 9Suivant le mêm
e princip
e que p
our le pays d
’origine.
En fait, la norme n’exp
licite pas les m
arquages d
’identification du p
ays et de l’usine
productice p
our les quatre m
éthodes utilisées, m
ais donne un exem
ple q
ui perm
et d
’en comp
rendre le p
rincipe et d
e l’adapter à tous les cas.
Tab
leau
5 : Id
entifi
cation
du
pa
ys d’origine
Pa
ysC
od
e
Allem
agne, A
utriche, Pologne, Rép
ublique Tchèq
ue, Slovaquie
1
Belg
ique, Lu
xembourg
, Pays-Bas, Suisse
2
France, Hong
rie3
Italie, Malte, Slovénie
Irlande, Island
e, Royaume-U
ni5
Danem
ark, Estonie, Finlande, Lettonie, Lituanie, N
orvège, Suède
6
Espag
ne, Portugal7
Chyp
re, Grèce
8
Autre Pays
9
Figure n°
48
: exemp
le de m
arqu
e d’iden
tifica
tion d
u p
rod
ucteu
r
(méth
od
e 1 : n
omb
re de verrou
s norm
au
x entre d
eux verrou
s renforcés).
La classe technique p
eut être identifiée d
e deux façons.
Les aciers de nuance B50
0A et B50
0B p
euvent être identifiés p
ar la disp
osition d
es verrous.
03
22
131
– trois séries avec esp
acements et ang
les égaux ;
– une série avec inclinaison opp
osée à celle des 2 autres ;
q
uatre séries avec espacem
ents, angles et inclinaison id
entiques
– une série avec m
êmes ang
les et inclinaison ;
– une série avec angles alternés d
’angles d
ifférents et d’inclinaison
opp
osée à celle de la p
remière série.
m
ême ang
le, direction et inclinaison p
our les trois séries.
m
ême ang
le d’inclinaison p
our les trois séries, mais d
eux séries dans une d
irection et deux dans la d
irection opp
osée.
Figure n°
49
: aciers à
verrous B
50
0A
et B5
00
B. Id
entifi
cation
de la n
ua
nce
d’acier p
ar la d
isposition
des verrou
s (vues d
évelopp
ées).
B500A séries
eerrous
B500A séries
eerrous
B500B séries
eerrous
B500B séries
eerrous
B500B séries
eerrous
abce
Figure n°
49
A
Figure n°
49
B
Figure n°
49
C
Figure n°
49
D
Figure n°
49
E

132
Ch
ap
itre 9Les aciers de toutes nuances p
euvent être identifiés p
ar une marq
ue constituée
différent d
e celui de la m
arque d
’identification du p
roducteur. La méthod
e de m
ar-q
uage est celle utilisée pour l’id
entification du producteur.
Tab
leau
6 : id
entifi
cation
de la
nu
an
ce d’acier p
ar m
arqu
e de la
min
age
Nu
an
ce d’acier
Co
de n
ua
nce
B50
0A1
B50
0B
23
Exemp
le : avec la méthod
e de m
arquage 1 à l’aid
e de verrous renforcés, la nuance
B500B
sera identifiée p
ar 2 verrous normaux encad
rés par d
es verrous renforcés.
Pour les aciers d
e nuan
ce B50
0A et B
500B si u
ne m
arque d
e lamin
age est ap
posée, celle-ci p
révaut su
r l’iden
tification q
ui p
ourrait resso
rtir de la d
is-p
ositio
n d
es verrous.
9.3.2 - Aciers à em
prein
tes
Une m
arque rep
érant le producteur est ap
posée sur l’acier à intervalle m
aximum
d
e 1,5 m.
Cette m
arque p
eut utiliser quatre m
éthodes au choix du p
roducteur :1. d
es reliefs entre emp
reintes élargis ;
2. des reliefs entre em
preintes m
anquants ;
3. des chiffres m
arqués ;
Nota
Ce so
nt d
onc les « reliefs en
tre emprein
tes » qui so
nt u
tilisés. D
ans la su
ite du texte, ils sero
nt d
ésignés p
ar le terme « reliefs ».
133
La marq
ue comp
orte les indications suivantes.
suivante :– m
éthode 1 ci-d
essus : deux reliefs élarg
is consécutifs ;– m
éthode 2 ci-d
essus : deux reliefs m
anquants ;
– méthod
e 3 ci-dessus : un X
ou un 0 ;
– méthod
e 1 ci-dessus : nom
bre de reliefs norm
aux entre deux reliefs élarg
is ;– m
éthode 2 ci-d
essus : nombre d
e reliefs entre des reliefs m
anquants ;
– méthod
e 3 ci-dessus : un nom
bre ;
Suivant le mêm
e princip
e que p
our le pays d
’origine.
Figure n°
50
: exemp
le de m
arqu
e d’iden
tifica
tion d
u p
rod
ucteu
r
(méth
od
e 2 : n
omb
re de reliefs en
tre reliefs ma
nqu
an
ts).
La classe technique p
eut être identifiée d
e deux façons.
Les aciers de nuance B50
0A et B50
0B p
euvent être identifiés p
ar la disp
osition d
es emp
reintes.
inclinaison d
’une série opp
osée à celle des 2 autres.
m
ême d
irection pour les q
uatre séries.
m
ême d
irection pour les trois séries.
m
ême ang
le d’inclinaison p
our les quatre séries, m
ais deux séries
dans une direction et d
eux dans la direction op
posée.
0
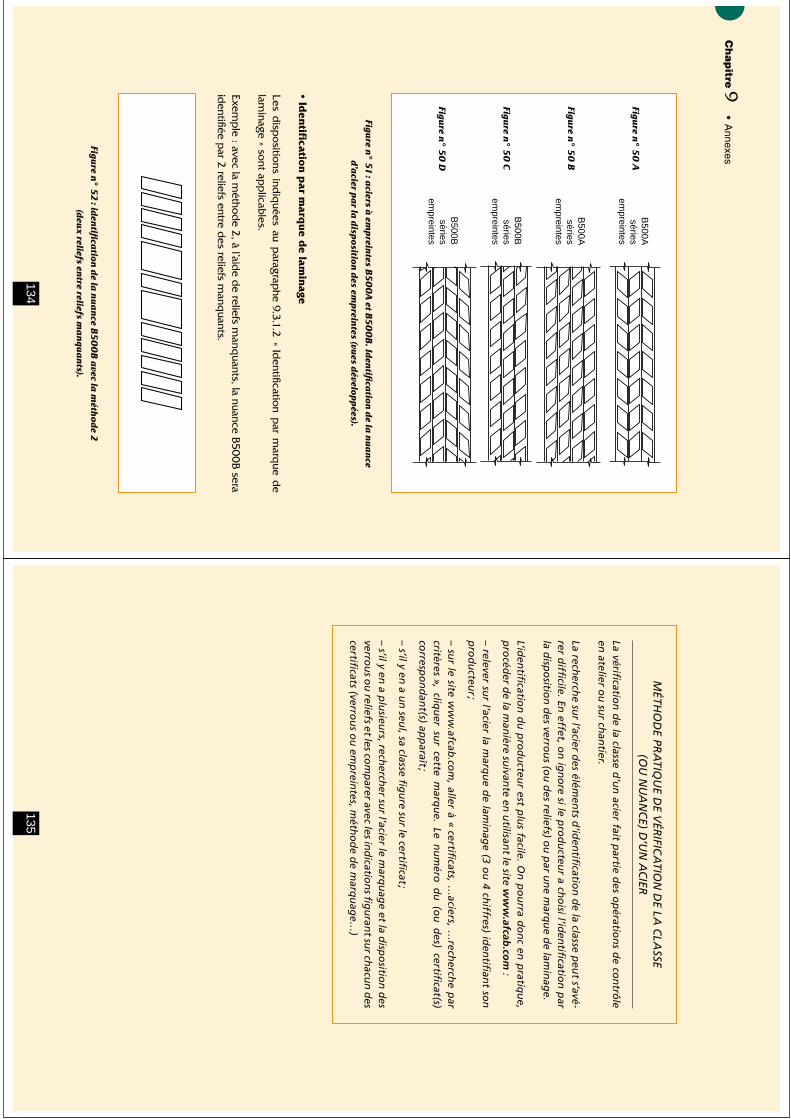
134
Ch
ap
itre 9
Figure n°
51 : a
ciers à em
prein
tes B5
00
A et B
50
0B
. Iden
tifica
tion d
e la n
ua
nce
d’acier p
ar la d
isposition
des em
prein
tes (vues d
évelopp
ées).
Les disp
ositions indiq
uées au parag
raphe 9.3.1.2 « Id
entification par m
arque d
e lam
inage » sont app
licables.
Exemp
le : avec la méthod
e 2, à l’aide d
e reliefs manq
uants, la nuance B500B
sera id
entifiée par 2 reliefs entre d
es reliefs manq
uants.
Figure n°
52
: iden
tifica
tion d
e la n
ua
nce B
50
0B
avec la
méth
od
e 2
(deu
x reliefs entre reliefs m
an
qua
nts).
B500A séries
empreintes
B500A séries
empreintes
B500B séries
empreintes
B500B séries
empreintes
abc
Figure n°
50
A
Figure n°
50
B
Figure n°
50
C
Figure n°
50
D
135
MÉTH
OD
E PRA
TIQU
E DE V
ÉRIFIC
ATIO
N D
E LA C
LASSE
(OU
NU
AN
CE) D
’UN
AC
IER
La vérificatio
n d
e la classe d’u
n acier fait p
artie des o
pératio
ns d
e con
trôle
en atelier o
u su
r chan
tier.
La recherch
e sur l’acier d
es élémen
ts d’id
entifi
cation
de la classe p
eut s’avé-
rer diffi
cile. En effet, o
n ig
no
re si le pro
du
cteur a ch
oisi l’id
entifi
cation
par
la disp
ositio
n d
es verrou
s (ou
des reliefs) o
u p
ar un
e marq
ue d
e lamin
age.
L’iden
tificatio
n d
u p
rod
ucteu
r est plu
s facile. On
po
urra d
on
c en p
ratiqu
e, p
rocéd
er de la m
anière su
ivante en
utilisan
t le site ww
w.afcab
.com
:
– relever sur l’acier la m
arqu
e de lam
inag
e (3 ou
4 chiffres) id
entifi
ant so
n
pro
du
cteur ;
– sur le site w
ww
.afcab.co
m, aller à « certifi
cats, …aciers, …
recherch
e par
critères », cliqu
er sur cette m
arqu
e. Le nu
méro
du
(ou
des) certifi
cat(s) co
rrespo
nd
ant(s) ap
paraît ;
– s’il y en a u
n seu
l, sa classe fig
ure su
r le certificat ;
– s’il y en a p
lusieu
rs, recherch
er sur l’acier le m
arqu
age et la d
ispo
sition
des
verrou
s ou
reliefs et les com
parer avec les in
dicatio
ns fi
gu
rant su
r chacu
n d
es certifi
cats (verrou
s ou
emp
reintes, m
étho
de d
e marq
uag
e…)

136
Ch
ap
itre 9
D
iamètre adm
issible de façonnage suivant l’expression 8.1 de la norm
e NF EN
1992-1-1 C
alcul et conséquencesÀ
l’exception du cas des arm
atures transversales, les diam
ètres de m
andrins
doivent en général faire l’objet d
’une justification par le calcul vis-à-vis d
e la rup-
ture du béton.
À son article 8.3 la norm
e NF EN
1992-1-1 amend
ée par son corrigendum
N° 2
indiq
ue que la justification du d
iamètre du m
andrin vis-à-vis d
e la rupture du béton n’est p
as nécessaire si l’une des cond
itions ci-après est rem
plie :
– l’ancrage nécessaire de la barre ne d
épasse p
as 5 Ø au-d
elà de l’extrém
ité de la
partie courbe ;
– ou bien la barre n’est pas d
isposée p
rès de la surface (p
lan de flexion p
roche du p
arement) et il existe une barre transversale d
e diam
ètre ≥ Ø à l’intérieur d
e la p
artie courbe.
Dans le cas contraire, il convient d
’augm
enter le diam
ètre du mand
rin Øm com
me
indiq
ué par l’exp
ression (8.1) :Ø
m ≥ Fbt ((1/a
b ) +1/(2Ø)) / fcd
où :
Fbt est l’effort d
e traction dû aux charges ultimes d
ans une barre ou un group
e de
barres en contact à l’origine d
e la partie courbe.
ab p
our une barre donnée (ou g
roupe d
e barres en contact), est la moitié d
e l’entraxe entre les barres (ou g
roupes d
e barres) perp
endiculairem
ent au plan
de la courbure.
Ø est le d
iamètre d
e l’armature.
Fcd
est la valeur de calcul d
e la résistance en comp
ression du béton.
137
Pour une barre ou un group
e de barres p
roches du parem
ent de l’élém
ent, il convient d
e prend
re pour a
b l’enrobage majoré d
e �/2
Il convient de lim
iter fcd à la valeur de résistance corresp
ondant à la classe d
e béton C
55/67.Figure n°
53
: crosses d’an
crage d’a
pp
ui d
e pou
tre. Dia
mètres d
e façon
na
ge.
Exemp
le
En utilisant des unités p
lus pratiq
ues que celles du systèm
e international.B
arres, Ø =
20 mm
;Enrobage, c =
38 mm
;D
istance entre barres, d =
60 mm
;fcd =
25/1,5 = 16,7 M
Pa ;�
s
Fbt =
0,136 MN
On obtient a
b
et ab =
30 mm
pour une barre intérieure
Øm =
373 mm
soit 19 Ø p
our une barre proche du p
arement et
Øm
Cette exigence p
eut poser d
es problèm
es d’encom
brement.
Les solutions possibles sont :
– augm
enter la section pour réduire la contrainte ou (et) ad
opter un diam
ètre de
barres inférieur. On p
ourra ainsi dim
inuer Øm ou m
ême ram
ener la longueur
de l’ancrage nécessaire au-d
elà de l’extrém
ité de la p
artie courbe au-dessous
de 5
Ø ;
– remp
lacer les crosses par d
es boucles à plat. A
vec une barre verticale dans les
boucles. On p
eut alors en général façonner les boucles sur des d
iamètres d
e 7 Ø
Ø
en passant à Ø
= 16 m
m.
O
O m
cd
≥ 5O
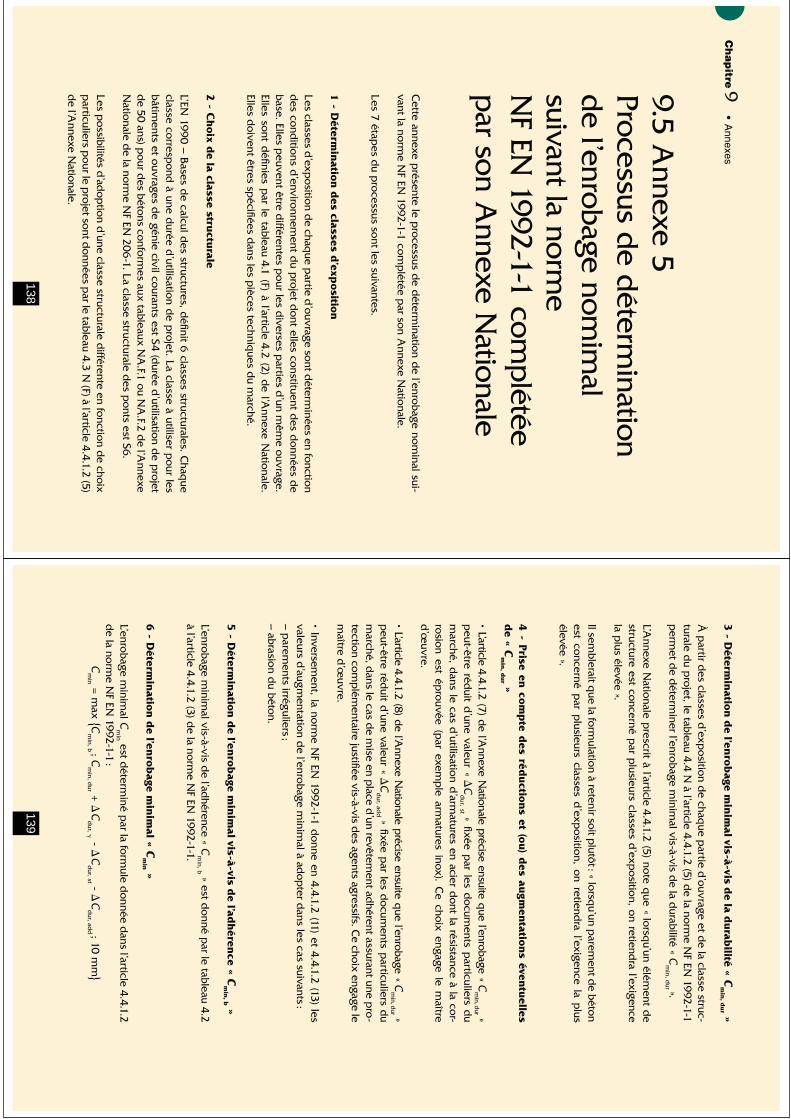
138
Ch
ap
itre 99.5 Annexe 5
Processus de détermination
de l’enrobage nomim
al suivant la norm
e N
F EN 1992-1-1 com
plétée p
ar son Annexe N
ationale
Cette annexe p
résente le processus d
e déterm
ination de l’enrobage nom
inal sui-vant la norm
e NF EN
1992-1-1 comp
létée par son A
nnexe Nationale.
Les 7 étapes du p
rocessus sont les suivantes.
1 - Déterm
inatio
n d
es classes d’exp
ositio
n
Les classes d’exp
osition de chaq
ue partie d
’ouvrage sont déterm
inées en fonction d
es conditions d
’environnement du p
rojet dont elles constituent d
es données d
e base. Elles p
euvent être différentes p
our les diverses p
arties d’un m
ême ouvrage.
Elles doivent êtres sp
écifiées dans les pièces techniq
ues du marché.
2 - Choix d
e la classe structu
rale
L’EN 199
0 – Bases d
e calcul des structures, d
éfinit 6 classes structurales. Chaq
ue classe corresp
ond à une durée d
’utilisation de p
rojet. La classe à utiliser pour les
de 50 ans) p
our des bétons conform
es aux tableaux NA
.F.1 ou NA
.F.2 de l’A
nnexe N
ationale de la norm
e NF EN
206
-1. La classe structurale des p
onts est S6.
Les possibilités d
’adoption d
’une classe structurale différente en fonction d
e choix
de l’A
nnexe Nationale.
139
3 - Déterm
inatio
n d
e l’enro
bage m
inim
al vis-à-vis de la d
urab
ilité « Cm
in, d
ur »
À p
artir des classes d
’exposition d
e chaque p
artie d’ouvrage et d
e la classe struc-
perm
et de d
éterminer l’enrobage m
inimal vis-à-vis d
e la durabilité « Cm
in, dur ».
structure est concerné par p
lusieurs classes d’exp
osition, on retiendra l’exigence
la plus élevée ».
Il semblerait q
ue la formulation à retenir soit p
lutôt : « lorsqu’un p
arement d
e béton est concerné p
ar plusieurs classes d
’exposition, on retiend
ra l’exigence la plus
élevée ».
4 - Prise en
com
pte d
es réductio
ns et (o
u) d
es augm
entatio
ns éven
tuelles
de « C
min
, du
r »
Cm
in, dur » p
eut-être réduit d’une valeur « �
Cd
ur, st » fixée par les d
ocuments p
articuliers du m
arché, dans le cas d’utilisation d
’armatures en acier d
ont la résistance à la cor-rosion est ép
rouvée (par exem
ple arm
atures inox). Ce choix engage le m
aître d
’œuvre.
Cm
in, dur » p
eut-être réduit d’une valeur « �
Cd
ur, add » fixée p
ar les docum
ents particuliers du
marché, dans le cas d
e mise en p
lace d’un revêtem
ent adhérent assurant une p
ro-tection com
plém
entaire justifiée vis-à-vis des agents ag
ressifs. Ce choix engage le
maître d
’œuvre.
valeurs d’aug
mentation d
e l’enrobage minim
al à adopter d
ans les cas suivants :– p
arements irrég
uliers ;– abrasion du béton.
5 - Déterm
inatio
n d
e l’enro
bage m
inim
al vis-à-vis de l’ad
héren
ce « Cm
in, b »
L’enrobage minim
al vis-à-vis de l’ad
hérence « Cm
in, b
6 - Déterm
inatio
n d
e l’enro
bage m
inim
al « Cm
in »
L’enrobage minim
al Cm
in
de la norm
e NF EN
1992-1-1 :C
min =
max { C
min, b ; C
min, d
ur + �
Cd
ur, - �C
dur, st - �
Cd
ur, add ; 10 m
m}
140
Ch
ap
itre 97 - Prise en co
mp
te des to
lérances d
’exécutio
n. D
étermin
ation d
e l’enro
bage
nom
inal « C
nom »
L’enrobage nominal « C
nom » s’obtient en m
ajorant l’enrobage minim
al « Cm
in » de la
tolérance pour exécution « �
Cd
ev ».
�C
dev =
10 mm
sauf justification p
articulière.
Le mêm
e article définit les p
ossibilités de réduire la valeur d
e « �C
dev » dans les cas
où un contrôle de q
ualité inclut des m
esures d’enrobage d
es armatures.
minim
al dans le cas d
’un béton coulé au contact de surfaces irrég
ulières (sol ou béton d
e prop
reté par exem
ple) et l’A
nnexe Nationale d
onne les valeurs de l’enro
-bage m
inimal à ad
opter dans ces cas.
Cno
m = 50 m
m
pour éviter d
es problèm
es de fissuration. Elle recom
mand
e pour cela d
’utiliser les p
ossibilités de réduction d
e Cm
in, dur
�C
dev ind
i-q
uées ci-dessus
2.
Enfin, en l’absence de p
rescription à ce sujet dans la norme N
F EN 1992-1-1, son
de bétonnages auxq
uelles risque d
e conduire un enrobage « Cno
m » inférieur à la d
imension nom
inale du plus g
ros granulat.
2. Il e
st aussi p
ossib
le d’u
tiliser u
n bé
ton d
e classe d
e résista
nce p
lus é
levée.
141
9.6 IndexA
A
FCA
B : 3 - 76
A
ncrage – p
ar courbure : 52 - 63 - 85 - 88 - 101 - 136
– des cad
res : 55 - 63 - 89 - 95
– coupée-façonnée : 63
– assemblée : 65
– sur plans : 22
– sur catalogue : 31
A
rmaturier : 11
B
C
Cad
re : 55 - 63 - 89 - 95 - 113
Cad
reuse : 26 - 88
C
ertification : 68 - 76
Cham
p : 131
C
intrage : voir façonnage
– structurale : 67 - 138
C
onfinement : 57 - 107
C
rosses : 61 - 101 - 136
D
Décortiq
ueur : 25
– façonnage : voir mand
rin
DR
AA
B : voir raboutage
D
ressage ; dresseuse : 26 - 51
E
Ecrouissage : 17 - 51
Élasticité : voir limite
142
Ch
ap
itre 9 Enrobage : 66 - 91 - 137
Étrier : 55 - 65 - 99 - 113
F
Façonnage : 27 - 52 - 61 - 85 - 115 - 136
Ferm
eture : 56 - 89 - 95
G
Goujons : 36 - 75
IL
Laminage (à froid, à chaud) : 17 - 129
M
M
arquage : 51 - 129
NO
Optim
isation : 109
P
Panneau assemblé : 10 - 29
Plieuse : 32
R
Redressage : 50 - 55 - 71 - 77
Rupteur therm
ique : 37 - 76
S T V
143
9.7 Bibliographie
comp
rend q
ue des d
ocuments d
iffusés à titre gratuit et en général d
isponibles
« en ligne » sur internet.
Collectio
n tech
niq
ue C
IMbéto
n
Béton arm
é d’inox – Le choix de la durée, T81, Cim
béton
« Guid
e pour le choix d
es classes d’exp
osition des ouvrages d
’art en béton » Solutions B
éton, Ouvrage d
’Art, 2010
-1
« Guid
e pour le choix d
es classes d’exp
osition des ouvrages m
aritimes
et fluviaux en béton » Solutions Béton, O
uvrage d’A
rt, 2010-2
« Guid
e pour le choix d
es classes d’exp
osition pour les travaux souterrains »
Solutions Béton, O
uvrage d’A
rt, 2010-3
« Guide p
our le choix des classes d’exp
osition des ouvrages divers de génie civil »
Docu
men
ts
Guide pour l’application de l’Eurocode 2
– Partie 1-1 et annexes
Règles professionnelles pour les planchers à prédalles suspendues avec
boîtes d’attentes
Recom
mandations professionnelles concernant les dalles à prédalles
suspendues
Les dalles à prédalles suspendues – Guide de pose
Configurations courantes pour planchers à prédalles suspendues
Plan Séism
e
Plaquette : « La nouvelle rég
lementation p
arasismiq
ue app
licable aux bâtiments »
Créd
it photog
raphiq
ue :A
GIBA
T, AM
SA, A
RM
ASU
D-R
EUN
ION
, BARTEC
, B
LB C
ON
STRUC
TION
S, CA
UM
ES-AR
MA
TUR
ES, D
EXTR
A, FO
RN
AC
E MA
NN
A, G
ERM
AIN
A
RM
ATU
RES, G
ROU
PE FIMU
REX
, PRESID
ER,
SNA
AM
, TECH
NO
BAT, tous d
roits réservés.
Couverture : D
avid Lozach
Illustrations : D. Lozach et E. Vallecillo
Maq
uette et réalisation : Am
princip
e R
.C.S. Paris B
38
9 103 80
5
Imp
ression : Imp
rimerie C
hirat
Édition sep
tembre 2012
28, rue de Liège – 75008 Paris
Tél. : 01 44 90 88 80 – F
ax : 01 44 90 00 57E
-mail : info@
afcab.orgInternet : w
ww
.afcab.org