Aucun titre de diapositive - mip2.insa-lyon.frmip2.insa-lyon.fr/Centre...
51
Juin 2001 Amélioration Des outils coupants
Transcript of Aucun titre de diapositive - mip2.insa-lyon.frmip2.insa-lyon.fr/Centre...
Juin 2001
Amélioration
Des
outils coupants

Amélioration des outils
coupants
1 – Présentation
entreprise
Amélioration des outils
coupants
1 – Présentation
entreprise
2 – Cahier des
charges
Amélioration des outils
coupants
v _ Sujet du Projet de Fin
d’Étude.
v _ Le contexte.
v _ Approche de l’étude.

1 – Présentation
entreprise
2 – Cahier des
charges
3 – Conduite de
l’étude
Amélioration des outils
coupants
v _ Recherches bibliographiques.
v _ État des lieux .
v _ Rencontre des fournisseurs .
v _ Propositions d’évolutions process .
v _ Propositions d’évolutions outil .
v _ Propositions d’évolutions
d’organisation .
1 – Présentation
entreprise
2 – Cahier des
charges
3 – Conduite de
l’étude
4 - Bilan
Amélioration des outils
coupants
v _ Synthèse conduite du projet, et planning
général.
v _ Les avancements et actions à suivre.
v _ Conclusion.
1 – Présentation
entreprise
2 – Cahier
des charges
4 - Bilan
Amélioration des
outils coupants
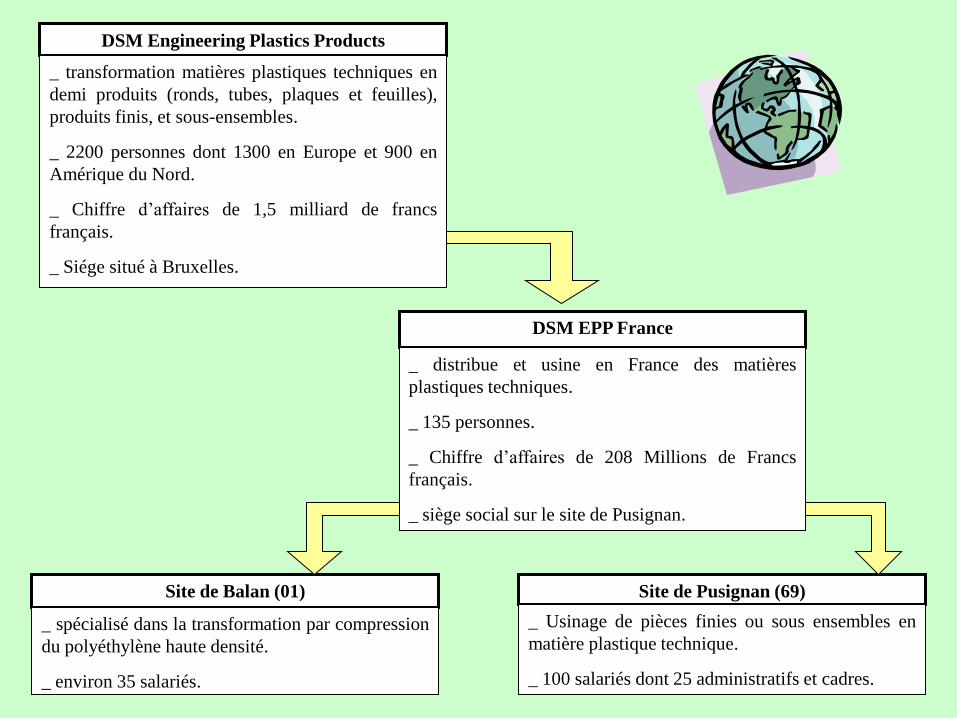
DSM Engineering Plastics Products
_ transformation matières plastiques techniques en
demi produits (ronds, tubes, plaques et feuilles),
produits finis, et sous-ensembles.
_ 2200 personnes dont 1300 en Europe et 900 en
Amérique du Nord.
_ Chiffre d’affaires de 1,5 milliard de francs
français.
_ Siége situé à Bruxelles.
DSM EPP France
_ distribue et usine en France des matières
plastiques techniques.
_ 135 personnes.
_ Chiffre d’affaires de 208 Millions de Francs
français.
_ siège social sur le site de Pusignan.
Site de Balan (01)
_ spécialisé dans la transformation par compression
du polyéthylène haute densité.
_ environ 35 salariés.
Site de Pusignan (69)
_ Usinage de pièces finies ou sous ensembles en
matière plastique technique.
_ 100 salariés dont 25 administratifs et cadres.

Quadrant
_ spécialisé dans la fabrication de pièces
automobiles. (plastiques renforcés pour
remplacement pièces acier).
_ 400 personnes.
_ Chiffre d’affaires de 1,5 milliard de Francs
français.
_ siège social en Suisse.
Quadrant EPP
_ spécialisé dans les plastiques techniques.
_ 2600 personnes.
_ Prévision du Chiffre d’affaires 2001 : 2 milliards
de Francs français.
_ siège social en Suisse.
DSM Engineering Plastics Products

Les principaux clients de DSM sont :
- POMA (télécabines),
- SNCF,
- SNR (roulements à billes),
- ALSTOM (trains),
- HEIDELBERG (machines d’impression).Les principaux concurrents de DSM sont :
- RÖCHLING en France,
- ESSINGER en Allemagne,
- POLYHIGH SOLIDUR aux États Unis.
Site de Pusignant:

2 – Cahier des
charges
1 – Présentation
entreprise
3 – Conduite
de l’étude
4 - Bilan
Amélioration des
outils coupants
Sujet du Projet de Fin d’Etude.
Les objectifs de ce stage sont de :
_ Trouver des outils de coupe plus performants ;
_ Diminuer les temps d’usinage, afin d’augmenter l’engagement machine ;
_ Diminuer la consommation d’outils coupants.
Le contexte.
Les spécificités du secteur plastique :
v _ domaine est relativement
récent ;
v _ matières très
diverses ;
v _ le monde des matières plastiques en perpétuelle
évolution;
v _ la quantité de matière usinée faible par rapport à celle de
l’acier ;
v _ en général, usure d’outil est très faible.
Inexistence de développements d’outils coupants spécifiques au plastique.

Approche de l’étude.

Approche de l’étude.
Recherche
d’informations.
État des lieux dans
l’entreprise.
Rencontre des fournisseurs
référencés dans l’entreprise.
Rencontre de fournisseurs
non référencés entreprise.
Propositions d’évolutions
outil.
Propositions d’évolutions
process.
Propositions d’évolutions
d’organisation.

3 – Conduite de
l’étude
1 – Présentation
entreprise
2 – Cahier
des charges
4 - Bilan
Amélioration des
outils coupants

Etape 1v Recherche d’informations :
> Ouvrages bibliographiques :
_ Le CETIM ;
_ Les Techniques de l’ingénieur.
_ Cours MIP2 « Usinage par outil coupant »
(MM. Roumesy et Rigal – édition 99/00)
les vitesses de coupe et les avances préconisées.
> Logiciels et banque de données :
_ Toolight
(Sté Tool).
Ce logiciel permet d’optimiser les couples « Outil – Matière »
_ ne comporte pas d’information sur les plastiques ;
_ aucun développement n’est prévu.
Etape 2vÉtat des lieux chez DSM/Quadrant:
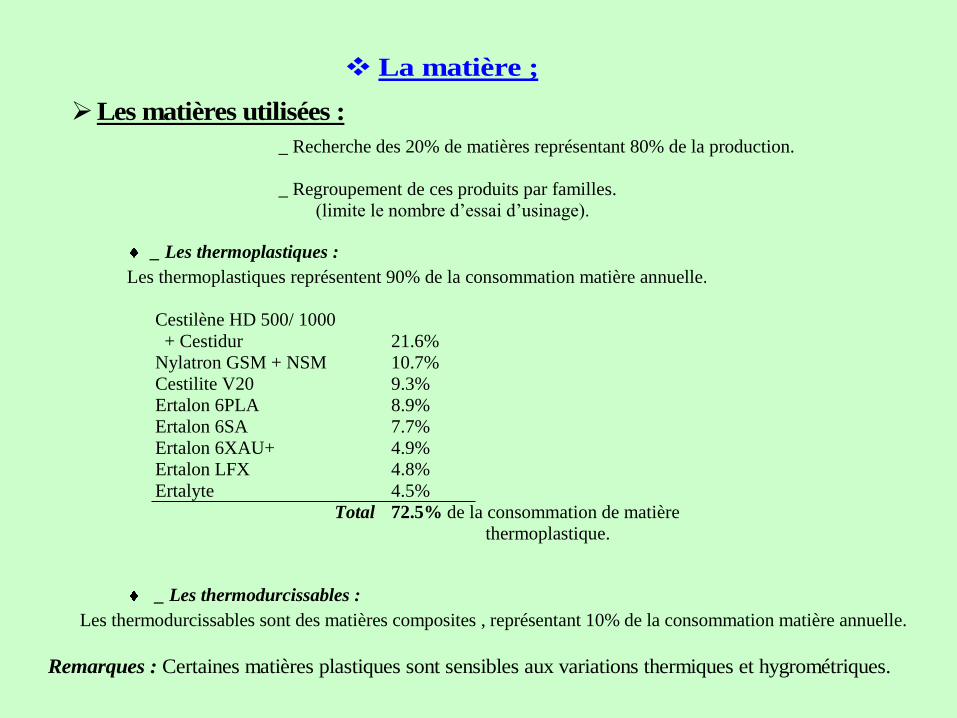
v La matière ;
Les matières utilisées :
_ Recherche des 20% de matières représentant 80% de la production.
_ Regroupement de ces produits par familles.
(limite le nombre d’essai d’usinage).
_ Les thermodurcissables :
Les thermodurcissables sont des matières composites , représentant 10% de la consommation matière annuelle.
_ Les thermoplastiques :
Les thermoplastiques représentent 90% de la consommation matière annuelle.
Cestilène HD 500/ 1000
+ Cestidur 21.6%
Nylatron GSM + NSM 10.7%
Cestilite V20 9.3%
Ertalon 6PLA 8.9%
Ertalon 6SA 7.7%
Ertalon 6XAU+ 4.9%
Ertalon LFX 4.8%
Ertalyte 4.5%
Total 72.5% de la consommation de matière
thermoplastique.
Remarques : Certaines matières plastiques sont sensibles aux variations thermiques et hygrométriques.
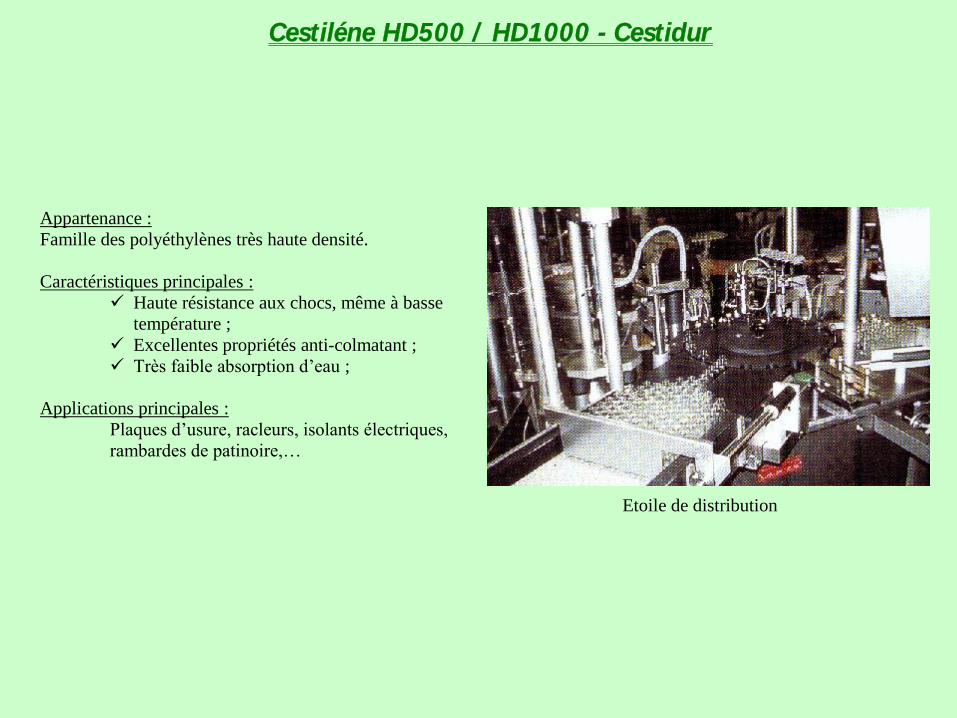
CCCeeessstttiiilllééénnneee HHHDDD555000000 /// HHHDDD111000000000 --- CCCeeessstttiiiddduuurrr
Appartenance :
Famille des polyéthylènes très haute densité.
Caractéristiques principales :
Haute résistance aux chocs, même à basse
température ;
Excellentes propriétés anti-colmatant ;
Très faible absorption d’eau ;
Applications principales :
Plaques d’usure, racleurs, isolants électriques,
rambardes de patinoire,…
Etoile de distribution
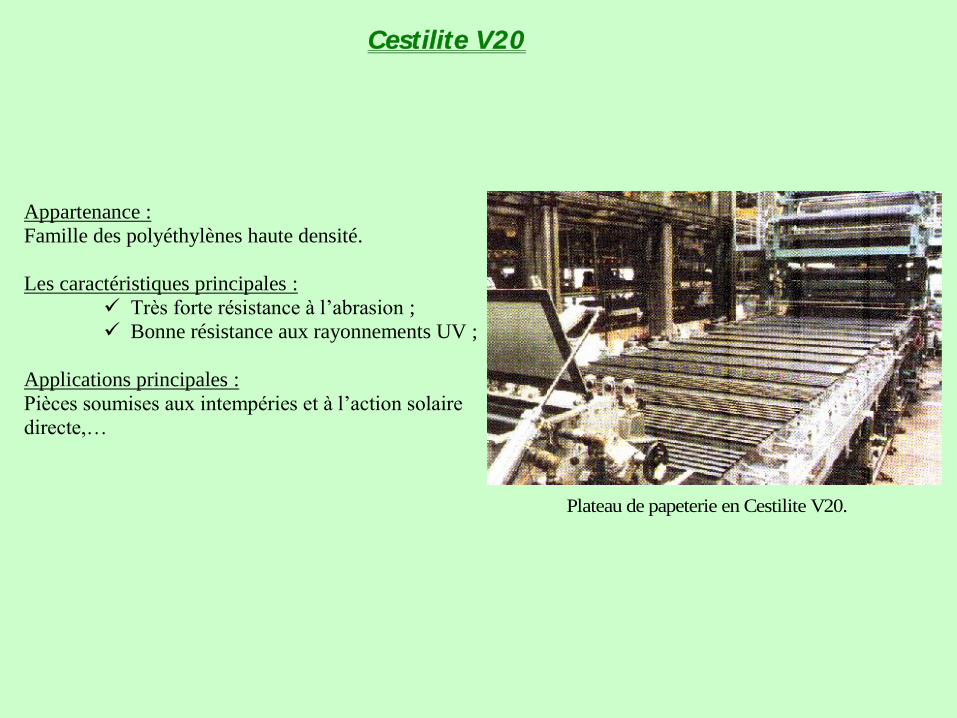
Appartenance :
Famille des polyéthylènes haute densité.
Les caractéristiques principales :
Très forte résistance à l’abrasion ;
Bonne résistance aux rayonnements UV ;
Applications principales :
Pièces soumises aux intempéries et à l’action solaire
directe,…
CCCeeessstttiiillliiittteee VVV222000
Plateau de papeterie en Cestilite V20.

EEErrrtttaaalllooonnn eeettt nnnyyylllaaatttrrrooonnn
>>> EEErrrtttaaalllooonnn 666 SSSAAA :::
Bonnes propriétés mécaniques, électriques, et chimiques
« Secoueurs » sur des machines à vendanger.
EEErrrtttaaalllooonnn eeettt nnnyyylllaaatttrrrooonnn
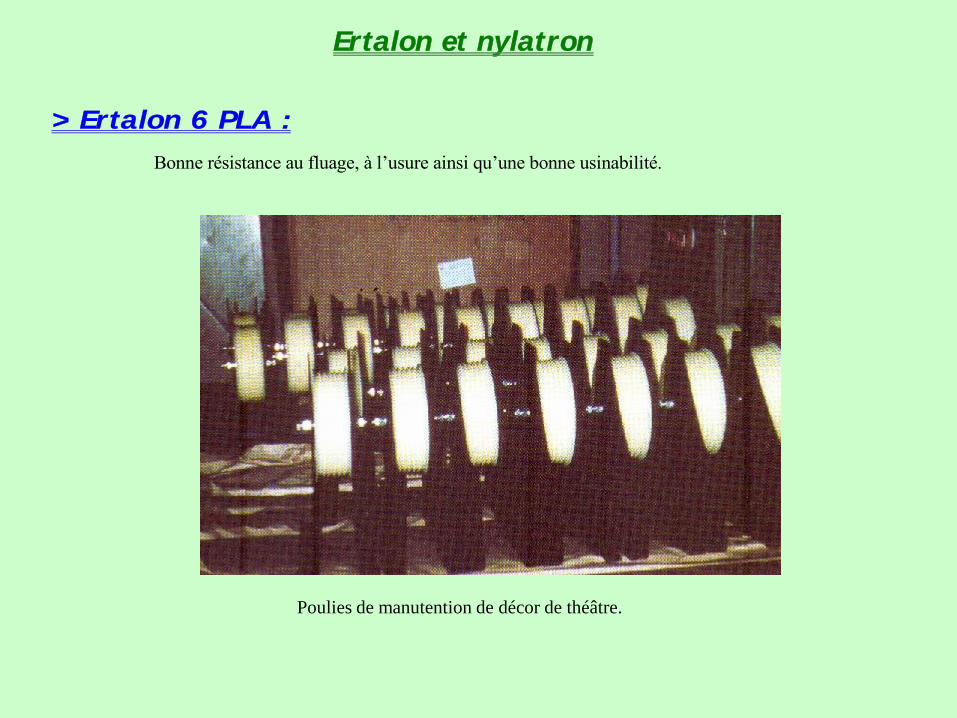
>>> EEErrrtttaaalllooonnn 666 PPPLLLAAA :::
Bonne résistance au fluage, à l’usure ainsi qu’une bonne usinabilité.
Poulies de manutention de décor de théâtre.

EEErrrtttaaalllooonnn eeettt nnnyyylllaaatttrrrooonnn
>>> EEErrrtttaaalllooonnn 666 XXXAAAUUU+++ :::
Bonne résistance au vieillissement.
Couronne d’orientation de tourelle de tir.

EEErrrtttaaalllooonnn eeettt nnnyyylllaaatttrrrooonnn
>>> EEErrrtttaaalllooonnn LLLFFFXXX :::
Autolubrifiant grâce à un lubrifiant incorporé.
Patins de glissement de wagons.

EEErrrtttaaalllooonnn eeettt nnnyyylllaaatttrrrooonnn
Godets de convoyeur.
Bon comportement au frottement, à l‘usure, et aux chocs.
>>> NNNyyylllaaatttrrrooonnn GGGSSSMMM :::

EEErrrtttaaalllyyyttteee
Appartenance :
Famille des polyesters thermoplastiques cristallins.
Les caractéristiques principales :
Haute résistance mécanique ;
Coefficient de frottement faible et
constant ;
Très bonne stabilité dimensionnelle.
Applications principales :
Pièces de glissement fortement chargées,…
Réa de poulie de mât.

v Le process utilisé ; Le parc machine :
Machines à commandes
numériques.Caractéristiques Avance / Vitesse de rotation :
Machines : S = Vitesse de rotation F = Avance
(tr/min) : (mm/min):
Lea 6000 5000
Lba 6000 6000
Kita 6000 5000
SDC30 6000 5000
Chiron 6000 5000
CMS 18000 15000
SDC10 5000 7000
U5 25000 20000

Évolution et spécificité du process :
_ petites et moyennes série (entre 5 et 500 pièces) ;
_ moyens flexibles.
_ process utilisés pour limiter les reprises d’usinage ;
_ moyens de maintien en majorité par plateaux à dépression.

v Les outils ;
Référence outillage :
=> géométrie de coupe aluminium.
Types de fraises : _ 80 % des outils employés sont des fraises 2 tailles ;
_ 10 % des outils employés sont des fraises 1 taille ;
_ 5 % des outils employés sont des fraises 3 tailles ;
_ 5 % des outils employés sont des fraises hémisphériques.
Matériaux constituants les outils : _ 50 % aciers rapides ;
_ 50 % carbure et plaquettes carbures ;
_ quelques utilisations en diamant
(usinage de composites et matières chargées verre).
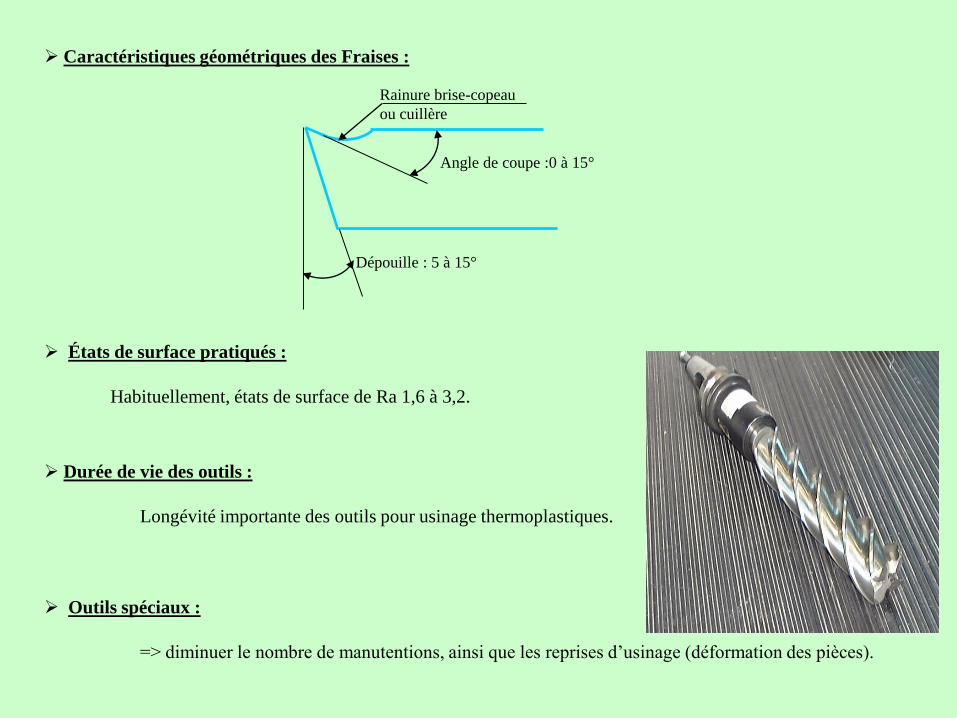
Dépouille : 5 à 15°
Angle de coupe :0 à 15°
Rainure brise-copeau
ou cuillère
Caractéristiques géométriques des Fraises :
États de surface pratiqués :
Habituellement, états de surface de Ra 1,6 à 3,2.
Durée de vie des outils :
Longévité importante des outils pour usinage thermoplastiques.
Outils spéciaux :
=> diminuer le nombre de manutentions, ainsi que les reprises d’usinage (déformation des pièces).

vL’organisation ;
Les moyens :
_ une GPAO, => planifier les lancements d’usinage des pièces,…
_ un magasin d’outillage central.
Cheminement d’une pièce :
lors d’une commande :
_ réalisation programme usinage (sce méthodes / l’atelier) ;
_ mise au point machine (opérateur) ;
_ choix et réglage des outils (opérateur) ;
_ alimentation du brut (opérateur) ;
_ contrôle pièce (opérateur / sce qualité).
Interrogations :
Formalisation :
_ difficultés pour retrouver des informations (état des lieux) ;
=> perturbations et manque de traçabilité (chaque début de série).
Temps d’engagement :
_ Temps de changement de séries en moyenne 1h30 ;
_ Temps moyen d’usinage en moyenne 8h00 ;
D’où nous obtenons : 16% du temps est utilisé pour changement de série ;
84% du temps est utilisé pour l’usinage.
Évolutions déjà proposées :
=> méthode SMED (« Single Minute Exchange of Die»).

vAnalyse :
Nb
re
taille
s
Ma
tié
re
Nb
re
lév
res
11078565 1 Plq carbure 5 Walter sans 504000 0,67 6000 942 chi
11860173 1 Plq carbure 4 Walter sans 638000 0,67 12000 2375 U5
Moyenne 6000 0,67 9000 1658
11720023 2 Carbure 1 Belin sans 8 4800 0,80 6000 151 Chi
11138011 2 Carbure 1 Belin sans 9 8000 0,40 20000 565 U5
11123372 2 Carbure 1 Belin sans 12 4000 0,40 10000 377 U5
11860173 2 Carbure 1 Belin sans 16 10000 0,67 15000 754 U5
Moyenne 6700 0,57 12750 462
11123371 2 Carbure 1 Belin sans 15 2000 0,33 6000 283 sdc30
11720023 2 Carbure 1 Belin sans 16 1500 0,30 5000 251 Chi
11860173 2 Carbure 2 Diager sans 16 8000 0,67 12000 603 U5
11070555 2 Carbure 3 Diager sans 20 1500 0,50 3000 188 chi
11121519 2 Carbure 1 Belin sans 20 2800 0,40 7000 440 Cit
Moyenne 3160 0,44 6600 353
Cetim / / / / / / inf à 0,5 1000 /
=> éléments comparaison => infos Cetim => analyse
Vc DSM = 0,3 x Vc Cetim
et f DSM = f Cetim il
semble possible
d'augmenter S et F mais
attention vib et état de
surface
Vc DSM = 1,6 x Vc Cetim
et f DSM =1.3 f Cetim
Vc DSM = 0,5 x Vc Cetim
et f DSM = f Cetim il
semble possible
d'augmenter S et F mais
attention vib et état de
surface
N°
Art
icle
s
DS
M
Re
vê
tem
en
t
Dia
mè
tre
d'o
uti
l (m
m)
Su
rfa
ça
ge
(DS
M)
2 T
Eb
au
ch
e (
DS
M)
2 T
Fin
itio
n (
DS
M)
Nylatron GSM (=PA6G+MOS2) + Nylatron NSM (=PA6G+lubrif)
Ty
pe
d'u
sin
ag
e
Analyse
Ma
ch
ine
Av
an
ce
(f)
(mm
/tr)
Type d'outil
Av
an
ce
(F)
(mm
/min
)
Vit
es
se
rota
tio
n (
S)
(tr/
min
)V
ite
ss
e
co
up
e
(m/m
in)
Fo
urn
iss
eu
r
ou
til
Analyse générique des tableaux « outil / matière » :
Le surfaçage :
_ Conditions de coupe dans l’intervalle préconisé par le Cetim ;
Rainurage–ébauche :
_ Conditions de coupe dans l’intervalle préconisé par le
Cetim ;
_ vitesse de rotation de broche à 80% du maximum possible
>calculateurs limités ;
>phénomènes vibratoires.
Finition :
_ vitesse d’avance au 1/5ème des capacités machines
_ vitesse de rotation de broches se trouve à la moitié.
Remarques :
_ limites machines atteintes avant celles des outils ;
_ Améliorer le débit de copeau en augmentant la section de coupe;
_ Optimiser avances et vitesses de rotation de broche tout en
conservant le ration actuel d ’avance par tour.

Etape 3vRencontre des fournisseurs :
Contact de 10 fournisseurs
Rencontre de 6 fournisseurs, dont :
_ 5 fournisseurs référencés DSM/Quadrant ;
_ 1 fournisseur extérieur.
Suite à ces rencontres fournisseurs + état des lieux,
=> 3 axes de progrès :
_ process ;
_ outil ;
_ organisation.

Etape 4v Propositions d’évolutions process :
Le tréflage ;
Définition :
_ Dressage d’une face par usinage vertical alternatif à vitesse de rotation et avance importantes.
_ But : > remplacer un outil spécial par un outil standard ;
> éliminer les dispersions par déformation de la fraise.
Plaquettes
Dressage traditionnel : Tréflage :
225
mm
Direction de coupe
Piéce à usiner
Outil spécial Outil standard à plaquettes
Parcours de l’outil

Étude de cas : Caisson blanc en polyéthylène
=> dressage de finition d’une hauteur de 225 mm.
Analyse :
_ l’usinage conventionnel reste plus performant ;
_ tréflage permet des gains de productivité si :
=> avance de tréflage > 100 * avance conventionnel ;
_ avance finition dans plastique de 500 mm/min => besoin de 50000 mm/min !!
NON RENTABLE pour le domaine plastique.
Optimisation des conditions de coupe :
Suite à analyse du process existant:
_ augmenter les vitesses de rotation et avances ;
_ augmenter les profondeurs de passe (avec outils actuels).
Essais menés en conservant les ratios actuels « Avance / Vitesse de coupe ».
=> Cas école avec le « boîtier de munitions ».

Modifications du process :
Finition : _ multiplié par 3 avances et vitesses de rotation broche.
Ébauche : _ diminution du nombre de passe;
Bilan :
_ temps global de 33 minutes, gain de 8 minutes, soit un économie de 25%.
_ Dernière série de 75 pièces à été réalisé dans ces conditions.
Étude rentabilité :
_ gain de 53 Frcs / pièce ;
_ gain annuel de 16 KF.
Actions à suivre :
Mener des études similaires sur l’ensemble des pièces.

Etape 5v Propositions d’évolutions outil :
Fraise à recouvrement :
But: Augmenter la section de coupe, avec conservation d’une coupe aluminium.
Moyen: Société Iscar => essai d’une fraise à recouvrement.
Étude réalisée sur le cas d’usinage de caissons en polyéthylène.
Estimation des puissances de coupe en fonction de la hauteur de coupe
_ But : comportement du moyen d’usinage pour une passe de 40 mm.
_ Résultat :
> Pc 9,5 KW soit environ 65% de la puissance disponible sur la machine ;
> L’essai d’usinage semble réalisable.
_ Constat : puissance réelle de coupe consommée est de l’ordre de 60%.
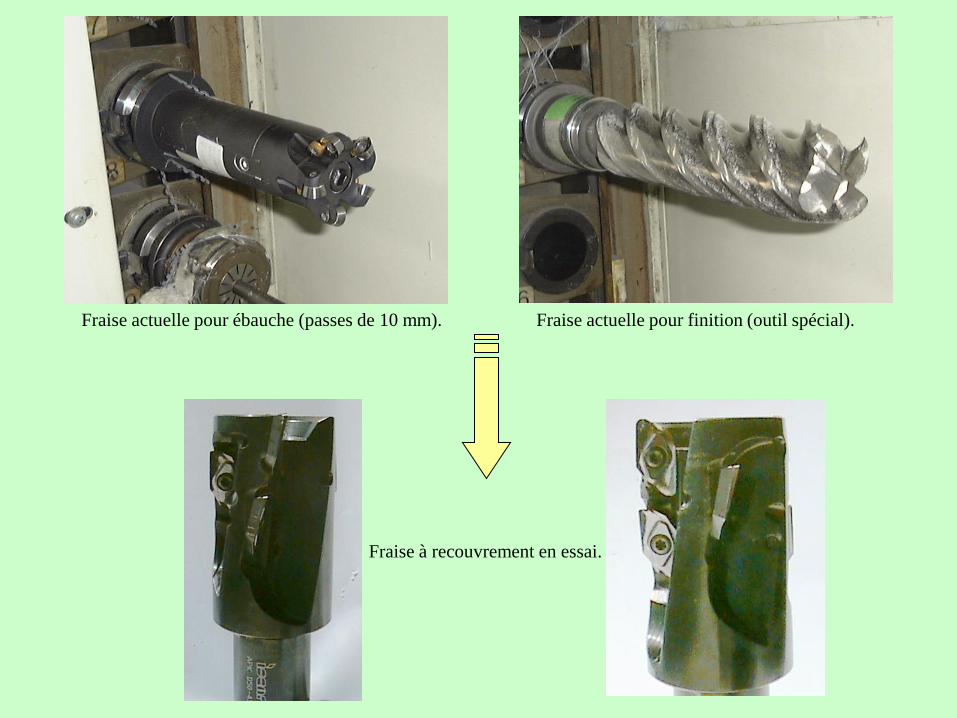
Fraise actuelle pour ébauche (passes de 10 mm). Fraise actuelle pour finition (outil spécial).
Fraise à recouvrement en essai.
Constat de l’essai :
L ’essai de la fraise à recouvrement est concluant pour l‘ébauche et la finition.
Modification process :
De par la géométrie de l’outil, optimisation du process.
Sur un temps global de 216 minutes, outil + nouveau process = gain de 43 minutes ;
soit un économie de 20% sur le temps global de réalisation du produit.
Etude de rentabilité
Gain / pièce = 475 Frcs / pièce ;
Gain annuel de 170 KFrcs.

Offre de prix :
_ fraise à recouvrement = 6370 Frcs l’unité (commande par deux) ;
_ délais annoncé de 11 semaines (congés annuels).
A vérifier :
Utilisation de cet outil avec une rallonge.
Actions à suivre :
_ négocier l’offre de prix ;
_ commande de la fraise ;
_ vérification des économies escomptées ;
_ usinage de nouvelles pièces à profondeurs de passe importantes

Etape 6v Propositions d’évolutions d’organisation :
Documenter programme usinage
+ prise en compte d’outillage dans l’atelier.
Connaissance planning de fabrication
En temps masqué : préparation outillage + test programme usinage.
En temps masqué : outillage à proximité de la machine.
Démontage outillages précédents
Montage nouveaux outillages
+ chargement programme usinage.
Lancement de production nouvelle série

Critique de la proposition :
Le coté positif : _ meilleur engagement des moyens ;
Le coté négatif : _ organiser cette démarche et suivre son évolution dans le temps.
… des remarques à méditer et à discuter ….
4 - Bilan
1 – Présentation
entreprise
2 – Cahier
des charges
3 – Conduite
de l’étude
Amélioration des
outils coupants

Problématique : amélioration de l’outillage DSM/Quadrant.
Rencontre fournisseurs non
référencés entreprise.
Rencontre fournisseurs
référencés entreprise.
Fraisa
Mitsubishi
Walter
Iscar
Treflage Etude de
faisabilité
Non applicable
dans le plastique.
Grand tourteaux.Essai en cours par une
personne DSM/Quadrant.
Pas de propositions
innovantes .
Fraise à
recouvrement +
cas école du
caisson blanc.
Essai le
25/5/01
=>
positif
Barbor Pas de propositions
innovantes.
Etat des lieux DSM/Quadrant : outil + organisation.
Proposition
évolution Process.
Organisation outils coupants (SMED).
Machine CMS : limité / rigidité tête
(technologie = transmission courroies).
Autres exemples à poursuivre.
Offre de
prix +
Etude de
rentabilité
Commande
et livraison
de l’outil
Vérification
des gains
escomptés.
Cas école :boîtier munitions.
Modification
du parcours
outil.
Pas de propositions innovantes
Etat des lieux DSM/Quadrant : Matière + Process
Augmentation des vitesses
de rotation et des avances.
Proposition évolution Outil.
Proposition évolution Organisation.

Planning général.
Nº Nom de la tâche
1 Rencontre QUADRANT
2 Rédaction plan d'action + planning
3 Etat des lieux
4 Recherche d'info usinage plastique
5 Audit du personnel DSM/QUADRANT
6 Prise de rendez-vous avec fournisseur DSM pour S14
7 Rendez-vous fournisseurs DSM
8 Analyse résultats de l'état des lieux
9 Point d'avancement avec Messieur TEXIER et GONZALES
10 Point d'avancement avec Monsieur ROUMESY
11 Proposition d'évolutions outils et process
12 Point d'avancement avec Messieur TEXIER et GONZALES
13 Point d'avancement avec Monsieur ROUMESY
14 Essai des nouveaux outils
15 Essai des nouveaux process
16 Depouillement + analyse des essais
17 Point d'avancement avec Messieur TEXIER et GONZALES
18 Point d'avancement avec Monsieur ROUMESY
19 Rédaction rapport + présentation
20 Présentation chez DSM/QUADRANT
21 Soutenance
05/03 12/03 19/03 26/03 02/04 09/04 16/04 23/04 30/04 07/05 14/05 21/05 28/05 04/06 11/06 18/06 25/06
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26

Les avancements et actions à suivre.
Etat d'avancement de l'étude
Remarques 25% 50% 75% 100%
Etat des lieux DSM/QUADRANT
fraisage
Matière, Process, Outil, Organisation
Rencontre fournisseur Certains fabriquants sans réponse => intéressant de les relancer.
Propositions d'évolution du processLimiter le nombre de passe + augmenter la hauteur de coupe.
Essais d'amélioration sur produits existant ( Cas du boitier à munition).
Propositions d'évolution des outilsGains de productivités : 20%.
Il reste:
- à finaliser les conditions d'achat.
- Mettre en place le nouvel outil + modifier le parcours d'outil.
Etude évolution de l'organisation Evolution de l'organisation pas dans le cahier des charges de notre projet. Cependant, développer une approche SMED.
Essai fraise d'ébauche ISCAR (cas du caisson blanc)
Avancement du
projet
Réalisé
Axe à suivre: Continuer les essais de coupe en fonction des outils et du
type d'usinage.
Conclusion.