Apprendre à Programmer Avec GibbsCam
15
Programmer une fraiseuse avec GibbsCam (Très) petit tutoriel à l’usage du fraiseur amateur, de l’accro d’un autre logiciel ou du lycéen qui n’écoute pas les cours de méca ;-) Plus sérieusement, il s’agit d’un guide qui vous guidera (non, sans blague…) pour la réalisation de votre première pièce, étape par étape. Bon, trêve de discussions, passons au concret ;-) Première pièce sous Gibbs: Introduction Ici, on apprend à faire des pièces simples avec Gibbs. Mais c’est juste un début. Si gibbs est très puissant, il est tout de même un logiciel complexe, qui a été créé pour être exploité à fond. Si vous cherchez juste un logiciel pour faire de petits usinages, conseil d’ami, regardez plutôt du côté de Cambam ou d’E-nc. Voici notre première pièce: Admettons que, oh, zut! Il n’y a plus d’aluminium rond de 18mm! On va faire cette pièce à partir d’une plaque de 20mm, sinon ce serait trop simple…. Comme ça, on va faire un peu le tour des fonctions de base de Gibbs.
-
Upload
charlylamerveille -
Category
Documents
-
view
786 -
download
35
description
gibbscam tutorial in french
Transcript of Apprendre à Programmer Avec GibbsCam
Programmer une fraiseuse avec GibbsCam
(Très) petit tutoriel à l’usage du fraiseur amateur, de l’accro d’un autre logiciel ou du
lycéen qui n’écoute pas les cours de méca ;-)
Plus sérieusement, il s’agit d’un guide qui vous guidera (non, sans blague…) pour la réalisation de votre première pièce, étape par
étape.
Bon, trêve de discussions, passons au concret ;-)
Première pièce sous Gibbs: Introduction
Ici, on apprend à faire des pièces simples avec Gibbs. Mais c’est juste un début. Si gibbs est très puissant, il est tout de
même un logiciel complexe, qui a été créé pour être exploité à fond.
Si vous cherchez juste un logiciel pour faire de petits usinages, conseil d’ami, regardez plutôt du côté de Cambam ou d’E-nc.
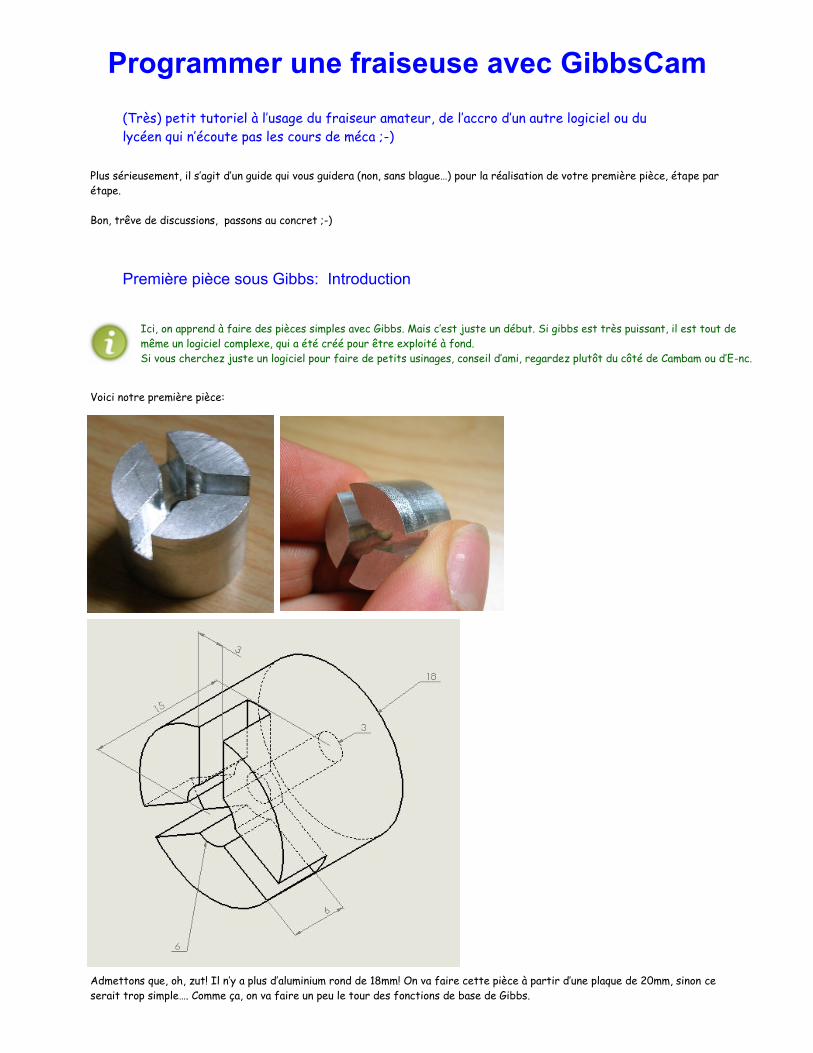
Voici notre première pièce:
Admettons que, oh, zut! Il n’y a plus d’aluminium rond de 18mm! On va faire cette pièce à partir d’une plaque de 20mm, sinon ce
serait trop simple…. Comme ça, on va faire un peu le tour des fonctions de base de Gibbs.
En général, la pièce est dessinée dans un autre logiciel, ici, j’utilise SolidWorks.
Quelque soit votre logiciel de CAO, l’import ne devrait pas poser de problèmes. La seule chose à laquelle il faut faire gaffe,
c’est le repère: Si vous travaillez par extrusion, il faut dessiner l’esquisse sur le plan de XY (face dans SW), si vous travaillez
par révolution, il faut dessiner l’esquisse sur le plan XZ (droite), dessus de la pièce vers Z+.
Sans quoi votre pièce va se retrouver à l’envers dans Gibbs.
Oui, tout de suite!
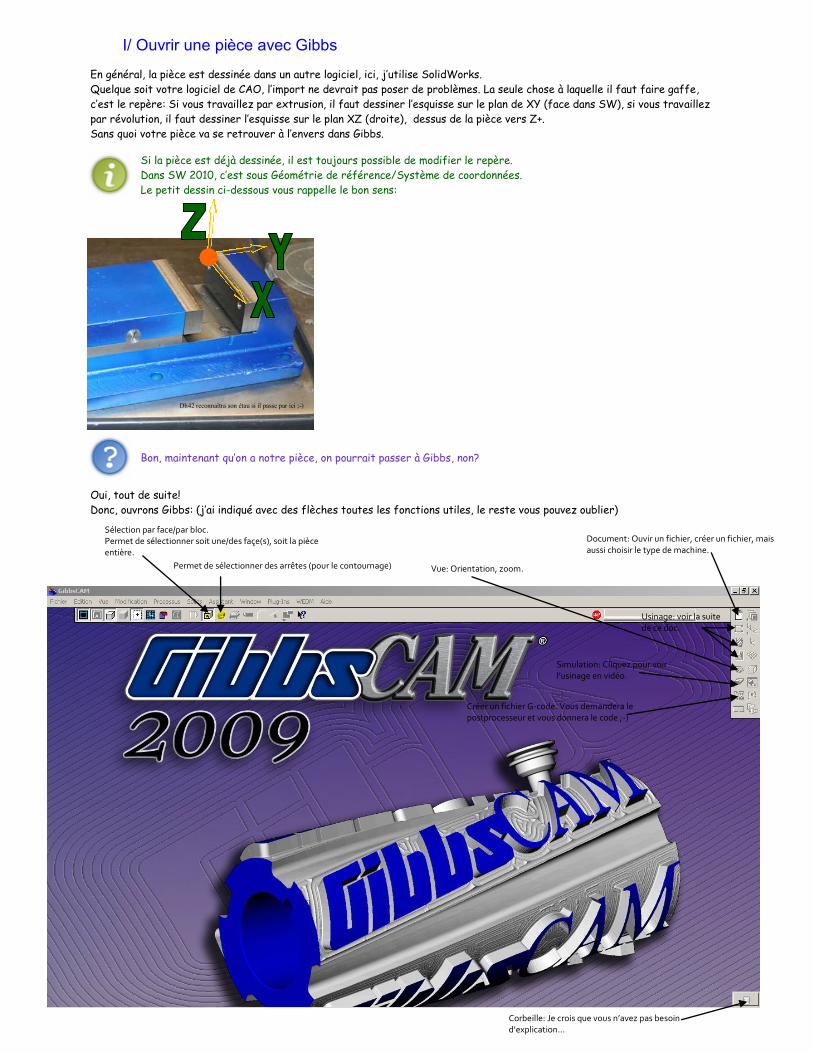
Donc, ouvrons Gibbs: (j’ai indiqué avec des flèches toutes les fonctions utiles, le reste vous pouvez oublier)
I/ Ouvrir une pièce avec Gibbs
Si la pièce est déjà dessinée, il est toujours possible de modifier le repère.
Dans SW 2010, c’est sous Géométrie de référence/Système de coordonnées.
Le petit dessin ci-dessous vous rappelle le bon sens:
Dh42 reconnaîtra son étau si il passe par ici ;-)
Bon, maintenant qu’on a notre pièce, on pourrait passer à Gibbs, non?
Sélection par face/par bloc. Permet de sélectionner soit une/des façe(s), soit la pièce entière.
Permet de sélectionner des arrêtes (pour le contournage)
Document: Ouvir un fichier, créer un fichier, mais aussi choisir le type de machine.
Vue: Orientation, zoom.
Usinage: voir la suite de ce doc.
Simulation: Cliquez pour voir l’usinage en vidéo.
Créer un fichier G-code. Vous demandera le postprocesseur et vous donnera le code ;-)
Corbeille: Je crois que vous n’avez pas besoin d’explication...
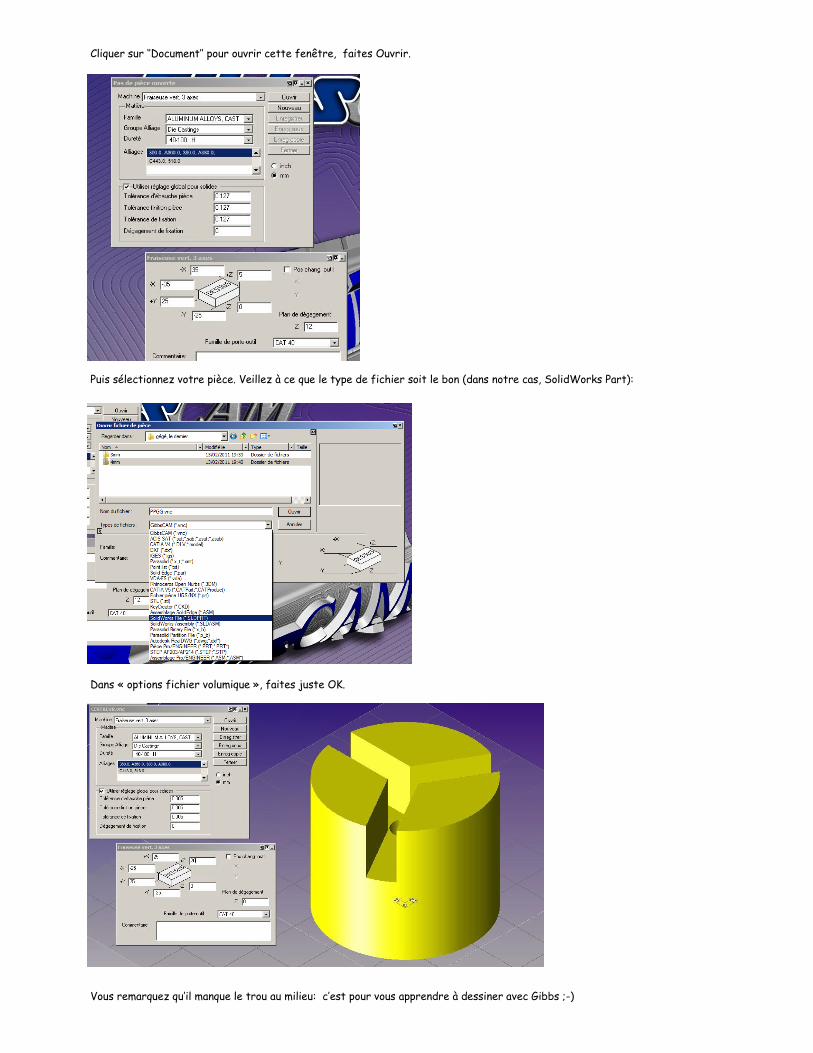
Cliquer sur ‘’Document’’ pour ouvrir cette fenêtre, faites Ouvrir.
Puis sélectionnez votre pièce. Veillez à ce que le type de fichier soit le bon (dans notre cas, SolidWorks Part):
Dans « options fichier volumique », faites juste OK.
Vous remarquez qu’il manque le trou au milieu: c’est pour vous apprendre à dessiner avec Gibbs ;-)
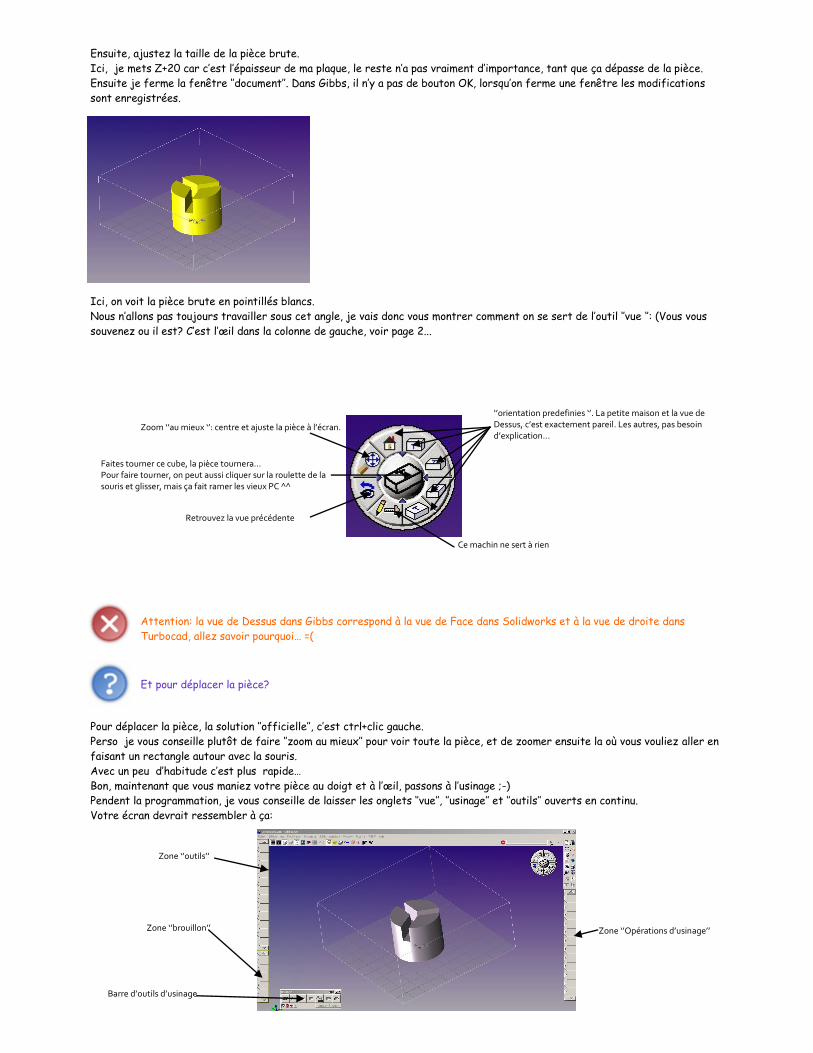
Ensuite, ajustez la taille de la pièce brute.
Ici, je mets Z+20 car c’est l’épaisseur de ma plaque, le reste n’a pas vraiment d’importance, tant que ça dépasse de la pièce.
Ensuite je ferme la fenêtre ‘’document’’. Dans Gibbs, il n’y a pas de bouton OK, lorsqu’on ferme une fenêtre les modifications
sont enregistrées.
Ici, on voit la pièce brute en pointillés blancs.
Nous n’allons pas toujours travailler sous cet angle, je vais donc vous montrer comment on se sert de l’outil ‘’vue ‘’: (Vous vous
souvenez ou il est? C’est l’œil dans la colonne de gauche, voir page 2...
‘’orientation predefinies ‘’. La petite maison et la vue de Dessus, c’est exactement pareil. Les autres, pas besoin d’explication...
Zoom ‘’au mieux ‘’: centre et ajuste la pièce à l’écran.
Ce machin ne sert à rien
Retrouvez la vue précédente
Attention: la vue de Dessus dans Gibbs correspond à la vue de Face dans Solidworks et à la vue de droite dans
Turbocad, allez savoir pourquoi… =(
Et pour déplacer la pièce?
Faites tourner ce cube, la pièce tournera… Pour faire tourner, on peut aussi cliquer sur la roulette de la souris et glisser, mais ça fait ramer les vieux PC ^^
Pour déplacer la pièce, la solution ‘’officielle’’, c’est ctrl+clic gauche.
Perso je vous conseille plutôt de faire ‘’zoom au mieux’’ pour voir toute la pièce, et de zoomer ensuite la où vous vouliez aller en
faisant un rectangle autour avec la souris.
Avec un peu d’habitude c’est plus rapide…
Bon, maintenant que vous maniez votre pièce au doigt et à l’œil, passons à l’usinage ;-)
Pendent la programmation, je vous conseille de laisser les onglets ‘’vue’’, ‘’usinage’’ et ‘’outils’’ ouverts en continu.
Votre écran devrait ressembler à ça:
Zone ‘’outils’’
Zone ‘’Opérations d’usinage’’
Barre d’outils d’usinage
Zone ‘’brouillon’’
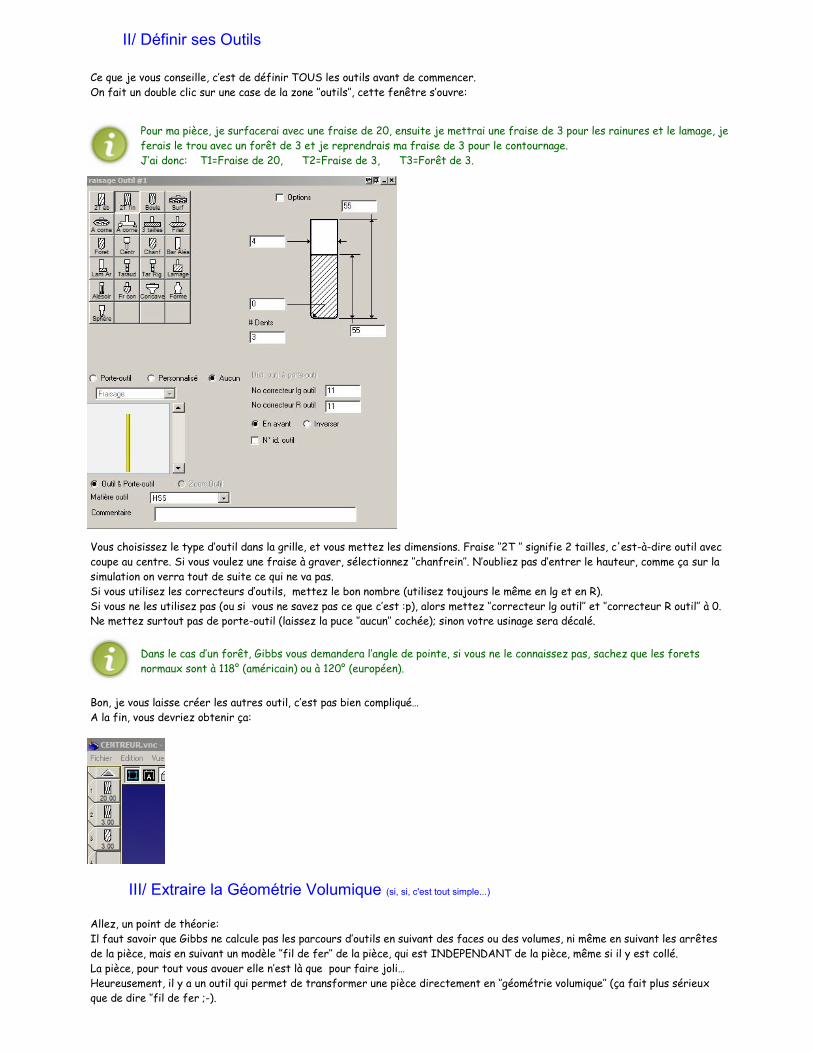
Ce que je vous conseille, c’est de définir TOUS les outils avant de commencer.
On fait un double clic sur une case de la zone ‘’outils’’, cette fenêtre s’ouvre:
Pour ma pièce, je surfacerai avec une fraise de 20, ensuite je mettrai une fraise de 3 pour les rainures et le lamage, je
ferais le trou avec un forêt de 3 et je reprendrais ma fraise de 3 pour le contournage.
J’ai donc: T1=Fraise de 20, T2=Fraise de 3, T3=Forêt de 3.
Vous choisissez le type d’outil dans la grille, et vous mettez les dimensions. Fraise ‘’2T ‘’ signifie 2 tailles, c'est-à-dire outil avec
coupe au centre. Si vous voulez une fraise à graver, sélectionnez ‘’chanfrein’’. N’oubliez pas d’entrer le hauteur, comme ça sur la
simulation on verra tout de suite ce qui ne va pas.
Si vous utilisez les correcteurs d’outils, mettez le bon nombre (utilisez toujours le même en lg et en R).
Si vous ne les utilisez pas (ou si vous ne savez pas ce que c’est :p), alors mettez ‘’correcteur lg outil’’ et ‘’correcteur R outil’’ à 0.
Ne mettez surtout pas de porte-outil (laissez la puce ‘’aucun’’ cochée); sinon votre usinage sera décalé.
Dans le cas d’un forêt, Gibbs vous demandera l’angle de pointe, si vous ne le connaissez pas, sachez que les forets
normaux sont à 118° (américain) ou à 120° (européen).
Bon, je vous laisse créer les autres outil, c’est pas bien compliqué…
A la fin, vous devriez obtenir ça:
II/ Définir ses Outils
III/ Extraire la Géométrie Volumique (si, si, c'est tout simple...)
Allez, un point de théorie:
Il faut savoir que Gibbs ne calcule pas les parcours d’outils en suivant des faces ou des volumes, ni même en suivant les arrêtes
de la pièce, mais en suivant un modèle ‘’fil de fer’’ de la pièce, qui est INDEPENDANT de la pièce, même si il y est collé.
La pièce, pour tout vous avouer elle n’est là que pour faire joli…
Heureusement, il y a un outil qui permet de transformer une pièce directement en ‘’géométrie volumique’’ (ça fait plus sérieux
que de dire ‘’fil de fer ;-).
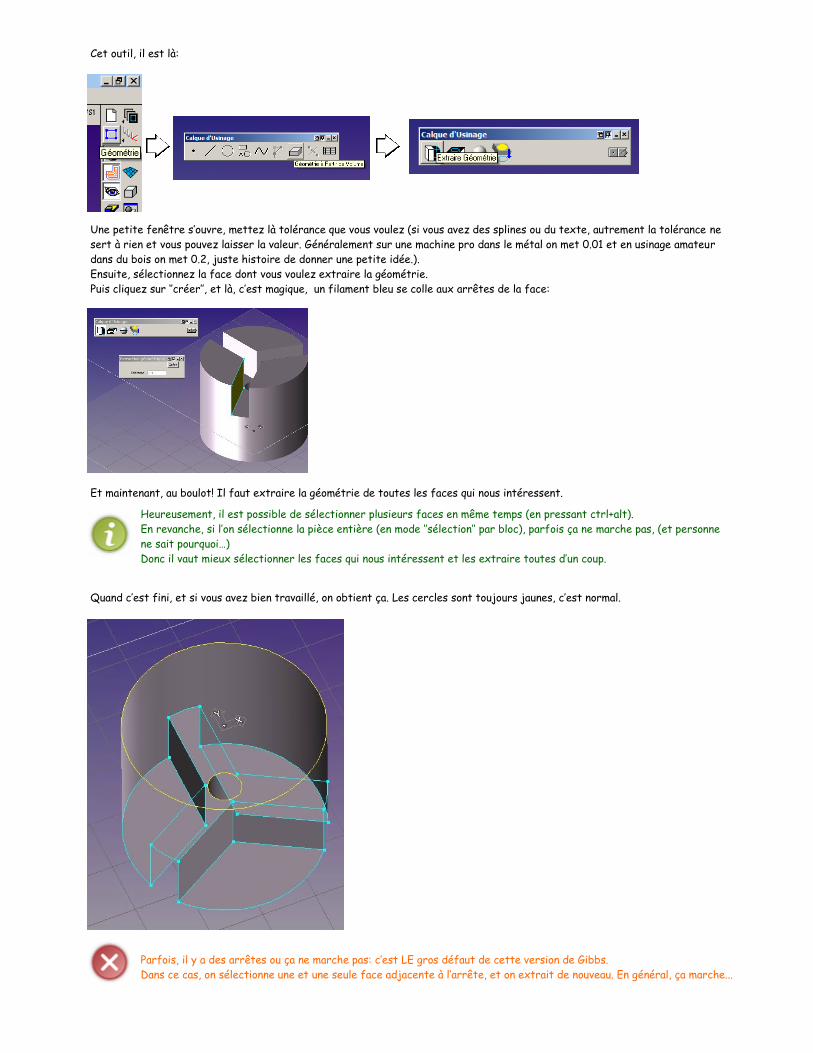
Cet outil, il est là:
Une petite fenêtre s’ouvre, mettez là tolérance que vous voulez (si vous avez des splines ou du texte, autrement la tolérance ne
sert à rien et vous pouvez laisser la valeur. Généralement sur une machine pro dans le métal on met 0.01 et en usinage amateur
dans du bois on met 0.2, juste histoire de donner une petite idée.).
Ensuite, sélectionnez la face dont vous voulez extraire la géométrie.
Puis cliquez sur ‘’créer’’, et là, c’est magique, un filament bleu se colle aux arrêtes de la face:
Et maintenant, au boulot! Il faut extraire la géométrie de toutes les faces qui nous intéressent.
Heureusement, il est possible de sélectionner plusieurs faces en même temps (en pressant ctrl+alt).
En revanche, si l’on sélectionne la pièce entière (en mode ‘’sélection’’ par bloc), parfois ça ne marche pas, (et personne
ne sait pourquoi…)
Donc il vaut mieux sélectionner les faces qui nous intéressent et les extraire toutes d’un coup.
Quand c’est fini, et si vous avez bien travaillé, on obtient ça. Les cercles sont toujours jaunes, c’est normal.
Parfois, il y a des arrêtes ou ça ne marche pas: c’est LE gros défaut de cette version de Gibbs.
Dans ce cas, on sélectionne une et une seule face adjacente à l’arrête, et on extrait de nouveau. En général, ça marche...
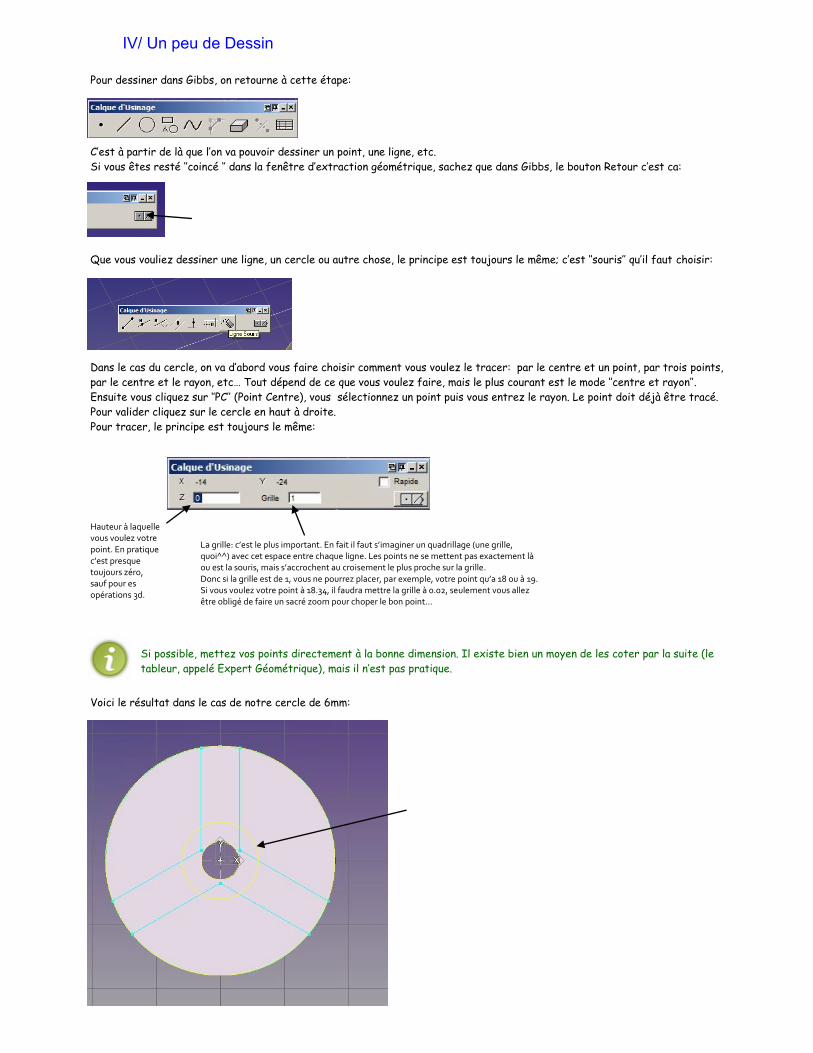
IV/ Un peu de Dessin
Pour dessiner dans Gibbs, on retourne à cette étape:
C’est à partir de là que l’on va pouvoir dessiner un point, une ligne, etc.
Si vous êtes resté ‘’coincé ‘’ dans la fenêtre d’extraction géométrique, sachez que dans Gibbs, le bouton Retour c’est ca:
Que vous vouliez dessiner une ligne, un cercle ou autre chose, le principe est toujours le même; c’est ‘’souris’’ qu’il faut choisir:
Dans le cas du cercle, on va d’abord vous faire choisir comment vous voulez le tracer: par le centre et un point, par trois points,
par le centre et le rayon, etc… Tout dépend de ce que vous voulez faire, mais le plus courant est le mode ‘’centre et rayon’’.
Ensuite vous cliquez sur ‘’PC’’ (Point Centre), vous sélectionnez un point puis vous entrez le rayon. Le point doit déjà être tracé.
Pour valider cliquez sur le cercle en haut à droite.
Pour tracer, le principe est toujours le même:
Hauteur à laquelle vous voulez votre point. En pratique c’est presque toujours zéro, sauf pour es opérations 3d.
La grille: c’est le plus important. En fait il faut s’imaginer un quadrillage (une grille, quoi^^) avec cet espace entre chaque ligne. Les points ne se mettent pas exactement là ou est la souris, mais s’accrochent au croisement le plus proche sur la grille. Donc si la grille est de 1, vous ne pourrez placer, par exemple, votre point qu’a 18 ou à 19. Si vous voulez votre point à 18.34, il faudra mettre la grille à 0.02, seulement vous allez être obligé de faire un sacré zoom pour choper le bon point...
Si possible, mettez vos points directement à la bonne dimension. Il existe bien un moyen de les coter par la suite (le
tableur, appelé Expert Géométrique), mais il n’est pas pratique.
Voici le résultat dans le cas de notre cercle de 6mm:
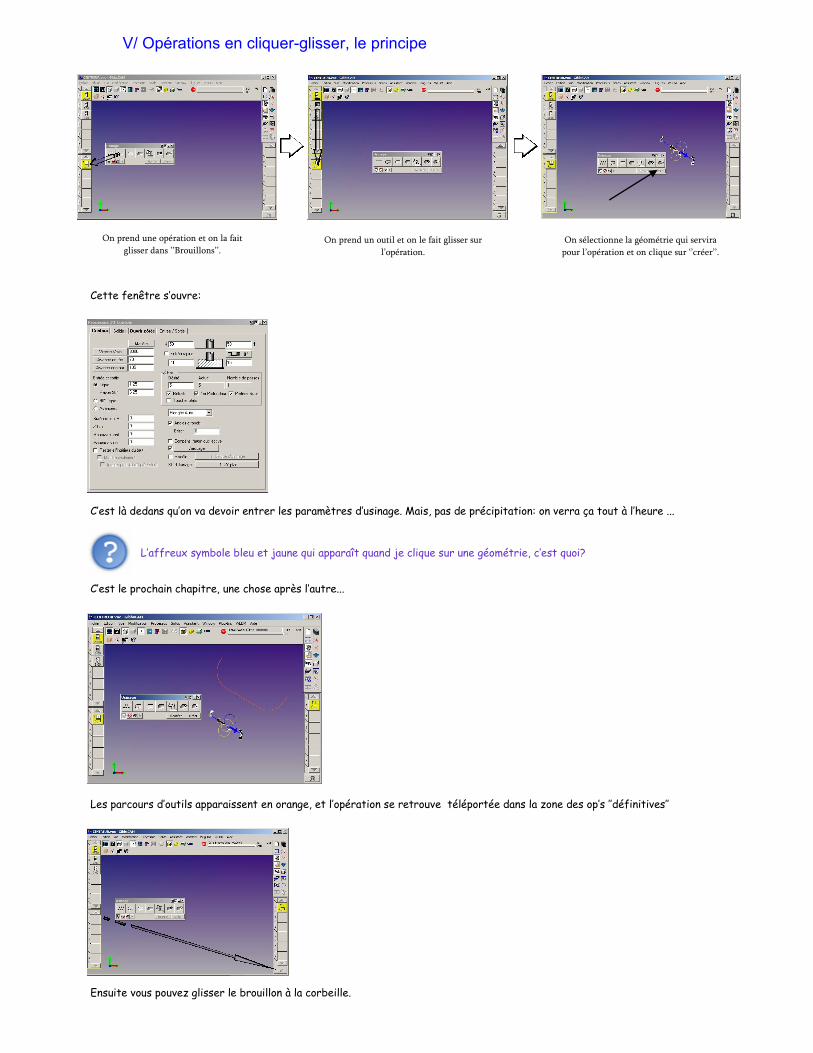
V/ Opérations en cliquer-glisser, le principe
On prend une opération et on la fait
glisser dans ’’Brouillons’’. On prend un outil et on le fait glisser sur
l’opération.
On sélectionne la géométrie qui servira
pour l’opération et on clique sur ‘’créer’’.
Cette fenêtre s’ouvre:
C’est là dedans qu’on va devoir entrer les paramètres d’usinage. Mais, pas de précipitation: on verra ça tout à l’heure ...
L’affreux symbole bleu et jaune qui apparaît quand je clique sur une géométrie, c’est quoi?
C’est le prochain chapitre, une chose après l’autre...
Les parcours d’outils apparaissent en orange, et l’opération se retrouve téléportée dans la zone des op’s ’’définitives’’
Ensuite vous pouvez glisser le brouillon à la corbeille.
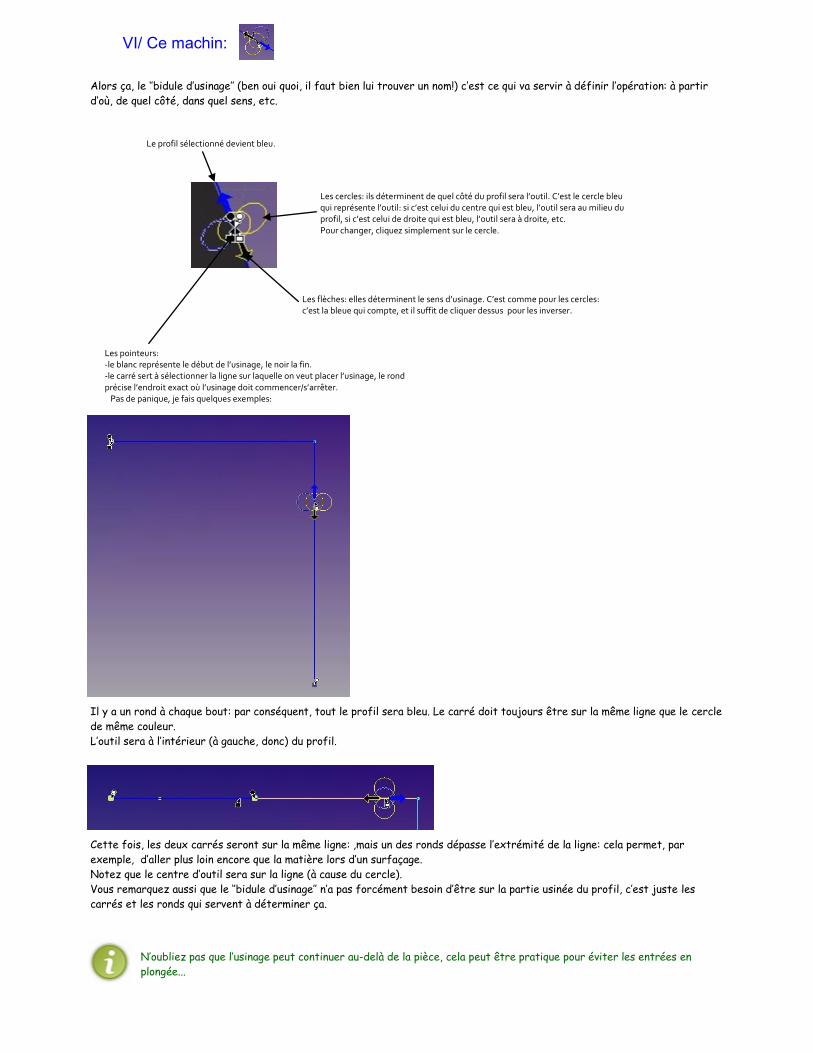
VI/ Ce machin:
Alors ça, le ‘’bidule d’usinage’’ (ben oui quoi, il faut bien lui trouver un nom!) c’est ce qui va servir à définir l’opération: à partir
d’où, de quel côté, dans quel sens, etc.
Les cercles: ils déterminent de quel côté du profil sera l’outil. C’est le cercle bleu qui représente l’outil: si c’est celui du centre qui est bleu, l’outil sera au milieu du profil, si c’est celui de droite qui est bleu, l’outil sera à droite, etc. Pour changer, cliquez simplement sur le cercle.
Le profil sélectionné devient bleu.
Les flèches: elles déterminent le sens d’usinage. C’est comme pour les cercles: c’est la bleue qui compte, et il suffit de cliquer dessus pour les inverser.
Les pointeurs: -le blanc représente le début de l’usinage, le noir la fin. -le carré sert à sélectionner la ligne sur laquelle on veut placer l’usinage, le rond précise l’endroit exact où l’usinage doit commencer/s’arrêter. Pas de panique, je fais quelques exemples:
Il y a un rond à chaque bout: par conséquent, tout le profil sera bleu. Le carré doit toujours être sur la même ligne que le cercle
de même couleur.
L’outil sera à l’intérieur (à gauche, donc) du profil.
Cette fois, les deux carrés seront sur la même ligne: ,mais un des ronds dépasse l’extrémité de la ligne: cela permet, par
exemple, d’aller plus loin encore que la matière lors d’un surfaçage.
Notez que le centre d’outil sera sur la ligne (à cause du cercle).
Vous remarquez aussi que le ‘’bidule d’usinage’’ n’a pas forcément besoin d’être sur la partie usinée du profil, c’est juste les
carrés et les ronds qui servent à déterminer ça.
N’oubliez pas que l’usinage peut continuer au-delà de la pièce, cela peut être pratique pour éviter les entrées en
plongée...
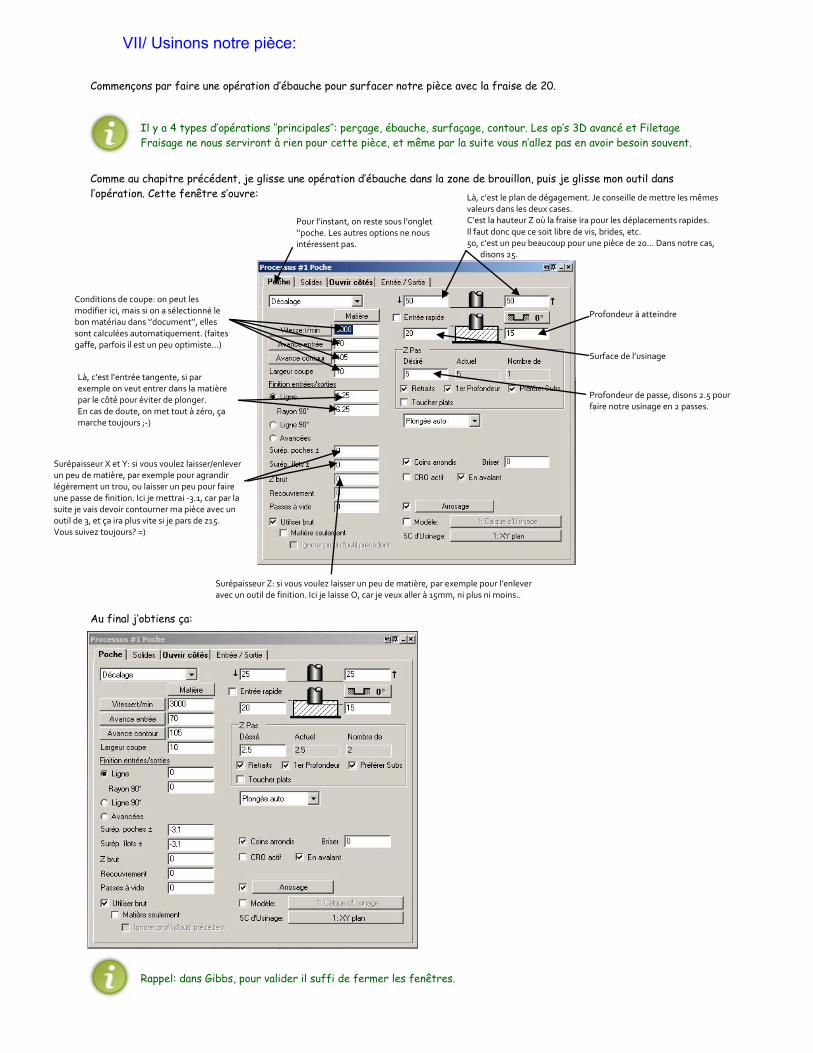
VII/ Usinons notre pièce:
Commençons par faire une opération d’ébauche pour surfacer notre pièce avec la fraise de 20.
Il y a 4 types d’opérations ‘’principales’’: perçage, ébauche, surfaçage, contour. Les op’s 3D avancé et Filetage
Fraisage ne nous serviront à rien pour cette pièce, et même par la suite vous n’allez pas en avoir besoin souvent.
Comme au chapitre précédent, je glisse une opération d’ébauche dans la zone de brouillon, puis je glisse mon outil dans
l’opération. Cette fenêtre s’ouvre:
Pour l’instant, on reste sous l’onglet ‘’poche. Les autres options ne nous intéressent pas.
Là, c’est le plan de dégagement. Je conseille de mettre les mêmes valeurs dans les deux cases. C’est la hauteur Z où la fraise ira pour les déplacements rapides. Il faut donc que ce soit libre de vis, brides, etc. 50, c’est un peu beaucoup pour une pièce de 20… Dans notre cas, disons 25.
Surface de l’usinage
Profondeur à atteindre
Conditions de coupe: on peut les modifier ici, mais si on a sélectionné le bon matériau dans ‘’document’’, elles sont calculées automatiquement. (faites gaffe, parfois il est un peu optimiste…)
Profondeur de passe, disons 2.5 pour faire notre usinage en 2 passes.
Là, c’est l’entrée tangente, si par exemple on veut entrer dans la matière par le côté pour éviter de plonger. En cas de doute, on met tout à zér0, ça marche toujours ;-)
Surépaisseur Z: si vous voulez laisser un peu de matière, par exemple pour l’enlever avec un outil de finition. Ici je laisse O, car je veux aller à 15mm, ni plus ni moins..
Surépaisseur X et Y: si vous voulez laisser/enlever un peu de matière, par exemple pour agrandir légèrement un trou, ou laisser un peu pour faire une passe de finition. Ici je mettrai -3.1, car par la suite je vais devoir contourner ma pièce avec un outil de 3, et ça ira plus vite si je pars de z15. Vous suivez toujours? =)
Au final j’obtiens ça:
Rappel: dans Gibbs, pour valider il suffi de fermer les fenêtres.
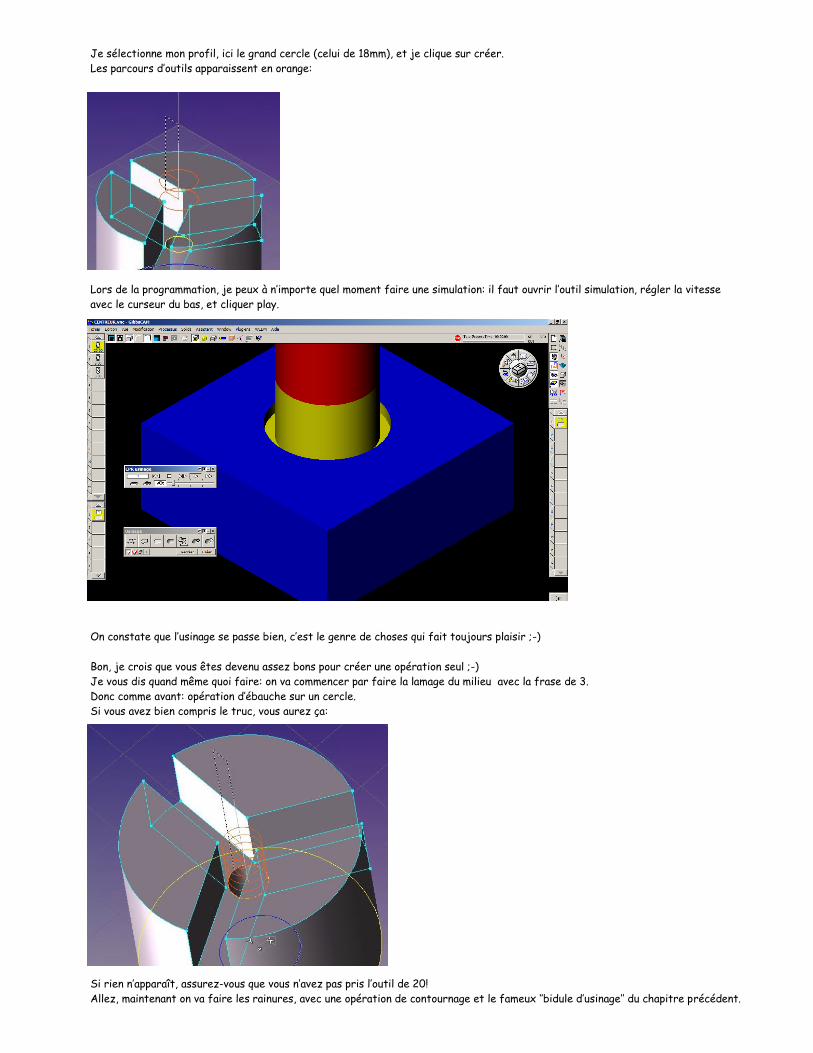
Je sélectionne mon profil, ici le grand cercle (celui de 18mm), et je clique sur créer.
Les parcours d’outils apparaissent en orange:
Lors de la programmation, je peux à n’importe quel moment faire une simulation: il faut ouvrir l’outil simulation, régler la vitesse
avec le curseur du bas, et cliquer play.
On constate que l’usinage se passe bien, c’est le genre de choses qui fait toujours plaisir ;-)
Bon, je crois que vous êtes devenu assez bons pour créer une opération seul ;-)
Je vous dis quand même quoi faire: on va commencer par faire la lamage du milieu avec la frase de 3.
Donc comme avant: opération d’ébauche sur un cercle.
Si vous avez bien compris le truc, vous aurez ça:
Si rien n’apparaît, assurez-vous que vous n’avez pas pris l’outil de 20!
Allez, maintenant on va faire les rainures, avec une opération de contournage et le fameux ‘’bidule d’usinage’’ du chapitre précédent.
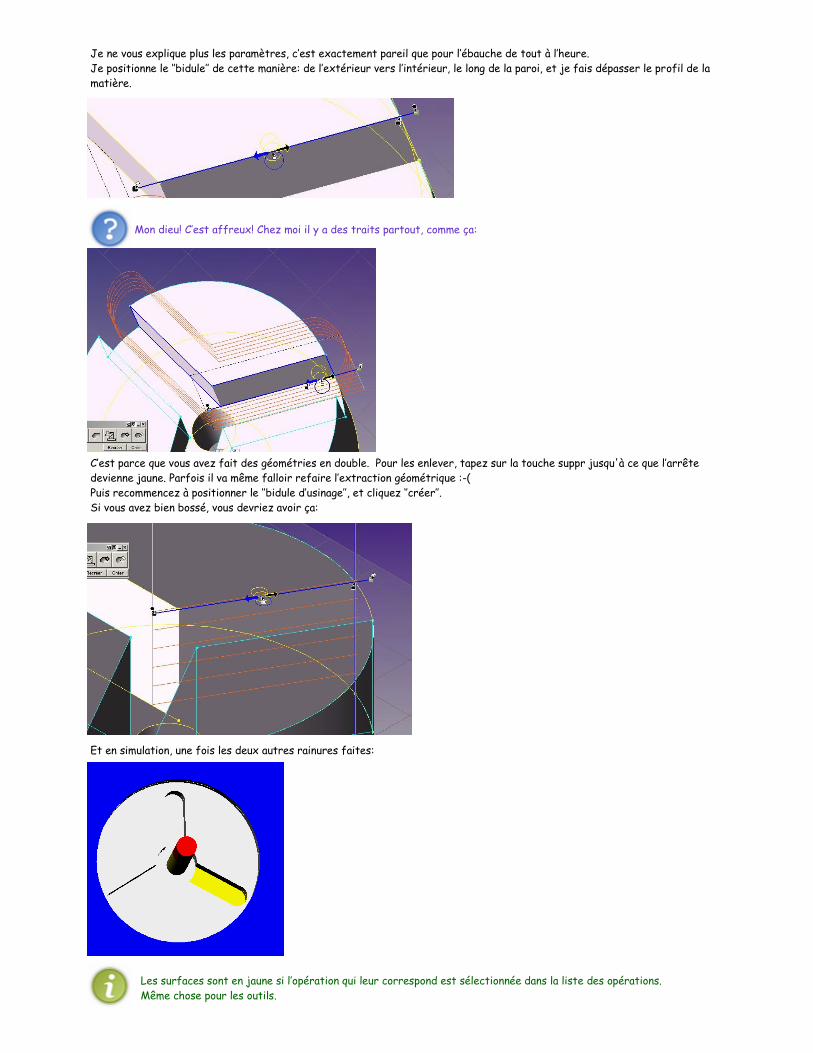
Je ne vous explique plus les paramètres, c’est exactement pareil que pour l’ébauche de tout à l’heure.
Je positionne le ‘’bidule’’ de cette manière: de l’extérieur vers l’intérieur, le long de la paroi, et je fais dépasser le profil de la
matière.
Mon dieu! C’est affreux! Chez moi il y a des traits partout, comme ça:
C’est parce que vous avez fait des géométries en double. Pour les enlever, tapez sur la touche suppr jusqu'à ce que l’arrête
devienne jaune. Parfois il va même falloir refaire l’extraction géométrique :-(
Puis recommencez à positionner le ‘’bidule d’usinage’’, et cliquez ‘’créer’’.
Si vous avez bien bossé, vous devriez avoir ça:
Et en simulation, une fois les deux autres rainures faites:
Les surfaces sont en jaune si l’opération qui leur correspond est sélectionnée dans la liste des opérations.
Même chose pour les outils.
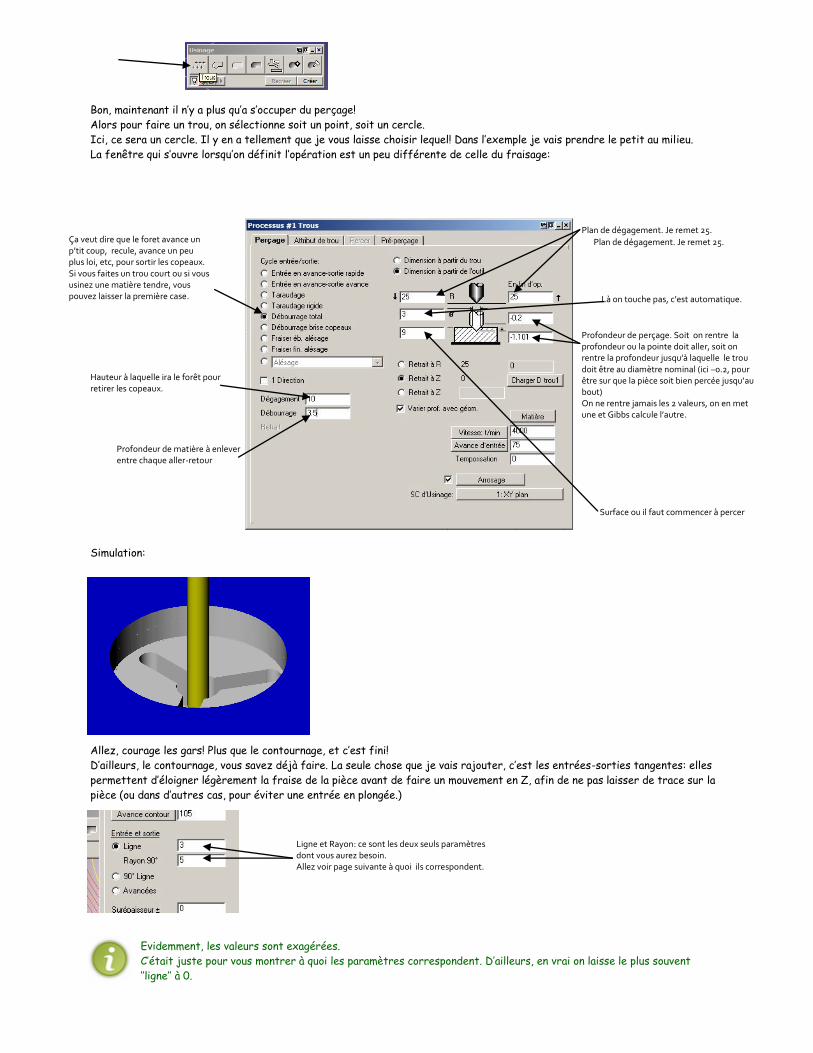
Bon, maintenant il n’y a plus qu’a s’occuper du perçage!
Alors pour faire un trou, on sélectionne soit un point, soit un cercle.
Ici, ce sera un cercle. Il y en a tellement que je vous laisse choisir lequel! Dans l’exemple je vais prendre le petit au milieu.
La fenêtre qui s’ouvre lorsqu’on définit l’opération est un peu différente de celle du fraisage:
Plan de dégagement. Je remet 25.
Hauteur à laquelle ira le forêt pour retirer les copeaux.
Ça veut dire que le foret avance un p’tit coup, recule, avance un peu plus loi, etc, pour sortir les copeaux. Si vous faites un trou court ou si vous usinez une matière tendre, vous pouvez laisser la première case.
Profondeur de matière à enlever entre chaque aller-retour
Là on touche pas, c’est automatique.
Surface ou il faut commencer à percer
Profondeur de perçage. Soit on rentre la profondeur ou la pointe doit aller, soit on rentre la profondeur jusqu'à laquelle le trou doit être au diamètre nominal (ici –0.2, pour être sur que la pièce soit bien percée jusqu’au bout) On ne rentre jamais les 2 valeurs, on en met une et Gibbs calcule l’autre.
Simulation:
Allez, courage les gars! Plus que le contournage, et c’est fini!
D’ailleurs, le contournage, vous savez déjà faire. La seule chose que je vais rajouter, c’est les entrées-sorties tangentes: elles
permettent d’éloigner légèrement la fraise de la pièce avant de faire un mouvement en Z, afin de ne pas laisser de trace sur la
pièce (ou dans d’autres cas, pour éviter une entrée en plongée.)
Ligne et Rayon: ce sont les deux seuls paramètres dont vous aurez besoin. Allez voir page suivante à quoi ils correspondent.
Evidemment, les valeurs sont exagérées.
C’était juste pour vous montrer à quoi les paramètres correspondent. D’ailleurs, en vrai on laisse le plus souvent
‘’ligne’’ à 0.
Plan de dégagement. Je remet 25.
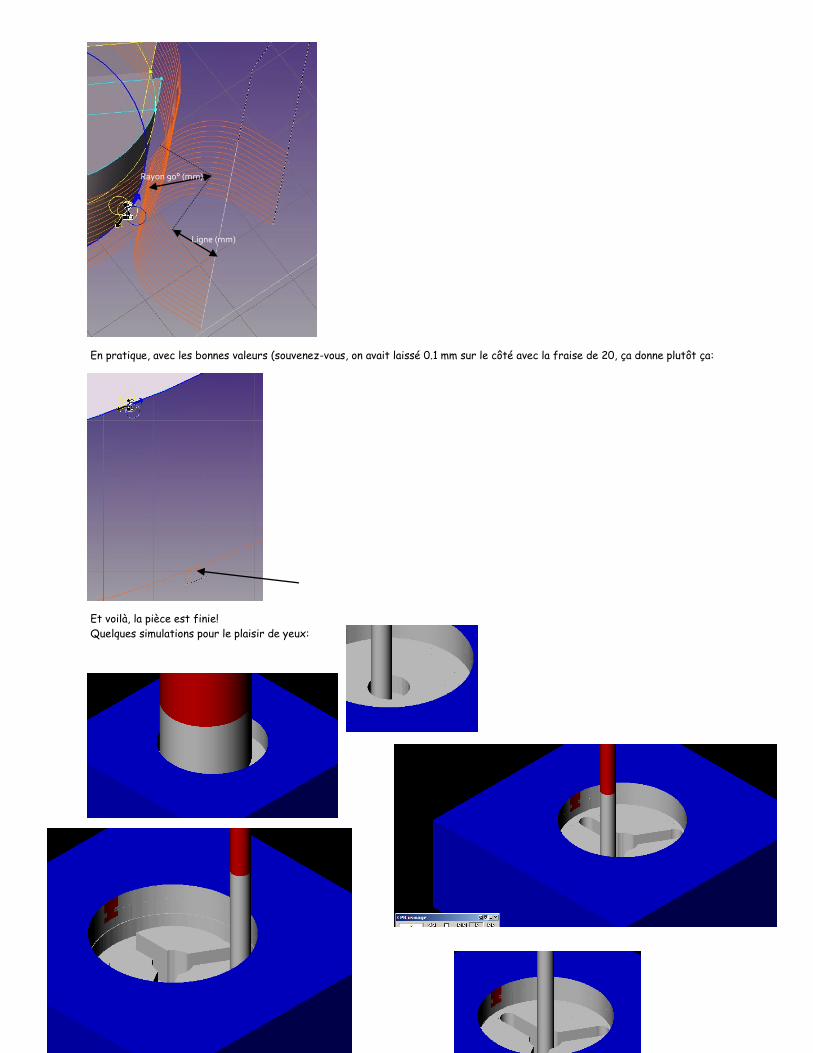
Ligne (mm)
Rayon 90° (mm)
En pratique, avec les bonnes valeurs (souvenez-vous, on avait laissé 0.1 mm sur le côté avec la fraise de 20, ça donne plutôt ça:
Et voilà, la pièce est finie!
Quelques simulations pour le plaisir de yeux:
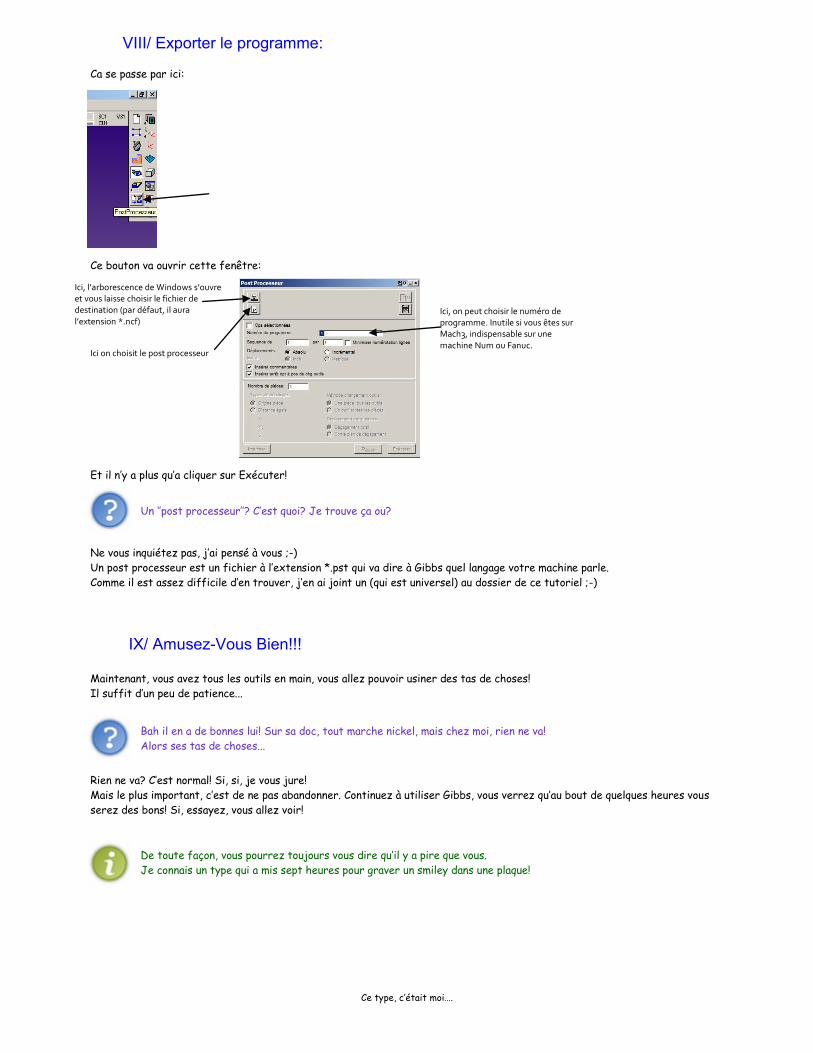
VIII/ Exporter le programme:
Ca se passe par ici:
Ce bouton va ouvrir cette fenêtre:
Ici, l’arborescence de Windows s’ouvre et vous laisse choisir le fichier de destination (par défaut, il aura l’extension *.ncf)
Ici on choisit le post processeur
Ici, on peut choisir le numéro de programme. Inutile si vous êtes sur Mach3, indispensable sur une machine Num ou Fanuc.
Et il n’y a plus qu’a cliquer sur Exécuter!
Un ‘’post processeur’’? C’est quoi? Je trouve ça ou?
Ne vous inquiétez pas, j’ai pensé à vous ;-)
Un post processeur est un fichier à l’extension *.pst qui va dire à Gibbs quel langage votre machine parle.
Comme il est assez difficile d’en trouver, j’en ai joint un (qui est universel) au dossier de ce tutoriel ;-)
IX/ Amusez-Vous Bien!!!
Maintenant, vous avez tous les outils en main, vous allez pouvoir usiner des tas de choses!
Il suffit d’un peu de patience...
Bah il en a de bonnes lui! Sur sa doc, tout marche nickel, mais chez moi, rien ne va!
Alors ses tas de choses...
Rien ne va? C’est normal! Si, si, je vous jure!
Mais le plus important, c’est de ne pas abandonner. Continuez à utiliser Gibbs, vous verrez qu’au bout de quelques heures vous
serez des bons! Si, essayez, vous allez voir!
De toute façon, vous pourrez toujours vous dire qu’il y a pire que vous.
Je connais un type qui a mis sept heures pour graver un smiley dans une plaque!
Ce type, c’était moi….