Aucun titre de diapositive - mip2.insa-lyon.frmip2.insa-lyon.fr/Centre...
35
Transcript of Aucun titre de diapositive - mip2.insa-lyon.frmip2.insa-lyon.fr/Centre...

Génie MécaniqueConstruction
L Y O N
Présence mondiale
120 000 collaborateurs
19 Mds d'euros de CA
50 % en Allemagne
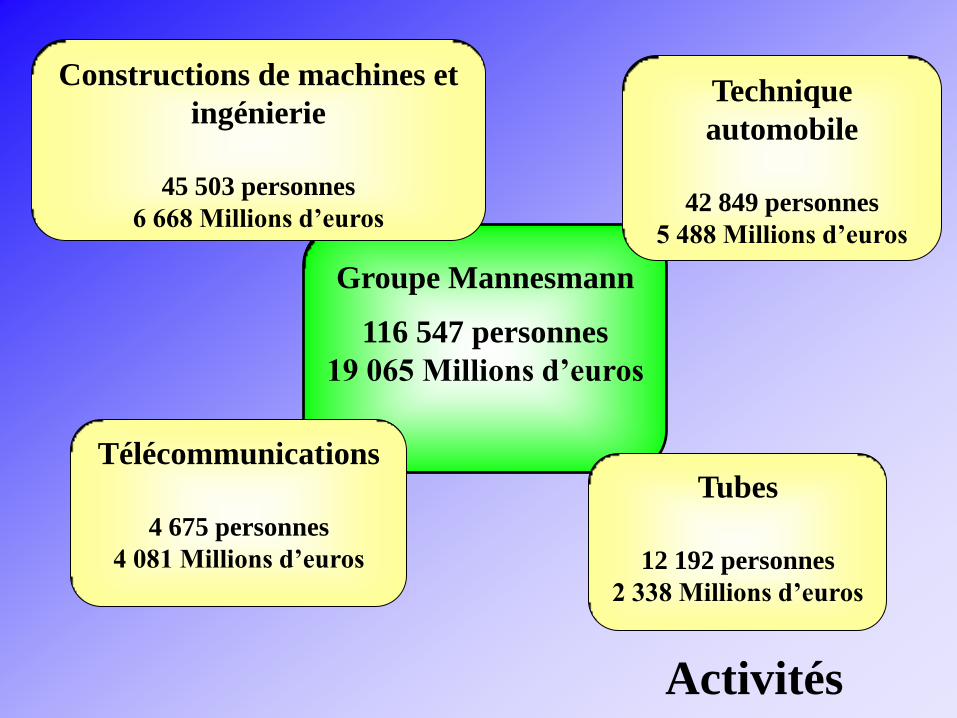
Activités
Groupe Mannesmann
116 547 personnes
19 065 Millions d’euros
Constructions de machines et
ingénierie
45 503 personnes
6 668 Millions d’euros
Technique
automobile
42 849 personnes
5 488 Millions d’euros
Télécommunications
4 675 personnes
4 081 Millions d’euros
Tubes
12 192 personnes
2 338 Millions d’euros

Création en 1939
466 personnes
72 Mios d’euros de CA
50 % à l’exportation
ISO 9001
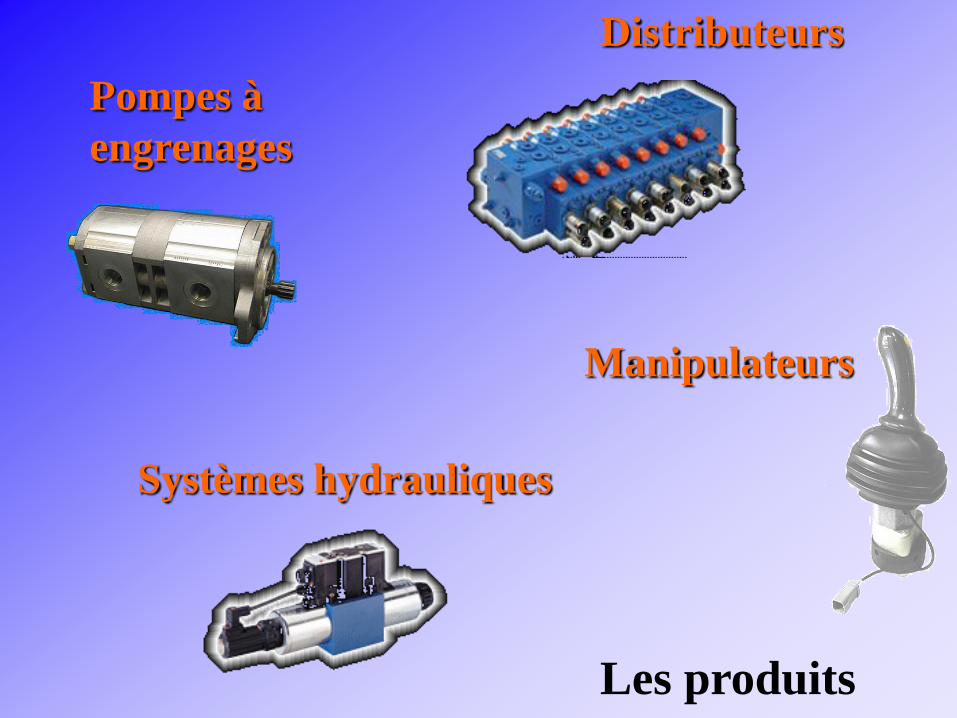
Les produits
Distributeurs
Systèmes hydrauliques
Manipulateurs
Pompes à
engrenages
Problématique :
Fuites entre éléments
de distributeurs

Distributeur sandwich
Grande modularité
Produit récent
40 % du CA

Analyse AMDEC
Analyse des Rebuts
Analyse des Retours Clients
Identification de l’aspect majeur :
Lamages Non Conformes
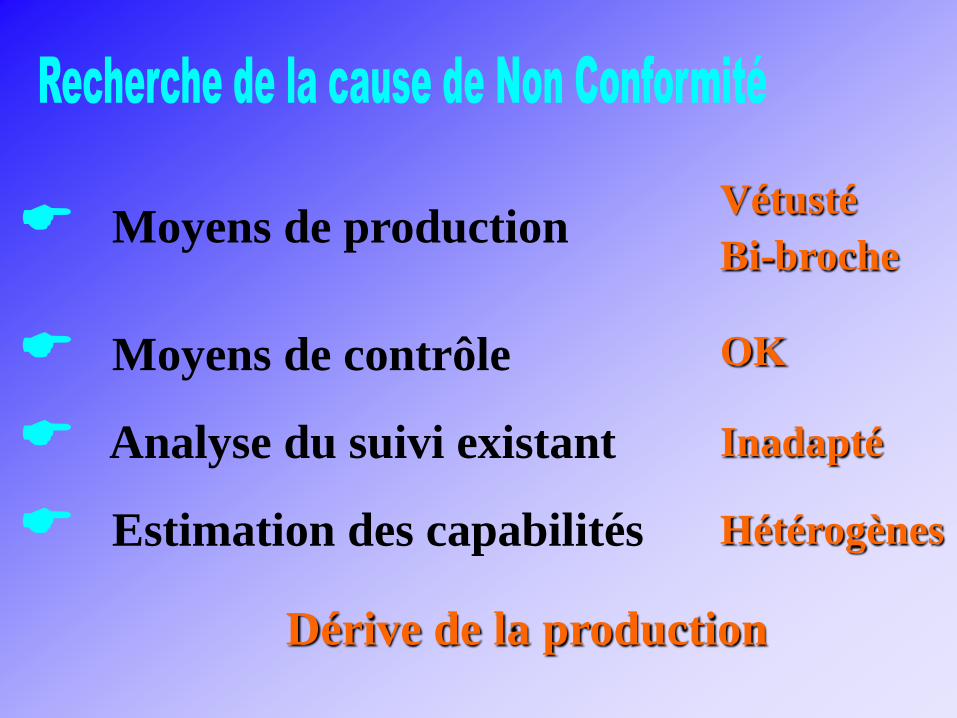
Moyens de production
Estimation des capabilités
Analyse du suivi existant
Moyens de contrôle
Vétusté
Bi-broche
OK
Inadapté
Hétérogènes
Dérive de la production
Sensibilisation des opérateurs
Formalisation des paramètres d’influence
Fabrication de la carte de suivi
Le SPC ...
Mise en place de la carte
Assurer une qualité optimum
Centrer la production
Limiter la dispersion
Pour l ’opérateur
Pilotage des machines
Pour la qualité
Surveillance du procédé
Formation :
Principes théoriques
Utilisation du suivi
Retour d’information :
Résultats
Evolutions
Carte de relevé maximum
Fréquence élevée
Détection des dérives
Classification des actions correctives
Estimation des capabilités du procédé
Analyse détaillée des relevés
Quantitative
Capabilité globale
Capabilité par pièce
Capabilité par outil
Capabilité par sous-programme
Normalité de la production ?
Mise en évidence de problèmes machine
Qualitative
Evolution des limites de contrôle
Analyse graphique
Détermination des règles de pilotage
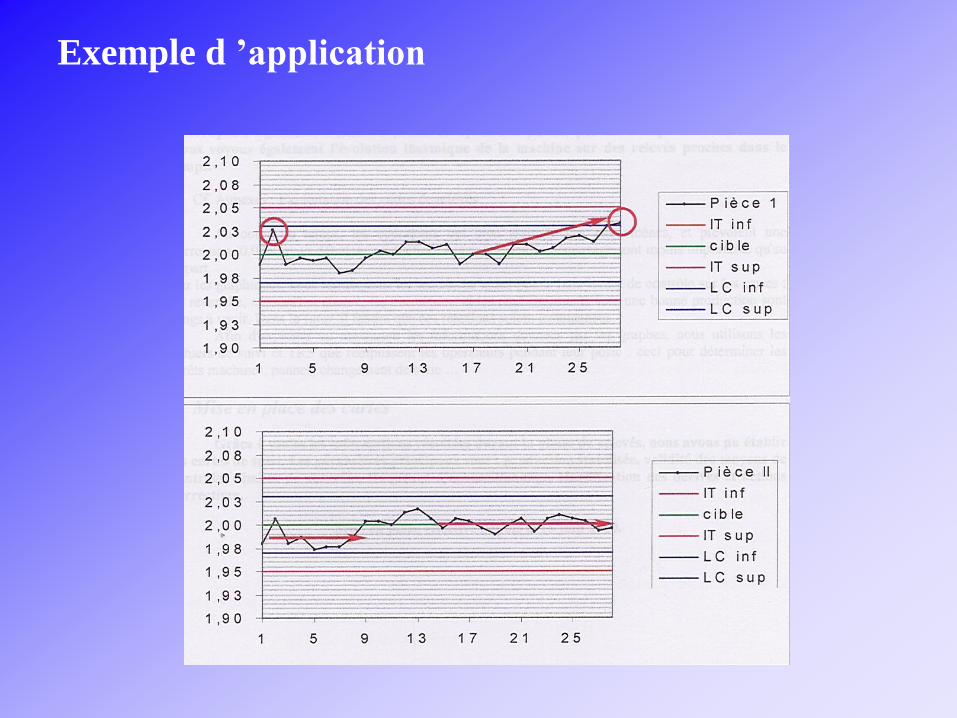
Exemple d ’application
Adaptation de la carte / attentes
Fréquence d’échantillonnage
Détermination des limites de contrôle
Classification des dérives et actions correctives
Notice d’utilisation
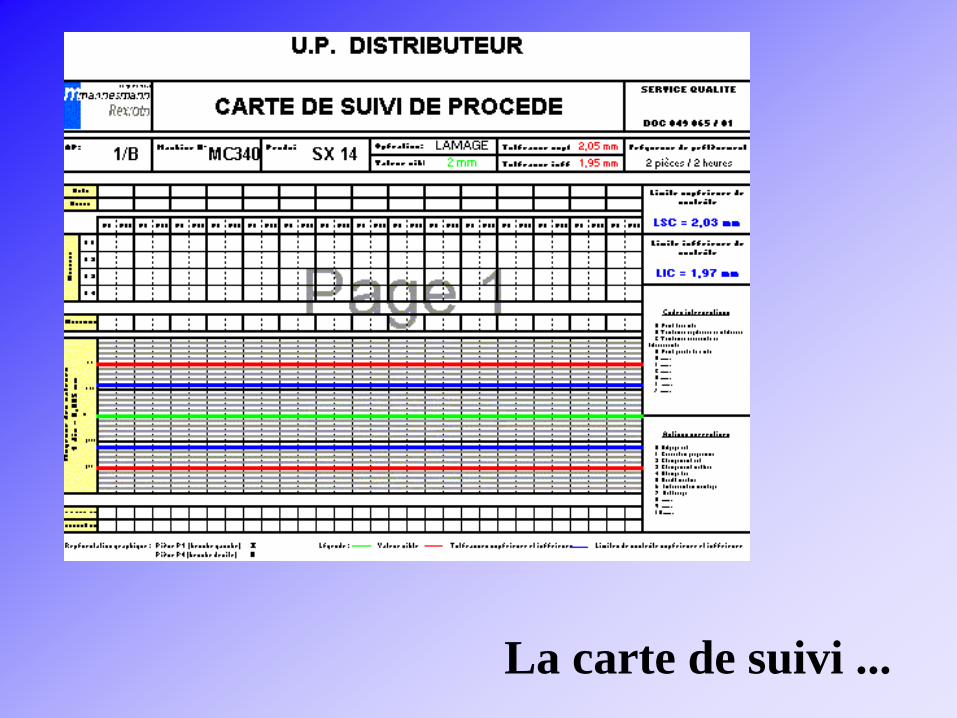
La carte de suivi ...
Outil de pilotage pour l’opérateur
Surveillance du procédé pour la Qualité
Archivage et traçabilité
Organisation fonctionnelle
Quelques rappels théoriques
Les 7 étapes clefs de la mise sous suivi
Identification des cotes critiques
Analyse des moyens de contrôle
Pré-étude des machines
Formation des opérateurs
Formalisation des paramètres d ’influence
Fabrication de la carte de suivi
Mise en place de la carte de suivi définitive
Evaluation et surveillance de la sous-traitance
Réflexion sur les états de surface
Réflexion sur l’usinage
Réflexion sur la durée de vie outil
Interventions ponctuelles sur des problèmes qualité
Plainte client
Estimation des capabilités
Mise en place d ’un suivi temporaire
Objet de l’étude :
Flux de production des
pompes à engrenages
Pompes à engrenages à
cylindrée constante
3 grandes familles
G2, G3 et G4
4 à 45 cm3 sous 250 bars
40 à 100 cm3 sous 210 bars
Identification des fournisseurs
Identification des sous-traitants
Identification des pièces sous AQ
Formalisation des flux
Audit des opérateurs
Cartographie de la ligne
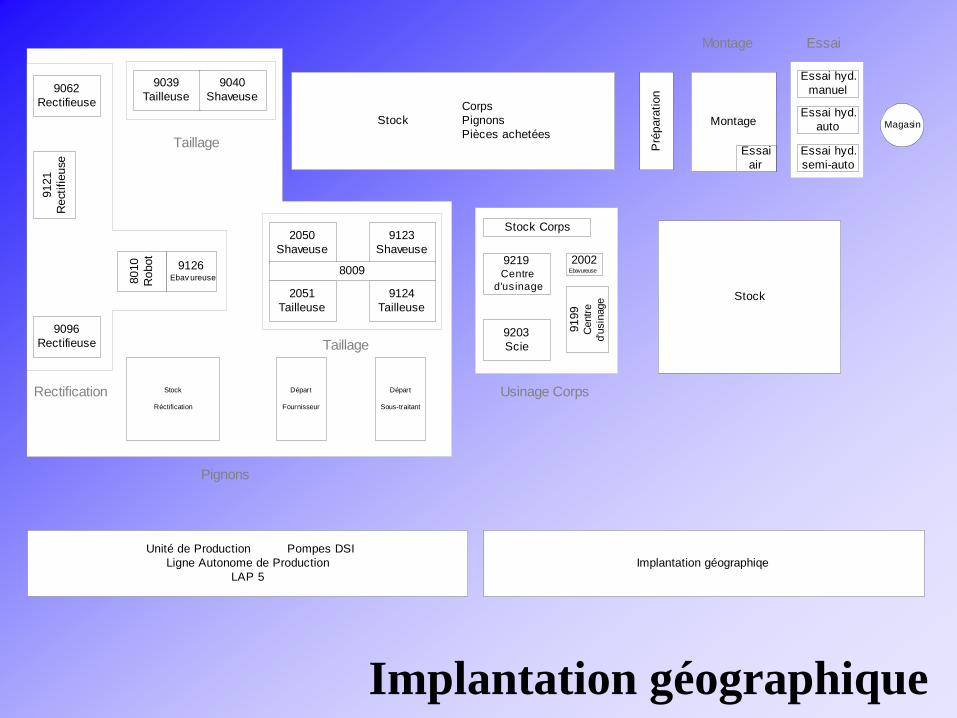
Unité de Production Pompes DSI
Ligne Autonome de Production
LAP 5
Implantation géographiqe
9039
Tailleuse
9040
Shaveuse
Magasin
9062
Rectifieuse
Rectification
Corps
Stock Pignons
Pièces achetées
Pré
para
tion
Essai hyd.
semi-auto
Essai hyd.
auto
Essai hyd.
manuel
Stock
Stock Corps
9203
Scie
9219Centre
d'usinage
91
99
Centr
e
d'u
sin
age
2002Ebavureuse
80
10
Ro
bot
9126Ebav ureuse
2051
Tailleuse
2050
Shaveuse
9124
Tailleuse
9123
Shaveuse
8009
91
21
Re
ctifie
use
9096
Rectifieuse
Taillage
EssaiMontage
Taillage
Montage
Essai
air
Départ
Fournisseur
Départ
Sous-traitant
Stock
Réctification
Usinage Corps
Pignons
Implantation géographique
Audit des opérateurs
Rédaction des diagrammes de flux
Cartographie de la ligne
EbaucheTaillage
Traitement
thermiqueRectification
EssaiMontage Magas in
Stockage
Brut - Barre aluSciage Usinage
Stockage
PIGNON
CORPS
POMPE
Unité de Production Pompes DSI
Ligne Autonome de Production
LAP 5
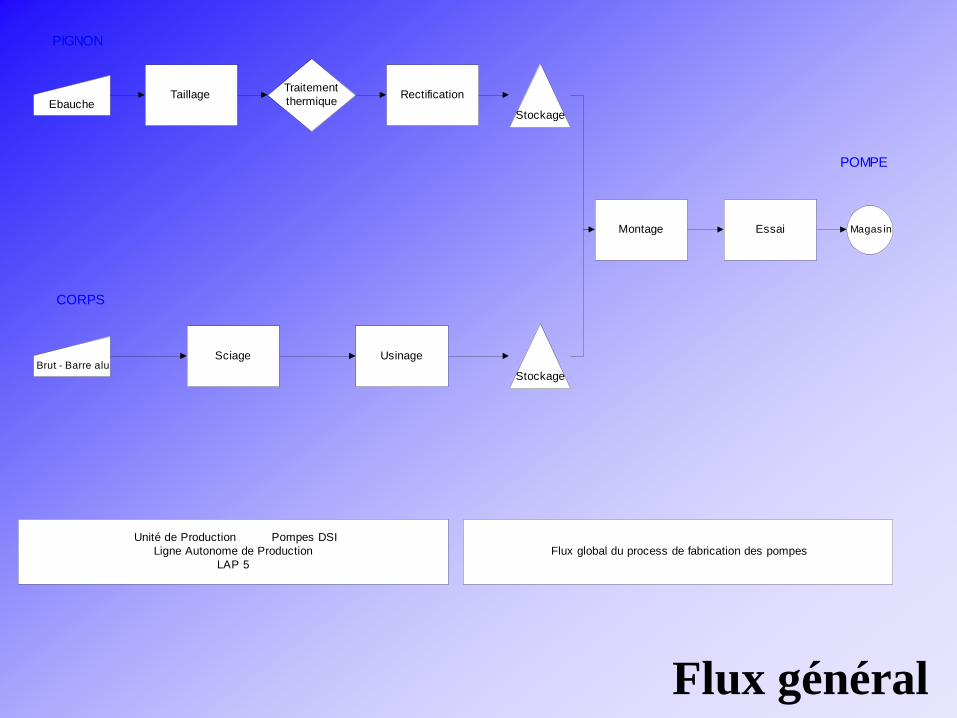
Flux global du process de fabrication des pompes
Flux général
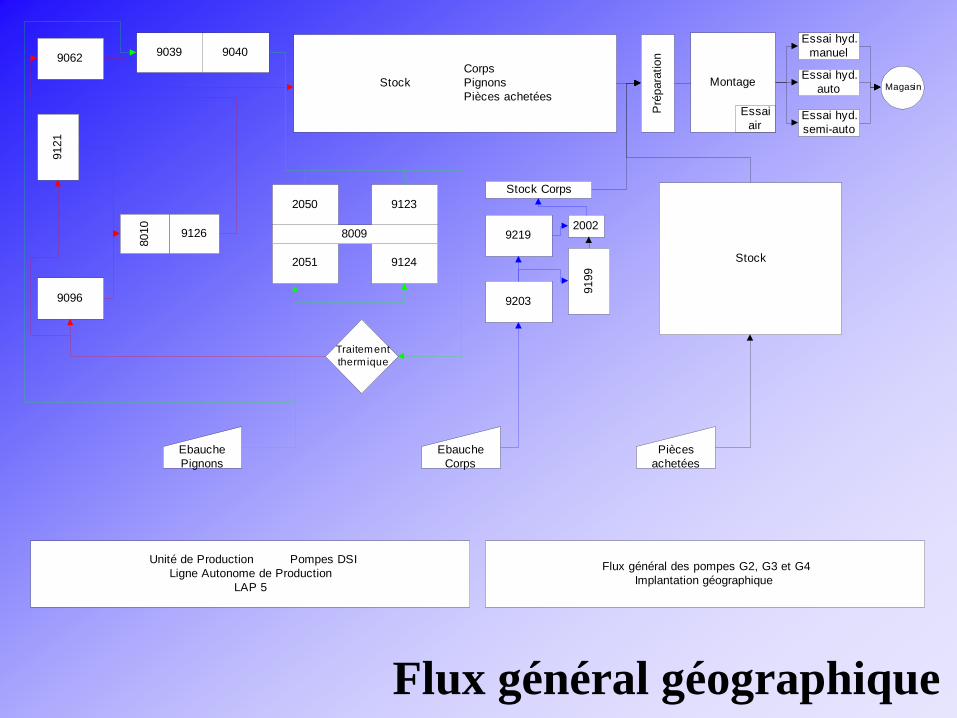
Unité de Production Pompes DSI
Ligne Autonome de Production
LAP 5
Flux général des pompes G2, G3 et G4
Implantation géographique
9039 9040
Magasin
9062Corps
Stock Pignons
Pièces achetées
Pré
para
tio
n
Essai hyd.
semi-auto
Essai hyd.
auto
Essai hyd.
manuel
Stock
Stock Corps
9203
9219
91
99
2002
80
10
9126
2051
2050
9124
9123
8009
91
21
9096
Ebauche
Pignons
Traitement
thermique
Pièces
achetées
Ebauche
Corps
Montage
Essai
air
Flux général géographique
Logigramme détaillé :
Qui ?
Quoi ?
Comment ?
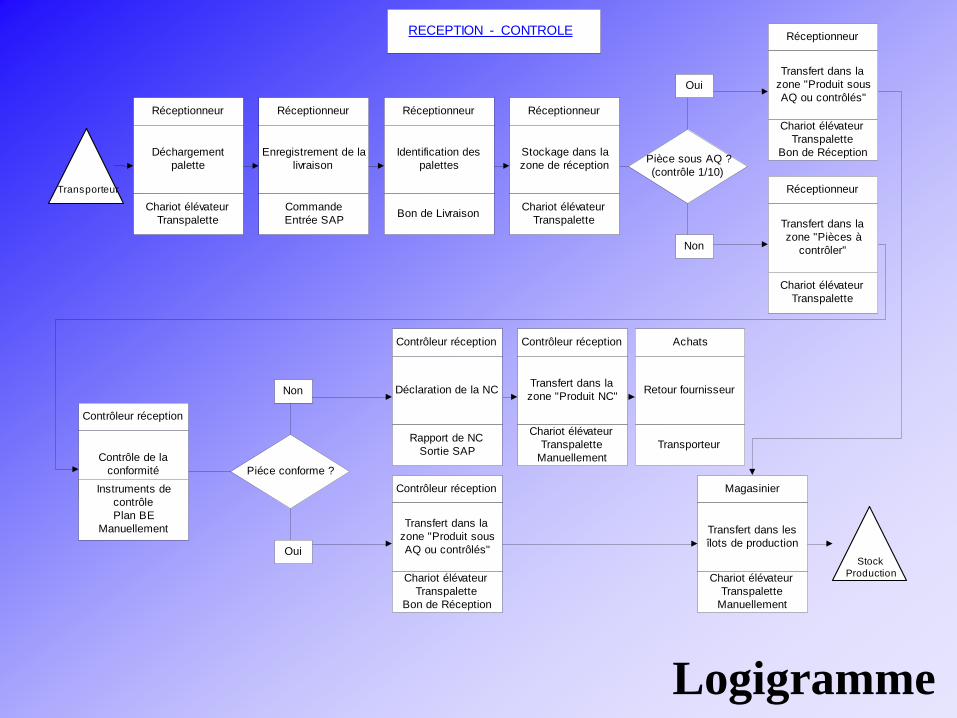
RECEPTION - CONTROLE
Magasinier
Transfert dans les
îlots de production
Chariot élévateur
Transpalette
Manuellement
Piéce conforme ?
Contrôleur réception
Transfert dans la
zone "Produit sous
AQ ou contrôlés"
Chariot élévateur
Transpalette
Bon de Réception
Contrôleur réception
Contrôle de la
conformité
Instruments de
contrôle
Plan BE
Manuellement
Contrôleur réception
Déclaration de la NC
Rapport de NC
Sortie SAP
Non
Oui
Contrôleur réception
Transfert dans la
zone "Produit NC"
Chariot élévateur
Transpalette
Manuellement
Stock
Production
Pièce sous AQ ?
(contrôle 1/10)
Réceptionneur
Transfert dans la
zone "Pièces à
contrôler"
Chariot élévateur
Transpalette
Réceptionneur
Transfert dans la
zone "Produit sous
AQ ou contrôlés"
Chariot élévateur
Transpalette
Bon de Réception
Transporteur
Réceptionneur
Déchargement
palette
Chariot élévateur
Transpalette
Réceptionneur
Enregistrement de la
livraison
Commande
Entrée SAP
Réceptionneur
Identification des
palettes
Bon de Livraison
Réceptionneur
Stockage dans la
zone de réception
Chariot élévateur
Transpalette
Oui
Non
Achats
Retour fournisseur
Transporteur
Logigramme
Etude des fuites
Principales actions menées
Actions envisageables
Etude des flux
Principales actions menées
Actions envisageables