THEME Estimation de paramètres et d’états des systèmes non ...

16 Revue ABB 2/2002
Industries
’industrie automobile est passée
d’une production en flux poussés à
une production en flux tirés, d’une pro-
duction de masse à une personnalisation
de masse. Par exemple, le concept de
client « final », reflète plutôt la démarche
classique de flux poussés que celle de flux
tirés par la demande.
Traditionnellement, les usines étaient
conçues pour fabriquer économiquement
des séries de produits en grandes quanti-
tés, d’où leur haut degré d’inertie. Cepen-
dant, l’époque où le marché pouvait
absorber toute la production est désormais
révolue. Aujourd’hui, les industriels ont
besoin de systèmes de production « flexi-
bles», capables de répondre au plus vite à
l’évolution du marché. Ce bouleversement
a des répercussions profondes sur l’en-
semble de la chaîne de valeur.
Sachant qu’il faut quelque 30 000 piè-
ces pour construire une voiture, on com-
prend aisément qu’un tel bouleversement
constitue un réel défi pour l’industrie auto-
mobile.
Une démarche d’intégration et d’unifor-
misation s’impose donc, prenant en com-
pte les besoins spécifiques du secteur:
systèmes de production hautement évolu-
tifs, flexibles et fiables; systèmes d’infor-
mation transparents et performants garan-
tissant une traçabilité totale, depuis
chaque commande client jusqu’à la fabri-
cation de chaque pièce.
Systèmes d’information
pour les ateliers
d’emboutissage – bref historique
et perspectives
Par le passé, le développement logiciel
pour l’industrie automobile se concentrait
sur deux domaines: d’une part, les
solutions de gestion notamment avec
les progiciels de gestion intégrée (ERP),
de pilotage et suivi de fabrication (MES)
et de planification des besoins (MRP),
et d’autre part les logiciels de contrôle-
commande des machines et lignes de
fabrication.
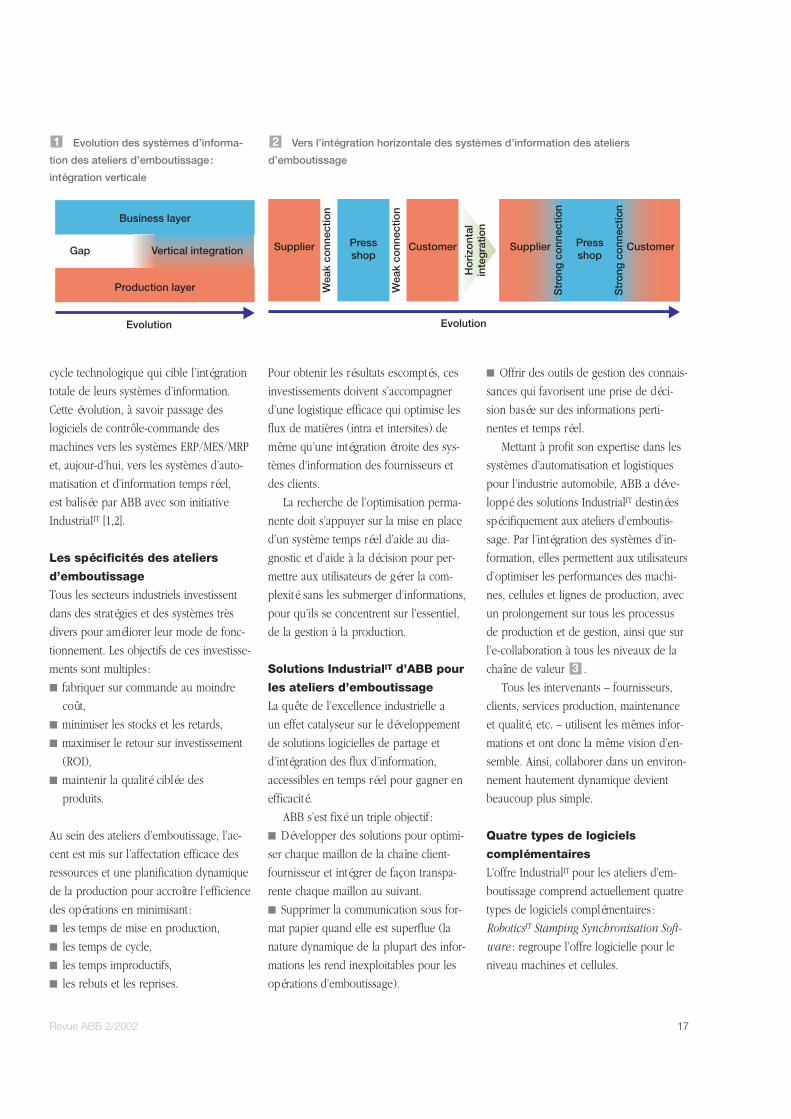
Ces deux domaines étaient totalement
cloisonnés, donc exempts de toute
intégration verticale . Parallèlement,
on se préoccupait peu d’intégration
horizontale – à savoir rapprocher les
fournisseurs et les clients des ateliers
d’emboutissage .
Le résultat : un clivage entre la gestion
et la production, et entre tous les acteurs
de la chaîne de valeur étendue.
Pour favoriser l’émergence d’atouts
concurrentiels et technologiques recher-
chés par les ateliers d’emboutissage
automobiles, ceux-ci connaissent un
2
1
David Mayoral
La mondialisation des marchés contraint les industriels à dépasser les limites traditionnelles
de leur organisation fonctionnelle et opérationnelle. Les fournisseurs qui ont compris ce chan-
gement en tireront un avantage concurrentiel en saisissant les opportunités et en privilégiant
l’intégration de l’ensemble de la chaîne de valeur, de la demande à la production.
Les compétences du Groupe ABB dans les métiers de l’automatisation et des technologies
de l’information, de même que son savoir-faire industriel issu de sa longue expérience aux
côtés des constructeurs automobiles, ont été capitalisés pour développer des solutions logi-
cielles innovantes et performantes pour les ateliers d’emboutissage. Intégrées à l’architecture
IndustrialIT, ces solutions permettent d’exploiter tout le potentiel des moyens de production
avec, à la clé, des avantages pour tous les maillons de la chaîne client-fournisseur.
L
ATELIERS D’EMBOUTISSAGESolutions IndustrialIT
Revue ABB 2/2002 17
cycle technologique qui cible l’intégration
totale de leurs systèmes d’information.
Cette évolution, à savoir passage des
logiciels de contrôle-commande des
machines vers les systèmes ERP/MES/MRP
et, aujour-d’hui, vers les systèmes d’auto-
matisation et d’information temps réel,
est balisée par ABB avec son initiative
IndustrialIT [1,2].
Les spécificités des ateliers
d’emboutissage
Tous les secteurs industriels investissent
dans des stratégies et des systèmes très
divers pour améliorer leur mode de fonc-
tionnement. Les objectifs de ces investisse-
ments sont multiples:
n fabriquer sur commande au moindre
coût,
n minimiser les stocks et les retards,
n maximiser le retour sur investissement
(ROI),
n maintenir la qualité ciblée des
produits.
Au sein des ateliers d’emboutissage, l’ac-
cent est mis sur l’affectation efficace des
ressources et une planification dynamique
de la production pour accroître l’efficience
des opérations en minimisant :
n les temps de mise en production,
n les temps de cycle,
n les temps improductifs,
n les rebuts et les reprises.
Pour obtenir les résultats escomptés, ces
investissements doivent s’accompagner
d’une logistique efficace qui optimise les
flux de matières (intra et intersites) de
même qu’une intégration étroite des sys-
tèmes d’information des fournisseurs et
des clients.
La recherche de l’optimisation perma-
nente doit s’appuyer sur la mise en place
d’un système temps réel d’aide au dia-
gnostic et d’aide à la décision pour per-
mettre aux utilisateurs de gérer la com-
plexité sans les submerger d’informations,
pour qu’ils se concentrent sur l’essentiel,
de la gestion à la production.
Solutions IndustrialIT d’ABB pour
les ateliers d’emboutissage
La quête de l’excellence industrielle a
un effet catalyseur sur le développement
de solutions logicielles de partage et
d’intégration des flux d’information,
accessibles en temps réel pour gagner en
efficacité.
ABB s’est fixé un triple objectif :
n Développer des solutions pour optimi-
ser chaque maillon de la chaîne client-
fournisseur et intégrer de façon transpa-
rente chaque maillon au suivant.
n Supprimer la communication sous for-
mat papier quand elle est superflue (la
nature dynamique de la plupart des infor-
mations les rend inexploitables pour les
opérations d’emboutissage).
n Offrir des outils de gestion des connais-
sances qui favorisent une prise de déci-
sion basée sur des informations perti-
nentes et temps réel.
Mettant à profit son expertise dans les
systèmes d’automatisation et logistiques
pour l’industrie automobile, ABB a déve-
loppé des solutions IndustrialIT destinées
spécifiquement aux ateliers d’emboutis-
sage. Par l’intégration des systèmes d’in-
formation, elles permettent aux utilisateurs
d’optimiser les performances des machi-
nes, cellules et lignes de production, avec
un prolongement sur tous les processus
de production et de gestion, ainsi que sur
l’e-collaboration à tous les niveaux de la
chaîne de valeur .
Tous les intervenants – fournisseurs,
clients, services production, maintenance
et qualité, etc. – utilisent les mêmes infor-
mations et ont donc la même vision d’en-
semble. Ainsi, collaborer dans un environ-
nement hautement dynamique devient
beaucoup plus simple.
Quatre types de logiciels
complémentaires
L’offre IndustrialIT pour les ateliers d’em-
boutissage comprend actuellement quatre
types de logiciels complémentaires:
RoboticsIT Stamping Synchronisation Soft-
ware : regroupe l’offre logicielle pour le
niveau machines et cellules.
3
Business layer
Production layer
Evolution
Gap Vertical integration
Ho
rizo
ntal
inte
gra
tion
Wea
k co
nnec
tion
Wea
k co
nnec
tion
Str
ong
co
nnec
tion
Str
ong
co
nnec
tion
Supplier SupplierCustomer CustomerPressshop
Pressshop
Evolution
Evolution des systèmes d’informa-
tion des ateliers d’emboutissage:
intégration verticale
1 Vers l’intégration horizontale des systèmes d’information des ateliers
d’emboutissage
2

IndustrialIT Press Line Optimizer : nouvelle
génération de superviseurs ABB pour les
lignes de presses.
IndustrialIT Press Shop Optimizer : maxi-
mise les performances internes de l’usine.
IndustrialIT Press Shop Collaboration
Platform : solution ABB d’e-collaboration
rapprochant l’atelier d’emboutissage des
fournisseurs et des clients. (Il peut s’agir,
par exemple, de faire dialoguer le fournis-
seur de rang 1 avec le constructeur auto-
mobile, ou l’atelier d’emboutissage avec
l’atelier de carrosserie.)
RoboticsIT Stamping
Synchronisation Software – pour
exploiter tout le potentiel des
équipements et des cellules de
production
Il s’agit de la nouvelle génération de logi-
ciels applicatifs ABB pour l’optimisation
des performances des équipements et cel-
lules de la ligne de presses.
Robot Press Synchronization (RPS) est
implanté dans la nouvelle armoire de
commande S4Cplus multitâche des robots
ABB, qui peut héberger des applications
spécialisées de soudage par points, sou-
dage à l’arc, automatisation de presses,
etc. Avec RPS , le robot suit les mouve-
ments de la presse, adaptant en douceur
et à la volée sa cadence pour optimiser le
temps de cycle et minimiser les contrain-
tes mécaniques.
La synchronisation robot-presse réduit
le temps de cycle de la ligne d’emboutis-
sage de 4 à 7%. Lorsque RPS est installé,
l’ensemble de la ligne se comporte comme
un système unique qui s’autosynchronise.
Autre produit de la gamme: RoboticsIT
Stamping Operator, interface homme-
machine développée pour simplifier la
programmation du robot et l’exploitation
de la cellule.
IndustrialIT Press Line Optimizer
– pour optimiser le rendement
des lignes de presses
Traditionnellement, les systèmes de
conduite-supervision SCADA (Supervisory
Control and Data Acquisition Systems) des
lignes de presses sont utilisés comme des
outils d’exploitation. Cependant, même les
4
Quatre couches de l’architecture IndustrialIT pour les ateliers d’emboutissage3
Incremental encoder
Top deadcenter pulse
RPS
Robot Press Synchronization (RPS) pour
accroître l’efficience des équipements et cellules
de production
4
18 Revue ABB 2/2002
Industries

lignes de presses équipées d’un système
SCADA ne sont pas souvent intégrées au
reste de l’atelier.
Press Line Optimizer est une nouvelle
génération de superviseurs, développée
par ABB pour insérer la ligne de presses
dans le «processus collaboratif » . Il modé-
lise la ligne de presses comme un «objet
IndustrialIT » qui interagit avec les autres
sous-systèmes de l’entreprise.
Press Line Optimizer fait le lien entre
plusieurs activités – ex., ordonnancement,
production, maintenance, qualité, gestion
intégrée – au sein de l’atelier d’emboutis-
sage, offrant visibilité, accessibilité et
connectivité dans un environnement
client/serveur véritablement en temps réel.
Il apporte également des fonctionnalités
inédites à l’atelier d’emboutissage, agissant
comme un «poste de pilotage» de la ligne
et donnant accès à toutes les données per-
tinentes reçues de l’atelier, de l’intranet ou
de l’Internet.
Il comporte également des fonctions
de télé-assistance, permettant à ABB de
proposer des prestations de support en
ligne pour, notamment, optimiser la pro-
ductivité et redémarrer la production
après arrêt.
Visibilité et accès distant
en temps réel
Press Line Optimizer constitue une fenêtre
ouverte sur la ligne de presses, permettant
de suivre les opérations au niveau sys-
tème et cellule jusqu’au niveau équipe-
ments .
Il se connecte à l’API (automate pro-
grammable industriel) et aux robots de la
ligne via OPC1 , standard industriel d’OPC
Foundation, dont ABB est membre.
L’information qui s’affiche est actuali-
sée en temps réel. Ainsi, par exemple, tout
changement d’état d’un équipement (robot
ou presse) d’un site européen est affiché,
en moins d’une seconde, sur l’écran d’un
ordinateur accédant à Press Line Optimi-
zer en Amérique du nord.
Planification de ligne
Cet outil aide les utilisateurs à organiser la
ligne (ex., planification de la production et
des interventions de maintenance ). Un
diagramme de « Gantt » est utilisé pour édi-
ter et visualiser les détails.
6
5
Un accès en temps réel total, du niveau système/ligne aux équipements de base5
Edition d’états et analyse de tendances7Planificateur de la production et de
la maintenance préventive
6
1 OLE for Process Control; OLE est la technolo-gie objet de Microsoft pour le partage des infor-mations entre procédés et machines.
Revue ABB 2/2002 19

20 Revue ABB 2/2002
Industries
Edition d’étatsLes statistiques de production, qualité,
maintenance et événements/alarmes sont
disponibles sous forme d’états détaillés ou
de bilans, avec des informations pouvant
être horodatées, regroupées par lot, pièce,
etc. . Cet outil d’édition d’états et de
suivi de tendances aide l’utilisateur dans
sa prise de décision et dans l’identification
des principales causes d’indisponibilité de
la ligne. Des graphiques de «Pareto» mon-
trent les arrêts de la ligne, classés par
ordre d’importance selon différents critè-
res (type, durée et fréquence).
ProductionAvec cet outil, les utilisateurs assurent la
conduite et le suivi de production pour
une optimisation de la ligne .
Gestion de la qualitéAvec cet outil convivial, les services
contrôle et gestion qualité peuvent main-
tenant signaler et visualiser directement les
défauts des pièces . Il peut également
être utilisé par les services qualité et main-
tenance pour identifier les problèmes des
outils de presses.
Gestion de la maintenancePress Line Optimizer totalise les temps ou
les cycles de fonctionnement de tous les
équipements critiques et indique la date
de la dernière intervention de mainte-
nance. Ainsi, il simplifie la programmation
des opérations de maintenance préventive,
notamment sur les robots ou les presses.
Connectivité ERPAvec l’ERP, Press Line Optimizer descend
jusqu’au niveau de l’atelier , servant
de «passerelle» entre le système d’informa-
tion de l’entreprise et l’ensemble
presses/robots.
10
9
8
7
Conduite et supervision de la production8 Suivi et bilan qualité9
Robot 1 Robot 2 Robot 3 Robot 4 Robot 5 Robot 6
Presse 1
Demandes &commandes Résultats
Presse 2 Presse 3 Presse 4
ERP
Optimiseur ligne de presses
Press Line Optimizer, prolongement du système ERP10

Revue ABB 2/2002 21
Accès par assistant électronique Les fonctionnalités de Press Line Optimi-
zer sont également accessibles via les
assistants électroniques des utilisateurs.
Parmi les autres fonctions proposées
par Press Line Optimizer citons : analyse
des goulots d’étranglement, gestion des
fichiers robots, connexion à Microsoft®
Office, serveur de documentation et bulle-
tin d’informations, et vidéo en direct.
Press Line Optimizer est source de
création de valeur pour les ateliers
d’emboutissage, à la fois quantitativement
et qualitativement. La plate-forme d’e-col-
laboration, par exemple, concourt à
l’accroissement de la valeur, au même titre
que l’intranet ou le courrier électronique –
favorisant la coordination et aidant à tend-
re les actions de tous les intervenants vers
un même objectif. Les améliorations qui
ont un impact direct sur le retour sur
investissement sont : réduction des temps
improductifs, augmentation de la produc-
tivité du fait de la réduction des temps de
cycle et redémarrage de la production
après arrêt.
Des constructeurs (OEM) et fournis-
seurs de rang 1 sur le continent américain,
en Europe et dans la zone Asie-Pacifique
ont intégré Press Line Optimizer comme
outil de productivité majeur. L‘équipemen-
tier nord-américain de rang 1 AG Simpson,
notamment, a choisi ce logiciel pour
accroître les performances et la flexibilité
d’une ligne constituée de sept presses et
quinze robots ABB.
IndustrialIT Press Shop
Optimizer – le chef d’orchestre
Faire fonctionner un atelier d’emboutis-
sage sans heurts et efficacement s’appa-
rente, en quelque sorte, à former un
orchestre avec des musiciens qui n’ont
jamais joué ensemble. Tout comme la
dynamique d’une partition exige des musi-
ciens un gros effort de discipline pour être
au diapason, la dynamique d’un atelier
d’emboutissage exige la coordination par-
faite et la visualisation de tous ses compo-
sants et fonctions.
Si les besoins de production réels
étaient prévisibles très en avance, les
efforts d’optimisation d’un atelier d’embou-
tissage pourraient se focaliser sur l’effi-
cience de la ligne de presses. Tout comme
sur une longue ligne droite, la vigilance
d’un automobiliste peut se relâcher
quelque peu pour se concentrer, par
exemple, sur les performances du moteur.
Mais pour les industriels du secteur, la
route est sinueuse, ne sachant pas exacte-
ment ce qui les attend au prochain virage.
En effet, les opérations au sein d’un atelier
d’emboutissage se font dans un environ-
nement dynamique.
Les prévisions restent, bien évidem-
ment, indispensables mais elles servent
désormais d’aide à la planification de la
production. Les fournisseurs de rang 1
sont particulièrement concernés, recevant
souvent de nouvelles commandes ou des
commandes urgentes qui les obligent à
reprogrammer rapidement leur produc-
tion. Produire par lots et constituer des
stocks est une des solutions qui permet-
tent aux entreprises de parer aux incerti-
tudes de fabrication et de prévision, et de
réduire le coût des modifications de pro-
duction .
La solution proposée par ABB associe
Press Shop Optimizer, Press Line Optimi-
zer et Press Shop Collaboration . Au
sein de cette solution, Press Shop Opti-
mizer collabore avec Press Shop Collabo-
ration et le système ERP pour aligner les
opérations de l’atelier d’emboutissage
sur les objectifs de l’entreprise et les
structurer par l’intégration avec Press Line
Optimizer.
Press Shop Optimizer fait largement
appel aux méthodes de la recherche opé-
rationnelle (techniques d’optimisation)
pour élaborer des programmes dyna-
miques et intelligents intra et intersites
prenant en compte différents critères :
niveau des stocks, disponibilité et capacité
de la ligne, caractéristiques des pièces,
coûts de production et de logistique. Il
soumet un schéma directeur de produc-
12
11
Combined costOptimal point
Due toproductionsetups & in-plantmaterials flowcomplexity
Due tohigh inventory& late or missedorder fulfillment
Cost
Lot order size
Comparatif quantité de commande/coût unitaire de
production d’une ligne de presses
11

22 Revue ABB 2/2002
Industries
tion établi sur ces critères, l’utilisateur
pouvant l’accepter ou le rejeter en fonc-
tion des besoins stratégiques. Press Shop
Optimizer intègre des fonctions de simula-
tion avec différentes hypothèses, véritable
outil d’aide à la décision pour les utilisa-
teurs confrontés à plusieurs scénarios.
Press Shop Optimizer suit également à
la trace les flux matières et les commandes
au sein de l’usine et entre les différents
sites, analysant en temps réel la rentabilité
des opérations par commande.
L’efficience industrielle est traquée et
adaptée en temps réel au moyen d’indica-
teurs clés définis par l’utilisateur.
Press Shop Optimizer visualise l’atelier
d’emboutissage comme un seul et même
système. Il génère un modèle de l’usine
et propose une optimisation dynamique
permettant de respecter les impératifs stra-
tégiques de délais et de coûts. La logique
économique de Press Shop Optimizer est
définie en fonction des besoins du client.
Il fonctionne de manière transparente avec
la base logicielle existante, pérennisant les
investissements dans les systèmes d’infor-
mation. Press Shop Optimizer permet une
meilleure gestion des risques et accroît la
réactivité de l’atelier d’emboutissage.
L’avantage majeur de Press Shop Opti-
mizer est probablement la possibilité qu’il
offre aux responsables des ateliers d’em-
• Stock• Disponibilité de la ligne• é de la ligne•• Coû• Coûts logistiques
Ligne 1 ... Ligne N
Optimiseur ligne de pressesOptimiseur ligne de presses
e-collaboration
Optimiseur atelier d’emboutissage
Construction automobile – couche physique13
Press Shop Optimizer fonctionne avec Press Shop Collaboration et Press Line
Optimizer pour harmoniser les opérations de l’atelier d’emboutissage et les aligner sur
les objectifs de l’entreprise.
12

Revue ABB 2/2002 23
boutissage de se concentrer sur l’aspect
économique des opérations plutôt que
l’aspect administratif.
Plate-forma IndustrialIT
Press Shop Collaboration
Rappelons que cette suite logicielle Indus-
trialIT est conçue pour améliorer la chaîne
intégrée et l’efficacité du travail collabora-
tif. Même si ni Press Shop Collaboration ni
Press Shop Optimizer n’ont besoin l’un de
l’autre pour exploiter toutes leurs fonc-
tionnalités (les deux s’intègrant sans rup-
ture dans le système d’information existant
de l’entreprise), les meilleurs résultats sont
obtenus lorsque les deux sont implantés.
Il est important de bien comprendre le
contexte dans lequel Press Shop Collabo-
ration fonctionne. La chaîne de valeur
intégrée de l’industrie automobile compor-
te deux couches: d’une part, la couche
physique constituée des systèmes de
fabrication et de logistique/distribution,
et d’autre part la couche information ,
où les échanges s’opèrent par le biais du
«réseau virtuel » de la chaîne client-fournis-
seur.
Press Shop Collaboration relie l’atelier
d’emboutissage au réseau virtuel par l’in-
termédiaire d’une dorsale automobile qui
confère de la visibilité et permet à l’atelier
d’emboutissage d’intégrer ses opérations
dans un cadre collaboratif. Les agents2
SKYVA collectent et diffusent toutes les
informations pertinentes à l’atelier d’em-
boutissage, aux fournisseurs et clients, tout
en vérifiant la cohérence du processus. Ils
fournissent une image fidèle du processus
de fabrication, mettant en évidence tout
changement intervenu chez un des parte-
naires de la chaîne client-fournisseur.
Des solutions orientées client
La philosophie IndustrialIT s’appuie sur
une puissante architecture centrée sur le
client et est orientée, en fin de compte,
par la demande de produits de haute qua-
lité, livrés au bon endroit, au bon moment
et au juste prix.
Avec son initiative IndustrialIT, ABB
capitalise sur son savoir-faire dans les
métiers de l’automobile et des technolo-
gies de l’information pour proposer à ses
clients les meilleures solutions. Pour les
ateliers d’emboutissage, cela suppose des
équipements et systèmes d’automatisation
qui privilégient rapidité, fiabilité et flexibi-
lité, fonctionnant à l’unisson avec un sys-
tème de planification reposant sur une
offre IndustrialIT cohérente, puissante et
évolutive, pilier d’intégration de tous les
niveaux de l’entreprise.
14
13
Auteur
David MayoralABB Industries ES-08192 Sant Quirze del VallèsBarcelone/[email protected]: +34 93 728 8662
Bibliographie[1] B. Hoffman: Une architecture ouverte et intégrée, sous l’égide d’IndustrialIT. Revue ABB 3/2001, 6–9.
[2] L’ABCdaire d’IndustrialIT. Revue ABB 1/2002, 6–13.
Flux matières + création de valeur
Intégration horizontale
Fournisseurbobines
Atelierde peinture
Ligneassemb.
Distri-buteur
Logistique dedistribution
Commandes
Système« tiré » par
la demande
Atelierde carrosserie
Atelierd’emboutissage
Inté
gra
tion
vert
ical
e
Inté
gra
tion
vert
ical
e
Inté
gra
tion
vert
ical
e
Inté
gra
tion
vert
ical
e
Inté
gra
tion
vert
ical
e
Optimiseur atelierd’emboutissage
Plate-forme d’e-collaboration pour ateliersd’emboutissage
Optimiseur lignede presses
Synchronisationdes opérationsd’emboutissage
Construction automobile – couche information 14
2 Press Shop Collaboration et Press Shop Optimi-zer partagent l’architecture client/serveur et detraitement distribué basée sur la technologieAgents de SKYVA. Skyva est un editeur de logi-ciels d’e-collaboration, membre du Groupe ABB.